Embed Size (px)
DESCRIPTION
TRABAJO DE PAN DE PROYECTO
Citation preview
PLAN DE TRABAJO DE GRADO
CÓDIGO
DISEÑO Y CONSTRUCCIÓN DE UNA TRENZADORA DE RANDAS
UNIVERSIDAD INDUSTRIAL DE SANTANDER
FACULTAD DE INGENIERÍAS FÍSICOMECÁNICAS
ESCUELA DE INGENIERÍA MECÁNICA
BUCARAMANGA
2011
1
PLAN DE TRABAJO DE GRADO
TÍTULO: DISEÑO Y CONSTRUCCIÓN DE UNA TRENZADORA DE
RANDAS
PRESENTADO A: COMITÉ DE TRABAJOS DE GRADO
ESCUELA: INGENIERÍA MECÁNICA
FACULTAD: INGENIERÍAS FÍSICOMECÁNICAS
ELABORADO POR: MIGUEL ARLENZO DURAN SARMIENTO
CESAR LUIS SUAREZ REDONDO
BUCARAMANGA
2011
2
DATOS DEL TRABAJO DE GRADO
TÍTULO
DISEÑO Y CONSTRUCCIÓN DE UNA TRENZADORA DE RANDAS
DIRECTOR
Ing. ISNARDO GONZÁLEZ JAIMES
Facultad: Ingenierías Físico - Mecánicas
Escuela: Ingeniería Mecánica
AUTORES
NOMBRE CÓDIGO CARRERA
Miguel Arlenzo Duran Sarmiento 2061480 Ing. Mecánica
Cesar Luis Suarez Redondo 2060984 Ing. Mecánica
ENTIDADES INTERESADAS EN EL TRABAJO
Mignones y Randas
Néstor Rodríguez
3

CONTENIDO
1. FORMULACIÓN DEL PROBLEMA........................................................8
IDENTIFICACIÓN DEL PROBLEMA.........................................................8
2. JUSTIFICACIÓN PARA SOLUCIONAR EL PROBLEMA............................12
3. OBJETIVOS DEL TRABAJO DE GRADO............................................14
3.1. Objetivo general..........................................................................14
3.2. Objetivos específicos...................................................................14
4. JUSTIFICACION DE LA SOLUCION......................................................15
4.1. DESPLIEGUE DE LA FUNCIÓN CALIDAD (QFD).............................15
4.1.1. Requerimientos del Consumidor...........................................15
4.1.2. Organización de Requerimientos...........................................16
4.2. MATRIZ DE CALIDAD...................................................................17
4.3. PONDERACIÓN DE RESULTADOS PARA SELECCIÓN DE LA
SOLUCIÓN............................................................................................18
4.4. PLANTEAMIENTO DE ALTERNATIVAS...........................................19
4.4.1. Alternativa 1:.........................................................................19
4.4.2. Alternativa 2:.........................................................................22
4.4.3. Alternativa 3:.........................................................................24
4.5. EVALUACIÓN DE LAS ALTERNATIVAS..........................................28
4.6. ESPECIFICACIÓN DE LA ALTERNATIVA GANADORA.....................29
4.6.1. Subsistema de Transmisión de Potencia...............................29
4.6.2. Subsistema de Prensando.....................................................29
4
4.6.3. Subsistema de Engranajes....................................................30
4.6.4. Subsistema de torretas.........................................................32
4.6.5. Subsistema Eléctrico y Control..............................................33
4.6.6. Subsistema Estructura...........................................................33
5. ANÁLISIS DE LA INFORMACIÓN RECOPILADA....................................38
6. GESTIÓN DEL TRABAJO DE GRADO...................................................40
6.1. IDENTIFICACIÓN DE TAREAS Y SUBTAREAS.................................40
6.1.1. Fase de Investigación............................................................40
6.1.2. Fase de Diseño......................................................................40
6.1.3. Fase de Desarrollo.................................................................41
6.1.4. Fase de Operación y Realización de Pruebas........................41
6.1.5. Fase de Elaboración de Memorias.........................................41
7. DIAGRAMA DE GANTT.......................................................................42
8. IDENTIFICACIÓN DE LOS RECURSOS NECESARIOS.......................43
8.1. PRESUPUESTO.............................................................................43
5
LISTA DE FIGURAS
Pág.
Figura 1. Randas 7
Figura 2. Componentes de una randa 8
Figura 3. Máquina de virar KHEL 9
Figura 4. Sandalias de tiras trenzadas 10
Figura 5. Fallas comunes de trenzado 12
Figura 6. Sistema vertical 18
Figura 7. Poleas de tensión 19
Figura 8. Conjunto polea-correa 20
Figura 9. Engranajes helicoidales 20
Figura 10. Trenzadora OMA de 16 torretas horizontales 21
Figura 11. Esquema prensa mecánica 22
Figura 12. Engranajes herringbone 23
Figura 13. Torreta vertical con bobina horizontal 24
Figura 14. Esquema de prensa de rodillos 24
Figura 15. Componentes transmisión por cadena. 25
Figura 16. Engranajes rectos 26
Figura 17. Subsistema de prensado 29
Figura 18. Subsistema Engranajes 30
Figura 19. Movimiento engranajes 31
Figura 20. Torreta 32
Figura 21. Maquina trenzadora de randas. 34
6
1. FORMULACIÓN DEL PROBLEMA
IDENTIFICACIÓN DEL PROBLEMA
Desde hace mucho tiempo, Santander y en especial la ciudad de Bucaramanga se
han caracterizado por ser pionera en el sector del calzado, dándose a conocer
como los mejores en la manufactura del mismo no solo a nivel nacional sino
también a nivel internacional como lo han reflejado las estadísticas de exportación.
Gracias a su calidad e innovación en los diseños, ha clasificado para ser el
calzado oficial del Reinado Nacional de La Belleza.
Esta producción ha crecido a un ritmo frenético en los últimos años, por tal motivo
la microempresas se han visto en la necesidad de mejorar cada vez más cada
área de producción del calzado, cabe resaltar que la industria del calzado al igual
que la gran mayoría, depende del desempeño de sus proveedores de insumos y
materia prima.
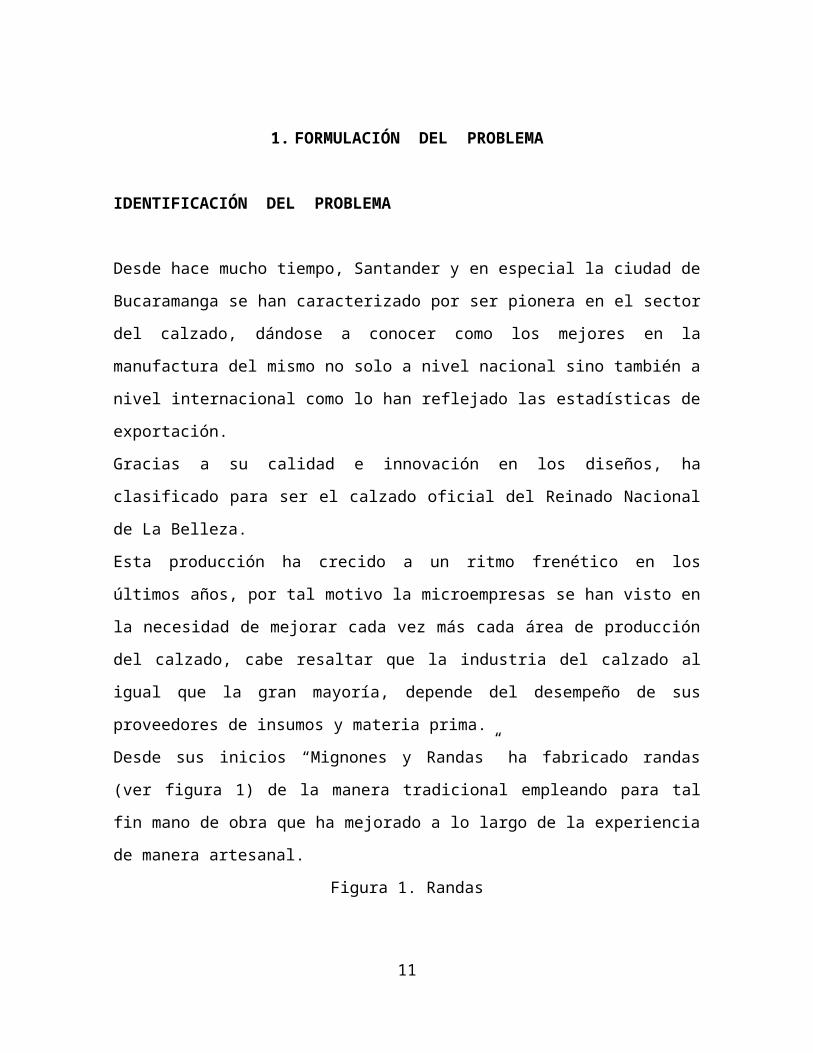
Desde sus inicios “Mignones y Randas” ha fabricado randas (ver figura 1) de la
manera tradicional empleando para tal fin mano de obra que ha mejorado a lo
largo de la experiencia de manera artesanal.
Figura 1. Randas
7
Figura 2. Componentes de una randa
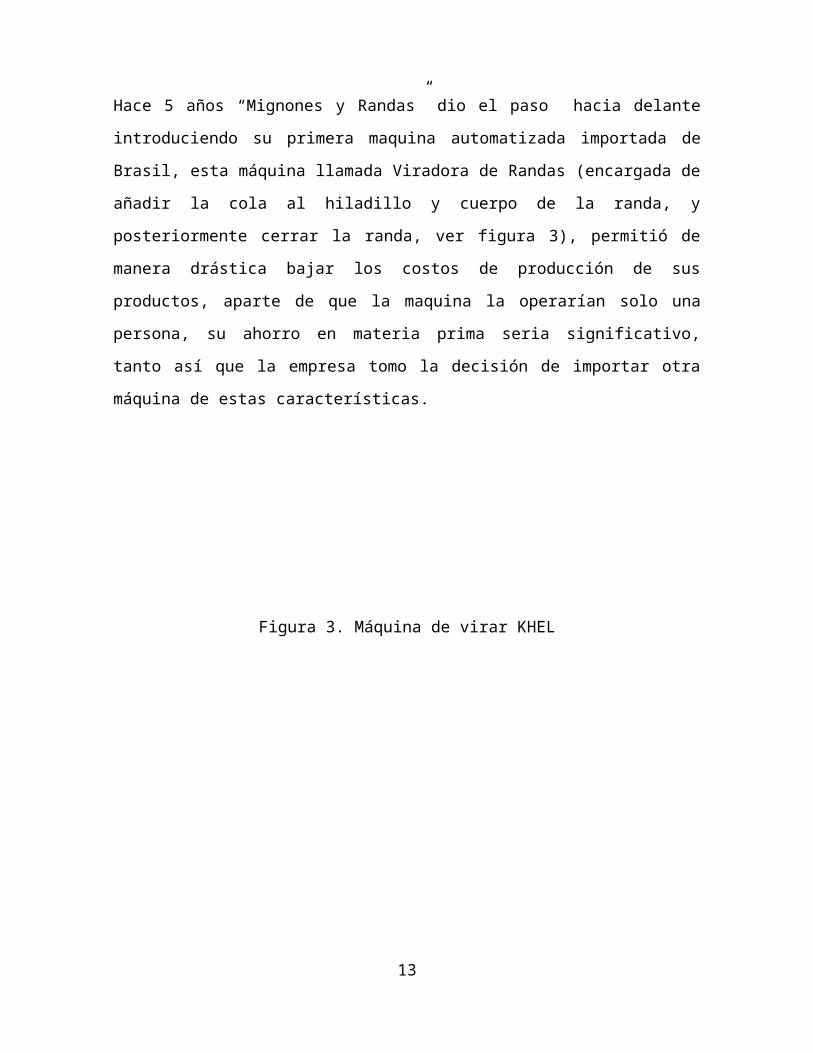
Hace 5 años “Mignones y Randas” dio el paso hacia delante introduciendo su
primera maquina automatizada importada de Brasil, esta máquina llamada
Viradora de Randas (encargada de añadir la cola al hiladillo y cuerpo de la randa,
y posteriormente cerrar la randa, ver figura 3), permitió de manera drástica bajar
los costos de producción de sus productos, aparte de que la maquina la operarían
solo una persona, su ahorro en materia prima seria significativo, tanto así que la
empresa tomo la decisión de importar otra máquina de estas características.
8
Figura 3. Máquina de virar KHEL
La constante demanda de este producto creo la necesidad de expandir la cantera
de diseño, innovando con la creación de nuevos estilos (ver figura 4), dando
apertura a la creación de nuevos empleos indirectos a decenas de personas en su
mayoría madres cabeza de hogar, que dedicaron grandes esfuerzos al tejido y
trenzado de las randas, teniendo una demanda estimada de 2000Km/anual de
trenzas.
9
Figura 4. Sandalias de tiras trenzadas
En la actualidad, la empresa “Mignones y Randas” tiene la necesidad de ampliar
su producción de randas trenzadas, para lo cual necesita implantar sistemas
mecanizados que le permita ampliar su productividad. Debido a que en Colombia
no se fabrican maquinaria de este tipo y los costos de importación de estas
máquinas están muy elevados (alrededor de $20.000.000 de pesos), ha motivado
a la empresa realizar la solicitud a la UIS, dirigidos a la escuela de ingeniería
mecánica, para el desarrollo de una máquina que permita cumplir las expectativas
de producción, creando adicionalmente una base tecnológica de desarrollo de
máquinas en esta área del calzado.
