Embed Size (px)
DESCRIPTION
EXCELENTE PARA CONSULTA
Citation preview

POR FAVOR, VISITE NUESTROS BOOTHS EN FABTECH 2015, PARA OBSERVAR LA EXPOSICIÓN “MÁS GRANDE” ¡JAMÁS MOSTRADA!
EMPLEANDO PLATAFORMAS DE CONTROL CON EMPLEANDO PLATAFORMAS DE CONTROL CON LA PRÓXIMA GENERACIÓN LA PRÓXIMA GENERACIÓN DE PRENSAS SERVO DSFDE PRENSAS SERVO DSF
EN EXHIBICIÓN, ENERGIZADA, Y ESTAMPANDO PARTES FRENTE A USTED
BOOTHSBOOTHS #S4524 && #S4724 NOVIEMBRE 9 AL 12 | CENTRO MCCORMICK
PRENSA SERVO DSF DE LADOS RECTOS, PRENSA SERVO DSF DE LADOS RECTOS,

Características2 Prensas Hidráulicas:
Nuevas vs. Usadas – ¿Cual es la Mejor Opciónpara su Negocio?
8 Mantenimiento del Husillo,Puntas Reparadas yReconstruidas
12 El Posicionamiento deDispositivos para laAutomatización en losProcesos de Soldadurapara la Repetitividad, elAcceso y la ProtecciónAutomotriz es Clave
Comentarios6 Troqueles desde el Diseño
Procesado de Estampados de AluminioPor Peter Ulintz
10 La Ciencia del ConformadoDesarrolle Curvas de Daños en el Troquel para EvitarQuebraduras Por Stuart Keeler
Departamentos18 Novedades Industriales21 El Indice de Anunciante
Porción los que crean los productos de metal de precisión que utilizan estampar,
fabricar y otros procesos de valor agregado.
Otoño 2015
© 2015 by PMA Services Inc.6363 Oak Tree Blvd.
Independence, OH 44131+1 (216) 901-8800
http://mexico.pma.org/[email protected]
Nuestros derechos están reservados. Es estrictamente prohibido la reproducción
en total o parcel sin autorización.
PMA Presidente | William E. Gaskin, [email protected]
Vicepresidente, Publicador | Andrew [email protected]
Editor | Brad F. [email protected]
Editor Senior | Louis A. [email protected]
Gerente de Editorial | Marlene F. O’Brien [email protected]
Director de Arte | Donna M. D’Amico [email protected]
Director de Producción | Susan [email protected]
Gerente de Circulación | Melody [email protected]
Asistente de Circulación | Terri [email protected]
Marketing a Coordinador | Rachel [email protected]
VentasOH, Western NY, Western PA,
Canada, InternationalAndrew Flando, Publicador
+1 (216) [email protected]
MI, North Central, California Ryan King
+1 (773) [email protected]
New England, Eastern NY, Eastern PAJohn Wagner
+1 (312) [email protected]
South Atlantic, South CentralBob West
+1 (678) [email protected]
MexicoRodolfo Marroquin5281-8349-5605
Gerente de Ventas interiorIlene Schwartz
+1 (216) [email protected]
Una publicación oficial deSe le gustaria recibir la revista
MetalForming en español cada mes entra a http://mexico.pma.org/magazine/subscribe.htm
2
8
12
Contenido
http://mexico.pma.org/magazine MetalForming/Otoño 2015 1
Amedida que los fabricantes enfrentan un incrementode competencia por parte del mercado global, los for-madores de partes metálicas que buscan incrementar
la capacidad de prensas hidráulicas con frecuencia lidiansobre la decisión de comprar una prensa nueva a pedido, dis-eñada para cumplir con necesidades específicas, o de adquiriruna prensa usada que pueda adaptarse para cumplir con lasnecesidades inmediatas y que represente un menor costo deinversión, dicho de otra forma:
¿Resulta una mejor opción adecuar una prensa nuevapara que se integre a su operación o, es mejor adecuar suoperación a una prensa existente? Los formadores de partesmetálicas deben explorar todas las opciones disponiblesantes de tomar una decisión crítica, debido a que la soluciónde su elección puede tener un efecto duradero en el resultadofinal.
En un mundo perfecto, libre de tiempos de entrega y depresupuestos para compras de equipos de capital, cada unade las operaciones de formado contaría con equipo total-mente especializado que incluiría garantías por parte del fab-ricante, brindaría eficiencia operativa, además de propor-cionar la tranquilidad de saber que el equipo utilizado fuediseñado específicamente para el formado de sus partes.Claro está que, el mundo de la manufactura dista mucho deser perfecto, y que, los tiempos de entrega, los presupuestosy las prioridades competitivas inherentes ejercen presiónsobre las decisiones de compra.
Varios factores influyen en la decisión de comprar unaprensa hidráulica usada o invertir en una prensa hidráulicanueva personalizada. Estos incluyen la cronología del proyec-to, las implicaciones en costo inmediato vs a largo plazo y losrequerimientos específicos de la aplicación.
Al dar inicio a la cuestión sobre la adquisición de una pren-sa hidráulica, busque respuesta a estas cuatro preguntas:
1) ¿Cuál es la demanda de su aplicación específica?
Muchos de los procesos de formado de partes metálicaspueden adaptarse con facilidad a las especificaciones deprensas hidráulicas con un amplio rango. Los requerimien-tos sobre el tamaño de la prensa, el tonelaje, la velocidad yla precisión, pueden no ser tan estrictos hasta la medida queno afecten negativamente el producto final. En estas situa-ciones, la cantidad de prensas usadas disponibles que ten-gan la posibilidad de cumplir con sus requerimientos puedenser tomadas en consideración en el mercado de prensasusadas. Encontrar una prensa usada que se acerque lo sufi-ciente a coincidir con sus necesidades puede tener unimpacto positivo en sus requerimientos de una inversión decontado.
De manera alterna, si las exigencias de la aplicación sonespecíficas, es improbable que una prensa usada puedacumplir con los requerimientos específicos del trabajo. Si lacapacidad de tonelaje, velocidad, tamaño, precisión y con-trol específico tendrán un impacto positivo significativo enla operación, la búsqueda en el mercado de equipos usadosse asemejará a la frase proverbial “encontrar una aguja en unpajar”. Por último, si se realizan muchos sacrificios en equiposy, el formador de partes metálicas fuerza su aplicación espe-cializada en una prensa no especializada, sacrificará muchaseficiencias en el proceso. Mientras que estas pueden noresultar críticas en un nivel de ciclo individual, estas solu-ciones intermedias pueden tener repercusiones acumulati-vas.
Las prensas hidráulicas personalizadas le proporcionanmás libertad con respecto a la relación entre el tamaño decama y el tonelaje. Los formadores de partes metálicas cuyasaplicaciones requieran de bajo tonelaje con una gran área deformado se percatarán, a medida que se mantengan dentro
PrensasHidráulicas:
Nuevas vs. Usadas –¿Cual es la Mejor Opción para su Negocio?
2 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

