Embed Size (px)
Citation preview

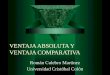
OPERACIÓN DEL EQUIPO PARA SOLDAR CON OXIACETILENO EQUIPO BASICO El equipo básico para soldadura con oxígeno y acetileno se ilustra en la siguiente figura:
Consta de: 1. cilindros de oxígeno y acetileno 2. válvulas 3. reguladores 4. mangueras 5. soplete 6. boquillas Todo este equipo tiene la finalidad de producir y controlar una flama de oxiacetilénica. CILINDRO DE OXIGENO El oxígeno en forma gaseosa se suele entregar al consumidor en cilindros de acero. Las grandes industrias pueden necesitar carros tanque o enorme cilindros de oxígeno líquido y lo convierten gas conforme lo necesitan. Los cilindros de acero para uso normal se fabrican en una gran variedad de tamaños y el gas que contiene se comprime a 15 mPa (megapascal) (2200 psi), (un psi equivale a 0,007mPa) a 21 grados centígrados (70 grados Fahrenheit) (la temperatura ambiente normal). Los cilindros tienen una construcción especial para soportar las tremendas presiones del gas que contienen y además tienen roscas derechas. El pascal (símbolo Pa) es la unidad de presión del Sistema Internacional de Unidades. Se define como la presión que ejerce una fuerza de 1 newton sobre una superficie de 1 metro cuadrado normal a la misma. LA VÁLVULA DEL CILINDRO DE OXIGENO. Esta válvula se debe abrir del todo cuando está en uso el cilindro para permitir un paso sin restricciones y para que actué como sello. Hay un dispositivo de seguridad que está colocado en la válvula en el lado opuesto a la conexión del regulador o de descarga del cilindro. El dispositivo de seguridad tiene forma de tuerca hexagonal con agujeros pequeños. CILINDRO DE ACETILENO. El cilindro de acetileno suele ser más corto y más ancho que el de oxígeno, se hace en varias secciones mientras que el cilindro de oxigeno es una pieza, no es un cuerpo hueco de una pieza como el cilindro de oxígeno y el de acetileno tiene roscas izquierdas. El gas acetileno no se puede almacenar a más de 100 kPa (15psi). Si se excede de esta presión hay peligro de explosión. El gas acetileno se puede disolver en un líquido para evitar el riesgo de explosión y permitir el almacenamiento de grandes cantidades de gas, el cilindro de acetileno se

llena con una mezcla de asbesto (amianto) desmenuzado, cemento y carbón vegetal o una mezcla similar en forma de pasta. Después, se sueldan entre si las mitades del cilindro y se hornean hasta que se seca la pasta del relleno. Cuando seca la mezcla que hay en el interior del cilindro, queda en forma de panal. Se hace entrar a presión un líquido llamado acetona en las celdas de este panal. La acetona absorberá o disolverá hasta 25 veces su propio volumen de acetileno. El panal tiene la ventaja de que evita que se extienda cualquier descomposición que se podría iniciar si pasa una llama accidentalmente sobre la superficie del cilindro. Los problemas comunes a todos los cilindros son: a) Roscas dañadas por uso brusco o cuerpos extraños en las roscas que imposibiliten el asentamiento correcto de las conexiones y permitan fugas de gas; b) Discos o tapones de seguridad, rotos o con fugas; c) Manijas de válvulas difíciles de abrir o cerrar; d) El sistema de doble asiento en algunas válvulas no asienta en forma correcta y permite fugas de gas. REGULADORES DE PRESION O MANÓMETROS.
El oxígeno comprimido a altas presiones dentro de un tanque no puede usarse directamente sino que es necesario reducir dicha presión a las presiones adecuadas dependiendo de las piezas a soldar o del material y del calibre de la boquilla. Y cuenta con dos manómetros el primero graduado de 0 a 4 000 psi (0 a 28 000 kpa) y que nos indica la presión existente dentro del tanque y el segundo graduado en promedio de 0 a 100 psi (0 a 700 kpa) este me va a indicar la presión con la que se va a realizar el trabajo.
REGULADORES DE PRESION O MANÓMETROS PARA EL ACETILENO. Este tampoco se puede usarse directamente sino que también debe de reducir su presión y cuenta con dos manómetros y el primero esta graduado de 0 a 400 psi (0 a 2 800 kpa) y nos indica la presión interna del tanque. El segundo está graduado de 0 a 30 psi (0 a 200 kpa). Actualmente este segundo manómetro tiene una banda roja a partir de 15 psi (100 kpa). Para indicar que a trabajar a presiones mayores es peligroso. MANGUERAS Las mangueras para conducir el gas al soplete de color verde para el oxígeno y de color rojo para el acetileno. Las mangueras para el oxígeno tienen conexiones de rosca derecha y las del acetileno tiene conexiones de rosca izquierda para evitar que se puedan conectar erróneamente cambiándolas, si una manguera está rota o picada debe cambiarse en su totalidad para evitar accidentes mayores.

SOPLETE. El soplete del acetileno está formado por tres partes principales que son: (maneral, mezclador y boquilla) el maneral sirve para sujetar el soplete en el cual se encuentran las válvulas que controlan los gases que circulan por su interior por ductos separados. La boquilla cuenta con un solo orificio para su salida si es que la operación que vamos a realizar es de soldar o calentar. El soplete para corte existe dos opciones con aditamento para cortar con una boquilla para corte que tiene una serie de orificios por donde sale la llama o flama y un orificio central para el oxígeno de corte; la otra que nos va a servir para calentar previamente el metal que se va a cortar. TIPOS DE LLAMAS La llama más caliente que se ha obtenido a la fecha es mediante una reacción química y es la llama oxiacetilénica, la cual puede ser de 4 tipos: · FLAMA ACETILENO EN EL AIRE · FLAMA CARBURIZANTE O CON EXCESO DE ACETILENO · FLAMA NEUTRA · FLAMA OXIDANTE O CON EXCESO DE OXIGENO PROCEDIMIENTO PARA EL AJUSTE DE FLAMAS O LLAMAS. Ajustar la presión de trabajo de acuerdo al tipo o calibre
de boquilla que se utilice. Colocarse las gafas en la frente. Abrir la válvula del acetileno girando media vuelta. Encender el acetileno. Ajustar la llama del acetileno hasta que deje de producir
humo, pero que no se separe de la boquilla. Abrir la válvula de oxígeno hasta obtener la llama
carburante, neutra, oxidante que sea necesaria para que el trabajo que se va a realizar.
Durante el trabajo se desajusta la flama, por lo que es necesario reajustarla moviendo exclusivamente la válvula de oxígeno.
VELOCIDAD, AVANCE Y ANCHO DEL CORDÓN. La velocidad afecta el ancho del cordón. a) Velocidad excesiva = cordón delgado. b) Velocidad baja = cordón ancho. c) Velocidad normal = dos veces el diámetro de la punta de la boquilla.
Actividad realizar un mapa conceptual del contenido



Formulas
1 psi a 6,9 kpa
1 psi a 0,007 mPa
Practica
¿Cuánto equivale 500 psi a kPa?
¿Cuánto equivale 100 kPa a psi?
Práctica
1) 55 psi a kpa
2) psi a 200 kpa
3) psi a 350 mPa
4) 5 000 psi a mPa
5) psi a 238 mPa
Práctica
1) 1 psi a 6,9 kpa
55 psi a 379,5 kpa
2) 1 psi a 6,9 kpa
28,9 psi a 200 kpa
3) 1 psi a 0,007 mPa
50 00 psi a 350 mPa
4) 1 psi a 0,007 mPa
5 000 psi a 35 mPa
5) 1 psi a 0,007 mPa
34 000 psi a 238 mPa
PROCESO DE OXIACETILENO
La soldadura con gas conocida también con el nombre genérico de autógena (su nombre correcto es
oxiacetilénica, incluye todos los procesos en los cuales la fuente de calor es una flama de gas la
unión puede hacerse con o sin metal de aporte (varilla).

