Embed Size (px)
DESCRIPTION
Herramientas para cortes
Citation preview
SIERRAS
Historia de las Sierras
Desde la época de las cavernas, nuestros antepasados fueron
evolucionando utilizando herramientas. Claro, no eran las herramientas como las
conocemos hoy. El hombre primitivo uso útiles muy simples como: masones,
hachas, piedras filosas. Esas mismas herramientas, aunque con diseños más
modernos, siguen teniendo vigencia hasta nuestros días.
Así mismo, los descubrimientos arqueológicos muestran que el desarrollo
de la primera sierra primitiva, siguió de cerca al origen del hacha y el cuchillo de
piedra. El borde afilado de la piedra plana era con forma dentada, y tal
herramienta cortaba arrancando partículas del objeto que se cortaba. Hubo una
gran mejora en la calidad de la sierra después de la aparición de los metales
ferrosos, el cobre y el bronce. Con los aceros y los métodos de templado (o
endurecimiento) actuales, hay muchas clases de hojas dentadas disponibles para
la segueta manual y la sierra mecánica.
En cuanto al corte de metales, en un principio se realizaba con el lomo
dentado de una lima, evolucionando hasta la forma actual. Al principio se
fabricaron en acero al carbono templado, lo que producía una hoja muy
quebradiza. Luego se pasó a templar la hoja parcialmente, primero en lomo y más
tarde en lomo y dientes, lo que dotaba de cierta flexibilidad a la lima pero no
solventaba el problema de la rotura.
Conforme los materiales a cortar fueron avanzando en tecnología, también
lo hicieron las hojas de sierra, las cuales pasaron de fabricarse en acero al
carbono a fabricarse en acero rápido o de alta velocidad, más conocido por sus
siglas en inglés, HSS.
Posteriormente, en la década de los años 70, se inventa por parte una
empresa sueca el llamado acero bimetal, que consiste en una banda estrecha de
1

acero rápido en donde se forman los dientes, aleada mediante haz de electrones a
un cuerpo fabricado en acero para muelles.
La forma de cortar también ha evolucionado, siendo las primeras las sierras
de movimiento alternativo o de vaivén, originalmente movidas por molinos
hidráulicos. Más tarde se accionaron mediante máquinas a vapor y finalmente con
electricidad
Después de ese tipo de hoja surgió la conocida sierra de cinta o sierra sin
fin, la cual empezó como herramienta de corte para madera, al igual que la
anterior y posteriormente pasó al campo del corte de metales, anulando
prácticamente el uso de la sierra de movimiento alternativo.
La sierra de cinta consiste en una hoja de metal dentada altamente flexible
que es cortada y soldada de acuerdo al diámetro de los volantes de la máquina
herramienta en la que va a ser usada, produciendo el corte por deslizamiento
continuo sobre la pieza a cortar.
Siguió el desarrollo de la hoja de mano en cuanto a componentes, pero hoy
en día la ha superado ampliamente, encontrando en el mercado hojas con los
dientes compuestos de carburo de tungsteno, capaces de cortar aleaciones de
extraordinaria resistencia tales como las súper aleaciones empleadas en el campo
de la aviación.
2
Sierras
La sierra es una herramienta que sirve para cortar madera u otros
materiales. Consiste en una hoja con el filo dentado y se maneja a mano o por
otras fuentes de energía, como vapor, agua o electricidad
Las sierras para cortar metales están disponibles en una gran variedad de
modelo para adecuarse a diversas operaciones de corte y diversos materiales,
tales como la sierra de cinta o sin fin ,la circular y la de vaivén.
Generalidades:
El Aserrado: Es una operación de desbaste que se realiza con la hoja de
sierra por arranque de viruta y cuyo objeto es cortar el material, parcial o
totalmente. Esta operación, llevada racionalmente, resulta productiva, ya
que el trabajo se efectúa con notable rapidez, evitando a veces el trabajo
laborioso de otras herramientas y además con poca pérdida de material. En
la práctica industrial se emplean sierras alternativas, circulares y de cinta
para el corte de barras, tubos y piezas metálicas de cualquier espesor en
desbaste o por arranque de viruta.
Serrar: Significa cortar o dividir un objeto ayudándose de una sierra. Las
sierras están preparadas por tipo de trabajos. Pueden hacerlo gracias a la
fiabilidad y manejabilidad de las herramientas, todas ellas son robustas,
potentes y compactas. Todas las sierras eléctricas tienen una adaptación y
tratamiento perfecto de todos los componentes para una larga vida útil,
disponiendo de una excelente precisión de corte. Una sierra es una
herramienta que consta de una hoja o un disco con dientes y sirve para
cortar diversos materiales. Según la deposición y composición de dichos
dientes. Pueden ser manuales o eléctricas.
Aserrado en secciones internas: Las sierras están bien adecuadas para
eliminar secciones internas de una pieza de trabajo. Debe hacerse un
3

barreno inicial a través de la sección a eliminar, para permitir q se inserte y
suelde la hoja de sierra. Es también buena práctica taladrar en todos los
lugares donde debe hacerse un giro pronunciado a fin de permitir que la
pieza pueda ser girada fácilmente. El corte de la sierra debe realizarse
cerca de la línea de trazas dejando material suficiente para la operación de
acabado.
Aserrado en secciones externas: Se debe estudiar el plano y verificar la
precisión del trazo sobre la pieza a trabajarse, debemos seleccionar la hoja
adecuada para el aserrado dependiendo el acabado que la pieza necesite
tomando en cuenta el espesor y el material con que vayamos a trabajar. No
se debe utilizar demasiada fuerza al aserrar y se debe hacer guiándose por
las líneas de trazo.
Aserrado al frio: Emplea una hoja redonda similar a la que se utiliza en
una sierra de mesa para corte de madera. La hoja de sierra por lo general
está fabricada de acero al cromo-vanadio, pero en algunas aplicaciones se
utilizan hojas de dientes de carburo. Las sierras circulares en frio producen
hojas de dientes de carburo. Las sierras circulares en frio producen cortes
muy precisos, y son especialmente adecuadas para el corte de aluminio,
latón, cobre, acero para maquinaria y acero inoxidable.
Tipos de sierras a estudiar:
Sierra cinta ó sin fin:
En la industria existen diferentes equipos para el aserrado de metal, pero sin
duda la sierra de cinta es la mejor opción a la hora de obtener un buen
rendimiento en el corte.
Estas llevan una hoja de sierra sin fin y resultan especialmente económicas por
faltar en ellas la carrera en vacío. Puesto a que el espesor de la hoja de la sierra
4
es aquí notablemente menor que en la del movimiento alternativo. La pérdida del
material de corte también es menor.
Características:
1) Está diseñada para cortar en posición horizontal y vertical.
2) Ofrece tres velocidades coma para cortar metales, plástico y madera.
3) Se desconecta automáticamente al terminar el corte.
4) Con medición angular en la mordaza.
5) Bajo ruido durante el corte.
Sus Componentes:
Las sierras de cinta está están compuestas por siete partes básicas. A
continuación se listan cada una de ellas.
• Motor: Mueve los volantes de la máquina que, dependiendo su capacidad,
determinará la potencia de los mismos.
• Los Volantes: Están equilibrados en un mismo plano ya sea vertical u horizontal
y sobre los cuales se coloca una hoja de sierra sinfín o cinta. El volante principal
recibe el impulso del motor, mientras que el volante secundario es arrastrado por
la cinta.
Es importante resaltar que cuando los volantes no están bien alineados, la
cinta tiende a salirse de su plano de corte, y flexionarse hasta que finalmente se
rompe, por ello el buen mantenimiento de alineación de los volantes es muy
importante.
• Las Guía: Estos dispositivos tienen por finalidad guiar y alinear la cinta cuando
se encuentre en funcionamiento, a fin que no se tuerza y sufra pequeñas fisuras
que más adelante provoquen su fractura; por tal razón, las guías deben estar lo
más cerca posible al material que se va a cortar. De igual manera, la cinta debe
mantener un nivel de tensión adecuado para su correcto desempeño durante el
proceso de corte.
5
• Bombas Hidráulicas: Es un dispositivo de la sierra que suministra la fuerza
necesaria a las máquinas semiautomáticas y automáticas, para el
acondicionamiento de las prensas y la cabeza de corte.
• Bombas de Refrigeración: Su principal función es bombear el líquido
refrigerante, para que éste a su vez enfríe y lubrique la cinta durante el corte. De
este modo, se evitan fricciones entre el material y la cinta que, sumado al calor,
pueden producir alteraciones anormales durante dicho proceso.
Prensas: Es un dispositivo, cuya función es ejercer presión en el material que se
va a cortar para que los cortes sean precisos. La cantidad de material que se
ubica en las prensas puede tener un impacto significativo en el costo por corte.
A menudo, cargar paquetes más pequeños puede traducirse en una mayor
eficacia de aserrado. Es importante resaltar que la pieza que se va cortar, debe
estar firmemente sujetada por las prensas, a fin de evitar daños en la máquina o
heridas al operario
• Cinta: Es la herramienta que sirve para cortar. Consiste en una hoja con dientes
trabados hacia los lados y soldadas en máquinas especiales a la longitud
específica de cada máquina; el proceso de soldeo es muy importante, pues de
este depende que la cinta obtenga un buen desempeño. Vale anotar que las cintas
se ofrecen en diferentes anchos, dependiendo del tamaño de la máquina; en la
industria nacional, por ejemplo, se encuentran desde los 10 mm hasta 80 mm de
ancho.
En la industria se encuentran normalmente tres tipos de cintas:
Acero al carbono: Hojas de sierra de dientes templados, construidas con una
sola pieza de acero al carbono. Actualmente, su mayor mercado se encuentra
destinado al corte de madera y alimentos.
Bimetálicas: Tienen una fabricación especial, en la que un hilo de acero rápido es
soldado electrónicamente a un fleje de acero. Por lo regular, el fleje contiene 4.0
por ciento de cromo y está desarrollado para tolerar cargas mecánicas y
6

