Embed Size (px)
Citation preview

www.formatoedu.com
SISTEMAS DE PRODUCCIÓN: 1. SISTEMAS JUST IN TIME Y LEAN MANUFACTURING
Introducción Un proceso productivo se dice que funciona “Justo a tiempo” o en su versión anglosajona “Just in Time”, cuando dispone de la habilidad de poner a disposición de sus clientes “los artículos exactos en el tiempo y las cantidades solicitadas”. Artículos exactos significa los productos que ha solicitado el cliente del proceso, en las condiciones de calidad y precio pactadas, tiempo exacto quiere decir entrega al cliente en el tiempo exacto en que los ha pedido, ni antes ni después y cantidad exacta significa el número exacto de unidades incluidas en el pedido, ni más ni menos. El período de tiempo que realmente preocupa al cliente es el plazo de entrega o lead time, es decir, el tiempo que transcurre desde que el cliente pasa el pedido hasta que recibe el producto solicitado. Este es el tiempo con el que el cliente tiene que planificar sus compras para asegurarse de que dispone de los productos cuando los necesita. Generalmente, el cliente está más satisfecho cuanto menor y más fiable es el plazo de entrega. La visión del cliente con respecto a la brevedad y fiabilidad del plazo de entrega dependerá del sector en el que nos movamos y de la competencia existente. Los plazos de entrega de los automóviles han disminuido mucho en las últimas décadas y en la mayoría de modelos plazos de entrega superiores a un mes pueden suponer el rechazo del comprador. El responsable de producción no está solamente preocupado por el plazo de entrega exigido por sus clientes; también los está con el denominado tiempo de flujo o throughput time, que depende tan solo de la organización de la planta y no del mercado. El tiempo de flujo es el tiempo transcurrido desde que se libera una orden de producción a fábrica hasta que el producto solicitado está en condiciones de ser expedido. El tiempo de flujo promedio coincide con el tiempo de paso por fábrica de un material típico y se puede aproximar muy bien a partir de los datos del balance y la cuenta de explotación de una empresa como el cociente entre el stock medio de materiales en curso de fabricación y las ventas anuales, ambos valorados a coste. El resultado es el promedio del tiempo de flujo medido en años:
Tiempo de flujo estimado = Stock en curso / Ventas anuales a coste Si el tiempo de flujo es menor que el plazo de entrega, la fábrica puede trabajar contra pedido, es decir, puede decidir su programa de producción en función de los pedidos en firme de sus clientes.

www.formatoedu.com
Sin embargo, si el plazo de entrega exigido por los clientes es menor que el tiempo de flujo, la fabricación debe iniciarse antes de la llegada del pedido del cliente, es decir, el programa de producción se basará en las previsiones de las ventas realizadas próximamente. En este caso se fabrica contra stock y la fábrica debe mantener existencias de producto terminado o semiterminado para atender las demandas de sus clientes.
Lo que está claro es que al cliente no le importa como se lleve a cabo la programación y la producción, si ésta es contra pedido o contra stock. Lo que le importa es que se cumpla el plazo de entrega establecido. Pero desde el punto de vista de la planta hay grandes diferencias entre ambas, ya que cuando se fabrica contra pedido, no hay necesidad de adivinar lo que querrá el cliente y la posibilidad de cometer errores disminuye notablemente. Cuando la empresa elige (o es forzada a) mantener stocks de productos, siempre existe la posibilidad de que los productos en stock no coincidan con los pedidos de los clientes debido a múltiples posibilidades (cambio de preferencias, de estándares, de tecnología del producto, etc.), lo que originará que la fabrica dispondrá de productos que los clientes no quieren y le faltarán los que realmente necesita en este momento. En estos

www.formatoedu.com
casos, el proveedor no podrá suministrar “just in time” y puede terminar por perder al cliente. Es, por tanto, de gran interés para las empresas, mantener un tiempo de flujo lo más corto que sea (económicamente) posible. Los esfuerzos se centrarán en la reducción o eliminación del tiempo desperdiciado en el proceso a fin de reducir el tiempo de flujo a valores inferiores al plazo de entrega, mientras se mantiene o incrementa la calidad y se reducen los costes por la vía del incremento de la productividad. Una fábrica real puede ser diseñada como una red de procesos, cada uno tomando como entrada los materiales del proceso que le antecede, para transformarlos y entregarlos al proceso posterior. Bajo este enfoque, cada proceso tiene uno o más proveedores y uno o más clientes. El objetivo del Just in Time (JIT) es un sistema productivo en el que cada proceso pueda suministrar las partes necesarias a sus procesos clientes en las condiciones de calidad, cantidad y precio, en el momento en que lo necesitan. El