Embed Size (px)
Citation preview
0
UNIVERSIDAD NACIONAL AGRARIA DE LA SELVA
FACULTAD DE RECURSOS NATURALES RENOVABLES
ESCUELA PROFESIONAL DE INGENIERÍA AMBIENTAL
INFORME FINAL
OPTIMIZACION DE TRAMPA DE GRASAS Y ACEITES CON OPERACIÓN
CONTINUA POR EFECTO DEL CALOR EN CONDICIONES DE
LABORATORIO
EJECUTOR : NIEVE CONTRERAS, Giordy Alex
ASESOR : Ing. Msc. Paredes Salazar, José Luis
LUGAR DE EJECUCIÓN : Laboratorio de Calidad del Agua
ENTIDAD : UNIVERSIDAD AGRARIA DE LA SELVA
DURACIÓN DE TRABAJO : 3 Meses
TINGO MARÍA – PERÚ
2019
50
INDICE
I. INTRODUCCIÓN................................................................................... 1
II. REVISION DE LITERATURA ................................................................ 3
2.1. Antecedentes ...................................................................................... 3
2.2. Marco conceptual ............................................................................... 4
2.2.1. Aguas residuales ........................................................................ 4
2.2.2. Aguas residuales domésticas ................................................... 4
2.2.3. Aguas grises ................................................................................ 4
2.2.4. Aguas residuales con aceites ................................................... 5
2.2.5. Aceites y grasas .......................................................................... 5
2.2.6. Carga de diseño .......................................................................... 5
2.2.7. Flujo intermitente ........................................................................ 5
2.2.8. Flujo continuo .............................................................................. 6
2.2.9. Medición del caudal.................................................................... 6
2.2.10. Trampa de grasas y aceites .................................................. 7
2.3. Tratamiento de aguas residuales ................................................... 7
2.4. Trampas de grasas y aceites ................................................................ 8
2.4.1. Tipos de trampa de grasas y aceites .................................... 10
2.4.2. Eficiencia de trampa de grasas y aceites ............................ 14
2.5. Electrocoagulación de aguas residuales con aceites y grasas ............ 16
2.5.1. Factores que intervienen en el proceso de electrocoagulación .... 16
2.5.2. Ventajas y desventajas de la electrocoagulación ............... 19
2.6. Normativa Peruana respecto a la gestión de aguas ..................
residuales .......................................................................................... 20
2.7. Impacto ambiental generado por aguas residuales con ...........
aceites y grasas .............................................................................. 21
2.7.1. Agotamiento del contenido en oxígeno ........................................ 21
2.7.2. Eutrofización ................................................................................. 22
2.8. Matriz de Pugh ................................................................................. 22
III. MATERIALES Y METODOS ............................................................... 23
3.1. Lugar de ejecución .......................................................................... 23
3.2. Ubicación geográfica ...................................................................... 23
3.3. Ubicación política ............................................................................ 24
3.4. Materiales y equipos ....................................................................... 24

51
3.5. Metodología ...................................................................................... 24
3.5.1. Fase previa ................................................................................ 24
3.5.2. Fase de trabajo ......................................................................... 25
IV. RESULTADOS .................................................................................... 31
4.1. Cálculo de la capacidad de uso del diseño de la ......................
trampa de grasas y aceites ............................................................ 31
4.2. Evaluación de la eficiencia del diseño propuesto ....................
para separar el aceite y grasas .................................................... 32
4.3. Comparación de la eficiencia de aceites y grasas obtenida ......
con el diseño optimizado con los sistemas convencionales ... 35
V. DISCUSION ........................................................................................ 36
VI. CONCLUSIONES ................................................................................ 39
VII. RECOMENDACIONES ....................................................................... 40
VIII. REFERENCIAS BIBLIOGRAFICAS .................................................... 41
IX. ANEXOS ............................................................................................. 44
52
INDICE DE CUADROS
Cuadro Pág.
1. Matriz de Pugh para la elaboración del diseño ............................................ 25
2. Datos de diseño de sistema de evaluación. ................................................. 31
3. Datos de captura de aceites y grasas para 30 ppm. .................................... 32
4. Datos de captura de aceites y grasas para 60 ppm. .................................... 32
5. Datos de captura de aceites y grasas para 90 ppm. .................................... 33
6. Eficiencia de captura de aceites y grasas para 30 ppm. .............................. 33
7. Eficiencia de captura de aceites y grasas para 60 ppm. .............................. 34
8. Eficiencia de captura de aceites y grasas para 90 ppm. .............................. 34
9. Eficiencia de captura de aceites y grasas para 90 ppm. .............................. 35
53
INDICE DE FIGURAS
Figura Pág.
1. Sistemas que componen una trampa de grasa ............................................. 9
2. Trampa con ubicación relativa .................................................................... 11
3. Trampa con ubicación bajo tierra ................................................................. 12
4. Interceptor de grasa por gravedad ............................................................... 13
5. Interceptor de grasa por gravedad .............................................................. 14
6. Interceptor de grasa por gravedad ............................................................... 15
7. Eficiencia de remoción de grasas y aceites vs días de operación ............... 15
8. Disposición de electrodos en modo monopolar y bipolar ............................. 17
9. Lugar de ejecución ....................................................................................... 23
10. Pesado del crisol. ....................................................................................... 45
11. Separación de aceites en la pera de decantación. ..................................... 45
12. Ebullición del éter de petróleo. ................................................................... 46
13. Toma de muestra. ...................................................................................... 46
14. Prueba inicial con agua limpia. ................................................................... 47
15. Prueba inicial con agua limpia. ................................................................... 47
16. Muestras con diferentes concentraciones. ................................................. 48
17. Toma de temperatura de funcionamiento................................................... 48
18. Funcionamiento de la trampa de grasas y aceites. .................................... 49
19. Pesado de crisol con muestra de grasa y aceites. ..................................... 49
1
I. INTRODUCCIÓN
Uno de los procesos importantes dentro de una planta de
tratamiento es la captura de aceites y grasas, que brinda eficiencia para un
tratamiento exitoso del agua residual en los siguientes procesos u operaciones
que están interconectadas en la planta de tratamientos, incluso solo el
tratamiento de la captura de aceites y grasas puede ayudar mucho al
ecosistema en disminuir la contaminación en los cuerpos de agua.