del mercado de prensas usadas,que están pagando por una pren-sa de mayor tonelaje para así teneruna cama más amplia y un arietede mayor tamaño. Y, de igualforma, si una aplicación requierede un mayor tonelaje de formadoen un área pequeña, las solucionesque se encuentran en el mercadode equipos usados con frecuenciarequerirán la compra de una pren-sa más grande que cumpla con eltonelaje requerido.
Al considerar los requerimien-tos de la aplicación, hágase lassiguientes preguntas:
• ¿Obtendremos todas las fun-ciones que se necesitan y necesi-tamos hacer concesiones?
• ¿Estaremos usando más espa-cio del necesario y, cómo afectaráesto las operaciones?
• ¿La prensa requerirá de unfoso, plataforma o algún otro tipode ajuste ambiental?
• ¿Tendremos que cambiar nue-stros procesos para adecuarnos ala prensa o vice versa?
• ¿Cómo afectará la prensa lacalidad del producto – la mejorará o la perjudicará?
• ¿Los costos de operación de la prensa se mantendrániguales, aumentarán o disminuirán?
• ¿Podrán los operadores manejar esta prensa con seguri-dad y eficiencia?
2) ¿Cuál es el presupuesto?Los presupuestos para la compra en gastos de capital
deben ser considerados en los costos inmediatos y a largoplazo. En la mayoría de los casos, los equipos de prensashidráulicas usadas le presentarán precios que son significa-tivamente menores al compararlos con una prensa person-alizada. Los formadores de partes metálicas con presupuestoslimitados para compras de equipos, independientemente desu preferencia por equipos personalizados, pueden verse lim-itados a lo que puedan encontrar en el mercado de maquinar-ia usada. Y, en algunos casos, encontrar una prensa hidráuli-ca de calidad que cumpla con los requerimientos de laaplicación puede resultar la mejor solución.
No obstante, los formadores de partes metálicas debencomprender que, mientas las ventajas de un precio menorinicial ofrece ventajas, los equipos usados pueden a la larga,asociarse con ciertos costos que incrementan el costo totaldel proyecto. Estos costos ocultos incluyen mayores costospor mantenimiento y reparaciones, al igual que pérdidas eneficiencia debido a la adaptación de un equipo que inicial-
mente fue diseñado para una apli-cación diferente.
Al comparar una prensahidráulica personalizada nuevacon la alternativa de una prensausada, tome en consideración lospuntos a continuación:
• Precio de la máquina—Costoactual real de cada solución
• Requerimientos de actual-ización—Controles, sistemas deseguridad, además de otras mod-ificaciones a la prensa que serequieran para adaptarla a la apli-cación o a los estándares de lacompañía.
• Cambios en la sala de pren-sas—los cambios que sean nece-sarios para instalar la prensaadquirida (fosos, trabajos decimentación, etc.)
• Entrega e instalación• Preparación — ¿Qué, si acaso
algo, necesitará realizarse en laprensa para que sea operable?
• Costos anuales de manten-imiento, incluyendo refacciones
3) ¿Cuál es la cronología?En la mayoría de los casos, cuando llega el momento en
que el equipo de adquisiciones del formador de partesmetálicas reconoce la necesidad de adquirir equipo de cap-ital, que lleva al cabo la investigación pertinente y que harecibido la autorización del capital a invertir, se ha reducidosustancialmente la línea de tiempo para la compra, la insta-lación y el arranque. Superficialmente, una línea de tiempoexpedita para un proyecto de este tipo se presta naturalmentea la adquisición de equipos usados. Sin embargo, en muchasocasiones la compra rápida de una prensa usada, la cual a suvez debe actualizarse para cumplir con los requerimientos delproyecto o de la fábrica, puede dar como resultado que suoperación tome el mismo tiempo, o incluso más, que laadquisición de una prensa personalizada.
Para ambas opciones, es importante considerar concuidado cada uno de todos los requerimientos concebiblessobre el tiempo requerido para el pre arranque, para de estaforma tomar la mejor decisión de compra, a la vez que seminimizan las sorpresas en el proyecto.
Al planificar la cronología de un proyecto, considere losiguiente:
• ¿Cuándo contará con la prensa?• ¿Cuánto tiempo tomará transportar la prensa a la insta-
lación de formado?• ¿Cuánto tiempo tomarán las actualizaciones y las mejo-
ras?
Con frecuencia los componentes que se usan en lasprensas fabricadas a pedido son catalogados comoartículos disponibles con distribuidores locales. Alterna-tivamente, algunas máquinas viejas pueden requerirrefacciones que ya no se fabrican. Los formadores departes metálicas deberán indagar sobre la disponibilidadde refacciones que pudiesen requerir para cualquierprensa que estén considerando.
http://mexico.pma.org/magazine MetalForming/Otoño 2015 3

• ¿Cuánto tiempo se llevará realizar las pruebas antes deque la prensa sea operable?
4) ¿Los recursos internos de mantenimientoestán bien desarrollados?
Toda prensa personalizada nueva contará con compo-nentes modernos, recursos de servicio y de apoyo del OEM,además de una garantía. En la mayoría de los casos, estos tresfactores actuarán como un importante amortiguador contralos tiempos caídos imprevistos, la pérdida de producción yclientes enojados. Esto es especialmente cierto para lasorganizaciones sin equipos robustos de mantenimiento yque, por lo mismo, carecen de la disponibilidad y delconocimiento requeridos para dar mantenimiento a equiposque se hacen viejos. Sin embargo, las operaciones de formadode partes metálicas que si cuentan con un robusto equipointerno de mantenimiento, capaz de mantener el equipo vitalen operación, podrán manejar mejor las instancias de lasprensas hidráulicas usadas.
Independientemente de las capacidades del equipo inter-no de mantenimiento, aquellas personas que se dedican a labúsqueda de equipos en el mercado de máquinas usadas,deberán prestar atención especial a la edad, las condicionesy la operación de cualquier equipo usado previamente. Esimportante conocer, antes de hacer cualquier compromiso,donde se usó la prensa y porqué está en venta. Los com-
pradores deberán también solicitar todos los registros de ser-vicio, donde se indica cuán bien sus dueños anteriores lle-varon el programa de mantenimiento en la máquina. Estainformación le proporcionará un sentido de confianza a ladecisión de compra de un equipo usado, o, le alertará paraevitar incurrir en algo que lamentará.
Servicio y soporteYa sea que usted compre equipo nuevo o usado, asegúrese
de hacer estas preguntas referentes al servicio y al soporte:• ¿A quién debe llamar en caso de requerir servicio o
soporte? Incluso en los casos en que no se trate de la mismacompañía de quien adquirió el equipo, asegúrese de teneridentificada a la persona que debe contactar.
• ¿Cuál es el costo por el servicio o el soporte y, si este sepaga por hora, por contrato, por visita, etc.?
• ¿Cuál es el tiempo promedio de respuesta a una llama-da de soporte?
• ¿Cuáles son los requerimientos anuales de manten-imiento contemplados para la prensa, en términos de costoy de tiempo?
• ¿Cuándo fue la última vez que se dio mantenimiento alequipo?, ¿Quién realizo el servicio?
• ¿Habrá alguien disponible a quién mi equipo de manten-imiento pueda contactar cuando surjan preguntas? MF
Prensas Hidráulicas
4 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

