Embed Size (px)
Citation preview
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
SEMINARIO
TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE:
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA
“ESTUDIO PARA ELEVAR LA PRODUCCION EN EL ÁREA DE CORRUGADO EN GRUPASA”
AUTOR
NARANJO CANALES AURELIO ERICK
DIRECTOR DE TESIS: ING. IND. CORREA MENDOZA PEDRO MSC.
2010 - 2011
GUAYAQUIL - ECUADOR

II
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta Tesis
corresponden exclusivamente al autor”
…………………………………………………………
Firma: Aurelio Erick Naranjo Canales
C.I. # 0913437745
IV
AGRADECIMIENTOS
Primero gracias a Dios el Todopoderoso es mi constante apoyo y refugio.
A mi esposa que siempre me ha tenido paciencia y ha estado constantemente
apoyándome siendo un pilar fundamental en la carrera.
A mis jefes que me han permitido poder terminar mi carrera.
Al Economista José Jaramillo, al Ing. Luis Alberto Jaramillo, al Ing. Germán
Moreno y al Sr. Lauro Cevallos; todos ellos me han enseñado el verdadero valor
del trabajo y me han brindado la oportunidad de superarme.
V
INDICE GENERAL
Descripción Pág.
Prólogo 1
CAPITULO I
INTRODUCCION
Nº Descripción Pág.
1.1. Antecedentes. 2
1.2. Contexto del problema 3
1.2.1. Datos generales de la empresa 4
1.2.2. Localización 4
1.2.3. Identificación según el Código Internacional Industrial
Uniforme (CIIU)
5
1.2.4. Productos y servicios 6
1.3. Filosofía estratégica 7
1.3.1. Sistema de Gestión de Calidad ISO 9001 8
1.3.2. Política de Calidad Corporativa 8
1.3.3. Objetivos de Calidad 8
1.3.4. Misión 9
1.3.5. Visión 9
1.4. Descripción general del problema 10
1.5. Objetivos 12
1.5.1. Objetivo General 12
1.5.2. Objetivos Específicos 12
1.6. Justificativos 13
1.7. Delimitación de la investigación 13
VI
1.8. Marco Teórico 14
1.9. Metodología 16
CAPITULO II
Nº
SITUACION ACTUAL
Descripción
Pág.
2.1. Capacidad de producción 18
2.2. Recursos productivos 18
2.3. Procesos de producción 25
2.3.1. Diagrama de flujo del proceso 25
2.3.2. Diagrama de recorrido 25
2.3.3. Procesos para la elaboración de láminas corrugadas 25
2.3.4. Descripción de principales funciones del personal 29
2.4. Registro de problemas 30
CAPITULO III
Nº
ANÁLISIS Y DIAGNÓSTICO
Descripción
Pág.
3.1. Análisis de datos e identificación de problemas 33
3.2. Diagrama de Ishikawa 36
3.3. Análisis de FODA. 37
3.4. Impacto económico de problemas 39
3.5. Diagnóstico. 41
VII
CAPITULO IV
Nº
PROPUESTA
Descripción
Pág.
4.1. Planteamiento de alternativas de solución a problemas 42
4.2. Costos de alternativas de solución 46
4.3. Evaluación y Selección de alternativas de solución 50
CAPITULO V
Nº
EVALUACIÓN ECONOMICA Y FINANCIERA
Descripción
Pág.
5.1. Plan de inversión y financiamiento 56
5.2. Evaluación Financiera
58
CAPITULO VI
Nº
PROGRAMACIÓN PARA PUESTA EN MARCHA
Descripción
Pág.
6.1. Puesta en Marcha de la Propuesta 61
VIII
CAPITULO VII
Nº
CONCLUSIONES Y RECOMENDACIONES
Descripción
Pág.
7.1. Conclusiones 64
7.2. Recomendaciones 64
Glosario 66
Anexos 67
Bibliografía 73
IX
INDICE DE CUADROS
Nº Descripción Pág.
1 Recurso humano del área corrugado 19
2 Altura de las flautas 20
3 Factor de estiramiento de papeles en las flautas 21
4 Máquinas y equipos para producción de láminas 24
5 Registro de principales causas de filos despegados 34
6 Tabla de frecuencias 34
7 Matriz de FODA 38
8 Valor de nómina mensual en área de corrugadora 40
9 Costos de nueva formulación de adhesivo 47
10 Alternativa #1 de mejora en maquinaria 48
11 Alternativa #2 de mejora en maquinaria 49
12 Resumen de alternativas propuestas 52
13 Costo total de la inversión 56
14 Detalle de los costos de operación 57
15 Costos totales mensuales 57
16 Flujo de caja durante el proyecto de mejora 58
17 Cronograma para el proyecto de mejora 63
X
INDICE DE GRAFICOS
Nº Descripción Pág.
1 Diagrama de Pareto de causas de filos despegados 35
2 Diagrama de Ishikawa de baja velocidad 36
XI
INDICE DE ANEXOS
Nº Descripción Pág.
1 Distribución de planta corrugadora GRUPASA 68
2 Diagrama de operaciones Corrugadora MWU 69
3 Diagrama de recorrido 70
4 Análisis Financiero de alternativa propuesta 71
5 Información de equipos propuestos 72

XII
RESUMEN
Tema: “Estudio para elevar la producción en el área de corrugado
en GRUPASA”
Autor: Aurelio Erick Naranjo Canales
El trabajo realizado en GRUPASA en el área de corrugado me permitió desarrollar la
tesis demostrando lo aprendido durante la carrera, en especial se pudo detectar las
flaquezas generadas durante la producción de láminas de cartón, se aplicaron técnicas
estadísticas basadas en la observación y el levantamiento de información
proporcionado por el investigador, el personal de planta y los departamentos de
producción, llegando a cuantificar y detectar un desperdicio en capacidad instalada ya
que producen a una velocidad promedio de 115 metros por minuto y se propone
llevarlo hasta lo mas cercano a la velocidad nominal de 300 metros por minuto en
pared sencilla y 180 metros por minuto en pared doble, para esto luego del análisis se
deberá realizar una inversión de $308.500 en mejoramiento de maquinaria y de
$10,38 en cada batch de preparación del adhesivo para obtener una relación
Beneficio/Costo de $4,17; una Tasa Interna de Retorno de 37% y un tiempo de
recuperación de la inversión de 2 meses. El problema principal que se estudió fué la
generación de filos despegados lo que no permitía incrementar la velocidad en la
línea y luego de los análisis hechos con la información obtenida por la empresa se
llegó a la conclusión de que el origen se producía por un adhesivo muy pobre y
además se requería de un mejoramiento en la maquinaria para poder mantener la
calidad a altas velocidades
.
____________________ ___________________ Aurelio Erick Naranjo Canales Ing Ind. Pedro Correa Mendoza, Msc.
C.I.: 0913437745 Director de Tesis
PRÓLOGO
Este trabajo se realizó en GRUPASA, se analizan las causas que afectan a
la baja velocidad de la corrugadora por lo que se ven en la necesidad de trabajar
24 horas de Lunes a Domingos para completar los pedidos, el objetivo de esta
investigación es aumentar la producción
En el primer capitulo se describe a la empresa, su ubicación, participación
en el mercado y sus productos.
En el segundo capitulo se indica la situación actual de la empresa, sus
procesos, sus recursos, los diagramas de flujo y su organigrama.
En el tercer capitulo a través del diagrama Ishikawa, el diagrama de Pareto
y el análisis FODA se describen los problemas que generan pérdidas económicas.
En el cuarto capitulo se plantean las alternativas e inversiones.
En el quinto capitulo se presenta la evaluación económica, de la alternativa
elegida.
En el sexto capitulo se detalla un cronograma de inversión y la puesta en
marcha del proyecto.
En el séptimo capitulo se describen las conclusiones y recomendaciones.
CAPITULO I
INTRODUCCION
1.1. Antecedentes
GRUPASA, es una empresa ecuatoriana que pertenece GRUPO
PAPELESA, en la cual se va a desarrollar el presente trabajo de investigación a su
línea de corrugado para analizar el bajo promedio de producción.
Esta empresa nació en el año 1990 y se dedica a la elaboración de cajas de
cartón corrugado y microcorrugado, es la única empresa que en el país integra 3
divisiones diferentes de empaques: Cajas corrugadas flauta B-C, Cajas
Microcorrugadas flauta E-N, Caja en cartulinas Dúplex y plegable (para diversos
tipos de empaques), se caracteriza por ser una empresa innovadora que brinda
constantes oportunidades de superación a sus trabajadores.
GRUPASA nació gracias a la visión de continuo progreso que tiene el
Econ. José Jaramillo Miranda, quien luego de llevar muchos años en el negocio
del papel elaborando cuadernos y hojas para la línea escolar y de oficina se dio
cuenta que el adquirir cajas de cartón para empacar sus productos se estaba
convirtiendo en una oportunidad ya que PAPELESA (línea escolar) estaba en
crecimiento y cada vez requería de mas cajas, analizó el mercado cartonero de esa
época para tomar la decisión de montar su propia fábrica de cartones. Adquirió
una máquina Corrugadora de segunda mano con tecnología Europea, 2 imprentas
de 2 colores cada una, luego de este montaje y los problemas iniciales de poner en
marcha la maquinaria hubo que contratar especialistas en la elaboración de cartón,
este proceso duró 4 meses y mientras ese período se pensó hasta en cerrar la
planta dado que no era rentable mantenerla; sin embargo pero la perseverancia del
Econ. Jaramillo hizo que al final surtiera el efecto esperado, así GRUPASA
Introducción 3
comenzó a atraer clientes del mercado nacional en especial del sector doméstico
lo que le valió para posicionarse en el mercado cartonero con un nombre. Luego
de 2 años de haber iniciado sus labores en el Ecuador se experimentó un
incremento de industrias cartoneras con tecnología de punta entre ellas tenemos:
PROCARSA, CARTONERA ANDINA, INCARPALM, CARTORAMA, ICE,
MACARSA, CARTOPEL, CORRUPAG; pero esta vez el presidente de la
compañía decidió competir e invertir pues la competencia iba a quebrar la
empresa, esto resultó una gran oportunidad ya que empezó la guerra de
tecnologías a nivel cartonero en el Ecuador.
En el año 2004 adquirió una imprenta flexo-troqueladora de 4 colores y
una línea corrugadora con tecnología de punta de origen norteamericano a la
empresa MARQUIP-WARD-UNITED. Con esta inversión, la empresa se fue
colocando desde entonces a la vanguardia de la tecnología.
1.2. Contexto del problema
Se decidió analizar la baja velocidad de la línea de corrugado debido a que
la capacidad nominal de la maquinaria es 300 metros por minuto y actualmente
tiene un promedio de 115 metros por minuto, llegando a tener una baja
productividad. En la línea de corrugado al estar la producción por debajo del
estándar las entregas a los clientes internos (en este caso las imprentas) se retrasan
y estos a su vez llegan a tener tiempos improductivos al no tener material para
procesar en ciertas horas de la jornada (se trabajan 2 turnos de 12 horas cada uno
de Lunes a Sábados) lo que obliga a tener que trabajar el Domingo para cumplir
con los clientes externos del sector bananero, doméstico, camaronero, agrícola
industrial y el de las flores. Esto implica encarecer el producto por el pago de
horas extras y el llegar solo al 75% de cumplimiento de las entregas a los clientes.
También por la desesperación de entregar el producto e incrementar la
velocidad se generan ciertos problemas de calidad en el cartón (baja resistencia,
delaminación o defectos en medidas, troquelados, etc.)
Introducción 4
1.2.1. Datos generales de la empresa
GRUPASA elabora cajas de cartón corrugado a partir de papel Kraft
(mezcla de papel virgen y reciclado), mediante el proceso de corrugado, seguido
de impresión y troquelado.
El cartón corrugado forma una estructura a partir de un nervio central de
papel ondulado (originado en las flautas), reforzado externamente por dos capas
de papel (Papeles liners o tapas) pegadas con adhesivo (almidón industrial) en las
crestas de la onda. Es un material liviano, cuya resistencia se basa en el trabajo
conjunto y vertical de estas tres láminas de papel. Para obtener su mayor
resistencia, la onda del cartón corrugado tiene que trabajar en forma vertical.
1.2.2. Localización
Para el sector cartonero industrial el abastecimiento, la producción y la
distribución es importante, por eso la localización y distribución de la empresa
deben ser estratégicos, pues ello ayuda a tener un mayor valor agregado, fácil
acceso a carreteras principales en el sector industrial.
La empresa se encuentra ubicada en la provincia del Guayas en la ciudad
de Guayaquil, en el Km. 11.5 de la Vía a Daule en el sector noroeste de la zona
industrial en el Parque Industrial “El Sauce”; pero según la nueva nomenclatura
de los planos de Guayaquil la ubicación es en el Sector Montebello Av. 42 NO y
Calle 24 NO.
La empresa está limitada de la siguiente manera: al Norte se encuentra el
Parque California 2; al Sur, los Patios del CONSEP; al Este, el Parque California
1 e Industrias AGA; y al Oeste, la empresa ELECTROCABLES.
GRUPASA, cuenta con un predio que ocupa un área aproximada de
26,130 m2 (se está construyendo un nuevo edificio administrativo de 1.000 m2).
Introducción 5
La planta está distribuidos en las siguientes zonas: garita de control de entrada;
oficinas administrativas y de planta; bodega de producto terminado; bodega de
materia prima; planta de producción constituida por 1 corrugador activo y otro
inactivo, 1 micro-Corrugadora, 6 imprentas flexos, 2 calderos, 7 compresores de
aire, taller de mantenimiento; área de comedor; área de aditamento y terminados;
área de sistema de tratamiento de aguas residuales industriales; áreas de
circulación, parqueo, carga y descarga.
1.2.3. Identificación según el Código Internacional Industrial Uniforme
(CIIU)
GRUPASA es una empresa que elabora empaques y cajas de cartón
corrugado a base de papel, de diferentes dimensiones y tipos para los variados
mercados que necesitan soluciones de embalaje en grandes y pequeños volúmenes
de producción; se encuentra dentro de la Clasificación Industrial Internacional
Uniforme:
CIIU Rev. 3.1 Código 2102
Estructura
Jerarquía
SECCION: D: Industria Manufacturera
DIVISION: 21: Fabricación de papel y productos de papel
GRUPO: 210: Fabricación de papel y productos de papel
CLASE: 2102: Fabricación de papel y cartón ondulado y de envases de papel y
cartón.
NOTA EXPLICATIVA
Actividades comprendidas:
- Fabricación de papel y cartón ondulado
- Fabricación de envases de papel y cartón ondulado
- Fabricación de envases plegables de cartón
Introducción 6
- Fabricación de envases de cartón rígido
- Fabricación de otros envases de papel y cartón
- Fabricación de sacos y bolsas de papel
- Fabricación de archivadores y artículos similares
Actividades no comprendidas:
- Fabricación de sobres, véase 2109
- Fabricación de artículos de pasta de papel moldeados o prensados (por ejemplo,
cajas para el envasado de huevos, platos moldeados de pasta de papel).
1.2.4. Productos y servicios
La especialidad de GRUPASA son los elaborados de cartón corrugado y
microcorrugado, utilizados como soluciones de embalaje que ofrecen seguridad,
facilidad de uso y que complementan la buena imagen de cualquier producto,
además brinda una completa asesoría en el diseño del empaque e impresión.
GRUPASA ofrece láminas y cajas en pared sencilla y doble, cajas
regulares para el sector doméstico e industrial, cajas troqueladas de doble pared
para productos agrícolas de exportación, cajas troqueladas y láminas de
microcorrugado para el sector floricultor y también cajas laminadas, exhibidores y
láminas corrugadas para conversión. Entre sus principales mercados se tienen:
Mercado Industrial: Productores, comercializadores y exportadores de
cajas de pared sencilla y doble, regulares y troqueladas, cajas laminadas,
exhibidores, material POP, cajas en cartulina plegable, cajas master para bebidas,
alimentos, aseo personal, limpieza del hogar, textiles, cuadernos etc. Sus
dimensiones varían de las necesidades y especificaciones de cada cliente respecto
al producto que será embalado en la misma.
Mercado Agro exportador: Entre éstos están las cajas para banano, piña,
mango, limón, papaya, manzana, sandia, melones, aguacate, brócoli, palmito,
Introducción 7
otras frutas y vegetales. Los productos son cajas de pared sencilla y doble, regular
y troquelada, separadores y pads.
Mercado Floricultor: Cajas pared sencilla troqueladas tapa y base, láminas
de micro corrugado para exportadores de flores. Sus dimensiones pueden ser
variadas dependiendo de la necesidad del cliente y su Impresión flexo gráfica
puede ser máxima de 4 colores. Cuentan con perforaciones circulares semi
desprendibles paralelas en cada uno de los cabezales para su ventilación. Su
resistencia a la compresión (carga dinámica) cumple los requerimientos del
cliente.
Mercado Camaronero y Pesquero: Cajas pared sencilla y doble, regulares y
troqueladas para exportadores de camarón y exportadores de pescado fresco o
congelado y de conservas de pescado. Sus dimensiones varían según las
necesidades de los clientes. La ventilación de la caja es opcional, según las
características del producto a empacar.
Actualmente GRUPASA está incursionando en un nuevo tipo de empaque
en cartulina plegable y dúplex con la tecnología y calidad que garantizan empaque
de excelencia resistencia e impresión que dejan en alto el producto y marca de sus
clientes.
1.3. Filosofía estratégica
La empresa cuenta con las normas de Calidad ISO 9001, normas BASC,
actualmente está calificando para las normas OSHAS y de auditoría ambiental;
cuenta con misión, visión, valores, políticas de calidad.
Además aspira obtener la certificación MCM para esto se ha trazado un
programa a 6 años, de lo cual llevan 2 años y se evidencia un cambio
organizacional.
Introducción 8
1.3.1. Sistema de Gestión de Calidad ISO 9001
GRUPASA cuenta con un sistema de Gestión de calidad certificado por
SGS - ICS Inc. bajo la norma ISO 9001 versión 2000 con acreditación ANSI-
RAB de los EE.UU. que tiene como finalidad garantizar la satisfacción de sus
clientes a través de productos y servicios de calidad.
1.3.2. Política de Calidad Corporativa
Nuestro compromiso en el grupo PAPELESA-GRUPASA es satisfacer
plenamente las necesidades y expectativas de nuestros clientes de manera
oportuna y permanente, demostrando con hechos que trabajamos de forma
proactiva, eficiente y dinámica en cada uno de nuestros procesos; con un enfoque
a la mejora contínua, ofreciendo productos de alta calidad (cajas de cartón
corrugado, cuadernos y demás elaborados de papel), desarrollando nuestro talento
humano, buscando la austeridad en los gastos, la optimización en los costos y
recursos tecnológicos.
1.3.3. Objetivos de Calidad
Nuestros objetivos de calidad son:
Mejorar la satisfacción de nuestros clientes.
Elevar las especificaciones técnicas de nuestros productos.
Mejorar las competencias del personal.
Incrementar la eficiencia de las unidades clave de producción.
Disminuir reclamos de los clientes.
Disminuir los consumos y desperdicios de materias primas.
Reducir gastos.
Mejorar la confiabilidad de las unidades clave de producción
La empresa tiene como grupo sus objetivos y estrategias alineados con sus
políticas.
Introducción 9
1.3.4. Misión
Brindar productos y servicios de calidad, innovadores, orientados a la
permanente satisfacción del consumidor, llegando cada vez a más clientes del
mercado nacional e internacional, y a través de ellos a más consumidores,
ofreciendo los mejores precios del mercado.
Mantener un liderazgo calificado que se sustenta no solamente en lograr o
mantener una mayor participación en el mercado, si no que busca contribuir al
desarrollo integral de las personas y de la sociedad, apoyados en una fe
inquebrantable en el Ecuador
1.3.5. Visión
Consolidarnos como una empresa líder en América Latina y a la vez ser el
proveedor preferido de productos y servicios, manteniendo un excelente nivel de
calidad”.
Nuestra Visión no es ni puede ser inmediata sino a largo plazo y
trascendente. Hemos estado en este negocio por más de 34 años y continuaremos
por mucho más tiempo.
Nuestra visión se orienta al consumidor cuyo bienestar nos preocupa y nos
inquieta.
Por ello, nuestro afán innovador no conoce límites, porque sabemos que en
el mundo de hoy y mañana no existen ya las últimas palabras. Siempre hay
espacio para mejorar, y el consumidor al que debemos nuestro éxito, merece lo
mejor de nosotros. Por tanto se visiona:
“Tener en cada colaborador un gestor de cambio”.
Introducción 10
1.4. Descripción general del problema
En esta empresa se encuentran involucradas muchas variables que afectan
directamente en el proceso de producción y en especial dan como resultado un
bajo promedio de velocidad de la línea (actualmente se encuentra en 120 metros
por minuto siendo la velocidad nominal de 300 metros por minuto) con un
porcentaje de utilización del 93% y 172800 metros lineales en 24 horas de
producción. Se va a estudiar cada etapa del proceso, sus componentes y problemas
que se irán determinando, para recabar toda la información posible y luego
realizar el respectivo análisis para encontrar las soluciones más factibles.
