Embed Size (px)
Citation preview

Tecnología de fresado de roscas
Fresado y laminación de roscasInnovación de la fabricación de roscas interiores
Fresas de roscar y laminar-plus:
GF-plus GSF-plus BGF-plus


1
• Efecto positivo a la resistencia a la fatiga de la rosca.
• Rosca parcialmente laminada sin “garra” en la zona del núcleo de la rosca.
• Rosca parcialmente laminada con salida de la rosca aprox. 0,5 x paso de rosca.
• Rosca parcialmente laminada en agujeros cónicos previamente vertidos en una etapa de fabricación.
• Mecanizado completo de una rosca de agujero ciego parcialmente laminada incluso taladrado previo y avellanado en materiales de viruta corta.
1
NUEVO:
El fresado y laminación de roscas patentado por EMUGE es un proceso innovador para la producción de roscas. Reúne las funciones del fresado de roscas con las de la laminación de roscas en una herramienta por la implementación de elementos geométricos no sólo de corte sino de laminación.
La cinemática de proceso corresponde al conocido proceso de fresado de roscas. El resultado del trabajo es una rosca cortada en el flanco y laminada en el fondo de la rosca.
El fresado y laminación de roscas ofrece las ventajas del fresado así como de la laminación de roscas y abre nuevas posibilidades en el mecanizado que hasta la fecha no ofrece ningún proceso conocido. La gama de aplicación con respecto a las medidas así como los materiales a trabajar cubre todos los corrientes requerimientos de la aplicación.
Fresado y laminación de roscas GF-plusInnovación de la fabricación de roscas interiores Tecnología de fresado de roscas
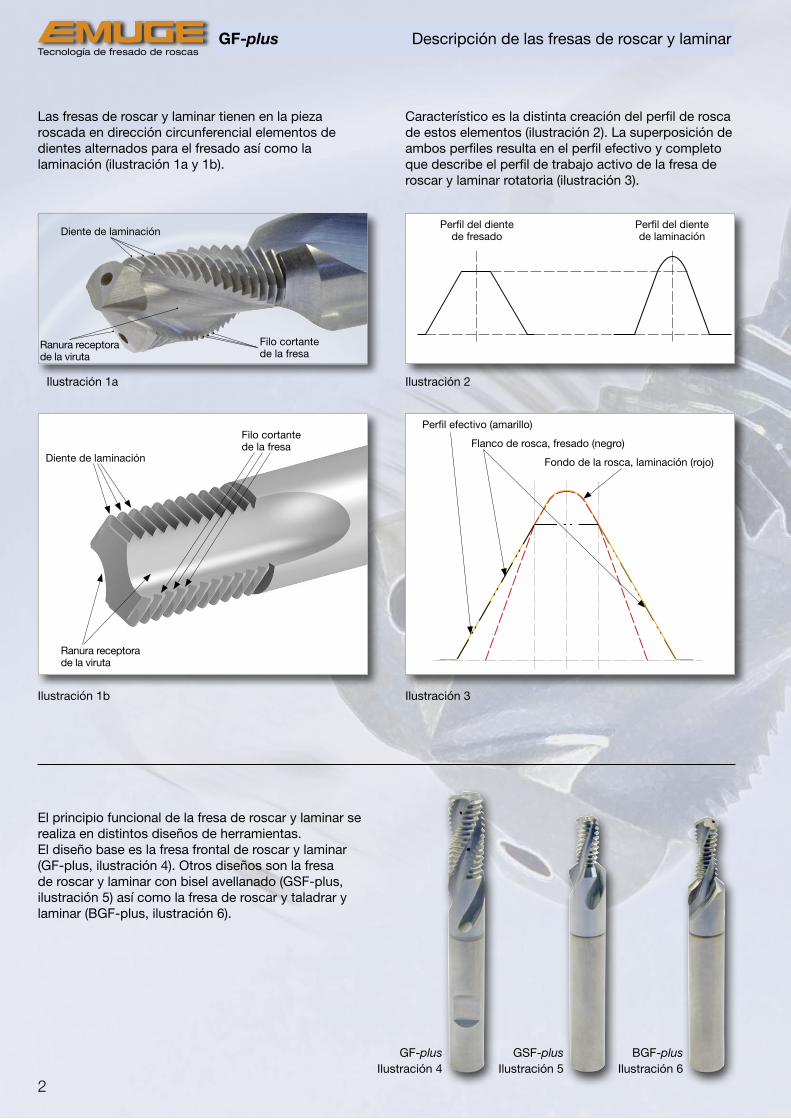
Las fresas de roscar y laminar tienen en la pieza roscada en dirección circunferencial elementos de dientes alternados para el fresado así como la laminación (ilustración 1a y 1b).
