Embed Size (px)
Citation preview
Revision Number: LV4000CE-01.01
MANUAL OPERATIVO
Modelo LV4000CE
Sistemas de Inspección de Alto Rendimiento de Linear GS Instrucciones Originales
Según 2006/42/EC y ANSI/PMMI B155.1-2006
“Desde el concepto hasta el producto terminado, la distancia más corta es a través de Linear GS"
Linear GS, 1819 Thunderbird, Troy, MI 48084 USA Teléfono: 1-248-655-2729 • Fax: 1-248-244-8581 www.lineargs.com • email: [email protected]
2 Revision Number: LV4000CE-01.01
TABLA DE CONTENIDOS
Introducción y Descripción ......................................................................................................... 3 Información Importante de Seguridad ........................................................................................ 4 Seguridad y Barreras ................................................................................................................... 5 Transporte e Instalación .............................................................................................................. 8 Desempacando los equipos ......................................................................................................... 9 Máquina de Inspección: ............................................................................................................ 10 Sistema de Alimentación: ......................................................................................................... 11 Sistema Hopper: (Opcional) ..................................................................................................... 12 Cinta Transportadora de Empaques: ......................................................................................... 13 Conectividad Remota: ............................................................................................................... 16 Información Eléctrica................................................................................................................ 18 Controles y Operación de Maquinaria ...................................................................................... 19 Descripción de Controles .......................................................................................................... 19 Verificación de Parte de Muestra Límite .................................................................................. 27 Capacidades de la Máquina ...................................................................................................... 28 Configuración de Máquina de Inspección LV4000CE ............................................................. 29 Sistema de Alimentación (Tuerca) ............................................................................................ 29 Sistema Hopper (Opcional) ....................................................................................................... 31 Configuración de Inspección de Partes ..................................................................................... 32 Mantenimiento Preventivo ........................................................................................................ 40 Guía de Soluciones de Problemas ............................................................................................. 41 Desarmado Final ....................................................................................................................... 42 Partes Sueltas Recomendadas ................................................................................................... 43 Garantía ..................................................................................................................................... 44
Revision Number: LV4000CE-01.01 3
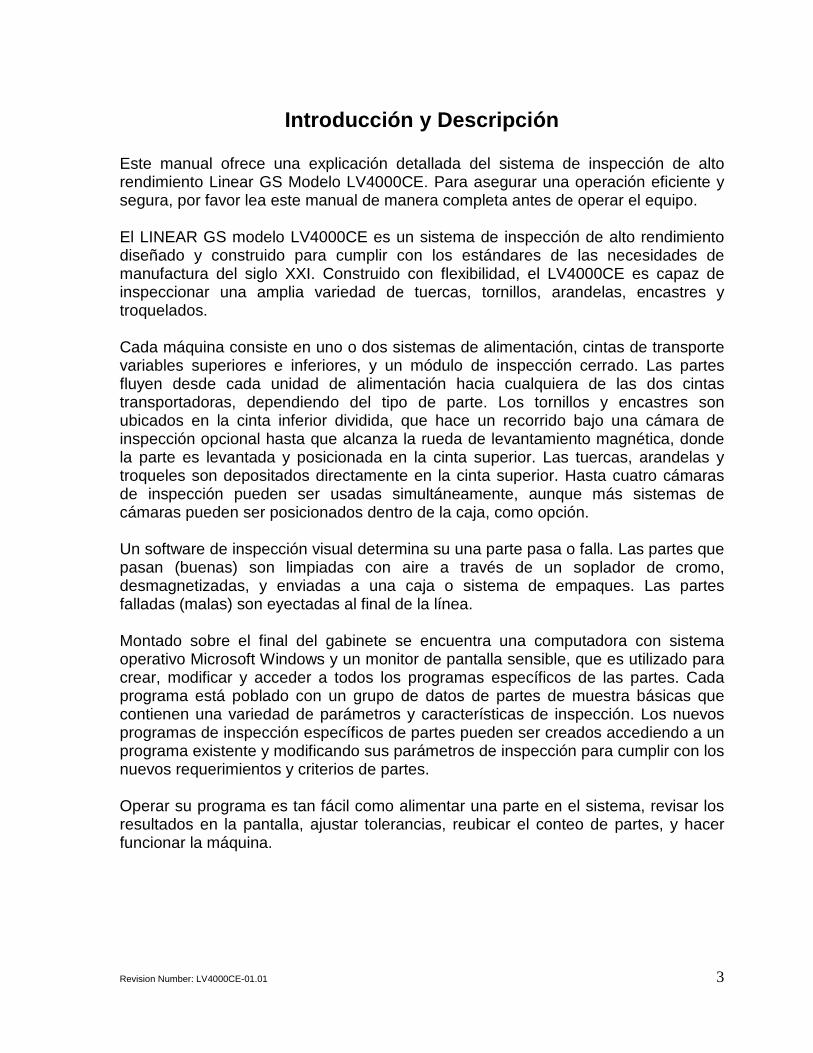
Introducción y Descripción Este manual ofrece una explicación detallada del sistema de inspección de alto rendimiento Linear GS Modelo LV4000CE. Para asegurar una operación eficiente y segura, por favor lea este manual de manera completa antes de operar el equipo. El LINEAR GS modelo LV4000CE es un sistema de inspección de alto rendimiento diseñado y construido para cumplir con los estándares de las necesidades de manufactura del siglo XXI. Construido con flexibilidad, el LV4000CE es capaz de inspeccionar una amplia variedad de tuercas, tornillos, arandelas, encastres y troquelados. Cada máquina consiste en uno o dos sistemas de alimentación, cintas de transporte variables superiores e inferiores, y un módulo de inspección cerrado. Las partes fluyen desde cada unidad de alimentación hacia cualquiera de las dos cintas transportadoras, dependiendo del tipo de parte. Los tornillos y encastres son ubicados en la cinta inferior dividida, que hace un recorrido bajo una cámara de inspección opcional hasta que alcanza la rueda de levantamiento magnética, donde la parte es levantada y posicionada en la cinta superior. Las tuercas, arandelas y troqueles son depositados directamente en la cinta superior. Hasta cuatro cámaras de inspección pueden ser usadas simultáneamente, aunque más sistemas de cámaras pueden ser posicionados dentro de la caja, como opción. Un software de inspección visual determina su una parte pasa o falla. Las partes que pasan (buenas) son limpiadas con aire a través de un soplador de cromo, desmagnetizadas, y enviadas a una caja o sistema de empaques. Las partes falladas (malas) son eyectadas al final de la línea. Montado sobre el final del gabinete se encuentra una computadora con sistema operativo Microsoft Windows y un monitor de pantalla sensible, que es utilizado para crear, modificar y acceder a todos los programas específicos de las partes. Cada programa está poblado con un grupo de datos de partes de muestra básicas que contienen una variedad de parámetros y características de inspección. Los nuevos programas de inspección específicos de partes pueden ser creados accediendo a un programa existente y modificando sus parámetros de inspección para cumplir con los nuevos requerimientos y criterios de partes. Operar su programa es tan fácil como alimentar una parte en el sistema, revisar los resultados en la pantalla, ajustar tolerancias, reubicar el conteo de partes, y hacer funcionar la máquina.
4 Revision Number: LV4000CE-01.01
Información Importante de Seguridad
1. Lea y siga todas las instrucciones. 2. Siga todas las advertencias e instrucciones marcadas en sus equipos de inspección. 3. No sobrecargue la fuente de potencia ni use cables de extensión. No instale su
equipo donde el personal tenga que caminar por encima del cable de energía.
4. Siempre utilice equipos de protección personal cuando esta máquina esté en operación. Esto incluye anteojos de seguridad, guantes y protección auditiva.
5. Mantenga todas las partes sueltas de su ropa alejada de las cintas de transporte.
6. Los imanes potentes pueden ser dañinos para la gente que utilice marcapasos y otros implantes médicos. El personal debe estar estacionado al menos a 6 pulgadas del imán.
7. Para evitar daños, mantenga los medios magnéticos como discos de computadoras y
tarjetas de crédito alejadas de los campos magnéticos.
Advertencia – Hay voltaje peligroso dentro del panel de control principal. Desconecte antes de abrir el panel.
Practique procedimientos eléctricos seguros del tipo “Cierre y Ponga
Carteles de Aviso” cuando trabaje con componentes eléctricos. Ref ANSI Z244.1-1982 Lock Out Tag Out of Energy Sources.
En una emergencia o en cualquier ocasión que parezca necesario detener todas las operaciones de máquinas sin someterse a daños, presione el BOTÓN DE DETENCIÓN DE EMERGENCIA ubicado en el frente o la parte posterior de la máquina.
En un esfuerzo por reducir la posibilidad de lesiones al personal trabajando alrededor del equipo del SISTEMA DE INSPECCIÓN, se ubican señales de advertencia en varios puntos sobre el equipo para alertarlos sobre peligros potenciales. Por favor verifique el equipo y note todas las señales de advertencias. Asegúrese de que usted y otros estén alerta y entiendan estas advertencias. Aquí debajo aparecen las señales típicas que pueden aparecer sobre este equipo.
Advertencia: Esta máquina emite una presión sonora de aproximadamente 107 dB. El personal debe usar protección auditiva adecuada en todo momento.

Revision Number: LV4000CE-01.01 5
Seguridad y Barreras Esta máquina está equipada con muchas características de seguridad. Entre ellas se encuentran dos botones de detención de emergencia, interruptores de seguridad con traba de solenoide, y relevos de seguridad guiados por fuerza. La máquina está bien cuidada para proteger al personal de áreas peligrosas. Sin embargo, nada puede prever accidentes tan bien como un empleado consciente de los aspectos de seguridad. Asegúrese de seguir las prácticas comunes, tales como usar protección auditiva y ocular en todo momento. También, mantenga la máquina y las áreas que la rodean limpias y libres de partes sueltas. Un ambiente de trabajo limpio es un ambiente seguro. Barreras Primarias: La máquina tiene barreras de protección para prevenir el acceso a áreas potencialmente peligrosas. No intente alterar estas barreras de ningún modo, porque sirven tanto como característica de seguridad como también como una barrera para prevenir que la luz ambiente afecte el proceso de inspección.
Barreras del Aparato: Ciertos aparatos que están ubicados fuera de la barrera de protección principal de la máquina también podrían ser potencialmente peligrosos. Estos aparatos también están protegidos para prevenir la posibilidad de lesiones. Estas barreras deben ser quitadas solamente de manera temporal para acceso de mantenimiento por personal calificado. No intente hacer funcionar la máquina sin estas barreras ubicadas de manera adecuada.
BARRERAS DE LA MAQUINA
BARRERAS DEL APARATO

6 Revision Number: LV4000CE-01.01
Botones de Detención de Emergencia: Presione cualquiera de los botones de detención de emergencia en cualquier situación que le provoque preocupación. Esto hará que todos los mecanismos de la máquina se detengan inmediatamente. Estos dos botones están ubicados en el frente y en la parte posterior de la máquina. No dude en usarlos.
Interruptores de Seguridad: Esta máquina contiene puertas de acceso en las partes frontal y trasera de la máquina. Estas puertas están equipadas con interruptores de seguridad para detectar cuando ellas se abren. Los interruptores de seguridad tienen solenoides eléctricos que cierran las puertas mientras la máquina está funcionando. Para destrabar las puertas, el botón de detención de emergencia debe mantenerse presionado.
BOTONES DE DETENCIÓN DE EMERGENCIA
INTERRUPTORES DE SEGURIDAD
Revision Number: LV4000CE-01.01 7
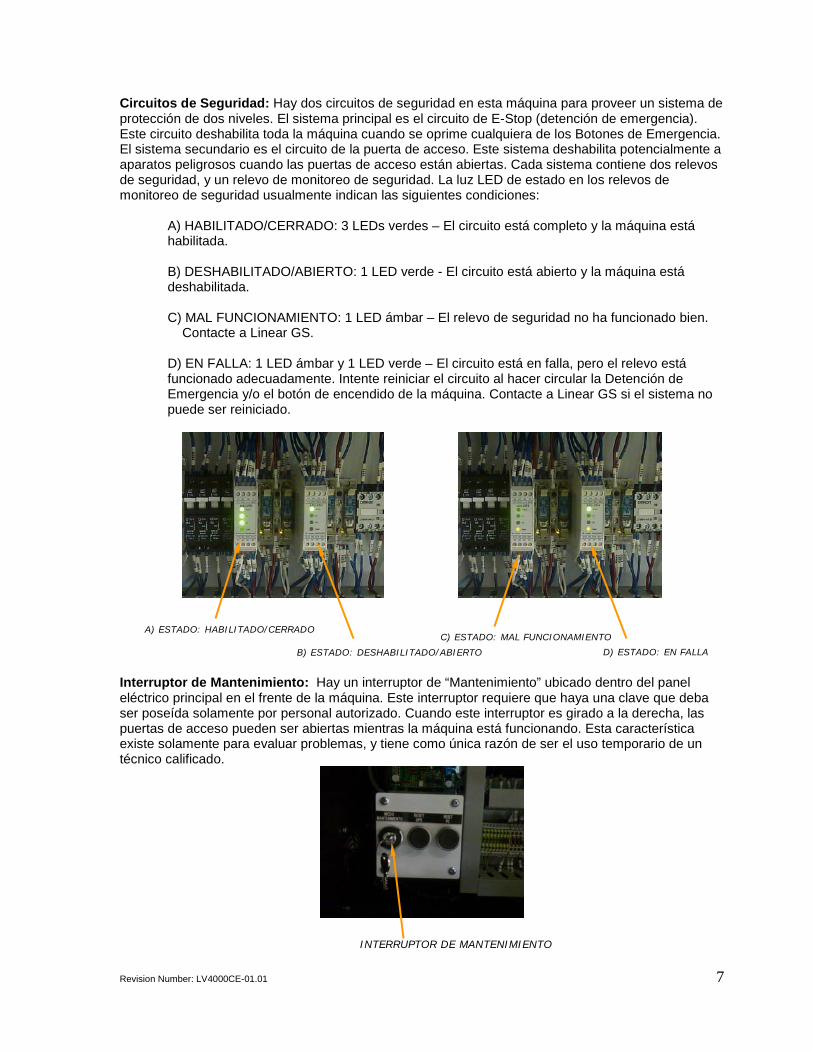
Circuitos de Seguridad: Hay dos circuitos de seguridad en esta máquina para proveer un sistema de protección de dos niveles. El sistema principal es el circuito de E-Stop (detención de emergencia). Este circuito deshabilita toda la máquina cuando se oprime cualquiera de los Botones de Emergencia. El sistema secundario es el circuito de la puerta de acceso. Este sistema deshabilita potencialmente a aparatos peligrosos cuando las puertas de acceso están abiertas. Cada sistema contiene dos relevos de seguridad, y un relevo de monitoreo de seguridad. La luz LED de estado en los relevos de monitoreo de seguridad usualmente indican las siguientes condiciones:
A) HABILITADO/CERRADO: 3 LEDs verdes – El circuito está completo y la máquina está habilitada.
B) DESHABILITADO/ABIERTO: 1 LED verde - El circuito está abierto y la máquina está deshabilitada.
C) MAL FUNCIONAMIENTO: 1 LED ámbar – El relevo de seguridad no ha funcionado bien. Contacte a Linear GS.
D) EN FALLA: 1 LED ámbar y 1 LED verde – El circuito está en falla, pero el relevo está funcionado adecuadamente. Intente reiniciar el circuito al hacer circular la Detención de Emergencia y/o el botón de encendido de la máquina. Contacte a Linear GS si el sistema no puede ser reiniciado.
Interruptor de Mantenimiento: Hay un interruptor de “Mantenimiento” ubicado dentro del panel eléctrico principal en el frente de la máquina. Este interruptor requiere que haya una clave que deba ser poseída solamente por personal autorizado. Cuando este interruptor es girado a la derecha, las puertas de acceso pueden ser abiertas mientras la máquina está funcionando. Esta característica existe solamente para evaluar problemas, y tiene como única razón de ser el uso temporario de un técnico calificado.
A) ESTADO: HABILITADO/CERRADO
B) ESTADO: DESHABILITADO/ABIERTO D) ESTADO: EN FALLA C) ESTADO: MAL FUNCIONAMIENTO
INTERRUPTOR DE MANTENIMIENTO
8 Revision Number: LV4000CE-01.01
Transporte e Instalación Transporte de la maquinaria La unidad de inspección LV es enviada por el método de envío preferido por el cliente. La unidad se envía sujetada por bandas ya sea sobre un pallet o dentro de un contenedor de envíos transoceánicos. Dimensiones del Contenedor: 2.4m x 1.8m x 2.1m (8’L x 6’W x 7’H) Peso del Contenedor: 1,115Kg (2,459 Lbs.) Dimensiones del Pallet: 2.4m x 1.8m (8’L x 6’W) Peso del Pallet: 680 Kg (1,500 Lbs.)
