Embed Size (px)
Citation preview
doeetOPTIMIZA TU PRODUCCION
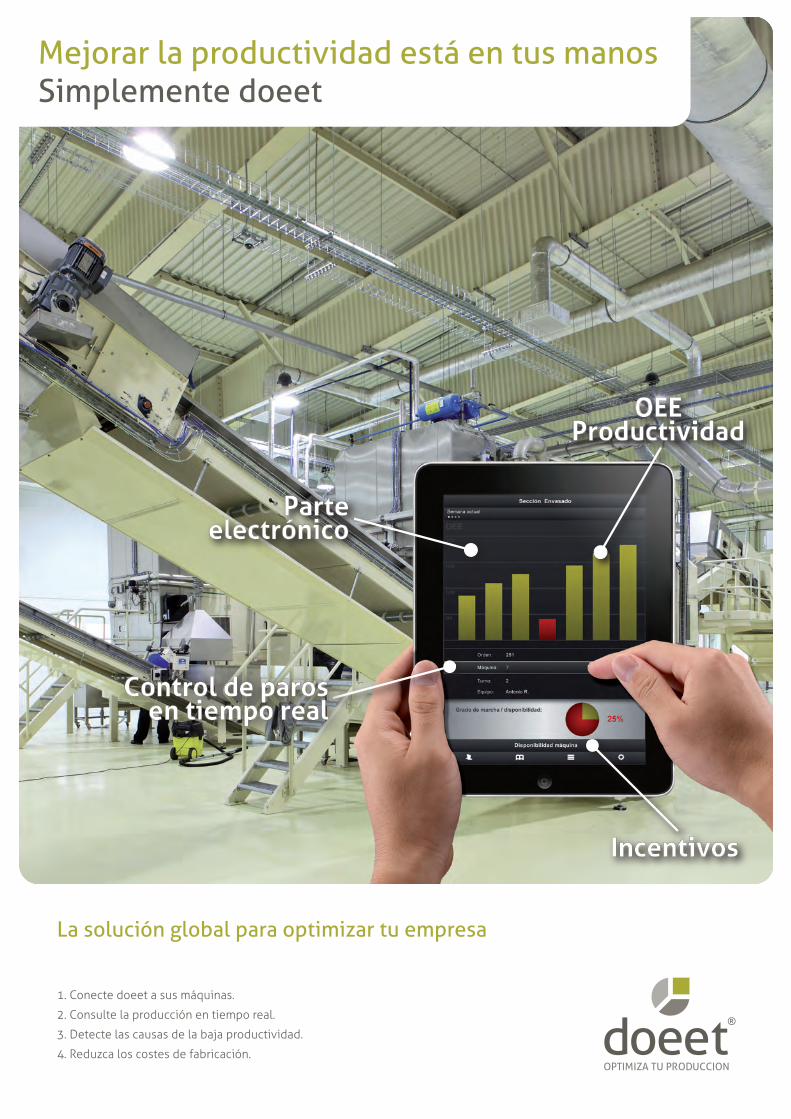
La solución global para optimizar tu empresa
Parteelectrónico
Control de parosen tiempo real
Incentivos
OEEProductividad
Mejorar la productividad está en tus manosSimplemente doeet
1. Conecte doeet a sus máquinas.
2. Consulte la producción en tiempo real.
3. Detecte las causas de la baja productividad.
4. Reduzca los costes de fabricación.

Pasos hacia laproductividad1: caja negra: no conozco lo que pasa, todo son problemas.
2: conecto doeet a la máquina.
3: tengo el control y sé lo que pasa: mido mi rendimiento.
4: plan de acción: aumento de productivi-dad y mejora continua.
doeet ha sido desarrollada a partir de la necesidad de los directivos de empresas de disponer de una herramienta de fácil implantación, intuitiva y que aporte toda la información necesaria para poder tomar decisiones en búsqueda de un aumento de la competitividad real.
En la coyuntura actual donde los precios de venta los marca el mercado, se hace imprescindible para las empresas concen-trar los esfuerzos en la disminución de los costes de fabricación, pero no siempre les resulta fácil, dada la dificultad de obtener información fiable y en tiempo real.
doeet: la llave que abre la caja negra de los procesos industriales.