Por el momento nombraremos el proceso y los elementos que se
encuentran en cada uno de ellos:
Compra de la materia prima: se utiliza bobinas de papel de diferente ancho,
gramaje, molinos, blanco, virgen y reciclado; almidón generalmente de maíz,
cera, bórax, soda caústica, antiespumante y recubrimiento en frio. Todos estos
elementos no son previamente aprobados por el departamento de calidad ya
que la negociación la realiza el gerente general o el presidente de GRUPASA
los cuales cuando cierran un negocio le comunican al departamento de
compras para que regularicen y se encarguen de la logística.
Traslado: el más afectado es el papel ya que la mala manipulación y el
almacenaje no adecuado alteran sus características originales ya que adquiere
exceso de humedad (un papel normalmente debe tener entre el 8 y 11% de
humedad), humedad dispareja, caras reventadas por el arrastre, bobinas
ovaladas debido al exceso de presión (la presión adecuada debe ser de entre
800 y 1000psi) al ajustarlas el montacargas tipo clamp también ocasionando
este el daño de las capas superiores ocasionando desperdicio.
Planificación: Este departamento genera las ordenes de producción de
acuerdo a las ventas previamente hechas y confirmadas para despachar, debido
a que los clientes suelen adelantar sus pedidos o atrasarlos obligan a un
Introducción 11
cambio continuo en el programa de producción sin contar que las ventas no
son organizadas y se comprometen con el cliente generando una cadena de
errores por que se altera la planificación diaria. El departamento de Materia
prima trabaja bajo el sistema FIFO, mantiene sus inventarios atrasados con 1 y
hasta 2 días debido a que Planificación no entrega a tiempo las ordenes de
producción y el reporte del material consumido para hacer la respectiva
descarga en el sistema S.A.P.
Producción: Se elaboran las láminas de cartón corrugado de acuerdo a las
órdenes de producción generadas en planificación con las medidas, papeles y
características deseadas por los clientes. Para esto se utilizan papeles del tipo
Liner, Kraft-Liner de cara interna y cara externa, además del papel corrugado
Médium de los siguientes gramajes: 100, 171, 175, 180, 200,205, 225, 230,
250, 270, 271 y 273 en los Liners y 146 y 160 en los Médiums; con los
siguientes anchos de papel: 1880, 2000, 2100, 2150, 2184, 2250, 2350, 2445 y
2500; de los molinos PANASA, SMURFIT STONE, KLABIN, GEORGIA
PACIFIC, KAPSTON, KEMIART (estucado), RUSO y TEMPLE ILAND.
Esta gran variedad de papeles producen confusión a la hora de producir y por
ende retrasos y mucho desperdicio, es uno de los principales factores que no
permiten mayor velocidad en la línea corrugadora.
Distribución y transporte: la empresa por tener poco espacio físico ha tenido
que ir redistribuyendo las zonas de espera de las laminas en proceso que se
dirigen hacia a las imprentas, esto obliga en ciertos momentos a colapsar el
flujo de producción porque se forma un cuello de botella cuando las imprentas
no consumen el material; este mismo problema se presenta cuando en la
bodega de despacho no se logra evacuar el material al ritmo de la planta o
porque los pallets llegan a escasear y no son devueltos a producción cuando
esta los necesita.
Insumos y repuestos: un grave problema es la política que se lleva para
adquirir materiales consumibles y repuestos para la maquinaria ya que se toma
Introducción 12
como indicador de gestión el no sobrepasar de $200000 en stock y que además
el inventario tenga rotación constante (lo que no permite abastecerse de
repuestos críticos).
1.5. Objetivos
En esta empresa tiene como objetivo principal llegar a ser la mejor
empresa en la elaboración de empaques de cartón a nivel nacional y estar entre
las 5 primeros mejores lugares para trabajar sin descuidar la rentabilidad y calidad
de sus productos a nivel latinoamericano. Actualmente la empresa está
participando para ser certificada por “THE GREAT WORK TO PLACE.”
1.5.1. Objetivo general
Encontrar una solución viable a los problemas que se van a tratar en
estudio aplicando los métodos y conocimientos adquiridos de Ingeniería Industrial
adquiridos en la carrera.
1.5.2. Objetivos específicos
Identificar los problemas que ocasionan la baja velocidad en la línea de
corrugado.
Recopilar los datos, información y sugerencias relacionadas con el tema.
Analizar la información aplicando Ishikawa, Paretto y el método del 5
Porqué.
Realizar una auditoría al departamento de producción, bodegas de materia
prima planificación, bodega de repuestos y despacho.
Cuantificar los problemas encontrados
Proponer una solución acorde a la realidad encontrada aplicando las
técnicas de Ingeniería.
Introducción 13
Cuantificar las mejoras viables y demostrar con proyecciones su
factibilidad y eficacia.
1.6. Justificativos
El principal justificativo de este trabajo es llegar a encontrar soluciones a
algunos de los problemas que afectan la productividad en especial enfocándonos
en la preparación del almidón ya que existe muy poca adherencia de este producto
con la fibra del papel. Esto hace que en esta empresa se vengan incumpliendo los
programas de producción lo que genera retrasos con los clientes y una cadena de
cambios bruscos en la planificación para poder complacer en parte las entregas.
Debido a todos los problemas que conlleva el reprogramar la producción
ya sea por falta de espacio, fallas en maquinaria, falta de material, etc. Se genera
un elevado costo de producción y además trae como consecuencia el pago de
horas extras, mayor desperdicio y derroche de los demás recursos utilizados en la
producción.
Lo más peligroso es que al no cumplir con las entregas arriesgan la calidad
por la urgencia y pierden credibilidad con los clientes pudiendo perder mercado y
no tratar de ganarse la fidelización de ellos.
1.7. Delimitación de la investigación
El trabajo a continuación que se va a investigar tiene como área de
investigación a todo lo que se involucra en el proceso de corrugado es decir donde
se fabrican las láminas de cartón que serán entregadas en imprentas (clientes
internos) y donde se las convertirá en cajas para embalaje.
Se va a investigar y buscar soluciones dentro de dos temas elegidos como
los principales causantes de la baja productividad y serán tratados el sistema de
Introducción 14
secado (la malla de secado, tensiones del papel y la distribución del calor) y la
preparación del adhesivo en la cocina de almidón.
1.8. Marco teórico
El marco teórico de esta investigación se basa en la búsqueda de los
indicadores de producción, mercado, costos, gastos, ventas y desperdicios, que
permitan encontrar un diagnóstico de la situación actual de la empresa.
Murray (2000), referente a la teoría del muestreo dice lo siguiente:
“La teoría del muestreo es útil para determinar si las
diferencias observadas entre dos muestras son debidas a
variaciones fortuitas o si son realmente significativas (Pág.
186)
Murray (2000), en su la teoría de correlación describe:
Correlación o grado de interconexión entre variables
intenta determinar con que precisión describe o explica la
relación entre variables una ecuación lineal o de cualquier
otro tipo (Pág. 322).
Durán (2007), referente a las técnicas de registro y análisis menciona:
Los procesos de fabricación y de prestación de servicio
cada vez mas complicados que se adoptan en la industria
moderna, han obligado al desarrollo de técnicas de registro
que permiten apreciar, de manera rápida y precisa, la
realidad de los hechos que se estudian (Pág. 51).
Durán (2007), referente a la Distribución de planta menciona:
Mejorar la disposición de las plantas es la labor del
Ingeniero de Métodos (Pág. 65).
Introducción 15
Durán (2007), menciona, en el Muestreo:
El muestreo es un procedimiento estadístico (Pág.201)
Durán (2007), calcula el tiempo estándar de la siguiente manera:
El tiempo estándar = (Tiempo observado x Factor de
valoración) + Suplementos (Personales, por fatiga, retrasos
y varios)
Tiempo normal = Tiempo Observado x Factor de
valoración
Tiempo estándar = Tiempo normal + Suplementos (Pág.
131).
Durán (2007), referente al balance de líneas de producción menciona:
Si la aseveración de balancear la línea significare
proporcionar, a cada una de las fases de servicio,
capacidad similar, cualquiera que sea su número, a la
capacidad demandada por la afluencia de los clientes al
sistema, no deberíamos tener colas de espera y la
producción a lograrse sería determinada por la demanda
totalmente satisfecha (Pág. 231).
Ivancevich y Lorenzi (1994), relacionado a la ética menciona:
Explicar la diferencia entre un análisis de la ética basado
en el individuo y un análisis orientado a la organización
(Pág. 82).
Ivancevich y Lorenzi (1994), referente al Control mencionan:
Comparar el proceso de control estadístico con el control
de la calidad total (Pág. 530).
Zandin (2005), se refiere a la ergonomía y seguridad:
Introducción 16
La aplicación satisfactoria de la ergonomía industrial
requiere la comprensión de la capacidad humana, del
diseñador del lugar de trabajo, de los desordenes musculo-
esqueléticos y los factores de riesgo ocupacional (Pág.
6.1).
Zandin (2005), relacionado a la administración del mantenimiento dice:
El ingeniero industrial hallará una descripción de cómo
desarrollar un sistema asistido por computadora para
organizar, planificar, programar, medir y controlar el
mantenimiento (Pág. 16.1)”
1.9. Metodología
Luego de definir los problemas a investigar se recopilará toda la
información obtenida de manera primaria y secundaria para realizar la respectiva
clasificación, organización y análisis de datos. Para esto utilizaremos el estudio de
tiempos y movimientos (obtención del tiempo estándar), estadística descriptiva
(muestreo, probabilidades, mínimos cuadrados), termodinámica (transferencia de
calor, presiones), operaciones unitarias (mecánica de los fluidos), ingeniería
mecánica (tensión, resistencia de los materiales), ingeniería económica (obtención
del valor presente, tasa interna de retorno, evaluación del costo beneficio),
ingeniería de métodos (distribución de planta, diagrama causa-efecto, diagrama de
flujo, diagrama de análisis del proceso, diagrama de recorrido, diagrama de
operaciones, balance de líneas), análisis FODA, evaluación de mínimos y
máximos del inventario (materia prima, insumos y repuestos).
Todas estas técnicas aplicadas en trabajos de campo, recopilando
información de forma sistemática, estructurada de la siguiente manera:
Recopilación, análisis y procesamiento de la información de fuentes
secundarias como son los registros de la empresa.
Cuantificar los problemas.

Introducción 17
Diagnosticar la situación actual de la empresa utilizando análisis y
diagramas de Causa – Efecto y de Pareto.
Aplicar técnicas de Ingeniería Industrial para solucionar problemas;
realizar el estudio técnico – económico, el estudio de toma de decisiones.
CAPITULO II
SITUACIÓN ACTUAL
2.1. Capacidad de producción
Esta empresa en el área de corrugado cuenta con 2 máquinas que se
encuentran en la capacidad de producir de acuerdo al tipo de láminas (doble pared
o pared simple) y con las condiciones adecuadas de la siguiente manera:
Máquina MARQUIP WARD UNITED 300 metros lineales por minuto, con
un ancho de 2500 milímetros
Máquina Langstón 150 metros lineales por minuto, con un ancho de 2300
milímetros.
Actualmente GRUPASA procesa aproximadamente 8.000 toneladas de
papel por mes trabajando de Lunes a Sábados por 24 horas y Domingos 12 horas
repartidos en 2 turnos de 12 horas diarias cada uno. Con un promedio de
velocidad del corrugador de 115 metros por minuto.
2.2. Recursos productivos
Dentro de los recursos financieros tenemos que integra a los edificios
administrativos (aquí se generan las ventas y estrategias de negocios),
instalaciones y galpones de producción (se incluye al área de corrugado y
conversión) y sus respectivas bodegas (de materia prima, productos en tránsito,
bodega de despacho y de desperdicio), compra de la materia prima (bobinas de
papel, almidón, cera, etc.), publicidad y departamentos de mejoramiento continuo
como el MCM, además de que está ampliando sus instalaciones porque aspira
seguir creciendo y dentro de sus planes está conformar una línea de Solid Board
que es un cartón sin corrugar y conformado por varias capas de papel pegados
entre si.
Situación Actual 19
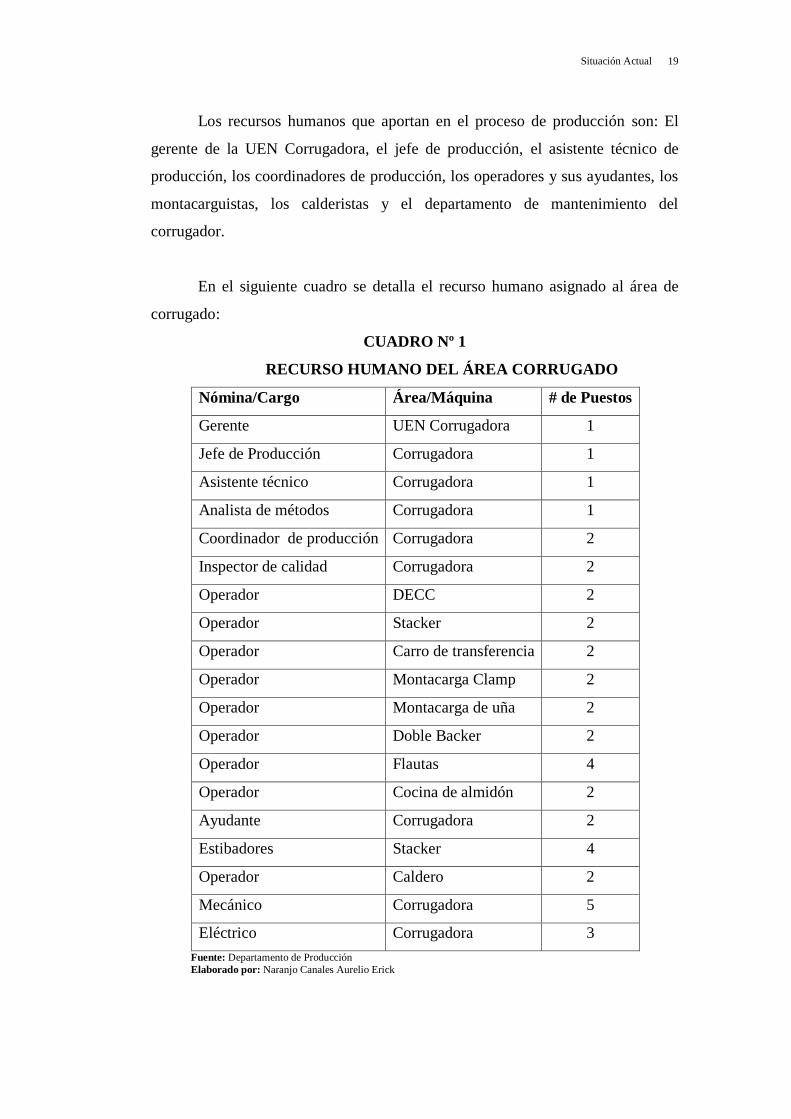
Los recursos humanos que aportan en el proceso de producción son: El
gerente de la UEN Corrugadora, el jefe de producción, el asistente técnico de
producción, los coordinadores de producción, los operadores y sus ayudantes, los
montacarguistas, los calderistas y el departamento de mantenimiento del
corrugador.
En el siguiente cuadro se detalla el recurso humano asignado al área de
corrugado:
CUADRO Nº 1
RECURSO HUMANO DEL ÁREA CORRUGADO
Nómina/Cargo Área/Máquina # de Puestos
Gerente UEN Corrugadora 1
Jefe de Producción Corrugadora 1
Asistente técnico Corrugadora 1
Analista de métodos Corrugadora 1
Coordinador de producción Corrugadora 2
Inspector de calidad Corrugadora 2
Operador DECC 2
Operador Stacker 2
Operador Carro de transferencia 2
Operador Montacarga Clamp 2
Operador Montacarga de uña 2
Operador Doble Backer 2
Operador Flautas 4
Operador Cocina de almidón 2
Ayudante Corrugadora 2
Estibadores Stacker 4
Operador Caldero 2
Mecánico Corrugadora 5
Eléctrico Corrugadora 3
Fuente: Departamento de Producción
Elaborado por: Naranjo Canales Aurelio Erick
Situación Actual 20
Los recursos materiales que vamos a detallar a continuación son las partes
de la máquina y la materia prima con sus características:
Corrugadora.- Es la máquina en la cual se forman las láminas de cartón
en el proceso de corrugado y se compone de 2 secciones la parte húmeda
(donde trabaja adicionalmente el vapor de agua, el almidón y los
impermeabilizantes) y la parte seca (aquí se cortan los excesos o
trimados, se dan las medidas y rayados). Esta máquina consta de las
siguientes partes:
Flautas.- Es la sección de la máquina donde se encuentran los rodillos
corrugadores superior e inferior, además del rodillo de presión, el rodillo
engomador y dosificador. GRUPASA cuenta con flautas C,B, E y N.
El papel médium atraviesa los rodillos corrugadores (calientes y con
presión) forman ondas sinusoidales a las que se les denomina flautas que
al pasar por el rodillo aplicador de adhesivo se adhiere con el papel liner
(acondicionado con temperatura y presión) y forman la sábana de cartón.
La flauta es una onda sinusoidal que se forma con el papel medium
cuando atraviesa los rodillos corrugadores superior e inferior mientras
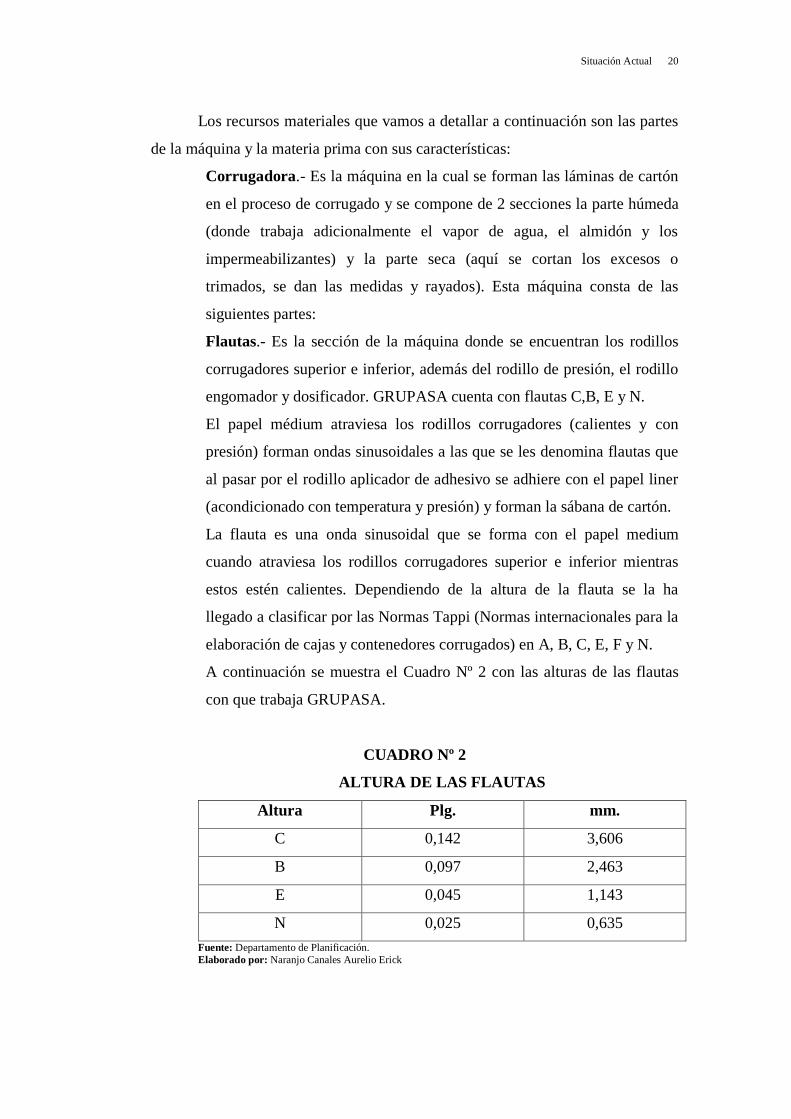
estos estén calientes. Dependiendo de la altura de la flauta se la ha
llegado a clasificar por las Normas Tappi (Normas internacionales para la
elaboración de cajas y contenedores corrugados) en A, B, C, E, F y N.
A continuación se muestra el Cuadro Nº 2 con las alturas de las flautas
con que trabaja GRUPASA.
CUADRO Nº 2
ALTURA DE LAS FLAUTAS
Altura Plg. mm.
C 0,142 3,606
B 0,097 2,463
E 0,045 1,143
N 0,025 0,635
Fuente: Departamento de Planificación.
