Embed Size (px)
Citation preview
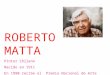
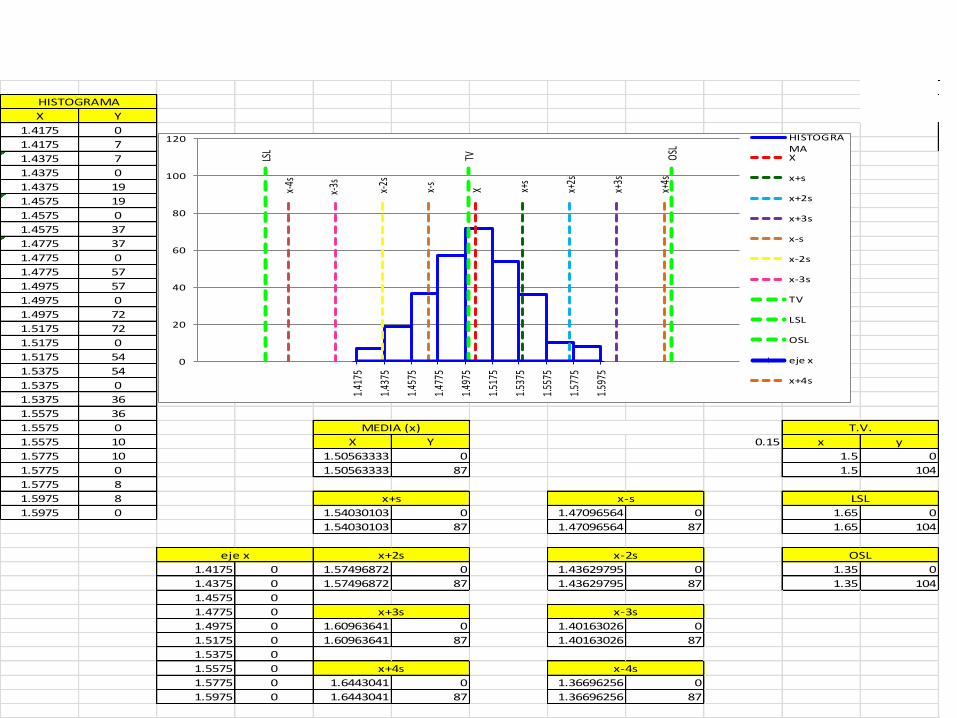
En la fabricación de pernos, el diámetro es una característicaimportante para su uso. Con el objeto de determinar si un lotecumple con las especificaciones del cliente, se extrae unamuestra de 300 piezas y se inspecciona.
7 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
1 1.474 1.478 1.524 1.485 1.524 1.488 1.506 1.476 1.443 1.522 1.491 1.493 1.541 1.531 1.513 1.585 1.486 1.505 1.582 1.495 valor max= 1.5942 1.482 1.474 1.497 1.495 1.425 1.589 1.475 1.520 1.453 1.510 1.505 1.501 1.529 1.475 1.505 1.514 1.504 1.452 1.509 1.517 valor min= 1.4203 1.504 1.492 1.552 1.542 1.540 1.501 1.505 1.536 1.494 1.471 1.521 1.505 1.553 1.584 1.528 1.490 1.503 1.574 1.515 1.473 rango= 0.1744 1.486 1.506 1.504 1.502 1.486 1.479 1.519 1.481 1.555 1.481 1.518 1.512 1.480 1.543 1.507 1.502 1.545 1.561 1.543 1.477 # intervalo= 95 1.493 1.506 1.503 1.507 1.555 1.443 1.474 1.466 1.444 1.531 1.503 1.450 1.530 1.524 1.515 1.489 1.543 1.537 1.520 1.568 0.01933333 0.0206 1.533 1.546 1.492 1.531 1.515 1.420 1.507 1.536 1.508 1.576 1.524 1.513 1.520 1.580 1.486 1.544 1.507 1.483 1.527 1.4617 1.518 1.482 1.478 1.456 1.489 1.491 1.544 1.461 1.536 1.501 1.506 1.550 1.516 1.550 1.518 1.501 1.544 1.464 1.526 1.5388 1.501 1.486 1.501 1.484 1.477 1.542 1.488 1.503 1.441 1.510 1.465 1.478 1.515 1.535 1.459 1.509 1.534 1.518 1.458 1.5579 1.452 1.528 1.529 1.499 1.556 1.557 1.543 1.546 1.529 1.450 1.504 1.493 1.527 1.540 1.523 1.438 1.588 1.453 1.524 1.43210 1.449 1.559 1.459 1.468 1.484 1.553 1.495 1.477 1.466 1.567 1.489 1.495 1.513 1.486 1.551 1.483 1.535 1.537 1.470 1.50111 1.473 1.549 1.516 1.490 1.559 1.480 1.457 1.533 1.518 1.484 1.516 1.545 1.585 1.468 1.466 1.455 1.482 1.542 1.513 1.53212 1.594 1.540 1.484 1.479 1.484 1.546 1.526 1.446 1.466 1.492 1.515 1.570 1.533 1.543 1.501 1.531 1.575 1.517 1.520 1.50713 1.470 1.521 1.499 1.525 1.513 1.515 1.529 1.434 1.517 