Embed Size (px)
Citation preview

Seminario internacional sobre gerencia y tecnología textil
• SENA _ 7A\ Programa Nacional Textil 20 ANOS
Medellín -Colombia Marzo 14 y 15 de 1985
Asesona Academ1ca. Apet - Acoltex - And1

Esta obra está bajo una Licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional.
EL PASADO, EL PRESENTE Y EL FUTURO DE LA
INDUSTRIA TEXTIL
Por: INGENIERO ALONSO OESCH
USTER-SUIZA
EL PASADO, EL PRESENTE Y EL FUTURO DE LA INDUSTRIA TEXTIL
La industr ia Suiza de maquinaria textil exporta aproximadamente el 95% de su producción. Esta cuota de exportación tan alta es indispensabl e para Suiza para poder seguir competitiva en el mercado mundial, siendo esto no solamente válido para la industria de maquinaria textil sino para toda la industria suiza de exportación,
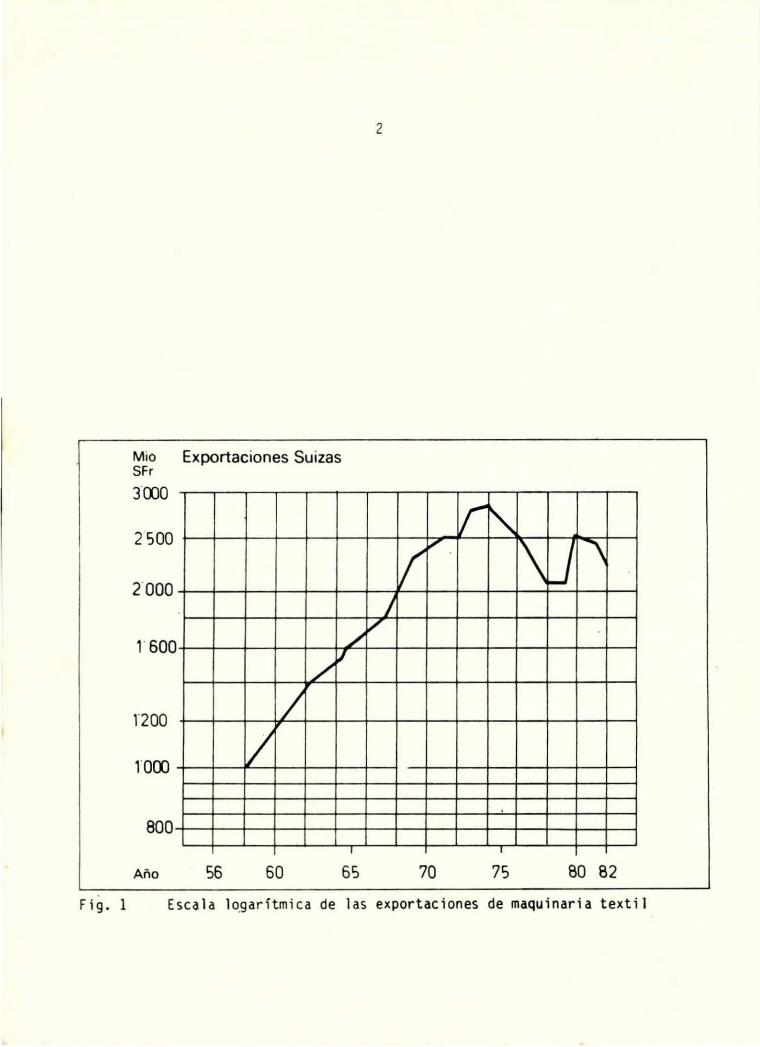
El desarrollo de las exportaciones de la industria Suiza de maquinaria textil desde finales de la segunda guerra mundial, es realmente impresionante. Eíl los nltimos 20 años desde 1.954 hasta 1.974, las exportaciones en forma real , es decir teniendo en cuenta el aumento del costo de la vida, practicamente se han cuadruplicado. El crecimiento real por año era de aproximadamente el 6.6%, lo que corresponde a una duplicación real en aproximadamente 11 años, tal como lo muestra la escala logarítimica de la figura l.
Lamentablemente este desarrollo fué frenado a partir de 1.976, cuando este crecimiento abruptamente se convirtió en un estancamiento. No obstante, las exportaciones ¿ n fo rma nominal todavía aumentaron de 2.1 mil mi llones de Francos Suizos en 1.975 a 2.15 mil mi llones en 1.982, pero esto representa una disminución real de aproximadamente 20%. Cabe mencionar, que aparte del Japón, todos los demás países más impor tantes de exportación han sufrido reducciones aún más pronunciadas.
Después de una corta reanimaci ón en los años 1.980/81, era evidente que el mercado de consumo de maqui naria textil se hubiera transformado fundamentalmente .
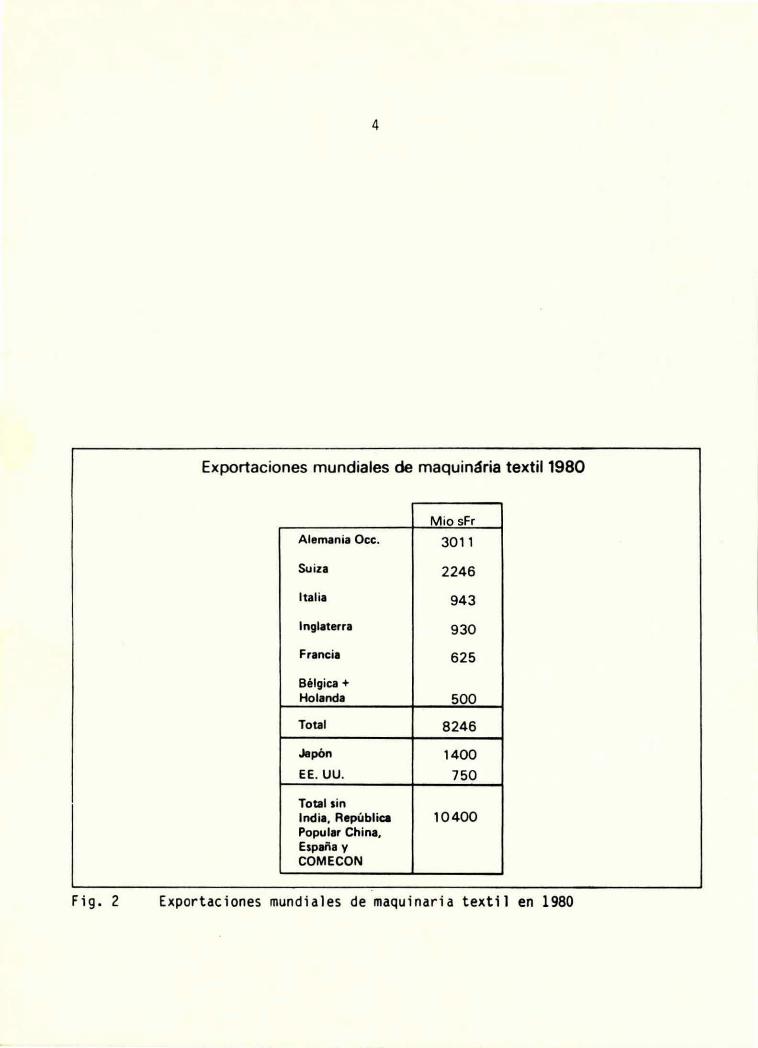
Según una estadística oficial, en 1.980 las exportaciones de maquinaria texti l de Auropa Occidental, Japón y Estados Unidos, que dominan claramente este mercado, ascendieron a aproximadamente 10 mil millones de Francos Suizos . Con una participación de aproximadamente 30%, el primer
2
Mio Exportaciones Suizas SFr
JOOO
2 500 r " ( "' \ J ' I
l600 ,/ V
/ 1/
r200
l OOO
¡· v·
800 1 T
Año 56 60 6S 70 75 80 82
F i g. 1 Escala lo_garítmica de las exportaciones de maquinaria textil
3
puesto corresponde a Alemania Occidental, el segundo a Saiza con aproximadamente 21% y el tercero al Japón con aproximadamente 14%, tal como se ha mencionado en la figura 2.