Es un gas combustible llamado acetileno, propano o natural (MAPP) que significa metil acetileno
propadieno, el oxígeno puede estar en forma de aire comprimido, pero casi siempre se utiliza
oxígeno puro.
En la soldadura con gas el combustible se debe mezclar con uniformidad con el oxígeno, esto se
hace en una cámara mezcladora que es parte del soplete. El soporte sirve para mover, dirigir o
guardar la flama.
Los gases combustibles y el oxígeno cuando se combinan producen una flama de altas
temperaturas.
En este proceso se utiliza un gas llamado acetileno; es un gas carburante cuya mezcla alcanza una
temperatura aproximada de 3000°C esta temperatura alcanza a fundir aproximadamente al 98% de
los materiales, la alta temperatura producida por la combustión del acetileno con el oxígeno dirigido
por un soplete funde la superficie del metal base para formar una forma pastosa, y además se le
añade el metal de aporte, para rellenar las separaciones o ranuras a medida que la flama se
desplaza a lo largo de la unión.
El metal base fundido y el metal de aporte se solidifican para producir la soldadura del trabajo
requerido.
PRODUCCIÓN DE OXIGENO.
El oxígeno es un elemento gaseoso, incoloro e insípido y a presión y temperaturas ambientales es
uno de los elementos más abundante en la naturaleza y tiene una extensa aplicación industrial y
medicinal.
Se puede obtener por diversos métodos siendo el más común a nivel industrial el método “LINDE O
DE DESTILACIÓN FRACCIONADA DEL AIRE”.
En este proceso se toma el aire de la atmósfera y se purifica eliminando la humedad, bióxido de
carbono y las impurezas, para después por varias etapas de compresión y de enfriamiento para que
el aire se vuelva “LIQUIDEN” (líquido). Por medio de una columna de destilación fraccionada se rocía
el aire líquido sobre tubos en forma de serpentín.
OXIGENO COMPRIMIDO
Almacenado en cilindros se utiliza en hospitales en vuelos de grandes alturas y en las operaciones
de soldadura y corte, la principal ventaja del oxígeno en soldadura es que acelera la combustión,
aunque el oxígeno en sí no arde por si solo, solo cuando se combina con un gas carburante, el
oxígeno comercialmente envasado en tanques de 6mts. Tiene una pureza del 99.5%.
OBTENCIÓN DEL ACETILENO.
El acetileno es un hidrocarburo gaseoso, incoloro y más ligero que el aire con un olor característico
parecido al ajo su fórmula química (HC CH) = C H
A temperaturas mayores de 780°C y a presiones mayores de 2Kg/cm. se vuelve inestable y
altamente explosivo, por esta razón es necesario insistir ningún equipo para soldar, cortar o calentar
con oxiacetilénica está diseñado ni se debe trabajar a presiones mayores de 1Kg/cm. como medida
de seguridad. La obtención del acetileno se efectúa por dos métodos:

1. Agregando carburo al agua (método americano).
2. Agregando agua al carburo (método europeo).
El carburo de calcio es una sustancia sólida de color grisáceo que
reacciona exotérmicamente con el agua para dar cal apagada (hidróxido
de calcio) y acetileno.
Es de uso muy extendido y vendido en tiendas del ramo para utilizarlo
en soldadura autógena. Con esta finalidad se lo introduce en un
gasógeno, que le va agregando agua lentamente, y luego se mezcla el
gas producido con oxígeno para producir una llama delgada y de alta
temperatura. Carburo de calcio
Los componentes principales del aire son:
El oxígeno y el nitrógeno y hay pequeñas cantidades de otros gases inertes o gases raros ya que la
última órbita donde se encuentra químicamente saturado, el oxígeno libre representa el 2% de la
atmósfera presente.
El químico inglés Joseph Priesley descubrió el oxígeno en 1774 inicialmente lo obtuvo al calentar
óxido de mercurio, y sus experimentos los continuaron otras personas hasta que en año de 1884 se
inventó el proceso de fabricación de aire líquido (licuefacción) este método permitió extraer el
oxígeno del aire en grandes cantidades y a un costo mínimo y razonable.
TANQUE DE ACETILENO
Es un cilindro de acero al silicio que en su interior contiene una pasta porosa que se impregna de
acetona, la acetona se disuelve con el acetileno por lo que no es necesario comprimirlo, a elevadas
presiones para almacenarlo la razón de esto es que el acetileno es peligroso si se maneja a
presiones mayores de 1Kg/cm. (14.2lb/pulg.) según la norma antes mencionada, el cuerpo del
tanque deberá pintarse del color asignado a la empresa proveedora y la ojiva será de color café
marrón.
MEDIDAS DE SEGURIDAD
1. Use siempre gafas protectoras cuando trabaje con un soplete encendido
2. Utilice guantes de un material resistente al calor, como el cuero curtido al cromo, para protegerse
las manos.
3. No se deben utilizar zapatos abiertos ni deportivos. Hay que emplear calzado de seguridad con
punteras de acero.
4. Mantenga la ropa libre de aceite o grasa.
5. No permita que la ropa se sature con oxígeno.
6. Utilice ropa resisten al fuego (delantal, manguitos, perneras, guantes).
7. Use las mangas largas, las bolsas sueltas cerradas y las valencianas del pantalón desdobladas.
8. Utilice casco o caretas con el vidrio de filtro del grado correcto. Cuando use careta de mano en
lugar del casco, hay que aplicar las mismas precauciones
9. Compruebe siempre que los vidrios no estén rotos ni agrietados antes de empezar a soldar
10. Utilice gafas protectoras cuando elimine con un cincel la escoria de una soldadura.
11. No lleve el en bolsillo fósforos (cerillos) ni encendedores de gas o de líquido.
12. No trabaje con equipo que sospeche que esta defectuoso. Informe de inmediato a su instructor.
13. Cerciorase de que las demás personas estén protegidas contra los rayos de la luz antes de
empezar a soldar.