El proceso de la separación del aceite y grasas es un principio
físico donde que una molécula de agua (H2O) se comporta como si fuera un
imán y el aceite se comporta de manera completamente opuesta, es un
compuesto neutro que no tiene polaridad, es decir, que no puede actuar como
imán, de esta forma se separa el agua del aceite.
La saturación por exceso de aceites y grasas en una trampa ha
provocado la deficiencia de estos diseños motivo por el cual, se busca una
optimización del diseño en donde el dispositivo logrará retener un mayor
porcentaje de grasa, que la tendencia actual de sus similares en el mercado.
En esta práctica pre-profesional se fortalecerá los conocimientos en
el tratamiento de aguas residuales específicamente en la captura de grasas y
aceites optimizando el diseño de la trampa de grasas y aceites, con la intención
de brindar a la población de Tingo María una solución económica y eficiente al
2
tratar sus aguas generadas en su domicilio o negocio con el fin de cuidar
nuestros recursos naturales y medio ambiente.
Objetivo General
Optimizar el diseño de captura de grasas y aceites con operación
continua por efecto del calor en la universidad Nacional Agraria de la Selva
Objetivos específicos
- Calcular la capacidad de uso del diseño para la trampa de grasas y
aceites.
- Determinar la eficiencia del diseño propuesto para separar aceites
y grasas.
- Comparar la eficiencia de aceites y grasas obtenida con el diseño
optimizado con los sistemas convencionales
3
II. REVISIÓN DE LITERATURA
2.1. Antecedentes
Un estudio a nivel de Tingo María realizado por ORTEGA (2018), la
Municipalidad Provincial de Leoncio Prado, emite la Ordenanza Municipal N°
015 – 2017 – MPLP, que aprueba el Reglamento que regula la Instalación de
Trampas de Grasa como Tratamiento Primario de Aguas Residuales no
Domésticas en los establecimientos comerciales y de servicios en la provincia
de Leoncio Prado, encargando a la Gerencia de Gestión Ambiental y Defensa
Civil a través de sus unidades orgánicas el estricto cumplimiento y ejecución de
lo dispuesto se encontró que sólo el 54% de los establecimientos verificados,
del tipo restaurantes y afines, cuentan con la trampa de aceites y grasas,
siendo principalmente los pequeños restaurantes quienes no realizan su
instalación por desconocimiento de sus obligaciones encontrando niveles altos
de eficiencia para la remoción de Aceites y Grasas.
Otro estudio realizado a nivel de Colombia por TORRES
(2016), donde tuvieron como objetivo es optimizar las estructuras y los
procesos utilizados en la PTAR del municipio de La Calera (Cundinamarca),
garantizando un funcionamiento tal que permita a la planta cumplir con la
adecuada remoción de solidos suspendidos, reducir la DBO, disminuir la
dureza del agua y cumplir con los parámetros estipulados en la resolución 0631
4
de 2015 en dónde se establecen los parámetros admisibles de los vertimientos
puntuales.
2.2. Marco conceptual
2.2.1. Aguas residuales
Son aquellas aguas cuyas características originales han sido
modificadas por actividades humanas y que por su calidad requieren un
tratamiento previo, antes de ser reusadas, vertidas a un cuerpo natural de agua
o descargadas al sistema de alcantarillado (OEFA, 2014).
2.2.2. Aguas residuales domésticas
Son las aguas provenientes de uso domésticos, de casas,
residencias, condominios, y otros. Compuestas de aguas grises y aguas negras
según CHINCHILLA (2015), las aguas residuales domésticas se originan en:
- Aguas negras
- Uso del inodoro
- Aguas grises
- Preparación de alimentos, en el lavado de platos y ropa, limpieza
de la casa, higiene personal, lavado de vehículos.
2.2.3. Aguas grises
Las aguas grises se caracterizan por altos contenidos de productos
químicos difíciles de degradar como los fosfatos y clorados. Por su aporte de
fósforo, nitrógeno y en ocasiones de potasio, las convierte en una fuente de
contaminación para lagos y ríos, promoviendo el crecimiento de algas,
acelerando su eutrofización (CHINCHILLA, 2015).
5
2.2.4. Aguas residuales con aceites
La liberación de aceites y grasas al medio acuático, como
sustancias hidrófobas de menor densidad, además de provocar un impacto
estético, aportan otros contaminantes como la elevada DQO que en gran
medida afectan al intercambio gaseoso. Así, estas sustancias una vez entran al
medio acuático, se difunden a la superficie reduciendo la oxigenación a través
de la interfase aire-agua y la actividad fotosintética, ya que absorbe la radiación
solar, disminuyendo así, además, la producción interna de oxígeno disuelto
(BRAVO et al, 2016).
2.2.5. Aceites y grasas
Las grasas y aceites de origen vegetal o animal son triglicéridos o
también llamados ésteres de la glicerina, con ácidos grasos de larga cadena de
hidrocarburos que generalmente varían en longitud. De forma general, cuando
un triglicérido es sólido a temperatura ambiente se le conoce como grasa, y si
se presenta como líquido se dice que es un aceite (BRAVO et al, 2016).
2.2.6. Carga de diseño
Producto del caudal por la concentración de un parámetro
específico; se usa para dimensionar un proceso de tratamiento, en condiciones
aceptables de operación. Tiene unidades de masa por tiempo (m/t) (TORRES,
2016).
2.2.7. Flujo intermitente
Conocidos también como de llenado y vaciado, o reactores por
cochada, son unidades que se llenan con un volumen de agua residual (etapa
6
de llenado), se tratan estas aguas (etapa de tratamiento) y se vacía (etapa de
vaciado) para dar lugar a una nueva carga con otro volumen de aguas
residuales. Se usa frecuentemente en aguas residuales industriales, en donde
la descarga de efluentes líquidos no se realiza de manera continua, sino en
periodos o lapsos del día. Aunque este fue el modelo de reactor que empezó a
usarse en los inicios del tratamiento de aguas residuales municipales, el rápido
crecimiento de las ciudades obligó a cambiar estos reactores por otros de
funcionamiento continuo. También se usa mucho en investigaciones y
experimentos de laboratorio debido a la comodidad que supone el no trabajar
con flujos constantes de agua (TORRES, 2016).