dinámicas, de hecho la aleación, entre acero y cromo, permite que la cinta
presente alta resistencia a la fatiga y al desgaste que la hace ideal para cortar
metales de todo tipo: ferrosos y no ferrosos, aceros aleados en alta temperatura,
aleaciones de alta dureza, acero herramienta y, por último, acero inoxidable.
Carburo de tungsteno: Hojas de sierra en la que la punta de los dientes es de
carburo. Esta herramienta está especialmente desarrollada para el corte de
aleaciones de gran resistencia y donde se requieran altos rendimientos en los
procesos de corte.
Las cintas presentan diferentes tipos de dentado, según el material a cortar,
de hecho, un razonamiento general que se debe tener en cuenta antes de cortar
una pieza, es: “a mayor espesor en el material, menor será el número de dientes
y, por el contrario, a menor espesor del material mayor será el número de dientes”.
7

Mecanismo de avance de la sierra cinta.
Implica un movimiento lineal continuo que utiliza una sierra cinta hecha en
forma de banda flexible con dientes en uno de sus bordes, tiene un mecanismo de
transmisión con poleas para mover y guiar continuamente la cinta. Esto quiere
decir que un movimiento rotatorio lo convierte en las poleas lo convierte en uno
rectilíneo al trasmitírselo a la cinta de corte.
Velocidad de corte y avance
Es importante aclarar que velocidad de corte y velocidad de avance son dos
conceptos diferentes, la primera hace referencia a la rotación de la hoja, y la
segunda, al descenso del cabezal de la cortadora. Sin embargo, ambas –corte y
avance- deben controlarse para optimizar el proceso de mecanizado, ya que de no
8

ser así, se incurre en procesos defectuosos que repercuten directamente en el
corte. Por ejemplo, si la rotación de la hoja es demasiado elevada respecto al
descenso de la cabeza de la cortadora se produce un efecto de pulido y no un
corte, esto además desgasta la hoja, si por el contrario la velocidad de descenso
en demasiado elevada respecto a la rotación de la hoja no se da el tiempo
necesario para la evacuación de la viruta, aspecto que ocasionará el rompimiento
de la hoja.
Tabla de selección de velocidades:
9

Ablandamiento.
Toda nueva cinta debe ser ablandada antes de ser usada, a fin que ofrezca
un mejor rendimiento de trabajo y para que la punta del diente no se rompa
fácilmente. El proceso de ablandamiento consiste en que cada cinta nueva debe
ser trabajada para los primeros 500 cm2 de corte de material, pero al doble de
tiempo al que usualmente debe cortar, una vez cortada el área antes mencionada,
gradualmente se debe disminuir el tiempo hasta alcanzar el índice de corte
estipulado en la tabla. Así, las formas de viruta indicarán las condiciones de corte:
a. Viruta muy fina y pulverizada, indica poca presión de corte y poca presión de
avance.
b. Viruta gruesa, y de color azul indica sobrecarga de trabajo, falta de lubricación,
mucha presión y baja velocidad de la cinta.
c. Viruta suelta y enrollada, indica condiciones ideales de corte.
Escoger la Máquina Adecuada
Existen importantes factores a tener en cuenta antes de adquirir cualquier
máquina con fines productivos y particularmente, a la hora de adelantar procesos
de corte, entre ellos está: conocer la forma y en general, las características del
material que se va a trabajar, tener en cuenta el tamaño y el tipo de procesos que
adelanta la empresa y cuánto dinero se desea invertir en el equipo. A
continuación, se reseñan estos aspectos.
Margen de Corte: Generalmente, las empresas de transformación de metal
manejan una variada gama de productos que comprende desde material
macizo con formas circulares o cuadradas, hasta material en forma de
plancha o lámina. En ese sentido, no es lo mismo cortar una pieza circular o
cuadrada a cortar una placa totalmente plana, de allí que existan diferentes
tipos de máquinas como las horizontales y las verticales, cada una de ellas
específica para un tipo de corte puntual.
10

Cortes en Serie: este segundo aspecto se relaciona con la cantidad y
variedad de materiales que se cortan en planta, para estos casos se
recomienda seleccionar una máquina automática creada especialmente
para cortes en serie y para trabajar distintos tipos de metal.
Gastos de Inversión: este es un factor decisivo a la hora de elegir un
equipo, dado que a la hora de comprar las sierras de cinta es necesario
incluir en el costo, además de los precios netos de compra, todas los
accesorios y sistemas deseados para acondicionarla, tales como un
accionamiento regulado por frecuencia, la refrigeración por pulverización, el
avance y automático entre otros.
Seguridad: En la actualidad todas las máquinas de aserrar deben llevar el
sello o la marca CE (1), que garantiza que el producto cumple con los
mínimos requisitos legales y técnicos en materia de seguridad, aunque no
significa la calidad del producto.
Existen dos tipos de sierras sin fin:
Sierra sin fin horizontal
Sierra de Cinta vertical
Sierra sin fin horizontal:
Son máquinas que emplean la cinta para cortar barras macizas o huecas,
bien sean circulares o cuadradas, vigas de acero estructural de diferentes
formatos, ángulos y platinas. En este tipo de máquina, la progresión de la cinta
de corte y su elevación puede ser de forma automática o manual, pero siempre
ésta se mueve hacia el material.
Es la maquina más popular para cortar piezas de trabajos.
Existen dos tipos de sierras horizontales: la de pivote, en la que el marco de la
cinta pivotea o se apoya en uno de sus extremos durante el proceso de corte, y la
11
de doble columna que, como su nombre lo indica, está soportada por dos
columnas.
FIGURA 2. SIERRA SIN FIN HORIZONTAL
Las partes operativas principales de esta sierra son las siguientes:
El marco: Acoplado al motor en un extremo tiene dos ruedas de polea montadas
sobres las cuales pasa la hoja continua.
Las poleas en escalón: En el extremo del motor se utilizan para variar la
velocidad de la hoja continua para adecuarse al tipo de metal cortado.
Los soportes con rodajas de guía: Provee rigidez a una sección de la hoja y
puede ajustarse para acomodarse a diversos anchos de material. estos soportes
deben ajustarse para vibrar apenas el ancho de la pieza de trabajo que se está
cortando.
La manija de tensión de la hoja: Se utiliza para ajustar la tensión de la hoja de la
sierra, la cual debe ajustarse para evitar que salga de su recorrido o se tuerza.
12