Elaborado por: Naranjo Canales Aurelio Erick
Situación Actual 21
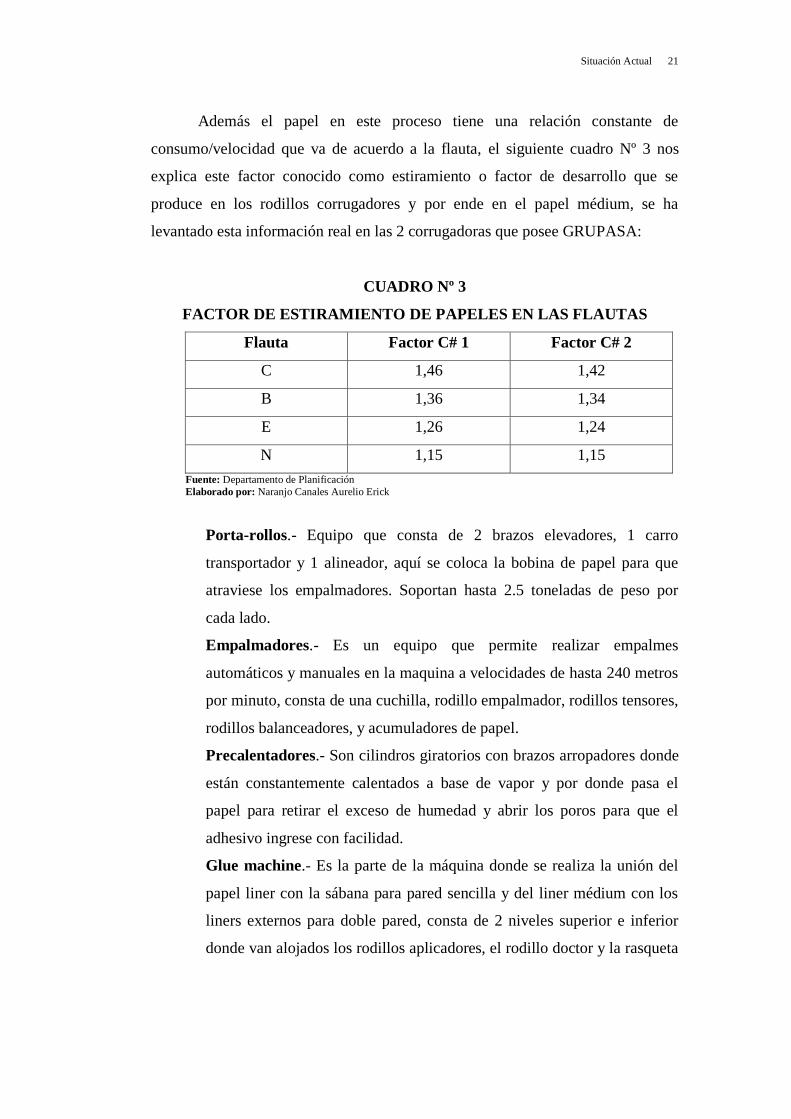
Además el papel en este proceso tiene una relación constante de
consumo/velocidad que va de acuerdo a la flauta, el siguiente cuadro Nº 3 nos
explica este factor conocido como estiramiento o factor de desarrollo que se
produce en los rodillos corrugadores y por ende en el papel médium, se ha
levantado esta información real en las 2 corrugadoras que posee GRUPASA:
CUADRO Nº 3
FACTOR DE ESTIRAMIENTO DE PAPELES EN LAS FLAUTAS
Flauta Factor C# 1 Factor C# 2
C 1,46 1,42
B 1,36 1,34
E 1,26 1,24
N 1,15 1,15
Fuente: Departamento de Planificación
Elaborado por: Naranjo Canales Aurelio Erick
Porta-rollos.- Equipo que consta de 2 brazos elevadores, 1 carro
transportador y 1 alineador, aquí se coloca la bobina de papel para que
atraviese los empalmadores. Soportan hasta 2.5 toneladas de peso por
cada lado.
Empalmadores.- Es un equipo que permite realizar empalmes
automáticos y manuales en la maquina a velocidades de hasta 240 metros
por minuto, consta de una cuchilla, rodillo empalmador, rodillos tensores,
rodillos balanceadores, y acumuladores de papel.
Precalentadores.- Son cilindros giratorios con brazos arropadores donde
están constantemente calentados a base de vapor y por donde pasa el
papel para retirar el exceso de humedad y abrir los poros para que el
adhesivo ingrese con facilidad.
Glue machine.- Es la parte de la máquina donde se realiza la unión del
papel liner con la sábana para pared sencilla y del liner médium con los
liners externos para doble pared, consta de 2 niveles superior e inferior
donde van alojados los rodillos aplicadores, el rodillo doctor y la rasqueta
Situación Actual 22
limpiadora, es un sistema de aplicación automática de adhesivo con
calibraciones del GAP y línea de goma.
Mesa caliente.- Es la sección de la máquina que está formada por
planchas de metal que son calentadas por vapor de agua y tiene 3 etapas
de calentamiento de menor a mayor para obtener una mejor cocción del
almidón colocado en la engomadora. Además cuenta con una banda de
arrastre que es la transporta a la lámina de cartón hacia la parte seca y
tiene en el caso de la corrugadora 1 una banda de lona superior que
arropa a la lámina de cartón mientras que en la corrugadora 2 no existe la
lona superior pero lleva un arropamiento de láminas metálicas que hacen
el mismo funcionamiento.
Cortadora auxiliar.- Ubicada después del planchaje sirve para cortar
transversalmente a la lámina de cartón y se activa cuando recibe la orden
de un cambio de medida para crear un espacio en el cual se posicionarán
la cortadora hendedora y la cortadora transversal.
Cortadora hendedora.- Aquí se producen los cortes longitudinales y los
respectivos rayados en la lámina, nos da el ancho de la lámina que se ha
ingresado en el DECC. Se pueden realizar hasta 7 cortes es decir saldrán
6 láminas.
Cortadora Transversal.- Es el equipo donde se da el ultimo corte a la
lámina de acuerdo a lo ingresado en el DECC con respecto a la orden de
producción, consta de 2 niveles por lo que se pueden cortar al mismo
tiempo 2 medidas diferentes en cada nivel, aquí se le da el largo de la
lámina.
Apiladores.- Luego de estar listas las láminas este es el lugar donde se
las agrupa y se forman las pilas que serán distribuidas para las imprentas.
DECC (Dry end cell control).-Su siglas significan Control de las Celdas
del Secado Final y es la parte mas importante de la máquina se diría que
es el cerebro de la ella pues aquí se ingresan las ordenes de producción,
se controla la velocidad, medidas, temperatura y apilamiento de las
láminas de cartón.
Situación Actual 23
Adicional a esta maquinaria debemos de agregarle los siguientes
suministros para que ella pueda funcionar:
Caldero.- Es una maquina que recibe agua tratada y la convierte en vapor
para llevar por medio de tuberías el calor hasta la máquina corrugadora y
la cocina de almidón. El caldero cuenta con retorno de condensado y
equipos de tratamientos de agua.
Compresores de aire.- Otra parte adicional como suministro es el aire a
presión, existen 2 compresores de tornillo con separador de agua incluido
en la línea.
Cocina de almidón.- Aquí se prepara el adhesivo, está compuesto por el
tanque de preparación y 2 tanques reservorios con agitador incluido, tiene
un dosificador de agua, dosificador de almidón y un motor mezclador,
envía el adhesivo preparado al corrugador por medio de bombas
neumáticas de impulsión y el exceso de almidón en la máquina retorna
por otra bomba de iguales características hacia el tanque reservorio.
Además cuenta con todos los equipos de control de calidad.
Enceradora.-Es un sistema de aplicación automático/manual consta de 1
tanque de abastecimiento, 1 bomba de impulsión, 1 rodillo aplicador, 1
rodillo dosificador, 1 rodillo limpiador y 1 rodillo pisador. Aquí se aplica
parafina al papel, esta parafina previamente a sido derretida en la tina de
abastecimiento por medio del calor generado por el vapor de agua
enviado por el caldero.
En esta planta se destaca la distribución de los equipos ya que cuenta con
poco espacio físico comparándola con el mercado cartonero nacional.
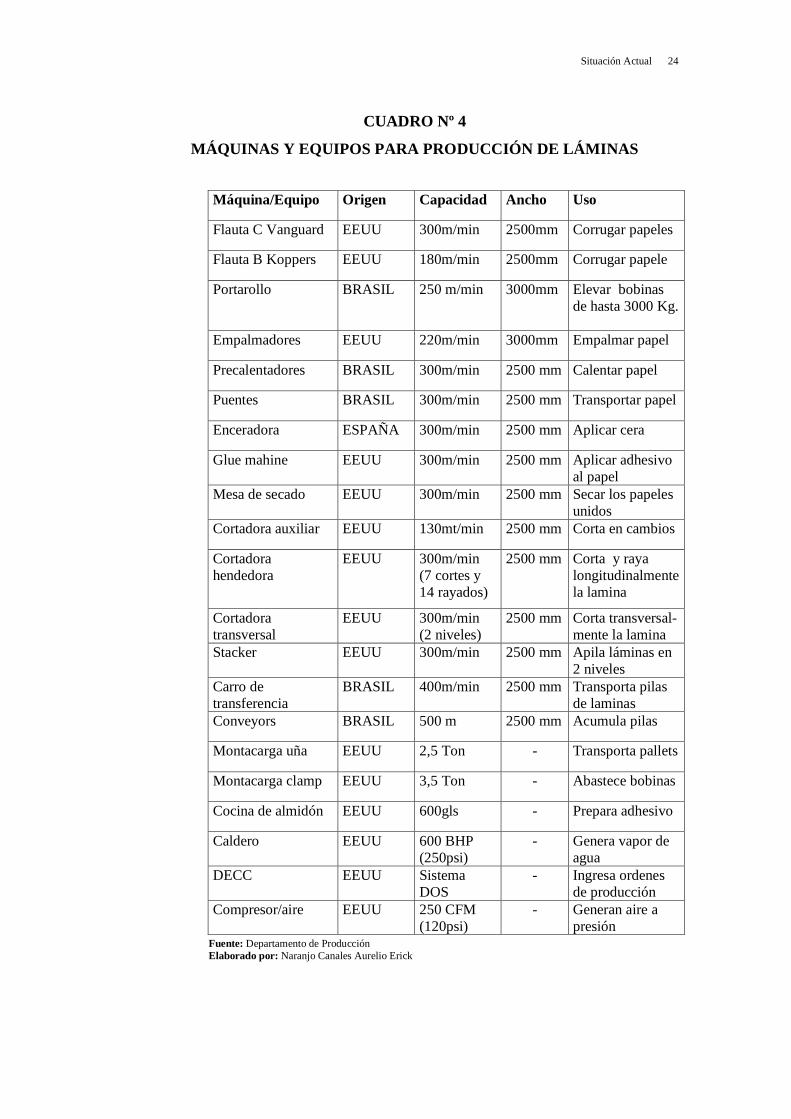
Se presenta a continuación una tabla donde se resumen las máquinas y
equipos utilizados para la producción de láminas de cartón con que cuenta
GRUPASA en la línea que actualmente está operativa:
Situación Actual 24
CUADRO Nº 4
MÁQUINAS Y EQUIPOS PARA PRODUCCIÓN DE LÁMINAS
Fuente: Departamento de Producción
Elaborado por: Naranjo Canales Aurelio Erick
Máquina/Equipo Origen Capacidad Ancho Uso
Flauta C Vanguard EEUU 300m/min 2500mm Corrugar papeles
Flauta B Koppers EEUU 180m/min 2500mm Corrugar papele
Portarollo BRASIL 250 m/min 3000mm Elevar bobinas
de hasta 3000 Kg.
Empalmadores EEUU 220m/min 3000mm Empalmar papel
Precalentadores BRASIL 300m/min 2500 mm Calentar papel
Puentes BRASIL 300m/min 2500 mm Transportar papel
Enceradora ESPAÑA 300m/min 2500 mm Aplicar cera
Glue mahine EEUU 300m/min 2500 mm Aplicar adhesivo
al papel Mesa de secado EEUU 300m/min 2500 mm Secar los papeles
unidos Cortadora auxiliar EEUU 130mt/min 2500 mm Corta en cambios
Cortadora
hendedora EEUU 300m/min
(7 cortes y
14 rayados)
2500 mm Corta y raya
longitudinalmente
la lamina
Cortadora
transversal EEUU 300m/min
(2 niveles) 2500 mm Corta transversal-
mente la lamina Stacker EEUU 300m/min 2500 mm Apila láminas en
2 niveles Carro de
transferencia BRASIL 400m/min 2500 mm Transporta pilas
de laminas Conveyors BRASIL 500 m 2500 mm Acumula pilas
Montacarga uña EEUU 2,5 Ton - Transporta pallets
Montacarga clamp EEUU 3,5 Ton - Abastece bobinas
Cocina de almidón EEUU 600gls - Prepara adhesivo
Caldero EEUU 600 BHP
(250psi) - Genera vapor de
agua DECC EEUU Sistema
DOS - Ingresa ordenes
de producción Compresor/aire EEUU 250 CFM
(120psi) - Generan aire a
presión
Situación Actual 25
2.3. Procesos de producción
El proceso de producción que se detallará se basa exclusivamente en las
actividades que se dan en el área de corrugado, para esto será necesario presentar
en el anexo 1 la actual distribución de planta en GRUPASA.
2.3.1. Diagrama de flujo del proceso
El diagrama de operaciones del área de corrugado para el procesamiento
de láminas se encuentra en el anexo 2.
2.3.2. Diagrama de recorrido
En el anexo 3 se representa el diagrama de recorrido en el área de
corrugado.
2.3.3. Procesos para la elaboración de láminas corrugadas
La corrugación es el proceso en el cual se transforma papel en cartón,
mediante la unión de papeles liner (cara externa) y médium (corrugado interno),
para un cartón de pared simple se usan 2 liner y 1 medium y para un cartón de
doble pared se utilizan 3 liners y 2 mediums. Las etapas que comprenden la
elaboración de láminas corrugadas son:
a) Recepción de la materia prima (bobinas de papel, almidón en sacos, parafina
en sacos, aditivos para el almidón y recubrimiento). La cual se la realiza en el
puerto con el desembarque de los productos los cuales son llevados y
transportados hacia las plataformas y contenedores contratados para el
traslado desde el puerto hacia las bodegas de GRUPASA
b) Almacenamiento de la materia prima que a su llegada a la bodega es
previamente revisada, clasificada y ordenada para su posterior despacho
interno.
Situación Actual 26
c) Clasificación, toda la materia prima es organizada bajo la distribución FIFO.
d) Control de Calidad, luego de ser revisados por muestreo y habiendo pasado
los requisitos para ser enviados al proceso de producción se liberan los lotes
de materia prima, este trabajo lo realiza el departamento de calidad.
e) Transporte, cuando ya están listas las ordenes de producción enviadas por el
departamento de planificación se entrega la materia prima a la línea de
producción a través de montacargas de clamp y de uñas.
f) Abastecimiento en línea, es aquí donde se produce el filtro de control en línea
ya que los operadores junto con el notificador de materia prima revisan si el
producto entregado en máquina es el mismo que se detalla en la orden de
producción.
g) Inspección y colocación de materia prima, una vez constatada la materia
prima los operadores la chequean con el fin de que cumpla con los requisitos
para que no le presente problemas a la hora de colocarlo y procesarlo.
h) Inspección y operación en el corrugado, aquí comienza el control de calidad
en sitio ya que cada operador de cada sección de la máquina recibe un
producto semielaborado de otro operador y tiene que retroalimentarlo de
información como humedad, alineación, exceso o falta de goma, mayor o
menor tensión del papel, mayor o menor viscosidad del almidón, mayor o
menor presión de los rodillos contra las flautas, etc.
i) Inspección y verificación de las órdenes de producción, este trabajo lo realiza
el coordinador de producción y además verifica y hace cumplir a los
operadores con los estándares de calidad definidos previamente como largo,
ancho, test, rayados y todas las pruebas necesarias para que la lamina de
cartón cumpla con los requisitos exigidos por los clientes.
j) Distribución de láminas según órdenes de producción, también este trabajo lo
supervisa el coordinador de producción quien trabaja en conjunto con
planificación y las imprentas para realizar una especie de KANBAN
k) Almacenamiento en conveyors o pallets, en esta ultima etapa las pilas de
laminas son almacenadas para su distribución interna en los pallets o si
necesitan tiempo de secado en conveyors, luego son enviadas a las
convertidoras o imprentas.
Situación Actual 27
Además en el proceso ingresan directamente otros subprocesos como la
elaboración del adhesivo a base de almidón, la preparación de los diferentes
recubrimientos para el papel que suelen ser a base de parafina o de químicos
disueltos como el Michelman.
Preparación del adhesivo.- El adhesivo es un producto a base de la fórmula de
HARPER LOVE (proveedor internacional de aditivos) para industrias del
cartón corrugado, que se caracteriza por su alto desempeño y pegado en los
papeles liners y médiums a alta temperatura y tiempo mínimo de penetración y
secado. Es un producto que se prepara en línea de producción dependiendo de
los requerimientos de producción. Durante cada preparación de lote (batch) de
adhesivo, se levanta la calidad del mismo, además se evalúa su desempeño en
máquina por cada hora de producción en el corrugador.
Para la formulación de un batch completo (cuyo volumen es de
aproximadamente 330 galones), se usa un mezclador VORTX UNITED –
HIGH SHEAR MIXER, donde se requiere los siguientes pasos:
1 Llenar con 490 lts de agua
2 Encender el equipo VORTX
3 Calentar a 40ºC
4 Agregar 47,5Kg. De almidón perla regular
5 Agregar 8.5 Kg. De soda caústica en escamas
6 Mezclar por 90 Sg.
7 Volver a agregar 490 Lts. De agua.
8 Agregar 3 Kg. De Borax (10 ml)
9 Mezclar por 30 Sg.
10 Volver a agregar 300 Kg. De almidón Perla Regular.
11 Mezclar por 3 Minutos
12 Mezclar por 5 minutos
13 Apagar el equipo
Control del adhesivo en la preparación.- Durante su preparación, el adhesivo
debe cumplir los siguientes parámetros:
Situación Actual 28
La viscosidad del batch debe estar entre 30-35 segundos
La temperatura final entre 40-41ºC
El contenido de sólidos 27.2%
El punto gel de 60-61ºC
Control del adhesivo en la máquina.- En la máquina corrugadora se controla
que el adhesivo cumpla con los siguientes parámetros:
La viscosidad en pared sencilla entre 35-40 segundos
La viscosidad en pared doble entre 35-40 segundos
La viscosidad en micro-corrugado entre 35-40 segundos
La temperatura del adhesivo entre 40-41ºC
Las herramientas de control que se usan son el pirómetro y el medidor de
viscosidad que se deben de certificar por el INEN cada 3 meses.
Control del adhesivo en la máquina.- En la máquina corrugadora se controla
que el adhesivo cumpla con los siguientes parámetros:
A continuación se describirán las características de los diferentes productos
que forman el adhesivo para el corrugado de caja agrícola e industrial:
Agua.- Constituye entre el 70% y 80% de la formulación del adhesivo. Diluye
y permite cocer al almidón Carrier y almidón Perla. Ayuda en el control de la
viscosidad y temperatura del adhesivo.
Almidón Carrier.- Se usa en la fórmula entre el 4% y el 7%. Proporciona
viscosidad, retiene agua para el almidón Perla y lo suspende, controla la
absorción de agua en el médium, proporciona “Tacky” (textura) húmedo, es
pegajoso, afecta velocidad de la máquina corrugadora cuando está mal
dosificado, es el adhesivo fuerte y confiable.
Almidón Perla.- Es utilizado en una proporción del 14% y el 22%. Es un
granulo activado por el calor, absorbe agua para formar el pegado tierno
(Green Bond) y cuando se gelatiniza forma parte del adhesivo.
Soda caústica.- Se utiliza en una proporción menor al 1%, el mismo que ayuda
a cocer el almidón, dándole una textura larga y pegajosa, ayuda a penetrar en
Situación Actual 29
el papel (Morder), controla el punto gel, con el bórax incrementa viscosidad y
“Tack”.
Bórax.- Su proporción en la fórmula es menor al 1%. Imparte viscosidad y la
estabiliza, con soda caústica el adhesivo se vuelve pegajoso y cohesivo, afecta
al punto gel (un incremento de Bórax eleva la temperatura del punto gel).
Aditivos misceláneos.- Constituyen entre 1% al 2%, y entre éstos están los
bactericidas, agentes penetrantes, antiespumantes, aditivo para resistencia al
agua y aditivo para aumentar rigidez.
2.3.4. Descripción de principales funciones del personal
En esta sección se describe las actividades y las personas con sus
respectivos cargos que participan directamente en el proceso de corrugado:
a) Operadores de máquina.- Se encargan de preparar la máquina, operar,
controlar la producción antes y durante la corrida. Son responsables de la
calidad en sitio y la limpieza y orden del lugar de trabajo, registran los
controles en formatos.
b) Ayudantes de máquina.- Apoyan al operador en sus actividades, se encargan
de abastecer de material a la máquina y mantienen el orden y limpieza del
área de trabajo.
c) Operador del DECC.- Ingresa las ordenes de producción en el computador
de la máquina de acuerdo al programa planificado
d) Coordinador de producción.- Controla la producción, materiales, personal e
información en el proceso.
e) Jefe de producción.- Capacita, supervisa y controla el proceso dentro del
tiempo, calidad y seguridad señalados por la empresa.
f) Inspector de calidad.- En conjunto con los operadores son los responsables
de la calidad del producto y de las condiciones óptimas de la máquina,
constantemente realizan el muestreo en el laboratorio de calidad.