2.2.8. Flujo continuo
En general altamente automizado y permanente. Tienen alto
volumen y alta estandarización, con flujos de línea muy rígidos. Usualmente un
insumo primario como un líquido, gas o polvo se mueve sin parar a través de la
instalación. El proceso por lo general es de capital intensivo y operan buscando
maximizar el espacio y evitar onerosas paradas de planeta (CARRO y
GONZÁLEZ, 2008).
2.2.9. Medición del caudal
Son métodos que permiten conocer el flujo volumétrico o caudal
que está circulando por la tubería, consiste en la determinación de la cantidad
de masa o volumen que circula por la conducción por unidad de tiempo, este
parámetro es de muchísima importancia en aquellos procesos que involucran el
transporte de un fluido o sustancias y se dividen en método de caudales
7
pequeños (volumétrico) y método superficie/velocidad (para caudales grandes)
(BRAVO et al, 2016).
2.2.10. Trampa de grasas y aceites
Son tanques pequeños de flotación donde la grasa sale a la
superficie, y es retenida mientras el agua aclarada sale por una descarga
inferior. No lleva partes mecánicas y el diseño es parecido al de un tanque
séptico (TORRES, 2016).
2.3. Tratamiento de aguas residuales
El tratamiento del agua consiste en la remoción de las
características indeseables de las aguas residuales a un nivel igual o menor
que el determinado en el grado de tratamiento, para cumplir con los requisitos
de calidad del cuerpo receptor (CHINCHILLA, 2015).
La selección de los procesos de tratamiento depende de cierto
número de factores, entre los que se incluyen:
- Características del agua residual: DBO, materia en suspensión,
pH, productos tóxicos, Calidad del efluente de salida, Coste y disponibilidad de
terrenos, Consideración de futuras ampliaciones y Coste local del agua.
El grado de tratamiento requerido para un agua residual depende
fundamentalmente de los límites de vertido para el efluente.
Convencionalmente se clasifican en pretratamientos, tratamientos primarios,
tratamientos secundarios y tratamientos terciarios.
Los pretratamientos consisten en el acondicionamiento del agua
residual antes de pasar al tratamiento primario, de manera que se evite
posibles atascamientos u obstrucciones en los conductos. Los tratamientos
8
primarios se emplean para la eliminación de sólidos en suspensión y los
materiales flotantes impuesta por los limites, tanto de descarga al medio
receptor como para poder llevar los efluentes a un tratamiento secundario, bien
directamente o pasando por una neutralización u homogeneización. El
tratamiento secundario comprende tratamientos biológicos convencionales para
reducir principalmente la carga orgánica. En cuanto al tratamiento terciario su
objetivo fundamental es la eliminación de contaminantes que no se eliminan
con los tratamientos biológicos convencionales.
2.4. Trampas de grasas y aceites
Una trampa de grasa es un dispositivo de metal, plástico o concreto
utilizado en la industria restaurantera, tiene como función principal, remover
grasas, aceites y residuos orgánicos conocidos como desperdicios de comida,
antes de que sean vertidos al sistema de aguas residuales, ya que, al enfriarse
las grasas y aceites cambian su viscosidad. De esta manera se adhieren a las
paredes internas de la tubería, lo cual restringe el flujo y puede ocasionar
desbordamientos. Está ubicado de manera estratégica previo a la tubería de
descarga que conecta al restaurante con el sistema de alcantarillado de la
Ciudad y después del sistema de limpieza de alimentos y utensilios empleados
para la preparación de alimentos. Dentro del dispositivo, las grasas y aceites se
separan del agua y flotan en la superficie, lo que impide su paso hacia las
aguas residuales. Las trampas de grasa deben realizar esta función a la
perfección siempre y cuando hayan sido instaladas de manera correcta, estén
bien construidas, y cuenten con el mantenimiento adecuado (ARELLANO y
SANCHEZ, 2017).
9
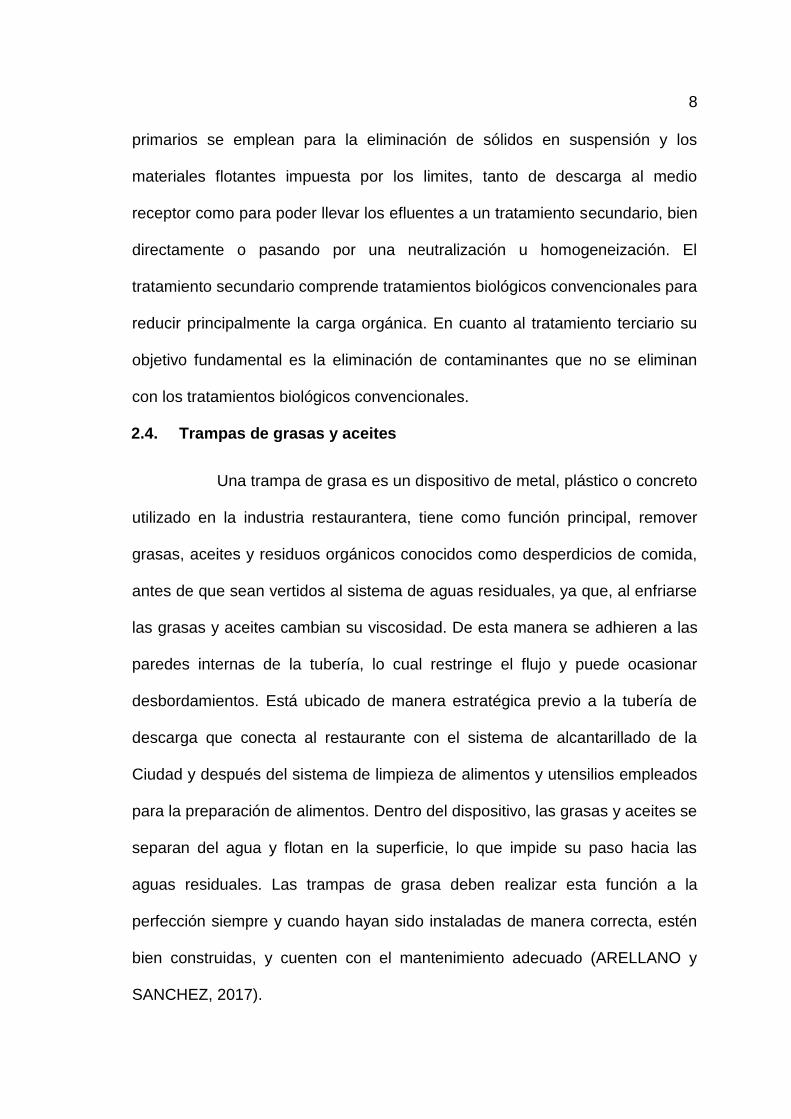
Sistema de admisión: Consta de una tubería, la cual proviene del
sistema de desalojo de residuos del restaurante (fregadero, lavabos y
lavaplatos).