10
2. JUSTIFICACIÓN PARA SOLUCIONAR EL PROBLEMA
Se concluyó que la manera más efectiva de poder reducir los precios de mano de
obra costosa era prescindir de ella, adquiriendo una maquina trenzadora de
randas.
A largo plazo la no adquisición de esta máquina podría representar una reducción
en el número de clientes que tiene la empresa, ya que cabe la posibilidad que la
competencia mejore su técnica o adquiera maquinaria de última tecnología,
abarcando así gran cantidad de clientes que son atraídos por los precios más
bajos que ofrecería el mercado en ese entonces.
Por esto, se hace necesaria desarrollar esta máquina para consolidar a “Mignones
& Randas” como líder en este campo, proporcionando así, los mejores productos
con excelente acabado a un precio módico. Sus consecuencias serían favorables
para la empresa, aumentara la productividad (disminuyendo los recursos de
entrada y aumentado los de salida del proceso productivo), ya que mejoraría
sustancialmente las condiciones de trabajo, la tecnología, la organización,
aprovechamiento de materias primas y sobre todo la calidad del producto.
No solo los precios atraen a los clientes, también lo hace la calidad del producto, y
para una industria tan exigente como lo es la del calzado santandereano, se hace
imprescindible mantener estándares de calidad.
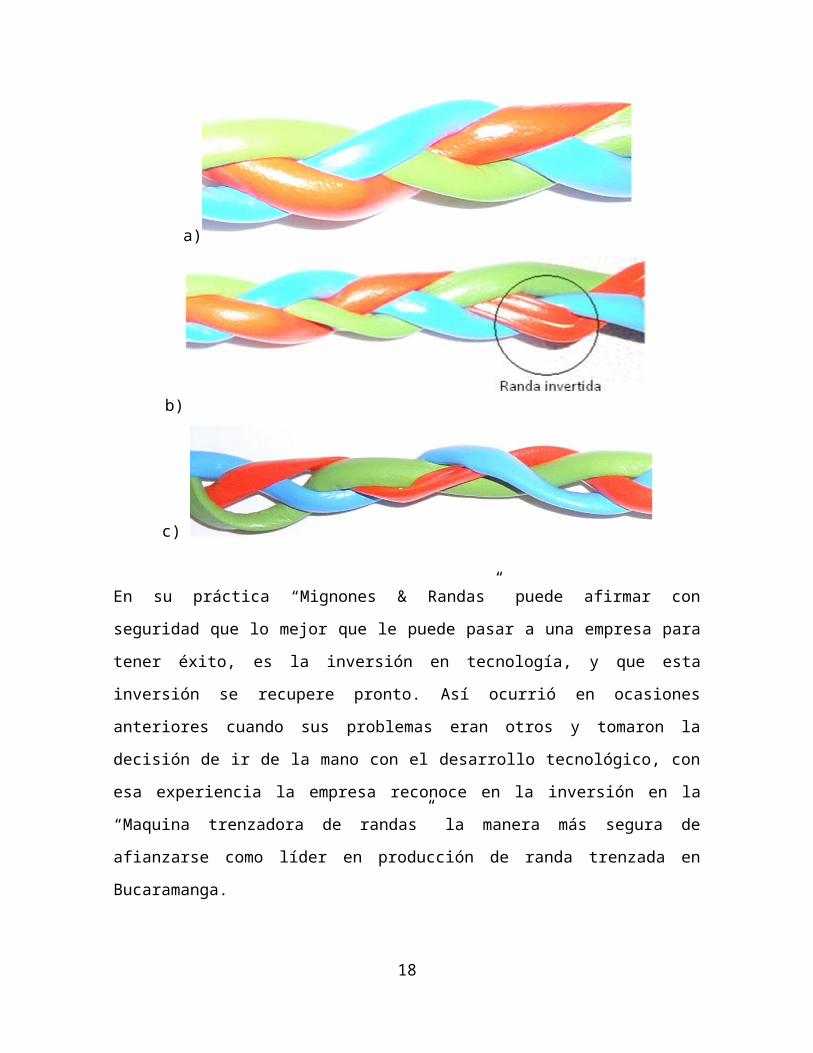
Al contar con fabricación de manera manual, la uniformidad y continuidad del
trenzado de tira no se puede mantener a menudo (ver Figura 5), la inversión en
esta máquina además de todas las ventajas que representa en términos de
economía del proceso también representa esa anhelada uniformidad en su textura
que solo un proceso automático podría proporcionar.
11
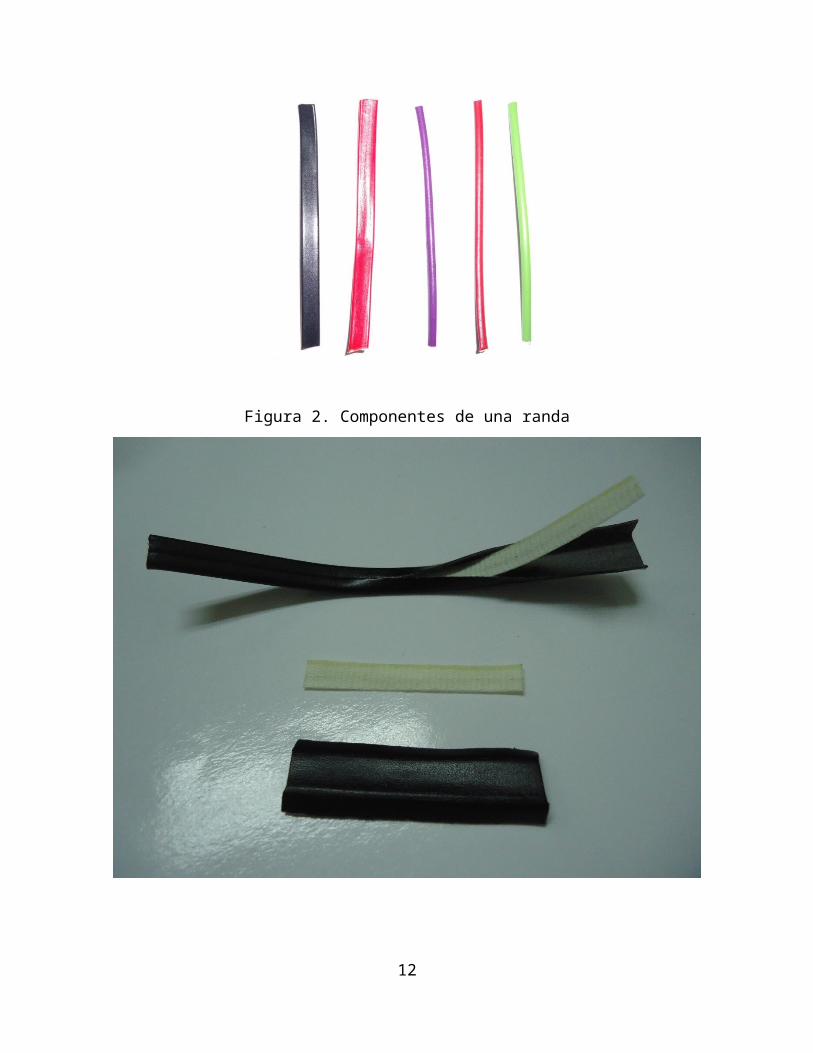
Figura 5. Fallas comunes de trenzado. a) Correcto. b) Sentido invertido. c)
Trenzado irregular
a)
b)
c)
En su práctica “Mignones & Randas” puede afirmar con seguridad que lo mejor
que le puede pasar a una empresa para tener éxito, es la inversión en tecnología,
y que esta inversión se recupere pronto. Así ocurrió en ocasiones anteriores
cuando sus problemas eran otros y tomaron la decisión de ir de la mano con el
desarrollo tecnológico, con esa experiencia la empresa reconoce en la inversión
en la “Maquina trenzadora de randas” la manera más segura de afianzarse como
líder en producción de randa trenzada en Bucaramanga.
12
3. OBJETIVOS DEL TRABAJO DE GRADO
3.1. Objetivo general
Continuar con la misión de la Universidad Industrial de Santander, de brindar
conocimientos y soluciones a las diferentes necesidades de la industria,
específicamente la industria peletera, desarrollando una maquina trenzadora de
randas para calzado para la empresa “Mignones & Randas”.
3.2. Objetivos específicos
Realizar el diseño de un sistema mecánico para la elaboración de trenzas
de randas para calzado que cumpla con las siguientes especificaciones de
diseño:
Utilizar randas de 1.5mm a 6mm (R0 a R7) de ancho para la trenza.
Capacidad de producir trenzas de 2 y 3 randas con el mismo mecanismo.
Mecanismo de prensa para darle solidez al trenzado.
Producción de 60 a 75 metros/hora.
Construir un prototipo a escala para la experimentación y evaluación.
Diseñar la maquina utilizando herramientas computacionales: CAD
(solidworks) y CAE (solidworks y ansys)
13

4. JUSTIFICACION DE LA SOLUCION
Debido a que en Colombia no existe ninguna empresa que desarrolle estas
máquinas y todas deben ser importadas desde otros países, como Brasil, Malasia
y España, se hace necesario la fabricación de la maquina desde cero para así
poder evitar los costos relacionados con la importación.
La finalidad de este proyecto está dirigida al diseño y construcción de una
maquina trenzadora de randas en la cual se busca obtener un dispositivo versátil
que garantice una disminución en los costos de producción y el mejoramiento de
la calidad del producto. Deberá integrar tanto el proceso de trenzado como el de
prensado de la randa en un solo cuerpo de la máquina y la posibilidad de trenzar
randas de diferentes tamaños.
Teniendo en cuenta las necesidades anteriores mencionadas se realizó un estudio
de selección de las posibles alternativas por medio del despliegue de la función
calidad (QFD). Este estudio se presenta a continuación:
4.1. DESPLIEGUE DE LA FUNCIÓN CALIDAD (QFD)
4.1.1. Requerimientos del Consumidor.
A continuación se establece una lista de los requerimientos básicos de los
interesados en el desarrollo del producto:
Capacidad de producción 60 a 75 metros/hora.
Proceso continuo
Fácil limpieza
Prensado constante
Minimizar el número de motores
Económico
Funcional
Versátil
14
Fácil de desarmar
Resistente a la corrosión
Fácil de operar
Libre de ruidos vibratorios
Rápido
4.1.2. Organización de Requerimientos
ASPECTO
SENCILLA
BUEN ASPECTO
COMPACTA
OPERACIÓN Y USO
POTENTE: Capacidad de trabajo,
relación peso equipo/carga bajo.
PROCESO CONTINUO: Trabajo
constante garantizando obtener los
mismos resultados.
POCO MANTENIMIENTO: Equipo sólido,
fácil de armar, fácil de desarmar, fácil
limpieza, repuestos genéricos.
VIDA UTIL
RESISTENTE A LA CORROSION Y
DESGASTE:
Piezas de contacto con lubricación.
El resultado de esta organización constituye las necesidades o requerimientos del
cliente y deben introducirse en la matriz de calidad en las celdas verticales a
estas necesidades se le han asignado un valor que estima la importancia para el
consumidor, además se establecieron los requisitos previos del proyecto como
características de ingeniería medibles, estos requisitos se introducen en la parte
superior de la matriz calidad, es preciso establecer una relación entre las
necesidades del consumidor y los requisitos del proyecto para esto se introdujeron
unos valores en las casillas de la matriz calidad.
15
4.2. MATRIZ DE CALIDAD
Sub
sist
ema
de
Tor
reta
s
Sub
sist
ema
de
Pre
nsad
o
Sub
sist
ema
de
Tra
nsm
isió
n
de
pote
ncia
subs
iste
ma
de
Eng
rana
jes
Sub
sist
ema
Est
ruct
ural
Sub
sist
ema
Elé
ctric
o y
Con
trol
Asp
ecto
Sencilla 618
3
42
7
0
0
0
0
42
7
54
9
Económica 1070
7
90
9
70
7
90
9
30
3
70
7
Buen Aspecto 39
3
9
3
0
0
0
0
27
9
0
0
Ope
raci
ón y
Uso
Rapidez 654
9
54
9
54
9
56
7
0
0
0
0
Versátil 428
7
12
3
12
3
12
3
12
3
0
0
Proceso en serie 1199
9
99
9
99
9
99
9
0
0
0
0
Bajo Consumo de Energía 90
0
27
3
63
7
63
7
0
0
27
3
Fácil Operación 428
7
12
3
12
3
12
3
0
0
36
9
Seguridad 545
9
15
3
35
7
15
3
35
7
45
9
Vid
a La
rga
Resistente a la Corrosión y
Desgaste7
21
3
49
7
49
7
63
9
21
3
63
9
Poco Mantenimiento 824
3
56
7
24
3
24
3
56
7
72
9
Total396 465 418 434 223 367
16
4.3. PONDERACIÓN DE RESULTADOS PARA SELECCIÓN DE LA
SOLUCIÓN
Después de llenar la matriz calidad, se procede a ponderar los resultados
obtenidos, con el fin de definir los requerimientos de diseño que serán decisivos
en el momento de escoger una alternativa.
17
4.4. PLANTEAMIENTO DE ALTERNATIVAS
Una vez obtenidos los resultados de la matriz calidad y la ponderación de las
prioridades a tener en cuenta, se procede a proponer las alternativas para la
solución de cada uno de los subsistemas.