Sistema de producción de Toyota Durante muchos años, el sistema JIT por excelencia ha sido el desarrollado por Toyota, que fue la primera compañía del mundo en llevar a cabo un sistema JIT total, lo que lo otorgó una gran ventaja con respecto a su competencia durante largo tiempo. Toyota también inventó algunas técnicas de control muy originales en su día para hacer posible el sistema. El objetivo de este apartado no se ofrecer una descripción exhaustiva del sistema Toyota, sino describirlo cualitativamente. El primer aspecto a destacar es que el principal objetivo perseguido por el sistema de producción de Toyota, de acuerdo con Taiichi Ohno, vicepresidente de la compañía hace años, es “producir pequeñas cantidades de muchos modelos diferentes de automóviles”. Esto significa que el sistema fue creado para permitir a la empresa tratar eficientemente el elevado nivel de diversificación requerido por los mercados actuales. Esto es importante, ya que hay autores que consideran que el sistema JIT solo era adecuado para la producción en masa de productos muy estandarizados. El segundo aspecto destacable es que el sistema JIT de Toyota no es únicamente la suma de una serie de técnicas que se implantaron para resolver problemas de organización. Esta metodología implica la implantación de un sistema de gestión total directamente relacionado con los principios estratégicos. Los seis objetivos operativos principales perseguidos por este sistema son: − Erradicar cualquier forma de despilfarro (que se define como cualquier cosa que no
añade valor al producto) − Reducir el plazo de fabricación − Eliminar los tiempos de parada − Minimizar el inventario en curso − Equilibrar hasta el máximo posible el flujo de producción − Identificar rápida y sistemáticamente los problemas existentes
Erradicar cualquier forma de despilfarro
www.formatoedu.com
Toyota identificó varias formas de despilfarro: sobreproducción, rechazos, retrabados, tiempos de espera, tiempos y manipulaciones de transporte, stocks y movimientos innecesarios. De estas formas de despilfarro, las dos primeras son consideradas como las más importantes. Por consiguiente, estos elementos adquieren una importancia capital en el programa de Toyota de eliminación del despilfarro. En ese sentido, los esfuerzos se centran en los siguientes aspectos: − No debe permitirse que los defectos se trasladen al siguiente fase del proceso y debe
realizarse lo necesario para asegurar que un defecto determinado no vuelva a suceder (esto implica a veces parar la producción para obtener un diagnóstico preciso).
− No se permite producir un artículo con anticipación a su tiempo de uso, o producir cantidades superiores a las necesidades inmediatas.
Toyota inicio gran cantidad de actividades y medidas diseñadas para erradicar el despilfarro. Los siete tipos de despilfarro identificados en Toyota y las medidas para intentar erradicarlo o reducirlo son las siguientes:
1. Despilfarro de sobreproducción − análisis de métodos y operaciones − nivelación de la producción − producción en pequeños lotes (flujo pieza a pieza)
2. Despilfarro de espera delante de máquina
− nivelación de la producción − análisis de las operaciones de preparación
3. Despilfarro asociado al tiempo de transporte
− análisis/mejora del lauyout − análisis/reducción de las actividades de transporte − mejora de la eficiencia de los métodos de transporte
4. Despilfarro relacionado con el tiempo de proceso
− ingeniería de valor − análisis del valor − fiabilidad del proceso
5. Despilfarro de acumulación de stocks
− análisis de plazos de entrega y plazos de ejecución de la producción − reducción del plazo de ejecución de la producción − nivelación de la producción − producción en pequeños lotes (flujo pieza a pieza)
6. Despilfarro en la cantidad de movimientos
− análisis de métodos, equipos y movimientos − análisis de las operaciones principales − mecanización
www.formatoedu.com
− estandarización
7. Despilfarro debido a defectos − actividades de prevención y mejora − análisis de errores controlados por operario (OCE’s) − mecanismos a prueba de errores − autocontrol, control secuencial
Reducir el plazo de fabricación Toyota contempla los plazos de ejecución total y fabricación como factores estratégicos. No es posible obtener una diversificación sustancial de los productos si los stocks de cada categoría de artículos tienen que mantenerse en el almacén. Una política de este tipo llevaría a la ruina financiera de la empresa. Por el contrario, la empresa debe ser capaz de producir elementos en períodos de tiempo lo suficientemente breves como para permitir lanzar la producción o, al menos, el montaje final, solo en respuesta a los pedidos confirmados. Aun cuando este enfoque puede incluir ciertas formas de ineficiencia, estas se contrarrestan por la casi total eliminación de costes de almacenamiento (financieros y operativos), de los riesgos de obsolescencia de