Sistema de sedimentación: Consiste en un lugar geométrico dentro
de la trampa, donde los residuos de alimentos son depositados mediante una
sedimentación, a lo largo de su trayectoria.
Sistema de separación: Consiste en una serie de placas o tuberías,
donde los residuos (grasas, aceites y residuos de alimentos) van quedando
atrapados a lo largo de la trampa para detener su paso hacia el sistema de
escape.
Sistema de escape: Consta de una tubería, la cual desaloja los
líquidos hacia el sistema de aguas residuales.
Figura 1. Sistemas que componen una trampa de grasa
Fuente: ARELLANO y SANCHEZ (2017).
10
2.4.1. Tipos de trampa de grasas y aceites
- Las trampas de grasa presentan diferentes configuraciones,
dependiendo del uso y la capacidad de este dispositivo, a continuación se
presenta los diferentes tipos de trampas que hay actualmente en el mercado.
- Interceptor de grasa hidromecánico: Este dispositivo es conocido
en México como trampa de grasa. Se trata de unidades fabricadas en acero,
ubicadas predominantemente en interiores en un lugar centralizado en las
proximidades de los accesorios servidos o en el punto de uso del punto de
descarga. Son de tamaño relativamente compacto y utilizan la acción de flujo
hidráulico, el desbloqueo interno, el arrastre de aire y una diferencia en
gravedad específica entre el agua y GAR (grasas, aceites y residuos de
alimentos) para la separación y retención del flujo de residuos de fijación
(ARELLANO y SANCHEZ, 2017).
Principalmente existen dos tipos de ubicaciones de estos tipos de
trampas de grasa (IGH), las cuales son comunes en la industria restaurantera.
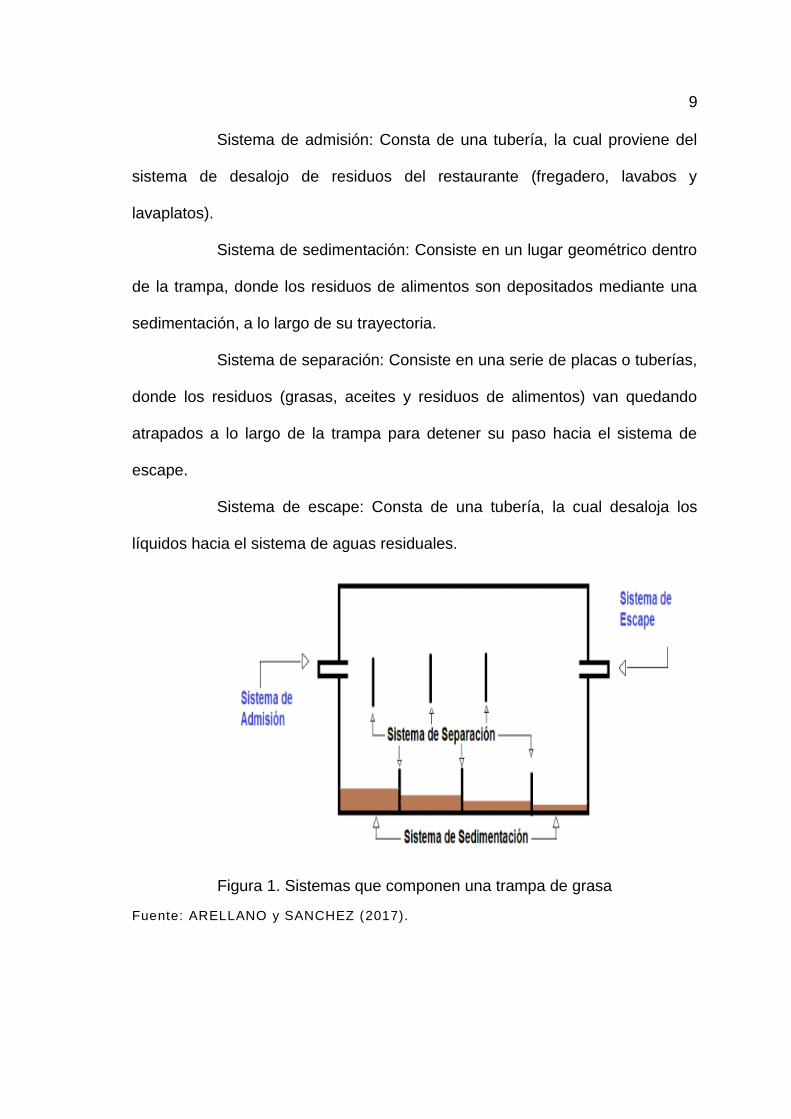
- Ubicación relativa: Pueden ubicarse sobre el nivel del terreno,
usualmente sobre el piso terminado. Esta opción es muy frecuente cuando se
trata de instalaciones de obras existentes y que no contaban con el dispositivo,
o bien que el existente no es suficiente para el caudal que se deberá
desgrasar. La facilidad de acceso y mantenimiento suele ser una ventaja
integrada a esta alternativa. En este tipo de instalación debe de dejarse
espacio considerable para que el personal pueda maniobrar una buena
limpieza periódica (ARELLANO y SANCHEZ, 2017).
