Embed Size (px)
Citation preview
© IIAR 2016 1
Resumen:
En todo sistema de refrigeración existe la posibilidad de que se encuentren agentes contaminantes como aire, agua y gases no condensables, que ocasionan efectos como congelación interna, cristales de hielo a partir de la presencia de agua, disminución en propiedades de lubricación de los aceites, altas presiones de operación, migración de aceite a evaporadores, deficiencias de transferencia térmica, sobrecalentamiento, y en algunos casos fallas y daños mecánicos a componentes, corrosión interna y en general pérdidas de eficiencia en todo el sistema. Se propone explicar en este artículo las causas más comunes que ocasionan la generación de estos agentes contaminantes, sus efectos y consecuencias tanto en la operación y desempeño del sistema así como también las recomendaciones para evitar, disminuir y/o removerlos del sistema.
Trabajo Técnico No. 3
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y
su eliminación
Mauricio QuirogaOscar Gomez
GEA RefrigerationGuadalajara, México

International Technical Paper #3 © IIAR 2016 3
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Introducción
Todos los sistemas de refrigeración están sujetos a la introducción de agentes
contaminantes como el Aire, Humedad, Polvo, y otras substancias que ocasionan
diferentes efectos en el sistema, los cuales pueden generar cambios en las
condiciones de operación que ocasionan pérdidas en el desempeño o eficiencia, o
efectos que pueden dañar los componentes del sistema.
Todo sistema debe de ser hermético, eliminando oportunidades a la introducción de
agentes contaminantes, lo cual requiere un mantenimiento que, aunque sea lo más
efectivo posible, expone el sistema a contaminarse. Por eso este artículo explicará
las áreas de oportunidad para disminuir la contaminación en los sistemas y, en su
defecto, las recomendaciones para reducirlos o eliminarlos del sistema.
La calidad del amoníaco
Este artículo trata de los daños y efectos de contaminantes en el amoníaco de un
sistema de refrigeración, por lo que iniciaremos con la definición de amoníaco
anhidro: se dice que una sustancia es anhidra si no contiene agua. El amoníaco
anhidro puro tiene una gran afinidad por el agua.
Cuando se produce el amoníaco es puro y seco, referido como puro o grado
metalúrgico o premium. En el momento de producción el amoníaco tiene agua
en una proporción de 6 a 20 ppm. Se agrega agua después de fabricarlo para su
transporte, se denomina grado comercial o para agricultura. Las medidas de las
muestras son dadas en Porcentajes del Amoníaco, humedad y aceite que puedan
traer y generalmente se miden en partes por millón (ppm – 0.0001%). La diferencia
del total de amoníaco, aceite y humedad se atribuye a gases no condensables. Cada
fabricante ofrecerá diferentes opciones pero estos tres grados de amoníaco anhidro
son las más comunes:
4 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
TRABAJO'TECNICO'ESPAÑOL'#' 2'/'39' IIAR'2016'
Introducción(
'Todos'los'sistemas'de'refrigeración'están'sujetos'a'la'introducción'de'agentes'contaminantes'como'el'Aire,'Humedad,'Polvo,'y'otras'substancias'que'ocasionan'diferentes'efectos'en'el'sistema,'los'cuales'pueden'generar'cambios'en'las'condiciones'de'operación'que'ocasionan'pérdidas'en'el'desempeño'o'eficiencia,'o'efectos'que'pueden'dañar'los'componentes'del'sistema.''Todo'sistema'debe'de'ser'hermético,'eliminando'oportunidades'a'la'introducción'de'agentes'contaminantes,'lo'cual'requiere'un'mantenimiento'que,'aunque'sea'lo'más'efectivo'posible,'expone'el'sistema'a'contaminarse.'Por'eso'este'artículo'explicará'las'áreas'de'oportunidad'para'disminuir'la'contaminación'en'los'sistemas'y,'en'su'defecto,'las'recomendaciones'para'reducirlos'o'eliminarlos'del'sistema.'''La(calidad(del(amoníaco(
'Este'artículo'trata'de'los'daños'y'efectos'de'contaminantes'en'el'amoníaco'de'un'sistema'de'refrigeración,'por'lo'que'iniciaremos'con'la'definición'de'amoníaco'anhidro:'se'dice'que'una'sustancia'es'anhidra'si'no'contiene'agua.'El'amoníaco'anhidro'puro'tiene'una'gran'afinidad'por'el'agua.'''Cuando'se'produce'el'amoníaco'es'puro'y'seco,'referido'como'puro'o'grado'metalúrgico'o'premium.'En'el'momento'de'producción'el'amoníaco'tiene'agua'en'una'proporción'de'6'a'20'ppm.'Se'agrega'agua'después'de'fabricarlo'para'su'transporte,'se'denomina'grado'comercial'o'para'agricultura.'Las'medidas'de'las'muestras'son'dadas'en'Porcentajes'del'Amoníaco,'humedad'y'aceite'que'puedan'traer'y'generalmente'se'miden'en'partes'por'millón'(ppm'–'0.0001%).'La'diferencia'del'total'de'amoníaco,'aceite'y'humedad'se'atribuye'a'gases'no'condensables.'Cada'fabricante'ofrecerá'diferentes'opciones'pero'estos'tres'grados'de'amoníaco'anhidro'son'las'más'comunes:''
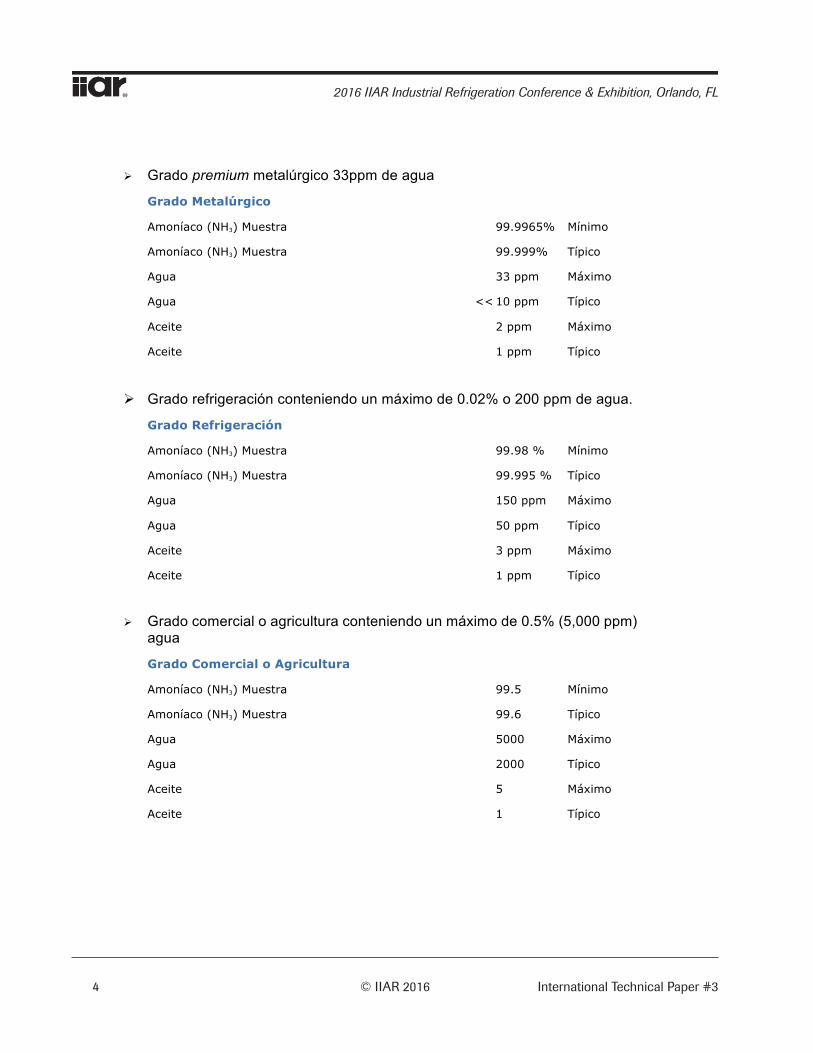
!' Grado'premium'metalúrgico'33ppm'de'agua
Grado Metalúrgico
Amoníaco (NH3) Muestra 99.9965% Mínimo
Amoníaco (NH3) Muestra 99.999% Típico
Agua 33 ppm Máximo
Agua << 10 ppm Típico
Aceite 2 ppm Máximo
Aceite 1 ppm Típico
'
'
TRABAJO'TECNICO'ESPAÑOL'#' 3'/'39' IIAR'2016'
!' Grado'refrigeración'conteniendo'un'máximo'de'0.02%'o'200'ppm'de'agua.'
Grado Refrigeración Amoníaco (NH3) Muestra 99.98 % Mínimo
Amoníaco (NH3) Muestra 99.995 % Típico
Agua 150 ppm Máximo
Agua 50 ppm Típico
Aceite 3 ppm Máximo
Aceite 1 ppm Típico
'
!' Grado'comercial'o'agricultura'conteniendo'un'máximo'de'0.5%'(5,000'ppm)'agua
Grado Comercial o Agricultura Amoníaco (NH3) Muestra 99.5 Mínimo
Amoníaco (NH3) Muestra 99.6 Típico
Agua 5000 Máximo
Agua 2000 Típico
Aceite 5 Máximo
Aceite 1 Típico
''Contaminantes(de(los(sistemas(más(comunes(
'I.( Agua:(
'Un'sistema'de'refrigeración'con'amoníaco'debe'utilizar'amoníaco'anhidro'con'una'concentración'de'99.95%'puro'(33'ppm'o'menos'de'humedad)''El'agua'es'el'contaminante'más'común'en'el'sistema'de'refrigeración,'y'las'causas'de'cómo'llega'a'introducirse'en'el'sistema'pueden'ser:''''''''''''
TRABAJO'TECNICO'ESPAÑOL'#' 3'/'39' IIAR'2016'
!' Grado'refrigeración'conteniendo'un'máximo'de'0.02%'o'200'ppm'de'agua.'
Grado Refrigeración Amoníaco (NH3) Muestra 99.98 % Mínimo
Amoníaco (NH3) Muestra 99.995 % Típico
Agua 150 ppm Máximo
Agua 50 ppm Típico
Aceite 3 ppm Máximo
Aceite 1 ppm Típico
'
!' Grado'comercial'o'agricultura'conteniendo'un'máximo'de'0.5%'(5,000'ppm)'agua
Grado Comercial o Agricultura Amoníaco (NH3) Muestra 99.5 Mínimo
Amoníaco (NH3) Muestra 99.6 Típico
Agua 5000 Máximo
Agua 2000 Típico
Aceite 5 Máximo
Aceite 1 Típico
''Contaminantes(de(los(sistemas(más(comunes(
'I.( Agua:(
'Un'sistema'de'refrigeración'con'amoníaco'debe'utilizar'amoníaco'anhidro'con'una'concentración'de'99.95%'puro'(33'ppm'o'menos'de'humedad)''El'agua'es'el'contaminante'más'común'en'el'sistema'de'refrigeración,'y'las'causas'de'cómo'llega'a'introducirse'en'el'sistema'pueden'ser:''''''''''''
International Technical Paper #3 © IIAR 2016 5
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Contaminantes de los sistemas más comunes
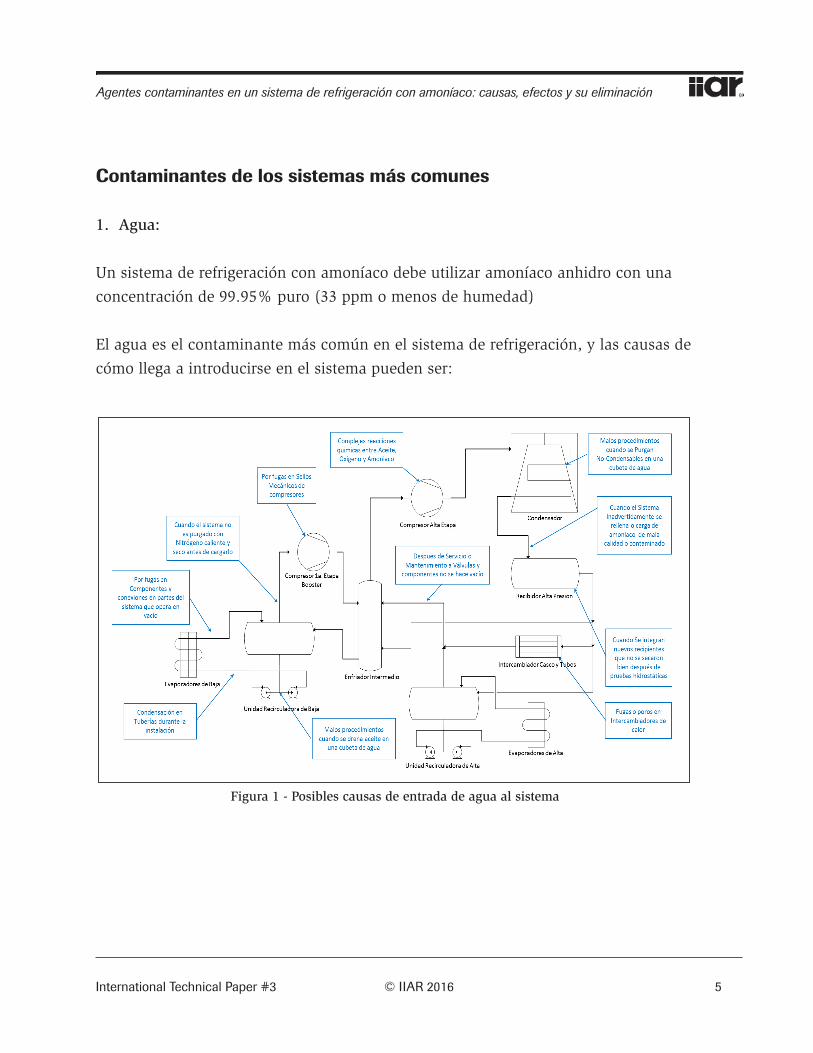
1. Agua:
Un sistema de refrigeración con amoníaco debe utilizar amoníaco anhidro con una
concentración de 99.95% puro (33 ppm o menos de humedad)
El agua es el contaminante más común en el sistema de refrigeración, y las causas de
cómo llega a introducirse en el sistema pueden ser:
TRABAJO'TECNICO'ESPAÑOL'#' 4'/'39' IIAR'2016'
'''''''''''''''''''''''''''
a)' Por'la'entrada'de'aire'al'sistema:'donde'la'humedad'del'aire'se'queda'en'el'sistema''
a.' El'ingreso'de'aire'en'sistemas'que'operan'con'amoníaco'puede'ocurrir'en'la'etapa'de'baja'temperatura'operándose'a'presiones'de'vacío'cuyas''temperaturas'de'saturación'están'en'estos'valores:'c28.0°F'~'14.70'psia'o'0.00'psig'(c33.3°c'~'1.01'bara)''
b.' Por'fugas'en'prensa'estopas'o'vástagos'de'válvulas,'sellos'mecánicos'del'compresor,'empaques'principalmente'donde'existan'bridas.''
c.' Aire'en'tuberías,'equipos'y'accesorios'(como'recipientes'de'filtros),'que'no'tuvieron'un'buen'proceso'de'vacío'antes'de'conectarlas'al'sistema,'desde'el'momento'de'la'construcción'del'sistema'o'en'servicios'posteriores.'
d.' Durante'la'carga'de'aceite'al'sistema'
e.' Mala'evacuación'(vacío)'y'preparación'del'sistema'(barrido)'antes'de'cargarlo'de'amoníaco.'Todo'servicio'o'parada'debe'usar'bomba'de'vacío'para'garantizar'un'sistema'seco'y'limpio.'
Figura#1#D#Posibles#causas#de#entrada#de#agua#al#sistema#Figura 1 - Posibles causas de entrada de agua al sistema
6 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
a) Por la entrada de aire al sistema: donde la humedad del aire se queda en el
sistema
a. El ingreso de aire en sistemas que operan con amoníaco puede ocurrir
en la etapa de baja temperatura operándose a presiones de vacío cuyas
temperaturas de saturación están en estos valores: -28.0°F ~ 14.70 psia o 0.00
psig (-33.3°c ~ 1.01 bara)
b. Por fugas en prensa estopas o vástagos de válvulas, sellos mecánicos del
compresor, empaques principalmente donde existan bridas.
c. Aire en tuberías, equipos y accesorios (como recipientes de filtros), que no
tuvieron un buen proceso de vacío antes de conectarlas al sistema, desde el
momento de la construcción del sistema o en servicios posteriores.
d. Durante la carga de aceite al sistema
e. Mala evacuación (vacío) y preparación del sistema (barrido) antes de
cargarlo de amoníaco. Todo servicio o parada debe usar bomba de vacío para
garantizar un sistema seco y limpio.
b) Entrada de agua directamente
a. Fugas en intercambiadores de calor (amoníaco/agua) ya sean de casco y tubo,
placas, etc.
b. Por recipientes que fueron puestos a pruebas hidrostáticas
c. Carga inadvertida de amoníaco de mala calidad o contaminado
d. Malos procedimientos cuando se drena aceite o se purgan no-condensables
con un recipiente con agua.
c) Algunas otras formas…
Efectos del agua en el sistema
Ya que el agua está en el sistema se producirá una reacción generándose hidróxido de
amonio, la que genera un medio corrosivo y que, mezclado con el aceite, provocará
que éste se descomponga. Con el tiempo ocasiona fallas en rodamientos, etc. y, por
lo tanto, altos gastos de mantenimiento.
International Technical Paper #3 © IIAR 2016 7
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Si hay incrementos en la cantidad de agua, se verá reflejado en altas presiones de
descarga como resultado del aire en el agua; el aire es un no-condensable y no se
mezcla con el amoníaco.
La relación de presión-temperatura varía con diferentes concentraciones de agua
en amoniaco. A una presión dada la temperatura de amoniaco anhidro será menor
que en una solución de agua-amoniaco y si esta solución es más diluida (mayor
contenido de agua), esta temperatura será más alta. Ver Gráfica 1 la cual muestra la
temperatura de saturación a cuatro diferentes niveles típicos de presión de succión
para diferentes soluciones de agua-amoniaco.
De la Gráfica 1 podemos ver que para amoníaco anhidro, una presión de saturación
de 8.9” in.hg. vacío (0.301 bar) corresponde una temperatura de -40.4°F (-40.22°C),
y una presión de saturación de 29.4 psi (2.027 bar) corresponde a una temperatura
de 16°F (-8.89°C), y para otras presiones de saturación se pueden interpolar los
valores con los valores a 0% de agua y a la temperatura deseada y formar las curvas
paralelas a las de la Gráfica 1.
Esto ocasiona que para una requerida temperatura de evaporación, la presión debe
ser menor para mantener las condiciones requeridas en el sistema. Por ejemplo,
evaporadores de una cámara deben trabajar a presiones de evaporación más bajas
para mantener la misma temperatura de la cámara o en un proceso, etc.
Esto se traslada directamente a la capacidad de los compresores. Se ve en la Tabla 1
como se afecta la capacidad TR (kW) por cada grado Fahrenheit en la temperatura
de evaporación (succión). Esta se modifica considerablemente en una reducción del
3%, sobre todo en aplicaciones de baja temperatura (booster). De igual forma, la
demanda de potencia BHP (kW) se modifica, pero lo más significativo es la relación
de potencia sobre capacidad de refrigeración BHP/TR (kW/kW) de 2.4%, dejando
claro que el sistema tendrá menos capacidad y mayor consumo de energía.
8 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
El vapor de agua se transporta con el amoníaco por todo el sistema y dependiendo
del tipo de sistema, por ejemplo en sistema recirculado con bombas, se almacena
en los recipientes de baja temperatura típicamente cuando el amoníaco se evapora
en los evaporadores y es arrastrado al recipiente separador de líquido o acumulador
de succión. En sistemas inundados normalmente se acumula en los evaporadores
o intercambiadores de calor. En sistemas de expansión directa normalmente se
encontrará en los recipientes acumuladores de succión.
