-
7/13/2019 UD10-Moldeado
1/42
2.
Proc
de f
-
7/13/2019 UD10-Moldeado
2/42
caja de moldeado y
se
deshace
el
molde;
se
separan
e
que han quedado formando parte de la pieza, y sta, un
bas, queda lista para su mecanizacin posterior, finaliz
moldeado.
Cuando
la
pieza no es maciza hay que colocar en
macho llamado tambin novo con la forma del huec
siguiente, la masa fundida ocupar todo el molde meno
diente
al
macho.
8.1 .2
Construccin del modelo
l
modelo no
es
una copia exacta de la pieza que
a na s6ie de azones impuestas por e procedimient
-
7/13/2019 UD10-Moldeado
3/42
CU
-
7/13/2019 UD10-Moldeado
4/42
8.1.3.4 Arenas de moldeado V de rel/eno
Toda la arena o tierra empleada no suel e ser de la
que rodea
el
modelo se prepara mezclando adecuada
arena vieja, polvo de carbn
yagua. El
resto del
mold
menor calidad, procedente de moldes ya utilizados.
Sin embargo, cuando se moldea a mquina, la tier
resultando de una mezcla estudiada de arena nueva y
8.1.4 Moldeado a mano
El
proceso tecnolgico de la fundicin corre a car(
cualificados, con mtodos casi de artesana. Comprend
-
7/13/2019 UD10-Moldeado
5/42
,P
-
/
A
8
mazarotas pueden ser
lativamente baja, porqu
dicho (fig.
8.8A) .
Tiene el inconvenie
siones en el fondo del
pieza fundida.
- Colada inferior o
(fig. 8.8B). Este mtod
favorece la evacuacin d
tura elevada para que la
est completamente llen
-
7/13/2019 UD10-Moldeado
6/42
A
F
1
e
-
7/13/2019 UD10-Moldeado
7/42
A
8 1 .6 Moldeado mec
En la
moderna pr
de
moldeado por
el
m
zada.
Las
ventajas m
- Poltica de pers
la
capacitacin del
- Mejora de la c
del molde, lo que se tra
defectuosas. Asim-smo,
ms pequeos preci
- Aumento
de
la
defectuosas, tal como
-
7/13/2019 UD10-Moldeado
8/42
L--,,---;---y---- ,,,,, modelo
8
Fig 8.14
deado por p
-
7/13/2019 UD10-Moldeado
9/42
8.1.6.3.5 Mquinas
pa
Las
ms empleada
las primeras la arena pro
por un tornillo sin fin.
Las
mquinas
de so
por donde se inyecta a
mquinas actan por
d
un
depsito se expans
lo que provoca un arra
chos. Por medio de an
gura 8.20).
-
7/13/2019 UD10-Moldeado
10/42
6.
Se
introducen
los racimos? ya revestidos, en unas cajas
arena; se comprime sta por vibracin y
se extrae aire y
la
hume
de vaco.
En
una estufa a
100
se fun
de
la
cera o
se
consume el poli
y seguidamente se cuecen
los
moldes en unos hornos a 1
000,
ltimos residuos de materia de los modelos perdidos,
al
mismo
tiem
adquiere la
solidez
y resistencia necesarias (fig. 8.22F).
7,
Se
cuela el metal en el molde bajo lgera presin y se a
facilitar
el
llenado
(fig.
8.22G).
8.
Una
vez
solidificado, se rompen los moldes y las pieza
limpieza y desbarbado
(fig. 8.22H).
-
7/13/2019 UD10-Moldeado
11/42
C C0
2
antes de desmoldea
por
lo cual,
hay
que
grafitado previo.
La
inyeccin de
gura 8.24),
pinchand
ms all de 30 seg
8.3 Moldead en
Los moldes me
cuando hay que fab
as
coquiiias, a
-
7/13/2019 UD10-Moldeado
12/42
l
desmoldeado exige la separacron de las placas,
sistemas mecnicos simples; por ejemplo, pin
y
cre
lanca (fig. 8.30) etc. A veces, las placas llevan expulsores
8.3.1.3 Colada del metal
La colada
se
efecta, como en
el
moldeado en are
mientos bsicos: colada directa (fig. 8.32), colada inferio
Y colada lateral (fig. 8.34).
l
molde suele estar montad
basculante que
se
inclina al principio
para
irse incorp
a medida que se llena la coquilla.