Instalación de la maquinaria: Usted puede elegir utilizar el Departamento de Servicios de Linear GS para instalar su nueva unidad. Nuestros Técnicos de Servicio de Campo pueden ser programados por adelantado para que lleguen a su lugar de trabajo para asegurarse de que su equipo esté instalado de manera correcta y eficiente. Antes de una instalación pactada, pedimos que identifique el sitio de ubicación de la máquina de inspección y que tenga a todos los componentes preparados en ese lugar. El aire y la energía eléctrica deben poderse alcanzar desde el lugar de ubicación de la máquina de inspección antes del arribo del Técnico de Servicio de Campo de Linear GS. Factores a ser considerados mientras usted decide donde instalar su sistema de inspección:
• Disponibilidad y adecuación de energía eléctrica indicada. • Proximidad al área de trabajo para conexiones de aire. • Suficiente ventilación y temperatura adecuada alrededor del equipo. • La temperatura operativa del sitio debe estar entre 40 grados a 100 grados Fahrenheit y 4.4
grados a 37.7 grados Celsius. • La línea neumática de aire debe estar en 80 psi (5.5 Bars). • Condiciones de aire e iluminación. • Equipos de descarga para descargar y ubicar los equipos. Se recomienda hi-lo, pero una
camioneta de pallets de un mínimo de 2000 libras es aceptable para mover estos equipos. • Acceso directo de la máquina a una conexión de Ethernet, a fin de utilizar la capacidad de
solución de problemas remota de Linear GS. Dentro del paquete informativo se incluye un trazado dimensional de la Máquina de Inspección completa de Linear GS LV4000CE.

Revision Number: LV4000CE-01.01 9
Desempacando los equipos 1. Reciba y desempaque todos los equipos cuidadosamente. 2. Elimine todos los materiales de empaque con cuidado. 3. En la mayoría de los casos, el sistema de inspección (con excepción de la luz de almacenamiento), el bowl de alimentación y el Hopper están ensamblados completamente. La cinta de empaque consiste en dos cintas transportadoras que deben ser ensambladas juntas como una sola unidad. 4. Inspeccionar todos los equipos para evaluar cualquier daño que pueda haber ocurrido durante el envío. Ubicación de la máquina: Las partes inspeccionadas salen de la máquina en una de dos ubicaciones. Las partes pasables (buenas) salen por el tubo ubicado en el frente de la máquina. Las partes rechazadas (malas) son enviadas por un canal trasero. Ubique la máquina de inspección donde tenga suficiente espacio como para mover fácilmente los pallets entrando y saliendo de las áreas de la máquina destinadas a partes terminadas buenas y malas.
Salida de Partes Pasables (Buenas) Salida de Partes Rechazadas (Malas)
10 Revision Number: LV4000CE-01.01
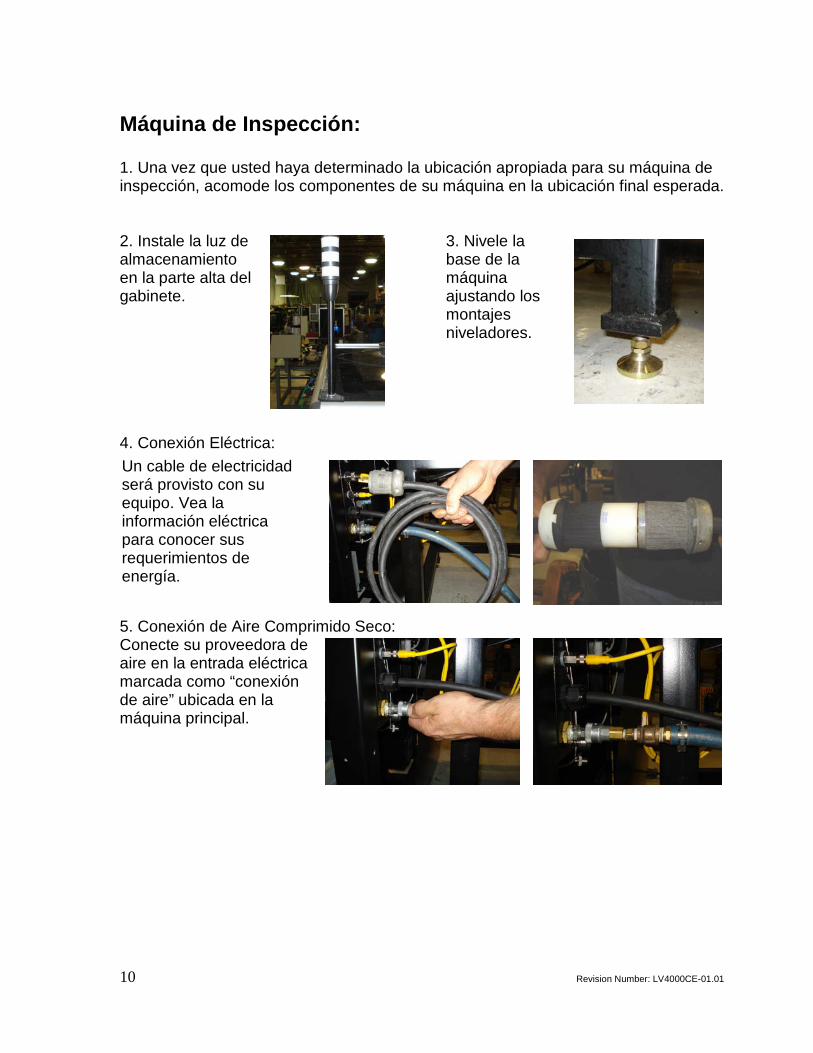
Máquina de Inspección: 1. Una vez que usted haya determinado la ubicación apropiada para su máquina de inspección, acomode los componentes de su máquina en la ubicación final esperada. 2. Instale la luz de almacenamiento en la parte alta del gabinete.
3. Nivele la base de la máquina ajustando los montajes niveladores.
4. Conexión Eléctrica: 5. Conexión de Aire Comprimido Seco: Conecte su proveedora de aire en la entrada eléctrica marcada como “conexión de aire” ubicada en la máquina principal.
Un cable de electricidad será provisto con su equipo. Vea la información eléctrica para conocer sus requerimientos de energía.
11 Revision Number: LV4000CE-01.01
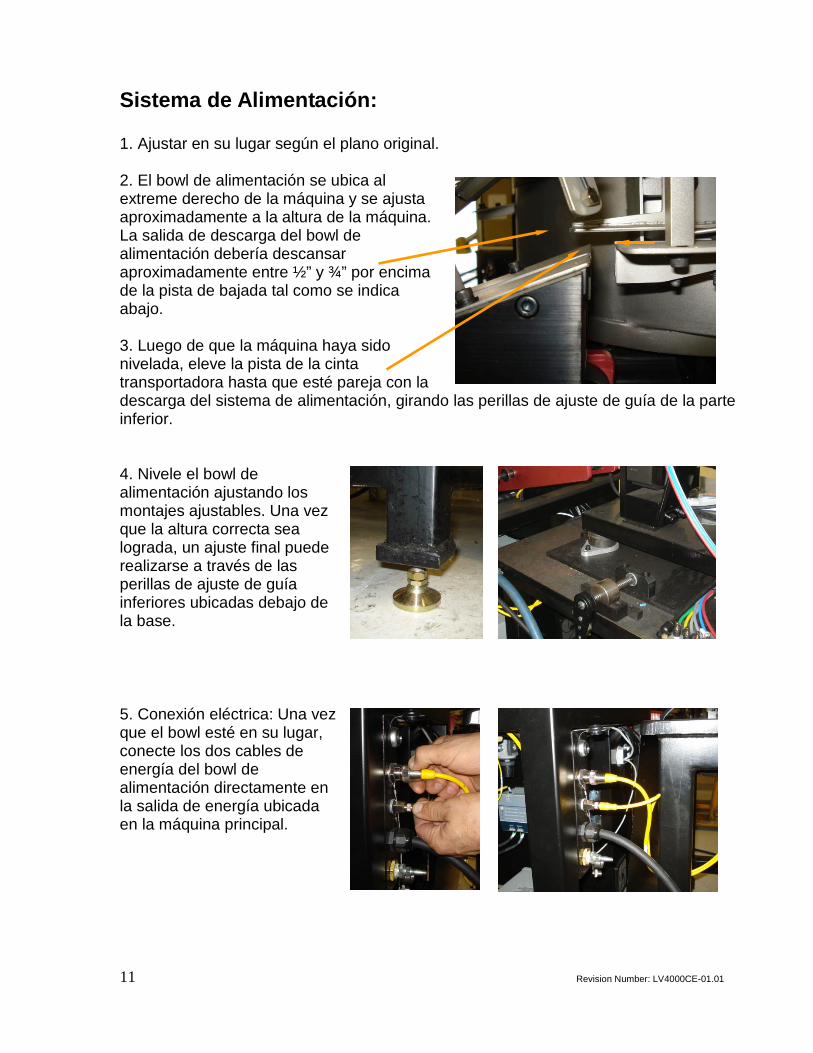
Sistema de Alimentación: 1. Ajustar en su lugar según el plano original. 2. El bowl de alimentación se ubica al extreme derecho de la máquina y se ajusta aproximadamente a la altura de la máquina. La salida de descarga del bowl de alimentación debería descansar aproximadamente entre ½” y ¾” por encima de la pista de bajada tal como se indica abajo. 3. Luego de que la máquina haya sido nivelada, eleve la pista de la cinta transportadora hasta que esté pareja con la descarga del sistema de alimentación, girando las perillas de ajuste de guía de la parte inferior.
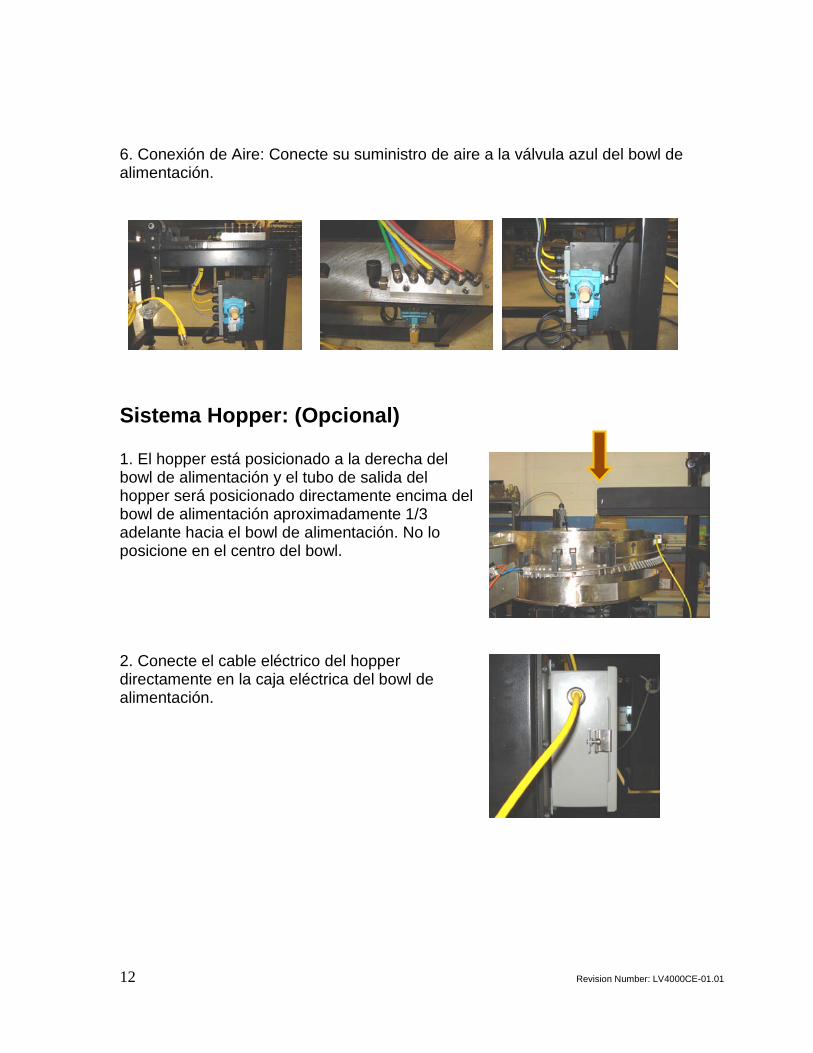
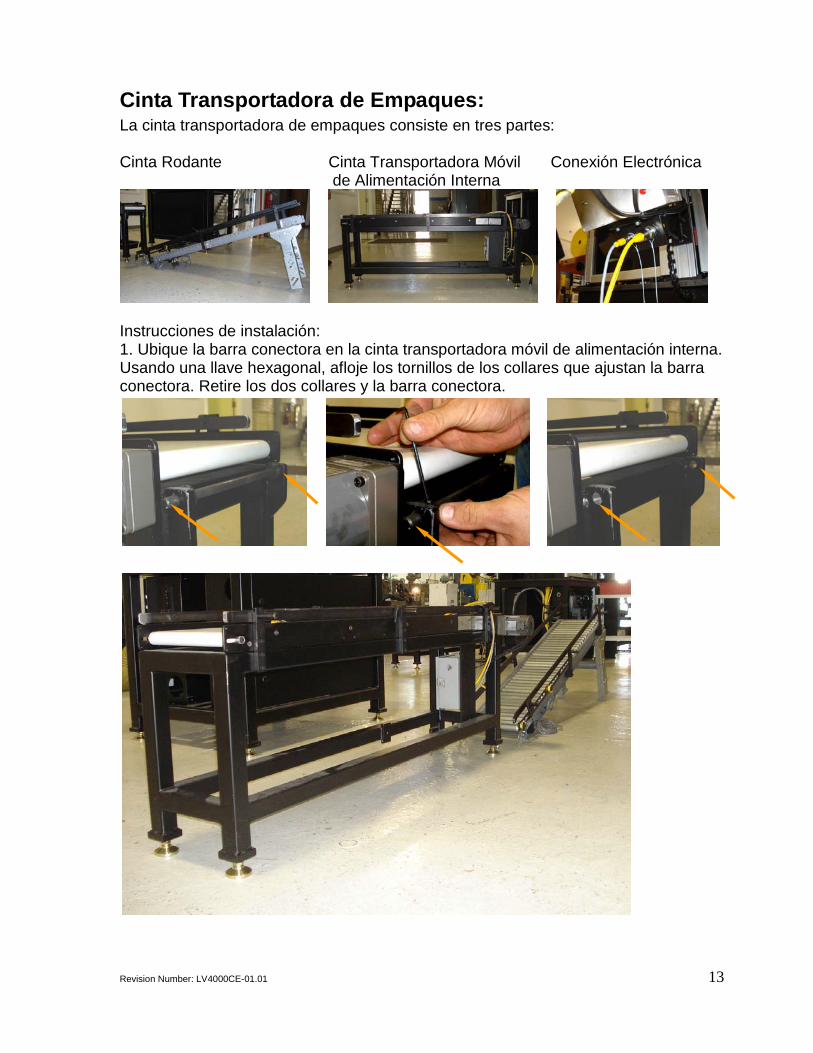
4. Nivele el bowl de alimentación ajustando los montajes ajustables. Una vez que la altura correcta sea lograda, un ajuste final puede realizarse a través de las perillas de ajuste de guía inferiores ubicadas debajo de la base. 5. Conexión eléctrica: Una vez que el bowl esté en su lugar, conecte los dos cables de energía del bowl de alimentación directamente en la salida de energía ubicada en la máquina principal.
12 Revision Number: LV4000CE-01.01
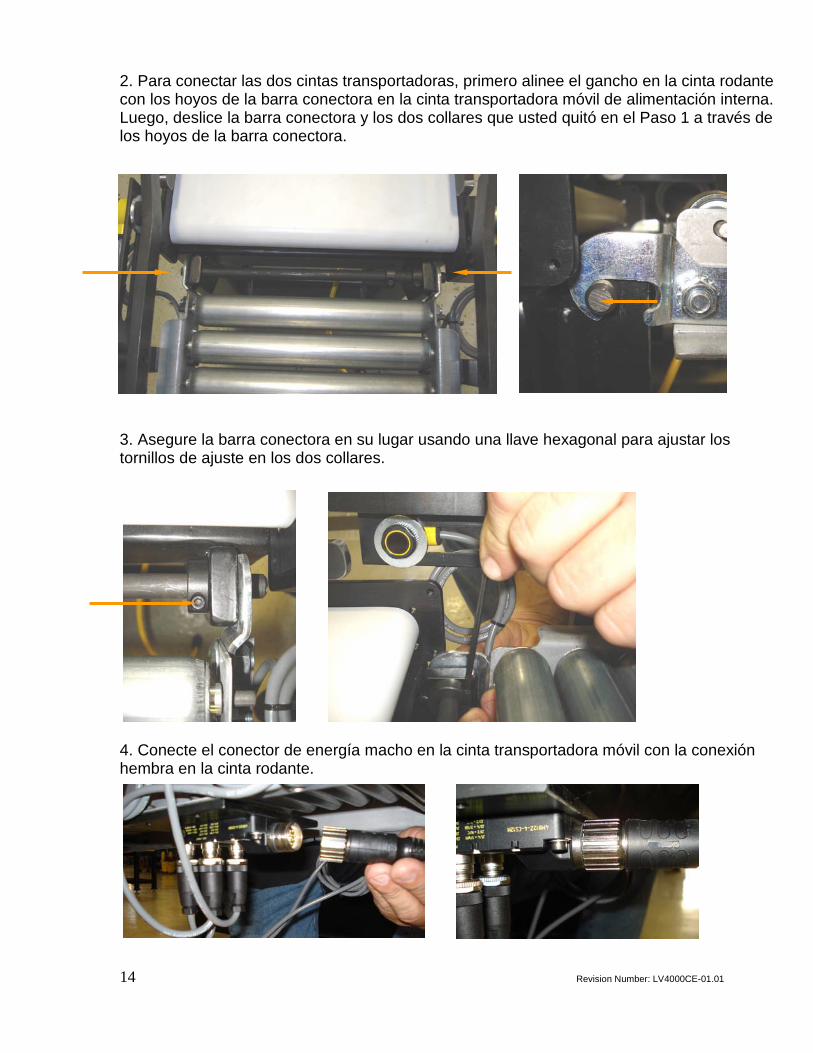
6. Conexión de Aire: Conecte su suministro de aire a la válvula azul del bowl de alimentación.
Sistema Hopper: (Opcional) 1. El hopper está posicionado a la derecha del bowl de alimentación y el tubo de salida del hopper será posicionado directamente encima del bowl de alimentación aproximadamente 1/3 adelante hacia el bowl de alimentación. No lo posicione en el centro del bowl.