En los sistemas de dos etapas, el vapor de agua se encontrará típicamente en los
mismos recipientes y evaporadores, particularmente en el área de baja presión del
sistema. Esto se debe a la diferencia en presión de vapor entre agua y amoníaco;
por ejemplo, a 35°F (1.67°C) la presión de amoníaco es de 66.3 psi absolutas (4.57
bar absoluta) comparado con 0.10 psi absolutas (0.00689 bar absoluta) del agua; y
como el líquido con una presión de vapor mayor se evaporará en mayor proporción
el residuo de líquido con menor presión de vapor, se ira acumulando si la infiltración
no ha sido corregida. Con todos estos casos y con mayor acumulación de agua, el
desempeño de los evaporadores se verá deteriorado progresivamente.
Es importante tomar en cuenta también los puntos de congelación de estas
soluciones de agua-amoniaco, ya que aunque al principio con soluciones menos
diluidas la temperatura de congelación es menor que la del amoníaco, al 100% es
de -107.9°F (-77.72°C); en soluciones con amoníaco menor del 28.5%, el punto de
congelación será mayor de -100°F (-73.33°C) y éste subirá hasta llegar a los 32°F
(0°C) cuando es 100% agua.
Esto es importante, sobre todo en caso de fugas de intercambiadores enfriadores de
agua ya sean de placas o casco y tubos, etc.
La Gráfica 2 muestra las diferentes temperaturas de congelación de las soluciones de
agua-amoníaco.
International Technical Paper #3 © IIAR 2016 9
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
¿Qué pasa con el aceite en el sistema?
El aceite se descompone por la influencia de agua y oxígeno en tres formas:
oxidación, nitruración y el resultante de la formación de nitrocompuestos.
Oxidación es:
AGUA + OXÍGENO + ACEITE ↔ PRECURSORES +
ACIDOS ORGÁNICOS DEBILES
Precursores son compuestos muy complejos que colorean el aceite, estos procesos
son amplificados por el calor y catalizadores (metales).
Nitruración:
AGUA + OXÍGENO + ACEITE ↔ PRECURSORES +
ÁCIDOS ORGÁNICOS DEBILES
Estos procesos también son amplificados por el calor y catalizadores (metales).
Nitrocompuestos:
ÁCIDOS ORGANIXOS + AMONÍACO ↔ NITROCOMPUESTOS
(LODOS, ESPUMAS)
Los nitrocompuestos solo se formarán si la oxidación o nitruración han tomado lugar.
Los nitrocompuestos creados tienen un efecto catalítico, acelerando el proceso de
crear más nitrocompuestos. Estos no son solubles en aceite, pero son parcialmente
solubles en amoníaco y pueden escapar a través de los separadores de aceite al
sistema. Con base a esto, los lodos de los nitrocompuestos serán encontrados en
los compresores, válvulas, tuberías, recipientes, filtros y en todos estos puntos
pueden alojarse y causar problemas de operación. Los nitrocompuestos disueltos en
amoníaco le dan un color amarillo/café.
10 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Reacciones químicas relacionados con agua
El amoníaco anhidro tendrá muy bajo potencial de reaccionar químicamente en un
sistema de refrigeración, pero contaminado con agua resulta muy reactivo. Inclusive
el amoníaco sin nada de agua no ataca el cobre, pero tan pronto un poco de agua es
disuelto en el amoníaco formará el reactivo hidróxido amónico.
NH3 + H2O ↔ [NH4 +OH]
NH4 es un ion de amonio y OH es un ion de hidróxido. Una solución que contiene
iones puede llevar corriente eléctrica y crear una célula galvánica con metales
que tienen diferente potencial eléctrico. Esto da la posibilidad de corrosión
galvánica en válvulas, tuberías. etc., especialmente en áreas de la planta
donde no está presente el aceite.
Los iones son químicamente reactivos y pueden conducir a reacciones químicas en la
planta. Algunos de las reacciones químicas crearán más agua libre en el sistema.
Reacciones con el ácido de la oxidación del aceite:
AMONÍACO + ACIDO ↔ CARBOXILATO DE AMONIO ↔ AMIDA + AGUA
NH3 + RCOOH ↔ RCOONH4 ↔ RCONH2 + H2O
RCOOH es un ácido generado por la oxidación del aceite. RCONH2 es una amida que
puede estar conformado por sólidos del lodo y pueden instalarse en cualquier lugar
en el sistema.
Aire atmosférico siempre contiene algo de CO2,
International Technical Paper #3 © IIAR 2016 11
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Reacciones con el aire que contenga dióxido de carbono incluyen:
AMONÍACO + DIOXIDO DE CARBONO ↔ CARBONATO DE AMONIO ↔
UREA + AGUA
2NH3 + CO2 ↔ H2NCOONH4 ↔ H2NCONH2 + H20
HNCOONH4 es el carbonato de amonio, una sustancia corrosiva al acero y
H2NCONH2 es Urea (Lodo)
Detección de agua en amoníaco
Normalmente no se detectan inmediatamente los efectos hasta que los porcentajes de
agua son mayores, cuando esto ocurre ya se trabajará con presiones de succión más
bajas, con sus respectivos gastos de operación y eficiencias comprometidas por todos
los efectos antes descritos.
Se recomienda incluir en el programa de mantenimiento el análisis de la calidad de
amoníaco para determinar el porcentaje de pureza del mismo, sobre todo en sistemas
con volúmenes importantes de carga de amoníaco. A título de ejemplo, en un sistema
con una carga de 10,000 lb (4500 kg) de amoníaco y una solución o calidad del 0.5%
estamos hablando de un volumen de 50 lb (22.7kg) o 6 galones (22.72 L) de agua
que estarán dentro del sistema.
Para esto existen métodos para determinar la calidad de amoníaco, varios
proveedores de amoníaco pueden hacer estos análisis del sistema o se puede seguir el
procedimiento recomendado en el Boletín 108 del IIAR:
a) Puntos para toma de muestra de amoníaco:
• Sistemas con bombas de la línea de descarga de la bomba
• Sistema transferencia con gas de la línea del recipiente de transferencia al
(Phillips) recibidor de presión constante
12 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
• Sistema inundado de la válvula de drenaje del recipiente inundado
(surge drum)
• Sistema DX de la línea de transferencia del acumulador
b) Procedimiento:
1. Tomar una muestra de 6.10 in3 o 3.38 oz (100mL) en una pipeta graduada que
tenga venteo, no permitir que suba la presión en la pipeta.
a. En los anexos A) y B) se muestra una pipeta para tomar muestras de
amoníaco.
2. Mantener la pipeta sumergida en agua a una temperatura de 80°F a 90°F
(26°C a 32°C) y dejar que se evapore el amoníaco. Es importante que se
mantenga la temperatura del agua lo más constante posible, el acelerar la
evaporación puede afectar el resultado.
3. Seguir el procedimiento para el cálculo del volumen de agua con base a la
presión de donde se tomó la muestra, el volumen del residuo, el factor de
evaporación FE y el volumen de la muestra. Con la fórmula:
TRABAJO'TECNICO'ESPAÑOL'#' 9'/'39' IIAR'2016'
(Phillips)'recibidor'de'presión'constante'' '
•' Sistema'inundado' de'la'válvula'de'drenaje'del'recipiente'' inundado'(surge#drum)'
•' Sistema'DX' de'la'línea'de'transferencia'del'acumulador''
'b)' Procedimiento:'
1.' Tomar'una'muestra'de'6.10'in3'o'3.38'oz'(100mL)'en'una'pipeta'graduada'que'tenga'venteo,'no'permitir'que'suba'la'presión'en'la'pipeta.'
a.' En'los'anexos'A)'y'B)'se'muestra'una'pipeta'para'tomar'muestras'de'amoníaco.'
2.' Mantener'la'pipeta'sumergida'en'agua'a'una'temperatura'de'80°F'a'90°F'(26°C'a'32°C)'y'dejar'que'se'evapore'el'amoníaco.'Es'importante'que'se'mantenga'la'temperatura'del'agua'lo'más'constante'posible,'el'acelerar'la'evaporación'puede'afectar'el'resultado.'
3.' Seguir'el'procedimiento'para'el'cálculo'del'volumen'de'agua'con'base'a'la'presión'de'donde'se'tomó'la'muestra,'el'volumen'del'residuo,'el'factor'de'evaporación'FE'y'el'volumen'de'la'muestra.'Con'la'fórmula:'
'
%"#$%&"'(")'*+ = -."/'*01%+"2"0.914"2"89-.":%'*;/& """2"100""""""""""""""'
'
Con'base'a'los'resultados'habrá'que'hacer'un'plan'para'purificar'el'amoníaco,'cambiar'la'carga,'etc.'Dependiendo'de'qué'tan'crítico'es'el'porcentaje'de'agua'obtenido,'de'igual'forma'identifique'las'oportunidades'donde'se'ha'infiltrado'esa'agua'al'sistema'para'resolver'el'problema'de'raíz.'
'
Remover#agua#del#sistema#
'Una'vez'determinados'la'magnitud'y'el'origen'del'problema'de'agua'en'el'sistema,'hay'que'determinar'el'plan'de'acción'para'removerla'del'sistema.''En'sistemas'con'una'carga'pequeña'de'amoníaco'lo'más'conveniente'y'rápido'es'cambiar'la'carga'con'un'proveedor'de'amoníaco'y'renovarla'por'amoníaco'grado'refrigeración.'Por'ejemplo,'en'algún'chiller'enfriador'de'líquido'que'haya'tenido'un'problema'en'el'intercambiador,'donde'normalmente'tendrán'una'carga'de'refrigerante'
Con base a los resultados habrá que hacer un plan para purificar el amoníaco,
cambiar la carga, etc. Dependiendo de qué tan crítico es el porcentaje de agua
obtenido, de igual forma identifique las oportunidades donde se ha infiltrado esa
agua al sistema para resolver el problema de raíz.
Remover agua del sistema
Una vez determinados la magnitud y el origen del problema de agua en el sistema,
hay que determinar el plan de acción para removerla del sistema.
En sistemas con una carga pequeña de amoníaco lo más conveniente y rápido es
cambiar la carga con un proveedor de amoníaco y renovarla por amoníaco grado
International Technical Paper #3 © IIAR 2016 13
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
refrigeración. Por ejemplo, en algún chiller enfriador de líquido que haya tenido
un problema en el intercambiador, donde normalmente tendrán una carga de
refrigerante entre 50 a 350 kg de amoníaco, puede ser más conveniente y rápido el
cambio de la carga completa.
En otros sistemas no será tan conveniente el cambio de toda la carga de refrigerante
por las siguientes causas:
• Volumen o carga de amoníaco en el sistema
• Paro completo del sistema, y el tiempo para hacer el servicio
• Costo de maniobras, herramientas, tanques, etc.
• Pérdidas en tiempos de producción, etc.
• Costo de la nueva carga de amoníaco
• Costo del desecho del amoníaco contaminado
Por lo tanto, debemos ver otros métodos para desechar el agua del sistema.
En estos casos la remoción de agua se hace en etapas o por lotes usando una fuente
de energía calorífica para evaporar el amoníaco y recolectar lo que quede que son
residuos de agua, aceite, etc.
Un sistema para “secar” el amoníaco no es un sistema que se considere en la etapa
de diseño de un sistema tradicional de refrigeración con amoníaco. Por lo que hay
varias opciones para realzar este proceso.
El secador de amoníaco es un proceso como destilar el amoníaco y regresarlo al
sistema que puede instalarse en forma permanente o temporal para hacer el proceso
en forma constante o solo por temporadas, después de un servicio, una instalación
nueva, para varios sistemas, etc.
14 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
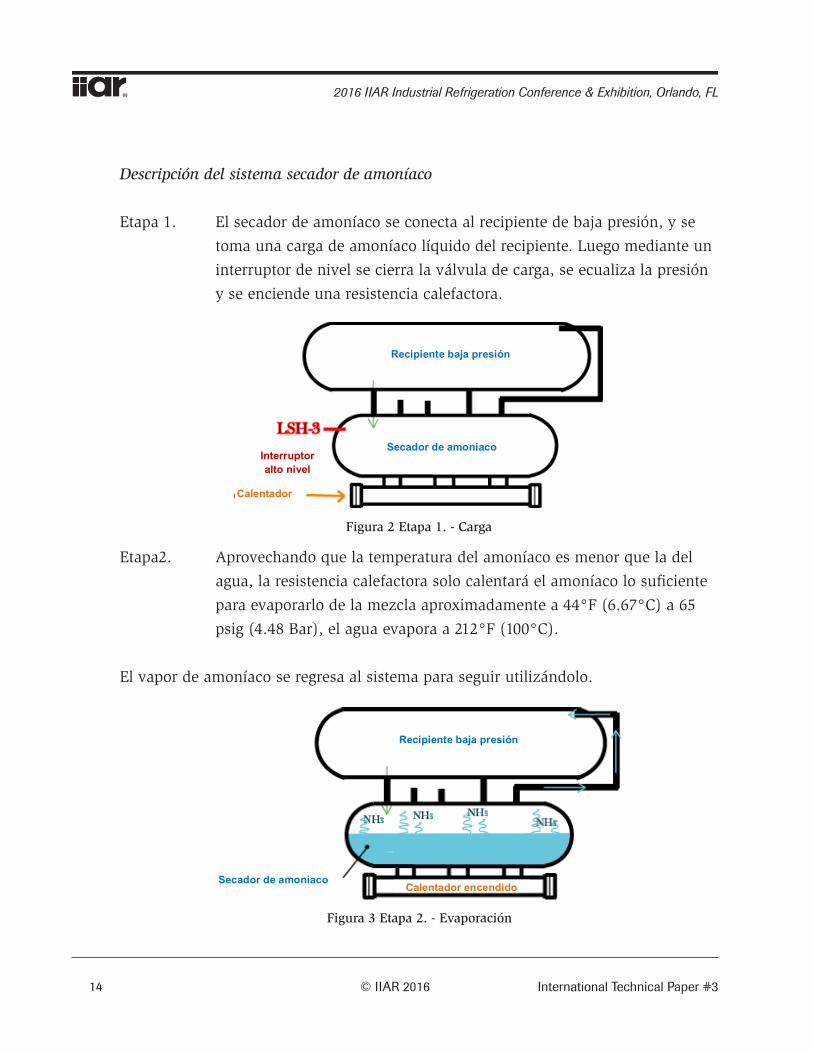
Descripción del sistema secador de amoníaco
Etapa 1. El secador de amoníaco se conecta al recipiente de baja presión, y se
toma una carga de amoníaco líquido del recipiente. Luego mediante un
interruptor de nivel se cierra la válvula de carga, se ecualiza la presión
y se enciende una resistencia calefactora.
TRABAJO'TECNICO'ESPAÑOL'#' 10'/'39' IIAR'2016'
entre'50'a'350'kg'de'amoníaco,'puede'ser'más'conveniente'y'rápido'el'cambio'de'la'carga'completa.''En'otros'sistemas'no'será'tan'conveniente'el'cambio'de'toda'la'carga'de'refrigerante'por'las'siguientes'causas:''
"' Volumen'o'carga'de'amoníaco'en'el'sistema'
"' Paro'completo'del'sistema,'y'el'tiempo'para'hacer'el'servicio'
"' Costo'de'maniobras,'herramientas,'tanques,'etc.'
"' Pérdidas'en'tiempos'de'producción,'etc.'
"' Costo'de'la'nueva'carga'de'amoníaco'
"' Costo'del'desecho'del'amoníaco'contaminado'
'Por'lo'tanto,'debemos'ver'otros'métodos'para'desechar'el'agua'del'sistema.''En'estos'casos'la'remoción'de'agua'se'hace'en'etapas'o'por'lotes'usando'una'fuente'de'energía'calorífica'para'evaporar'el'amoníaco'y'recolectar'lo'que'quede'que'son'residuos'de'agua,'aceite,'etc.'''Un'sistema'para'“secar”'el'amoníaco'no'es'un'sistema'que'se'considere'en'la'etapa'de'diseño'de'un'sistema'tradicional'de'refrigeración'con'amoníaco.'Por'lo'que'hay'varias'opciones'para'realzar'este'proceso.''El'secador'de'amoníaco'es'un'proceso'como'destilar'el'amoníaco'y'regresarlo'al'sistema'que'puede'instalarse'en'forma'permanente'o'temporal'para'hacer'el'proceso'en'forma'constante'o'solo'por'temporadas,'después'de'un'servicio,'una'instalación'nueva,'para'varios'sistemas,'etc.''(
Descripción#del#sistema#secador#de#amoníaco#'
Etapa'1.c' El'secador'de'amoníaco'se'conecta'al'recipiente'de'baja'presión,'y'se'toma'una'carga'de'amoníaco'líquido'del'recipiente.'Luego'mediante'un'interruptor'de'nivel'se'cierra'la'válvula'de'carga,'se'ecualiza'la'presión'y'se'enciende'una'resistencia'calefactora.''
''
'#
#
#
Figura#2#Etapa#1.D#Carga#
Recipiente(baja(presión(
Secador(de(amoniaco(
Calentador(
Interruptor(
alto(nivel(
Figura 2 Etapa 1. - Carga
Etapa2. Aprovechando que la temperatura del amoníaco es menor que la del
agua, la resistencia calefactora solo calentará el amoníaco lo suficiente
para evaporarlo de la mezcla aproximadamente a 44°F (6.67°C) a 65
psig (4.48 Bar), el agua evapora a 212°F (100°C).
El vapor de amoníaco se regresa al sistema para seguir utilizándolo.
TRABAJO'TECNICO'ESPAÑOL'#' 11'/'39' IIAR'2016'
#
#
#
#
''
Etapa'2.c' Aprovechando'que'la'temperatura'del'amoníaco'es'menor'que'la'del'agua,'la'resistencia'calefactora'solo'calentará'el'amoníaco'lo'suficiente'para'evaporarlo'de'la'mezcla'aproximadamente'a'44°F'(6.67°C)'a'65'psig'(4.48'Bar),'el'agua'evapora'a'212°F'(100°C).'
'El'vapor'de'amoníaco'se'regresa'al'sistema'para'seguir'utilizándolo.'
''
''''''
'
'
'
'
Etapa'3.c' Conforme'el'amoníaco'se'evapora,'el'nivel'de'líquido'en'el'recipiente'baja'hasta'que'el'interruptor'de'bajo'nivel'detecta'que'no'hay'líquido'y'tendrá'dos'opciones'con'base'a'la'temperatura'del'líquido'remanente:'
'
a)' El'control'iniciará'otra'carga'de'amoníaco'líquido'repitiendo'el'ciclo'de'nuevo,'Etapa'1.'
b)' O'seguirá'encendido'para'evaporar'todo'el'amoníaco'posible'y'enviar'una'señal'de'que'está'listo'para'una'descarga'o'drenaje'manual.'