Se puede lograr el formado de formas complejas con lasaleaciones de aluminio – por ejemplo, los paneles decarrocería automotrices – usando el equipo de pro-
ducción existente de la sala de prensas. Los ejemplos de pro-ducción incluyen los paneles interior y exterior de las puer-tas, capós, tapas, componentes estructurales y de refuerzo.Las propiedades del aluminio difieren enormemente deaquellas del acero, lo que significa que el aluminio se defor-ma de manera diferente durante el proceso de estampado.Por lo que esto requiere de una estrategia de diseño de tro-quel y de proceso que tome en cuenta estas diferencias.
Tabla 1 – Del Instructivo de la especialidad ASM (ASM Spe-cialty Handbook): Aluminio y aleaciones de aluminio. El primer paso: Entender las designaciones del metal y del
templado para el estampado específico que está en proceso.Las aleaciones de aluminio tienen una designación medianteun código de cuatro dígitos con la descripción de los ele-mentos primarios de su aleación (Tabla 1). Las aleaciones de la serie 1xxx son esencialmente puras
comercialmente – muy suaves y fáciles de formar – y dondeno se usan en componentes donde la resistencia sea una con-sideración principal. Estos se usan generalmente en las
industrias química y eléctrica. Las aleaciones de la serie 2xxx tienen mayor resistencia,
dureza y, en algunos casos, facilidad de soldado. No son tanresistentes a la corrosión atmosférica como otras aleacionesde aluminio, por lo que generalmente deben contar conprotección adicional, ya sea con pintura o con algún reves-timiento. Las aleaciones 3xxx son las más usadas – con mayor
resistencia que 1100 pero aún moldeables. Entre las aplica-ciones típicas se incluyen, radiadores, intercambiadores decalor y latas de bebidas. Las aleaciones 5xxx se usan en componentes electrónicos
(por resistencia, apariencia y anodizado) y en componentesestructurales automotrices. Debido a que este tipo de aleacionesno pueden ser templadas, se corre el riesgo de perder cualquierbeneficio en resistencia en la pieza final al trabajarse en frío siesta se somete a un ciclo de horneado de la pintura. Las aleaciones de la serie 6xxx ofrecen facilidad de for-
mado e incrementarán su resistencia durante el ciclo dehorneado de pintura, lo que las hace ideales para paneles decarrocería automotrices y tapas. Las aleaciones de la serie 7xxx son de grado templado de
alta resistencia que no se unen con facilidad mediante pro-cesos de soldadura comercial, por lo que generalmente seunen por procesos de remachado.
Designaciones de templadoLos formadores de partes metálicas hacen su elección
entre cuatro designaciones básicas de templado al especificar
Procesado de Estampados de Aluminio
Por Peter Ulintz
Peter Ulintz ha trabajado en la industria de estampadosen metal y de herramentales y troqueles desde 1978. Suexperiencia en la industria incluye, fabricación deherramentales y troqueles, ingeniería en herramentales,diseño de procesos, desarrollo avanzado de productos yadministración de ingeniería. Como docente ypresentador técnico, Peter es orador en seminariosnacionales de la PMA, mesas redondas regionales,conferencias internacionales y en programas de colegiosy de universidades. Él, brinda también asesorías yprogramas de capacitación in situ a la industria deconformados en placa metálica. Peter Ulintz, Director Técnico, PMA [email protected]
Troqueles desde el Diseño
Designación deAleación A1
Elementos Principales de la Aleación Templable
1xxx Ninguno No
2xxx Cobre (Cu) Si
3xxx Manganeso (Mn) No
4xxx Silicón (Si) No
5xxx Magnesio (Mg) No
6xxx Mg + Si Si
7xxx Zinc (Zn) Si
8xxx Otro Si
Tabla 1— Del Instructivo de la especialidad ASM (ASM SpecialtyHandbook): Aluminio y aleaciones de aluminio.
Aleación,Templado
Resisten-cia al
formado,KSI
Fuerza detensión,
KSI
Elongacióntotal, %
Radio mínimo dedoblez*
(doblez de90-grad.)
Toleranciade cortepor lado*,
%t
3003-O 5 14 25 0 5%
3003-H14 17 20 5 0 6%
3003- H16 21 24 4 1t 7%
5052-O 9.5 25 19 0 6.5%
5052-H32 23 31 7 1t 7%
6061-O 12 max 22 max 16 0 5.5%
6061-T4 16 30 16 1t 6%
6061-T-6 35 42 10 1.5t 7%
Tabla 2—Propiedades mecánicas mínimas para una placa de ungrosor de 0.060-pulg. (Ref. ASTM B209). *Instructivo de laespecialidad ASM (ASM Specialty Handbook): Aluminio y alea-ciones de aluminio
6 MetalForming/Otoño 2015 http://mexico.pma.org/magazine
la placa de aluminio:• Fabricación-As (F)• Endurecido por esfuerzo al trabajarse en frío (H)• Totalmente suave (O)• Templado (T).La designación del templado sigue al número de desi-
gnación de la aleación con un guión y una letra, por ejemp-lo; 5052-O.Los templados H y T con frecuencia son acompañados por
designaciones numéricas adicionales que describen conmayor detalle el método de templado. H – Endurecido por esfuerzo (trabajado en frío) con o sin
templado. H1x – Endurecido por esfuerzo sin templado H2x – Endurecido por esfuerzo y templado parcialmente. H3x – Endurecido por esfuerzo y estabilizado mediante
calentamiento a baja temperaturaEl segundo dígito indica el grado de dureza: 2 = Dureza de
¼, 4 = dureza de ½,6 = Dureza de ¾; 8 = Dureza total y 9 =Extra duro. Por ejemplo se puede citar; 5052-H32 endureci-do por esfuerzo sin templado hasta una condición de durezade ¼.T – Tratamiento térmico para producir templados estables. T1 – Enfriado después de trabajar en caliente y añejado en
forma natural (a temperatura ambiente). T2 – Enfriado después de trabajar en caliente y añejado en
forma natural (a temperatura ambiente).T3 – Templado con solución y trabajado en fríoT4 – Templado con solución y añejado en forma naturalT5 – Enfriado después de trabajar en caliente y añejado en
forma artificial (a temperatura elevada)T6 – Templado con solución y añejado en forma artificialT7 – Templado con solución y estabilizadoT8 – Templado con solución, trabajado en frío y añejado
en forma artificialT9 – Templado con solución, añejado en forma artificial
y trabajado en frío T10 – Enfriado después de trabajar en caliente, trabajado
en frío y añejado en forma artificial
Planeación de procesadoEl tipo y el templado del aluminio son de sumo interés para
el diseñador de troqueles y para el ingeniero de procesos. Lafacilidad de formado – en términos de la elongación final – varíade acuerdo al tipo y templado del metal (Tabla 2). Determinar una tolerancia apropiada de corte entre el
punzón y el troquel depende del tipo y el grosor del materi-al. También (en la Tabla 2), se sugieren las tolerancias entreel punzón y el troquel en términos del porcentaje del grosorde la placa (t) para los procesos de corte, pre formado (blank-ing) y perforado. Al punzonar y cortar aluminio, en especial aleaciones
del tipo suave (templado-O), los formadores de partes metáli-
cas deben apegarse a las rutinas apropiadas de manten-imiento y usar herramentales afilados. Los bordes burdos enpunzones y troqueles pueden producir rebabas parecidas alas que se obtiene al tener una tolerancia excesiva y donde laaltura de las rebabas resulta particularmente problemática.Un lubricante adecuado para los estampados en aluminioayudaría en reducir el desgaste del herramental y en producirbordes de calidad en el corte. El plegado del aluminio requiere de atención especial por
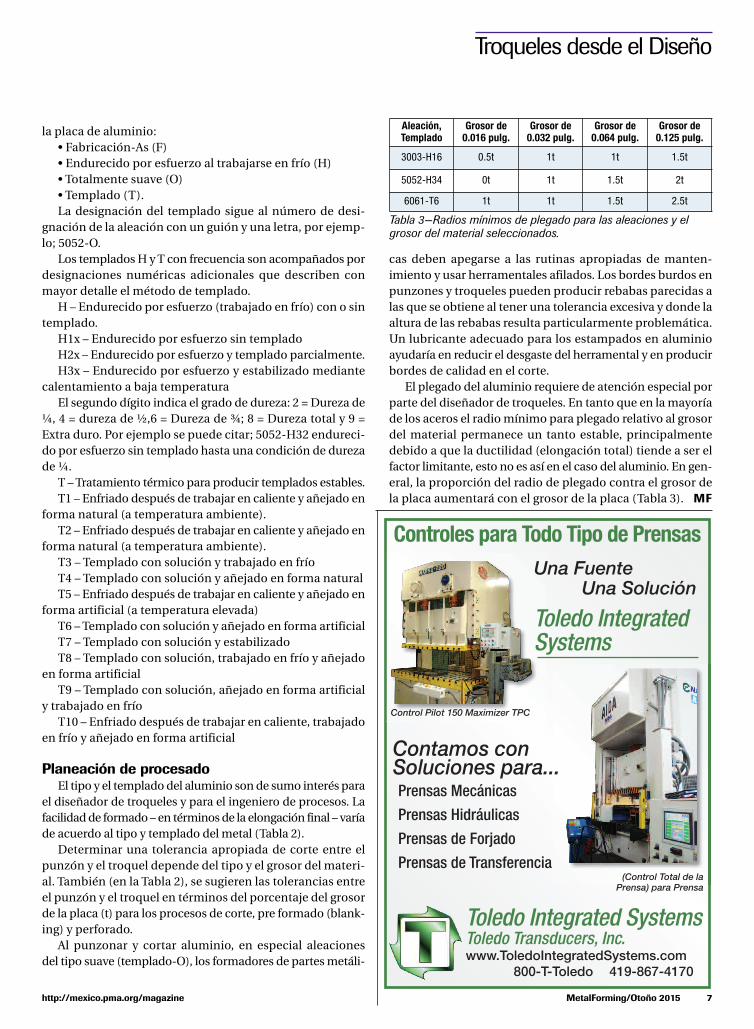
parte del diseñador de troqueles. En tanto que en la mayoríade los aceros el radio mínimo para plegado relativo al grosordel material permanece un tanto estable, principalmentedebido a que la ductilidad (elongación total) tiende a ser elfactor limitante, esto no es así en el caso del aluminio. En gen-eral, la proporción del radio de plegado contra el grosor dela placa aumentará con el grosor de la placa (Tabla 3). MF
Controles para Todo Tipo de Prensas
Contamos conSoluciones para...Prensas Mecánicas
Prensas Hidráulicas
Prensas de Forjado
Prensas de Transferencia
Control Pilot 150 Maximizer TPC
(Control Total de laPrensa) para Prensa
Una FuenteUna Solución
Toledo IntegratedSystems
Toledo Integrated SystemsToledo Transducers, Inc.www.ToledoIntegratedSystems.com
800-T-Toledo 419-867-4170
T
Troqueles desde el Diseño
Aleación,Templado
Grosor de0.016 pulg.
Grosor de0.032 pulg.
Grosor de0.064 pulg.
Grosor de0.125 pulg.
3003-H16 0.5t 1t 1t 1.5t
5052-H34 0t 1t 1.5t 2t
6061-T6 1t 1t 1.5t 2.5t
Tabla 3—Radios mínimos de plegado para las aleaciones y elgrosor del material seleccionados.
http://mexico.pma.org/magazine MetalForming/Otoño 2015 7