4.4.1. Alternativa 1:
Torretas: Vertical
Prensado: Tensor
Transmisión y potencia: Motor eléctrico y poleas
Engranajes: Helicoidales
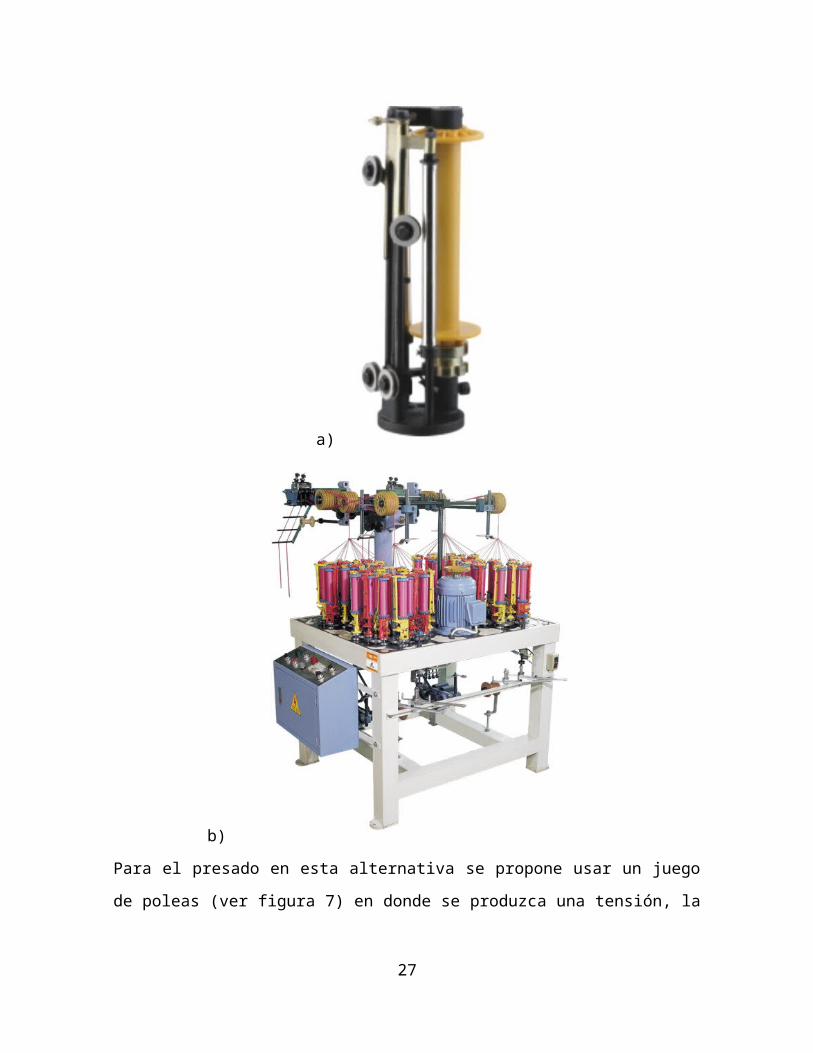
En esta configuración las torretas (ver figura 6) son las más usuales en las
maquinas trenzadoras de cuerdas, es una unión compacta de la torreta y el
bobina donde se encuentra la randa, poseen un juego de poleas para direccionar
la cinta y evitar nudos; al ser tan compacta permite integrar un conjunto mayor de
ellas en la máquina.
Figura 6. Sistema vertical a) Torreta vertical. b) Trenzadora Fujian Yitai de 4
estaciones y 16 torretas verticales por estación.
a)
18
b)
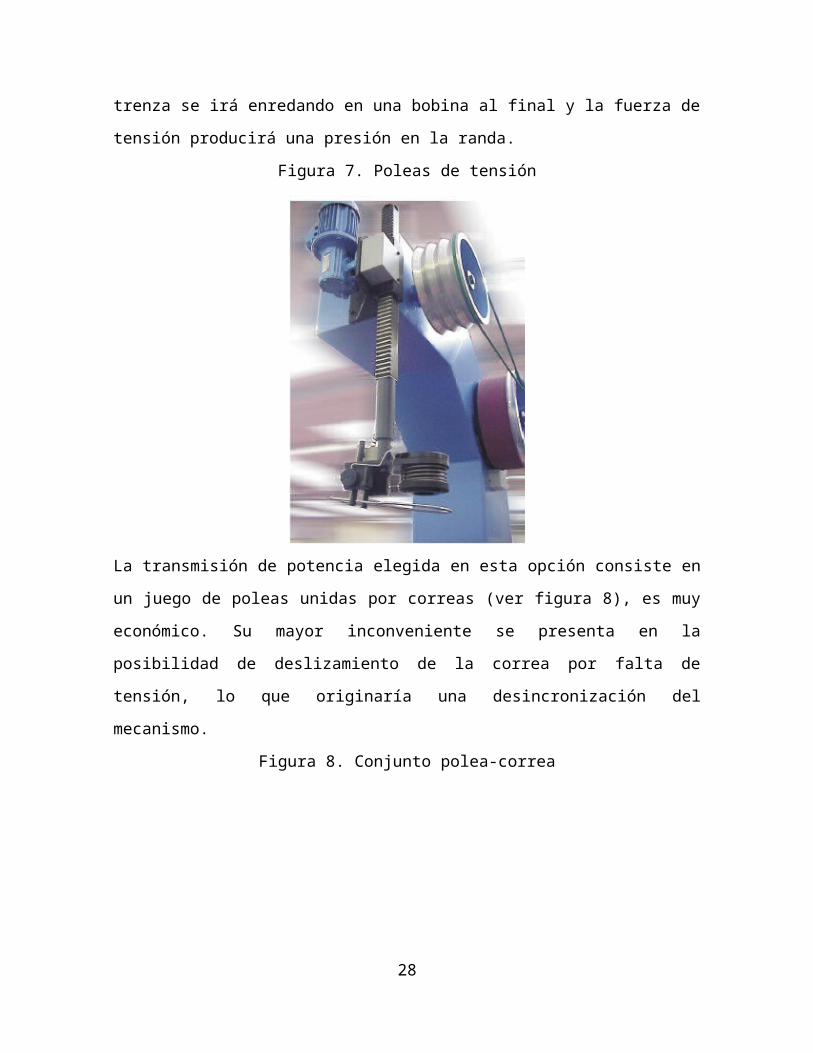
Para el presado en esta alternativa se propone usar un juego de poleas (ver figura
7) en donde se produzca una tensión, la trenza se irá enredando en una bobina al
final y la fuerza de tensión producirá una presión en la randa.
Figura 7. Poleas de tensión
19
La transmisión de potencia elegida en esta opción consiste en un juego de poleas
unidas por correas (ver figura 8), es muy económico. Su mayor inconveniente se
presenta en la posibilidad de deslizamiento de la correa por falta de tensión, lo que
originaría una desincronización del mecanismo.
Figura 8. Conjunto polea-correa
Los engranajes, del tipo helicoidal (ver figura 9), tienen la ventaja que transmiten
más potencia que los rectos, y también pueden transmitir más velocidad, son más
silenciosos y más duraderos; respecto a sus inconvenientes se puede decir que se
desgastan más que los rectos, son más caros de fabricar y necesitan
generalmente más engrase que los rectos además de que crean un empuje axial
que necesita de rodamientos tipo cónico (más costosos).
Figura 9. Engranajes helicoidales
20
4.4.2. Alternativa 2:
Torretas: Horizontal
Prensado: Prensa mecánica
Transmisión y potencia: Motor eléctrico y engranajes
Engranajes: Herringbone
El tipo de torretas horizontales (ver figura 10) tiene la misma forma física a una
vertical, el cambio de orientación en su montaje da la posibilidad de conectar
directamente el motor a los engranajes. Su gran desventaja es el gran tamaño que
ocupa esta configuración.
Figura 10. Trenzadora OMA de 16 torretas horizontales
El sistema de transmisión será proporcionado por ejes unidos a los engranajes
directamente desde el motor, reduce cualquier tipo de ineficiencia de potencia por
21
causa de la fricción o el deslizamiento, pero son de difícil montaje y poco flexibles;
estos moverán tanto las torretas como al sistema de prensa mecánica (ver figura
11). La prensa presenta un trabajo por pulsos, debido a que solo en una de sus
carreras realiza el proceso de prensado.
Figura 11. Esquema prensa mecánica
Los engranajes herringbone (ver figura 12), también llamados helicoidales dobles
o espina de pescado, son una combinación de hélice derecha e izquierda. El
empuje axial que absorben los apoyos o cojinetes de los engranajes helicoidales
es una desventaja de ellos y ésta se elimina por la reacción del empuje igual y
opuesto de una rama simétrica de un engrane helicoidal doble.
22
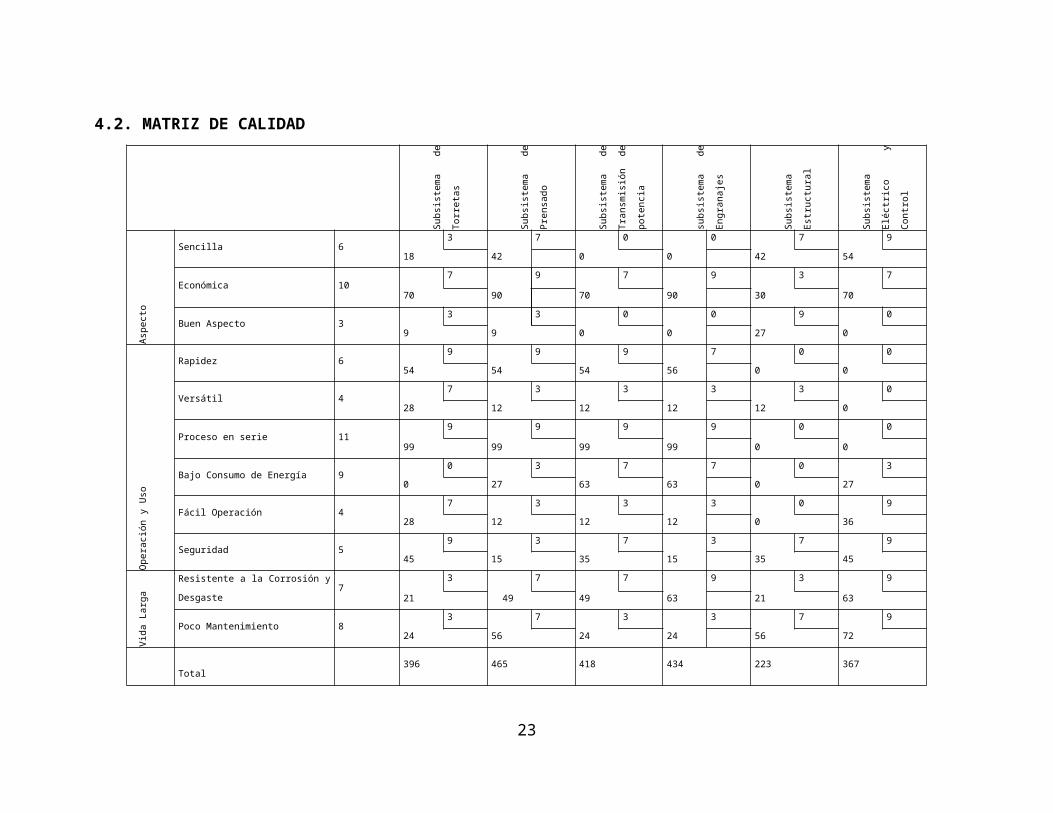
Figura 12. Engranajes herringbone
4.4.3. Alternativa 3:
Torretas: Vertical con bobina horizontal
Prensado: Rodillos de prensado
Transmisión y potencia: Motor eléctrico y cadenas
Engranajes: Rectos
En esta opción las torretas presentan una configuración que compacta sus
dimensiones y evita cualquier tipo de contacto entre ellas (ver figura 13), de esta
manera se reduce el diámetro de los engranajes y con el juego de poleas que
presenta es capaz de darle un correcto sentido a la randa y evitar nudos creados
por la fuerza centrífuga.