Característico es la distinta creación del perfil de rosca de estos elementos (ilustración 2). La superposición de ambos perfiles resulta en el perfil efectivo y completo que describe el perfil de trabajo activo de la fresa de roscar y laminar rotatoria (ilustración 3).
Ilustración 1b Ilustración 3
Ilustración 2
Diente de laminación
Filo cortante de la fresa
Ranura receptora de la viruta
Diente de laminación
Ranura receptora de la viruta
Filo cortante de la fresa
Perfil del diente de fresado
Perfil del diente de laminación
Perfil efectivo (amarillo)
Flanco de rosca, fresado (negro)
Fondo de la rosca, laminación (rojo)
Ilustración 1a
El principio funcional de la fresa de roscar y laminar se realiza en distintos diseños de herramientas. El diseño base es la fresa frontal de roscar y laminar (GF-plus, ilustración 4). Otros diseños son la fresa de roscar y laminar con bisel avellanado (GSF-plus, ilustración 5) así como la fresa de roscar y taladrar y laminar (BGF-plus, ilustración 6).
GF-plusIlustración 4
GSF-plusIlustración 5
BGF-plusIlustración 6
GF-plus Descripción de las fresas de roscar y laminarTecnología de fresado de roscas
2
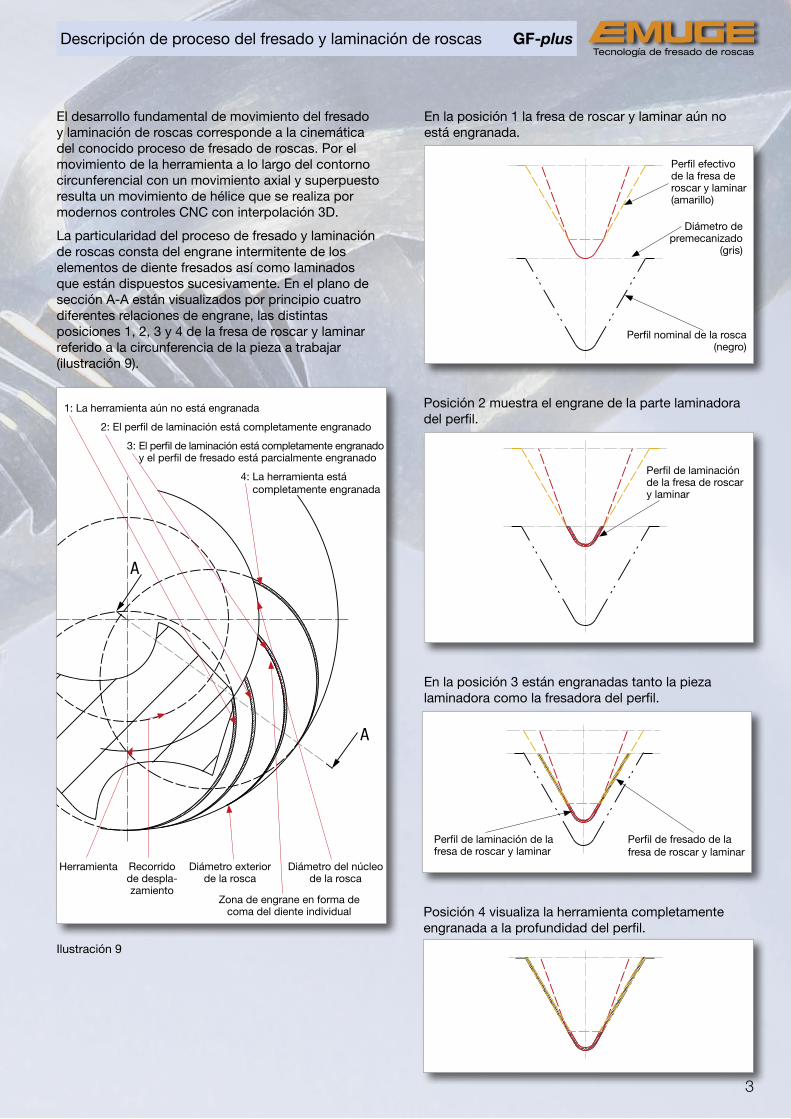
El desarrollo fundamental de movimiento del fresado y laminación de roscas corresponde a la cinemática del conocido proceso de fresado de roscas. Por el movimiento de la herramienta a lo largo del contorno circunferencial con un movimiento axial y superpuesto resulta un movimiento de hélice que se realiza por modernos controles CNC con interpolación 3D.
La particularidad del proceso de fresado y laminación de roscas consta del engrane intermitente de los elementos de diente fresados así como laminados que están dispuestos sucesivamente. En el plano de sección A-A están visualizados por principio cuatro diferentes relaciones de engrane, las distintas posiciones 1, 2, 3 y 4 de la fresa de roscar y laminar referido a la circunferencia de la pieza a trabajar (ilustración 9).
