Embed Size (px)
Citation preview

Procesos de manufactura IIProcesos de manufactura II
METROLOGÍAMETROLOGÍA
Ing. Luis SchiavinoIng. Luis Schiavino
Procesos de manufactura IIProcesos de manufactura II
CONTENIDOCONTENIDO
Metrología. DefiniciónMetrología. Definición
Metrología. ImportanciaMetrología. Importancia
Metrología. ClasificaciónMetrología. Clasificación
Metrología. SimbolismoMetrología. Simbolismo
Normas. FinalidadNormas. Finalidad
Procesos de manufactura IIProcesos de manufactura II
CONTENIDOCONTENIDO
Tolerancia. DefiniciónTolerancia. Definición
Medición. DefiniciónMedición. Definición
Sistema internacional de unidadesSistema internacional de unidades
Errores de mediciónErrores de medición
Procesos de manufactura IIProcesos de manufactura II
METROLOGÍAMETROLOGÍA
Es la ciencia de las medidas, en su generalidad, trata Es la ciencia de las medidas, en su generalidad, trata del estudio y aplicación de todos los medios propios del estudio y aplicación de todos los medios propios para la medición de magnitudes, tales como: para la medición de magnitudes, tales como: longitudes, ángulos, masas, tiempos, velocidades, longitudes, ángulos, masas, tiempos, velocidades, potencias, temperaturas, intensidad de corriente, otros. potencias, temperaturas, intensidad de corriente, otros. También tiene como objetivo indirecto que se cumpla También tiene como objetivo indirecto que se cumpla
con la calidadcon la calidad. .
Procesos de manufactura IIProcesos de manufactura II
METROLOGÍA. IMPORTANCIAMETROLOGÍA. IMPORTANCIA La metrología permite:La metrología permite:1.1. NormalizaciónNormalización2.2. EnsayosEnsayos3.3. CertificaciónCertificación4.4. AcreditaciónAcreditación
Además permite asegurar la comparación Además permite asegurar la comparación internacional de las mediciones y por tanto, el internacional de las mediciones y por tanto, el intercambio de los productos a nivel internacional.intercambio de los productos a nivel internacional.
Procesos de manufactura IIProcesos de manufactura II
METROLOGÍA. CLASIFICACIÓNMETROLOGÍA. CLASIFICACIÓN
Metrología científicaMetrología científica
METROLOGÍA Metrología legal METROLOGÍA Metrología legal
Metrología industrial Metrología industrial
Procesos de manufactura IIProcesos de manufactura II
Metrología científica:Metrología científica:
Comprende básicamente la investigación, se Comprende básicamente la investigación, se encarga de marcar las pautas para encarga de marcar las pautas para establecer los métodos de medición de los establecer los métodos de medición de los equipos y patrones.equipos y patrones.
Procesos de manufactura IIProcesos de manufactura II
Metrología legal:Metrología legal:
Esta establece a través de organismos Esta establece a través de organismos oficiales, la implementación y oficiales, la implementación y estandarización que conduzca a la estandarización que conduzca a la uniformidad de las medidas de interés uniformidad de las medidas de interés nacional y social.nacional y social.
Procesos de manufactura IIProcesos de manufactura II
Metrología industrial:Metrología industrial:
Comprende todas las actividades de un Comprende todas las actividades de un sistema de gestión de medidas que requieran sistema de gestión de medidas que requieran las industrias para cumplir con los objetivos las industrias para cumplir con los objetivos de calidad y gestión. de calidad y gestión.
Procesos de manufactura IIProcesos de manufactura II
METROLOGÍA. SIMBOLISMOMETROLOGÍA. SIMBOLISMO
Un símbolo es la representación de un estado Un símbolo es la representación de un estado mental, ya sea puramente conceptual o mental, ya sea puramente conceptual o emocional. Es difícil imaginar lo compleja que emocional. Es difícil imaginar lo compleja que sería la vida sin el uso de símbolos. La mera sería la vida sin el uso de símbolos. La mera existencia de las palabras que ahora leemos existencia de las palabras que ahora leemos es un ejemplo de uno de los simbolismos es un ejemplo de uno de los simbolismos más significativos. más significativos.
Procesos de manufactura IIProcesos de manufactura II
NORMA. FINALIDADNORMA. FINALIDAD
Las normas nacieron para estandarizar Las normas nacieron para estandarizar productos y las diferentes pruebas que productos y las diferentes pruebas que pueden aplicarse a un producto para pueden aplicarse a un producto para garantizar ciertas características garantizar ciertas características especificadas por el fabricante. especificadas por el fabricante. Ejemplo: ISO-9000Ejemplo: ISO-9000
Procesos de manufactura IIProcesos de manufactura II
TOLERANCIA. DEFINICIÓNTOLERANCIA. DEFINICIÓN
Concepto de la metrología que se aplica a la Concepto de la metrología que se aplica a la fabricación de piezas en serie. Sea que la fabricación de piezas en serie. Sea que la magnitud fuese: dimensión, resistencia, magnitud fuese: dimensión, resistencia, peso, otras, el margen de tolerancia es el peso, otras, el margen de tolerancia es el intervalo en el que debe encontrarse dicha intervalo en el que debe encontrarse dicha magnitud para que se acepte como válida, de magnitud para que se acepte como válida, de lo contrario se rechaza dicha pieza.lo contrario se rechaza dicha pieza.
