Embed Size (px)
Citation preview

REALIZACIONES INDUSTRIALES DEL ESMALTADO EN POLVO
F. OLLERO Ulgor S. Coop (Fagor)
RESUMEN Tras una breve descripción comparativa de los procesos en cuatro posibles sistemas de esmaltado, se explican las razones del porqué resulta indispensable la utilización de chapa descarburada en los sistemas de esmaltado directo, indicando igualmente cual es el papel desempeñado por la masa fundente empleada como capa previa.
Se describe el nuevo sistema de esmaltado mediante dos capas de esmalte en polvo con un único horneado, así como las principales características, tanto del proceso como de los esmaltes que habi-tuabnente se utilizan.
En una segunda parte se exponen los resultados económicos logrados con la introducción de este proceso, comparándolos con otros sistemas de trabajo, lo cual permite analizar las ventajas de esta nueva tecnología, cuya primera experiencia industrial corresponde a España.
SUMMARY A brief comparative description of the processe used in four possible enamelling systems, is followed by an explanation of the reasons why it is essential to use decarbonized plate in the direct enamelling systems, indicating also which is the role played by the melt used as a preliminary layer.
A description is made of the new system of enamelling with two layers of powder enamel with a single firing, indicating the main characteristics of the process as well as those of the enamels commonly used.
A second part follows with the conomical results obtained with the introduction of this process, comparing it with other systems, which enables to analyse the advantages of this new technology, whose first industrial experience corresponds to Spain.
RESUME A la suite d'une brève description comparative des procès employés dans quatre possibles systèmes de l'émaillerie, on explique les raisons du pourquoi résulte indispensable l'utilisation de plaque décar-burée aux systèmes de l'émail direct, en indiquant également le rote joué par la masse fondante employée comme couche préalable. On décrit le nouveau système d'emailler avec deux conches d'émail en poudre qui a passé une seule fois par le tour, de même que les principales caractéristiques, tant du procès comme des émaux utilisés habituellement. Dans une deuxième partie, on expose les résultats économiques obtenues avec l'introduction de ce procès, en les comparante à d'autres systèmes de travail, ce qui permet d'analyser les avantages de cette nouvelle technologie, dont la première expérience industrielle correspond à l'Espagne.
ZUSAMMENFASSUNG Nach einer kurzen vergleichenden Beschreibung der bei 4 möglichen Emilliersystemen angewandten Verfahren, werden die Gründe dargelegt, weshalb bei den direkten Emailliersystemen der Einsatz entkarbonisierter Bleche unerlässlich ist. Auch die Rolle des als Vorschicht verwendeten Schmelzflusses wird erörtert.
Das neue Emailliersystem mittels 2 Pulvert^r.dilschichten mit nur einer Ofenbehandlung wird beschrieben, ferner die wichtingsten Merkmale des Verfahrens und der üblicherweise benutzten Emails.
Im 2. Teil werden die mit der Einführung dieses Verfahrens erzielten wirtschaftlichen Resultate dargelegt und mit denen anderer Verfahren verglichen; dadurch wird eine Würdigung der Vorteile dieser innovativen Technologie ermöglicht, mit der erste industrielle Erfarungen in Spanien gemacht wurden.
1. INTRODUCCIÓN
La reducción de los costes de esmaltado ha sido la fuerza motriz que nos impulsó a realizar amplios trabajos de investigación y desarrollo del sistema de esmaltado en polvo electrostático mediante la aplicación de dos capas de esmalte en un único horneado.
Cuando en 1975, abordamos mediante ordenador, la realización de un amplio estudio económico comparativo de los costes de esmaltado de nuestro antiguo sistema mediante dos capas de esmalte en vía húmeda y dos horneados,con respecto a los sistemas, directo, electrofóresis, o el esmaltado en polvo, el análisis de las 112 páginas que lo componía,
BOL.SOC.ESP.CERAM.VIDR.VOL.18.NUM.5
además de descubrirnos valiosos d'atos económicos, decidió el futuro de nuestra esmaltería.
Con motivo de estas Jomadas, quisiéramos hacer llegar a Vds. las mismas ideas y conclusiones, que en aquel entonces, nos decidieron a desarrollar el esmaltado en polvo, porque la modificación de los actuales sistemas de trabajo es una necesidad apremiante para todas las esmalterías, debido a la enorme incidencia que suponen sus altos costes sobre el producto acabado.
