Embed Size (px)
Citation preview
CIRSOC 304 Ing. Eduardo Asta 1
REGLAMENTO ARGENTINO PARA LA SOLDADURA DE ESTRUCTURAS DE
ACERO- CIRSOC 304Capítulo 3
CIRSOC 304 Ing. Eduardo Asta 2
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
3.1- Alcance• Requerimientos generales y específicos para la
realización de la especificación de procedimiento de soldadura (EPS) correspondientes a uniones soldadas de estructuras planas y tubulares sometidas tanto a cargas estáticas como cíclicas.
• Permite la utilización de dos modalidades de EPS, precalificada y la que requiere proceso de calificación. La elaboración de un EPS precalificada debe ser considerada como una condición de excepción y para su elaboración se seguirán las directivas específicas de este capítulo.
CIRSOC 304 Ing. Eduardo Asta 3
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
3.2- Elaboración de la EPS
Utilización de un formulario con los contenidos mínimos requeridos y cuyo modelo se especifica en el Anexo VI
ejemplo
CIRSOC 304 Ing. Eduardo Asta 4
3.3. Procesos de Soldadura
3.3.2. Procesos de Soldadura para EPS Precalificada:
• (a) soldadura por arco con electrodo revestido (SMAW)
• (b) soldadura por arco sumergido (SAW)
• (c) soldadura por arco eléctrico con protección gaseosa (semiautomática alambre macizo), excepto modo de transferencia por cortocircuito (GMAW)
• (d) soldadura por arco con alambre tubular (semiautomática alambre tubular), con o sin protección gaseosa. (FCAW)
• (e) Para los procesos (c) y (d) deberán ser utilizadas únicamente máquinas de soldar con fuente de poder de tensión constante.
CIRSOC 304 Ing. Eduardo Asta 5
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
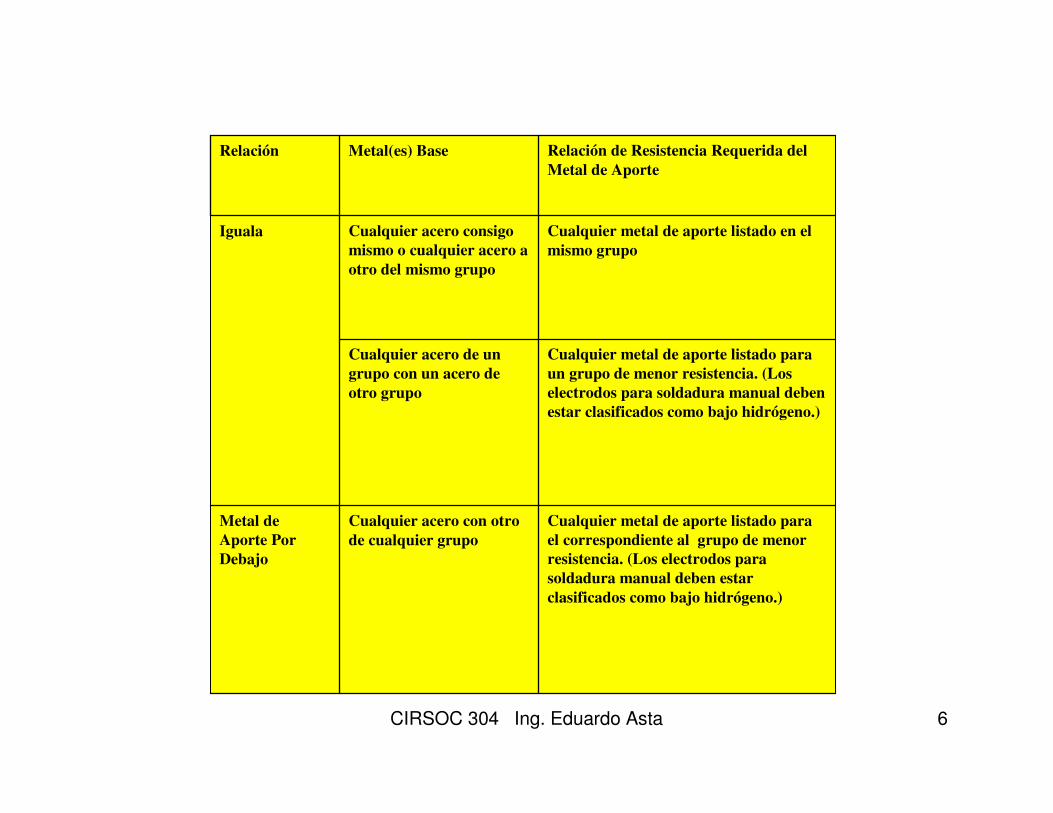
3.4-Combinaciones de Metal Base y Metal de Aporte
• En las EPS precalificadas se deben usar sólo los metales base y los metales de aporte listados en la Tabla 3.1
CIRSOC 304 Ing. Eduardo Asta 6
Cualquier metal de aporte listado para
el correspondiente al grupo de menor
resistencia. (Los electrodos para
soldadura manual deben estar
clasificados como bajo hidrógeno.)
Cualquier acero con otro
de cualquier grupo
Metal de
Aporte Por
Debajo
Cualquier metal de aporte listado para
un grupo de menor resistencia. (Los
electrodos para soldadura manual deben
estar clasificados como bajo hidrógeno.)
Cualquier acero de un
grupo con un acero de
otro grupo
Cualquier metal de aporte listado en el
mismo grupo
Cualquier acero consigo
mismo o cualquier acero a
otro del mismo grupo
Iguala
Relación de Resistencia Requerida del
Metal de Aporte
Metal(es) BaseRelación
CIRSOC 304 Ing. Eduardo Asta 7
3.5-Mínima Temperatura de Precalentamiento y Entre Pasadas
• Se debe usar la Tabla 3.2 para determinar las temperaturas mínimas de precalentamiento y entre pasadas correspondiente a una EPS precalificada, en relación con los metales base o aceros estructurales agrupados en la Tabla 3.1
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
CIRSOC 304 Ing. Eduardo Asta 8
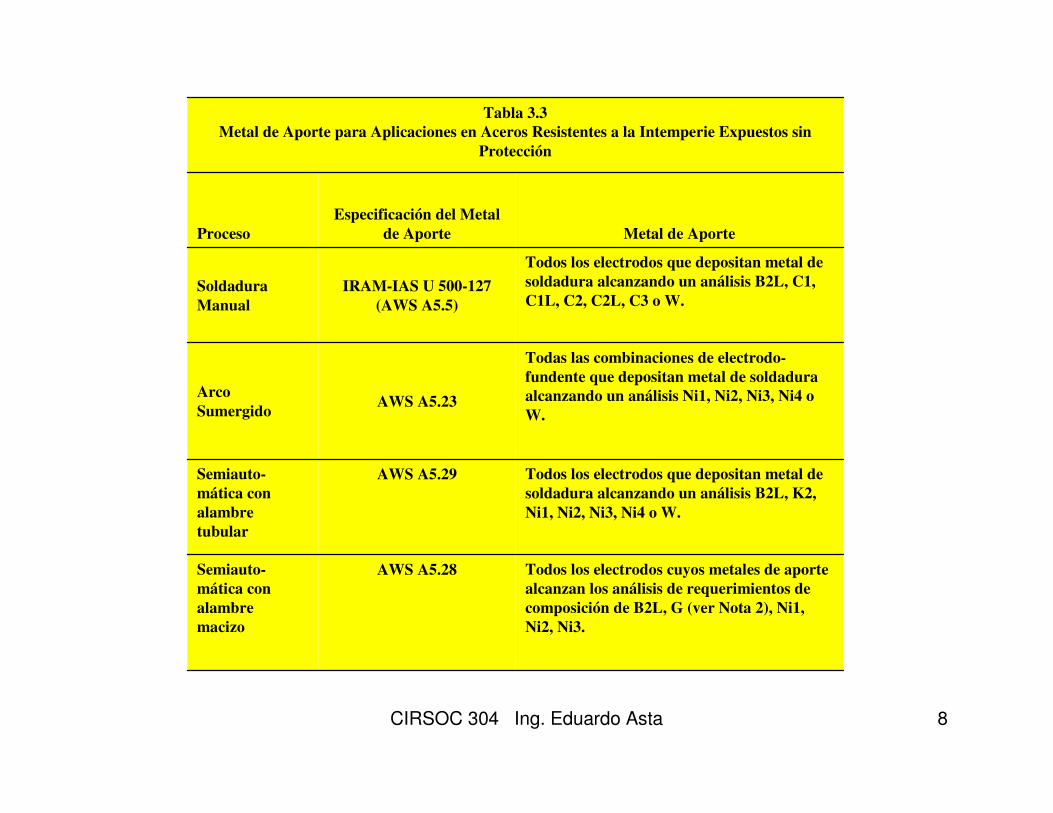
Todos los electrodos cuyos metales de aporte
alcanzan los análisis de requerimientos de
composición de B2L, G (ver Nota 2), Ni1,
Ni2, Ni3.
