-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
1/129
HERRAMIENTAS CAE
CASOS PRCTICOS
Diseo, rediseo y optimizacinasistidos por
C-MOLD Y MOLDFLOW
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
2/129
UTILIZACIN DE HERRAMIENTAS CAEUTILIZACIN DE HERRAMIENTAS CAE
Antes de los 80: lpiz y papel
Diseo y clculo de componentes y estructuras simples Plazos de
ejecucin elevados Tolerancias de fabricacin groseras Imposibilidad
de realizar diseos complicados o de realizar
nuevos estudios sobre componentes de manera rentable:
fatiga,crash-tests, reologa, etc.
Dcada de los 80: primeros programas CAD/CAE Inicialmente slo
para dibujar , y clculos estructurales
sencillos (lineales) Nuevas necesidades:
Integracin entre diseo, clculo y fabricacinDisminucin de los
plazos de ejecucinDiseos complicados de los componentesFiabilidad
de los clculos realizadosFcil manejo del softwareMayor potencia
hardware
Estas premisas generan aparicin paquetes software CAD/CAM
Primeros programas CAE
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
3/129
Herramientas CAE (Computer Aided Engineering /Herramientas CAE
(Computer Aided Engineering /
Ingeniera Asistida por Ordenador)Ingeniera Asistida por
Ordenador)
Integracin de varios procesos de creacin de componentes
oestructuras en cualquier tipo de industria (aeronutica,automocin,
domstica, plsticos, etc.): diseo, clculo (lineal, nolineal, fatiga,
impacto, reologa), fabricacin, gestin de la
produccin, etc.Para la integracin de gran parte de los procesos
es necesario la
utilizacin de modelos FEM (Finite Element Model/Modelo de
Elementos Finitos)FEM: discretizacin del continuo. Pasamos de un
modelo real ycontinuo a su equivalente discretizado (compuesto por
nodos yelementos)
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
4/129
Con la generacin de la malla de elementos finitos, a partir
de
nuestro diseo previo 3D, podemos realizar cualquier tipo
deanlisis: clculo estuctural, fatiga, crash, reologa, etc.
Muy importante: saber de dnde partimos (cual es nuestro
diseoprevio), a dnde queremos llegar (objeto del anlisis), y
cmo
vamos a llegar (tipo de anlisis, condiciones de
contorno,software empleado).Tambin muy importante: es rentable la
utilizacin de estas
herramientas para la creacin de nuestro componente?Importante
inversin en licencias software, mquinas, y sobre
todo, personal cualificado. Si no es posible, se precisa de
lasubcontratacin
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
5/129
PROBLEMAS HABITUALES DE HERRAMIENTAS CAEPROBLEMAS HABITUALES DE
HERRAMIENTAS CAE::
Diseos CAD deficientes (por formato, por imposibilidad
defabricacin real, volmenes no cerrados, interferencias)
Mala utilizacin del software de clculo: solver
inadecuado,condiciones de contorno mal aplicadas, especificaciones
delmaterial incorrectas, mallado deficiente
Interpretacin de los resultados: es la parte ms importante.
Noslo basta con realizar correctamente el preproceso, sinosaber qu
significan los resultados que hemos obtenido. Esta
parte es la de mayor valor aadido . Es necesario una
interpretacin correcta y fiable de los resultados, ya que de
locontrario, podemos obtener conclusiones catastrficas.
Distintos tipos de software CAEDistintos tipos de software CAE::
CATIA,ABAQUS, ProEngineer,I-DEAS,ANSYS, Moldflow
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
6/129
REQUISITOS DE USO DE HERRAMIENTAS CAE:REQUISITOS DE USO DE
HERRAMIENTAS CAE:
Mallado del modelo. Realizacin correcta de la malla,adecundose
al modelo previo obtenido de diseo. Formatos de transferencia
compatibles Discusin sobre el tipo de malla: 2D (planos medios) o
3D Mallado teniendo en cuenta las condiciones de contorno
Tamao de elemento de malla adecuado: Muy grosero: resultados
poco fiables o incongruentes Muy fino: posibilidad de no
convergencia en los anlisis y
tiempo de clculo demasiado elevadoCondiciones de contorno.
Parte muy importante en el proceso de creacin de la malla, yaque
los resultados pueden variar considerablemente.Es necesario conocer
muy bien los condicionantes de nuestroanlisis (tipo de anlisis a
realizar, existencia de contactos, tipo
de material, no linealidades, etc.)