'
'''''
Recipiente(Baja(Presión(
Secador(de(amoniaco(Calentador(encendido(
Figura#3#Etapa#2.D#Evaporación#
Recipiente(baja(presión(
Secador(de(amoníaco(
Recipiente(baja(presión(
Interruptor(Bajo(Nivel(
Recipiente(desecho(de(Agua,(
Figura 3 Etapa 2. - Evaporación
International Technical Paper #3 © IIAR 2016 15
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
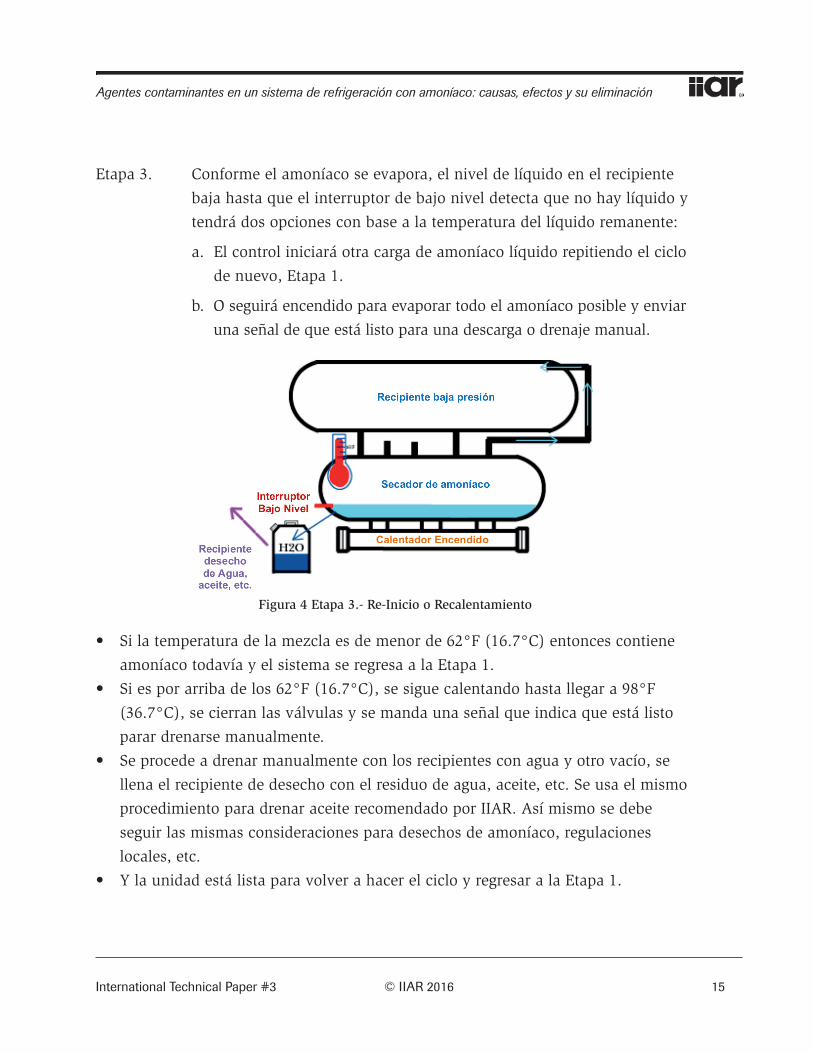
Etapa 3. Conforme el amoníaco se evapora, el nivel de líquido en el recipiente
baja hasta que el interruptor de bajo nivel detecta que no hay líquido y
tendrá dos opciones con base a la temperatura del líquido remanente:
a. El control iniciará otra carga de amoníaco líquido repitiendo el ciclo
de nuevo, Etapa 1.
b. O seguirá encendido para evaporar todo el amoníaco posible y enviar
una señal de que está listo para una descarga o drenaje manual.
TRABAJO'TECNICO'ESPAÑOL'#' 12'/'39' IIAR'2016'
'''''
''
!' Si'la'temperatura'de'la'mezcla'es'de'menor'de'62°F'(16.7°C)'entonces'contiene'amoníaco'todavía'y'el'sistema'se'regresa'a'la'Etapa'1.'
'
!' Si'es'por'arriba'de'los'62°F'(16.7°C),'se'sigue'calentando'hasta'llegar'a'98°F'(36.7°C),'se'cierran'las'válvulas'y'se'manda'una'señal'que'indica'que'está'listo'parar'drenarse'manualmente.'
'!' Se'procede'a'drenar'manualmente'con'los'recipientes'con'agua'y'otro'
vacío,'se'llena'el'recipiente'de'desecho'con'el'residuo'de'agua,'aceite,'etc.'Se'usa'el'mismo'procedimiento'para'drenar'aceite'recomendado'por'IIAR.'Así'mismo'se'debe'seguir'las'mismas'consideraciones'para'desechos'de'amoníaco,'regulaciones'locales,'etc.'
'!' Y'la'unidad'está'lista'para'volver'a'hacer'el'ciclo'y'regresar'a'la'Etapa'1.'
''
'''''''''''''
'''''
Calentador(Encendido(
Conexión'a'la'Línea'de'Descarga'de'la'bomba'de'Líquido'
Conexión'a'la'Línea'de'Succión'del'Recipiente'de'Baja'Presión'
Conexión'al'cabezal'de'líneas'de'válvulas'de'seguridad'
Figura#5#Diagrama#DTI#Secador#de#Amoníaco#
Figura 4 Etapa 3.- Re-Inicio o Recalentamiento
• Si la temperatura de la mezcla es de menor de 62°F (16.7°C) entonces contiene
amoníaco todavía y el sistema se regresa a la Etapa 1.
• Si es por arriba de los 62°F (16.7°C), se sigue calentando hasta llegar a 98°F
(36.7°C), se cierran las válvulas y se manda una señal que indica que está listo
parar drenarse manualmente.
• Se procede a drenar manualmente con los recipientes con agua y otro vacío, se
llena el recipiente de desecho con el residuo de agua, aceite, etc. Se usa el mismo
procedimiento para drenar aceite recomendado por IIAR. Así mismo se debe
seguir las mismas consideraciones para desechos de amoníaco, regulaciones
locales, etc.
• Y la unidad está lista para volver a hacer el ciclo y regresar a la Etapa 1.
16 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
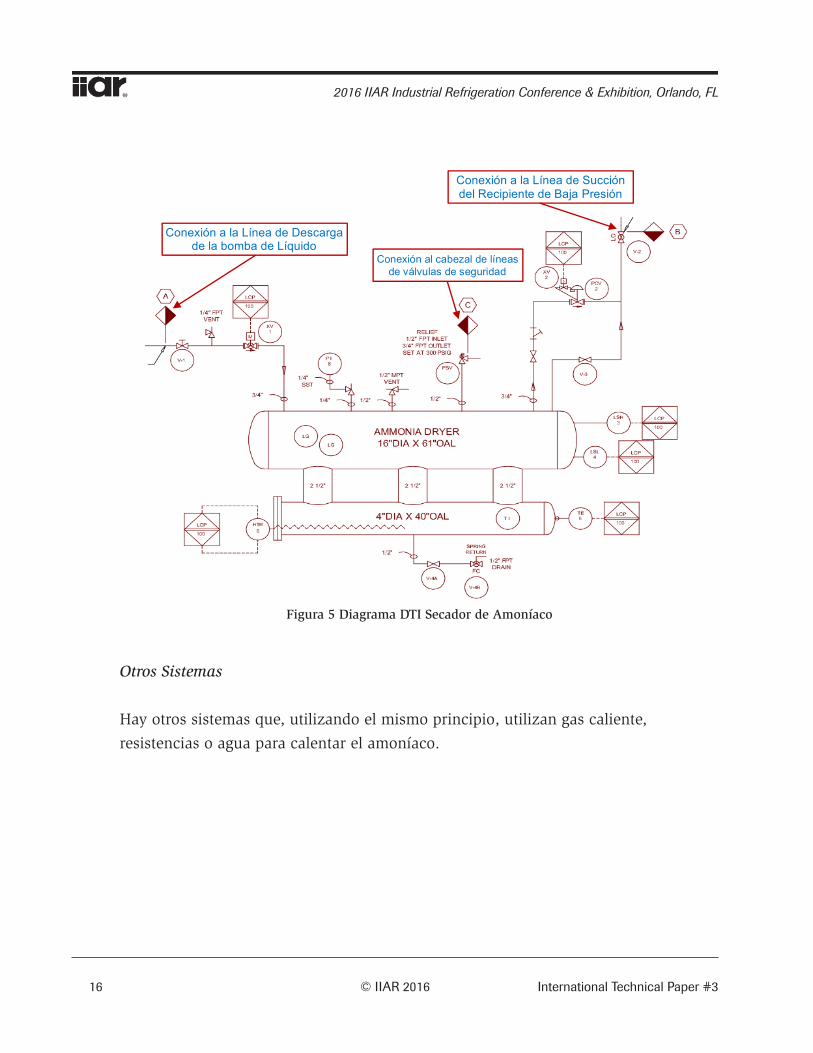
Figura 5 Diagrama DTI Secador de Amoníaco
TRABAJO'TECNICO'ESPAÑOL'#' 12'/'39' IIAR'2016'
'''''
''
!' Si'la'temperatura'de'la'mezcla'es'de'menor'de'62°F'(16.7°C)'entonces'contiene'amoníaco'todavía'y'el'sistema'se'regresa'a'la'Etapa'1.'
'
!' Si'es'por'arriba'de'los'62°F'(16.7°C),'se'sigue'calentando'hasta'llegar'a'98°F'(36.7°C),'se'cierran'las'válvulas'y'se'manda'una'señal'que'indica'que'está'listo'parar'drenarse'manualmente.'
'!' Se'procede'a'drenar'manualmente'con'los'recipientes'con'agua'y'otro'
vacío,'se'llena'el'recipiente'de'desecho'con'el'residuo'de'agua,'aceite,'etc.'Se'usa'el'mismo'procedimiento'para'drenar'aceite'recomendado'por'IIAR.'Así'mismo'se'debe'seguir'las'mismas'consideraciones'para'desechos'de'amoníaco,'regulaciones'locales,'etc.'
'!' Y'la'unidad'está'lista'para'volver'a'hacer'el'ciclo'y'regresar'a'la'Etapa'1.'
''
'''''''''''''
'''''
Calentador(Encendido(
Conexión'a'la'Línea'de'Descarga'de'la'bomba'de'Líquido'
Conexión'a'la'Línea'de'Succión'del'Recipiente'de'Baja'Presión'
Conexión'al'cabezal'de'líneas'de'válvulas'de'seguridad'
Figura#5#Diagrama#DTI#Secador#de#Amoníaco#
Otros Sistemas
Hay otros sistemas que, utilizando el mismo principio, utilizan gas caliente,
resistencias o agua para calentar el amoníaco.
International Technical Paper #3 © IIAR 2016 17
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
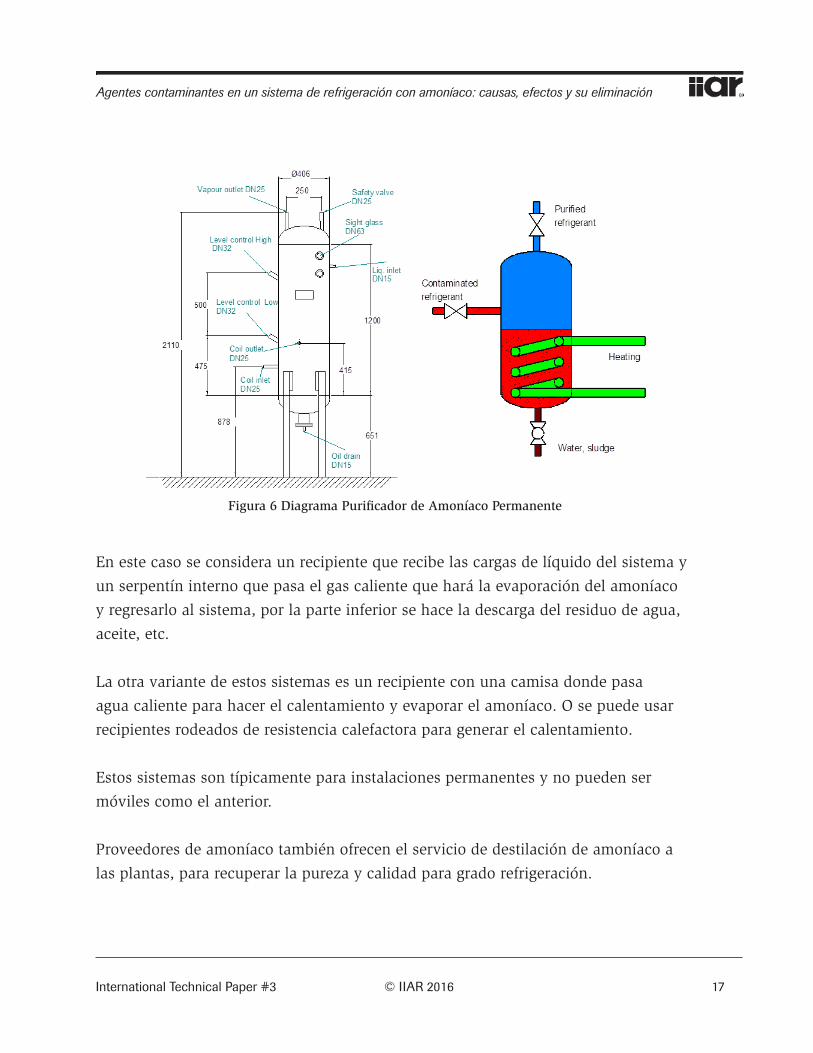
Figura 6 Diagrama Purificador de Amoníaco Permanente
TRABAJO'TECNICO'ESPAÑOL'#' 13'/'39' IIAR'2016'
''''''Otros#Sistemas#
Hay'otros'sistemas'que,'utilizando'el'mismo'principio,'utilizan'gas'caliente,'resistencias'o'agua'para'calentar'el'amoníaco.''''''''''''''''''''''En'este'caso'se'considera'un'recipiente'que'recibe'las'cargas'de'líquido'del'sistema'y'un'serpentín'interno'que'pasa'el'gas'caliente'que'hará'la'evaporación'del'amoníaco'y'regresarlo'al'sistema,'por'la'parte'inferior'se'hace'la'descarga'del'residuo'de'agua,'aceite,'etc.''La'otra'variante'de'estos'sistemas'es'un'recipiente'con'una'camisa'donde'pasa'agua'caliente'para'hacer'el'calentamiento'y'evaporar'el'amoníaco.'O'se'puede'usar'recipientes'rodeados'de'resistencia'calefactora'para'generar'el'calentamiento.''Estos'sistemas'son'típicamente'para'instalaciones'permanentes'y'no'pueden'ser'móviles'como'el'anterior.''Proveedores'de'amoníaco'también'ofrecen'el'servicio'de'destilación'de'amoníaco'a'las'plantas,'para'recuperar'la'pureza'y'calidad'para'grado'refrigeración.'
Figura#6#Diagrama#Purificador#de#Amoníaco#Permanente#
En este caso se considera un recipiente que recibe las cargas de líquido del sistema y
un serpentín interno que pasa el gas caliente que hará la evaporación del amoníaco
y regresarlo al sistema, por la parte inferior se hace la descarga del residuo de agua,
aceite, etc.
La otra variante de estos sistemas es un recipiente con una camisa donde pasa
agua caliente para hacer el calentamiento y evaporar el amoníaco. O se puede usar
recipientes rodeados de resistencia calefactora para generar el calentamiento.
Estos sistemas son típicamente para instalaciones permanentes y no pueden ser
móviles como el anterior.
Proveedores de amoníaco también ofrecen el servicio de destilación de amoníaco a
las plantas, para recuperar la pureza y calidad para grado refrigeración.
18 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
De igual forma se tiene que hacer la actividad del drenaje manual del residuo con
las mismas consideraciones de seguridad, y métodos recomendados para desechar
el agua-amoníaco-aceite en forma apropiada, siguiendo los procedimientos y
regulaciones locales.
II. Gases no-condensables
Otro de los contaminantes en un sistema de refrigeración con amoníaco son los
gases no- condensables, también llamados incondensables, que principalmente se
componen de aire dentro del sistema.
Como se mencionó en el punto anterior, la entrada de aire al sistema puede ser por:
• La entrada de aire al sistema: donde la humedad del aire se queda en el sistema
a. El ingreso de aire en sistemas que operan con amoníaco puede ocurrir
en la etapa de baja temperatura operándose a presiones de vacío cuyas
temperaturas de saturación están en estos valores: -28.0°F ~ 14.70 psia o 0.00
psig (-33.3°C ~ 1.01 bar)
b. Por fugas en prensa estopas o vástagos de válvulas, sellos mecánicos del
compresor, empaques en bridas principalmente.
c. Aire en tuberías y accesorios como recipientes de filtros que no tuvieron un
buen proceso de vacío antes de conectarlas al sistema, desde el momento de la
construcción del sistema o en servicios posteriores.
d. Durante la carga de aceite al sistema
e. Carga de amoníaco con aire u otros no condensables, mala calidad (no grado
refrigeración), reutilizado o de recipientes o cilindros con aire.
f. Mala evacuación (vacío) y preparación del sistema (barrido) antes de cargarlo
de amoníaco.
• Otras causas menos comunes
g. Separación de las partes volátiles en el aceite debido a temperatura
h. Separación de amoníaco en nitrógeno e hidrogeno en cantidades mínimas
por temperatura.
International Technical Paper #3 © IIAR 2016 19
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
¿Cómo determinar que tenemos gases no-condensables?
El aire que entra al sistema de refrigeración genera un efecto directo sobre la presión
de condensación
Si un sistema de amoníaco contiene no-condensables, como el aire, en cantidades
superiores a 0,5% del espacio del recibidor, que normalmente no está ocupado por
el amoníaco líquido, el aumento resultante en el consumo de energía para la mayoría
de los sistemas hace que sea económicamente conveniente purgar o ventear los gases
no condensables para reducir la concentración del orden de una quinta parte del
nivel original o menos.
Las relaciones entre los porcentajes de no condensables y el incremento resultante de
la presión de condensación no son exactas, estos valores son resultantes de análisis
experimentales solamente. Esto es porque la ubicación y efectos físicos de los no-
condensables pueden variar con el diseño del sistema y tasa de flujo del refrigerante
dentro del sistema.
Efectos de los gases no-condensables en el sistema
En el condensador-recibidor los no-condensables podrían:
a. Crear una barrera aislante en la superficie de condensación que eleva el
coeficiente de película de condensación, con una mayor resistencia del vapor a
su condensación.
b. Actuar temporalmente como una barrera casi total en ciertas partes de la
superficie de condensación, disminuyendo la capacidad de condensación
(superficie)
c. Elevar la presión del recibidor, y como resultado habrá una mayor resistencia
del líquido a entrar en el recibidor
20 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Puede ser cualquiera o la combinación de las tres causas, y como resultado el sistema
estará sometido a una mayor presión de condensación
Se puede hacer una aproximación del rendimiento basado en la presión total que
existe realmente en un condensador aislado y con una temperatura estable y la
presión que existiría allí al no estar presentes gases no-condensables.
Ejemplo:
Si un condensador evaporativo aislado con válvulas es operado con el flujo de agua de
la cuba, sin flujo de aire, la temperatura del agua es de 75°F (23.88°C), un manómetro
preciso lee 129 psig (8.89 bar); entonces la presión resultante con el efecto de los
no-condensables en el condensador es la diferencia entre la presión de saturación
del amoníaco en 75°F (23.88°C) que es de 125.8 psig (8.67 bar) y la presión real que
marca el manómetro 129 psig o (8.80 bar) siendo de 3,2 psi (0.22 bar).
Este efecto o incremento en presión por aire o no-condensables de 3,2 psi para un
sistema de amoníaco trabajando a una temperatura de saturación de succión de 5°F
(-15°C) y una temperatura de condensación de diseño de 86°F (30°C) resultaría en
costos de energía adicional de un 2.3% más una reducción del 0.5% en la capacidad
de refrigeración o un total de alrededor del 2,8% de pérdida de rendimiento. Para
una planta de 500 toneladas usando 1.2 KW / ton con un 75% de tiempo en marcha
y potencia en $0.10 centavos USD/kWh, el costo de energía adicional inútil por año
debido a los no-condensables es mayor de $10,000 USD. Ver Tabla 2
Es importante tomar en cuenta que este ahorro es para una anormalidad muy leve en
la presión del condensador que es muy probable que no fueran detectadas por típicas
observaciones y monitoreo de la presión de condensación del cuarto de máquinas.
Se ha visto en el campo que el efecto es mucho mayor en la mayoría de los casos.