A
A
Ilustración 9
1: La herramienta aún no está engranada
2: El perfil de laminación está completamente engranado
3: El perfil de laminación está completamente engranado y el perfil de fresado está parcialmente engranado
4: La herramienta está completamente engranada
Herramienta Recorrido de despla-zamiento
Diámetro exterior de la rosca
Diámetro del núcleo de la rosca
Zona de engrane en forma de coma del diente individual
En la posición 1 la fresa de roscar y laminar aún no está engranada.
Perfil efectivo de la fresa de roscar y laminar (amarillo)
Diámetro de premecanizado
(gris)
Perfil nominal de la rosca (negro)
Posición 2 muestra el engrane de la parte laminadora del perfil.
Perfil de laminación de la fresa de roscar y laminar
En la posición 3 están engranadas tanto la pieza laminadora como la fresadora del perfil.
Perfil de fresado de la fresa de roscar y laminar
Perfil de laminación de la fresa de roscar y laminar
Posición 4 visualiza la herramienta completamente engranada a la profundidad del perfil.
Tecnología de fresado de roscasDescripción de proceso del fresado y laminación de roscas GF-plus
3
Tensiones de compresión endurecen la estructura
Sección transversal del perfil fresado
Superficie endurecida y afinada
Sección transversal del perfil laminado
Tecnología de fresado de roscas
Ilustración 10
Ilustración 11
Ilustración 12
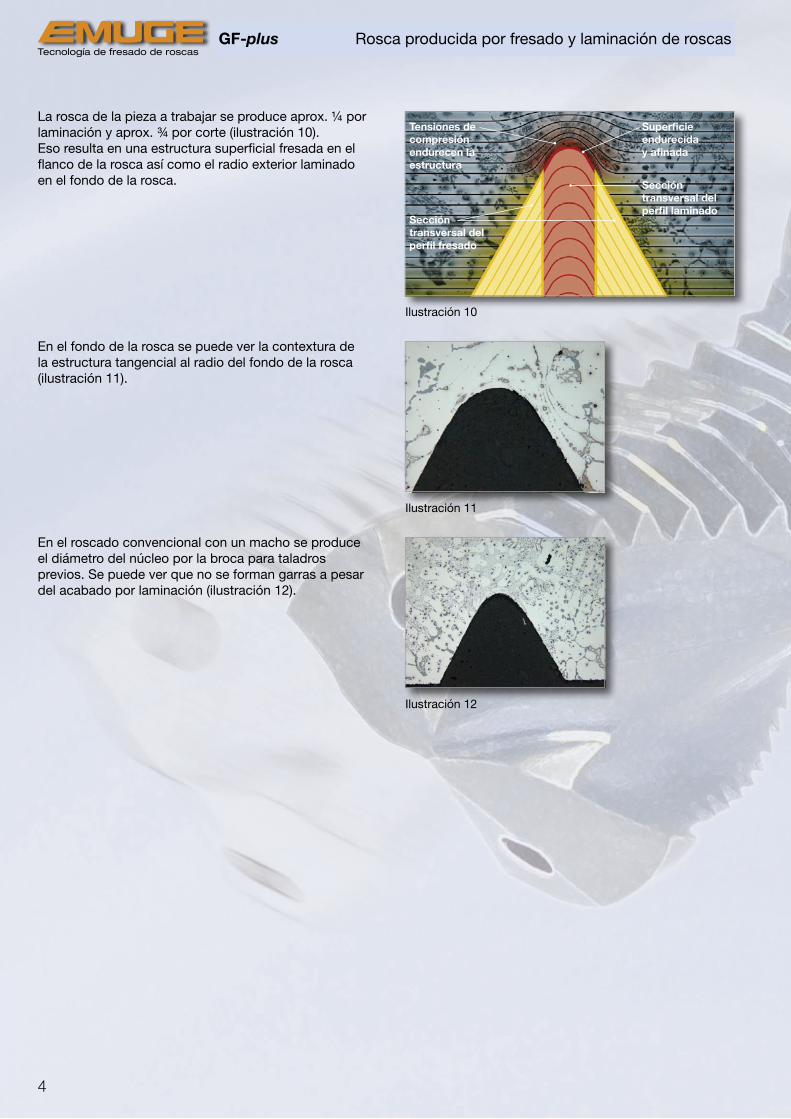
La rosca de la pieza a trabajar se produce aprox. ¼ por laminación y aprox. ¾ por corte (ilustración 10). Eso resulta en una estructura superficial fresada en el flanco de la rosca así como el radio exterior laminado en el fondo de la rosca.
En el fondo de la rosca se puede ver la contextura de la estructura tangencial al radio del fondo de la rosca (ilustración 11).
En el roscado convencional con un macho se produce el diámetro del núcleo por la broca para taladros previos. Se puede ver que no se forman garras a pesar del acabado por laminación (ilustración 12).