Simplemente doeetLa dirección toma el control de la información sobre la produc-ción y productividad.
La información obtenida es totalmente fiable y en tiempo real, pudiendo consultarse desde cualquier parte del mundo.
Aumento rápido de productividad por el nuevo sistema de control
Conocer de forma muy gráfica los problemas a abordar para conseguir un aumento de la productividad.
Múltiples posibilidades de filtrar la información por referen-cias, orden de trabajo, turnos, máquinas.
Mejorar las planificaciones y ajustar los escandallos al dispo-ner de históricos reales de fabricación con sus rendimientos.
¿Tienes problemas para conocer la productividad real de tus máquinas?
¿Dispones de información fiable sobre tus costes reales de fabricación?
¿Quieres conocer desde cualquier lugar y en tiempo real el rendimientode tus máquinas?

Informes principales
doeet permite conocer de forma rápida y sencilla entre otra información:
• Si las maquinas están paradas o en marcha y la causa del paro y sus históricos.
• En tiempo real y fiable al 100% la producción real por turno y/o producto.
• Las velocidades reales de fabricación por referencia y orden de producción.
• Comparar los tiempos reales de paro y marcha con los teóricos.
• Los niveles de calidad por referencias, turnos y otros.
• Indicadores OEE* de las máquinas.
• Implantar un sistema de incentivos.
Parte de trabajo electrónico de operario y máquinaCada operación realizada en la máquina: cambios, averías, unidades producidas, se visualiza en el parte de trabajo. En este informe se indican los tiempos de paro reales y teóricos, las unidades reales fabricadas, las teóricas y las no conformes.
Causas de ParoNos indica las causas que originaron el paro en un determinado periodo de tiem- po. La actuación de todos los esfuerzos deben ir encaminados a la eliminación de los paros. Es imprescindible conocer los paros que merman la productividad para poder eliminarlos o minimizarlos al máximo.
Indicadores OEEInforme completo de los tres indicadores básicos OEE* y gráfico de tendencia:Disponibilidad de máquina, Rendimiento de máquina e Indicador de Calidad.
Estos tres indicadores, junto con las causas de paro, aportan toda la información necesaria para diagnosticar una máquina o planta productiva.
Actividades de producción. Retribución variabledoeet está preparado para extraer en un periodo de tiempo las actividades en tiempo de marcha, de paro y la actividad global. Con esta información podemos implantar rápidamente un sistema de retribución variable.
Principales funcionesdoeet ha sido diseñado para proporcionar al equipo directivo una herramienta fiable y muy fácil de usar que aporta la información necesaria para diagnosticar problemas de producción y aportar soluciones en un tiempo record. Por ello doeet permite aumentar la productividad en poco tiempo.
El servicio doeet ofrece a su empresa un soporte de ingenieros industriales especializados en productividad que le va a guiar paso a paso en el proceso de mejora.
100% Alta FiabilidadLa consola doeet esta conectada a los sensores de las máquinas por lo que el tiempo de paro y marcha es 100% fiable.
Compromiso “no esta usted solo”doeet no es solo un software, es mucho más.
El servicio doeet ofrece a la empresa un equipo de técnicos (inge- nieros industriales, informáticos, químicos, mecánicos, biólogos) altamente especializados en la productividad que le van a guiar en todo lo necesario para optimizar la productividad.
100% Compatibilidad con su ERPdoeet está concebido como una parte más del sistema de informa-ción de la empresa y no como un componente aislado. doeet puede integrarse con el ERP actual de su empresa y cargar las órdenes y artículos de forma automática.
El ERP se beneficia de los datos de productividad. Por ejemplo, para actualizar precios de coste, escandallos, consumos.
100% Plug and play: Conectar y listodoeet es un sistema estándar adaptable a cualquier máquina. El tiempo de implementación es muy bajo.
Parte electrónico en tiempo realdoeet sustituye y mejora el antiguo y poco fiable parte de trabajo, y lo convierte en un registro 100% fiable y automático que evita el tratamiento diario de cientos de partes.
Mediante el parte electrónico doeet, se puede consultar la informa-ción en tiempo real del estado de la producción (marcha, paro, velo- cidad, unidades producidas, equipo, orden, hora aproximada de finalización).