1.480 1.484 1.457 1.537 1.536 1.507 1.516 1.475 1.499 1.479 1.48614 1.482 1.472 1.540 1.513 1.477 1.514 1.509 1.506 1.514 1.525 1.535 1.548 1.463 1.500 1.467 1.425 1.460 1.531 1.493 1.52815 1.496 1.536 1.501 1.435 1.548 1.453 1.464 1.512 1.464 1.560 1.505 1.461 1.503 1.484 1.480 1.453 1.499 1.497 1.426 1.468
MARCAS
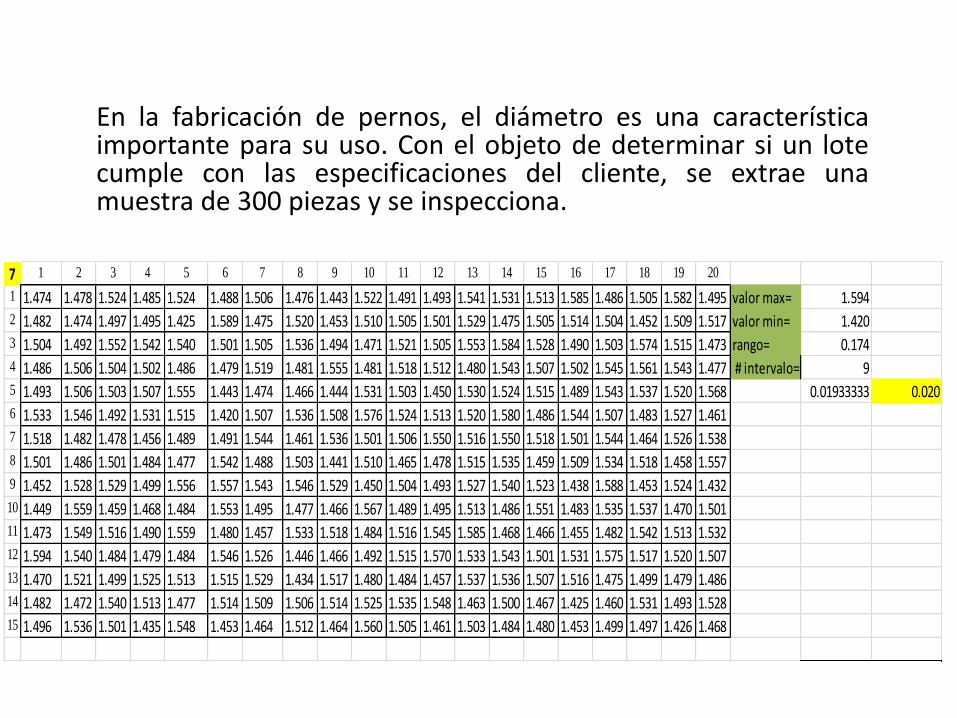
LIM INF LIM SUP LIM INF LIM SUP DE CLASE Fi Fai Fri Frai Fi*Xi (Xi-Xtes)*Fi (Xi-Xtes)^2*Fi
1 1.418 1.437 1.4175 1.4375 1.4275 7 7 0.02333333 0.02333333 9.9925 0.54693333 0.042733724
2 1.438 1.457 1.4375 1.4575 1.4475 19 26 0.06333333 0.08666667 27.5025 1.10453333 0.064210204
3 1.458 1.477 1.4575 1.4775 1.4675 37 63 0.12333333 0.21 54.2975 1.41093333 0.053803591
4 1.478 1.497 1.4775 1.4975 1.4875 57 120 0.19 0.4 84.7875 1.0336 0.018742613
5 1.498 1.517 1.4975 1.5175 1.5075 72 192 0.24 0.64 108.54 0.1344 0.00025088
6 1.518 1.537 1.5175 1.5375 1.5275 54 246 0.18 0.82 82.485 1.1808 0.02582016
7 1.538 1.557 1.5375 1.5575 1.5475 36 282 0.12 0.94 55.71 1.5072 0.06310144
8 1.558 1.577 1.5575 1.5775 1.5675 10 292 0.03333333 0.97333333 15.675 0.61866667 0.038274844
9 1.578 1.597 1.5775 1.5975 1.5875 8 300 0.02666667 1 12.7 0.65493333 0.053617209
0.0005
TOTALES= 451.69 8.192 0.360554667
MEDIA a= 1.50563333
0.02730667
0.001201849
0.034667692
INTERVALOS APARENTES INTERVALOS REALES FRECUENCIAS MEDIDAS DE TENDENCIA CENTRAL Y DISPERCION
DESVIACION MEDIA=
VARIANZA=
DESVIACION ESTANDAR=
X Y
1.4175 0
1.4175 7
1.4375 7
1.4375 0
1.4375 19
1.4575 19
1.4575 0
1.4575 37
1.4775 37
1.4775 0
1.4775 57
1.4975 57
1.4975 0
1.4975 72
1.5175 72
1.5175 0
1.5175 54
1.5375 54
1.5375 0
1.5375 36
1.5575 36
1.5575 0
1.5575 10 X Y 0.15 x y
1.5775 10 1.50563333 0 1.5 0
1.5775 0 1.50563333 87 1.5 104
1.5775 8
1.5975 8
1.5975 0 1.54030103 0 1.47096564 0 1.65 0
1.54030103 87 1.47096564 87 1.65 104
1.4175 0 1.57496872 0 1.43629795 0 1.35 0
1.4375 0 1.57496872 87 1.43629795 87 1.35 104
1.4575 0
1.4775 0
1.4975 0 1.60963641 0 1.40163026 0