GF-plus Rosca producida por fresado y laminación de roscas
4
• El corte y la laminación (Cut&Form) de la rosca se combina en una operación. El radio exterior y la parte superior del flanco están laminados en el fondo de la rosca de la pieza a trabajar. Eso tiene consecuencias positivas a la resistencia a la fatiga de la rosca.
• A pesar de la laminabilidad se produce el núcleo de la rosca por corte. No se forma una “garra” en la zona del núcleo de la rosca.
• En la pieza a trabajar se puede realizar una salida de rosca muy corta e incompleta de aprox. 0,5 x paso de rosca.
• Se puede mecanizar una rosca cónica previamente vertidas en una operación.
• Con un paso se puede producir distintos diámetros de rosca y tolerancias. Es conveniente trabajar en marcha contraria.
• El manejo así como la programación son análogos al conocido fresado de roscas.
• No hay el peligro de sobrelaminación. Por eso no tienen tantas consecuencias las variaciones del agujero previo o cambios de la lubricación.
• Se duplica la cantidad de los elementos efectivos de la herramienta:
- De esta manera se descarga el diente de fresado (por experiencia tiene el mayor desgaste en el diámetro exterior).
- El diente de laminación lamina solamente una parte de la rosca y así se descarga considerablemente.
• Se mantienen en vigor todas las ventajas del fresado de roscas y son posibles todas las modificaciones del fresado de roscas (ver catálogo de herramientas 131, páginas 318-319).
• Se evitan posibles efectos térmicos al componente ya que hay bastantes bajas temperaturas de proceso.
• Posible combinación de herramienta si se utilizan una fresa de roscar y un macho de laminación para la misma medida de rosca.
• Una herramienta para roscas de agujero ciego y pasante.
• No hace falta otra medida de la broca espiral ya que el diámetro de núcleo es análogo al del roscado con un macho.
• Por el uso de fresas de roscar y laminar con bisel avellanado (GSF-plus) se combinan dos operaciones en una herramienta.
• Por el diseño con pieza de broca espiral (BGF-plus) es necesario solamente una herramienta para el mecanizado completo de una rosca de agujero ciego. Esto abre una nueva opción de proceso en combinar el taladrado previo con la laminación de la pieza roscada para materiales de viruta corta de aluminio y fundición gris.
General:
Específico para algunos diseños:
Tecnología de fresado de roscasVentajas de fresado y laminación de roscas GF-plus
5
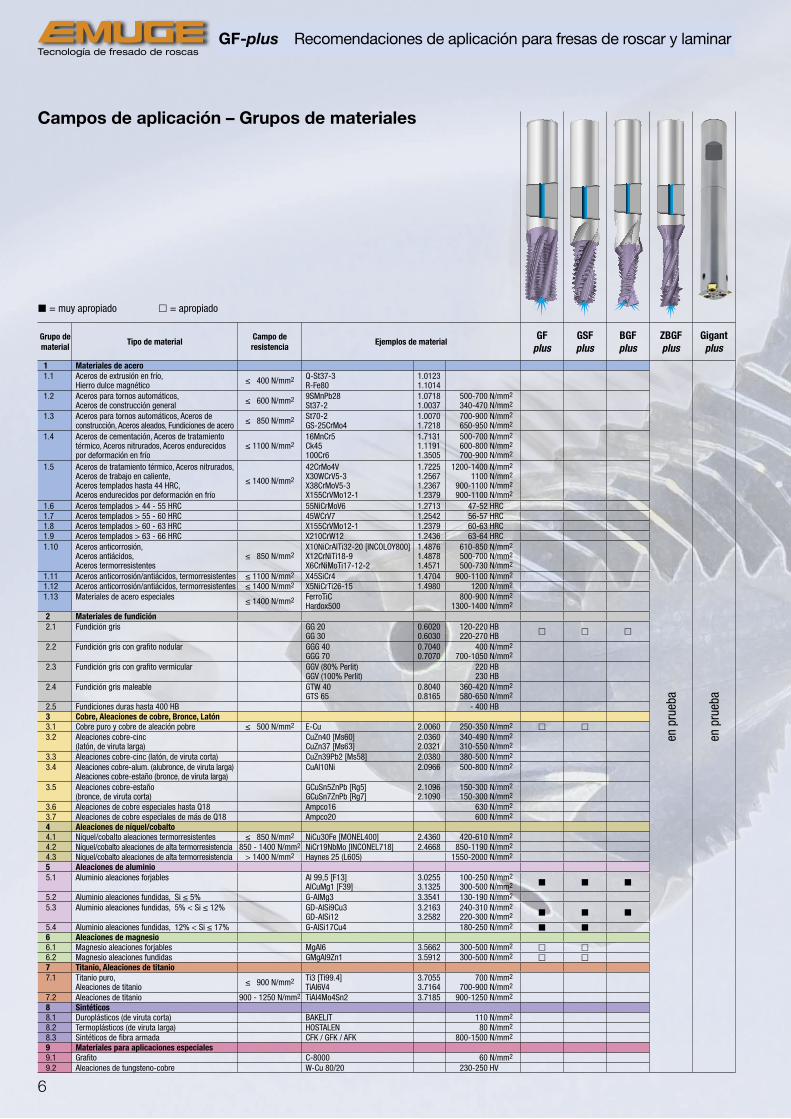
Campos de aplicación – Grupos de materiales
= muy apropiado = apropiado
Grupo de material Tipo de material Campo de
resistencia Ejemplos de material GF plus
GSF plus
BGF plus
ZBGF plus
Gigant plus
1 Materiales de acero
en p
rueb
a
en p
rueb
a
1.1 Aceros de extrusión en frío,Hierro dulce magnético ≤ 400 N/mm2 Q-St37-3
R-Fe801.01231.1014
1.2 Aceros para tornos automáticos,Aceros de construcción general ≤ 600 N/mm2 9SMnPb28
St37-21.07181.0037
500-700 N/mm2
340-470 N/mm2 1.3 Aceros para tornos automáticos, Aceros de
construcción, Aceros aleados, Fundiciones de acero ≤ 850 N/mm2 St70-2GS-25CrMo4
1.00701.7218
700-900 N/mm2
650-950 N/mm2
1.4 Aceros de cementación, Aceros de tratamientotérmico, Aceros nitrurados, Aceros endurecidospor deformación en frío
≤ 1100 N/mm216MnCr5Ck45100Cr6
1.71311.11911.3505
500-700 N/mm2
600-800 N/mm2
700-900 N/mm2