Esta información se puede consultar desde cualquier dispositivo (movil, ipad, tablet, pc) conectado a internet, accediendo a la web www.doeet.eu.
Permite extraer listados de la producción realizada con un potente filtro que permite hacer combinaciones entre fechas, equipos, mate- rias primas, órdenes, máquinas, artículos, operaciones que pueden exportarse fácilmente a hojas de cálculo como Excel.
Calculador de indicadores OEE ProductividadEl calculador de indicadores OEE* permite extraer información sobre la disponibilidad, rendimiento y calidad de las máquinas.
Esta información es indispensable para diagnosticar las causas de bajos rendimientos y actuar en consecuencia. Desconocer estos indicadores es desconocer el coste de nuestros procesos producti-vos. Es el punto de partida para la mejora de la productividad y su seguimiento.
El calculador permite extraer las causas de paros, su frecuencia y su repercusión con la productividad de la máquina.
Actividad de Operariosdoeet permite valorar la actividad de la máquina durante la marcha, y la actividad del operario durante el paro. Por ejemplo, durante un cambio de máquina o una limpieza, doeet aporta el tiempo que se ha tardado y lo que se debería de haber tardado.
Conocer la actividad de los operarios permite valorar objetivamente un trabajo realizado y puede utilizarse para aplicar un sistema de incentivos o cambiar los métodos de trabajo en la empresa.
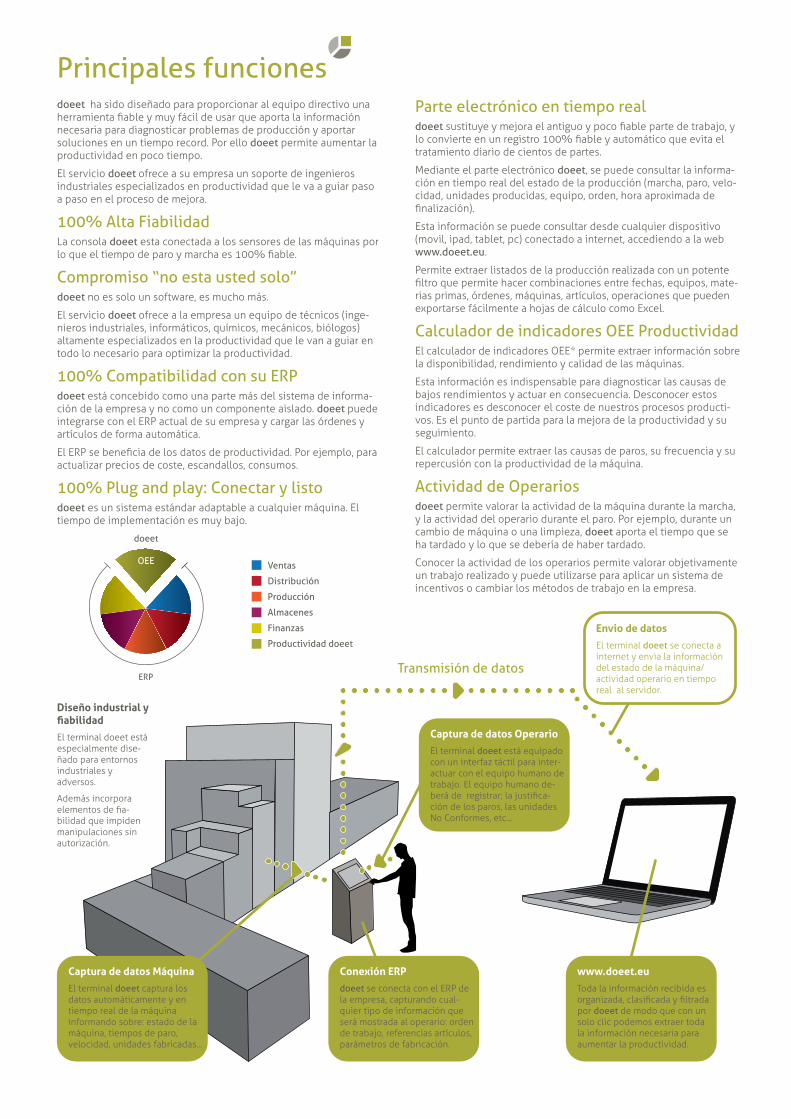
Ventas
Distribución
Producción
Almacenes
Finanzas
Productividad doeet
OEE
ERP
doeet
Conexión ERP
doeet se conecta con el ERP de la empresa, capturando cual- quier tipo de información que será mostrada al operario: orden de trabajo, referencias artículos, parámetros de fabricación.
www.doeet.eu
Toda la información recibida es organizada, clasificada y filtrada por doeet de modo que con un solo clic podemos extraer toda la información necesaria para aumentar la productividad.
