Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUILFACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TÍTULO DE:
INGENIERO INDUSTRIAL
ORIENTACIÓN:
GESTIÓN DE LA PRODUCCIÓN
TEMA:
ESTUDIO DE LOS PROBLEMAS DURANTE LAS OPERACIONESDE VUELO EN LAS ALAS Y CONTROLES DE VUELO DELOS AVIONES T 34 C-1 DE LA AVIACIÓN NAVALMILITAR
AUTOR
MENOSCAL BARCIA HÉCTOR ENRIQUE
DIRECTOR DE TESIS
ING. IND. POMBAR VALLEJOS PEDRO GALO
2000 - 2001
GUAYAQUIL - ECUADOR

“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta tesis
corresponde exclusivamente al autor”
________________________:
FIRMA

CAPITULO I
PRESENTACION DE LA EMPRESA
1.1. HISTORIA DE LA EMPRESA
1.1.1. CONSTITUCION DE LA EMPRESA
La constitución de la compañía se la realizó en el año de 1978, para
1979 se iniciaron las operaciones de construcción de edificio e instalación de
la planta con los equipos, se contrató la tecnología Suiza por considerar que
era la mejor opción.
Fue creada con la idea de elaborar Yogurt de sabores naturales y con
frutas, postres de gelatinas listas para ser consumidas y jugos de frutas frescas,
ya que en el mercado no existía una empresa dedicada exclusivamente a la
elaboración de estos productos.
Al poco tiempo de haberse constituido la compañía, en el mes de Marzo
de 1980 inicia las operaciones de elaboración, saliendo al mercado otras
marcas de productos similares al nuestro, sin lograr un éxito competitivo,
por no poseer la Calidad de los productos Toni.
1.1.2. LOCALIZACION
INDUSTRIAS LACTEAS TONI S.A. se encuentra ubicada en la parte
norte de la ciudad de Guayaquil, exclusivamente en la zona industrial, cuenta
con los servicios básicos ofrecidos por EMELEC- ELECTROQUIL (energía
eléctrica), ECAPAG (agua potable), y PACIFICTEL (comunicaciones).
Por su ubicación tiene acceso a las principales vías de la ciudad, como lo
son Av. JUAN TANCA MARENGO, Vía PERIMETRAL y la actual vía a
DAULE.
Esta ubicada en el Km. 8.5 vía a Daule, entre PICA y textiles SAN
ANTONIO. Para un mejor entendimiento ver anexo # 1
1.1.3. TIPO DE EMPRESA
INDUSTRIAS LACTEAS TONI por ser una empresa elaboradora de
productos alimenticios y en base del origen del que fue creada se encuentra
catalogada en la Clasificación Industrial Internacional Uniforme ( CIIU ) de la
siguiente manera:
3. Manufactura
3.1 Productos Alimenticios, Bebidas Y Tabacos
3.1.1 Fabricación De Productos Alimenticios, Excepto Bebidas
3.1.1.2 Fabricación De Productos Lácteos
3.1.1.2.5 Yogurt (Leche Fermentada)
1.1.4. TIPO DE PROCESO
Así mismo por el tipo de productos que elabora (productos
perecederos) y según los pedidos de los diferentes distribuidores, la empresa
mantiene una producción intermitente.
1.1.5. PRODUCTOS QUE SE ELABORAN
Actualmente INDUSTRIAS LACTEAS TONI ha diversificado su
producción, elaborando productos tales como: Yogurt Toni mix, Yogurt
Bebible, Yoguert como refresco (Tubiño) y Yogurt bajo en calorías (Light),
queso crema de untar Toni, dulce de leche El Manjar, queso parmesano, leche
entera y leche semi-descremada Toni larga vida fortificada con hierro y 8
vitaminas , leche de sabores chocolateada, frutilla, vainilla y manjar
fortificada con hierro y 8 vitaminas ( larga vida Toni ) y leche UHT, bebidas
de naranja, durazno y toronja Tampico citrus punch, Avena TONI, Gelatoni de
sabores fresa, cereza y manzana, jugo de naranja Frutoni.
Los productos hechos en nuestras instalaciones están elaborados bajo los
más estrictos controles de calidad, para lo cual se analizan los insumos a
utilizar además de las etapas de proceso, una vez elaborados se realizan en las
diferentes bodegas controles para garantizar la calidad de estos (Cuarentena).
Para esto, la empresa en su afán de desarrollo y pensando en la
integración fronteriza, está extendiendo su capacidad productiva en la
apertura de nuevos mercados, con los productos convencionales y nuevos
productos en investigación, que no se encuentran en el mercado Andino, así
mismo se halla en el proceso de certificación ISO9001-2000.
1.1.6. ESTRUCTURA ORGANIZACIONAL
INDUSTRAS LACTEAS TONI S.A. tiene muy bien definido todo el
nivel jerárquico dentro de la empresa, para esto cuenta con una estructura
basada en la organización horizontal, en la que todas las Gerencias de áreas
tienen autonomía en sus decisiones, reportando directamente a la Gerencia
General el cumplimiento de las actividades planificadas con anterioridad. El
organigrama general de la empresa lo podemos apreciar en, ver anexo # 2.
GERENTE GENERAL.- Es el encargado de la gestión y administración de la
empresa. Es quien desarrolla planes de mejora para un mayor rendimiento
en las utilidades, a él se reportan directamente todas las Gerencias como las
de Administración-Financiera, Ventas, Mercadeo, Producción, Control de
Calidad y Sistema, además de los Jefes de Mantenimiento, Desarrollo y
Bodegas.
El Gerente General es quien desarrolla las directrices y políticas de la
empresa para que esta este encaminada hacia el crecimiento y la
competitividad en el mercado.
GERENTE ADMINISTRATIVO.- Administra los recursos financieros de la
empresa, proporcionando al Gerente General la información financiera
necesaria que le permita tomar decisiones respecto al despliegue y uso de los
recursos económicos de la entidad, y adicionalmente administrar la
vinculación y desarrollo del recurso humano de la empresa y encargarse de la
atención y control de toda actividad que requiera de una gestión
administrativa.
GERENTE DE PRODUCCION.- Es quien administra, coordina, planifica y
asegura el cumplimiento en el procesamiento y elaboración de los diferentes
tipos y presentaciones de los productos que la empresa logra proporcionar al
mercado (interno y externo), a fin de satisfacer la demanda y las
proyecciones de ventas, asegurando márgenes de utilidad efectivos para la
empresa.
GERENTE DE CALIDAD.- Administrar, coordinar, planificar y asegurar el
cumplimiento en el análisis de la materia prima, material de empaque,
productos en procesamiento y productos de los diferentes tipos y
presentaciones que la empresa logra proporcionar al mercado (interno y
externo), a fin de satisfacer la demanda y las proyecciones de ventas,
asegurando márgenes de calidad y utilidad efectivos para la empresa.
GERENTE DE SISTEMAS.- Asegura la automatización eficiente de los procesos
administrativos de la empresa, mediante el desarrollo, mantenimiento y/o
adquisición de sistemas de procesamiento de datos y sistemas de
información, así como asesorar y recomendar al nivel de dirección sobre la
actualización y/o adquisición de software y hardware, que permita contar
con una plataforma tecnológica informática que responda a las estrategias y
necesidades de la empresa a corto, mediano y largo plazo.
JEFE DE MANTENIMIENTO.- Es la persona encargada de administrar la
ejecución de los mantenimientos correctivos y preventivos de acuerdo a los
lineamientos dados por la dirección del segmento de Operaciones,
desarrollando un plan preventivo integral de mantenimiento así como la
aplicación del control sobre el movimiento de los repuestos y suministros de
mantenimiento, a efecto de asegurar el buen funcionamiento de las
instalaciones de la planta y al costo más bajo.
JEFE DE DESARROLLO.- Es quien Investiga, desarrolla y determina la
formulación idónea para asegurar la utilización correcta de componentes en
la elaboración de los productos, determinando la factibilidad de las
instalaciones de la planta, mediante el Estudio de Mercado y las expectativas
creadas por el departamento de Ventas y por la dirección de Operaciones así
como optimizar los componentes para cada uno de los productos a efecto de
generar ahorros en el proceso productivo y ampliar el margen de rentabilidad
para la empresa.
JEFE DE BODEGAS.- Es quien Administra las bodegas ya sea de
almacenamiento de materia prima, material de empaque y producto
terminado, de acuerdo a los lineamientos dados por la dirección del
segmento de Producción, aplicando un control estricto sobre el movimiento
de los insumos y otros materiales bajo su custodia, a efecto de generar
ahorros en el proceso productivo y ampliar el margen de rentabilidad para la
empresa.
1.1.7. OBJETIVOS
La empresa para el buen desarrollo de sus actividades has planteados
metas, los cuales están sustentados por varios indicadores que muestran
resultados al final del periodo como consecuencia del manejo de los recursos.
Son objetivos de la empresa los siguientes:
Cliente.- Cumplir con los requerimientos del consumidor.
Proveedores.- Controlar el cumplimiento de los requisitos establecidos
por la compañía.
Personal.- Capacitar y fomentar la creatividad de todo el personal.
Comunidad.- Generar riquezas para nuestros clientes, proveedores y
accionistas por medio de un trabajo eficiente.
Procesos.- Crear e implementar índices de productividad en todas las
áreas.
1.1.8. MISION
La empresa al momento no cuenta con una misión definida, para lo cual
se ha desarrollado la siguiente:
1.1.9. VISION
Así mismo la empresa no tiene por escrito una visión de lo que desea
hacer en los próximos años, pero es objetivo de la Gerencia General captar la
demanda de futuros clientes del exterior, por lo que se ha desarrollado la
siguiente visión:
“Elaborar productos lácteos de óptima calidad en base de materias
primas naturales, satisfaciendo los requerimientos de un mercado
potencial”.
Buscar nuevos mercados y brindar al consumidor
productos altamente asépticos, basados en la
Investigación y en un Sistema de Gestión de
Calidad que garantice la preservación y calidad de
nuestros productos.
1.1.10. POLITICA DE CALIDAD
INDUSTRIAS LACTEAS TONI S.A. Posee una política de calidad definida
por consenso por el comité de calidad, en el que intervienen el 80% de las
Gerencias de la empresa. El cual es el siguiente.
“Nuestro talento humano se caracteriza por desarrollar, elaborar y
distribuir productos alimenticios de alto beneficio para la salud, a
través de una planificación, constante análisis y mejora de todos
nuestros procesos, para satisfacer los requerimientos de nuestros
consumidores”.
CAPITULO II
ACTIVIDAD PRODUCTIVA
2.1. INGENIERIA DE PLANTA
2.1.1. DESCRIPCION GENERAL DE LA PLANTA FISICA
Para el proceso de elaboración de los diferentes producto INDUSTRIAS
LACTEAS TONI cuenta con 3 plantas productivas en las cuales desarrolla sus
actividades.
Además contamos con las siguientes áreas:
ADMINISTRACION
BODEGA DE MATERIA PRIMA
BODEGA DE MATERIAL DE EMPAQUE
BODEGA DE PRODUCTOS TERMNINADOS
CAMARAS DE FRIO
CALDEROS Y EQUIPO AUXILIARES
BODEGA DE REPUESTOS DE MANTENIMIENTO
ZONA DE CALDEROS
2.1.2. DESCRIPCION DE LAS PRINCIPALES AREAS
Entre las principales áreas que cuenta la empresa podemos destacar las
plantas productivas, bodegas de materia prima, bodega de empaque, bodega
de producto terminado, las áreas administrativas y cámaras de frío.
Cabe indicar que las plantas productivas están cada una separada y
delineadas, por cualquier tipo de accidente, también se encuentra la zona de
calderos que está en la parte lateral de la empresa.
2.1.2.1. PLANTA PRODUCTIVA TAMPICO
En esta planta con un área de 604,95 m2, se elabora todo lo relacionado
al Tampico en sus distintas presentaciones, como también el Tubiño, además
consta de un espacio destinada a la elaboración del queso crema.
La recepción de leche cuenta con una área de 15m2, y es que debido a
la magnitud de los carros que llegan pasan a una pista de espera y se conecta
las mangueras y dispositivos que se van a utilizar para la evacuación de la
leche, previamente realizados los análisis respectivos. También cuenta un
espacio para la recepción y al tratamiento de la leche (esterilización,
pasteurización, descremado, Etc).
Para todos los productos a elaborase que necesiten del insumo leche,
esta deberá ser primeramente esterilizada y tratada en esta planta.
2.1.2.2. PLANTA PRODUCTIVA YOGURT
Esta planta tiene un área de 1563,49 m2, en el se encuentran las
Gerencia de Producción y Gerencia de Calidad como también el
Departamento de Mantenimiento y es el lugar donde se desarrolla toda la
actividad productiva del yogurt como: Yogurt Toni mix, Yogurt Bebible y
Yogurt bajo en calorías (Light), y el envasado de las diferentes tipo de leche
como lo son: leche chocolateada, leche varios sabores (vainilla, fresa, manjar,
etc), además se elabora la gelatina.
2.1.2.3. PLANTA PRODUCTIVA UHT
En esta planta se elabora la leche UHT, que es una leche a la cual para
el proceso de esterilización se la somete a un cambio brusco de temperatura,
la cual asegura la calidad del mismo. Esta planta tiene un sistema de
esterilización interna la misma que es una solución de peroxido, por medio
del cual controla y destruye todas las organismos patógenos y de está
manera se preserva microbiológicamente al producto, además tiene un
sistema para esterilizar el material de empaque a utilizar. Tiene un área de
248 m2.
2.1.2.4. CAMARAS DE FRIO
Las cámaras de frío son el lugar donde se mantienen refrigerados todos
los insumos y productos terminados que necesitan refrigeración, para el caso
se cuentan con tres cámaras las mismas que están diseñadas para tal
propósito.
Cámara de congelación.- en está cámara se almacenan todos los
concentrados necesarios para la elaboración de productos y cuenta con una
área de 118 m2.
Cámaras de refrigeración 1.- está cámara solo almacena productos
como el caso del yogurt, queso crema y manjar, cabe recalcar que solo
alberga las presentaciones de tarrinas. Cuenta con un área de 107 m2.
Cámara de refrigeración 2.- está cámara almacena lo relacionado a
manjar y yogurt pero en presentación de galones y baldes, tiene un área de
168 m2.
2.1.2.5. BODEGA DE MATERIA PRIMA
La bodega de materia prima es el área reservada para almacenar todos
los insumos que se necesitan para la elaboración de nuestros productos.
El almacenamiento de toda materia prima se la hace después de haber
realizado el análisis correspondiente, como es el caso para los concentrados,
glucosa, azúcar y toda materia que llega, especialmente cuando son
productos nuevos. La bodega de materia prima cuenta con un área de
110.25m2 y tiene clasificado cada espacio para su respectivo producto.
2.1.2.6. BODEGA DE MATERIAL DE EMPAQUE
Es el área destinada a recibir todos los materiales indirectos o de
empaque que se utilizan en el proceso del producto, en este lugar se ubica
según el material que llega como por ejemplo lo relacionado con los envases
plásticos, cartones de embalaje, etiquetas, sorbetes, etc. Los cuales según la
orden de producción se llevan las cantidades requeridas hacia las plantas
para su respectivo empaque de productos.
Cuenta con un área de 846 m2. Incluida un área de empacadora
correspondiente a 200 m2.
2.1.2.7. BODEGA DE PRODUCTO TERMINADO
Es el área destinada para almacenar todos los productos terminados y
que se encuentran listos para ser enviado a los distintos distribuidores y
mercado en general, previo a un análisis que se le realizan a los productos
pasado el tiempo de cuarentena.
El área de trabajo que cuenta la bodega de producto terminado es de
803m2. Para un mayor entendimiento de la Distribución Física ver anexo # 3.
2.1.3. DESCRIPCION DE LAS MAQUINARIAS
Cualquier empresa que se dedica a la transformación de materia prima
en un producto terminado cuenta en sus instalaciones con equipos que
realizan esta labor. Ya sea el tipo de elaboración de la empresa este va a
contar con:
Equipos Básicos como:
Calderas
Bombas
Montacargas
Equipos de Proceso como:
Hornos
Intercambiadores de Calor
Compresores, entre otros
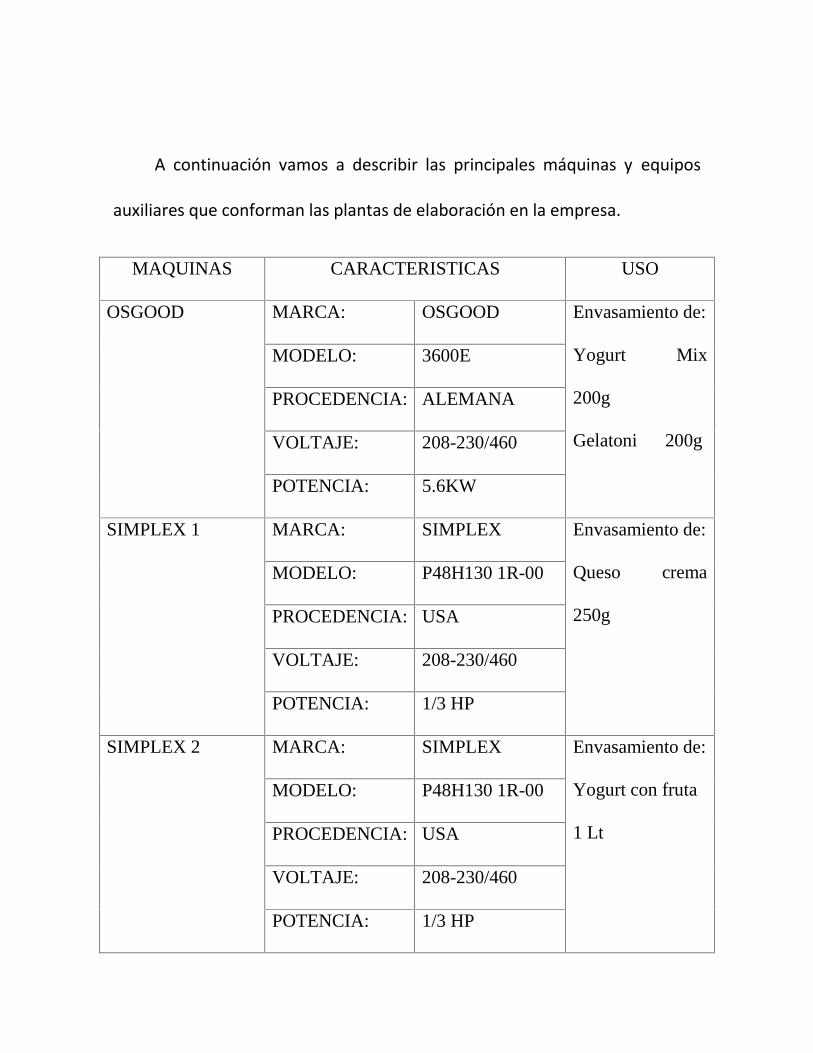
A continuación vamos a describir las principales máquinas y equipos
auxiliares que conforman las plantas de elaboración en la empresa.
MAQUINAS CARACTERISTICAS USO
OSGOOD MARCA: OSGOOD Envasamiento de:
Yogurt Mix
200g
Gelatoni 200g
MODELO: 3600E
PROCEDENCIA: ALEMANA
VOLTAJE: 208-230/460
POTENCIA: 5.6KW
SIMPLEX 1 MARCA: SIMPLEX Envasamiento de:
Queso crema
250g
MODELO: P48H130 1R-00
PROCEDENCIA: USA
VOLTAJE: 208-230/460
POTENCIA: 1/3 HP
SIMPLEX 2 MARCA: SIMPLEX Envasamiento de:
Yogurt con fruta
1 Lt
MODELO: P48H130 1R-00
PROCEDENCIA: USA
VOLTAJE: 208-230/460
POTENCIA: 1/3 HP
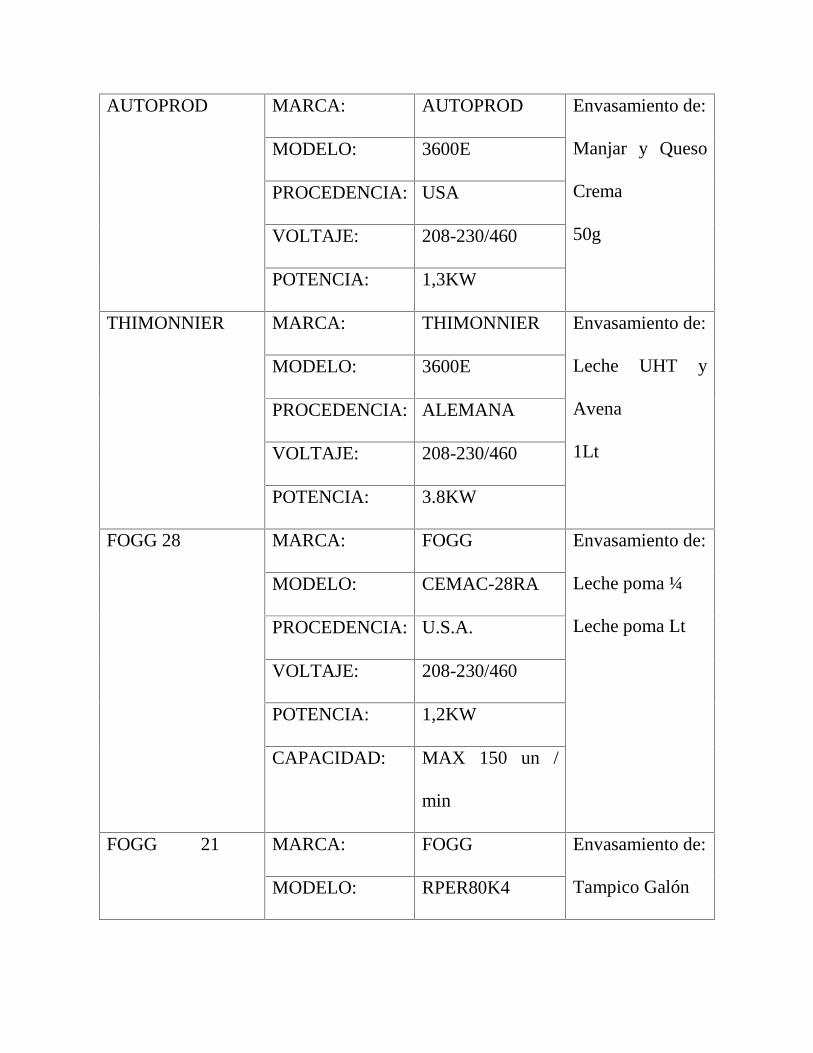
AUTOPROD MARCA: AUTOPROD Envasamiento de:
Manjar y Queso
Crema
50g
MODELO: 3600E
PROCEDENCIA: USA
VOLTAJE: 208-230/460
POTENCIA: 1,3KW
THIMONNIER MARCA: THIMONNIER Envasamiento de:
Leche UHT y
Avena
1Lt
MODELO: 3600E
PROCEDENCIA: ALEMANA
VOLTAJE: 208-230/460
POTENCIA: 3.8KW
FOGG 28 MARCA: FOGG Envasamiento de:
Leche poma ¼
Leche poma Lt
MODELO: CEMAC-28RA
PROCEDENCIA: U.S.A.