11
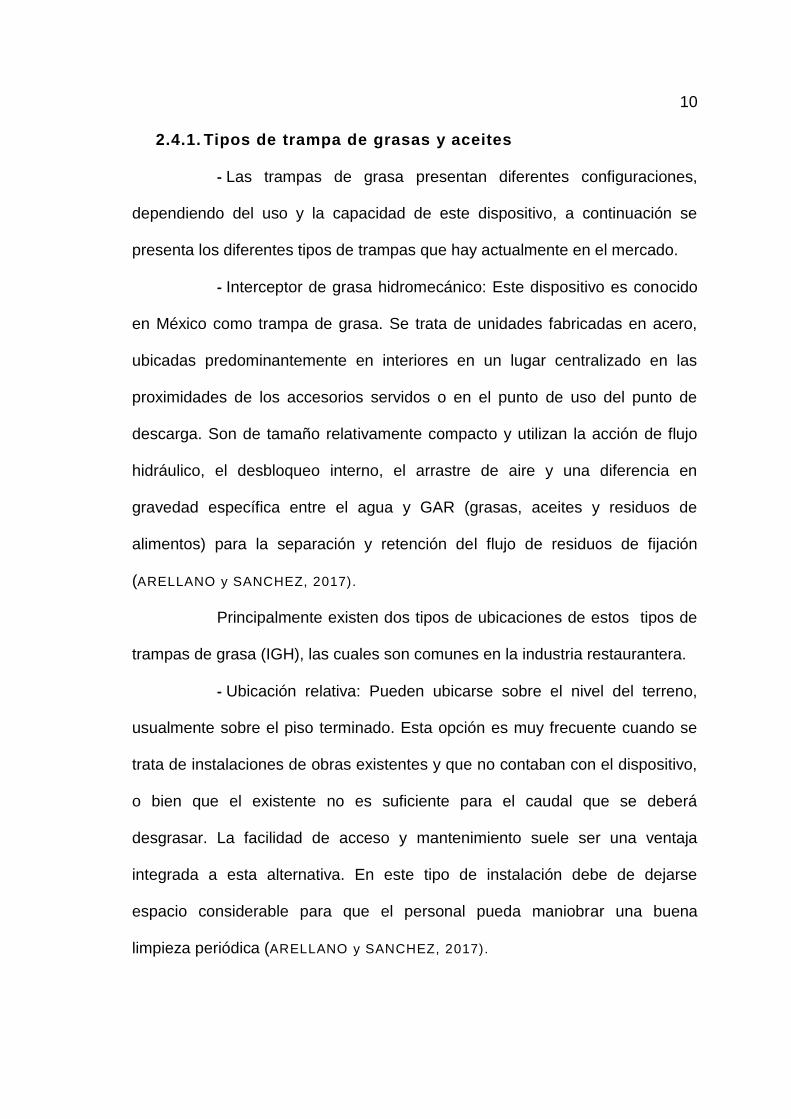
Figura 2. Trampa con ubicación relativa
Fuente: ARELLANO y SANCHEZ (2017).
- Ubicación bajo tierra: Pueden instalarse bajo tierra, sobre todo
cuando se trata de construcciones nuevas o remodelaciones mayores, en las
que el costo de excavar y tapar sea justificado. Esto usualmente lo definen
entre el ingeniero mecánico, el arquitecto y el propietario, no habiendo ninguna
diferencia operativa, desde el punto de vista de remoción de grasa, si se sigue
o no esta alternativa. En ciertas aplicaciones y localidades, esta decisión puede
requerir aval de parte de instituciones o municipalidades, tema que es del
dominio del ingeniero mecánico, y es este quien habrá de dar los lineamientos
al respecto.
12
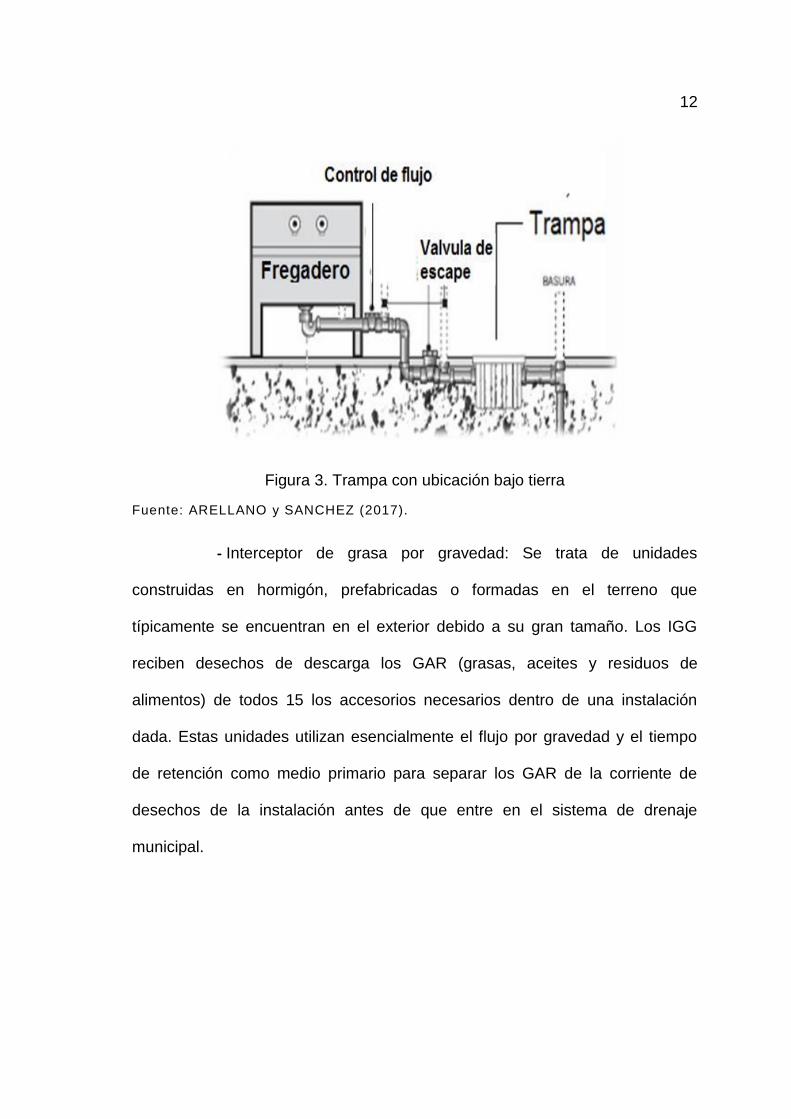
Figura 3. Trampa con ubicación bajo tierra
Fuente: ARELLANO y SANCHEZ (2017).