Pero la diferencia esencial sobre lo que en aquella fecha constituía una bella teoría sobre un posible sistema de trabajo más racional y económico, consiste, como muchos de Uds. ya conocen, en que el sistema de esmaltado en
313

polvo mediante dos capas de esmalte en una única cocción, se encuentra hoy afortunadamente avalado por una práctica que supera ya los 250.000 m^ esmaltados, existiendo por tanto más de 800.000 piezas de diversos tamaños y formas, esmaltados por nosotros mediante este sistema.
Numerosas dificultades tanto en el orden teórico como práctico tuvimos que superar durante tres años de desarrollo en planta piloto de este nuevo sistema de esmaltado, pero el esfuerzo realizado valía la pena, por cuanto los resultados técnico-económicos logrados con su introducción en nuestra esmaltería, han superado incluso las previsiones, nes.
Vamos a mostrarles a continuación algunas peculiaridades de este sistema de trabajo que viene a cubrir una apremiante necesidad de mejorar la industria española del esmalte, pero que evidentemente tendrá una ampUa repercusión internacional al estar actualmente situados en mejores condiciones de coste que nuestros rivales europeos y americanos con sus actuales métodos de esmaltación en directo o electrofóresis.
Pensamos que es una gran satisfación para todos los españoles, haber logrado este sistema de trabajo inédito hasta ahora en el mundo y para nosotros un honor el poderles presentar aquí esta primicia técnica de la cual esperamos su juicio crítico.
2. COMPARACIÓN DE LOS DIVERSOS SISTEMAS DE ESMALTADO
En la figura 1, se esquematiza las operaciones necesarias para obtener una pieza esmaltada en blanco mediante varios sistemas de esmaltado, así como las principales instalaciones necesarias para lograrlo. Inmediatamente se ponen en evidencia al observar estos gráficos las siguientes diferencias:
— El sistema de esmaltado tradicional mediante dos capas de esmalte con dos cocciones, es el más laborioso y complejo de todos los sistemas.
— La gran simplicación del proceso de esmaltado en polvo.
— La eliminación de un horneado, dos secados de humedad y el inevitable rebordeado de las piezas en el sistema tradicional.
— Menor inversión de capital. — Menor consimio de energía calorífica y eléctrica. — Reducción del personal necesario, etc.
3. FUNDAMENTOS TEÓRICOS DEL ESMALTADO VITREO
3.1. Necesidad del emplear masa fundente
La razón de tener que emplear una capa previa de fun-dentg-masa como anclaje adhérente de la capa final blanca, obedece a las siguientes razones técnicas:
a) Durante el homado del esmalte a 820^0, el esmalte líquido ha de reducir y disolver la fina película de óxido de hierro formada sobre la chapa durante el gradual calentamiento de las piezas en el homo continuo, para lo cual al esmalte de masa se le agregan óxidos adhérentes de níquel y cobalto, los cuales son parcialmente reducidos a metales durante la fusión del esmalte por reacción con los óxidos de hierro formados. Sin embargo, los óxidos promotores de adherencia, NiO, CoO, etc., originan colores obscuros que resultan incompatibles por tanto con el esmalte blanco.
b) Una gran parte de los óxidos de hierro formados durante esta fusión del esmalte de masa son absorbidos
314
OPERACIONES NECESARIAS PARA ESMALTAR EN BLANCO ¡^Cambios de c a d e n a i i
TRADICIONAL •7
' ' _ _ _ i H O R N O I
I" í ^ ' ^ ^ j I r - \ SECADO I - ,
DIRECTO a
r - ^ ^ —IneCAPADO - WHUEl [--s V '_.J
.. [Th—^. ^• - 1 SECADO | - - ^
I i " I r: ^ 1 SECADEBO BIANCO y
J s Tí iik —
ELECTROFÓRESIS 3
POLVO 4
^
JECAPADX-üirrllL
TsreATo IEI EE
STC A D O lELECTBDFbBESÍ; i) J ! ^ . - j DECAPADO-NiqUEl j - .