productos terminados y semiterminados y por el incremento de la eficiencia en todo el proceso. Las plantas de Toyota producían de acuerdo con el principio de que los pedidos debían cumplimentarse dentro de los cinco días laborables. Esta capacidad no depende de la presencia de grandes acopios de suministros o productos semielaborados. En lugar de ello, la cadena entera de producción (proveedores incluidos) es excepcionalmente corta y flexible. La función comercial de la empresa hace posible el plazo de ejecución de cinco días proporcionando pedidos diariamente y controlan las fechas de entrega para asegurar que el output diario necesario no exceda las capacidades necesarias para cumplimentar cada orden en el plazo de cinco días. Por tanto, el plazo de ejecución es breve e invariable. Las fechas de entrega se controlan exclusivamente por la función de ventas y el proceso entero de gestión de órdenes se simplifica considerablemente. Eliminar los tiempos de parada Cada parada que afecta al producto en curso durante el proceso se contempla como un despilfarro y fuente de costes, fundamentalmente costes de gestión de los aprovisionamientos relacionados con la parada. Cada vez que un proceso comienza, el producto nunca debe retirarse de la línea ininterrumpida de flujo. Minimizar el inventario en curso Es un elemento de despilfarro evidente, no solo para Toyota o para la filosofía JIT sino para el entorno de producción desde hace mucho tiempo, por lo que no necesita más comentario. Equilibrar lo máximo posible el flujo de producción

www.formatoedu.com
Toyota no intentó mantener cada unidad operativa y cada máquina a máximo de su eficiencia, por lo que la empresa no se ha creado problemas asociados a los “pulmones” o stocks para contingencias. En vez de esto, el objetivo de la compañía fue conseguir un flujo de producción tal que el output de cada unidad estuviera perfectamente equilibrado con las capacidades de la siguiente unidad y que el output total estuviera equilibrado con los pedidos. La mayoría de los recursos se enfocaban entonces al problema principal: los cuellos de botella. Se trata, por tanto, de ajustar la producción al cuello de botella para evitar crear outputs extra antes de esos cuellos de botella. Este enfoque crea una victima colateral que es la productividad de ciertas máquinas (las que no son el cuello de botella) pero lo importante es que aumenta la productividad total, que está fuertemente influida por los cuellos de botella. Solo es posible mejorar el sistema y la relación entre ingresos y gastos mejorando y reduciendo los cuellos de botella. Identificar rápida y sistemáticamente los problemas existentes El sistema se pensó para identificar problemas en lugar de solamente resolverlos, como objetivo primordial. Sin embargo, para que los problemas se resuelvan deben ser visibles y cuantificables, en vez de ser definidos por hipótesis y estimaciones. Según el eslogan de Toyota, “es mejor perder hoy dos horas de producción para resolver un problema que parar cinco minutos cada día durante los próximos meses o años”. Subsistemas El sistema de producción de Toyota consta de muchos subsistemas. Los más importantes son los tres siguientes: Kanban: es el sistema automático de programación, lanzamiento y control de la producción. Se describe más adelanten detalle. Jidoka: significa parar la producción cuando se descubre un defecto, para que ese defecto no afecte a los procesos posteriores. Implica la cultura de que es mejor parar una línea o una máquina cuando ocurre un problema que continuar con la producción. El Jidoka reduce temporalmente la eficiencia de la producción, entendiendo por eficiencia el número de elementos producidos por unidad de tiempo, pero se produce una recuperación extremadamente rápida teniendo en cuenta las mejoras de capacidad asociadas con la parada. La producción puede pararse automáticamente, mediante sensores instalados en las máquinas o manualmente, por cualquier operario de la línea que lo considere conveniente. Andon: este subsistema incluye el principio de que los problemas deben resolverse en orden, por tanto, es necesario hacer visible cada actividad a lo largo de la línea. En la práctica, esto suele consistir en la colocación de un tablero o panel en cada unidad en un lugar visible para cada persona de dicha unidad. Este panel proporciona una representación esquemática del proceso de producción y permite a todos los operarios de un área ser conscientes del estado de toda la línea mediante señales (luces, tarjetas de colores) colocadas en dicho panel.

www.formatoedu.com
Los tres subsistemas han sido adoptados por multitud de empresas occidentales y en la figura siguiente se presenta un cronograma de implantación en un año, según la secuencia lógica y la filosofía de Toyota. Se puede observar que en el sistema, los proveedores son contemplados al final, es decir como un punto de llegada y no de partida.