Diseño industrial y fiabilidad
El terminal doeet está especialmente dise- ñado para entornos industriales y adversos.
Además incorpora elementos de fia- bilidad que impiden manipulaciones sin autorización.
Captura de datos Máquina
El terminal doeet captura los datos automáticamente y en tiempo real de la máquina informando sobre: estado de la máquina, tiempos de paro, velocidad, unidades fabricadas...
Captura de datos Operario
El terminal doeet está equipado con un interfaz táctil para inter- actuar con el equipo humano de trabajo. El equipo humano de- berá de registrar; la justifica- ción de los paros, las unidades No Conformes, etc...
Transmisión de datos
Envio de datos
El terminal doeet se conecta a internet y envia la información del estado de la máquina/ actividad operario en tiempo real al servidor.

DiagnósticoEl envasado de alimentos se realiza en varias líneas. La dirección de la empresa sabe que la producción realizada dista mucho de la capacidad real de las líneas.
Una semana después de instalar doeet, los datos son reveladores: 35% de disponibilidad (el 65% del tiempo la máquina esta parada) y los paros más habituales: esperar materia prima, averías, limpiezas, cambios de máquina.
DiagnósticoEn las máquinas de rebobinado de papel la producción no se ajustaba a la capa- cidad real.
Al instalar doeet observamos, efectiva-mente que la disponibilidad era del 45% debido a que algunos días la produc- ción era máxima y otros días muy baja debido a un cambio de producto más costoso. También observamos que un turno funciona mucho mejor que el otro.
DiagnósticoEsta empresa con 6 máquinas de tejer obtenía rendimientos tan bajos como 6%.
Los tiempos de cambio de producto-máquina eran elevados e indeterminados, entre 4 y 12 horas, el 25% de tiempo. Las esperas por falta de materia prima y des- plazamientos por material suponen un 20%. Los microparos suman un 35% de los paros, debidos a roturas de hilo, cuchi- llas no afiladas, nudos mal realizados.
ResultadosAntes de doeet disponibilidad 35%En 2 mesesdisponibilidad 67%al reducir esperas y averías más comunes.
En 6 mesesdisponibilidad 78%al implantar sistema de incentivos.
Casos de éxito
AccionesCon la ayuda de los ingenieros de iPYC, se inició el comité de mejora de produc- tividad y se establecieron las siguientes acciones:
Preparar el producto en el turno anterior, establecer un plan de mantenimiento de urgencia, realizar limpiezas sólo cuando sea necesario y reducir y determinar el tiempo de cambio SMED*.
ResultadosAntes de doeet disponibilidad 45%En 2 meses disponibilidad 65%Al nivelar dos operarios.
En 6 meses disponibilidad 76%al mejorar el tiempo de cambio
Objetivo 1 año: disponibilidad 85%implantando un sistema de incentivos.
AccionesSe realizó un estudio de cambio SMED* y se redujo el tiempo de 35 a 10 minutos aplicando sencillas mejoras y preparando el cambio durante máquina marcha.
El operario que trabajaba mejor formó al otro y pronto sus rendimientos se nive- laron. También se eliminaros limpiezas en tiempo de paro.
ResultadosAntes de doeet disponibilidad 6%En 6 mesesdisponibilidad 20%al aplicar las mejoras estudiadas.
En 12 mesesdisponibilidad 40%Se pararon máquinas debido al aumento de la capacidad productiva.
AccionesEstudio del cambio de producto-máquina y metodología de cambio ligada al aporte de materia prima a los equipos. Se eli- mina el tiempo de traer la materia prima y se controlan los tiempos de cambio.
