-
8/18/2019 Tarea MoERSGFFDdelo Avance2
1/16
1
“Año de la Diversificación Productiva y del Fortalecimientode la
Educación"
CURSO DE MEJORA DE MÉTODOS DE TRABAJO 1
TAREA:
“MEJORA DEL PROCESO DE FABRICACIÓN DE PIEZASPARA
MÁQUINAS”
NOMBRES Y APELLIDOS DEL PARTICIPANTE:
NOMBRES Y APELLIDOS DEL TUTOR:
CENTRO DE FORMACIÓN:
DIRECCIÓN ELECTRÓNICA:
Lima, Perú
2015
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
2/16
2
2. PRESENTACION E IDENTIFICACION DE LA EMPRESA DONDE LABORO
Mi nombre es …………………….; actualmente soy estudiante de SENATI en
la
especialidad de Mecánico de máquinas y Herramientas (Metal
Mecánica); la
cual estoy cursando el 5TO ciclo. Trabajo en un taller
llamado
……………………..
El taller ……………………………….es una empresa que realiza trabajos
de
piezas y/o repuestos para maquinas, requeridas por el cliente;
pero
principalmente una de las labores de más producción que está
realiza es la
fabricación de Máquinas Madereras.
Donde contamos con las siguientes máquinas de producción para
la
elaboración de los trabajos:
Torno
Cepillo
Esmeril
2 Amoladoras
2 Máquinas de soldar
1 Taladro
1 Taladro manual chico1 Maquina para pintar (Soplete)
1Rectificadora
3. FUNDAMENTOS DE LA MEJORA
Las operaciones que realizo con más frecuencia son la de
tornear, soldar y
cepillar; donde mayormente trabajamos con piezas de fierros T37
y para lo que
es soldadura usamos punto azul.
AREA DE TORNO (fabricación de piezas):
El torno se encuentra en el taller con la función de fabricar
piezas, desde mi
punto de vista es muy importante que no demoren tanto en pasar
los planos
con las medidas y el material para fabricar una pieza; otra
observación es que
el motor no funciona bien, debería hacerse un cambio de motor
para poder
obtener una mayor producción y/o avance. Me percate de eso
porque en aquel
torno solo se puede devastar hasta 6-7mm ya que el motor a
perdido potencia
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
3/16
3
(fuerza); si se logra reemplazar esta por una con
mayor potencia se podría
lograr devastar hasta 10mm dando así una mayor rapidez y aumente
la
productividad con la elaboración de cada producto.
OBJETIVO DEL TRABAJO
El objetivo principal es reducir tiempos innecesarios que
alteran y tardan la
productividad; la meta es corregir y/o descartar fallas de
manera que esta logre
incrementar la producción de cada proceso o actividad que se
realiza.
4. APLICACIÓN DEL ESTUDIO DE MÉTODOS
Etapa 1 Seleccionar :
La empresa ofrece productos para repuestos de máquinas y también
ofrece
maquinas fabricadas según el cliente requiera para su empresa,
el taller ofrece
servicios a distintas partes de lima y del Perú (provincia) pero
últimamente su
nivel de producción ha sido muy retrasado al momento de entregar
los trabajos;
ya que su coordinación de entrega ha pasado a 2 días de
retraso.
CAUSA EFECTO
Jefe de obra
Soldador con poca experiencia
Ayudantes
Demora en pasar los planos y
material para fabricar la pieza
Motor en mal estado
No se cuenta con estándares detiempo, ni con indicaciones para
eladecuado manejo de las máquinas
No poseen un procedimiento documentado
para la realización de las actividades
relacionadas en la fabricación de una pieza
mecánica
MAQ. Y EQUIPOS HERRAMIENTAS
MATERIALES PERSONAL
EXCESO DE
TIEMPO EN
FABRICACION DE PIEZAS
Y/O
REPUESTOS
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
4/16
4
Después de describir detalladamente el proceso de ejecución del
montaje se
ha podido encontrar muchas fallas en todo el proceso de
fabricación, por el
cual tenemos presentaremos las principales causas.
Motor en mal estado
Demoran en pasar los planos y materiales para la
fabricación de una
pieza
No poseen un procedimiento documentado para la
realización de las
actividades relacionadas en la fabricación de una pieza
mecánica
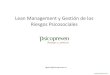
Priorización de causas raíces (Diagrama de Pareto).
