Embed Size (px)
DESCRIPTION
control estadistico
Citation preview

ASMASMAnAnálisis de Sistemas de Mediciónálisis de Sistemas de Medición
Análisis de Sistemas de MediciónAnálisis de Sistemas de Medición
Qué esperamos de un sistema de medición ?Qué esperamos de un sistema de medición ? Valores ExactosValores Exactos Valores PrecisosValores Precisos
“Recordemos que los proyectos de mejora de calidad se basa en datos”
Sistema de MediciónSistema de Medición
Los sistemas de medición son los ojos a Los sistemas de medición son los ojos a través de los cuales se observa la calidad. través de los cuales se observa la calidad.
Si no contamos con un sistema de Si no contamos con un sistema de medición confiable no podremos medición confiable no podremos determinar si producimos con calidad determinar si producimos con calidad hasta que el cliente comience a quejarse y hasta que el cliente comience a quejarse y a rechazar productosa rechazar productos
Sistema de MediciónSistema de Medición
El Sistema de Medición es más que los El Sistema de Medición es más que los instrumentos, está formado a más de instrumentos, está formado a más de estos por operadores e incluso métodos estos por operadores e incluso métodos de medición.de medición.
Uno de los aspectos más importantes del Uno de los aspectos más importantes del control estadístico de procesos es el control estadístico de procesos es el asegurarse que tan adecuada es la asegurarse que tan adecuada es la capacidad del sistema de medición.capacidad del sistema de medición.
Estudio r&REstudio r&R
Al observar la medición de un producto, Al observar la medición de un producto, algo de la variabilidad observada se algo de la variabilidad observada se deberá a la variación del producto en si deberá a la variación del producto en si mismo, sin embargo otra porción de esta mismo, sin embargo otra porción de esta variación se verá originada por la variación se verá originada por la variación del sistema de medición.variación del sistema de medición.
Aplicación de los estudios de Aplicación de los estudios de rr&R&R
En metrología las aplicaciones de los estudios de En metrología las aplicaciones de los estudios de repetibilidad y reproducibilidad encuentran repetibilidad y reproducibilidad encuentran aplicación en los procesos de:aplicación en los procesos de:
Evaluación de ensayos de aptitudEvaluación de ensayos de aptitud Validación de métodos de calibraciónValidación de métodos de calibración Análisis de comparaciones inter-laboratirioAnálisis de comparaciones inter-laboratirio Evaluación de la incertidumbre de mediciónEvaluación de la incertidumbre de medición Evaluación de cartas de controlEvaluación de cartas de control Conocer la variabilidad de mediciones e Conocer la variabilidad de mediciones e
instrumentos (GRR según MSA)instrumentos (GRR según MSA) Evaluar de la deriva (estabilidad) de instrumentosEvaluar de la deriva (estabilidad) de instrumentos
Determinación del rDeterminación del r&R&R
RangoRango Promedio y RangoPromedio y Rango ANOVA (análisis de varianza)ANOVA (análisis de varianza)
RANGORANGO:: Rápida aproximación a la variabilidadRápida aproximación a la variabilidad No descomponeNo descompone Verifica si la relación r&R no ha cambiado.Verifica si la relación r&R no ha cambiado.
PROMEDIO Y RANGOPROMEDIO Y RANGO:: Estima la repetibilidad y la reproducibilidadEstima la repetibilidad y la reproducibilidad No permite conocer interacción.No permite conocer interacción.
Ventajas sobre el método Promedio y RangoVentajas sobre el método Promedio y Rango :: Maneja cualquier arreglo o estructura experimentalManeja cualquier arreglo o estructura experimental Estima varianzas más exactamenteEstima varianzas más exactamente Mayor información de los datos experimentalesMayor información de los datos experimentales Permite conocer la interacción.Permite conocer la interacción.DesventajasDesventajas:: Su computación numérica es complejaSu computación numérica es compleja(pero es resuelto por medio de uso de herramientas de (pero es resuelto por medio de uso de herramientas de
análisis de datos):análisis de datos):
ANOVA (análisis de varianza):
Realización del Estudio r&RRealización del Estudio r&R
Para minimizar la posibilidad de resultados inexactos, deben Para minimizar la posibilidad de resultados inexactos, deben seguirse los siguientes pasos:seguirse los siguientes pasos:
1.1. Las mediciones deben hacerse en orden aleatorio para Las mediciones deben hacerse en orden aleatorio para asegurar que cualquier corrimiento o cambio que pudiera asegurar que cualquier corrimiento o cambio que pudiera ocurrir se extiendan por todo el estudioocurrir se extiendan por todo el estudio
2.2. Al ser leídas, las lecturas deben estimarse al número más Al ser leídas, las lecturas deben estimarse al número más próximo que pueda ser obtenido. Como mínimo, las lecturas próximo que pueda ser obtenido. Como mínimo, las lecturas deben hacerse hasta una mitad de la graduación más deben hacerse hasta una mitad de la graduación más pequeña.pequeña.
3.3. Si se sospecha que la calibración es una influencia grande Si se sospecha que la calibración es una influencia grande en la variación, el instrumento de medición debe ser en la variación, el instrumento de medición debe ser recalibrado por el operador antes de cada ensayo.recalibrado por el operador antes de cada ensayo.
4.4. El estudio debe ser observado por una persona que El estudio debe ser observado por una persona que reconozca la importancia de la precaución requerida para reconozca la importancia de la precaución requerida para conducir un estudio confiable.conducir un estudio confiable.
METODO DE RANGOSMETODO DE RANGOS
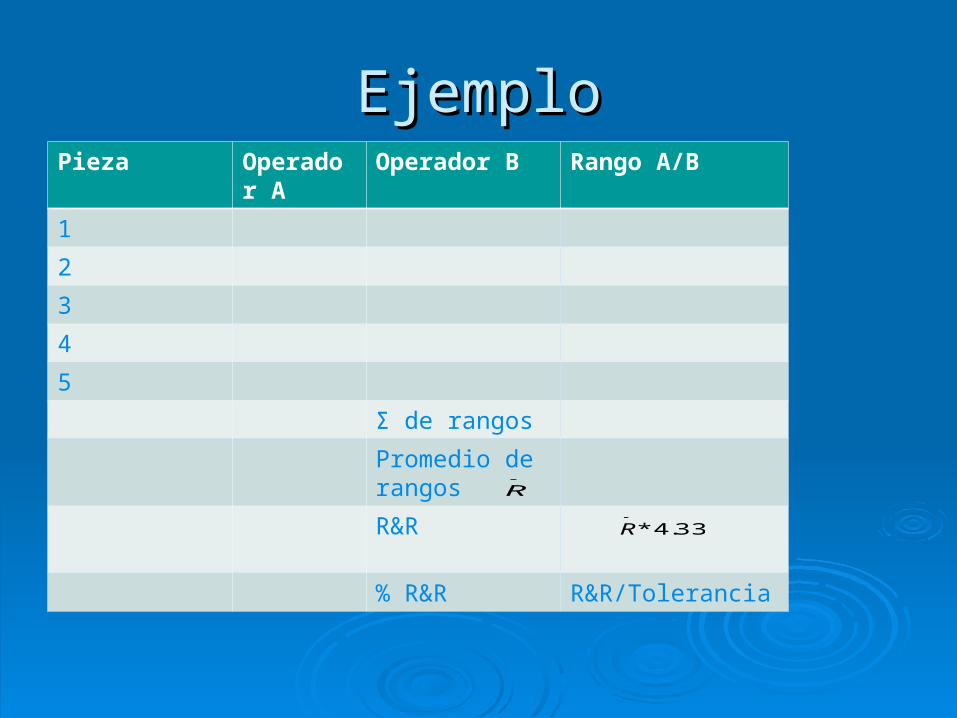
1.1. El método de rangos utiliza dos operadores y El método de rangos utiliza dos operadores y cinco partes para el estudio.cinco partes para el estudio.
2.2. En este estudio ambos operadores miden En este estudio ambos operadores miden cada parte una vez.cada parte una vez.
3.3. El rango para cada parte es la diferencia entre El rango para cada parte es la diferencia entre la medida del operador A y la del operador B.la medida del operador A y la del operador B.