Situación Actual 30
g) Operador del caldero.- Prepara, mantiene el caldero en condiciones
confiables, suministra el vapor a todas las secciones de la máquina y se
encarga del correcto abastecimiento de aire que generan los compresores.
h) Operador de cocina de almidón.- Prepara el adhesivo dentro de las normas
establecidas por el departamento de producción.
i) Estibadores.- Arman las rumas de láminas con su respectiva identificación,
y se encargan de separar el producto defectuoso.
2.4. Registro de problemas
Para analizar los problemas y registrar la información ha sido necesario
estudiar el entorno en el cual se desenvuelve la empresa ya que constituye un
aspecto de muy importante; para que la misma alcance los mejores y mayores
resultados o logros, estas situaciones pueden presentarse de diferentes ámbitos
relativos a la empresa y que afectan su desarrollo tanto internamente como
externamente.
Al realizar esta investigación, se detectó que el mercado cartonero
satisface actualmente al mercado nacional, por lo que las empresas de este sector
han decidió invertir en mejorar sus instalaciones y tecnologías lo que nos obliga a
deducir que en 1 año máximo estará el mercado cartonero totalmente saturado
llegando a haber una oferta muy alta contra una demanda con un crecimiento bajo
en relación a esta.
El principal problema y tema de esta tesis es analizar la baja velocidad en
el proceso de corrugado lo que genera un bajo rendimiento y productividad a la
empresa, además de que el personal está cansado debido a las largas jornadas para
poder cumplir los programas de producción. Este lleva consigo el retraso en las
entregas del producto semi-elaborado por la empresa o sea las láminas de cartón
corrugado hacia el cliente interno que son las imprentas y hacia los clientes
externos con el producto básico “Caja de cartón” o láminas para convertidoras
externas.
Situación Actual 31
Se recogió todas las posibles causas de la baja velocidad que se presentan
a continuación:
Roturas de papel
Papel húmedo
Papel de mala calidad
Distracción del operador
Fallas en la máquina
Mala comunicación entre operadores
Procesos no estandarizados
Empalmes flojos
Fallas técnicas
Paralelismo mal calibrado
Malla de secado floja
Desalineamiento entre rodillos
Desalineamiento en planchas calientes
Exceso de vapor en planchas (no tienen regulador de presión)
Exceso de mantenimiento correctivo (mal diseño del programa preventivo)
Técnicos mal capacitados
Técnicos fuera del sitio de trabajo
Cambio de enhebrado
Muchos cambios en la programación
Cada operador actúa por instinto (no lleva un registro)
Muchos papeles de diferentes molinos que dificultan la estandarización
Lentitud en el cambio (no se prepara con anticipación para acortar tiempos
entre cambios).
Planificación
Muchos cambios en cada turno (especialmente en el diurno)
Situación Actual 32
Debido a los compromisos con los clientes se generan corridas muy
cortas.
Se planifica sin previa consulta de materia prima en stock.
Debido a la falta de ciertos papeles y los compromisos existentes no se
respetan las normas de trimado.
Producción
Mucha intervención de las jefaturas en el proceso obligando a cometer
errores (suben la velocidad, alteran la fórmula del almidón, bajan la
presión de la caldera, el material sale mal curado, con filos despegados,
bajos valores de resistencia y además tratan de aplicar la filosofía LEAN al
enviar directamente las láminas a las imprentas sin que tengan el curado
suficiente).
Personal
Desmotivación por el sueldo bajo, metas de bonos difíciles de llegar
Falta empoderamiento de los operadores (no se respeta su decisión)
Cansancio por la jornada de 12 horas y de Lunes a Domingo para poder
cumplir con los clientes.
La falta de limpieza y mantenimiento los obliga a trabajar con una
máquina en condiciones no apropiadas
CAPITULO III
ANALISIS Y DIAGNÓSTICO
3.1. Análisis de datos e identificación de problemas
Se ha enfocado el estudio que contempla la baja velocidad en el área de
corrugado en un solo problema que previamente se ha nombrado como el de
mayor impacto:
PROBLEMA: Laminas con filos despegados
CAUSA:
El adhesivo presenta un agarre muy bajo
Viscosidad muy baja entre 25 a 35 segundos.
Muy pocos sólidos en la fórmula del almidón.
Sistema de la malla de secado de la máquina descalibrado.
Cristalización del adhesivo.
Utilización de varias formas de arropar o enhebrar el papel.
Papel con exceso de humedad
EFECTO:
Baja velocidad de corrugación.
Elevada carga de horas extras.
Tiempos de paras de imprentas.
Retraso en las entregas a los clientes externos.
Mayor consumo de insumos y energía.
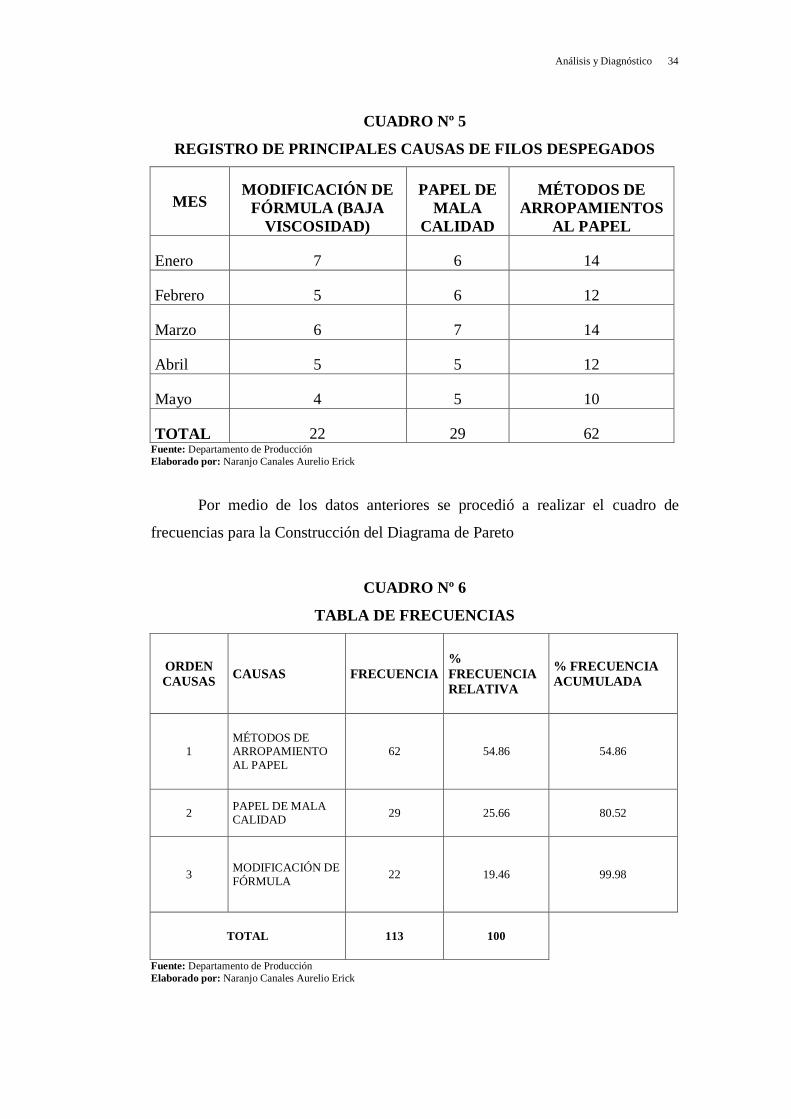
Se realizó un registro de las principales causas que generan filos
despegado y un bajo agarre de adhesivo en las fibras de papel (Pin adhesión bajo),
el mismo que se muestra en el cuadro Nº5:
Análisis y Diagnóstico 34
CUADRO Nº 5
REGISTRO DE PRINCIPALES CAUSAS DE FILOS DESPEGADOS
MES MODIFICACIÓN DE
FÓRMULA (BAJA
VISCOSIDAD)
PAPEL DE
MALA
CALIDAD
MÉTODOS DE
ARROPAMIENTOS
AL PAPEL
Enero 7 6 14
Febrero 5 6 12
Marzo 6 7 14
Abril 5 5 12
Mayo 4 5 10
TOTAL 22 29 62 Fuente: Departamento de Producción Elaborado por: Naranjo Canales Aurelio Erick
Por medio de los datos anteriores se procedió a realizar el cuadro de
frecuencias para la Construcción del Diagrama de Pareto
CUADRO Nº 6
TABLA DE FRECUENCIAS
ORDEN
CAUSAS CAUSAS FRECUENCIA
%
FRECUENCIA
RELATIVA
% FRECUENCIA
ACUMULADA
1 MÉTODOS DE ARROPAMIENTO
AL PAPEL
62 54.86 54.86
2 PAPEL DE MALA CALIDAD
29 25.66 80.52
3 MODIFICACIÓN DE
FÓRMULA 22 19.46 99.98
TOTAL 113 100
Fuente: Departamento de Producción
Elaborado por: Naranjo Canales Aurelio Erick
Análisis y Diagnóstico 35
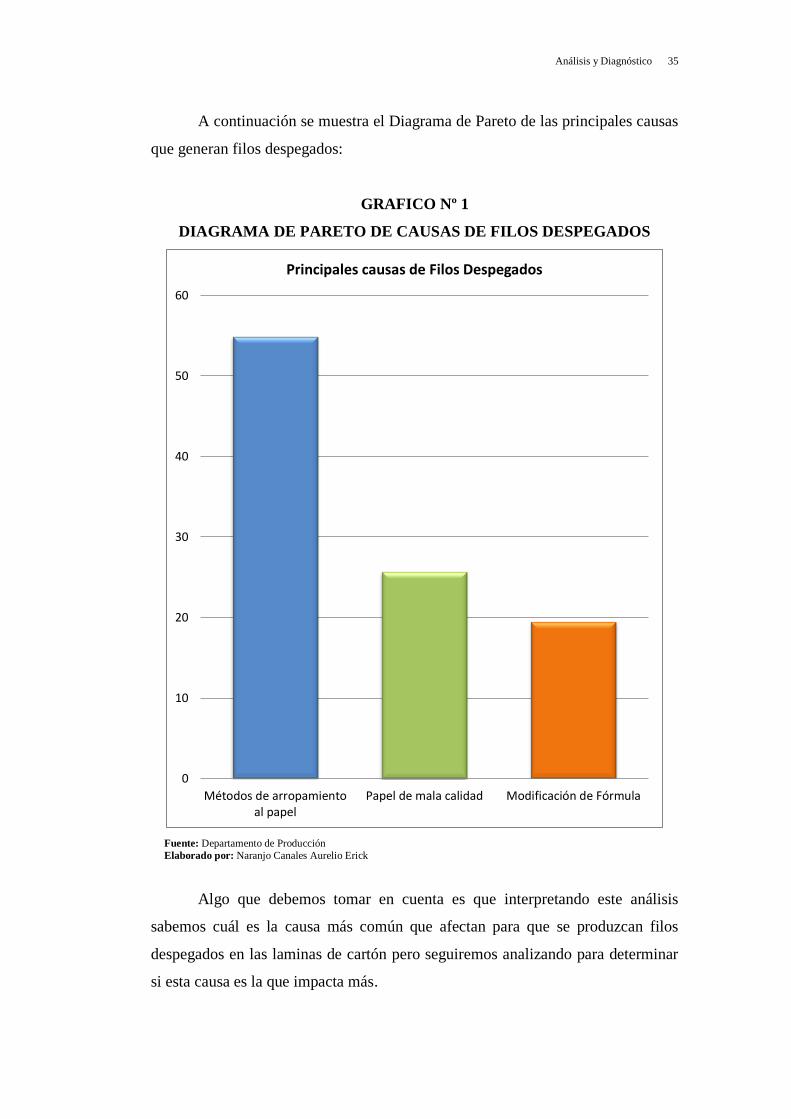
A continuación se muestra el Diagrama de Pareto de las principales causas
que generan filos despegados:
GRAFICO Nº 1
DIAGRAMA DE PARETO DE CAUSAS DE FILOS DESPEGADOS
Fuente: Departamento de Producción
Elaborado por: Naranjo Canales Aurelio Erick
Algo que debemos tomar en cuenta es que interpretando este análisis
sabemos cuál es la causa más común que afectan para que se produzcan filos
despegados en las laminas de cartón pero seguiremos analizando para determinar
si esta causa es la que impacta más.
0
10
20
30
40
50
60
Métodos de arropamientoal papel
Papel de mala calidad Modificación de Fórmula
Principales causas de Filos Despegados
Análisis y Diagnóstico 36
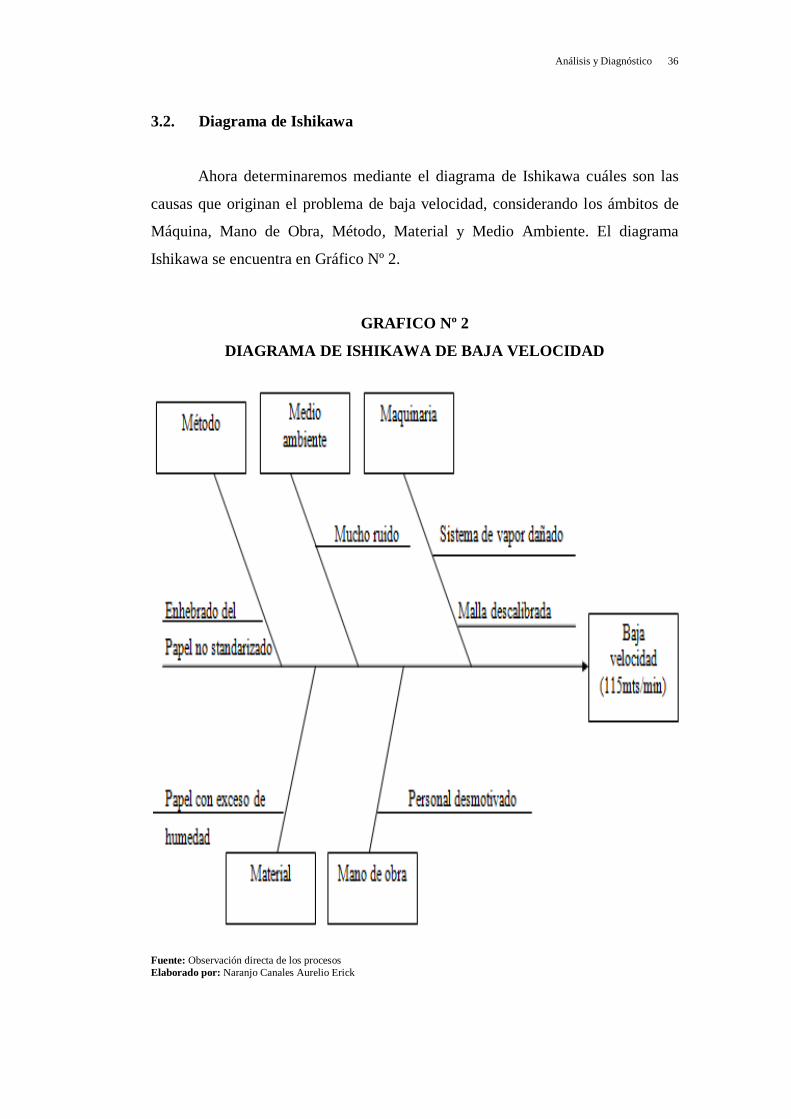
3.2. Diagrama de Ishikawa
Ahora determinaremos mediante el diagrama de Ishikawa cuáles son las
causas que originan el problema de baja velocidad, considerando los ámbitos de
Máquina, Mano de Obra, Método, Material y Medio Ambiente. El diagrama
Ishikawa se encuentra en Gráfico Nº 2.
GRAFICO Nº 2
DIAGRAMA DE ISHIKAWA DE BAJA VELOCIDAD
Fuente: Observación directa de los procesos
Elaborado por: Naranjo Canales Aurelio Erick
Análisis y Diagnóstico 37
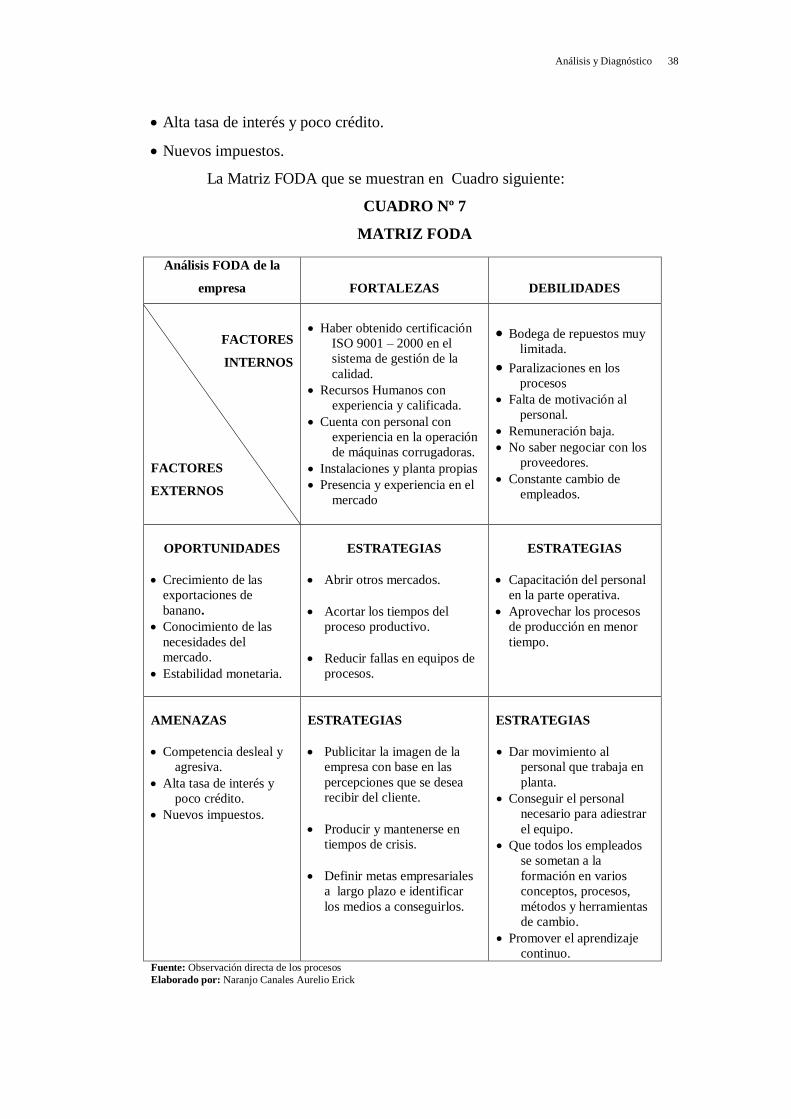
3.3. Análisis FODA
El FODA (Fortaleza, Oportunidades, Debilidades, y Amenazas) consta de
dos partes, una interna y otra externa. La parte interna tiene que ver con las
fortalezas y las debilidades del negocio o modo de fabricación, mientras que la
parte externa analiza las amenazas y oportunidades.
Fortalezas:
Tener la recertificación de ISO 9001:2000 en el sistema de gestión de la
calidad.
Recursos Humanos con experiencia y calificada.
Contar con personal calificado en la operación del cartón corrugado.
Instalaciones y planta propias
Presencia y experiencia en el mercado.
No haber desperdiciado la oportunidad de crecer en los últimos 3 años (desde el
puesto 324 hasta el 221 según VISTAZO y las 500 mejores empresas del
Ecuador).
Oportunidades:
Conocimiento de las necesidades del mercado.
Estabilidad monetaria.
Innovación de productos para nuevos mercados.
Debilidades:
Bodega de repuestos muy limitada.
Paralizaciones en los procesos.
Falta de motivación al personal.
No saber negociar con los proveedores.
Amenazas:
Competencia desleal y agresiva.
Análisis y Diagnóstico 38
Alta tasa de interés y poco crédito.
Nuevos impuestos.
La Matriz FODA que se muestran en Cuadro siguiente:
CUADRO Nº 7
MATRIZ FODA
Fuente: Observación directa de los procesos
Elaborado por: Naranjo Canales Aurelio Erick
Análisis FODA de la
empresa
FORTALEZAS
DEBILIDADES
FACTORES
INTERNOS
FACTORES
EXTERNOS
Haber obtenido certificación
ISO 9001 – 2000 en el
sistema de gestión de la
calidad.
Recursos Humanos con
experiencia y calificada.
Cuenta con personal con
experiencia en la operación
de máquinas corrugadoras.
Instalaciones y planta propias
Presencia y experiencia en el
mercado
Bodega de repuestos muy
limitada.
Paralizaciones en los
procesos Falta de motivación al
personal.
Remuneración baja.
No saber negociar con los
proveedores.
Constante cambio de
empleados.
OPORTUNIDADES
Crecimiento de las
exportaciones de
banano.