VOLTAJE: 208-230/460
POTENCIA: 1,2KW
CAPACIDAD: MAX 150 un /
min
FOGG 21 MARCA: FOGG Envasamiento de:
Tampico GalónMODELO: RPER80K4
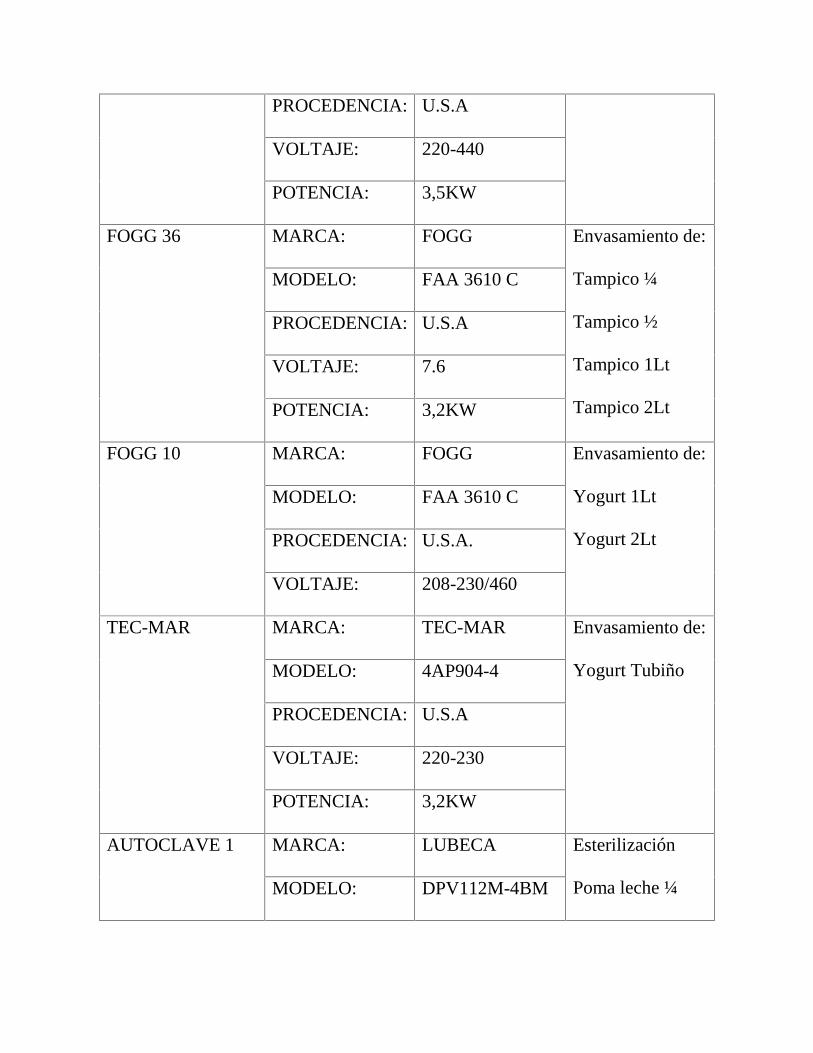
PROCEDENCIA: U.S.A
VOLTAJE: 220-440
POTENCIA: 3,5KW
FOGG 36 MARCA: FOGG Envasamiento de:
Tampico ¼
Tampico ½
Tampico 1Lt
Tampico 2Lt
MODELO: FAA 3610 C
PROCEDENCIA: U.S.A
VOLTAJE: 7.6
POTENCIA: 3,2KW
FOGG 10 MARCA: FOGG Envasamiento de:
Yogurt 1Lt
Yogurt 2Lt
MODELO: FAA 3610 C
PROCEDENCIA: U.S.A.
VOLTAJE: 208-230/460
TEC-MAR MARCA: TEC-MAR Envasamiento de:
Yogurt TubiñoMODELO: 4AP904-4
PROCEDENCIA: U.S.A
VOLTAJE: 220-230
POTENCIA: 3,2KW
AUTOCLAVE 1 MARCA: LUBECA Esterilización
Poma leche ¼MODELO: DPV112M-4BM
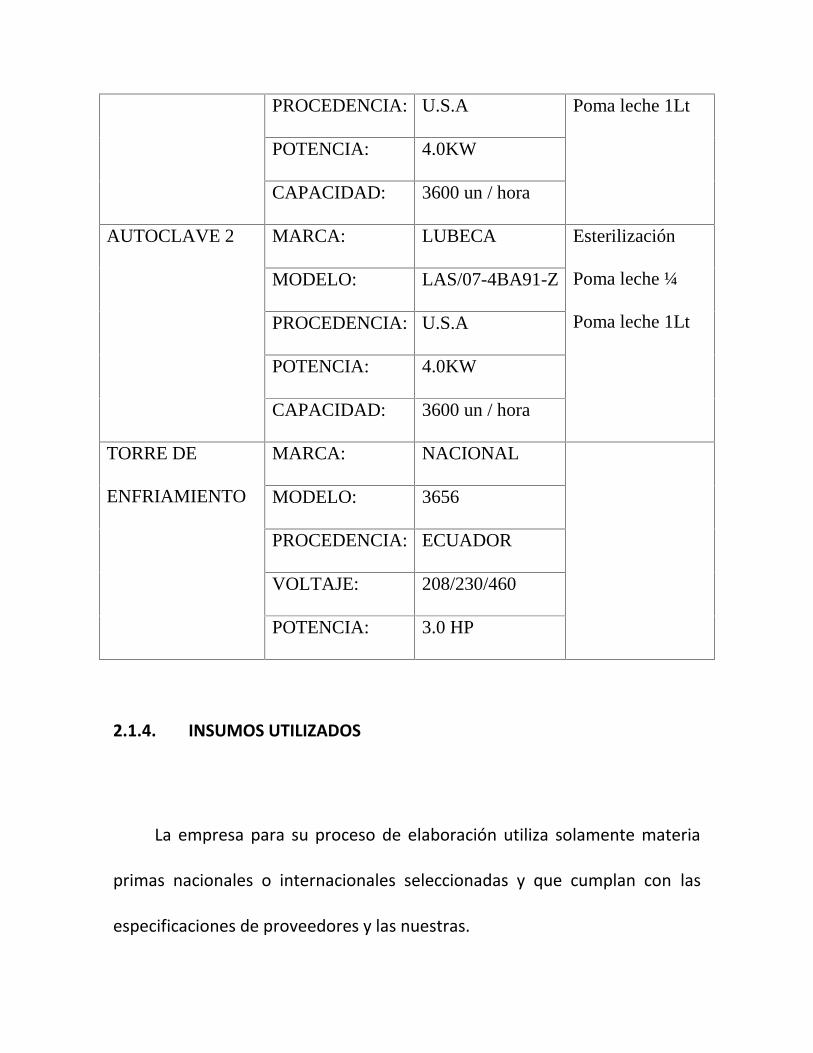
PROCEDENCIA: U.S.A Poma leche 1Lt
POTENCIA: 4.0KW
CAPACIDAD: 3600 un / hora
AUTOCLAVE 2 MARCA: LUBECA Esterilización
Poma leche ¼
Poma leche 1Lt
MODELO: LAS/07-4BA91-Z
PROCEDENCIA: U.S.A
POTENCIA: 4.0KW
CAPACIDAD: 3600 un / hora
TORRE DE
ENFRIAMIENTO
MARCA: NACIONAL
MODELO: 3656
PROCEDENCIA: ECUADOR
VOLTAJE: 208/230/460
POTENCIA: 3.0 HP
2.1.4. INSUMOS UTILIZADOS
La empresa para su proceso de elaboración utiliza solamente materia
primas nacionales o internacionales seleccionadas y que cumplan con las
especificaciones de proveedores y las nuestras.
Si por alguna razón el insumo presenta algún defecto en su composición
química u organoléptica, este será rechazado cumpliendo lo establecidos en
los diferentes procedimientos existentes.
Entre los insumos mas utilizados con los cuales se trabaja tenemos:
Azúcar
Vitaminas
Ferro
Recorder
Saborizantes
Nato
Bicarbonatos
Lactobacillus GG
Glucosa
Leche Fresca
Potato
Goma Santa
Lilo
Leche en Polvo
Colorantes Permitidos
2.2. DESCRIPCION DEL PROCESO
2.2.1. DESCRIPCION DEL PROCESO PRODUCTIVO
Esta parte corresponde al estudio de las diferentes etapas del proceso
en la empresa, para lo se va a realizar el siguiente detalle.
RECEPCION DE LECHE.- El carro cisterna llega a las instalaciones de
INDUSTRIAS LACTEAS TONI S.A. desde las diferentes haciendas productoras
de leche. Estando allí el operador es el encargado de conectar las diferentes
mangueras para la evacuación de la leche.
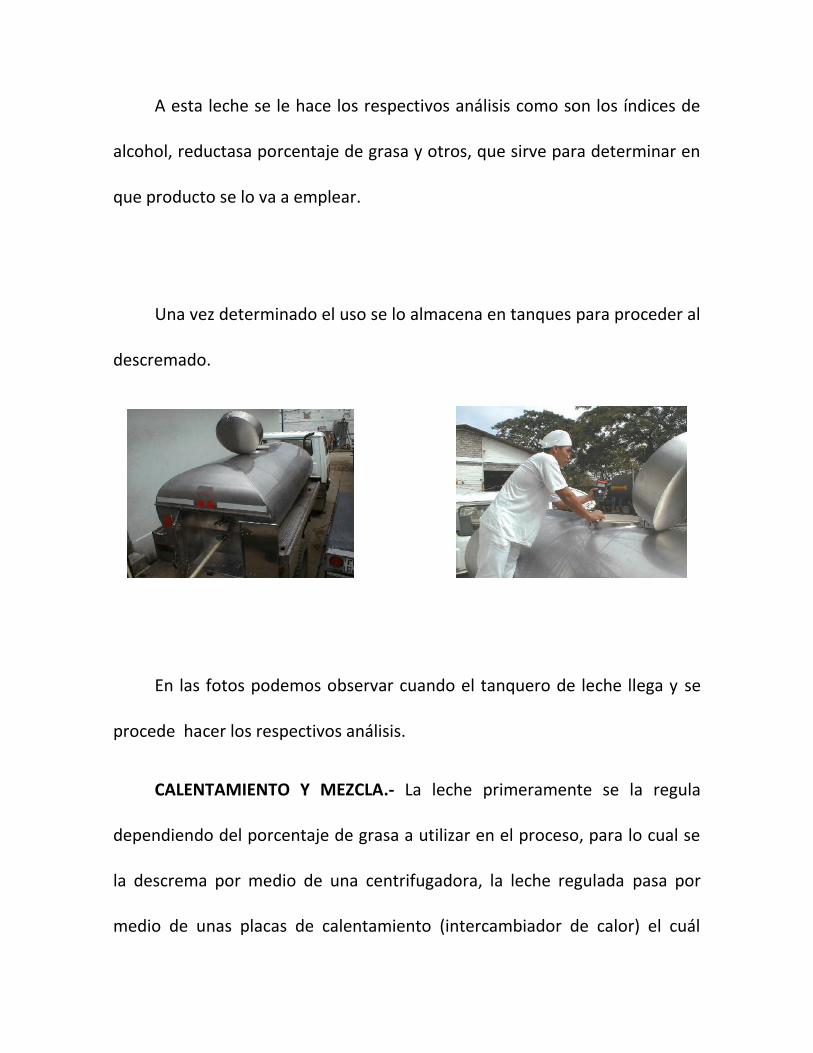
A esta leche se le hace los respectivos análisis como son los índices de
alcohol, reductasa porcentaje de grasa y otros, que sirve para determinar en
que producto se lo va a emplear.
Una vez determinado el uso se lo almacena en tanques para proceder al
descremado.
En las fotos podemos observar cuando el tanquero de leche llega y se
procede hacer los respectivos análisis.
CALENTAMIENTO Y MEZCLA.- La leche primeramente se la regula
dependiendo del porcentaje de grasa a utilizar en el proceso, para lo cual se
la descrema por medio de una centrifugadora, la leche regulada pasa por
medio de unas placas de calentamiento (intercambiador de calor) el cuál
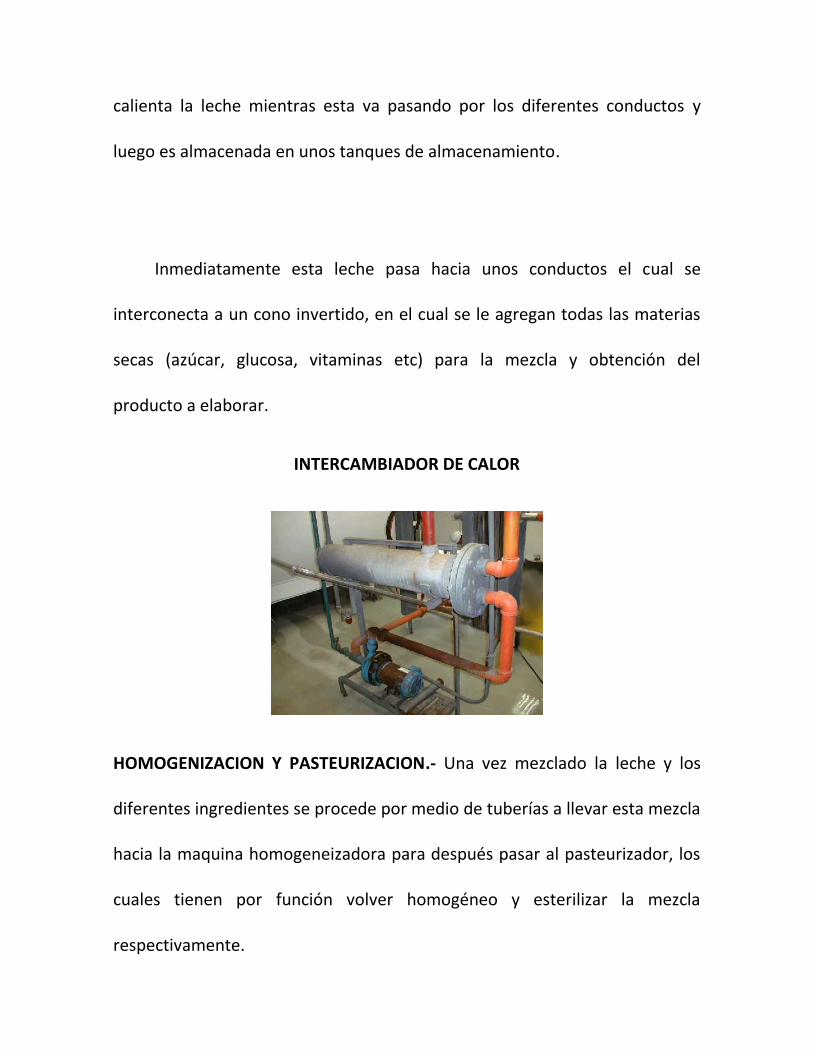
calienta la leche mientras esta va pasando por los diferentes conductos y
luego es almacenada en unos tanques de almacenamiento.
Inmediatamente esta leche pasa hacia unos conductos el cual se
interconecta a un cono invertido, en el cual se le agregan todas las materias
secas (azúcar, glucosa, vitaminas etc) para la mezcla y obtención del
producto a elaborar.
INTERCAMBIADOR DE CALOR
HOMOGENIZACION Y PASTEURIZACION.- Una vez mezclado la leche y los
diferentes ingredientes se procede por medio de tuberías a llevar esta mezcla
hacia la maquina homogeneizadora para después pasar al pasteurizador, los
cuales tienen por función volver homogéneo y esterilizar la mezcla
respectivamente.

TANQUES DE ALMACENAMIENTO.- Esta mezcla ya tratada
homogenizada y pasteurizada es llevada hacia unos tanques de
almacenamiento, la cual tienen una capacidad de 2000Lts, y su función es la
de receptar toda mezcla tratada para luego poder ser envasada en las diferentes
maquinas de acuerdo a los pedidos de los clientes y presentaciones.
ENVASADO.- El operador de la maquina es el responsable de conectar las
diferentes mangueras para el bombeo de la leche hacia un pequeño tanque que
posee la maquina envasadora.
Una vez preparada esta maquina se tiene que tener listo todos los
materiales de empaque cerca de la maquina, como lo son envases, etiquetas,
cartones.
Dependiendo del producto se lo puede envasar en presentaciones de:
250cc
500cc
1000cc
Una vez realizado los diferentes lotes de producción, estos son llevados
hacia la Bodega de Productos Terminados para su respectiva liquidación por
parte de Bodega y Producción.
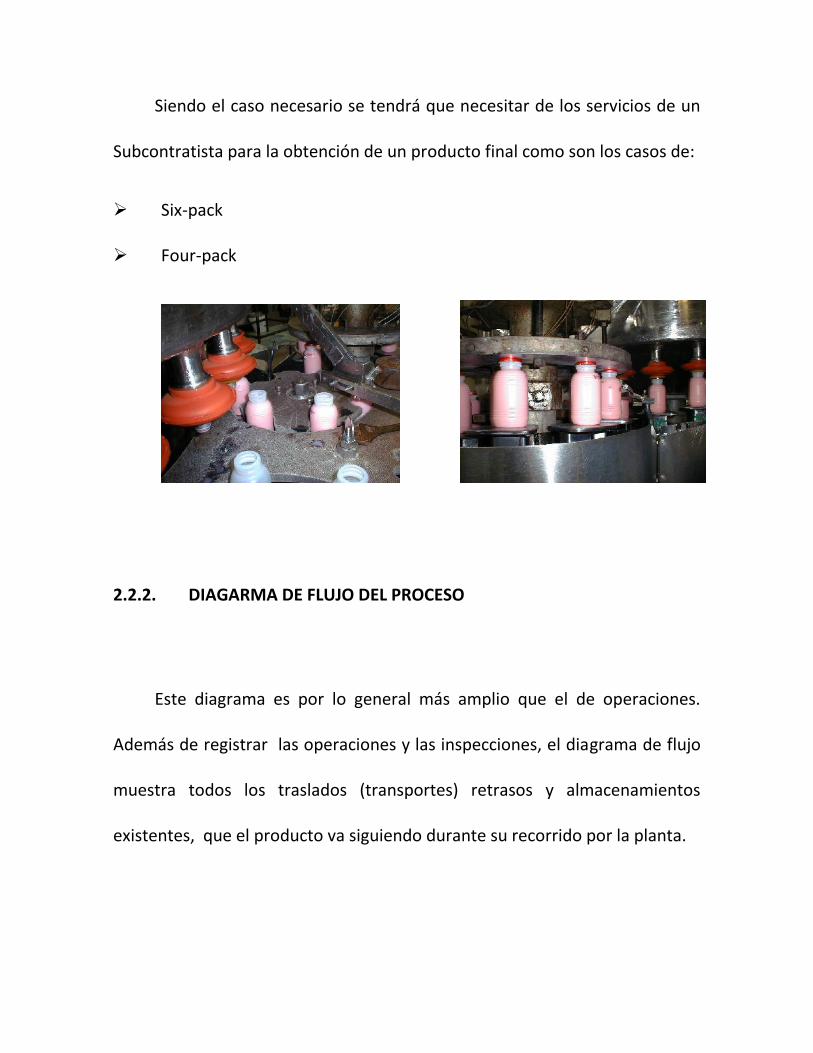
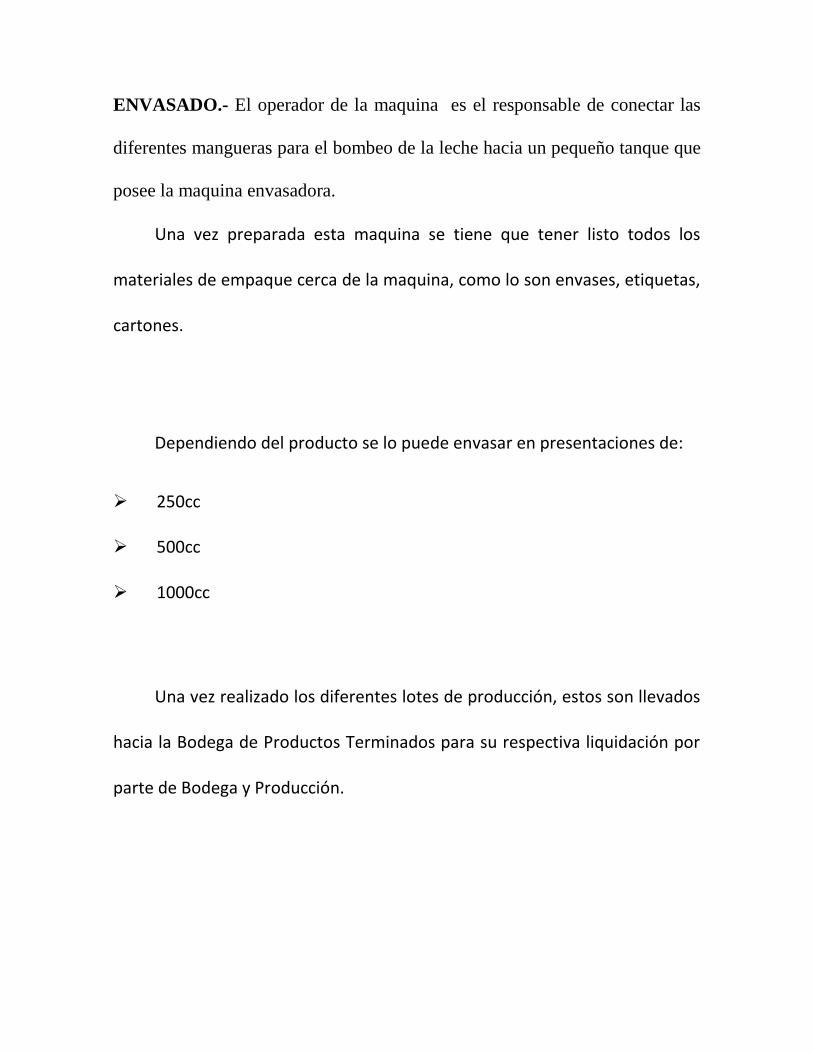
Siendo el caso necesario se tendrá que necesitar de los servicios de un
Subcontratista para la obtención de un producto final como son los casos de:
Six-pack
Four-pack
2.2.2. DIAGARMA DE FLUJO DEL PROCESO
Este diagrama es por lo general más amplio que el de operaciones.