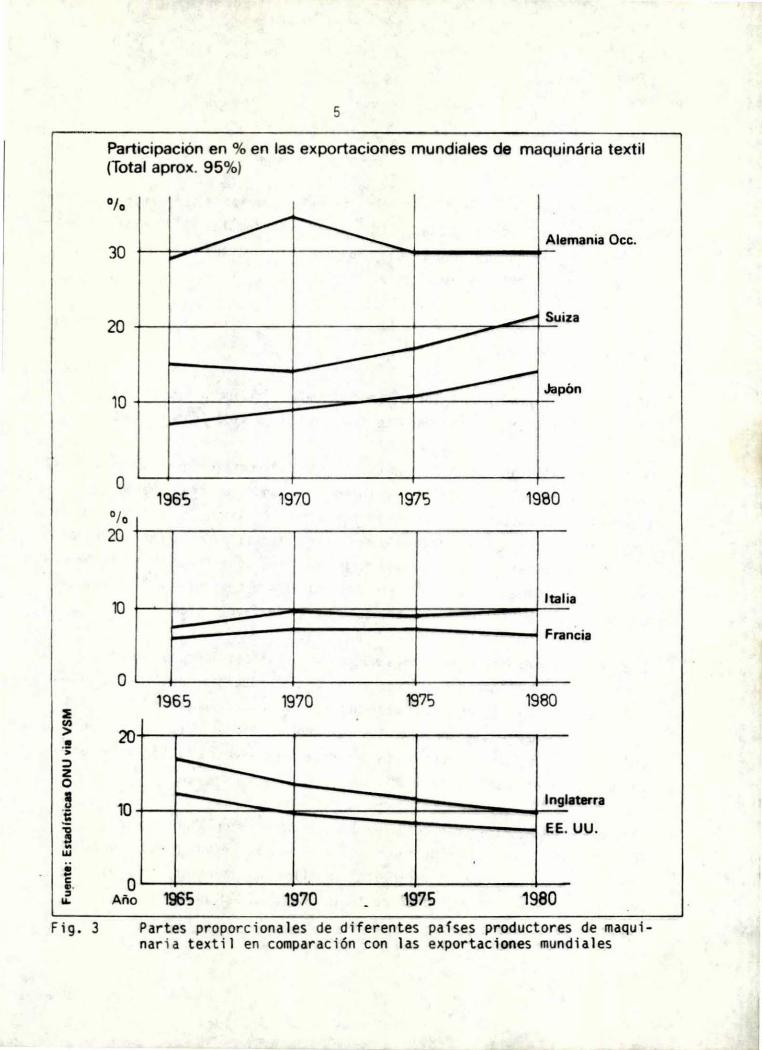
Teniendo en cuenta las partes proporcionales de las exportaciones mundiales durante el período de 1.965-1.980, se llega a las siguientes conclusiones (figura 3) :
Durante todo el período, Alemania Occidental con una parte proporcional de aproximadamente 30%, se ha mantenido en el primer lugar.
Suiza ha podido aumentar constantemente sus exportaciones hasta llegar a aproximadamente 21% de las exportaciones totales.
Desde 1.965 el Japón ha podido aumentar sus exportaciones de 7% hasta aproximadamente 14%.
Italia y Francia han podido mantener más o menos constantes sus exportaciones relativamente modestas.
Las exportaciones de Inglaterra (segundo lugar en 1.965) y Estados Unidos, disminuyeron considerablemente.
Durante todo el período de 1.965-1.980, las exportaciones de estos países antes mencionados, alcanzaron aproximadamente un 90% en comparación con el total mundial de exportaciones de maquinaria textil.
AdemAs, es también muy importante tener en cuenta lo siguiente:
De manera general, desde 1.973, la producción europea de maquinaria textil disminuyó en forma real.
4
Exportaciones mundiales de maquinária textil 1980
Mio sFr
Alemania Occ. 3011
Suiza 2246
Italia 943
Inglaterra 930
Francia 625
Bélgica+ Holanda 500
Total 8246
Japón 1400 EE. UU. 750
Total sin India, República 10400 Popular China, España y COME CON
F i g. 2 Exportaciones mundiales de maquinaria textil en 1980
~ U)
> .! >
::> z o 9 ! l w
F ig. 3
5
Participación en % en las exportaciones mundiales de maquinária textil (Total aprox. 95%)
º/o
Alemania Occ. 30
20
o 196S 1970 197S 1980
º /o 20
10 ltali a
-- Fra ncia
o 196S 1970 1975 1980
0.._-+~~~~~-1 .......... ~~~~~-+-~~~~~-+-~
Año 1965 1970 1975 1980
Partes proporcionales de diferentes pafses productores de maquinari a textil en comparación con las exportaciones mundiales
6
Además, debe tenerse en cuenta las también apreciables exportaciones de máquinas textiles usadas y las cuales por ejemplo, en Alemania
Occidental alcanzaron en 1.981 aproximadamente el 10% del total de las exportaciones de maquinaria textil.
La Hi landería
Puede decirse, que durante los últimos 200 años, el aumento de producti vidad de los diferentes procesos de fabricación ha sido impresionante.
En su mayoría estos aumentos de productividad se lograron gracias a innovaciones tecnológicas textiles, tanto en la hilandería como también en la tejeduría. No obstante, en forma paralela también las mejoras netamente constructivas en la fabricación de maquinaria textil para lograr aumentos en las velocidades de las máquinas de producción, contribuyeron en fonna decisiva; un aumento adicional s in duda fué logrado gracias a la automatización en ciertos sectores del proceso textil de fabricación.
Es muy importante tener en cuenta que además de haber logrado aumentos enormes en las velocidades de producción de las máquinas textiles, al mismo tiempo también se logró alcanzar una mejora considerable de la calidad de los diferentes productos textiles ; el hecho de poder fabricar hoy en día hi los y tejidos practicamente sin defectos, es otro factor importante que permitió aumenta r la productividad.
La figura 4 muestra la reducción de la mano de obra en la hilandería, en horas por kilo de hilo producido. Los diferentes puntos en esta curva indican las innovaciones tecnológicas textiles más importantes en el proceso de hilar durante aproximadamente los últimos 200 años.