Conocimiento de las
necesidades del
mercado.
Estabilidad monetaria.
ESTRATEGIAS
Abrir otros mercados.
Acortar los tiempos del
proceso productivo.
Reducir fallas en equipos de
procesos.
ESTRATEGIAS
Capacitación del personal
en la parte operativa.
Aprovechar los procesos
de producción en menor
tiempo.
AMENAZAS
Competencia desleal y
agresiva.
Alta tasa de interés y
poco crédito.
Nuevos impuestos.
ESTRATEGIAS
Publicitar la imagen de la
empresa con base en las
percepciones que se desea
recibir del cliente.
Producir y mantenerse en
tiempos de crisis.
Definir metas empresariales
a largo plazo e identificar
los medios a conseguirlos.
ESTRATEGIAS
Dar movimiento al
personal que trabaja en
planta.
Conseguir el personal
necesario para adiestrar
el equipo.
Que todos los empleados
se sometan a la
formación en varios
conceptos, procesos,
métodos y herramientas
de cambio.
Promover el aprendizaje
continuo.
Análisis y Diagnóstico 39
3.4. Impacto económico de problemas
Los filos despegados y la delaminación producen un incremento del
desperdicio que actualmente se encuentra por el 3.5% cuando la meta interna es
del 2%, además de un doble proceso en el caso del los filos despegados ya que se
lo debe de recuperar pegándolos a mano por un equipo adicional de 4 personas
destinadas a esta labor, por la baja velocidad solo se logran producciones de
80.000 metros lineales promedio por turno de 12 horas y esto obliga a laborar los
días domingos un turno de 12 horas y en ocasiones eliminar el horario de
mantenimiento preventivo bajando la confiabilidad de los equipos. Con todos
estos problemas GRUPASA procesa 8.000 toneladas de papel al mes y tiene como
meta llegar a 9.000 toneladas mensuales trabajando de lunes a Viernes las 24
horas y los sábados 12 horas.
El desperdicio de papel es del 3.5% lo que representa 280 toneladas de
papel no procesado correctamente y la meta es de 160 toneladas por lo que existe
un exceso de 120 toneladas de papel si cada tonelada de papel producido esta
aproximadamente en $733,25 se estaría dejando de percibir $87.990.
Otro punto también importante es que al no poder entregar el producto más
rápido se pierde la oportunidad de crecer y ganarse la confianza de los clientes,
dándole una oportunidad a la competencia de ganar mercado interno, esto
mejoraría mucho la imagen de la empresa.
Sólo en pérdidas económicas generadas por el pagos de los sobretiempos
a los trabajadores, las paradas por fallas técnicas y de logística, impiden un
crecimiento del 20%, si a esto se le agrega una mejor velocidad en la línea
corrugadora tendríamos niveles competitivos de producción.
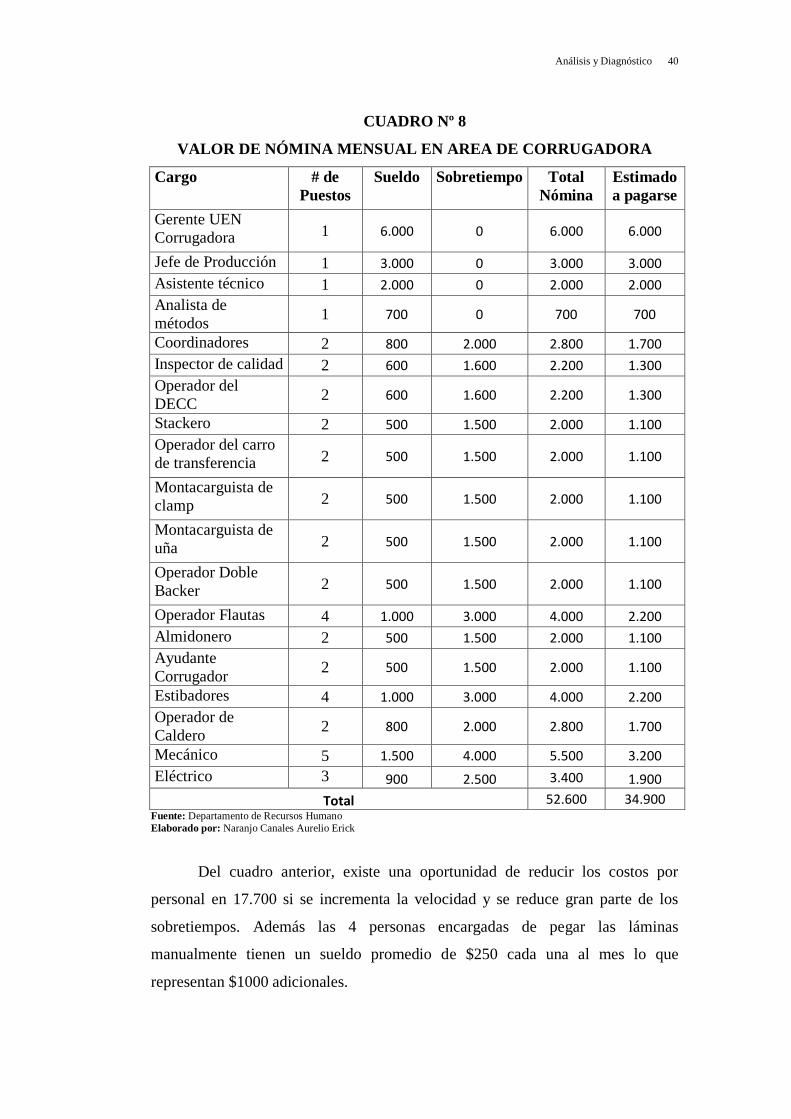
En el siguiente cuadro se indica económicamente el impacto por
sobretiempos cancelados por la baja velocidad.
Análisis y Diagnóstico 40
CUADRO Nº 8
VALOR DE NÓMINA MENSUAL EN AREA DE CORRUGADORA
Cargo # de
Puestos
Sueldo Sobretiempo Total
Nómina
Estimado
a pagarse
Gerente UEN
Corrugadora 1 6.000 0 6.000 6.000
Jefe de Producción 1 3.000 0 3.000 3.000
Asistente técnico 1 2.000 0 2.000 2.000
Analista de
métodos 1 700 0 700 700
Coordinadores 2 800 2.000 2.800 1.700
Inspector de calidad 2 600 1.600 2.200 1.300
Operador del
DECC 2 600 1.600 2.200 1.300
Stackero 2 500 1.500 2.000 1.100
Operador del carro
de transferencia 2 500 1.500 2.000 1.100
Montacarguista de
clamp 2 500 1.500 2.000 1.100
Montacarguista de
uña 2 500 1.500 2.000 1.100
Operador Doble
Backer 2 500 1.500 2.000 1.100
Operador Flautas 4 1.000 3.000 4.000 2.200
Almidonero 2 500 1.500 2.000 1.100
Ayudante
Corrugador 2 500 1.500 2.000 1.100
Estibadores 4 1.000 3.000 4.000 2.200
Operador de
Caldero 2 800 2.000 2.800 1.700
Mecánico 5 1.500 4.000 5.500 3.200
Eléctrico 3 900 2.500 3.400 1.900
Total 52.600 34.900 Fuente: Departamento de Recursos Humano
Elaborado por: Naranjo Canales Aurelio Erick
Del cuadro anterior, existe una oportunidad de reducir los costos por
personal en 17.700 si se incrementa la velocidad y se reduce gran parte de los
sobretiempos. Además las 4 personas encargadas de pegar las láminas
manualmente tienen un sueldo promedio de $250 cada una al mes lo que
representan $1000 adicionales.
Análisis y Diagnóstico 41
Por tanto, haciendo una sumatoria solamente de los excesos se tiene
$105.690.
3.5. Diagnóstico
Luego del evaluar las pérdidas generadas en el proceso de corrugado se ha
llegado a la conclusión que se debe implementar una solución inmediata para
seguir evitando pérdidas económicas, pérdidas por rendimiento laboral por la
fatiga debido al exceso de trabajo pero al mismo tiempo ir pensando en un plan de
mejora de salarios ya que si se llega ser mas productivos los sueldos de los
trabajadores disminuirán al recibir menos cantidad de dinero por hacer menos
sobre-tiempo y esto podría acarrear otro tipo de problemas que afectarán
directamente a la productividad.
CAPÍTULO IV
PROPUESTA
4.1. Planteamiento de alternativas de solución a problemas
Luego de haber analizado las causas que afectan la baja velocidad del
corrugador se enfocó las mejoras en el material, máquina y métodos de trabajo de
planificación, logística, producción y mantenimiento.
a) Mejoras en el material
Como se ha mencionado anteriormente, una de las principales causas por
la que no se eleva la velocidad es que producen filos despegados y delaminación
del cartón (por un adhesivo débil o cristalización del mismo), por lo tanto se ha
decidido estudiar a fondo la preparación del adhesivo que es la causa principal de
la baja productividad y analizar las mejoras que impactarán en la elevación de la
producción.
Para esto se contrató a un experto en adhesivos un ingeniero especializado
en adhesivos para el papel, él cual realizó los experimentos necesarios en la
fórmula original del proveedor HARPER LOVE y determinó que había que
modificar la fórmula del adhesivo basándose en que este tenía que:
Aumentar los sólidos y por ende subir la viscosidad que estaba entre el rango
de 25 a 35 segundos a un rango de 45 a 55 segundos.
El punto Gel debe ser 61ºC.
Luego de realizarse una serie de pruebas, se determinó que la nueva
fórmula de adhesivo quedaría en 2 etapas:
Propuesta 43
Primera etapa:
1 Llenar con 490 lts de agua
2 Encender el equipo VORTX
3 Calentar a 40ºC
4 Agregar 55Kg. De almidón perla regular
5 Mezclar por 30 Sg.
6 Agregar 8.5 Kg. De soda caústica en escamas
7 Mezclar por 120 Sg.
Segunda etapa
8 Volver a agregar 490 Lts. De agua.
9 Agregar 4 Kg. De Borax (10 ml)
10 Agregar 15 Kg. De HRC-2000
11 Mezclar por 30 Sg.
12 Volver a agregar 315 Kg. De almidón Perla Regular.
13 Mezclar por 3,5 Minutos
14 Agregar 13 Kg. De HYDRATITE - 401.
15 Mezclar por 5 minutos
16 Apagar el equipo.
El volumen aproximado de un batch se mantendría en 330 gal, y estas
cantidades podrán tener variaciones de peso entre +/- 5 % aproximadamente.
Al terminar la preparación del adhesivo se deben tener los siguientes
parámetros de control:
Control en la cocina de adhesivo:
La viscosidad del batch debe estar entre 45-55 segundos
La temperatura final entre 40-45ºC
El contenido de sólidos 28.5%
El punto gel de 60-61ºC
Control en la máquina corrugadora:
La viscosidad en pared sencilla entre 45-50 segundos
Propuesta 44
La viscosidad en pared doble entre 45-55 segundos
La viscosidad en micro-corrugado entre 45-50 segundos
La temperatura del adhesivo entre 40-45ºC
Luego de terminar el batch de adhesivo se debe lavar el tanque con 15
litros de agua. Las herramientas de control que se usan son el pirómetro y el
medidor de viscosidad que se deben de certificar por el INEN cada 3 meses.
Los nuevos aditivos que se usarán en la preparación del adhesivo tienen
las siguientes características:
HYDRATITE 401.- es una resina de resistencia en húmedo que
impermeabiliza el almidón manteniendo las partículas de sólidos con sus
características originales evitando la excesiva absorción del agua por el
almidón a la hora de penetrar en el papel y con reacción instantánea de
fraguado cuando se le aplica calor. Es una resina liquida de color marrón
oscuro.
HRC 2000.- es una mezcla de ingredientes con características penetrantes
y realzadores que aumentan el desempeño del corrugador incrementando
la velocidad en papeles de difícil adhesión además mejoran los valores de
Pin adhesión que es la prueba de agarre entre los papeles. Su forma es
líquida e inodora.
b) Mejoras en maquinaria
Además para que el adhesivo penetre en las fibras del papel será necesario
colocarle mayor tensión al papel instalando:
Cuatro (4) rodillos locos
Un (1) rodillo tipo banana
Cinco (5) rodillos regulables en las puntas
Cambiar los frenos de los porta-rollos de 6 pastillas a 12 pastillas
Calibrar la mesa de secado con teodolito.
Calibrar la malla del planchaje aplicándole mayor presión de contacto con
el papel.
Propuesta 45
Rediseñar los precalentadores pues existen desgaste entre cadenas y
piñones.
Adquirir un cuarto precalentador para transferir mejor el calor en los
papeles pesados (de mayor gramaje en especial mayor a 205 gr/m2).
Equipar al corrugador con un alineador de papeles automático (esta será la
mayor inversión).
Cambiar el sistema de secado de malla al tradicional de banda.
Habilitar generador eléctrico para línea de corrugado.
c) Mejoras en planificación
En cuanto a las mejoras que se deben hacer en el proceso planificación, se
estableció:
Evitar la generación de órdenes de producción de pocos metros, para esto
planificación debe programar sumándolas para que no sean menores a
5000 metros.
En la programación de uso de los papeles, deberán ir mayor a menor
gramaje en el mix diario de producción durante el turno.
Los anchos de papeles deben tratar de programarse desde el más ancho
hasta el más angosto.
Programar corridas largas de lote a lote.
d) Mejoras en logística
El departamento de Logística debe aportar con los siguientes puntos para
lograr mejoras en la velocidad:
Entregar el papel de excelente calidad, separando en las bobinas las capas
dañadas mayores a 1”.
Aislar las bobinas con exceso de humedad
Entregar a tiempo y en la bodega de tránsito la materia prima (bobinas) de
acuerdo a lo consumible en el turno, para esto deben de disponer del
programa de producción con un día de anticipación y abastecer la bodega
de tránsito.
Propuesta 46
e) Mejoras en producción
El departamento de producción debe:
Reentrenar al personal y aplicar “Buenas Prácticas de Manufactura”.
Estandarizar los procesos como el enhebrado del papel (los papeles
importados permiten un mejor rendimiento en el Doble Backer).
Aplicar el principio de las 5S, mejorando el ambiente de trabajo.
f) Mejoras en mantenimiento
El departamento de Mantenimiento debe asumir las siguientes
responsabilidades:
Mantener en óptimas condiciones la máquina, controlando y calibrando los
rodillos templadores, la malla de secado la alineación de las planchas, la
tensión en los frenos.
Entregar técnicos para capacitarlos en el proceso y puedan operar la
máquina.
Evitar fugas de vapor, evitar retención del condensado de vapor en los
tambores de los precalentadores, planchas y rodillos corrugadores;
chequear las trampas de vapor.
Implementar un software de mantenimiento.
Implementar programa de rutas de lubricación.
Contratar un dibujante técnico y un planificador de mantenimiento.
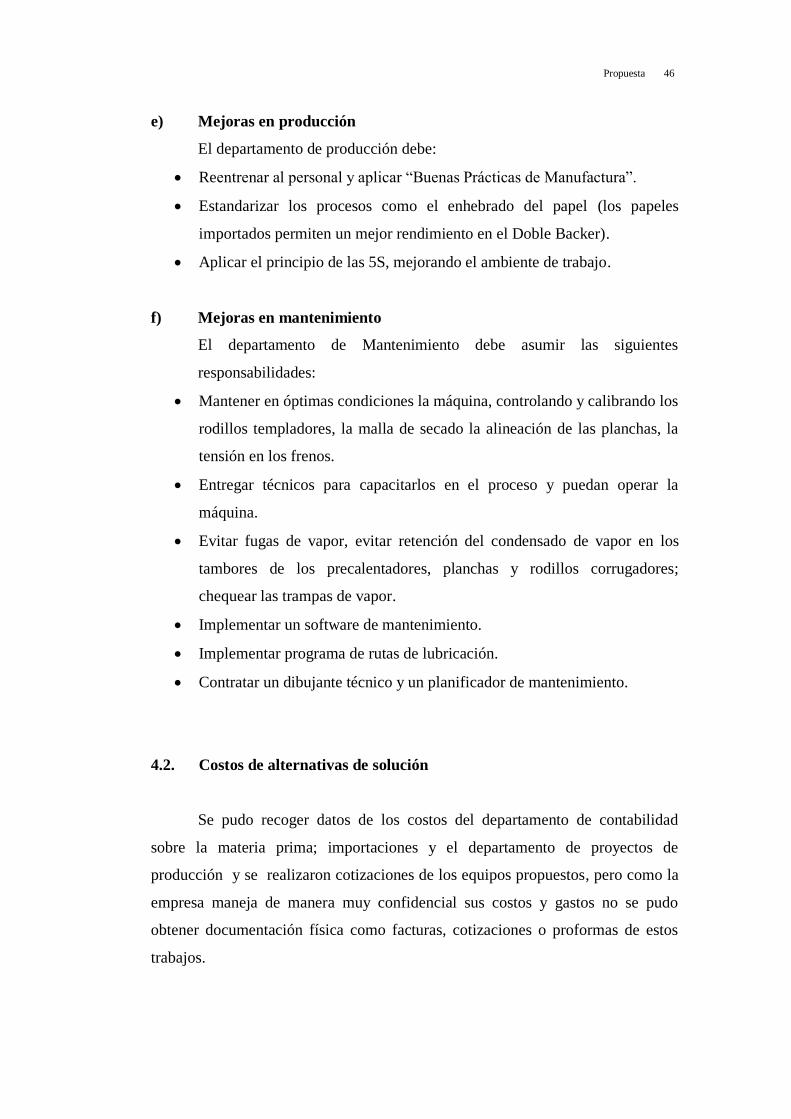
4.2. Costos de alternativas de solución
Se pudo recoger datos de los costos del departamento de contabilidad
sobre la materia prima; importaciones y el departamento de proyectos de
producción y se realizaron cotizaciones de los equipos propuestos, pero como la
empresa maneja de manera muy confidencial sus costos y gastos no se pudo
obtener documentación física como facturas, cotizaciones o proformas de estos
trabajos.
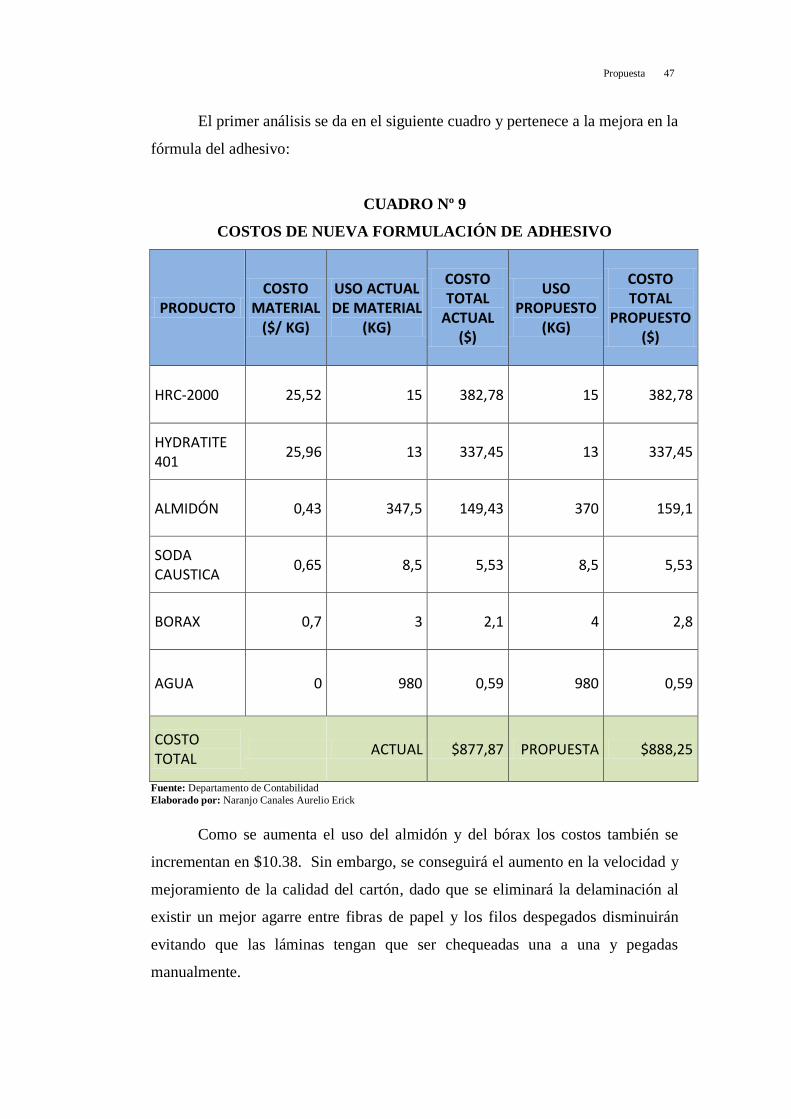
Propuesta 47
El primer análisis se da en el siguiente cuadro y pertenece a la mejora en la
fórmula del adhesivo:
CUADRO Nº 9
COSTOS DE NUEVA FORMULACIÓN DE ADHESIVO
PRODUCTO COSTO
MATERIAL ($/ KG)
USO ACTUAL DE MATERIAL
(KG)
COSTO TOTAL
ACTUAL ($)
USO PROPUESTO
(KG)
COSTO TOTAL
PROPUESTO ($)
HRC-2000 25,52 15 382,78 15 382,78
HYDRATITE 401
25,96 13 337,45 13 337,45
ALMIDÓN 0,43 347,5 149,43 370 159,1
SODA CAUSTICA
0,65 8,5 5,53 8,5 5,53
BORAX 0,7 3 2,1 4 2,8
AGUA 0 980 0,59 980 0,59
COSTO TOTAL
ACTUAL $877,87 PROPUESTA $888,25
Fuente: Departamento de Contabilidad
Elaborado por: Naranjo Canales Aurelio Erick
Como se aumenta el uso del almidón y del bórax los costos también se
incrementan en $10.38. Sin embargo, se conseguirá el aumento en la velocidad y
mejoramiento de la calidad del cartón, dado que se eliminará la delaminación al
existir un mejor agarre entre fibras de papel y los filos despegados disminuirán
evitando que las láminas tengan que ser chequeadas una a una y pegadas
manualmente.