El kanban El sistema kanban es solamente un componente del sistema JIT y, por tanto, su importancia está supeditada a la del conjunto ya que, por si solo, no es un sistema. Solamente es útil como sistema de gestión de producción en situaciones en las que está asegurada cierta repetitividad de la producción. El nivel necesario de repetitividad es realmente bajo. Algunas empresas emplean el kanban en la producción de series cortas de bajo número de unidades. Esto implica que el sistema kanban es útil y efectivo para productos precodificados, es decir, productos con una estructura básica similar pero con ciertas diferencias básicas e importantes que permite diferenciarlos. Con todo, el kanban es meramente una técnica operativa, mientras el JIT es un sistema completo de gestión y organización. Esto no pretende quitar importancia al kanban sino integrarlo dentro del esquema al que pertenece. El sistema kanban consiste realmente en un sistema simple de control de la producción que es capaz de adaptarse a modificaciones de la producción y de autoregularse para la
www.formatoedu.com
producción en un departamento o área determinado. Esto significa que es un sistema que permite monitorizar de forma automática y en tiempo real la producción, ajustando el output total de acuerdo con los cuellos de botella que existan en cualquier punto de la línea y esto se puede alcanzar sin utilizar órdenes de producción e incluso sin programas informáticos complejos. El concepto de arrastre o pull forma parte de la base metodológica del kanban, en el sentido de que la producción controlada por el kanban es arrastrada hacia el producto terminado en vez de moverse por los tradicionales métodos de empuje o push desde las primeras operaciones. Loa métodos tradicionales de programación por empuje o push consisten en anticipar el flujo entre áreas y los diversos puntos de contacto necesarios. Anticipadamente, se emiten los documentos necesarios y se procura “empujar” la producción hacia delante hasta que el output deseado deja la planta. Este proceso funciona con una pesada carga de funciones de control y alimentación, diseñadas para regular el estatus actual del flujo y de las diversas órdenes de trabajo. En la metodología pull-kanban, mucha de la programación, control de la alimentación del proceso y funciones de lanzamiento resultan innecesarias. La introducción de un sistema kanban en una planta consiste en desarrollar una cadena operativa que comienza con el cliente actual (el comprador) y circula aguas arriba hasta los suministradores de materias primas. Toyota emplea los principios siguientes para su implementación: − programación anticipada mensual con programas maestros de producción
computerizados, para asegurar una nivelación mensual − programación operativa con control visual (kanban) o control sincronizado.
Esto permite que una planta de Toyota que fabrique un modelo determinado, realice la gestión operativa de más de 100 categorías diferentes del mismo producto en cada línea de producción, con cerca de 100.000 códigos de submontaje y con entrega garantizada en cinco días laborables a partir de la recepción de los pedidos. La operativa del sistema kanban Kanban significa ticket. El kanban controla los flujos de producción a través del control de las operaciones necesarias mediante un principio pull todo ello por medio de los puntos de localización del proceso. Es decir, los submontajes o componentes necesarios se solicitan de acuerdo con las necesidades del momento. Las peticiones fluyen aguas arriba a los largo del proceso y las necesidades identificadas en cada paso se comunican a la próxima unidad aguas arriba asignando kanbanes a los contenedores. Los kanbanes constituyen, por tanto, la documentación para el encadenamiento de los pasos precedentes. Cuando todas las unidades de la producción están interconectadas con kanbanes, se ha creado un pull y cada fase de la producción se inicia por una petición aguas abajo. Incluso