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
7/129
Materiales.Muy importante tener bien definido el material de
nuestro
componente, sobre todo en anlisis no lineales por
material.Existencia de amplias bases de datos de
materiales(Moldflow, p. ej.)
Realizacin del anlisis.Tipo de anlisis: estructural, no lineal,
fatiga, reologa, etc.
Resultados a obtener: tensiones, deformaciones,
contraccinvolumtrica, modos propiosObtencin de resultados.
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
8/129
CASOS PRCTICOSCASOS PRCTICOS
Rediseo del molde y optimizacin del proceso de inyeccin dela
pieza de agarre de un panel solar
Diseo de piezas de fijacin dental y desarrollo del proceso
deinyeccin
Estudio de las grietas que aparecen en el soporte de maletero
deun avin comercial
Eliminacin del alabeo y mejora de la dimensionalidad de
unaforador
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
9/129
MetodologadetrabajoMetodologadetrabajo
Simulacin con las condiciones de fabricacin actuales:
diseooriginal
Resolucin de los problemas teniendo en cuenta las
restriccionesimpuestas: solucin de empresa
Resolucin sin restricciones: solucin ingenieril
Comparacin de la solucin propuesta con los resultados reales(si
es posible)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
10/129
MetodologadetrabajoMetodologadetrabajo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Pasos a seguir:
1.Geometra de la pieza
3. Condiciones de proceso y refrigeracin
2.
Mallado de la pieza
4. Simulacin 5.Resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
11/129
Caso 1: Rediseodel molde y optimizacindelprocesoCaso 1:
Rediseodel molde y
optimizacindelprocesodeinyeccindelapiezadeagarrede
unpanelsolardeinyeccindelapiezadeagarrede unpanelsolar
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
12/129
Caso 1: Rediseodel molde y optimizacindelprocesoCaso 1:
Rediseodel molde y
optimizacindelprocesodeinyeccindelapiezadeagarrede
unpanelsolardeinyeccindelapiezadeagarrede unpanelsolar
Objetivos: eliminacin de defectos de calidad surgidos tras
elproceso de inyeccin de la pieza. Empresa colaboradora:Aries(para
BP Solar)
Problemtica: rechupes en distintas zonas de la pieza. Problemas
secundarios (fabricacin):
alto tiempo de ciclo
Alta presin de inyeccin y fuerza de cierre necesarias
Material sobrante y necesidad de operaciones posteriores
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
13/129
Caso 1: piezadeagarrede unpanelsolarCaso 1: piezadeagarrede
unpanelsolar
Detalles de la pieza:
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Enganche
Esquina
superior
Esquinainferior
Zona deatornillamiento
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
14/129
Caso 1: piezadeagarrede unpanelsolarCaso 1: piezadeagarrede
unpanelsolar
Localizacin de los rechupes
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
15/129
DiseooriginalDiseooriginal
Geometra completa
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
16/129
DiseooriginalDiseooriginal
Detalles
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Enganche Esquina superior (e =7,5 mm)
Esquina inferior (e =7,5 mm) Zona de atornillamiento(e =7,5
mm)
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
17/129
DiseooriginalDiseooriginal
Sistema de alimentacin
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
18/129
DiseooriginalDiseooriginal
Mallado (por topologas)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
19/129
DiseooriginalDiseooriginal
Materiales y mquina Resina: PC Lexan 943A
Molde: Acero P-20
Refrigerante:Agua (T = 20 C)
Mquina: Battenfeld BA-T1800/10000 Fuerza de cierre = 1983
Ton
Capacidad de inyeccin = 4556 cm3
Mxima presin de inyeccin = 220 MPa
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
20/129
DiseooriginalDiseooriginal
Parmetros de proceso
temperatura del polmero a la entrada = 310 C temperatura del
molde = 80 C
temperatura de expulsin = 135 C
tiempo de apertura y cierre del molde = 10 s
tiempo de llenado = 2 s tiempo de mantenimiento = 1,5 s
tiempo de ciclo = 50 s
perfil de velocidad del husillo:
dos velocidades: 90 y 50 %
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
21/129
Diseooriginal: resultadosDiseooriginal: resultados
Avance del frente de flujo (t = 2 s)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
22/129
Diseooriginal: resultadosDiseooriginal: resultados
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
23/129
Diseooriginal: resultadosDiseooriginal: resultados
Contraccin volumtrica: zonas problemticas
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Contraccin mx. = 9,5 %