Un husillo deteriorado en unamáquina conlleva al paro de laproducción. Y, para empeorar las
cosas, agregarle el costo considerable dela reparación de un husillo que, irónica-mente, pudo haberse evitado o pudohaberse minimizado con solo seguir lossiguientes consejos de mantenimiento.
1) Mantener los fluidos de lubricación
Los fluidos deben mantenerse limpiosy a niveles seguros de operación. El man-tenimiento de la lubricación es críticotanto para el funcionamiento del husillocomo para su longevidad. Asegúrese deaplicar en forma estricta los programas delubricación recomendados por el fabri-cante de herramientas OEM.
Muchos husillos son de tipoaire/aceite. Además de necesitar man-tener los niveles de aceite, los talleresdeben – debido a que estos sistemas tam-bién usan aire – cambiar los filtros deaire en periodos regulares. Por otra parte,otros tipos de porta brocas para husillo desolo lubricación, necesitarán cambioscompletos de aceite.
2) Revisar la excentricidad delhusillo y la fuerza de sujeción
Revise periódicamente la excentri-cidad del husillo mediante una barra depruebas para husillo calibrada y conec-tada a tierra. Muchos talleres no real-izan esta prueba, incluso, después deuna “caída” menor en la máquina. LasOEMs recomiendan realizar la pruebade excentricidad de un husillo cada 6meses y/o después de que se haya pre-sentado cualquier tipo de “caída”. Deigual forma, las piezas de trabajo quede repente se salen de las toleranciasindicadas indican que el husillo noestá funcionando apropiadamente.
En línea con el monitoreo de laexcentricidad del husillo, revise lafuerza de sujeción mediante una prue-ba de retención. La fuerza de sujeciónasegura los porta herramientas en loshusillos y, cualquier reducción en laaplicación de esa fuerza podría causarque haya vibraciones de la herramien-ta y a una excentricidad que no solo
puede dañar las piezas de trabajo sinoal husillo mismo.
En las máquinas de torneado, sim-plemente revise los ejes del husillo con unindicador para detectar cualquier excen-tricidad que resulte excesiva. En caso deque se presenten “caídas” menores, confrecuencia, las torretas del torno o de lafresadora se llevarán la peor parte deldaño por impacto debido a que los portabrocas cuentan con cierta amortiguacióny, hasta cierto punto, pueden resistir losimpactos. No obstante, debe llevar acabo pruebas de excentricidad per-iódicamente y después de cada “caída”.
3) Monitoree los niveles de vibración del husillo
Mientras que se monitorean losniveles de vibración del husillo queutilizan como una revisión física losoperadores que “sienten” que presen-ta mayores vibraciones que lo normal,las fresadoras actuales se encuentranequipadas con tecnología de sensores
Mantenimiento del Husillo,Puntas Reparadas y Reconstruidas
Monitoreo apropiado ymantenimiento regular, al
usar estas sieteobservaciones mantendrá
las herramientas de sumáquina en operación.
Por: Kevin Sekerak
Kevin Sekerak es subgerente de Spin-dle Rebuild en Mazak Corp., Florence,KY; www.mazakusa.com.
De ser necesario efectuar labores de reparación o de reconstrucción de husillos, dejeque las OEMs hagan el trabajo. Ellos cuentan con el equipo y la experiencia necesariapara efectuar estas tareas correctamente.
8 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

infiltrar algunos tipos de contaminantesal interior del husillo, al motor del husil-lo o a otros componentes que debenmantenerse sellados y protegidos.
7. Permitir que las OEMs realicen el servicio
Cuando sea necesario reparar o recon-struir los husillos, deje que las OEMs defresadoras realicen el servicio. Esto legarantizará que solo se utilizarán refac-ciones certificadas de fábrica y de que sesigan los procedimientos especificados.Los talleres que pretendan reparar oreconstruir los husillos ellos mismos,generalmente terminan causando másdaño que beneficio.
Cuando se evalúen los servicios dereparación de husillos, verifique que lasOEMs lleven al cabo estas operaciones:
• Desarmado, limpieza, inspeccióny valoración de las condiciones gen-erales del husillo;
• Se determinen las causas de lafalla y que se proporcionen reportesque detallen dichas causas, al igualque las cotizaciones por la reparacióny los diarios sobre las reparacionesespecíficas realizadas;
• Se instalen las piezas de cambioque se requieran, así como rodamien-tos (baleros) nuevos, anillos O, resortesy empaques.
La reconstrucción de husillosincluyen estas operaciones:
• Cambio de los núcleos de los husil-los;
• Lijar y pulir a precisión todos loscomponentes críticos del husillo paraque queden lisos y a tamaño, amboprocesos deben quedar con toleran-cias dentro de un rango de 2 µ;
• Medir y probar el desplazamientoaxial, la presión interna, las configura-ciones de carga, la fuerza de fresado yla excentricidad de los husillos en cadapaso de la reconstrucción;
• Balancear los cartuchos del husillo ano más 0.5 g para que se tenga unavibración reducida y un desempeñomejorado de los rodamientos (baleros);
• Realizar una corrida progresiva poral menos 8 hrs. para trabajar losrodamientos (baleros) en forma gradualy monitorear la temperatura. MF
de vibración integrada en sus controles.Estos sistemas activarán una alarmaen caso de que se presente unavibración del husillo que sea insegura.Desafortunadamente, en demasiadasocasiones se ignoran estas alarmas.
Un aumento de la vibración puedeser resultado de rodamientos (baleros)gastados, los cuales, si son ignorados,pueden quemar los ejes del husillo eincluso se paralice. Ambas situacionespueden conllevar a realizar gastos dereparación muy costosos que podríanhaberse evitado simplemente conhaber cambiado los rodamientos(baleros) gastados a la primera señal devibración fuera de lo normal.
4) Mantenimiento de lubricación de los rodamientos(baleros) del husillo
Muchos husillos son del tipo lubrica-dos de por vida en fábrica, por lo tantoquedan libres de mantenimiento. Estosson unidades cerradas para evitarcualquier tipo de contaminación. Sinembargo, otros porta brocas de husillosde mayor tamaño, como los que tienenlos tornos grandes, mantienen lubricadoslos rodamientos (baleros) con baños deaceite. Revise y mantenga los niveles deestos baños de aceite en forma periódica.
5. Monitoree los sistemas de enfriamiento
Para husillos de alta velocidad equipa-dos con sistemas de enfriamiento,asegúrese que la unidad del sistema deenfriamiento opera apropiadamente. Unbuen indicador de problemas potencialesdel husillo: cualquier incremento en latemperatura de salida del sistema deenfriamiento. De presentarse estasituación, haga que un técnico certifica-do revise todo el sistema a detalle.
6. Vuelva a instalar las tapas de la máquina
Muchas de las fresadoras actualestienen áreas de husillo selladas conempaques y/o con algunos tipos decubiertas. Si estas son retiradas porlabores rutinarias de mantenimiento opor cualquier otro motivo, deben vol-verse a instalar debido a que se pueden
http://mexico.pma.org/magazine

¿Cuándo vuela, ve los motoresdel avión por la ventana yse pregunta si se manten-
drán funcionando adecuadamentehasta que aterrice con seguridad? O,¿Solo se sienta y se relaja, confiado enque los motores son monitoreadoscuidadosamente mediante una curvaque muestra la acumulación de dañoen base a la función de horas de vuelo?
Considere una curva igual (Fig. 1), lacual muestra que la cantidad del daño altroquel de estampado aumenta propor-cionalmente en base al uso hasta quealcanza un nivel crítico de daño (PuntoC). Al llegar a este punto esperamos quefalle el troquel; la curva dicta que el tro-quel recibe mantenimiento adecuadoantes de llegar al punto crítico.
¿Cuantas salas de prensas que oper-an troqueles de largo plazo usan curvasparecidas para rastrear el daño al tro-quel? Y, ¿Cuántas salas de prensa pro-graman mantenimiento preventivo altroquel antes de que alcance el punto C,para evitar mayores rechazos en estam-pados? Muchos de los cambios en eltroquel durante la producción puedencausar daños en las partes estampadasy su rechazo. Las dimensiones en el
estampado pueden variar debido al des-gaste del troquel o a cambios en la alin-eación del componente. La fricción quecontrola el flujo de la placa metálicadentro del troquel depende de laaspereza en la superficie del troquel y enla temperatura del mismo. La interacciónde las 40 o más entradas en el proceso deformado determinarán si la curva dedaño tiene un deseado declive superfi-cial o uno peligrosamente inclinado.
Durante un recorrido reciente a unagran planta de estampados automotri-ces, nuestro grupo camino a un costadodel taller de tamaño mediano de fabri-cación y reparación de troqueles. El tallerestaba vacío y todas sus máquinas esta-ban ociosas. Cuando se le pregunto elporqué, nuestro guía comento que eltaller “había completado todos los tra-bajos del mantenimiento preventivoprogramado durante la mañana, debidoa que estos eran trabajos menores.”Observe el énfasis en “mantenimientoprogramado” y la implicación de quenunca se presentaron trabajos urgentesen troqueles rotos.
Este tema fue un caso de estudiodurante un seminario reciente de la PMAsobre la solución de problemas en lasala de prensas. Estudiamos una curva
de daño del troquel (Fig. 2), la cual indi-caba (punto A) la necesidad de unaacción preventiva oportuna. En esteestudio, el mantenimiento requiere decinco días y el trabajo opera a 20 turnospor semana, previniendo que el estam-pador acumule piezas estampadas.
Pregunta para discusión: Si el clientetiene programado un cierre vacacionalde dos semanas en V-1, ¿Hay algún prob-lema? Todos en la clase respondieronque “no,” debido a que el mantenimientopodría llevarse a cabo durante esas dossemanas de cierre.
Los problemas del mundo real gen-eralmente se encuentran con cierres vaca-cionales de algún cliente en V-2 o mayor.He aquí hay dos posibles respuestas:
1) Llamar al cliente y notifícarle quetendrá que pararles la producción den-tro de tres semanas; o
2) No hacer nada y mantenerse enoperación hasta que el troquel ya nopueda formar estampados aceptables,luego proceder a llamar al cliente paradarle la mala noticia
La mayoría de la clase sugirió unatercera respuesta:
“No le puede hacer eso a un cliente,”dijeron, pero no pudieron proponer unasolución alterna.
Desarrolle Curvas de Daños en el Troquel para Evitar Quebraduras
Por Stuart Keeler
La Ciencia del Conformado
Stuart Keeler (KeelerTechnologies LLC) esmejor conocido en elmundo entero por sudescubrimiento de losdiagramas de límite deformado, el desarrollodel análisis de retículacircular y laimplementación de otrasherramientas de análisis
en el taller de estampado. La experiencia enconformado de metales de Keeler incluyeveinticuatro años en la Corporación Nacional deAcero (National Steel Corporation) y doce años enel Centro de Investigación de la Compañía Budd,permitiéndole traer a esta publicación, y a losmuchos seminarios que enseña para la PMA,conocimientos y experiencias muy diversas.Keeler Technologies LLCP.O. Box 283 • Grosse Ile, MI 48138E-mail: [email protected]
Prop
orci
ón d
el d
año
C
Horas de producción o cantidad de piezas estampadas
Horas de producción o cantidad de piezas estampadas
Prop
orci
ón d
el d
año
V-1
A
V-2
Fig. 1—La curva de daño define la cantidadde daño que ha sufrido el troquel en baseen las mediciones previas del estampado.En el momento C, se aprecia un dañoexcesivo o quebradura repentina.
Fig. 2—Con el estado actual del troquel enA, se puede realizar el trabajo dereparación durante un cierre del cliente enV-1. Un cierre V-2 significa una falta deestampados a futuro.
10 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