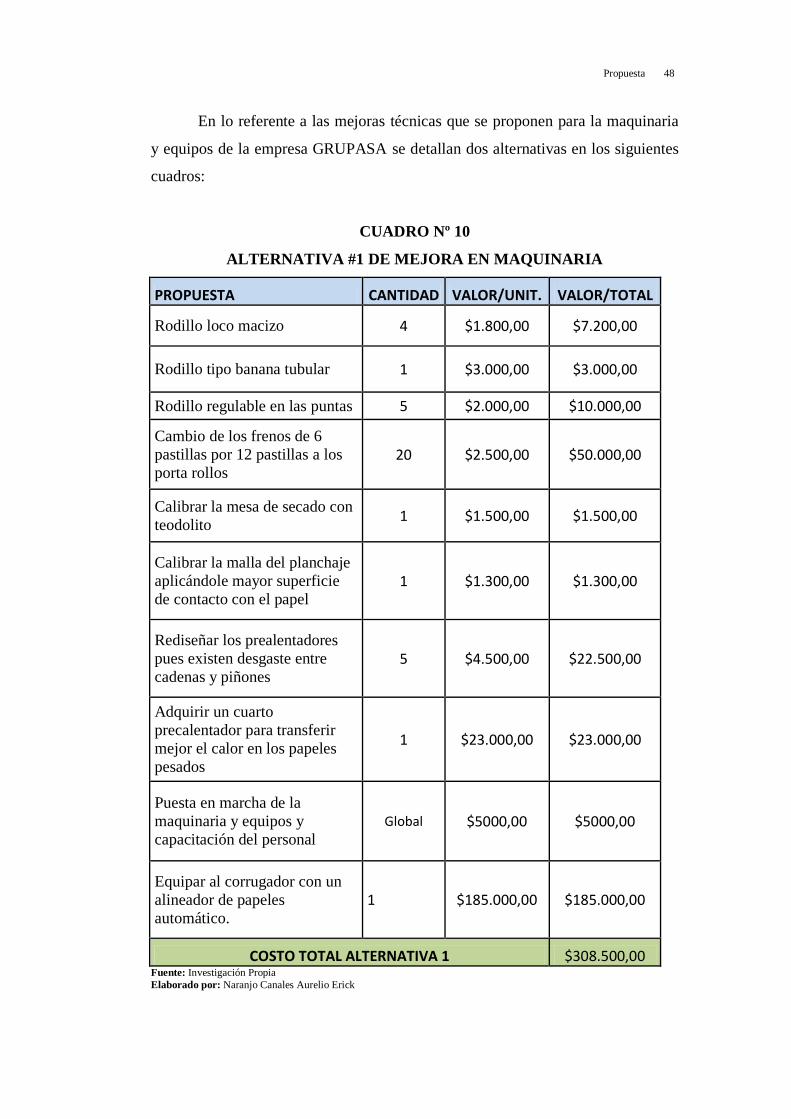
Propuesta 48
En lo referente a las mejoras técnicas que se proponen para la maquinaria
y equipos de la empresa GRUPASA se detallan dos alternativas en los siguientes
cuadros:
CUADRO Nº 10
ALTERNATIVA #1 DE MEJORA EN MAQUINARIA
PROPUESTA CANTIDAD VALOR/UNIT. VALOR/TOTAL
Rodillo loco macizo 4 $1.800,00 $7.200,00
Rodillo tipo banana tubular 1 $3.000,00 $3.000,00
Rodillo regulable en las puntas 5 $2.000,00 $10.000,00
Cambio de los frenos de 6
pastillas por 12 pastillas a los
porta rollos 20 $2.500,00 $50.000,00
Calibrar la mesa de secado con
teodolito 1 $1.500,00 $1.500,00
Calibrar la malla del planchaje
aplicándole mayor superficie
de contacto con el papel 1 $1.300,00 $1.300,00
Rediseñar los prealentadores
pues existen desgaste entre
cadenas y piñones 5 $4.500,00 $22.500,00
Adquirir un cuarto
precalentador para transferir
mejor el calor en los papeles
pesados
1 $23.000,00 $23.000,00
Puesta en marcha de la
maquinaria y equipos y
capacitación del personal
Global $5000,00 $5000,00
Equipar al corrugador con un
alineador de papeles
automático.
1 $185.000,00 $185.000,00
COSTO TOTAL ALTERNATIVA 1 $308.500,00 Fuente: Investigación Propia
Elaborado por: Naranjo Canales Aurelio Erick
Propuesta 49
CUADRO Nº 11
ALTERNATIVA #2 DE MEJORA EN MAQUINARIA
PROPUESTA CANTIDAD VALOR/UNIT. VALOR/TOTAL
Instalación de Rodillo loco
macizo 4 $1.800,00 $7.200,00
Instalación de Rodillo tipo
banana tubular 1 $3.000,00 $3.000,00
Instalación de Rodillo regulable
en las puntas 5 $2.000,00 $10.000,00
Cambio de los frenos de 6
pastillas por 12 pastillas en porta
rollos 20 $2.500,00 $50.000,00
Rediseñar los pre-calentadores
pues existen desgaste entre
cadenas y piñones 5 $4.500,00 $22.500,00
Adquirir un cuarto precalentador
para transferir mejor el calor en
los papeles pesados por encima
de 205 g/m2
1 $23.000,00 $23.000,00
Puesta en marcha de la
maquinaria y equipos y
capacitación del personal
$25000,00 $25000,00
Cambiar el sistema de secado de
malla por un sistema tradicional
de bandas 1 $500.000,00 $500.000,00
COSTO TOTAL ALTERNATIVA 2 $640.700,00 Fuente: Investigación Propia
Elaborado por: Naranjo Canales Aurelio Erick
Propuesta 50
4.3. Evaluación y Selección de alternativas de solución
Las alternativas de mejora planteadas en este estudio nos darán con
claridad el panorama futuro para esta empresa por lo que se detallará a cada uno y
sus beneficios.
Mejorar la fórmula del adhesivo, incrementando los sólidos y subiendo la
viscosidad ayudan a que las partículas de almidón se adhieran muy fuertes y
rápidas en los papeles, el bórax ayuda a que se aumente el punto gel y junto con la
soda caústica el adhesivo se vuelve pegajoso y cohesivo, imparte viscosidad y la
estabiliza. El bórax usado es de 10 moles y su fórmula es Na2B4O7 X 10H2O
El promedio de consumo del adhesivo actualmente es de 15gs/m2 y se está
buscando disminuir el consumo, que se lo lograría con esta propuesta ya que
subiría la velocidad, disminuirá el desperdicio de cartón que actualmente está en
el 3,5% de lo que se produce y se busca llegar al 2%.
Con la nueva fórmula el flujo del proceso sería más rápido ya que las
láminas de cartón estarían curadas en menor tiempo. La humedad promedio del
cartón debe ser en pared sencilla de 6% a 7,5% y en pared doble de 7,5% a 8,5%
Se añade a estos beneficios que se evitaría pegar manualmente los filos
despegados de las láminas que se puedan salvar, el control sobre el proceso
disminuiría porque se volvería confiable, habría menos quejas de los clientes
internos (imprentas) y externos (convertidoras que devuelven el material que se
delamina, estas pérdidas no fueron cuantificadas ya que el departamento de
contabilidad no permite esta información lo que si se produce es un descuento con
el cliente final por defectos de láminas para evitar la devolución y sea mayor la
pérdida económicamente).
Luego tenemos la inversión en la maquinaria, se necesitan instalar varias
clases de rodillos macizos, todos ellos con la finalidad de aumentar la tensión del
Propuesta 51
papel antes de que ingrese al planchaje y se cocine él almidón, el papel por lo
general viene con el 10% de humedad y esta debe ser extraída por la temperatura
de los rodillos pre-calentadores, pre-acondicionadores, sistemas auxiliares de
temperatura y rodillos corrugadores. Los demás rodillos cumplirán las funciones
de tensar y alinear los papeles durante el proceso.
También se propone adquirir un cuarto pre-calentador de mayor diámetro
que los actuales (los actuales equipos TOMASONI son de 60” de diámetro y se
sugiere uno de mayor diámetro que estos) y de transmisión por piñones ya que los
instalados actualmente son de cadena paso 60 y se des-alinean con facilidad; este
equipo nuevo debe ser colocado en el pre-calentador inferior de la torre triple de
pre-calentadores y su función principal es de transferir calor lo más rápido al
papel del liner del doble backer en especial a los papeles pesados o sea de mayor
gramaje. La instalación de este equipo facilitará el mantenimiento y rediseño de
los actuales (cambiar el sistema de transmisión de cadena a transmisión de
piñones) y la torre actual de pre-calentadores aumentaría de 3 a 4 pre-calentadores
lo que determinaría que se podrían procesar papeles reciclados de alto gramaje o
con exceso de humedad permitida por las normas TAPPI del cartón NO MAYOR
AL 10% al ingreso del proceso.
Otro elemento que se necesita es el cambio de los frenos de los
empalmadores de 6 pastillas a 12 pastillas ya que al incrementar la velocidad se
necesitará mayor tensión para las bobinas.
Dentro de lo analizado tenemos una serie de calibraciones que se requieren
en la maquinaria y son de muy poca inversión pero de mucha importancia pues en
6 años de operación que tiene esta nunca se le ha dado la calibración y el
mantenimiento correcto por lo que estas calibraciones deben de ser realizadas por
técnicos de la MARQUIP WARD UNITED que es la fábrica que vendió a
GRUPASA la línea corrugadora y son necesarias ya que al mismo tiempo que se
recalibra el planchaje y la malla los técnicos de mantenimiento locales se
capacitan y esta inversión retornaría con el aprendizaje correcto del personal
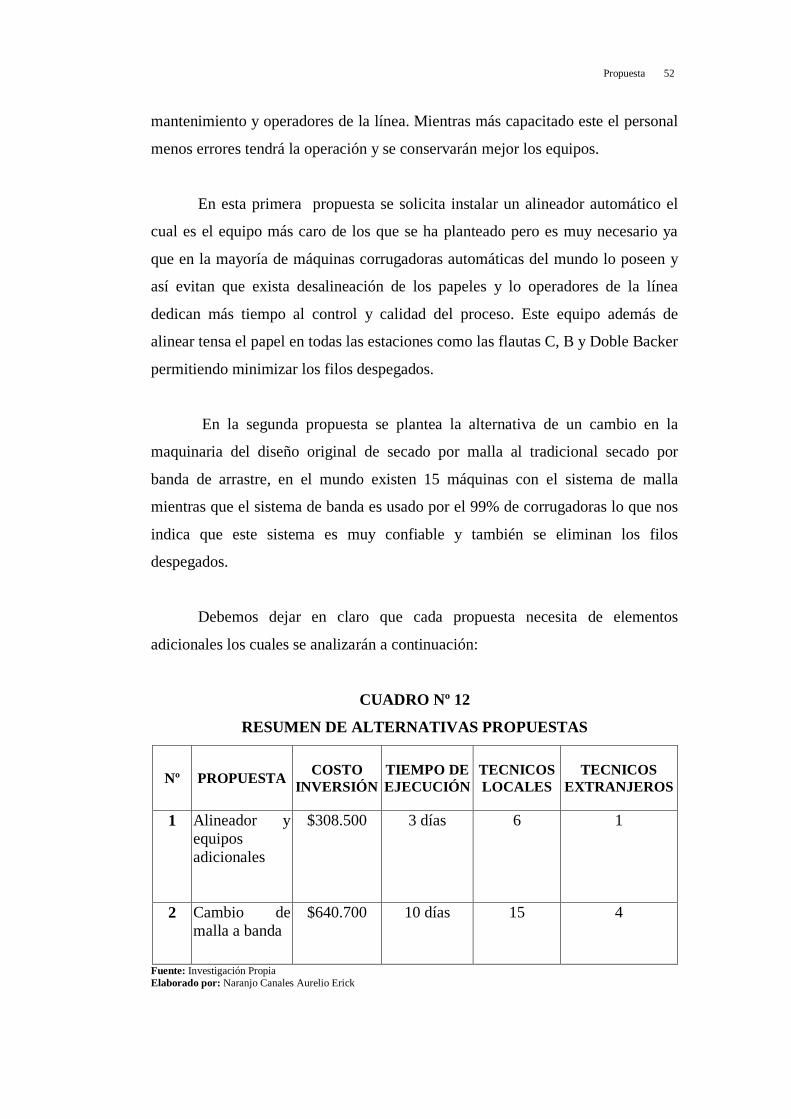
Propuesta 52
mantenimiento y operadores de la línea. Mientras más capacitado este el personal
menos errores tendrá la operación y se conservarán mejor los equipos.
En esta primera propuesta se solicita instalar un alineador automático el
cual es el equipo más caro de los que se ha planteado pero es muy necesario ya
que en la mayoría de máquinas corrugadoras automáticas del mundo lo poseen y
así evitan que exista desalineación de los papeles y lo operadores de la línea
dedican más tiempo al control y calidad del proceso. Este equipo además de
alinear tensa el papel en todas las estaciones como las flautas C, B y Doble Backer
permitiendo minimizar los filos despegados.
En la segunda propuesta se plantea la alternativa de un cambio en la
maquinaria del diseño original de secado por malla al tradicional secado por
banda de arrastre, en el mundo existen 15 máquinas con el sistema de malla
mientras que el sistema de banda es usado por el 99% de corrugadoras lo que nos
indica que este sistema es muy confiable y también se eliminan los filos
despegados.
Debemos dejar en claro que cada propuesta necesita de elementos
adicionales los cuales se analizarán a continuación:
CUADRO Nº 12
RESUMEN DE ALTERNATIVAS PROPUESTAS
Nº PROPUESTA COSTO
INVERSIÓN TIEMPO DE
EJECUCIÓN TECNICOS
LOCALES TECNICOS
EXTRANJEROS
1 Alineador y
equipos
adicionales
$308.500 3 días 6 1
2 Cambio de
malla a banda
$640.700 10 días 15 4
Fuente: Investigación Propia
Elaborado por: Naranjo Canales Aurelio Erick
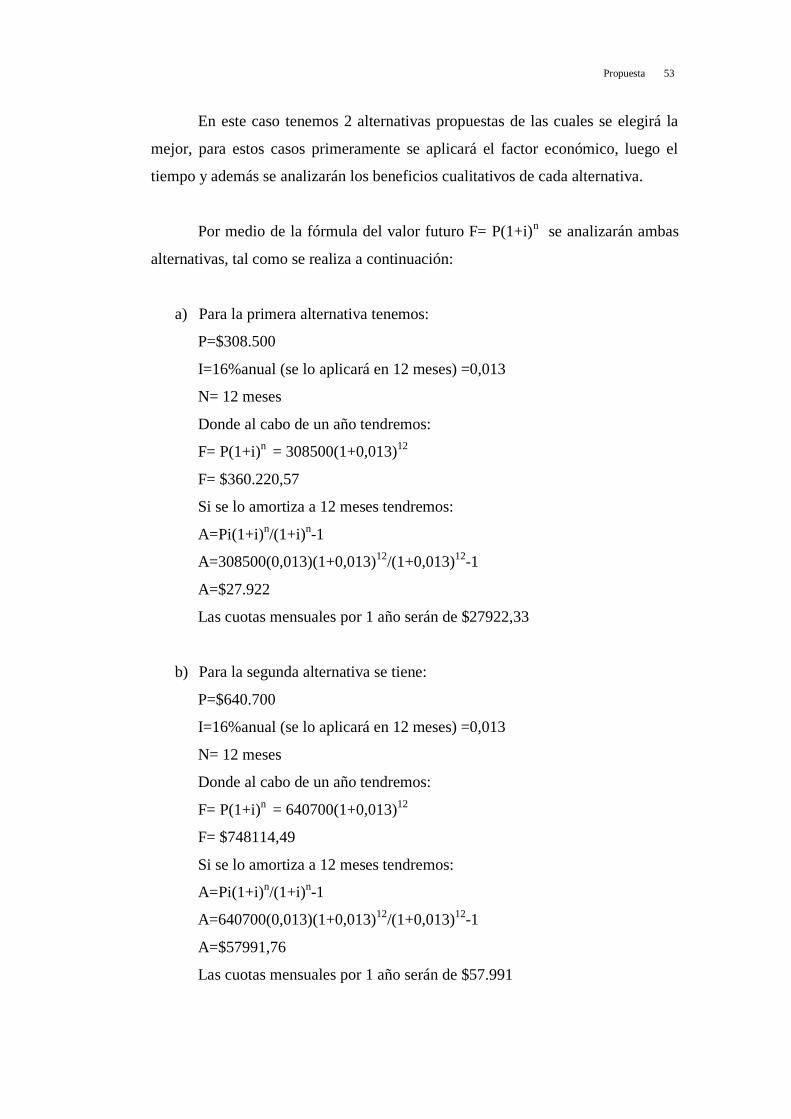
Propuesta 53
En este caso tenemos 2 alternativas propuestas de las cuales se elegirá la
mejor, para estos casos primeramente se aplicará el factor económico, luego el
tiempo y además se analizarán los beneficios cualitativos de cada alternativa.
Por medio de la fórmula del valor futuro F= P(1+i)n se analizarán ambas
alternativas, tal como se realiza a continuación:
a) Para la primera alternativa tenemos:
P=$308.500
I=16%anual (se lo aplicará en 12 meses) =0,013
N= 12 meses
Donde al cabo de un año tendremos:
F= P(1+i)n
= 308500(1+0,013)12
F= $360.220,57
Si se lo amortiza a 12 meses tendremos:
A=Pi(1+i)n/(1+i)
n-1
A=308500(0,013)(1+0,013)12
/(1+0,013)12
-1
A=$27.922
Las cuotas mensuales por 1 año serán de $27922,33
b) Para la segunda alternativa se tiene:
P=$640.700
I=16%anual (se lo aplicará en 12 meses) =0,013
N= 12 meses
Donde al cabo de un año tendremos:
F= P(1+i)n
= 640700(1+0,013)12
F= $748114,49
Si se lo amortiza a 12 meses tendremos:
A=Pi(1+i)n/(1+i)
n-1
A=640700(0,013)(1+0,013)12
/(1+0,013)12
-1
A=$57991,76
Las cuotas mensuales por 1 año serán de $57.991
Propuesta 54
Para el departamento financiero de GRUPASA en amortizaciones internas
utilizan la ecuación de Amortización y no dividen en cuotas fijas el valor del
dinero en el futuro.
Habiendo hecho el análisis económico en inversión sobre las 2 propuestas
y obtener como resultado que las 2 alternativas producirán el mismo efecto
deseado el cual es minimizar los filos despegados en las láminas de cartón
obtenidas en el proceso de corrugado nos deja como conclusión que la número 1
es la más adecuada.
Además antes de tomar la decisión correcta se evaluará otros aspectos que
influyen en la decisión de elegir la correcta, entre estos tenemos los siguientes
beneficios por alternativa:
Alternativa 1:
Inversión: $308500
Tiempo de montaje: 3 días
Cantidad de técnicos locales: 6
Cantidad de técnicos extranjeros: 1
Periodo de compra: 2 meses
Mejora la tensión del papel
Mantiene las alineaciones de los papeles en especial a velocidades altas sin
importar el gramaje del papel.
Alternativa 2:
Inversión: $640700
Tiempo de montaje: 10 días
Cantidad de técnicos locales: 15
Cantidad de técnicos extranjeros: 4
Periodo de compra: 6 meses
Mejora la tensión del papel debido a su doble capa de arrastre
Mejora las velocidades del corrugador, por cuanto su diseño permite que el
calor del planchaje no se desperdicie y se cure más rápido el almidón sin
llegar a cristalizarse.

Propuesta 55
Finalmente, luego de analizar las dos alternativas se decide por la Primera
Alternativa, ya que económicamente es la de menor inversión, además requiere de
menor tiempo de puesta en marcha del equipo y menor cantidad de técnicos en el
montaje. En el anexo 5 se encuentran detallados los equipos elegidos.