Procesos de manufactura IIProcesos de manufactura II
MEDICIÓN. DEFINICIÓNMEDICIÓN. DEFINICIÓN
Es el resultado de medir, es decir, de Es el resultado de medir, es decir, de comparar la cantidad de la magnitud que comparar la cantidad de la magnitud que queremos medir con la unidad de esa queremos medir con la unidad de esa magnitud.magnitud.
Procesos de manufactura IIProcesos de manufactura II
Las unidades deben ser:Las unidades deben ser:
• Reproducibles: Por cualquiera y no Reproducibles: Por cualquiera y no manipulables.manipulables.
• Universales y contrastables: Utilizada por Universales y contrastables: Utilizada por todos los países y accesibles para el que todos los países y accesibles para el que quiera calibrar otros patrones de medida.quiera calibrar otros patrones de medida.
Procesos de manufactura IIProcesos de manufactura II
SISTEMA INTERNACIONAL DE UNIDADESSISTEMA INTERNACIONAL DE UNIDADES Establece 7 unidades básicas con sus múltiplos y Establece 7 unidades básicas con sus múltiplos y
submúltiplos ( sistema internacional ampliada ) submúltiplos ( sistema internacional ampliada ) correspondiente a 7 magnitudes fundamentales:correspondiente a 7 magnitudes fundamentales:
LongitudLongitud MasaMasa TiempoTiempo Intensidad de corriente eléctricaIntensidad de corriente eléctrica Temperatura absolutaTemperatura absoluta Intensidad luminosaIntensidad luminosa Cantidad de materiaCantidad de materia

Procesos de manufactura IIProcesos de manufactura II
Errores sistemáticosErrores sistemáticos
Errores de medición Errores de medición
Errores accidentales o Errores accidentales o
aleatoriosaleatorios
Procesos de manufactura IIProcesos de manufactura II
ERRORES SISTEMÁTICOSERRORES SISTEMÁTICOS
Son los que se repiten constantemente y afectan al Son los que se repiten constantemente y afectan al resultado en un sólo sentido ( aumentando o resultado en un sólo sentido ( aumentando o disminuyendo la medida ).disminuyendo la medida ).
Pueden deberse a:Pueden deberse a: Mala calibración del aparatoMala calibración del aparato Uso de formulas ( teoría ) incorrecta.Uso de formulas ( teoría ) incorrecta. Manejo inadecuado del aparato de forma no Manejo inadecuado del aparato de forma no
recomendada por el fabricante.recomendada por el fabricante.
Procesos de manufactura IIProcesos de manufactura II
ERRORES ACCIDENTALES O ALEATORIOSERRORES ACCIDENTALES O ALEATORIOS
No es posible determinar su causa. Afectan al No es posible determinar su causa. Afectan al resultado y se pueden disminuir por tratamiento resultado y se pueden disminuir por tratamiento estadístico; realizando varias medidas para que las estadístico; realizando varias medidas para que las desviaciones por encima o por debajo del valor que desviaciones por encima o por debajo del valor que se supone debe ser el verdadero, se compensen. se supone debe ser el verdadero, se compensen. (Imperfección de los sentidos del observador ) (Imperfección de los sentidos del observador )
Procesos de manufactura IIProcesos de manufactura II¿QUÉ ES LA INCERTIDUMBRE DE UNA MEDICIÓN?
La incertidumbre de una medición está asociada generalmente a su calidad.La incertidumbre de una medición es la duda que existe respecto al resultadoDe dicha medición.
Usted puede pensar que las reglas graduadas están bien hechas, que los relojes y los termómetros deben ser veraces y dar resultados correctos. Sin embargo, en toda medición, aún en las más cuidadosas, existe siempre un margen de duda. En lenguaje común, esto se puede expresar como “más o menos”, por ejemplo, al comprar o vender un tramo de una tela de dos metros, “mas o menos” un centímetro.
Procesos de manufactura IIProcesos de manufactura II
“Mida tres veces, luego corte una sola vez”
Para reducir errores, conviene controlar los resultados, midiendo previamente dos o tres veces
Procesos de manufactura IIProcesos de manufactura II
EXPRESIÓN DE LA INCERTIDUMBRE DE UNA MEDICIÓN
Dado que siempre existe un margen de duda en cualquier medición, necesitamos conocer “¿cuán grande es ese margen?” Por esto se necesitan dos números para cuantificar una incertidumbre.Uno es el ancho de este margen, llamado intervalo, el otro es el nivel de confianza, el cual establece qué tan seguros estamos del “valor verdadero” dentro de ese margen.