con mayor detalle. Como una variante de este proced-
imiento, el formador de piezas metálicaspuede evaluar una pieza estampada 2horas antes de finalizar la corrida. Si sedetectan problemas que puedan serreparados con el troquel aún instaladoen la prensa, el estampador puederealizar las correcciones inmediatamentedespués de la corrida. Luego proceder arealizar algunos estampados adicionalespara verificar las reparaciones antes dequitar el troquel.
En algunos casos, los estampadospasarán la inspección al finalizar unacorrida pero no lo harán al iniciar la sigu-iente corrida. Nuevamente, el estam-pador debe comparar las lecturas UT quese hayan obtenido de los estampadosaprobados al finalizar la corrida anteriorcontra aquellos estampados defectuososal inicio de la siguiente corrida. La útilinformación sobre la preparación del tro-quel/prensa agilizará el proceso de cor-rección. Se puede usar el mismo proced-imiento para evaluar si un nuevo rollo dematerial está afectando el proceso (últimoestampado/final del rollo de material
comparado con el primer estampado/nuevo rollo de material).
Muchos talleres de prensas exhibensus estampados más complejos en lasparedes de sus instalaciones paramostrarlos a sus clientes. Mientras quemuchos de estos estampados se venimpresionantes, pueden también con-tener mucha información. Analice conrejilla circular cada uno de los estampa-dos. Después del formado, neutralice elelectrolito, quite la grasa, lave/seque yproteja el estampado usando espray Kry-lon. Este protegerá la superficie y la rejil-la por décadas. De esta forma, el estam-pado está disponible para tomarmediciones UT, de esta manera si el tallervuelve a usar el troquel en otra ocasión osi se tiene un problema con un estampa-do parecido, se puede hacer referencia alestampado preservado para obtener lainformación correctiva requerida.
Por último, al guiar a los clientespotenciales por la sala de prensas, podráexplicar los procedimientos de controlde deformación en los estampados, cau-sando una muy buena impresión alcliente. MF
De la misma manera en que el motorde un avión tiene una curva única dedaño, sucede igual con los troqueles paraestampados. Primero, determine el modode falla del estampado. Por ejemplo, si losestampados exceden la variación dimen-sional debido al desgaste, construya unacurva de daño tomando mediciones deun troquel reconstruido con tiemposincrementales desde el inicio hasta elmomento de falla. Grafique estasmediciones contra las horas de produc-ción o contra la cantidad de estampa-dos. Con la finalidad de estar protegidocontra otros modos de falla, trace elsegundo y el tercer modo de falla másseveros como gráficas separadas.
Los estampadores cuentan con otrasopciones para determinar si un procesode estampado se encuentra operando enmodo estable o, si está desviándose de laprogramación del primer trabajo. Porejemplo, ellos pueden usar un calibradorde grosor ultrasónico (UT) o realizar unanálisis de rejilla circular para rastrear laestabilidad del proceso de estampado.Las áreas problema potenciales sonmedidas en el fichaje del troquel.
El procedimiento más rápido y sen-cillo: usar un calibrador UT para medirel grosor de la pieza en ubicaciones críti-cas. El cambio en el grosor es propor-cional al cambio en la deformación de lasuperficie (esfuerzo) en esa ubicación.
Típicamente, los estampadores qui-tan el troquel al finalizar una corrida y lotrasladan al área de almacenamiento.Cuándo se programa una nueva corrida,el troquel regresa a la prensa y se da ini-cio a la producción. Un operador o uninspector revisa los primeros estampa-dos para verificar que cumplen con lasespecificaciones. Si las dimensiones delas piezas caen fuera de las especifica-ciones, se para la producción y se dainicio a las labores de reparación.
De manera alterna, antes de quitar eltroquel al finalizar una corrida, uninspector puede usar un calibrador UTpara revisar la última pieza estampada ycompararla con los valores especifica-dos. Si se detecta un problema, el troqueles trasladado al taller de reparación antesde volverse a guardar. Para los problemasmás complejos, toda la pieza estampa-da puede analizarse con una rejilla cir-cular para estudiar el flujo del material
TODO LO QUE NECESITA PARASOLDADURA POR RESISTENCIA
• Maquinas de diseño estandard y especial• Maquinas reconstruidas• Electrodos estandard y especiales• Componentes de soldadura• Servicios y reparaciones maquinaria y controles• Enfriadores de agua industrial
www.tjsnow.com | [email protected] | 1-800-NOW-SNOW (669-7669)
CUANDO LONECESITA AHORA
Llame o escriba Liz DeSantiago(423) 308- 3239 (directo)[email protected]
SE HABLAESPAÑOL
NECESITCUANDO LO
A AHORAESITTA AHORACUANDO LO
i i t• Enfriadores de agua industrial maquinaria y controles• Servicios y reparaciones• Componentes de soldadura• Electrodos estandard y especiales• Maquinas reconstruidas y especial• Maquinas de diseñ q i l
• Enfriadores de agua industrial oles iones
l
• Componentes de soldadura• Electrodos estandard y especiales• Maquinas reconstruidas
o estandard
welders@tjsnow|.com .tjsnowwww
• Enfriadores de agua industrial
-SNOW1-800-NOW|.com welders@tjsnow
• Enfriadores de agua industrial
(669-7669)-SNOW
http://mexico.pma.org/magazine MetalForming/Otoño 2015 11