Los principales problemas que suceden en el área de trabajo, se
representa en
este diagrama de Pareto, el cual nos ayudara a ver los problemas
con mayor
importancia y veremos sus valores de cada una de ellas
Pasar lo planos
y materiales a
tiempo
Motor en
mal estado
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
5/16
5
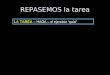
Etapa 2 Registrar el método actual
Diagrama de Operaciones de Proceso Actual (DOP)
TORNEADO
Inspeccionar máquina y Acondicionar
Esperar entrega de plano, leer e
Verificar pieza y comparar con el material en
Habilitar
Central material antes de
Verificar orden y campo limpio
Refrentar la pieza (Dar longitud indicado en el plano)
Cilindrar una pieza (Dejar al diámetro que indica el
plano)
Calculo de RPM (187 RPM “Desbastar“)
Taladrar Pieza (Hacer agujero de centro)
Embolsar y Llevar al almacén.
Verificar pieza terminada y medidas
Roscado de M26 x 1.5 - Roscado de M25 x 1.5
Operaciones: Mecanizado
MEDICIÓ
Pasos:Fabricar una Pieza
TORNEAR
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
6/16
6
Curso grama analítico (DAP) Operario/material/equipoDiagrama Nº:
1 Hoja Nº: 1 ResumenObjeto:
Fabricación de piezas para Máquinas
Actividad Actual Propuesto Economía
Operación 12
Transporte 2
Actividad:
Fabricación de piezas para Máquinas
Espera 2
Inspección 5
Almacenamiento 1
Método: Actual/ Propuesto Distancia (m)
Lugar: Taller Mecánico Tiempo(min-hombre)
1hora57min
Operario:Jesús Jhair Arango C. / Ficha Número: Marzo
Costo:Mano de ObraMaterial
Compuesto por: Fecha:Aprobado por: Fecha: Total
DescripciónDist
.(m)
Tiempo(min) Observación
Inspeccionar máquina 15min. INSPECCIONAcondicionar Torno
5min.
Esperar entrega de plano de pieza 15min. MEDICIONleer e
interpretar plano de pieza 5min.
Esperar que traigan el material 8min.
Verificar pieza 3min. INSPECCION Comparar con el material
en bruto 3min.
Habilitar material 5min.
Central material antes de mecanizar 3min.
Verificar orden de herramientas 3min. INSPECCION Retirar
herramientas que no se usaran
(Tener campo limpio y libre) 5min.
Refrentar la pieza 10min. TORNEAR Cilindrar una pieza
10min.
Calculo de RPM ( 187 “Desbastar”) 15min.
Taladrar Pieza 10min. TORNEADO Roscado de M26 x 1.5
8min.
Roscado de M25 x 1.5 8min.
Verificar pieza terminada 4min. INSPECCIONVerificar
medidas de acuerdo al
plano 8min
Embolsar y/o empaquetar 2minLlevarlo al almacén
7min.Guardarlo en almacén 5min. ALMACEN
TOTAL 1hr57min
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
7/16
7
Etapa 3 Examinar
LISTA BASICA DE PREGUNTAS PARA EXAMINAR EL METODO
CONOCE CRITICA SUGIERE ELIGE
PROPOSITO¿Qué se hace?
Piezas paramaquinas.
¿Por qué se hace?
Los clientessolicitan para
repuestos de susmáquinas.
¿Qué otra cosa podríahacerse?
Fabricar maquinascompletas con todas las
piezas y partessolicitadas para su
función.
¿Qué debería hacerse?Simplificar el proceso.
LUGAR
¿Dónde sehace?
En el taller deMecánica.
¿Por qué se haceallí?
Porque está cercade las máquinas y
herramientasnecesarias para su
producción.
¿En qué otro lugarpodría hacerse?
Este es el mejor lugar,porque cumple con las
5s, y con todas lasnormas de seguridad que
corresponden.
¿Dónde debería hacerse?
Debería colocarse laMáquinas separadas en unlugar con amplio
espacio
para que los operariospuedan realizar su función
sin chocarse con otros.
SUCESION
¿Cuándo sehace?
Cuando lopiden.
¿Por qué se haceen ese momento?
Por temporada,por la demanda.
¿Cuándo podríahacerse?
Solo cuando el cliente losolicite.
¿Cuándo debería hacerse?
Cuando el cliente acceda.
PERSONA¿Quién lo
hace?
Los operarios.
¿Por qué lo haceesa persona?
Porque son
especializados,técnicos
calificados.
¿Qué otra personaPodría hacerlo?
Ninguna otra, porquesería personal nocalificado.
¿Quién debería hacerlo?
Los operarios, definiendo
de manera estandarizada elprocedimiento.
MEDIOS
¿Cómo sehace?
Utilizando lamáquina y
herramientasespecializadas.