La prensa: Montada en la mesa puede ajustarse para sostener diversos tamaños
de piezas de trabajo. También es posible girarla para hacer cortes angulares en
el extremo de una pieza del material.
Hojas de sierra:
Los aceros de alta velocidad al tungsteno y al molibdeno se utilizan
continuamente en la fabricación de las hojas de sierras, y para las seguetas
mecánicas, por lo general se endurece por su totalidad. Las hojas flexibles que se
utilizan en las sierras sin fin tienen los dientes endurecidos.
Instalación de una hoja:
Para instalar una hoja de sierra se debe seguir los siguientes procedimientos:
1. Se debe aflojar la manija de tensión de la hoja.
2. Se mueve la polea ajustable hacia adelante ligeramente.
3. Montar la nueva sierra cinta sobre las dos poleas.
4. Colocar la hoja de la sierra entre las rodajas de los soportes guías.
5. Ajustar la manija de tensión de las hojas solo lo suficiente para sostener la
hoja sobre las poleas.
6. Encender y detener rápidamente la máquina para hacer que la hoja de la
sierra de una vuelta o dos. Esto asentara la cinta sobre la polea.
7. Ajustar la manija de tensión de la hoja tan apretadamente como sea posible
con una mano.
Aserrado:
Para un aserrado de lo más eficiente, es importante que se seleccione el
tipo correcto de sierra sin fin y el paso correcto, y sea operada a la velocidad
adecuada para el material a cortar.
13

Para cortar piezas de trabajo a una cierta longitud, hay que utilizar el siguiente
procedimiento:
1. Revisar la quijada maciza de la prensa con una escuadra para asegurarse
que está a escuadra con respecto a la hoja de la sierra.
2. Colocar el material en la prensa, sosteniendo la pieza larga con un soporte
de piso.
3. Se debe bajar la hoja de la sierra hasta que libre apenas la pieza de trabajo.
Mantenerla en esta posición acoplando la palanca del trinquete o cerrando la
válvula hidráulica.
4. Ajustar los soportes con rodajas guías hasta que libre apenas ambos lados
del material a cortar.
5. Sostener una regla se acero contar el borde de la hoja dentada y mover el
material hasta obtener la longitud correcta.
6. Siempre dejar 1.5mm por cada 25mm de ancho más de lo requerido a fin de
compensar cualquier desvió de aserrado.
7. Apretar la prensa y volver a verificar la longitud desde la hoja hasta el
extremo del material, para asegurarse que la pieza de trabajo no sea movido.
8. Subir ligeramente el marco de la sierra, soltar la palanca de trinquete o abrir
la válvula hidráulica, y después activar la máquina.
9. Bajarla hoja lentamente hasta que toque apenas la pieza de trabajo.
10.Cuando el corte esté terminado la maquina se debe desactivar
automáticamente.
Indicaciones para aserrar:
1. nunca intentar montar, medir o retirar la pieza de trabajo a menos que la
sierra este detenida
2. proteger los materiales largos en ambos extremos, para que nadie pueda
hacer contacto con ellos.
3. Utilizar líquidos de corte siempre que sea posible a fin de prolongar la
duración de la hoja de la sierra.
14
4. Cuando se asierre piezas delgadas, sostenga el material de plano sobre la
prensa para evitar el desperfecto de los dientes de la sierra.
5. Tener cuidado cuando se aplica fuerza extra al marco de la sierra, porque
esto generalmente hace que la pieza de trabajo quede cortado en descuadre.
Sierra sin fin Vertical:
La sierra de cinta es una sierra de pedal o eléctrica, que tiene una tira
metálica dentada, larga, estrecha y flexible. La tira se desplaza sobre dos ruedas
que se encuentran en el mismo plano vertical con un espacio entre ellas.
Las sierras de cinta vertical son de mesa y utilizan una cinta sinfín dispuesta sobre
dos o tres volantes, los cuales están superpuestos en un plano vertical. En este
tipo de máquina, se realizan cortes rectilíneos o curvilíneos generalmente a piezas
de no mucho espesor, el cual es realizado de forma perpendicular.
Se debe de realizar limpieza diaria tanto interna como externa con ayuda de un
sistema de aire, o manualmente con una brocha; esto evitara atascamientos de los
volantes y de los rodamientos de guía de la sierra.
La cinta irá provista de guías por encima y debajo de la mesa que den a la
hoja un aseguramiento contra la presión de avance ejercida de delante hacia atrás
por la pieza y elimine también los desplazamientos laterales. Todo el recorrido de
la cinta deberá permanecer completamente protegido, dejando tan solo al
descubierto el fragmento de cinta estrictamente necesario para el corte, con el fin
de evitar lesiones posible rotura de la cinta. Recuerde que la distancia entre la
pieza y el apoyo de la cinta debe ser de 5mm, sirviéndonos para proteger la cinta y
como sistema anti rebote.
El montaje y alineación de la cinta será realizado por personal especializado con
el fin de evitar defectos de tensión en la misma.
15

FIGURA 3.SIERRA SIN FIN VERTICAL
Partes de la sierra cinta:
La sierra cinta vertical consiste en tres partes básicas:
La base:
Las bases de las sierras cinta vertical sostienen la columna y aloja el conjunto de
las transmisiones mecánicas, que imparten el movimiento a la hoja de la sierra: la
polea inferior, soporta e impulsa la cinta de la sierra tiene la propulsión de una
polea de velocidad variables que puede adaptarse a varias velocidades mediante
la manivela de mano para la velocidad variable.
16
La mesa: está sujeta a la base por medio de un muñon puede inclinarse
10° a la izquierda y 45° a la derecha para realizar cortes en Angulo al girar
la manivela de mano para la inclinación de la mesa.
La guía inferior de la cinta: está sujeta al muñón, y sostiene la hoja para
evitar que se tuerza.
En la mesa están montadas una placa de corredera lateral desmontable y una
placa central.
Columna:
La columna sostiene al cabezal, guarda de hoja izquierda, unidad de soldadura y
manivela para velocidad variable.
La manivela para la velocidad variable: se utiliza para regular la
velocidad de la hoja de la sierra cinta.
El indicador de tensión de la hoja y el indicador de velocidad: se
localizan en la columna.
La unidad de soldadura: sirve para soldar, recocer y esmerilar la hoja de
la sierra.
Cabezal:
Las partes que se encuentran en el cabezal de una sierra se utilizan general
mente para guiar o apoyar la cinta de la sierra.
La polea superior: sostiene la cinta de sierra que se ajustan mediantes los
controles de tensión y dirección.
La guía superior de la sierra: sujeta al poste guía de la sierra, sostiene y
dirige la hoja de la sierra para evitar que se tuerza. Puede ajustarse
verticalmente para diversos tamaños de las piezas de trabajo.
La guarda de la sierra y la boquilla de aire: para mantener el área de
corte libe de viruta, también están ubicadas en el cabezal.
Aplicaciones de la sierra cinta vertical:
17
Se pueden realizar operaciones más rápidas y fácilmente con la sierra cinta
vertical que con cualquier otra máquina. Además de ahorrar tiempo, también se
ahorra material, porque pueden eliminarse grandes secciones de una pieza de
trabajo completas, en vez de reducirlas a viruta, como en las maquinas comunes.
FIGURA 4. APLICACIÓN DE LA SIERRA CINTA VERTICAL
A) Recorte, B)Ranurado, C) Formado tridimensional, D) Contorneado, E) Partición,
F) Corte en ángulo.
Algunas de las operaciones usuales de la sierra cinta son:
Recorte: Se pueden eliminar secciones de metal en una sola pieza, en vez
de viruta.
Ranurado: Esta operación puede llevarse a cabo rápidamente y con
precisión, sin necesidad de dispositivos costosos.
Formado tridimensional: Se pueden cortar formas complicadas; solo hay
que seguir las líneas de trazo.
18