Las celdas de soldadura eléctrica,en especial dentro de la industriaautomotriz, deben operar correc-
tamente en todo momento todo el tiem-po. Los componentes para los tablerosde instrumentos, los asientos, lossoportes para el motor, así como otrosensambles a soldadura entran y salencon rapidez, hora tras hora, día tras día.
De igual importancia al equipo desoldadura en sí; es el dispositivo uti-lizado para el posicionamiento de laspartes que forman los componentes
que integran el ensamble a soldar. Si losdispositivos no pueden aceptar, colo-car, sujetar y descargar las partes conrapidez, las operaciones de soldadurafallarán. Además, las herramientas parasoldar deben resistir los rigores de laproducción en masa, que requieren deuna operación confiable pieza porpieza, a la vez que están expuestas alcalor y a salpicaduras de soldadura.
El posicionamiento de dispositivosdebe también ayudar, y no entorpecer,a la fabricación de piezas, a la vez queda protección a los sensores, a las líneasde aire y a los dispositivos electrónicosde los que depende la producciónautomatizada. Como si lo anterior nofuera suficiente, los nuevos materiales
para las piezas de trabajo y las corridasde piezas de menor tamaño requierende sistemas de posicionamiento de dis-positivos más robustos que puedancambiarse con rapidez.
Colocación y orientación de las piezas
Un sistema de soldadura automati-zada requiere de mucho más que soloadquirirlo, instalarlo y esperar que se lepuedan alimentar las piezas para quesean soldadas. Un robot regresa a lamisma posición en todo momento comoparte de un proceso altamente preciso.La precisión y la repetitividad del robotrequieren de una colocación precisa yrepetitiva de las piezas a soldar.
Los localizadores de aproximaciónen el dispositivo orientarán cada unade las piezas a una estrecha proximidada la posición final de sujeción. En undispositivo bien diseñado, estos local-izadores de aproximación permitiránque la pieza caiga prácticamente ensu posición y orientación adecuadospor sí sola. Un usuario final típica-mente quiere que sus empleados sim-plemente carguen el dispositivo sintener que llevar a cabo pasos adi-cionales para asegurarse de tener unaorientación adecuada. Ese es trabajodel dispositivo.
Las mejores prácticas: • El operador simplemente deja caer
la pieza en el dispositivo y todo se posi-ciona correctamente;
• Las piezas son sujetadas y sol-dadas; y
• Se descarga el ensamble soldado.Por último, el sistema suelda correcta-mente el ensamble en toda ocasión.
Protección contra las salpicaduras de soldadura
Los puntos de falla más comunes en
El Posicionamiento de Dispositivos para laAutomatización en los Procesos de Soldadura
para la Repetitividad, el Acceso y la Protección Automotriz es ClavePor: Todd Whitworth
La soldadura por medio de robots en la industria automotriz exige confiabilidad, consis-tencia y calidad. Para cumplir con estas demandas, se requiere del posicionamientoapropiado de dispositivos que incluya diseños que permitan al robot de soldadura unacceso adecuado, al igual que la rápida colocación y orientación de las piezas.
Todd Whitworth es un ingeniero de apli-caciones que labora en The Lincoln Elec-tric Company, Cleveland, OH: 216/481-8100; www.lincolnelectric.com
12 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

las herramientas para soldar son lossensores, los cables de los sensores y laslíneas de aire. Las fallas en estos com-ponentes afectan la precisión del posi-cionamiento. El principal culpable sonlas salpicaduras de soldadura, por loque un sistema bien diseñado de posi-cionamiento de dispositivos debeincluir medidas que ofrezcan protec-ción contra estas salpicaduras.
Los sistemas de mejores prácticascuentan con un recubrimiento a basede teflón resistente a las salpicaduras.Este recubrimiento puede durar hastados años, dependiendo del manten-imiento que reciban los dispositivos.Contar con un recubrimiento apropia-do, mantiene las salpicaduras sobre laherramienta pero sin adherirse a ella.Adicionalmente al recubrimiento, losconstructores de dispositivos fabri-carán algunos componentes de mate-riales endurecidos para el dispositivoque repelan el calor y las salpicaduras.
Además de proteger las herramien-tas para soldar, resulta obvio que losusuarios buscan también proteger laspiezas de las salpicaduras de soldadu-ra. Esto último lo pueden lograr medi-ante el uso de cubiertas contra salpica-duras colocadas en los extremos de lasabrazaderas. A medida que se cierranlas abrazaderas, las cubiertas prote-gen las áreas del ensamble más sus-ceptibles a recibir salpicaduras.Después de la soldadura, las cubiertasse retraen. Otros tipos de guardas, algu-nas de tipo permanente, pueden colo-carse para protección de los compo-nentes y partes del dispositivo.
El adecuado posicionamiento dedispositivos protege también partesde las piezas que requieren de opera-ciones adicionales posteriores a la sol-dadura, como son las superficies demontaje, orificios para tornillos y suje-tadores. En estos casos, es cuando lasabrazaderas de alternancia o rotato-rias brindan un uso eficaz en la pro-tección de secciones sujetas a riesgo.
Las PLCs que son incorporadas a losdispositivos permiten el sencillo con-trol de las abrazaderas, las deslizaderasy de otros componentes. Su fun-cionamiento es sincronizado para la
secuencia de instalación, de soldadura yde remoción para una operación lo máseficiente posible. Estas herramientas decomunicación pueden integrarse a latotalidad del sistema como parte de unpaquete de control total.
Estructura tubular La construcción de la herramienta
para soldar en sí misma puede com-batir los desafíos relacionados con elcalor de la soldadura, con la escoria ycon las salpicaduras de la soldadura, ala vez que permite el acceso para elmanejo de piezas y para la acción desoldar. Considere, por ejemplo, un dis-positivo que se ha construido sobreuna placa plana – los residuos de lassalpicaduras de soldadura se acumu-larán rápidamente en la base de dichaherramienta, causando que haya tiem-pos caídos para llevar a cabo accionesde limpieza o de reparación.
Considere, como una alternativa,colocar el dispositivo en una estructuratubular. Este tipo de construcción per-mite un acceso simplificado para laacción de soldar – los usuarios puedendar la vuelta a la estructura tubular deldispositivo para tener acceso a la parteposterior del ensamble para procedera su soldado o, para dar mantenimientoal sistema. En cambio, al incorporarun acceso para soldar en el dispositivo
colocado sobre una base de placa planarequiere de la colocación de orificios enla placa, lo que a su vez puede limitar elacceso de la antorcha. Incluso en estoscasos, el problema de acumulación deresiduos por soldadura permanece.Con una estructura tubular, los resid-uos de salpicaduras caen al piso sinacumularse en las herramientas parasoldar.
Adicionalmente, al contar con unaestructura tubular, el constructor deldispositivo puede incluir orificios deacceso en los tubos de la estructurapara permitir la instalación de cables desensores, de otros tipos de cableado yde instalaciones de plomería dentrode los tubos. Al cubrir los orificios deacceso, los tubos pueden brindar pro-tección contra las salpicaduras y losdesechos. Si considera que los orifi-cios de acceso no le presentan unabuena opción, los cables adheridos a laestructura tubular permiten que loscables de sensores y de otro tipo delíneas queden resguardadas en su rutade regreso al tablero de control, man-teniéndolas protegidas de los desechosy de las salpicaduras.
Capacidad para cambios rápidos
Los inventarios no son del agrado dela industria automotriz; todo se reduce
Los dispositivos complejos (como el que se muestra) funcionan mejor cuando los dis-eñadores y los constructores de sistemas de soldadura por robot se involucran con elusuario final a través de todo el proceso del diseño de partes y de ensambles.
Automatización en los Procesos de Soldadura
14 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

al justo-a-tiempo. Aunque losvolúmenes de componentes y deensambles sean altos, las piezas solopueden correrse un par de horas a lavez. La fabricación de familias departes, donde los juegos de piezasmuestren ligeras diferencias, limitantambién los volúmenes de las corri-das. Este tipo de situaciones exigencambios rápidos de herramientas, yaque las máquinas ociosas no son redi-tuables. Un posicionamiento de dis-positivos bien diseñado permite loscambios rápidos.
Con el fin de ahorrar tiempo, enespecial en los trabajos que involucrena familias de piezas que requieran deligeros cambios entre corridas, sec-ciones de la herramienta para soldarpueden cambiarse sin necesidad decambiar toda la instalación. Se puedenemplear cambiadores de herramien-tas robotizados, usando el sistema deasistencia manual (manual assist), pararealizar los cambios de secciones deherramientas. Los usuarios oprimenun botón en la celda de automatizaciónde la interface humano-máquina paraliberar el cambiador de herramientas,extraer la sección y reemplazarla conuna nueva. Al oprimir otro botón, seenergiza la abrazadera en el cambi-ador de herramientas para sujetar lanueva sección en su lugar y así el pro-ceso de soldadura se restablece solodespués de algunos minutos.
Para facilitar los cambios aún más,la instalación ideal de la herramientapara soldar debe incluir desconectoresrápidos en las líneas eléctricas y deaire, al igual que componentes decomunicación que se activen al conec-tarse. Estas instalaciones tambiénpueden hacer un trabajo rápido engrandes herramientas para soldar, sise cuenta con sistemas automatizadosque carguen las enormes piezas dentroy fuera de la celda para soldar y, de uncolocador que sujete hidráulicamentela herramienta en su lugar.
Aunque las piezas deben cumplir conciertas tolerancias, se presentan algunasvariaciones inesperadas, en especialcuando el soldador trabaja en piezasprocedentes de diferentes proveedores.
Para ayudar en este tipo de instancias decambios y de producción, la herramien-ta puede colocarse, usando calzas, en losejes x, y y z. permitiendo con ello que losusuarios puedan calzar ligeramente lasdiferencias en variaciones de las piezas ypermitan un rápido retorno de inversión.
De igual forma, la preparación de losdispositivos y de las herramientas paracambios ayudan en las operaciones decambios rápidos. Para mantener losniveles de producción, los confor-madores de placa metálica deben posi-cionar las piezas lo más cercanamenteposible a las herramientas para soldar.Un proceso bien diseñado permite quelas piezas sean transportadas en carrosque se integren con la zona de seguri-dad de la celda para soldar. Y, contin-uando con el proceso de soldadura,los operadores de la celda con fre-cuencia removerán los ensambles y loscolocarán sobre estantes.
Para prevenir que los operadores seconviertan en cuellos de botelladurante el proceso, los sistemas cadavez más incorporan robots para elmanejo de ensambles soldados que sehan completado. Un robot que cuentecon un sujetador puede ingresar yextraer del dispositivo el ensamblefinalizado desde la parte posterior, a
medida que el operador prepara elsiguiente ensamble al frente de la celdapara soldar. El robot se encarga de laremoción e incluso puede llevar a caboalgunas operaciones adicionales en elensamble antes de depositarlo en labanda transportadora.
Los dispositivos evolucionanpara manejos de mayor complejidad y para la soldadura por láser
Las armazones de los asientos paraautomóviles ofrecen una ilustraciónvívida sobre cómo los ensambles delas soldaduras se han tornado máscomplejos. Tan solo hace 20 años, lamayoría de las armazones de los asien-tos consistían de una burda armazónexterior y de solo algunos cables paraaditamentos. Hoy en día, las arma-zones son mucho más pequeñas y del-gadas, no obstante, cuentan con máspiezas y dispositivos de seguridad quenunca antes, entre los que se incluyencomponentes y abrazaderas para cale-factores de asiento y sistemas de ajustemás complicados. Todo lo anterior setraduce en dispositivos para soldar máscomplicados. Además, el acero de altaresistencia se usa en los componentesestructurales y de la armazón, con lo
La soldadura por láser, un proceso que se está popularizando, no puede tener éxito amenos que las piezas estén en contacto – sin separación alguna. Estas piezas deben serforzadas en posición y el dispositivo, tipo concha, como el que se muestra ejecuta con-fiablemente dichas funciones.
Automatización en los Procesos de Soldadura
16 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