Para la eliminación de microparos se forma al personal en hacer nudos y las cuchillas se cambian durante los paros de máquinas.
En todos estos ejemplos el equipo de ingenieros de doeet ha creado el comité de productividad (dirección, producción y operarios de máquina ) y ha propuesto las acciones de mejora.
Ejemplo de la repercusión del coste del proceso en función del OEEAl conectar doeet obtuvimos un OEE < 0,4 y un análisis de las causas de paro. Según nuestros estudios, mejorando los procesos de cambio y limpiezas se podía llegar a OEE >0.8. Cada unidad de producto es 0.1 € más caro debido a la baja productividad.
El equipo de ingenieros de doeet propone a la empresa un conjun- to de acciones para mejorar el OEE. Estas acciones tienen un coste total de 1500 €.
Los resultados en 3 meses después de aplicar técnicas de mejora: OEE: 0.7. Aumento de producción: de 10.000 u/día a 22.400 u/día. Reducción del coste del proceso: de 0.0625 €/p a 0.0357 €/p.
Estos resultados se traducen en el siguiente ahorro:Por paquete: 0.0268 €. Por día: 685 €. A la semana: 3228 €.
Sector Alimentación Sector Papel Sector Textil
El sistema ha sido implementado con éxito en sectores como Alimentación, Textil, Gráfica, Cartonajes, Inyección, Rotomoldeo o Cosméticos, tanto en máquinas nuevas como antiguas.
0,60
0,50
0,40
0,30
0,20
0,10
00,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90 1,00
OEE
€
96 652 26 80
www.doeet.euOPTIMIZA TU PRODUCCION
doeet
Productividad Productividad es el grado de utilización efectiva de cada elemento de producción.
La productividad es sobre todo una actitud mental. Busca la cons- tante mejora de lo que existe ya. Está basada sobre la convicción de que uno puede hacer las cosas mejor hoy que ayer, y mejor mañana que hoy. Requiere esfuerzos continuados para adaptar las actividades económicas a las condiciones cambiantes y aplicar nuevas técnicas y métodos.
El concepto más generalizado de productividad es el siguiente:
Productividad = Producción / = Recursos Empleados
De esta forma se puede ver la productividad no como una medida de la producción, ni de la cantidad que se ha fabricado, sino como una medida de lo bien que se han combinado y utilizado los recur- sos para cumplir los resultados específicos logrados.
Esta definición de productividad se asocia con el logro de un producto eficiente, enfocando la atención específicamente en la relación del producto con el insumo utilizado para obtenerlo.
BeneficiosConsiderando que el precio lo fija el mercado y los clientes, por tanto para obtener beneficios, sólo podemos hacerlo reduciendo los costos tanto como sea posible y esto último sólo lo podemos hacer logrando niveles más altos de productividad.
Beneficios = Precio - Costo
OEEEl OEE (Overall Equipment Effectiveness o Eficiencia General de los Equipos) es una razón porcentual que sirve para medir la eficiencia productiva de la maquinaria industrial.
La ventaja del OEE frente a otras razones es que mide, en un único indicador, todos los parámetros fundamentales en la producción industrial: la disponibilidad, la eficiencia y la calidad.
Tener un OEE de, por ejemplo, el 40%, significa que de cada 100 piezas buenas que la máquina podría haber producido, sólo ha producido 40.
El OEE engloba todos los parámetros fundamentales de la produc- tividad, porque del análisis de las tres razones que lo forman, es posible saber si lo que falta hasta el 100% se ha perdido por disponibilidad (la maquinaria estuvo cierto tiempo parada), eficiencia (la maquinaria estuvo funcionando a menos de su capa- cidad total) o calidad (se han producido unidades defectuosas).
Hoy en día el OEE se ha convertido en un estándar internacional reconocido por las principales industrias alrededor del mundo.
SMEDEn gestión de la producción SMED es el acrónimo de Single-Minute Exchange of Die: cambio de herramienta en (pocos) minutos. Este concepto introduce la idea de que en general cualquier cambio de máquina o inicialización de proceso debería durar no más de 10 minutos, de ahí la frase single minute (expresar los minutos en un solo dígito).