4.4. Se suman los rangos y se dividen entre dos Se suman los rangos y se dividen entre dos para encontrar el rango promedio.para encontrar el rango promedio.
5.5. La variabilidad de la medición total se La variabilidad de la medición total se encuentra multiplicando el rango promedio por encuentra multiplicando el rango promedio por 4,334,33
EjemploEjemploPieza Operador
AOperador B Rango A/B
1
2
3
4
5
Σ de rangos
Promedio de rangos
R&R
% R&R R&R/Tolerancia
33.4*
R
R
METODO DE RANGOSMETODO DE RANGOS Para convertir el R&R en porcentaje de la Para convertir el R&R en porcentaje de la
tolerancia , divida el R&R entre la tolerancia , divida el R&R entre la tolerancia. tolerancia.
•Si el porcentaje de la tolerancia es menor o Si el porcentaje de la tolerancia es menor o igual que 20% de la tolerancia de igual que 20% de la tolerancia de especificación, el sistema se considera especificación, el sistema se considera Aceptable..•Cuando el porcentaje de tolerancia es mayor Cuando el porcentaje de tolerancia es mayor que 20% entonces existe una necesidad para la que 20% entonces existe una necesidad para la mejora del sistema de medición.mejora del sistema de medición.
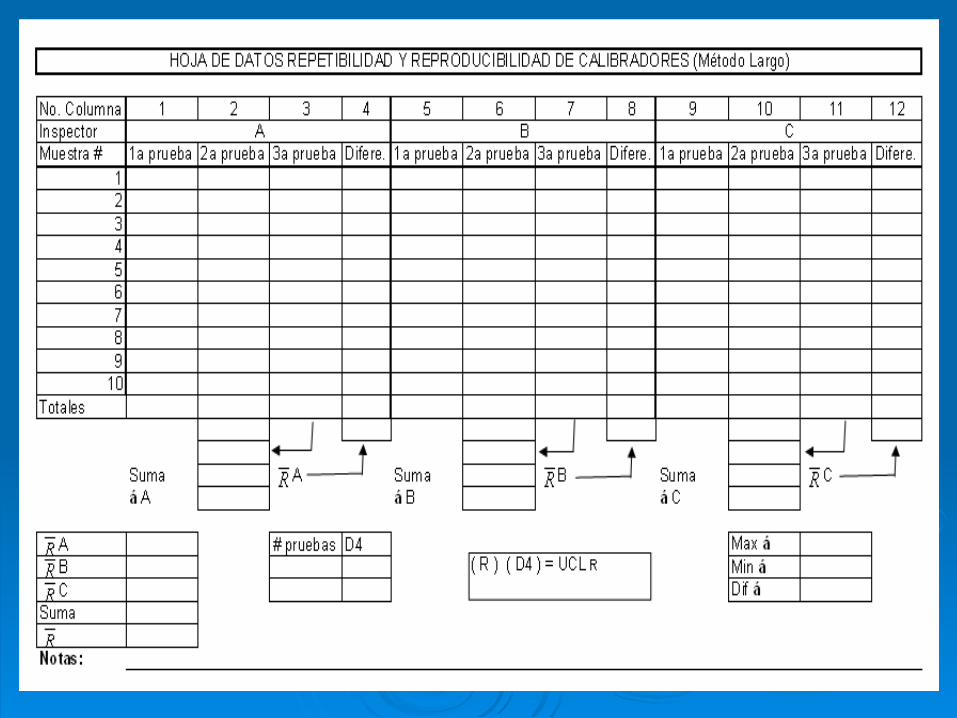
METODO PROMEDIOS Y RANGOSMETODO PROMEDIOS Y RANGOS
Si la falta de reproducibilidad es grande con Si la falta de reproducibilidad es grande con respecto a la repetibilidad, se dará:respecto a la repetibilidad, se dará:
1.1. Se necesita entrenar al operador en el método de usar Se necesita entrenar al operador en el método de usar y leer el instrumento de medicióny leer el instrumento de medición
2.2. Las calibraciones en la carátula deberían ser definidas Las calibraciones en la carátula deberían ser definidas más claramentemás claramente..
Si la falta de repetibilidad es grande en Si la falta de repetibilidad es grande en comparación con la reproducibilidad, dará comparación con la reproducibilidad, dará indicaciones de que:indicaciones de que:
1.1. Se requiere mantenimiento del instrumento de Se requiere mantenimiento del instrumento de mediciónmedición
2.2. El instrumento de medición podría ser rediseñadoEl instrumento de medición podría ser rediseñado3.3. El proceso de fijar la pieza (para medirla) debería ser El proceso de fijar la pieza (para medirla) debería ser
mejoradomejorado
METODO PROMEDIOS Y RANGOSMETODO PROMEDIOS Y RANGOS Procedimiento:Procedimiento:1.1. Nombre a los operadores como A, B y C y al número de partes Nombre a los operadores como A, B y C y al número de partes
del 1 al 10, de modo que los números no sean visibles a los del 1 al 10, de modo que los números no sean visibles a los operadoresoperadores
2.2. Calibre el instrumento de medición (con el master, si es Calibre el instrumento de medición (con el master, si es posible), antes de comenzar el primer ensayoposible), antes de comenzar el primer ensayo
3.3. Que el operador A mida 10 partes y coloque los resultados en Que el operador A mida 10 partes y coloque los resultados en la columna 1. Que el operador B mida las mismas 10 partes la columna 1. Que el operador B mida las mismas 10 partes sin ver las lecturas de A y escriba los resultados en la columna sin ver las lecturas de A y escriba los resultados en la columna 55
4.4. El operador C repite el mismo proceso, sin ver las lecturas de A El operador C repite el mismo proceso, sin ver las lecturas de A o de B; escriba los resultados en la columna 9o de B; escriba los resultados en la columna 9
5.5. Repita el ciclo, usando un orden diferente de medición. Escriba Repita el ciclo, usando un orden diferente de medición. Escriba los resultados en las columnas 2, 6,y 10. Registre los datos en los resultados en las columnas 2, 6,y 10. Registre los datos en la fila apropiada. Por ejemplo, si la primera parte medida está la fila apropiada. Por ejemplo, si la primera parte medida está etiquetada como #7, entonces registe el resultado en a fila etiquetada como #7, entonces registe el resultado en a fila etiquetada muestra #7. Si se necesita 3 ensayos, repita el ciclo etiquetada muestra #7. Si se necesita 3 ensayos, repita el ciclo y escriba los resultados en las columnas 3, 7 y 11.y escriba los resultados en las columnas 3, 7 y 11.
METODO PROMEDIOS Y RANGOSMETODO PROMEDIOS Y RANGOS
6.6. Los pasos 3 al 5 pueden ser cambiados a los siguientes cuando Los pasos 3 al 5 pueden ser cambiados a los siguientes cuando un tamaño grande de partes o una disponibilidad simultánea de un tamaño grande de partes o una disponibilidad simultánea de las partes lo hace necesario:las partes lo hace necesario:
a)a) Que el operador A mida la primera parte, y registre la lectura en la Que el operador A mida la primera parte, y registre la lectura en la columna 1. Que el operador B mida la primera pare y registre el columna 1. Que el operador B mida la primera pare y registre el resultado en la columna 5. Que el operador C mida la primera resultado en la columna 5. Que el operador C mida la primera parte y registre el resultado en la columna 9.parte y registre el resultado en la columna 9.
b)b) Que el operador A repita la lectura de la primera parte y registre el Que el operador A repita la lectura de la primera parte y registre el resultado en la columna 2, el operador B repita su lectura y el resultado en la columna 2, el operador B repita su lectura y el resultado se registra en la columna 6 y para el operador C la resultado se registra en la columna 6 y para el operador C la columna 10. Repita el ciclo y escriba los resultados en la columna 10. Repita el ciclo y escriba los resultados en la columnas 3, 7 y 11, si se usan 3 ensayos.columnas 3, 7 y 11, si se usan 3 ensayos.