que se requiere de aditamentos y deabrazaderas para uso pesado.
Más allá de piezas más complicadasy de materiales más delgados, los pro-cesos en sí mismos requieren de nuevassoluciones. Hasta hace poco, los dis-positivos se diseñaban solo para suje-tar componentes y, esos componentes,debían encontrarse dentro de las tol-erancias debido a que los dispositivosno podían forzar la unión de las piezas.Sin embargo, a medida que la sol-dadura por láser crece en popularidad,los fabricantes deben adaptarse desar-rollando dispositivos que unan laspiezas – sin espaciamientos. Estaspiezas deben ser forzadas en posición,en la actualidad, los dispositivos lopueden hacer.
Los procesos avanzados como la sol-dadura por láser exigen tolerancias másestrechas, por lo tanto mejores disposi-tivos. Por ejemplo, considere ensamblesde armazones donde dos bandejasdeben unirse con soldadura. Una her-ramienta, llamada con frecuencia unaconcha , se cierra sobre las bandejaspara unirlas a presión. Los componentessin espaciamientos pueden entoncesser soldados con láser, mediante orificiosperforados en la concha para que el lásertenga acceso.
Incluya a los diseñadores deherramientas y a los constructores desde el principio
Tomando en consideración losgrandes avances en partes, materiales yprocesos, al igual que las presiones entiempo y en costo inherentes en la pro-ducción de automóviles, todas las facetasde una instalación de soldadura autom-atizada deben funcionar en conjunto.Ello incluye los dispositivos. El enfrentarlos retos y los problemas durante el diseñode la celda para soldar al igual que en eldiseño de las piezas a soldar, prometeahorros en tiempo, en dinero y en evitardolores de cabeza.
Con la constante adición de funcionesen las piezas, un diseño adecuado de laherramienta para soldar se torna críticopara asegurarse de contar con un accesoadecuado para la soldadura de las juntas.La habilidad para diseñar y construir her-
ramientas en 3D previo a la construc-ción de la herramienta permite tener unpanorama del proceso de soldadura y dela simulación de los movimientos delrobot que garanticen un espacio y unacceso adecuados.
Idealmente, los usuarios debeninvolucrar a los proveedores de pro-cesos en automatización de soldaduradurante el diseño de sus piezas y de susensambles. Esto permitirá al proveedor
examinar las piezas durante la fase dediseño y de brindar asesoría sobrecomo sujetar las piezas adecuada-mente y sobre como posicionar los dis-positivos apropiadamente. Los con-formadores de placa metálica debenconfiar en dicha experiencia durante eldiseño del proceso y del ensamble paraasegurar un arranque y una operaciónlibres de problemas en una celda desoldadura. MF
http://mexico.pma.org/magazine MetalForming/Otoño 2015 17

Kemper lanza portalsobre soldadura segura
Con la intención de crearconciencia sobre la seguridadrobusta en el trabajo para losprocesadores de trabajos enmetal, Kemper GmbH, consede en Vreden, Alemania,fabricante de sistemas de fil-tración y de extracción, ha lan-zado el portal www.safe-weld-ing.com.
El endurecimiento de losrequisitos generales estáforzando a los fabricantes aenfocarse con mayor apremioen la seguridad en el trabajo ylas compañías aún tienen queponerse al día en lo referentea la protección efectiva de lostrabajadores, de acuerdo aejecutivos de Kemper. Es poreso que la compañía buscagenerar conciencia sobre laseguridad robusta en el traba-
jo entre los soldadores y losempleadores. El portalincluye temas enfocados enlos riesgos existentes en lasoldadura y sobre cómopueden ser minimizados.También, ofrece informaciónsobre tecnologías efectivasde extracción y de filtración.
Strippit LVDpromocionará losherramentales marca Wilson
Wilson Tool International,(www.wilsontool.com), deWhite Bear Lake, MN, fabri-cante de sistemas de herra-mentales para prensas pun-zonadoras, prensasplegadoras y de componentespara punzonados y troqueles,anuncio que la compañía hallegado a un acuerdo deexclusividad con el fabricantede prensas plegadoras Strip-
pit LVD. Como parte delacuerdo, Strippit LVD(www.lvdgroup.com) pro-moverá, en forma exclusiva,los herramentales para pren-sas plegadoras de Wilson Toolentre sus clientes norteameri-canos.
Schuler adquiereparticipaciónmayoritaria decompañía fabricante de prensas en China
Schuler AG ha adquiridouna participación mayoritariadel fabricante de prensaschina Yangzhou Metal Form-ing Machine Tool Co., Ltd.(Yadon). La transacción estásujeta a la aprobación porparte de las autoridades anti-monopolio correspondientes.
“China es nuestro mercadode ventas con mayor crec-
imiento y el mayor mercadoen el mundo para prensas”,indica Stefan Klebert, CEO deSchuler. “Al adquirir una par-ticipación en Yadon, nos daráacceso a un gran número declientes chinos que anterior-mente no habíamos podidoatender”.
En sus tres instalaciones,Yadon produces prensasmecánicas para procesos deformado, entre las que seincluyen, prensas en C, pren-sas de corte fino (Fine blank-ing) y prensas de tornillo(volante). “Estos productosexpandirán la línea de produc-tos de Schuler en los segmen-tos de precios bajos y medi-anos,” agrega Klebert.
Entre los clientes de Yadonse incluye a las principalescompañías Chinas proveedo-ras de la industria automotriz,así como también a los fabri-
Novedades Industriales
18 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