Contraccin mx. = 9,5 %
Contraccin mx. = 8,8 %
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
24/129
Diseooriginal: resultadosDiseooriginal: resultados
Lneas de unin y soldadura
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Lneas de unin Lneas de soldadura
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
25/129
Diseooriginal: resultadosDiseooriginal: resultados
Aires atrapados
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
26/129
Diseooriginal: resultadosDiseooriginal: resultados
Resultados importantes a considerar:
Presin de entrada mxima = 115,8 MPa
Fuerza de cierre mxima = 1356 Ton
Tiempo de ciclo = 50 s
Peso total de la pieza = 830,1 g
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
27/129
SolucindeempresaSolucindeempresa
Restricciones impuestas por la empresa
Imposibilidad de cambiar de resina
Pocas posibilidades de modificar el molde
Utilizacin de la mquina de inyeccin del diseo original
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
28/129
SolucindeempresaSolucindeempresa
Vaciado de zonas problemticas
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Parte delantera de una esquina Parte posterior de una
esquina
e =3 mm
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
29/129
SolucindeempresaSolucindeempresa
Mallado progresivo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
30/129
SolucindeempresaSolucindeempresa
Parmetros modificados Optimizacin del tiempo de proceso
tiempo de llenado = 2,45 s
tiempo de mantenimiento = 10 s
tiempo de apertura y cierre del molde = 7s
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
31/129
Solucindeempresa: resultadosSolucindeempresa: resultados
Avance del frente de flujo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
32/129
Solucindeempresa: resultadosSolucindeempresa: resultados
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
33/129
Solucindeempresa: resultadosSolucindeempresa: resultados
Contraccin volumtrica: zonas problemticas
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucin de empresa Diseo original
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
34/129
Solucindeempresa: resultadosSolucindeempresa: resultados
Resultados importantes a considerar: Presin de entrada mxima =
117,47 MPa
Fuerza de cierre mxima = 1335,3 Ton
Tiempo de ciclo = 35,45 s
Peso total de la pieza = 834,73 g
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
35/129
SoluciningenierilSoluciningenieril
Modificaciones en el diseo del modelo
Uso de sistema de aportacin caliente y aumento del nmero
depuntos inyeccin
Aumento de la seccin transversal de los nervios diagonales
Modificacin de la geometra de refrigeracin (simetra)
Modificacin de los parmetros:
tiempo de llenado = 1,61 s
tiempo de mantenimiento = 10 s
Variacin del perfil de velocidad del husillo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
36/129
SoluciningenierilSoluciningenieril
Nueva geometra de inyeccin y de refrigeracin
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
37/129
SoluciningenierilSoluciningenieril
Perfil de velocidades del husillo recomendada por el
programa
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucin ingenieril Diseo original
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
38/129
Soluciningenieril: resultadosSoluciningenieril: resultados
Avance del frente de flujo (t = 1,7 s)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
39/129
Soluciningenieril: resultadosSoluciningenieril: resultados
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
40/129
Soluciningenieril: resultadosSoluciningenieril: resultados
Contraccin volumtrica: zonas problemticas
Solucin ingenieril Solucin de empresa
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
41/129
Soluciningenieril: resultadosSoluciningenieril: resultados
Lneas de unin y soldadura
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Lneas de unin Lneas de soldadura
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
42/129
Soluciningenieril: resultadosSoluciningenieril: resultados
Resultados importantes a considerar:
Presin de entrada mxima = 61,96 MPa
Fuerza de cierre mxima = 948,53 Ton
Tiempo de ciclo = 34,61 s Peso total de la pieza = 842,51 g
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
43/129
AnlisisdecostesAnlisisdecostes
Anlisis de costes
Diseo original: 848 pts
Solucin de empresa: 848 pts
Solucin ingenieril: 861 pts
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
44/129
Caso 1: conclusiones (I)Caso 1: conclusiones (I)
Contraccin volumtrica: Rechupes
diferencias de contraccin entre zonas adyacentes contraccin mx.