1.5175 0 1.60963641 87 1.40163026 87
1.5375 0
1.5575 0
1.5775 0 1.6443041 0 1.36696256 0
1.5975 0 1.6443041 87 1.36696256 87
MEDIA (x)
x+4s x-4s
eje x
HISTOGRAMA
T.V.
LSL
OSL
x+s
x+2s
x+3s
x-s
x-2s
x-3s
X x+s
x+2s
x+3s
x-s
x-2s
x-3s
TVLSL
OSL
1.41
75
1.43
75
1.45
75
1.47
75
1.49
75
1.51
75
1.53
75
1.55
75
1.57
75
1.59
75
x+4s
x-4s
0
20
40
60
80
100
120 HISTOGRAMAX
x+s
x+2s
x+3s
x-s
x-2s
x-3s
TV
LSL
OSL
eje x
x+4s
CONCLUSION
• Como se puede observar en este histograma, setomó una muestra de 300 pernos para podermedir y saber si están dentro del rango dado pornuestro cliente, y al hacerlo se dio en cuenta quetenemos 4.17 sigmas, lo que significa quetenemos una buena calidad porque estamoscumpliendo con las especificaciones y rangosdados por el cliente. Pero aun así no alcanzamosla excelencia en la calidad de nuestro trabajo, a locual solo se puede decir que somos buenos yaque la mayor parte de nuestra muestra está muycerca de las especificaciones dadas.
X Y
360
0.02333333 8.4
0.06333333 22.8
0.12333333 44.4
0.19 68.4
0.24 86.4
0.18 64.8
0.12 43.2
0.03333333 12
0.02666667 9.6
CIRCULAR
8.4
22.844.4
68.4
86.4
64.8
43.2
12 9.6
CIRCULAR
0.023333333
0.063333333
0.123333333
0.19
0.24
0.18
0.12
0.033333333
0.026666667
X Y
0.02333333 1
0.08666667 2
0.21 3
0.4 4
0.64 5
0.82 6
0.94 7
0.97333333 8
1 9
POLIGONOS
0.0
23
33
33
33
0.0
86
66
66
67
0.2
1
0.4
0.6
4
0.8
2 0.9
4
0.9
73
33
33
33
1
0
0.2
0.4
0.6
0.8
1
1.2
1 2 3 4 5 6 7 8 9
POLIGONOS
POLIGONOS
X Y
1.4275 3
1.4275 7
X Y
1.4475 3
1.4475 7
X Y
1.4275 5
1.4475 5
X Y
1.4875 3
1.4875 7
X Y
1.5675 3
1.5675 7 x y
1.4275 2
1.4475 2
X Y 1.4875 2
1.4475 7 1.5675 2
1.5675 7 1.5875 2
X Y
1.4475 3
1.5675 3
X Y
1.5875 3
1.5875 7
X Y
1.5675 5
1.5875 5
LIMITE SUPERIOR
LINEA 4
LINEA 3
cajas y bigotes
LINEA 2
LINEA 1
CUARIL 2
CUARTIL 3
CUARTIL 1
LIMITE INF
1.42
75
1.44
75
1.48
75
1.56
75
1.58
75
0
1
2
3
4
5
6
7
8
1.4000 1.4500 1.5000 1.5500 1.6000
LIM INF
CUART 1
LINEA 1
CUART 2
CUART 3
LINEA 2
LINEA 3
LIM SUP
LINEA 4
cajas y bigotes