Una vez que se detecta que tenemos gases no-condensables o aire en el sistema, solo
International Technical Paper #3 © IIAR 2016 21
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
su remoción del sistema, trabajando y observando la presión de condensación, se
determinará el nivel de ahorro de energía que se obtiene en el sistema por este efecto
solamente (sin tomar en cuenta los otros factores como incrustación, temperaturas
ambientales en verano, invierno, etc. que también tendrán efecto en la presión de
condensación).
¿Cómo se eliminan o separan los gases no-condensables?
Purgar el sistema es la forma común para eliminar los gases no condensables del
sistema. Esto puede ser en forma manual o en forma automática o semiautomática y
en diferentes puntos del sistema; para esto hay varias opciones en el mercado.
Donde realizar la purga
Hay varios puntos de purga que hay que tomar en cuenta–queremos ubicar donde
se aloja el mayor volumen de aire–y esos son localizados en los puntos de más baja
temperatura, las áreas de más baja velocidad como en el recibidor de líquido que en
su parte superior se almacena la mayor parte de los gases no condensables; también
en los condensadores el aire está en la parte superior del cabezal de descarga de
líquido.
Se aplican tres conceptos para la purga de gases no-condensables:
• Venteo directo de la mezcla de aire-refrigerante.
• Comprimir la mezcla, condensar lo más posible el refrigerante y ventear la mezcla
de vapor que es rica en gases no-condenables.
• Condensar el refrigerante en un evaporador pequeño, seguido del venteo de la
mezcla de aire-refrigerante.
22 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Purga manual
En sistemas pequeños se puede hacerla pero tiene el problema de la liberación
de gas amoníaco a la atmosfera por lo que debe de hacerse con cuidado y bajo
procedimientos de seguridad establecidos.
El vapor es liberado de la parte superior de un recibidor de refrigerante a alta presión
después del condensador. Esta liberación es principalmente refrigerante vapor
con algunos no condensables. Mientras más vapor se libere más refrigerante será
descargado, se debe descargar sobre un recipiente con agua para que se absorba el
amoníaco y no se libere el gas a la atmosfera, esto expulsará un volumen interesante
de refrigerante pero no tanto de no-condensables.
En sistemas más grandes esta operación puede ser muy complicada por el nivel de
gases no condensables y la liberación en exceso de refrigerante; en algunos países no
está permitido hacer este tipo de procedimiento.
Purga automática
En otros sistemas como R123, etc., y en sistemas con compresores centrífugos–pero
limitado en sistemas de refrigeración industrial–se utiliza un compresor pequeño que
eleva la presión y condensa el refrigerante con un condensador con tubo enfriado
por agua. El vapor venteado después de este condensador es más alto en gases no
condensables que la mezcla que se tiene originalmente.
Otro variante de este sistema es usar un sistema de refrigeración en el que el
evaporador sirve como el condensador de la muestra de purga; de igual forma se
condensa el mayor volumen de refrigerante y se ventea el no condensable.
International Technical Paper #3 © IIAR 2016 23
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
TRABAJO'TECNICO'ESPAÑOL'#' 17'/'39' IIAR'2016'
En'sistemas'pequeños'se'puede'hacerla'pero'tiene'el'problema'de'la'liberación'de'gas'amoníaco'a'la'atmosfera'por'lo'que'debe'de'hacerse'con'cuidado'y'bajo'procedimientos'de'seguridad'establecidos.''El'vapor'es'liberado'de'la'parte'superior'de'un'recibidor'de'refrigerante'a'alta'presión'después'del'condensador.'Esta'liberación'es'principalmente'refrigerante'vapor'con'algunos'no'condensables.'Mientras'más'vapor'se'libere'más'refrigerante'será'descargado,'se'debe'descargar'sobre'un'recipiente'con'agua'para'que'se'absorba'el'amoníaco'y'no'se'libere'el'gas'a'la'atmosfera,'esto'expulsará'un'volumen'interesante'de'refrigerante'pero'no'tanto'de'noccondensables.'''En'sistemas'más'grandes'esta'operación'puede'ser'muy'complicada'por'el'nivel'de'gases'no'condensables'y'la'liberación'en'exceso'de'refrigerantel'en'algunos'países'no'está'permitido'hacer'este'tipo'de'procedimiento.''Purga'automática''En'otros'sistemas'como'R123,'etc.,'y'en'sistemas'con'compresores'centrífugos–pero'limitado'en'sistemas'de'refrigeración'industrial–se'utiliza'un'compresor'pequeño'que'eleva'la'presión'y'condensa'el'refrigerante'con'un'condensador'con'tubo'enfriado'por'agua.'El'vapor'venteado'después'de'este'condensador'es'más'alto'en'gases'no'condensables'que'la'mezcla'que'se'tiene'originalmente.''Otro'variante'de'este'sistema'es'usar'un'sistema'de'refrigeración'en'el'que'el'evaporador'sirve'como'el'condensador'de'la'muestra'de'purgal'de'igual'forma'se'condensa'el'mayor'volumen'de'refrigerante'y'se'ventea'el'no'condensable.'
'''''''''''''''''
'
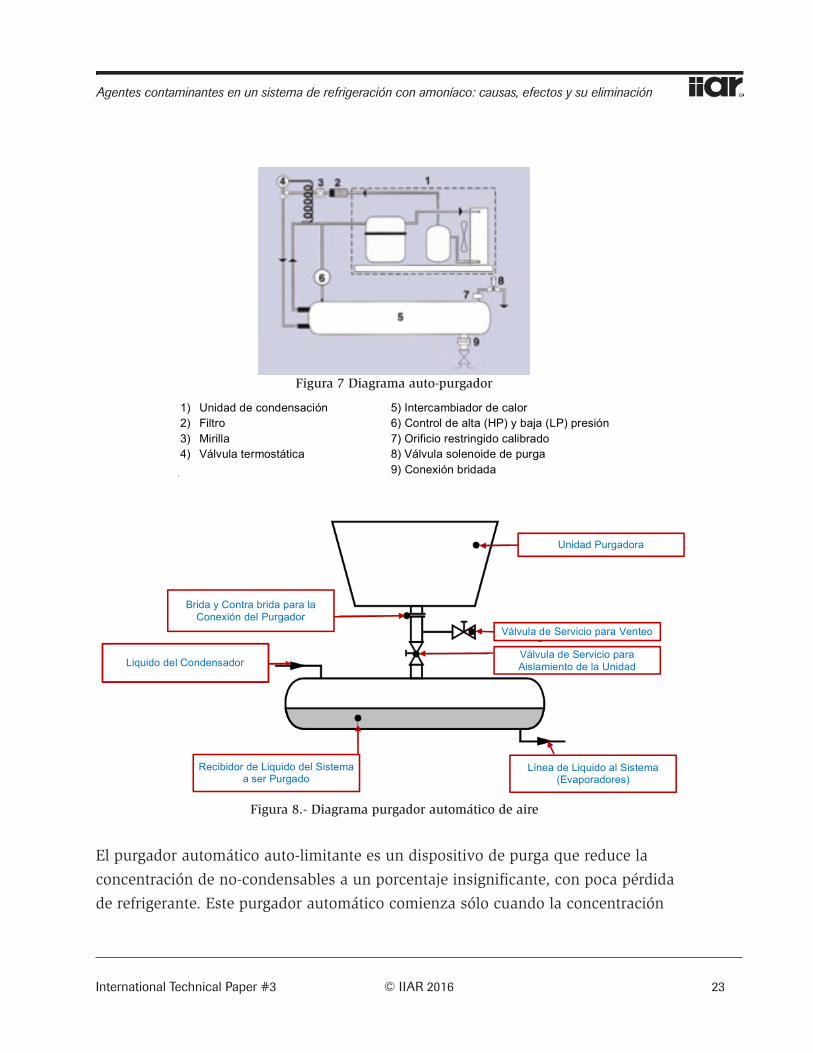
Figura#7#Diagrama#autoDpurgador#
1) Unidad'de'condensación' 5)'Intercambiador'de'calor'2) Filtro' 6)'Control'de'alta'(HP)'y'baja'(LP)'presión'3) Mirilla' 7)'Orificio'restringido'calibrado'4) Válvula'termostática' 8)'Válvula'solenoide'de'purga'
' 9)'Conexión'bridada'
Figura 7 Diagrama auto-purgador
Figura 8.- Diagrama purgador automático de aire
TRABAJO'TECNICO'ESPAÑOL'#' 18'/'39' IIAR'2016'
''''''''''''''''''''''''''''''El'purgador'automático'autoclimitante'es'un'dispositivo'de'purga'que'reduce'la'concentración'de'noccondensables'a'un'porcentaje'insignificante,'con'poca'pérdida'de'refrigerante.'Este'purgador'automático'comienza'sólo'cuando'la'concentración'de'no'condensables'en'el'recibidor'de'líquido'es'de'2%'o'más'y'se'detiene'cuando'esta'concentración'ha'bajado'a'menos'del'1%.'Por'lo'tanto,'con'una'concentración'media'de'menos'de'0.1%,'la'concentración'promedio'en'toda'la'instalación'es'mucho'menor.'''Este'sistema'funciona'con'R404a'con'sistema'de'condensación'por'aire'y'compresor'hermético.'Es'de'expansión'directa'con'válvula'termostática,'y'totalmente'automático.'Trabaja'30'minutos'por'día'y'mantiene'el'porcentaje'de'gases'noccondensables'en'menos'del'2%.'En'caso'de'sistemas'nuevos'o'con'alta'concentración'de'noccondensables,'podrá'trabajar'más'tiempo'por'día.'
'Otros'sistemas'de'pruga'de'aire'
Brida'y'Contra'brida'para'la'Conexión'del'Purgador'
Liquido'del'Condensador'
Recibidor'de'Liquido'del'Sistema''a'ser'Purgado'
Línea'de'Liquido'al'Sistema'(Evaporadores)'
Unidad'Purgadora'
Válvula'de'Servicio'para'Venteo'
Válvula'de'Servicio'para'Aislamiento'de'la'Unidad'
Figura#8.D#Diagrama#purgador#automático#de#aire#
El purgador automático auto-limitante es un dispositivo de purga que reduce la
concentración de no-condensables a un porcentaje insignificante, con poca pérdida
de refrigerante. Este purgador automático comienza sólo cuando la concentración
24 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
de no condensables en el recibidor de líquido es de 2% o más y se detiene cuando
esta concentración ha bajado a menos del 1%. Por lo tanto, con una concentración
media de menos de 0.1%, la concentración promedio en toda la instalación es mucho
menor.
Este sistema funciona con R404a con sistema de condensación por aire y compresor
hermético. Es de expansión directa con válvula termostática, y totalmente
automático. Trabaja 30 minutos por día y mantiene el porcentaje de gases no-
condensables en menos del 2%. En caso de sistemas nuevos o con alta concentración
de no-condensables, podrá trabajar más tiempo por día.
Otros sistemas de pruga de aire
Existen otras opciones para resolver sistemas de purga de incondensables que
presentan variaciones con relación a lo desctrito anteriormente.
Utilizan gas refrigerante para evaporar el amoníaco y separar los gases no-
condensables para poder luego liberarlos afuera del sistema de refrigeracion.
Puntos de purga
Los puntos de purga son los puntos donde se recolecta el mayor volumen de aire y
no condensables del sistema, típicamente en lugares de baja temperatura o lugares
de más baja velocidad en recipientes. Dependiendo del tamaño del sistema y arreglo
del cuarto de máquinas, número de condensadores, recibidores de líquido, etc., se
determinará el número y localización de los puntos de purga óptimos. Los puntos
más comunes son:
• Líneas de drenaje de líquido de los condensadores evaporativos
• Recibidores de líquido/termosifón
• Condensadores con intercambiadores de calor casco y tubo, placas, etc.
• Válvulas de flotador de alta presión
International Technical Paper #3 © IIAR 2016 25
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
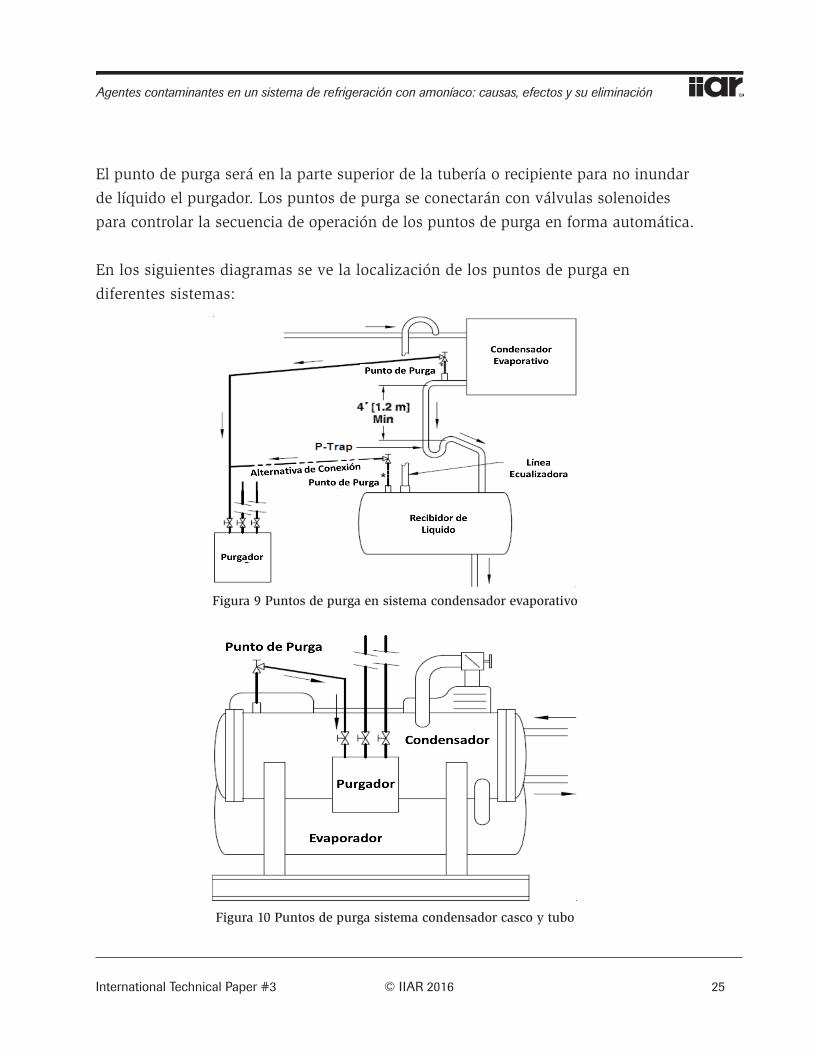
El punto de purga será en la parte superior de la tubería o recipiente para no inundar
de líquido el purgador. Los puntos de purga se conectarán con válvulas solenoides
para controlar la secuencia de operación de los puntos de purga en forma automática.
En los siguientes diagramas se ve la localización de los puntos de purga en
diferentes sistemas:
Figura 9 Puntos de purga en sistema condensador evaporativo
TRABAJO'TECNICO'ESPAÑOL'#' 19'/'39' IIAR'2016'
'Existen'otras'opciones'para'resolver'sistemas'de'purga'de'incondensables'que'presentan'variaciones'con'relación'a'lo'desctrito'anteriormente.''Utilizan'gas'refrigerante'para'evaporar'el'amoníaco'y'separar'los'gases'noccondensables'para'poder'luego'liberarlos'afuera'del'sistema'de'refrigeracion.''Puntos'de'purga''Los'puntos'de'purga'son'los'puntos'donde'se'recolecta'el'mayor'volumen'de'aire'y'no'condensables'del'sistema,'típicamente'en'lugares'de'baja'temperatura'o'lugares'de'más'baja'velocidad'en'recipientes.'Dependiendo'del'tamaño'del'sistema'y'arreglo'del'cuarto'de'máquinas,'número'de'condensadores,'recibidores'de'líquido,'etc.,'se'determinará'el'número'y'localización'de'los'puntos'de'purga'óptimos.'Los'puntos'más'comunes'son:''
•' Líneas'de'drenaje'de'líquido'de'los'condensadores'evaporativos'
•' Recibidores'de'líquido/termosifón''
•' Condensadores'con'intercambiadores'de'calor'casco'y'tubo,'placas,'etc.'
•' Válvulas'de'flotador'de'alta'presión'
'El'punto'de'purga'será'en'la'parte'superior'de'la'tubería'o'recipiente'para'no'inundar'de'líquido'el'purgador.'Los'puntos'de'purga'se'conectarán'con'válvulas'solenoides'para'controlar'la'secuencia'de'operación'de'los'puntos'de'purga'en'forma'automática.''En'los'siguientes'diagramas'se've'la'localización'de'los'puntos'de'purga'en'diferentes'sistemas:'''
'''''''''''''''
Figura#9#Puntos#de#purga#en#sistema#condensador#evaporativo#
TRABAJO'TECNICO'ESPAÑOL'#' 20'/'39' IIAR'2016'
''''''''''''''''''''''''''''''''''''''''''''
Figura#10#Puntos#de#purga#sistema#condensador#casco#y#tubo#Figura 10 Puntos de purga sistema condensador casco y tubo
26 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
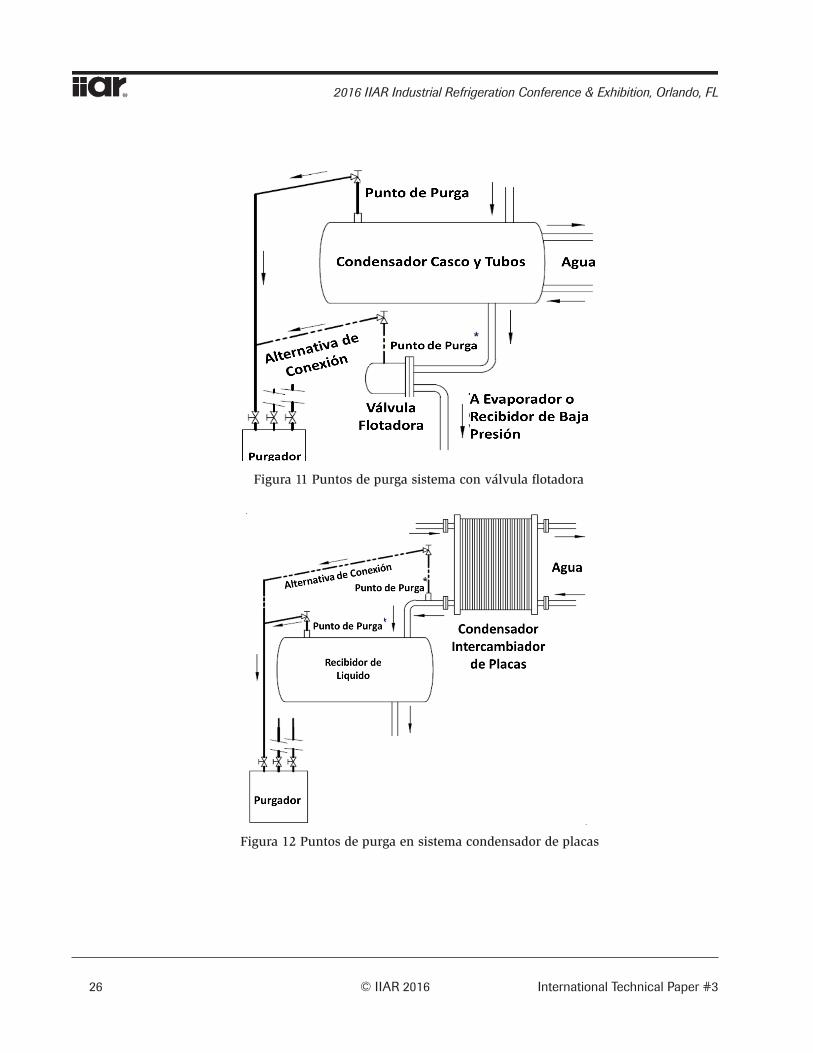
Figura 11 Puntos de purga sistema con válvula flotadora
TRABAJO'TECNICO'ESPAÑOL'#' 20'/'39' IIAR'2016'
''''''''''''''''''''''''''''''''''''''''''''
Figura#10#Puntos#de#purga#sistema#condensador#casco#y#tubo#
TRABAJO'TECNICO'ESPAÑOL'#' 21'/'39' IIAR'2016'
''''''''''''''''''''''''''''''''Purgadores'de'gases'no'condensables''En'la'industria'hay'varios'equipos'para'purgar'los'gases'noccondensables'del'sistema'de'refrigeración.'Éstos'se'instalan'y'cuentan'con'opciones'de'varios'puntos'de'purga,'desde'uno'(sencillo)'a'varios'como'8,'16,'24,'etc.,'y'se'conectan'con'varias'válvulas'solenoides'parar'hacer'la'secuencia'de'purga'en'todos'los'puntos'conectados'al'sistema.''Modo'de'operación''La'operación'de'un'purgador'automático'de'gases'se'puede'dividir'en'tres'etapas:'''
Figura#12#Puntos#de#purga#en#sistema#condensador#de#placas#Figura 12 Puntos de purga en sistema condensador de placas
International Technical Paper #3 © IIAR 2016 27
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Purgadores de gases no condensables
En la industria hay varios equipos para purgar los gases no-condensables del sistema
de refrigeración. Éstos se instalan y cuentan con opciones de varios puntos de purga,
desde uno (sencillo) a varios como 8, 16, 24, etc., y se conectan con varias válvulas
solenoides parar hacer la secuencia de purga en todos los puntos conectados al
sistema.