23
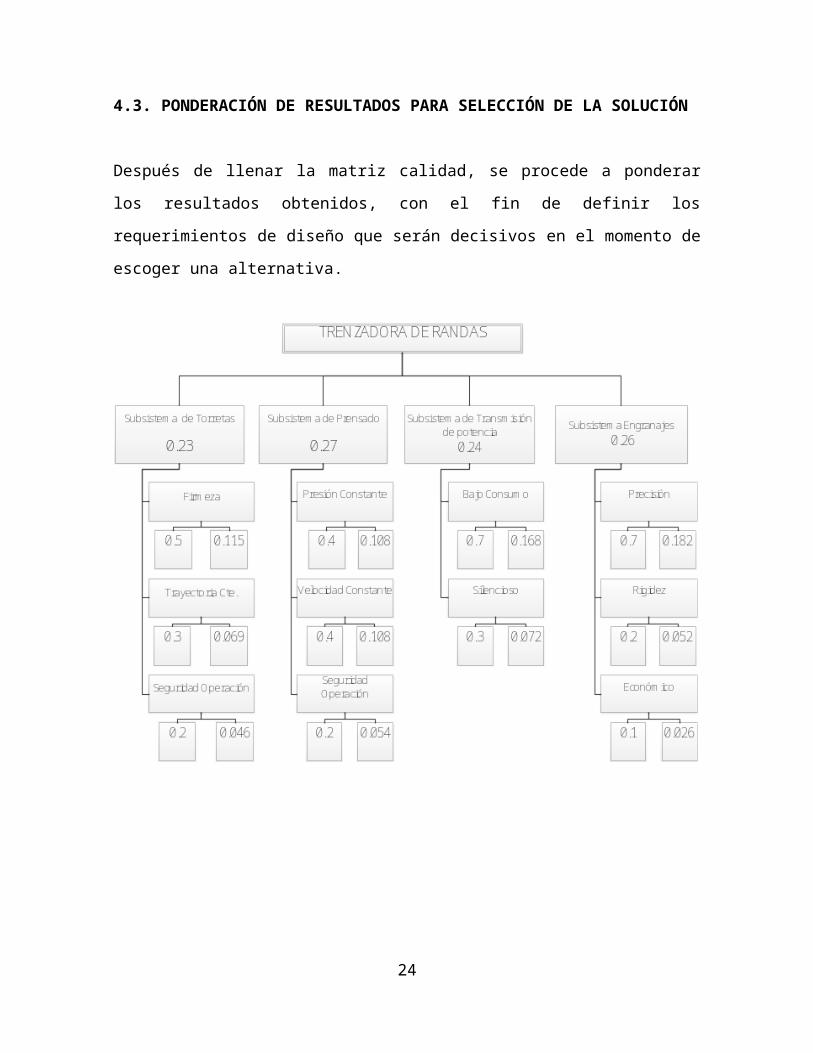
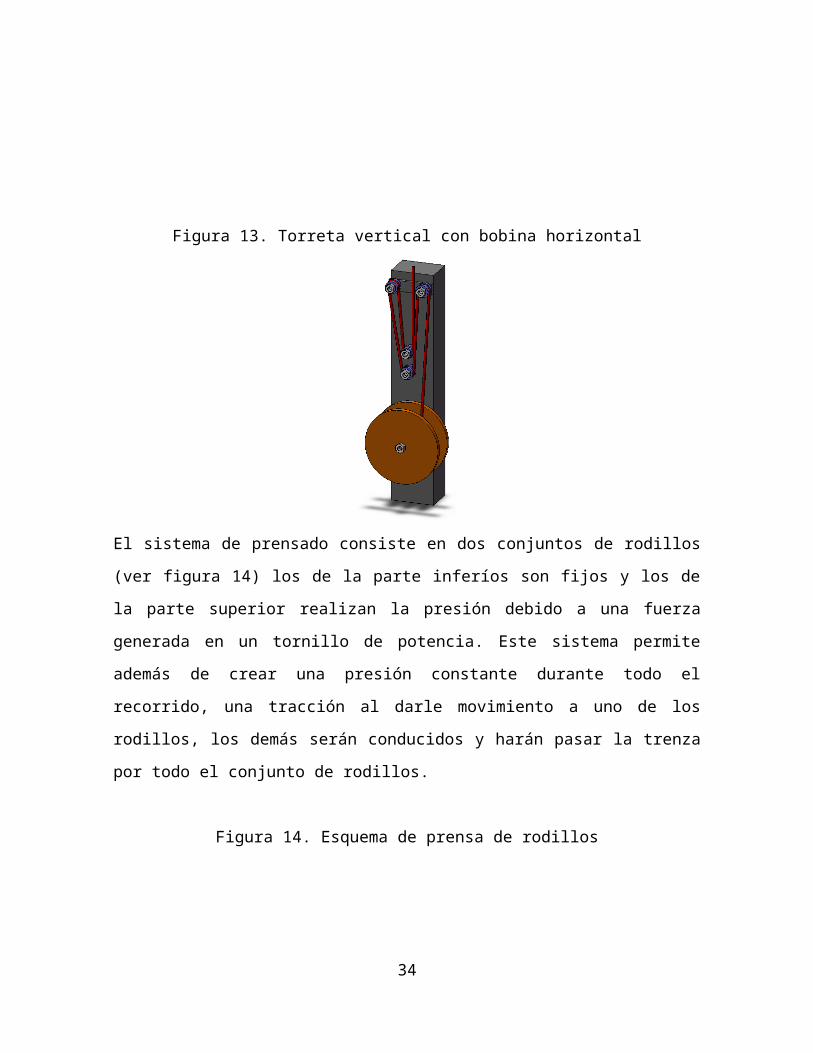
Figura 13. Torreta vertical con bobina horizontal
El sistema de prensado consiste en dos conjuntos de rodillos (ver figura 14) los de
la parte inferíos son fijos y los de la parte superior realizan la presión debido a una
fuerza generada en un tornillo de potencia. Este sistema permite además de crear
una presión constante durante todo el recorrido, una tracción al darle movimiento a
uno de los rodillos, los demás serán conducidos y harán pasar la trenza por todo el
conjunto de rodillos.
Figura 14. Esquema de prensa de rodillos
24

El sistema de transmisión de potencia será proporcionado por un motor eléctrico
unido a un sprocket y una cadena (ver figura 15) unido tanto a los ejes de los
engranajes como al de la prensa de rodillos. Las cadenas generan más ruido que
una correa pero hay que sustituir la correa con más frecuencia que una cadena y
consume un poco más de potencia del motor. Las cadenas, siempre que su
engrase y su mecanismo tensor funcionen correctamente, dura lo que dura el
motor.
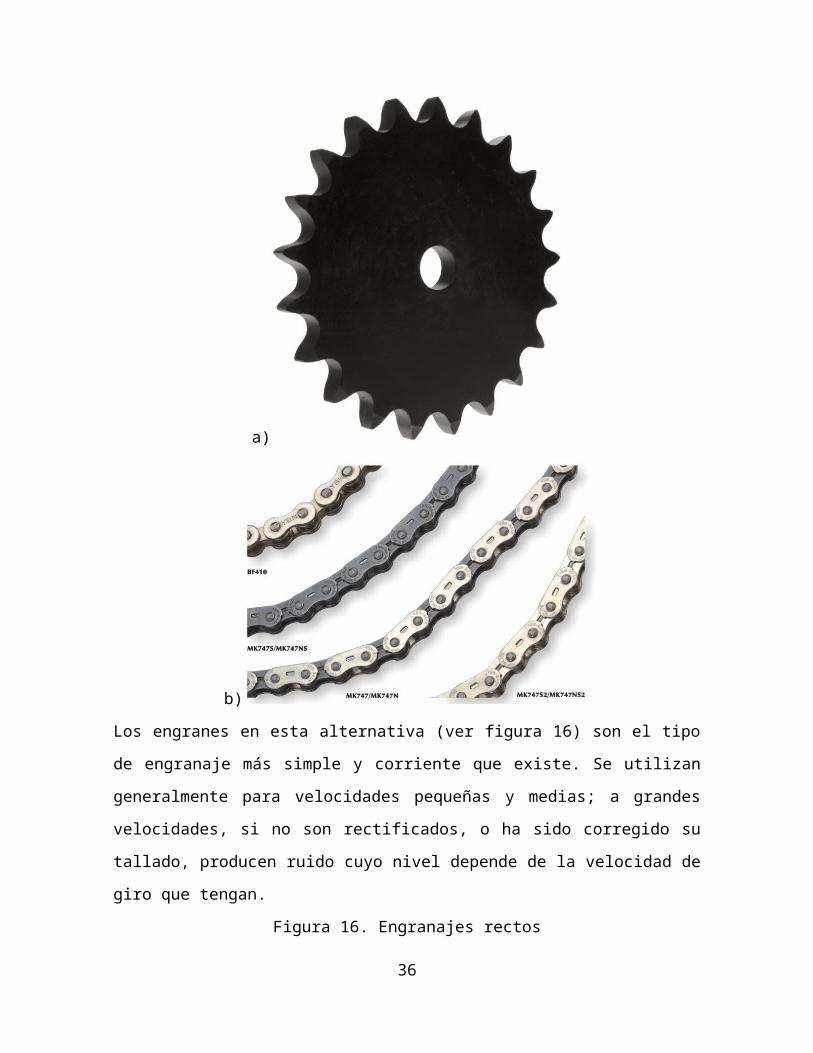
Figura 15. Componentes transmisión por cadena. a) Sprocket b) Cadenas
a)
b)
25
Los engranes en esta alternativa (ver figura 16) son el tipo de engranaje más
simple y corriente que existe. Se utilizan generalmente para velocidades pequeñas
y medias; a grandes velocidades, si no son rectificados, o ha sido corregido su
tallado, producen ruido cuyo nivel depende de la velocidad de giro que tengan.
Figura 16. Engranajes rectos
26
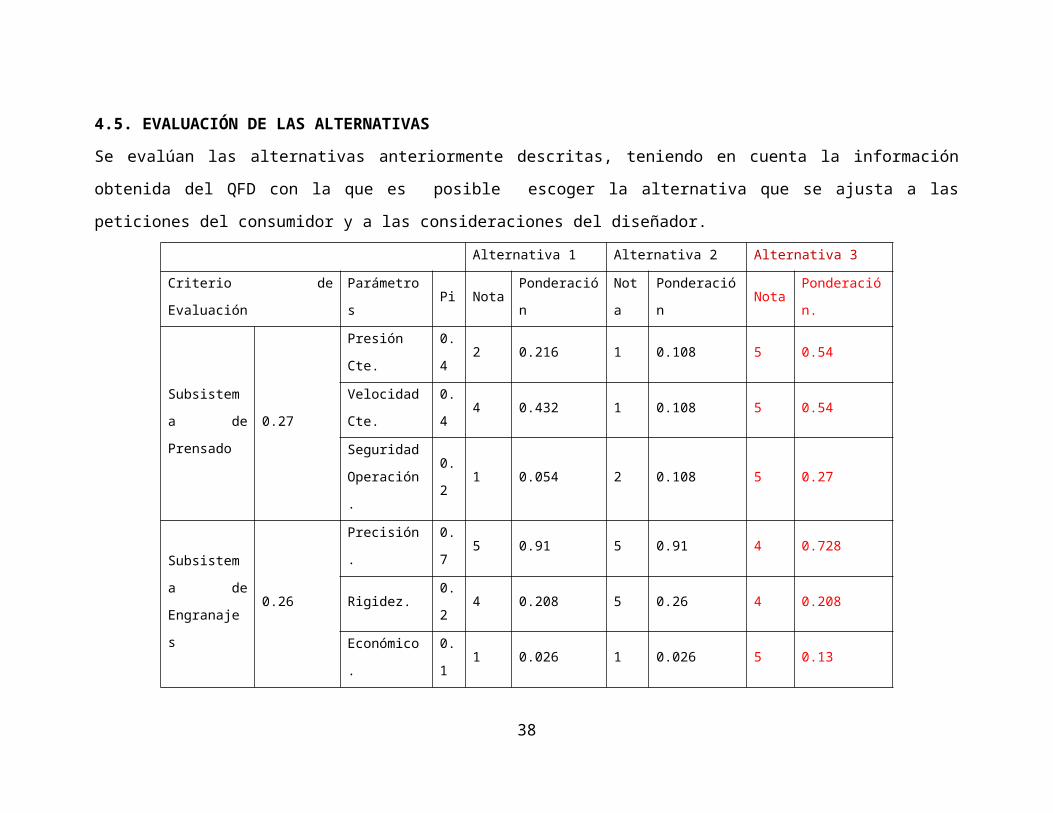
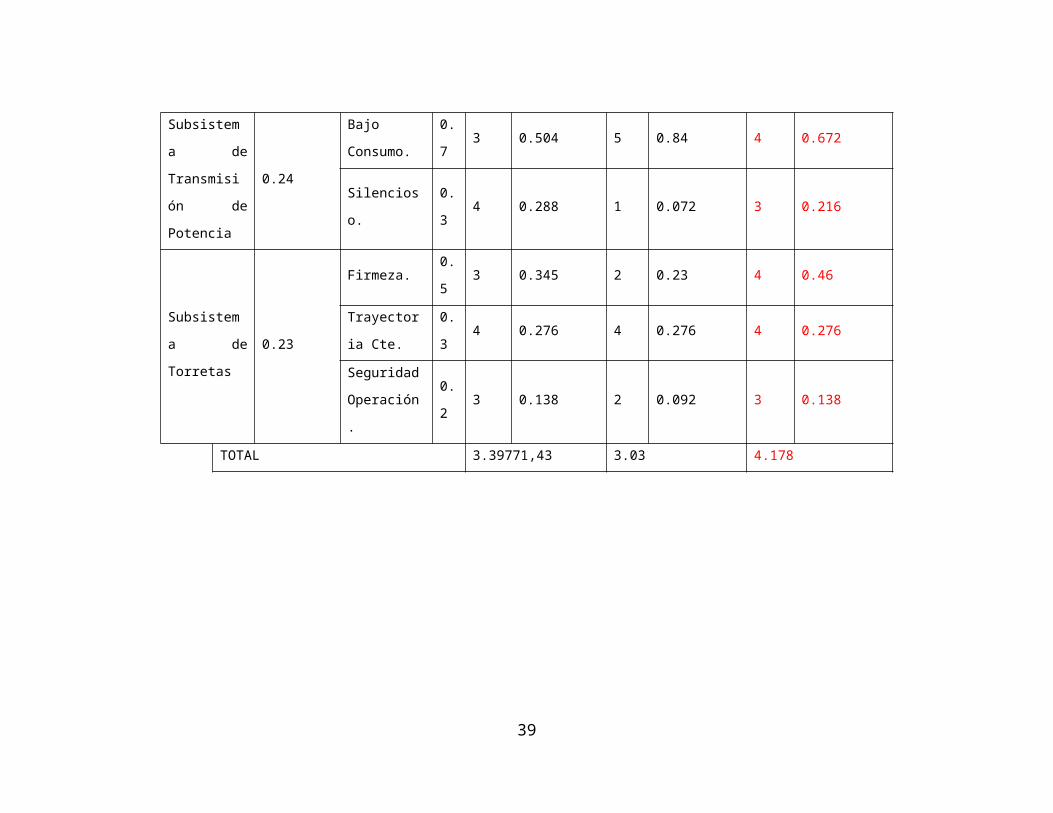
4.5. EVALUACIÓN DE LAS ALTERNATIVAS
Se evalúan las alternativas anteriormente descritas, teniendo en cuenta la información obtenida del QFD con la que es
posible escoger la alternativa que se ajusta a las peticiones del consumidor y a las consideraciones del diseñador.