14. Nunca efectué soldadura con arco en un lugar que este húmedo o mojado
15. Para probar si hay radiación de calor ponga la palma de su mano encima de la pieza de metal,
pero sin tocarla. No toque la pieza
UNIONES BÁSICAS CON ARCO PROTEGIDO (SMAW)
Ahora podemos aplicar estos conocimientos para realizar las uniones típicas en soldadura metálica
con arco protegido. Estas son cinco (fig. 2.12): A) la unión a tope, B) la unión en T, C) la traslapada,
D) la unión en escuadra, y E) la de canto.
Además de las uniones detalladas,
existen cuatro posiciones diferentes para
realizarlas. Estas son la plana, la
vertical, la horizontal, y sobre la cabeza.
Estas posiciones se evidencian en la fig.
2.13, en la que se ilustran todas las
variantes intermedias.
A la soldadura que se deposita en una
unión en T se la llama soldadura de
filete. También frecuentemente se le da
este nombre a la unión
Hay dos clases de soldadura de filete de
este tipo, la horizontal y la plana. Ambas
son de uso frecuente en la industria (ver
fig. 2.15).
Siempre que sea posible se colocan las
piezas a soldar de tal forma que queden
en posición plana. En esta posición se
puede soldar con más rapidez ya que así se pueden utilizar electrodos de mayor diámetro y trabajar
con corrientes más elevadas.
Los pasos a seguir para realizar una soldadura de filete horizontal son:
1. Ubicar las piezas para efectuar una
unión en T (fig. 2.16 A) o una unión
traslapada (fig. 2.16 B).
2. Preparar el equipo para soldar

(electrodos, elementos de seguridad, vestimenta, regulación de corriente, etc.).
3. Sostener el electrodo de forma tal que apunte hacia la esqui-Manual de Soldadura - Pedro
Claudio Rodríguez. Fig. 2.14 Diseños de uniones habituales en soldadura de la unión a un
ángulo de 45° con respecto a la placa horizontal (fig. 2.16 A y B).
INSTITUTO PROFESIONAL Y TECNICO DE VERAGUAS Examen Trimestral de Taller III (Soldadura y Hojalatería)
NOMBRE: ______________________________ I TRIMESTRE FECHA: _____________________ GRADO: ______ PROF: Israel Josué Castillo Q. VALOR: 40 puntos INDICACIONES GENERALES: Lea detenidamente todo el trabajo antes de desarrollarlo, sea ordenado en el desarrollo del mismo. Desarrolle con lápiz y marque la respuesta con pluma, todo borrón, tachón, sobre marcado y letra que no se entiende será considerada incorrecta.
Llenar los espacios con las respuestas correctas (10 pts.) Proceso de Oxiacetileno
1. La soldadura con gas conocido también con el nombre genérico de __________________ 1 p 2. Incluye todos los procesos en los cuales la fuente de calor es una _____________________ 1 p 3. Es un gas combustible llamado acetileno, propano o natural (MAPP) que significa: ____________
_____________________________________________ 2p 4. En la soldadura con gas el combustible se debe mezclar con uniformidad con el oxígeno, esto se
hace en: ___________________________ que es parte del soplete. 1 p 5. El soplete sirve para: _____________ , ___________ o ________________ 3 p 6. En este proceso se utiliza un gas llamado acetileno; es un gas carburante cuya mezcla alcanza
una temperatura aproximada de ____________________ 1 p 7. El oxígeno es un elemento gaseoso, ______________________ 1p
Pareo Coloque la clave de la columna Izquierda a la correspondiente de la derecha 10 p
2C3 El acetileno ____ fraccionada se rocía el aire sobre tubos en forma de serpentín 4h2 Producción de Oxigeno ____ sustancia sólida de color grisáceo que reacciona Exotérmicamente 3z2 por medio de una columna de destilación ____ método americano 4y7 agregando carburo al agua ____ oxígeno, nitrógeno y pequeños gases inerte. 5q9 agregando agua al carburo ____ hidrocarburo gaseoso, incoloro 6x3 carburo de calcio ____ en su interior contiene una pasta porosa que se impregna de acetona 7v4 componentes principales del aire ____ método europeo 8n2 proceso de fabricación aire líquido ____ cuando trabaja con un soplete encendido 3bn tanque de acetileno ____ destilación fraccionada del aire 9g2 usar gafas ____ licuefacción Escriba cinco 5 medidas de seguridad 5 p
___________________________________________________________________________ ___________________________________________________________________________

___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________
Felices Vacaciones
Colóqueles los nombres a las siguientes figuras 6 p
___________________ _________________________
_____________________ __________________________
____________________ ________________________
Dibuje la figura 2.15 y que coloque los nombres 9 p

Nunca se apartará de tu boca este libro de la ley, sino que de día y de noche meditarás en él,
para que guardes y hagas conforme a todo lo que en él está escrito; porque entonces harás
prosperar tu camino, y todo te saldrá bien. Josué 1:8
LA SOLDADURA
En electrónica, el sistema más utilizado para garantizar la circulación de corriente entre los
diferentes componentes de un circuito, es la soldadura con estaño o aleaciones de este, según las
aplicaciones. Se consiguen uniones muy fiables y definitivas, que permiten además sujetar los
componentes en su posición y soportan bastante bien los golpes y las vibraciones, asegurando la
conexión eléctrica durante un tiempo prolongado.
EL SOLDADOR
Hoy en día, hay muchos sistemas industriales de
soldadura para colocación de componentes sobre placas
de circuito impreso, sin embargo, con un pequeño soldador
se pueden realizar una gran cantidad de trabajos, tales
como la construcción de circuitos impresos con todos sus
componentes y el cableado de equipos muy complejos. El
soldador manual es una herramienta sencilla, pero muy útil
e importante, cuyo manejo merece la pena conocer y que
se utiliza también el campo profesional.

Cuando es necesario sustituir un componente se usa un
desoldador. Este modelo de accionamiento manual
(conocido con el nombre de 'pera'), bastante común, es un
accesorio que se instala sobre el cuerpo de un soldador y
dispone de una punta hueca. Al aplicar esta punta sobre el
componente a desoldar se funde el estaño, se aprieta la
pera de goma y se suelta bruscamente, para que el aire, al
penetrar en el interior de la misma, arrastre el estaño de la
soldadura, liberando de este modo el componente.
Las puntas del soldador deben tener un tratamiento
anticorrosivo, ya que al adquirir altas temperaturas y estar
expuestas al aire tienden a oxidarse e irse deshaciendo. Es
aconsejable apagar el soldador si no se va a utilizar por
tiempo muy prolongado. El tamaño y forma de la punta
dependen del modelo del soldador y de la utilización que
se va a hacer de la misma. Existen puntas con formas
especiales con el fin de acceder a zonas complicadas, sin
embargo los modelos rector normales con punta bastante afilada se utilizan para casi todas las
aplicaciones.
La potencia del soldador depende fundamentalmente de la
cantidad de calor que hay que utilizar para realizar la
soldadura y esto a su vez depende fundamentalmente del
tamaño de la zona a soldar. Por ejemplo para soldar el
terminal de un pequeño transistor a una pequeña pista de un
circuito impreso se necesita aplicar muy poco calor, en
cambio si queremos soldar un cable de 2,5mm a un terminal
grande hay que aplicar una gran cantidad de calor para
compensar el que disipan el cable y el terminal.
El soldador debe colocarse sobre un soporte que a parte
de sujetarlo tiene entre otras funciones la de evitar
accidentes, es decir quemaduras en personas y objetos
producidas por la punta caliente. Además evacúa parte del
calor de la punta evitando el sobrecalentamiento de ésta.
Sirve de soporte para una esponja que se debe mantener
siempre húmeda y que se utiliza para limpiar la punta del
soldador en caliente. Por otra parte, la punta de los
soldadores tiene un tratamiento especial de su superficie y
no puede rascarse con objetos metálicos ni lijarse o