Contorneado: Pueden cortarse fácilmente contornos internos o externos.
Las secciones internas generalmente se retiran en una sola pieza.
Partición: En esta operación se puede realizar rápidamente, y con un
mínimo desperdicio de materia.
Corte en ángulo: La pieza de trabajo puede sujetarse en cualquier ángulo
y avanzar a la sierra. La mesa puede inclinarse en el caso de ángulos en
combinación.
Avance automático:
Algunas de las máquinas de corte con cinta vertical de usos mas pesados
están equipadas con mesas de avances automáticos. La pieza de trabajo y la
mesa avanza hacia la hoja cortante por medio de un sistema hidráulico.
En las máquinas de mesas fijas, el avance automático se lleva a cabo por
medio de un dispositivo que utiliza para proporcionar una presión de avance
uniforme. La pieza de trabajo se sostiene contra una mordaza y es empujada
hacia la hoja por medio de cables, poleas y pesas.
Para el aserrado en línea recta se puede utilizar una mayor fuerza de
avance que para cortar contornos. A fin de determinar el avance a utilizar a
cualquier trabajo u operación particular.
Tipos y aplicaciones de una hoja para sierra Cinta vertical
Forma de los dientes de la cinta:
Las hojas de acero al carbono y de alta velocidad están disponibles con tres
clases de formas de dientes:
El diente de precisión o regular:
19

Es el de uso más generalizado. Tiene un ángulo de ataque de 0° y un ángulo de
salida posterior y aproximadamente 30°. Se utiliza cuando es necesario un
acabado fino y un corte preciso.
El diente de garra o de gancho:
Tiene un ángulo de ataque positivo en la cara de corte y salida posterior
ligeramente menor que la hoja. Corta más rápido y dura más que el diente
trapezoide pero no producirá un acabado tan liso.
Diente trapezoide o de garganta ancha:
Es similar a de dientes de precisión, sin embargo, los dietes de presión o
trapezoide están más espaciados entre sí para dar mayor salida a la viruta. Los
ángulos de dientes son iguales a los de diente de precisión. Las hojas de dientes
trapezoides o de garganta ancha se utilizan con ventajas en piezas de trabajos de
sección gruesa y para realizar cortes profundos en materiales blandos.
Paso:
Cada una de las formas de dientes para hoja de sierra está disponible con
diversos pasos o números de dientes por longitud de referencia estándar. El pasó
de hoja de sierra en pulgadas correspondientes al número de dientes por
pulgadas; y el paso métrico es el número de dientes en 25mm.
El espesor del material a cortar determina el paso de la hoja a utilizar.
Cuando se cortan materiales gruesos, se utilizan hojas de pasos grandes; los
materiales delgados requieren una hoja de paso fino.
Acometida:
La acometida de una hoja es la distancia que los dientes están
torcidos a cada lado del centro para producir salida o para la parte posterior
de la cinta u hoja.
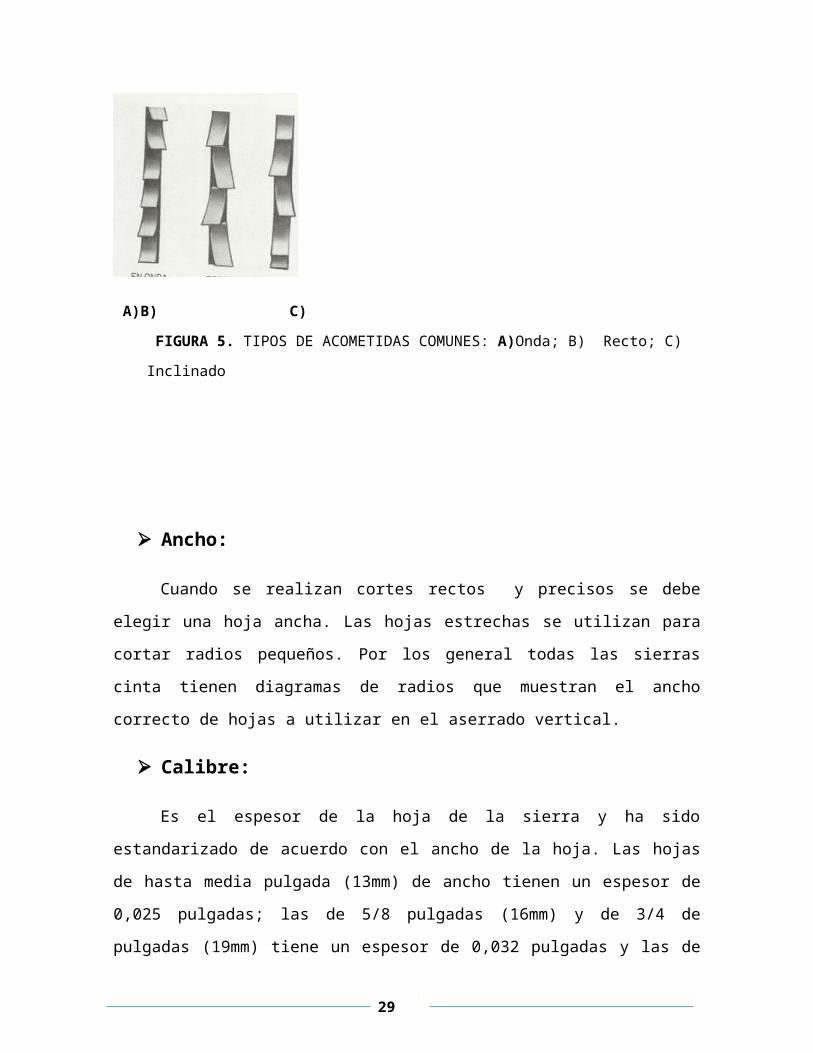
Los tres tipos de acometidas comunes son:
20

La acometida de onda: Tiene un grado de dientes desviados hacia la
derecha y el siguiente desviado hacia la izquierda, un patrón que produce
una apariencia similar a ondas. Las hojas de acometida de onda se utilizan
generalmente cuando la sección transversal de la pieza de trabajo cambia,
como en secciones de acero y estructural o en tuberías.
La acometida recta: Posee un diente desviado hacia la derecha, el
siguiente desviado hacia la izquierda. Se utiliza para corte ligeros de
fundiciones no ferrosas, láminas de metal delgado, tuberías y bakelita.
La acometida inclinada: Tiene un diente desviado a la derecha, el
siguiente desviado a la izquierda, y el tercero recto. Esta configuración es la
más común y se utiliza en la mayor parte de las aplicaciones de sierras.
A)B) C)
FIGURA 5. TIPOS DE ACOMETIDAS COMUNES: A)Onda; B) Recto; C) Inclinado
Ancho:
Cuando se realizan cortes rectos y precisos se debe elegir una hoja ancha.
Las hojas estrechas se utilizan para cortar radios pequeños. Por los general todas
las sierras cinta tienen diagramas de radios que muestran el ancho correcto de
hojas a utilizar en el aserrado vertical.
21