Por ejemplo:Si decimos que la longitud de cierta barra mide 20 cm, más o menos (±) 1 centímetro, con un 95% de confianza decimos:20 cm ± 1 cm, con un nivel de confianza del 95%Esto significa que en 95 de cada 100 mediciones la longitud de la barra está comprendida entre 19 y 21 centímetros
Procesos de manufactura IIProcesos de manufactura IIERROR VERSUS INCERTIDUMBRE
Es importante diferenciar los términos error e incertidumbre.
ErrorEs la diferencia entre un valor medido y el valor convencionalmente verdadero, del objeto que se esta midiendo.
IncertidumbreEs la cuantificación de la duda que se tiene sobre el resultado de una medición.Cuando sea posible, se trata de corregir los errores conocidos por ejemplo, aplicando las correcciones indicadas en los certificados de calibración. Pero cualquier error del cual no se conozca su valor, es una fuente de incertidumbre.
Procesos de manufactura IIProcesos de manufactura II¿POR QUÉ ES IMPORTANTE LA INCERTIDUMBRE DE LA MEDICIÓN?
Usted puede interesarse en las incertidumbres de medición porque simplemente desea obtener mediciones de buena calidad y comprender los resultados. Sin embargo, hay razones mas particulares para conocer la incertidumbre de la medición.Usted puede estar haciendo mediciones como parte de:
•Una calibración, donde la incertidumbre de medición debe consignarse en el certificado;
* Un ensayo, donde la incertidumbre de medición es necesaria para determinar si el objeto cumple o no el ensayo;
* Satisfacer una tolerancia, donde usted necesita conocer la incertidumbre antes que pueda decidir cuándo satisface o no, la tolerancia establecida;
* La necesidad de leer y comprender un certificado de calibración o una especificación escrita de un ensayo o una medición.
Procesos de manufactura IIProcesos de manufactura II
DE DÓNDE PROVIENEN LOS ERRORES Y LAS INCERTIDUMBRES?Muchas cosas pueden influir en una medición, las causas pueden ser visibles o no visibles.Como las condiciones reales son diferentes a las ideales, los errores y las incertidumbres pueden provenir de:
A. El instrumento de medición, los instrumentos pueden tener errores como una tendencia a dar resultados mayores o
menores, cambios por envejecimiento, desgaste u otras derivas, mala respetabilidad, ruido en los instrumentos eléctricos, y
muchos otros problemas funcionales.
B. El objeto a ser medido, el cual puede no ser estable, imagine un cubo de hielo en una habitación a temperatura ambiente.
C. El proceso de medición, la medición en si misma puede ser difícil de hacer. Por ejemplo, pesar un animal vivo y pequeño de laboratorio presenta grandes dificultades si éste no coopera, quedándose quieto.
Procesos de manufactura IIProcesos de manufactura II
D. Incertidumbre “importada”, la calibración de los instrumentos tiene incertidumbres, las cuales contribuyen a la incertidumbre de la medición que se hace con ellos. Pero recuerde que la incertidumbre por no calibrar los instrumentos es mucho peor.E. Habilidad del operador, algunas mediciones dependen mucho de la habilidad y juicio del operador. Una persona puede ser mejor que otra en el delicado trabajo de ajustar un instrumento u obtener visualmente una lectura fina. El uso de un instrumento, tal como el cronómetro, depende del tiempo de reacción de cada operador. Pero los errores groseros son de una naturaleza diferente y no deben tomarse en cuenta como incertidumbres.
Procesos de manufactura IIProcesos de manufactura IIF. Muestreo adecuado, las mediciones que Usted hace deben ser adecuadamente representativas del proceso que se desea determinar. Si quiere conocer la temperatura en el banco de trabajo, no la medirá con un termómetro ubicado en la pared de la salida del aire acondicionado. Si se eligen muestras de una línea de producción, por ejemplo, no se toman siempre las diez primeras de la mañana del lunes.
G. Condiciones ambientales, la temperatura, la presión atmosférica, humedad ambiental y otras condiciones pueden afectar al instrumento de medida o al objeto que se mide.
Cuando el valor y efecto de un error es conocido, por ejemplo el indicado en el certificado de calibración, se puede aplicar una corrección al resultado de la medición. Pero en general, las incertidumbres provenientes de las distintas fuentes, deben considerarse como factores individuales que contribuyen a la incertidumbre combinada de las mediciones.
Procesos de manufactura IIProcesos de manufactura II¿QUÉ SON LAS INCERTIDUMBRES DE MEDICIÓN?
Las equivocaciones que cometen los operadores no son incertidumbres de medición: son errores “groseros”. Ellos no deben tomarse en cuenta para calcular las incertidumbres. Esto debe evitarse trabajando cuidadosamente y mediante la aplicación de los controles adecuados.