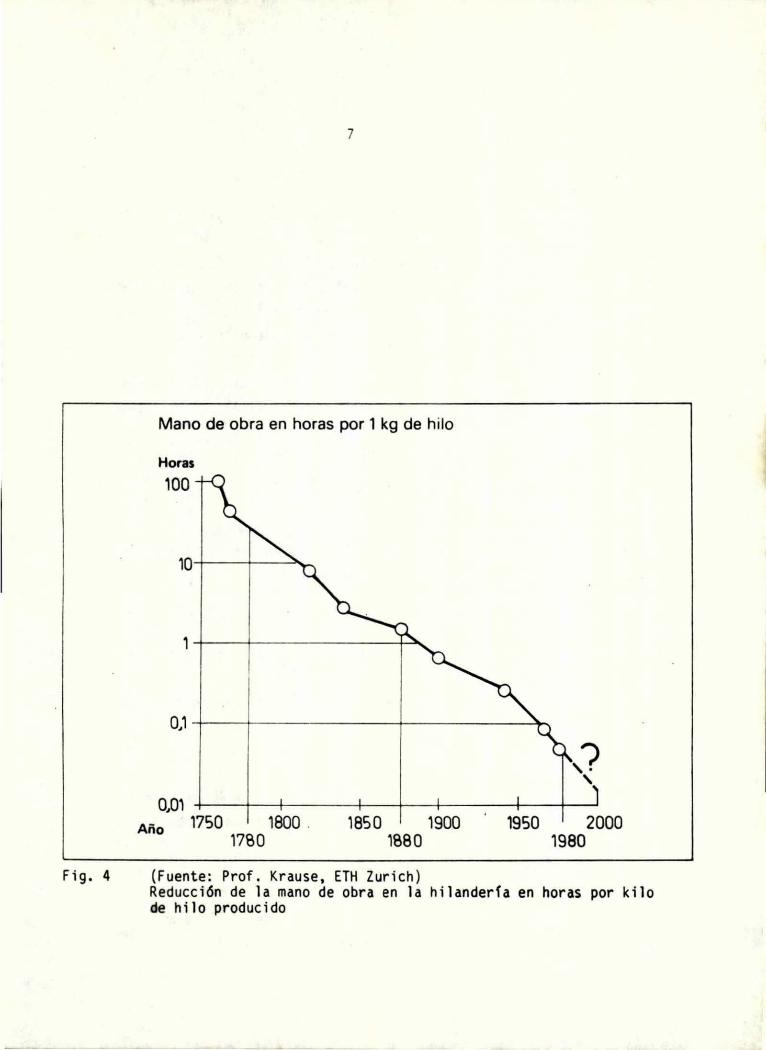
Fig. 4
7
Mano de obra en horas por 1 kg de hilo
Horas
100
o .. m Año 1750 1800 .
1780 1850 1900
1880 1950 2000
1980
(Fuente: Prof. Krause, ETH Zurich) Reducción de la mano de obra en la hilanderfa en horas por kilo de hilo producido
8
En su tiempo, el proceso manua l de hilar fué reemplazado funcionalmente
por el selfactor y más tarde por las máquinas continuas de hilar de ani
llos , hoy en día, la hilatura convencional aún s igue dominando el sector
de t í t ulos de hilo medianos y fi nos , ut i lizándose no obstante en forma
creci ente para la fab r i caci ón de hil os gruesos , todavía máquinas open
end de rotor que tienen una producción cons iderablemente mayor.
Ya empi eza n a vislumbrarse procedimientos de fabricación aún más efi -
cientes que t endrán una productividad aún mayor , valiéndose para este fin por ej empl o de aire o de torsi ón. Se sabe que t ambién otros tipos de pro
cedi mientos de hilar es tán en desarrollo . Durante los últimos 200 anos
el trabajo en horas por ki lo de hilo producido se redujo aproximadamente
a una milés isma parte.
Durante los últimos 30 anos los desarrolllos de máquinas textiles se con
centraron especialmente en las s iguientes metas :
Aumento de la product ividad de las máquinas
Reducción del número de operaciones en los diferentes pasos de fabri
cación. Reducci ón de mano de obra mediante racionalizaciones con máquinas
automáticas y : n !1s "'vn .es automáticos de materia prima entre pasos
de fabricación consecutivos .
Como resultado, puede decirse, que la hilatura moderna exige enormes in
versiones y que los costos de capital alcanzan aproximadamente 2/3 del
precio de la materia prima. Contrario a la situación de hace 30 anos se
han realizado importa íl t es economías de mano de obra.
Actualmente en Europa, los costos de salario s~ lamente alcanzan aproxi
madamente 1/3 del precio de la materia pri 111a.
9
El trabajo manual necesari o para la fabricación de hilo hoy en día sola
mente representa aproximadamente la déc ima parte en comparación con los comienzos del presente siglo.
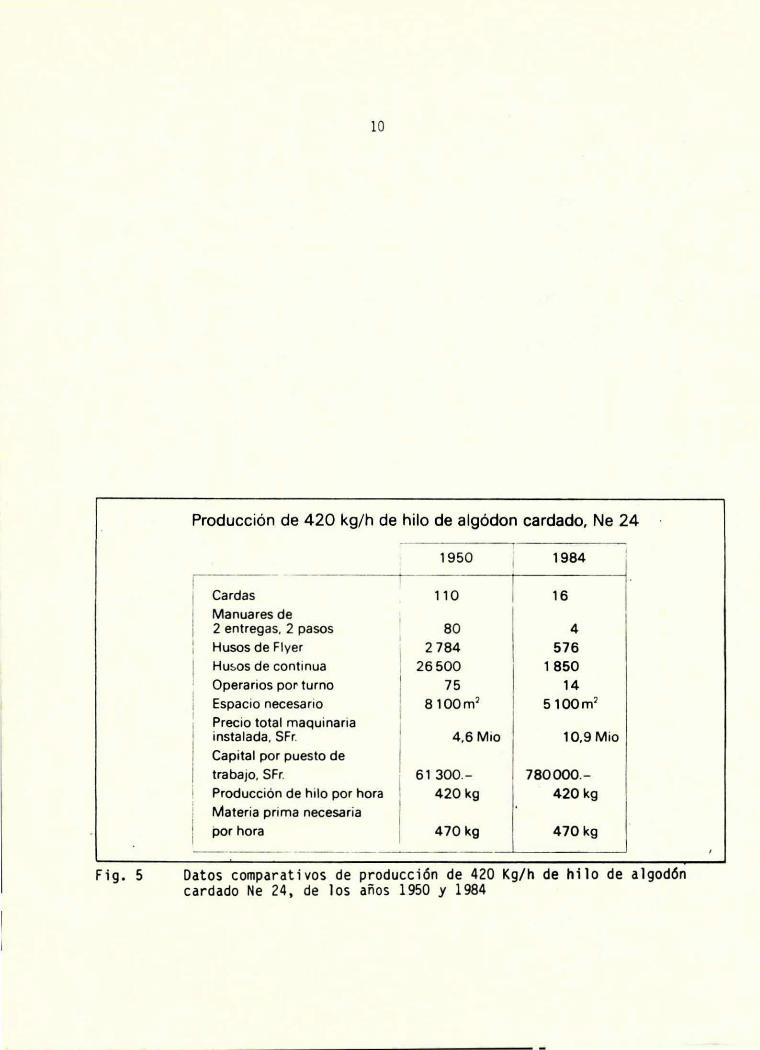
La figura 5 muestra las diferentes situaciones en la hilandería de algod6n en l os años 1.950 y 1.984. Puede constatarse la tendencia hacia un mayor
grado de rendimiento de máquina y hac ia una técnica moderna de máquina. De ésto resu l tó una contri bución importante a la rentabiliüad de ~a fabr i cación de hil o.
Estos progresos no hu~~ eran podido alcanz arse solamente medi ante la intro
ducción de procesos automáticos. Los mayores progresos se han obtenido en el aumento de la producción de las máquinas . Este hecho exige algunas
refl exi ones en cuanto a la ca lidad de hilos fabricados con estos aumen
tos de producción. No puede concl uirse que mayores estirajes o la re
ducción de los pasos de manuar aumenten la calidad de los hilos . Igual
mente erróneo sería el pensar que la economía de la mano de obra en la
apertura y la introducción de la ali mentación directa no tengan influen
cias negativas sobre la cinta de la carda. Ningún director de hilande
ría puede ser de la opinión que la hilandería de rotor haya resuelto
todos los problemas en cuanto a defectos de hilo , resistenc ia a la rotura,
menores va r iaciones de título, etcétera . En otras palabras,puede decirse
que los aumentos de producción y de la productividad, la economía de la mano de obra y otras ven ta jas obtenidas gracias a la automatizaci6n y al
aumento de la producción, han creado problemas en cuanto a calidad.