www.formatoedu.com
los proveedores están afectados por el pull y deben entregar los suministros de acuerdo con las necesidades existentes. Por tanto, un proceso controlado por kanbanes es autoregulado, ya que cada fase de la producción se activa por necesidades. El flujo de kanbanes es iniciado por la última unidad del proceso, esto es, por el departamento de montaje final, que obtiene los componentes necesarios en respuesta a las órdenes de producción transmitidas por el departamento de control de pedidos. De esta forma, los flujos de output están equilibrados y armonizados, con lotes económicos de montaje equivalentes a una unidad, mientras los lotes de las fases previas pueden ser mayores de uno. Toyota emplea un sistema de dos kanbanes, en el que los dos tipos básicos son: − kanbanes de moviemiento − kanbanes de órdenes de producción
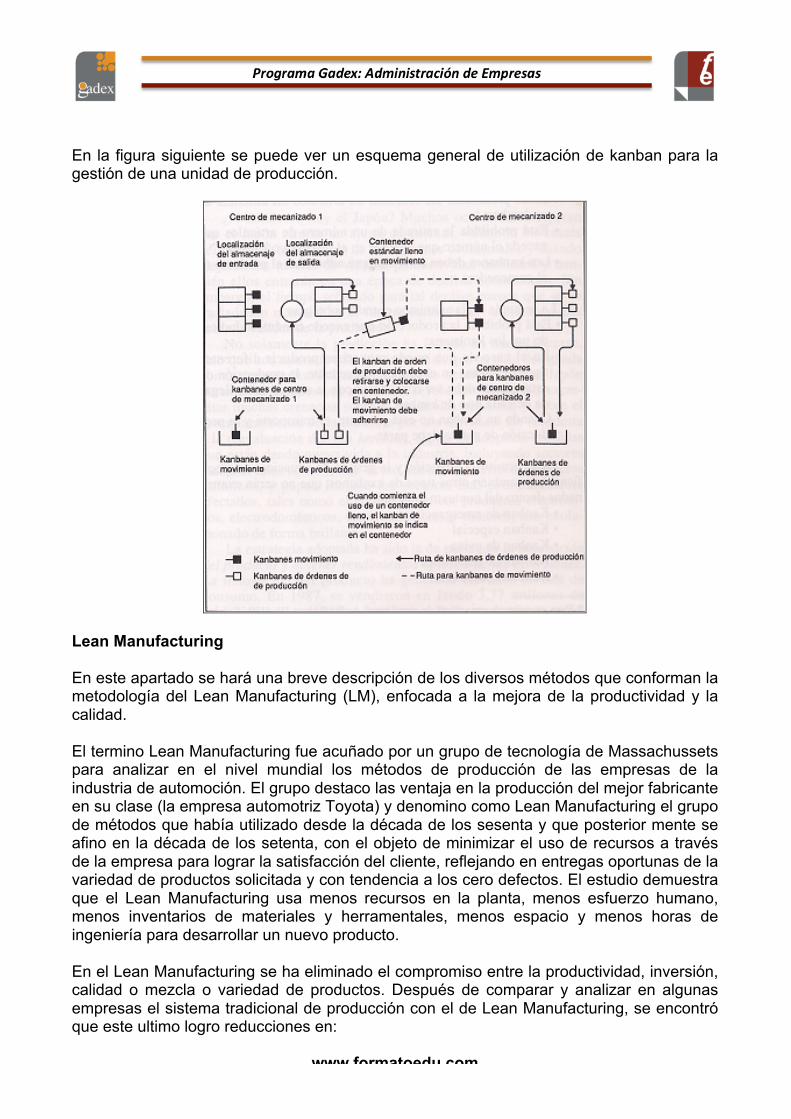
El kanban de movimiento contiene la siguiente información: − código de los artículos del contenedor − número de kanban y número total de contenedores para dicho código − capacidad del contenedor − centro suministrador (unidad de producción o suministrador externo) − localización de almacenaje en la que se obtiene el contenedor
Los kanbanes de órdenes de producción contienen la contiene la siguiente información: − código del artículo − capacidad del contenedor − número de kanban y número total de kanbanes − centro aprovisionador − localización de almacenaje para entrega desde el centro aprovisionador − centro cliente − localización de almacenaje de entrada del centro cliente
La figura siguiente representa kanbanes de los dos tipos.

www.formatoedu.com
El funcionamiento operativo del sistema kanban es objeto de las siguientes reglas:
1. los procesos aguas abajo deben retirar productos de los procesos aguas arriba en número equivalentes a los números de kanbanes que se han desprendido de los contenedores.
2. los procesos aguas arriba deben producir productos de acuerdo con las cantidades, calidad y secuencia indicadas en el kanban desprendido del contenedor lleno retirado.
3. las piezas defectuosas nunca deben transferirse al proceso siguiente. 4. los números de kanbanes deben reducirse al mínimo (reducción continua del stock)
La regla uno implica varias subreglas: − están prohibidas las retiradas de artículos en ausencia de un kanban − está prohibida la retirada de un número de artículos que exceda el número que
aparece en el respectivo kanban − los kanbanes deben estar siempre adheridos al producto (o al contendor)
La regla dos también lleva implícitas varias subreglas: − está prohibida la producción que exceda el número indicado por los kanbanes − en caso de que pueda requerirse producir diferentes tipos de piezas en el proceso
precedente, su producción debe ser consistente con la secuencia de llegada de cada tipo de kanban
− cuando un kanban no está presente, el transporte y la producción de piezas debe parar.
Existen otros tipos de kanbanes para situaciones específicas, cuyo funcionamiento es similar a los descritos pero utilizados para momentos no usuales como, por ejemplo, kanbanes de emergencia, de aviso, etc.
www.formatoedu.com
En la figura siguiente se puede ver un esquema general de utilización de kanban para la gestión de una unidad de producción.