2. Conecte el cable eléctrico del hopper directamente en la caja eléctrica del bowl de alimentación.
Revision Number: LV4000CE-01.01 13
Cinta Transportadora de Empaques: La cinta transportadora de empaques consiste en tres partes: Cinta Rodante Cinta Transportadora Móvil Conexión Electrónica de Alimentación Interna
Instrucciones de instalación: 1. Ubique la barra conectora en la cinta transportadora móvil de alimentación interna. Usando una llave hexagonal, afloje los tornillos de los collares que ajustan la barra conectora. Retire los dos collares y la barra conectora.
14 Revision Number: LV4000CE-01.01
2. Para conectar las dos cintas transportadoras, primero alinee el gancho en la cinta rodante con los hoyos de la barra conectora en la cinta transportadora móvil de alimentación interna. Luego, deslice la barra conectora y los dos collares que usted quitó en el Paso 1 a través de los hoyos de la barra conectora.
3. Asegure la barra conectora en su lugar usando una llave hexagonal para ajustar los tornillos de ajuste en los dos collares.
4. Conecte el conector de energía macho en la cinta transportadora móvil con la conexión hembra en la cinta rodante.

Revision Number: LV4000CE-01.01 15
5 Instale la barra suelta de enganche con la base de empaque.
6. Ahora usted está listo para posicionar la cinta transportadora completa frente a la máquina. Ajuste la cinta transportadora de empaques en su lugar según lo indica el plano.
7. Ajuste la barra de enganche de la cinta transportadora que está en el paso 5 con la máquina principal.
8. Conecte los dos cables de energía de la cinta transportadora directamente en las entradas de
electricidad ubicadas debajo del ajustador del tubo de salida de partes pasables (buenas).
16 Revision Number: LV4000CE-01.01
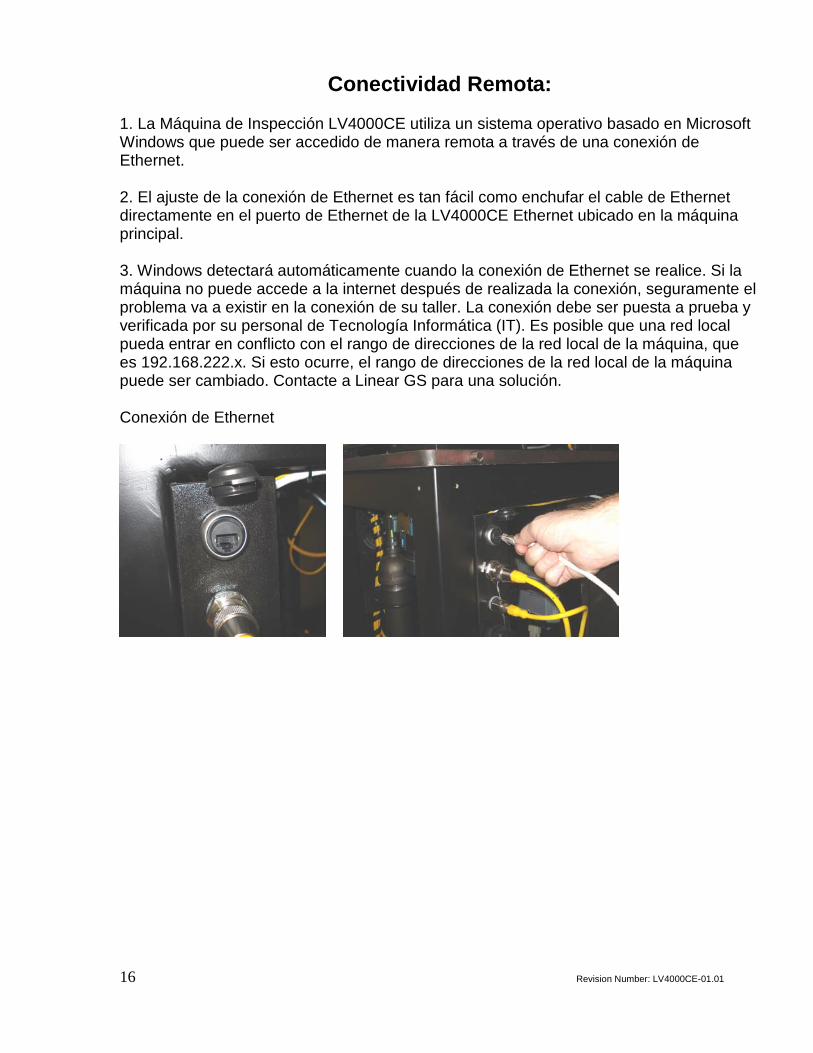
Conectividad Remota: 1. La Máquina de Inspección LV4000CE utiliza un sistema operativo basado en Microsoft Windows que puede ser accedido de manera remota a través de una conexión de Ethernet. 2. El ajuste de la conexión de Ethernet es tan fácil como enchufar el cable de Ethernet directamente en el puerto de Ethernet de la LV4000CE Ethernet ubicado en la máquina principal. 3. Windows detectará automáticamente cuando la conexión de Ethernet se realice. Si la máquina no puede accede a la internet después de realizada la conexión, seguramente el problema va a existir en la conexión de su taller. La conexión debe ser puesta a prueba y verificada por su personal de Tecnología Informática (IT). Es posible que una red local pueda entrar en conflicto con el rango de direcciones de la red local de la máquina, que es 192.168.222.x. Si esto ocurre, el rango de direcciones de la red local de la máquina puede ser cambiado. Contacte a Linear GS para una solución.
Conexión de Ethernet

Revision Number: LV4000CE-01.01 17
¡Felicitaciones! Usted ha completado con éxito la instalación.
18 Revision Number: LV4000CE-01.01
Información Eléctrica Los controles eléctricos consisten en lo siguiente: Índice de Dibujos - LV4000CE E-00
• LV4000CE-E01 – Lista de Materiales de Control Eléctrico • LV4000CE-E02 - Cableado de Control de 220VAC • LV4000CE-E03 – Cableado de Control de 110VAC • LV4000CE-E04 – Cableado de Control del Motor • LV4000CE-E05 – Controles del Alimentador y el Hopper • LV4000CE-E06 – Cableado del Circuito de Seguridad • LV4000CE-E07 – Cableado de Luz de Relevo/Control 24VDC/SS • LV4000CE-E08 – Módulos de Strobe/Codificador/24VDC • LV4000CE-E09 – Cableado de Módulos de Disparadores de Interface y PC I/O
LV4000CE-E10 – Cableado del Sistema de Alimentación • LV4000CE-E11 – Cableado del Sistema de Empaques • LV4000CE-E12 – Cableado de Base PLC • LV4000CE-E13 – Cableado de Módulos PLC #1 y #2 • LV4000CE-E14 – Cableado de Módulo PLC #3 • LV4000CE-E15 – Diagrama de Diseño Eléctrico
Nota: Ver el “libro marrón” de esquemas eléctricos provisto con el equipo.
Revision Number: LV4000CE-01.01 19
Controles y Operación de Maquinaria
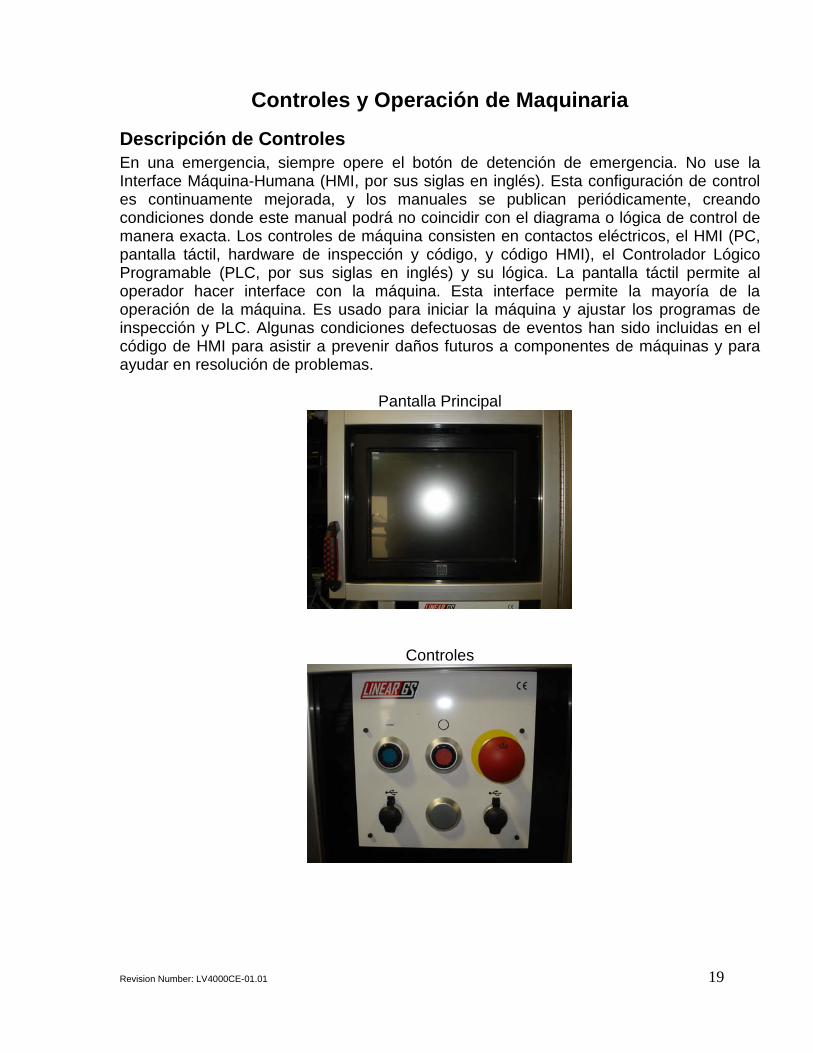
Descripción de Controles En una emergencia, siempre opere el botón de detención de emergencia. No use la Interface Máquina-Humana (HMI, por sus siglas en inglés). Esta configuración de control es continuamente mejorada, y los manuales se publican periódicamente, creando condiciones donde este manual podrá no coincidir con el diagrama o lógica de control de manera exacta. Los controles de máquina consisten en contactos eléctricos, el HMI (PC, pantalla táctil, hardware de inspección y código, y código HMI), el Controlador Lógico Programable (PLC, por sus siglas en inglés) y su lógica. La pantalla táctil permite al operador hacer interface con la máquina. Esta interface permite la mayoría de la operación de la máquina. Es usado para iniciar la máquina y ajustar los programas de inspección y PLC. Algunas condiciones defectuosas de eventos han sido incluidas en el código de HMI para asistir a prevenir daños futuros a componentes de máquinas y para ayudar en resolución de problemas.
Pantalla Principal
Controles
20 Revision Number: LV4000CE-01.01
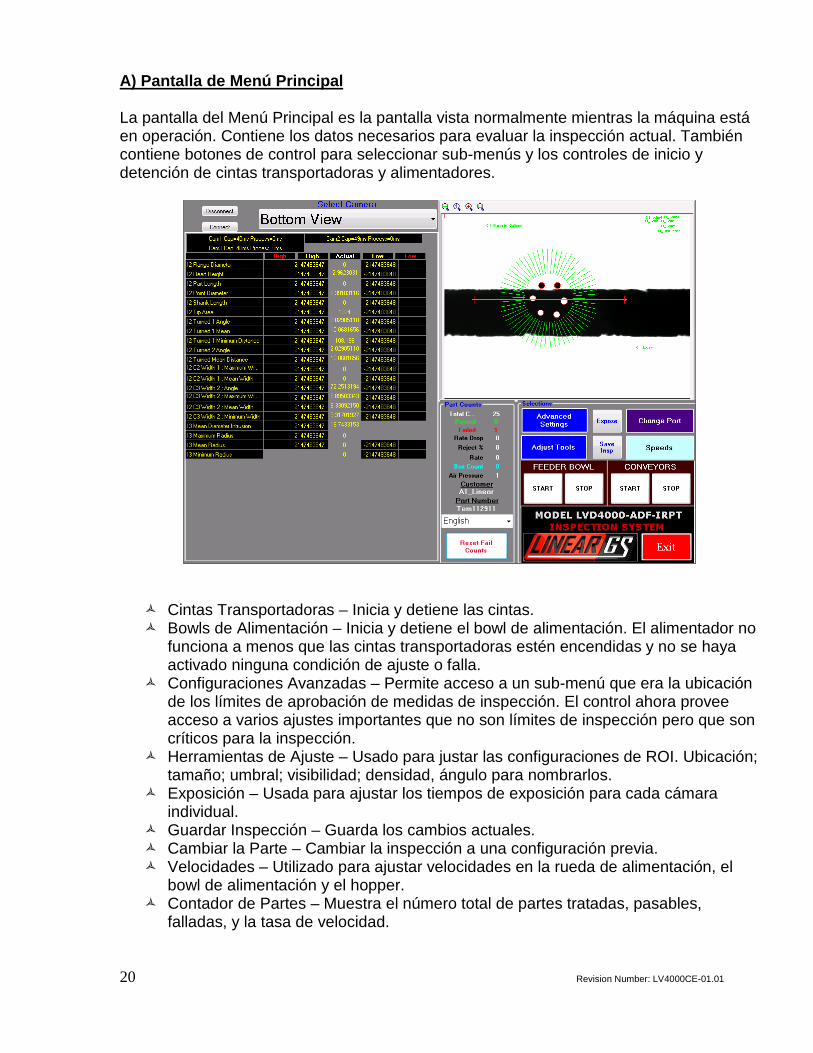
A) Pantalla de Menú Principal La pantalla del Menú Principal es la pantalla vista normalmente mientras la máquina está en operación. Contiene los datos necesarios para evaluar la inspección actual. También contiene botones de control para seleccionar sub-menús y los controles de inicio y detención de cintas transportadoras y alimentadores.
Cintas Transportadoras – Inicia y detiene las cintas. Bowls de Alimentación – Inicia y detiene el bowl de alimentación. El alimentador no
funciona a menos que las cintas transportadoras estén encendidas y no se haya activado ninguna condición de ajuste o falla.
Configuraciones Avanzadas – Permite acceso a un sub-menú que era la ubicación de los límites de aprobación de medidas de inspección. El control ahora provee acceso a varios ajustes importantes que no son límites de inspección pero que son críticos para la inspección.
Herramientas de Ajuste – Usado para justar las configuraciones de ROI. Ubicación; tamaño; umbral; visibilidad; densidad, ángulo para nombrarlos.
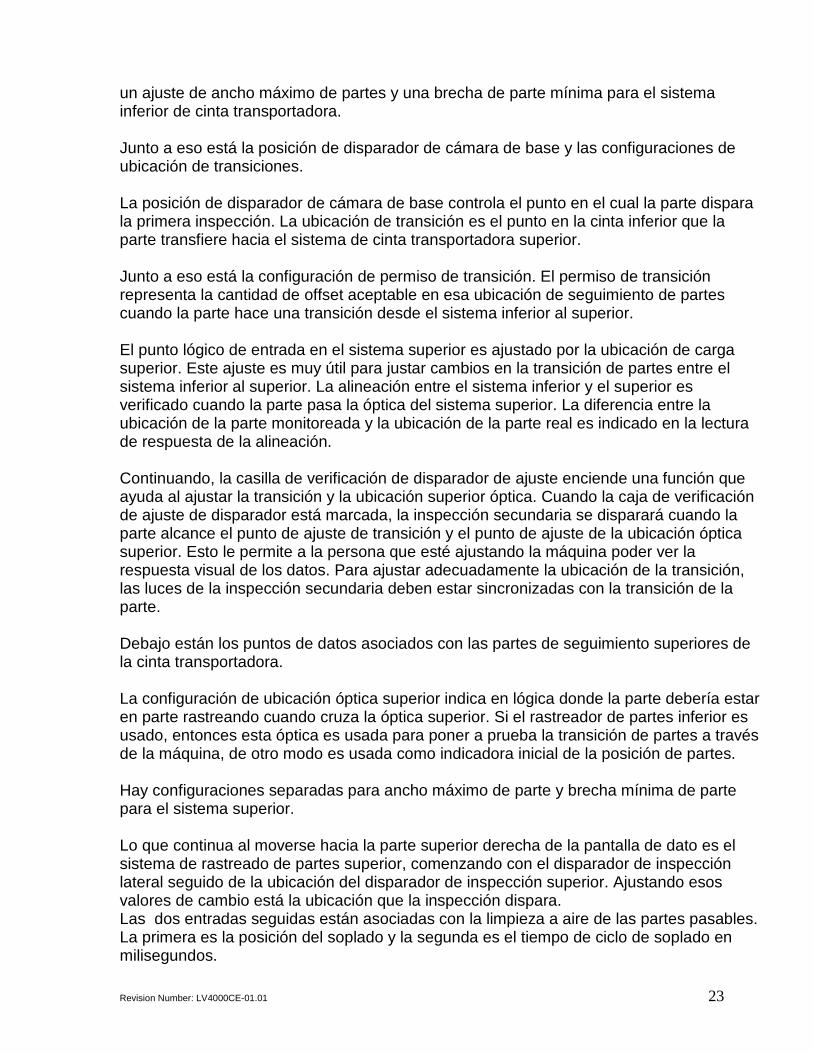
Exposición – Usada para ajustar los tiempos de exposición para cada cámara individual.