Alternativa 1 Alternativa 2 Alternativa 3
Criterio de Evaluación Parámetros Pi Nota Ponderación Nota Ponderación Nota Ponderación.
Subsistema
de Prensado0.27
Presión Cte. 0.4 2 0.216 1 0.108 5 0.54
Velocidad
Cte.0.4 4 0.432 1 0.108 5 0.54
Seguridad
Operación.0.2 1 0.054 2 0.108 5 0.27
Subsistema
de
Engranajes
0.26
Precisión. 0.7 5 0.91 5 0.91 4 0.728
Rigidez. 0.2 4 0.208 5 0.26 4 0.208
Económico. 0.1 1 0.026 1 0.026 5 0.13
Subsistema
de
Transmisión
de Potencia
0.24
Bajo
Consumo.0.7 3 0.504 5 0.84 4 0.672
Silencioso. 0.3 4 0.288 1 0.072 3 0.216
Subsistema
de Torretas0.23
Firmeza. 0.5 3 0.345 2 0.23 4 0.46
Trayectoria
Cte.0.3 4 0.276 4 0.276 4 0.276
Seguridad
Operación.0.2 3 0.138 2 0.092 3 0.138
27
TOTAL 3.39769,43 3.03 4.178
28

4.6. ESPECIFICACIÓN DE LA ALTERNATIVA GANADORA
A continuación describimos con más detalle las características de cada
subsistema.
4.6.1. Subsistema de Transmisión de Potencia
Se planea usar un motor de corriente alterna (AC) debido a que se elige usar
fuente eléctrica para el funcionamiento de la maquina; se implementara como
elemento motriz un motor del tipo jaula de ardilla de aproximadamente 2HP (ver
anexo C), este ira unido a un variador de velocidad mecánico para tener acceso a
diversas velocidades de producción. A la salida del eje del variador estará un
sprocket conductor unido por cadenas a los ejes del sistema de engranajes y otro
al sistema de prensado.
El conjunto cadena y sprockets serán seleccionados según el tamaño de los ejes y
las cargas a las que estarán sujetos. Los diámetros de los sprockets se calcularan
de manera tal que sincronice la velocidad de trenzado con la velocidad de
alimentación de la prensa con el fin de trabajar a la par.
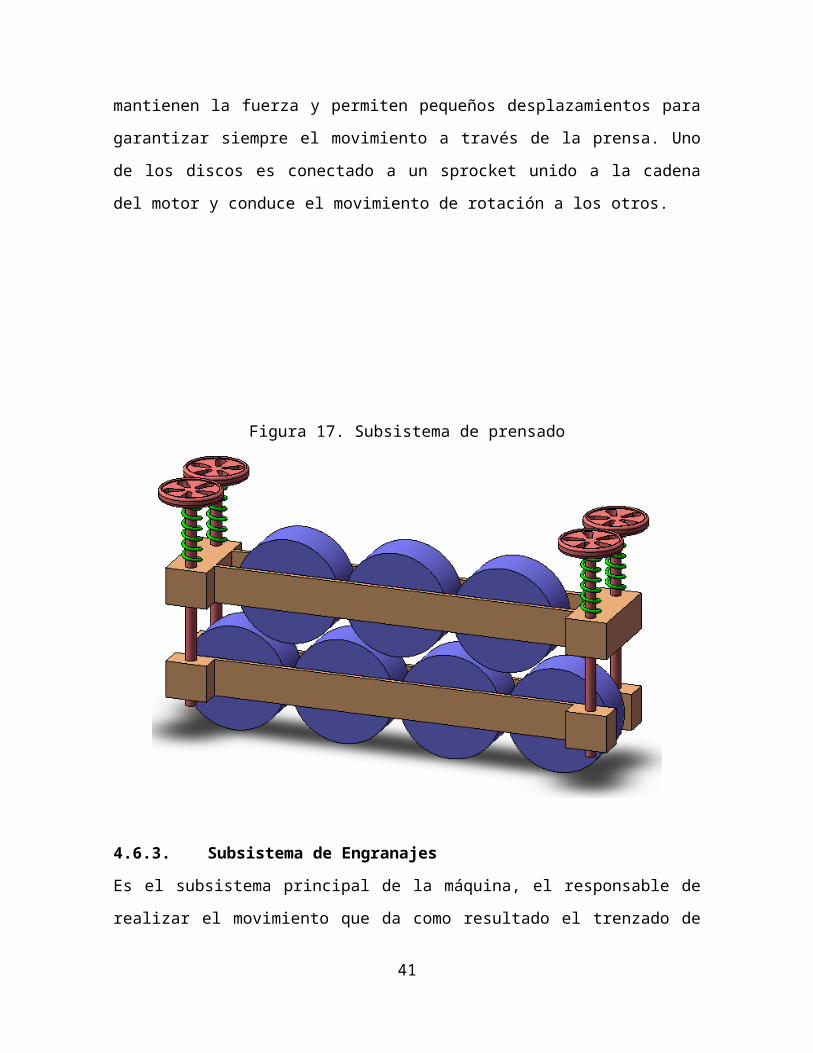
4.6.2. Subsistema de Prensando
El proceso de prensado será realizado mediante la aplicación de una fuerza, a
través de los discos de presión hacia la randa. El sistema (ver figura 17) se
compone de dos estructuras que soportan un juego de siete discos de 10cm de
diámetro; están unidas mediante tornillos y resortes que mantienen la fuerza y
permiten pequeños desplazamientos para garantizar siempre el movimiento a
través de la prensa. Uno de los discos es conectado a un sprocket unido a la
cadena del motor y conduce el movimiento de rotación a los otros.
29
Figura 17. Subsistema de prensado
4.6.3. Subsistema de Engranajes
Es el subsistema principal de la máquina, el responsable de realizar el movimiento
que da como resultado el trenzado de la randa. Basados en la patente US
7.069.935 B2 (ver anexo D), se explica como un juego de engranajes puede
describir el movimiento. Esta alternativa exhibe el uso de engranajes rectos,
aproximadamente de 15cm de diámetro, el modulo y el número de dientes será
obtenido dependiendo de la carga a la cual estén sujetos. Serán construidos de
acero el cual será determinado por los resultados de esfuerzos arrojados por el
análisis CAE. El sistema (ver figura 18) presenta dos engranajes principales, dos
engranajes auxiliares, un engranaje motriz y una leva.
30
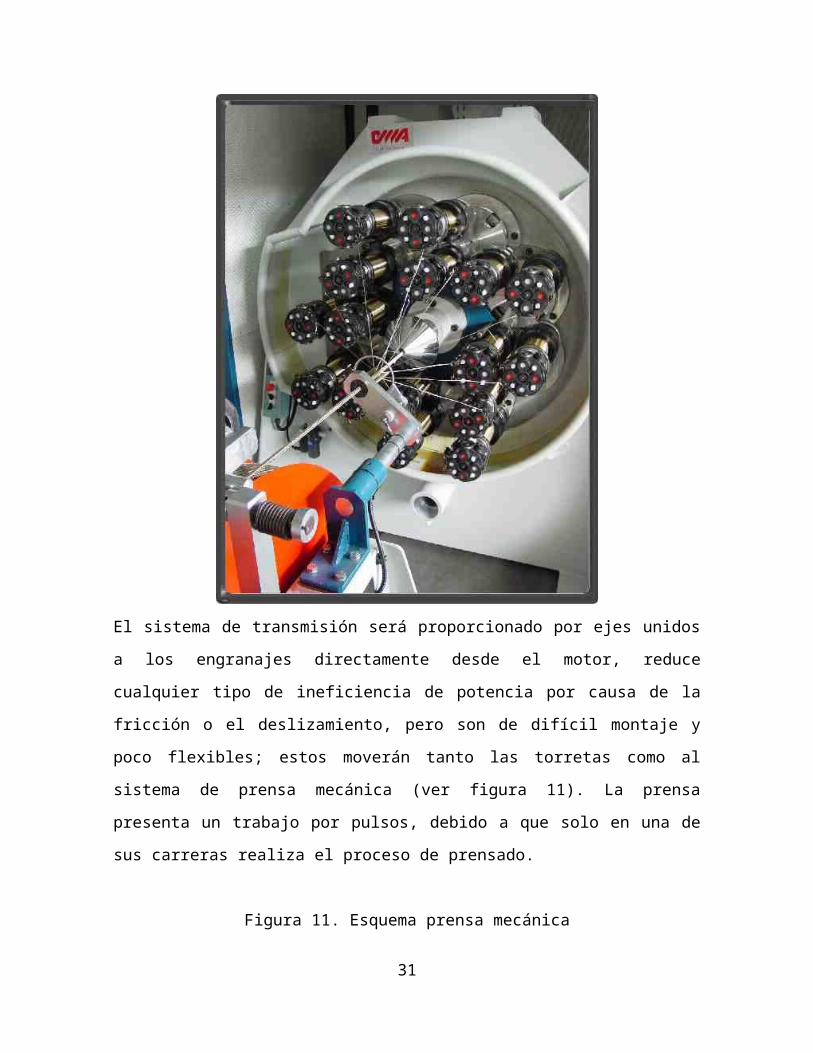
Figura 18. Subsistema Engranajes
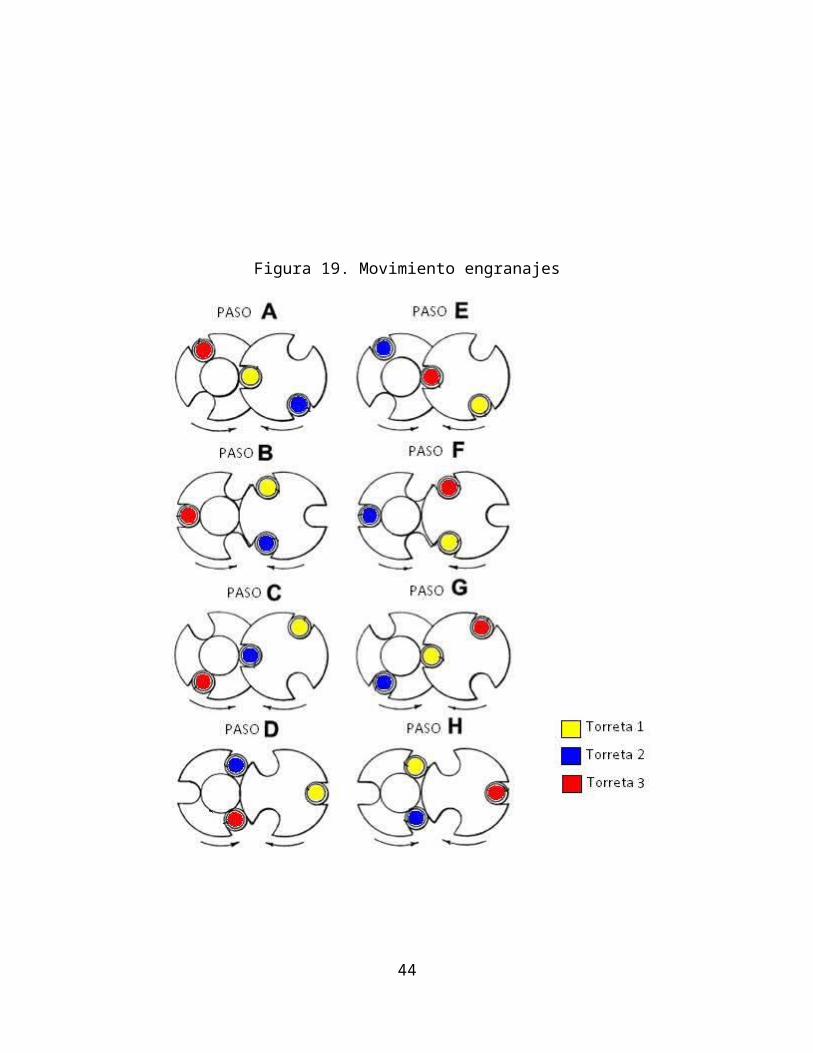
La función del engranaje motriz es transmitir la potencia proveniente de un
sprocket unido a la cadena del motor, a uno de los engranajes principales. Los
engranajes principales son los responsables de dar el movimiento a las torretas,
estos las empujan contra las paredes de una guía, en su superficie se encuentra
una placa circular con tres semicírculos distribuidos a 120ª. Los engranajes
auxiliares, conducidos por los principales, tienen en su superficie plana un
empujador el cual hace mover la leva, su diámetro está ligado al de los engranajes
principales, en una relación de 1/3, esto con el fin de dar una vuelta cada vez que
los agujeros en la placa de los engranajes principales quedan enfrentados. La
función de los engranajes auxiliares es mover la leva, la cual dirige una de las
torretas de un engranaje principal a otro; esto simula el movimiento realizado en el
trenzado (ver figura 19).