AWS A5.28Semiauto-
mática con
alambre
macizo
Todos los electrodos que depositan metal de
soldadura alcanzando un análisis B2L, K2,
Ni1, Ni2, Ni3, Ni4 o W.
AWS A5.29Semiauto-
mática con
alambre
tubular
Todas las combinaciones de electrodo-
fundente que depositan metal de soldadura
alcanzando un análisis Ni1, Ni2, Ni3, Ni4 o
W.AWS A5.23
Arco
Sumergido
Todos los electrodos que depositan metal de
soldadura alcanzando un análisis B2L, C1,
C1L, C2, C2L, C3 o W. IRAM-IAS U 500-127
(AWS A5.5)
Soldadura
Manual
Metal de Aporte
Especificación del Metal
de Aporte Proceso
Tabla 3.3
Metal de Aporte para Aplicaciones en Aceros Resistentes a la Intemperie Expuestos sin
Protección
CIRSOC 304 Ing. Eduardo Asta 9
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
3.6- Limitaciones en las Variables de las EPS Precalificadas
• Los cambios de parámetros que excedan de lo especificado en la EPS escrita, así como de todos los otros, cuya variación exceda lo indicado en la Tabla 4.5(sección 4) deberán ser considerados cambios esenciales y requerirán una EPS precalificada escrita nueva o revisada, ejem:
� Corriente de soldadura (o velocidad de alimentación del alambre)
� Tensión de soldadura� Velocidad de Avance o Velocidad de Soldadura� Velocidad de Flujo del Gas de Protección (caudal)
CIRSOC 304 Ing. Eduardo Asta 10
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
3.6.1- Combinación de EPS.
Se puede utilizar la combinación de una EPS calificada y otra precalificada sin calificación de la combinación, debiendo observarse las limitaciones de las variables esenciales aplicables a cada proceso.
CIRSOC 304 Ing. Eduardo Asta 11
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
3.7- Requerimientos Generales para una EPS Precalificada:
Todos los requerimientos indicados en la Tabla 3.7 deberán ser cumplidos
• La progresión para todas las pasadas de soldaduras deberán considerarse en posición vertical ascendente, excepto que haya que reparar una socavación
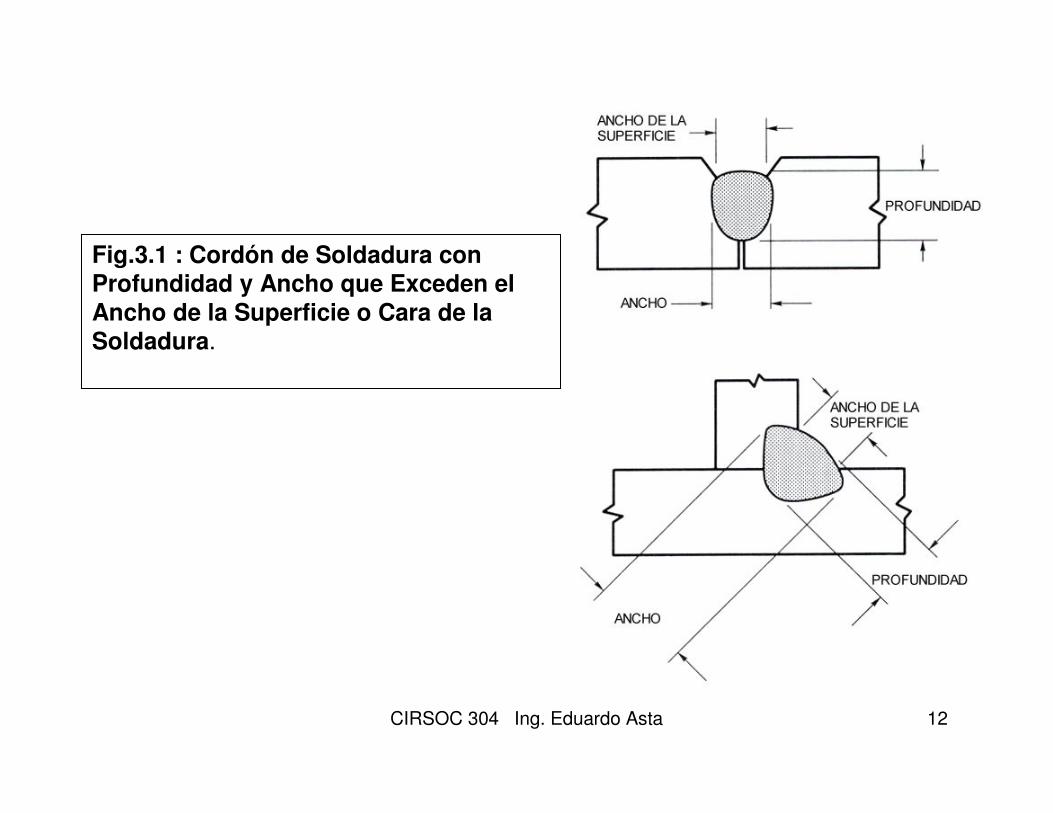
• Ni la profundidad ni el ancho máximo en la sección transversal del metal de soldadura depositado en cada pasada deberán exceder el ancho en la superficie o cara de la pasada de soldadura
CIRSOC 304 Ing. Eduardo Asta 12
Fig.3.1 : Cordón de Soldadura con Profundidad y Ancho que Exceden el Ancho de la Superficie o Cara de la Soldadura.
CIRSOC 304 Ing. Eduardo Asta 13
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
• 3.9- Requerimientos de la Soldadura de Filete para una EPS Precalificada
• La Tabla 2.1 especifica los tamaños o catetos mínimos para las uniones soldadas de filete en la EPS precalificada.