7.7. Otro método puede ser usado si los operadores son de diferentes Otro método puede ser usado si los operadores son de diferentes turnos. Que el operador A mida todas las 10 partes y llene la turnos. Que el operador A mida todas las 10 partes y llene la columna 1, y luego repita las lectura en un orden diferente y columna 1, y luego repita las lectura en un orden diferente y escriba los resultados en las columnas 2 y 3. Haga lo mismo con escriba los resultados en las columnas 2 y 3. Haga lo mismo con los operadores B y C.los operadores B y C.
ANALISIS E INTERPRETACIÓN DE ANALISIS E INTERPRETACIÓN DE RESULTADOSRESULTADOS
Los resultados de la torelancia porcentual deben Los resultados de la torelancia porcentual deben evaluarse para determinar si el instrumento de medición evaluarse para determinar si el instrumento de medición es aceptable para su aplicación supuesta. En general, es aceptable para su aplicación supuesta. En general, el el criterio para la aceptabiliad de un instrumentocriterio para la aceptabiliad de un instrumento de de medición (para tan sólo el R&R o incluyendo todos lo medición (para tan sólo el R&R o incluyendo todos lo errores) es como sigue:errores) es como sigue:
Menor al 10% : Instrumento de medición AceptableAceptable.
Entre 10% y 30% : Puede se aceptable según su uso, aplicación, costo del instrumento de medición, costo de reparación
Mayor al 30%: considero no aceptable, haga todo esfuerzo para identificar y corregir el problema.
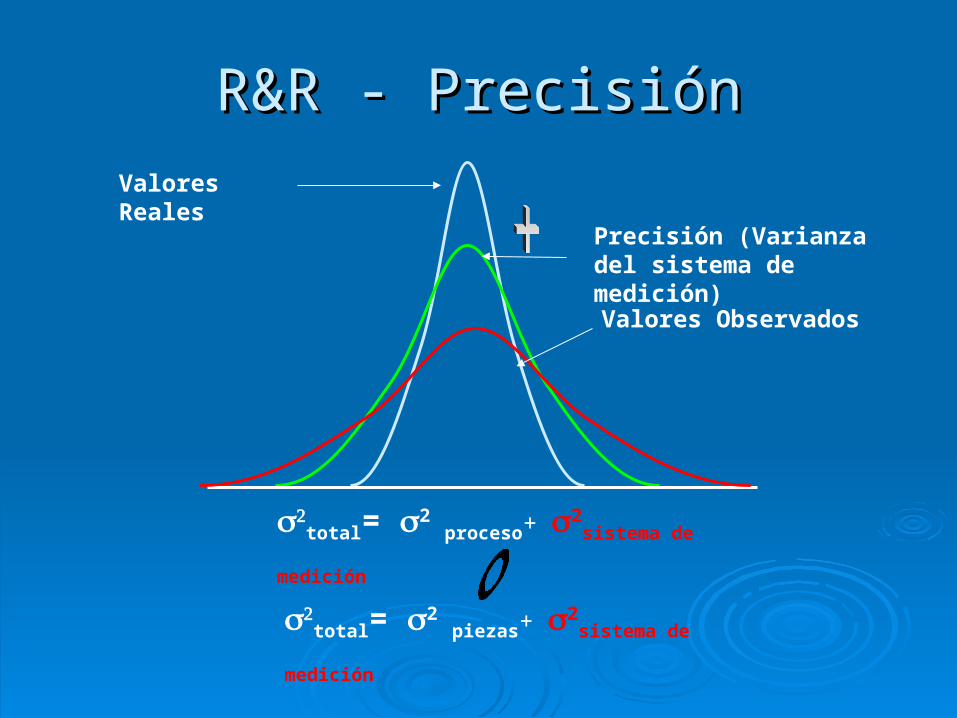
R&R - Precisión R&R - Precisión Valores Reales
Precisión (Varianza del sistema de medición)
Valores Observados
total= 2 proceso+ 2
sistema de medición
total= 2 piezas+ 2
sistema de medición
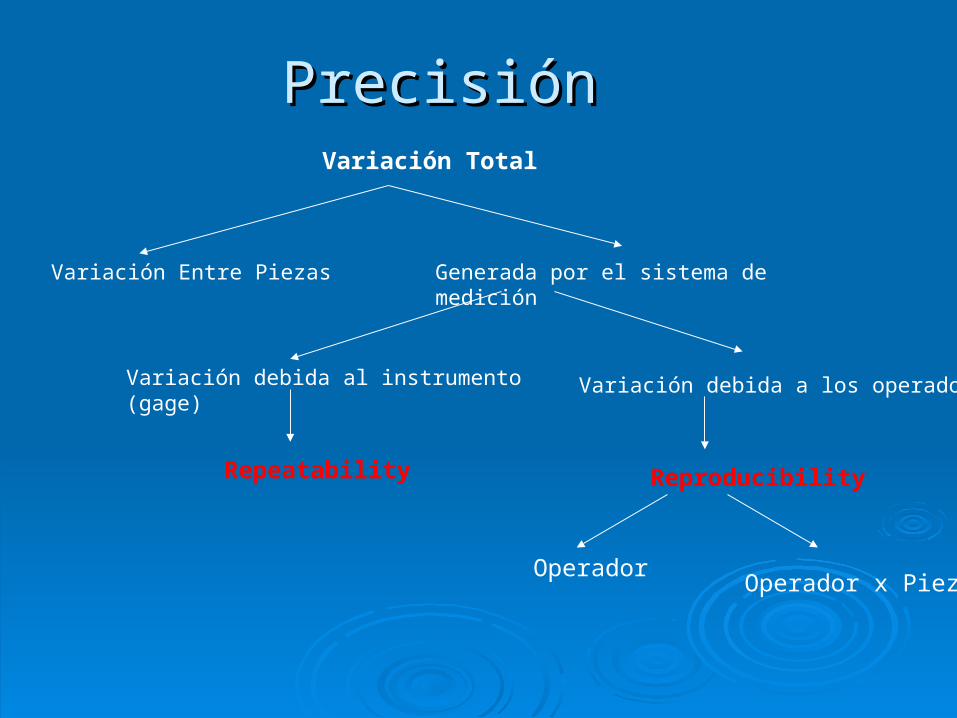
Precisión Precisión Variación Total
Variación Entre Piezas Generada por el sistema de medición
Variación debida al instrumento (gage) Variación debida a los operadores
Repeatability Reproducibility
OperadorOperador x Pieza
R&RR&R
Método que permite evaluar la Repetibilidad y Método que permite evaluar la Repetibilidad y Reproducibilidad de un sistema de medición.Reproducibilidad de un sistema de medición.
Repetibilidad:Repetibilidad: Variación inherente al sistema de Variación inherente al sistema de medición. Ocurre cuando medidas sucesivas medición. Ocurre cuando medidas sucesivas son tomadas bajo las mismas condiciones.son tomadas bajo las mismas condiciones.
Reproducibilidad:Reproducibilidad: Variación en el promedio de Variación en el promedio de las mediciones entre diferentes operadores las mediciones entre diferentes operadores usando el mismo instrumento, técnicas y usando el mismo instrumento, técnicas y característica en la misma parte o el mismo característica en la misma parte o el mismo proceso.proceso.
R&RR&R
Un estudio R&R es un conjunto de Un estudio R&R es un conjunto de métodos estadísticos y gráficas de control métodos estadísticos y gráficas de control que pueden ser usados para separar los que pueden ser usados para separar los componentes de la variación, así como componentes de la variación, así como valorar la capacidad de un sistema de valorar la capacidad de un sistema de medición.medición.
R&RR&RProcedimiento:Procedimiento: Identifique los elementos del sistema de medición Identifique los elementos del sistema de medición
(Instrumento, operadores, partes)(Instrumento, operadores, partes) Seleccione las partes, asegúrese que representan el Seleccione las partes, asegúrese que representan el
rango total de la variación del proceso*rango total de la variación del proceso* Selecciones 2 o 3 operadoresSelecciones 2 o 3 operadores Marque las partes de modo que no puedan ser notadas Marque las partes de modo que no puedan ser notadas
por el operadorpor el operador Cada operador medirá cada parte 2 o 3 veces, de Cada operador medirá cada parte 2 o 3 veces, de
manera aleatoria.manera aleatoria. Recoja los datos y analícelos. Recoja los datos y analícelos.