Calibre:
Es el espesor de la hoja de la sierra y ha sido estandarizado de acuerdo
con el ancho de la hoja. Las hojas de hasta media pulgada (13mm) de ancho
tienen un espesor de 0,025 pulgadas; las de 5/8 pulgadas (16mm) y de 3/4 de
pulgadas (19mm) tiene un espesor de 0,032 pulgadas y las de una pulgada
(25mm) tienen un espesor de 0,035 pulgadas. Ya que las hojas gruesas son más
fuertes que las delgadas, para cortar materiales tenaces deberá utilizarse la hoja
más gruesa posible.
Longitud de la hoja:
La cinta para la sierra de corte de metales por lo general se empacan en
rollos de aproximadamente 100 a 150 pies (30-45m) de largo la longitud necesaria
para cada máquina se corta del rollo y después se sueldan entre sí los dos
extremos libre para formar una cinta continua.
A fin de calcular la longitud necesaria para una sierra cinta de dos poleas, se toma
el doble de la distancia entre centros (DC) de cada polea y súmelo a la
circunferencia de una polea (CP). El resultado es la longitud total de la cinta de la
sierra.
Aserrado de secciones exteriores:
Con la configuración y aditamentos de máquinas adecuados, se puede
realizar una gran variedad de operaciones con sierra cinta vertical para contornos.
La operación más común es aserrar secciones o porciones exteriores. Para llevar
a cabo la operación rápidamente y con precisión, el operador debe ser capaz de
seleccionar, soldar y montar la sierra correcta para el tipo y tamaño de material de
trabajo
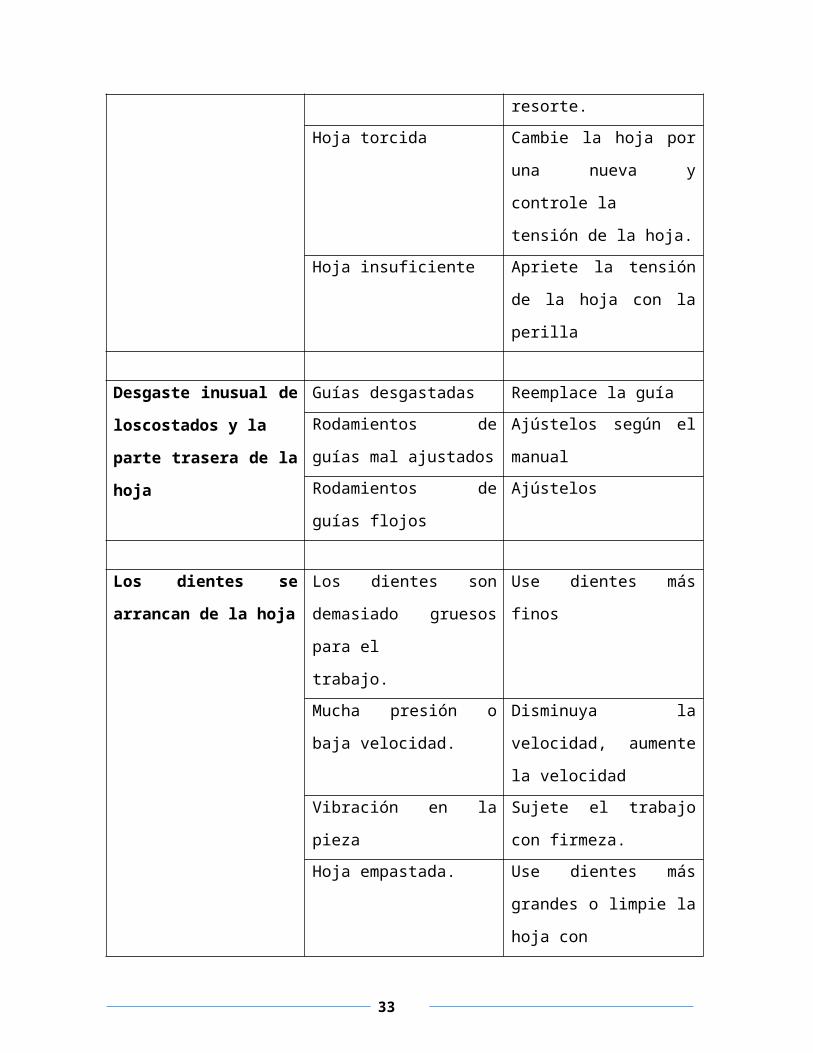
Fallas y correcciones al momento de trabajar con la sierra de cinta o sin fin
SÍNTOMA CAUSA(S) POSIBLE(S) MEDIDA CORRECTIVA
Material flojo en la morsa Apriete firmemente las
22

Excesivas roturas de
hojas.
mordazas
Velocidad o alimentación
incorrecta.
Ajuste la velocidad o
alimentación
Hoja con dientes muy
grandes
Cambie por otra de
dientes más chicos
Material muy rugoso. Use una velocidad más
baja o dientes más
finos.
Tensión incorrecta. Ajuste la tensión
solamente lo necesario
como
para que patine sobre la
polea.
Los dientes están en
contacto con el trabajo
antes de arrancar
Ponga en contacto la hoja
con el material con
el motor en marcha
La hoja se resbala por la
polea
Ajuste el alineamiento de
la hoja
Rodamiento de guía
desalineado
Ajuste la alineación del
rodamiento
La hoja se rompe en la
soldadura
Suelde la hoja, note que
hace falta conocimientos
específicos.
Desgaste prematuro de
los dientes.
Dientes muy rugosos Use dientes más finos
Mucha velocidad Disminuya la velocidad
Inadecuada presión de
alimentación
Disminuya la tensión del
resorte del cotado de
la sierra.
Puntos duros o cáscaras
en el material
Reduzca la velocidad,
incremente la presión de
23

alimentación
Material endurecido Incremente la presión de
alimentación reduciendo
la tensión del resorte.
Hoja torcida Cambie la hoja por una
nueva y controle la
tensión de la hoja.
Hoja insuficiente Apriete la tensión de la
hoja con la perilla
Desgaste inusual de
loscostados y la
parte trasera de la hoja
Guías desgastadas Reemplace la guía
Rodamientos de guías
mal ajustados
Ajústelos según el
manual
Rodamientos de guías
flojos
Ajústelos
Los dientes se arrancan
de la hoja
Los dientes son
demasiado gruesos para
el
trabajo.
Use dientes más finos
Mucha presión o baja
velocidad.
Disminuya la velocidad,
aumente la velocidad
Vibración en la pieza Sujete el trabajo con
firmeza.
Hoja empastada. Use dientes más grandes
o limpie la hoja con
un cepillo.
El motor funciona muy
caliente.
La tensión de la hoja es
muy grande
Reduzca la tensión
La tensión de la correa es Reduzca la tensión de la
24

muy grande. correa
Engranajes sin
lubricación
Controle el baño de
aceite.
La hoja se pega al trabajo Disminuya la
alimentación y la
velocidad
Engranajes desalineados. Controle su desgaste y
alineación
Cortes malos por
rotura.
Mucha presión de
alimentación.
Reduzca la presión
incrementando la presión
del resorte.
Los rodamientos guía no
se ajustan adecua-
damente.
La luz en los rodamientos
no debe superar los
0,001".
Engranajes sin
lubricación
Controle el baño de
aceite.
Hoja desafilada Reemplace la hoja.
Velocidad incorrecta Ajuste la velocidad.
Las guías de la hoja
tienen demasiado juego
Ajustar las guías.
Conjunto de guía flojo. Ajustar.
La hoja se desplaza fuera
de la polea.
Ajuste la hoja de acuerdo
a las instrucciones.
Cortes malos por
aspereza.
Mucha velocidad o
alimentación.
Disminuya la velocidad o
alimentación.
Lo
s dientes de la hoja son
muy grandes.
Use una hoja con dientes
más finos.
Poca tensión de la hoja. Ajuste la tensión.
25