• Estos tamaños no deben ser utilizados como sustitutos del cálculo
• Deberán ser considerados, únicamente, como tamaños mínimos para garantizar un aporte térmico a fin de minimizar el riesgo de fisuración.
CIRSOC 304 Ing. Eduardo Asta 14
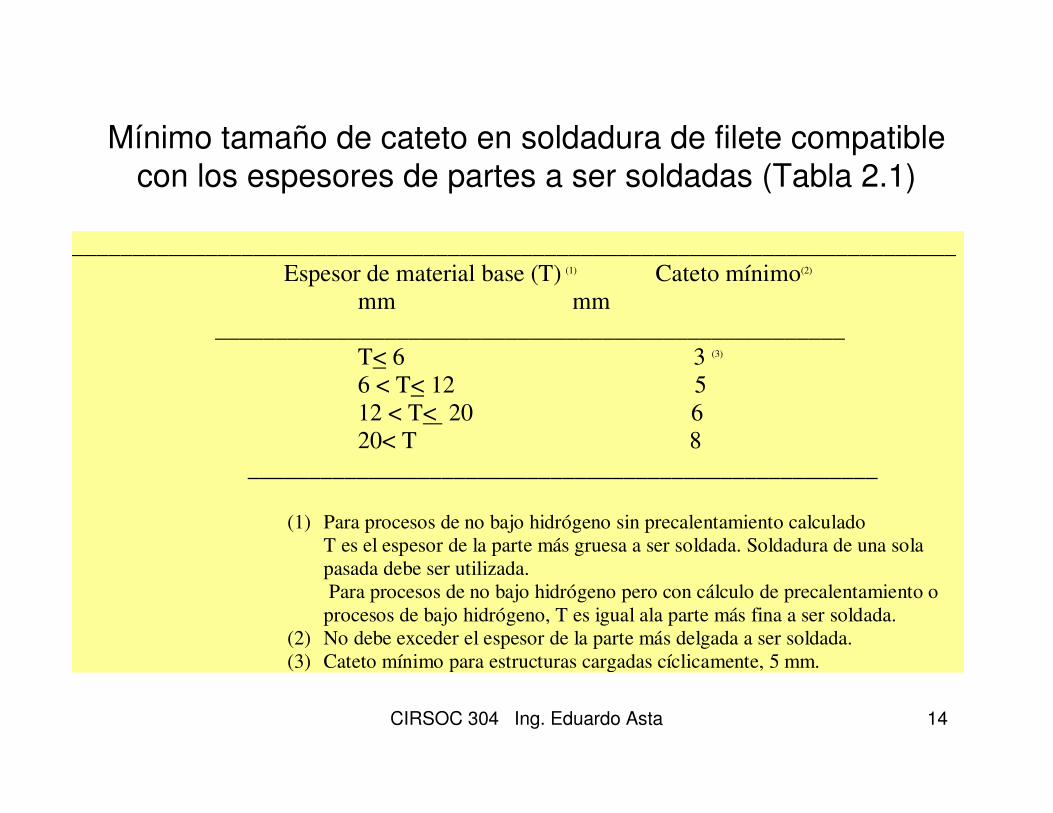
Mínimo tamaño de cateto en soldadura de filete compatible con los espesores de partes a ser soldadas (Tabla 2.1)
_________________________________________________________________________
Espesor de material base (T) (1) Cateto mínimo(2)
mm mm
____________________________________________________
T< 6 3 (3)
6 < T< 12 5
12 < T< 20 6
20< T 8
____________________________________________________
(1) Para procesos de no bajo hidrógeno sin precalentamiento calculado
T es el espesor de la parte más gruesa a ser soldada. Soldadura de una sola
pasada debe ser utilizada.
Para procesos de no bajo hidrógeno pero con cálculo de precalentamiento o
procesos de bajo hidrógeno, T es igual ala parte más fina a ser soldada.
(2) No debe exceder el espesor de la parte más delgada a ser soldada.