Durante los últimos años era cada vez más necesario e importante poder producir también durdnte la noche para poder seguir competitivo y poder
aprovechar lo mejor posi bl e la s máquinas existentes. Aún hoy en día ésto
no siempre es muy fácil, ya ~ue en la mayoría de los países industriali
zados es bastante difícil encontrar personal cal ificado para el turno
Fi g. 5
10
Producción de 420 kg/h de hilo de algódon cardado, Ne 24
1950 1984 - -
Cardas 11 o 16 Manuares de 2 entregas. 2 pasos 80 4 Husos de Flyer 2784 576 Hu~os de continua 26 500 1850 Operarios por turno 75 14 Espacio necesario 8100m2 5100m2
Precio total maquinaria instalada. SFr. 4,6Mio 10,9Mio Capital por puesto de trabajo, SFr. 61 300.- 780000.-Producción de hilo por hora 420 kg 420 kg Materia prima necesaria por hora 470 kg 470 kg
Datos comparativos de producción de 420 Kg/h de hilo de algodón cardado Ne 24, de los años 1950 y 1984
11
nocturno. En el futuro este problema se acentuará aún más y especialmente
en aquellos países donde las leyes laborales siguen prohibiendo el trabajo
femeni no en el turno nocturno. Puede decirse que los altos sal arios noctu tT1os siguen compensando cualquier venta j a de costo que ofrecen la elec
tricidad nocturna as í como los tiempos más cortos de amort ización de las
máquinas de producción.
Cuales son los trabajos principales que debe cumplir el personal nocturno?
En una hilandería con, por ejemplo, 10.000 husos de continua y un títu lo medio de hilo de 20 tex (Nec 30 ) los trabajos principales del personal
son los siguientes:
Cambio aproxi madamente de 700 bobinas de mechera (Flyer ) en las con
tinuas de hilar. En el peor de los casos el reemplazo de la s bobinas tenninadas no se haría durante la noche sino solamente en el primer
turno diurno.
En practicamente todas las cont inuas debe hacerse un cambio de husadas.
Cada vez más, este trabajo se hace en forma automática y solamente
necesita un arranque manual así como un control por parte del personal del turno nocturno .
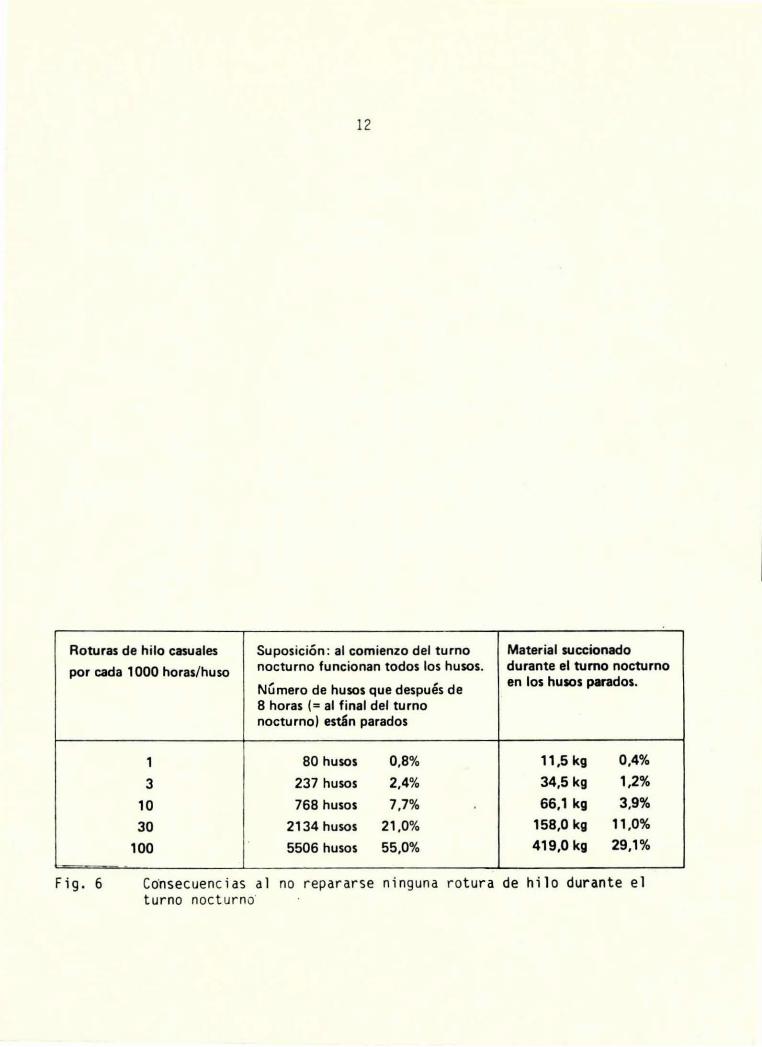
Roturas de hilo deben repararse . La siguiente tabla muestra lo que ocurriría si durante el turno nocturno no se reparase ninguna rotura
ae hilo. (Ejemplo: 10.000 husos de cont inua, hilo Nec 30 , producción 15 m/min . ).
Durante decenios de años la máquina continua de hilar era el único sistema
de hilar para hilos fabricados según el sistema de 3 cilindros . La introaucción industr ial de la tecnología open-end de rotor hace aproximadamente
15 años, produjo la primera amenaza para el sistema de hilar de anillos.
12
Roturas de hilo casuales Suposición : al comienzo del turno Material succionado
por cada 1000 horas/huso nocturno funcionan todos los husos. durante el tumo nocturno
Número de husos que después de en los husos parados.
8 horas (=al final del turno nocturno) están parados
1 80 husos 0,8% 11 ,5 kg 0 ,4%
3 237 husos 2,4% 34,5 kg 1,2%
10 768 husos 7,7% 66,1 kg 3,9%
30 2134 husos 21,0% 158,0 kg 11 ,0%
100 5506 husos 55,0% 419,0 kg 29,1 %
F i g. 6 Consecuencias al no repar ar se ni nguna rotura de hilo duran te el t urno nocturno·
13
En muchas partes se oyeron voces que predijeron el próximo fi n de la hila
tura convencional, pero las siguientes cifras prueban lo contrario:
Según el ITFM (lnternati ona l Textile Machinery Federation) en 1.981, en el mundo entero existían aproximadamente 156 mil lones de husos de conti
nua y aproximadamente 4 mill ones de rotores; con una relación de 5 husos de continua por rotor, la parte proporcional de la hilatura open-end de rotor
a escala mundial es de aproximadamente 12,8%. Debe tenerse en cuenta que
del total de 4 millones de rotores, 2,6 millones, o sea el 65% están instalados en Europa Oriental. En cuanto a la capacidad mundial total de
hilatura, la parte proporcional de la hilatura open-end de rotor, va rí a
considerablemente en los diferentes países . La mayor parte proporcional open-end de rotor, corresponde a los países de Europa Oriental, los cuales
además en 1.981, fabricaron aproximadamente el 26% de la capacidad total
de máquinas open-end de rotor.
En segundo lugar se sitúa la Comunidad Europea con 9.8%, después siguen los
Estados Unidos con 4. 2%, Africa con 3,7%, Suramérica con 3.6%, los países
europeos de libre comercio (EFTA) con 3% y Asi a solamente con 1.7%. Sor
prende especialmente el bajo porcentaje de As ia , ya que en este continente
están instalados 75 millones de husos ue continua, o sea el 48% aproximadamente de la capacidad t otal mundia l de husos de continua.