::=] J H O BNO :a"
Figura 1.
c)
d)
en sus matriz boro-silica, pero evidentemente, aún cuando los esmaltes blancos contiene bórax, esta absorción en un esmalte blanco directo, conduciría a tonalidades amarillo-pardas, características del hierro, que inutilizaría las piezas. El bórax es el principal componente que produce una disrtiinuición del coeficiente de dilatación térmica en los esmaltes, pero como quiera que este valor ha de encontrarse dentro de límites muy estrechos impuestos por la constante de dilatación de la chapa de acero, con objeto de evitar las roturas fragües durante el enfriamiento, nos encontramos con c[ue el procentaje de bórax a añadir a cada esmalte posee igualmente estrechos límites. Debido a la fuerte temperatura de horneado del esmalte, generalmente superior a 800^C, las transformaciones alotrópicas del hierro, originan carburo de hierro y productos volátiles quezal quedar atrapados en la interfase metal-esmalte, y debido a su fuerte tensión de vapor, tratarán de escapar a la atmósfera provocando burbujas y cráteres en forma de puntos negros. Estos defectos naturalmente son directamente proporcionales al contenido de carburos en la chapa. A pesar de estos cuatro inconvenientes que acabamos de citar, en la mayoría de las esmalterías euorpeas se aplica el esmalte blanco sobre la chapa directamente, excepto en España y más tarde veremos cual es causa, mediante un proceso de esmaltado en directo que comenzó a desarrollarse hace unos 20 años y que necesitó superar previamente las dificultades mencionadas.
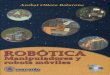
3.2. Esmaltado en directo
En los aceros extrosuaves con más de 0,02^/o de carbo-

no las temperaturas de transformación austenítica de acuerdo al diagrama hierro-carbono representado en la figura 2, se encuentra en idénticos niveles que las empleadas durante la fusión del esmalte, pero si empleamos chapa con un contenido de carbono de 0,003^/o o incluso inferior, esta tem-pratura de transformación se eleva por encima de la de horneado del esmalte, trabajando siempre por tanto con un acero ferrítico que no origina las perjudiciales transformaciones alotrópicas del acero, y sobre todo, puesto que la chapa no contiene carbono es imposible que puedan aparecer burbujas y cráteres en la superficie del esmalte, tal como comentábamos en el punto (d).
Sin embargo aún quedaban por solucionar los juntos (a), (b) y (c), que en realidad tienen una causa común: la formación del óxido de hierro debida a las altas temperaturas de horneado.
Si una chapa descarburada, cuyo contenido en carbono es inferior a 0,003^/o, le añadimos tras el decapado intensivo una fina película de níquel metálico, obtenida por desplazamiento químico en un baño de sulfato de níquel a 70 ^C, según la reacción:
SO4NÍ + Fe S04Fe + Ni
1000
AOO
Ql 02 0^ OA 0.5 0.6 a? 0.8 0,9 1 1,1 U
Fíg 2. DIAGRAMA Fe-C. HORNEADO DEL ESMALTE
SISTEMA DE ESMALTADO EN POLVO PRINCIPAL VENTAJA CON ELEaROFORESIS
CHAPA DESCARBURADA COSTE EXTRA POR T0N.= 4/.,A | (CE.C.A. 1979) ARANCEL (EsDOño) =^36%
PREDO EXTRA P T A S / m ^ - , A A , 4 X 7 0 X U 6 X Z 8 X a 8 , ^g 33
• ECOhfOMlA EN CHAPA Ptas/nf 2 6 , 3 8 ( ^ (Espesor OômmJ ^ - ^
• COSTE FUNDENTE POLVO '* A»75 ( J )
• E C O N O M Í A PtGs/m2 21,63 ft Tabla 1.
tendremos así una capa previa, sobre la cual el esmalte blanco se adhiere perfectamente sin necesidad de fundente, evitando las desagradables consecuencias de la oxidación de la chapa durante la fusión del esmalte y la nula adherencia de este sobre el acero.
BOL.SOC.ESF.CERAM.VIDR.VOL.18.NUM.5
Este es el fundamento teórico, brevemente explicado, del esmalte directo, que repetimos, es empleado por la mayoría de las esmalterías de Europa, debido a la simplificación del proceso al tener única cocción.