limarse.
Existe una gran variedad de soldadores, los más normales
se alimentan de la red de 220V, directamente o a través de
un transformador. También hay modelos de 12V para ser
conectados a
la toma de
encendedor
del
automóvil. E
incluso hay
otros que
utilizan gas butano, al igual que cualquier encendedor
de cigarrillos. Son muy útiles cuando no se dispone de
energía eléctrica o no es conveniente o dificultoso
acceder a esta.
El soldador de la derecha es de pistola. La punta se calienta por el efecto de una gran corriente que
pasa por ella (el abultado mango lleva dentro un transformador que la produce). Resulta útil para
trabajos esporádicos ya que se calienta instantáneamente. No se usa mucho en electrónica porque
la punta no suele resultar lo bastante fina y precisa.
A la izquierda se presenta una estación de Soldadura que permite
regular la temperatura de la punta del soldador. Es muy útil para
poder realizar una gran variedad de trabajos sobre los diferentes
soportes de Placa. Dada su gran potencia permite trabajar con
componentes tanto de gran tamaño como de montaje superficial..
EL ESTAÑO
El estaño que se utiliza en electrónica tiene alma de resina con el fin de
facilitar la soldadura. Para garantizar una buena soldadura es necesario que

tanto el estaño como el elemento a soldar alcancen una temperatura determinada, si esta
temperatura no se alcanza se produce el fenómeno denominado soldadura fría. La temperatura de
fusión depende de la aleación utilizada, cuyo componente principal es el estaño y suele estar
comprendida entre unos 200 a 400 ºC.
En realidad, el término "estaño" se emplea de forma impropia porque no se trata de estaño sólo, sino
de una aleación de este metal con plomo, generalmente con una proporción respectiva del 60% y del
40%, que resulta ser la más indicada para las soldaduras en
Electrónica.
Para realizar una buena soldadura, además del
soldador y de la aleación descrita, se necesita
una sustancia adicional, llamada pasta de soldar,
cuya misión es la de facilitar la distribución
uniforme del estaño sobre las superficies a unir y
evitando, al mismo tiempo, la oxidación
producida por la temperatura demasiado elevada del soldador. La
composición de esta pasta es a base de colofonia (normalmente
llamada "resina") y que en el caso del estaño que utilizaremos, está
contenida dentro de las cavidades del hilo, en una proporción del 2~2.5%.
Éste es un rollo de estaño típico de 500 gr., aunque hay rollos
más pequeños, ya que no suele resultar muy cómodo sujetar
un peso de medio kilo mientras hacemos soldaduras
EL PROCESO DE SOLDAR
Antes de iniciar una soldadura hay que asegurase de que:

La punta del soldador esté limpia. Para ello se puede usar un cepillo de alambres suaves (que
suele estar incluido en el soporte) o mejor una esponja humedecida (que también suelen traer
los soportes). Se frotará la punta suavemente con el cepillo o contra la esponja. En ningún
caso se raspará la punta con una lima, tijeras o similar, ya que puede dañarse el
recubrimiento de cromo que tiene la punta del soldador (el recubrimiento proporciona una
mayor vida a la punta).
Las piezas a soldar estén totalmente limpias y a ser posible preestañadas. Para ello se
utilizará un limpiametales, lija muy fina, una lima pequeña o las tijeras, dependiendo del tipo y
tamaño del material que se vaya a soldar.
Se está utilizando un soldador de la potencia adecuada. En Electrónica, lo mejor es usar
soldadores de 15~30w., nunca superiores, pues los componentes del circuito se pueden dañar
si se les aplica un calor excesivo.
Vamos a ver una simulación de soldadura, con lo que ocurre por parte del operador y lo que sucede
en las partes a soldar. Nos ayudará a conocer y entender los diferentes pasos de una soldadura, que
luego, con la experiencia, se harán automáticamente, sin pensar. Los pasos son éstos:
Operador Soldadura
Asegurarse de que las zonas a soldar
están bien limpias, sin grasa ni suciedad.
Para las placas de circuito impreso se puede
utilizar una goma de borrar bolígrafo, tal como
vemos aquí.
Si se trata de hilos de cobre, se pueden raspar
con unas tijeras o una cuchilla para limpiar el
hilo.
Foto: © Alan Winstanley 1997
Limpiar la punta del soldador de vez en
cuando.
Para ello frotaremos suavemente la punta en
una esponja húmeda, como la del soporte de
la figura.
Alternativamente podemos raspar la punta con
un cepillo de alambres suave, como los que
suelen venir incluidos en el soporte.
Foto: © Alan Winstanley 1997

Acercar los elementos a unir hasta que
se toquen.
Si es necesario, utilizar unos alicates para
sujetar bien las partes.
Aplicar el soldador a las partes a soldar,
de forma que se calienten ambas partes.
Tener en cuenta que los alicates o pinzas
absorben parte del calor del soldador.
Las piezas empiezan a calentarse hasta que
alcanzan la temperatura del soldador. Si la
punta está limpia, esto suele tardar menos de
3 segundos. Este tiempo dependerá de si se
usan alicates y de la masa de las piezas a
calentar.
Foto: © Alan Winstanley 1997
Sin quitar el soldador, aplicar el estaño (unos
pocos milímetros) a la zona de la soldadura,
evitando tocar directamente la punta.
Cuando la zona a soldar es grande, se puede
mover el punto de aplicación del estaño por la
zona para ayudar a distribuirlo.
Foto: © Alan Winstanley 1997
La resina del estaño, al tocar las superficies calientes, alcanza el estado
semilíquido y sale de las cavidades, distribuyéndose por la superficie de la
soldadura. Esto facilita que el estaño fundido cubra las zonas a soldar.
Retirar el hilo de estaño.
El estaño fundido, mientras sigue
caliente, termina de distribuirse
por las superficies.
Retirar el soldador, tratando de no mover las partes de la soldadura. Dejar que
la soldadura se enfríe naturalmente. Esto lleva un par de segundos.

El metal fundido se solidifica, quedando la soldadura finalizada, con aspecto
brillante y con buena resistencia mecánica.
EL PROCESO PARA DESOLDAR
Para desoldar hay varios métodos, aunque nosotros nos vamos a centrar sobre los que se basan en
la succión del estaño. Vamos a describir los desoladores y los chupones.
El desolador de pera
Aquí a la derecha vemos un soldador de tipo lápiz sin
punta. En lugar de la punta se le coloca el accesorio
que se ve debajo y ya tenemos un desolador, que
suele recibir el nombre de desolador de pera. Como
se puede observar, el accesorio tiene una punta, un
depósito donde se almacena el estaño absorbido, una
espiga para adaptarlo al soldador y una pera de goma
que sirve para hacer el vacío que absorberá el estaño.
Aquí vemos en detalle la punta y el depósito del accesorio
para desoldar. Ésta se calienta de la misma manera que la
punta normal.
El modo de proceder es el siguiente:
Presionar la pera con el dedo.
Acercar la punta hasta la zona de donde se quiera
quitar el estaño.
Si la punta está limpia, el estaño de la zona se
derretirá en unos pocos segundos. En ese momento,
soltar la pera para que el vacío producido absorba el estaño hacia el depósito.
Presionar la pera un par de veces apuntando hacia un papel o el soporte para vaciar el
depósito. Tener precaución, ya que el estaño sale a 300ºC.
Estos cuatro pasos se pueden repetir si fuera necesario.
El desoldador de vacío o chupón
Ahora vamos a describir el otro tipo de soldador, el denominado chupón.

