02C-OOM-08-002-F06 Rev. 0
ACEPTABLE:(ACCEPTABLE)
APROBADO POR INSPECTORDESOLDADURAIAPPROVEDBYWELDING
INSPECTOR:--------------------------------------------
RECHAZADO:(REJECTED)
FUSIONEN LA RAIZI FUSION IN ROOTFUSIONDE LOS2 METALES I FUSIONOF
2 METALSINClUSION POROSIDADMAYORA 3/32" I POROSITY
BIGGERTHAN3/32-
SI NOCORDONDESOLDAOURAUNIFORMEI UNIFORMWELD
BEADTRASLAPESIOVERLAPSGRIETAS ICRACKSSOCAVADOSMAYORESA 1/32" I
UNDERMININGHIGHERTHAN 1/32"POROSIDADSUPERFICIALI
SURFACEPOROSITY
RESULTADO I RESULT:
PRueBA OESTRUCTIVA:
INSPECCIONVISUAl IVISUALTEST:
CRITERIOS DE ACEPTACION: CODIGO AWS 01.1 SECC. 4,
PAR.RAFO4.321ACCEPTANCE CRITERIA: AWS 01.1 CODE SECT. 4, PARAGRAPH
4.32
POSICIONCAlIFICADA IQUAUFIELDPOSITfON I 1F 10 1 2F 10 I 3F 101
.4F 10
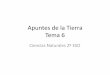
Figure 4.39-FfBet WeldBreak Speclmen-'nlek Welder Qualification
(see4,aQ.2)
112 In(I 2 IIIt1l1 r- 41ll[1001Ml1-;LI r-rs::mrl I
I ..
Figura 4.39-MUCSlra de.Quiebre de So:ldndura d~
Filele-CaIifkacion de Suldador del Apunta!ador (vel' 4.~.2)
FECHA I OATE: _NOMBRE/NAME:~ __
No. DE REPORTE IREPORT No.: _
ENSAYO DE ROTURA I RUPTURETESTCALIFICACJONDE PUNTEADOR I TACK
WELDER QUALIFICATION
EPS DE REFERENCIA /REFERENCE WPS:------------------
...t.r ~ Dragados Offshore Mexico
APROBADO POR INSPECTOR DE SOLDADURA IAPPROVED BY WELDING
INSPECTOR: ------------------------------------------------
SI NO
RECHAZADO:(REJECTED)
ACEPTABLE:(ACCEPTABLE)
RESUL TADO I RESULT:
PRUEBA DESTRUCTIVA: PROBETA SE DOBLO POR SI MlSMA I SPECIMEN WAS
BENT ITSELFPROBET A FRACTURADA I FRACTURED SPECIMENFUSION EN LA
RAIZ I FUSION IN ROOTINCLUSION POROSIDAD MAYOR A 3132'" POROSITY
BIGGER THAN 3/32"SUMA DE DIMENSIONES MAS GRANDES DE TODAS lAS
INCLUSIONES YPOROSIDAOES EXCENDEN 3/8-/ SUM OF LARGEST DIMENSIONS
OFALL INCLUSIONS AND POROSITJES EXCEED 3/8"
INSPECCION VISUAL IVISUAL TEST:
CORDON DE SOLDADURA UNIFORME 'UNIFORM WELD BEADTRASLAPES I
OVERLAPSGRIETAS I CRACKSSOCAVADOS MAYORES A 1/32",UNDERMINING
HIGHER THAN 1/32"POROSIDAD SUPERFICIAL I SURFACE POROSITY
CRITERIOS DE ACEPTACION: CODIGO AWS 01.1 SECC. 4, PARRAFO
4.31.4.1 IACCEPTANCE CRITERIA: AWS 01.1 CODE SECT. 4, PARAGRAPH
4.31.4.1
Figura 4~17-Qujl'brede Soldooura de Filttcy Eusa)o de
~l:U:llMacro-Ataquc-:-CaUllcacitiu de Soldador u Opcrador de
Soldadurlls-OpCIon 1 (yer 4.f2 0 4~Q)
Figure 4.374'Wd WeldBm andMacroetchTest Plate-Welder
firWeldingOperator Qnallfication-OpUou 1 (see4.12 or 4~)
FECHAJDATE: _NOMBRE/NAME: __
No. DE REPORTE IREPORT No.:-----------------
EPS DE REFERENCIA IREFERENCE WPS:--------------------
i::iDragados OffshoreM'xlcof\~/'/