Las tolerancias no son incertidumbres. Son los limites de aceptación que se han elegido para un proceso o producto.
Las especificaciones no son incertidumbres. Una especificación le indica qué esperar de un producto. Las especificaciones pueden tener un alcance amplio, incluso cualidades técnicas como el aspecto.
La exactitud, o su antónimo inexactitud, no son lo mismo que incertidumbre.Desgraciadamente el uso de estos términos es confuso. Hablando correctamente, la exactitud es un término cualitativo, o sea que se puede decir que una medición es exacta o inexacta. La incertidumbre es cuantitativa.
Los errores no son incertidumbres, aunque en el pasado se tomaban como equivalentes, en frases tales como “análisis de error”.
El análisis estadístico no es lo mismo que análisis de incertidumbre. La estadística puede utilizarse para establecer un sinnúmero de conclusiones que no tienen que ser acerca de incertidumbres. El análisis de incertidumbre solamente utiliza una parte de la estadística.
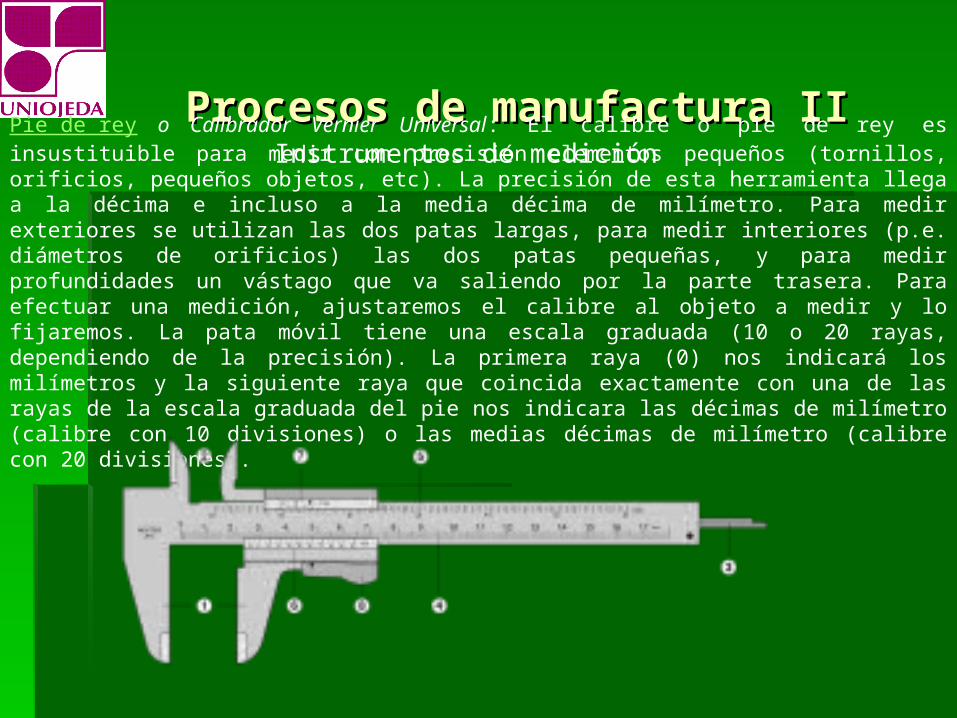
Procesos de manufactura IIProcesos de manufactura IIInstrumentos de medición Pie de rey o Calibrador Vernier Universal: El calibre o pie de rey es insustituible para
medir con precisión elementos pequeños (tornillos, orificios, pequeños objetos, etc). La precisión de esta herramienta llega a la décima e incluso a la media décima de milímetro. Para medir exteriores se utilizan las dos patas largas, para medir interiores (p.e. diámetros de orificios) las dos patas pequeñas, y para medir profundidades un vástago que va saliendo por la parte trasera. Para efectuar una medición, ajustaremos el calibre al objeto a medir y lo fijaremos. La pata móvil tiene una escala graduada (10 o 20 rayas, dependiendo de la precisión). La primera raya (0) nos indicará los milímetros y la siguiente raya que coincida exactamente con una de las rayas de la escala graduada del pie nos indicara las décimas de milímetro (calibre con 10 divisiones) o las medias décimas de milímetro (calibre con 20 divisiones).