Lean Manufacturing En este apartado se hará una breve descripción de los diversos métodos que conforman la metodología del Lean Manufacturing (LM), enfocada a la mejora de la productividad y la calidad. El termino Lean Manufacturing fue acuñado por un grupo de tecnología de Massachussets para analizar en el nivel mundial los métodos de producción de las empresas de la industria de automoción. El grupo destaco las ventaja en la producción del mejor fabricante en su clase (la empresa automotriz Toyota) y denomino como Lean Manufacturing el grupo de métodos que había utilizado desde la década de los sesenta y que posterior mente se afino en la década de los setenta, con el objeto de minimizar el uso de recursos a través de la empresa para lograr la satisfacción del cliente, reflejando en entregas oportunas de la variedad de productos solicitada y con tendencia a los cero defectos. El estudio demuestra que el Lean Manufacturing usa menos recursos en la planta, menos esfuerzo humano, menos inventarios de materiales y herramentales, menos espacio y menos horas de ingeniería para desarrollar un nuevo producto. En el Lean Manufacturing se ha eliminado el compromiso entre la productividad, inversión, calidad o mezcla o variedad de productos. Después de comparar y analizar en algunas empresas el sistema tradicional de producción con el de Lean Manufacturing, se encontró que este ultimo logro reducciones en:

www.formatoedu.com
• 50 % del espacio utilizado para producción. • La distancia entre los procesos tuvo una disminución considerable • 30 % en promedio de todos los inventarios. • 50% de reducción de los plazos de entrega desde el pedido hasta la entrega del
producto terminado • 100 % del tiempo de preparación de cambio de modelo • 30% de ahorro en el coste del producto • 30% de ahorro en el coste de herramientas para un nuevo producto • Disminución del porcentaje de defectos en un 50 %
Por lo anterior, las empresas de diversos países están implementando como estrategia competitiva los métodos de Lean Manufacturing. El Lean Manufacturing agrupa una serie de de métodos principalmente enfocados a minimizar el uso de recursos o reducir los desperdicios en la producción a través de equipos de trabajo. Los desperdicios que consumen recursos, pero que no añaden valor para el cliente son los citados en el apartado anterior y que también son la base de la metodología JIT.: Entre las metodologías específicas utilizadas dentro del concepto general del Lean Manufacturing están, además de los relacionados con la metodología Just In Time y los conceptos generales de calidad, las siguientes: − Análisis del valor añadido − Las 5S´s − El método kaizen Blitz − El método de cambios rápidos (SMED) − El concepto de mantenimiento productivo total (TPM), − Los métodos a prueba de error o Poka-yokes − El concepto de celdas de producción − Los conceptos lean aplicados a proveedores y transportes.
Adicionalmente, los indicadores tradicionales en las empresas se complementan con indicadores de tiempo y de desempeño tipo Lean. Método de análisis al valor añadido Para el cliente, las actividades que añaden valor al producto son aquellas por las que están dispuestos a pagar; se identifican porque generalmente son las operaciones que lo transforman en su forma física o integran el servicio, por ejemplo, las operaciones necesarias para modificar materias primas y materiales en un producto. Como ejemplo de actividades que no añaden valor se tienen los reprocesos al producto, los tiempos de espera, las inspecciones las actividades de distribución de documentos, los almacenamientos, los transportes, las demoras, etc.

www.formatoedu.com
En este método, para identificar las actividades que añaden valor, el equipo hace un listado detallado de todas las actividades para cada proceso de producción o administrativo y desarrolla un diagrama de flujo de valor, indicando duración de las actividades y distancias recorridas, donde se identifican las actividades que agregan valor y las que no lo hacen. Después de un análisis detallado, los equipos proponen e implantan las soluciones más adecuadas. Un ejemplo sencillo de diagrama de flujo de valor puede ser el proceso de visita al medico, donde la larga espera, la entrevista con la enfermera, el pago de consulta y los tiempos de caminar son actividades que no agregan valor, la única actividad que agrega valor al cliente es la consulta con el medico, que es por lo que paga un paciente. Método de las 5S’s Este método se refiere a mantener un orden y limpieza permanente en la planta de producción y oficinas para evitar el desperdicio de espacios y optimizar los tiempos de búsqueda de los útiles y herramientas de producción. Algunas veces una maquina que no se utiliza ocupa mucho espacio en la planta y puede provocar accidentes o se da el caso de que no encuentran simples tornillos por no existir un orden en el puesto y la planta. Para esto se utiliza el método de las 5S´s, denominado así por considerar los cinco aspectos cuyo significado en japonés comienza con la letra “S”, y que son los siguientes: − Seiri-Organización, − Seiton-Orden, − Seiso- Limpieza, − Seiketsu- organización, − Shitsuke- disciplina.
La metodología de las 5S´s se inicia con la organización, es decir, retirando todo lo que no se utiliza de las áreas de trabajo, identificando con tarjeta roja lo que es dudoso y colocándolo en un área especificada para posterior revisión. El orden implica tener un lugar bien identificado para cada cosa, por lo cual pueden usarse siluetas, cuadros, colores, etiquetas, etc. La limpieza significa mantener pulcras las áreas de trabajo, por lo que se deben proporcionar los accesorios adecuados para ello. La estandarización implica desarrollar procedimientos para asegurar el mantenimiento del orden y la limpieza; mientras que la disciplina se refiere a crear un hábito, más que un procedimiento, una costumbre para el mantenimiento de todo lo creado para el orden y limpieza del puesto de trabajo en particular y la planta en general. Método Kaizen Blitz o equipos de mejora inmediata Este método se utiliza para encontrar una solución rápida a problemas que se encuentran en las plantas de producción a través de un equipo de acción rápida, el termino blitz se refiere a un ataque rápido de problemas, normalmente se trata de problemas sencillos de solucionar, pero que afectan de manera importante la producción, como primer paso se integran equipos de acción rápida denominados Kaizen Blitz incluyendo a trabajadores, supervisor, mecánicos, inspector, etc. El objetivo es aprovechar la larga experiencia de los operadores para que identifiquen el problema y sus causas aporten ideas y sugerencias y participen en la implantación de soluciones.