Resumiendo puede decirse que a escala mundi al el sistema convencional de
hilatura hasta hoy en día no ha sufrido ningún revés considerable por causa
de las máquinas open-end de rotor, ya que como decí~mos anterionnente, la
capacidad mundial total del sistema open-end de rotor , es de sól o 12,8% después de 15 años de haberse introducido y de sólo 4.2% al no tenerse en
cuenta los países de Europa Orienta l. Si además tenemos en cuenta que
70-80% de todos los hilos fabricados según el sistema de 3 cili ndros se /
s i tú~n en el campo de títul o ~e 16-25 , es deci r: en un campo
14
Especialmente apropiado para el sistema open-end de rotor, entonces puede decirse que el procentaje que corresponde a la hilatura open-end de rotor en comparación con la capac idad mundial de hilatura es sorprendentemente bajo.
El Desarrollo de la Calidad de Hilo Durante los Ultimes 30 años
Las ESTAOISTICAS USTER no solamente son muy apreciadas para poder hacer comparac iones de hilo sino las mismas también pueden utilizarse perfectamente bien para elaborar estadísticas de largo período, ya que los primeros valores de comparación fueron publi cados y elaborados por USTER en 1.949. Para una mejor comparación, como calidad de hilo siempre fue tenido en cuenta 11 la media", es decir: el límite de 50%. En 1.949 la ca lidad de algodón cardado Ne 20 y peinado Ne 60, se situaron ambas en 16 U%. Hasta 1.970 aproximadamente, las ca lidades continuamente fueron mejoradas, pero durante los siguientes 5 años la ca lidad empeoró nuevamente , aunque no en forma muy pronunciada; a partir de 1.975, la calidad mejoró nuevamente. Lo anterior se debe a los siguientes factores:
Al comienzo de los años 60 empezó el fuerte aumento de la velocidad de producción y el cual tuvo como consecuencia un empeoramiento de la regularidad del hilo, que solamente a partir de aproxi madamente 1. 970 repercutió en los valores medios mundiales. Además, durante este mismo perído
en forma acentuada, fue utilizada materia prima lo más barata pos ible, teniendo en cuenta el destino final del hilo. Gracias a los continuos e intensos trabajos e investigaciones por parte de los constructores de ma
quinaria y el continuo proceso de estudio por parte de los fabricantes de hilo, poco a poco la cali dad, es decir: la regularidad de los hilos mejoró nuevamente a pesar de las altas velocidades de producción.
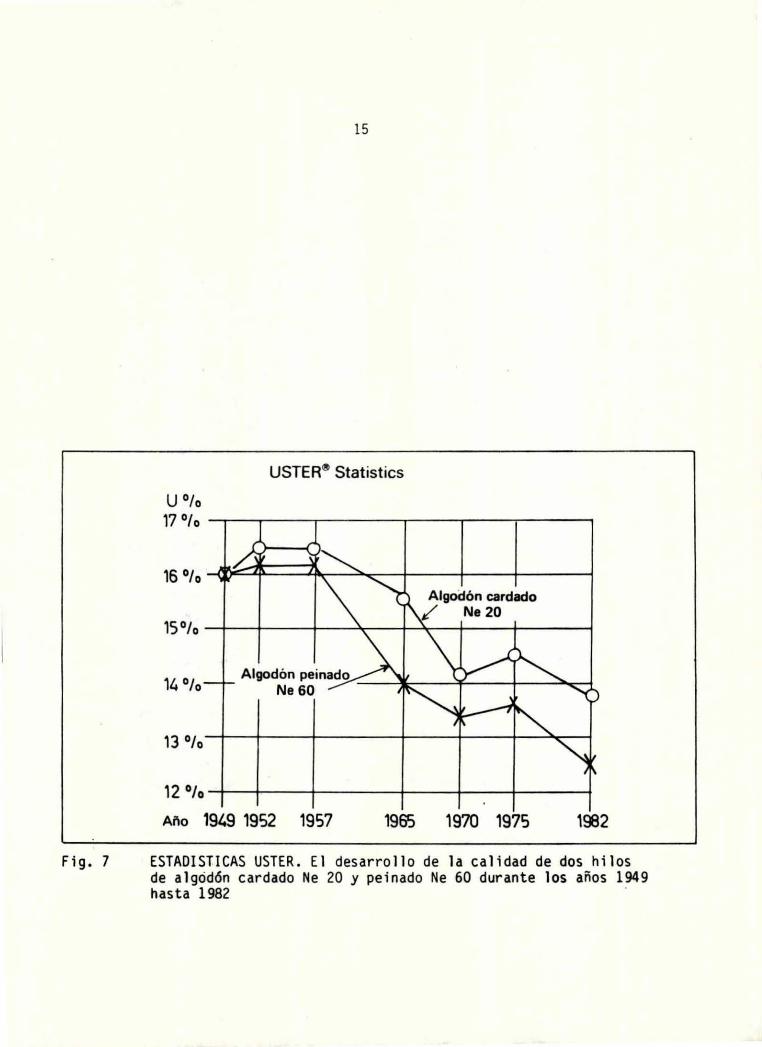
Fi g. 7
15
USTER~ Statistics
U 0 /o 17 °/o -----~---~---------
14 °/o
13 °/o
Algodón cardado ¿' Ne20
12°/o-t---+---+-----+----+----11-----+
Año 1949 1952 1957 1965 1970 1975 1~2
ESTADISTICAS USTER. El desarrollo de la calidad de dos hilos de algodón cardado Ne 20 y peinado Ne 60 durante los años 1949 hasta 1982 ·
16
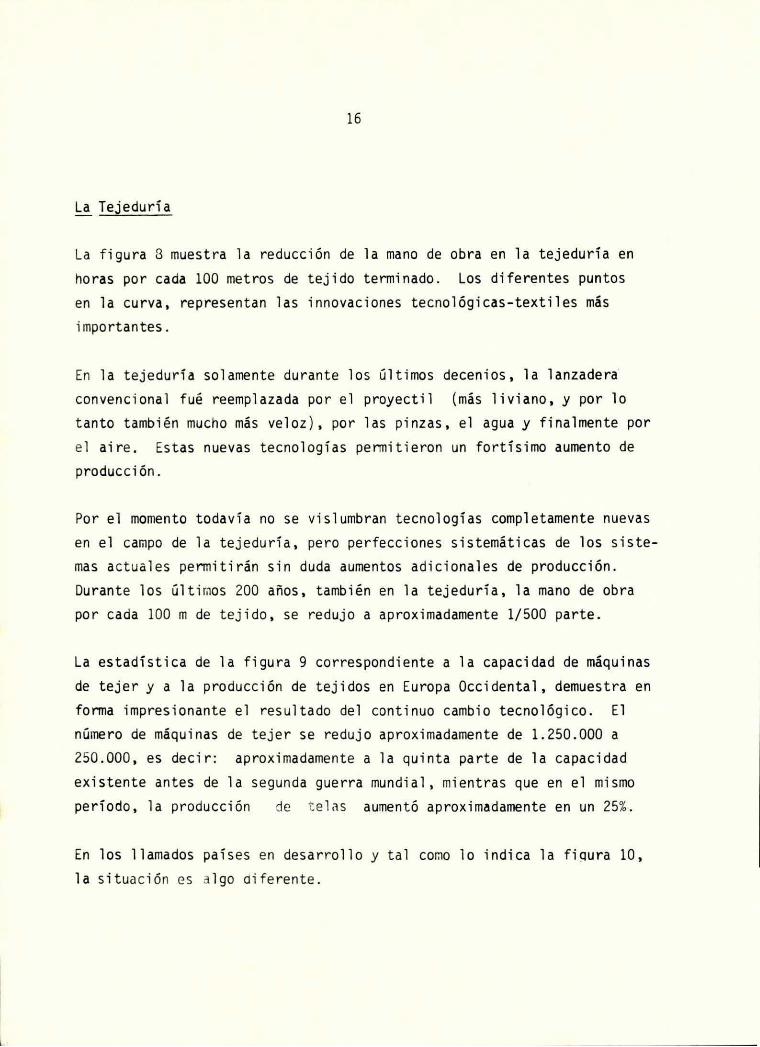
La Tejeduría
La figura 3 muestra la reducción de la mano de obra en la tejeduría en
horas por cada 100 metros de tejido terminado. Los diferentes puntos
en la curva. representan las innovaciones tecnológicas-textiles más
importantes.