Modo de operación
La operación de un purgador automático de gases se puede dividir en tres etapas:
1. Llenado y enfriamiento,
2. Separación de no-condensables y
3. Liberación de gases no-condenables.
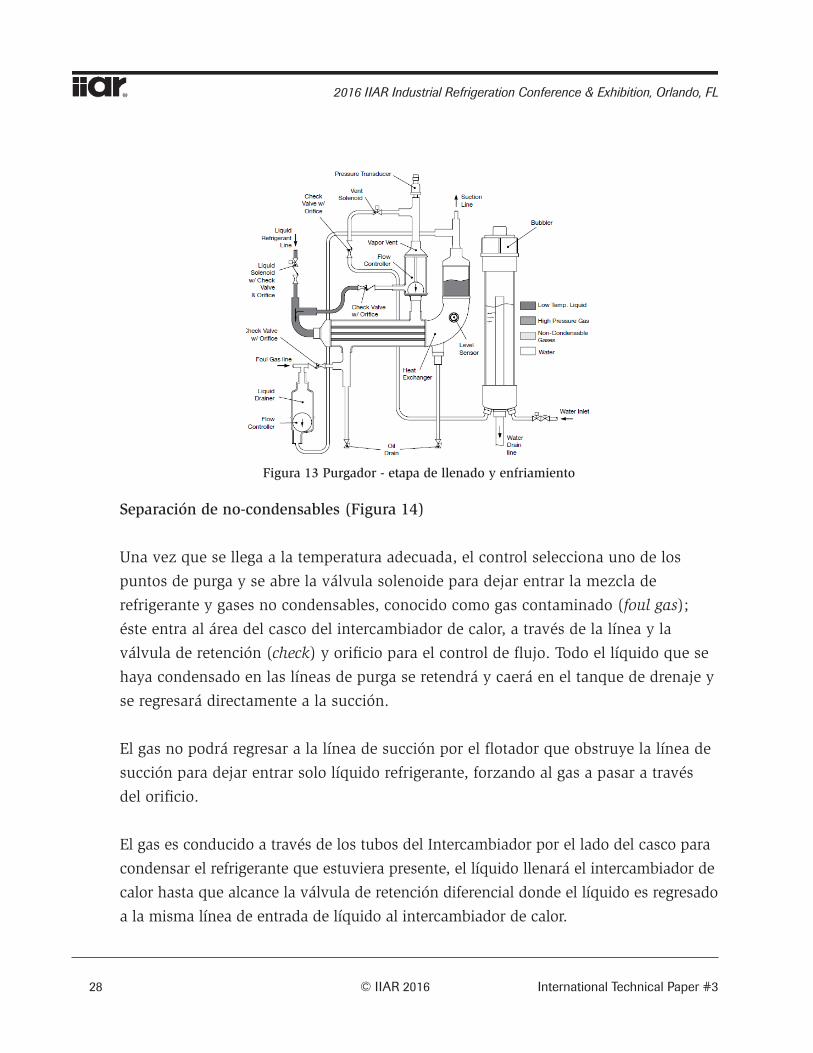
Llenado y enfriamiento (Figura 13)
El ciclo empieza con el llenado de amoníaco líquido a través de la válvula
solenoide, check (válvula de retención) y un orificio, causando su expansión hacia
el intercambiador de calor por el lado de los tubos. La válvula de líquido se queda
energizada hasta alcanzar el nivel de amoníaco en el intercambiador de calor
monitoreado por un sensor de nivel. Esto se conserva en el modo pre-enfriamiento
hasta que se alcanza una temperatura de 40°F (4.4°C) o menor. Cuando el purgador
llegue a esta temperatura, entrará en el modo activo.
28 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Figura 13 Purgador - etapa de llenado y enfriamiento
TRABAJO'TECNICO'ESPAÑOL'#' 22'/'39' IIAR'2016'
1.'Llenado'y'enfriamiento,'
2.'Separación'de'noccondensables'y'
3.'Liberación'de'gases'noccondenables.'
'Llenado'y'enfriamiento'(Figura'13)'''El'ciclo'empieza'con'el'llenado'de'amoníaco'líquido'a'través'de'la'válvula'solenoide,'check'(válvula'de'retención)'y'un'orificio,'causando'su'expansión'hacia'el'intercambiador'de'calor'por'el'lado'de'los'tubos.'La'válvula'de'líquido'se'queda'energizada'hasta'alcanzar'el'nivel'de'amoníaco'en'el'intercambiador'de'calor'monitoreado'por'un'sensor'de'nivel.'Esto'se'conserva'en'el'modo'precenfriamiento'hasta'que'se'alcanza'una'temperatura'de'40°F'(4.4°C)'o'menor.'Cuando'el'purgador'llegue'a'esta'temperatura,'entrará'en'el'modo'activo.''''''''''''''''''''''''''Separación'de'noccondensables'(Figura'14)''Una'vez'que'se'llega'a'la'temperatura'adecuada,'el'control'selecciona'uno'de'los'puntos'de'purga'y'se'abre'la'válvula'solenoide'para'dejar'entrar'la'mezcla'de'refrigerante'y'gases'no'condensables,'conocido'como'gas'contaminado'(foul#gas)l'éste'entra'al'área'del'casco'del'intercambiador'de'calor,'a'través'de'la'línea'y'la'válvula'de'retención'(check)'y'orificio'para'el'control'de'flujo.'Todo'el'líquido'que'se'
Figura#13#Purgador#D#etapa#de#llenado#y#enfriamiento#
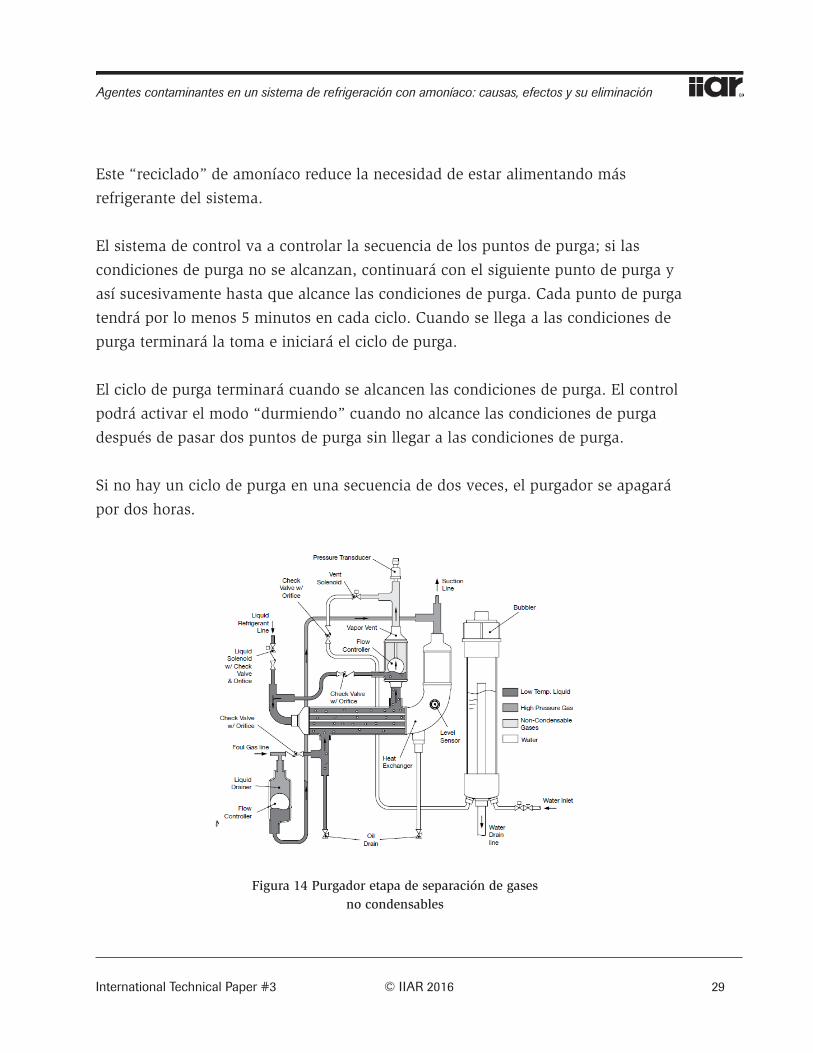
Separación de no-condensables (Figura 14)
Una vez que se llega a la temperatura adecuada, el control selecciona uno de los
puntos de purga y se abre la válvula solenoide para dejar entrar la mezcla de
refrigerante y gases no condensables, conocido como gas contaminado (foul gas);
éste entra al área del casco del intercambiador de calor, a través de la línea y la
válvula de retención (check) y orificio para el control de flujo. Todo el líquido que se
haya condensado en las líneas de purga se retendrá y caerá en el tanque de drenaje y
se regresará directamente a la succión.
El gas no podrá regresar a la línea de succión por el flotador que obstruye la línea de
succión para dejar entrar solo líquido refrigerante, forzando al gas a pasar a través
del orificio.
El gas es conducido a través de los tubos del Intercambiador por el lado del casco para
condensar el refrigerante que estuviera presente, el líquido llenará el intercambiador de
calor hasta que alcance la válvula de retención diferencial donde el líquido es regresado
a la misma línea de entrada de líquido al intercambiador de calor.
International Technical Paper #3 © IIAR 2016 29
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Este “reciclado” de amoníaco reduce la necesidad de estar alimentando más
refrigerante del sistema.
El sistema de control va a controlar la secuencia de los puntos de purga; si las
condiciones de purga no se alcanzan, continuará con el siguiente punto de purga y
así sucesivamente hasta que alcance las condiciones de purga. Cada punto de purga
tendrá por lo menos 5 minutos en cada ciclo. Cuando se llega a las condiciones de
purga terminará la toma e iniciará el ciclo de purga.
El ciclo de purga terminará cuando se alcancen las condiciones de purga. El control
podrá activar el modo “durmiendo” cuando no alcance las condiciones de purga
después de pasar dos puntos de purga sin llegar a las condiciones de purga.
Si no hay un ciclo de purga en una secuencia de dos veces, el purgador se apagará
por dos horas.
Figura 14 Purgador etapa de separación de gases no condensables
TRABAJO'TECNICO'ESPAÑOL'#' 23'/'39' IIAR'2016'
haya'condensado'en'las'líneas'de'purga'se'retendrá'y'caerá'en'el'tanque'de'drenaje'y'se'regresará'directamente'a'la'succión.'''El'gas'no'podrá'regresar'a'la'línea'de'succión'por'el'flotador'que'obstruye'la'línea'de'succión'para'dejar'entrar'solo'líquido'refrigerante,'forzando'al'gas'a'pasar'a'través'del'orificio.''El'gas'es'conducido'a'través'de'los'tubos'del'Intercambiador'por'el'lado'del'casco'para'condensar'el'refrigerante'que'estuviera'presente,'el'líquido'llenará''el'intercambiador'de'calor'hasta'que'alcance'la'válvula'de'retención'diferencial'donde'el'líquido'es'regresado'a'la'misma'línea'de'entrada'de'líquido'al'intercambiador'de'calor.'''Este'“reciclado”'de'amoníaco'reduce'la'necesidad'de'estar'alimentando'más'refrigerante'del'sistema.''El'sistema'de'control'va'a'controlar'la'secuencia'de'los'puntos'de'purgal'si'las'condiciones'de'purga'no'se'alcanzan,'continuará'con'el'siguiente'punto'de'purga'y'así'sucesivamente'hasta'que'alcance'las'condiciones'de'purga.'Cada'punto'de'purga'tendrá'por'lo'menos'5'minutos'en'cada'ciclo.'Cuando'se'llega'a'las'condiciones'de'purga'terminará'la'toma'e'iniciará'el'ciclo'de'purga.'''El'ciclo'de'purga'terminará'cuando'se'alcancen'las'condiciones'de'purga.'El'control'podrá'activar'el'modo'“durmiendo”'cuando'no'alcance'las'condiciones'de'purga'después'de'pasar'dos'puntos'de'purga'sin'llegar'a'las'condiciones'de'purga.'''Si'no'hay'un'ciclo'de'purga'en'una'secuencia'de'dos'veces,'el'purgador'se'apagará'por'dos'horas.''''''''''''''''''
30 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
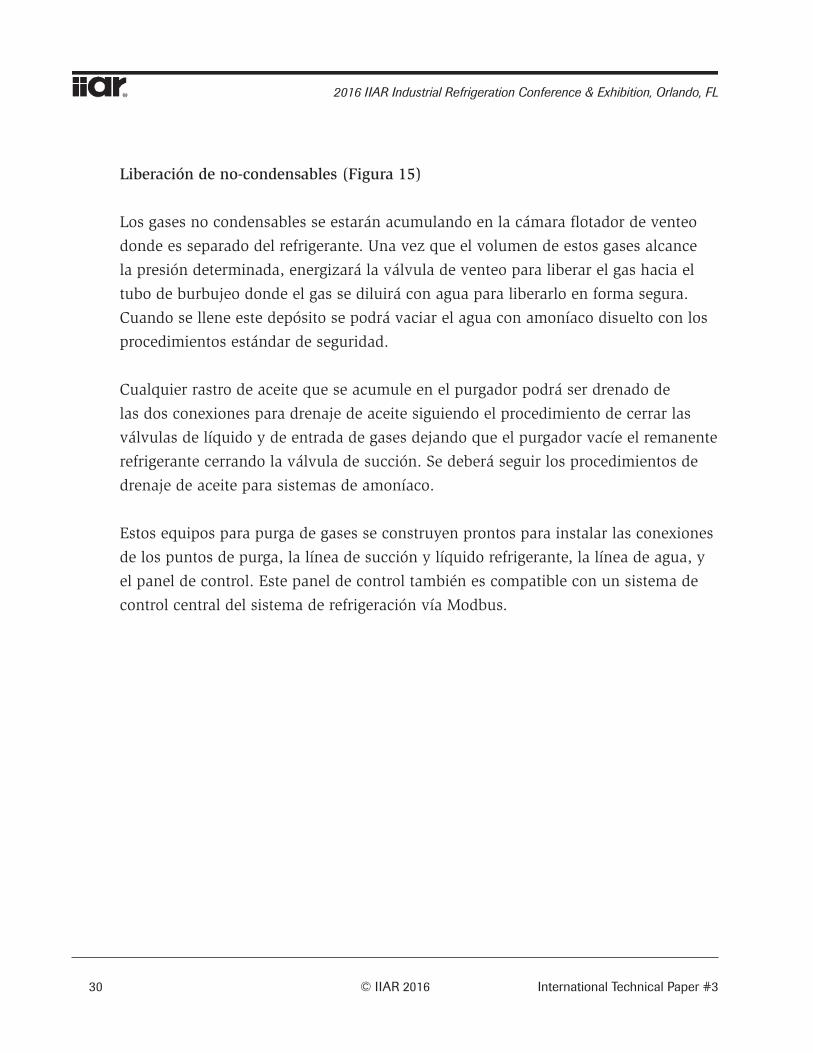
Liberación de no-condensables (Figura 15)
Los gases no condensables se estarán acumulando en la cámara flotador de venteo
donde es separado del refrigerante. Una vez que el volumen de estos gases alcance
la presión determinada, energizará la válvula de venteo para liberar el gas hacia el
tubo de burbujeo donde el gas se diluirá con agua para liberarlo en forma segura.
Cuando se llene este depósito se podrá vaciar el agua con amoníaco disuelto con los
procedimientos estándar de seguridad.
Cualquier rastro de aceite que se acumule en el purgador podrá ser drenado de
las dos conexiones para drenaje de aceite siguiendo el procedimiento de cerrar las
válvulas de líquido y de entrada de gases dejando que el purgador vacíe el remanente
refrigerante cerrando la válvula de succión. Se deberá seguir los procedimientos de
drenaje de aceite para sistemas de amoníaco.
Estos equipos para purga de gases se construyen prontos para instalar las conexiones
de los puntos de purga, la línea de succión y líquido refrigerante, la línea de agua, y
el panel de control. Este panel de control también es compatible con un sistema de
control central del sistema de refrigeración vía Modbus.
International Technical Paper #3 © IIAR 2016 31
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Figura 15 Purgador liberación de gases no condensables
TRABAJO'TECNICO'ESPAÑOL'#' 24'/'39' IIAR'2016'
'''''''Liberación'de'noccondensables'(Figura'15)''Los'gases'no'condensables'se'estarán'acumulando'en'la'cámara'flotador'de'venteo'donde'es'separado'del'refrigerante.'Una'vez'que'el'volumen'de'estos'gases'alcance'la'presión'determinada,'energizará'la'válvula'de'venteo'para'liberar'el'gas'hacia'el'tubo'de'burbujeo'donde'el'gas'se'diluirá'con'agua'para'liberarlo'en'forma'segura.'Cuando'se'llene'este'depósito'se'podrá'vaciar'el'agua'con'amoníaco'disuelto'con'los'procedimientos'estándar'de'seguridad.''Cualquier'rastro'de'aceite'que'se'acumule'en'el'purgador'podrá'ser'drenado'de'las'dos'conexiones'para'drenaje'de'aceite'siguiendo'el'procedimiento'de'cerrar'las'válvulas'de'líquido'y'de'entrada'de'gases'dejando'que'el'purgador'vacíe'el'remanente'refrigerante''cerrando'la'válvula'de'succión.'Se'deberá'seguir'los'procedimientos'de'drenaje'de'aceite'para'sistemas'de'amoníaco.''Estos'equipos'para'purga'de'gases'se'construyen'prontos'para'instalar'las'conexiones'de'los'puntos'de'purga,'la'línea'de'succión'y'líquido'refrigerante,'la'línea'de'agua,'y'el'panel'de'control.'Este'panel'de'control'también'es'compatible'con'un'sistema'de'control'central'del'sistema'de'refrigeración'vía'Modbus.''''''''''''''''''''
TRABAJO'TECNICO'ESPAÑOL'#' 25'/'39' IIAR'2016'
'''''''''''''''''''''''''''''''Hay'otra'variación'en'la'industria'que'combina'el'purgador'de'gases'no'condensables'con'un'eliminador'de'agua'del'sistema.'Se'utiliza'el'mismo'principio'para'la'purga'de'gases,'se'toma'una'muestra'de'refrigerante'del'área'de'baja'presión'donde'contiene'más'concentración'de'agua'del'tanque'recirculador'o'acumulador'de'succión.'''Cuando'se'evapora'el'refrigerante,'se'acumula'el'agua'en'el'purgadorl'cuando'la'concentración'de'agua'llega'a'aproximadamente'20%,'se'concentra'más'el'agua'con'la'entrada'de'gas'caliente'o'resistencia'eléctrica'para'evaporar'todo'el'refrigerante'y'dejar'el'agua'detrás.'Después'este'residuo'de'agua'se'drena'del'purgador–siguiendo'las'prácticas'estándar'de'seguridad–hacia'un'recipiente'contenedor'de'agua'con'amoníaco'disuelto.'''