Además de registrar las operaciones y las inspecciones, el diagrama de flujo
muestra todos los traslados (transportes) retrasos y almacenamientos
existentes, que el producto va siguiendo durante su recorrido por la planta.
Para este tipo de diagrama se utilizan además de los mencionados estos
símbolos:
Una flecha que representa un transporte
El símbolo como la letra D mayúscula que indica alguna demora o
retraso
Un triángulo equilátero puesto sobre su base el cuál indica
almacenamiento.
TRANSPORTE.- Indica el movimiento del objeto del análisis (trabajador,
material y equipos) de un lugar a otro.
DEMORA.- Indica demora en el desarrollo de los hechos. Por ejemplo:
material en espera entre dos operaciones sucesivas o para ser transportados,
o por la espera de complementación de lote de transferencia, igualmente
abandono momentáneo de cualquier objeto hasta que se necesite.
ALMACENAMIENTO.- Indica depósito de un objeto para cuya nueva
movilización o uso se requiera una orden u autorización. Para un mayor
entendimiento del Diagrama de Flujo ver anexo # 4
2.2.3. DIAGARMA DE OPERACIÓN DEL PROCESO
Es un diagrama donde muestra la secuencia cronológica de todas las
operaciones, inspecciones, márgenes de tiempo y materiales a usar en un
proceso de fabricación, desde la llegada de la materia prima hasta el
empaque del producto terminado.
Este tipo de diagrama permite comprender perfectamente el problema,
y determinar en que áreas existen las mejores posibilidades de
mejoramiento. Para este tipo de diagrama se utilizan dos símbolos:
Un círculo, de aproximadamente 10mm el cual representa una
operación
Un cuadrado con la misma medida del otro que representa un a
inspección.
OPERACION.- Indica las fases del proceso, método o procedimiento en el cual
la pieza, materia o producto se modifica de forma o contenido, física o
químicamente.
INSPECCION.- Indica que se verifica algún atributo de calidad o cantidad, o
ambos, sin que se modifiquen la materia o insumo objeto de transformación.
Para un mayor entendimiento del Diagrama de Operaciones ver anexo # 5.
2.2.4. DISTRIBUCION DE PLANTA
La empresa cuenta con tres plantas para desarrollar sus actividades
productivas, la ubicación y distribución de todos los equipos y maquinarias
para la elaboración de los productos obedece al sistema implantado ya hace
muchos años.
Es necesario señalizar cada una de las áreas del proceso, tal es el caso la
bodega de materia prima, recepción de leche, maquinas y equipos auxiliares,
planta productivas y bodega de productos terminados, como también todo el
área de circulación permitido. Para entender esta distribución se puede ver
anexo # 6.
2.2.5. DIAGARMA DE RECORRIDO
El Diagrama de Recorrido en la empresa actualmente nos indica el flujo
que tiene los materiales en la planta, especifica e indica la secuencia paso a
paso de todas las actividades y el comportamiento del proceso plasmándola
en un dibujo.
Usualmente comienza en recepción -Bodega Materia prima hasta que
termina en Planta – Bodega de producto terminado.
Indica además las áreas o secciones por la que atraviesa el producto
conformándose, equipos utilizados y en lo posible controles y/o simbología.
Para un mayor entendimiento del Diagrama de Recorrido
CAPITULO III
DIAGNOSTICO GENERAL DE LOS PROBLEMAS EXISTENTES
3.1. ANALISIS DEL AREA PROBLEMA
3.1.1. IDENTIFICACION DE LOS PROBLEMAS
En este capitulo trataremos sobre la identificación de los problemas
existente en la empresa.
INDUSTRIAS LACTEAS TONI como toda empresa tiene problemas que a
simple vista no se los puede determinar sin embargo hemos detectados las
siguientes anomalías durante la evaluación del Sistema actual de Producción.
Desgaste en los ejes de templadores
Paralización por falta de carreta
Falta de paletera
Paralización por falla en cuchillas
Paralización por falla en Sistema neumático
Envases aplastados – sucios
Paralización por piezas flojas
Falla en plataforma
Falla de etiquetado
Fallas en el troquel
Paralización por falta de cajas armadas
Fallas en Dosificadora
Fallas de resistencias
Fallas en bombas
Falla en sellador de tapas
Falla en codificadoras
Falta de pallets
Falta de envases
Fallas en sellado
Fallas en filtros
Arranque de rollos
Falla en fotocentrado
Falta de personal
Falla en sensor
Desajuste en bandas
Falla de termocupla
Estas paralizaciones fueron observadas desde el periodo 1ro. De
Febrero hasta el 30 de Abril según reportes de Producción. Las paralizaciones
se debieron a las causas allí anotadas, y se tienen tiempos reales de cada una
de ellas.
Para observar gráficamente esta causas de paralizaciones, a
continuación vamos a mostrar un grafico que nos permite ver de manera fácil
y oportuna los motivos de paralizaciones que obtuvimos en esos meses.
DIAGRAMA CAUSA - EFECTO
El diagrama causa – efecto o también llamado de Espina de pescado
permite analizar de una manera integral, las diferentes causas que explican
un problema determinado, facilitando el proceso de búsqueda al sugerir
ramas y agrupaciones de las mismas. La regla de oro para identificar las
causas es preguntarse sucesivamente el “Porque” de cada situación hasta
tanto se agote la explicación.
CONSTRUCCION.- Las actividades necesarias para construir un Diagrama
causa-efecto son:
a. Listar las causas que permitan explicar el comportamiento del defecto
bajo estudio
b. Subagrupar las causas según su afinidad, en tal sentido conviene utilizar
las bases de subagrupación de 4M a 6M.
Causas relativas a materiales
Causas relativas a maquinarias
Causa relativa a mano de obra
Cusas relativas a métodos y sistemas
Causas relativas a Supervisión (Management)
Causas relativas a la motivación
c. Con la subagrupación realizada es posible que haya ramas pocos
indagados por lo que las mismas deberían ser complementadas.
d. Jerarquizar las ramas más importantes para profundizar el diagrama en las
mismas.
DIAGRAMA CAUSA – EFECTO
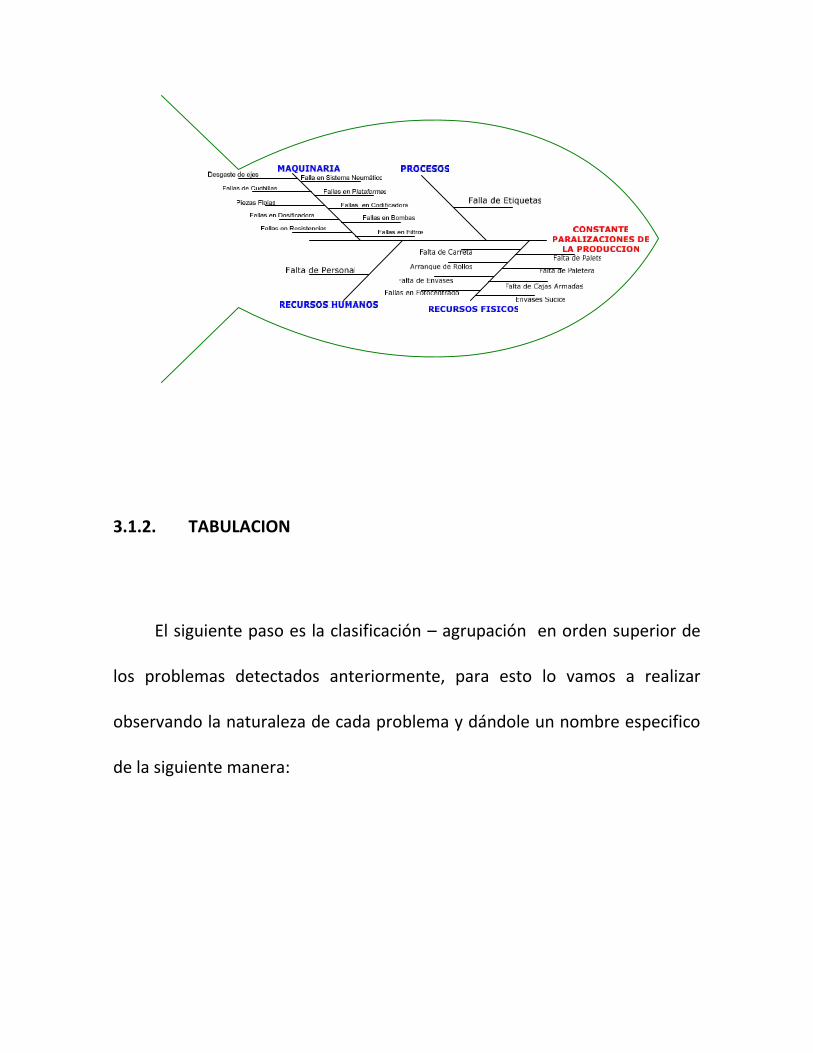
3.1.2. TABULACION
El siguiente paso es la clasificación – agrupación en orden superior de
los problemas detectados anteriormente, para esto lo vamos a realizar
observando la naturaleza de cada problema y dándole un nombre especifico
de la siguiente manera:
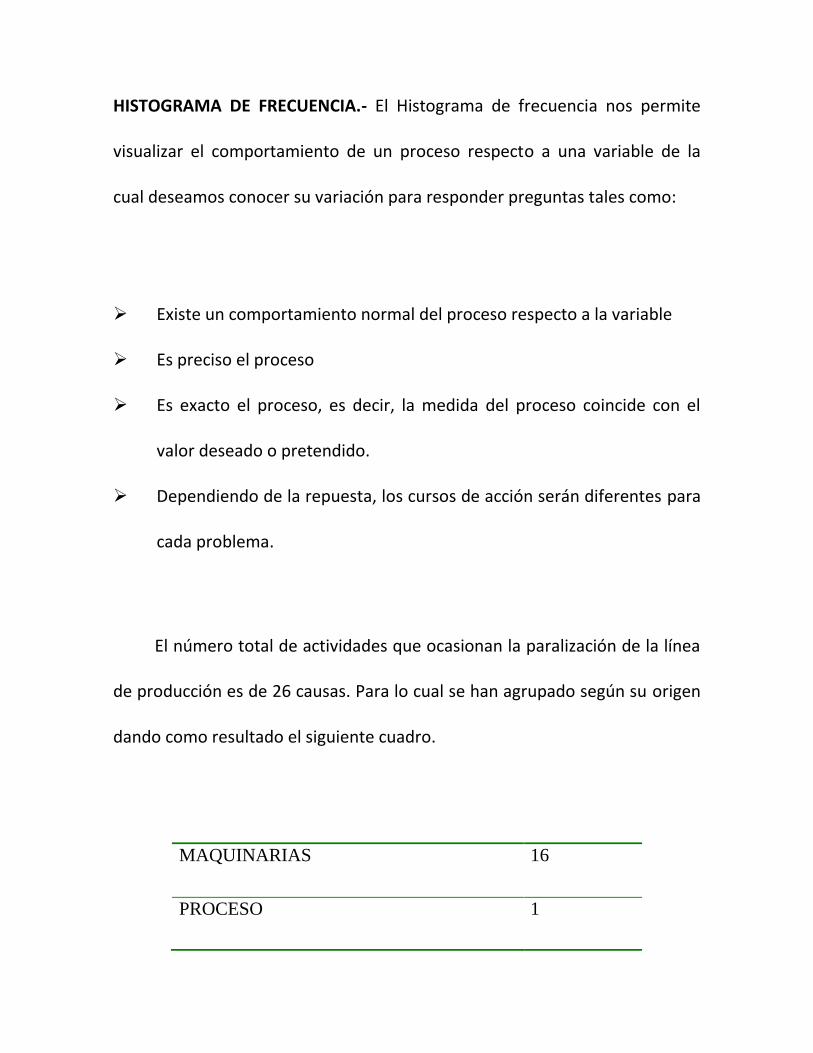
HISTOGRAMA DE FRECUENCIA.- El Histograma de frecuencia nos permite
visualizar el comportamiento de un proceso respecto a una variable de la
cual deseamos conocer su variación para responder preguntas tales como:
Existe un comportamiento normal del proceso respecto a la variable
Es preciso el proceso
Es exacto el proceso, es decir, la medida del proceso coincide con el
valor deseado o pretendido.
Dependiendo de la repuesta, los cursos de acción serán diferentes para
cada problema.
El número total de actividades que ocasionan la paralización de la línea
de producción es de 26 causas. Para lo cual se han agrupado según su origen
dando como resultado el siguiente cuadro.
MAQUINARIAS 16
PROCESO 1
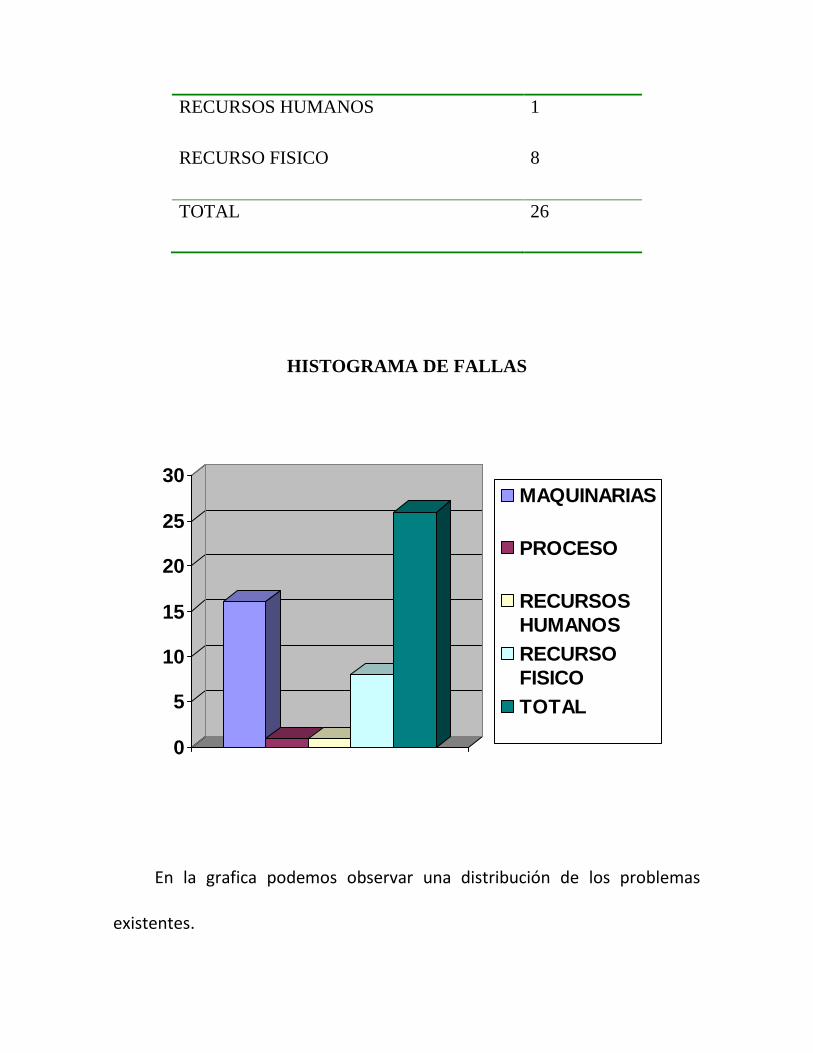
RECURSOS HUMANOS 1
RECURSO FISICO 8
TOTAL 26
HISTOGRAMA DE FALLAS
0
5
10
15
20
25
30MAQUINARIAS
PROCESO
RECURSOSHUMANOSRECURSOFISICOTOTAL
En la grafica podemos observar una distribución de los problemas
existentes.
3.1.3. EXPLICACION DE CADA UNO DE LAS CAUSAS EXISTENTES
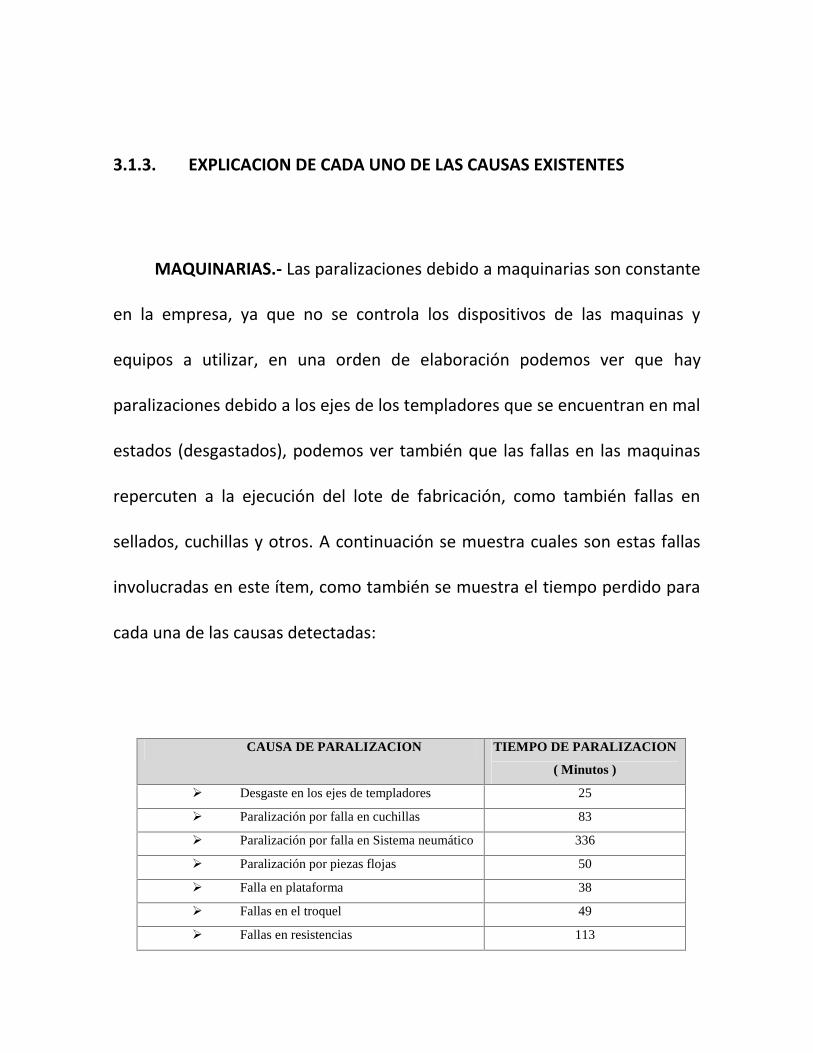
MAQUINARIAS.- Las paralizaciones debido a maquinarias son constante
en la empresa, ya que no se controla los dispositivos de las maquinas y
equipos a utilizar, en una orden de elaboración podemos ver que hay
paralizaciones debido a los ejes de los templadores que se encuentran en mal
estados (desgastados), podemos ver también que las fallas en las maquinas
repercuten a la ejecución del lote de fabricación, como también fallas en
sellados, cuchillas y otros. A continuación se muestra cuales son estas fallas
involucradas en este ítem, como también se muestra el tiempo perdido para
cada una de las causas detectadas:
CAUSA DE PARALIZACION TIEMPO DE PARALIZACION
( Minutos )
Desgaste en los ejes de templadores 25
Paralización por falla en cuchillas 83
Paralización por falla en Sistema neumático 336
Paralización por piezas flojas 50
Falla en plataforma 38
Fallas en el troquel 49
Fallas en resistencias 113
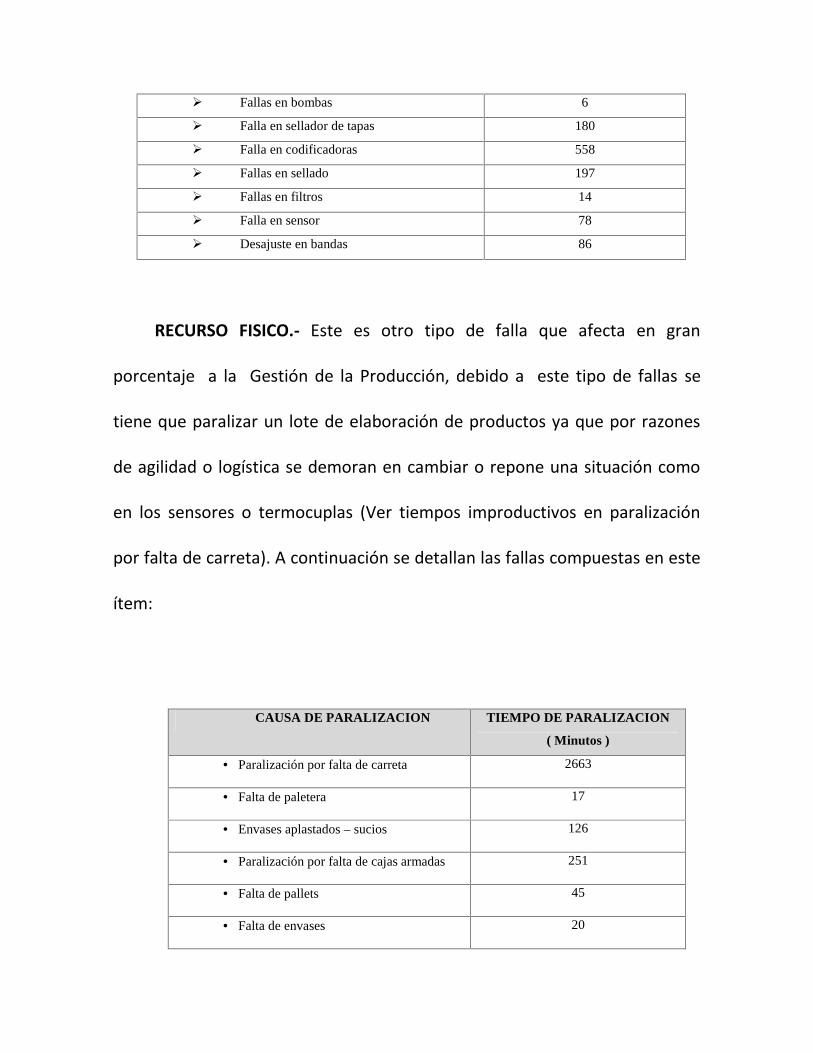
Fallas en bombas 6
Falla en sellador de tapas 180
Falla en codificadoras 558
Fallas en sellado 197
Fallas en filtros 14
Falla en sensor 78
Desajuste en bandas 86
RECURSO FISICO.- Este es otro tipo de falla que afecta en gran
porcentaje a la Gestión de la Producción, debido a este tipo de fallas se
tiene que paralizar un lote de elaboración de productos ya que por razones
de agilidad o logística se demoran en cambiar o repone una situación como
en los sensores o termocuplas (Ver tiempos improductivos en paralización
por falta de carreta). A continuación se detallan las fallas compuestas en este
ítem:
CAUSA DE PARALIZACION TIEMPO DE PARALIZACION
( Minutos )
Paralización por falta de carreta 2663
Falta de paletera 17
Envases aplastados – sucios 126
Paralización por falta de cajas armadas 251
Falta de pallets 45
Falta de envases 20
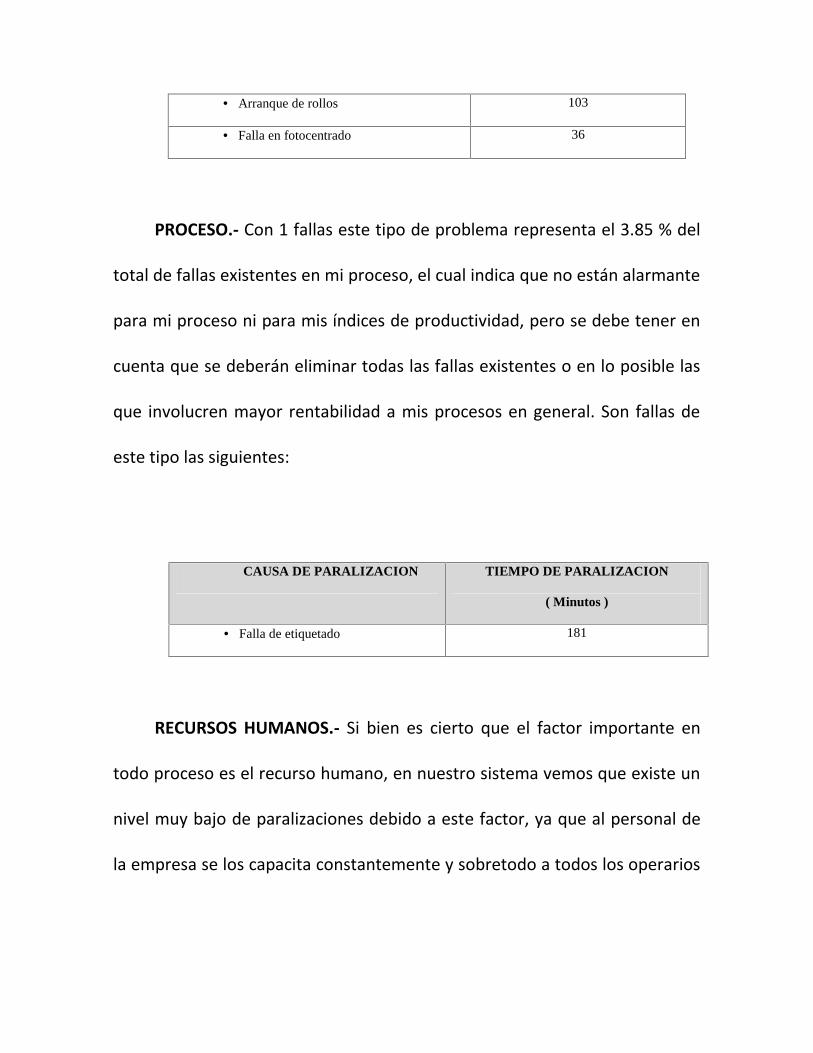
Arranque de rollos 103
Falla en fotocentrado 36
PROCESO.- Con 1 fallas este tipo de problema representa el 3.85 % del
total de fallas existentes en mi proceso, el cual indica que no están alarmante
para mi proceso ni para mis índices de productividad, pero se debe tener en
cuenta que se deberán eliminar todas las fallas existentes o en lo posible las
que involucren mayor rentabilidad a mis procesos en general. Son fallas de
este tipo las siguientes:
CAUSA DE PARALIZACION TIEMPO DE PARALIZACION
( Minutos )
Falla de etiquetado 181
RECURSOS HUMANOS.- Si bien es cierto que el factor importante en
todo proceso es el recurso humano, en nuestro sistema vemos que existe un
nivel muy bajo de paralizaciones debido a este factor, ya que al personal de
la empresa se los capacita constantemente y sobretodo a todos los operarios
en temas como el manejo de las máquinas y buenas prácticas de
manufacturas.