Este desoldador de vacío es una bomba de succión que
consta de un cilindro que tiene en su interior unémbolo
accionado por un muelle.
Tiene una punta de plástico, que soporta perfectamente
las temperaturas utilizadas. El cuerpo principal (depósito) suele ser de aluminio.
Para manejarlo debemos cargarlo venciendo la fuerza del muelle y en el momento deseado
pulsaremos el botón que libera el muelle y se produce el vacío en la punta.
Nos servirá para absorber estaño, que estaremos fundiendo simultáneamente con la punta del
soldador. El modo de proceder es el siguiente:
Cargar el desoldador. Para ello presionaremos el pulsador de carga, venciendo la fuerza
del muelle.
Aplicar la punta del soldador a la zona de donde se
quiera quitar el estaño. Si la punta del soldador está
limpia, el estaño se derretirá en unos pocos segundos.
Asegurarse de que el desoldador está listo.
Foto: © Alan Winstanley 1997
En ese momento, sin retirar el soldador, acercar la
punta del chupón a la zona y pulsar el botón de
accionamiento. Se disparará el émbolo interno
produciendo un gran vacío en la punta y absorbiendo el
estaño hacia el depósito.
Foto: © Alan Winstanley 1997
Si es necesario, repetir este último paso cargando previamente el desoldador.
Retirar el soldador y el chupón. En la foto vemos el
resultado de la desoldadura.
Si después del proceso aún queda algo de estaño
sujetando el componente que queremos quitar,
entonces será necesario repetir el proceso.
Foto: © Alan Winstanley 1997
Este dispositivo tiene un depósito suficientemente grande como para no necesitar vaciarlo cada vez
que se usa, como ocurre con el desoldador de pera. Para limpiarlo, generalmente hay que
desmontarlo desenroscando sus partes.

LAS HERRAMIENTAS ÚTILES EN ELECTRÓNICA
Aparte del soldador y el desoldador, vamos a
necesitar una serie de herramientas que nos
harán más fácil el trabajo. Lo ideal sería poder
disponer de todas estas herramientas que se
ven aquí a la derecha, aunque con unas pocas
nos podremos arreglar la mayoría de las veces.
Aquí se observan diferentes tipos de
destornilladores, alicates, pinzas y limas.
Evidentemente, no trataremos aquí de describir
herramientas que seguramente todos ya
conocemos, pero creemos oportuno dedicar un
poco de espacio a aquéllas cuyas características son las más adecuadas a las necesidades del
aficionado electrónico.
Los Alicates
Los alicates para usos electrónicos los elegiremos de
tal forma que nos sean lo más útiles posible.
Alicates de punta redonda están particularmente
adaptados para doblar extremos de hilos de conexión.
Alicates de puntas planas (de superficie interna
grabada o lisa).
Alicates de puntas finas, curvadas.
Finalmente, las llamadas pinzas de muelle, del todo
similares a las que usan los coleccionistas de sellos,
son muy útiles para sostener los extremos de los hilos
de conexión en la posición adecuada durante la
soldadura con estaño.
Aquí vemos tres tipos de alicates de los más corrientes
para el trabajo del electrónico. El de puntas redondas
es particularmente útil para hacer anillas en los extremos de los hilos de conexión, el de puntas
curvas sirve para alcanzar lugares de difícil acceso y el de corte sirve para cortar conductores.

PARCIAL
I Parte: llene los espacios en blanco con la respuesta correcta.
1. Sustancia utilizada para realizar una buena soldadura:
___________________________________________
2. Mencione tres tipos de alicates:
___________________________________________
___________________________________________
___________________________________________
3. Herramienta útil e importante para la construcción de circuitos:
___________________________________________
4. Como deben encontrarse las piezas a soldar:
___________________________________________
___________________________________________
5. Instrumento utilizado para sustituir un componente:
___________________________________________
6. Son dos elementos que forman la aleación que facilita la soldadura:
___________________________________________
___________________________________________
II PARTE: Desarrolle las siguientes preguntas.
1. Función de cada alicate descrito en la clase.
2. Función del soporte del soldador.
3. Cuidados para iniciar una soldadura.
4. Función de la pasta de soldar:
5. ¿Cuándo es producido el fenómeno de soldadura fría?
LA SOLDADURA DEL ALUMINIO
Las aleaciones de aluminio se sueldan al arco, bajo atmósfera inerte (argón, helio o una mezcla de los dos) y hay dos técnicas:
1-. SOLDADURA AL ARCO BAJO ATMÓSFERA INERTE CON ELECTRODO REFRACTARIO O PROCEDIMIENTO TIG (Tungténe Inert Gas).
En este procedimiento se hace saltar un arco eléctrico entre un electrodo refractario de tungsteno y la pieza a soldar, mientras que un chorro de gas inerte, generalmente argón, rodeando el electrodo, protege el baño de fusión contra la oxidación. Una varilla de

aportación sujetada con la mano alimenta el baño de fusión. Este procedimiento utiliza una fuente alimentada por corriente alterna estabilizada por HF específicamente concebida para la soldadura de las aleaciones de aluminio. Se utiliza en espesores comprendidos entre 1 y 6 mm y se puede robotizar.
2-. LA SOLDADURA AL ARCO BAJO ATMÓSFERA INERTE CON ELECTRODO CONSUMIBLE O PROCEDIMIENTO MIG (Metal Inert Gas).
En este procedimiento de soldadura, el aluminio o la aleación de aluminio sirve a la vez de electrodo y de metal de aportación. Se suministra en hilo previamente enrollado en una bobina, el cual se desenrolla automáticamente hasta la herramienta de soldadura, pistola, a medida que se consume. La energía para la soldadura se suministra por una fuente de corriente continua. La conexión se efectúa con polaridad inversa (-) en la pieza para
asegurar a la vez el decapado y la fusión del hilo del electrodo. Este procedimiento, utilizable para los productos con espesor superior a 2,5 mm., es igualmente automatizable. La versión manual de MIG se llama comúnmente soldadura semi-automática.
Desde hace algunos años, los constructores de material de soldadura proponen fuentes de corriente pulsante. Este equipo permite soldar espesores delgados de 1,5 a 4 mm. con mucha facilidad. Para los espesores medios y gruesos, su ventaja con relación a las fuentes clásicas no está demostrada.
> MATERIALES DE APORTACIÓN
En la soldadura MIG se utilizan siempre materiales de aportación, mientras que en la soldadura TIG se puede o no utilizar. Las mejores propiedades de la junta soldada en lo que se refiere a la resistencia, corrosión y ausencia de fisuras, se obtiene cuando se usan materiales de aportación de acuerdo con la tabla que en otras páginas detallamos.
No existe una norma general para la elección de los materiales de aportación debido al tipo de utilización y al parámetro que interese más en cada caso. Las de alto contenido en magnesio AlMg5 (EN AW 5356-5556) dan mayor resistencia, mientras que la de AlSi5 (EN AW 4043) es más resistente a la fisuración y proporciona mejor flujo de metal durante el proceso de fusión de las aleaciones templables. Este tipo de aleaciones (AlCu - AlMgSi - AlZn), no se deben soldar con material de aportación del mismo grupo de aleación por el proceso de fisuración.
En el caso de que el material se vaya a anodizar posteriormente a la soldadura, se evitará el material de aportación AlSi5 porque cogerá en la zona de soldadura un color muy oscuro. Con el fin de reducir el peligro de la corrosión bajo tensión y aumentar la resistencia, se ha añadido Cu a las aleaciones de AlZnMg. Al hacer esto también empeora la soldabilidad. Diversas investigaciones señalan que se puede añadir como máximo 0,2% de Cu, antes de que el peligro de fisuración en caliente aumente considerablemente. Se elige en este caso el AlSi5 (EN AW 4043).