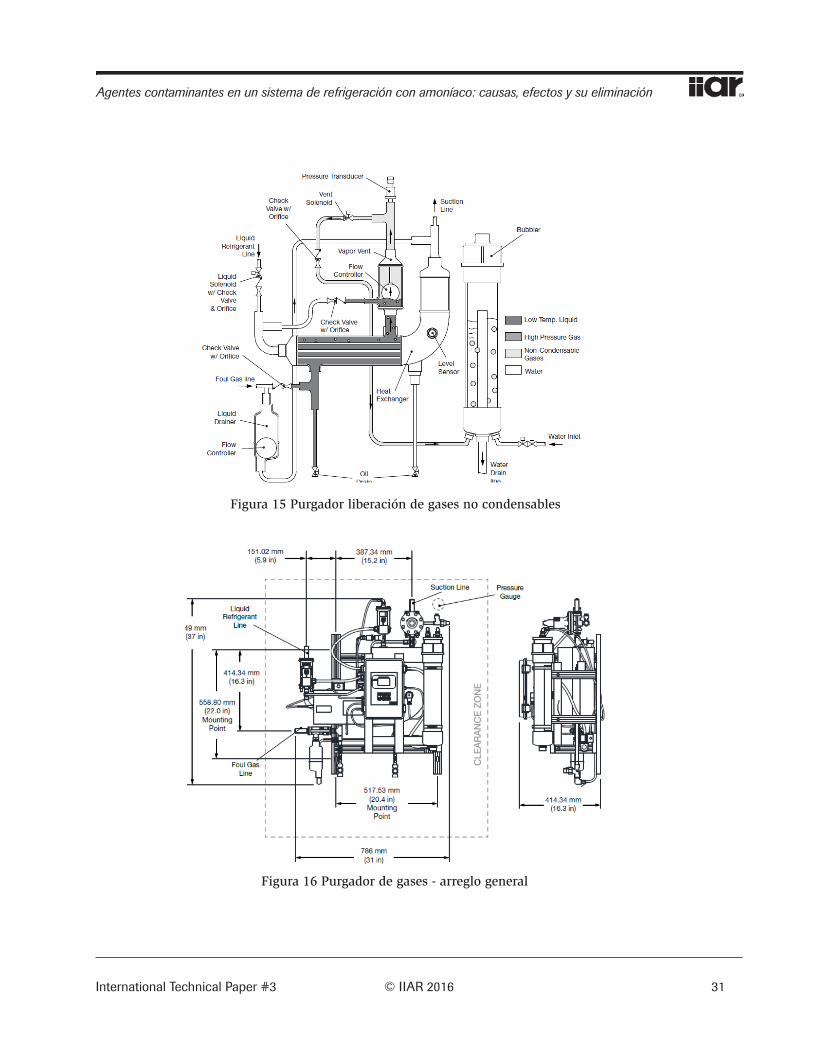
Figura#16#Purgador#de#gases#D#arreglo#general#Figura 16 Purgador de gases - arreglo general
32 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
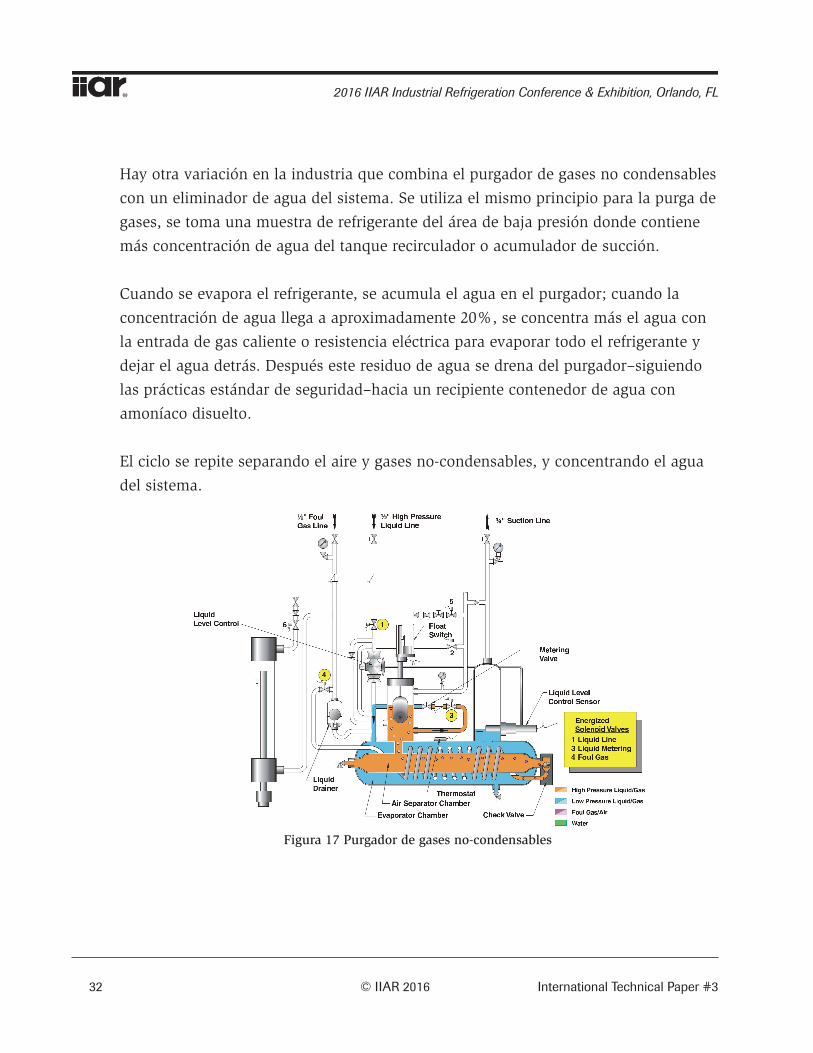
Hay otra variación en la industria que combina el purgador de gases no condensables
con un eliminador de agua del sistema. Se utiliza el mismo principio para la purga de
gases, se toma una muestra de refrigerante del área de baja presión donde contiene
más concentración de agua del tanque recirculador o acumulador de succión.
Cuando se evapora el refrigerante, se acumula el agua en el purgador; cuando la
concentración de agua llega a aproximadamente 20%, se concentra más el agua con
la entrada de gas caliente o resistencia eléctrica para evaporar todo el refrigerante y
dejar el agua detrás. Después este residuo de agua se drena del purgador–siguiendo
las prácticas estándar de seguridad–hacia un recipiente contenedor de agua con
amoníaco disuelto.
El ciclo se repite separando el aire y gases no-condensables, y concentrando el agua
del sistema.
Figura 17 Purgador de gases no-condensables
TRABAJO'TECNICO'ESPAÑOL'#' 26'/'39' IIAR'2016'
El'ciclo'se'repite'separando'el'aire'y'gases'noccondensables,'y'concentrando'el'agua'del'sistema.''''''''''''''''''''''''''''''''
Contaminantes(en(el(aceite(
'Ahora'vamos'a'enfocarnos'en'los'agentes'contaminantes'que'se'pueden'encontrar'en'el'aceite.''El'propósito'del'aceite'en'el'sistema'es'la'lubricación'del'compresor'(ya'sea'tornillo'o'pistón).'Si'el'aceite'está'contaminado,'todo'el'sistema'está'en'riesgol'los'agentes'contaminantes'en'el'aceite'pueden'causar'diferentes'efectos'en'la'operación'del'sistema.''Los'más'comunes,'como'lo'hemos'comentado'antes,'son'el'aire'y'el'agual'ahora'también'los'metales,'sílice'y'suciedad'en'el'sistema'afectan'el'comportamiento'del'aceite.'
Figura#17#Purgador#de#gases#noDcondensables#
International Technical Paper #3 © IIAR 2016 33
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Contaminantes en el aceite
Ahora vamos a enfocarnos en los agentes contaminantes que se pueden encontrar en
el aceite.
El propósito del aceite en el sistema es la lubricación del compresor (ya sea tornillo
o pistón). Si el aceite está contaminado, todo el sistema está en riesgo; los agentes
contaminantes en el aceite pueden causar diferentes efectos en la operación del sistema.
Los más comunes, como lo hemos comentado antes, son el aire y el agua; ahora
también los metales, sílice y suciedad en el sistema afectan el comportamiento
del aceite.
El origen de los metales en el sistema es principalmente por el desgaste de los
componentes del compresor, pero también pueden encontrarse en el sistema cuando
se realizan reparaciones de tuberías o instalación de tuberías nuevas como rebaba
de soldaduras, polvos, sílice, suciedad en las tuberías, etc. causados por un pobre
procedimiento para limpieza durante la instalación.
Aunque no son los únicos orígenes de la contaminación en un sistema, los
anteriormente citados son los más comunes.
Efectos en el sistema
Además de los efectos del agua y aire mencionados en los puntos anteriores, la
oxidación del aceite genera ácidos orgánicos que incrementan la acidez del aceite,
que puede provocar desgastes prematuros en los componentes del compresor,
válvulas, asientos, vástagos, etc.
Las partículas de metal que se encuentran en el aceite contribuyen en un momento
dado a un desgaste mayor pues desplazan el aceite impidiendo la lubricación de
34 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
las partes en contacto, causando más desgaste en las piezas mecánicas. Esto va
a incrementarse hasta que se llegue a los límites de falla o de operación de los
componentes como rodamientos, aros de pistón, rotores, camisas, pistones, sellos
mecánicos, etc. De igual forma la arena y otras partículas abrasivas pueden contribuir
con este efecto de desgaste. La dureza y tamaño de las partículas determinarán el
efecto de desgaste en los componentes.
La descomposición del aceite–ya sea por contaminantes como agua, oxidación, o por
alta temperatura que ocasionan su deterioro en la composición química–ocasiona que
reduzca considerablemente sus propiedades lubricantes, tales como la viscosidad, y
generan la acidificación del medio.
También podrá cambiar la densidad del aceite y éste podrá salir del compresor y
no ser retenido en los separadores de aceite causando una migración mayor
al sistema, ocasionando problemas tales como la reducción en capacidad en
evaporadores, etc. Este problema deberá también ser atendido en su momento y
forma parte de otro estudio.
La importancia del análisis de aceite
Así como en una persona el análisis de sangre nos da mucha información sobre
los posibles problemas en la salud, el efectuar análisis de aceite en forma regular
también nos dará información de lo que está sucediendo en el sistema.
Se debe conocer la calidad y estado del aceite en el sistema; no solo el color nos
da información suficiente para poder asegurar la calidad del aceite, se recomienda
efectuar los siguientes estudios en una muestra de aceite por lo menos una o dos
veces al año. Si existe una migración y carga de aceite al sistema, se recomienda
hacerlo con mayor frecuencia, ya sea en forma mensual o trimestral. El costo del
análisis es mucho menor que una reparación o falla sorpresiva en los compresores.
International Technical Paper #3 © IIAR 2016 35
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
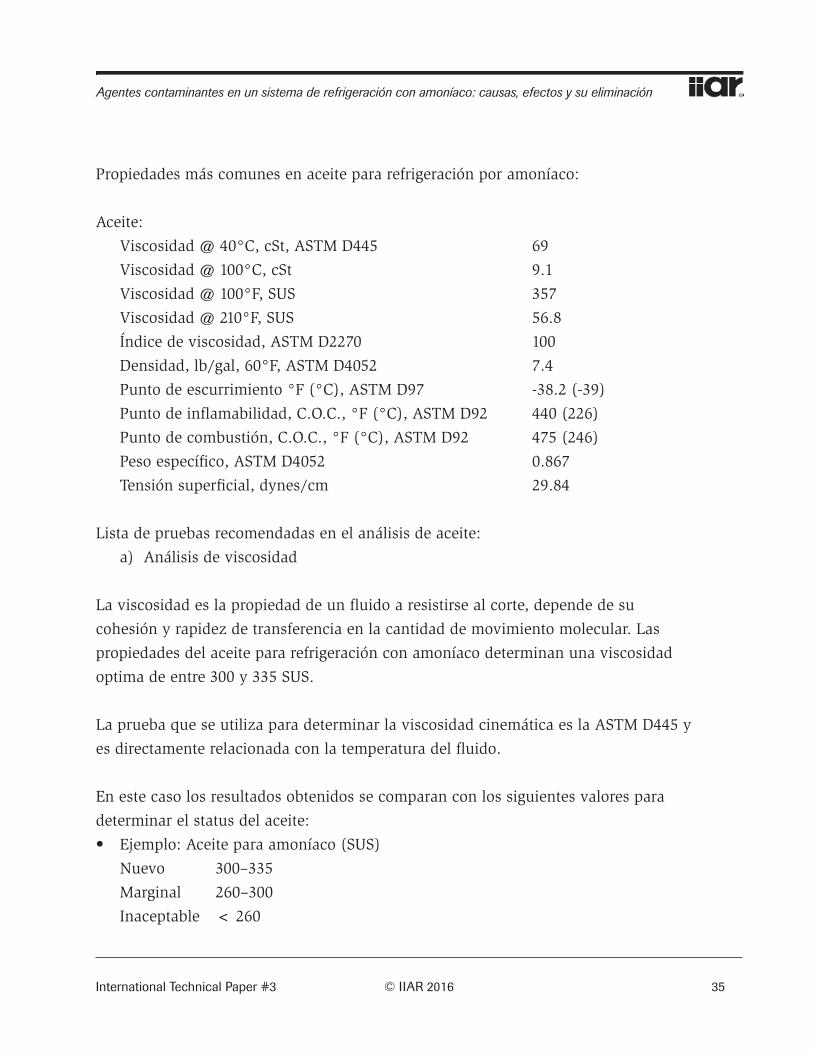
Propiedades más comunes en aceite para refrigeración por amoníaco:
Aceite:
Viscosidad @ 40°C, cSt, ASTM D445 69
Viscosidad @ 100°C, cSt 9.1
Viscosidad @ 100°F, SUS 357
Viscosidad @ 210°F, SUS 56.8
Índice de viscosidad, ASTM D2270 100
Densidad, lb/gal, 60°F, ASTM D4052 7.4
Punto de escurrimiento °F (°C), ASTM D97 -38.2 (-39)
Punto de inflamabilidad, C.O.C., °F (°C), ASTM D92 440 (226)
Punto de combustión, C.O.C., °F (°C), ASTM D92 475 (246)
Peso específico, ASTM D4052 0.867
Tensión superficial, dynes/cm 29.84
Lista de pruebas recomendadas en el análisis de aceite:
a) Análisis de viscosidad
La viscosidad es la propiedad de un fluido a resistirse al corte, depende de su
cohesión y rapidez de transferencia en la cantidad de movimiento molecular. Las
propiedades del aceite para refrigeración con amoníaco determinan una viscosidad
optima de entre 300 y 335 SUS.
La prueba que se utiliza para determinar la viscosidad cinemática es la ASTM D445 y
es directamente relacionada con la temperatura del fluido.
En este caso los resultados obtenidos se comparan con los siguientes valores para
determinar el status del aceite:
• Ejemplo: Aceite para amoníaco (SUS)
Nuevo 300–335
Marginal 260–300
Inaceptable < 260
36 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
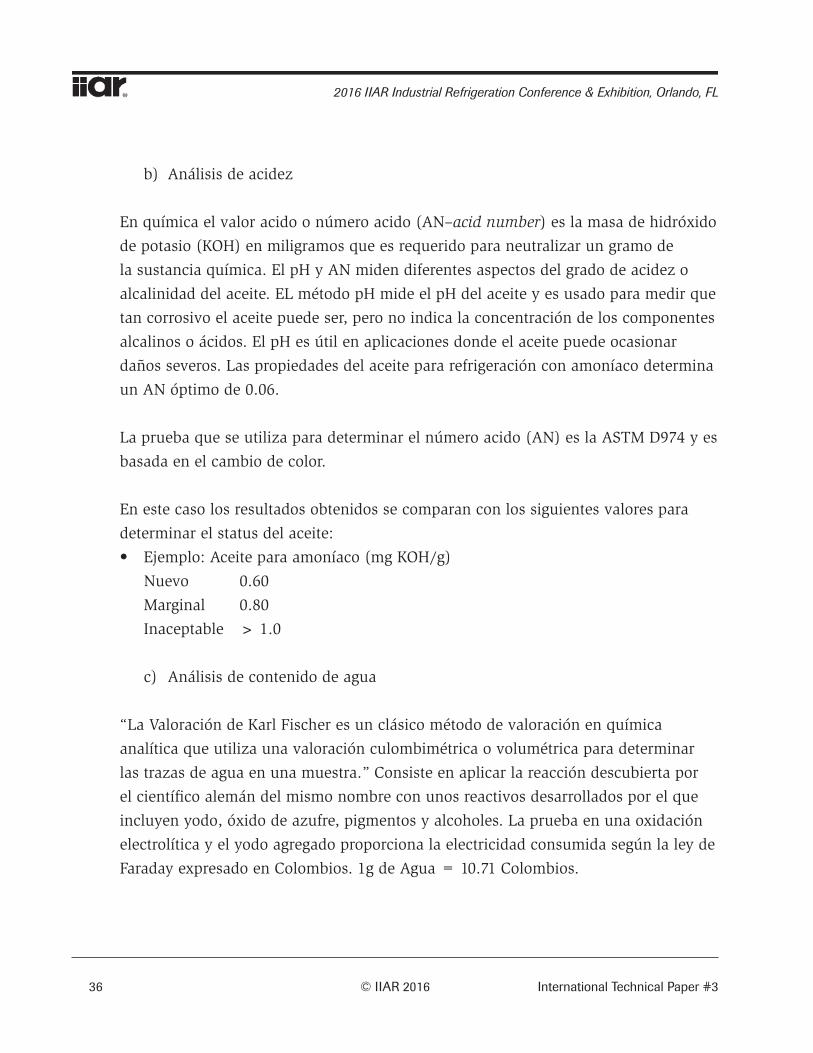
b) Análisis de acidez
En química el valor acido o número acido (AN–acid number) es la masa de hidróxido
de potasio (KOH) en miligramos que es requerido para neutralizar un gramo de
la sustancia química. El pH y AN miden diferentes aspectos del grado de acidez o
alcalinidad del aceite. EL método pH mide el pH del aceite y es usado para medir que
tan corrosivo el aceite puede ser, pero no indica la concentración de los componentes
alcalinos o ácidos. El pH es útil en aplicaciones donde el aceite puede ocasionar
daños severos. Las propiedades del aceite para refrigeración con amoníaco determina
un AN óptimo de 0.06.
La prueba que se utiliza para determinar el número acido (AN) es la ASTM D974 y es
basada en el cambio de color.
En este caso los resultados obtenidos se comparan con los siguientes valores para
determinar el status del aceite:
• Ejemplo: Aceite para amoníaco (mg KOH/g)
Nuevo 0.60
Marginal 0.80
Inaceptable > 1.0
c) Análisis de contenido de agua
“La Valoración de Karl Fischer es un clásico método de valoración en química
analítica que utiliza una valoración culombimétrica o volumétrica para determinar
las trazas de agua en una muestra.” Consiste en aplicar la reacción descubierta por
el científico alemán del mismo nombre con unos reactivos desarrollados por el que
incluyen yodo, óxido de azufre, pigmentos y alcoholes. La prueba en una oxidación
electrolítica y el yodo agregado proporciona la electricidad consumida según la ley de
Faraday expresado en Colombios. 1g de Agua = 10.71 Colombios.