Guardar Inspección – Guarda los cambios actuales. Cambiar la Parte – Cambiar la inspección a una configuración previa. Velocidades – Utilizado para ajustar velocidades en la rueda de alimentación, el
bowl de alimentación y el hopper. Contador de Partes – Muestra el número total de partes tratadas, pasables,
falladas, y la tasa de velocidad.
21 Revision Number: LV4000CE-01.01
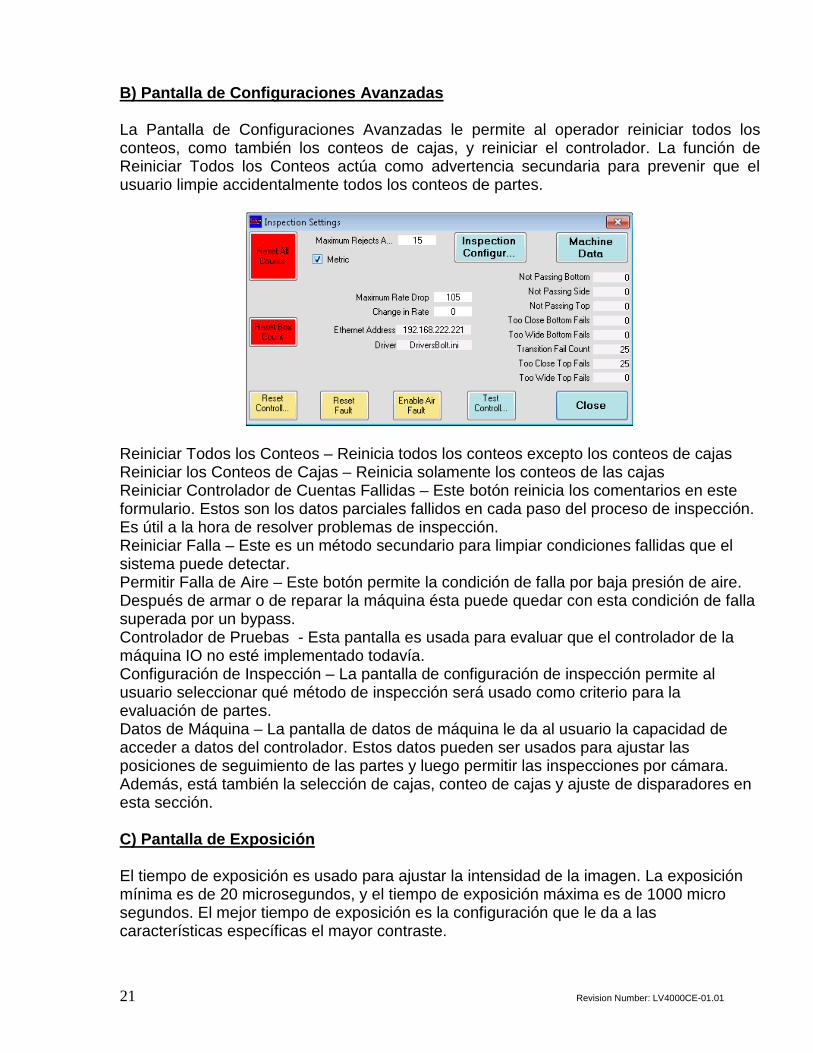
B) Pantalla de Configuraciones Avanzadas La Pantalla de Configuraciones Avanzadas le permite al operador reiniciar todos los conteos, como también los conteos de cajas, y reiniciar el controlador. La función de Reiniciar Todos los Conteos actúa como advertencia secundaria para prevenir que el usuario limpie accidentalmente todos los conteos de partes.
Reiniciar Todos los Conteos – Reinicia todos los conteos excepto los conteos de cajas Reiniciar los Conteos de Cajas – Reinicia solamente los conteos de las cajas Reiniciar Controlador de Cuentas Fallidas – Este botón reinicia los comentarios en este formulario. Estos son los datos parciales fallidos en cada paso del proceso de inspección. Es útil a la hora de resolver problemas de inspección. Reiniciar Falla – Este es un método secundario para limpiar condiciones fallidas que el sistema puede detectar. Permitir Falla de Aire – Este botón permite la condición de falla por baja presión de aire. Después de armar o de reparar la máquina ésta puede quedar con esta condición de falla superada por un bypass. Controlador de Pruebas - Esta pantalla es usada para evaluar que el controlador de la máquina IO no esté implementado todavía. Configuración de Inspección – La pantalla de configuración de inspección permite al usuario seleccionar qué método de inspección será usado como criterio para la evaluación de partes. Datos de Máquina – La pantalla de datos de máquina le da al usuario la capacidad de acceder a datos del controlador. Estos datos pueden ser usados para ajustar las posiciones de seguimiento de las partes y luego permitir las inspecciones por cámara. Además, está también la selección de cajas, conteo de cajas y ajuste de disparadores en esta sección. C) Pantalla de Exposición El tiempo de exposición es usado para ajustar la intensidad de la imagen. La exposición mínima es de 20 microsegundos, y el tiempo de exposición máxima es de 1000 micro segundos. El mejor tiempo de exposición es la configuración que le da a las características específicas el mayor contraste.
22 Revision Number: LV4000CE-01.01
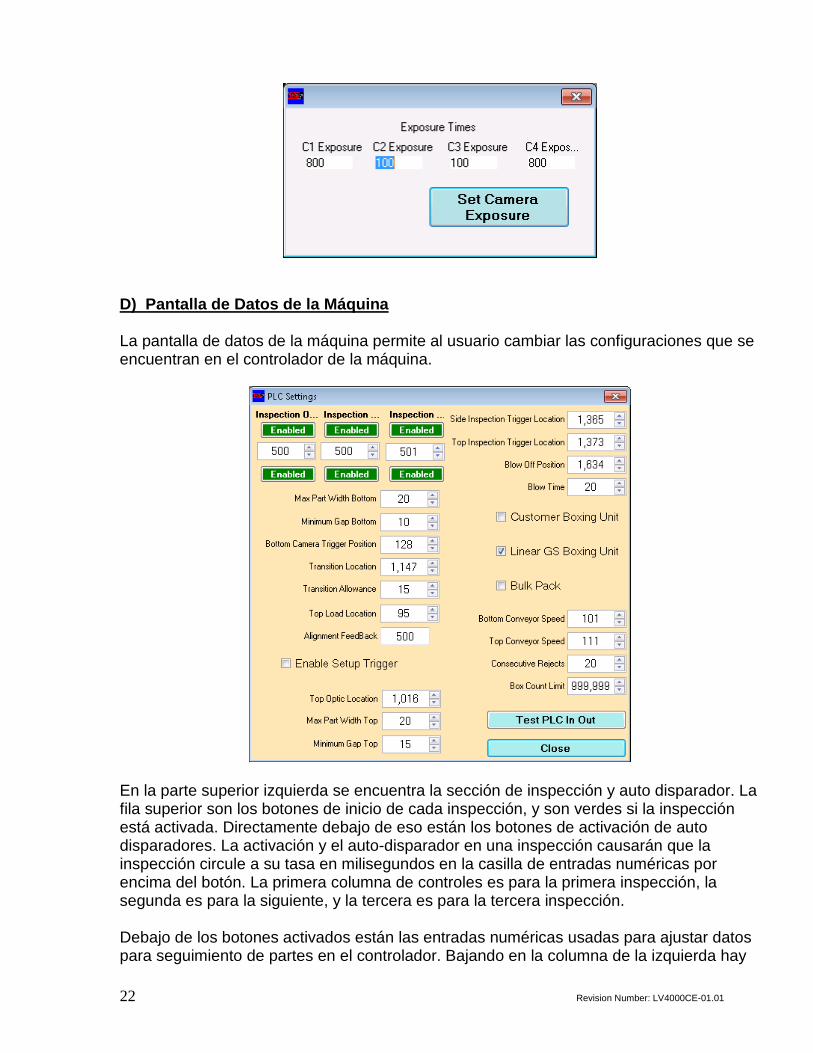
D) Pantalla de Datos de la Máquina La pantalla de datos de la máquina permite al usuario cambiar las configuraciones que se encuentran en el controlador de la máquina.
En la parte superior izquierda se encuentra la sección de inspección y auto disparador. La fila superior son los botones de inicio de cada inspección, y son verdes si la inspección está activada. Directamente debajo de eso están los botones de activación de auto disparadores. La activación y el auto-disparador en una inspección causarán que la inspección circule a su tasa en milisegundos en la casilla de entradas numéricas por encima del botón. La primera columna de controles es para la primera inspección, la segunda es para la siguiente, y la tercera es para la tercera inspección. Debajo de los botones activados están las entradas numéricas usadas para ajustar datos para seguimiento de partes en el controlador. Bajando en la columna de la izquierda hay
Revision Number: LV4000CE-01.01 23
un ajuste de ancho máximo de partes y una brecha de parte mínima para el sistema inferior de cinta transportadora. Junto a eso está la posición de disparador de cámara de base y las configuraciones de ubicación de transiciones. La posición de disparador de cámara de base controla el punto en el cual la parte dispara la primera inspección. La ubicación de transición es el punto en la cinta inferior que la parte transfiere hacia el sistema de cinta transportadora superior. Junto a eso está la configuración de permiso de transición. El permiso de transición representa la cantidad de offset aceptable en esa ubicación de seguimiento de partes cuando la parte hace una transición desde el sistema inferior al superior. El punto lógico de entrada en el sistema superior es ajustado por la ubicación de carga superior. Este ajuste es muy útil para justar cambios en la transición de partes entre el sistema inferior al superior. La alineación entre el sistema inferior y el superior es verificado cuando la parte pasa la óptica del sistema superior. La diferencia entre la ubicación de la parte monitoreada y la ubicación de la parte real es indicado en la lectura de respuesta de la alineación. Continuando, la casilla de verificación de disparador de ajuste enciende una función que ayuda al ajustar la transición y la ubicación superior óptica. Cuando la caja de verificación de ajuste de disparador está marcada, la inspección secundaria se disparará cuando la parte alcance el punto de ajuste de transición y el punto de ajuste de la ubicación óptica superior. Esto le permite a la persona que esté ajustando la máquina poder ver la respuesta visual de los datos. Para ajustar adecuadamente la ubicación de la transición, las luces de la inspección secundaria deben estar sincronizadas con la transición de la parte. Debajo están los puntos de datos asociados con las partes de seguimiento superiores de la cinta transportadora. La configuración de ubicación óptica superior indica en lógica donde la parte debería estar en parte rastreando cuando cruza la óptica superior. Si el rastreador de partes inferior es usado, entonces esta óptica es usada para poner a prueba la transición de partes a través de la máquina, de otro modo es usada como indicadora inicial de la posición de partes. Hay configuraciones separadas para ancho máximo de parte y brecha mínima de parte para el sistema superior. Lo que continua al moverse hacia la parte superior derecha de la pantalla de dato es el sistema de rastreado de partes superior, comenzando con el disparador de inspección lateral seguido de la ubicación del disparador de inspección superior. Ajustando esos valores de cambio está la ubicación que la inspección dispara. Las dos entradas seguidas están asociadas con la limpieza a aire de las partes pasables. La primera es la posición del soplado y la segunda es el tiempo de ciclo de soplado en milisegundos.
24 Revision Number: LV4000CE-01.01
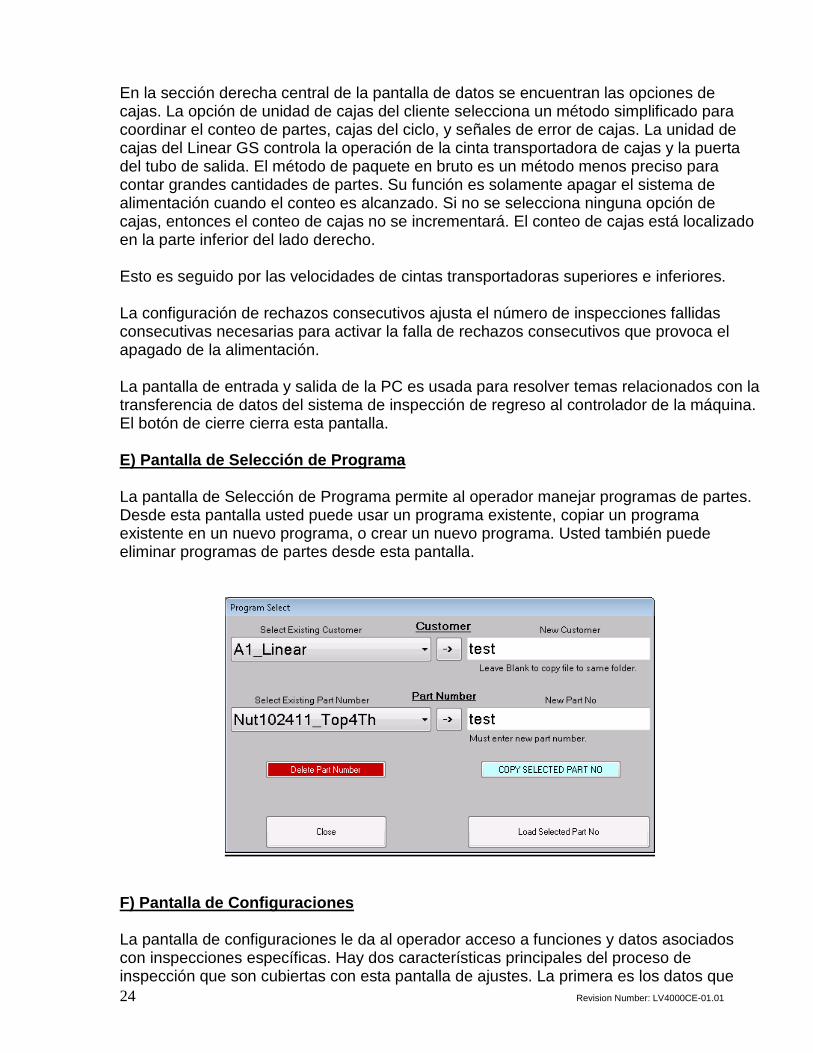
En la sección derecha central de la pantalla de datos se encuentran las opciones de cajas. La opción de unidad de cajas del cliente selecciona un método simplificado para coordinar el conteo de partes, cajas del ciclo, y señales de error de cajas. La unidad de cajas del Linear GS controla la operación de la cinta transportadora de cajas y la puerta del tubo de salida. El método de paquete en bruto es un método menos preciso para contar grandes cantidades de partes. Su función es solamente apagar el sistema de alimentación cuando el conteo es alcanzado. Si no se selecciona ninguna opción de cajas, entonces el conteo de cajas no se incrementará. El conteo de cajas está localizado en la parte inferior del lado derecho. Esto es seguido por las velocidades de cintas transportadoras superiores e inferiores. La configuración de rechazos consecutivos ajusta el número de inspecciones fallidas consecutivas necesarias para activar la falla de rechazos consecutivos que provoca el apagado de la alimentación. La pantalla de entrada y salida de la PC es usada para resolver temas relacionados con la transferencia de datos del sistema de inspección de regreso al controlador de la máquina. El botón de cierre cierra esta pantalla. E) Pantalla de Selección de Programa La pantalla de Selección de Programa permite al operador manejar programas de partes. Desde esta pantalla usted puede usar un programa existente, copiar un programa existente en un nuevo programa, o crear un nuevo programa. Usted también puede eliminar programas de partes desde esta pantalla.