> 6,5 - 7 %
espesor > 5 mm
Marcas de rechupado
Vaciado de las zonas problemticas para reducir el espesor
Aumento del tiempo de presin de mantenimiento (de 1,5 s a 10 s)
Aumento de la seccin de paso de los nervios diagonales
Uso de sistema de aportacin caliente (no encarece
excesivamente
la pieza y en cambio mejora mucho la calidad de sta)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
45/129
Caso 1: conclusiones (II)Caso 1: conclusiones (II)
Tiempo de ciclo Acortar la fase de enfriamiento (de 38 a 26
s)
Presin de entrada y fuerza de cierre mximas Uso de sistema de
aportacin caliente y aumento del n de
puntos de inyeccin
Variacin del perfil de velocidad del husillo Aumento de la
seccin transversal de los nervios diagonales
Material sobrante y necesidad de operaciones posteriores Uso de
sistema de aportacin caliente
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
46/129
Caso 1: conclusiones (III)Caso 1: conclusiones (III)
Tabla comparativa entre diseo original (Fase 1), solucin de
empresa(Fase 2) e ingenieril (Fase 3)
DISEO FASE 1 DISEO FASE 2 DISEO FASE 3
Contraccin volumtrica (%) 2 9,5 2 6,5 2,2 5
Peso final de la pieza (g) 830,09 834,73 842,51
Tiempo de ciclo (s) 50 35,45 34,61
Presin de inyeccin mx. 115,5 117,47 61,96
Fuerza de cierremx. (Ton) 1335,7 1335,4 948,53
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
FIN CASO 1FIN CASO 1
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
47/129
Caso 2: Diseodepiezasde fijacindental yCaso 2: Diseodepiezasde
fijacindental
ydesarrollodelprocesodeinyeccindesarrollodelprocesodeinyeccin
Objetivos:
Sustitucin de acero por material plstico (Polisulfona)
Diseo de los brackets plsticos
Localizacin ptima de la puerta Diseo del molde
Optimizacin del proceso de inyeccin
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
48/129
Caso 2: Diseodepiezasde fijacindental yCaso 2: Diseodepiezasde
fijacindental
ydesarrollodelprocesodeinyeccindesarrollodelprocesodeinyeccin
Euroortodoncia S.L. Fbrica deproductos de ortodoncia. Piezasde
fijacin dental o brackets
Dimensiones mximas:ancho = 3,2 mmespesor = 2,5 mmaltura = 2,3
mm
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
49/129
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
50/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Modelo 1: localizacin de la puerta perpendicular a la parte
lateral delbracket
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
51/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Modelo 2: localizacin de la puerta perpendicular a la parte
posteriordel bracket
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
52/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Modelo 3: localizacin de la puerta perpendicular a la base del
slotdel bracket
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
53/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Tamao de la malla en los tres modelos: 0,07 mm Relacin de
deformacin menor que 3 contraccin/deformacin
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
54/129
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
55/129
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
56/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Orientacin de fibras en el modelo 1
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
57/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Orientacin de fibras en el modelo 2
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
58/129
LocalizacinptimadelapuertaLocalizacinptimadelapuerta
Orientacin de fibras en el modelo 3
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
59/129
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
60/129
Diseodel moldeDiseodel molde
MODELO EN ROSETA CON REFRIGERACIN
Sistema equilibrado Tamao de la malla utilizado: 0,2 mm; relacin
de deformacin
menor que 3
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
61/129
Diseodel moldeDiseodel molde
OPTIMIZACIN DEL MODELO EN ROSETA Material inyectado: polisulfona
y polisulfona GF 30
Condiciones de proceso:
Tiempo de llenado: 1,14 s
Presin de inyeccin: 92,3 Mpa Fluido atemperante: aceite
Temperatura fluido atemperante: 135 C
Caudal fluido atemperante: 45 l/min
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
62/129
Modeloenroseta: resultadosModeloenroseta: resultados
Aires atarpados
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
63/129
Modeloenroseta: resultadosModeloenroseta: resultados
Desplazamiento total (Polisulfona sin reforzar): del orden
de0,02 mm
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
64/129
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
65/129
Modeloenroseta: conclusiones (I)Modeloenroseta: conclusiones
(I)
H
a sido posible encontrar un material adecuado para la aplicacin
PSU y PSU 30 % GF
Aumento de las dimensiones de los brackets plsticos,modificacin
de la retencin