International Technical Paper #3 © IIAR 2016 37
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
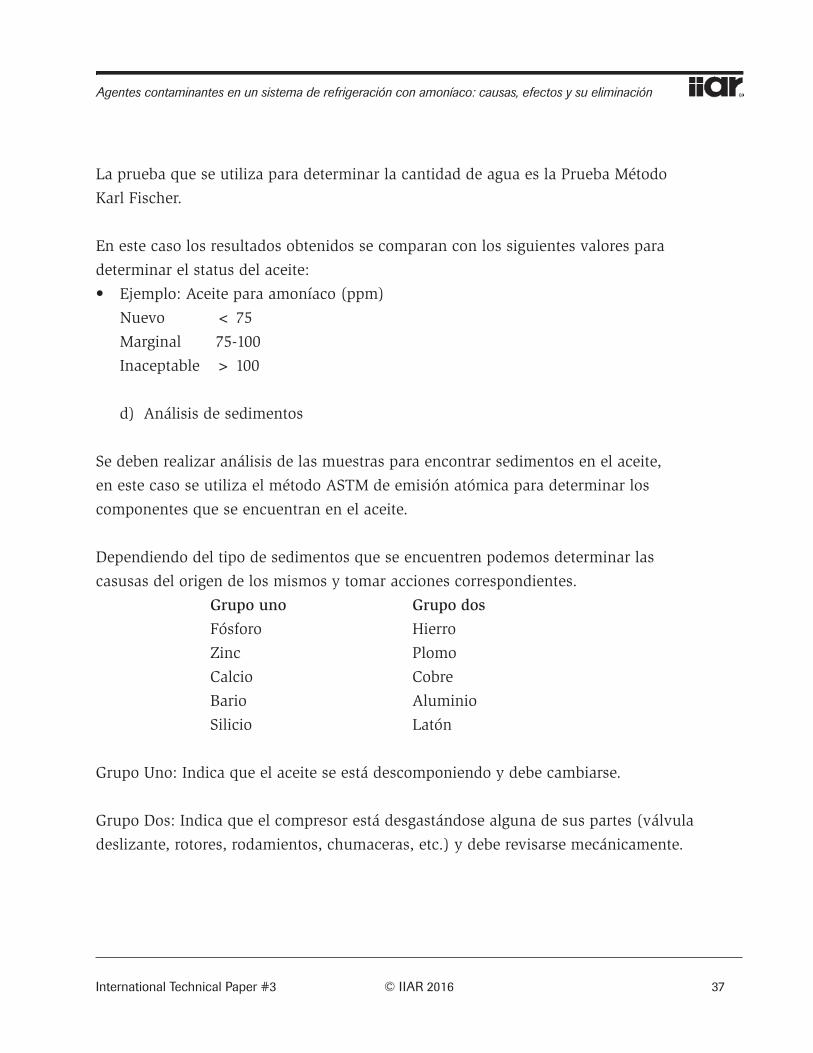
La prueba que se utiliza para determinar la cantidad de agua es la Prueba Método
Karl Fischer.
En este caso los resultados obtenidos se comparan con los siguientes valores para
determinar el status del aceite:
• Ejemplo: Aceite para amoníaco (ppm)
Nuevo < 75
Marginal 75-100
Inaceptable > 100
d) Análisis de sedimentos
Se deben realizar análisis de las muestras para encontrar sedimentos en el aceite,
en este caso se utiliza el método ASTM de emisión atómica para determinar los
componentes que se encuentran en el aceite.
Dependiendo del tipo de sedimentos que se encuentren podemos determinar las
casusas del origen de los mismos y tomar acciones correspondientes.
Grupo uno Grupo dos
Fósforo Hierro
Zinc Plomo
Calcio Cobre
Bario Aluminio
Silicio Latón
Grupo Uno: Indica que el aceite se está descomponiendo y debe cambiarse.
Grupo Dos: Indica que el compresor está desgastándose alguna de sus partes (válvula
deslizante, rotores, rodamientos, chumaceras, etc.) y debe revisarse mecánicamente.
38 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
En este caso los resultados obtenidos se comparan con los siguientes valores para
determinar el status del aceite:
• Ejemplo: Aceite para amoníaco (ppm)
Nuevo 0.00
Marginal 1–20
Inaceptable > 20
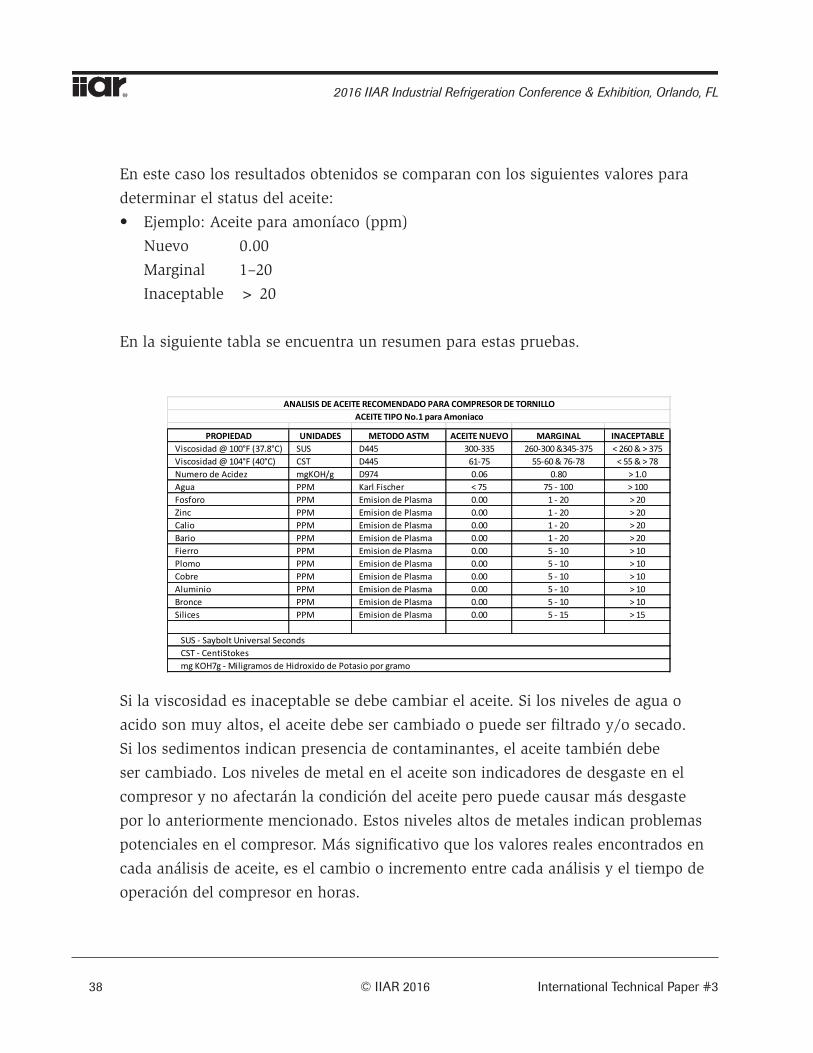
En la siguiente tabla se encuentra un resumen para estas pruebas.
PROPIEDAD UNIDADES METODO ASTM ACEITE NUEVO MARGINAL INACEPTABLEViscosidad @ 100°F (37.8°C) SUS D445 300-‐335 260-‐300 &345-‐375 < 260 & > 375Viscosidad @ 104°F (40°C) CST D445 61-‐75 55-‐60 & 76-‐78 < 55 & > 78Numero de Acidez mgKOH/g D974 0.06 0.80 > 1.0Agua PPM Karl Fischer < 75 75 -‐ 100 > 100Fosforo PPM Emision de Plasma 0.00 1 -‐ 20 > 20Zinc PPM Emision de Plasma 0.00 1 -‐ 20 > 20Calio PPM Emision de Plasma 0.00 1 -‐ 20 > 20Bario PPM Emision de Plasma 0.00 1 -‐ 20 > 20Fierro PPM Emision de Plasma 0.00 5 -‐ 10 > 10Plomo PPM Emision de Plasma 0.00 5 -‐ 10 > 10Cobre PPM Emision de Plasma 0.00 5 -‐ 10 > 10Aluminio PPM Emision de Plasma 0.00 5 -‐ 10 > 10Bronce PPM Emision de Plasma 0.00 5 -‐ 10 > 10Silices PPM Emision de Plasma 0.00 5 -‐ 15 > 15
SUS -‐ Saybolt Universal SecondsCST -‐ CentiStokesmg KOH7g -‐ Miligramos de Hidroxido de Potasio por gramo
ANALISIS DE ACEITE RECOMENDADO PARA COMPRESOR DE TORNILLOACEITE TIPO No.1 para Amoniaco
Si la viscosidad es inaceptable se debe cambiar el aceite. Si los niveles de agua o
acido son muy altos, el aceite debe ser cambiado o puede ser filtrado y/o secado.
Si los sedimentos indican presencia de contaminantes, el aceite también debe
ser cambiado. Los niveles de metal en el aceite son indicadores de desgaste en el
compresor y no afectarán la condición del aceite pero puede causar más desgaste
por lo anteriormente mencionado. Estos niveles altos de metales indican problemas
potenciales en el compresor. Más significativo que los valores reales encontrados en
cada análisis de aceite, es el cambio o incremento entre cada análisis y el tiempo de
operación del compresor en horas.
International Technical Paper #3 © IIAR 2016 39
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Marginal: Significa que está bien, puede seguir trabajando pero debe ser cambiado en
las siguientes 200 horas de operación a más tardar.
Inaceptable: Significa que acciones correctivas deben ser tomadas inmediatamente.
Conclusiones
Todo sistema de refrigeración con amoníaco está expuesto a la entrada de agentes
contaminantes, desde su etapa de instalación y durante la operación diaria, con la
entrada de aire, humedad, agua y otros agentes.
Está confirmado que cada contaminante tendrá un efecto diferente en el sistema pero
en general todos ocasionarán deficiencias operativas en el sistema que reducirán el
desempeño del mismo ocasionando pérdidas de capacidad, incrementos de consumo
energético, elevación en los costos de operación y mantenimiento del sistema.
En algunos casos estos agentes pueden ser muy críticos ocasionando paradas no
programadas del sistema, tiempos muertos, reparaciones mayores, pérdidas de
producto, procesos, etc. que, comparado con el costo de un mantenimiento regular y
efectivo, siempre representarán pérdidas económicas mayores.
Exhortamos con este artículo a identificar el estado de cada sistema con respecto
a los agentes contaminantes. Esto incluye la evaluación de la inversión en la
instalación de equipos y accesorios para asegurar la disminución o eliminación de
estos agentes contaminantes, así como incrementar o implementar un programa
de mantenimiento que incluya un monitoreo más efectivo sobre la operación del
sistema, la calidad de aceite y el nivel de estos contaminantes para tenerlos “bajo
control” para que no ocasionen mayores problemas en el sistema.
40 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Referencias
4. IIAR, Bulletin 108: “Guidelines for: Water Contamination in Ammonia
Refrigeration Systems”, 1986.
5. David Point, Airgas Specialty Products, Technical Paper “Ammonia Quality”,
RETA 2006 National Convention.
6. York International Inc., WDO Brochure, ref. 3.000 00.03, año 2003.
7. GEA, Ammonia Drier Brochure, 2006.
8. GEA, Ammonia Drier IOM Manual.
9. Per Skærbæck Nielsen, Danfoss/Dan Valve, “Effects of water Contamination in
Ammonia Plants”, 2001.
10. 2010 Airgas, Inc. Web Page: http://www.airgasspecialtyproducts.com/products/
anhydrousAmmonia/industrialRefrigeration.aspx
11. Airgas, Inc. Technical Bulletin “Cold Flo Sampler” Bulletin TB4.1. 12/2005,
www.airgasspecialtyproducts.com
12. GEA RTSelect™ Selection Program for Screw Compressors Ratings.
13. IIAR, Charles C. Hansen III, Technical Paper “Purging and Purgers for Ammonia
Refrigeration Systems”, IIAR Annual Meeting, marzo de 1982.
14. H.A. Phillips & Co., Bulletin ANW-SB07a, “Procedure for Measuring Water in
Ammonia Refrigeration Systems”, Estados Unidos.
15. GEA Self Limiting Auto Purger Brochure.
16. Wilbert F. Stoecker, “Industrial Refrigeration Handbook”, McGraw-Hill, 1998-
1995.
17. GEA FES, Screw Compressor Lubricant Analysis, Technical Bulletin ENG-10 Rev.
D, Date 03/2007.
International Technical Paper #3 © IIAR 2016 41
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
18. RSC Parker, Rapid Purger V300 Product Bulletin 76-00, ECO: 112144, 06/19/2015.
19. Hansen Technologies Corp., Auto-Purger® Plus OiI Manual Bulletin APP- 01d,
enero de 2009.
20. Hansen Technologies Corp., Auto-Purger® Operator Installation and Instruction
manual, AP003h, marzo de 2003.
21. IIAR 1984, Technical Paper, Oil Refrigeration in Plants, Vagn Villadsen, Sabroe
LTD, Dinamarca, 12/20/1983.
22. IIAR 2004, Technical Paper #16, Oil in Ammonia Refrigeration Plants, Kurt
Hytting, Sabroe Refrigeration A/S, Dinamarca.
23. Wikipedia, 2015, “Valoración de Karl Fischer”, varios Autores, ref. Direccion
HTTPS: https://es.wikipedia.org/wiki/Valoraci%C3%B3n_de_Karl_Fischer
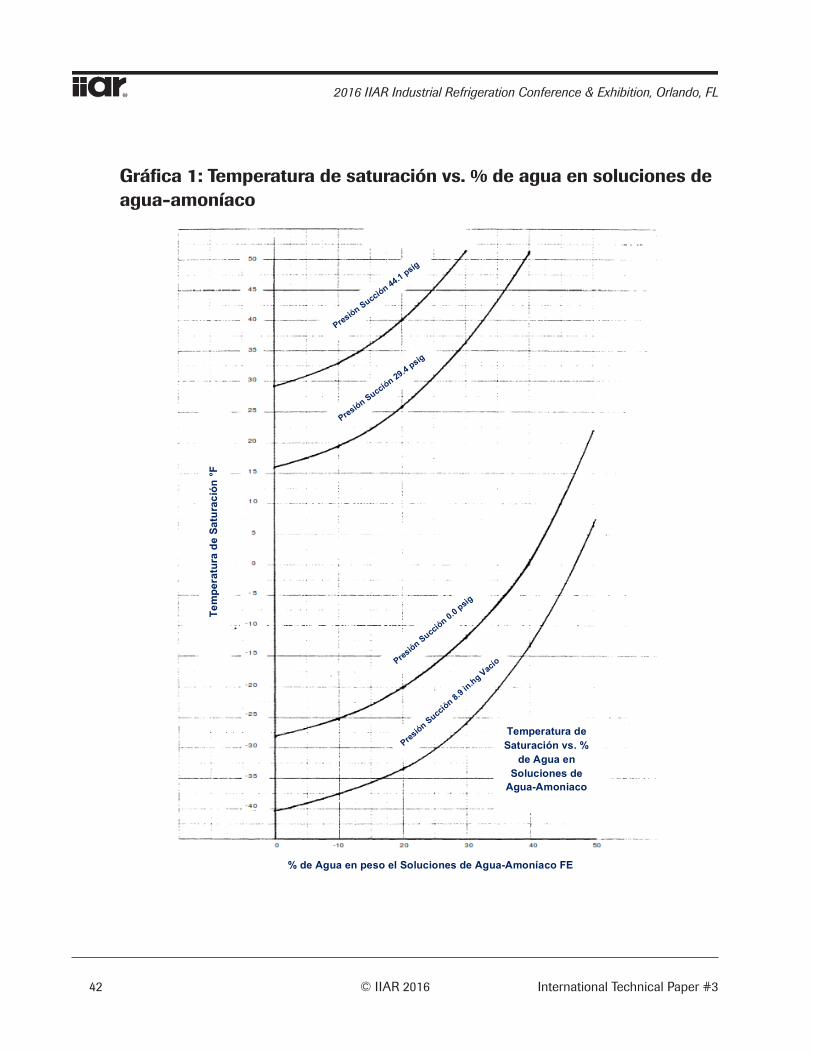
42 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Gráfica 1: Temperatura de saturación vs. % de agua en soluciones de agua-amoníaco
TRABAJO'TECNICO'ESPAÑOL'#' 34'/'39' IIAR'2016'
'Gráfica(1:(Temperatura(de(saturación(vs.(%(de(agua(en(soluciones(de(aguaJ
amoníaco(
'''''''''''''''''''Temperatura(de(Saturación(vs.(%(de(Agua(en(Soluciones(de(AguaJAmoniaco''''''''''''''''''''''
%(de(Agua(en(peso(el(Soluciones(de(AguaJAmoníaco(FE(
Temperatura(de(Saturación(°F(
Temperatura(de(
Saturación(vs.(%(
de(Agua(en(
Soluciones(de(
AguaJAmoniaco(
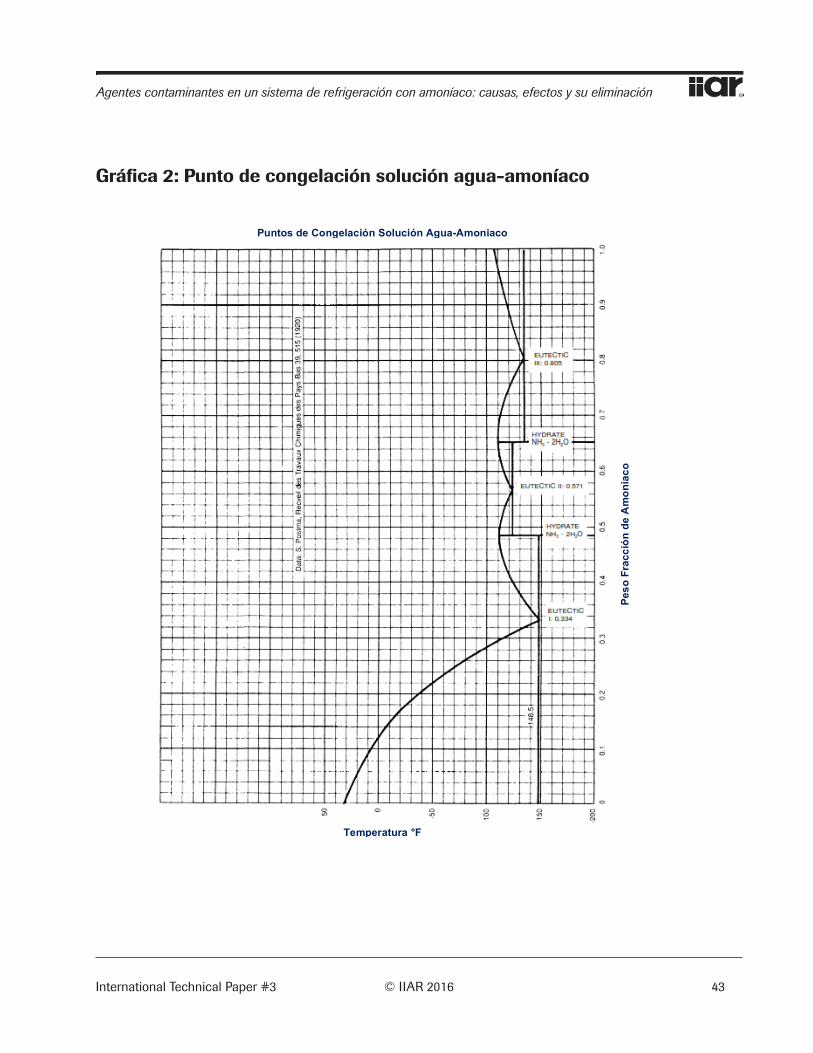
International Technical Paper #3 © IIAR 2016 43
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Gráfica 2: Punto de congelación solución agua-amoníaco
TRABAJO'TECNICO'ESPAÑOL'#' 35'/'39' IIAR'2016'
'Gráfica(2:(Punto(de(congelación(solución(aguaJamoníaco(
'''
Puntos(de(Congelación(Solución(AguaJAmoniaco(
Peso(Fracción(de(Amoniaco(
Temperatura(°F(
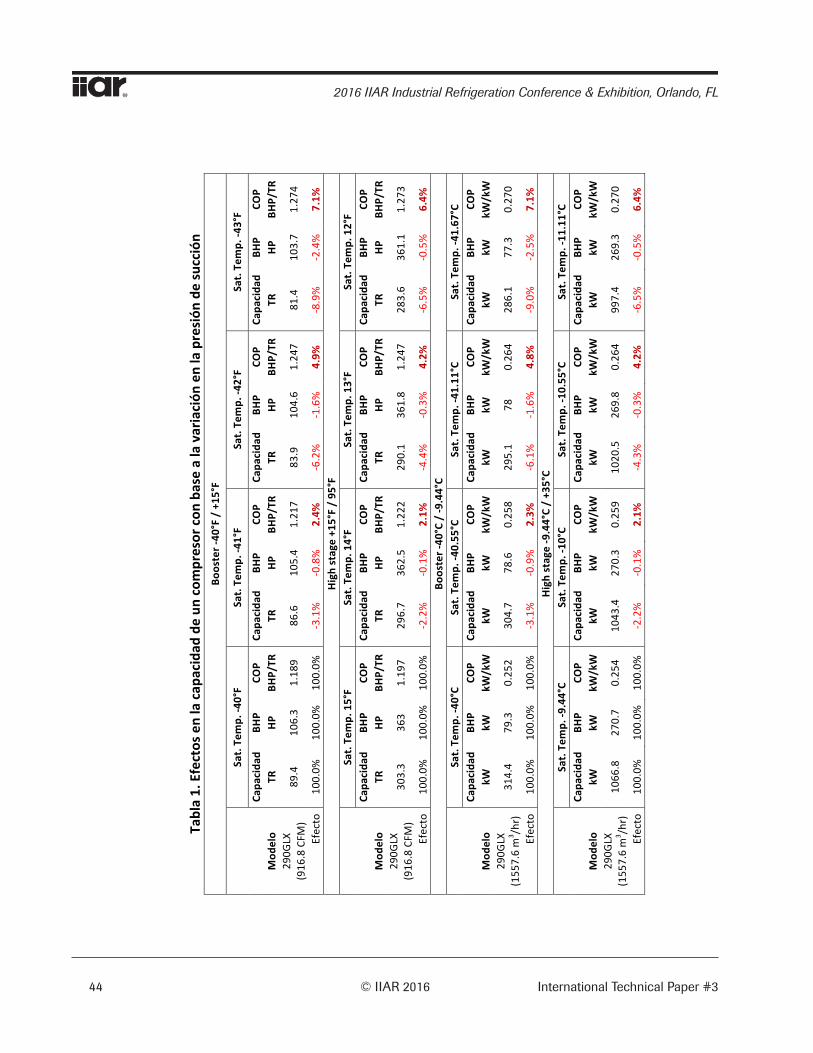
44 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
TRABAJO'TECNICO'ESPAÑOL'#'
36'/'39'
IIAR'2016'
Tabl
a%1.