www.formatoedu.com
El ciclo de mejora rápida está formado por cuatro pasos:
1. Persuadir al personal para participar y motivarlos a hacer propuestas y generar ideas
2. Revisión 3. Evaluación y guía 4. Reconocimiento y recomendaciones.
La solución de problemas con equipos de Kaizen Blitz debe tomar entre uno y cinco días como máximo, reconociendo al equipo de manera adecuada al final de cada solución implantada. Para problemas crónicos que lleven un largo periodo presentándose, es mejor que sean abordados por la modalidad de equipos de trabajo permanentes, denominados círculos de control de calidad o equipos de mejora que pueden tardar entre tres meses y un año para la solución de problemas, donde la urgencia de la solución no es un elemento decisivo e importante, sino mas bien la correcta definición de una alternativa sólida y robusta que elimine las causas del problema y garantice la mejora continua. Método de cambios rápidos (SMED) Este método se utiliza para reducir los tiempos de cambio de modelo en las maquina o líneas de producción. El método fue desarrollado por Shigeo Shingo y lo denomino “Single minute exchange of die” (SMED) cuyo objetivo es hacer efectivamente el cambio de útiles en menos de diez minutos. Igual que en las carreras de Fórmula 1 u otras competiciones de velocidad en los pits-stop o paradas técnicas en boxes para el repostaje y cambio de neumáticos se descubrió hace tiempo que las mejores plantillas de mecánicos eran las que preparaban todo previamente antes de que llegase el coche y eran las que mejores tiempos obtenían. Es decir, que las carreras no se ganaban únicamente en la pista sino también en las paradas técnicas. En el caso de las maquinas se trata de preparar y ajustar los útiles y herramientas con antelación, mientras la maquina continua trabajando (preparación externa) y hacer parar la maquina para hacer los cambios en el menor tiempo posible (preparación interna) Para convertir la mayoría de las operaciones internas en externas puede ser una buena práctica que un equipo de trabajo filme y analice las operaciones actuales para su optimización. Este mismo concepto se puede aplicar también a las actividades de mantenimiento preventivo Mantenimiento productivo total (TPM) Este método se usa para maximizar la disponibilidad del equipo y maquinaria productiva de producción, evitando los fallos inesperados y los defectos generados. El mantenimiento se logra al conservar la maquinaria actualizada y en condiciones optimas de operación a través de la participación de diversos departamentos en un esquema parecido a la calidad total, pero enfocado a los equipos de producción. Este método se denomina Mantenimiento Productivo Total.
www.formatoedu.com
Bajo este método, el mantenimiento es realizado en diferente etapas: mantenimiento correctivo en casos poco frecuentes, mantenimiento autónomo realizado por el operador de la máquina, que realiza tareas simples de mantenimiento en sus equipos, mantenimiento preventivo para prevenir desgaste prematuro, mantenimiento predictivo para prevenir fallos mayores en los equipos, programas de reemplazo de partes y elementos críticos y mantenimiento proactivo, enfocado a actualizar y hacer mejoras a los equipos. Los operadores en producción realizan el mantenimiento autónomo a sus equipos y maquinas, llevando a cabo actividades tales como limpieza, lubricación y pequeños ajustes, así como el reporte de ruidos o comportamientos extraños del equipo (esto equivale al mantenimiento que se hace al vehículo propio). El departamento de mantenimiento se encarga de realizar las actividades rutinarias de mantenimiento preventivo periódico para evitar el desgaste prematuro de en las piezas del equipo Para el mantenimiento predictivo, el departamento de mantenimiento puede apoyarse en contratistas externos quienes, a través de análisis más o menos complejos, pueden predecir la ocurrencia de fallos, para programar el reemplazo de partes de alto riesgo de fallo antes de que ocurran. Por ultimo, y con ayuda del análisis del historial de la maquina y la retroalimentación de los equipos de operación y mejora kaizen, los departamentos de ingeniería coordinan la reconstrucción de las maquinas o el diseño de la mismas para hacerla mas eficientes y fáciles de mantener, lo que se conoce como mantenimiento proactivo. Con todo ello se persigue la mejora de la calidad, la seguridad y la disponibilidad de los equipos, aspectos clave para cumplir con los requerimientos del cliente. Los métodos a prueba de error o Poka-yokes Para reducir el número de defectos a niveles muy bajos, muchas veces no es posible lograrlo con los métodos tradicionales de inspección visual al final del proceso. Estos niveles de defectos pueden lograrse en ocasiones (o