(3) Cateto mínimo para estructuras cargadas cíclicamente, 5 mm.
CIRSOC 304 Ing. Eduardo Asta 15
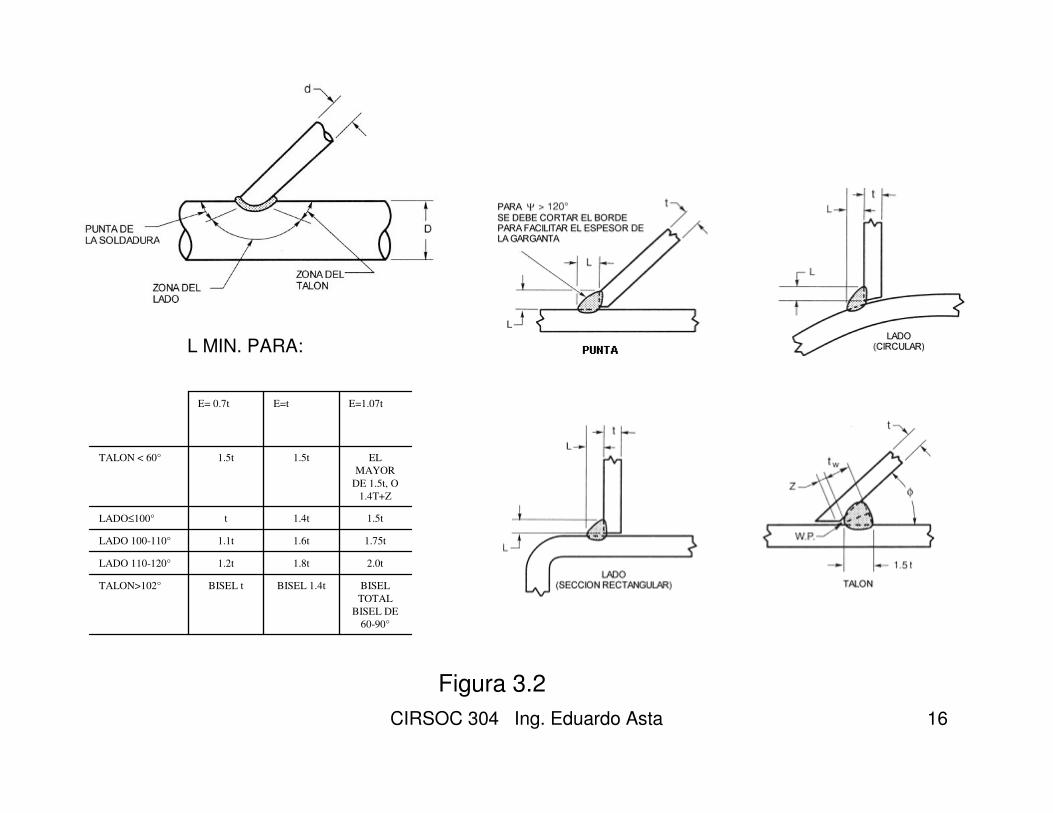
3.9.2-Detalles para Elementos Estructurales Tubulares
• Figura 3.2
CIRSOC 304 Ing. Eduardo Asta 16
BISEL
TOTAL
BISEL DE
60-90°
BISEL 1.4t BISEL t TALON>102°
2.0t1.8t1.2tLADO 110-120°
1.75t1.6t1.1tLADO 100-110°
1.5t1.4ttLADO≤100°
EL
MAYOR
DE 1.5t, O
1.4T+Z
1.5t1.5tTALON < 60°
E=1.07tE=tE= 0.7t
L MIN. PARA:
Figura 3.2
CIRSOC 304 Ing. Eduardo Asta 17
3.9.3- Juntas Oblicuas en T
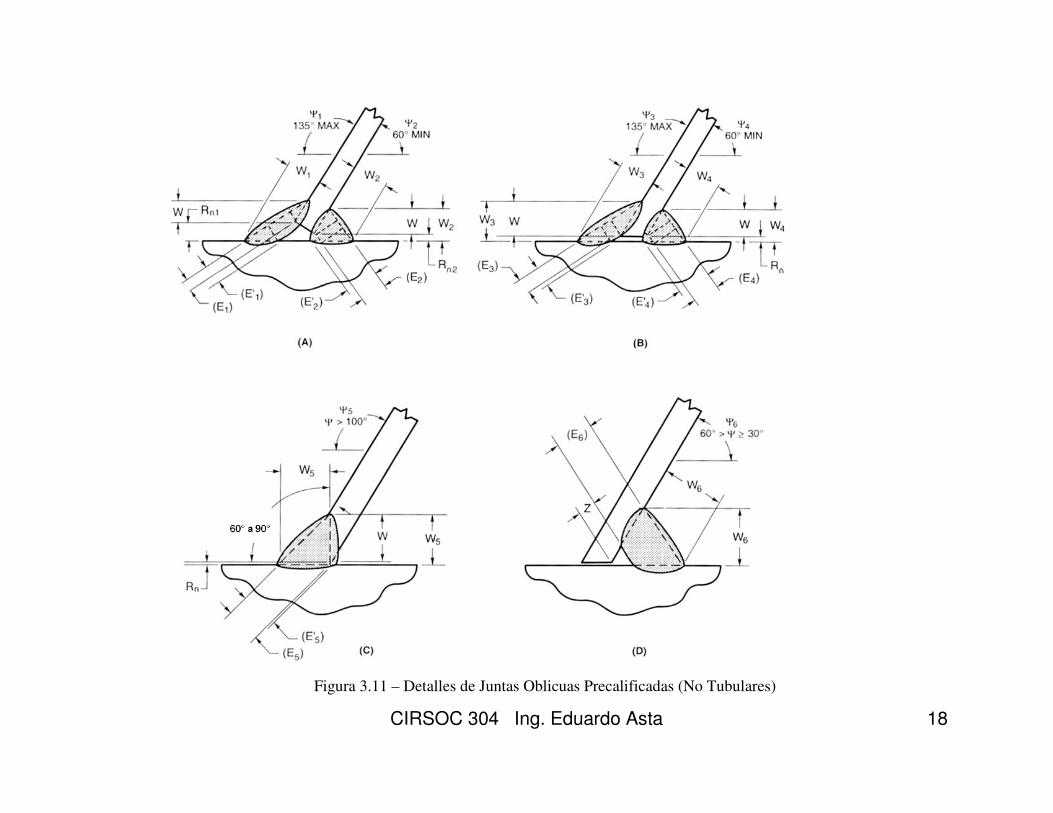
• Figura 3.11 (No Tubular)
• Tamaño mínimo de la soldadura de acuerdo con Tabla 2.1
CIRSOC 304 Ing. Eduardo Asta 18
Figura 3.11 – Detalles de Juntas Oblicuas Precalificadas (No Tubulares)
CIRSOC 304 Ing. Eduardo Asta 19
3.10- REQUERIMIENTOS DE SOLDADURAS DE BOTONES (TAPONES) y RANURAS (OJALES) CORRESPONDIENTES
A UNA EPS PRECALIFICADA