Tienen evaluaciones permanentes por lo cual periódicamente se toman
exámenes y se ve el comportamiento del evaluado trimestralmente.
No se debe de olvidar que son minutos importantes en una orden de
producción el no poder paralizar ni atrasarse, para poder obtener un
rendimiento que justifique las inversiones hechas en la producción, y así
tener un costo real de nuestros productos. Entre los problemas detectados y
acumulados existentes en esta clase tenemos:
CAUSA DE PARALIZACION TIEMPO DE PARALIZACION
( Minutos )
Falta de personal 170
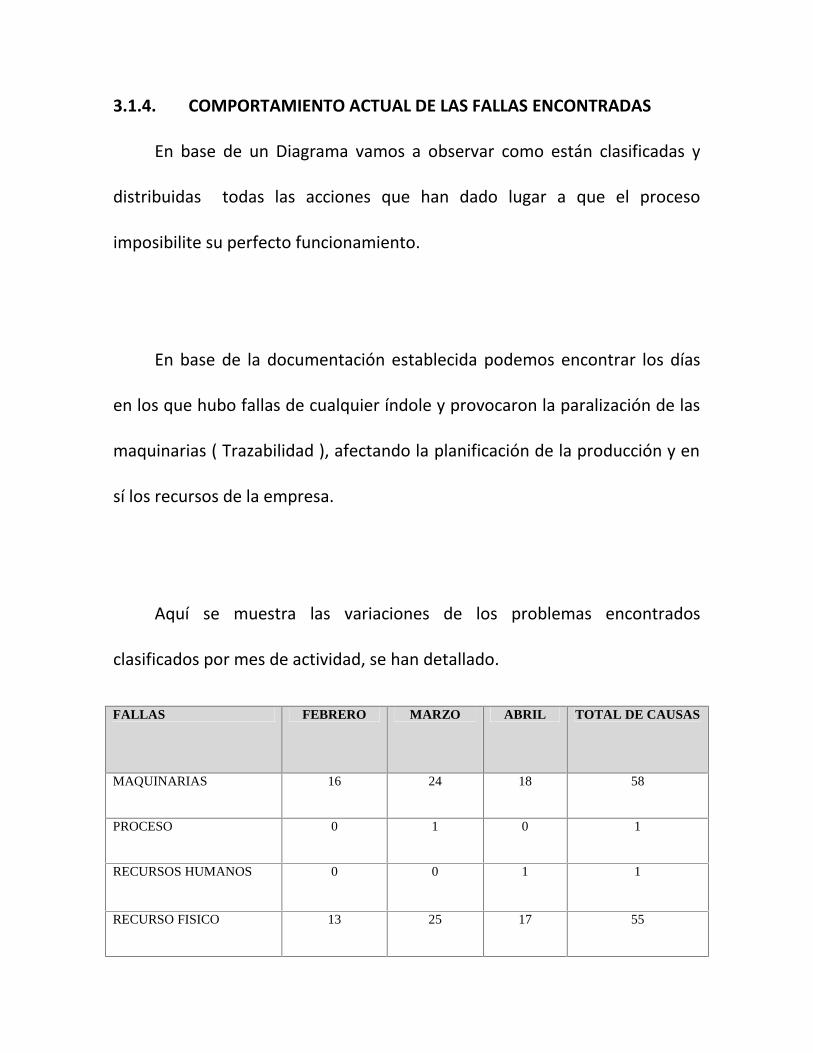
3.1.4. COMPORTAMIENTO ACTUAL DE LAS FALLAS ENCONTRADAS
En base de un Diagrama vamos a observar como están clasificadas y
distribuidas todas las acciones que han dado lugar a que el proceso
imposibilite su perfecto funcionamiento.
En base de la documentación establecida podemos encontrar los días
en los que hubo fallas de cualquier índole y provocaron la paralización de las
maquinarias ( Trazabilidad ), afectando la planificación de la producción y en
sí los recursos de la empresa.
Aquí se muestra las variaciones de los problemas encontrados
clasificados por mes de actividad, se han detallado.
FALLAS FEBRERO MARZO ABRIL TOTAL DE CAUSAS
MAQUINARIAS 16 24 18 58
PROCESO 0 1 0 1
RECURSOS HUMANOS 0 0 1 1
RECURSO FISICO 13 25 17 55
A continuación vamos a realizar una distribución de las fallas
encontradas
GRAFICO DE PARETO
Este gráfico pone visualmente ene videncia los diferentes niveles de
incidencia entre las varias causas simultáneas que producen un determinado
efecto.
Según el gráfico de Pareto, entre las muchas causas presentes solo hay
pocas de importancias vital (cerca de un 20% que representan el 80% del
problema) y muchas de poca importancia (alrededor de un 80% que
contribuyen en un 20% a la magnitud del problema). En tal sentido, nos
recuerda que en situaciones de recursos escasos debemos comenzar
eliminando las pocas causas vitales.
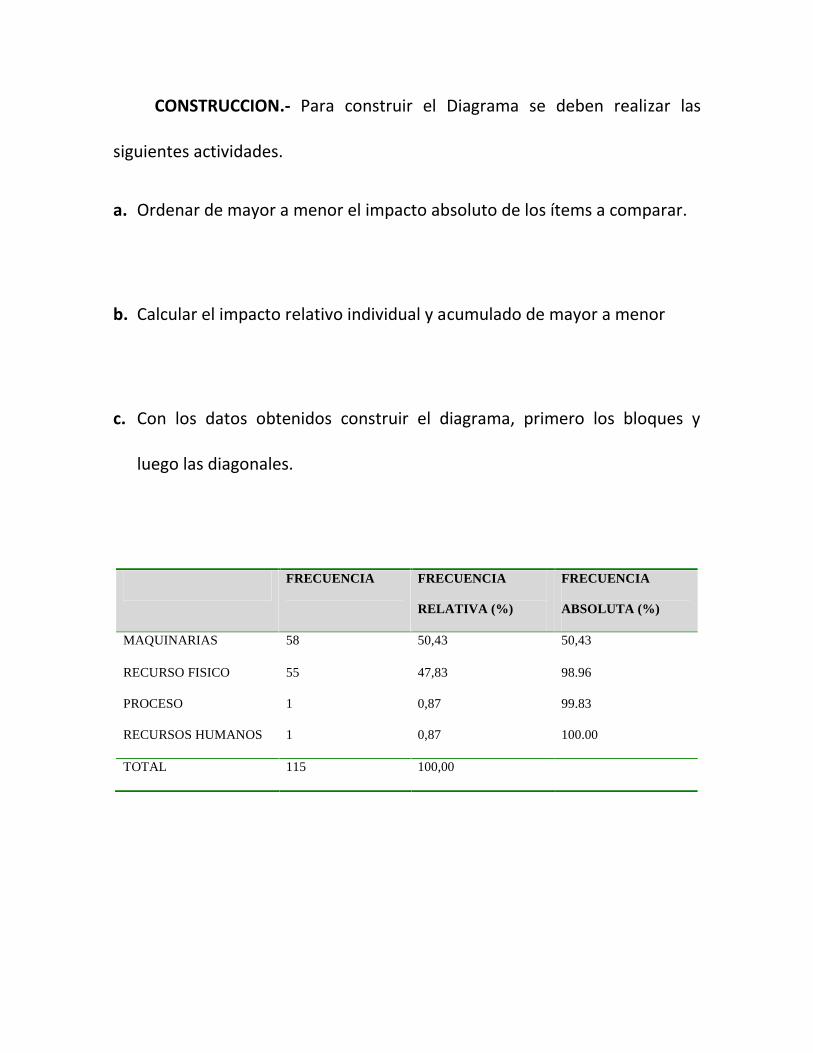
CONSTRUCCION.- Para construir el Diagrama se deben realizar las
siguientes actividades.
a. Ordenar de mayor a menor el impacto absoluto de los ítems a comparar.
b. Calcular el impacto relativo individual y acumulado de mayor a menor
c. Con los datos obtenidos construir el diagrama, primero los bloques y
luego las diagonales.
FRECUENCIA FRECUENCIA
RELATIVA (%)
FRECUENCIA
ABSOLUTA (%)
MAQUINARIAS 58 50,43 50,43
RECURSO FISICO 55 47,83 98.96
PROCESO 1 0,87 99.83
RECURSOS HUMANOS 1 0,87 100.00
TOTAL 115 100,00
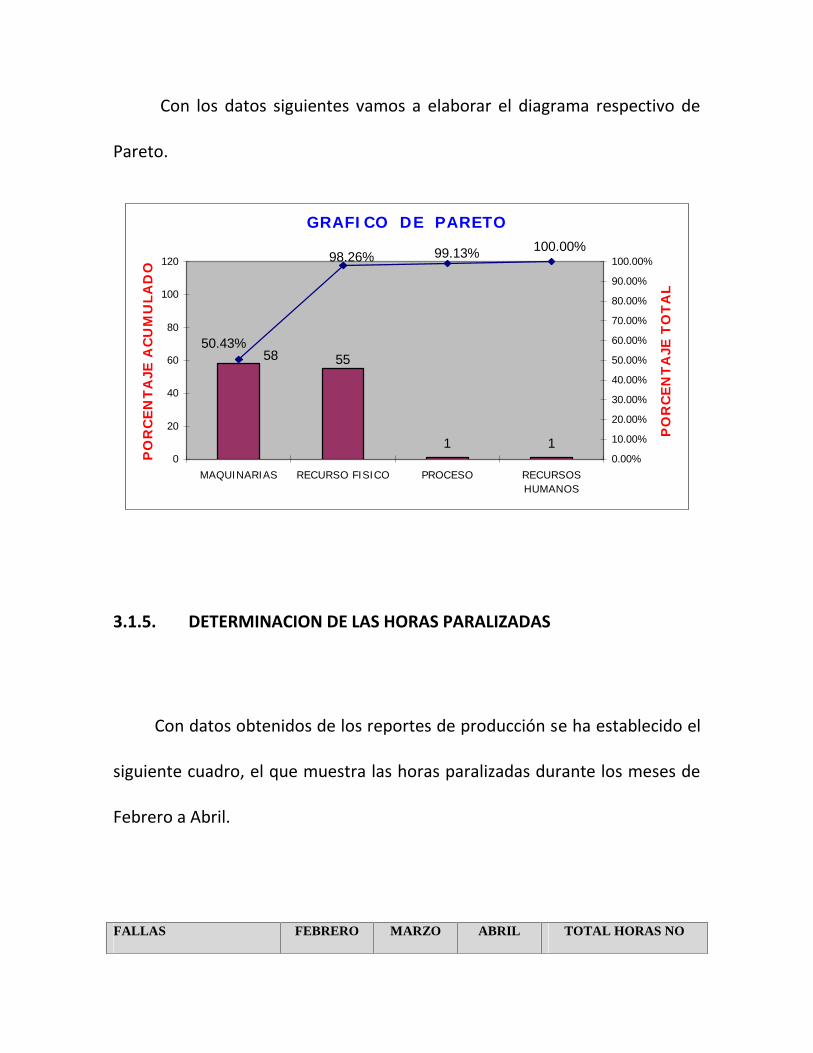
Con los datos siguientes vamos a elaborar el diagrama respectivo de
Pareto.
GRAFICO DE PARETO
1 1
58 55
100.00%99.13%98.26%
50.43%
0
20
40
60
80
100
120
MAQUINARIAS RECURSO FISICO PROCESO RECURSOSHUMANOS
PO
RC
EN
TA
JE A
CU
MU
LAD
O
0.00%
10.00%
20.00%
30.00%
40.00%
50.00%
60.00%
70.00%
80.00%
90.00%
100.00%
PO
RC
EN
TA
JE T
OT
AL
3.1.5. DETERMINACION DE LAS HORAS PARALIZADAS
Con datos obtenidos de los reportes de producción se ha establecido el
siguiente cuadro, el que muestra las horas paralizadas durante los meses de
Febrero a Abril.
FALLAS FEBRERO MARZO ABRIL TOTAL HORAS NO
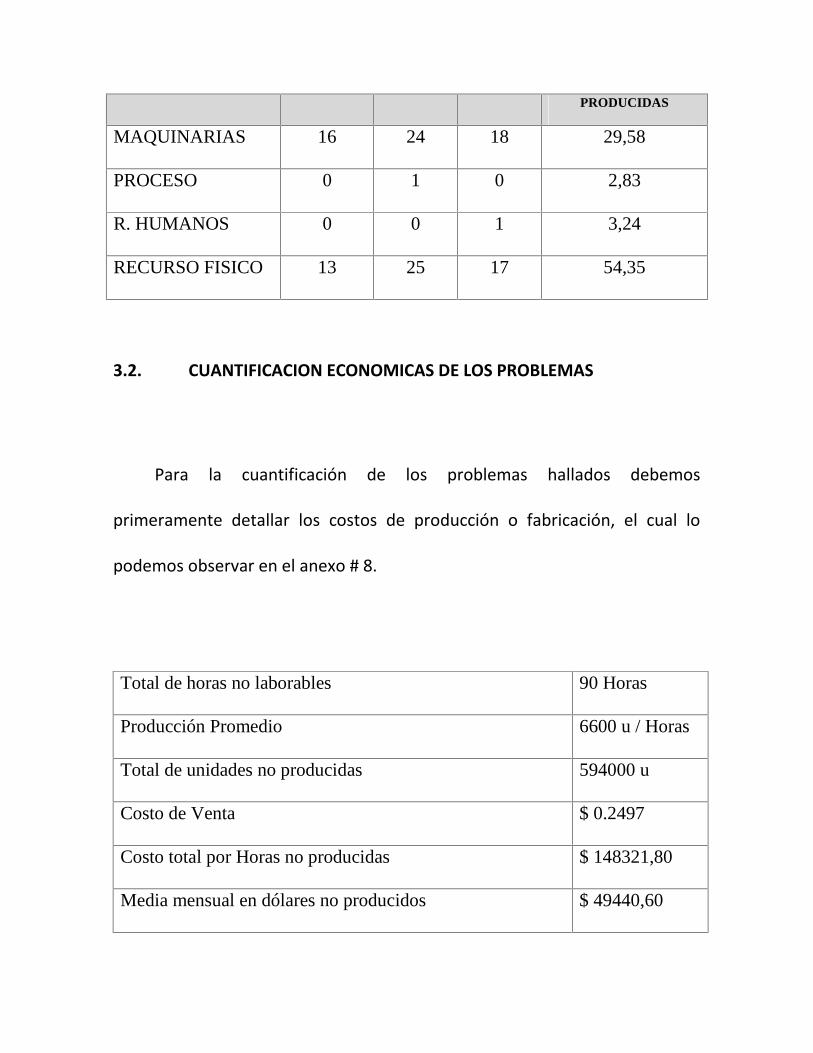
PRODUCIDAS
MAQUINARIAS 16 24 18 29,58
PROCESO 0 1 0 2,83
R. HUMANOS 0 0 1 3,24
RECURSO FISICO 13 25 17 54,35
3.2. CUANTIFICACION ECONOMICAS DE LOS PROBLEMAS
Para la cuantificación de los problemas hallados debemos
primeramente detallar los costos de producción o fabricación, el cual lo
podemos observar en el anexo # 8.
Total de horas no laborables 90 Horas
Producción Promedio 6600 u / Horas
Total de unidades no producidas 594000 u
Costo de Venta $ 0.2497
Costo total por Horas no producidas $ 148321,80
Media mensual en dólares no producidos $ 49440,60
En el primer trimestre del año 2002, se han dado 90 Horas no
laborables en la sección de leche esterilizada lo que representa a la empresa
una perdida de $148.321,80
3.2.1. ANALISIS ECONOMICO POR PROBLEMA DETECTADO
MAQUINARIA.- Los costos no obtenidos por fallas en maquinarias se
desglosan de la siguiente manera:
Costo total por hora no producida $148321,8
Total de horas paralizadas 90 Horas
Total de horas paralizadas en Maquinaria 29,58
90 Horas $148321,8
29,58 Horas X
Lo que representa un valor total de:
$48748,4316 por pérdidas en Maquinarias
PROCESO.- Las perdidas por esta causa se obtienen así:
Costo total por hora no producida $148321,8
Total de horas paralizadas 90 Horas
Total de horas paralizadas en Maquinaria 2,83
90 Horas $148321,8
2,83 Horas X
Lo que representa un valor total de:
$4663,8966 por pérdidas en Proceso
RECURSOS HUMANOS.- Las pérdidas por el atraso del personal son:
Costo total por hora no producida $148321,8
Total de horas paralizadas 90 Horas
Total de horas paralizadas en R. Humanos 3,01
90 Horas $148321,8
3,24 Horas X
Lo que representa un valor total de:
$5339,5848 por pérdidas en Recursos Humanos
RECURSOS FISICOS.- Las pérdidas por está causa es de:
Costo total por hora no producida $148321,8
Total de horas paralizadas 90 Horas
Total de horas paralizadas en Maquinaria 54,35
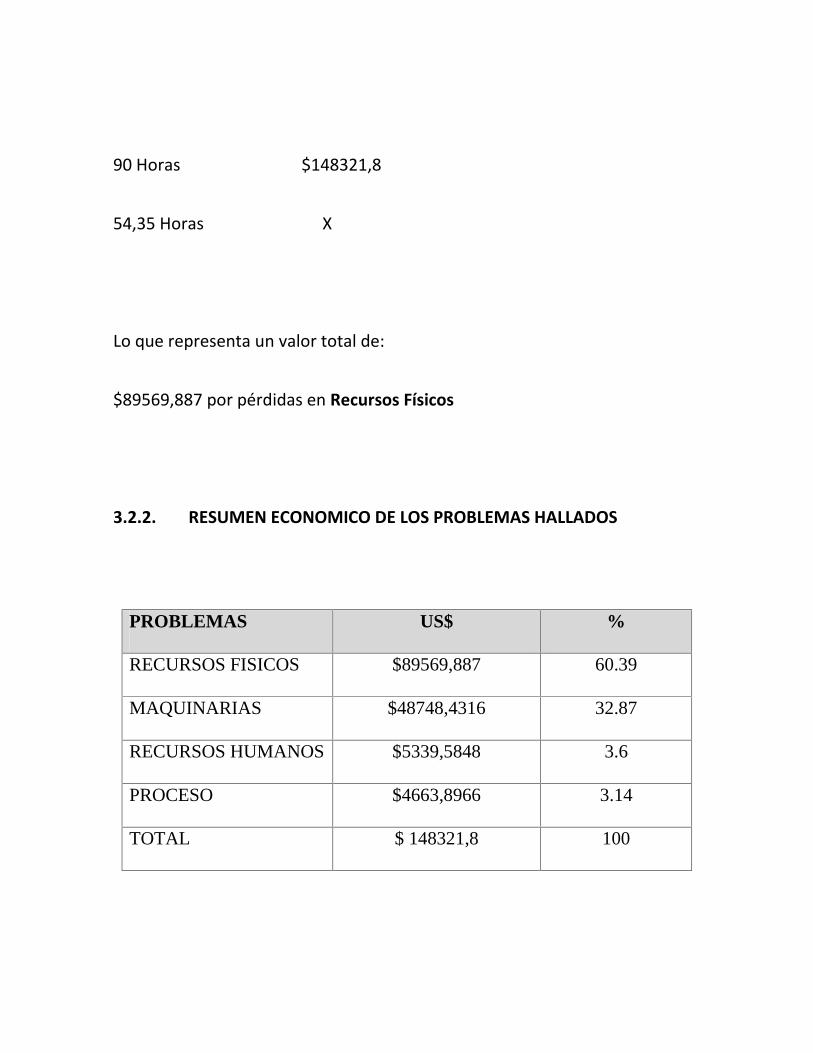
90 Horas $148321,8
54,35 Horas X
Lo que representa un valor total de:
$89569,887 por pérdidas en Recursos Físicos
3.2.2. RESUMEN ECONOMICO DE LOS PROBLEMAS HALLADOS
PROBLEMAS US$ %
RECURSOS FISICOS $89569,887 60.39
MAQUINARIAS $48748,4316 32.87
RECURSOS HUMANOS $5339,5848 3.6
PROCESO $4663,8966 3.14
TOTAL $ 148321,8 100
CAPITULO IV
PRESENTACION DE POSIBLES SOLUCIONES
4.1. ANALISIS
En el Capitulo anterior vimos en forma detallada como se originaron
cada una de las fallas encontradas en este estudio, así mismo se determino el
tiempo real de paralizaciones afectando de manera directa a la Gestión de la
Producción, se determino también las ventas y rentabilidad que la empresa
dejaba de percibir cuando estas fallas se presentaban.