31
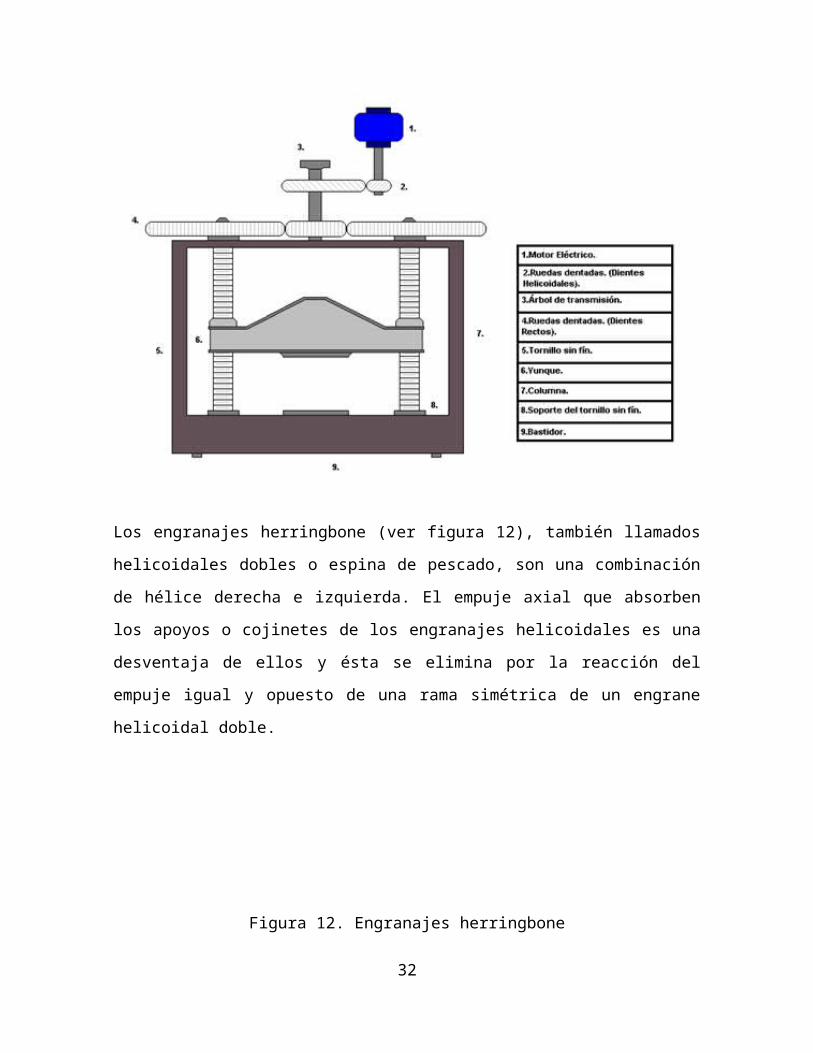
Figura 19. Movimiento engranajes
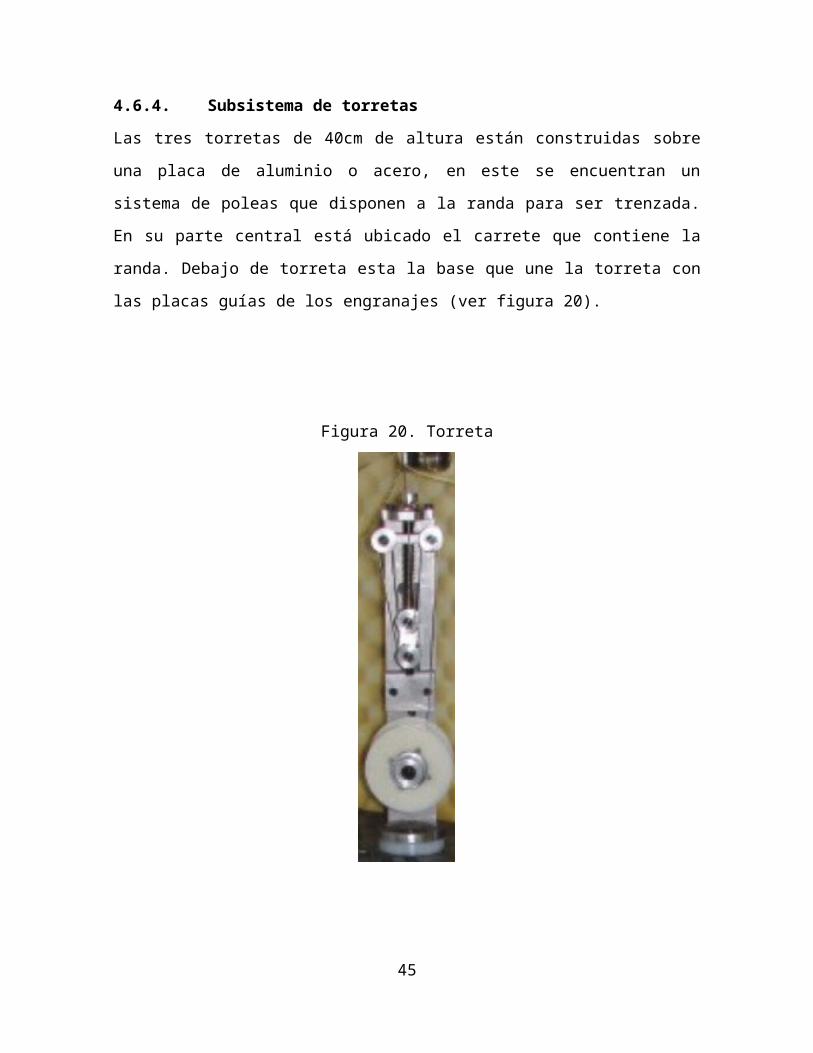
4.6.4. Subsistema de torretas
Las tres torretas de 40cm de altura están construidas sobre una placa de aluminio
o acero, en este se encuentran un sistema de poleas que disponen a la randa para
ser trenzada. En su parte central está ubicado el carrete que contiene la randa.
Debajo de torreta esta la base que une la torreta con las placas guías de los
engranajes (ver figura 20).
32
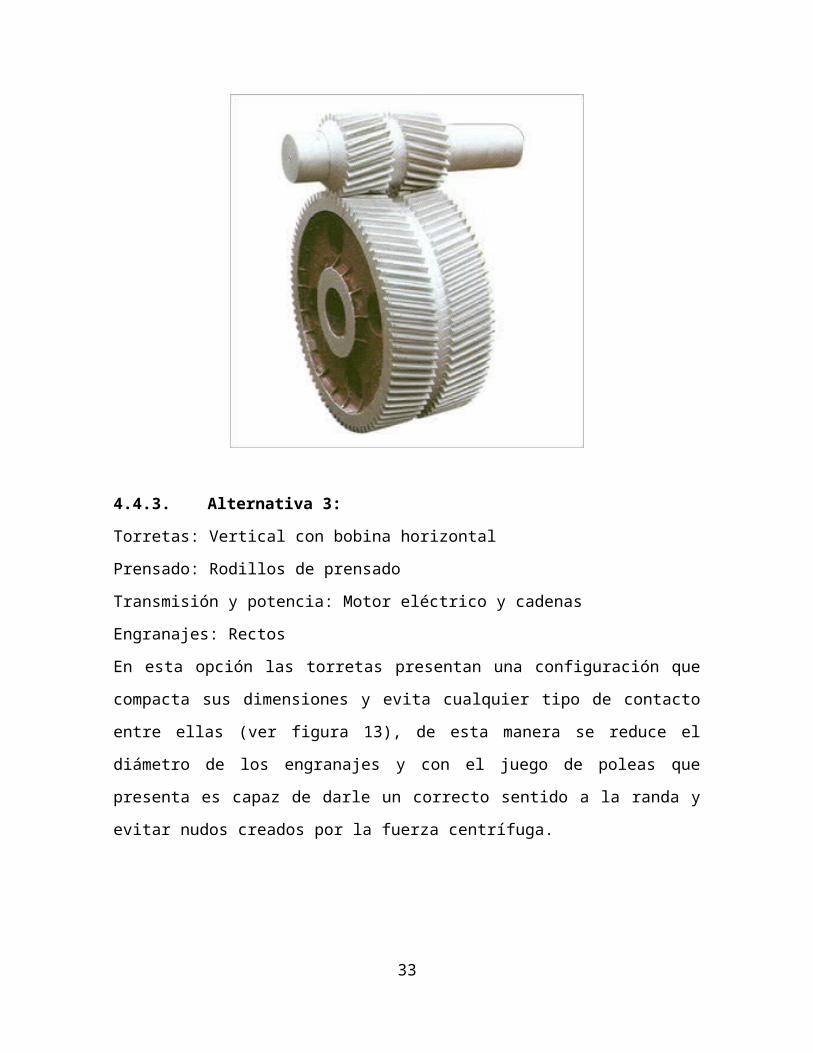
Figura 20. Torreta
4.6.5. Subsistema Eléctrico y Control
Consiste en un tablero de control en donde se encuentran los dispositivos
necesarios para el arranque del motor eléctrico, estrella-triangulo, además de
elementos eléctricos como contáctores, temporizadores, relés, parada de
emergencia, velocidades del motor. El cableado será normalizado por colores y se
diseñara bajo la norma NEMA.
4.6.6. Subsistema Estructura
Consiste en un esqueleto en barras de acero cubierto por láminas metálicas para
revestir las paredes. Se planea utilizar pinturas antioxidantes para alargar la vida
de la estructura, protegerla de la humedad y otros agentes corrosivos.
La máquina se divide en cuatro secciones importantes; en el interior de la maquina
se encuentra el grupo motriz compuesto por el motor eléctrico, sprokets, cadenas
y engranajes. Se acede a ellos por una compuerta en la parte inferior de la
33
máquina. En la parte central están ubicadas las tres torretas de trenzado sobre la
placa guía de los engranajes, este lugar se encuentra aislado del operador de la
maquina por una puerta de acrílico resistente a golpes. Con el fin de evitar
accidentes, la maquina solo puede entrar en funcionamiento si la puerta de acrílico
se encuentra cerrada. El subsistema de prensado está ubicado en la parte
superior de la máquina. Al extremo derecho está instalado el sistema de control
dentro de un panel de acceso.
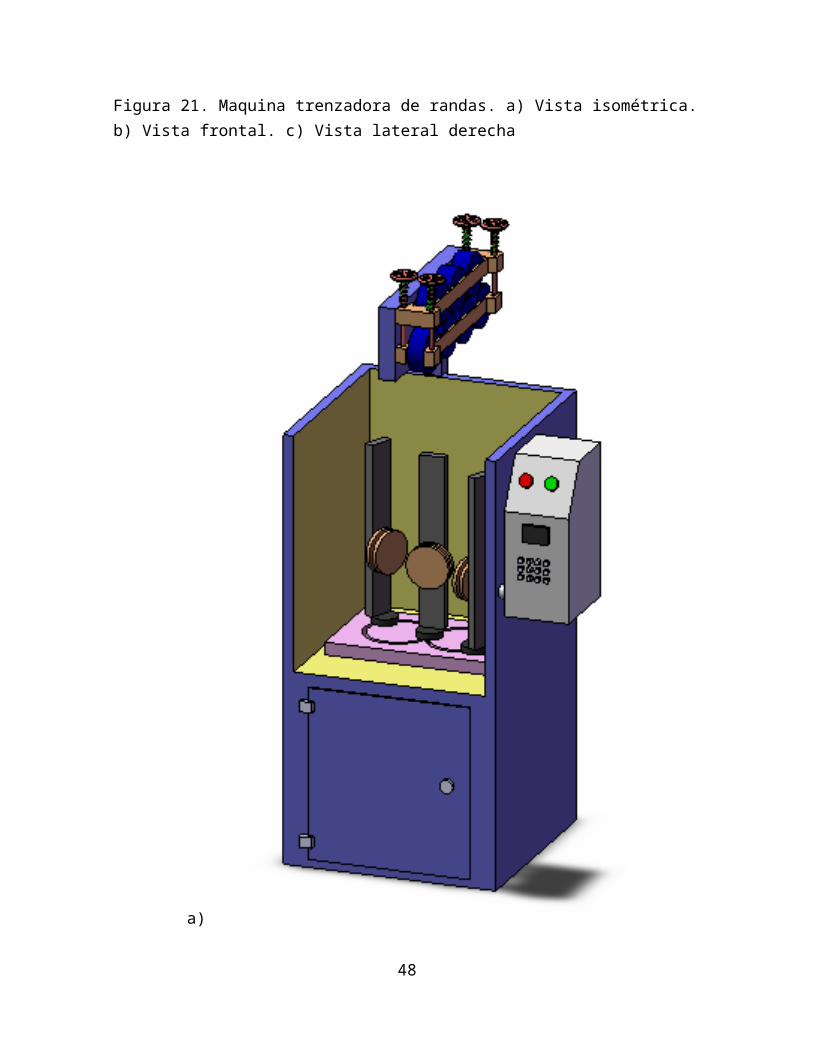
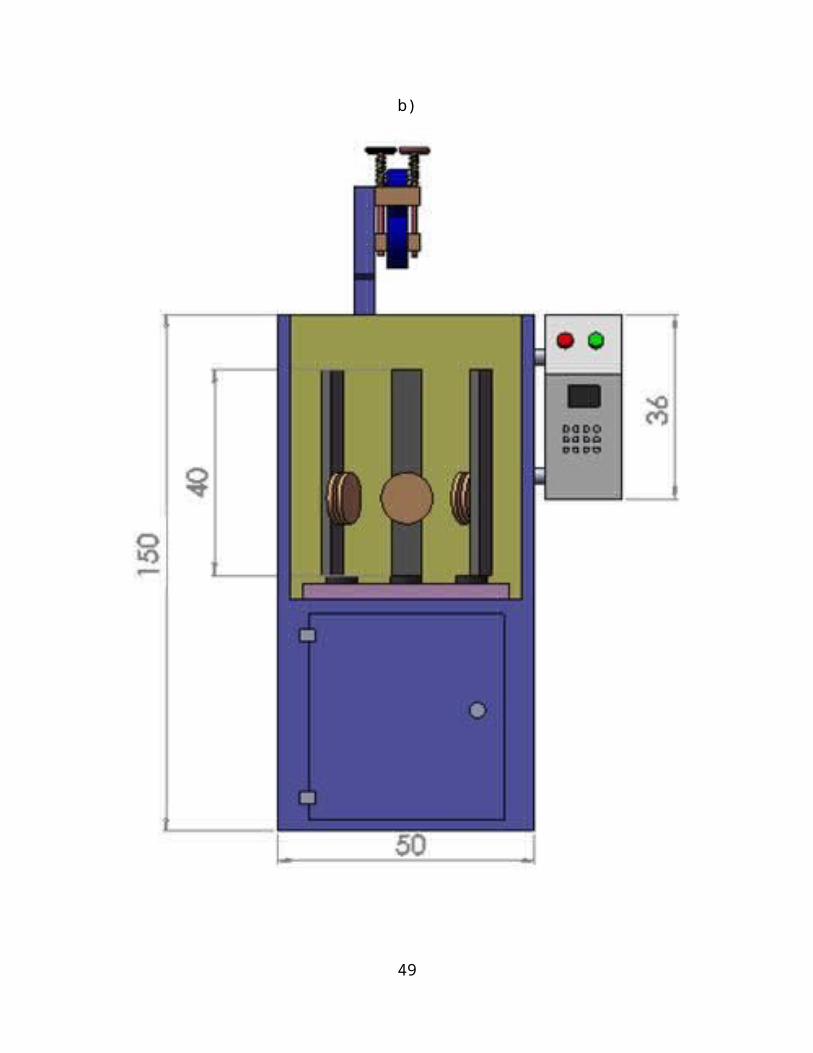
34
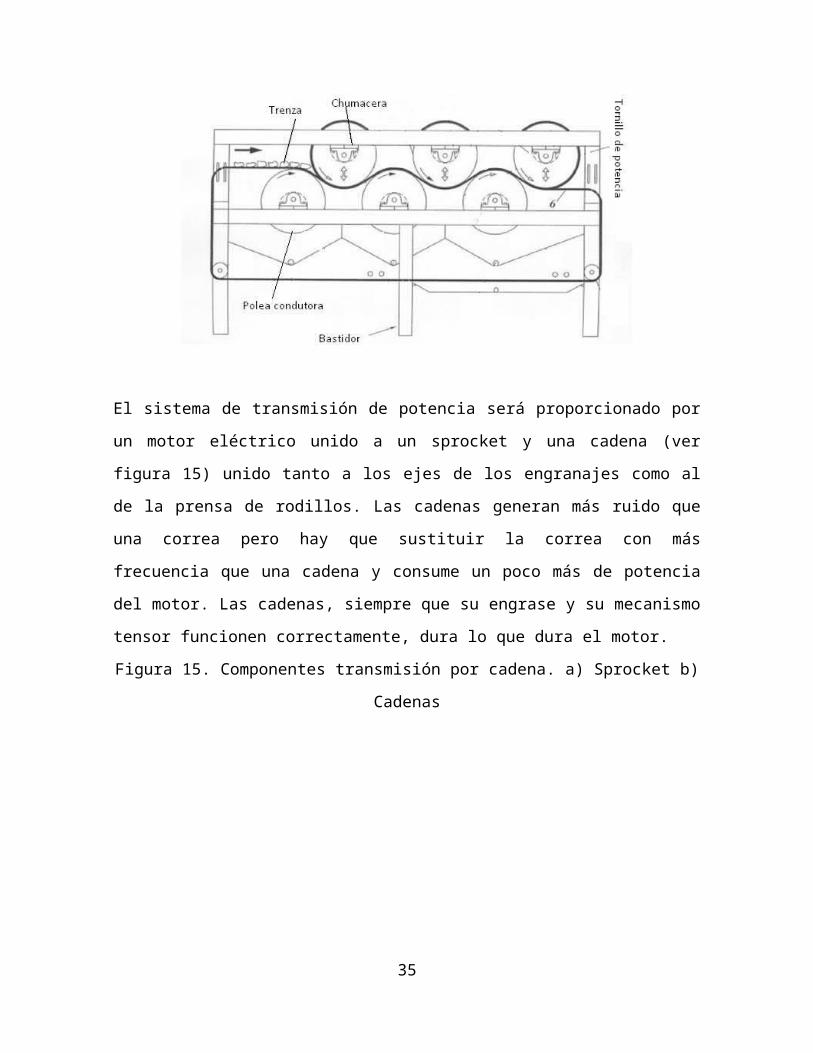
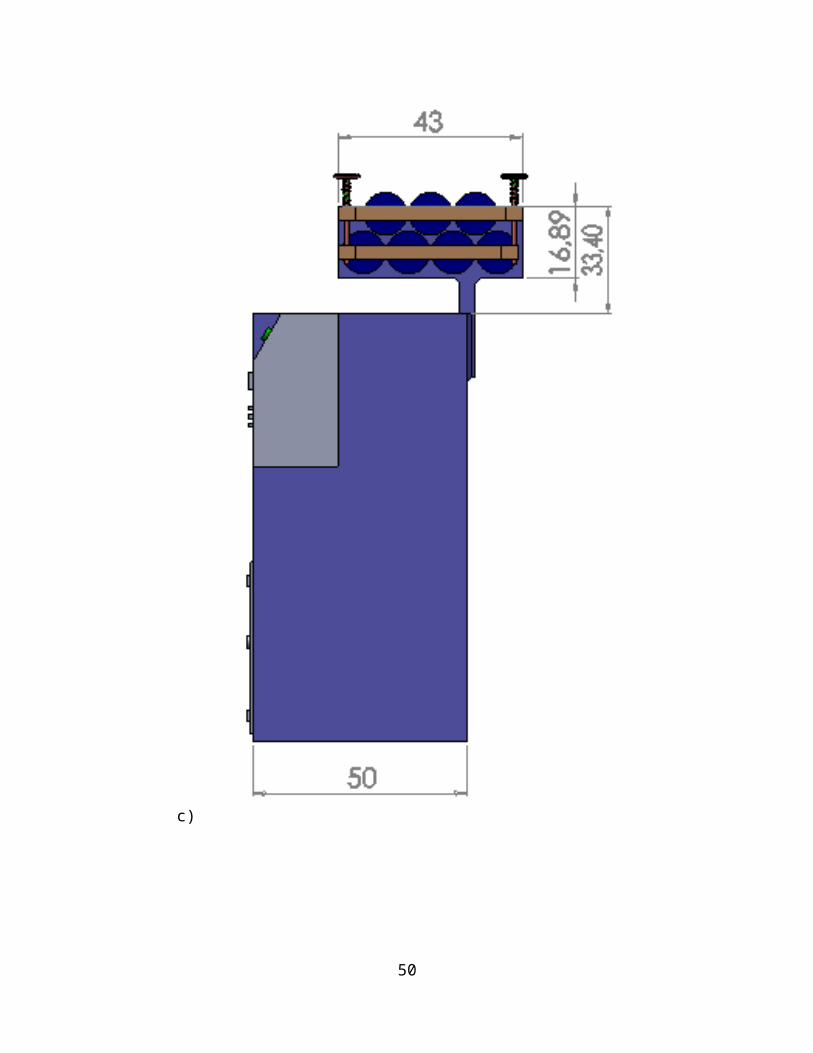
Figura 21. Maquina trenzadora de randas. a) Vista isométrica. b) Vista frontal. c) Vista lateral derecha
a)
35
b)
36
c)
37
5. ANÁLISIS DE LA INFORMACIÓN RECOPILADA
CADENA GONZALEZ, Pedro y ROA ESPINOSA, Wuilmer. Diseño y construcción
de un prototipo de telar para la elaborar tejido de productos artesanales. Trabajo
de grado ingeniero mecánico. Bucaramanga: Universidad Industrial de Santander.
Escuela ingeniería mecánica. 2010.
El proyecto de grado citado es una guía metodológica para la solución del
problema al cual nos enfrentamos. Aunque no consiste en una máquina del mismo
tipo, tienen en común que ambas reemplazan el trabajo artesanal por una
producción mecanizada.
CINTATEX, Cintas Textiles S.A. Cieenza S.A [2010 ]. (http://www.cintatex.com/).
Consultado: 14 de Junio, 2011.