¿Por qué se hacede ese modo?
Porque así, es elmecanismo de su
función almomento de
fabricar las piezas
y/o maquinas.
¿De qué otro modopodría hacerse?
Llevando todas laspiezas al área de
acabados donde laspuedan perfeccionar y
así el operario continúe
con la producción.
¿Cómo debería hacerse?Uniendo operación con
inspección.Dejando de lado la lima
manual y sustituyéndolopor la máquina de
acabados.Incluyendo a un
supervisor, para que lainspección la realice esta
persona y el operario nonecesite realizarla.
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
8/16
8
Etapa 4 Idear un nuevo método mejorado
METODO MEJORADO (PROPUESTA)
El nuevo método mejorado consiste en darle la facilidad al
operario para
elaborar las piezas que necesite en un menor tiempo, donde se
pueda
aumentar la producción eliminando tiempo improductivos, el
taller debe
encargarse de tener sus máquinas en buen estado para no tener
retrasos;
también como las operaciones que no son necesarias que el
operario realice,
por ejemplo: el plano de la pieza a trabajar debe ser entregado
al operario a
primera hora tanto como los materiales y las observaciones
necesarias que
este deberá tomar en cuenta; al momento de que el operario
termine de
producir la pieza debe haber un encargado o una persona
especializada pararecoger y/o recolectar las piezas que ya han sido
procesadas para poder
embolsarlas y así se encargue de llevarlas al almacén a
guardarlas; así el
operario pueda tener más tiempo para producir más piezas.
Otro punto muy importante observado en el proceso de la
elaboración de las
piezas es; que el operario encargado de esa área de trabajo debe
percatarse
de tener su sitio de trabajo limpio y ordenado, para que así a
la mitad de la
operación que realice no haga una pausa para retirar las
herramientas que
interrumpan su labor.
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
9/16
9
Diagrama de Operaciones de Proceso nuevo MejoradoDOP
mejorado
Pasos: Fabricar una
MEDICIÓN
Operaciones: Mecanizado
TORNEAR
Refrentar la pieza (Dar longitud indicado en el
Cilindrar una pieza (Dejar al diámetro que indica el
Calculo de RPM (187 RPM
Taladrar Pieza (Hacer agujero de
Roscado de M26 x 1.5 - Roscado de M25
Verificar pieza terminada y ver las
Habilitar material y Central material
antes de mecanizar.
Leer e interpretar plano a trabajar
Inspeccionar máquina, área de trabajo
y Acondicionar Torno
Verificar pieza y comparar con el material en
Listo para embolsar y almacenar
Plano y material listo para producción
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
10/16
10
Curso grama analítico (DAP)Operario/material/equipoDiagrama Nº:
2 Hoja Nº: 2 Resumen
Objeto:Fabricación de piezas para Máquinas
Actividad Actual Propuesto EconomíaOperación 12 12Transporte 2
0
Actividad:
Fabricación de piezas para Máquinas
Espera 2 0Inspección 5 4Almacenamiento
1
Método: Actual/ Propuesto Distancia (m)
Lugar: Taller Mecánico Tiempo(min-hombre)
1hora57mi
n.
1hor a3mi
n.Operario:
Jesús Jhair Arango C. / Ficha Número: Marzo
Costo:Mano de ObraMaterialCompuesto por: Fecha:
Aprobado por: Fecha: Total
DescripciónDist.
(m)
Tiempo(min) Observación
Inspeccionar máquina y área detrabajo (limpio y ordenado)
10min. INSPECCION
Ordenar herramientas 3min.
Acondicionar Torno 5min.
Verificar plano y material listo paraproducción.
3min.MEDICION
INSPECCION leer e interpretar plano de pieza
5min.Verificar pieza y comparar con el
material en bruto 5min. INSPECCION
Habilitar material 5min.Central material antes de
mecanizar 5min.
Refrentado de eje ( pieza ) 8min.
Cilindrado de eje ( pieza ) 8min.Calculo de RPM ( 187
“Desbastar”) 10min. TORNEAR
Taladrar Pieza 10min.
Roscado de M26 x 1.5 8min.
Roscado de M25 x 1.5 8min. TORNEADO Verificar pieza
terminada 4min. INSPECCION
Verificar medidas de acuerdo alplano 6min.
TOTAL 1hr.3min
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
11/16
11
El nuevo método mejorado consistió en hacer los siguientes
cambios:
El cambio numero 1er fue el de contar con los planos
y los materiales a tiempo,
el 2do fue el de tomar precauciones con las maquinas en buen
estado y el 3 er
fue el de emplear una persona capacitada para poder darle la
facilidad al
operario de que tengas más producción sin retrasos.