En este Capitulo como lo es también el objetivo de esta tesis, vamos a
determinar las soluciones que podemos darle a las fallas encontradas según
el tipo de causas que las originaron.
Se considerarán varias propuestas para cada una de los problemas
detectados, de esta manera se podrá determinar para cada problema
soluciones que permitan disminuir o eliminar las causas que determinaron
estos problemas y así mejorar los índices de producción y satisfacer la
demanda del cliente.
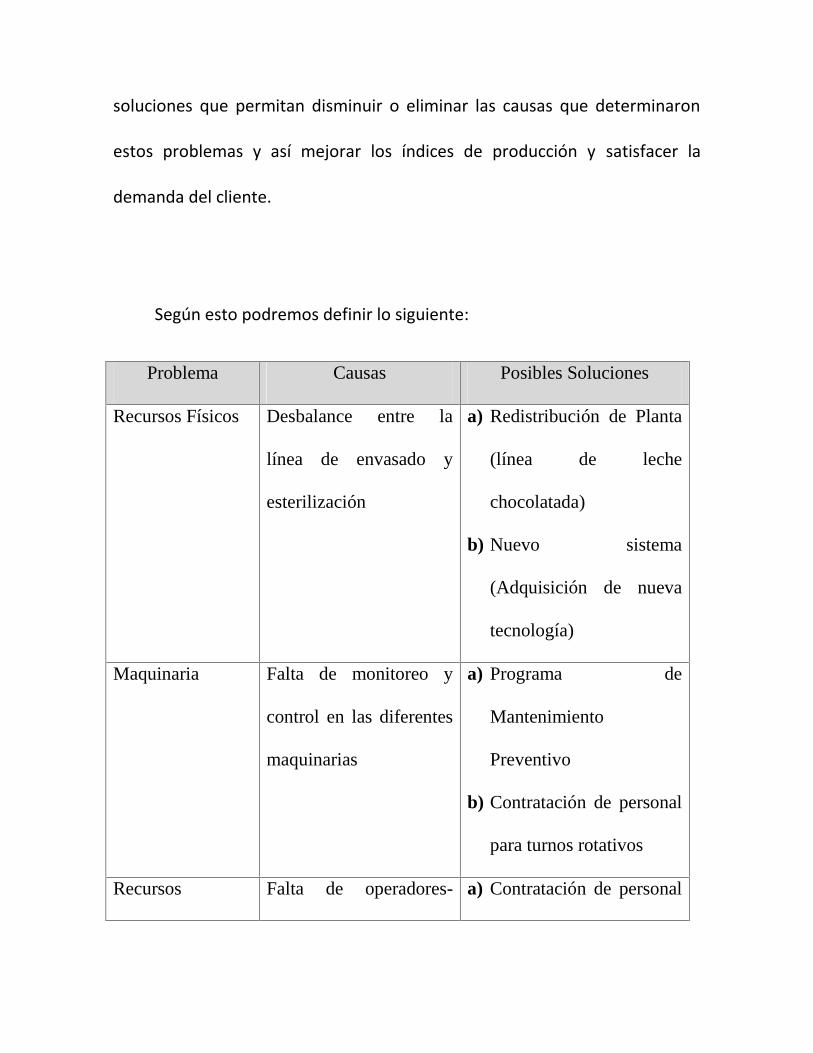
Según esto podremos definir lo siguiente:
Problema Causas Posibles Soluciones
Recursos Físicos Desbalance entre la
línea de envasado y
esterilización
a) Redistribución de Planta
(línea de leche
chocolatada)
b) Nuevo sistema
(Adquisición de nueva
tecnología)
Maquinaria Falta de monitoreo y
control en las diferentes
maquinarias
a) Programa de
Mantenimiento
Preventivo
b) Contratación de personal
para turnos rotativos
Recursos Falta de operadores- a) Contratación de personal
Humanos ayudantes en las líneas
de producción
de apoyo.
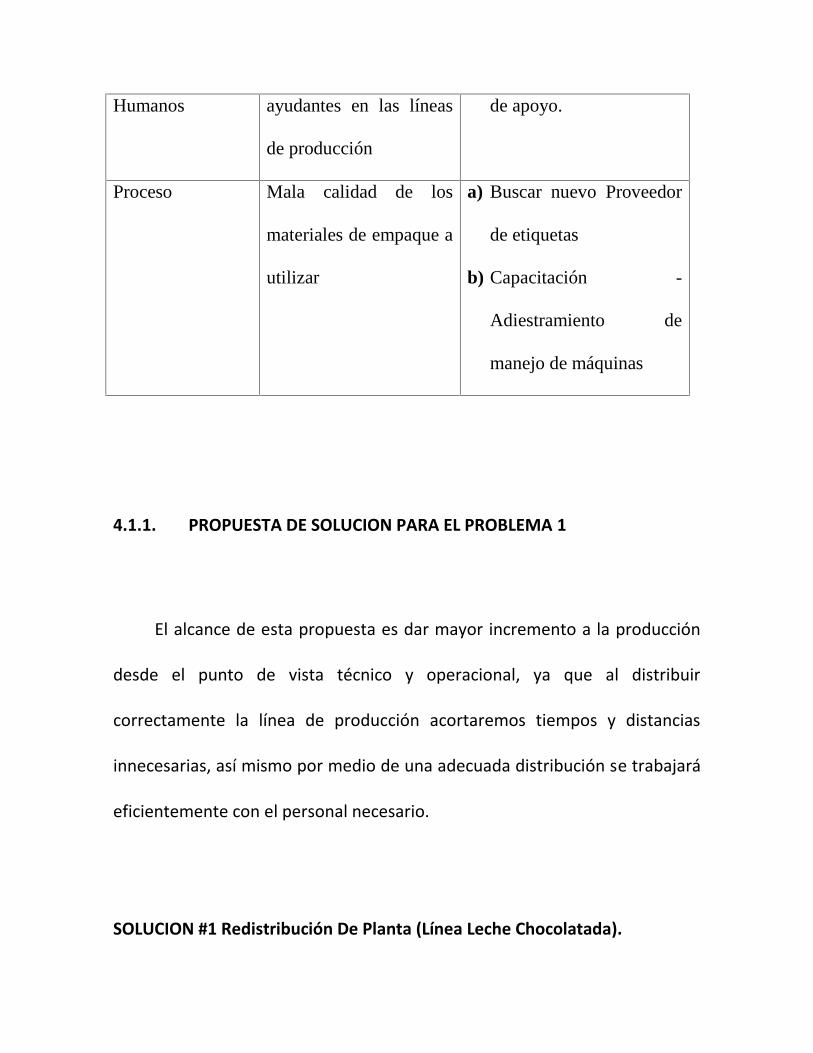
Proceso Mala calidad de los
materiales de empaque a
utilizar
a) Buscar nuevo Proveedor
de etiquetas
b) Capacitación -
Adiestramiento de
manejo de máquinas
4.1.1. PROPUESTA DE SOLUCION PARA EL PROBLEMA 1
El alcance de esta propuesta es dar mayor incremento a la producción
desde el punto de vista técnico y operacional, ya que al distribuir
correctamente la línea de producción acortaremos tiempos y distancias
innecesarias, así mismo por medio de una adecuada distribución se trabajará
eficientemente con el personal necesario.
SOLUCION #1 Redistribución De Planta (Línea Leche Chocolatada).
Según el resultado de nuestro estudio en las plantas productivas se
determino que existe una alta paralización en la línea de envasado Fogg 28,
la misma que realiza el trabajo de llenado de leche esterilizada chocolatada
de capacidad (250cm3).
Hemos observado que el problema se ocasiona a la falta de carretas y
además a que la línea de producción esta totalmente mal estructurada lo que
determina las horas de paralización de la línea productiva, son demasiado
tiempo que el operador invierte en llevar las carretas hacia la maquina de
esterilización (Lubecas) localizada en una planta y este a su vez tiene que ir
hacia la máquina de enfriamiento (Rotomat) que esta al otro lado de la otra
planta, tal como lo apreciamos en el ANEXO # 7.
Otro punto interesante es observar que la falta de carreta se produce
cuando en la línea de esterilizado está no puede cubrir la capacidad que tiene
la envasadora de leche y por lo tanto queda en espera las carretas llenas.
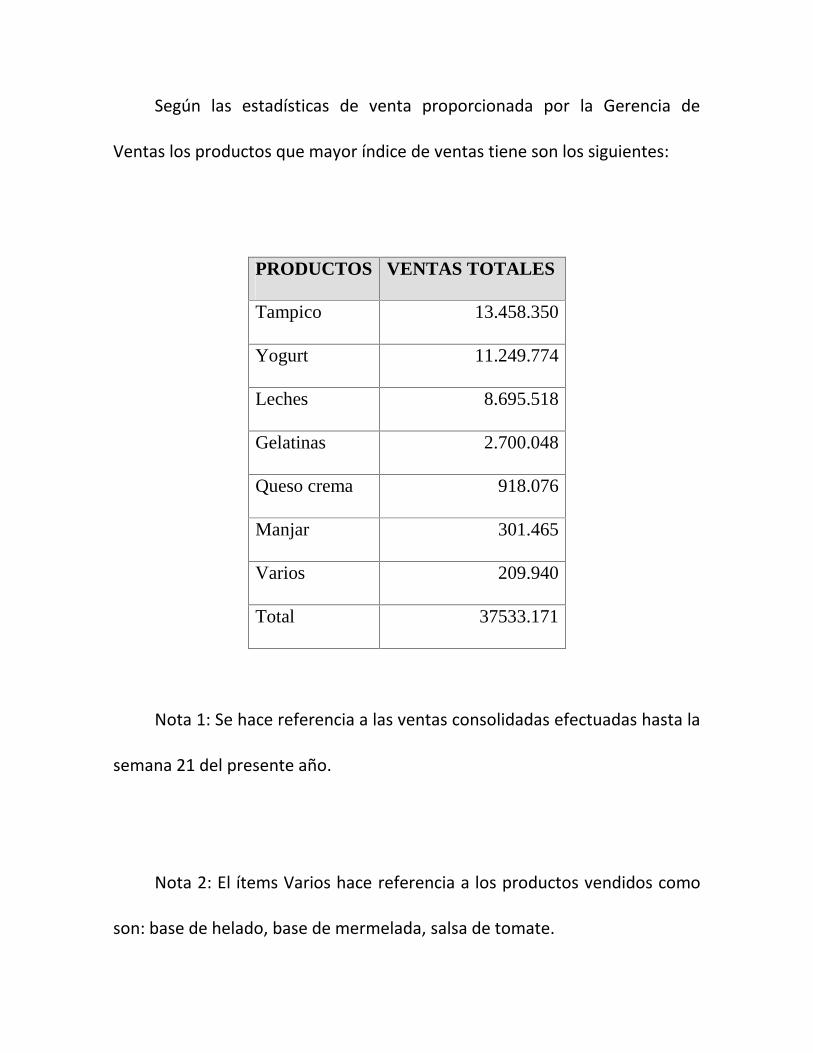
Según las estadísticas de venta proporcionada por la Gerencia de
Ventas los productos que mayor índice de ventas tiene son los siguientes:
PRODUCTOS VENTAS TOTALES
Tampico 13.458.350
Yogurt 11.249.774
Leches 8.695.518
Gelatinas 2.700.048
Queso crema 918.076
Manjar 301.465
Varios 209.940
Total 37533.171
Nota 1: Se hace referencia a las ventas consolidadas efectuadas hasta la
semana 21 del presente año.
Nota 2: El ítems Varios hace referencia a los productos vendidos como
son: base de helado, base de mermelada, salsa de tomate.
Nota 3: Los totales allí presentado hacen referencia a los totales de
cada producto incluido las diferentes presentaciones.
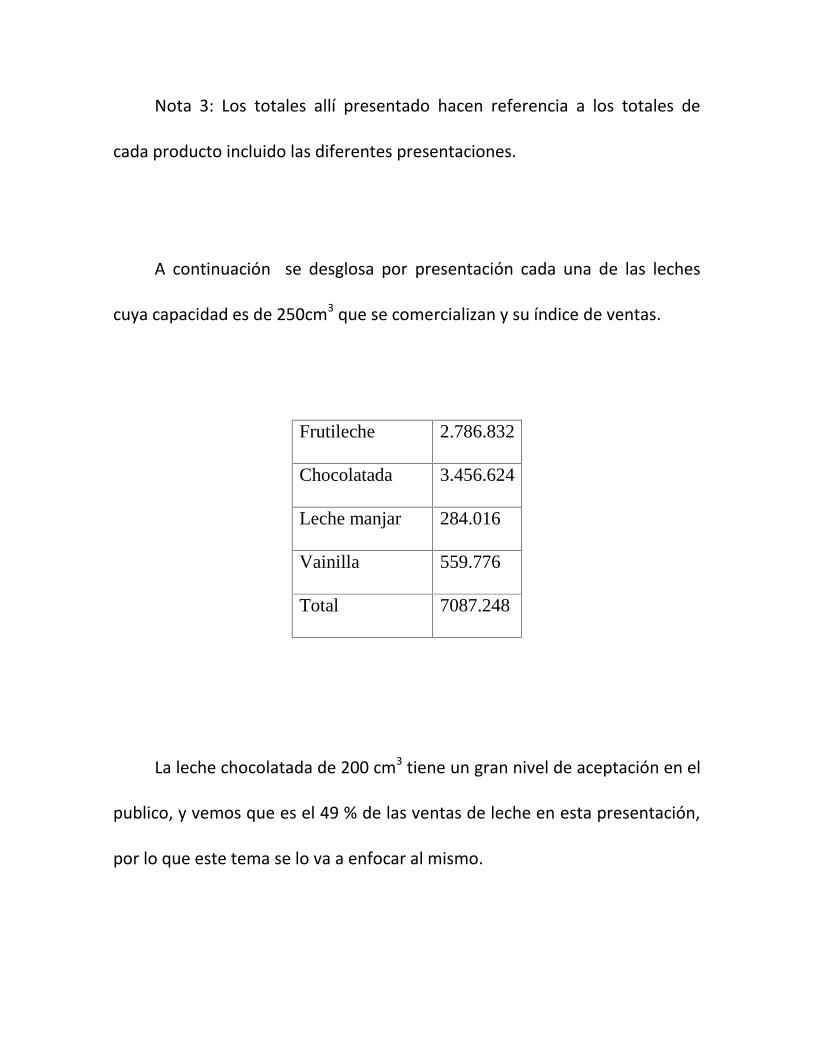
A continuación se desglosa por presentación cada una de las leches
cuya capacidad es de 250cm3 que se comercializan y su índice de ventas.
Frutileche 2.786.832
Chocolatada 3.456.624
Leche manjar 284.016
Vainilla 559.776
Total 7087.248
La leche chocolatada de 200 cm3 tiene un gran nivel de aceptación en el
publico, y vemos que es el 49 % de las ventas de leche en esta presentación,
por lo que este tema se lo va a enfocar al mismo.
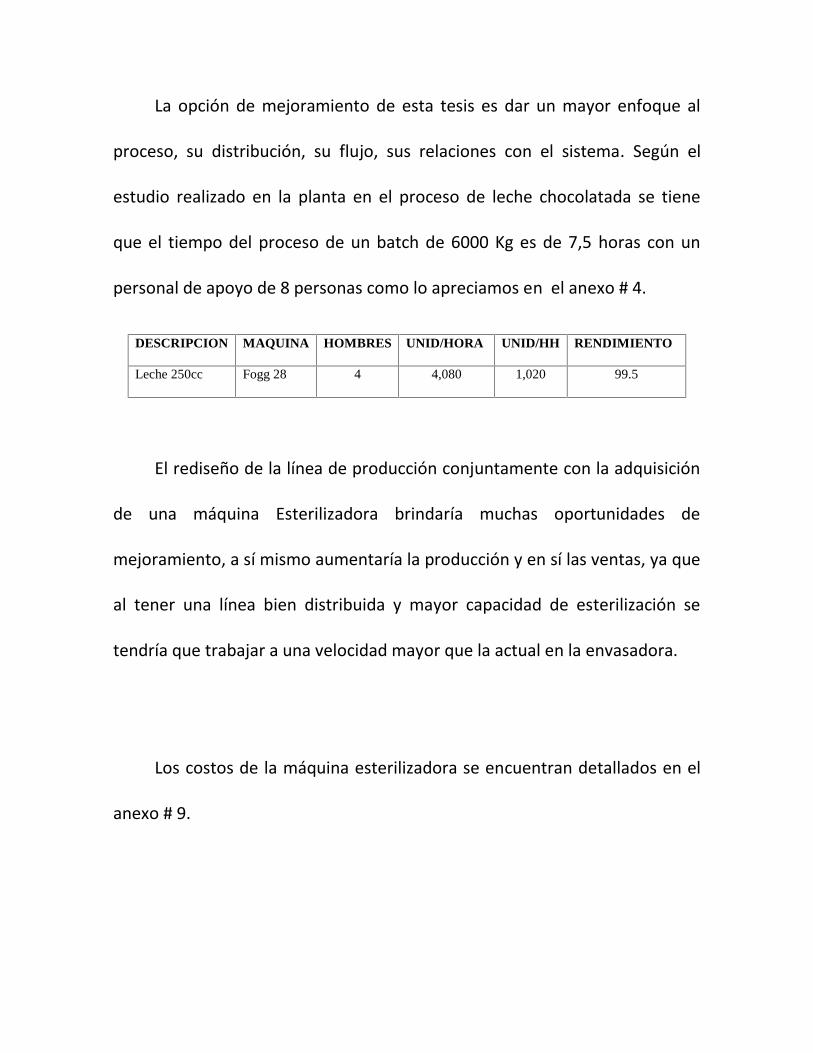
La opción de mejoramiento de esta tesis es dar un mayor enfoque al
proceso, su distribución, su flujo, sus relaciones con el sistema. Según el
estudio realizado en la planta en el proceso de leche chocolatada se tiene
que el tiempo del proceso de un batch de 6000 Kg es de 7,5 horas con un
personal de apoyo de 8 personas como lo apreciamos en el anexo # 4.
DESCRIPCION MAQUINA HOMBRES UNID/HORA UNID/HH RENDIMIENTO
Leche 250cc Fogg 28 4 4,080 1,020 99.5
El rediseño de la línea de producción conjuntamente con la adquisición
de una máquina Esterilizadora brindaría muchas oportunidades de
mejoramiento, a sí mismo aumentaría la producción y en sí las ventas, ya que
al tener una línea bien distribuida y mayor capacidad de esterilización se
tendría que trabajar a una velocidad mayor que la actual en la envasadora.
Los costos de la máquina esterilizadora se encuentran detallados en el
anexo # 9.
Las bondades de esta propuesta para la solución del problema serian las
siguientes:
Mayor capacidad de producción.
Mejor distribución de línea
Disminución de tiempos
Disminución de transporte
Disminución de personal
La nueva Distribución de Planta se encuentra detallada en el anexo #
10, y el nuevo Diagrama de Recorrido en el anexo # 11.