Para
facilitar la cola
proteger el molde
se
utilizan lubricantes de distinto co
grafito coloida , el t a c o ~ el caofft
p
etc _
segn
105 caso
-
7/13/2019 UD10-Moldeado
13/42
8 3.2.2 Mquinas de
Contrariamente a
lo
la
cmara de presin
cipiente de metal
fundid
en la cmara de presin
tacin que facilita
la
d
La
ventaja mayor d
tipo de metales y alea
mtrica y
de
fuerza de c
respectivamente) .
Por su disposicin
zontal
cuyos esquemas
Las
figuras 8.39
8
-
7/13/2019 UD10-Moldeado
14/42
cilindro principal de cierre
nasa mvil
\ Cl indro auxiliar de cierre
cilindro de retorno
mes fija
molde
Fig
8.41 Mecanism
licos
de cierre y
reto
El
accionamiento del mecanismo de cierre es siempre por c
tema de retencin, para asegurar la posicin de cierre, 1
efecta
fuerza o bien existen cilin:pros auxiliares de cierre y apertura
a
-
7/13/2019 UD10-Moldeado
15/42
partes esenciales del m
mentalmente de
la
pieza
se
observan el bebedero
lo
conectan
con
cada
l
semimolde fijo n
al semimblde mvil.
8 3 2 5 2 Semimolde m
s
la parte del mol
que
nos
ocupa est form
de ellas
la
placa de cier
las espigas de
gura
(fig
-
7/13/2019 UD10-Moldeado
16/42
dio
de una espiga oblicua
fig.
8.51). Los segundos, tal
son
movidos
por un cilindro oleohidrulico (fig. 8.52)
binaciones
de ambos en un mismo molde (fig.
8.53
Fg. 8 52 Molde con cilindros
-
7/13/2019 UD10-Moldeado
17/42
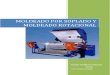
Fig. 8.57 Fundicin centrifugada con
molde de eje horizontal.
Los
inconvenientes
- Precio de los m
- Tamao
de
las p
disponi bl es.
- Limitacin de la
8.3.3 Fundicin centrif
Puede considerarse
haciendo girar
el
molde
es
proyectada, segn la
del
molde, hasta rellen
-
7/13/2019 UD10-Moldeado
18/42
8 4 1 1
Cargas
del
cu}Jilote
Son los diversos rrrateriales que se introducen en
alternadas de unos 50
cm
de espesor.
La
carga metlica
para la
fundicin
de hierro est
de
arrabio
chatarra
de
fundicin y chatarra de
acero.
La carga combustible
es
carbn de cok especial.
sistencia y dureza elevadas, bajo porcentaje de ceniza
lorifica. .
El fundente
tiene
por
objeto formar una escoria fl
impurezas, los xidos, la arena y el revestimiento ex
v z que acta como desulfurante. Los fundentes habi
clcico (castina), e carbonato clcico magn'sico (do
pato flor.
-
7/13/2019 UD10-Moldeado
19/42
Consta de una c
un. extremo y a la ch
dirigidos por la bveda
Utiliza combustibl
se introducen en el h
Las dimensiones
les no frreos llegan a
80 t como mximo.
chimenea
bv
-
7/13/2019 UD10-Moldeado
20/42
8.4.5.1 Horno elctrico de arco
Aprovecha el calor que desprende un arco volt
ms electrodos y a veces con la participacin de
la
lquido.
Segn la posicin de los electrodos se dividen
orno de
arco indirecto (Stassano) (fig . 8.
zontales
se
introducen en
la
cmara del horno, por
orno de
arco directo a travs
de la
colada
tema en desuso, porque requiere solera conductora
Horno de arco directo
(Herou t)
(fig.
8.65).
duce por efecto de arco que salta entre los electrod
-
7/13/2019 UD10-Moldeado
21/42
8.5 Operaciones de
Las
piezas fundidas
de acabado para elimina
zarotas adosados. Dicha
8.5.1 Limpieza de pie
Tiene
por
objeto e
realiza por:
- Proyeccin de a
o mecnicamente (fig.