Localizacin ptima de la puerta en el centro de la parte
posteriorde los brackets
Resulta recomendable utilizar canales fros de alimentacin
pararealizar un molde familiar
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
66/129
Modeloenroseta: conclusiones (II)Modeloenroseta: conclusiones
(II)
El molde se disea con un sistema en roseta para el juego de
20brackets. Se utilizan dos patines radiales en cada bracket
Diseo ptimo modelo en roseta con sistema de refrigeracinpara
atemperar el molde a 135 C: disminuyen las deformacionesmximas
hasta valores de 0,02 mm
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
F
IN CASO 2F
IN CASO 2
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
67/129
Caso 3: Estudiodelasgrietasen unsoportedeCaso 3:
Estudiodelasgrietasen unsoportedemaleterode
unavincomercialmaleterode unavincomercial
Soporte del maletero de un avin comercial fabricado enpoliamida
6/6 GF 35
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
68/129
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
69/129
Caso 3: Estudiodelasgrietasen unsoportedeCaso 3:
Estudiodelasgrietasen unsoportedemaleterode
unavincomercialmaleterode unavincomercial
Objetivos: evitar la presencia de grietas en el ala interior del
arco
Posibles causas:
Fujo vacilante de llenado
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Zona de grietas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
70/129
Caso 3: Estudiodegrietasen unsoportedeCaso 3: Estudiodegrietasen
unsoportedemaleterode unavincomercialmaleterode unavincomercial
Flujo vacilante de llenado
Causa: Orificio de entrada muy pequeo (lmina) a espacioamplio, y
baja viscosidad del polmero
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
71/129
Diseo originalDiseo original
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
72/129
DiseooriginalDiseooriginal
Geometra de refrigeracin:
Dimetro de los canales: 8 mm Distancia de los canales a la base:
28 mm
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseo originalDiseo original
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
73/129
DiseooriginalDiseooriginal
Geometra de inyeccin:
Una entrada de inyeccin (pelcula)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseo originalDiseo original
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
74/129
Parmetros de proceso (I):
Material a inyectar: PA 6/6 ULTRAMID A3X2G
7 Material del molde: Acero P-20
Mquina de inyeccin: Engel 400
Temperatura del polmero a la entrada: 290 C
Perfil de velocidades:
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
DiseooriginalDiseooriginal
Perfil de Velocidad
0
2
4
6
8
10
0 50 100 150
Carrera ( )
Ve
locidad
de
inye
cci
n(
/s)
Diseo originalDiseo original
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
75/129
Parmetros de proceso (II):
Conmutacin de llenado a postpresin: 87 % Presin de
mantenimiento: 6,5 MPa
Tiempo de presin de mantenimiento: 4 s
Tiempo de enfriamiento: 30 s
Tiempo de apertura y cierre del molde: 9 s Fluido
atemperante:Aceite
Temperatura del fluido atemperante: 90 C
Caudal del fluido refrigerante: 25 L/min
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
DiseooriginalDiseooriginal
Diseo original: resultadosDiseo original: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
76/129
Avance del frente de flujo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseooriginal: resultadosDiseooriginal: resultados
Diseo original: resultadosDiseo original: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
77/129
Contraccin volumtrica
Ala interior: 10,5-11,7 % Resto pieza: 9,7- 10,7 %
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseooriginal: resultadosDiseooriginal: resultados
Diseo original: resultadosDiseo original: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
78/129
Temperatura del polmero en el llenado
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseooriginal: resultadosDiseooriginal: resultados
Solucin de empresaSolucin de empresa
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
79/129
Restricciones impuestas por la empresa
Imposibilidad de cambiar de material, geometra de pieza,
derefrigeracin y de inyeccin
Mquina ENGEL 400
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
SolucindeempresaSolucindeempresa
Solucin de empresaSolucin de empresa
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
80/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
SolucindeempresaSolucindeempresa
Perfil de velocidades
0
2
4
68
10
0 50 100 150
Carrera (mm)
Velocidad(m
m/s)
Modificacin de parmetros de proceso (I)
Temperatura del polmero a la entrada: 265 C Perfil de
velocidades
Solucin de empresaSolucin de empresa
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
81/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
SolucindeempresaSolucindeempresa
Modificacin de parmetros de proceso (II)