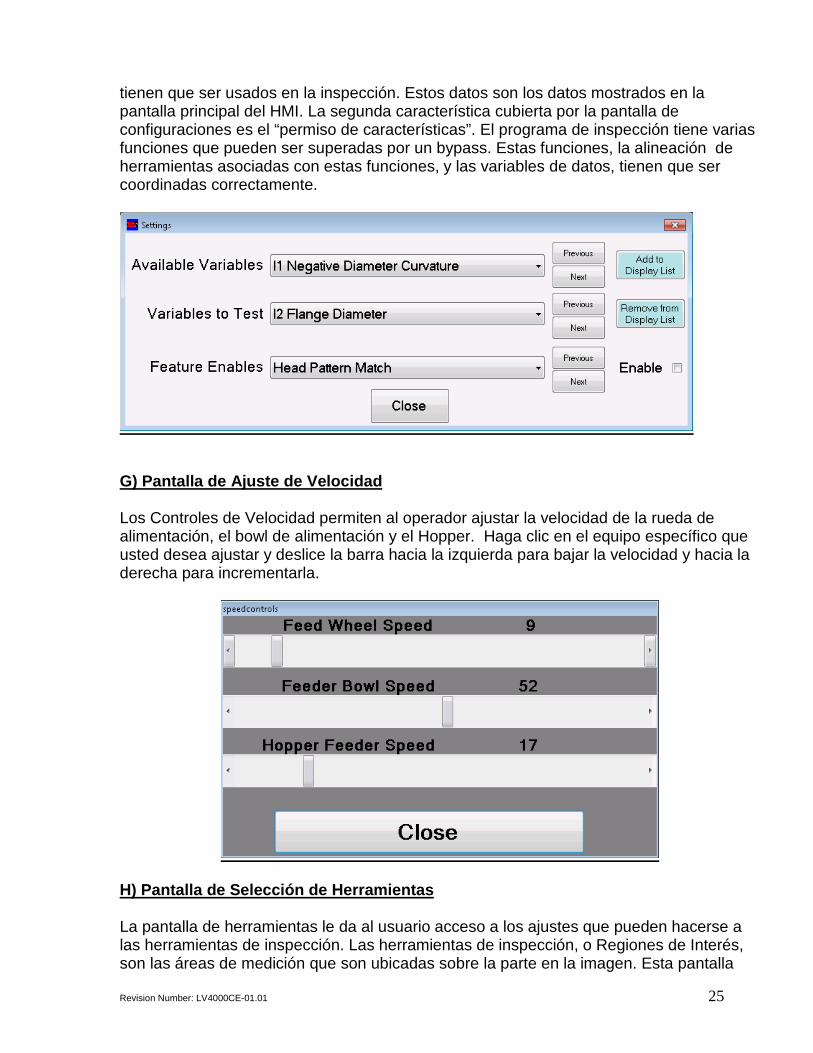
F) Pantalla de Configuraciones La pantalla de configuraciones le da al operador acceso a funciones y datos asociados con inspecciones específicas. Hay dos características principales del proceso de inspección que son cubiertas con esta pantalla de ajustes. La primera es los datos que
Revision Number: LV4000CE-01.01 25
tienen que ser usados en la inspección. Estos datos son los datos mostrados en la pantalla principal del HMI. La segunda característica cubierta por la pantalla de configuraciones es el “permiso de características”. El programa de inspección tiene varias funciones que pueden ser superadas por un bypass. Estas funciones, la alineación de herramientas asociadas con estas funciones, y las variables de datos, tienen que ser coordinadas correctamente.
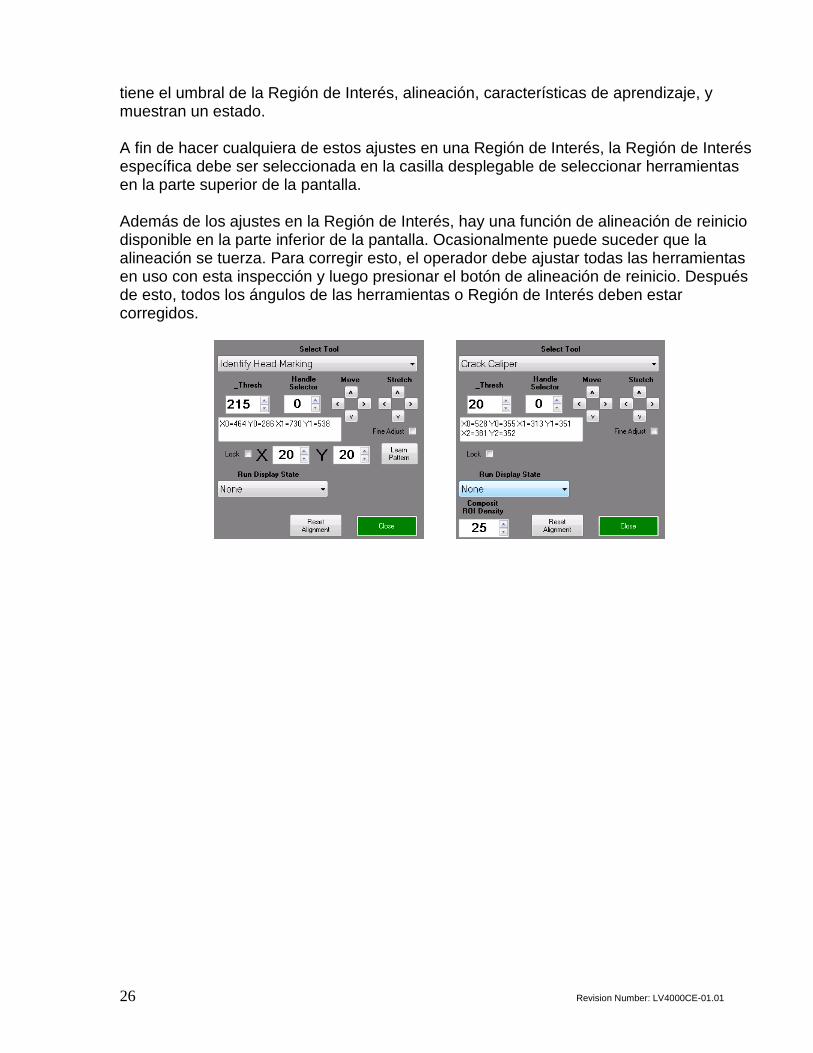
G) Pantalla de Ajuste de Velocidad Los Controles de Velocidad permiten al operador ajustar la velocidad de la rueda de alimentación, el bowl de alimentación y el Hopper. Haga clic en el equipo específico que usted desea ajustar y deslice la barra hacia la izquierda para bajar la velocidad y hacia la derecha para incrementarla.
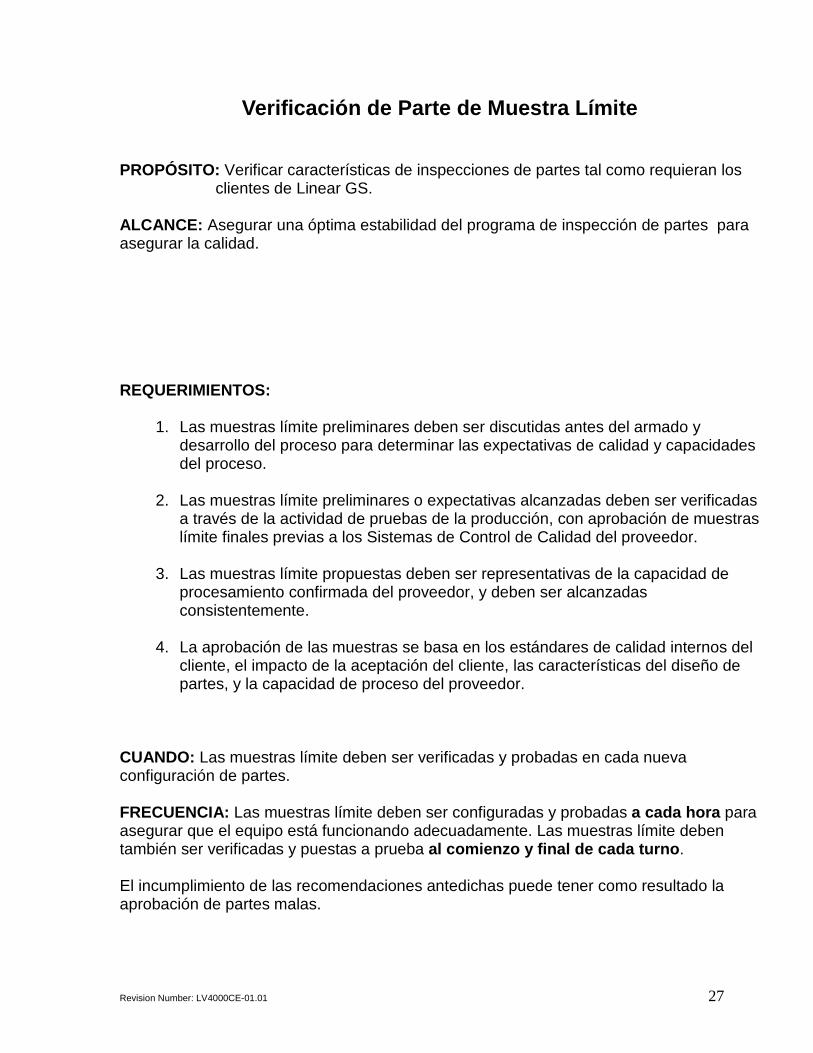
H) Pantalla de Selección de Herramientas La pantalla de herramientas le da al usuario acceso a los ajustes que pueden hacerse a las herramientas de inspección. Las herramientas de inspección, o Regiones de Interés, son las áreas de medición que son ubicadas sobre la parte en la imagen. Esta pantalla
26 Revision Number: LV4000CE-01.01
tiene el umbral de la Región de Interés, alineación, características de aprendizaje, y muestran un estado. A fin de hacer cualquiera de estos ajustes en una Región de Interés, la Región de Interés específica debe ser seleccionada en la casilla desplegable de seleccionar herramientas en la parte superior de la pantalla. Además de los ajustes en la Región de Interés, hay una función de alineación de reinicio disponible en la parte inferior de la pantalla. Ocasionalmente puede suceder que la alineación se tuerza. Para corregir esto, el operador debe ajustar todas las herramientas en uso con esta inspección y luego presionar el botón de alineación de reinicio. Después de esto, todos los ángulos de las herramientas o Región de Interés deben estar corregidos.
Revision Number: LV4000CE-01.01 27
Verificación de Parte de Muestra Límite PROPÓSITO: Verificar características de inspecciones de partes tal como requieran los
clientes de Linear GS. ALCANCE: Asegurar una óptima estabilidad del programa de inspección de partes para asegurar la calidad. REQUERIMIENTOS:
1. Las muestras límite preliminares deben ser discutidas antes del armado y desarrollo del proceso para determinar las expectativas de calidad y capacidades del proceso.
2. Las muestras límite preliminares o expectativas alcanzadas deben ser verificadas a través de la actividad de pruebas de la producción, con aprobación de muestras límite finales previas a los Sistemas de Control de Calidad del proveedor.
3. Las muestras límite propuestas deben ser representativas de la capacidad de
procesamiento confirmada del proveedor, y deben ser alcanzadas consistentemente.
4. La aprobación de las muestras se basa en los estándares de calidad internos del
cliente, el impacto de la aceptación del cliente, las características del diseño de partes, y la capacidad de proceso del proveedor.
CUANDO: Las muestras límite deben ser verificadas y probadas en cada nueva configuración de partes.
FRECUENCIA: Las muestras límite deben ser configuradas y probadas a cada hora para asegurar que el equipo está funcionando adecuadamente. Las muestras límite deben también ser verificadas y puestas a prueba al comienzo y final de cada turno. El incumplimiento de las recomendaciones antedichas puede tener como resultado la aprobación de partes malas.
28 Revision Number: LV4000CE-01.01
Capacidades de la Máquina
Imagen Superior • Roturas perimetrales y abiertas por explosión, roturas abiertas, roturas abiertas
visible en OD, visible por la silueta de la parte, partes paradas sobre su cabeza vistas desde abajo.
• Diámetro; mínimo/máximo/promedio • Ovalidad/Redondez de la cabeza OD • Diámetro hexagonal (sin rebordes) min/max
Imagen Inferior • Relleno de Receso de Impulso/Área faltante • Defectos de Superficie • Roturas e imperfecciones
Costado
• Longitud • Altura de Cabeza • Longitud de Tronco • Diámetro del Hombro: min/max/prom/ángulo y variación • Diámetro de Punto (Piloto) • Información incompleta de punta de tuerca (área) • Roscas
• Diámetro mayor • Mayor Variación • Ángulo de la rosca
• Diámetro menor • Máximo • Promedio
• Coincidencia de la rosca % de ajuste de detección de patrones de roscas rellenas o faltantes
Vista de 90 grados • Cabeza girada; Comparación de vista de lado y promedio de ancho de la cabeza
hexagonal • Rectitud del tornillo, características del tornillo afectan la lectura Resolución del Sistema de Visión Capacidad de Detección hasta 0.0005", dependiendo de la medición
Revision Number: LV4000CE-01.01 29
Configuración de Máquina de Inspección LV4000CE
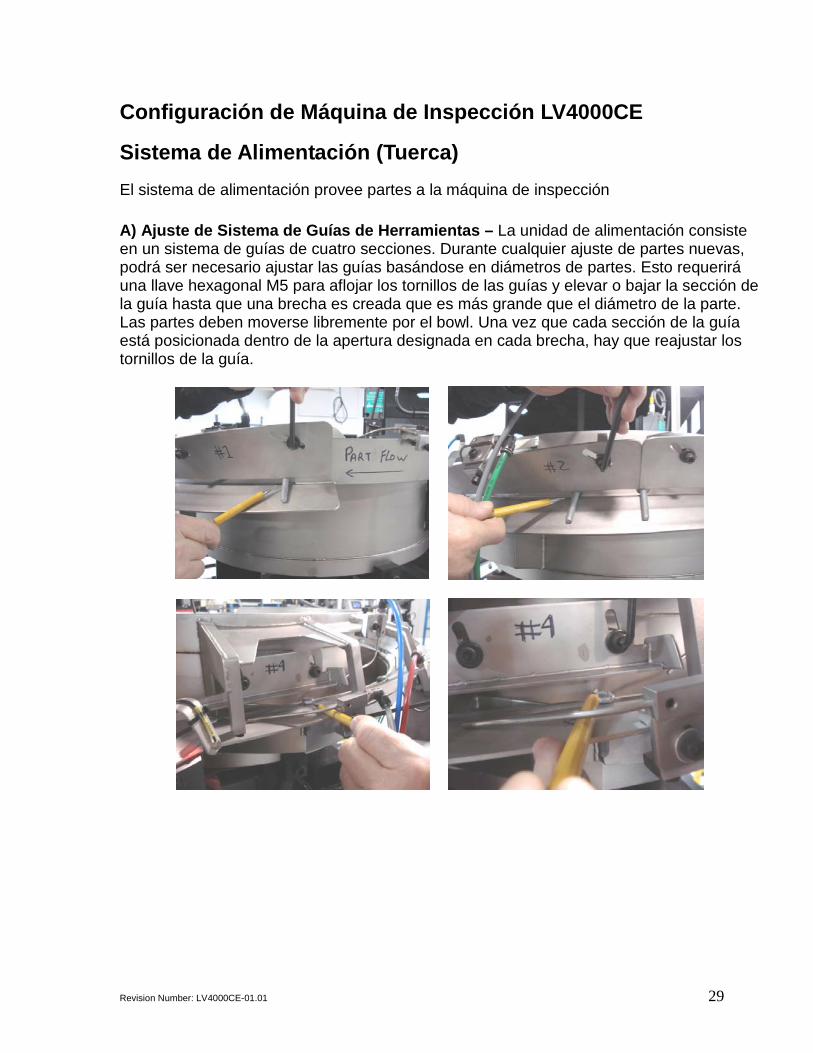
Sistema de Alimentación (Tuerca) El sistema de alimentación provee partes a la máquina de inspección A) Ajuste de Sistema de Guías de Herramientas – La unidad de alimentación consiste en un sistema de guías de cuatro secciones. Durante cualquier ajuste de partes nuevas, podrá ser necesario ajustar las guías basándose en diámetros de partes. Esto requerirá una llave hexagonal M5 para aflojar los tornillos de las guías y elevar o bajar la sección de la guía hasta que una brecha es creada que es más grande que el diámetro de la parte. Las partes deben moverse libremente por el bowl. Una vez que cada sección de la guía está posicionada dentro de la apertura designada en cada brecha, hay que reajustar los tornillos de la guía.