> LIMPIEZA ANTES DE SOLDAR
La limpieza antes de la soldadura es esencial para conseguir buenos resultados. La suciedad, aceites, restos de grasas, humedad y óxidos deben ser eliminados previamente, bien sea por medios mecánicos o químicos. Para trabajos normales de taller se puede elegir el siguiente procedimiento: 1º Eliminación de la suciedad y desengrasado en frío con alcohol o acetona. 2º Lavar con agua y secar inmediatamente para evitar el riesgo de oxidación. 3º Eliminación mecánica mediante: - Cepillado con un cepillo rotativo inoxidable. - Raspado con lija abrasiva o lima. - Por chorreado.
Cuando hay demandas más exigentes respecto a la preparación, se puede realizar una limpieza química según el esquema siguiente: 1º Eliminación de la suciedad. 2º Desengrasado con percloroetileno a 121°C. 3º Lavado con agua y secado inmediato. 4º Eliminación del óxido de aluminio de la siguiente forma: - Limpieza alcalina con p.e. NaOH. - Limpieza ácida con p.e. HNO3 + HCl + HF. - Lavado con agua y secado inmediato. - Neutralización con HNO3 (después del tratamiento con NaOH). - Baño en agua desionizada. - Secado inmediato con aire caliente. Los métodos químicos requieren equipos costosos para el tratamiento superficial y no se pueden usar siempre por esta razón. Sin embargo no se debe nunca prescindir de la eliminación del óxido o el desengrasado en el área de soldadura.
> ATMÓSFERA CONTROLADA
Como gases de protección para la soldadura MIG y TIG, se usan siempre los gases inertes Argón y Helio. Durante la soldadura el gas inerte enfría la boquilla de soldadura y protege, al mismo tiempo, al electrodo y al baño de fusión. El gas también participa en el proceso eléctrico en el arco. Los gases comerciales que generalmente se usan son los siguientes:
- Argón, pureza 99,95 %. - Argón + Helio (30/70, 50/50) para soldadura MIG, da un baño de fusión más amplio y caliente. - Helio para corriente continua. En la soldadura TIG proporciona una fusión más caliente y velocidad de soldadura mayor, pero es más caro y requiere mayor consumo.
El Argón puro es el gas que con mayor frecuencia se usa y se debe emplear en la soldadura normal de taller, puesto que es mucho más económico y requiere menor flujo de gas. El Helio se usa sólo cuando se exige mayor penetración, por ejemplo, en soldadura en ángulo o cuando se suelda un material muy grueso.
> AMBIENTE

Cuando se suelda el aluminio, se producen diferentes tipos de humos y gases; lo mismo que en el caso de la soldadura de acero, con el fin de evitar la propagación de esta contaminación es aconsejable la instalación de extractores de humos y gases. La intensidad del arco es mucho mayor que en la soldadura de acero y bajo ningún concepto se debe mirar al arco sin una máscara de protección adecuada. La radiación ultravioleta (UV) intensa puede dañar los ojos y la piel, por lo cual el soldador de aluminio debe llevar ropa de protección que cubra todo el cuerpo. La cantidad de gas depende del método de soldadura, material de aportación y tipo de aleación. La soldadura TIG produce una cantidad de humo considerablemente menor que la soldadura MIG, debido al contenido menor de energía en el arco. En la soldadura MIG las cantidades mayores de humo se producen soldando aleaciones de AlZnMg con AlMg5 (EN AW 5356-5556) como material de aportación. Por esta razón es necesaria una buena ventilación general en combinación con medidas individuales como máscaras de aire fresco o dispositivos de aspiración de humos local (In situ).
> EL ARCO
El proceso eléctrico en el arco es de gran importancia para comprender lo que pasa en la soldadura de aluminio. En principio se puede soldar con corriente continua (CC) o con corriente alterna (CA). Si observamos primero la CC, podemos elegir entre dos casos de polaridades diferentes, polaridad negativa y polaridad positiva.
La polaridad negativa cede la mayor parte de su energía a la pieza de trabajo, 70 %, de modo que obtenemos un baño de fusión profundo, con buena penetración. La carga sobre el electrodo es reducida, lo cual es una ventaja en la soldadura TIG. Una gran desventaja, al emplear esta polaridad es que el arco rompe la película de óxido, de modo que se impone un tratamiento previo de material, como la preparación cuidadosa de los bordes, limpieza muy cuidadosa y bordes biselados.
En combinación con arco pulsado se puede soldar chapa fina desde 0,06 mm. La soldadura con corriente continua y polaridad positiva
(polaridad invertida) se usa para la soldadura MIG. Es típico que en la distribución de calor, el 70 % corresponda al electrodo. El baño de fusión es relativamente ancho y de escasa profundidad resultando en poca penetración.
La ventaja determinante para el uso de polaridad positiva consiste en el efecto rompedor de la película de óxido del arco, con tal eficacia, que dicha película ya no sea obstáculo para conseguir una buena calidad en la soldadura. El mecanismo para este efecto rompedor de la película de óxido no es completamente conocido, pero una explicación, es que se debe al bombardeo de la superficie de iones metálicos positivos análogo a la limpieza de superficies por chorreo.
Aunque el arco tiene esta propiedad no se debe prescindir de la eliminación del óxido antes de empezar la soldadura. El arco no es capaz de romper las películas de óxido gruesas formadas durante la laminación de chapas en caliente, sino sólo las capas finas que se forman después de la limpieza. La soldadura con corriente alterna (CA) implica que la polaridad se cambia aproximadamente 100 veces por segundo y, por lo tanto, se pueden considerar las propiedades de la soldadura con CA como el promedio entre los dos casos en la soldadura con corriente continua. La distribución del calor es casi la misma entre el electrodo y la pieza de trabajo; la penetración y ancho del baño de fusión cae entre los valores que rigen para los dos casos anteriores. El arco tiene todavía un efecto rompedor de la película de óxido. La corriente alterna se usa en la soldadura TIG normal con argón como gas