Conmutacin de llenado a postpresin: 97 % Tiempo de presin de
mantenimiento: 30 s
Tiempo de enfriamiento: 50 s
Temperatura del fluido atemperante: 120 C
Caudal del fluido refrigerante: 50 L/min
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
82/129
Solucin de empresa: resultadosSolucin de empresa: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
83/129
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeempresa: resultadosSolucindeempresa: resultados
Ala interior:4,7-6,2 %
Resto pieza:
4,8-5,4 %
Solucin de empresa: resultadosSolucin de empresa: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
84/129
Temperatura del polmero al final del llenado y lneas de unin
ysoldadura
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeempresa: resultadosSolucindeempresa: resultados
Solucin ingenierilSolucin ingenieril
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
85/129
Modificaciones: Geometra de refigeracin: eliminacin del canal
interior
Geometra de inyeccin: dos o tres entradas
Modificacin de algunas condiciones de proceso
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
SoluciningenierilSoluciningenieril
Solucin ingenieril: tres entradasSolucin ingenieril: tres
entradas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
86/129
Tres entradas llenado equilibrado
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Soluciningenieril: tresentradasSoluciningenieril:
tresentradas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
87/129
Solucin ingenieril (3 ent): resultadosSolucin ingenieril (3
ent): resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
88/129
Avance del frente de flujo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Soluciningenieril (3 ent): resultadosSoluciningenieril (3 ent):
resultados
Solucin ingenieril (3 ent): resultadosSolucin ingenieril (3
ent): resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
89/129
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Soluciningenieril (3 ent): resultadosSoluciningenieril (3 ent):
resultados
Ala interior:4,7- 6,6 %
Resto pieza:
4,5- 5,3 %
Solucin ingenieril (3 ent): resultadosSolucin ingenieril (3
ent): resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
90/129
Temperatura del polmero al final del llenado y lneas de unin
y
soldadura
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Soluciningenieril (3 ent): resultadosSoluciningenieril (3 ent):
resultados
Soluciningenieril: dosentradasSoluciningenieril: dosentradas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
91/129
Dos entradas Llenado equilibrado
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
So uc ge e dos e t adasSo uc ge e dos e t adas
Soluciningenieril: dosentradasSoluciningenieril: dosentradas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
92/129
Modificacin de condiciones de proceso
Temperatura de inyeccin: 265 C Posibilidad de eliminar canal
interior de atemperamiento
Perfil de velocidades
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
gg
Perfil de velocidades
02
4
6
8
10
0 50 100 150
Carrera (mm)
Velocidad(mm/s)
Soluciningenieril (2 ent): resultadosSoluciningenieril (2 ent):
resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
93/129
Avance del frente de flujo
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
g ( )g ( )
Soluciningenieril (2 ent): resultadosSoluciningenieril (2 ent):
resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
94/129
Contraccin volumtrica
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
g ( )g ( )
Ala interior:4,9-5,1 %
Resto pieza:
4,9-5,6 %
Soluciningenieril (2 ent): resultadosSoluciningenieril (2 ent):
resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
95/129
Temperatura del fundido al final del llenado y lneas de unin
y soldadura
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
g ( )g ( )
Caso 3: conclusiones (I)Caso 3: conclusiones (I)
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
96/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
( )( )
Nmero de entradas: 1
Temperatura de inyeccin: 290 C Variacin de la conmutacin de
llenado:87 %
Tiempo de mantenimiento: 4 s
Tiempo de refrigeracin: 30 s Caudal del
refrigerante-atemperante:25 L/min
Temperatura del refrigerante-atemperante:
90 C
2 entradas
265 C
97 %30 s
50 s
50 L/min
120 C
Caso 3: conclusiones (II)Caso 3: conclusiones (II)
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
97/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
( )( )
COMPARATIVA DE MODELOS
Diseooriginal Solucin deempresa Soluciningenieril
(tresentradas)Soluciningenieril (dosentradas)
Presin mx.de entrada 64,9 Mpa 64,9 MPa 64,9 MPa 64,9 MPa
t de llenado 1,5 s 1,8 s 1,6 s 1,6 s
Peso total 660 g 688,4 g 693,4 g 686 gMx. fuerzade cierre 620
Ton 560 Ton 610 Ton 550 Ton
t de ciclo 44,3 s 90,5 s 90,3 s 90,3 sContrac.Vol.
del ala int.