En la tejeduría solamente durante los últimos decenios. la lanzadera
convencional fué reemplazada por el proyectil (más liviano, y por lo
tanto también mucho más veloz ) . por las pinzas, el agua y finalmente por
el aire. Estas nuevas tecnologías pennitieron un fortísimo aumento de
producción.
Por el momento todavía no se vislumbran tecnologías completamente nuevas
en el campo de la tejeduría, pero perfecciones sistemáticas de los siste
mas actuales permitirán sin duda aumentos adicionales de producción.
Durante los últi mos 200 aHos. también en la tejeduría, la mano de obra
por cada 100 m de t ejido, se redujo a aproximadamente 1/500 parte.
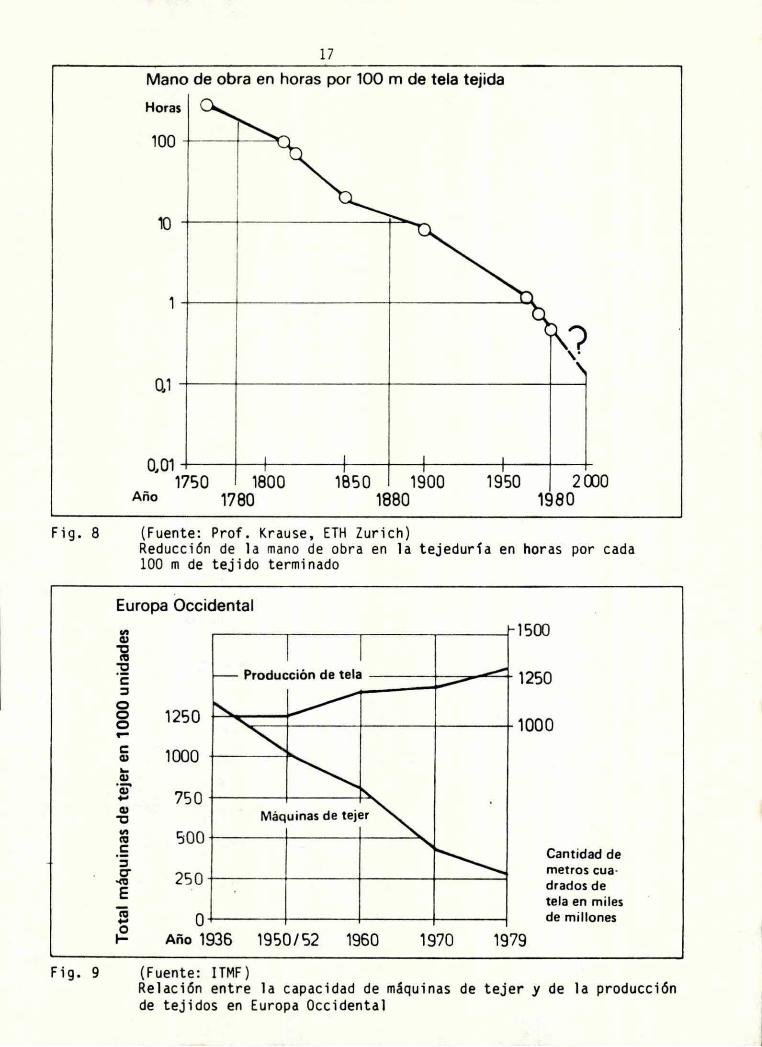
La estadística de la figura 9 correspondiente a la capacidad de máquinas
de tejer y a la producción de tejidos en Europa Occidental. demuestra en
fonna impresionante el resultado del continuo cambio tecnológico. El
número de máquinas de t ejer se redujo aproximadamente de 1.250.000 a 250.000, es decir: aproximadamente a la quinta parte de la capacidad
existente antes de la segunda guerra mundial. mientras que en el mismo
período, la producción de t el as aumentó aproximadamente en un 25%.
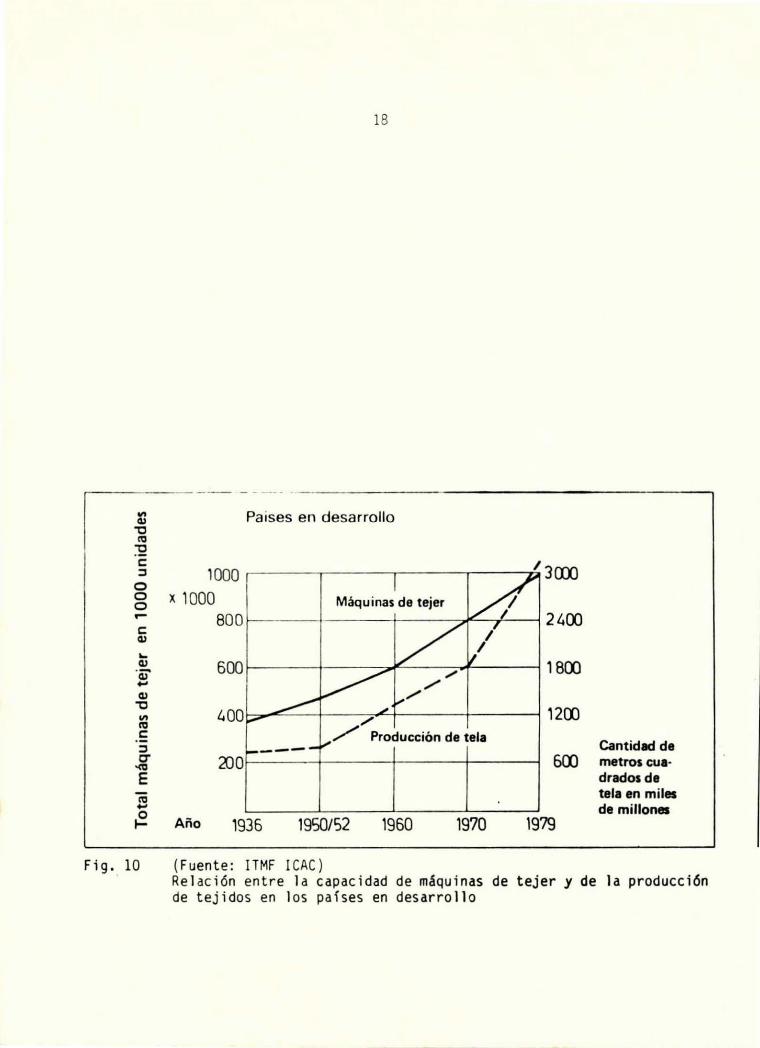
En los llamados paí ses en desarrollo y ta l como lo indica la fiqura 10,
la s ituaci ón es algo diferente .