-
7/13/2019 UD10-Moldeado
22/42
Tema
9.
Tecnologa de
la
f
OBJETIVOS
Conocer los piincipios tericos bsicos
de l
Conocer los metales y aleaciones ms emplea
Estudiar algunas normas a tener presentes
para
didas.
EXPOSICION DEL
TEMA
Cuando el metal o aleacin metlica
ha
llegado a
-
7/13/2019 UD10-Moldeado
23/42
F;g 9 2
p
Considerando qu
mal dF
=
d . g . h
igual a
(fig.
9.2):
siendo:
ha distancia del
del lquido
9.2.1
Esfuerzos sob
-
7/13/2019 UD10-Moldeado
24/42
9.5.1 Dimensiones del bebedero
Llamando Sb a la seccin del bebedero
en su
G
de lquido
metal que se produce es: G
=
Sb
.
lquido metal, que es funcin del tipo de colada
ya estudiadas).
Por otro lado, si
V
es
el
volumen total del hue
conductos de distribucin y las mazarotas, y
t es
el
G
ser:
G =
; \ . Teniendo
en
cuenta que el gast
girse
con
un coeficiente k que recoja las prdidas d
etctera
y
que
V [a
de 1 a 3 resulta:
-
7/13/2019 UD10-Moldeado
25/42
v
; o n { r a c c i 6 ~ liquida
empIeza la solidificacin
v,e----- (
contraccin de solidificacin
termina la solidificacin
contraccin
slida
s
TEMPERATURA
Plg
9
f
1
Diagrama
e
soldifieaci6n
As, pues, un ndic
del
canal
es
los d
mitad de esta ltima.
Segn el ndice d
puede ser:
- Convergente
si
sin en los
conductos
Tiene, entre otras, las
flujo constante y mayor
turbulencias.
-
7/13/2019 UD10-Moldeado
26/42
El clculo de la mzarota se basa en dos presupu
tracciones y la
regla de
los mdulos.
La
primera sup
mazarota no puede ser inferor al volumen que rep
la
pieza; o
sea:
siendo:
n
a
un
coeficiente de seg;.dad
qus
normalmente
volumen de la pieza
-
7/13/2019 UD10-Moldeado
27/42
~ ~ ~
. .. .
M
Mal
P-7.5
~ o \
, Bien
L
P C 7 5
-
7/13/2019 UD10-Moldeado
28/42
Para evitarlas hay que efectuar la colada con suav
de cada e impedir que
el
chorro choque contra las pa
- 9.9.5
Segregaciones
Son zonas de composicin diferente a la nominal
a este fenmeno determinados constituyentes e impu
ciertas partes de las piezas.
El
resultado es un produc
9.9.6 Enfriamiento prematuro
Cuando se cuela a temperatura demasiado baja o la
cin no es la adecuada para
el
molde a fundir, la masa
-
7/13/2019 UD10-Moldeado
29/42
:
Tema 10.
OBJETIVOS
Estudiar los p
- Conocer los d
EXPOSICION DEL
T
-
7/13/2019 UD10-Moldeado
30/42
-
f n ~ d o
del grano. Depende de
la
temper
locidad
de deformacin.
En
unos casos se logra d
y en otros
se
logra una mejor disposicin de las fib
las propiedades mecnicas del metal.
10.2 Calentamiento y
deformacin plstica
Cuando un metal sufre deformacin en fro,
provisional puesto que ha incrementado su ene
despus hacia una situacin estable. A temperatu
muy lento, pero se aceler considerablemente elev
Las modificaciones que se originan por el cale
fases:
restauracin recrista izacin y crecimiento
-
7/13/2019 UD10-Moldeado
31/42
. 10.4 orjado a man
No tiene importanc
con un
martillo
de forj
jeta con unas
tenazas
yunque.
Con ayuda de dive
operaciones de forja:
e
l horno clsico para
sencilla, tiene
graves
inconv
la
pieza; hay riesgo de oxid
-
7/13/2019 UD10-Moldeado
32/42
- ecompresor externo fig.
10.8).