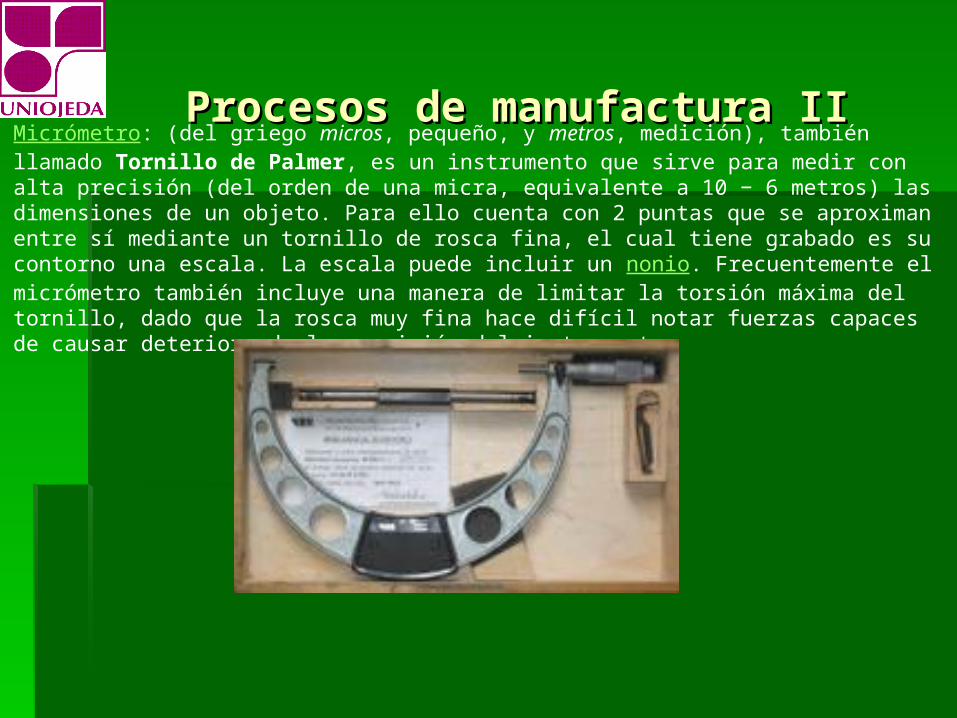
Procesos de manufactura IIProcesos de manufactura IIMicrómetro: (del griego micros, pequeño, y metros, medición), también llamado Tornillo de Palmer, es un instrumento que sirve para medir con alta precisión (del orden de una micra, equivalente a 10 − 6 metros) las dimensiones de un objeto. Para ello cuenta con 2 puntas que se aproximan entre sí mediante un tornillo de rosca fina, el cual tiene grabado es su contorno una escala. La escala puede incluir un nonio. Frecuentemente el micrómetro también incluye una manera de limitar la torsión máxima del tornillo, dado que la rosca muy fina hace difícil notar fuerzas capaces de causar deterioro de la precisión del instrumento.
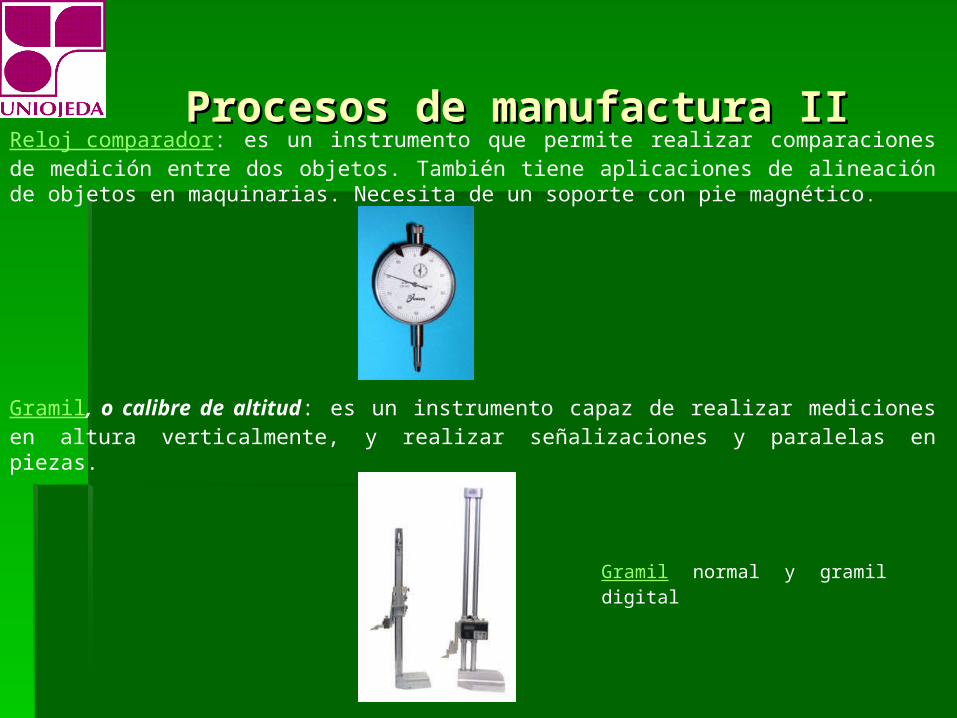
Procesos de manufactura IIProcesos de manufactura IIReloj comparador: es un instrumento que permite realizar comparaciones de medición entre dos objetos. También tiene aplicaciones de alineación de objetos en maquinarias. Necesita de un soporte con pie magnético.