F i g. 8
Fig. 9
17
Mano de obra en horas por 100 m de tela tejida
Horas
? "
~01~~---~~~--t-~-t--~~~---~--~
1750 Año
1800 1780
1850 1900 1880
(Fuente: Prof. Krause, ETH Zurich)
1950 2000 1980
Reducci6n de la mano de obra en la tejedurf a en horas por cada 100 m de tejido terminado
Europa Occidental
1250
i 1000
O-r-~~~r--~~--1~~~--~~~---1
Año 1936 1950/52 1960 1970 1979
(Fuente: ITMF)
Cantidad de metros cuadrados de tela en miles de millones
Relaci6n entre la capacidad de máquinas de tejer y de la producción de tejidos en Europa Occidental
18
..---------- - - - - ------------------------. "' 4>
\:J
"' :E e: ::J o o o -e: 4>
~
41 ·-41 ... 41
\:J
"' "' e: ::::> a -ca E
"' ... ~
Fig. 10
Paises en desarrollo
1000 ~--..---....---....----r:o1 3CXX)
X 1000
Año
Máquinas de tejer 800 1--~-1~~-+~~-----.r'-~2400
400~"""1C---+---/~+----+-----i 1200 / Producción de tela
1936 19SO/S2 1960 1970
Cantidad de 600 metros cua·
drados de tela en miles de millones
1979
(Fuente: ITMF ICAC ) Relación entre la capacidad de máquinas de tejer y de la producción de tejidos en los pafses en desarrollo
19
en Europa Occidental la maquinaria de producción fue adaptada a las últimas innovaciones tecnológicas-textiles, lo que permitió obtener continuos progresos de producción, mientras que en los países en desarrollo, hasta los años 70, los aumentos de producción solamente se lograron con base en una amplicación de las capacidades de producción. En estos países, el número de máquinas de tejer de aproximadamente 400 .000 en 1936, aumentó aproximadamente a 1.000.000 en 1979, habiéndose quintuplicado en este mismo período de tiempo la producción de telas. Solamente a partir de 1970 se observa un aumento acentuado de productividad.
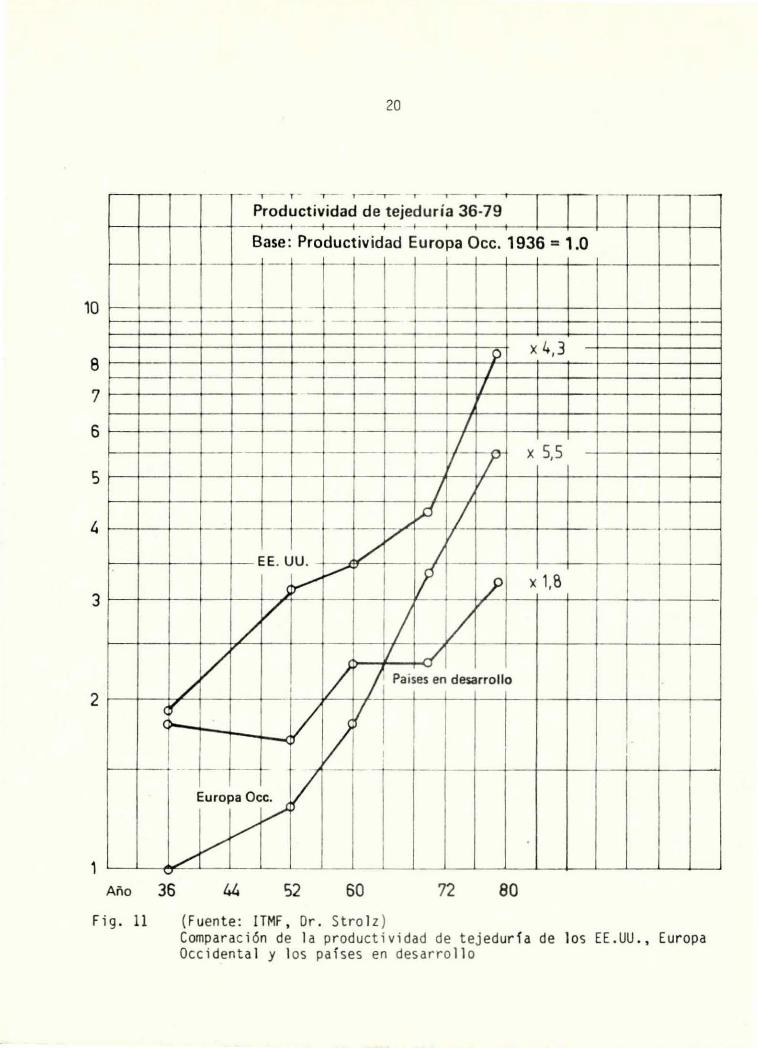
La figura 11 compara la product ividad de tejeduría de los Estados Unidos, Europa Occidental y se los países en desarrollo de 1936-1979. Fijándose con la cifra 1 la productividad de Europa Occidental en metros cuadrados por máquina de tejer, entonces puede observarse que la misma era más alta tanto en los países en sesarrollo como también en los Estados Unidos .
No obstante, en estos 43 años dicha productividad aumentó
5,5 veces en Europa Occidental 4,3 veces en Estados Unidos 1,8 veces en los países en desarrollo
Debido a lo anterior, en el año 1979 los Estados Unidos todavía ocuparon el primer lugar mientras que el presente gráfico demuestra que Europa Occidental se ha recuperado considerablemente, ocupando los países en desarrollo claramente el último lugar.
Pero lamentablemente también debemos mencionar los resultados negativos de este desarrollo y los cuales son bien conocidos. Como ejemplo la figura 12 indica las cifras correspondientes a Alemania Occidental durante los años 1970 y 1982 .
10
8
7
6
s
4
3
2
1
20
- ....- - ,- T . - y - ' .- ..,--
Productividad d e tejeduría 36-79 ----+--- ¡
Base : Productividad Eu ropa Occ. 1936 = 1 .0 -- -- - --
- >-·-"- - - -- >- - f-
p X 4,3
>-- I I
/ ·- >- - /--,- X 5,5
/ ,
J
7 _¡:f ~ - -
EE. UU. _/ I ,.,,,,-
JY ~ X 1,8
/ / 1/ /~
/~ / dl / /i Paises e~ desarrollo / 1
cr V ( 1 1
r'I..,._
V 1 ----... LI
1 : -
I --- -
Europa Oc~
V / . _/
V
-
- --1 -
1 1
1 1
Año 36 44 52 60 72 80
Fig . 11 (F uent e: ITMF, Dr. St rolz) Comparación de la product i vidad de te jedurfa de los EE .UU. , Europa Occ identa l y los países en desarrol lo
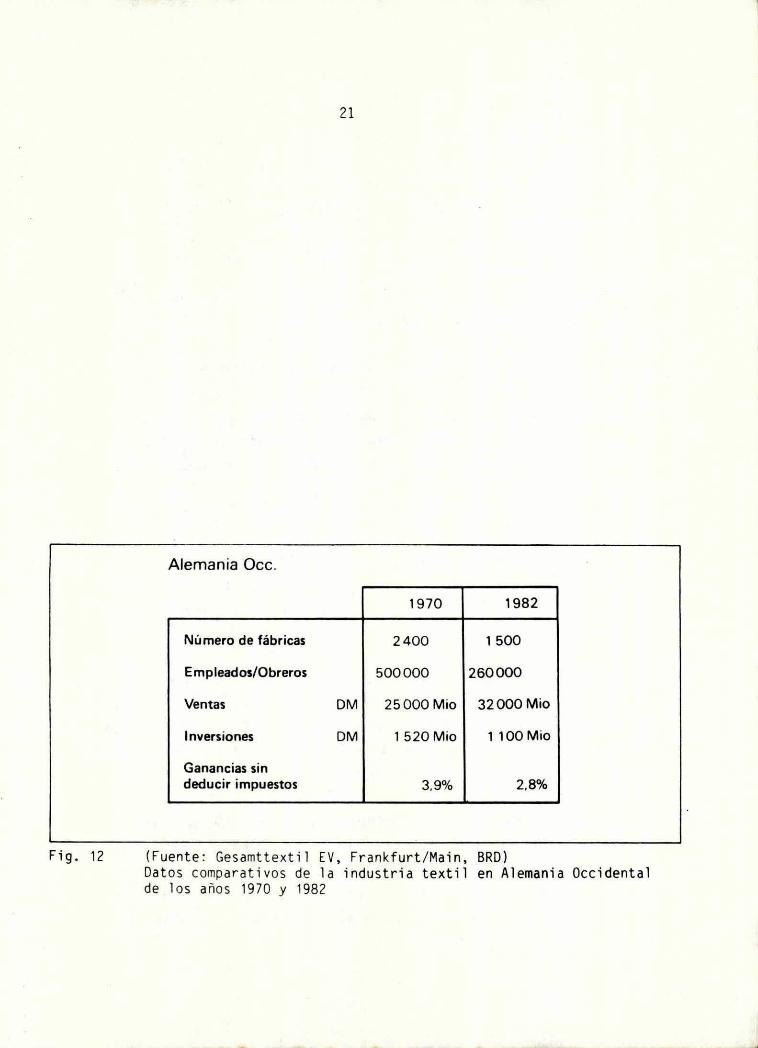
Fig. 12
21
Alemania Occ.