La hoja se tuerce. La hoja se tuerce al cortar Disminuya la presión del
corte.
La hoja con demasiada
tensión.
Disminuya la tensión de
la hoja.
8
Normas de seguridad de la sierra cinta
El puesto de trabajo debe tener una amplia superficie para que no falte
espacio y evitar acumular objetos para hacer fácil las tareas.
Mantenga la mesa de la sierra limpia de desperdicios.
Se debe tener dispuesta la aspiración del aserrín que se produce, para
hacer más visible el trabajo.
Para evitar la caída de cinta, como primera condición, ya que depende en
gran parte el serrador que es el ajusta los volantes en cada cambio de
cinta, se debe dar a la misma una tensión adecuada para que su
adherencia a los volantes sea la justa, así como el desplazamiento
transversal de la cinta sobre los volantes como consecuencia de la presión
ejercida hacia la parte posterior por la pieza que se está serrando. La
práctica del serrador es fundamental en el tensado de la hoja.
Se debe mantener un correcto paralelismo en los ejes de los volante
favorece la adhesión de la cinta al volante y evita torsiones.
Se debe realizar un control periódico de la superficie de los volantes para
favorecer la adhesión anteriormente citada.
Para evitar el peligro de contacto con la sierra debe protegerse ésta con
protectores automáticos o regulables.
El operario debe situarse fuera de la trayectoria de la pieza, como
precaución ante un posible rechazo.
26
Para evitar la rotura de la cinta hay que trabajar con la tensión conveniente.
Siempre que se cambie la cinta hay que regular la tensión y verifica la
colocación de las guías.
Antes de operar la sierra, verificar el estado y tensión de la hoja. Eliminar
las hojas desgastadas por el uso.
Cambio de velocidad
Se puede adaptar la velocidad de corte al tipo de material, consulte la tabla.
Cortar la corriente, abrir el cubre poleas, aflojar el tornillo tensor y se podrá mover
la correa a las gargantas deseadas luego tensar lo necesario, cerrar el motor y el
cubre correas.
Sierra circular:
Las sierras circulares para corte de metales, ofrecen una manera más segura,
más limpia de cortar el metal, son fabricadas en acero rápido, con aleaciones
especiales de cromo, vanadio, wolframio y cobalto. Este tipo de adiciones a los
discos de acero rápido, ha dado lugar a generaciones de discos con
características y usos específicos.
El motor especial mantiene el esfuerzo de torsión en el grado óptimo RPM para
cortar a través del metal suavemente y eficientemente. Tienen una guía paralela
para hacer cortes paralelos al borde de una lámina, y también pueden hacer
cortes biselados inclinando la base. Puede hacerse estacionaria colocándola boca
abajo en el banco de trabajo adecuado. Es una máquina que requiere cierta
experiencia y sobre todo mucho cuidado y respeto al usarla. Este tipo de
herramienta hace ver el cortado a través de metales resistentes como el acero tan
fácil como si fuera un pino en que estuvieran cortando, el tipo mango por donde se
sostiene es muy cómodo y reducen fatiga del usuario. Fácil uso en tuberías
circulares de diámetros no muy grandes.
La sierra de corte circular en frio emplea una hoja redonda similar a la que se
utiliza en una sierra de mesa para corte de madera. La hoja de la sierra por lo
27

general está fabricada de acero al cromo-vanadio, pero en algunas aplicaciones
se utilizan hojas de dientes de carburo. Las sierras circulares en frio producen
cortes muy precisos, y son especialmente adecuadas para el corte de aluminio,
latón, cobre, acero para maquinaria, y acero inoxidable. EI aserrado de fricción es
un proceso de quemado en el cual una banda de sierra, con 0 sin dientes, es
pasada a altas velocidades [10 000 a 25 000 pie/min (3048 a 7620 m/min)] para
quemar o derretir el metal por el frote. EI aserrado de fricción no puede utilizarse
en metales sólidos debido a la cantidad de calor que se genera; sin embargo, es
excelente para cortar partes estructurales o en pana!, de acero para maquinaria o
inoxidable.
Discos de Acero Rápido
Los discos de este tipo, son fabricados como su nombre lo indica, en acero
rápido de alta velocidad o HSS (High Speed Steel) -por sus siglas en inglés-, dicho
material que es el resultado de la aleación del acero normal con elementos como
el molibdeno, cobalto o el wolframio y que fue descubierto en 1897 por el
Ingeniero FrederikWinslow Taylor, posee gracias a su composición, altos niveles
de dureza, gran resistencia al desgaste por altas temperaturas, máxima
resistencia a la compresión, buena tenacidad y excelente propiedades de corte.
En el mercado se puede encontrar varias clases de acero rápido, cada uno de
ellos con cualidades diferentes otorgadas por el tipo de elemento presente en
ellos. Dentro de los más comercializados están:
Disco de HSS/DMo5 (M2)
Son discos fabricados en acero súper rápido de wolframio– molibdeno. El
Mo (molibdeno), se hace presente en la composición del acero en un 5 por ciento,
mientras que el wolframio en un 6.4 por ciento. La presencia del Mo ayuda a
reducir la fragilidad, aumenta el límite de deformación elástica y la resistencia
mecánica, mientras que el wolframio que es un excelente formador de carburos
28
duros, permite mejorar la tenacidad del disco y aumenta la resistencia a la
tracción. Los discos de sierras hechos con este tipo de acero, son aptos para corte
en metales y aleaciones cuya dureza esté comprendida entre 500 N/mm2 y 800
N/mm21. Se pueden utilizar en máquinas tronzadoras manuales, semiautomáticas
y automáticas para cortar perfilería abierta, redonda o cuadrada.
Disco de Súper CXI HSS – Co5
Son fabricados en acero súper rápido de wolframio –molibdeno y cobalto. El
alto porcentaje de cobalto (5 por ciento) presente en el acero, obstaculiza el
engrosamiento del grano a altas temperaturas, lo que le otorga una capacidad
elevada de corte y dureza. Este tipo de discos, está recomendado especialmente
para cortar acero inoxidable, ya que ofrece buena resistencia mecánica.
Igualmente son aptos para mecanizar metales no ferrosos, martensíticos,
austeníticos y exóticos con dureza superior a los 800 N/mm2, en presentaciones
de perfiles macizos o barras perforadas. Pueden utilizarse en tronzadoras
manuales, semiautomáticas o automáticas.
De otro lado, es importante mencionar que los diversos avances
tecnológicos en esta materia, han permitido además, crear y fabricar discos de
HSS con revestimientos y tratamientos especiales, que los hace más versátiles y
Posibilita su uso en materiales de difícil trabajo.
Tal es el caso de los discos con tratamiento especial, uno de los más usados
actualmente y que mediante una oxidación controlada en la superficie del disco,
produce una capa de óxido de hierro (Fe 304) que incrementa la capacidad de
auto lubricación de la hoja, lo que repercute en un incremento en la velocidad de
corte, mejora en el acabado de la pieza trabajada y duración del disco. Su uso
generalmente es para trabajos de corte común, aunque es incompatible
químicamente con metales como el aluminio, el cobre, el bronce y sus aleaciones.
Existen también, los discos con recubrimiento de cromo que son utilizados en
máquinas de altas revoluciones para el corte de materiales con alto grado de
contaminación, así como aquellos revestidos con titanio que otorga al disco,
propiedades especiales como dureza -2200/ 2400 HV-, baja conductividad térmica
29

y bajo coeficiente de fricción, características que reducen la formación de rebabas
y velocidades de corte 50 por ciento superiores a las sierras convencionales.
Estos discos pueden ser utilizados para corte de acero inoxidable, aceros duros,
aleaciones de acero, mezcla acero plástico.
FIGURA 6.Tolerancia para la aplicación de sierras circulares
Dentado En Los Discos De Acero Rápido
El tipo de dentado que se utiliza define no sólo en cuáles superficies
puede o no ser utilizado un disco, sino que además garantiza la calidad del
corte y el buen desempeño de la herramienta.
Dentados A y Aw
Se encuentran sobre todo en hojas de espesor fino con pasos que
oscilan entre 0.8 y 3 mm. Su característica principal es una acentuada
arista de corte que reduce el vano de descarga. La utilización de discos con
este tipo de dentado se hace usualmente en labrados de mecánica de
30