1.5 Aceros de tratamiento térmico, Aceros nitrurados,Aceros de trabajo en caliente,Aceros templados hasta 44 HRC,Aceros endurecidos por deformación en frío
≤ 1400 N/mm2
42CrMo4VX30WCrV5-3X38CrMoV5-3X155CrVMo12-1
1.72251.25671.23671.2379
1200-1400 N/mm2
1100 N/mm2
900-1100 N/mm2
900-1100 N/mm2
1.6 Aceros templados > 44 - 55 HRC 55NiCrMoV6 1.2713 47-52 HRC1.7 Aceros templados > 55 - 60 HRC 45WCrV7 1.2542 56-57 HRC1.8 Aceros templados > 60 - 63 HRC X155CrVMo12-1 1.2379 60-63 HRC1.9 Aceros templados > 63 - 66 HRC X210CrW12 1.2436 63-64 HRC1.10 Aceros anticorrosión,
Aceros antiácidos,Aceros termorresistentes
≤ 850 N/mm2X10NiCrAlTi32-20 [INCOLOY800]X12CrNiTi18-9X6CrNiMoTi17-12-2
1.48761.48781.4571
610-850 N/mm2
500-700 N/mm2
500-730 N/mm2
1.11 Aceros anticorrosión/antiácidos, termorresistentes ≤ 1100 N/mm2 X45SiCr4 1.4704 900-1100 N/mm2
1.12 Aceros anticorrosión/antiácidos, termorresistentes ≤ 1400 N/mm2 X5NiCrTi26-15 1.4980 1200 N/mm2
1.13 Materiales de acero especiales ≤ 1400 N/mm2 FerroTiCHardox500
800-900 N/mm2
1300-1400 N/mm2
2 Materiales de fundición2.1 Fundición gris GG 20
GG 300.60200.6030
120-220 HB220-270 HB
2.2 Fundición gris con grafito nodular GGG 40GGG 70
0.70400.7070
400 N/mm2
700-1050 N/mm2
2.3 Fundición gris con grafito vermicular GGV (80% Perlit)GGV (100% Perlit)
220 HB230 HB
2.4 Fundición gris maleable GTW 40GTS 65
0.80400.8165
360-420 N/mm2
580-650 N/mm2
2.5 Fundiciones duras hasta 400 HB - 400 HB3 Cobre, Aleaciones de cobre, Bronce, Latón3.1 Cobre puro y cobre de aleación pobre ≤ 500 N/mm2 E-Cu 2.0060 250-350 N/mm2 3.2 Aleaciones cobre-cinc
(latón, de viruta larga)CuZn40 [Ms60]CuZn37 [Ms63]
2.03602.0321
340-490 N/mm2
310-550 N/mm2
3.3 Aleaciones cobre-cinc (latón, de viruta corta) CuZn39Pb2 [Ms58] 2.0380 380-500 N/mm2
3.4 Aleaciones cobre-alum. (alubronce, de viruta larga)Aleaciones cobre-estaño (bronce, de viruta larga)
CuAl10Ni 2.0966 500-800 N/mm2
3.5 Aleaciones cobre-estaño(bronce, de viruta corta)
GCuSn5ZnPb [Rg5]GCuSn7ZnPb [Rg7]
2.10962.1090
150-300 N/mm2
150-300 N/mm2
3.6 Aleaciones de cobre especiales hasta Q18 Ampco16 630 N/mm2
3.7 Aleaciones de cobre especiales de más de Q18 Ampco20 600 N/mm2
4 Aleaciones de níquel/cobalto4.1 Níquel/cobalto aleaciones termorresistentes ≤ 850 N/mm2 NiCu30Fe [MONEL400] 2.4360 420-610 N/mm2
4.2 Níquel/cobalto aleaciones de alta termorresistencia 850 - 1400 N/mm2 NiCr19NbMo [INCONEL718] 2.4668 850-1190 N/mm2
4.3 Níquel/cobalto aleaciones de alta termorresistencia > 1400 N/mm2 Haynes 25 (L605) 1550-2000 N/mm2
5 Aleaciones de aluminio5.1 Aluminio aleaciones forjables Al 99,5 [F13]
AlCuMg1 [F39]3.02553.1325
100-250 N/mm2
300-500 N/mm2 5.2 Aluminio aleaciones fundidas, Si ≤ 5% G-AlMg3 3.3541 130-190 N/mm2
5.3 Aluminio aleaciones fundidas, 5% < Si ≤ 12% GD-AlSi9Cu3GD-AlSi12
3.21633.2582
240-310 N/mm2
220-300 N/mm2 5.4 Aluminio aleaciones fundidas, 12% < Si ≤ 17% G-AlSi17Cu4 180-250 N/mm2 6 Aleaciones de magnesio6.1 Magnesio aleaciones forjables MgAl6 3.5662 300-500 N/mm2 6.2 Magnesio aleaciones fundidas GMgAl9Zn1 3.5912 300-500 N/mm2 7 Titanio, Aleaciones de titanio7.1 Titanio puro,
Aleaciones de titanio ≤ 900 N/mm2 Ti3 [Ti99.4]TiAl6V4
3.70553.7164
700 N/mm2
700-900 N/mm2
7.2 Aleaciones de titanio 900 - 1250 N/mm2 TiAl4Mo4Sn2 3.7185 900-1250 N/mm2
8 Sintéticos8.1 Duroplásticos (de viruta corta) BAKELIT 110 N/mm2