ayudar a lograrlo) a través de la implantación del método “a prueba de errores o Poka-yoke”. Esta metodología desarrollada por Shigeo Shingo está basada en el diseño y aplicación de dispositivos a prueba de error (Poka Yokes). En la vida diaria podemos identificar varios de estos dispositivos, por ejemplo el despertador, el timbre del horno de microondas cuando concluyo el tiempo programado, las luces del tablero del automóvil cuando no nos hemos colocado el cinturón de seguridad, etc. En las plantas de producción los dispositivos a prueba de error tienen diversa aplicaciones, por ejemplo, para seguridad personal, para protección de equipos mayores, para prevenir que se produzcan defectos o para avisar cuando ya se produjeron. Para evitar defectos en la producción, los POKA YOKES constan de dispositivos que hacen sonar alarmas y/o emitir luces de colores. Los POKA YOKES trabajan de manera automática: los de tipo A paran el proceso y los de tipo B avisan cuando se van a presentar o ya se presentaron los defectos. En otros casos, los Poka-yokes tienen que ver con el diseño del producto y su ensamblaje. El producto se diseña con asimetrías o con forma especiales para evitar que se ensamblen en forma equivocada (por ejemplo moldes con pernos colocados en posición asimétrica o contenedores de diferentes colores).

www.formatoedu.com
Celdas de producción Para reducir los tiempos de proceso y uso de recursos, el LM incorpora la filosofía del Just in Time, para lo cual es necesario, en muchos casos, cambiar la disposición tradicional de la planta consistente en la agrupación de maquinas similares en departamentos de proceso (troquelado, fresado, torneado, etc.) a celdas de producción de forma en “U” integrando las maquinas, personal con múltiples habilidades, herramentales, refacciones, materiales, componentes y facilidades necesarias para fabricar una familia de productos por celda a través de la tecnología de grupo. La celda en “U” permite que cada operador pueda comunicarse con los demás en caso de problemas o que puedan ayudarse y cooperar en caso de atrasos, ya que no se responsabiliza a cada operador por una sola operación, sino mas bien se responsabiliza a todo el grupo de operadores por la celda, para la que deben tener la polivalencia suficiente para realzar todas o la mayoría de operaciones de la celda. Tanto los útiles como las herramientas deben tenerse a la mano para hacer cambios rápidos de modelo sin necesidad de buscarlas en toda la planta. De acuerdo con los pedidos de los clientes se debe equilibrar el trabajo de las celdas de producción para que tengan una carga constante o producción lineal, según los parámetros de la metodología JIT. Proveedores y transportes bajo el concepto de Lean Para reducir papeleo, inventario de materia primas, inspecciones en recepción y retrasos en tramites con los proveedores, se utiliza el sistema tradicional de planificación de acopio de materiales denominado “Material Resource Planning” (MRP) ó “Enterprise Resources Planning”(ERP) para proporcionar al proveedor una orden abierta para un período largo (generalmente varios meses) de tal manera que tenga una visión de lo va suceder en este periodo. La dificultad es conjugar este sistema con la metodología JIT. Los productos entregados por los proveedores deben ser remitidos directamente a la celda de producción, sin pasar por almacenes ni inspecciones, en la cantidad requerida y momento preciso de su utilización. Aspectos como la calidad, cantidad y exactitud en tiempos de entrega están bajo la completa responsabilidad del proveedor, penalizando los incumplimientos. Es recomendable tener pocos proveedores para reducir la variabilidad y amplitud del control y establecer alianzas a largo plazo. También es recomendable optimizar los tiempos de transporte y recolección de materiales de proveedores hacia la planta, es decir, los procesos logísticos. Indicadores Lean Por ultimo, los indicadores de desempeño de la planta ahora se complementan con indicadores de tiempo e indicadores de desempeño de la empresa en relación con su conversión en Lean. Por ejemplo, los plazos de entrega (tiempo desde pedido hasta entrega al cliente), nivel de servicio al cliente (porcentaje de cumplimientos de plazos de

www.formatoedu.com
entrega pactados), tiempo de desarrollo de un nuevo producto, tiempo de preparación para cambio de modelo, tiempo de ciclo, etc. Otros posibles indicadores pueden ser el número de defectos por millón de oportunidades, número de procesos críticos bajo control, grado de estandarización del producto, nivel de innovación de nuevos productos, porcentajes de operaciones incluidas en celdas de producción, distancias de viaje de los materiales, inventarios en proceso y en producto terminado, etc..