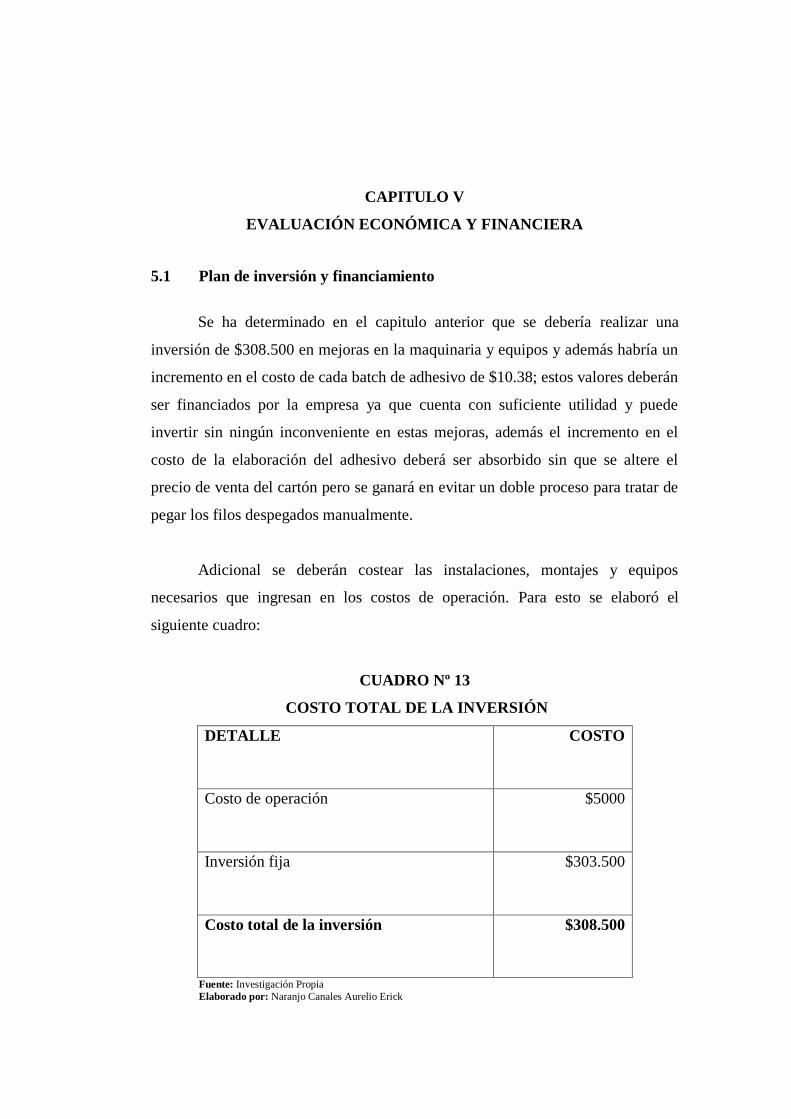
CAPITULO V
EVALUACIÓN ECONÓMICA Y FINANCIERA
5.1 Plan de inversión y financiamiento
Se ha determinado en el capitulo anterior que se debería realizar una
inversión de $308.500 en mejoras en la maquinaria y equipos y además habría un
incremento en el costo de cada batch de adhesivo de $10.38; estos valores deberán
ser financiados por la empresa ya que cuenta con suficiente utilidad y puede
invertir sin ningún inconveniente en estas mejoras, además el incremento en el
costo de la elaboración del adhesivo deberá ser absorbido sin que se altere el
precio de venta del cartón pero se ganará en evitar un doble proceso para tratar de
pegar los filos despegados manualmente.
Adicional se deberán costear las instalaciones, montajes y equipos
necesarios que ingresan en los costos de operación. Para esto se elaboró el
siguiente cuadro:
CUADRO Nº 13
COSTO TOTAL DE LA INVERSIÓN
DETALLE COSTO
Costo de operación $5000
Inversión fija $303.500
Costo total de la inversión $308.500
Fuente: Investigación Propia
Elaborado por: Naranjo Canales Aurelio Erick
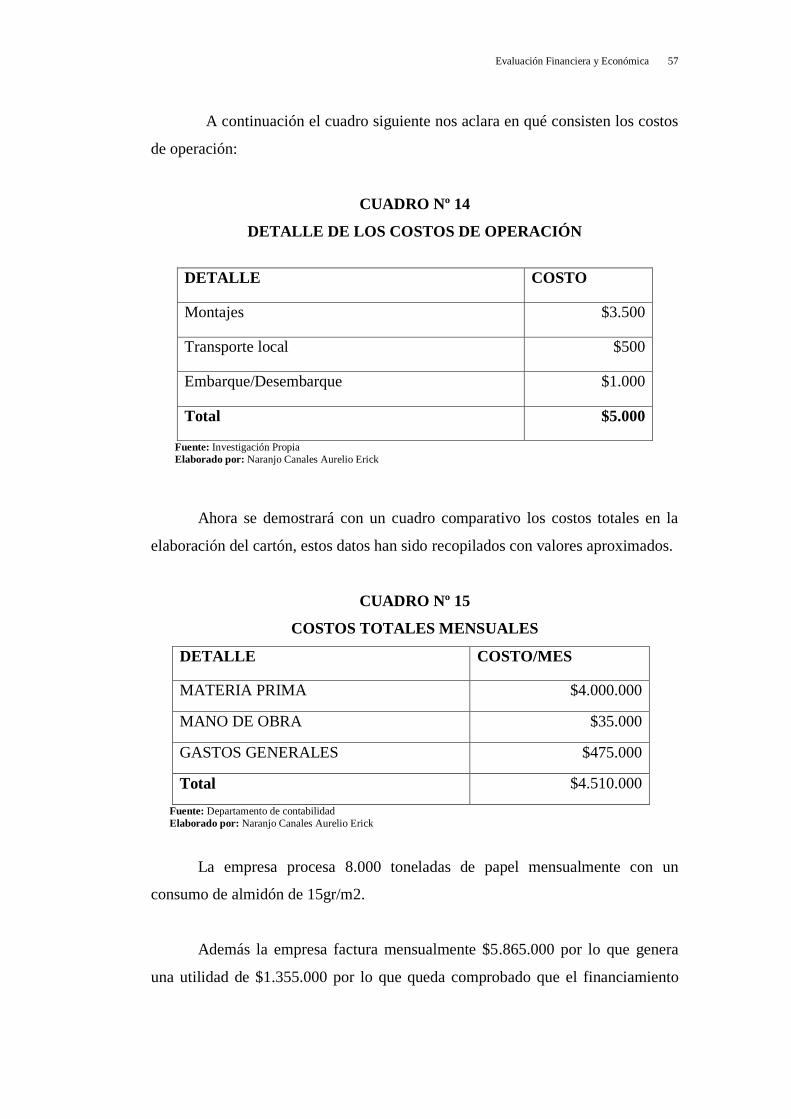
Evaluación Financiera y Económica 57
A continuación el cuadro siguiente nos aclara en qué consisten los costos
de operación:
CUADRO Nº 14
DETALLE DE LOS COSTOS DE OPERACIÓN
DETALLE COSTO
Montajes $3.500
Transporte local $500
Embarque/Desembarque $1.000
Total $5.000
Fuente: Investigación Propia
Elaborado por: Naranjo Canales Aurelio Erick
Ahora se demostrará con un cuadro comparativo los costos totales en la
elaboración del cartón, estos datos han sido recopilados con valores aproximados.
CUADRO Nº 15
COSTOS TOTALES MENSUALES
DETALLE COSTO/MES
MATERIA PRIMA $4.000.000
MANO DE OBRA $35.000
GASTOS GENERALES $475.000
Total $4.510.000
Fuente: Departamento de contabilidad
Elaborado por: Naranjo Canales Aurelio Erick
La empresa procesa 8.000 toneladas de papel mensualmente con un
consumo de almidón de 15gr/m2.
Además la empresa factura mensualmente $5.865.000 por lo que genera
una utilidad de $1.355.000 por lo que queda comprobado que el financiamiento
Evaluación Financiera y Económica 58
para esta propuesta no será externo y si se pretende elevar la producción e 8.500
toneladas mensuales trabajando de 24 horas de lunes a sábados, entonces se
entregaría la máquina a mantenimiento los días lunes por 8 horas y el personal
descansaría los domingos.
El dinero y el tiempo que se ameritan invertir para los cambios deberán
ser lo menor posible para que los resultados sean inmediatos y el retorno de la
inversión se justifique. La empresa ahorraría el dinero que se cancela por
sobretiempos (los días domingos) y la maquinaria mejoraría su productividad.
5.2 Evaluación Financiera
Con la ejecución del proyecto, se prevé incrementar la producción en un
6.25% con la inversión propuesta llegando a tener velocidades promedios de 180
metros/minutos en láminas de pared doble y 250 metros/minutos en láminas de
pared sencilla A continuación se realizan los diferentes tipos de análisis
financieros:
a) Análisis Beneficio/Costo
El primer análisis que se realizará es el beneficio/costo y se lo ha hecho
tomando como tiempo 12 meses, donde en el primer mes se realiza el
desembolso de la inversión y los meses restantes se ha proyectado a un año con un
incremento en las toneladas de papel producidas y por supuesto facturando todo lo
producido en este caso las 8.500 toneladas.
Para comprender el comportamiento del dinero en transcurso del período
del proyecto, a continuación en el cuadro # 16 se detalla el flujo de caja durante el
proyecto de mejora, en el cual debe poner atención en el incremento de la utilidad
bruta
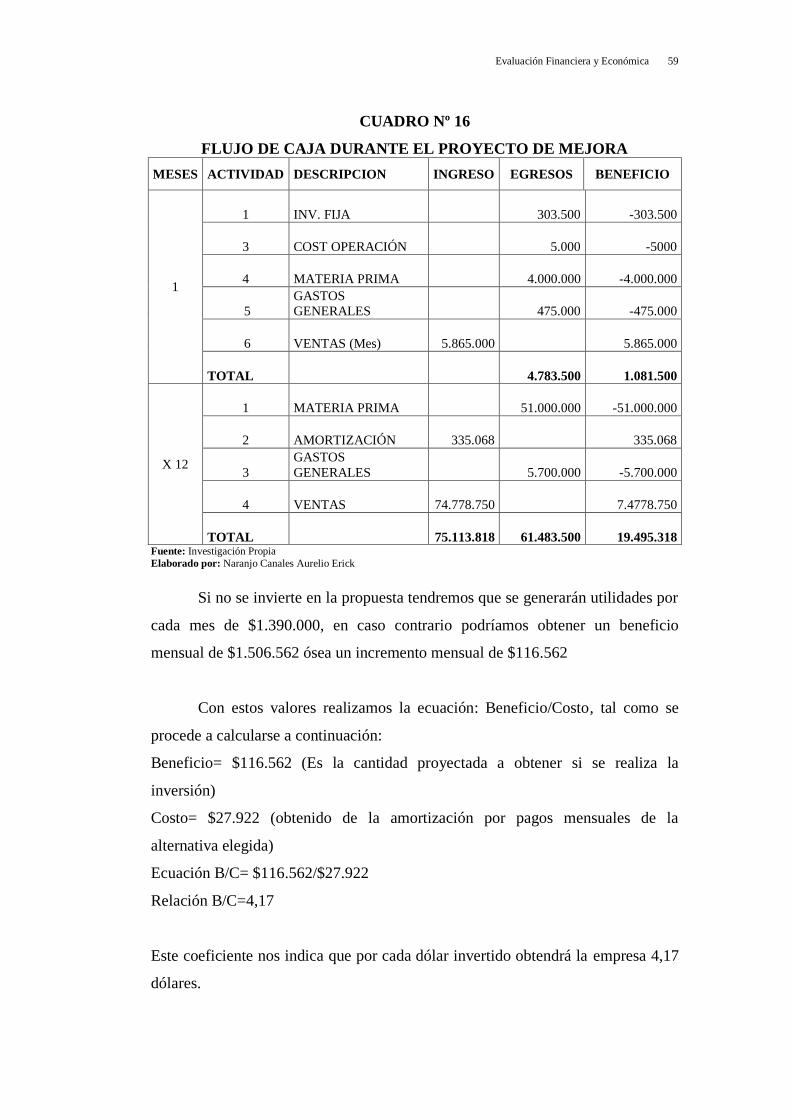
Evaluación Financiera y Económica 59
CUADRO Nº 16
FLUJO DE CAJA DURANTE EL PROYECTO DE MEJORA
MESES ACTIVIDAD DESCRIPCION INGRESO EGRESOS BENEFICIO
1
1 INV. FIJA 303.500 -303.500
3 COST OPERACIÓN 5.000 -5000
4 MATERIA PRIMA 4.000.000 -4.000.000
5
GASTOS
GENERALES 475.000 -475.000
6 VENTAS (Mes) 5.865.000 5.865.000
TOTAL 4.783.500 1.081.500
X 12
1 MATERIA PRIMA 51.000.000 -51.000.000
2 AMORTIZACIÓN 335.068 335.068
3
GASTOS
GENERALES 5.700.000 -5.700.000
4 VENTAS 74.778.750 7.4778.750
TOTAL 75.113.818 61.483.500 19.495.318 Fuente: Investigación Propia
Elaborado por: Naranjo Canales Aurelio Erick
Si no se invierte en la propuesta tendremos que se generarán utilidades por
cada mes de $1.390.000, en caso contrario podríamos obtener un beneficio
mensual de $1.506.562 ósea un incremento mensual de $116.562
Con estos valores realizamos la ecuación: Beneficio/Costo, tal como se
procede a calcularse a continuación:
Beneficio= $116.562 (Es la cantidad proyectada a obtener si se realiza la
inversión)
Costo= $27.922 (obtenido de la amortización por pagos mensuales de la
alternativa elegida)
Ecuación B/C= $116.562/$27.922
Relación B/C=4,17
Este coeficiente nos indica que por cada dólar invertido obtendrá la empresa 4,17
dólares.

Evaluación Financiera y Económica 60
b) Análisis de la Tasa Interna de Retorno
La tasa interna de retorno es el rendimiento esperado de un proyecto. La
TIR es la tasa de descuento que hace que el valor presente total de todos los flujos
de efectivo esperados ( FE ) de un proyecto sumen cero. Si la TIR excede a la tasa
de corte se considera que el proyecto es viable. Su ecuación de cálculo es:
n
tt
t
n
n
)TIR(
FE
)TIR(
FE........
)TIR(
FE
)TIR(
FEFE
02
210 0
'1'1'1'1
En el anexo 4 se tiene que la tasa interna de retorno del proyecto es del
37% mensual mayor a la tasa de corte o tasa mínima atractiva de la empresa del
1,3% mensual, por tanto la inversión es rentable.
c) Determinación del tiempo de recuperación
En el anexo 4 se realizó el cálculo del tiempo de recuperación de la
inversión, dando un retorno en dos meses.
d) Calculo del Valor Actual Neto (VAN)
Se conoce que el VAN es la diferencia entre lo que cuesta un proyecto de
presupuesto de capital y lo que vale (su valor de mercado). El VAN es el valor
presente de todos los flujos de efectivo relacionados con el proyecto, todos sus
costos e ingresos ahora y en el futuro. Se considera que un proyecto de inversión
es viable si el VPN es positivo. La fórmula de cálculo es:
n
tt
t
n
n
r)(
FE
r)(
FE........
r)(
FE
r)(
FEFEVAN
02
210
1111
En el anexo 4 se realizó el calculo del VAN, dando un valor de $978.891,
por tanto es rentable la inversión y se recomienda invertir en la maquinaria
propuesta.
CAPITULO VI
PROGRAMACIÓN PARA PUESTA EN MARCHA
6.1 Planificación y cronograma de implementación
Es necesario elaborar la planificación de las mejoras para aprovechar al
máximo los beneficios de la propuesta y los impactos como paradas de
maquinarias no influyan en con la entrega a tiempo de los productos con los
clientes, para esto se ha priorizado con los recursos mas cercanos y luego los que
requieren de mayor tiempo por montaje o adquisición. Con este criterio se
elaboró una lista de recursos y materiales disponibles:
Para mejorar la fórmula de adhesivo se requiere el uso de mayor cantidad
de almidón y bórax que GRUPASA si dispone en sus bodegas y desde
empezar a usarse estas nuevas cantidades se tendrá que abastecer con
mayor frecuencia.
La calibración de la malla y de la mesa de secado se la programaría
contactándose con el departamento técnico de MWU y se le enviaría la
orden de compra por los servicios requeridos por 1 día de trabajo que es el
tiempo que se necesita para este trabajo.
La construcción local de los rodillos debe de hacérsela en base a
proformas de los talleres que están aprobados como contratistas en
GRUPASA y de acuerdo a los requerimientos técnicos necesarios y
diseñados por el departamento de mantenimiento. Cada rodillo se lo puede
instalar en 3 horas en el programa de mantenimiento preventivo.
La importación de los frenos y la compra del equipo alineador por
trámites aduaneros, cotización, embarques, y análisis de costos,
demorarían 1 mes como mínimo aunque el alineador llegaría en 2 meses,
previamente pactado los contratos.
Programación para puesta en marcha 62
El rediseño de los rodillos precalentadores es un proceso lento por cuanto
primeramente se debe adquirir el cuarto precalentador para ir rotándolo e
ir reparando uno a uno los otros equipos.
En el cuadro #17 se muestra el cronograma de implementación de las
mejoras propuestas:
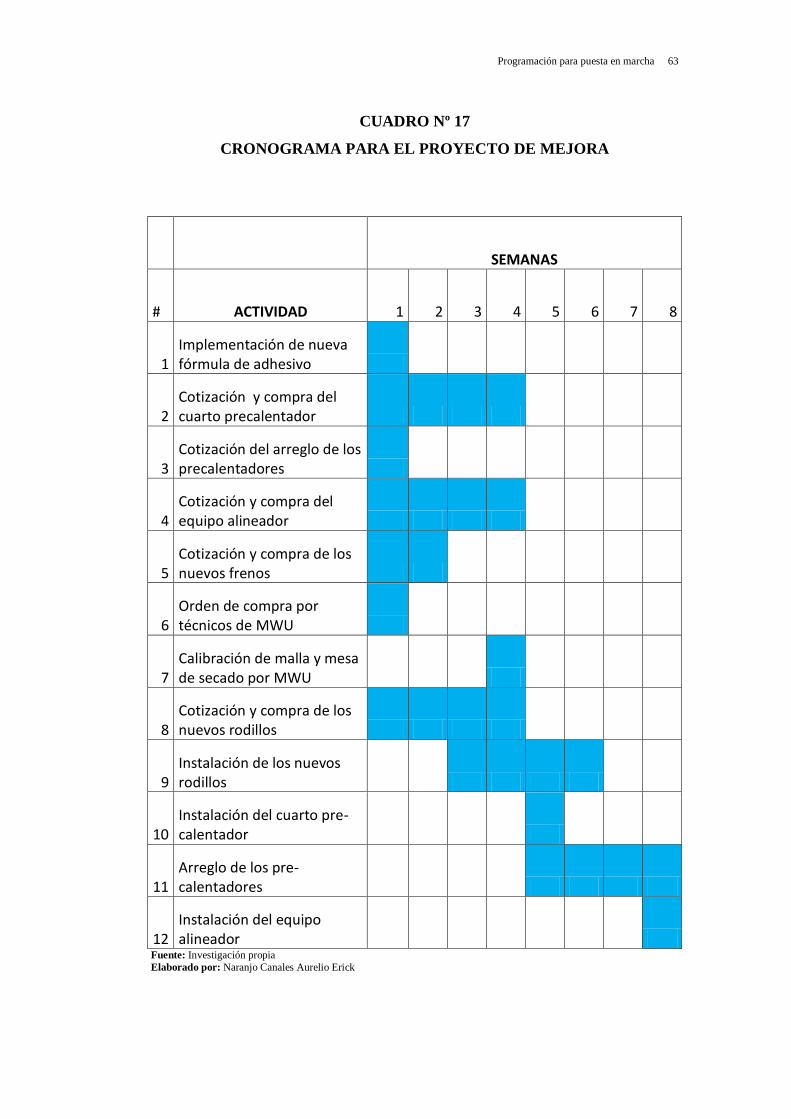
Programación para puesta en marcha 63
CUADRO Nº 17
CRONOGRAMA PARA EL PROYECTO DE MEJORA
Fuente: Investigación propia
Elaborado por: Naranjo Canales Aurelio Erick
SEMANAS
# ACTIVIDAD 1 2 3 4 5 6 7 8
1 Implementación de nueva fórmula de adhesivo
2 Cotización y compra del cuarto precalentador
3 Cotización del arreglo de los precalentadores
4 Cotización y compra del equipo alineador
5 Cotización y compra de los nuevos frenos
6 Orden de compra por técnicos de MWU
7 Calibración de malla y mesa de secado por MWU
8 Cotización y compra de los nuevos rodillos
9 Instalación de los nuevos rodillos
10 Instalación del cuarto pre-calentador
11 Arreglo de los pre-calentadores
12 Instalación del equipo alineador
Conclusiones y recomendaciones 64
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones
Luego de haber realizado un proceso de investigación en GRUPASA para
determinar los principales problemas que afectan al rendimiento del área de
corrugado se determinó que deben hacerse ajustes en la fórmula del adhesivo,
mejorar los métodos de trabajo y se debe invertir en el mejoramiento de la
máquina corrugadora para poder sostener la calidad y rapidez propuestas en esta
tesis y llegar a la velocidad nominal de fábrica.