1970 1982
Número de fábricas 2400 l 500
Empleados/Obreros 500000 260000
Ventas DM 25000 Mio 32000 Mio
1 nversiones DM l 520 Mio 1 100 Mio
Ganancias sin deducir impuestos 3.9% 2.8%
(Fuente: Gesamttexti l EV, Frankfurt / Main, BRD) Datos comparativos de la industria textil en Alemania Occidental de los años 1970 y 1982
22
Como puede verse, las consecuencias fueron las siguientes:
El número de empresas se redujo de 2. 400 a 1.500
Manteniéndose practicamente la proudcción, el número de operarios y
empleados se redujo casi a la mitad .
Las inversiones se redujeron de 1.520 millones de DM a 1.100 millones
Las ganancias, sin deducir impuestos , se redujeron del 3,9% del total
de ventas a 2,8%, lo que representa una reducción casi a la mitad de
las ganancias conoci das en otras industrias de producción de bienes de consumo .
La Situación Actual en la Industria Textil
Las siguientes, son algunas reflexiones acerca de la situación actual en
la industria textil:
Actualmente se observa una cierta sobre-capacidad mundial en el campo
de producción de artículos textiles . La ocupación de las empresas textiles a escala mundial hoy en día, es de sólo 6.500 horas aproxi
madamente por año, mi entras que para asegurar depreciaciones y ganancias aceptables, debería alcanzar aproxi madamente 8.000 horas.
Existe una considerable necesidad de modernización del parque actual
de maquinaria t extil. ta mayor productividad de la maquinaria nueva,
una calidad mejorada de los productos textiles o ambos factores jun
tos, podrían ser la la cusa de un reemplazo prematuro de máquinas de producción, es decir : antes de haber alcanzado las mismas la "auración técnica de vida" .
23
NO obstante, este acortamiento de los ciclos de substitución indudablemente será la causa de que "la montaña de chatarra" aumente.
Sin duda, la automatización del proceso de fabricación textil continuará, especialmente en los países industrializados.
Sin duda deberá presentarse aún más atención a la calidad de los
diferentes producto~ textiles para poder mej orarla o mantenerla cons
tante, lo que indudablemente exigirá inversiones adicionales.
El Futuro de la Industria Textil
l . Especialmente en los países industrializados , las empresas textiles ocuparán cada vez menos personal .
2. Las exigencias hacia la calidad de l os productos textil es así como
hacia un funcionamiento s i n in ter r upci ones de las instalaciones de
producción, aumentarán.
3. Tanto la electrónica como también la informática, asegurarán el dominio humano sobre procesos de fabrica ci ón de altos rendimientos y tec
nológicamente nuevos.
4. Los costos de capital, es decir de inver si ón de tales empresas, serán considerables pero los cost os de salario correspondientemente bajos.
24
5. En todos los niveles y puntos del proceso de fabri caci6n, los datos
de producción (flujo de materia l ) así como los de calidad, se detec
tarán en fonna continua "on-l ine"; es t os da t os serán vigilados y eva
luados separadamente por cada proceso como también en fonna central.
Los sistemas de vigilancia no solamente vi gilan , si no los mismos son
uo medio muy eficaz para l a dirección de una empresa para estar bien
i nfonnado en cualquier momento sobre la s ituación momentánea de la
empresa. Además, obreros y contramaes t res tienen la posibilidad de
controlar ellos mismos los resu ltados de sus trabajos y tareas. A veces una verdadera competencia entre el personal de una empresa está
li gada con la pregunta de qu ien tendrá el mayor rendimiento. Se com
paran entre s í los sigu i entes grupos de contramaestre para poder det ec
tar aquel grupo con el menor número de paros mecánicos. Además, tales s i stemas de vi gilancia del proceso de fa bricación sumi nist ran los
datos necesarios para mejorar y optimar el s i stema de cá lcul o de
sa lari o.
6. Con lo anterior se obtendrá un alto grado de aseguramiento de ca lidad
y la meta de "ce ro defectos" esta rá pronto a la vi sta .
En cuanto a la calidad, debe tenerse en cuenta los s igui ente: La
mayor parte del hilo se consume en la te jeduría plana y de punto. En
caso de no tratarse de una empresa con hilandería propia, entonces el
hilo debe comprarse a terceros . En todos es tos casos ocurre con muc ha
frecuenc ia que el fabricante del hil o no conoce el desti no fi nal del
mi smo en e l momento de fabri carlo . En este casó e l fabrica nte y el
consumidor del hil o indispensablemente deberí an ponerse de acuerdo
entre sí para determinar los diferentes parámetros de ca lidad de l hilo
a fabricar se . De ser posibl e , entre el f abri cante de l hilo y el consumidor s iempre debería exi stir un contact o conti nuo.
25
En todos aquellos casos donde este por diferentes motivos no fuera
posible, el comprador del hilo deberá analizar cuidadosamente los
diferentes parámetros de ca lidad en el momento de recibi r el hilo.
El análisis de tales parámetros de ca lidad, solamente puede hacerse
con base en muestras relativamente pequeñas y requiere inversiones altas en cuanto a aparatos, costos de personal y demoras e interrupciones de producti vidad.
Es de suponer que en algún futuro, los diferentes parámetros de
calidad de hilos que serán vendidos a terceros, es decir a tejedu
rías planas y de punto, estarán sometidos a detalladas y exactas
especificaciones y normas de cal idad.
7. A escala mundial, las ventas anuales de maqui naria textil son actual
mente de aproximadamente 10.000 millones de Francos Suizos. Hasta
el presente, la parte proporcional del sector electrónica/infonná
tica era sólo de 2-3% aproximadamente, pero es seguro que durante los próximos años aumentará considerablemente teniendo en cuenta el
creciente interés de la industria textil en cuanto a sistemas de
datos, en vista de que las máquinas de alta producción y la fuerte
reducción del personal, exigen una vigilancia del proceso de fabri
cación, reemplazándose el ojo humano por l a electrónica.






