• Los detalles de las soldaduras en botones y ranuras hechas por los procesos manual, semiautomático con alambre macizo (excepto modo de transferencia cortocircuito) y semiautomático con alambre tubular, pueden ser usadas sin realizar la calificación requerida en la Sección 4 debiéndose cumplir con lo indicado en 5.25.
• La profundidad del relleno en metales base de espesor ≤ 16 mm deberá ser igual al espesor del metal base. En metales base con espesor > 16 mm, debe ser por lo menos la mitad del espesor del metal base, pero no menor que 16 mm.
CIRSOC 304 Ing. Eduardo Asta 20
3.11- REQUERIMIENTOS COMUNES PARA
SOLDADURAS DE BISEL CON PJP o CJP
CORRESPONDIENTES A UNA EPS PRECALIFICADA
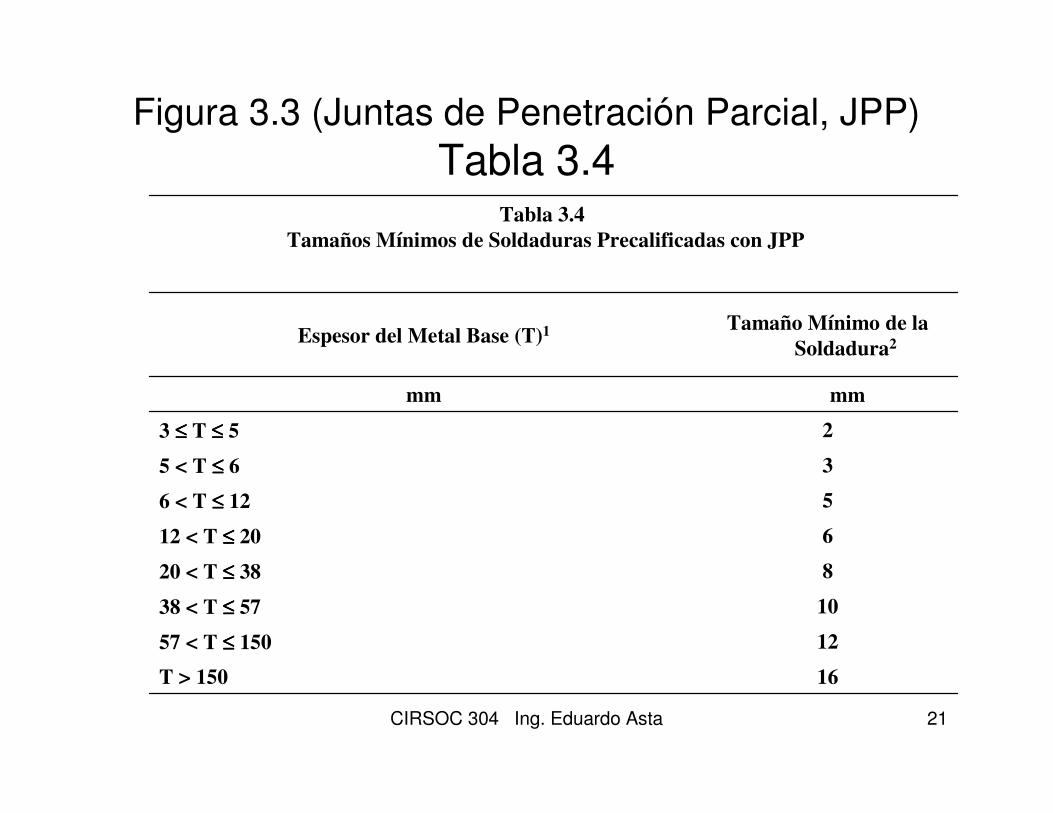
• Figura 3.3 (Juntas de Penetración Parcial, JPP)
• Figura 3.4 (Juntas de Penetración Completa, JPC)
CIRSOC 304 Ing. Eduardo Asta 21
Figura 3.3 (Juntas de Penetración Parcial, JPP)
Tabla 3.4
16T > 150
1257 < T ≤≤≤≤ 150
1038 < T ≤≤≤≤ 57
820 < T ≤≤≤≤ 38
612 < T ≤≤≤≤ 20
56 < T ≤≤≤≤ 12
35 < T ≤≤≤≤ 6
23 ≤≤≤≤ T ≤≤≤≤ 5
mmmm
Tamaño Mínimo de la
Soldadura2Espesor del Metal Base (T)1
Tabla 3.4
Tamaños Mínimos de Soldaduras Precalificadas con JPP