Etapa 5 Definir el nuevo método
MEDICIÓN DE TIEMPOS
METODO ACTUAL
Para calcular la valoración se observo al operario y se valoro
su ritmo de
trabajo de acuerdo a la ESCALA BRITÁNICA
Escala
Descripción del desempeño
Velocidadde marcha
comparable(1)
(Km/h)
0-100(norma
Británica)
0 Actividad nula
50Muy lento; movimientos torpes, inseguros; el operario
parece medio dormido y sin interés en el trabajo3,2
75Constante, resuelto, sin prisa, como de operario nopagado a
destajo, pero bien dirigido y vigilado; parecelento, pero no pierde
tiempo adrede mientras lo observan
4,8
100(Ritmotipo)
Activo, capaz, como de operario calificado medio,pagado a
destajo; logra con tranquilidad el nivel decalidad y precisión
fijado
6,4
125Muy rápido; el operario actúa con gran seguridad,destreza y
coordinación de movimientos, muy porencima de las del operario
calificado medio
8,0
150Excepcionalmente rápido; concentración y esfuerzointenso sin
probabilidad de durar por varios periodos;actuación de “virtuoso”
sólo alcanzada por algunostrabajadores sobresalientes
9,6
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
12/16
12
M
Tiempo ciclo del método actual: 152.39min. (Aproximadamente
2horas con 53min.)
Nº Descripción del Suplemento Suplementos
1
SUPLEMENTO POR DESCANSO
Suplementos por fatiga básica 4%
Suplementos por necesidades personales 5%
2SUPLEMENTOS POR CONTINGENCIAS
Suplementos por eventualidades (inevitables) 5%
3SUPLEMENTOS POR POLITICA DE LA EMPRESA
Suplemento excepcional, a nivel de desempeño 1%
TOTAL % DE SUPLEMENTOS 15%
N° Elementos
TIEMPOS OBSERVADOS(EN MINUTOS) TIEMPO
PROMEDIOVALORACIÓN
(%)TIEMPOBÁSICO
SUPLEMENTOSTIEMPO
TIPO
T1 T2 T3 T4 T5
1Inspeccionar las maquinasy área de trabajo. 15 16 15 17 15
15.60 75 11.70 1.76 13.46
2 Acondicionar torno 5 6 7 5 6 5.80 100 5.80 0.87 6.67
3Preparar plano y materiala fabricar 10 12 11 10 10 10.60 75
7.95 1.19 9.14
4Leer e interpretar plano atrabajar 5 6 7 5 5 5.60 75 4.20 0.63
4.83
5Verificar pieza conmaterial bruto 5 6 7 5 6 5.80 70 4.06 0.61
4.67
6Habilitar y central materialantes de mecanizar. 8 10 9 8 9 8.80
100 8.80 1.32 10.12
7Refrentar la pieza yCinlindra la pieza 20 21 20 22 20 20.60 125
25.75 3.86 29.61
8Calculo de RPM ( 187“Desbastar”) Taladrar
pieza
25 24 25 27 25 25.20 150 37.80 5.67 43.47
9Roscado de M26 x 1.5 /Roscado de M25 x 1.6 16 17 18 18 16 17.00
100 17.00 2.55 19.55
10Verificar pieza terminadacon medidas del plano. 12 14 12 12 13
12.60 75 9.45 1.42 10.87
TIEMPOCICLO
152.39
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
13/16
13
METODO MEJORADO
N° Elementos
TIEMPOS OBSERVADOS(EN MINUTOS) TIEMPO
PROMEDIOVALORACIÓ
N (%)TIEMPOBÁSICO
SUPLEMENTOSTIEMPO
TIPO
T1 T2 T3 T4 T5
1Inspeccionar lasmaquinas y área detrabajo.
10 10 11 11 10 10.40 75 7.80 1.17 8.97
2 Acondicionar torno 5 6 5 5 6 5.40 100 5.40 0.81 6.21
3Preparar plano y materiala fabricar 3 4 4 3 3 3.40 75 2.55 0.38
2.93
4Leer e interpretar plano atrabajar 5 4 5 4 4 4.40 75 3.30 0.50
3.80
5Verificar pieza conmaterial bruto 5 6 6 5 5 5.40 70 3.78 0.57
4.35
6Habilitar y central materialantes de mecanizar. 6 7 6 7 6 6.40
100 6.40 0.96 7.36
7Refrentar la pieza yCinlindra la pieza 16 17 16 16 17 16.40 125
20.50 3.08 23.58
8Calculo de RPM ( 187“Desbastar”) Taladrarpieza
20 20 21 20 21 20.40 150 30.60 4.59 35.19
9Roscado de M26 x 1.5 /Roscado de M25 x 1.6 17 16 17 17 16 16.60
70 11.62 1.74 13.36
10Verificar pieza terminadacon medidas del plano. 11 11 11 12 11
11.20 75 8.40 1.26 9.66
TIEMPOCICLO
115.40
Tiempo ciclo de Método nuevo mejorado: 115.40min.