Gramil, o calibre de altitud: es un instrumento capaz de realizar mediciones en altura verticalmente, y realizar señalizaciones y paralelas en piezas.
Gramil normal y gramil digital
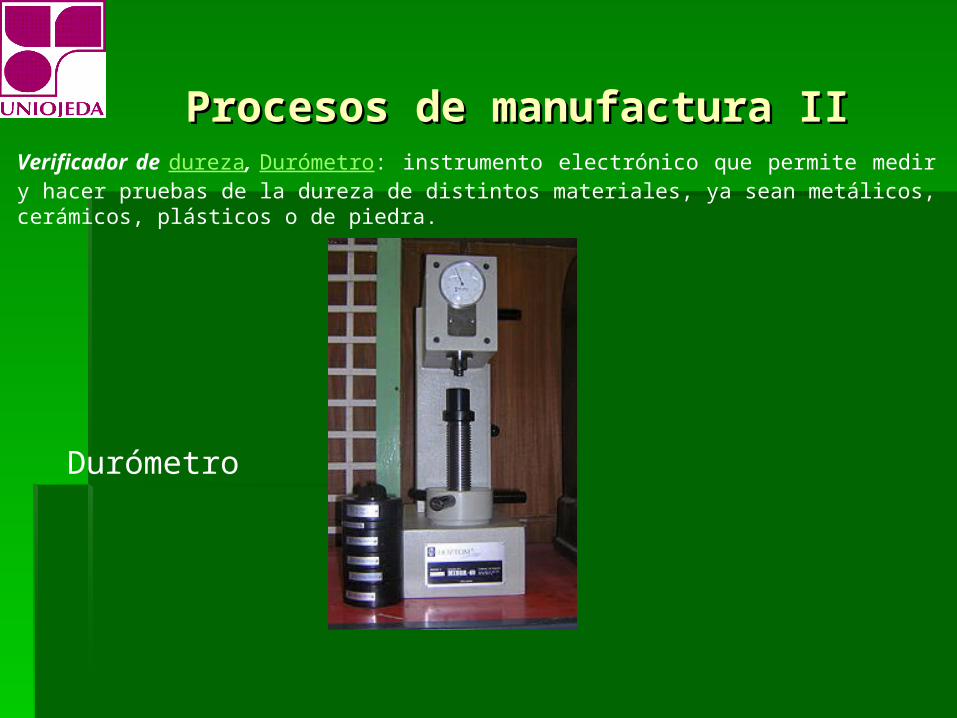
Procesos de manufactura IIProcesos de manufactura IIVerificador de dureza, Durómetro: instrumento electrónico que permite medir y hacer pruebas de la dureza de distintos materiales, ya sean metálicos, cerámicos, plásticos o de piedra.
Durómetro
Procesos de manufactura IIProcesos de manufactura II
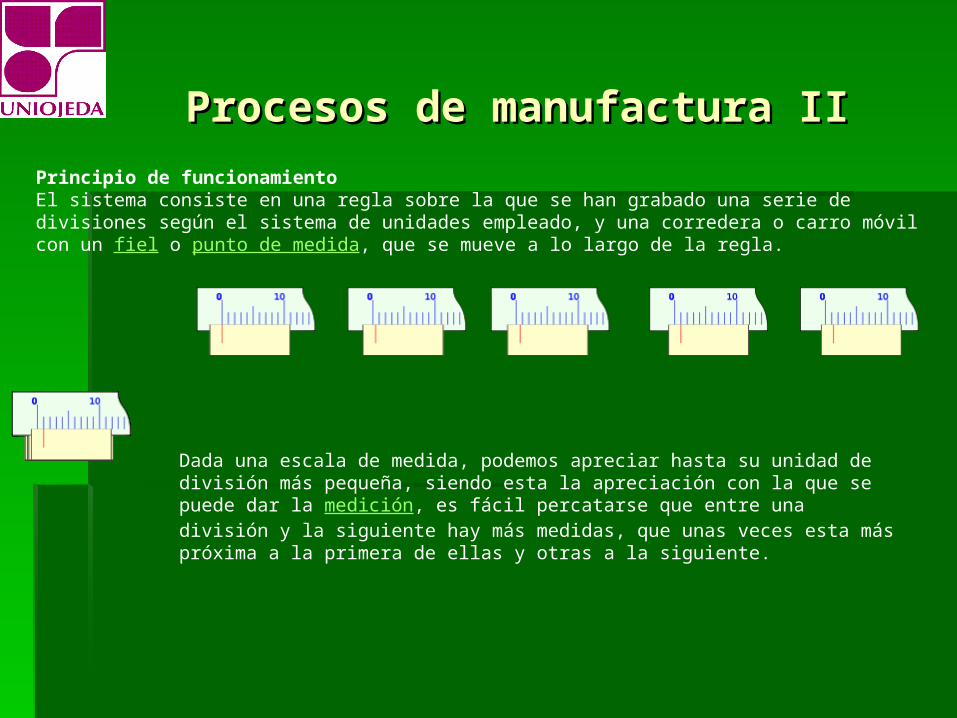
Principio de funcionamiento El sistema consiste en una regla sobre la que se han grabado una serie de divisiones según el sistema de unidades empleado, y una corredera o carro móvil con un fiel o punto de medida, que se mueve a lo largo de la regla.