precisión y aquellos trabajos donde no es necesaria una evacuación de
virutas.
FIGURA 7. Dentado de los disco A
Dentado B y Bw
Son los dentados más comúnmente utilizados para cortar materiales
ferrosos. Gracias a que tienen un vano de descarga más amplio que los
dientes tipo A, pueden labrar materiales con secciones mayores. Los de
tipo Bw, son dientes destalonados alternativamente con los que se divide la
viruta en dos partes. Este tipo de dentado es recomendable para el trabajo
o corte de elementos tubulares y perfiles con secciones de 3 a 4 mm.
FIGURA 8.Dentados de discos B
Dentado C
Es un dentado de paso con dientes altos y bajos alternativamente,
que se utiliza para cortes de secciones grandes. Dentado para pasos
superiores a 5mm con dientes altos y bajos, utilizado en el corte de
secciones grandes. Los dientes altos están provistos de chaflanes
31

rompevirutas.
FIGURA 9.Dentado de disco C
Dentado BR
Es creado específicamente para el corte de tubería y materiales
macizos con una resistencia mecánica media – alta. Los discos con
dentado tipo BR, poseen un número doble de aristas los que mejora
notablemente el acabado y reduce el desgaste en las aristas laterales del
disco.
FIGURA 10.Dentado de disco BR
Sus principales ventajas son:
Disminuye las vibraciones, el ruido y el calentamiento que genera
cualquier proceso de corte.
Permite aumentar los avances de la máquina, con el consiguiente ahorro
de tiempo y la disminución del coste por corte.
Incrementa el rendimiento y la productividad.
Soluciona situaciones en que el espesor que hay que cortar no es
constante.
Mejora el rendimiento en cortes con ángulos de tubos rectangulares.
32
La Elección Correcta
Para elegir el disco de sierra adecuado se deben tener en cuenta los siguientes
aspectos:
• Diámetro: Lo más usual es encontrar discos desde 150 hasta 600 milímetros,
pero para reconocer cuál es el que mejor se adapta a los requerimientos de corte,
es preciso seguir normas tan simples como que el espesor máximo del material
aserrado sea un cuarto de diámetro de la herramienta. De otro lado, el plato porta
sierra no debe ocupar más de una tercera parte del disco, y dicha dimensión debe
conocerse antes de la elección del tamaño del mismo.
• Número de dientes y paso dentado: Según los expertos, cuanto más grueso
sea el material, mayor debe ser el paso dentado y menor el número de dientes,
mientras que si el material a aserrar es más delgado, menor debe ser el paso y
mayor el número de dientes.
• Ángulos de corte: Los dos ángulos principales son el de ataque o ángulo
“Y”, que varía entre 6 grados –negativo- y 35 grados –positivo-, y el ángulo simple.
Los elementos de juicio para elegir el ángulo correcto tienen que ver con la calidad
del aserrado, el tipo y la dureza de material, así como la velocidad de avance y la
posición del disco frente al material a aserrar.
La duración, productividad y efectividad de los discos de corte, depende
principalmente de una adecuada selección, en donde los factores anteriormente
mencionados deben tenerse en cuenta para sacar el máximo provecho y
capacidad de trabajo de cada disco de sierra.
Normas de corte
1. Elección del paso correcto de acuerdo con el material que hay que cortar.
33

2. Seleccionar la sierra óptima según el material o máquina y las necesidades del
proceso de corte.
3. Ajustar la velocidad de corte (rpm) y el avance de la máquina a las necesidades
del formato de corte para asegurar el buen funcionamiento de la herramienta.
4. Asegurar que el anclaje de las piezas sea correcto.
5. Verificar que la lubricación/refrigeración será adecuada al proceso de corte. La
refrigeración en la zona de corte debe incidir tanto en el diente como en las caras
laterales de la sierra.
6. En máquinas automáticas es muy recomendable hacer un rodaje de la sierra de
unos 10 cortes ajustando la máquina al 50% de velocidad y avance.
7. Observando la viruta que se desprende en un proceso de corte, podemos
deducir hasta qué punto están bien ajustadas las condiciones
Observación de las virutas:
Virutas cortas y rotas
FIGURA 11. Viruta corta y rota
Indican que la carga por diente es muy baja. Para corregir este problema
podemos aumentar el avance de la maquina o reducir las revoluciones.
Virutas rizadas
34
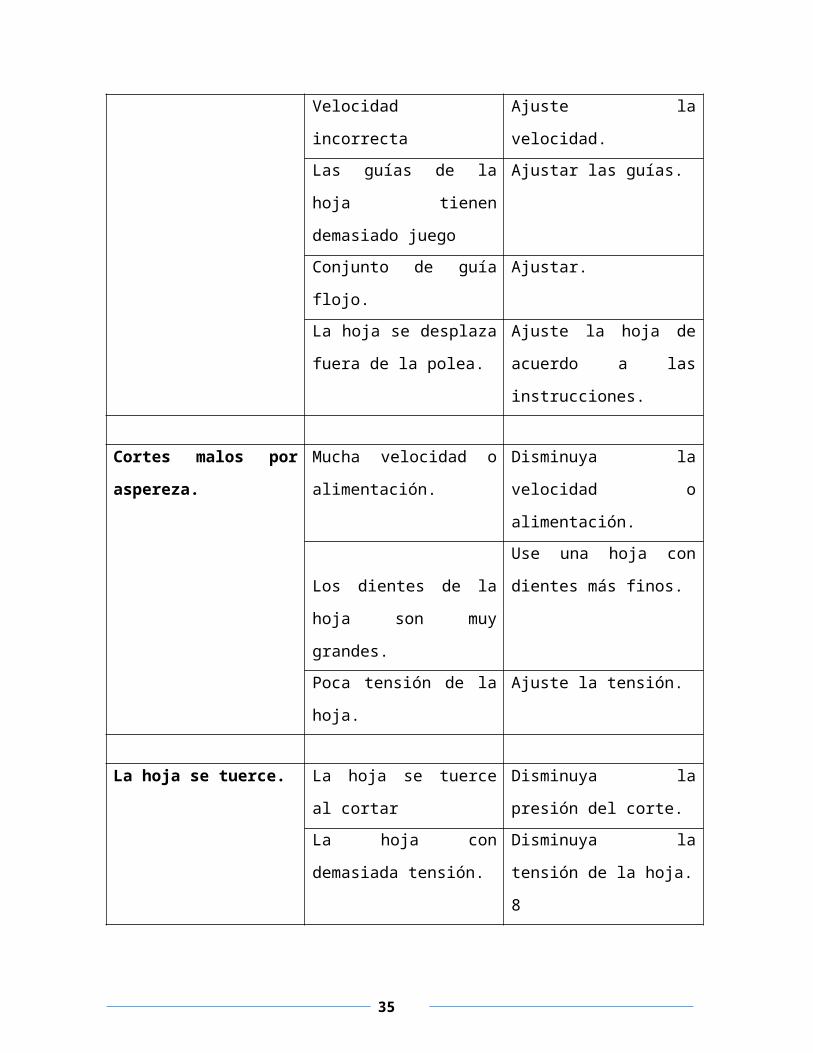
FIGURA 12.Virutas rizadas
Indican que el proceso de corte es correcto y que la relación entre las
revoluciones de la sierra y el avance de la máquina es buena. En estas
condiciones se alcanzará el máximo rendimiento de la sierra.
Virutas quemadas
FIGURA 13.Viruta quemada
Indican que la carga por diente es muy alta, con lo que la sierra está
sufriendo un sobreesfuerzo. Para corregir este problema se debe reducir el avance
de la máquina.
Una sierra deberá afilarse cuando:
La pieza que se está cortando presenta rebabas de colores oscuros y muy
adheridos al material.
35
El ruido del proceso de corte se ha incrementado considerablemente.
El corte no sale a escuadra (90º) de la figura de la pieza.
Observamos que la pieza no presenta un buen acabado en la zona
cortada.
Es muy importante llevar una sierra a afilar en el momento exacto, un uso
excesivo de la herramienta supone que se tiene Que afilar mucho más para
recuperar los daños provocados.
La velocidad de corte se puede aumentar en función del recubrimiento de la sierra
utilizada
SIERRA VAIVEN
Se utiliza para cortar metales duros a alta velocidad con un movimiento de
vaivén producido por una polea transformando el movimiento en rectilíneo.
Se utiliza en la reparación de carrocerías ya que con ella se puede trabajar
sobre casi cualquier tipo de superficies, la herramienta efectúa el corte gracias a
un movimiento de vaivén de la hoja de la sierra, el borde resultante de la
operación de corte es muy fino, casi sin rebabas y sin deformación.
FIGURA 14.SIERRA VAIVEN
36