Además al ganar en rapidez quedará tiempo para seguir creciendo en
volúmenes de producción y los clientes obtendrán sus cajas en menor tiempo, el
personal operativo podrá descansar los fines de semana y habrá más tiempo para
mantenimiento.
Se determinó que el proyecto de mejora de la corrugadora es viable
mediante la evaluación financiera del mismo, donde se obtuvo un valor actual
neto positivo, una tasa interna de retorno mensual del 37% y que la inversión del
proyecto se recuperaría en 2 meses.
7.2. Recomendaciones
Una de las principales recomendaciones será preparase en abastecerse de
la suficiente cantidad de materia prima y evitar que la producción baje por falta de
recursos, también se debe mejorar el mantenimiento a la máquina ya que todos los
equipos se desgastarán en menor tiempo por trabajar a mayor velocidad, otro

Conclusiones y recomendaciones 65
punto a tener en cuenta son los ingresos de los operarios pues se disminuirán al
recibir menos sobretiempo del acostumbrado.
GLOSARIO DE TÉRMINOS
Batch.- Cantidad de materiales para la preparación de un ciclo de
adhesivo.
Conveyor.- Sistema de transportación de las pilas de láminas por medio de
rodillos.
DECC.- Control computarizado de la parte seca de la corrugadora.
Stacker.- Apilador de láminas
TAPPI.- Organización internacional que elabora normas y métodos de
trabajo para la elaboración de contenedores y empaques a base de papel.
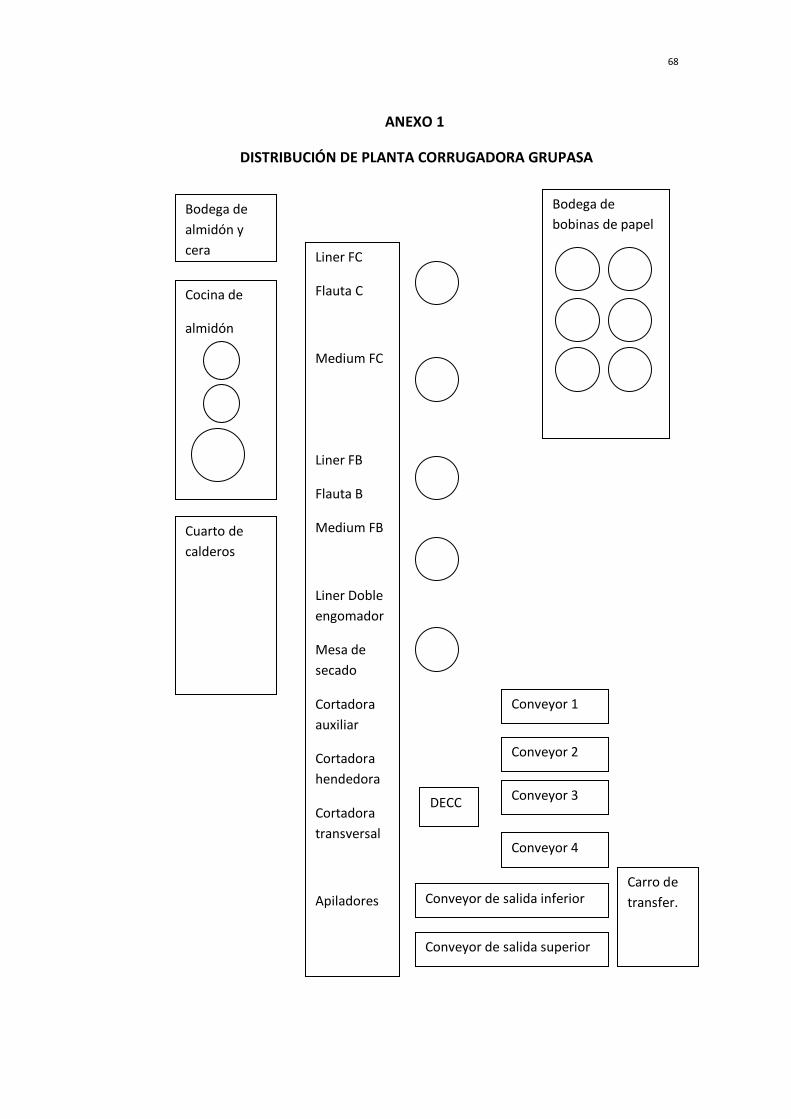
68
Cocina de
almidón
Bodega de
bobinas de papel
ANEXO 1
DISTRIBUCIÓN DE PLANTA CORRUGADORA GRUPASA
Liner FC
Flauta C
Medium FC
Liner FB
Flauta B
Medium FB
Liner Doble
engomador
Mesa de
secado
Cortadora
auxiliar
Cortadora
hendedora
Cortadora
transversal
Apiladores
DECC
Conveyor de salida inferior
Conveyor de salida superior
Conveyor 1
Conveyor 2
Conveyor 3
Conveyor 4
Carro de
transfer.
Bodega de
almidón y
cera
Cuarto de
calderos
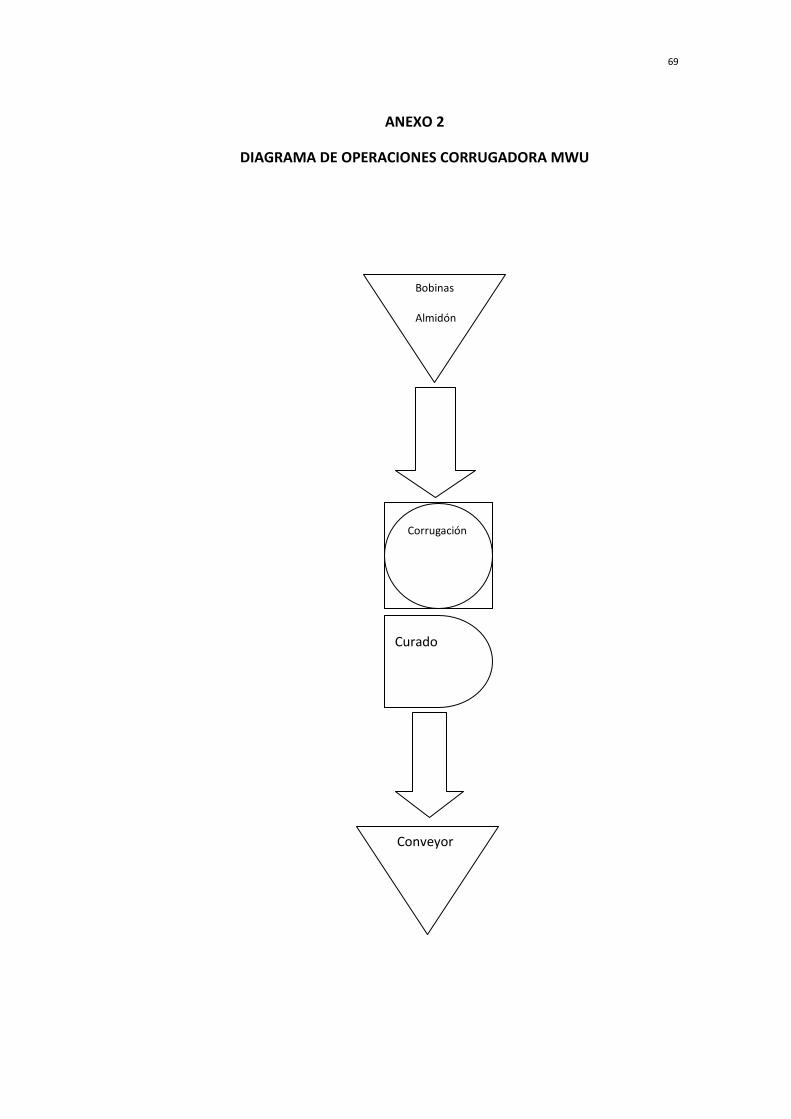
69
ANEXO 2
DIAGRAMA DE OPERACIONES CORRUGADORA MWU
Bobinas
Almidón
Corrugación
Curado
Conveyor
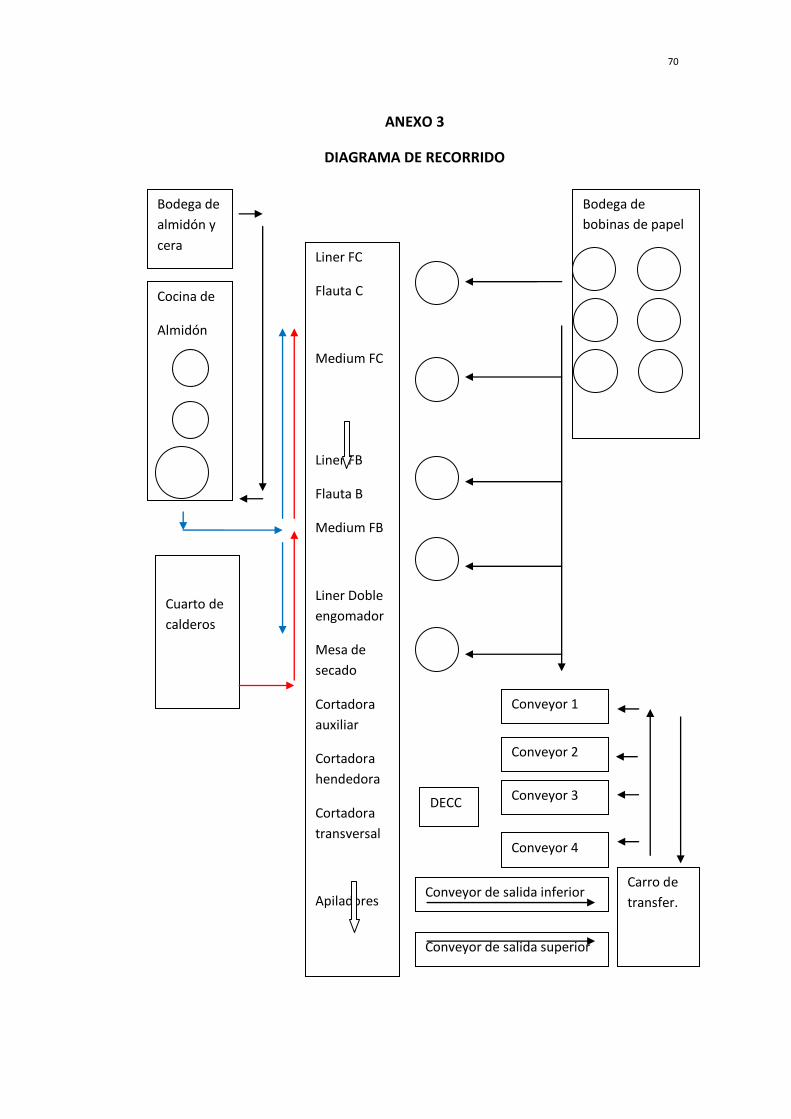
70
Bodega de
bobinas de papel
ANEXO 3
DIAGRAMA DE RECORRIDO
Liner FC
Flauta C
Medium FC
Liner FB
Flauta B
Medium FB
Liner Doble
engomador
Mesa de
secado
Cortadora
auxiliar
Cortadora
hendedora
Cortadora
transversal
Apiladores
Cocina de
Almidón
DECC
Conveyor de salida inferior
Conveyor de salida superior
Conveyor 1
Conveyor 2
Conveyor 3
Conveyor 4
Carro de
transfer.
Cuarto de
calderos
Bodega de
almidón y
cera
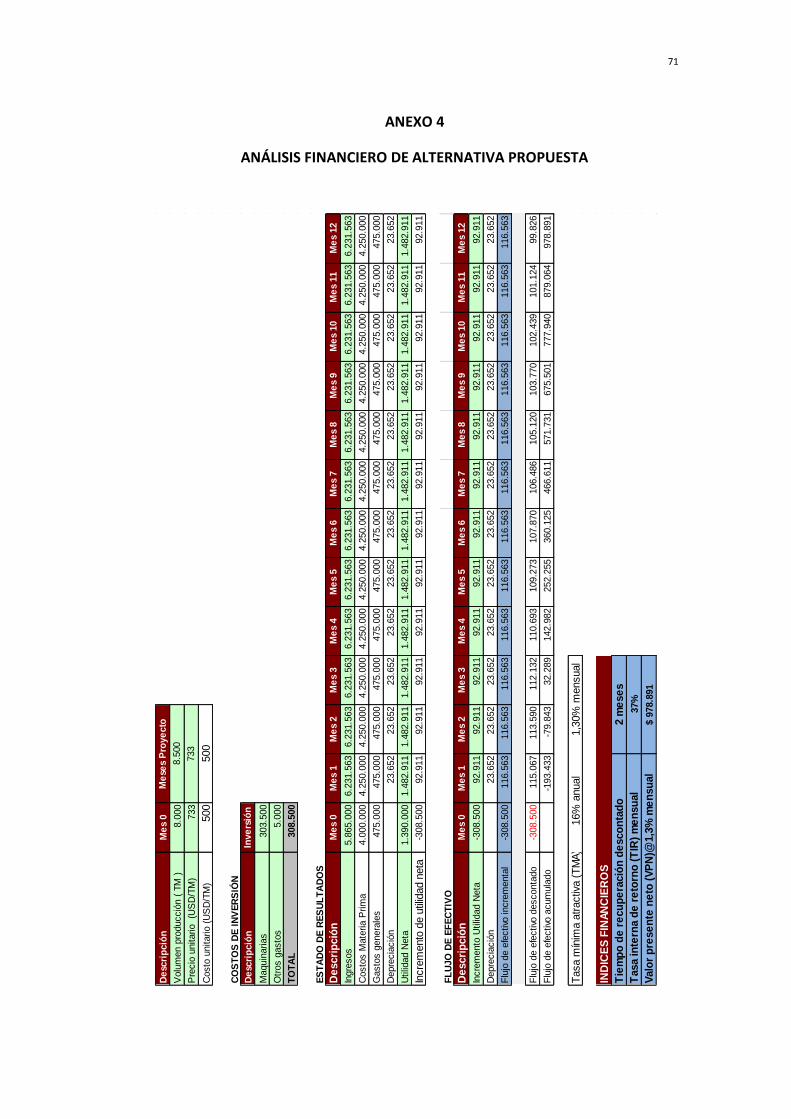
71
ANEXO 4
ANÁLISIS FINANCIERO DE ALTERNATIVA PROPUESTA D
esc
rip
ció
nM
es
0
Volu
men p
roducció
n (
TM
)8.0
00
8.5
05
Pre
cio
unitario
(US
D/T
M)
733
0
Costo
unitario (
US
D/T
M)
500
805
De
scri
pció
nIn
ve
rsió
n
Maquin
arias
303.5
00
Otr
os g
asto
s5.0
00
TO
TA
L308.5
00
ES
TA
DO
DE
RE
SU
LT
AD
OS
12
34
56
78
910
11
12
De
scri
pció
nM
es
0M
es
1M
es
2M
es
3M
es
4M
es
5M
es
6M
es
7M
es
8M
es
9M
es
10
Me
s 11
Me
s 12
Ingre
sos
5.8
65.0
00
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
6.2
31.5
63
Costo
s M
ate
ria P
rim
a4.0
00.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
4.2
50.0
00
Gasto
s g
enera
les
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
475.0
00
Depre
cia
ció
n23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
Utilid
ad N
eta
1.3
90.0
00
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
1.4
82.9
11
Incre
mento
de u
tilid
ad n
eta
-308.5
00
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
De
scri
pció
nM
es
0M
es
1M
es
2M
es
3M
es
4M
es
5M
es
6M
es
7M
es
8M
es
9M
es
10
Me
s 11
Me
s 12
Incre
mento
Utilid
ad N
eta
-308.5
00
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
92.9
11
Depre
cia
ció
n23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
23.6
52
Flu
jo d
e e
fectivo
incre
menta
l -3
08.5
00
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
116.5
63
Flu
jo d
e e
fectivo
desconta
do
-308.5
00
115.0
67
113.5
90
112.1
32
110.6
93
109.2
73
107.8
70
106.4
86
105.1
20
103.7
70
102.4
39
101.1
24
99.8
26
Flu
jo d
e e
fectivo
acum
ula
do
-193.4
33
-79.8
43
32.2
89
142.9
82
252.2
55
360.1
25
466.6
11
571.7
31
675.5
01
777.9
40
879.0
64
978.8
91
Tasa m
ínim
a a
tractiv
a (
TM
A):
16%
anual
1,3
0%
mensual
IND
ICE
S F
INA
NC
IER
OS
FL
UJO
DE
EF
EC
TIV
O
CO
ST
OS
DE
IN
VE
RS
IÓN
Me
ses
Pro
ye
cto
8.5
00
733
500
2 m
ese
s
37%
$ 9
78.8
91
Tie
mp
o d
e r
ecu
pe
ració
n d
esco
nta
do
Tasa in
tern
a d
e r
eto
rno
(T
IR)
me
nsu
al
Valo
r p
rese
nte
ne
to (
VP
N)@
1,3
% m
en
su
al
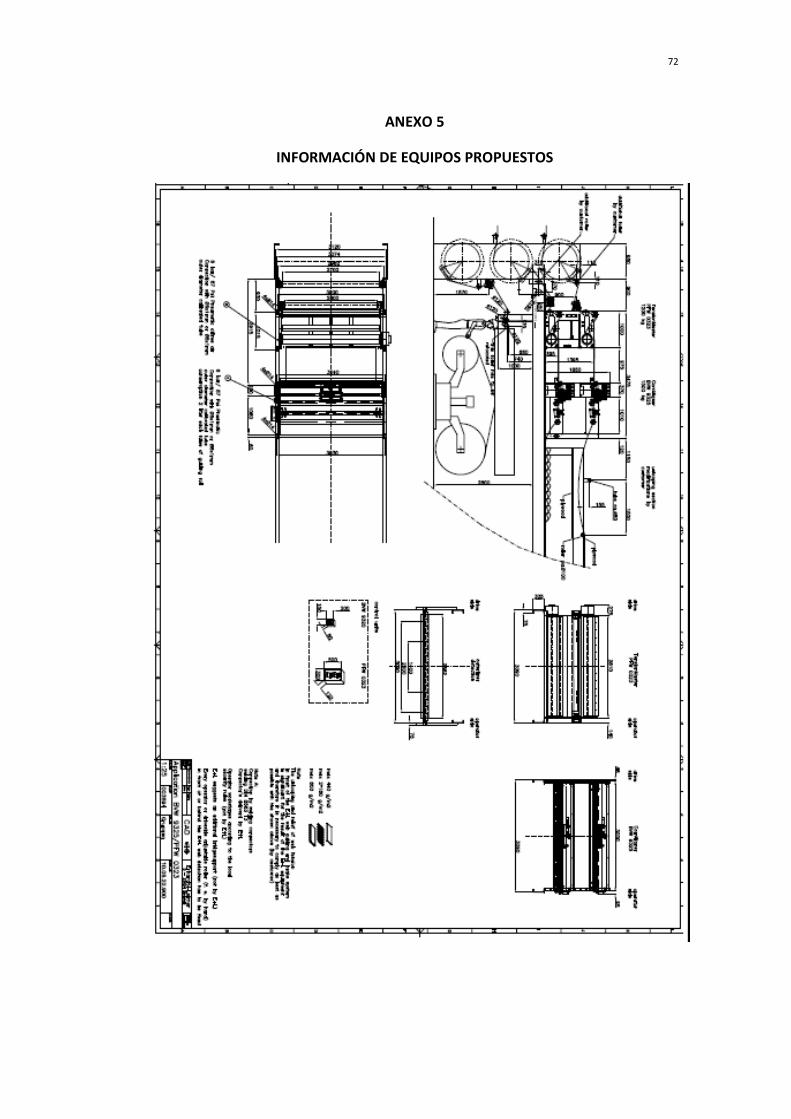
72
ANEXO 5
INFORMACIÓN DE EQUIPOS PROPUESTOS
BIBLIOGRAFIA
Seminario de graduación Facultad de Ingeniería Industrial
Biblioteca de la facultad de Ingeniería Industrial
Seminario de Implementación al Mantenimiento Total Productivo (TPM).
Seminario de Análisis Causa Raíz de Fallas
Tesis de consulta
Internet.
Departamento de Datos Estadísticos de GRUPASA
Departamento del MCM GRUPASA
Libros de consultas:
Estadística. Muestreo – Murray R. Spiegel-2000
Ingeniería de Métodos- Registros y análisis- Freddy Alfonso Durán-2007
Manual del Ingeniero Industrial- Ergonomía y Seguridad-Maynard-2005
Gestión de la calidad y la competitividad- Control- Ivancevich, Lorenzi, Steven,
Skinner, phillip Crosby-1994
Consulta en Internet
Pagina: www.grupasa.com.ec