CIRSOC 304 Ing. Eduardo Asta 22
Figura 3.4- Juntas de Penetración Completa, JPC
Aplicables a:
• Uniones de Elementos Estructurales No Tubulares
• Uniones de Elementos Estructurales Tubulares a Tope (excepto para Proceso por Arco Sumergido, SAW, donde el Ø de caño paraprocedimiento precalificado debe ser ≥ 600 mm
CIRSOC 304 Ing. Eduardo Asta 23
Capítulo 3- Especificación de Procedimiento de Soldadura( EPS)
• 3.12.4. Detalles para Uniones Tubulares
CIRSOC 304 Ing. Eduardo Asta 24
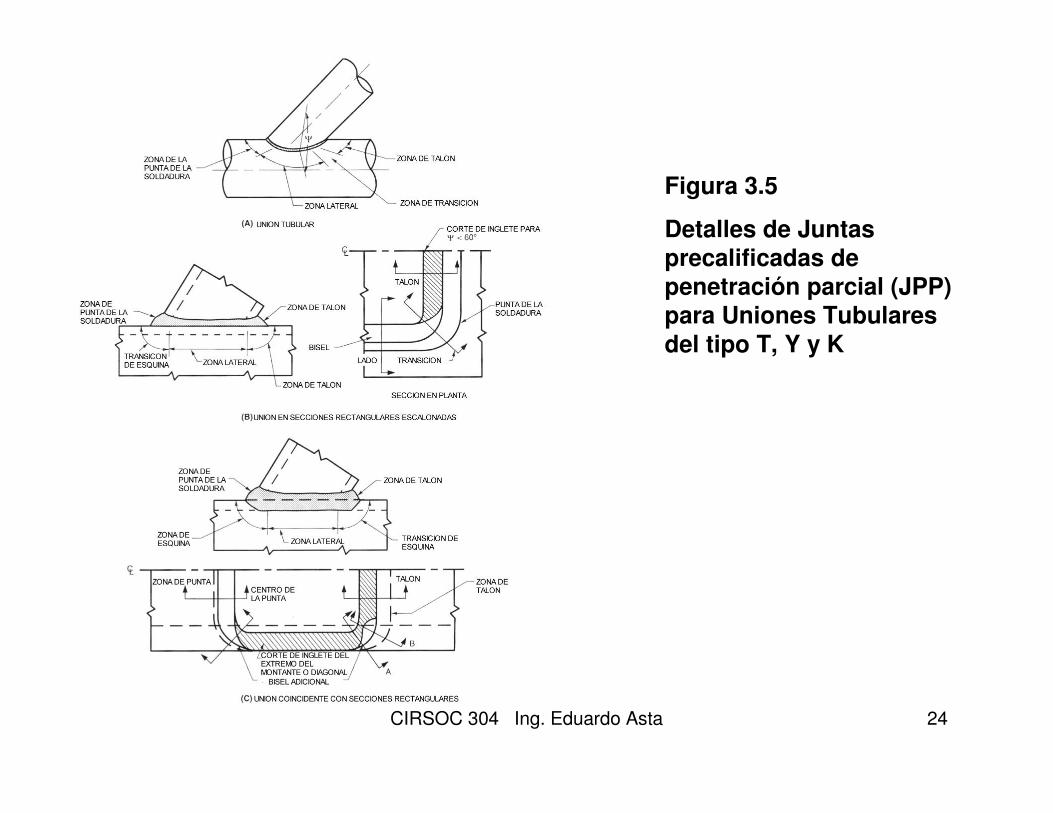
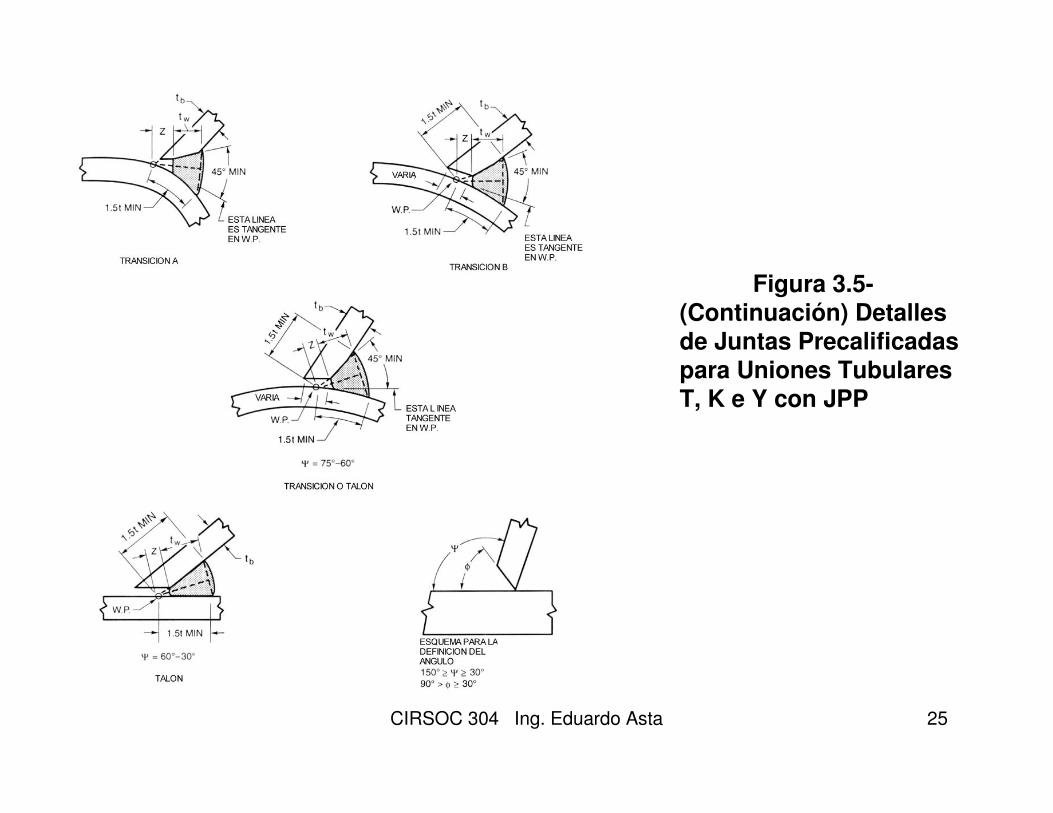
Figura 3.5
Detalles de Juntas precalificadas de penetración parcial (JPP) para Uniones Tubulares del tipo T, Y y K
CIRSOC 304 Ing. Eduardo Asta 25
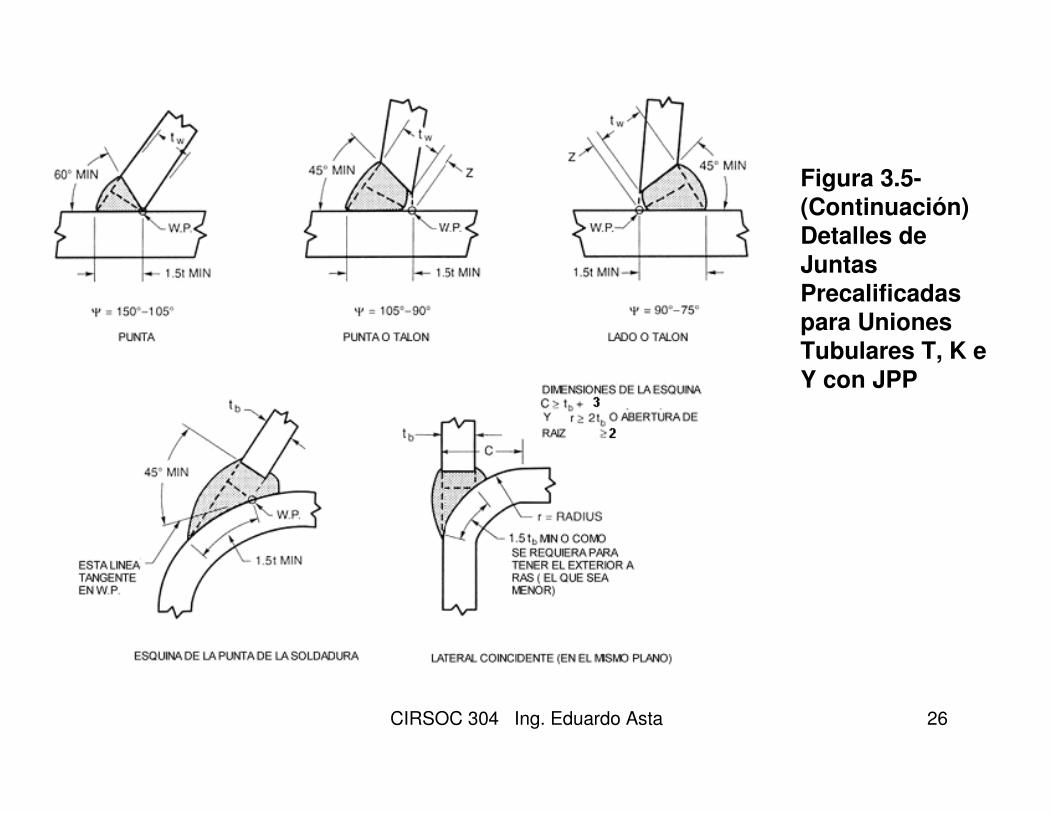
Figura 3.5-(Continuación) Detalles de Juntas Precalificadas para Uniones Tubulares T, K e Y con JPP
CIRSOC 304 Ing. Eduardo Asta 26
Figura 3.5-(Continuación) Detalles de Juntas Precalificadas para Uniones Tubulares T, K e Y con JPP
CIRSOC 304 Ing. Eduardo Asta 27