30 Revision Number: LV4000CE-01.01
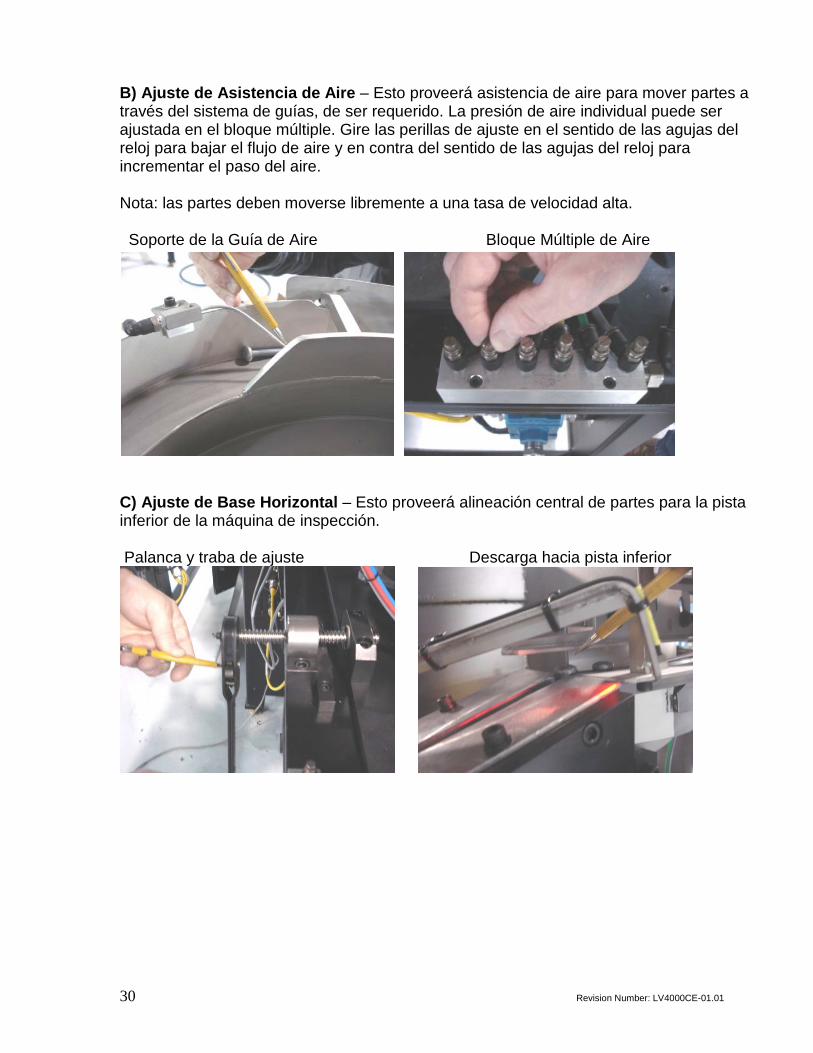
B) Ajuste de Asistencia de Aire – Esto proveerá asistencia de aire para mover partes a través del sistema de guías, de ser requerido. La presión de aire individual puede ser ajustada en el bloque múltiple. Gire las perillas de ajuste en el sentido de las agujas del reloj para bajar el flujo de aire y en contra del sentido de las agujas del reloj para incrementar el paso del aire. Nota: las partes deben moverse libremente a una tasa de velocidad alta. Soporte de la Guía de Aire Bloque Múltiple de Aire
C) Ajuste de Base Horizontal – Esto proveerá alineación central de partes para la pista inferior de la máquina de inspección. Palanca y traba de ajuste Descarga hacia pista inferior

Revision Number: LV4000CE-01.01 31
Sistema Hopper (Opcional) El hopper de partes en bloque provee partes medidas al sistema de alimentación. A) Brazo de Actuación y Ajuste del Interruptor de Límite – Ajustar la barra a aproximadamente ½” desde la base del bowl de alimentación.
B) Actuación y Ajuste de Cierre y Apertura de Puerta – La apertura de la puerta permitirá que las partes fluyan del Hopper a la bandeja. El atrapado en bandeja permitirá que la puerta se mueva hacia arriba o abajo. Nota: A fin de mover la rueda de levante, la palanca de la traba debe estar ya sea hacia adelante o hacia atrás. La palanca de la traba debe estar en posición frontal después de que se haya concretado el ajuste final.
C) Configuración de Control Hopper– Use la pantalla HMI en el monitor para ajustar la velocidad del hopper. Haga clic en la barra deslizante y mueva hacia la izquierda para bajar la velocidad y a la derecha para incrementarla. Esto proveerá partes medidas al sistema de alimentación.
Posición trasera de la palanca de la traba para ajuste cerrado
Posición delantera de la palanca de la traba para ajuste abierto
32 Revision Number: LV4000CE-01.01
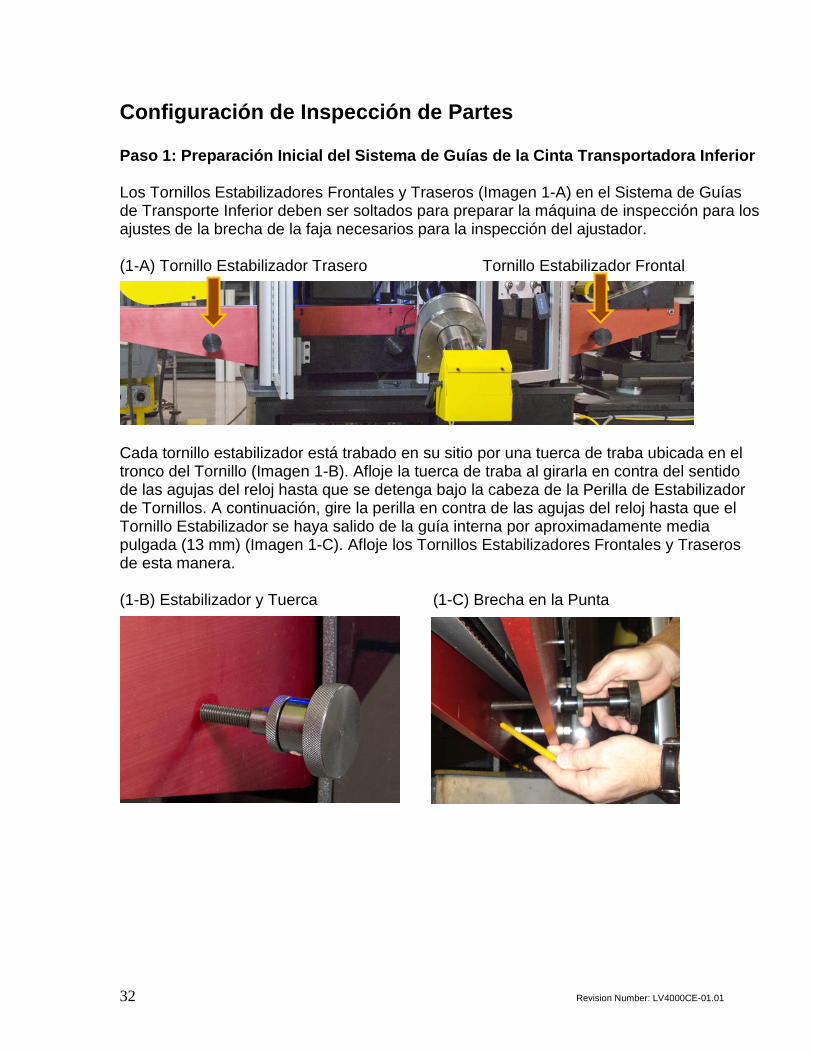
Configuración de Inspección de Partes Paso 1: Preparación Inicial del Sistema de Guías de la Cinta Transportadora Inferior Los Tornillos Estabilizadores Frontales y Traseros (Imagen 1-A) en el Sistema de Guías de Transporte Inferior deben ser soltados para preparar la máquina de inspección para los ajustes de la brecha de la faja necesarios para la inspección del ajustador. (1-A) Tornillo Estabilizador Trasero Tornillo Estabilizador Frontal
Cada tornillo estabilizador está trabado en su sitio por una tuerca de traba ubicada en el tronco del Tornillo (Imagen 1-B). Afloje la tuerca de traba al girarla en contra del sentido de las agujas del reloj hasta que se detenga bajo la cabeza de la Perilla de Estabilizador de Tornillos. A continuación, gire la perilla en contra de las agujas del reloj hasta que el Tornillo Estabilizador se haya salido de la guía interna por aproximadamente media pulgada (13 mm) (Imagen 1-C). Afloje los Tornillos Estabilizadores Frontales y Traseros de esta manera.
(1-B) Estabilizador y Tuerca (1-C) Brecha en la Punta
Revision Number: LV4000CE-01.01 33
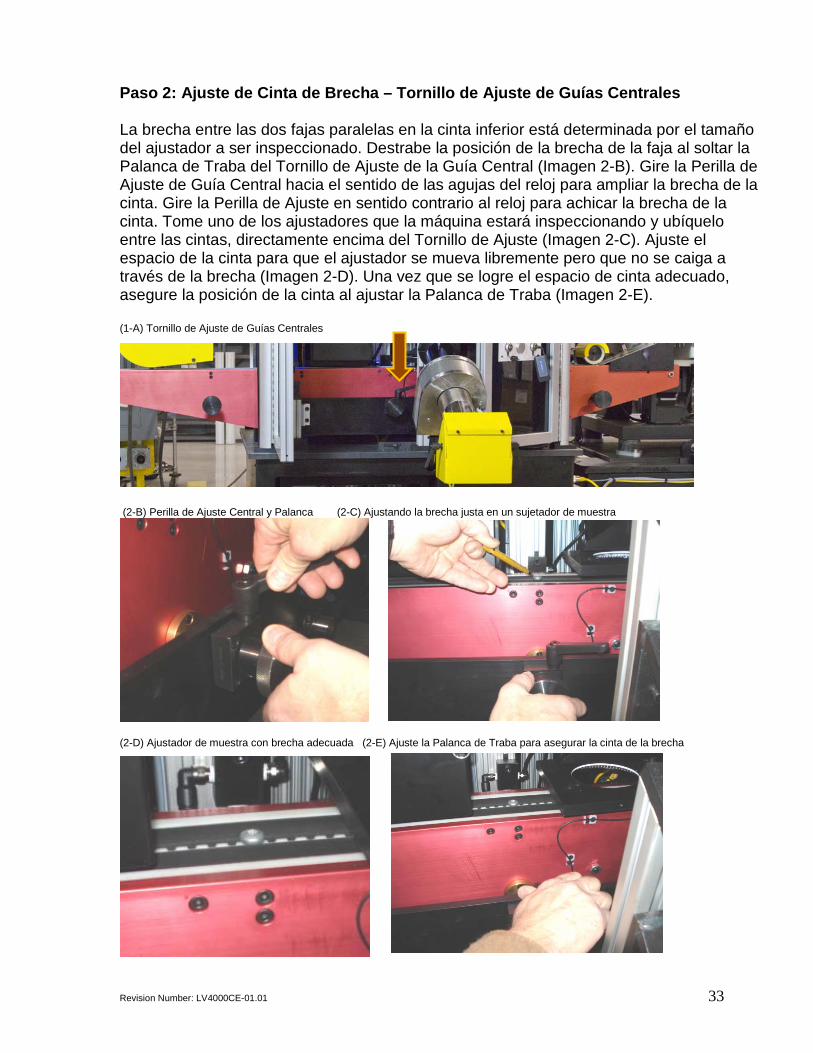
Paso 2: Ajuste de Cinta de Brecha – Tornillo de Ajuste de Guías Centrales La brecha entre las dos fajas paralelas en la cinta inferior está determinada por el tamaño del ajustador a ser inspeccionado. Destrabe la posición de la brecha de la faja al soltar la Palanca de Traba del Tornillo de Ajuste de la Guía Central (Imagen 2-B). Gire la Perilla de Ajuste de Guía Central hacia el sentido de las agujas del reloj para ampliar la brecha de la cinta. Gire la Perilla de Ajuste en sentido contrario al reloj para achicar la brecha de la cinta. Tome uno de los ajustadores que la máquina estará inspeccionando y ubíquelo entre las cintas, directamente encima del Tornillo de Ajuste (Imagen 2-C). Ajuste el espacio de la cinta para que el ajustador se mueva libremente pero que no se caiga a través de la brecha (Imagen 2-D). Una vez que se logre el espacio de cinta adecuado, asegure la posición de la cinta al ajustar la Palanca de Traba (Imagen 2-E). (1-A) Tornillo de Ajuste de Guías Centrales
(2-B) Perilla de Ajuste Central y Palanca (2-C) Ajustando la brecha justa en un sujetador de muestra
(2-D) Ajustador de muestra con brecha adecuada (2-E) Ajuste la Palanca de Traba para asegurar la cinta de la brecha
34 Revision Number: LV4000CE-01.01
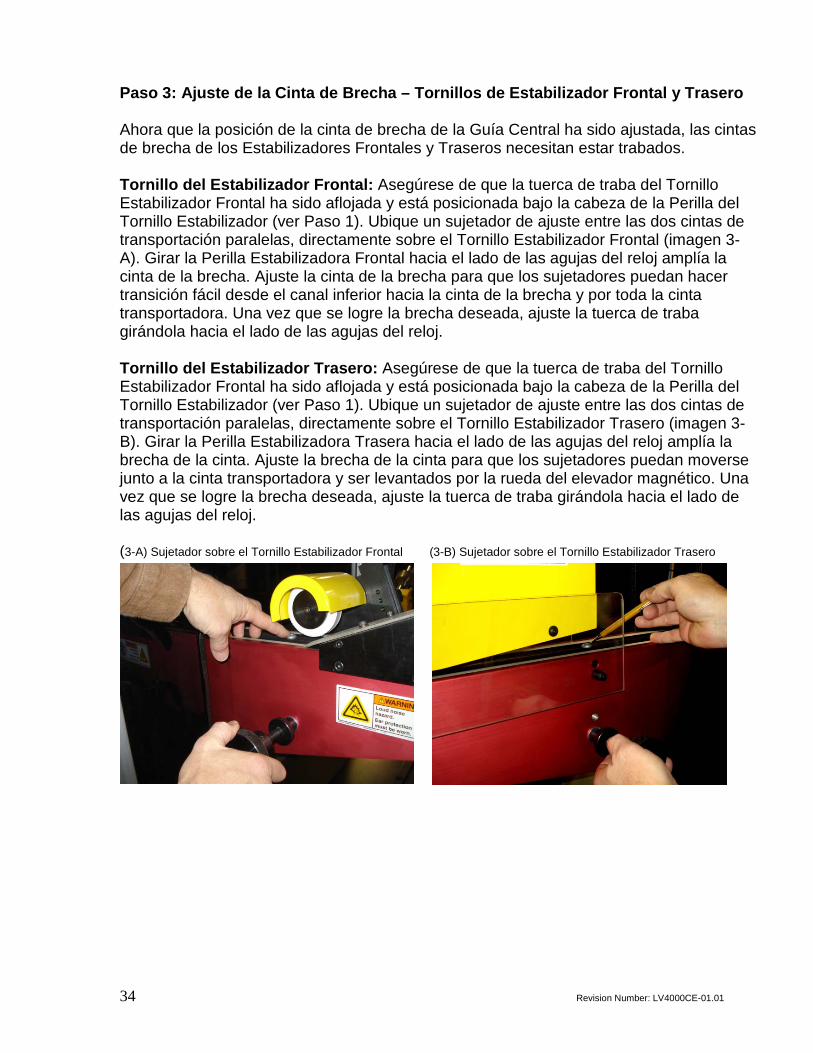
Paso 3: Ajuste de la Cinta de Brecha – Tornillos de Estabilizador Frontal y Trasero Ahora que la posición de la cinta de brecha de la Guía Central ha sido ajustada, las cintas de brecha de los Estabilizadores Frontales y Traseros necesitan estar trabados. Tornillo del Estabilizador Frontal: Asegúrese de que la tuerca de traba del Tornillo Estabilizador Frontal ha sido aflojada y está posicionada bajo la cabeza de la Perilla del Tornillo Estabilizador (ver Paso 1). Ubique un sujetador de ajuste entre las dos cintas de transportación paralelas, directamente sobre el Tornillo Estabilizador Frontal (imagen 3-A). Girar la Perilla Estabilizadora Frontal hacia el lado de las agujas del reloj amplía la cinta de la brecha. Ajuste la cinta de la brecha para que los sujetadores puedan hacer transición fácil desde el canal inferior hacia la cinta de la brecha y por toda la cinta transportadora. Una vez que se logre la brecha deseada, ajuste la tuerca de traba girándola hacia el lado de las agujas del reloj. Tornillo del Estabilizador Trasero: Asegúrese de que la tuerca de traba del Tornillo Estabilizador Frontal ha sido aflojada y está posicionada bajo la cabeza de la Perilla del Tornillo Estabilizador (ver Paso 1). Ubique un sujetador de ajuste entre las dos cintas de transportación paralelas, directamente sobre el Tornillo Estabilizador Trasero (imagen 3-B). Girar la Perilla Estabilizadora Trasera hacia el lado de las agujas del reloj amplía la brecha de la cinta. Ajuste la brecha de la cinta para que los sujetadores puedan moverse junto a la cinta transportadora y ser levantados por la rueda del elevador magnético. Una vez que se logre la brecha deseada, ajuste la tuerca de traba girándola hacia el lado de las agujas del reloj. (3-A) Sujetador sobre el Tornillo Estabilizador Frontal (3-B) Sujetador sobre el Tornillo Estabilizador Trasero
Revision Number: LV4000CE-01.01 35
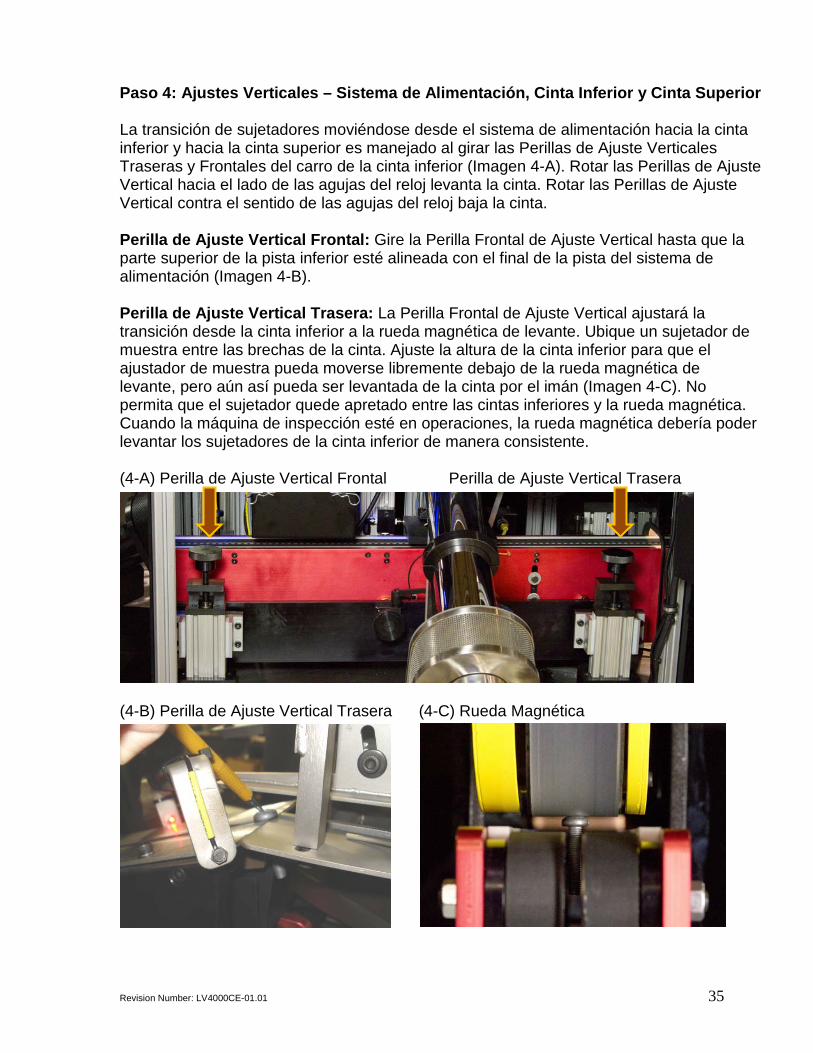
Paso 4: Ajustes Verticales – Sistema de Alimentación, Cinta Inferior y Cinta Superior La transición de sujetadores moviéndose desde el sistema de alimentación hacia la cinta inferior y hacia la cinta superior es manejado al girar las Perillas de Ajuste Verticales Traseras y Frontales del carro de la cinta inferior (Imagen 4-A). Rotar las Perillas de Ajuste Vertical hacia el lado de las agujas del reloj levanta la cinta. Rotar las Perillas de Ajuste Vertical contra el sentido de las agujas del reloj baja la cinta. Perilla de Ajuste Vertical Frontal: Gire la Perilla Frontal de Ajuste Vertical hasta que la parte superior de la pista inferior esté alineada con el final de la pista del sistema de alimentación (Imagen 4-B). Perilla de Ajuste Vertical Trasera: La Perilla Frontal de Ajuste Vertical ajustará la transición desde la cinta inferior a la rueda magnética de levante. Ubique un sujetador de muestra entre las brechas de la cinta. Ajuste la altura de la cinta inferior para que el ajustador de muestra pueda moverse libremente debajo de la rueda magnética de levante, pero aún así pueda ser levantada de la cinta por el imán (Imagen 4-C). No permita que el sujetador quede apretado entre las cintas inferiores y la rueda magnética. Cuando la máquina de inspección esté en operaciones, la rueda magnética debería poder levantar los sujetadores de la cinta inferior de manera consistente. (4-A) Perilla de Ajuste Vertical Frontal Perilla de Ajuste Vertical Trasera