Dada una escala de medida, podemos apreciar hasta su unidad de división más pequeña, siendo esta la apreciación con la que se puede dar la medición, es fácil percatarse que entre una división y la siguiente hay más medidas, que unas veces esta más próxima a la primera de ellas y otras a la siguiente.
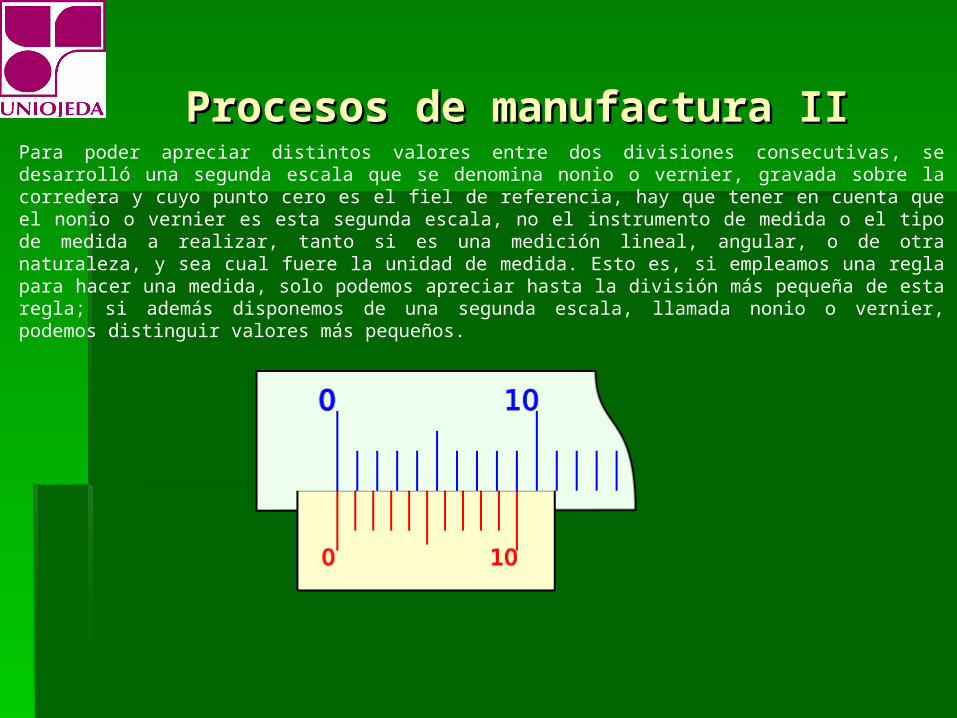
Procesos de manufactura IIProcesos de manufactura IIPara poder apreciar distintos valores entre dos divisiones consecutivas, se desarrolló una segunda escala que se denomina nonio o vernier, gravada sobre la corredera y cuyo punto cero es el fiel de referencia, hay que tener en cuenta que el nonio o vernier es esta segunda escala, no el instrumento de medida o el tipo de medida a realizar, tanto si es una medición lineal, angular, o de otra naturaleza, y sea cual fuere la unidad de medida. Esto es, si empleamos una regla para hacer una medida, solo podemos apreciar hasta la división más pequeña de esta regla; si además disponemos de una segunda escala, llamada nonio o vernier, podemos distinguir valores más pequeños.