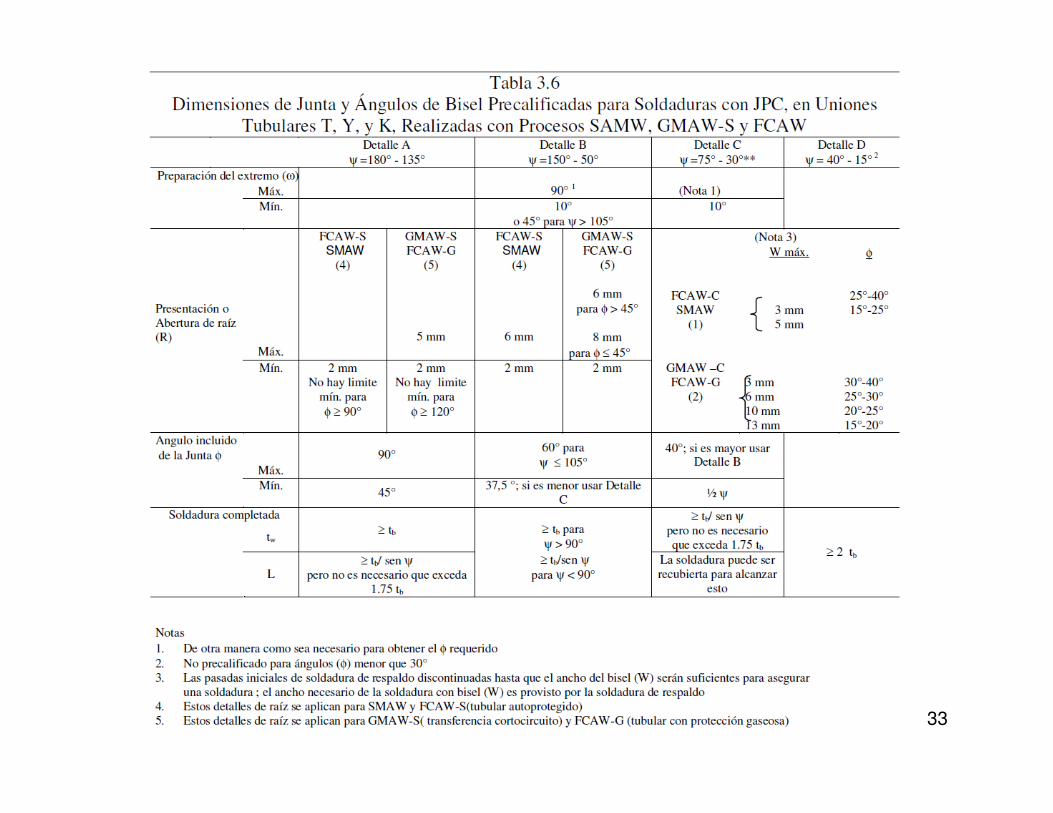
3.14.4-Requerimientos para Juntas de Penetración Completa (JPC) en Uniones T, Y y K
de Elementos Estructurales Tubulares
• Figura 3.6
• Figura 3.7
• Figura 3.8
• Figura 3.9
• Tabla 3.5
• Tabla 3.6
CIRSOC 304 Ing. Eduardo Asta 28
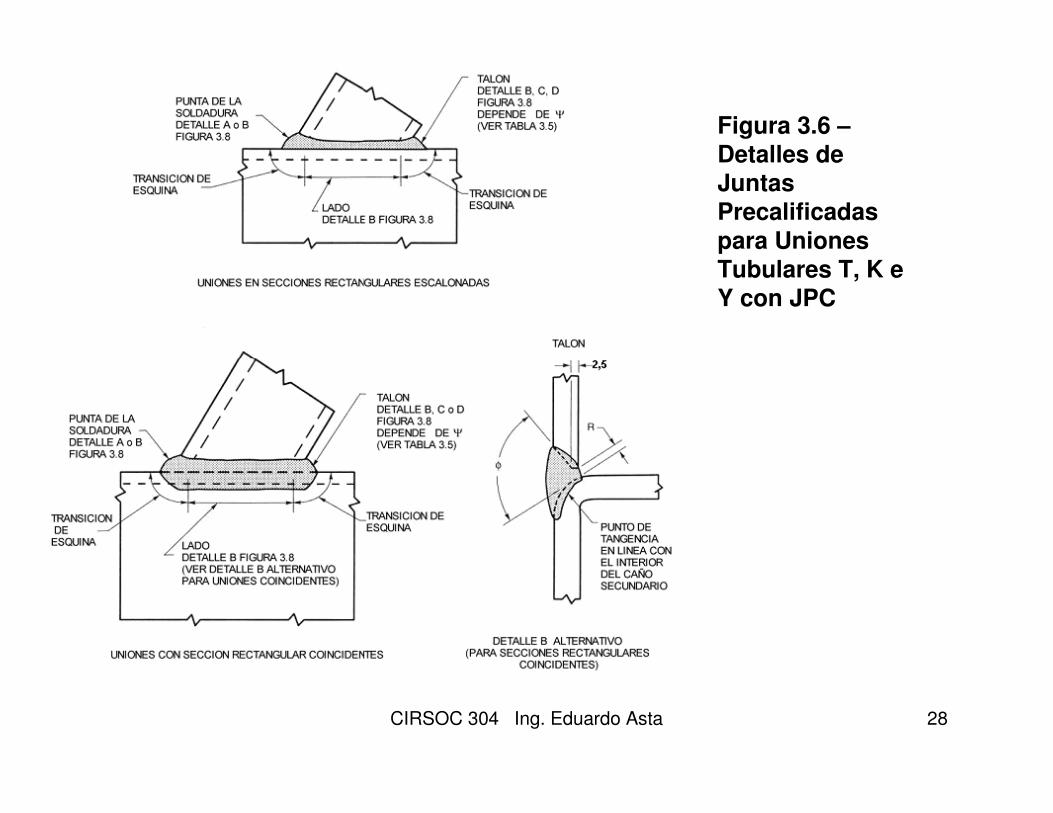
Figura 3.6 –Detalles de Juntas Precalificadas para Uniones Tubulares T, K e Y con JPC
CIRSOC 304 Ing. Eduardo Asta 29
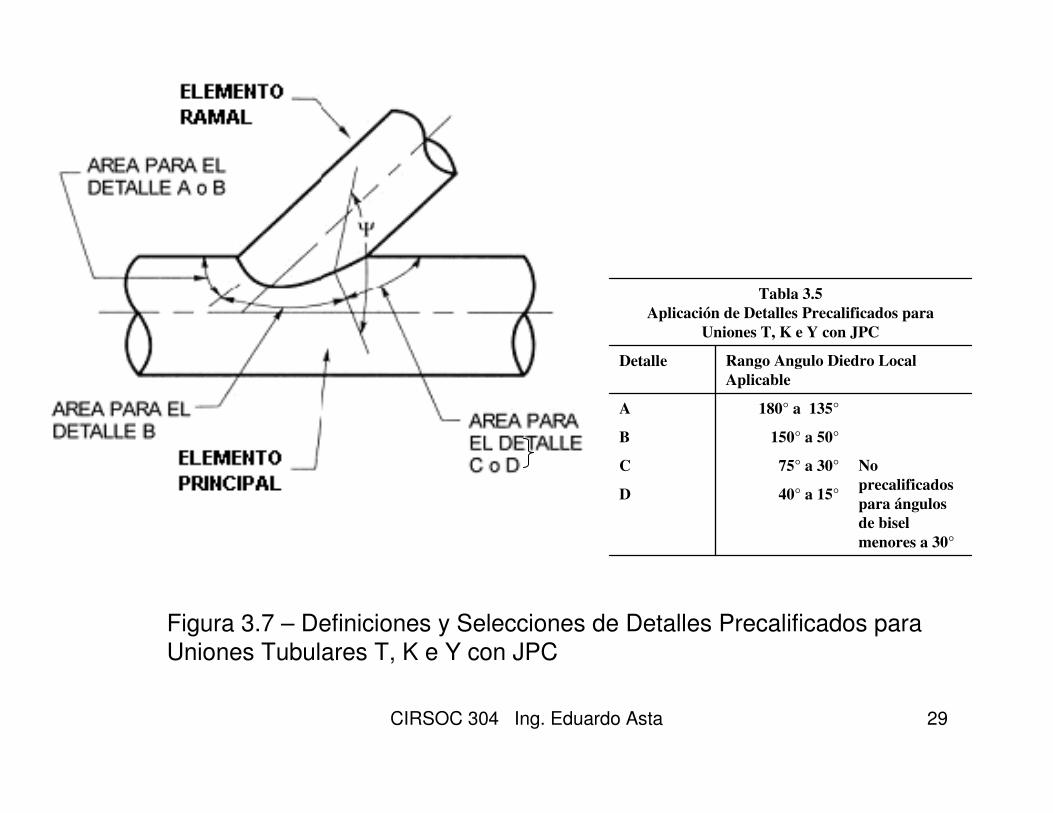
Figura 3.7 – Definiciones y Selecciones de Detalles Precalificados para Uniones Tubulares T, K e Y con JPC
40° a 15°D
No
precalificados
para ángulos
de bisel
menores a 30°
75° a 30°C
150° a 50°B
180° a 135°A
Rango Angulo Diedro Local
Aplicable
Detalle
Tabla 3.5
Aplicación de Detalles Precalificados para
Uniones T, K e Y con JPC
CIRSOC 304 Ing. Eduardo Asta 30
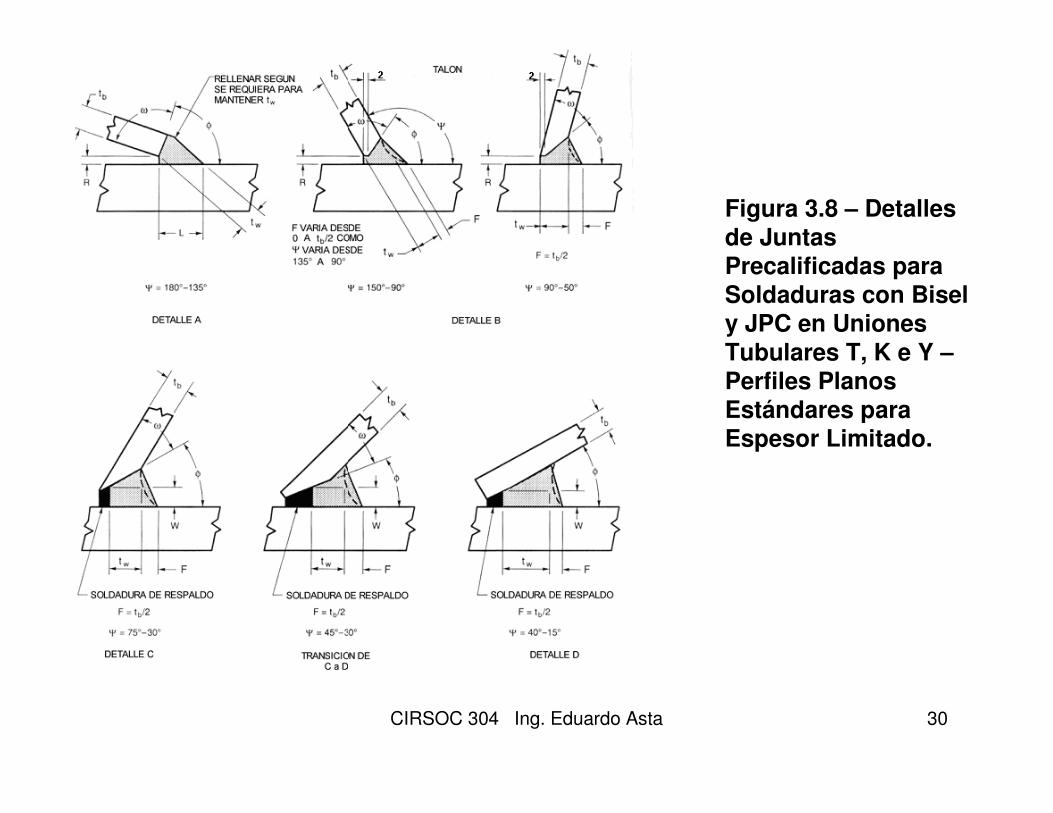
Figura 3.8 – Detalles de Juntas Precalificadas para Soldaduras con Bisel y JPC en Uniones Tubulares T, K e Y –Perfiles Planos Estándares para Espesor Limitado.