¿Porqué en España no utilizamos este procedimiento?. En Europa hay varias factorías siderúrgicas capaces de suministrar esta chapa descarburada, pero además y este es el P""to cumbre al cual queríamos llegar, esta chapa cuesta 4,22 pesetas más por kilo, que la chapa normal laminada en frió, de acuerdo con la tarüa de precios C.E.C.A., para 1979, y hasta hace pocos meses no se fabricaba en España, siendo por tanto necesario importarla.
En la tabla I, se observa el coste adicional que sobre el sistema de esmaltado en polvo, supone el empleo de esta chapa descarburada, aún a pesar de tener que emplear en nuestro sistema una masa fundente como capa previa adhérente al acero.
4. ESMALTADO ELECTROSTÁTICO EN POLVO MEDIANTE DOS CAPAS DE ESMALTE
En nuestro sistema empleamos chapa normal laminada en frió, lo cual exige la aplicación de una fina película de níquel, más la aplicación de 40 a 70 gr/m^de una masa-fundente conteniendo óxidos promotores de la adherencia, tales como los óxidos de níquel y cobalto.
De este modo logramos crear una fase semimetálica entre el acero y el esmalte blanco de cobertura de tal modo, que durante la fusión del esmalte, los óxidos de hierro procedentes del acero sean parcialmente reducidos según la ecuación:
CoO H- FeaO Co + Fe304
En la figura 3, esquematizamos en un corte transversal del recubrimiento, la tendencia migratoria de los óxidos de hierro hacia la superficie del esmalte blanco, observando que el contenido de estos óxidos en el recubrimiento vitreo es decreciente con el espesor de esmalte, llegando a anularse hacia las 30 mieras.
nOOOOODUUU , Foooooooooj lloooooooooq f tOOOOOOOOOj l o o o o o o o o o q ¿lOOOOOOOOOl t o o o o o o o o q E o o o o o o o o o j fe.ooooooooq feoooooooooj E ' o o o o o o o o q F o o xTiTc k^J^Á IHIOO ooooooq f o o o o o o o o o j . ff^)GOOoooooq t O O G O O O O O O l ^) ooooooocd SJoooooooooj '*0 OGOOOOOOd Í jooooooooq B o OO o o o o o od •sboo oooooooj oooooooooj - ooooooood
BLANCO
7oFeO 15 T iS roooooooooc í W^ h» / i oooooooo -
I ' ^ ' " ' c i rooooooc "^^^o o o o o;
"No oo o < >o o o q
•oo 0< >iOQ
\o t
14
0,5^
\FeO \ BLANCO
.// y/
10 20 30
ESpESGR/i
100 110 120
F i g . 3 . PERFIL DE DISTRIBUCIÓN DE LOS ÓXIDOS.
315

Lo verdaderamente importante es crear una fase semimetálica entre el acero y esmalte blanco de cobertura, tanto más rica en componentes metálicos de Ni y Co, cuanto más nos acercamos hacia el acero, de tal modo que su coeficiente de dilatación sea similar a él, o dicho con otras palabras, lograr una fase intermedia semivítrea que vaya gradualmente perdiendo su carácter metálico a medida que emergemos hacia la superficie del esmalte de cobertura y que sea capaz de absorber la natural tendencia migratoria del óxido ae hierro a disolverse en el esmalte blanco, impidiendo que emerja sobre la superficie.
De todo lo anterior se deduce que en este nuevo sistema de esmaltado, la fina película de masa-fundente que depositamos electrostáticamente como capa intermedia adhérente al acero, ha de cumplir múltiples y delicadas misiones durante el horneado del recubrimiento, porque conjuntamente con el níquel depositado durante el pretratamiento constituye las claves del éxito del sistema.
Por otro lado, si la oxidación de la chapa de acero comienza durante el precaieniamiento en su entrada al horno continuo, siendo captado el oxígeno necesario para ello principalmente de su atmósfera, resultará que mediante un adecuado rango de cocción de esta masa-fundente, con temperatura de comienzo de su transición vitrea de al menos lOO^C, inferior a la del esmalte blanco, las reacciones electroquímicas de oxidación-reducción del acero y de los óxidos adhérentes de níquel y cobalto contenidos en este esmalte, se producirán principalmente cuando aún no ha comenzado la fusión incongruente del esmalte de cobertura, con lo cual habremos logrado autoformar momentáneamente una barrera física que impide los movimientos migratorios del óxido de hierro hacia el esmalte blanco, eliminando además el riesgo de contaminación con los oscuros, óxidos adhérentes por disolución parcial de ambos esmaltes.