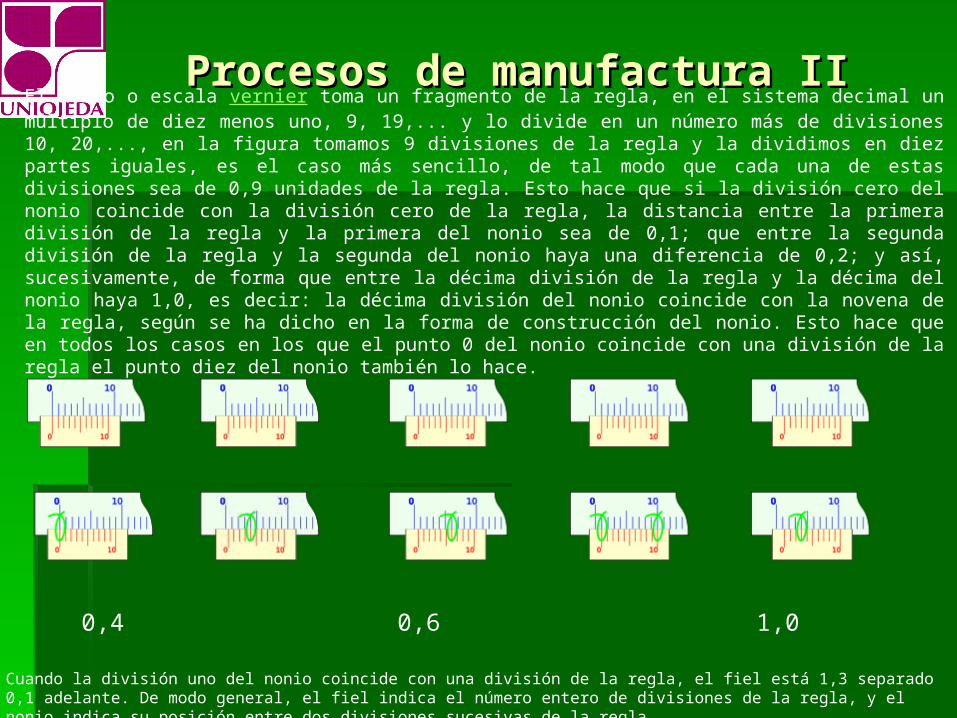
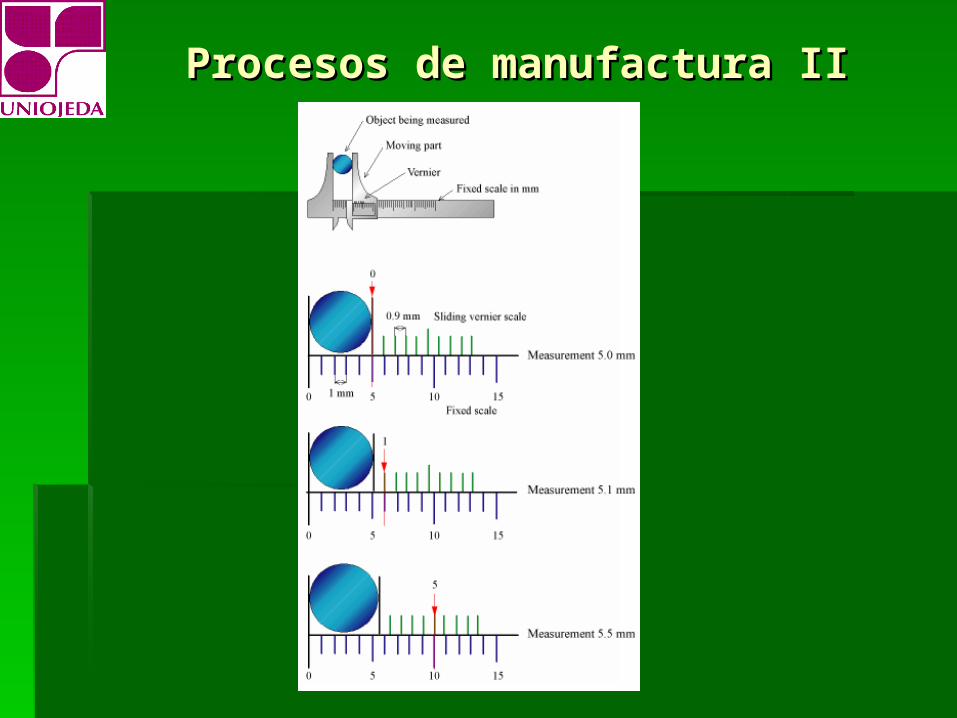
Procesos de manufactura IIProcesos de manufactura IIEl nonio o escala vernier toma un fragmento de la regla, en el sistema decimal un múltiplo de diez menos uno, 9, 19,... y lo divide en un número más de divisiones 10, 20,..., en la figura tomamos 9 divisiones de la regla y la dividimos en diez partes iguales, es el caso más sencillo, de tal modo que cada una de estas divisiones sea de 0,9 unidades de la regla. Esto hace que si la división cero del nonio coincide con la división cero de la regla, la distancia entre la primera división de la regla y la primera del nonio sea de 0,1; que entre la segunda división de la regla y la segunda del nonio haya una diferencia de 0,2; y así, sucesivamente, de forma que entre la décima división de la regla y la décima del nonio haya 1,0, es decir: la décima división del nonio coincide con la novena de la regla, según se ha dicho en la forma de construcción del nonio. Esto hace que en todos los casos en los que el punto 0 del nonio coincide con una división de la regla el punto diez del nonio también lo hace.
0,0 0,4 0,6 1,0 1,3
Cuando la división uno del nonio coincide con una división de la regla, el fiel está 1,3 separado 0,1 adelante. De modo general, el fiel indica el número entero de divisiones de la regla, y el nonio indica su posición entre dos divisiones sucesivas de la regla.
Procesos de manufactura IIProcesos de manufactura II

Procesos de manufactura IIProcesos de manufactura II