Cintatex es la principal fuente de suministros de la empresa; esta multinacional,
que opera en gran parte de Latinoamérica, se encarga de producir las cintas que
son la materia base de las randas. La página WEB a la que se hace referencia
presenta información sobre la dimensión, material, forma y demás características
encontradas en las randas.
MOTT, Robert. Diseño de elementos de máquinas. Mexico: Pearson Education,
2006.
Este libro nos presenta la información requerida para el diseño de las piezas que
componen la máquina, de los materiales y sus características, los parámetros a
tener en cuenta para el diseño de los engranajes, ejes, tolerancias, ajustes y
bastidor de la maquina; Selección de motores eléctricos y transmisión de potencia.
UNITED STATES PATENT. Hair Braider. Inventor: BOUSFIELD, Patrick y
BOYSEN, ole. Int. CL.: A45D 7/00-02. Fecha de solicitud: 16, Enero, 2003.
Estados Unidos, U.S Patent. US 7.069.935 B2, 4, julio, 2006.
38
Esta patente consiste en una trenzadora para el cabello, en el cual se dispone de
un juego de engranajes, levas y unos seguidores para realizar el movimiento. Nos
basamos en ese mecanismo para ajustarlo a nuestra necesidad.
ZINOVIEV, V. Teoría de los mecanismos y maquinas. Moscu: MIR, 1969.
La información de este libro está relacionada con la teoría de la cinemática del
movimiento necesario para poder realizar la síntesis del mecanismo que hará
posible el funcionamiento la máquina.
39
6. GESTIÓN DEL TRABAJO DE GRADO
6.1. IDENTIFICACIÓN DE TAREAS Y SUBTAREAS
Este plan ha sido diseñado teniendo en cuenta las principales actividades que se desarrollarán en el transcurso del trabajo. A continuación se plantean las actividades a realizar.
6.1.1. Fase de Investigación
Identificación de la necesidad. Determinación de los recursos necesarios. Recopilación de bibliografía y conceptualización. Planteamiento de objetivos. Justificación del trabajo de grado. Estructuración del cronograma de actividades. Borrador del plan de trabajo.
TIEMPO REQUERIDO: 12 Semanas.
6.1.1. Fase de Estudio
Análisis de la literatura recopilada. Selección de los procesos de manufactura. Presentación del plan de trabajo de grado.
TIEMPO REQUERIDO: 7 Semanas.
6.1.2. Fase de Diseño
Diseño detallado de la máquina. Elaboración de planos constructivos.
TIEMPO REQUERIDO: 7 Semanas.
40
6.1.3. Fase de Desarrollo
Fabricación y compra de los diferentes elementos de la máquina. Montaje de la máquina.
TIEMPO REQUERIDO: 6 Semanas.
6.1.4. Fase de Operación y Realización de Pruebas
Realización de pruebas de la máquina. Análisis de los resultados. Formulación de conclusiones y observaciones.
TIEMPO REQUERIDO: 3 Semanas.
6.1.5. Fase de Elaboración de Memorias
Redacción preliminar. Elaboración de memorias. Corrección de memorias. Sustentación del proyecto.
TIEMPO REQUERIDO: 10 Semanas.
6.1.2. Fase de Documentación
La fase de documentación se realiza durante todo el tiempo que dure el desarrollo del trabajo de grado.