CIRSOC 304 Ing. Eduardo Asta 31
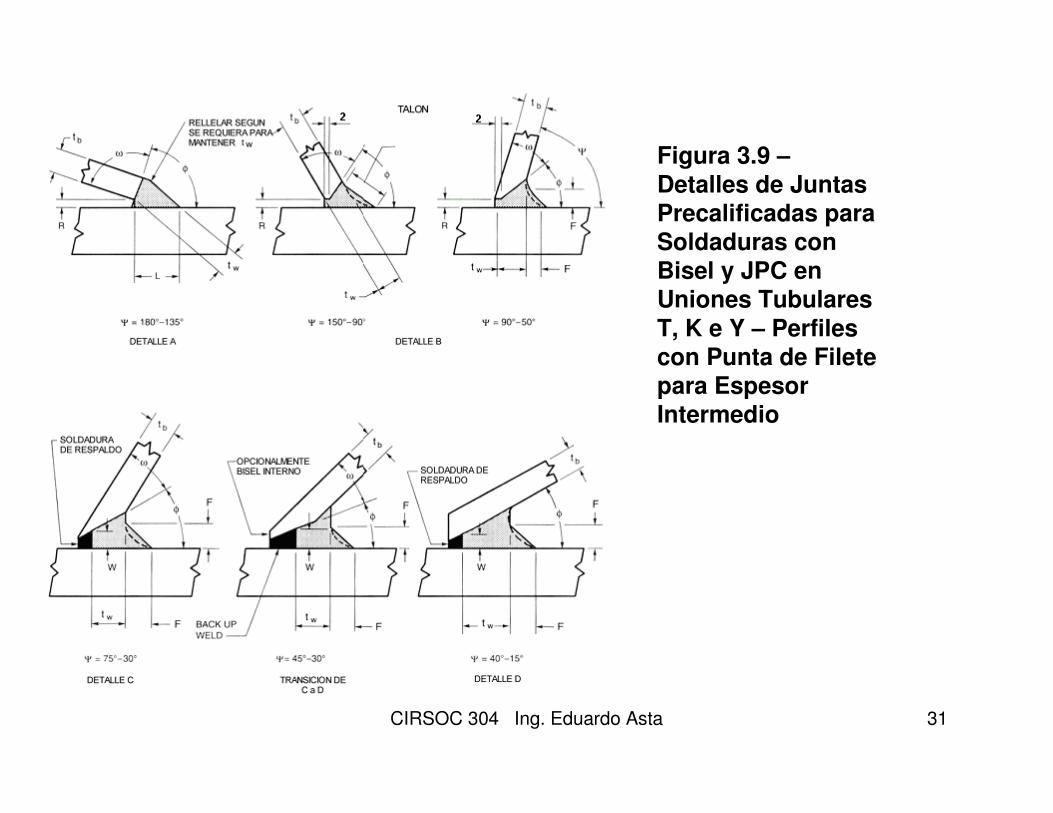
Figura 3.9 –Detalles de Juntas Precalificadas para Soldaduras con Bisel y JPC en Uniones Tubulares T, K e Y – Perfiles con Punta de Filete para Espesor Intermedio
CIRSOC 304 Ing. Eduardo Asta 32
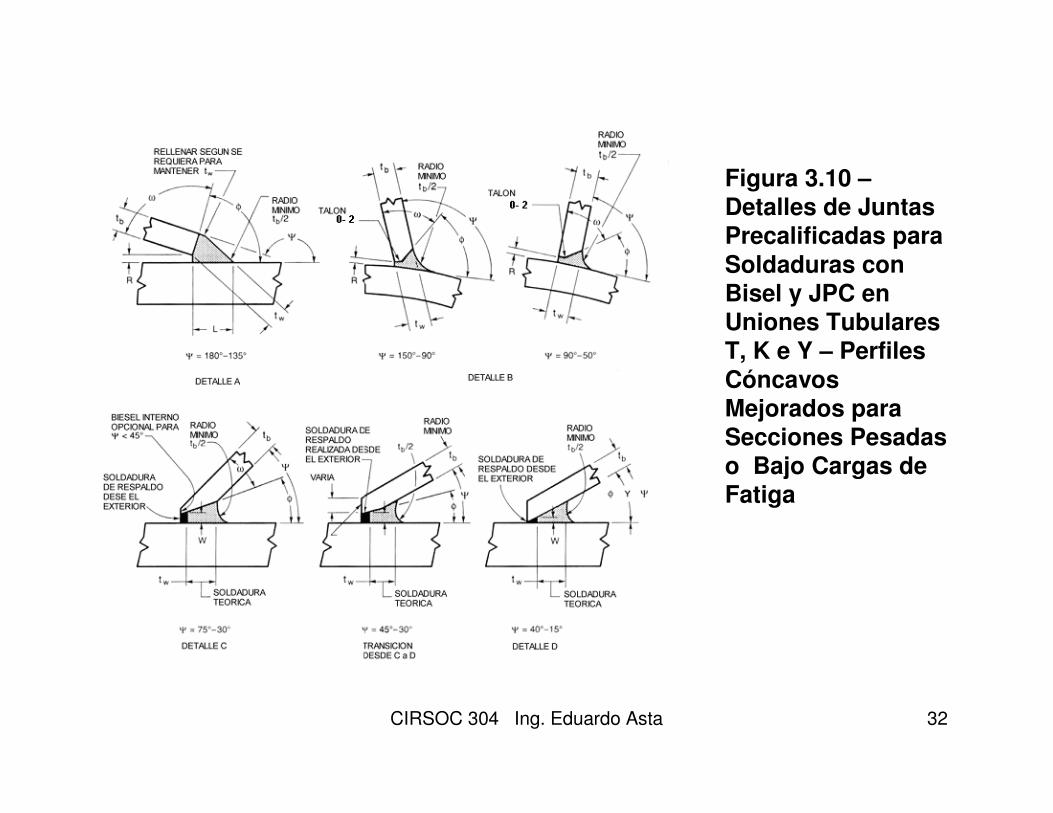
Figura 3.10 –Detalles de Juntas Precalificadas para Soldaduras con Bisel y JPC en Uniones Tubulares T, K e Y – Perfiles Cóncavos Mejorados para Secciones Pesadas o Bajo Cargas de Fatiga
CIRSOC 304 Ing. Eduardo Asta 33





