(4-B) Perilla de Ajuste Vertical Trasera (4-C) Rueda Magnética

36 Revision Number: LV4000CE-01.01
Paso 5: Rueda de Alimentación, Sistema de Alimentación e Interruptor de Nivel Alto Rueda de Alimentación Ajuste la palanca para aflojar la rueda de alimentación. Posicione verticalmente la rueda de alimentación para que haga contacto con la cabeza de cada sujetador que pase, y empújela hacia adelante hacia la cinta dividida (Imagen 5-A, 5-B). (5-A) Ajustando la Rueda de Alimentación (5-B)
Interruptor de Nivel Alto El Interruptor de Nivel Alto provee una característica de ciclos con el sistema de alimentación que evita que los sujetadores se sobrecarguen en la parte alta de la pista inferior. Un brazo que contiene un sensor laser está posicionado cerca de la parte superior de la pista. Si el sensor detecta la presencia de un sujetador, el sistema de alimentación no enviará otro sujetador (Imagen 5-C). Si no se detecta un sujetador, el sistema de alimentación continuará alimentando sujetadores hacia abajo por la pista. Ajuste la altura del brazo para que el rayo del sensor cruce la cabeza del sujetador que está esperando ser inspeccionado (Imagen 5-D). Reajuste la palanca una vez que haya alcanzado la altura deseada para el sensor. (5-C) Sensor Detectando Sujetador (5-D) Ajustando el Brazo del Sensor
Revision Number: LV4000CE-01.01 37
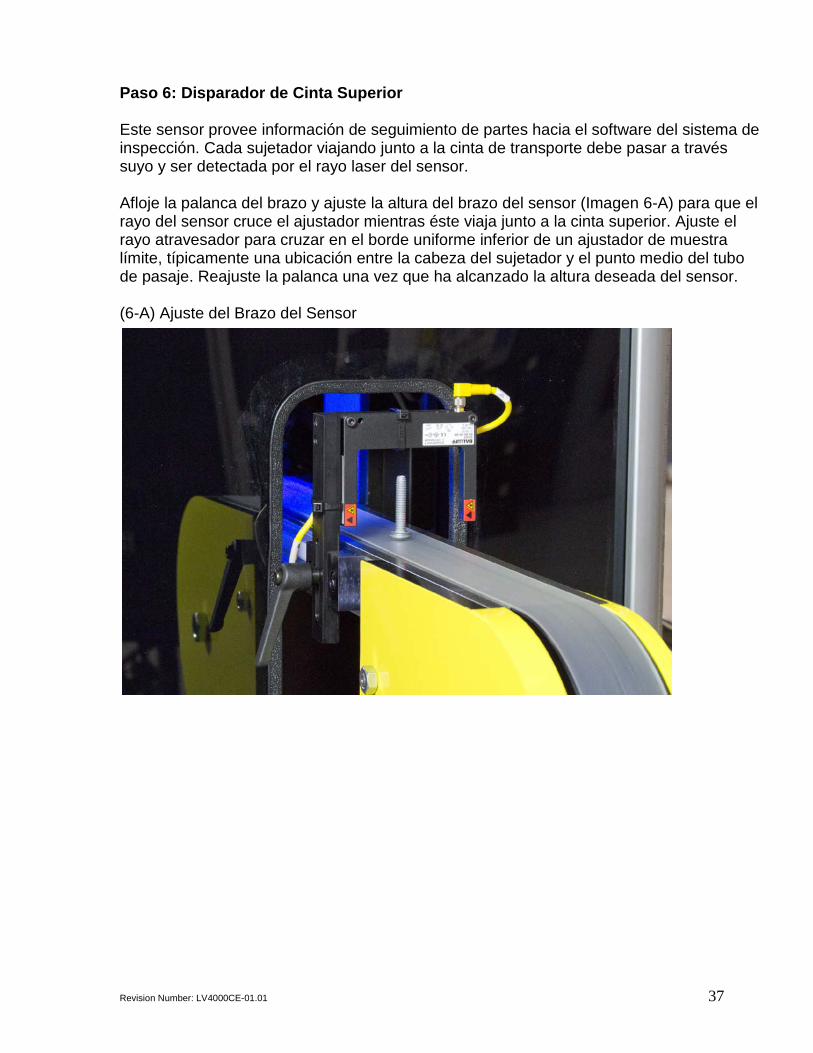
Paso 6: Disparador de Cinta Superior Este sensor provee información de seguimiento de partes hacia el software del sistema de inspección. Cada sujetador viajando junto a la cinta de transporte debe pasar a través suyo y ser detectada por el rayo laser del sensor. Afloje la palanca del brazo y ajuste la altura del brazo del sensor (Imagen 6-A) para que el rayo del sensor cruce el ajustador mientras éste viaja junto a la cinta superior. Ajuste el rayo atravesador para cruzar en el borde uniforme inferior de un ajustador de muestra límite, típicamente una ubicación entre la cabeza del sujetador y el punto medio del tubo de pasaje. Reajuste la palanca una vez que ha alcanzado la altura deseada del sensor. (6-A) Ajuste del Brazo del Sensor

38 Revision Number: LV4000CE-01.01
Paso 7: Válvula de Soplado de Partes Pasables La Boquilla de la Válvula lanza una corriente de aire sobre un sujetador pasable (bueno) a fin de sacarlo a soplidos de la cinta transportadora y enviarlo hacia el tubo de salida de partes buenas. La ubicación objetiva de la corriente de aire depende de la altura y peso del sujetador siendo inspeccionado. Idealmente, la corriente de aire debería golpear el sujetador en una ubicación entre la cabeza del sujetador y el punto medio del tubo. Golpear el sujetador demasiado alto o demasiado bajo causará que el sujetador caiga del tubo. Modifique la posición vertical de la boquilla de la válvula desajustando la palanca de ajuste detrás de la boquilla y deslizando la boquilla de la válvula (Imagen 7-A). Una vez que la boquilla está en la posición deseada, reajuste la palanca de ajustes. La Válvula de Control de Flujo de Aire (Imagen 7-B) ajusta la presión necesaria para soplar un sujetador pasable (bueno) hacia la cinta y luego hacia el tubo de salida de partes buenas. La presión de aire en la válvula de control de flujo de aire necesitará ser ajustada en base al peso y altura del sujetador siendo inspeccionado. Para bajar el nivel de presión de aire, gire la válvula hacia el lado de las agujas del reloj. Para incrementar la presión de aire, gire la válvula en contra de las agujas del reloj. (7-A) La Boquilla de la Válvula
(7-B) La Válvula de Control de Flujo de Aire
Revision Number: LV4000CE-01.01 39
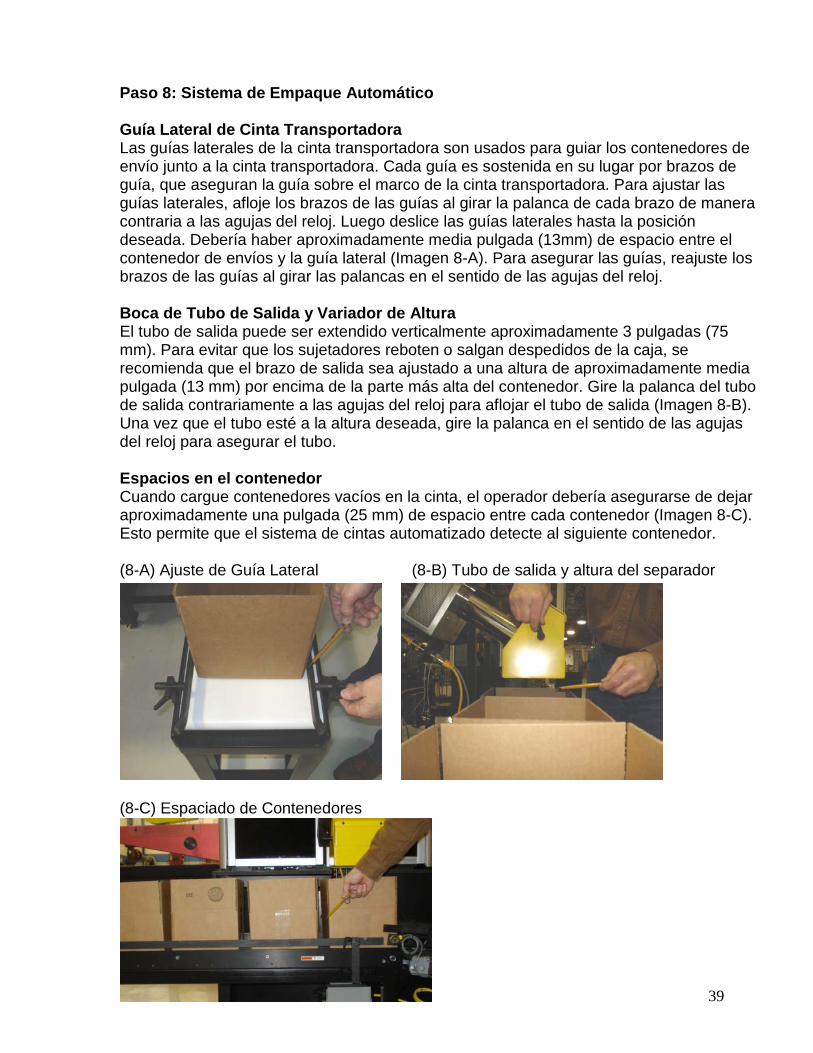
Paso 8: Sistema de Empaque Automático Guía Lateral de Cinta Transportadora Las guías laterales de la cinta transportadora son usados para guiar los contenedores de envío junto a la cinta transportadora. Cada guía es sostenida en su lugar por brazos de guía, que aseguran la guía sobre el marco de la cinta transportadora. Para ajustar las guías laterales, afloje los brazos de las guías al girar la palanca de cada brazo de manera contraria a las agujas del reloj. Luego deslice las guías laterales hasta la posición deseada. Debería haber aproximadamente media pulgada (13mm) de espacio entre el contenedor de envíos y la guía lateral (Imagen 8-A). Para asegurar las guías, reajuste los brazos de las guías al girar las palancas en el sentido de las agujas del reloj. Boca de Tubo de Salida y Variador de Altura El tubo de salida puede ser extendido verticalmente aproximadamente 3 pulgadas (75 mm). Para evitar que los sujetadores reboten o salgan despedidos de la caja, se recomienda que el brazo de salida sea ajustado a una altura de aproximadamente media pulgada (13 mm) por encima de la parte más alta del contenedor. Gire la palanca del tubo de salida contrariamente a las agujas del reloj para aflojar el tubo de salida (Imagen 8-B). Una vez que el tubo esté a la altura deseada, gire la palanca en el sentido de las agujas del reloj para asegurar el tubo. Espacios en el contenedor Cuando cargue contenedores vacíos en la cinta, el operador debería asegurarse de dejar aproximadamente una pulgada (25 mm) de espacio entre cada contenedor (Imagen 8-C). Esto permite que el sistema de cintas automatizado detecte al siguiente contenedor. (8-A) Ajuste de Guía Lateral (8-B) Tubo de salida y altura del separador
(8-C) Espaciado de Contenedores
40 Revision Number: LV4000CE-01.01
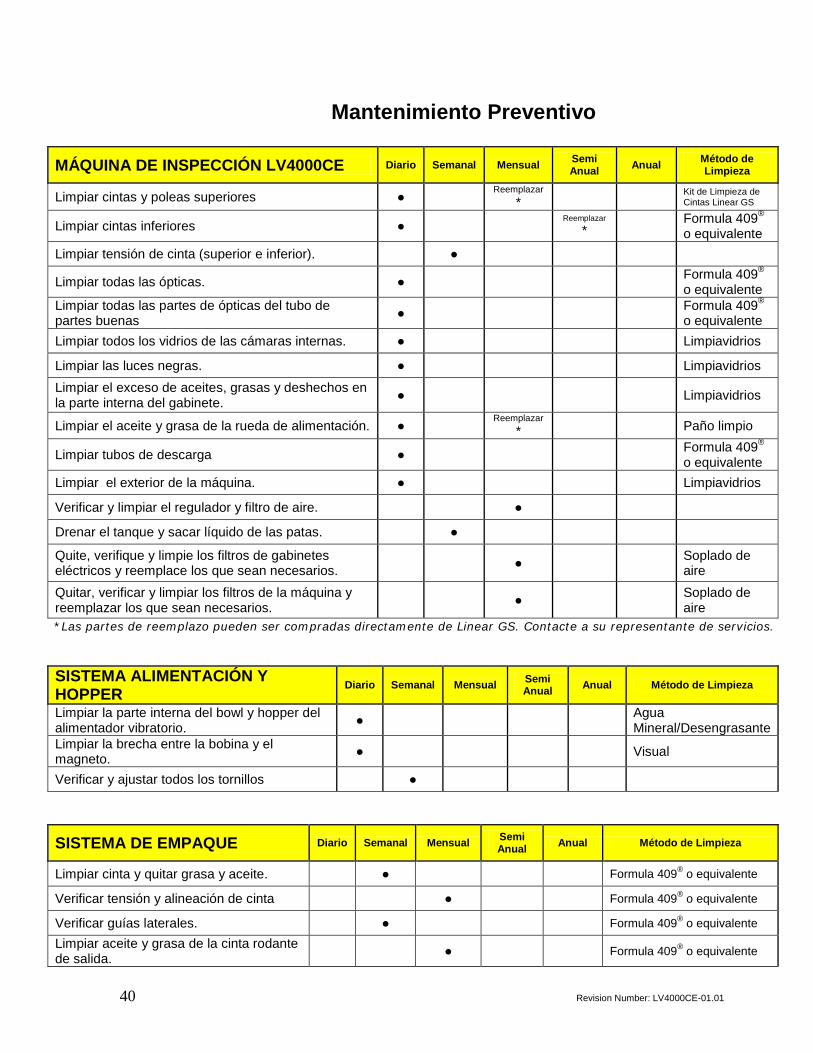
Mantenimiento Preventivo
MÁQUINA DE INSPECCIÓN LV4000CE Diario Semanal Mensual Semi Anual Anual Método de
Limpieza
Limpiar cintas y poleas superiores ● Reemplazar
* Kit de Limpieza de Cintas Linear GS
Limpiar cintas inferiores ● Reemplazar
* Formula 409® o equivalente
Limpiar tensión de cinta (superior e inferior). ●
Limpiar todas las ópticas. ● Formula 409® o equivalente
Limpiar todas las partes de ópticas del tubo de partes buenas ● Formula 409®
o equivalente Limpiar todos los vidrios de las cámaras internas. ● Limpiavidrios
Limpiar las luces negras. ● Limpiavidrios Limpiar el exceso de aceites, grasas y deshechos en la parte interna del gabinete. ● Limpiavidrios
Limpiar el aceite y grasa de la rueda de alimentación. ● Reemplazar
* Paño limpio
Limpiar tubos de descarga ● Formula 409® o equivalente
Limpiar el exterior de la máquina. ● Limpiavidrios
Verificar y limpiar el regulador y filtro de aire. ●
Drenar el tanque y sacar líquido de las patas. ●
Quite, verifique y limpie los filtros de gabinetes eléctricos y reemplace los que sean necesarios. ● Soplado de
aire Quitar, verificar y limpiar los filtros de la máquina y reemplazar los que sean necesarios. ● Soplado de
aire *Las partes de reemplazo pueden ser compradas directamente de Linear GS. Contacte a su representante de servicios.