41
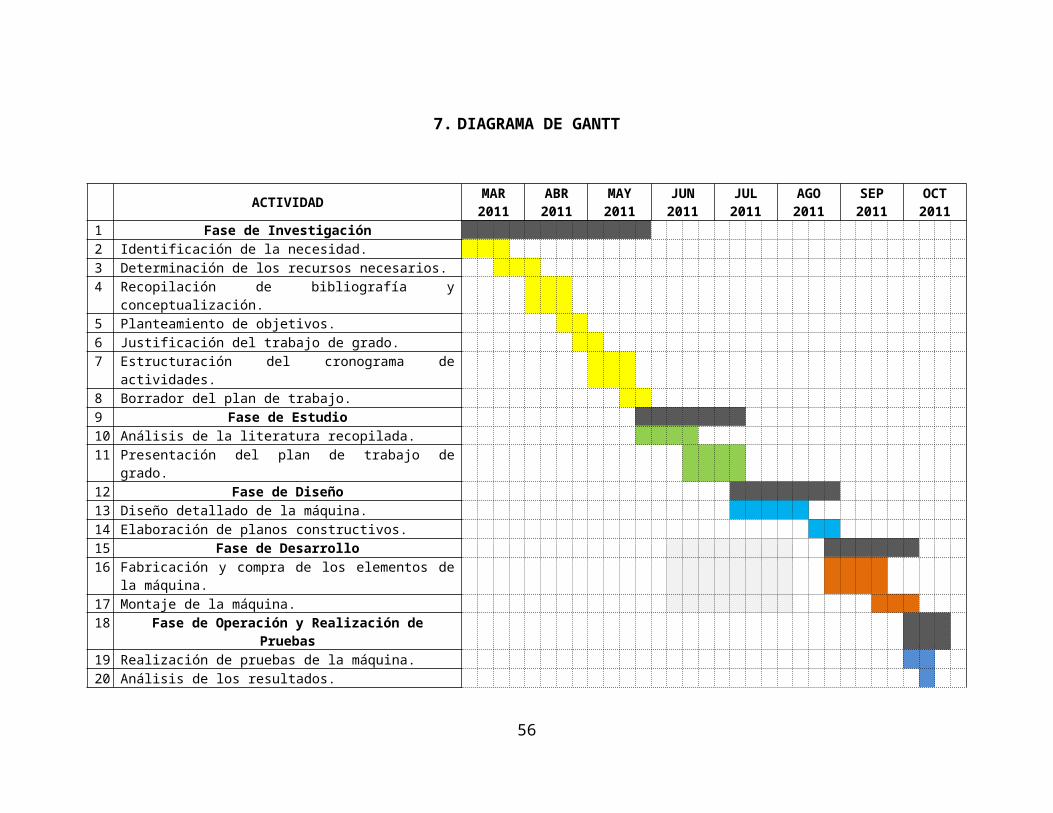
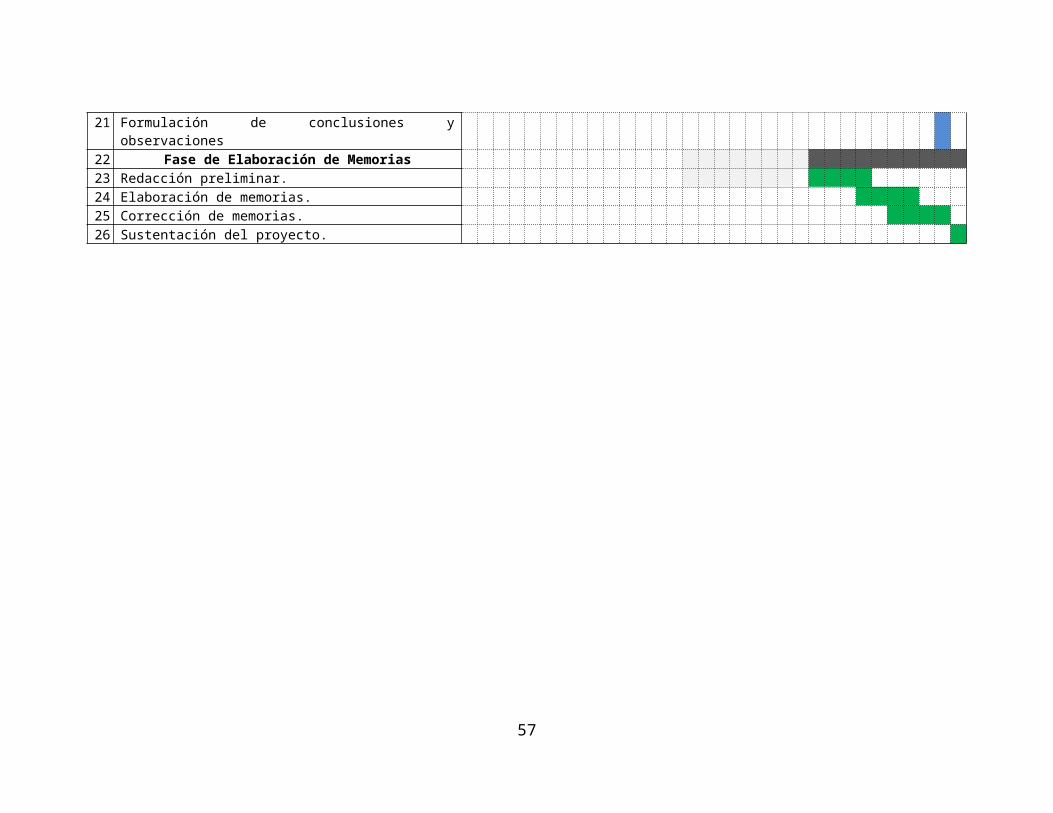
7. DIAGRAMA DE GANTT
ACTIVIDADMAR2011
ABR2011
MAY2011
JUN 2011
JUL 2011
AGO 2011
SEP 2011
OCT 2011
1 Fase de Investigación2 Identificación de la necesidad.3 Determinación de los recursos necesarios.4 Recopilación de bibliografía y conceptualización.5 Planteamiento de objetivos.6 Justificación del trabajo de grado.7 Estructuración del cronograma de actividades.8 Borrador del plan de trabajo.9 Fase de Estudio10 Análisis de la literatura recopilada.11 Presentación del plan de trabajo de grado.12 Fase de Diseño13 Diseño detallado de la máquina.14 Elaboración de planos constructivos.15 Fase de Desarrollo16 Fabricación y compra de los elementos de la máquina.17 Montaje de la máquina.18 Fase de Operación y Realización de Pruebas19 Realización de pruebas de la máquina.20 Análisis de los resultados.21 Formulación de conclusiones y observaciones22 Fase de Elaboración de Memorias23 Redacción preliminar.24 Elaboración de memorias.25 Corrección de memorias.26 Sustentación del proyecto.
42

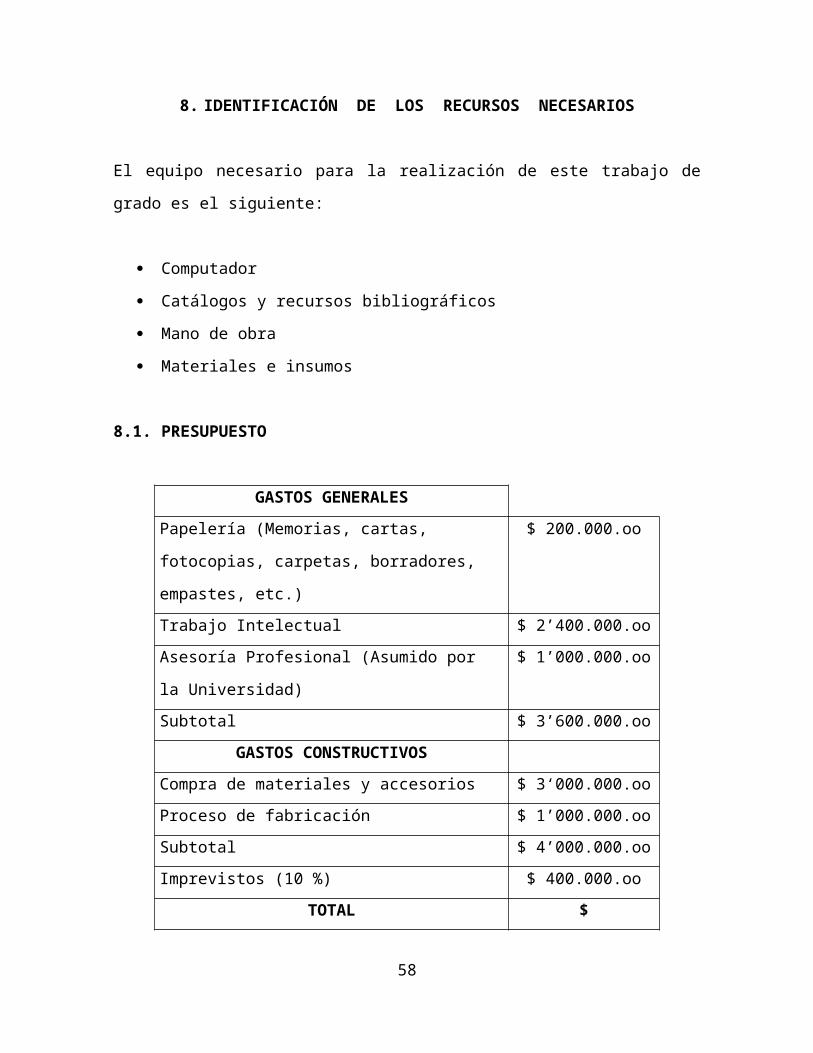
8. IDENTIFICACIÓN DE LOS RECURSOS NECESARIOS
El equipo necesario para la realización de este trabajo de grado es el siguiente:
Computador
Catálogos y recursos bibliográficos
Mano de obra
Materiales e insumos
8.1. PRESUPUESTO
GASTOS GENERALES
Papelería (Memorias, cartas, fotocopias,
carpetas, borradores, empastes, etc.)
$ 200.000.oo
Trabajo Intelectual $ 2’400.000.oo
Asesoría Profesional (Asumido por la
Universidad)
$ 1’000.000.oo
Subtotal $ 3’600.000.oo
GASTOS CONSTRUCTIVOS
Compra de materiales y accesorios $ 3‘000.000.oo
Proceso de fabricación $ 1’000.000.oo
Subtotal $ 4’000.000.oo
Imprevistos (10 %) $ 400.000.oo
TOTAL $ 8’000.000.oo
43
ANEXO A
HOJA DE COMPROMISO
44
DISEÑO Y CONSTRUCCIÓN DE UNA TRENZADORA DE RANDAS
Director de Proyecto de Grado
__________________________________
Ing. Isnardo González Jaimes
Autores
__________________________________
Miguel Arlenzo Duran SarmientoCódigo: 2061480
__________________________________
Cesar Luis Suarez RedondoCódigo: 2060984
45
ANEXO B
CARTA COMPROMISO DE FINANCIACIÓN
46
Bucaramanga, Julio de 2011
Ingeniero
Alfonso García
Director Escuela de Ingeniería Mecánica
Universidad Industrial de Santander
Apreciado Ingeniero, la siguiente carta tiene como objetivo informar mi
compromiso en la financiación del proyecto “DISEÑO Y CONSTRUCCIÓN DE
UNA TRENZADORA DE RANDAS” cuyos autores son los alumnos Miguel Arlenzo
Duran Sarmiento y Cesar Luis Suarez Redondo. El proyecto tiene un presupuesto
de $7.000.000 pesos.
Cordialmente,
Néstor RodríguezMignones y Randas
47
ANEXO C
Catalogo: Máquina de trenzar
Ratera 12B-E342.
48
ANEXO D
Patente: Mecanismo de trenzado.
49
ANEXO D
Generalidades de Randas y
trenzado.
50
GENERALIDADES DE LAS RANDAS
Las Randas son el componente fundamental en la manufactura de calzado
femenino, además de ser pilar importante en accesorios de marroquinería. Están
elaboradas de plástico (polipropileno), este plástico, posee un aspecto similar al
cuero, por esta condición especial es muy usado en este campo. Este plástico
viene en diferentes presentaciones que varían en su textura, color y acabado.
51
El polipropileno viene en una presentación rollo de 1.5 mts x 50 mts, este rollo
tiene una particularidad, su embobinado no es firme, el cual se aprecia la no
homogeneidad de la tensión.
Por tal motivo es necesario re-embobinar el rollo de polipropileno por medio de
una máquina que se construyó para tal fin.
Este re-embobinado se hace para cortar el rollo re-embobinado para que así el
corte sea recto y cada uno de sus cortes conserve la dimensión apropiada para
cada tipo de randa, estos rollos cortados se desenvuelven en un recipiente,
pegando los extremos de cada rollo por tramos de 50 mts, este recipiente es el
recipiente de alimentación de la maquina selladora de randas.
La máquina selladora de randas se alimenta del plástico que ya se ha cortado
previamente con las dimensiones necesarias para cada tipo de randa, y con el
hiladillo que es el cuerpo de la randa, este hiladillo viene en una presentación en
carrete de 5000 mts, al igual que el calibre del plástico, el hiladillo también esta
calibrado para cada tipo de randa.
52
Su variedad de tamaños, espesores, colores y texturas hacen de ella presa fácil
para diseñadores de calzado. Mignones & Randas maneja una gama de tamaños
de randa bastante amplia. Aquí las generalidades de sus tamaños:
Los precios de las randas al mes de junio son los siguientes:
53
Lista de preciosReferencia Precio (pesos)
r-7 $ 180r-9 $ 200No.6 $ 270No.8 $ 300No.10 $ 400No.12 $ 450No.15 $ 550No.17 $ 650
54

GENERALIDADES DEL TRENZADO:
Un trenzado es una estructura compleja o patrón formado por el entrelazamiento
de tres o más hilos de material flexible, como fibras textiles, hilos, o cabello
humano. En comparación con el proceso de tejer hilos perpendiculares (urdimbre
y trama), una trenza suele ser larga y estrecha, con cada componente enlazado
funcionalmente en zig-zag, en la que los hilos se cruzan entre sí con un
determinado ángulo de inclinación.
La trenza más simple posible es una superficie plana y sólida estructura, de tres
hileras. Trenzas más complejas pueden construirse a partir de un número de hilos
arbitrarios (pero generalmente impares). En los trenzados se distingue entre
redondo y plano.
Trenzado redondo
Son aquellos que poseen un corte transversal oval o redondo. Según su aplicación
se habla de cordones (técnica), cordeles (textil), cables (electrotécnica) o cabos y
cuerdas (para ejecuciones más pesadas).
Trenzado plano
Se suele conocer como cinta o simplemente trenzado plano.
Métodos de trenzado
El método de trenzado va ligado al número de hilos que lo componen, lo que
quiere decir que el proceso para realizar una trenza de 3 hilos difiere a una de 5
hilos, sin embargo la secuencia tiene en común el enlace en zig-zag y la repetición
de este a lo largo de la construcción. A continuación procedemos a describir el
método de fabricación de alguno de estos:
55
3 tiras:
4 Tiras:
56
5 Tiras:
Propiedades y aplicaciones
Un producto trenzado posee unas características especiales. Una trenza estándar
es flexible transversalmente lo que facilita sin problemas, gracias a su
maleabilidad, su incorporación a otros textiles, p.ej. mediante un cosido. Por otra
parte una trenza tratada con alguna impregnación especial adquiere una dureza y
estabilidad determinada que la hace idónea para su incorporación a aplicaciones
técnicas. La capacidad de carga de un trenzado es superior a la de cualquier otra
composición textil comparable bajo la misma aplicación.
Con motivo de estas características encontramos hoy en día trenzados (a menudo
ocultos) en muchos campos de aplicación distintos. Algunos ejemplos: vestido y
calzado, mecha para velas, cuerdas elásticas, cuerdas de alpinismo, cuerdas para
esquí acuático, cabos para embarcaciones deportivas, cuerdas para paracaídas,
cordel para pescar, cordel para redes de pesca, cabos de amarre, estachas, hilo
quirúrgico, mangueras de alta presión, cableado eléctrico.
57
58




