R&R AnálisisR&R Análisis
Para el análisis de los resultados de un Para el análisis de los resultados de un estudio R&R se pueden emplear estudio R&R se pueden emplear
Método TabularMétodo Tabular
ANOVAANOVA
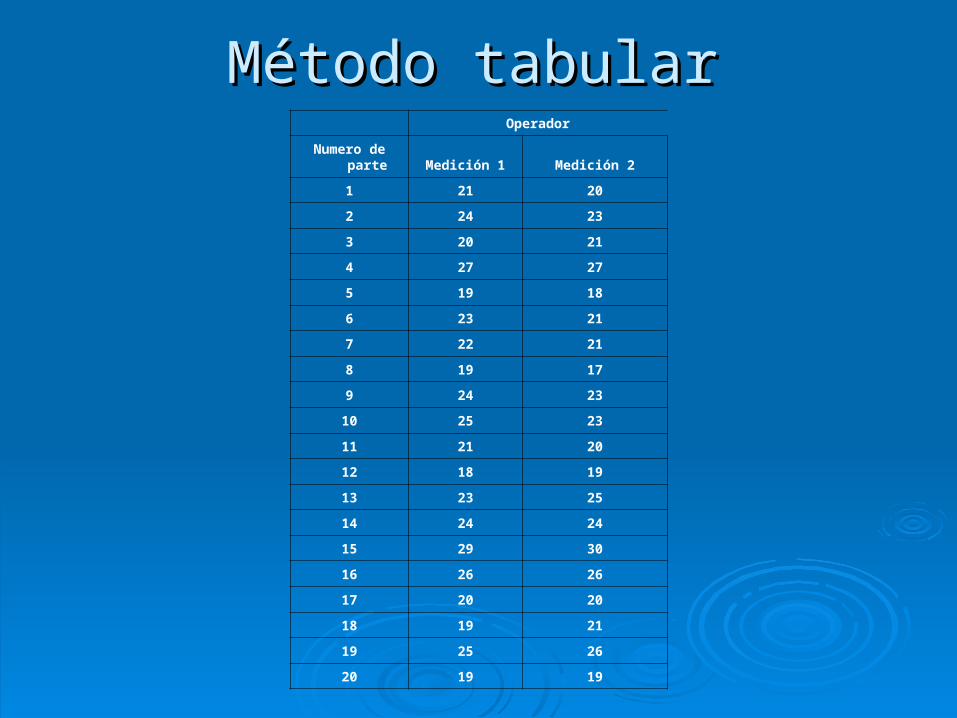
Método tabularMétodo tabular Operador
Numero de parte Medición 1 Medición 2
1 21 20
2 24 23
3 20 21
4 27 27
5 19 18
6 23 21
7 22 21
8 19 17
9 24 23
10 25 23
11 21 20
12 18 19
13 23 25
14 24 24
15 29 30
16 26 26
17 20 20
18 19 21
19 25 26
20 19 19
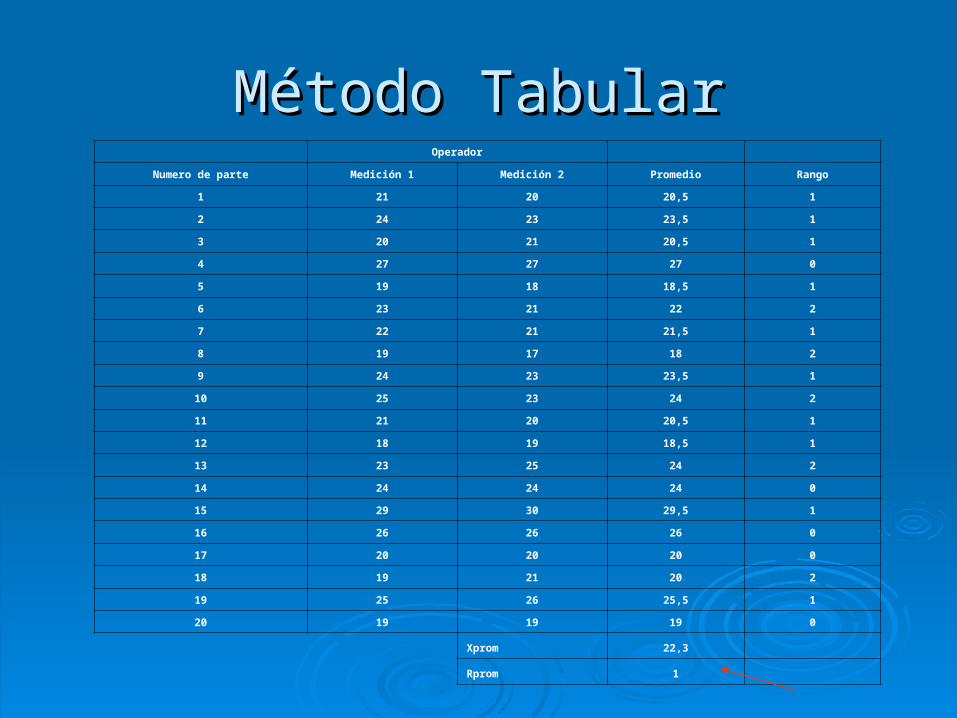
Método TabularMétodo Tabular Operador
Numero de parte Medición 1 Medición 2 Promedio Rango
1 21 20 20,5 1
2 24 23 23,5 1
3 20 21 20,5 1
4 27 27 27 0
5 19 18 18,5 1
6 23 21 22 2
7 22 21 21,5 1
8 19 17 18 2
9 24 23 23,5 1
10 25 23 24 2
11 21 20 20,5 1
12 18 19 18,5 1
13 23 25 24 2
14 24 24 24 0
15 29 30 29,5 1
16 26 26 26 0
17 20 20 20 0
18 19 21 20 2
19 25 26 25,5 1
20 19 19 19 0
Xprom 22,3
Rprom 1
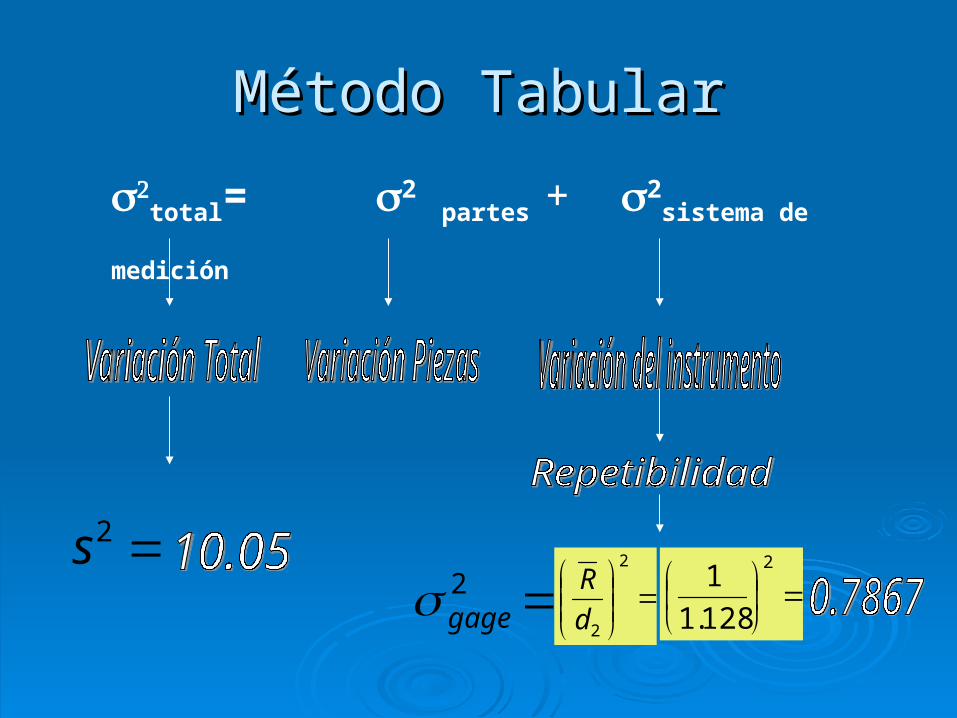
Método TabularMétodo Tabular
2s
2
2d
R
2
128.1
1
total= 2 partes + 2
sistema de medición
2gage
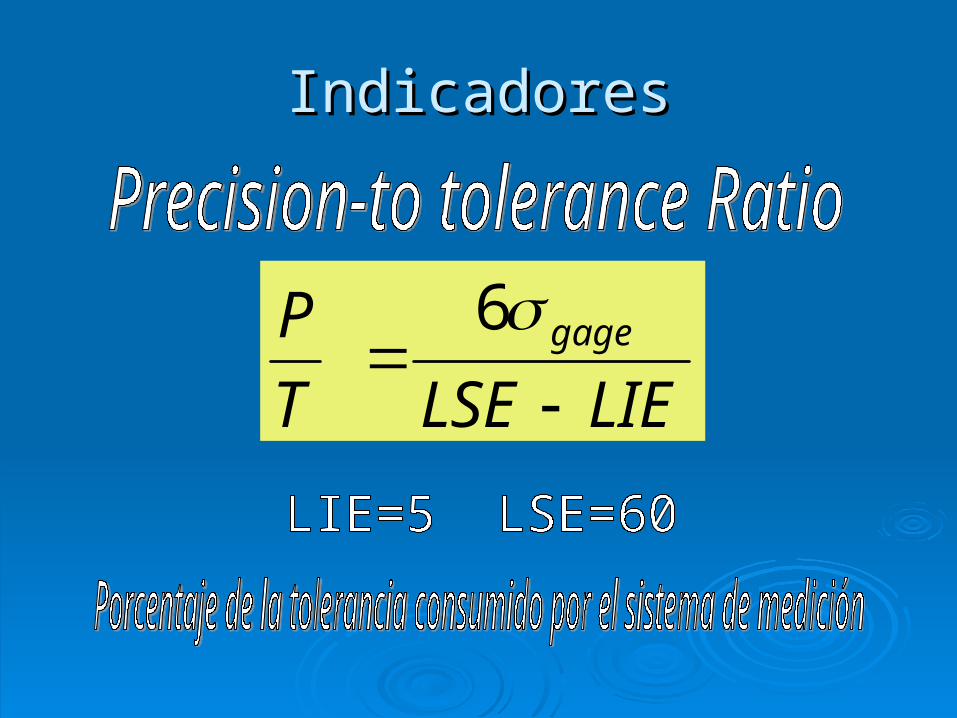