SISTEMA ALIMENTACIÓN Y HOPPER
Diario Semanal Mensual Semi Anual Anual Método de Limpieza
Limpiar la parte interna del bowl y hopper del alimentador vibratorio. ● Agua
Mineral/Desengrasante Limpiar la brecha entre la bobina y el magneto. ● Visual
Verificar y ajustar todos los tornillos ●
SISTEMA DE EMPAQUE Diario Semanal Mensual Semi Anual Anual Método de Limpieza
Limpiar cinta y quitar grasa y aceite. ● Formula 409® o equivalente
Verificar tensión y alineación de cinta ● Formula 409® o equivalente
Verificar guías laterales. ● Formula 409® o equivalente Limpiar aceite y grasa de la cinta rodante de salida. ● Formula 409® o equivalente
Revision Number: LV4000CE-01.01 41
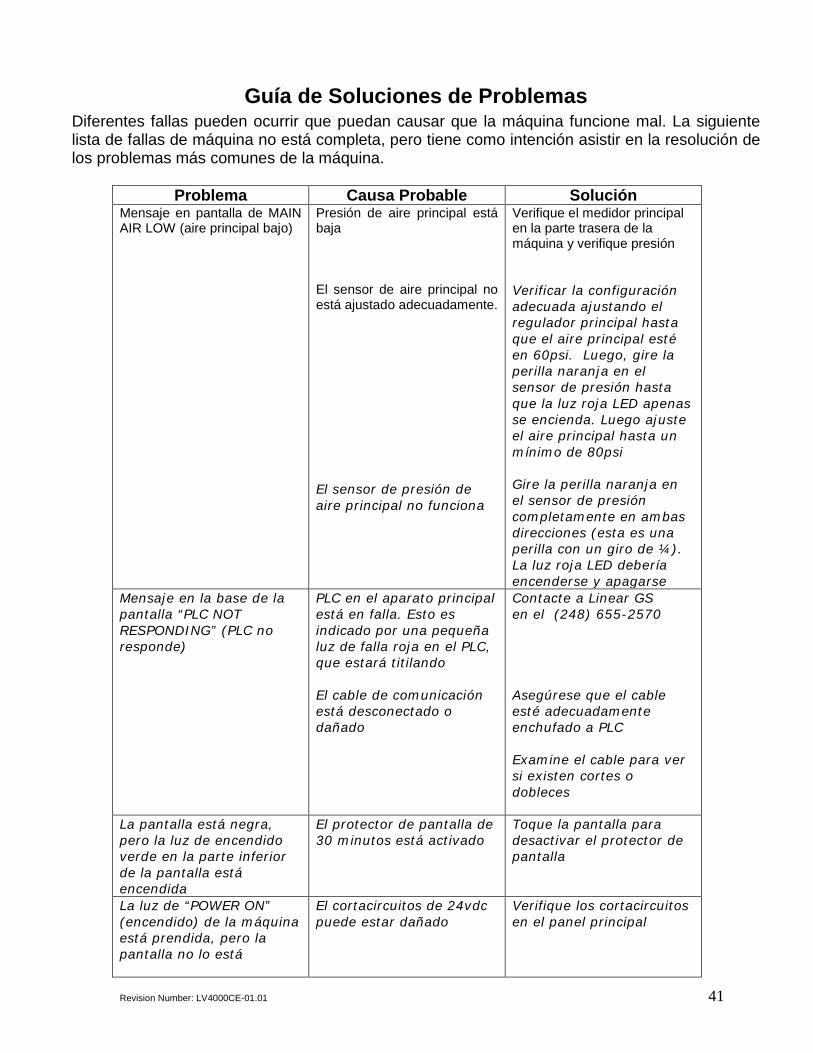
Guía de Soluciones de Problemas Diferentes fallas pueden ocurrir que puedan causar que la máquina funcione mal. La siguiente lista de fallas de máquina no está completa, pero tiene como intención asistir en la resolución de los problemas más comunes de la máquina.
Problema Causa Probable Solución Mensaje en pantalla de MAIN AIR LOW (aire principal bajo)
Presión de aire principal está baja El sensor de aire principal no está ajustado adecuadamente. El sensor de presión de aire principal no funciona
Verifique el medidor principal en la parte trasera de la máquina y verifique presión Verificar la configuración adecuada ajustando el regulador principal hasta que el aire principal esté en 60psi. Luego, gire la perilla naranja en el sensor de presión hasta que la luz roja LED apenas se encienda. Luego ajuste el aire principal hasta un mínimo de 80psi Gire la perilla naranja en el sensor de presión completamente en ambas direcciones (esta es una perilla con un giro de ¼). La luz roja LED debería encenderse y apagarse
Mensaje en la base de la pantalla “PLC NOT RESPONDING” (PLC no responde)
PLC en el aparato principal está en falla. Esto es indicado por una pequeña luz de falla roja en el PLC, que estará titilando El cable de comunicación está desconectado o dañado
Contacte a Linear GS en el (248) 655-2570 Asegúrese que el cable esté adecuadamente enchufado a PLC Examine el cable para ver si existen cortes o dobleces
La pantalla está negra, pero la luz de encendido verde en la parte inferior de la pantalla está encendida
El protector de pantalla de 30 minutos está activado
Toque la pantalla para desactivar el protector de pantalla
La luz de “POWER ON” (encendido) de la máquina está prendida, pero la pantalla no lo está
El cortacircuitos de 24vdc puede estar dañado
Verifique los cortacircuitos en el panel principal
42 Revision Number: LV4000CE-01.01
Desarmado Final 1) Desconecte de las fuentes de energía (electricidad, aire comprimido). 2) Apague la desconexión eléctrica principal y valide la orden de NO (0) voltaje
por cada LV4000CE-03. 3) Cierre e identifique todas las Fuentes de energía (eléctricas y de aire
comprimido). Ref ANSI Z244-1-1982 Lock Out Tag Out of Energy Sources. 4) Quite el aparato eléctrico y elimínelo adecuadamente según las regulaciones
locales. 5) Quite los metales preciosos y elimínelos adecuadamente según las
regulaciones locales. 6) Quite las coberturas magnéticas y elimínelas adecuadamente según las
regulaciones locales.
Las instalaciones eléctricas y los desarmados deben ser realizados por electricistas calificados y deben cumplir con los códigos de seguridad aplicables.
Revision Number: LV4000CE-01.01 43
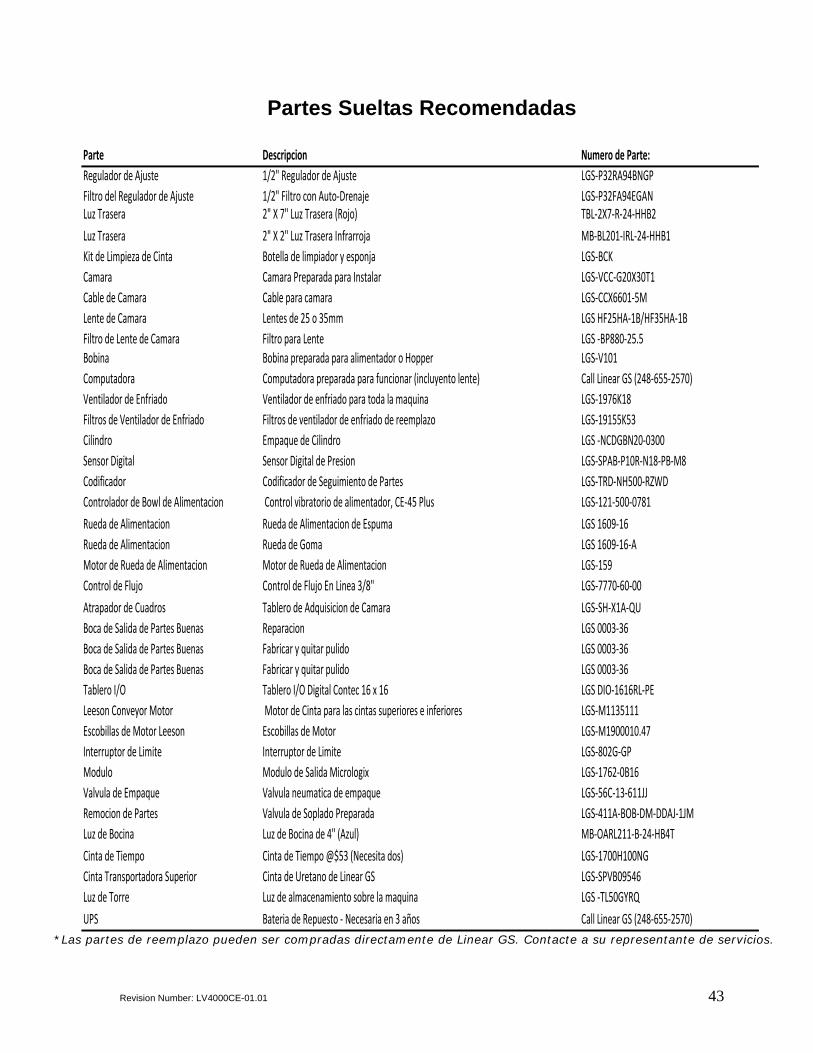
Partes Sueltas Recomendadas
Parte Descripcion Numero de Parte:Regulador de Ajuste 1/2" Regulador de Ajuste LGS-P32RA94BNGPFiltro del Regulador de Ajuste 1/2" Filtro con Auto-Drenaje LGS-P32FA94EGANLuz Trasera 2" X 7" Luz Trasera (Rojo) TBL-2X7-R-24-HHB2Luz Trasera 2" X 2" Luz Trasera Infrarroja MB-BL201-IRL-24-HHB1Kit de Limpieza de Cinta Botella de limpiador y esponja LGS-BCKCamara Camara Preparada para Instalar LGS-VCC-G20X30T1Cable de Camara Cable para camara LGS-CCX6601-5MLente de Camara Lentes de 25 o 35mm LGS HF25HA-1B/HF35HA-1BFiltro de Lente de Camara Filtro para Lente LGS -BP880-25.5Bobina Bobina preparada para alimentador o Hopper LGS-V101Computadora Computadora preparada para funcionar (incluyento lente) Call Linear GS (248-655-2570)Ventilador de Enfriado Ventilador de enfriado para toda la maquina LGS-1976K18Filtros de Ventilador de Enfriado Filtros de ventilador de enfriado de reemplazo LGS-19155K53Cilindro Empaque de Cilindro LGS -NCDGBN20-0300Sensor Digital Sensor Digital de Presion LGS-SPAB-P10R-N18-PB-M8Codificador Codificador de Seguimiento de Partes LGS-TRD-NH500-RZWDControlador de Bowl de Alimentacion Control vibratorio de alimentador, CE-45 Plus LGS-121-500-0781Rueda de Alimentacion Rueda de Alimentacion de Espuma LGS 1609-16Rueda de Alimentacion Rueda de Goma LGS 1609-16-AMotor de Rueda de Alimentacion Motor de Rueda de Alimentacion LGS-159Control de Flujo Control de Flujo En Linea 3/8" LGS-7770-60-00Atrapador de Cuadros Tablero de Adquisicion de Camara LGS-SH-X1A-QUBoca de Salida de Partes Buenas Reparacion LGS 0003-36Boca de Salida de Partes Buenas Fabricar y quitar pulido LGS 0003-36Boca de Salida de Partes Buenas Fabricar y quitar pulido LGS 0003-36Tablero I/O Tablero I/O Digital Contec 16 x 16 LGS DIO-1616RL-PELeeson Conveyor Motor Motor de Cinta para las cintas superiores e inferiores LGS-M1135111Escobillas de Motor Leeson Escobillas de Motor LGS-M1900010.47Interruptor de Limite Interruptor de Limite LGS-802G-GPModulo Modulo de Salida Micrologix LGS-1762-0B16Valvula de Empaque Valvula neumatica de empaque LGS-56C-13-611JJRemocion de Partes Valvula de Soplado Preparada LGS-411A-BOB-DM-DDAJ-1JMLuz de Bocina Luz de Bocina de 4" (Azul) MB-OARL211-B-24-HB4TCinta de Tiempo Cinta de Tiempo @$53 (Necesita dos) LGS-1700H100NGCinta Transportadora Superior Cinta de Uretano de Linear GS LGS-SPVB09546Luz de Torre Luz de almacenamiento sobre la maquina LGS -TL50GYRQUPS Bateria de Repuesto - Necesaria en 3 años Call Linear GS (248-655-2570)
*Las partes de reemplazo pueden ser compradas directamente de Linear GS. Contacte a su representante de servicios.
44 Revision Number: LV4000CE-01.01
Garantía LINEAR GS garantiza que el equipo y cualquiera de los servicios provistos están libres de defectos en materiales y mano de obra bajo un uso normal y recomendado, y que el equipo cumplirá con las especificaciones publicadas de LINEAR GS, o de ser aplicable, las especificaciones de compradores aceptadas por LINEAR GS en un documento por separado. La obligación de LINEAR GS bajo esta garantía debe ser limitado a proveer servicios de reemplazo o partes de reemplazo a cualquier equipo o servicio defectuoso, o reemplazar el equipo complete si el reemplazo de ciertas partes no resuelve el defecto, o reparar el equipo, o devolver el importe o dar crédito al comprador con un monto igual al precio de compra del equipo o servicio que haya resultado defectuoso, cada uno de estos a elección de LINEAR GS, sin importar si dichos reclamos son por rompimiento de garantía, rompimiento de contrato, o negligencia. El equipo (o partes) debe ser retornado a LINEAR GS, a costa del Comprador, incluyendo costos de transporte y manejo, y la labor de reparación, por parte de LINEAR GS, no tendrá costo adicional. Esta garantía se extenderá por seis (6) meses desde la fecha de compra original por parte del comprador original solamente, y se aplicará solamente a aquellas partes o equipos o servicios que tras un estudio por parte de LINEAR GS determinan a su satisfacción que las partes o equipos o servicios en cuestión eran de hecho defectuosos. ESTA GARANTÍA ES REALIZADA EXPRESAMENTE EN LUGAR DE TODAS LAS OTRAS GARANTÍAS EXPRESADAS O IMPLÍCITAS INCLUYENDO LAS GARANTÍAS DE MERCADEO Y PROPIEDAD DE UN PROPÓSITO O USO EN PARTICULAR Y DE TODAS LAS DEMÁS OBLIGACIONES O RESPONSABILIDADES DE PARTE DE LINEAR GS. ESTA GARANTÍA NO SE APLICARÁ A NINGUNA PARTE QUE HAYA SIDO SUJETO DE ACCIDENTES, NEGLIGENCIAS, ALTERACIONES, ABUSOS O MALOS USOS O QUE HAYA SIDO PROVISTA POR UN TERCERO. LINEAR GS NO HACE NINGUNA GARANTÍA RESPECTO A ACCESORIOS O PARTES O COMPONENTES NO PROVISTOS POR LINEAR GS. Más allá de lo antedicho, cualquier parte comprada por LINEAR GS de parte de sus proveedores solamente llevará la garantía específica del proveedor, siendo transferible al Comprador. Ninguna representación o garantía, explícita o implícita, realizada por cualquier representante de ventas o cualquier otro agente o representante de LINEAR GS, que no esté específicamente expresada aquí, deberá ser vinculante sobre LINEAR GS. El Comprador reconoce que ha inspeccionado el equipo y lo acepta en su condición actual. El Comprador acuerda indemnizar y no culpar a LINEAR GS de cualquier y todos los reclamos, costos, responsabilidades o expensas (incluyendo honorarios legales) relacionados o como consecuencia del uso, operación, transporte, diseño y construcción del equipo, incluyendo reclamos buscando daños por lesiones personales o daños a la propiedad, ya sean concretos en contratos o responsabilidad estricta. El comprador asume aquí todos los riesgos relacionados.