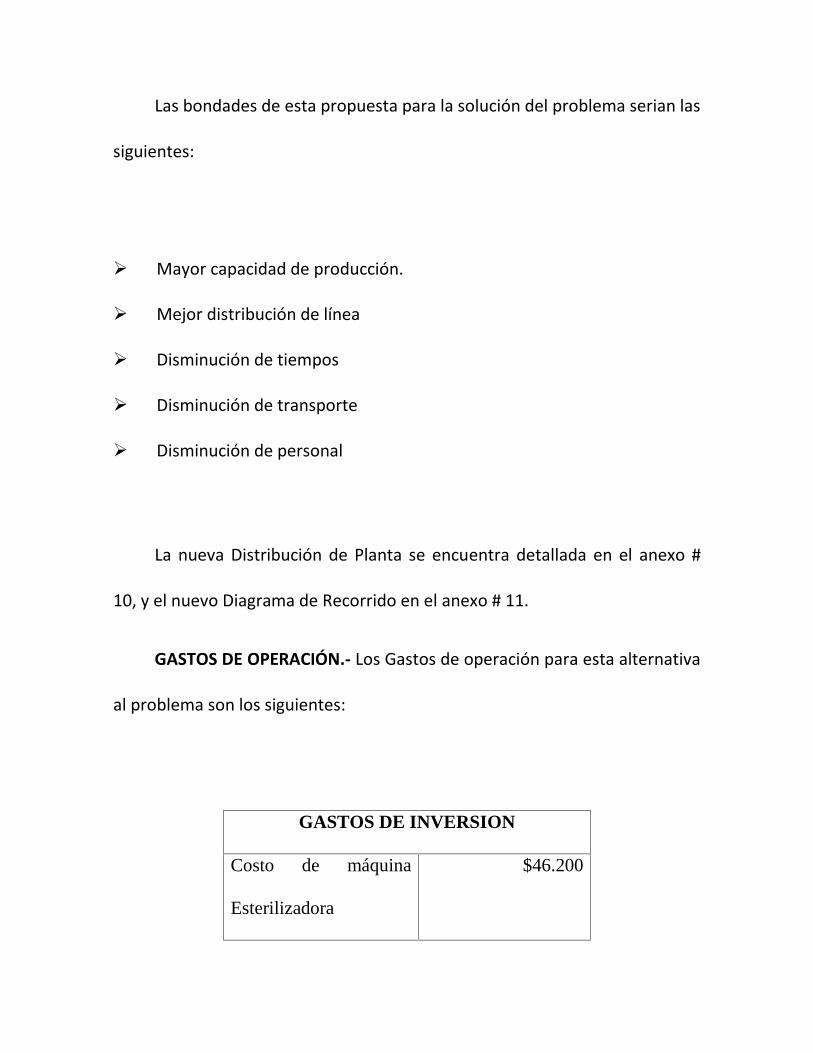
GASTOS DE OPERACIÓN.- Los Gastos de operación para esta alternativa
al problema son los siguientes:
GASTOS DE INVERSION
Costo de máquina
Esterilizadora
$46.200
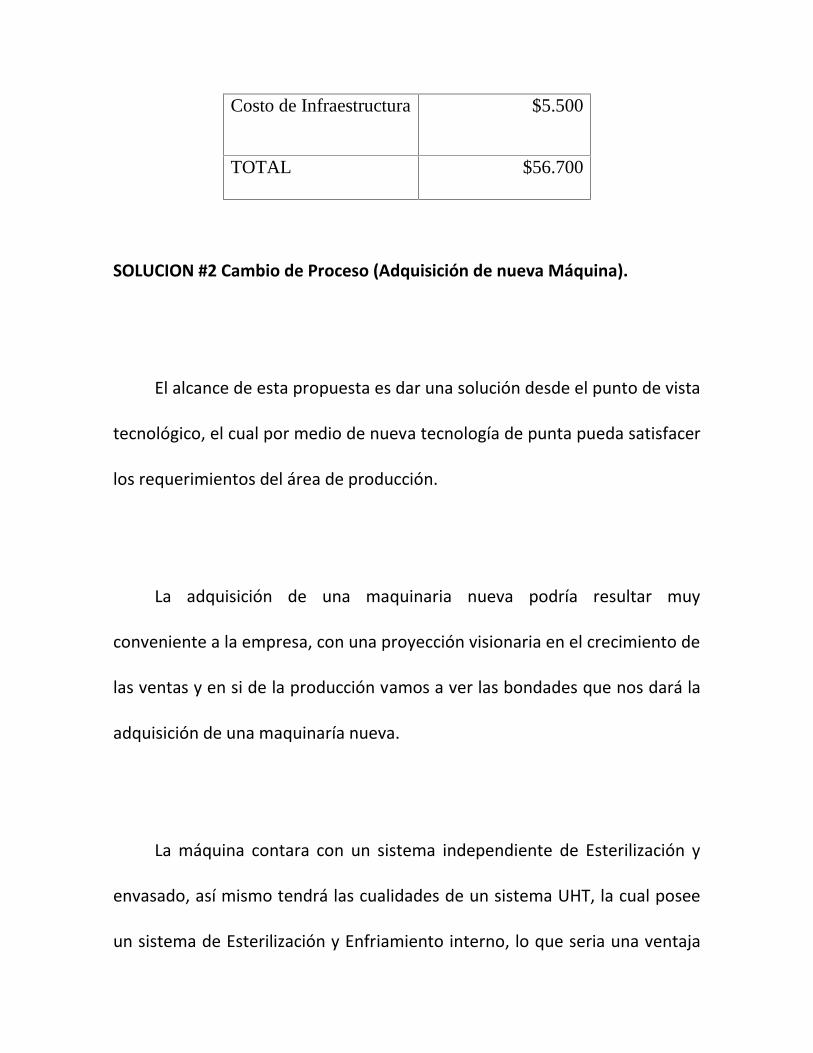
Costo de Infraestructura $5.500
TOTAL $56.700
SOLUCION #2 Cambio de Proceso (Adquisición de nueva Máquina).
El alcance de esta propuesta es dar una solución desde el punto de vista
tecnológico, el cual por medio de nueva tecnología de punta pueda satisfacer
los requerimientos del área de producción.
La adquisición de una maquinaria nueva podría resultar muy
conveniente a la empresa, con una proyección visionaria en el crecimiento de
las ventas y en si de la producción vamos a ver las bondades que nos dará la
adquisición de una maquinaría nueva.
La máquina contara con un sistema independiente de Esterilización y
envasado, así mismo tendrá las cualidades de un sistema UHT, la cual posee
un sistema de Esterilización y Enfriamiento interno, lo que seria una ventaja
para la empresa el reducir personal en la línea de leche chocolatada y al
mismo tiempo emplearlo en otras actividades.
El costo de la nueva tecnología (máquina de envasado y esterilizado) lo
podemos ver en el anexo # 12
GASTOS DE OPERACIÓN.- Los Gastos de operación para esta alternativa
al problema son los siguientes:
GASTOS DE INVERSION
*Gastos de máquina 346,633.43
Gasto de Infraestructura Nueva 10,500
TOTAL 357,133.43
Se tiene incluido en el gasto de máquina el gasto de instalación de la
nueva máquina.
CONCLUSIONES: Observando las soluciones posibles y haciendo un
análisis de ambas propuestas desde el punto de vista industrial
determinaremos lo siguiente:
Concluimos que la propuesta 1 nos conviene por las siguientes razones:
Mayor capacidad de producción.
Mejor distribución de línea
Disminución de tiempos
Disminución de transporte
Disminución de personal
4.1.2. PROPUESTA DE SOLUCION PARA EL PROBLEMA 2
SOLUCION #1 Programa de Mantenimiento Preventivo
El alcance de esta propuesta es dar mayor incremento a la producción
desde el punto de vista técnico, ya que al tener un programa de
mantenimiento preventivo-correctivo se reducirá los índices de máquinas
paralizadas por este problema.
El procedimiento o metodología a seguir para la consecución de esta
solución será el siguiente:
Levantamiento de información sobre las máquinas existente
Codificación de máquinas y equipos de apoyo
Calificación de frecuencia de mantenimiento
Elaboración de Calendario de Mantenimiento
Seguimiento al programa
LEVANTAMIENTO DE INFORMACION DE LAS MAQUINAS EXISTENTES
Previo al levantamiento de la información se actualizara los
conocimientos de las personas que se harán cargo de este proceso, para lo
cual tomaran cursos de Mantenimiento Preventivo el cual afianzara sus
conocimientos en el área.
Inicialmente Dicho levantamiento de las máquinas existentes estará a
cargo del personal de mantenimiento, específicamente con el responsable de
bodega de repuesto, el cual tiene por obligación realizar un listado general de
las máquinas, y equipos de apoyo existente en la empresa.
CODIFICACION DE MAQUINAS Y EQUIPOS DE APOYO
Las máquinas, equipos de apoyo y equipos de medición de la empresa,
serán ubicadas y codificadas correctamente, de acuerdo al método de este
procedimiento; los datos se registrarán y se almacenarán en documentos
electrónicos, de acuerdo al centro de costo de la empresa; es decir cada
máquina tiene un centro de costo asociado.
La codificación de las maquinas, equipos de apoyo y equipos de
medición estará formada de siete dígitos alfanuméricos divididos en tres
niveles separados por un guión.
PRIMER NIVEL.- Constará de 2 dígitos correspondientes a las primeras
letras de su nombre, si estas letras se repitieran se remplazará la segunda
letra por la tercera del mismo y así hasta un cuarto caso; si el nombre consta
de 2 palabras se anotaran las primera letra de cada una. Si estas se repiten se
seguirá el procedimiento anterior. Ejemplo.:
CO Compresor
CN Condensador
MB Moto Bomba
SEGUNDO NIVEL.- Constara de tres dígitos y estos serán de acuerdo al
centro de costo aplicado dentro de la compañía. Ejemplo.:
015 C.I.P
020 Osgood
030 Simplex
TERCER NIVEL.- Constara de dos dígitos y con estos se establecerá la
cantidad de elementos de cada equipo. Ej.
MB-015-01 Bomba Puma 1
MB-015-02 Bomba Puma 2
MB-015-03 Bomba Retorno
ELABORACION DEL PLAN DE MANTENIMIENTO
PREVENTIVO-CORRECTIVO
MANTENIMIENTO PREVENTIVO-CORRECTIVO
El Jefe de Mantenimiento elaborará el “Calendario Anual de
Mantenimiento Preventivo” ver anexo # 13, en el que constaran todas las
máquinas y equipos de apoyo con sus respectivos códigos y la frecuencia de
mantenimiento, así mismo elaborará el calendario semanal de actividades
donde constará el nombre o código de la máquina, la tarea a realizar, las
iniciales del responsable, y la semana que corresponde a dicho trabajo.
Para establecer las frecuencias del Mantenimiento Preventivo se
consideraron las siguientes condiciones: los años de funcionamiento,
existencias de Equipos Alternos, Importancia en el Proceso, Disponibilidad de
Repuestos, Frecuencias de Fallas, Recomendaciones de Fabricante, Personal
Capacitado y Horas de Trabajo. Sobre la base de estos factores se clasifica la
frecuencia de Mantenimiento de las Máquinas y Equipos según la
“Frecuencia de Mantenimiento” ver anexo # 14.
El Jefe de Mantenimiento coordinará con el Gerente de Producción y el
Gerente General una reunión en la cual se realizará el respectivo calendario de
mantenimientos preventivos de las máquinas de planta para su respectiva
aprobación.
El Jefe de Mantenimiento revisará la lista de repuestos necesario para
realizar el Mantenimiento respectivo y entregará al responsable de Bodega de
Repuesto con 8 semanas de anticipación para constatar la existencia de los
mismos.
El responsable de Bodega de Repuesto es quien debe realizar la
recepción y verificación de repuestos, accesorios o materiales que no se
encuentren codificados, así mismo de asignar los nuevos códigos antes de ser
ingresado en el sistema de cómputo. También es responsabilidad del
bodeguero mantener un stock suficiente de repuestos considerados críticos
para su uso en los respectivos mantenimientos.
Para realizar todos los trabajos de Mantenimiento Preventivo; los
Mecánicos y Electricista utilizarán la tarjeta de Seguridad la cual se colocará
en el Breaker principal de cada máquina o equipos que se encuentren en
mantenimiento.
Para realizar el Mantenimiento Correctivo, es responsabilidad de los
Gerentes de áreas y/o Jefes de Turno, solicitar mediante la utilización del
correo electrónico interno, la inmediata reparación de la máquina o equipó, el
Jefe de Mantenimiento y/o encargado imprimirá esta requisición para su
respectivo respaldo.
GASTOS DE OPERACIÓN.- Actualmente existe un área destinada
para la administración de la Jefatura de Mantenimiento, además poseen un
computador y una impresora por lo que esto no representara un gasto más para
la implementación del programa.
Existe además una pequeña bodega donde se almacenan todos los
repuestos utilizados para las diferentes máquinas, cabe señalar que existen
repuestos en la bodega sin tener en cuenta la magnitud de criticidad que
representa a la empresa.
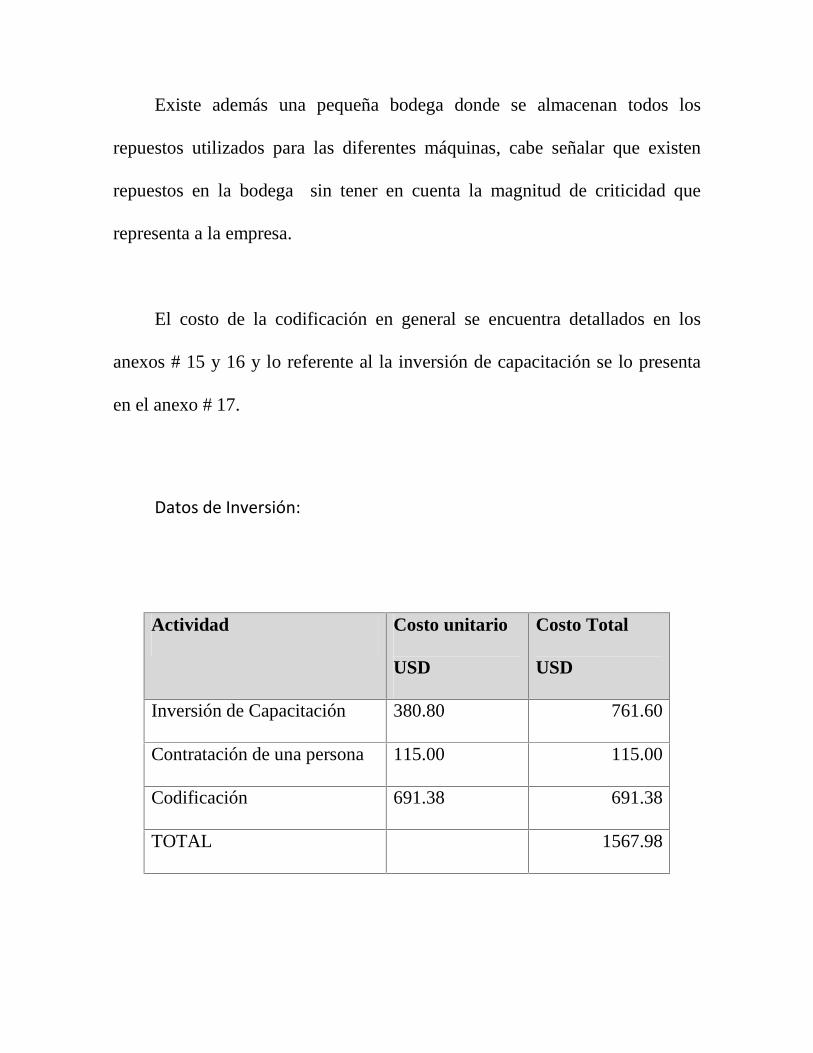
El costo de la codificación en general se encuentra detallados en los
anexos # 15 y 16 y lo referente al la inversión de capacitación se lo presenta
en el anexo # 17.
Datos de Inversión:
Actividad Costo unitario
USD
Costo Total
USD
Inversión de Capacitación 380.80 761.60
Contratación de una persona 115.00 115.00
Codificación 691.38 691.38
TOTAL 1567.98
SOLUCION #2 Contratación de personal para el área de
mantenimiento
El alcance de esta propuesta es dar mayor incremento a la producción
desde el punto de vista operacional, ya que al proveer de personal para los
turnos rotativos específicamente para la noche se reducirá las horas de
paralizaciones que se tienen actualmente por no poseer una persona
encargada del área de mantenimiento quien suplan las necesidades y que
atienda estos reclamos de trabajo.
Los sueldos, y remuneraciones con los que cuenta el personal lo
podemos apreciar en el anexo # 18.
GASTOS DE OPERACIÓN
Los gastos de operación de la contratación del personal para el área de
mantenimiento sería la contratación del personal, para lo cual aquí se detalla
el costo:
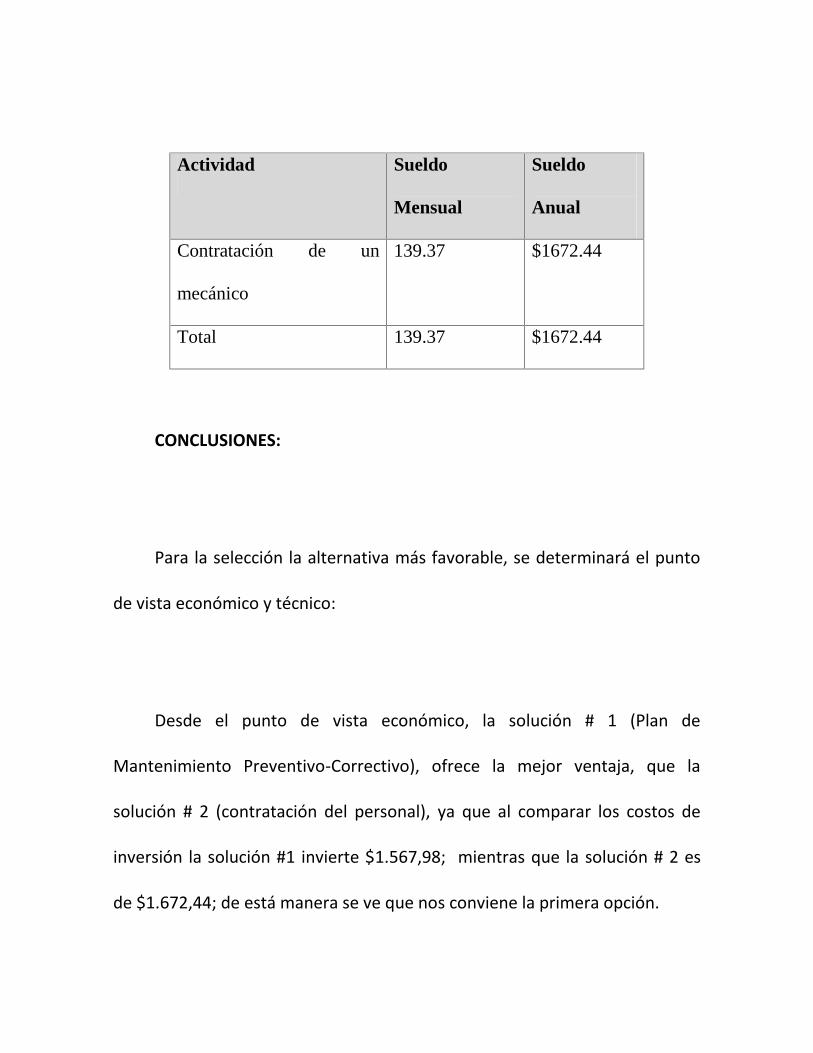
Actividad Sueldo
Mensual
Sueldo
Anual
Contratación de un
mecánico
139.37 $1672.44
Total 139.37 $1672.44
CONCLUSIONES:
Para la selección la alternativa más favorable, se determinará el punto
de vista económico y técnico:
Desde el punto de vista económico, la solución # 1 (Plan de
Mantenimiento Preventivo-Correctivo), ofrece la mejor ventaja, que la
solución # 2 (contratación del personal), ya que al comparar los costos de
inversión la solución #1 invierte $1.567,98; mientras que la solución # 2 es
de $1.672,44; de está manera se ve que nos conviene la primera opción.
Desde el punto de vista técnico la solución # 1 ofrece la mejor opción al
generalizar toda la planificación de mantenimiento y no delegarla a una sola
persona como lo representa la solución #2.
Por lo tanto concluimos que la propuesta 1 nos conviene por las
siguientes razones:
Mejor Planificación de los trabajos de mantenimiento preventivos.
Reducción de tiempo en los trabajos de mantenimiento correctivos.
Mayor alcance en las actividades en el plan de mantenimiento.
4.1.3. PROPUESTA DE SOLUCION PARA EL PROBLEMA 3
Problema: RECURSO HUMANO
El alcance de esta propuesta es dar mayor incremento a la producción
desde el punto de vista operacional, ya que al prever de personal para los
diferentes turnos se reducirá las horas de paralizaciones que se tienen
actualmente por no poseer personal disponible cuando falta algún operario o
ayudante.
Los sueldos, y remuneraciones con los que cuenta el personal lo
podemos apreciar en el anexo # 18.
Los datos son los siguientes:
Actividad Sueldo
Mensual
Número de
Trabajadores
Sueldo Anual
USD
Contratación de personal 138.86 2 $3332.64
Total $3332.64
CONCLUSIONES: Por el problema hallado en el que en un turno no se
presenta a laborar alguna persona y estos obstaculiza el desempeño normal
de las actividades se concluye que en estos momentos será necesaria la
contratación de 2 personas, cuyo sueldo se asumirá lo mismo que para los
demás trabajadores. Los mismos que van a tener como responsabilidad
permanente las tareas de ayudar en planta con todas las actividades
correspondiente.
La manera de contratar personal será directamente progresiva según
los volúmenes de producción.
4.1.4. PROPUESTA DE SOLUCION PARA EL PROBLEMA 4
SOLUCION #1 Búsqueda de nuevos proveedores de etiquetas
El alcance de esta propuesta es dar proveedores altamente calificados
en base de una evaluación que nos permita garantizar la calidad de los
insumos a utilizar en nuestros procesos.
Para el fin se tendrá que evaluar a los proveedores de la siguiente
manera:
Evaluación Técnica
Evaluación Comercial
La evaluación técnica consiste en realizar la validación de los
parámetros y características de todos los insumos considerados como críticos
( material de empaque) comparándolas con las especificaciones del
proveedor, La información entregada por los diferentes proveedores esta
recopilada según los anexos # 19, # 20 y # 21.
La evaluación Comercial consiste en calificar a los proveedores que han
pasado la etapa de evaluación técnica desarrollada por el Jefe de Desarrollo
y/o Gerente de Control de Calidad, en base a la información proporcionada
por el proveedor, el Jefe de Compras califica los aspectos comerciales en
base de los anexos # 22, # 23 y # 24.
Aquí se detalla la evaluación y calificación para los proveedores de
etiquetas existentes.
La calificación y aprobación como proveedor calificado se lo realiza en
base de una calificación de 80 sobre 100 puntos teniendo en consideración
los criterios allí mencionados. El proveedor actual no se lo está calificando en
esta evaluación.
A continuación se presenta la forma en la que se pondero y califico a los
distribuidores de etiquetas, las cuales van hacer calificadas según sus costos
de productos, tecnología, etc.
Para la calificación de proveedor se contratará a una persona que
tenga experiencia en el área de Compras e Importaciones, la cual estará a
cargo de proveer toda la información de los proveedores y así mismo la
tabulación de datos y análisis de los mismos siempre bajo la supervisión del
Jefe de Compras.