Lo anteriormente expuesto como misiones autoexigibles al esmalte de masa es mucho más sencillo de decir que de ejecutarlo realmente, por cuanto resulta lógico que lograr todas esas propiedades obliga a una correcta rormu-lación del mismo, eligiendo con sumo cuidado tanto los óxidos fundentes clásicos tipo bórax y óxido de litio, como los modificadores de red, tipo óxidos de sodio y potasio.
En efecto, todas las masas fundentes contienen estos dos últimos óxidos, pero para lograr con ellos una ene'rgica acción fundente, dicho de otro modo, un amplio rango de cocción se requiere emplearlos con los altos porcentajes en la formulación, lo cual provocará sobe el polvo un indeseable incremento de su conductividad superficial y como consecuencia, el esmaltador encontrará una mayor tendencia hacia la absorción de humedad, unido a problemas de aglomeración de partículas, apelmazamiento, baja resitivi-dad, dificultades de adhesión electrostática, etc.
La solución correcta a todos estos problemas de la masa fundente que en realidad son inherentes a este sistema de esmaltado, fue resuelta por los fabricantes de fritas, mediante una limitada adición de estos óxidos alcalinos al esmalte e igualmente con una correcta dosificación de bórax, pero ello obliga a sustituirlos por óxidos de bario / litio, cuya acción sobre el rango de cocción, principalmente de este último, resulta ser mucho más enérgica que los óxidos alcalinos mencionados anteriomente.
Afortunadamente se requiere un bajo porcentaje de óxido de litio para lograr la parcial sustitución de los tradicionales óxidos fundentes, ampliadores del rango de cocción en los esmaltes de masa, pero aún a pesar de ello, la adición del costoso óxido de litio, obliga a un incremento de precio sobre las tradicionales fritas fundentes conocidas habitual-mente por los esmaltadores, situándolo aproximadamente al
mismo nivel de precio por kg. que el esmalte en polvo blanco con bióxido de titanio.
En la tabla II, se detallan algunas de la operaciones claves de este sistema de esmaltado comparativamente con otros dos sistemas, lo cual permite observar rápidamente las diferencias existentes entre ellos.
PARÁMETROS CARACTERÍSTICOS DE CADA SISTEMA.
C a r á c t e r Ístmica s SISTEMA i DE ESMALTADO |
C a r á c t e r Ístmica s 2 C A P A S
2 F U E G O S DIRECTO
POLVO 1 2C M F
CHAPA
NECESIDAD DE CHAPA DESCARBURADA
r EXTRA 4,22 Ptas/Kg] NO SI NO
PRETRATAMIENTO PERDIDA DECAPADO gr/m^ 2 20 5 APLICABLE POR ASPERSION SI NO SI
MASA F U N D E N T E
ESPESOR APLICADO EN MICRAS 100 NO 17
CONSUMO OE FUNDENTE EN gr/m^ 356 NO 50
APLICACIÓN BLANCO
CONSUMO DE ESMALTE BLANCO gr /m^ 541 600 337
PROCESO
OPERACIONES CARGA-DESCAR6A DE PIEZAS 7 4 4
SECADOS OE HUMEDAD NECESARIOS 2 1 0
HORNEADOS NECESARIOS 2 1 1 1 Tabla II
COSTES DE ESMALTADO EN CADA SISTEMA
82,60
ELECTRO-FOR ESIS
POLVO
316

5. RESULTADOS ECONÓMICOS DEL ESMALTE EN POLVO MEDIANTE DOS CAPAS DE ESMALTE
En la figura 4, se muestra nuestros costes de esmaltados mediante este nuevo sistema, comparándolos con otros tres sistemas de trabajo, lo cual permitiría analizar las ventajas de esta nueva tecnología.