(Aproximadamente
2horas)
RESULTADOS
En el método actual se presenta que para realizar las
actividades de
producción se toma 135.26min. (Aproximadamente 2horas con 25min)
y con el
método mejorado se tiene 115.40min. (Aproximadamente 2 horas),
en
conclusión el tiempo de ciclo disminuyo a 36.99min con el nuevo
método
mejorado. Tenemos un ahorro en tiempo.
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
14/16
14
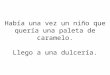
La disminución del tiempo, nos indica que la
PRODUCTIVIDAD se incremento
en el 16,39% con el nuevo método mejorado, lo que nos
permitirá justificar este
nuevo método en la empresa para que sea utilizado en lugar del
actual.
PROCESO PARA HALLAR LA PRODUCTIVIDAD
TIEMPO CICLO ACTUAL T0= 138.02
TIEMPO CICLO MEJORADO T1= 115.40
VARIACION PORCENTUAL VP 16.39%
Tiempo Actual Tiempo Mejorado
115.40
Min.
152.39
Min.
Figura 1
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
15/16
15
Etapa 6: Implantar el nuevo método
Para poder implantar el nuevo método se debe tomar en cuenta que
los
procesos que se han estado realizando no son los adecuados ya
que hay
actividades innecesarias por falta de orden y limpieza; para que
esta se puedarealizar se necesita de un Supervisor que se encargue
del seguimiento
continuo de todos los trabajos y/o proceso que se realizaran con
el fin de ver
cómo va resultando el nuevo método, para ello contar con una
persona
especializada en control de calidad de cada pieza y lo que se
necesitaría es
capacitar al operador dándole a conocer los nuevos procesos a
realizar
tomando en cuenta un buen tiempo donde se cumpla con todas las
actividades,
precaviendo el retraso de la producción por actividades
innecesarias.
Etapa 7 Mantener en uso el nuevo método
Mantener siempre el orden de los procesos y/o actividades
realizadas de la
mejora implantada, respetando cada paso de la fabricación
evitando actos o
descuidos en las actividades de los desarrollos de una tarea que
no sea la
adecuada y/o no esté planteada en la mejora para que así el
taller mantenga
una buena productividad.
4. CONCLUSIONES Y RECOMENDACIONES
Después del estudio realizado se pudo concluir que se han
logrado el objetivo
general, se realizó el estudio de tiempo del proceso de la
fabricación de una
pieza mecánica para mejorar el tiempo de realización del proceso
del Taller
“INVERSIONES INDUSTRIAS CHAVEZ”, se evaluó uno de sus procesos
de
servicio, la ejecución del método de trabajo actual. Se
detectaron las fallas que
afectan éste a través de la utilización de Estudio de
Tiempo:
1) Se pudo verificar que en la actualidad el taller no
posee un procedimiento
documentado para la realización de las actividades relacionadas
en la
fabricación de una pieza mecánica, por lo que no se cuenta con
estándares
de tiempo, ni con indicaciones para el adecuado manejo de las
maquinas.
2) Se realizó el estudio de tiempo con el fin de observar,
el tiempo que tarda
el operario que es de (152.39min) en realizar una pieza, tomando
en
cuenta que para ello se tomó una muestra de 5 observaciones la
cual fue
-
8/18/2019 Tarea MoERSGFFDdelo Avance2
16/16
16
suficiente para determinar el tiempo de duración de la actividad
que se
realiza en el área de taller.
3) Con el nuevo método mejorado se ha obtenido una
disminución del tiempo
en 16,39%, lo que implica que la productividad se incremento en
un
16,39%. Esto es un indicativo que el nuevo método conllevara a
una
mejora en la productividad de la empresa.
5. BIBLIOGRAFIA:
Manual de UNIDAD 1 y 2. Senati virtual
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-
industrial/estudio-de-tiempos/
http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/estudio-de-tiempos/http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/estudio-de-tiempos/http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/estudio-de-tiempos/http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/estudio-de-tiempos/http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/estudio-de-tiempos/