- Interceptor de grasa por gravedad: Se trata de unidades
construidas en hormigón, prefabricadas o formadas en el terreno que
típicamente se encuentran en el exterior debido a su gran tamaño. Los IGG
reciben desechos de descarga los GAR (grasas, aceites y residuos de
alimentos) de todos 15 los accesorios necesarios dentro de una instalación
dada. Estas unidades utilizan esencialmente el flujo por gravedad y el tiempo
de retención como medio primario para separar los GAR de la corriente de
desechos de la instalación antes de que entre en el sistema de drenaje
municipal.
13
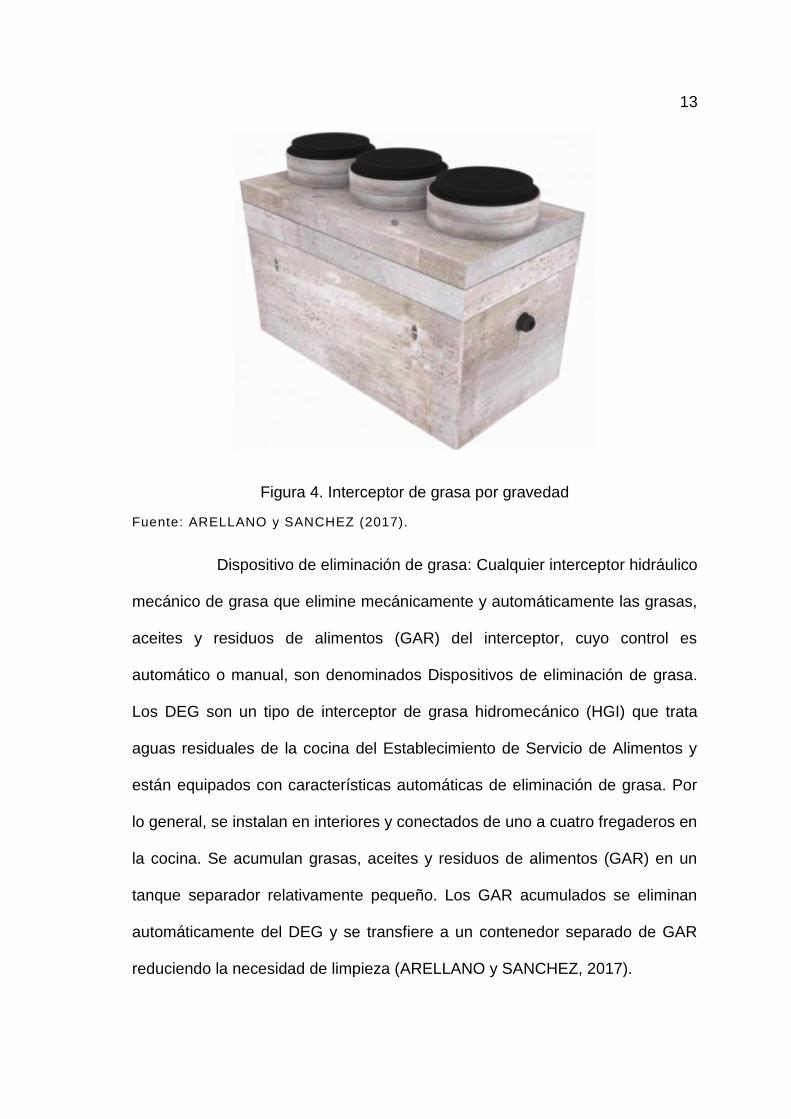
Figura 4. Interceptor de grasa por gravedad
Fuente: ARELLANO y SANCHEZ (2017).
Dispositivo de eliminación de grasa: Cualquier interceptor hidráulico
mecánico de grasa que elimine mecánicamente y automáticamente las grasas,
aceites y residuos de alimentos (GAR) del interceptor, cuyo control es
automático o manual, son denominados Dispositivos de eliminación de grasa.
Los DEG son un tipo de interceptor de grasa hidromecánico (HGI) que trata
aguas residuales de la cocina del Establecimiento de Servicio de Alimentos y
están equipados con características automáticas de eliminación de grasa. Por
lo general, se instalan en interiores y conectados de uno a cuatro fregaderos en
la cocina. Se acumulan grasas, aceites y residuos de alimentos (GAR) en un
tanque separador relativamente pequeño. Los GAR acumulados se eliminan
automáticamente del DEG y se transfiere a un contenedor separado de GAR
reduciendo la necesidad de limpieza (ARELLANO y SANCHEZ, 2017).