8.2 Termoplásticos (de viruta larga) HOSTALEN 80 N/mm2
8.3 Sintéticos de fibra armada CFK / GFK / AFK 800-1500 N/mm2
9 Materiales para aplicaciones especiales9.1 Grafito C-8000 60 N/mm2
9.2 Aleaciones de tungsteno-cobre W-Cu 80/20 230-250 HV
Tecnología de fresado de roscasGF-plus Recomendaciones de aplicación para fresas de roscar y laminar
6
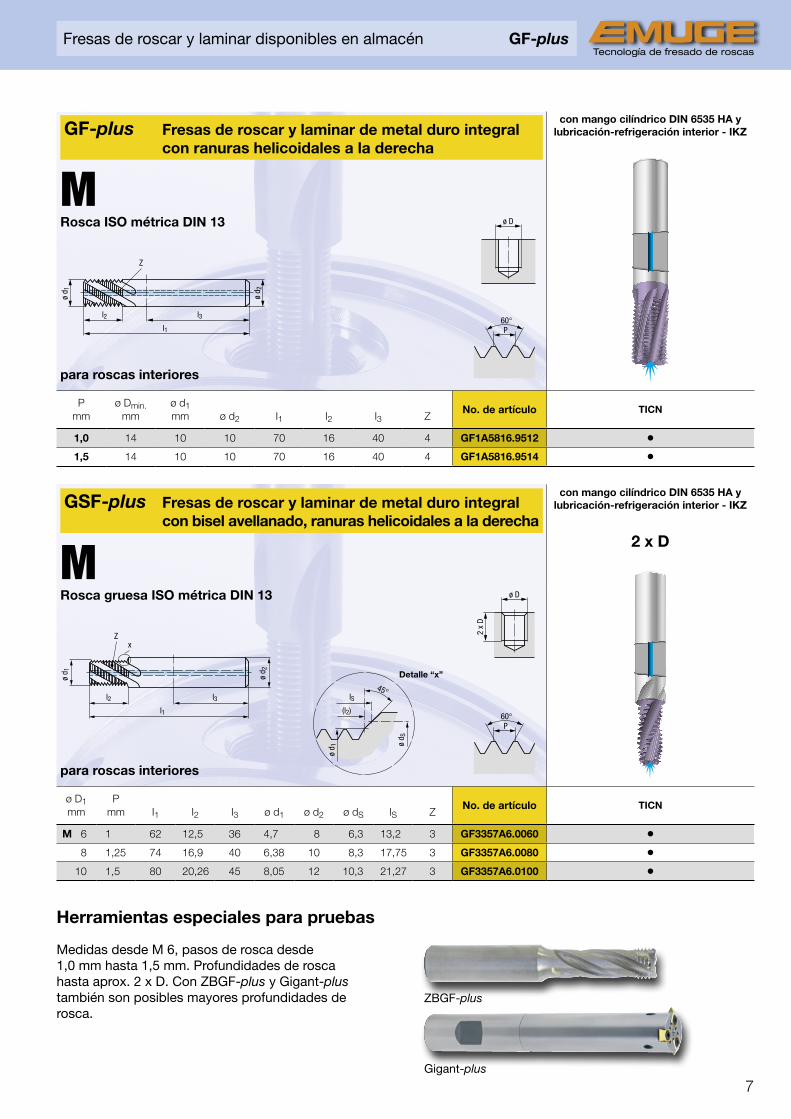
Rosca ISO métrica DIN 13
para roscas interiores
Pmm
ø Dmin.mm
ø d1mm ø d2 I1 I2 I3 Z
No. de artículo TICN
1,0 14 10 10 70 16 40 4 GF1A5816.9512 •1,5 14 10 10 70 16 40 4 GF1A5816.9514 •
con mango cilíndrico DIN 6535 HA y lubricación-refrigeración interior - IKZ
Herramientas especiales para pruebas
Medidas desde M 6, pasos de rosca desde 1,0 mm hasta 1,5 mm. Profundidades de rosca hasta aprox. 2 x D. Con ZBGF-plus y Gigant-plus también son posibles mayores profundidades de rosca.
ZBGF-plus
Gigant-plus
ø D1mm
Pmm I1 I2 I3 ø d1 ø d2 ø dS IS Z
No. de artículo TICN
M 6 1 62 12,5 36 4,7 8 6,3 13,2 3 GF3357A6.0060 • 8 1,25 74 16,9 40 6,38 10 8,3 17,75 3 GF3357A6.0080 • 10 1,5 80 20,26 45 8,05 12 10,3 21,27 3 GF3357A6.0100 •
con mango cilíndrico DIN 6535 HA y lubricación-refrigeración interior - IKZ
2 x D
para roscas interiores
Tecnología de fresado de roscas
M
Rosca gruesa ISO métrica DIN 13
M
GF-plus Fresas de roscar y laminar de metal duro integral con ranuras helicoidales a la derecha
GSF-plus Fresas de roscar y laminar de metal duro integral con bisel avellanado, ranuras helicoidales a la derecha
l1
l2 l3
ø d 2
ø d 1
Z
P60°
ø D
ø d 2
l3l2
l1
ø d 1
xZ
P60°
ø D
2 x
D
lS45°
(l2)
ø d S
ø d 1
Fresas de roscar y laminar disponibles en almacén GF-plus
7
Detalle “x”
No. del material a trabajar: ..........................................................................................
Resistencia/Dureza: .........................................................................................................
Asiento del husillo: ............................................................................................................
Forma del agujero del núcleo/perno: ...................................................................
Lubricante-refrigerante: .................................................................................................
Presión: ......................................................................... Refrigeración interior
Valores del avance: fz: .................................................................................... mm
fs: .................................................................................... mm
fb: .................................................................................... mm
Resultado/Indicaciones especiales: ......................................................................
.........................................................................................................................................................
.........................................................................................................................................................
Denominación de la pieza a trabajar: ...................................................................
Material de la pieza a trabajar: ..................................................................................
Condiciones de uso:
Tipo de máquina: ..............................................................................................................
Mando: .....................................................................................................................................
horizontal vertical
Portaherramientas: ...........................................................................................................
Velocidad de corte vc: ................................................................................... m/min
No. de revoluciones n: ..................................................................................... min-1
Duración de herramienta: ........................................................ (no. de roscas)
Cliente ya fresa roscas:
Medida: ....................................................................................................................................
Fabricante: .............................................................................................................................
Medida: ....................................................................................................................................
Diseño: ......................................................................................................................................
No. del artículo: ...................................................................................................................
Proyecto: .................................................................................................................................
Empresa: .................................................................................................................................
.........................................................................................................................................................
Hablado con: ........................................................................................................................
Teléfono: ..................................................................................................................................
Fax: .............................................................................................................................................
E-mail: .......................................................................................................................................
Para hacer: .............................................................................................................................................................................................................................................................................................
..........................................................................................................................................................................................................................................................................................................................
Esbozo:
Atendido por: ....................................................................................................................... Fecha/Firma: .........................................................................................................................