Se entiende por cambio de utillaje el tiempo transcurrido desde la fabricación de la última pieza válida de una serie hasta la obtención de la primera pieza correcta de la serie siguiente; no únicamente el tiempo del cambio y ajustes físicos de la maquinaria.
TPMUna de las actividades del sistema TPM es la participación del per- sonal de producción en las actividades de mantenimiento. Este es uno de los procesos de mayor impacto en la mejora de la produc- tividad. Su propósito es involucrar al operador en el cuidado del equipamiento a través de un alto grado de formación y preparación profesional, respeto de las condiciones de operación, conservación de las áreas de trabajo libres de contaminación, suciedad y desorden.
El objetivo del mantenimiento planificado es el de eliminar los pro- blemas del equipamiento a través de acciones de mejora, preven-ción y predicción. Para una correcta gestión de las actividades de mantenimiento es necesario contar con bases de información, ob- tención de conocimiento a partir de los datos, capacidad de progra- mación de recursos, gestión de tecnologías de mantenimiento y un poder de motivación y coordinación del equipo humano encargado de estas actividades.
Conceptos sobre productividad
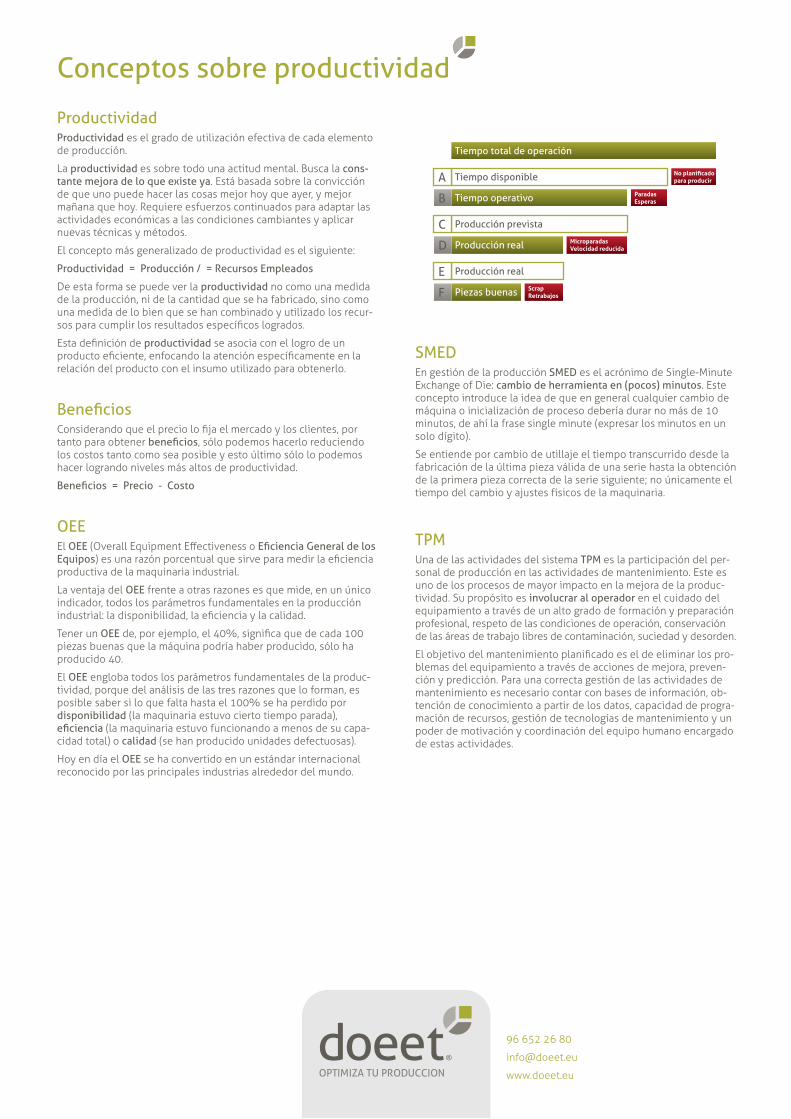
Tiempo total de operación
Tiempo disponible
Tiempo operativo
Producción prevista
Producción real
Producción real
Piezas buenas
No planificadopara producir
ParadasEsperas
MicroparadasVelocidad reducida
ScrapRetrabajos
A
B
C
D
E
F