IndicadoresIndicadores
LIELSET
P gage
6
IndicadoresIndicadores
67.9560
887.0*6
T
P
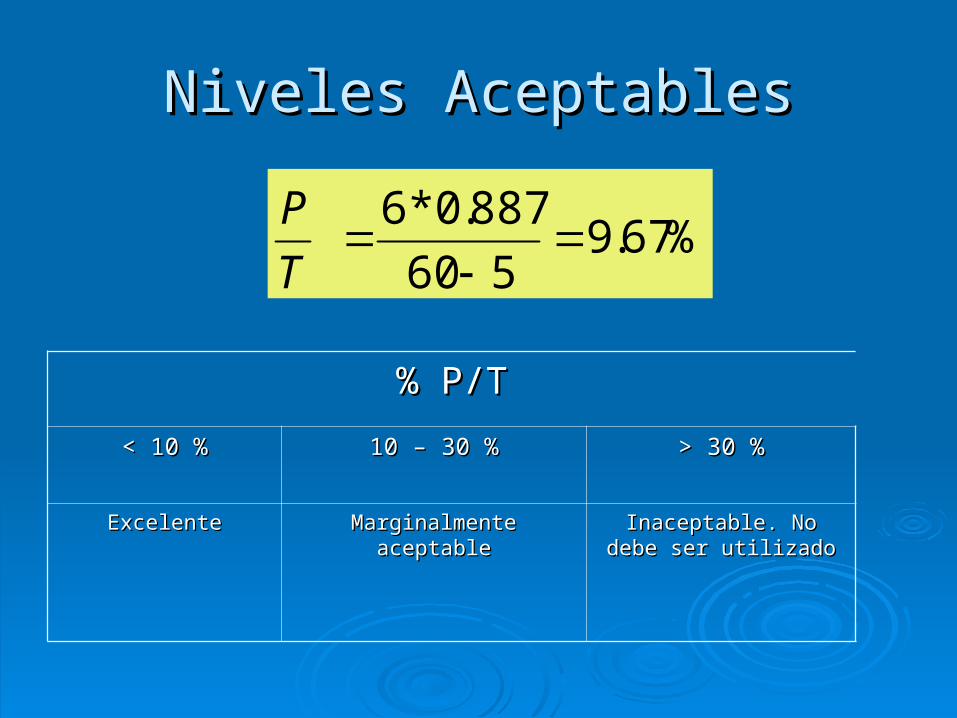
Niveles AceptablesNiveles Aceptables
% P/T% P/T
< 10 %< 10 % 10 – 30 %10 – 30 % > 30 %> 30 %
ExcelenteExcelente Marginalmente aceptableMarginalmente aceptable Inaceptable. No debe ser Inaceptable. No debe ser utilizadoutilizado
%67.9560
887.0*6
T
P
IndicadoresIndicadores
%98.2717.3
887.0
TOTAL
gage
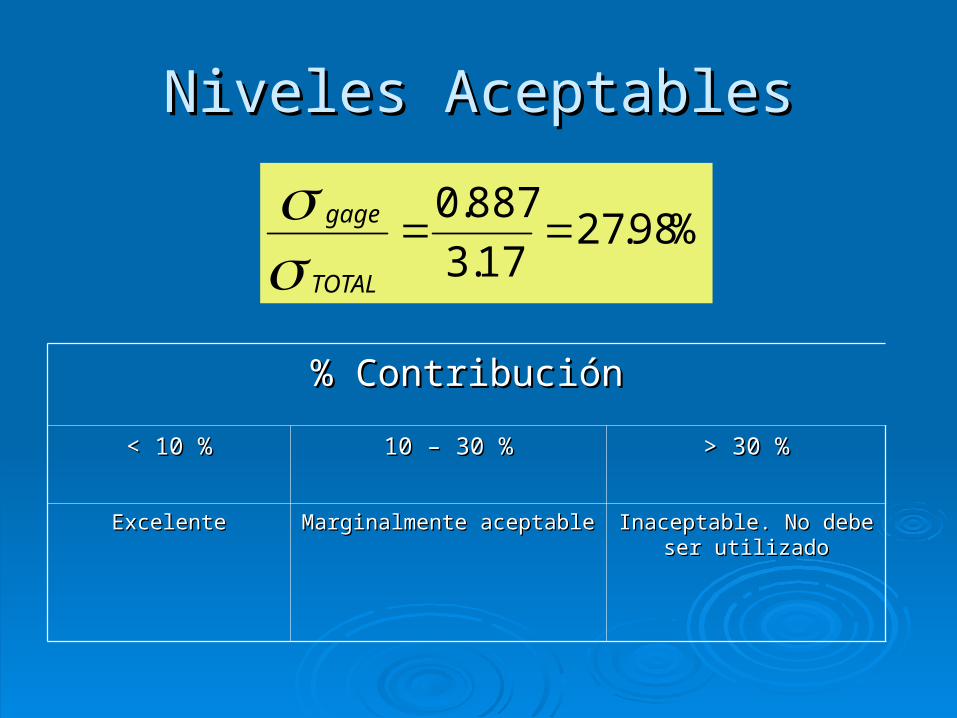
Niveles AceptablesNiveles Aceptables
% Contribución% Contribución
< 10 %< 10 % 10 – 30 %10 – 30 % > 30 %> 30 %
ExcelenteExcelente Marginalmente aceptableMarginalmente aceptable Inaceptable. No debe ser Inaceptable. No debe ser utilizadoutilizado
%98.2717.3
887.0
TOTAL
gage
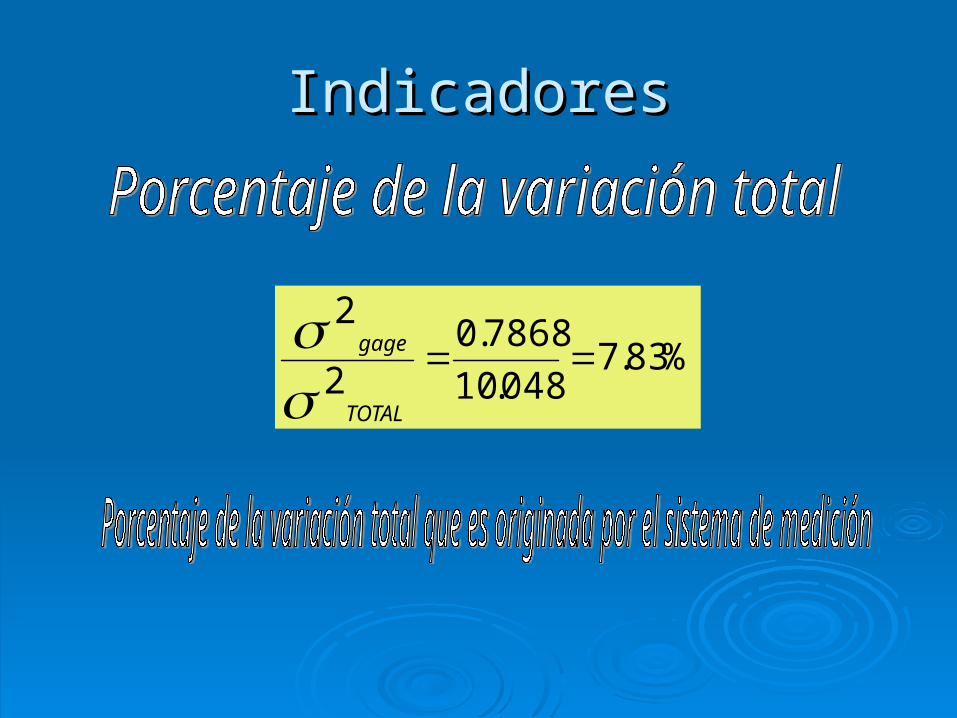
IndicadoresIndicadores
%83.7048.10
7868.02
2
TOTAL
gage
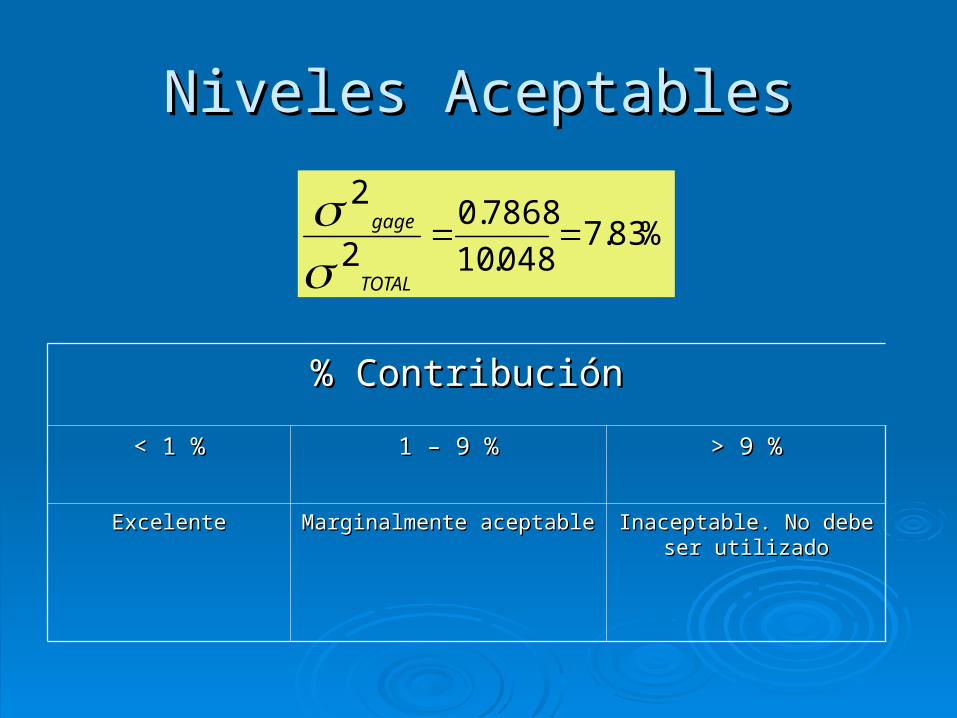
Niveles AceptablesNiveles Aceptables
% Contribución% Contribución
< 1 %< 1 % 1 – 9 %1 – 9 % > 9 %> 9 %
ExcelenteExcelente Marginalmente aceptableMarginalmente aceptable Inaceptable. No debe ser Inaceptable. No debe ser utilizadoutilizado