Mecanismo de avance
Su transmisión del movimiento a la hoja lo realiza mediante excéntrica y
biela con el cual la hoja de la sierra es conducida a razón de 30 a 150 carreras por
minuto, la sierra trabajo por tracción y durante la carrera de retorno la hoja es
levantada mediante una excéntrica.
Líquido refrigerante y lubricante en el corte
La taladrinaEs generalmente un aceite mineral, también llamado aceite de
corte, en el cual se le añade productos químicos con el fin de mejorar sus
propiedades.
FIGURA15.Taladrina
Las características de estos tienen que ser las siguientes:
Calor específico muy alto. Índice bajo de viscosidad, es decir que sean muy
fluidos.
Antioxidantes: Para proteger a las piezas y máquinas de la oxidación.
Antiespumantes, que al ser batidos no produzcan espumas.
Punto de inflamación muy alto. Con el empleo de taladrinas en las
operaciones de mecanizado se consigue aumentar sensiblemente las
condiciones de corte del mecanizado.
Se arrastran las virutas del corte de la herramienta.
37

La taladrina o aceite de corte, se bombea sobre el filo de las herramientas de
corte con la que trabajan las sierras para lubricar y refrigerarla zona de trabajo y
conseguir así una mayor duración de la herramienta y una mejor calidad en la
superficie mecanizada. Para la utilización de la taladrina es necesario evaluar con
cuidado la composición del metal que se está maquinando, las características
exigidas para la pieza y las propiedades de la herramienta de corte, ya que es
posible alterar la composición de dicho líquido añadiéndole otras sustancias o
compuestos.
Históricamente los profesionales del metal han empleado los fluidos de corte
para enfrentar las limitantes del mecanizado: para lubricar; es decir, reducir la
fricción entre la herramienta, la pieza y la viruta arrancada, así como también para
disminuir parte del calor que se genera en el proceso. Además, los aceites ayudan
a eliminar las virutas lejos del área de operación e incluso hay productos que
previenen la oxidación del material. Todo esto, busca proteger y prolongar la vida
útil de la herramienta de corte, disminuir la afectación del material y alcanzar la
calidad superficial requerida. Ahora bien, a pesar de sus grandes beneficios,
emplear indiscriminadamente los aceites y refrigerantes de corte tiene
consecuencias negativas, los principales inconvenientes de su uso son:
a. Daños a la pieza y máquinas-herramientas: con el paso del tiempo y durante el
trabajo los fluidos de corte pierden sus propiedades, además como consecuencia
de malas condiciones de almacenamiento y limpieza inadecuada, las taladrinas
y refrigerantes antifricción se contaminan con bacterias, hongos o levaduras, lo
que ocasiona, no sólo disminución de la calidad superficial, sino también desgaste
y corrosión en las piezas y componentes de las máquinas. Algunas veces se
puede detectar fácilmente este problema, ya que aparecen olores fuertes y
desagradables debido a los procesos de descomposición microbiológicos, pero
siempre es necesario realizar análisis de laboratorio periódicos para controlar el
buen estado y las propiedades de los lubricantes.
38
b. Altos costos y pérdida de inversión: como consecuencia de la adquisición,
almacenamiento y mantenimiento de los refrigerantes, además de su adecuada
disposición, estos insumos pueden implicar entre el 7 y 18 por ciento del costo
final de producción, lo cual es muy superior al costo de las mismas herramientas.
c. Impacto medioambiental: básicamente el problema es la incorrecta disposición
de los residuos refrigerantes y aceitosos y los vertidos a aguas o afluentes que
contaminan el ecosistema.
d. Riesgo para la salud del operario: la manipulación de los aceites y taladrinas
puede provocar afectaciones cutáneas, respiratorias y diferentes tipos de cáncer.
La descomposición térmica de algunos fluidos de mecanizado origina la formación
de gases y nieblas, cuya inhalación puede causar irritación en las vías
respiratorias o enfermedades como la neumonía.
En las grandes sierras y, para el corte de acero, se emplean, con ventajas,
aceite de cortes especiales que, además de refrigerar tanto como la taladrina,
tiene mayor poder lubricante.
El chorro del refrigerante debe ser abundante, para que cumpla su doble
finalidad de eliminar el calor de la sierra y pieza y limpiar las virutas.
39
FIGURA 16.TALADRINA
Normas y equipos de seguridad personal:
Cuando se está trabajando con una sierra, la norma con más importancia
es manejar la máquina sin distraerse. Hay que observar una serie de requisitos
para asegurarse de no tener ningún accidente que pudiese ocasionar cualquier
pieza que fuese desprendida de la maquina o la viruta si no sale bien cortada.
Pero también de suma importancia es el prevenir ser atrapado(a) por el
movimiento de la hoja de la máquina, por ejemplo por la ropa o por el cabello
largo.
40
Los trabajadores deben utilizar anteojos de seguridad contra impactos,
sobre todo cuando se mecanizan metales duros, frágiles o quebradizos,
debido al peligro que representa para los ojos las virutas y fragmentos de la
máquina pudieran salir proyectados. Si a pesar de todo se le introdujera
alguna vez un cuerpo estaño en un ojo, no lo refriegue, puede provocarse
una herida. Acuda inmediatamente al médico.
Las virutas secas producidas durante el mecanizado nunca deben retirarse
con la mano, ya que se pueden producir cortes y pinchazos. se deben
retirar con un cepillo o brocha adecuados, estando la máquina parada. Para
virutas húmedas o aceitosas es mejor emplear una escobilla de goma.
Se debe llevar la ropa de trabajo bien ajustada. Las mangas deben llevarse
ceñidas a la muñeca.
Se debe usar calzado de seguridad que proteja contra cortes y pinchazos,
así como contra caídas de piezas pesadas.
Es muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en el
cuello, bufandas, corbatas o cualquier prenda que cuelgue.
Asimismo es peligroso llevar cabellos largos y sueltos, que deben
recogerse bajo gorro o prenda similar.
41

CONCLUSIÓN.
La sierra es una herramienta que sirve para cortar metal y materiales no
ferrosos. Es importante destacar que la forma de cortar a evolucionado en cuanto
al corte de metales conforme a la composición de los nuevos materiales, ya que
en un principio se realizaba con el lomo dentado de una lima. Es muy conveniente
tener un conocimiento detallado de los tipos de sierra tales como: la sierra cinta o
sin fin (horizontal y vertical), la sierra circular y la sierra vaivén para obtener un
mejor resultado al momento de mecanizar una pieza.
Históricamente los profesionales del metal han empleado los fluidos de
corte para enfrentar las limitantes del mecanizado: para lubricar; es decir, reducir
la fricción entre la herramienta, la pieza y la viruta arrancada, así como también
para disminuir parte del calor que se genera en el proceso. Además, los aceites
lubricantes (taladrina) ayudan a eliminar las virutas lejos del área de operación e
incluso hay productos que previenen la oxidación del material cortante.
En la actualidad existen novedosas sierras para el corte de metal que
facilitan el trabajo del operario en planta y que, por ende, aumentan la
productividad de las empresas de una manera eficiente y disminuye el esfuerzo de
trabajo del hombre.
42

43