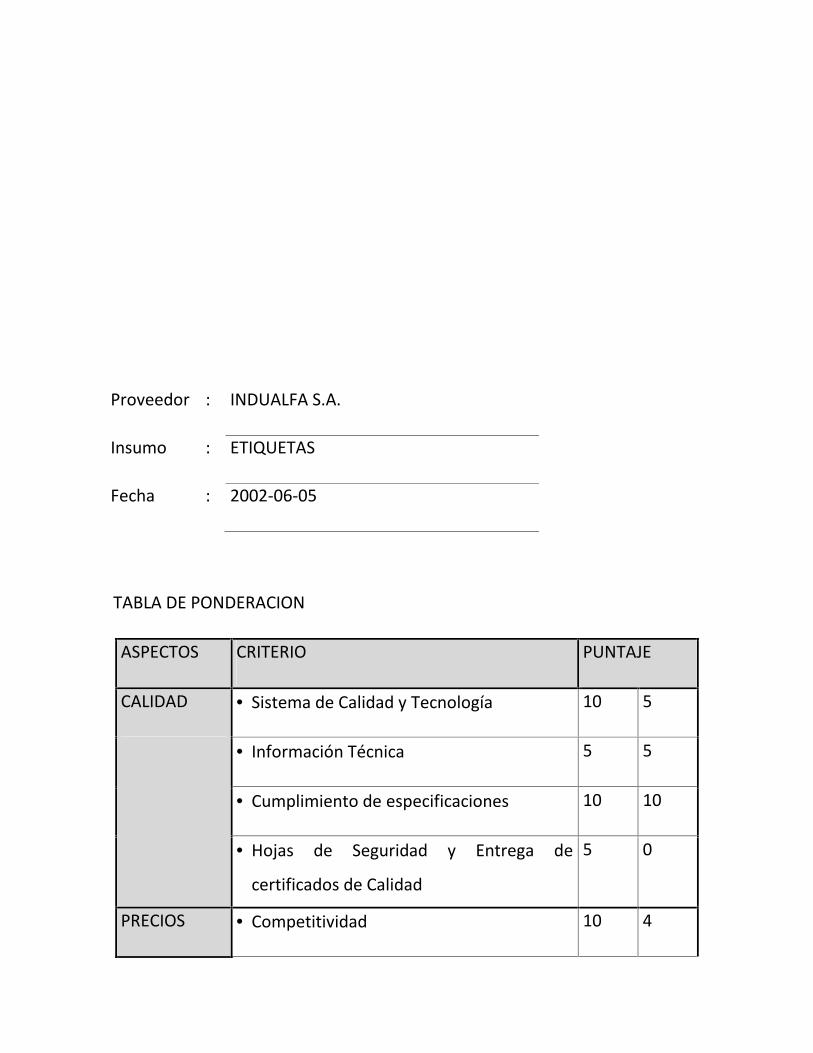
Proveedor : INDUALFA S.A.
Insumo : ETIQUETAS
Fecha : 2002-06-05
TABLA DE PONDERACION
ASPECTOS CRITERIO PUNTAJE
CALIDAD Sistema de Calidad y Tecnología 10 5
Información Técnica 5 5
Cumplimiento de especificaciones 10 10
Hojas de Seguridad y Entrega de
certificados de Calidad
5 0
PRECIOS Competitividad 10 4
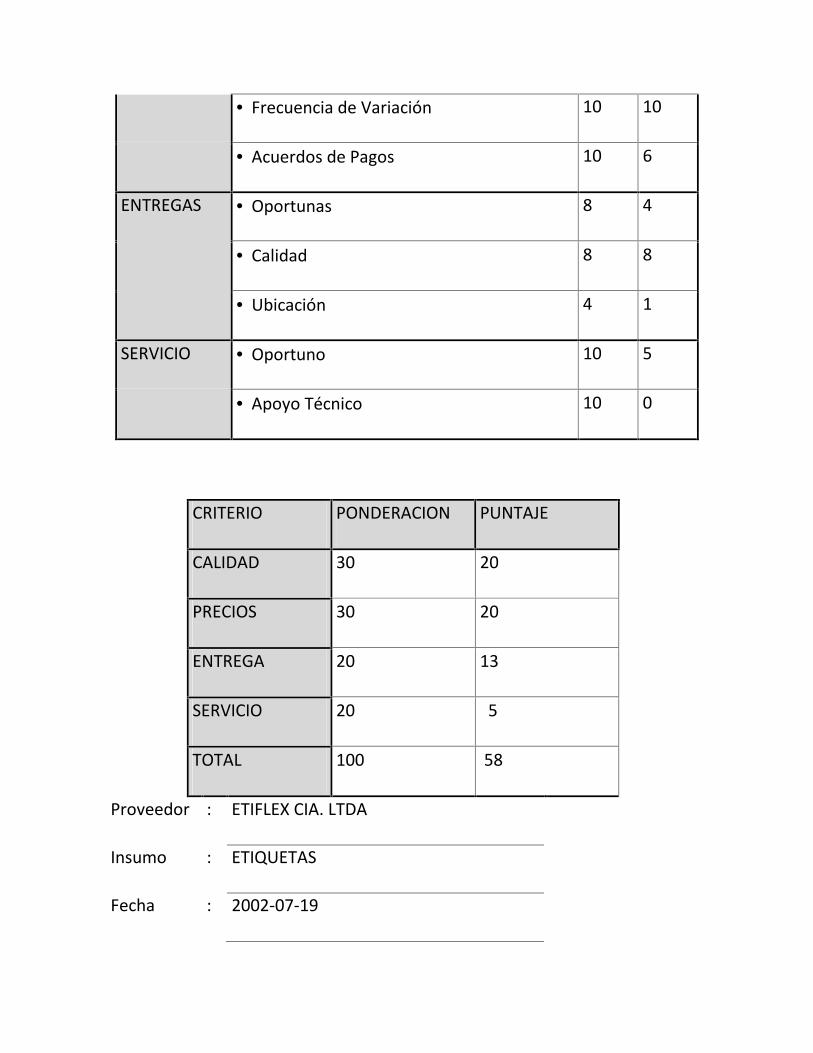
Frecuencia de Variación 10 10
Acuerdos de Pagos 10 6
ENTREGAS Oportunas 8 4
Calidad 8 8
Ubicación 4 1
SERVICIO Oportuno 10 5
Apoyo Técnico 10 0
CRITERIO PONDERACION PUNTAJE
CALIDAD 30 20
PRECIOS 30 20
ENTREGA 20 13
SERVICIO 20 5
TOTAL 100 58
Proveedor : ETIFLEX CIA. LTDA
Insumo : ETIQUETAS
Fecha : 2002-07-19
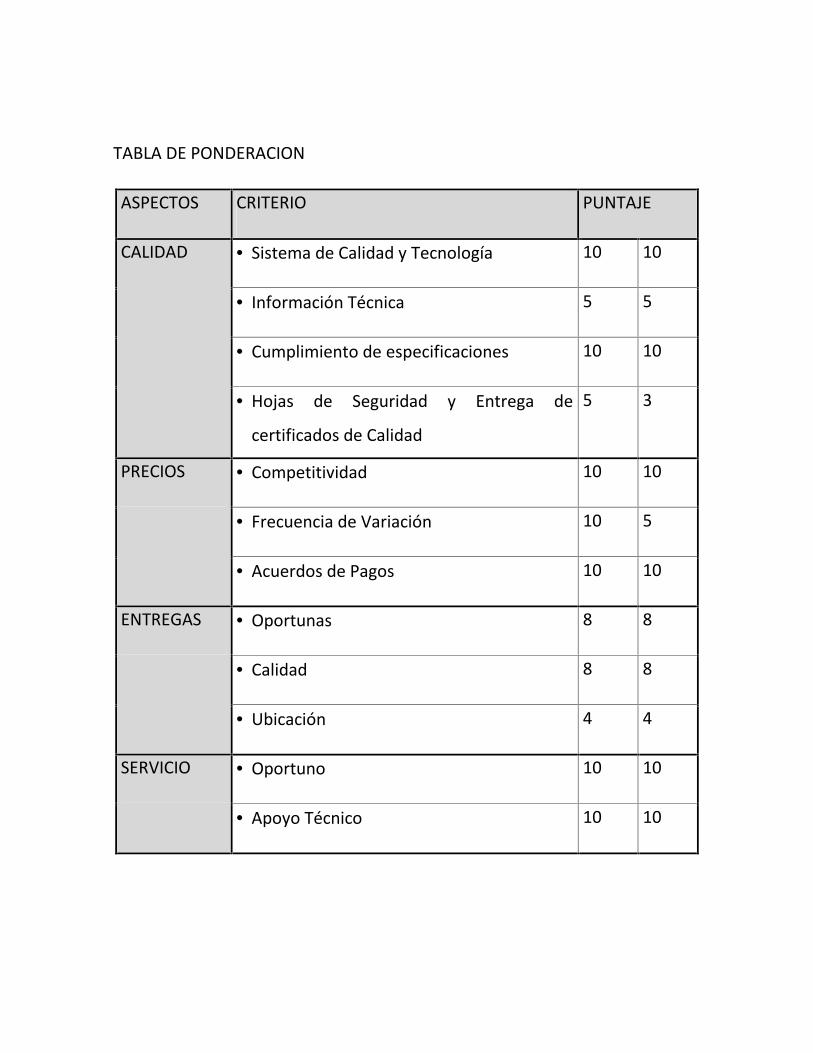
TABLA DE PONDERACION
ASPECTOS CRITERIO PUNTAJE
CALIDAD Sistema de Calidad y Tecnología 10 10
Información Técnica 5 5
Cumplimiento de especificaciones 10 10
Hojas de Seguridad y Entrega de
certificados de Calidad
5 3
PRECIOS Competitividad 10 10
Frecuencia de Variación 10 5
Acuerdos de Pagos 10 10
ENTREGAS Oportunas 8 8
Calidad 8 8
Ubicación 4 4
SERVICIO Oportuno 10 10
Apoyo Técnico 10 10
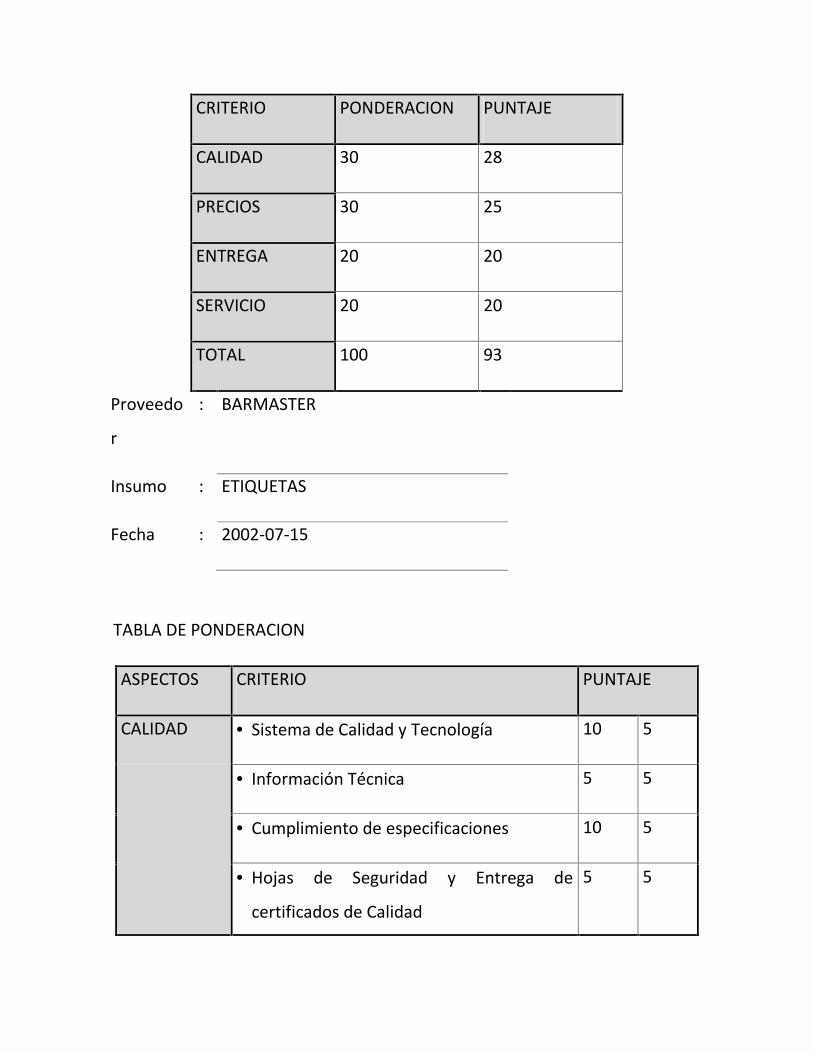
CRITERIO PONDERACION PUNTAJE
CALIDAD 30 28
PRECIOS 30 25
ENTREGA 20 20
SERVICIO 20 20
TOTAL 100 93
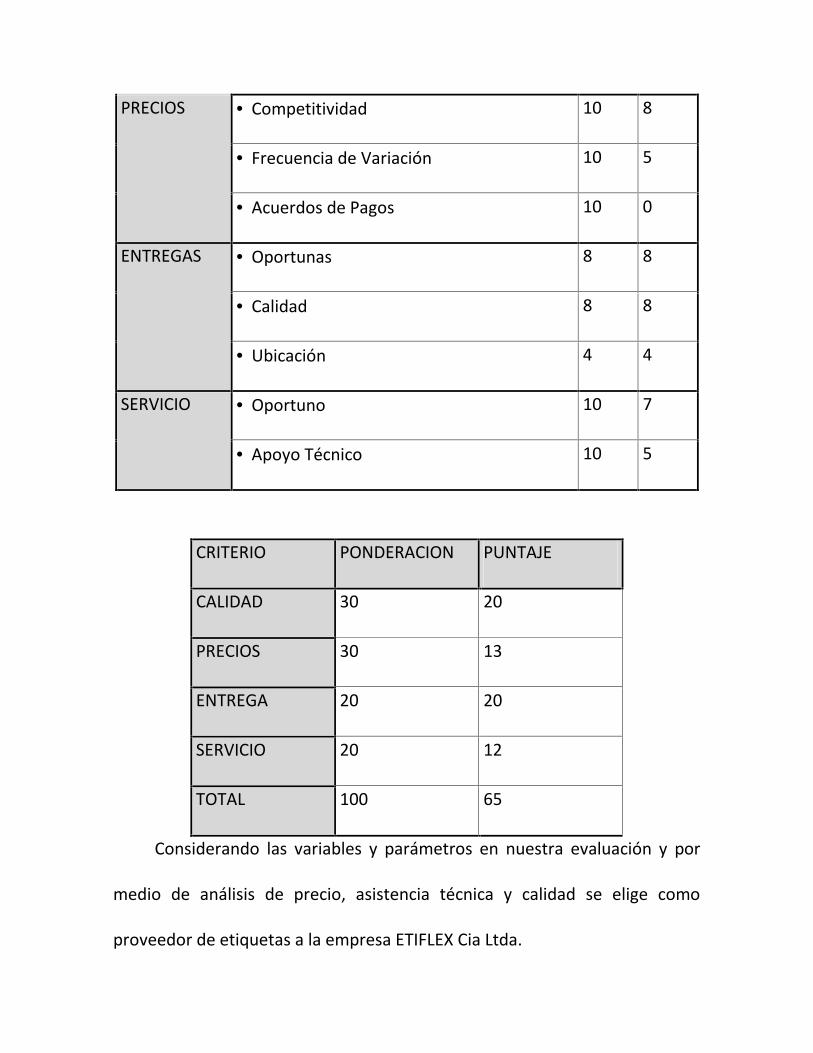
Proveedo
r
: BARMASTER
Insumo : ETIQUETAS
Fecha : 2002-07-15
TABLA DE PONDERACION
ASPECTOS CRITERIO PUNTAJE
CALIDAD Sistema de Calidad y Tecnología 10 5
Información Técnica 5 5
Cumplimiento de especificaciones 10 5
Hojas de Seguridad y Entrega de
certificados de Calidad
5 5
PRECIOS Competitividad 10 8
Frecuencia de Variación 10 5
Acuerdos de Pagos 10 0
ENTREGAS Oportunas 8 8
Calidad 8 8
Ubicación 4 4
SERVICIO Oportuno 10 7
Apoyo Técnico 10 5
CRITERIO PONDERACION PUNTAJE
CALIDAD 30 20
PRECIOS 30 13
ENTREGA 20 20
SERVICIO 20 12
TOTAL 100 65
Considerando las variables y parámetros en nuestra evaluación y por
medio de análisis de precio, asistencia técnica y calidad se elige como
proveedor de etiquetas a la empresa ETIFLEX Cia Ltda.
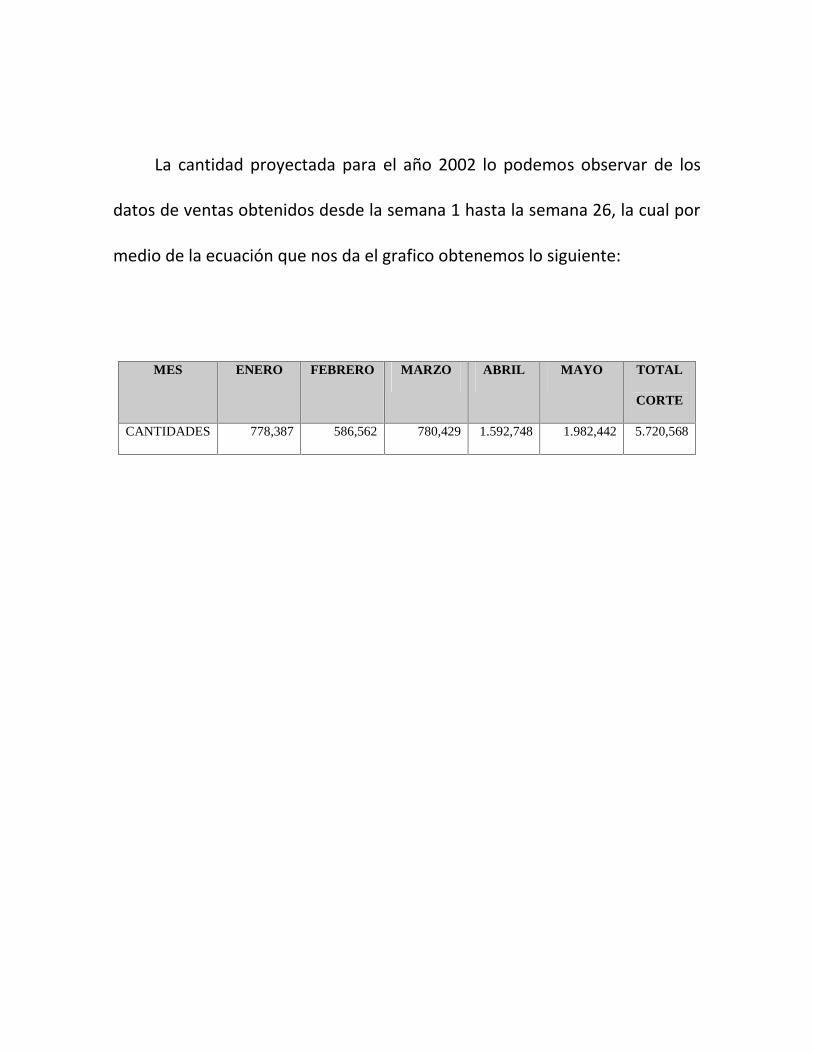
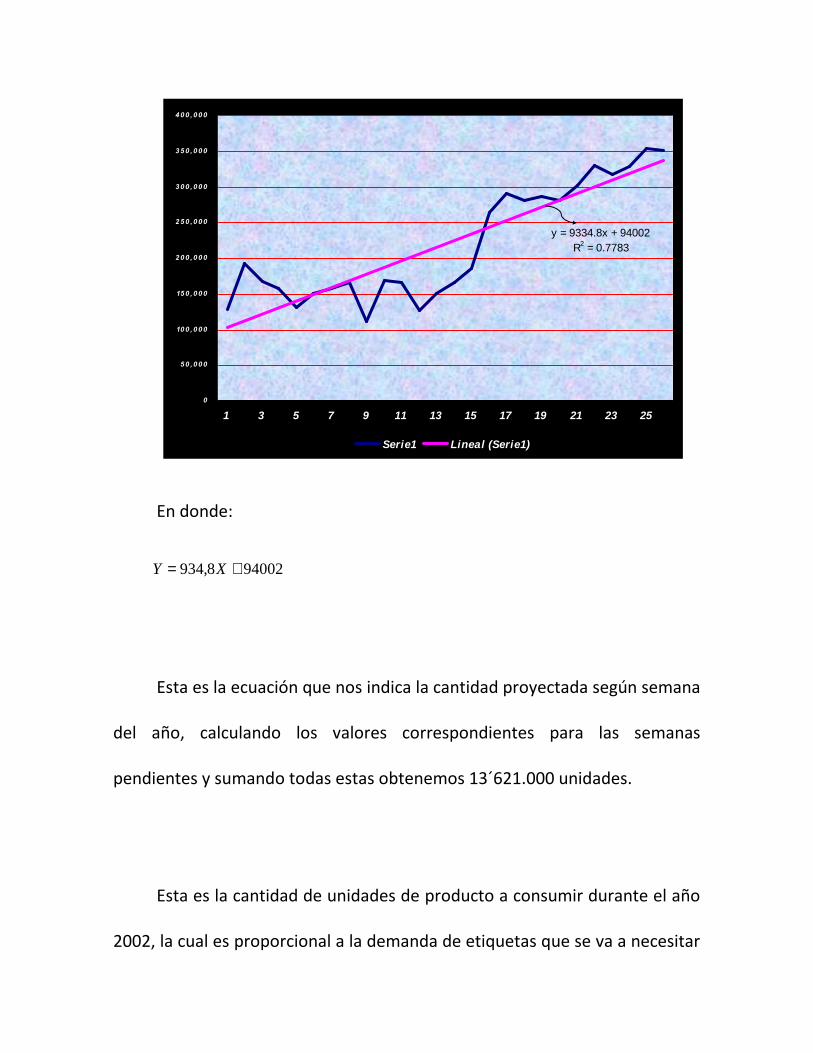
La cantidad proyectada para el año 2002 lo podemos observar de los
datos de ventas obtenidos desde la semana 1 hasta la semana 26, la cual por
medio de la ecuación que nos da el grafico obtenemos lo siguiente:
MES ENERO FEBRERO MARZO ABRIL MAYO TOTAL
CORTE
CANTIDADES 778,387 586,562 780,429 1.592,748 1.982,442 5.720,568
y = 9334.8x + 94002R2 = 0.7783
0
50 , 0 00
100 , 0 00
150 , 0 00
200 , 0 00
250 , 0 00
300 , 0 00
350 , 0 00
400 , 0 00
1 3 5 7 9 11 13 15 17 19 21 23 25
Serie1 Lineal (Serie1)
En donde:
940028,934 XY
Esta es la ecuación que nos indica la cantidad proyectada según semana
del año, calculando los valores correspondientes para las semanas
pendientes y sumando todas estas obtenemos 13´621.000 unidades.