%83.7048.10
7868.02
2
TOTAL
gage
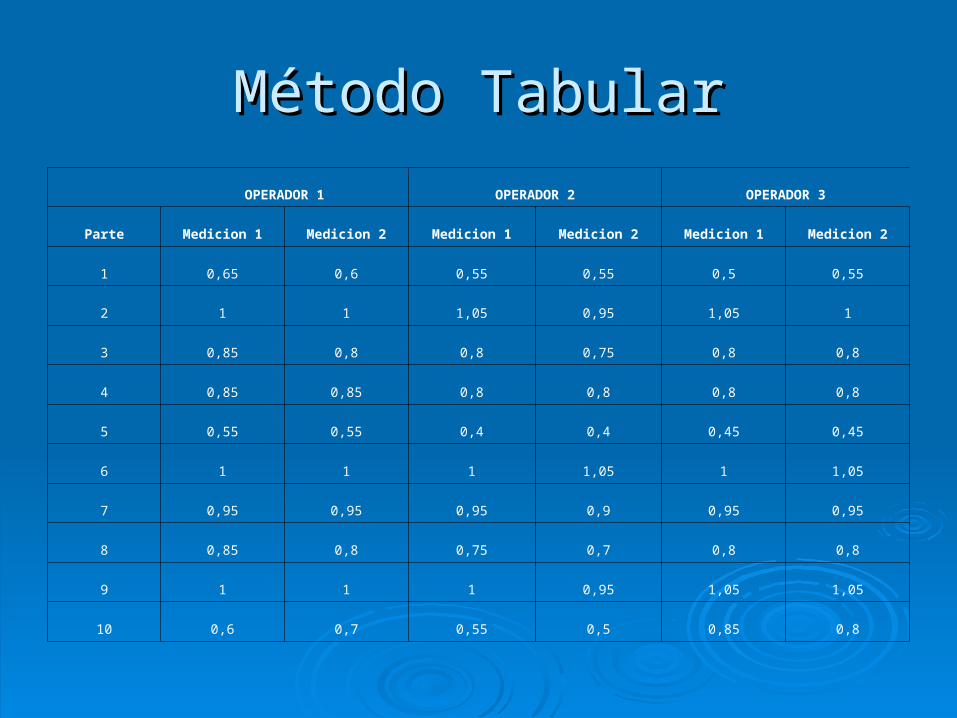
Método TabularMétodo Tabular
OPERADOR 1 OPERADOR 2 OPERADOR 3
Parte Medicion 1 Medicion 2 Medicion 1 Medicion 2 Medicion 1 Medicion 2
1 0,65 0,6 0,55 0,55 0,5 0,55
2 1 1 1,05 0,95 1,05 1
3 0,85 0,8 0,8 0,75 0,8 0,8
4 0,85 0,85 0,8 0,8 0,8 0,8
5 0,55 0,55 0,4 0,4 0,45 0,45
6 1 1 1 1,05 1 1,05
7 0,95 0,95 0,95 0,9 0,95 0,95
8 0,85 0,8 0,75 0,7 0,8 0,8
9 1 1 1 0,95 1,05 1,05
10 0,6 0,7 0,55 0,5 0,85 0,8
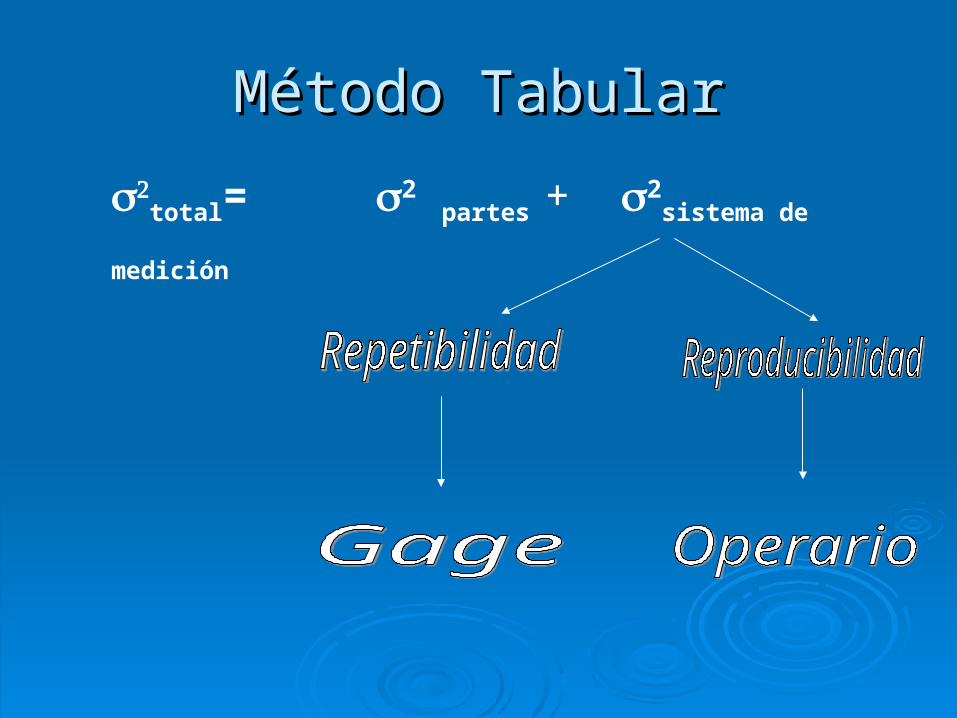
Método TabularMétodo Tabular
total= 2 partes + 2
sistema de medición
Método Tabular - MINITABMétodo Tabular - MINITAB
Part10987654321
1,1
1,0
0,9
0,8
0,7
0,6
0,5
0,4
Gage name:Date of study:
Reported by:Tolerance:Misc:
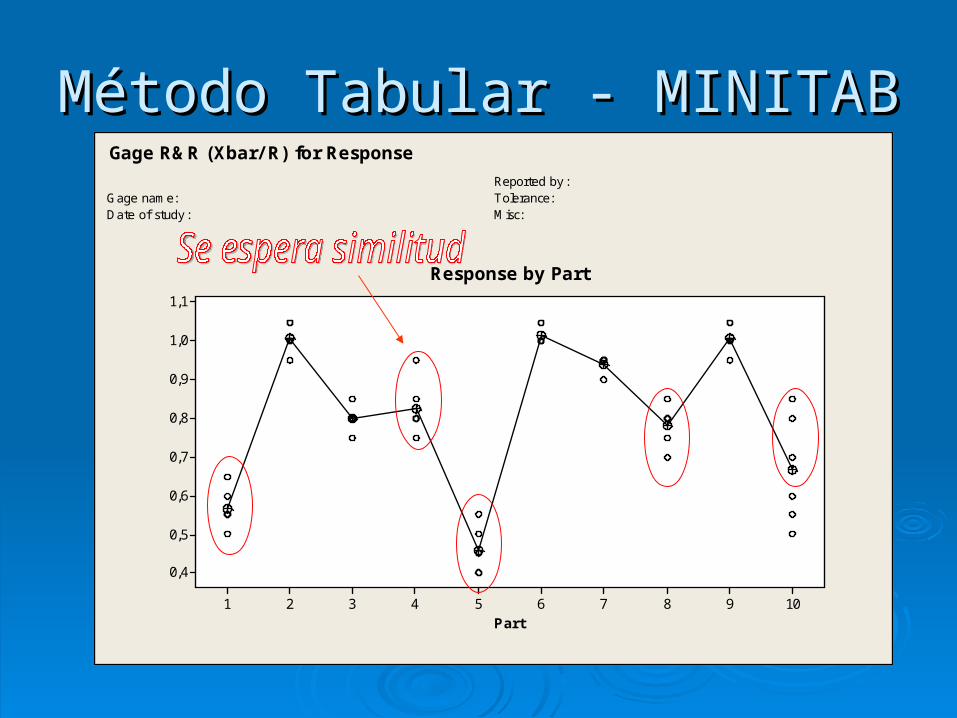
Response by Part
Gage R&R (Xbar/ R) for Response
Gráfica por partesGráfica por partes
Las partes deberían presentar un Las partes deberían presentar un consistente rango de variación.consistente rango de variación.