10,5-11,7
% 4,7-6,2 % 4,7-6,6 % 4,9-5,1 %T mx. 296 C 273 C 285 C 269 C
FIN CASO 3FIN CASO 3
C 4 Eli i i d l l b j d lC 4 Eli i i d l l b j d l
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
98/129
Fabricado en PA 6/10 GF50
Situado en el estabilizador decola de un avin comercial
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Caso 4: Eliminacindelalabeo y mejoradelaCaso 4:
Eliminacindelalabeo y mejoradeladimensionalidadde
unaforadordimensionalidadde unaforador
C 4 Eli i i d l l b j d lC 4 Eli i i d l l b j d l
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
99/129
Objetivos:
Eliminacin del alabeo
Eliminacin de rechupes
Minimizacin de otros problemas
Comparacin simulacin numrica vs pieza real
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Caso 4: Eliminacindelalabeo y mejoradelaCaso 4:
Eliminacindelalabeo y mejoradeladimensionalidadde
unaforadordimensionalidadde unaforador
C 4 Eli i i d l l b j d lC 4 Eli i i d l l b j d l
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
100/129
Causas a estudiar para solucionar los problemas de la pieza:
Presin y tiempo de mantenimiento
Geometra y condiciones de refrigeracin
Perfil de velocidades de inyeccin
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Caso 4: Eliminacindelalabeo y mejoradelaCaso 4:
Eliminacindelalabeo y mejoradeladimensionalidadde
unaforadordimensionalidadde unaforador
DiseooriginalDiseooriginal
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
101/129
Mallado de la geometra:
2429 nodos
4052 elementos triangulares (294 elementos 1D)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
gg
DiseooriginalDiseooriginal
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
102/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
gg Geometra de refrigeracin:
Canales de 8 mm de dimetro
Cuatro canales por cada cara del molde (no existe
simetrarespecto del plano XY
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
DiseooriginalDiseooriginal
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
103/129
Materiales y parmetros de proceso (I):
Resina: poliamida 6/10 GF50 (LNP Thermocomp QF 100-10) Molde:
acero P-20
Fluido refrigerante: aceite
Temperatura del fluido refrigerante: 95 C
Caudal del fluido refrigerante: 25 L/min Mquina de inyeccin:
ENGEL 175
Temperatura del polmero a la entrada: 270 C
Peso de la inyectada: 155 g
Velocidad de inyeccin: constante de 20 mm/s Tiempo de inyeccin:
4,2 s
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
gg
DiseooriginalDiseooriginal
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
104/129
Materiales y parmetros de proceso (II):
Carrera de inyeccin: 84 mm Presin mxima de inyeccin: 175 Mpa
Cambio a control por presin: 96,4 % del volumen de inyeccin
Presin de mantenimiento: 70 MPa (cte.)
Tiempo de mantenimiento: 9 s Fuerza mxima de cierre : 175
Ton
Tiempo de enfriamiento: 40 s
Tiempo de apertura y expulsin: 10 s
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
gg
Diseooriginal: resultadosDiseooriginal: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
105/129
Desplazamiento total
1,25 mm en partes superior e inferior de la base
0,6 mm en los laterales de la base
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
gg
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
106/129
Diseooriginal: resultadosDiseooriginal: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
107/129
Contraccin volumtrica final
9,8 % en partes superior e inferior de la base, y 9,5 % en
elresto de la misma
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseooriginal: resultadosDiseooriginal: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
108/129
Temperatura del fundido al final del llenado
Gran diferencia de temperaturas entre las distintas zonas de
la
pieza al acabar la inyeccin (222-273 C)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseooriginal: resultadosDiseooriginal: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
109/129
Aires atrapados
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Diseooriginal: resultadosDiseooriginal: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
110/129
Lneas de unin y soldadura
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Caso 4: restriccionesimpuestasporlaempresaCaso 4:
restriccionesimpuestasporlaempresa
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
111/129
Imposibilidad de modificar la geometra de la pieza Imposibilidad
de modificar el molde y la geometra de refrigeracin
Utilizacin de los medios existentes en la empresa
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
SolucindeempresaSolucindeempresa
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
112/129
Modificacin de los parmetros de proceso:
Temperatura del fluido refrigerante: 135 C Caudal del fluido
refrigerante: 50 L/min
Mquina de inyeccin: Engel 400
Velocidad de inyeccin: perfil de velocidades recomendado
Presin mxima de inyeccin: 180 Mpa Presin de mantenimiento: 170
MPa (cte.)
Tiempo de mantenimiento: 30 s
Fuerza de cierre mxima: 400 Ton
Tiempo de enfriamiento: 50 s Tiempo de apertura y expulsin: 10
s
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeempresa: resultadosSolucindeempresa: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
113/129
Desplazamiento total
0,3-0,35 mm en partes superior e inferior de la base 0,1 mm en
los laterales de la base
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeempresa: resultadosSolucindeempresa: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
114/129
Contraccin volumtrica final
V
alores mximos de 3,5-3,9 % en la base de la pieza
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeempresa: resultadosSolucindeempresa: resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