protector. La corriente absorbida por el equipo se altera debido a la acción rectificadora del arco; por esta razón se ha diseñado una máquina para soldadura TIG que compensa este efecto.
> SOLDADURA MIG
Para la soldadura MIG de aluminio se puede usar el mismo equipo que en la soldadura de aceros con CO2. La capacidad de la fuente de energía se elige según la producción prevista. Para la soldadura de espesores de hasta 10 mm. es generalmente de 250-300 A. El sistema de alimentación debe ser con preferencia del tipo «push-pull», es decir, una combinación de efecto empuje-tiro, pero se pueden usar también tipos con efecto sólo de empuje para guías de hilo corto y diámetro de hilo de 1,6 mm. Debido a su menor resistencia, el aluminio permite el empuje en longitudes cortas. Sin embargo, aleaciones como las del grupo AlMg5 (EN AW 5356-5556) son mucho más duras que las del grupo AlSi5 (EN AW 4043) y la de aluminio puro Al 99,5 (EN AW 1050) permiten el empuje en longitudes mayores. En todo caso la longitud del conducto del hilo ha de ser siempre lo más corta posible, y en su trayecto, los radios de curvatura habrán de ser amplios evitando bucles y contornos pronunciados.
Deberá vigilarse periódicamente el estado de boquillas y conductos limpiándolos de viruta y restos de material en ellos depositados.
La soldadura MIG se lleva a cabo siempre con corriente continua (CC), con argón puro como gas de protección y es adecuada para todas las posiciones de soldadura, incluso sobre techo. La soldadura en posición vertical se hace siempre en sentido ascendente. La calidad de la soldadura es generalmente alta pero el riesgo de porosidad es siempre mayor que en la soldadura TIG, pues debido a que el arco es autorregulado, temporalmente puede hacerse inestable, lo cual puede causar interferencias en la aportación de material. Este método es muy adecuado tanto para la soldadura manual como mecanizada, en espesores de 3 mm. o más. Los soldadores expertos pueden soldar material todavía más delgado. En el caso de que los requerimientos de la calidad de soldadura sean bajos, se pueden soldar materiales todavía más delgados, pero en este caso el arco no trabaja en el área de «spray» puro, debido al bajo voltaje, que induce a una tendencia de arco corto. La velocidad de soldadura es para la soldadura manual de 0,3 a 0,75 mts./min. y para la soldadura robotizada de 2 a 3 mts./min. Esta velocidad relativamente alta hace que el método sea más productivo que el TIG y en combinación con la densidad de energía alta en el arco, se obtiene una zona afectada por el calor (HAZ) más estrecha que en el TIG. Ese es un factor favorable ya que la deformación debido a la soldadura decrece cuando disminuye la aportación de energía calorífica. Los campos de aplicación del método MIG son muchos, lo que ha conducido al desarrollo y refinamiento de la técnica de la soldadura.
> SOLDADURA POR PUNTOS MIG
La manera corriente de unir dos placas en una unión solapada, es mediante la soldadura de puntos por resistencia. Este método sin embargo, requiere una inversión elevada en maquinaria y se limita a espesores de hasta 4 mm. Como método alternativo se puede usar el método MIG para soldadura por puntos que se puede llevar a cabo con algunos de los equipos MIG corrientes, completados con un relé de tiempo y una boquilla de gas. La soldadura se verifica presionando la pistola contra la chapa superior. El tiempo de soldadura se ajusta mediante un relé de tiempo, con lo cual se consigue una buena reproducibilidad. La penetración se puede controlar para conseguir que la parte fundida penetre entre las dos chapas. El método preferido depende del espesor de la chapa inferior. Las ventajas desde el punto de vista de construcción se basan en que se pueden aceptar grandes diferencias de

espesor entre la chapa superior y la inferior. Cuando se trata de espesores grandes, en la chapa superior se puede facilitar la soldadura haciendo un taladro.
> SOLDADURA DE PULSO CORTO CON MIG
Sobreponiendo una corriente con la frecuencia de 16 - 100 Hz. sobre la corriente normal, es posible obtener una pulsación de corta duración, con unas propiedades tales que se puede soldar material con espesores inferiores a 3 mm. En cada máximo pulso, se desprende una gota de material de aportación. Las ventajas de este método son las siguientes: - Se puede soldar metal más delgado, 1,5 mm. - Diferentes espesores se pueden soldar con más facilidad. - Un arco estable hace disminuir el riesgo de defectos de soldadura. - Es más fácil soldar con aberturas variables. - Se pueden utilizar materiales de aportación más gruesos.
> SOLDADURA MIG DE MATERIAL GRUESO
El uso reciente de aluminio grueso, particularmente de la aleación AlMg4,5Mn (EN AW 5083), ha conducido al desarrollo de una técnica, especialmente adaptada a estos fines, basada en el método MIG. En este sentido se puede mencionar el método NARROW GAP de Sciaky, que con soportes colocados oblicuamente uno detrás de otro, permite la soldadura a tope sin preparación de bordes y con una abertura de 6-9 mm. para materiales gruesos. En Japón se ha desarrollado el método NHA (NARROW GAP HORIZONTAL welding process for aluminium) para aberturas horizontales. Un soplete de doble envoltura con movimiento oscilante es guiado automáticamente a lo largo de la unión . Las ventajas de estas dos variantes del método MIG consisten en la mejor utilización del calor y el menor volumen de la junta, lo cual lleva consigo un incremento de la productividad.
Tabla de amperios aconsejada para la soldadura MIG
Diámetro del hilo Corriente (A) 0,8 mm 80 ÷ 140 1,2 mm 120 ÷ 210 1,6 mm 160 ÷ 300 2,4 mm 240 ÷ 450
> SOLDADURA TIG
En la soldadura de aluminio con arco de tungsteno y gas de protección inerte (TIG) se usa una fuente de corriente alterna de 50 Hz., una corriente de alta frecuencia superpuesta (CA). El electrodo es no fusible de tungsteno puro o tungsteno aleado con circonio. Este método de soldadura se puede usar en todas las posiciones y utilizado correctamente permite la obtención de una soldadura de gran calidad. El peligro de porosidad es menor que en la soldadura MIG. El arco rompe la película de óxido y por lo tanto, para la automática se usa hilo en bobinas. Como regla, se usa la soldadura TIG para espesores de 0,7 a 10 mm. pero no hay realmente un límite máximo. La velocidad de soldadura es más baja que en la SOLIM.
Se deben preparar los bordes cuidadosamente para que no haya aberturas entre las placas, ya que es mucho más fácil de controlar el baño de fusión si la separación es mínima. En espesores superiores a 5 mm. se deben biselar las aristas de las uniones a soldar. Cuando se trata de soldadura de chapa fina resulta más ventajoso el uso de plantilla para evitar las distorsiones debidas al calor de