Si una parte muestra una enorme Si una parte muestra una enorme variación, esta no podría ser candidata variación, esta no podría ser candidata para la prueba, su característica de para la prueba, su característica de medición puede no estar clara, o puede medición puede no estar clara, o puede deberse al sistema de medicióndeberse al sistema de medición
Método Tabular - MINITABMétodo Tabular - MINITAB
Operator321
1,1
1,0
0,9
0,8
0,7
0,6
0,5
0,4
Gage name:Date of study:
Reported by:Tolerance:Misc:
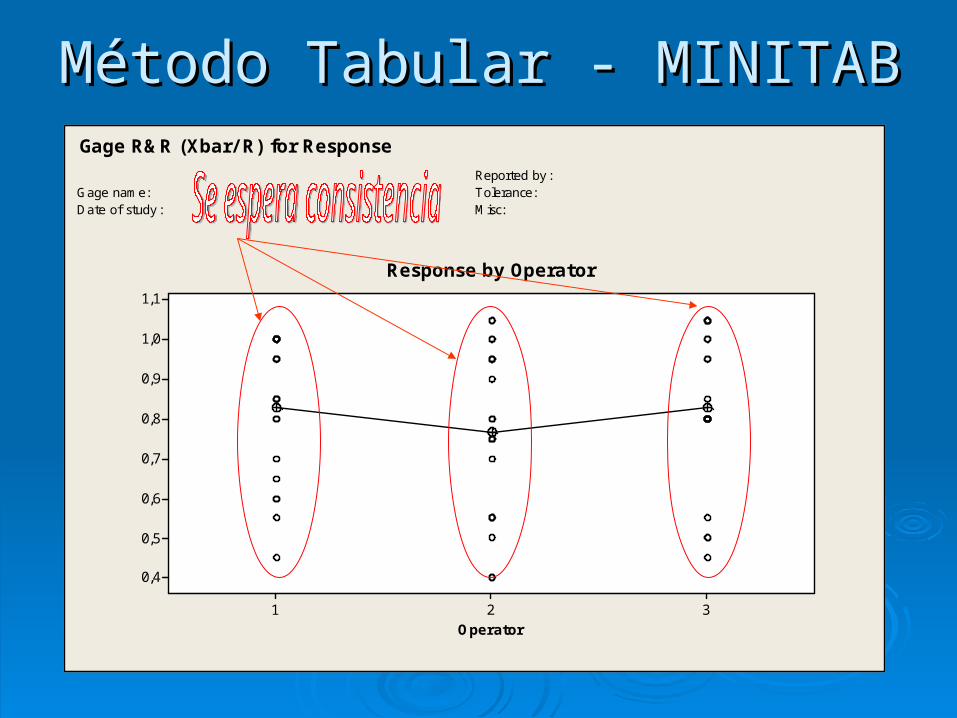
Response by Operator
Gage R&R (Xbar/ R) for Response
Gráfica por operadorGráfica por operador Se esperaría que las mediciones entre los Se esperaría que las mediciones entre los
operadores fueran consistentes, que la operadores fueran consistentes, que la línea que conecta las medias fuera plana línea que conecta las medias fuera plana o casi plana.o casi plana.
Cualquier pendiente significativa indicaría Cualquier pendiente significativa indicaría que al menos un operador posee un que al menos un operador posee un sesgo positivo o negativo con respecto a sesgo positivo o negativo con respecto a otro operador.otro operador.