Previamente deseamos indicar, que las características y medios productivos de cada esmaltería, son factores variables que inciden sobre los resultados finales de los costes, existiendo aún mayores diferencias entre los diversos países, por cuanto sus barreras arancelarias, nivel de vida, diferencia de coste en mano de obra y precios de los productos, dificultan las comparaciones directas. En efecto observarán y sirva como ejemplo ilustrativo de lo que antecede nuestro propio caso, que la energía eléctrica supera en coste a la energía calorífica empleada, siendo el motivo de esta aparente contradicción la inexistencia en nuestra región de gas natural, ante lo cual optamos por la implantación de hornos eléctricos para la cocción del esmalte.
En la figura 4, presentamos estos resultados en porcentajes de costes respecto a nuestro antigua sistema de trabajo, 2C + 2F, observando que el más económico sistema de esmaltado se obtiene mediante el polvo.
Debemos señalar aquí que las más significativas economías obtenidas mediante este nuevo sistema de trabajo, con
S I S T E M A
DIRECTO ELECTROFORESIS POLVO
respecto al antiguo sistema empleado por nosotros de 2C +2F, se encuentran en la reducción del personal necesario, menor consumo de esmalte blanco, especialmente de fundente e igualmente en menor consumo de energía.
Problamente habrán observado que en la anterior figura no aparecen los costes de amortización de las instalaciones necesarias para la transformación de la esmaltería al sistema de trabajo elejido, porque previamente hemos preferido expresarlos de este moso, en beneficio de la claridad, puesto que este apartado de la amortización de las inversiones, que seguidamente abordaremos, pensamos merece una especial atención.
Resulta evidente que tanto los costes de esmaltado, por cada cocina, como la amortización de la instalaciones, tienen una gran relación con el número de unidades fabricadas anualmente, apareciendo así otra nueva limitación a la extrapolación directa de los datos que anteriormente les presentamos, a sus esmalterías. Aquellos valores resultarán con muy poco margen de diferencia similares a sus costes, a condición de aue el número de unidades a fabricar este comprendido entre 250.000 a 300.000 cocinas al año.
Debemos puntualizar nuevamente que estos datos se refieren a un caso concreto español, porque si deducimos la influencia de nuestras "protectoras" barreras arancelarias ejercen sobre estos costes, con un Só^/o de arancel sobre la chapa descarburada y con un 40^/o sobre las instalaciones, la situación, que entonces será muy similar al resto de Europa, sería esta:
AÑOS RECUPERACIÓN DE LA INVERSION
Con aranceles 1,90 3,93 1,77
Sin aranceles 1,64 2,60 1,57
En la figura 5, pretendemos contestar a una pregunta que seguramente estará ahora en su ánimo: ¿Cuál es el sistema más rentable en una esmaltería?.
Los beneficios que obtengamos mediantes estos sistemas sobre nuestro antiguo método 2C — 2F, han sido reducidos mediante actualización del 15^/o al año de la inversión, 1978, imponiendo además otra dura condición a la rentabilidad de los sistemas, como es reducir a 7 años el recuento de las posibles ventajas económicas que nos reporten.
El beneficio total actualizado al 15^/o anual que tras deducir las inversiones necesarias, resulta máximo, se obtiene, tal como observamos en esta figura, mediante el sistema de esmaltado en polvo, resultando ser además el procedimiento que con mayor rapidez recupera el capital invertido.;
B E I M E F I C I O T O T A L A C T U A L I Z A D O
1978 1979 1980 1981 1982 1983 1984 1985
Figura 5.
BOL-SOC.ESP.CERAM.VIDR.VOL.18.NUM.5 317

Kliliiiiilîiiii
mmms&m ÎIlBlilîlBI
Bîil
i i i i i a îiiiSîiAliiB
l l l i i i l p i l l ïBpHlii
illî^MII ISiffiil^llilÄIP
EL COLOR Y LA REACTIVIDAD DE
LOS SOLIDOS EN CERÁMICA Y VIDRIO.
iliiliïi
liiipfiii •:,^C]tmjß4Wß^^^^
T\r\c< +-í*oí^pt/vc* ,_„ ii-rs :Al/>t* %r r\fT^ coKi-A îi» Tfa^úí^fÁ^nr
^^4^ ^s^^t:>-^' '«,#^'^si
SOeiEDAD ESPAÑOLA DE (BRAMICA Y > ^ Carretera de Valencia, Km. 24,300
ARGANDA DEL REY (Mî^rid) - 1 ^ ^