14
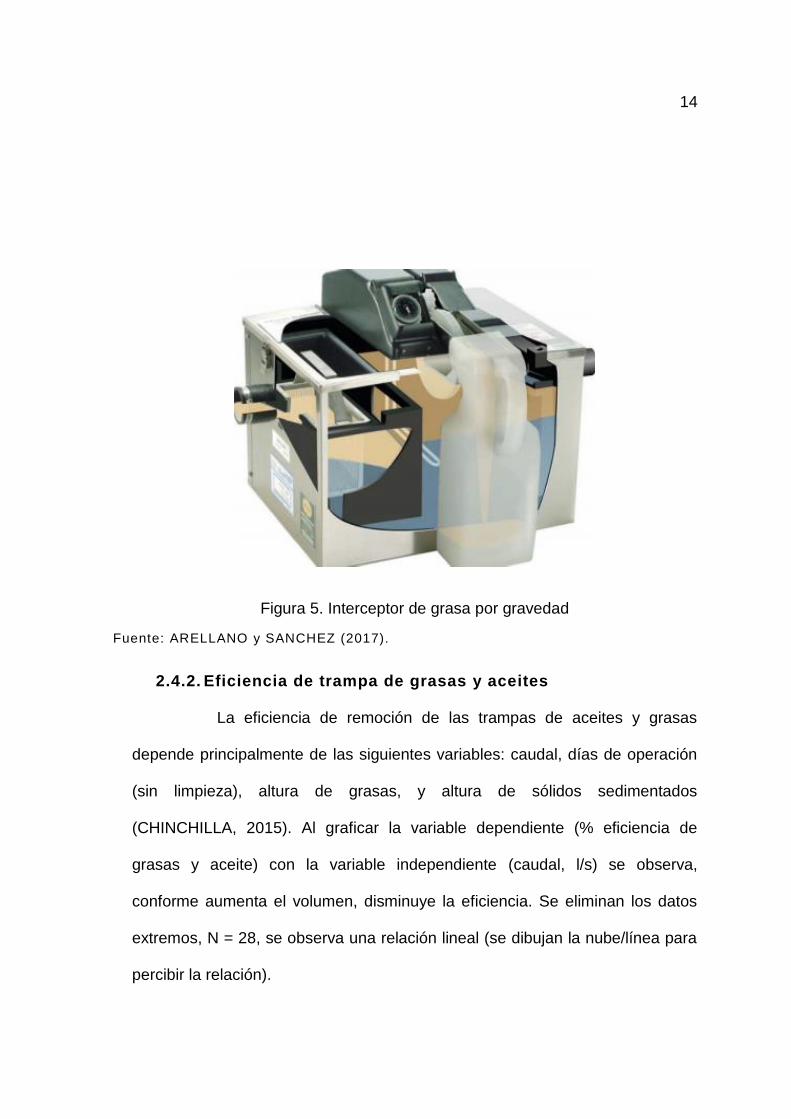
Figura 5. Interceptor de grasa por gravedad
Fuente: ARELLANO y SANCHEZ (2017).
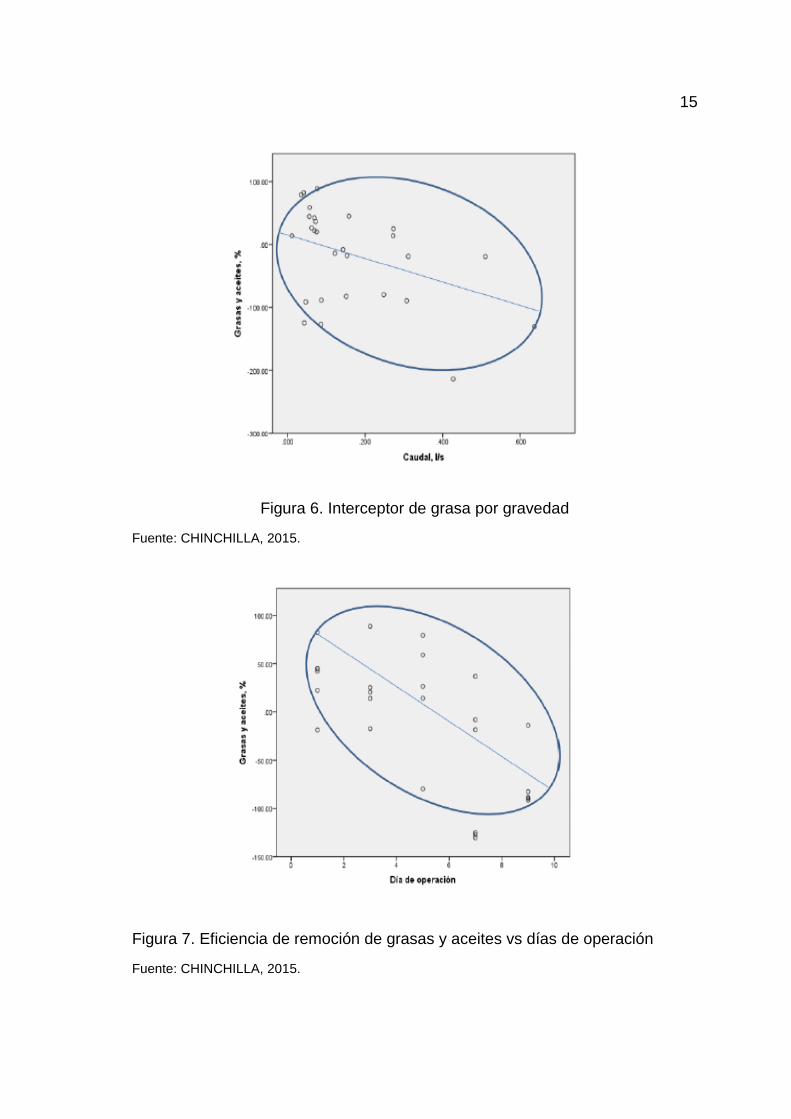
2.4.2. Eficiencia de trampa de grasas y aceites
La eficiencia de remoción de las trampas de aceites y grasas
depende principalmente de las siguientes variables: caudal, días de operación
(sin limpieza), altura de grasas, y altura de sólidos sedimentados
(CHINCHILLA, 2015). Al graficar la variable dependiente (% eficiencia de
grasas y aceite) con la variable independiente (caudal, l/s) se observa,
conforme aumenta el volumen, disminuye la eficiencia. Se eliminan los datos
extremos, N = 28, se observa una relación lineal (se dibujan la nube/línea para
percibir la relación).
15
Figura 6. Interceptor de grasa por gravedad
Fuente: CHINCHILLA, 2015.
Figura 7. Eficiencia de remoción de grasas y aceites vs días de operación
Fuente: CHINCHILLA, 2015.