115/129
Temperatura del fundido al final del llenado
Disminucin de la diferencia de temperatura entre las
distintaszona de la pieza: 266-278 C
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
SolucindeingenierilSolucindeingenieril
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
116/129
Modificacin de la geometra de refrigeracin (recomendada porel
programa)
Mismos parmetros de proceso que en solucin de empresa
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeingenieril: resultadosSolucindeingenieril:
resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
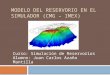
117/129
Desplazamiento total
0,3-0,33 mm en las zonas superior e inferior de la base 0,08-0,1
mm en los laterales de la base
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Solucindeingenieril: resultadosSolucindeingenieril:
resultados
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
118/129
Contraccin volumtrica final
3,3-3,5 % en la base
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Caso 4: tablacomparativaCaso 4: tablacomparativa
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
119/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Parmetro M. original M. optimiz. M. o. refrig
Despl. mx. 0,61,25 mm 0,1 0,3 mm 0,08-0,3 mmt. ciclo 60 s 91 s
91 s
t. llenado 2,5 s 0,5 s 0,5 s
P. iny. mx. 33,6 MPa 53 MPa 53 MPaF. cierre 128 Ton 325 Ton 325
Ton
Rango T iny. 221-273 C 266-278 C 266-278 C
Contrac. mx 9,8 % 3,9 % 3,5 %
Contrac. mn 2,6 % 0,56 % 0,51 %
Peso final 145,8 g 155,3 g 155,3 g
ComparacinsimulacinvspiezasinyectadasComparacinsimulacinvspiezasinyectadas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
120/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Realizacin de las
medidas Medidas de
desplazamientosrealizadas en los
puntos indicados en eldibujo
Disponibilidad de dosmquinas: ENGEL 125
y ENGEL 175
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
ComparacinsimulacinvspiezasinyectadasComparacinsimulacinvspiezasinyectadas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
121/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Inyeccin en la mquina ENGEL 125
No se puede llegar a las condiciones propuestas: Fuerza de
cierre limitada: F = 125 Ton
Presin de mantenimiento: P = 100 MPa
Tiempo de mantenimiento: t = 10 s
Velocidad de inyeccin: v = 65 mm/s (cte.) Caudal de fluido
refrigerante:Q = 25 L/min
Temperatura refrigerante: T = 90 C
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Inyeccinenla mquina ENGEL 125Inyeccinenla mquina ENGEL 125
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
122/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Desplazamiento total
0,6 mm en laterales de la base 1,08 mm en extremos superior e
inferior
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Inyeccinenla mquina ENGEL 125Inyeccinenla mquina ENGEL 125
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
123/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Comparacin de desplazamientos con la pieza real (eje a)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Desplazamiento en el eje a
-0,2
-0,1
0
0,1
0,2
0,
0,
0,5
0,6
0,7
0,8
0 20
0 60 80 100 120 1
0 160
Distancia a la base de la p ieza (mm)
---Pieza real
---Simulacin
Inyeccinenla mquina ENGEL 125Inyeccinenla mquina ENGEL 125
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
124/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Comparacin de desplazamientos con la pieza real (eje b)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Des z m e os e e eje b
2
1
1
2
5
2 1 12 1 1
D s b se de ez mm
Des
z
m
e
oe
os
o
s
m
dose
ez
mm
---Pieza real
---Simulacin
ComparacinsimulacinvspiezasinyectadasComparacinsimulacinvspiezasinyectadas
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
125/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Inyeccin en la mquina ENGEL 175
Se sigue sin llegar a las condiciones propuestas, pero sonms
aproximadas: Fuerza de cierre F = 175 Tonf
Presin de mantenimiento P = 95 MPa
Tiempo de mantenimiento t = 30 s Caudal de fluido refrigerante Q
= 25 L/min
Temperatura refrigerante T = 90 C
Perfil de velocidades:
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Inyeccinenla mquina ENGEL 1 5Inyeccinenla mquina ENGEL 1 5
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
126/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Desplazamiento total
0,4 mm en los laterales de la base 0,87 mm en extremos superior
e inferior de la base
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Inyeccinenla mquina ENGEL 1 5Inyeccinenla mquina ENGEL 1 5
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
127/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
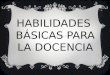
Comparacin de desplazamientos con la pieza real (eje a)
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Despl z ien os en el e e
,
- ,1
,1
,
,
,
,5
,
,
1 1 1 1
D is n i l se
Inyeccinenla mquina ENGEL 1 5Inyeccinenla mquina ENGEL 1 5
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
128/129
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Comparacin de desplazamientos con la pieza real (eje b )
Curso Moldflow 3.0: casos prcticos resueltos con C-MOLD
Despl mientosenel eje
,2
,1
,1
,2
,3,4
,5
5 1 15Distanciaa la ase mm
ConclusionesConclusiones
-
8/6/2019 PRESENTACIN DOCENCIA SIMULACION
129/129
Aumentar presin y tiempo de mantenimiento Introducir un perfil
de velocidades de inyeccin ptimo Modificar los parmetros del fluido
refrigerante Utilizar la mquina disponible de mayor tamao
Aumento del tiempo de ciclo (de 60 a 91 s) Similitud de
resultados entre pieza real y modelo simulado:
validez de programas de simulacin numrica
FIN CASO 4FIN CASO 4