Esta es la cantidad de unidades de producto a consumir durante el año
2002, la cual es proporcional a la demanda de etiquetas que se va a necesitar
para la producción del mismo, por lo que representaría un alto costo en
perdida si se lo multiplicara por el costo actual de las etiquetas.
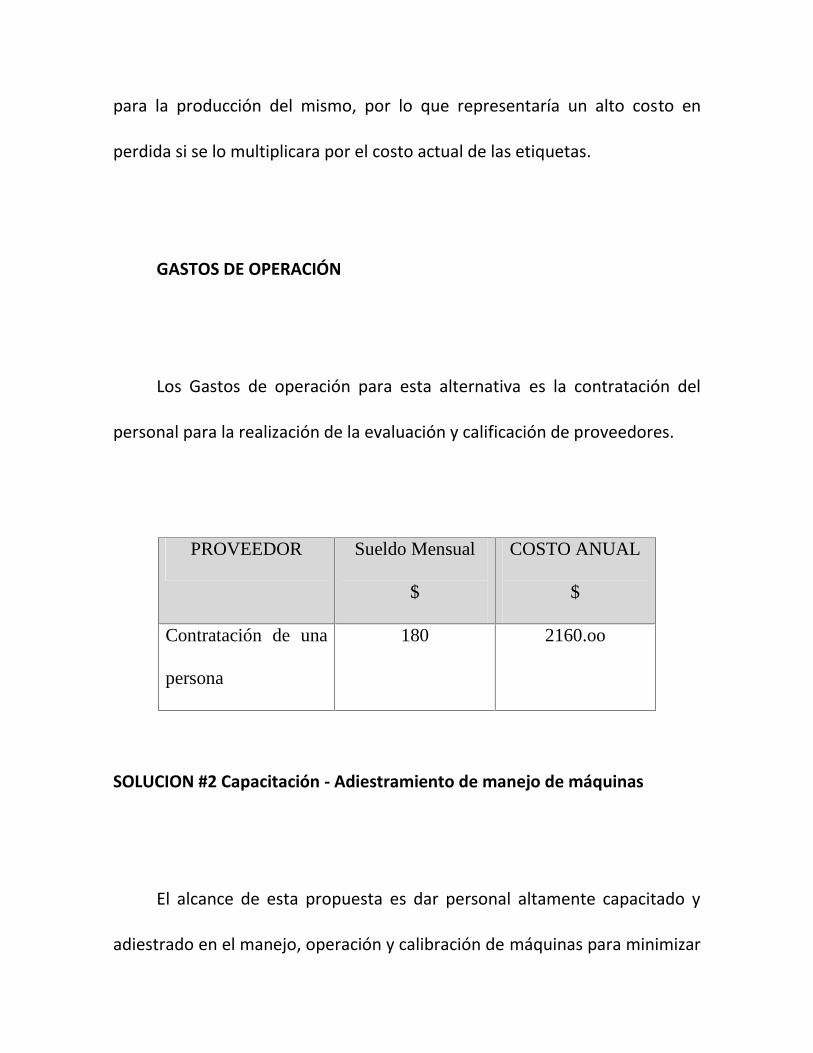
GASTOS DE OPERACIÓN
Los Gastos de operación para esta alternativa es la contratación del
personal para la realización de la evaluación y calificación de proveedores.
PROVEEDOR Sueldo Mensual
$
COSTO ANUAL
$
Contratación de una
persona
180 2160.oo
SOLUCION #2 Capacitación - Adiestramiento de manejo de máquinas
El alcance de esta propuesta es dar personal altamente capacitado y
adiestrado en el manejo, operación y calibración de máquinas para minimizar
el tiempo de paralización en los equipos y máquinas, así mismo dar
formación en buenas prácticas de manufactura y Sistema HACCP.
La capacitación al personal operativo estará dada por los responsables
de mantenimiento (en lo que respecta a operación, calibración y
mantenimiento de máquinas) y por el analista de microbiología (en lo que
respecta a Buenas Practicas de Manufactura); así mismos se contratará los
servicios de un ente del medio para la formación del personal en las áreas de
mantenimiento, calidad y productividad, como observamos en el anexo # 25.
GASTOS DE OPERACIÓN
Los Gastos de operación para esta alternativa al problema son los
siguientes:
EMPRESA-ENTIDAD COSTO
(MODULO)
MODULOS
ANUALES
PERSONAL
DE PLANTA
COSTO
ANUAL
GERECONSULTORES 162,40 8 80 98.400
CONCLUSIONES: Observando las soluciones posibles y haciendo un análisis
de ambas propuestas determinaremos lo siguiente:
Concluimos que la propuesta 2 nos conviene por las siguientes razones:
Menor inversión de capital comparando con las pérdidas ocasionadas por
el problema detectado.
Mayor amplitud de mejoramiento para todo el personal en conocimiento
de productividad, Buenas Prácticas de Manufactura, etc.
CAPITULO V
ELECCION DE SOLUCION Y ANALISIS DE BENEFICIO- COSTO
5.1. APLICACION DE TOMA DE DECISIONES
Luego de haber realizado las distintas soluciones para los diversos
problemas detectados se procederá a comparar cuales de estas posibles
alternativas se consideraran idóneas para la implementación de la misma en
este proyecto, para lo cual se analizaran los costos de cada una y el impacto
a nivel general.
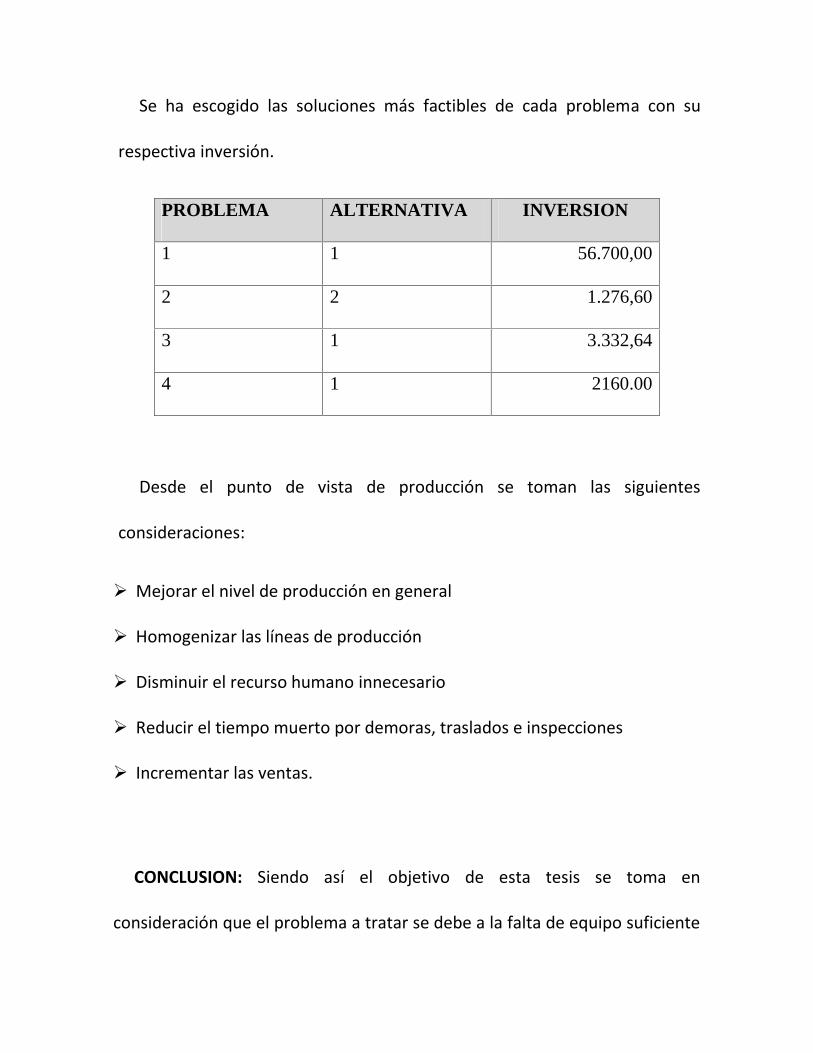
Se ha escogido las soluciones más factibles de cada problema con su
respectiva inversión.
PROBLEMA ALTERNATIVA INVERSION
1 1 56.700,00
2 2 1.276,60
3 1 3.332,64
4 1 2160.00
Desde el punto de vista de producción se toman las siguientes
consideraciones:
Mejorar el nivel de producción en general
Homogenizar las líneas de producción
Disminuir el recurso humano innecesario
Reducir el tiempo muerto por demoras, traslados e inspecciones
Incrementar las ventas.
CONCLUSION: Siendo así el objetivo de esta tesis se toma en
consideración que el problema a tratar se debe a la falta de equipo suficiente
en esterilización, por lo cual la envasadora trabaja a un nivel de producción
muy por debajo de lo normal o del estándar, la alternativa 1 del problema 4
la misma que es la adquisición de una nueva máquina esterilizadora
conjuntamente con una redistribución de la línea de producción será la mejor
opción sobre las distintas posibles soluciones encontradas, a continuación se
analizaran las bondades de esta propuesta.
5.2. NUEVA CAPACIDAD DE PRODUCCION (METODO PROPUESTO)
La propuesta de mejora del método actual consiste en homogenizar la
línea de producción, disminuir el tiempo por paralización que fue motivo de
este estudio y aumentar el nivel de producción en la línea de leche
chocolatada, la nueva capacidad de producción se muestra a continuación.
20515141 xxCarretacarreta
u1070
Lubeca
u
Lubeca
carretax
carreta
u3210
31070
Pero un ciclo de esterilizado dura 75 minutos por lo cual vamos a obtener
que la capacidad de esterilizado en una hora es de porLubecahora
u2568
Capacidad Propuesta Total = alesLubecaActuxhora
u22568
La nueva máquina admite 4 carretas por barril por lo que se adicionara
1070 unidades más a la misma
Capacidad Propuesta Total = 5136 u / hora + 3424 u / hora
Capacidad Propuesta Total = 8560 u / hora.
5.3. COMPARACION (METODO ACTUAL VS METODO PROPUESTO)
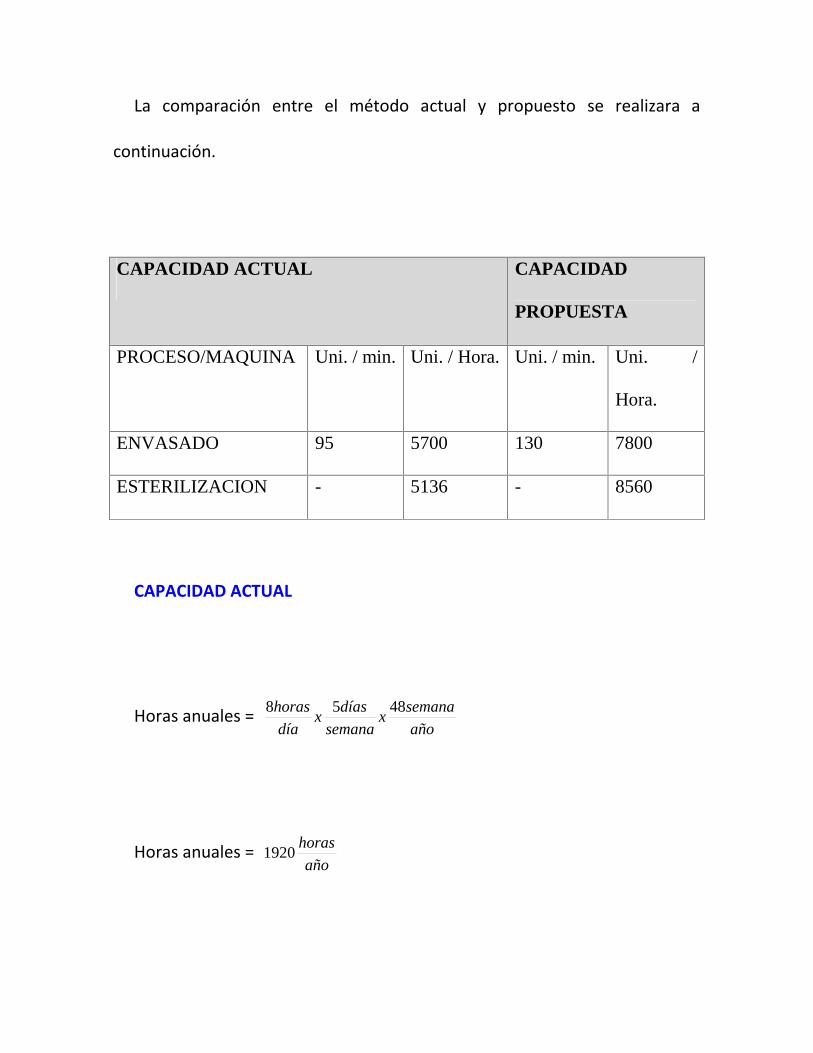
La comparación entre el método actual y propuesto se realizara a
continuación.
CAPACIDAD ACTUAL CAPACIDAD
PROPUESTA
PROCESO/MAQUINA Uni. / min. Uni. / Hora. Uni. / min. Uni. /
Hora.
ENVASADO 95 5700 130 7800
ESTERILIZACION - 5136 - 8560
CAPACIDAD ACTUAL
Horas anuales =año
semanax
semana
díasx
día
horas 4858
Horas anuales =año
horas1920
Horas anuales =unidad
Kgx
hora
unidadx
año
horas257,057001920
Horas anuales = 2’812.608año
Kilos
CAPACIDAD PROPUESTA
Horas anuales =año
semanax
semana
díasx
día
horas 4858
Horas anuales =año
horas1920
Horas anuales =unidad
Kgx
hora
unidadx
año
horas257,078001920
Horas anuales = 3’848.832año
Kilos
El nuevo diagrama de flujo lo podemos observar en el anexo # 26.
5.4. CALCULO DE LA INVERSION DE RETORNO
Para la recuperación de la inversión se aplicará el método de periodos, el
cual sienta sus bases en la siguiente formula:
ni
Fn
i
F
i
F
i
F
i
FP
)1(............................
)1(
4
)1(
3
)1(
2
)1(
1432
En donde:
F = representa el beneficio económico
P = representa el costo de inversión
i = tasa de interés
n = periodo (en este caso se asume como 1).
Primeramente determinaremos la tasa de interés para el año en curso
con la formula presentada.
niPF )1(
)1(5670055,358279 i
)1(56700
55,358279i
i 132,6
132,6 i
anuali %32,5
mensuali %44,0
Obtenido el interés mensual procederemos a la obtención del valor
presente, por medio del cual encontraremos el tiempo en que
recuperaremos la inversión.
ni
FP
)1(

Aquí remplazamos los valores obtenidos hasta el momento como son:
el interés mensual y el valor por pérdida mensual como detallamos a
continuación.
i = 0,44% mensual = 1 + 0,44 = 1,44
F = $358279,55/12meses = $29856,63
En donde:
65432 )44,1(
63,29856
)44,1(
63,29856
)44,1(
63,29856
)44,1(
63,29856
)44,1(
63,29856
44,1
63,29856P
1917,6
63,29856
2998,4
63,29856
9859,2
63,29856
0736,2
63,29856
44,1
63,29856P
04,822.473,943.621,999.945,398.1477,733.20 P
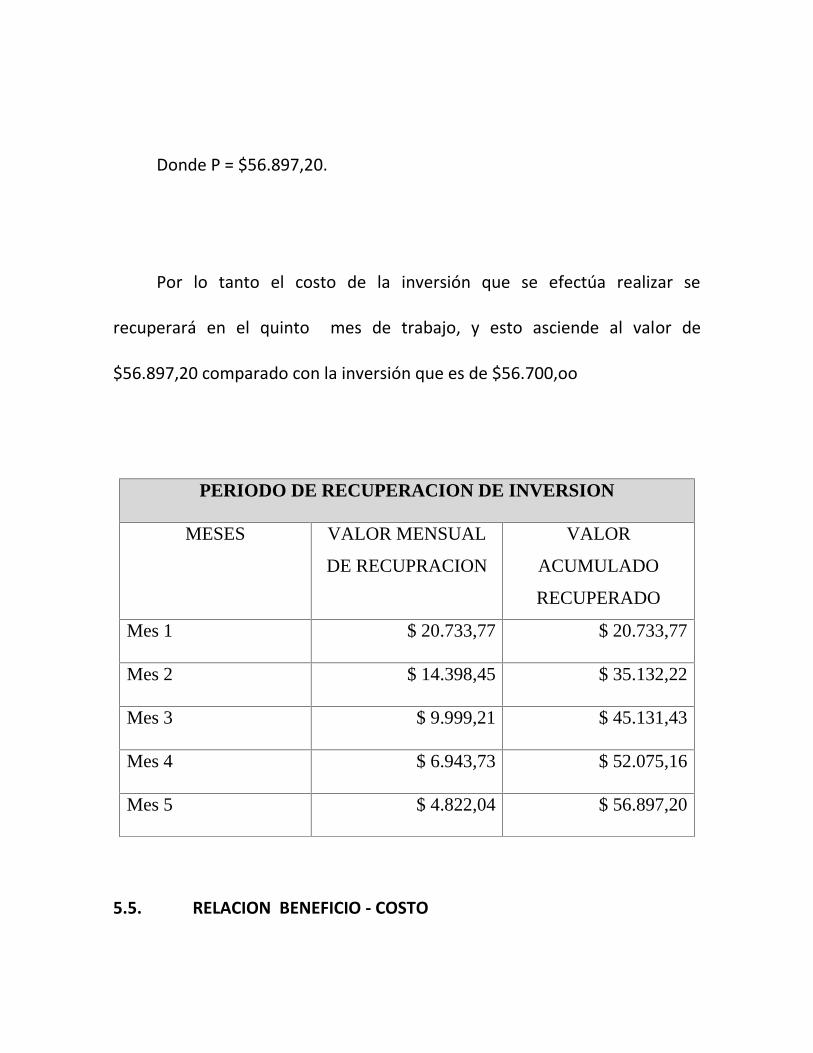
Donde P = $56.897,20.
Por lo tanto el costo de la inversión que se efectúa realizar se
recuperará en el quinto mes de trabajo, y esto asciende al valor de
$56.897,20 comparado con la inversión que es de $56.700,oo
PERIODO DE RECUPERACION DE INVERSION
MESES VALOR MENSUAL
DE RECUPRACION
VALOR
ACUMULADO
RECUPERADO
Mes 1 $ 20.733,77 $ 20.733,77
Mes 2 $ 14.398,45 $ 35.132,22
Mes 3 $ 9.999,21 $ 45.131,43
Mes 4 $ 6.943,73 $ 52.075,16
Mes 5 $ 4.822,04 $ 56.897,20
5.5. RELACION BENEFICIO - COSTO
Para la aplicación de la propuesta planteada se determino que el costo
de inversión es de $56.700.oo, que consiste en la adquisición de una nueva
máquina de esterilización para la línea en estudio.
Los ingresos que obtendrá la empresa al implementar la propuesta
dada serán aquellos valores que dejó de recibir por las horas de paralización
de maquinarias, las mismas que se debía a la poca o falta de capacidad en la
etapa de esterilizado, como se determino en el capitulo 3, este capital que
dejo de recibir la empresa es de $89.569,887 el cual se convertirá en el
beneficio buscado.
Para la determinación de la relación Costo - Beneficio se necesitará de
la siguiente formula:
BENEFICIO/COSTO =Costos
NegativosBeneficiosPositivosBeneficios
B/C =700.56$
887,569.89$
B/C = $ 1.58
La relación Costo - Beneficio nos da a conocer que por cada dólar que
invertimos vamos a recuperar anualmente el $ 1.58
5.6. PUESTA EN MARCHA
El objetivo de este ítems es la de planificar y analizar todas las variables
y actividades para la implementación y puesta en marcha del proyecto a
ejecutar.
La puesta en marcha estará dada por el Gerente de Producción y el
Gerente General coordinado con el autor de este proyecto, la puesta en
marcha seguirá el siguiente punto:
Programación
Ejecución
5.6.1. PROGRAMACION
Para la realización de la presente proyecto se deberá coordinar todas
las actividades pertinentes a la misma, como son las cotizaciones de
proveedores, tecnología de máquina, tiempos de arribos, costo de la misma,
todo esto enmarcado en un periodo, tal que sea el mínimo para ahorrar los
costos necesarios.
5.6.2. EJECUCION
La ejecución del proyecto estará monitoreado directamente por el
Gerente General y de Producción, se llevaron a acabo los correctivos
necesarios si se los encontrara, para tal efecto se puede valer de los
Diagramas de Gantt y Diagrama de Pert.
5.6.2.1. DIAGRAMA DE GANTT
Un diagrama de gantt nos muestra el plan de actividades sucesivas a
una programación, este tipo de diagrama describe cada una de las
actividades señalando el tiempo de ejecución y recursos disponible para cada
actividad. El diagrama de gantt para este proyecto donde indica las
actividades a realizar se muestra en el anexo # 26
5.6.2.2. DIAGARMA DE PERT
Un diagrama de Pert nos indica en forma esquematizada todas las
actividades que se propone en un plan de mejoramiento o proyecto, así
mismo se muestra cada uno de los tiempos empleados en cada una de las
actividades y el tiempo de comienzo y finalización del proyecto, tal diagrama
lo podemos ver en el anexo # 27.
CAPITULO VI
CONCLUSIONES Y RECOMENDACIONES
El objetivo de este capitulo es dar las conclusiones y recomendaciones
necesarias vista en este proyecto de tesis, así mismo enfocar y dar una
opinión en base sólidas de los problemas y soluciones dadas en el trayecto de
la misma.
6.1. CONCLUSIONES
Una vez concluida la investigación que se realizo en las plantas
productivas de Industrias Lácteas Toni S.A. analizado todo el ambiente
laboral y productivo, como también los problemas detectados se llegó a
determinar que los problemas que más afectaban a la empresa eran los de
un una mala distribución en las líneas de leche chocolatada, una falta de
mantenimiento general, repercutiendo significativamente a la productividad
de la empresa, dejando de percibir por no atención de las ventas de los
diferente distribuidores y en sí de los consumidores.
Para esto se presentaron soluciones adecuadas para cada una de los
problemas detectados y buscando la mejor alternativa se aplico los
correctivos necesarios, de esta manera se busca mejorar la productividad de
la empresa.
6.2. RECOMENDACIONES
Como recomendación para los directivos de la empresa se sugiere
seguir la metodología aquí presentada en esta tesis, como también las
soluciones planteadas para la corrección de los problemas encontrados,
llevar a cabo el planning de actividades realizadas en el anexo # 27, y realizar
un seguimiento de los problemas aquí presentados.