Cuestionario técnico: Fresado y laminación de roscas
8
Tecnología de fresado de roscas


EMUGE Präzisionswerkzeuge GmbHPummerinplatz 2 · 4490 St. Florian Tel. +43-7224-80001 · Fax +43-7224-80004
EMUGE-FRANKEN (Malaysia) SDN BHDNo. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7 Jalan SS 16/1, Subang Jaya, Selangor Darul Ehsan Tel. +60-3-56366407 · Fax +60-3-56366405
AUSTRIA MALAYSIA
EMUGE-FRANKEN Ferramentas de Precisão Ltda.Av. Dom Pedro II, 288 – 11º Andar · Bairro Jardim - Santo André São Paulo Brasil - CEP 09080-000 Tel. +55-11-4432-2811 · Fax +55-11-4436-3896
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 · USA Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650BRAZIL MEXICO
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen · NETHERLANDS Tel. +31-26-3259020 · Fax +31-26-3255219
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen Tel. +31-26-3259020 · Fax +31-26-3255219BELGIUM NETHERLANDS
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 · USA Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
Emuge Franken Teknik AS Nedre Åsemulvegen 6 · 6018 Ålesund Tel. +47-70169870 · Fax +47-70169872CANADA NORWAY
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.No. 728 Fengting Avenue · Weiting Town Suzhou Industrial Park · 215122 Suzhou Tel. +86-512-62860560 · Fax +86-512-62860561
EMUGE-FRANKEN Technikul. Chłopickiego 50 · 04-275 Warszawa Tel. +48-22-8796730 · Fax +48-22-8796760CHINA POLAND
EMUGE-FRANKEN servisní centrum, s.r.o.Molákova 8 · 62800 Brno-Líšeň Tel. +420-5-44423261 · Fax +420-5-44233798
EMUGE-FRANKENAv. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 Lisboa Tel. +351-213146314 · Fax +351-213526092CZECH REPUBLIC PORTUGAL
EMUGE-FRANKEN ABToldbodgade 18, 5.sal · 1253 København K Tel. +45-70-257220 · Fax +45-70-257221
EMUGE-FRANKEN Tools Romania SRLStr. Tulcea, Nr. 24/3 · 400594 Cluj-Napoca Tel. +40-264-597600 · Fax +40-264-597600DENMARK ROMANIA
Emuge-Franken ABSödra Esplanaden 24 · 00130 Helsinki Tel. +35-8-207415740 · Fax +35-8-207415749
EMUGE-FRANKEN Tooling Service d.o.o.Adi Endre ul.77 · 24400 Senta Tel. +381-24-817000 · Fax +381-24-817000FINLAND SERBIA
EMUGE SARL2, Bd de la Libération · 93284 Saint Denis Cedex Tel. +33-1-55872222 · Fax +33-1-55872229
EMUGE-FRANKEN nástroje spol. s.r.o.Lubovníková 19 · 84107 Bratislava Tel. +421-2-6453-6635 · Fax +421-2-6453-6636FRANCE SLOVAK REPUBLIC
EMUGE U.K. Limited2 Claire Court, Rawmarsh Road · Rotherham S60 1RU Tel. +44-1709-364494 · Fax +44-1709-364540
EMUGE-FRANKEN tehnika d.o.o.Streliška ul. 25 · 1000 Ljubljana Tel. +386-1-4301040 · Fax +386-1-2314051GREAT BRITAIN SLOVENIA
EFT Szerszámok és Technológiák Magyarország Kft.Gyár u. 2 · 2040 Budaörs Tel. +36-23-500041 · Fax +36-23-500462
EMUGE S.A. (Pty.) Ltd.2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 Edenvale Tel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087HUNGARY SOUTH AFRICA
EMUGE IndiaPlot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205 Tel. +91-20-24384941 · Fax +91-20-24384028
EMUGE-FRANKEN, S.L.Calle Fructuós Gelabert, 2-4 4º 1ª · 08970 Sant Joan Despí (Barcelona) Tel. +34-93-4774690 · Fax +34-93-3738765INDIA SPAIN
EMUGE-FRANKEN S. r. l.Via Carnevali, 116 · 20158 Milano Tel. +39-02-39324402 · Fax +39-02-39317407
EMUGE FRANKEN ABHagalundsvägen 43 · 70230 Örebro Tel. +46-19-245000 · Fax +46-19-245005ITALY SWEDEN
EMUGE-FRANKEN K. K. Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041 Tel. +81-45-9457831 · Fax +81-45-9457832
RIWAG Präzisionswerkzeuge AGWinkelbüel 4 · 6043 Adligenswil Tel. +41-41-3708494 · Fax +41-41-3708220JAPAN SWITZERLAND
Dirk Gerson OttoGässelweg 16a · 64572 Büttelborn · GERMANY Tel. +49-6152-910330 · Fax +49-6152-910331
EMUGE-FRANKEN (Thailand) co., ltd.1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310 Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304LUXEMBOURG THAILAND
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650USA
ZP
1003
7 . E
S
0620
08 P
DF
· Rev
. A
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de