Método Tabular - MINITABMétodo Tabular - MINITABSam
ple
Range
0,12
0,08
0,04
0,00
_R=0,0383
UCL=0,1252
LCL=0
1 2 3
Sam
ple
Mean
1,0
0,8
0,6
0,4
__X=0,8075UCL=0,8796
LCL=0,7354
1 2 3
Gage name:Date of study:
Reported by:Tolerance:Misc:
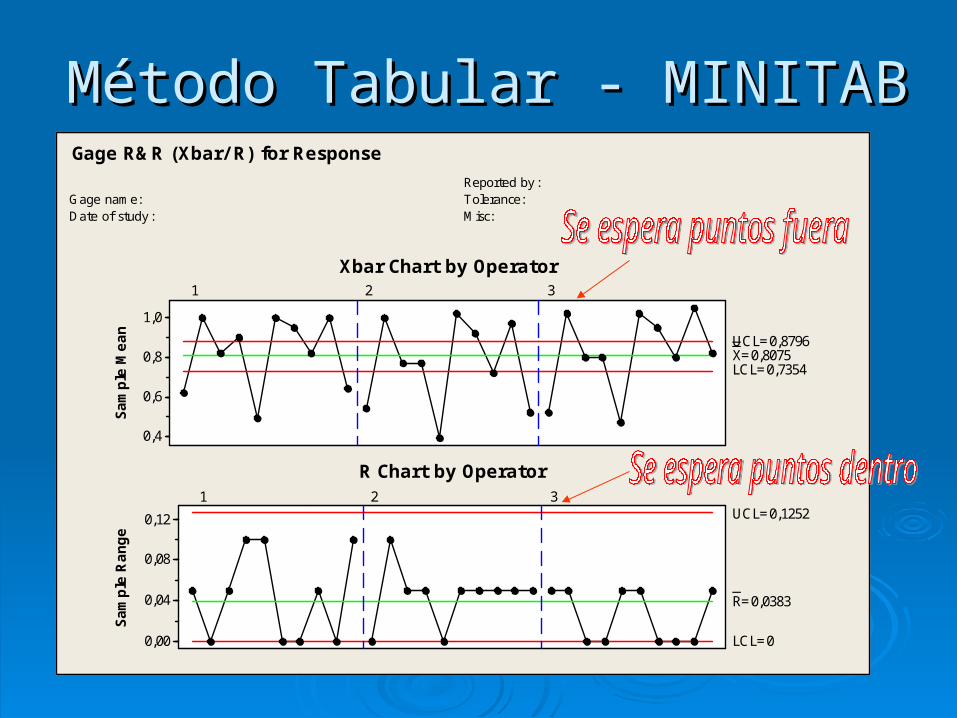
R Chart by Operator
Xbar Chart by Operator
Gage R&R (Xbar/ R) for Response
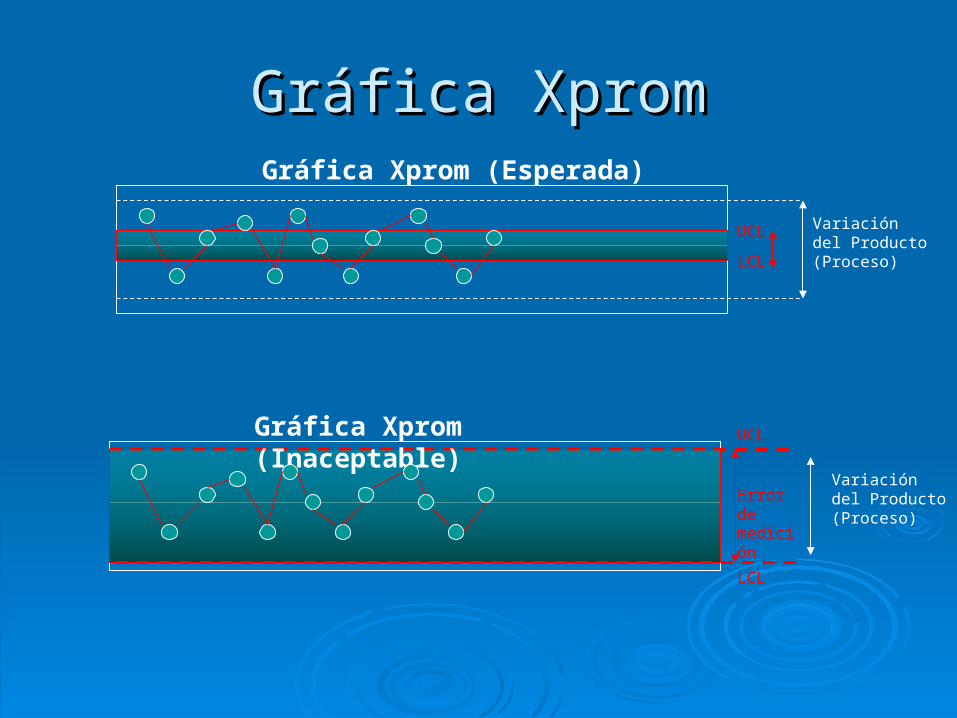
Gráfica XpromGráfica Xprom
UCL
LCL
Variación del Producto (Proceso)
Gráfica Xprom (Esperada)
UCL
LCL
Variación del Producto (Proceso)
Gráfica Xprom (Inaceptable)
Error de medición
Método Tabular - MINITABMétodo Tabular - MINITAB
Part
Avera
ge
10 9 8 7 6 5 4 3 2 1
1,1
1,0
0,9
0,8
0,7
0,6
0,5
0,4
Operator
12
3
Gage name:Date of study:
Reported by:Tolerance:Misc:
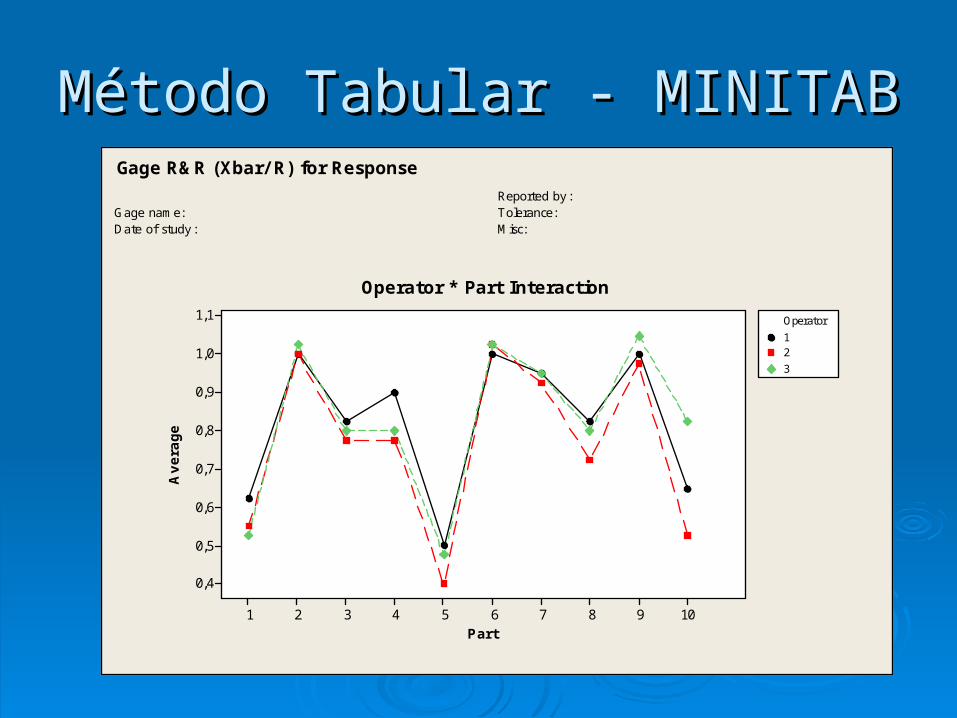
Operator * Part Interaction
Gage R&R (Xbar/ R) for Response
Gráfica operador x parteGráfica operador x parte• Es la mejor manera de exponer
interacciones entre las partes u operadores. Podría por ejemplo darse el caso de que cierto operario mide de manera diferente las partes grandes que las partes pequeñas (Interacción partes x operador)