la soldadura y las separaciones entre bordes debidas a aquellas.
> SOLDADURA DE PULSO LARGO
Muchas fuentes de energía para TIG tienen capacidad para soldadura de pulso. Para otras se puede fácilmente conectar una unidad adicional. El principio es similar al descrito en la soldadura MIG - pulso, con la sola diferencia de que la soldadura TIG se lleva a cabo con una frecuencia mucho más baja, aproximadamente 10 Hz. Esto implica que los pulsos son bien visibles lo cual, a la larga, puede ser una fuente de imitación para el soldador. La técnica se puede aplicar tanto a la soldadura con CA como con CC. Se trabaja con dos niveles de corriente. El más bajo se elige para que no se apague el arco. El nivel más alto es generalmente más elevado que en la soldadura normal TIG. Los periodos de los diferentes niveles pueden variar. La ventaja consiste en que se puede conseguir una soldadura perfecta con una
intensidad de corriente media más baja que en la soldadura normal. La aportación de calor es más baja y se puede soldar material más delgado: 0,3 a 0,4 mm. Con las combinaciones de CC y pulso se pueden soldar espesores del orden de 0,05 mm.
Soldar aluminio es una difícil tarea, pero se nos hará más sencilla luego de leer este artículo. Cuando comenzamos a soldar aluminio, parece simple, pero se nos puede agrietar, deformar, quebrar o simplemente no soldarse.
Pasos a seguir para soldar aluminio con TIG:
Ante todo, debemos verificar el equipo de soldar. Además de la soldadora, en este caso una soldadora TIG (tungsten inert gas), se requiere guantes de soldar y máscara de protección. La soldadora debe ser un buen equipo y debemos contar con los siguientes insumos: gas de argón, barra de aluminio para soldar y por último un cepillo de acero inoxidable para aluminio.
Limpiar el aluminio a soldar. Se deben limpiar ambas partes de aluminio a soldar, antes de comenzar con la soldadura. El aluminio se puede limpiar aplicando en la superficie un limpiador eléctrico. Enjuague luego la superficie quitando el limpiador con agua limpia y con ayuda del cepillo de acero inoxidable, frotando la superficie y quitando cualquier suciedad que pudiera quedar.
Utilizar un disipador de calor (el disipador de calor, es simplemente una superficie en donde apoyar las piezas a soldar). El aluminio es un excelente conductor de calor, por lo que es necesario la utilización de un disipador, con el fin de evitar que se deforme el aluminio, o bien que el área de trabajo se convierta en un área caliente que nos impida trabajar cómodamente. Los mejores materiales para utilizar como disipador son el bronce o aluminio.
Precalentar el aluminio. Comenzar con el precalentamiento del aluminio hará que tengamos un trabajo de soldadura más robusto y prolijo. Precalentar el aluminio colocándolo en un horno con un

termómetro o bien utilizando un soplete de propano para calentar la superficie. Es ideal calentar el metal a unos 150-200°C. Esto hará que el proceso de soldadura sea más sencillo.
Se debe asegurar que las piezas estén alineadas y al ras cuando se comienza a soldar. El aluminio tiende a dejar espacios entre las piezas que estas soldando. Puedes rellenar estos espacios o bien prestar mucha atención en las aéreas a soldar que no parecieran encajar perfectamente. Debes asegurarte que el aluminio se deslice lo más estrechamente posible cuando sueldas las piezas.
INSTITUTO PROFESIONAL Y TECNICO DE VERAGUAS EXAMEN DE TALLER III SOLDADURA Y HOJALATERÍA
NOMBRE: ______________________________ II TRIMESTRE FECHA: _____________________ GRADO: ______ PROF: Israel Josué Castillo Q. VALOR: 50 puntos INDICACIONES GENERALES: Lea detenidamente todo el trabajo antes de desarrollarlo, sea ordenado en el desarrollo del mismo. Desarrolle con lápiz y marque la respuesta con pluma, todo borrón, tachón, sobre marcado y letra que no se entiende será considerada incorrecta.
I. PARTE LLENAR LOS ESPACIOS CON LAS RESPUESTAS CORRECTAS (10 pts.)
1. Mencione las dos técnicas para soldar aleaciones de aluminio ________________________________________________________________________________________________________________________________________________________________ 2. SOLDADURA AL ARCO BAJO ATMÓSFERA INERTE CON ELECTRODO REFRACTARIO O
PROCEDIMIENTO TIG (Tungténe Inert Gas). En este procedimiento se hace saltar un ________________________ entre un electrodo refractario de tungsteno y la _______________________________________
3. En la soldadura MIG se utilizan siempre materiales de_____________________, mientras que en la soldadura TIG se puede o no utilizar.
4. SOLDADURA MIG DE MATERIAL GRUESO El uso reciente de aluminio grueso, particularmente de la aleación AlMg4,5Mn (EN AW 5083), ha conducido al desarrollo de una técnica, especialmente adaptada a estos fines, basada en el método _______.
5. PASOS A SEGUIR PARA SOLDAR ALUMINIO CON TIG: Ante todo, debemos verificar el equipo de soldar. Además de la soldadora, en este caso una soldadora TIG (tungsten inert gas), se requiere ___________________ y ____________________________
6. La soldadora debe ser un buen equipo y debemos contar con los siguientes insumos: _______________________________, barra de aluminio para soldar y por último un _____________________________ inoxidable para aluminio.

II PARTE COLOCARLE LOS NOMBRE A LAS PIEZAS DE LAS SIGUIENTES FIGURAS (15 pts.)
Soldadura Tig Soldadura Mig III PARTE PAREO COLOQUE LAS LETRAS DE LA COLUMNA IZQUIERDA A LA COLUMNA DERECHA (10 pts.)
Clave: top, qwe, dfg, reg, asd, bac, jkl, vbn, zxc, ñlk.
IV PARTE ENSAYO
Escriba sobre la soldadura de arco bajo atmósfera inerte con electrodo refractario o procedimiento tig
(Tungténe Inert Gas). (5 pts.)
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
¿Cuáles son los tres procedimientos para trabajos normales de taller? (6 pts.)
1° ______________________________________________________________________________
ASD (Tungténe Inert Gas) TIG QWE La polaridad negativa cede la mayor parte de su energía a la pieza de trabajo, ZXC El aluminio se puede limpiar JKL Cuando se suelda el aluminio, se producen diferentes tipos de humos y gases; DFG La radiación ultravioleta (UV) intensa VBN La cantidad de gas depende ÑLK (Metal Inert Gas). MIG TOP Como gases de protección para la soldadura MIG y TIG. REG La suciedad, aceites, restos de grasas, humedad y óxidos BAC La manera corriente de unir dos placas en una unión solapada,
____ se usan siempre los gases inertes Argón y Helio ____ 70 %, de modo que obtenemos un baño de fusión profundo, con buena penetración ____ puede dañar los ojos y la piel, ____ deben ser eliminados previamente ____ En este procedimiento se hace saltar un arco eléctrico entre un electrodo refractario de tungsteno ____ es mediante la soldadura de puntos por resistencia ____ con el fin de evitar la propagación de esta contaminación es aconsejable la instalación de extractores de humos y gases. ____ del método de soldadura, material de aportación y tipo de aleación ____ aplicando en la superficie un limpiador eléctrico ____ En este procedimiento de soldadura, el aluminio o la aleación de aluminio sirve a la vez de electrodo y de metal de aportación.

2° ______________________________________________________________________________
3° ______________________________________________________________________________
Cuando hay demandas más exigentes respecto a la preparación, se puede realizar una limpieza
química según el esquema siguiente: (4 pts.)
1° _________________________________ 2° _____________________________________
3° _________________________________ 4° _____________________________________
“No os volváis a los encantadores ni a los adivinos; no los consultéis, contaminándoos con ellos. Yo Jehová vuestro Dios.” Levítico 19:31