El aire co
de
trabajo procedente de un compresor independiente
dro
se
efecta por un sistema de vlvulas controlada
Puede ser de simple efecto, si nicamente levanta
l
cuando
adems la impulsa con fuerza en la carrera de
-
7/13/2019 UD10-Moldeado
33/42
"
,
-
.
,
i
,
,
"
i
10.8
Manipulador
Para
el
manejo
forja, especie de carr
cuya parte ms impor
Puede ser de movim
-
7/13/2019 UD10-Moldeado
34/42
Pusto que
la
velocidad de cada libre de un o
sulta finalmente que:
w=
siendo:
G
2 9
(y2
.
9 . h)2
W - G . h
h = altura de calda de la maza en metros
-
7/13/2019 UD10-Moldeado
35/42
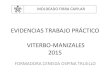
Fig
10 14
Cigeal forjado en
bruto).
10.10 Ejemplo de
Para ilustrar mni
estampa,
se
explica s
bricar un cigeal fo
que existe con el forj
(fig. 10.15).
Se parte de un t
lentarlo a la temperat
abren dos canales tra
narn las dos manivel
(5) (6) (7) (8) redo
mun (9) (10)
(11)
-
7/13/2019 UD10-Moldeado
36/42
un hueco de rebose, para que una pequea porc
superficies de unin de las dos mitades de
la
estam
como
rebaba a eliminar.
Los materiales para la fabricacin de una esta
trabajos en caliente y resistentes a los choques m
En
la figura 10.20 aparece el proceso seguid
brida estampada. La preforma (1) es introducida en
tinuacin, se produce
el
estampado propiamente d
mina la rebaba circular en una matriz de corte (3
Obsrvese la inclinacin o despu la de las p
las semi estampas para facil itar
la
extraccin de
la
e valor
de
la despu a adoptadQ
es
de 5 :.
pa
1 para ranuras y taladres.
-
7/13/2019 UD10-Moldeado
37/42
Fig. O.25 Estampa-do rotativo.
Oh
umcin de un perfil interior.
10.14 Estampado r
Es un procedimie
metida a sucesivas co
eje, movindose en s
'Iiente o en fro, aunqu
Con
este
mtodo
este caso con ayuda
excelente, llegando a I
tud superficial conseg
tratamientos trmicos
-
7/13/2019 UD10-Moldeado
38/42
Mltiple. Se compone de mltiples cilind
Universal. Dispone de cilindros horizontale
10.16.2
ren
de laminacin
Es
una agrupacin e varios laminadores o
e
modo que el material a laminar pasa sucesiva
completar el ciclo de elaboracin.
El
tren de laminacin puede ser: abierto, con
gura 10.29). La figura ilustra con claridad
el
reco
por lo que
se
omite todo comentario.
-
7/13/2019 UD10-Moldeado
39/42
ren
para
chapa.
del
Slabbing;existe
el t
continua, a partir de
Ila
chapa, a partir de chapa
final
es
una chapa fina d
perficial superior.
10.18 Laminacin de
l
aluminio
se
lamin
do a travs de pasadas
-
7/13/2019 UD10-Moldeado
40/42
(considerando iguales los cilindros); o tambin:
CC,
= h,
+
2 r
igualando ambas expresiones:
h,
+
2
r os
' = h,
+
,
?QE..Sl.Ok,
(}
;:- iQO
h
2 r 1
cos
Considerando que el desplazamiento de la m
sentido longitudinal
y
que
el
volumen
es
constante,
-
7/13/2019 UD10-Moldeado
41/42
La
reduccin refat
10 21 4 Coeficiente d
Es
la
relacin entre
quirida l.
-
7/13/2019 UD10-Moldeado
42/42
10.22 Procedimientos de
laminacin
especiale
En este apartado se hace referencia a ciertos m
minacin y que, desde luego, poco tienen que ver c
cionaL
Los rganos laminadores son discos, cilindros o
producido
por laminacin en la pieza que se trabaj
La aplicacin ms conocida es, quizs,
el
roscado
p
La fibra de las roscas laminadas tiene caractersticas
la de la rosca tallada, porque es
continua
y no inte
el
corte de la herramienta; adems es ms compacta
compresin superficial.