%Efe
ctos
%en%
la%cap
acid
ad%d
e%un
%com
pres
or%con
%bas
e%a%
la%v
aria
ción
%en%
la%p
resión
%de%
succ
ión%
Boos
ter%9
40°F
%/%+
15°F
%
%%Sa
t.%Te
mp.
%940°
F%Sa
t.%Te
mp.
%941°
F%Sa
t.%Te
mp.
%942°
F%Sa
t.%Te
mp.
%943°
F%
!!Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%M
odel
o%TR
%HP
%BH
P/TR
%TR
%HP
%BH
P/TR
%TR
%HP
%BH
P/TR
%TR
%HP
%BH
P/TR
%29
0GLX!!!!!
(916
.8!CFM
)!89
.4!
106.3!
1.18
9!86
.6!
105.4!
1.21
7!83
.9!
104.6!
1.24
7!81
.4!
103.7!
1.27
4!
Efecto!
100.0%
!10
0.0%
!10
0.0%
!<3.1%!
<0.8%!
2.4%
%<6.2%!
<1.6%!
4.9%
%<8.9%!
<2.4%!
7.1%
%Hi
gh%st
age%
+15°
F%/%95
°F%
%%Sa
t.%Te
mp.
%15°
F%%
Sat.%
Tem
p.%1
4°F%
Sat.%
Tem
p.%1
3°F%
Sat.%
Tem
p.%1
2°F%
%%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%M
odel
o%TR
%HP
%BH
P/TR
%TR
%HP
%BH
P/TR
%TR
%HP
%BH
P/TR
%TR
%HP
%BH
P/TR
%29
0GLX!!!!
(916
.8!CFM
)!30
3.3!
363!
1.19
7!29
6.7!
362.5!
1.22
2!29
0.1!
361.8!
1.24
7!28
3.6!
361.1!
1.27
3!
Efecto!
100.0%
!10
0.0%
!10
0.0%
!<2.2%!
<0.1%!
2.1%
%<4.4%!
<0.3%!
4.2%
%<6.5%!
<0.5%!
6.4%
%Bo
oste
r%940
°C%/%99
.44°
C%%%
Sat.%
Tem
p.%94
0°C%
Sat.%
Tem
p.%94
0.55
°C%
Sat.%
Tem
p.%94
1.11
°C%
Sat.%
Tem
p.%94
1.67
°C%
%%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%M
odel
o%kW
%kW
%kW
/kW
%kW
%kW
%kW
/kW
%kW
%kW
%kW
/kW
%kW
%kW
%kW
/kW
%29
0GLX!!!!
(155
7.6!m
3 /hr)!
314.4!
79.3!
0.25
2!30
4.7!
78.6!
0.25
8!29
5.1!
78!
0.26
4!28
6.1!
77.3!
0.27
0!
Efecto!
100.0%
!10
0.0%
!10
0.0%
!<3.1%!
<0.9%!
2.3%
%<6.1%!
<1.6%!
4.8%
%<9.0%!
<2.5%!
7.1%
%Hi
gh%st
age%
99.4
4°C%
/%+3
5°C%
%%Sa
t.%Te
mp.
%99.4
4°C%
Sat.%
Tem
p.%91
0°C%
Sat.%
Tem
p.%91
0.55
°C%
Sat.%
Tem
p.%91
1.11
°C%
%%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%Ca
pacida
d%BH
P%CO
P%M
odel
o%kW
%kW
%kW
/kW
%kW
%kW
%kW
/kW
%kW
%kW
%kW
/kW
%kW
%kW
%kW
/kW
%29
0GLX!!!!
(155
7.6!m
3 /hr)!
1066
.8!
270.7!
0.25
4!10
43.4!
270.3!
0.25
9!10
20.5!
269.8!
0.26
4!99
7.4!
269.3!
0.27
0!
Efecto!
100.0%
!10
0.0%
!10
0.0%
!<2.2%!
<0.1%!
2.1%
%<4.3%!
<0.3%!
4.2%
%<6.5%!
<0.5%!
6.4%
%
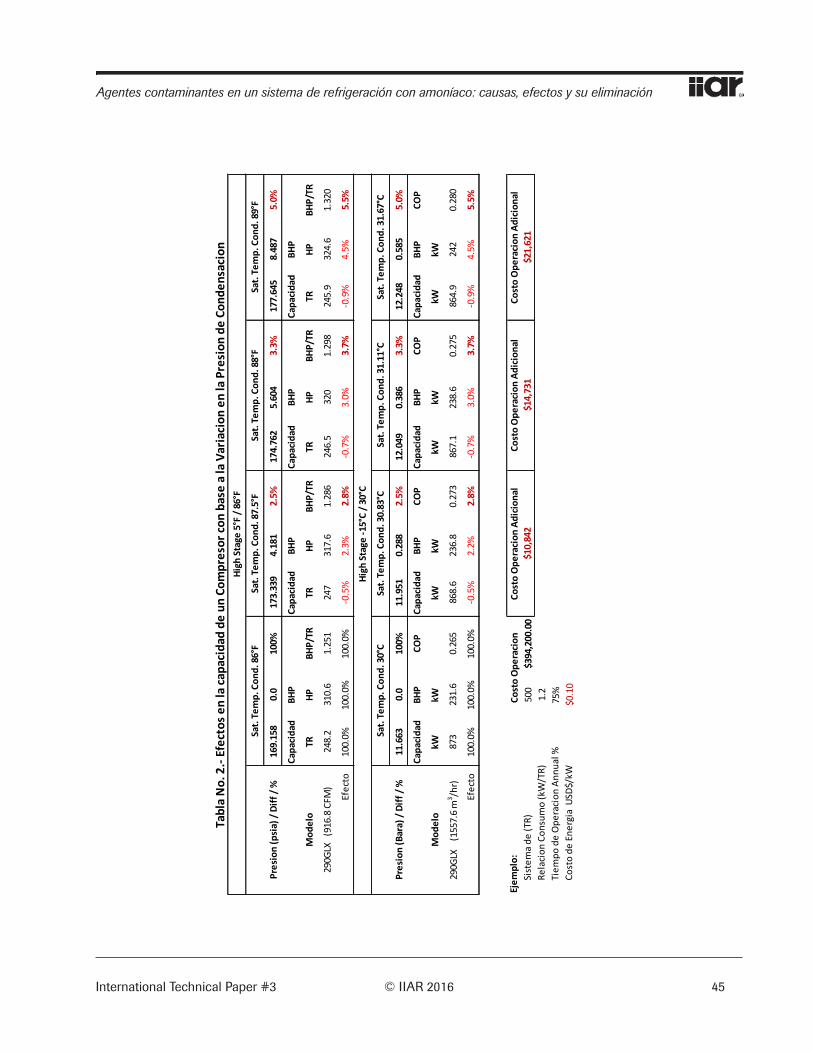
International Technical Paper #3 © IIAR 2016 45
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
TRABAJO'TECNICO'ESPAÑOL'#'
37'/'39'
IIAR'2016'
'
Presion((psia
)(/(Diff(/(%
169.158
0.0
100%
173.339
4.181
2.5%
174.762
5.604
3.3%
177.645
8.487
5.0%
Capacid
adBH
PCapacid
adBH
PCapacid
adBH
PCapacid
adBH
P
Modelo
TRHP
BHP/TR
TRHP
BHP/TR
TRHP
BHP/TR
TRHP
BHP/TR
290G
LX'''(
916.8'CF
M)
248.2
310.6
1.25
124
731
7.6
1.28
624
6.5
320
1.29
824
5.9
324.6
1.32
0
Efec
to10
0.0%
100.0%
100.0%
<0.5%
2.3%
2.8%
<0.7%
3.0%
3.7%
<0.9%
4.5%
5.5%
Presion((Bara)(/(Diff(/(%
11.663
0.0
100%
11.951
0.288
2.5%
12.049
0.386
3.3%
12.248
0.585
5.0%
Capacid
adBH
PCO
PCapacid
adBH
PCO
PCapacid
adBH
PCO
PCapacid
adBH
PCO
P
Modelo
kWkW
kWkW
kWkW
kWkW
290G
LX''''
(155
7.6'm
3 /hr
)87
323
1.6
0.26
586
8.6
236.8
0.27
386
7.1
238.6
0.27
586
4.9
242
0.28
0
Efec
to10
0.0%
100.0%
100.0%
<0.5%
2.2%
2.8%
<0.7%
3.0%
3.7%
<0.9%
4.5%
5.5%
500
$394,200.00
1.2
75%
$0.10
Costo(Op
eracion
Costo(Op
eracion(Ad
icional
$10,842
Costo(Op
eracion(Ad
icional
Costo(Op
eracion(Ad
icional
$14,731
$21,621
Ejem
plo:
Sistem
a'de
'(TR)
Relacion
'Con
sum
o'(k
W/T
R)Tiem
po'de'Ope
racion
'Ann
ual'%
Costo'de
'Ene
rgia''U
SD$/
kW
High(Stage(S15°C(/(30°C
Sat.(Temp.(Cond.(30
°CSat.(Temp.(Cond.(30
.83°C
Sat.(Temp.(Cond.(31
.11°C
Sat.(Temp.(Cond.(31
.67°C
Tabla(No.(2.S(Efectos(e
n(la(ca
pacidad(de(un(Compresor(co
n(base(a(la(Variacion(en(la(Presion(de(Condensacion
High(Stage(5°F(/(86°F
Sat.(Temp.(Cond.(86
°FSat.(Temp.(Cond.(87
.5°F
Sat.(Temp.(Cond.(88
°FSat.(Temp.(Cond.(89
°F
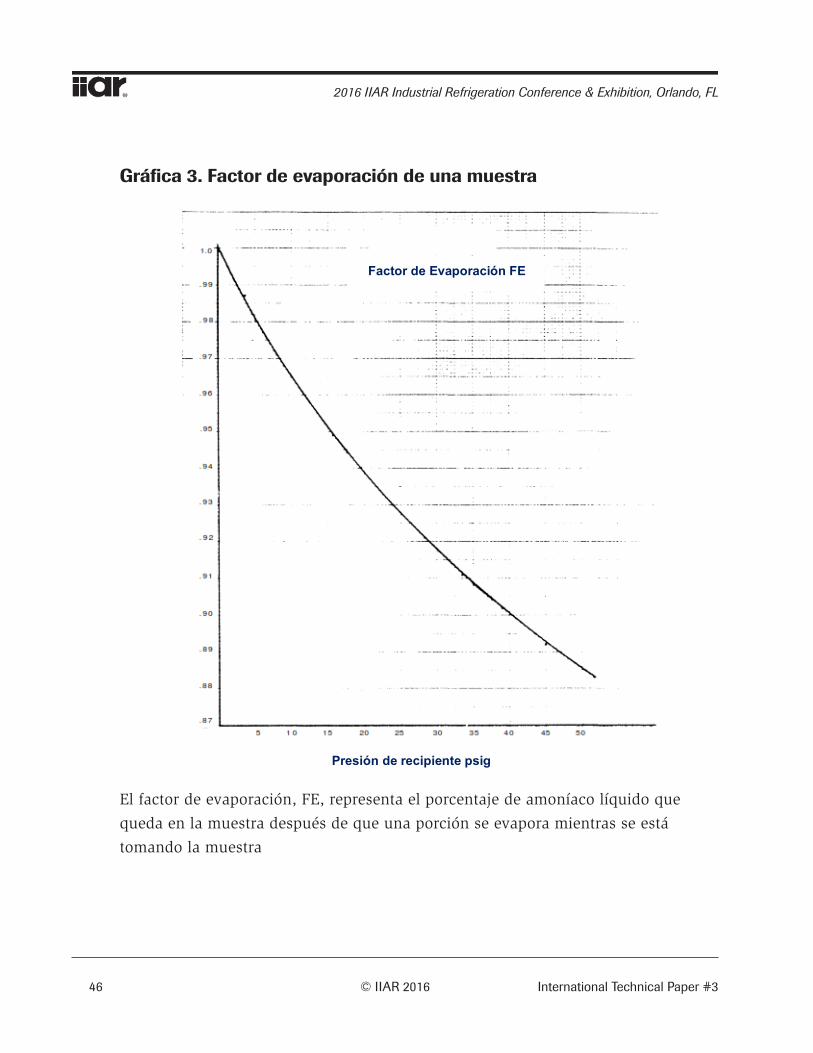
46 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL
Gráfica 3. Factor de evaporación de una muestra
TRABAJO'TECNICO'ESPAÑOL'#' 38'/'39' IIAR'2016'
!Gráfica!3.!Factor!de!evaporación!de!una!muestra!!''''''''''''''''''''''''''''''''''''''
El'factor'de'evaporación,'FE,'representa'el'porcentaje'de'amoníaco'líquido'que'queda'en'la'muestra'después'de'que'una'porción'se'evapora'mientras'se'está'tomando'la'muestra'
Factor!de!Evaporación!FE!
Presión!de!recipiente!psig!
El factor de evaporación, FE, representa el porcentaje de amoníaco líquido que
queda en la muestra después de que una porción se evapora mientras se está
tomando la muestra
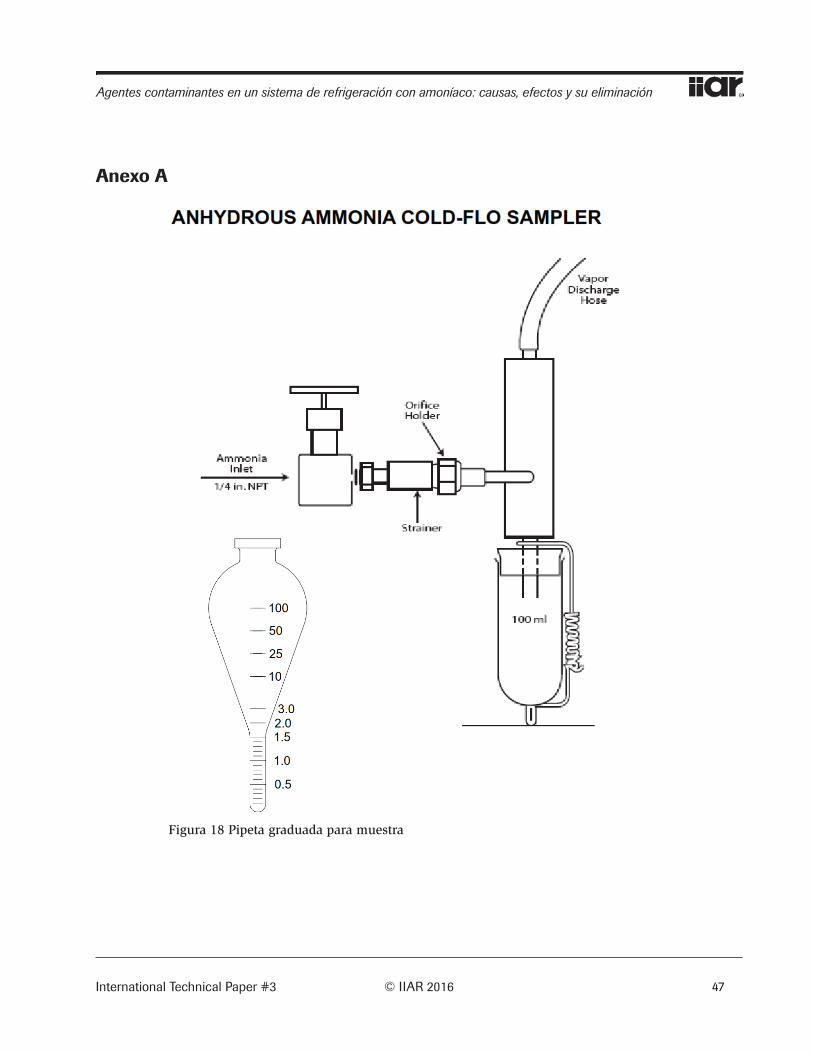
International Technical Paper #3 © IIAR 2016 47
Agentes contaminantes en un sistema de refrigeración con amoníaco: causas, efectos y su eliminación
Anexo A
TRABAJO'TECNICO'ESPAÑOL'#' 39'/'39' IIAR'2016'
'Anexo!A!
'
''''''''Figura'18'Pipeta'graduada'para'muestra'Figura 18 Pipeta graduada para muestra
Notes:
48 © IIAR 2016 International Technical Paper #3
2016 IIAR Industrial Refrigeration Conference & Exhibition, Orlando, FL


























![02 VILTER IIAR Lima Enfriamiento Aceite [Modo de Compatibilidad]](https://img.pdfslide.es/doc/110x75/55cf978b550346d033923e4c/02-vilter-iiar-lima-enfriamiento-aceite-modo-de-compatibilidad.jpg)