cantes de intercambiadoresde calor, proveedores demotores eléctricos y la totali-dad de la industria que traba-ja productos de metal.
Knuth recibereconocimiento porServicio al Cliente
Knuth Machine Tools USA,de Chicago, IL, recibió unreconocimiento “StevieAward” en la categoría deMejor Departamento del Añoen Servicio al Cliente, en la13a entrega anual de la Amer-ican Business Awards.
Desde el año pasado, sehan realizado grandesavances para brindar mayorapoyo telefónico para losclientes de Knuth cuando sepresenta alguna pregunta osituación, mencionan ejecu-tivos de la empresa.
“Actualmente, contamos
con ingenieros de serviciocapacitados que se dedican aresolver los problemas decada cliente en particular enla forma más expedita posi-ble,” menciona el Sr. DanielMaerklin, presidente deKnuth Machine Tools USA, alcomentar sobre una de lasrazones por las que se honróa la compañía. “Nos enorgul-lece garantizar a nuestrosclientes una respuesta tele-fónica dentro de un lapso de30 minutos por parte de nue-stro ingeniero de servicio conmayor conocimiento para supregunta en específico. Fueposible realizar esto mediantela introducción y visualizaciónde diferentes figuras clave enel desempeño de serviciodurante el proceso delmismo, lo cual nos permiterastrear nuestro desempeñodurante cada uno de los
pasos del proceso.”Para saber más sobre la
compañía, visite el sitio:www.knuth-usa.com.
Bazz Houstonincrementa sucapacidad deproducción
Bazz Houston, de GardenGrove, CA, ha expandido susoperaciones de manufacturaal adquirir a la empresa FTB &Son, especialista en la fabri-cación metálica. Posterior a lacompra, Skip Brown, fundadorde FTB & Son, fue nombradovice presidente de fabricaciónmetálica y, Brent Clawson,fuen nombrado Gerente Gen-eral. Todo el personal de man-ufactura que laboraba en FTB& Son, pasó a formar parte dela División de fabricaciónmetálica de precisión de BazzHouston.
Bazz Houston, cuenta coninstalaciones de manufacturaen los Estados Unidos y enMéxico, se especializa enestampados progresivos, pro-ducción fourslide, formado dealambre en CNC, fabricaciónde resortes, ensamblados debajo costo y en el diseño ymanufactura de herramen-tales/troqueles. Con estaadquisición, el tamaño deBazz Houston alcanza unaárea total manufactura de140,000 pies cuadrados, conmás de 170 empleados. Paramás información visite el sitio:www.bazz-houston.com.
Formtek-Maine compra nuevo centrode maquinado
Formtek-Maine, de Clinton,ME, ha comprado un nuevocentro de maquinado verticalde tarima-gemela (twin-pallet)
Novedades Industriales
http://mexico.pma.org/magazine MetalForming/Otoño 2015 19

Para brindarle el servicio que usted merece, Prensas SEYI ahora cuenta con o�cinas en Monterrey, México.
SEYI México cuenta con técnicos de servicio, equipo de venta directa y personal administrativo de tiempo completo.
Nos ponemos a sus órdenes: Tel. +52 (81) 2089 - 4471 / 72
[email protected] www.seyi.com
Conozca nuestras prensas:
Prensas Mecánicas de 25 a 2400 Tons
Prensas Servo de 80 a 1600 Tons
Contamos con modelos de entrega rápida en inventario
Prensas Shieh Yih México S.A. de C.V.
Mazak 530C. Esta nuevamáquina, el octavo centro demaquinado vertical CNC,instalada en las instalacionesde 85,000 pies cuadrados deFormtek en la ciudad deMaine, expande la capacidadde manufactura para la pro-ducción de piezas que seusan en una diversidad deequipos y de sistemas que sefabrican para los mercados deprocesado de rollos de materi-al y de alimentación de pren-sas. El nuevo centro demaquinado está equipado conun sistema cambiador de tari-mas gemelas que descarga lapieza terminada y carga lasiguiente en la máquina enmenos de 17 segundos.
NASG se expande en Méxi-co, agrega una nueva línea deprensas El North AmericanStamping Group, con base enPortland, TN, ha comenzado
una expansión de 86,000-pies cuad. En sus instala-ciones de manufactura enMéxico, lo que incrementarásu tamaño a un total de245,000 pies cuad. Esteproyecto representa la segun-da expansión en dichaoperación e incluye la adiciónde una prensa de 1500toneladas con una cama de96 por 256 pulg. suministra-da por Eagle Press & Equip-ment, de Oldcastle, Ontario,Canadá. La prensa estaráequipada con un sistema detransferencia de doblecabezal suministrado por Lin-ear Transfer Automation, deBarrie, Ontario y de un sis-tema de alimentación sumin-istrado por Coe Press Equip-ment, de Sterling Heights, MI.
Una vez que se haya com-pletado la expansión, NASGcontará con 1.1 million de
pies cuad. totales de espaciopara manufactura en sussiete instalaciones de estam-pados en los Estados Unidos,Canadá y tres más en México.Para obtener más informaciónsobre el equipamiento y lascapacidades de la compañía,visite el sitio www.nasg.net.
Dengensha expande su capacidad enDengensha México
Dengensha América, deBedford, OH, realizo reciente-mente una expansión de suscapacidades de ventas, servi-cio y de apoyo en DengenshaMéxico. Originalmente, abrióuna instalación de ventas y deapoyo para sus clientes desoldadura por resistencia enMéxico, Dengensha Méxicobrindará ahora apoyo a todoslos clientes, nuevos y exis-tentes, en todos México.
Para facilitar esta activi-dad, Mecánica AB ya no repre-sentará a Dengensha Américacomo agente de ventas direc-tas en México, en su lugar,ahora proporcionará fun-ciones y servicios de ventas yde apoyo bajo su propiamarca Mecánica AB. Noobstante, Mecánica AB per-manecerá como distribuidorde los productos Dengensha,todas las solicitudes de cotiza-ciones y las órdenes de com-pra relativas a Dengenshaserán redirigidas a través delas operaciones de ventas deDengensha América.
Dengensha América pro-porcionará equipos de sol-dadura por resistencia a fabri-cantes automotrices,fabricantes de productos agrí-colas y fabricantes en general.Para más información visite elsitio: www.dengensha.com.
Novedades Industriales
20 MetalForming/Otoño 2015 http://mexico.pma.org/magazine

Compañía Página Sito web
ACAT Mexicana S.A. de C.V. . . . . . . . . . . . . . . . . . . . . . . . . . . . .4 . . . . . . . . . . . . . . . . . .www.acatmexicana.com
ATI Industrial Automation . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18 . . . . . . . . . . . . . . . . . .www.ati-ia.com/fs
Aida-America Corp. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IFC . . . . . . . . . . . . . . . . . .www.aida-global.com
Herramientas Exclusivas y Maquinaria S.A. de C.V. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 . . . . . . . . . . . . . . . . . .www.hemsa.com.mx
Komatsu America Industries, LLC . . . . . . . . . . . . . . . . . . . . . . .BC . . . . . . . . . . . . . . . . . .www.komatsupress.com
Pacesetter Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20 . . . . . . . . . . . . . . . . . .www.pacesettersystems.com
Pax Products, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 . . . . . . . . . . . . . . . . . .www.paxproducts.com
Seyi America, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20 . . . . . . . . . . . . . . . . . .www.seyi.com
Sutherland Presses . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13 . . . . . . . . . . . . . . . . . .www.sutherlandpresses.com
T. J. Snow Co., Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 . . . . . . . . . . . . . . . . . .www.tjsnow.com
Toledo Integrated SystemsToledo Transducers, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 . . . . . . . . . . . . . . . . . .www.toledointegratedsystems.com
Ulbrich Stainless Steels & Special Metals, Inc. . . . . . . . . . . . . .17 . . . . . . . . . . . . . . . . . .www.ulbrinox.com.mx
Unist, Inc. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 . . . . . . . . . . . . . . . . . .www.unist.mx.
Waukesha Metal Products . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 . . . . . . . . . . . . . . . . . .www.waukeshametal.com
El Indice de Anunciante
Precision Metalforming Association/MetalForming magazine
Foro Ejecutivo México y Conferencia Técnica
Si usted es un fabricante que en la actualidad realiza negocios en México o que legustaría expandir su(s) negocio(s) en México, le sugerimos programar estas fechas:
Visite el sitio: www.pma.org/mxtechcon para más información.Nuestro patrocinador:
2 al 4 de Febrero, 2016 • Monterrey, N.L., México
Febrero 2, 2016La experiencia del programa (Software) ERPExplorar las tendencias y losdesarrollos más recientes enel programa(software) ERP.
Febrero 3, 2016Foro Ejecutivo de Conformados en MetalParticipe en sesiones interactivas con otros ejecutivos que realizan negocios en México.
Febrero 4, 2016Seminario sobre Mantenimiento deprensas y troquelesLas presentaciones darán cobertura a las mejores prácticaspara el manten-imiento de fábricasde estampados depiezas metálicas.(En español)

Komatsu America Industries, LLC1701 Golf Road Suite 1-100 Rolling Meadows, IL 60008Phone: 847-437-3888 Fax: 847-437-1811www.komatsupress.comTOMORROW’S TECHNOLOGY TODAY
Komatsu VIS© Software
¡Si la precisión de sus partes se mide en micras, igual debe ser la de sus prensas!Características de las prensas mecánicas servo Komatsu:
Sistema patentado de circuito cerrado de retroalimentación que asegura la posición de deslizamiento y la altura del dado con precisión en micras.
Control digital total del movimiento de deslizamiento (posición, velocidad y permanencia) en cualquier punto del golpe.
Programa (Software) VIS© que proporciona datos digitales exactos sobre la posición de deslizamiento y de velocidad, la energía, el tonelaje. “Ver” con exactitud donde empieza el trabajo en el dado para optimizar el movimiento de deslizamiento.
3-veces más energía de trabajo que la de prensas mecánicas
Escuche lo que los clientes dicen acerca de la tecnología servo
de Komatsu