16
2.5. Electrocoagulación de aguas residuales con aceites y grasas
Este es un recipiente dotado de una fuente de corriente y varios
electrodos encargados de aportar los iones desestabilizadores de partículas
coloidales que reemplazan las funciones de los compuestos químicos que se
utilizan en el tratamiento convencional. Durante el proceso se generan
compuestos que desestabilizan las suspensiones y emulsiones provocando su
floculación; de igual manera ocurre una disolución anódica donde se liberan
elementos que pueden reaccionar con algunos contaminantes en solución
precipitándolos. En los electrodos se generan microburbujas de hidrógeno y
oxígeno que chocan y se adhieren a los flóculos, arrastrándolos a la superficie
del líquido donde se forma una espuma que puede ser removida
mecánicamente. También, las burbujas formadas dentro del reactor ayudan a
que el aceite y las grasas floten (MORANTE, 2002).
2.5.1. Factores que intervienen en el proceso de electrocoagulación
1. Densidad de la corriente
El suministro de corriente al sistema de electrocoagulación
determina la cantidad de iones de aluminio Al+3 o hierro Fe+2 liberados por los
respectivos electrodos. Cuando se usa una corriente demasiado grande, hay
una transformación de energía eléctrica en energía calórica que calienta el
agua. Una densidad de corriente demasiado grande produciría una disminución
significativa en la eficacia. La selección de la densidad de corriente podría
realizarse teniendo en cuenta otros parámetros de operación como pH y
temperatura (ARANGO, 2005).
17
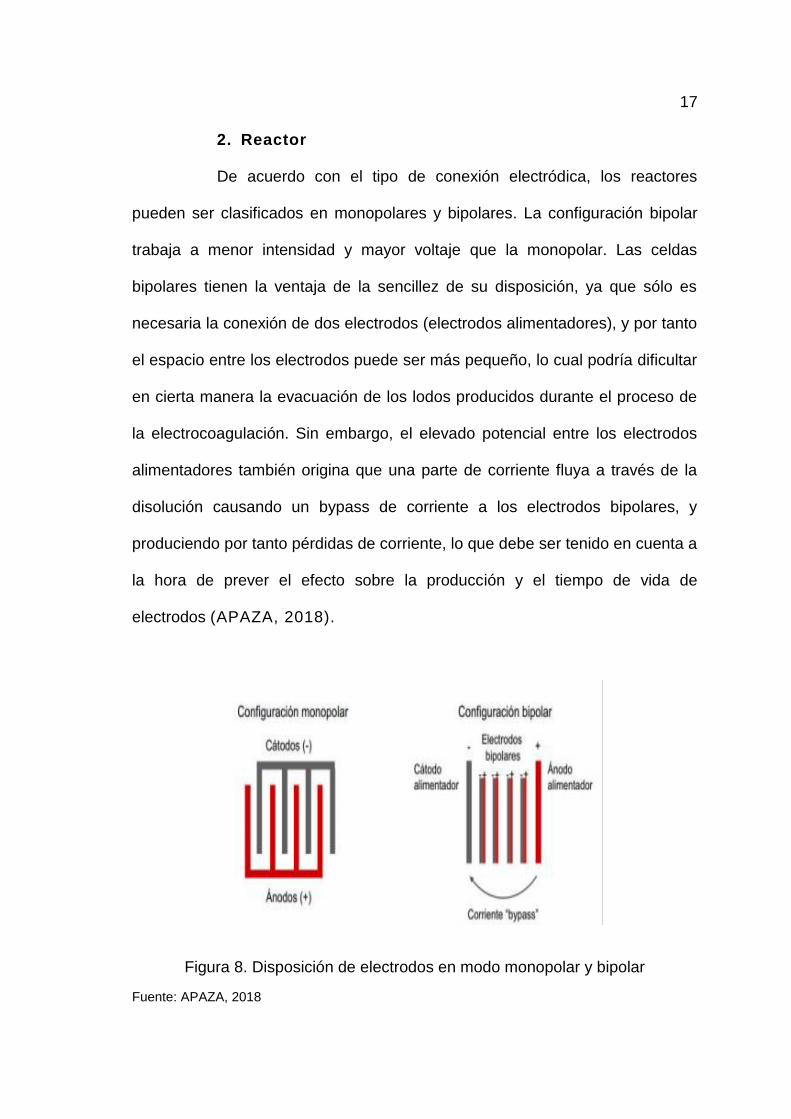
2. Reactor
De acuerdo con el tipo de conexión electródica, los reactores
pueden ser clasificados en monopolares y bipolares. La configuración bipolar
trabaja a menor intensidad y mayor voltaje que la monopolar. Las celdas
bipolares tienen la ventaja de la sencillez de su disposición, ya que sólo es
necesaria la conexión de dos electrodos (electrodos alimentadores), y por tanto
el espacio entre los electrodos puede ser más pequeño, lo cual podría dificultar
en cierta manera la evacuación de los lodos producidos durante el proceso de
la electrocoagulación. Sin embargo, el elevado potencial entre los electrodos
alimentadores también origina que una parte de corriente fluya a través de la
disolución causando un bypass de corriente a los electrodos bipolares, y
produciendo por tanto pérdidas de corriente, lo que debe ser tenido en cuenta a
la hora de prever el efecto sobre la producción y el tiempo de vida de
electrodos (APAZA, 2018).
Figura 8. Disposición de electrodos en modo monopolar y bipolar
Fuente: APAZA, 2018
18
3. Temperatura
Los efectos de la temperatura sobre la electrocoagulación no han
sido muy investigados, pero se ha encontrado que la eficiencia en la corriente
incrementa inicialmente hasta llegar a 60º C punto donde se hace máxima,
para luego decrecer. El incremento de la eficiencia con la temperatura es
atribuida al incremento en la actividad de destrucción de la película de óxido de
aluminio de la superficie del electrodo (ARANGO, 2005).
4. pH
El efecto del pH en la electrocoagulación se refleja en la eficiencia
de la corriente y se relaciona con la disolución del hidróxido del metal, se ha
encontrado que el rendimiento del proceso depende de la naturaleza del
contaminante y la mejor remoción se ha observado para valores de pH
cercanos a 7. No obstante a pH neutral el consumo de energía es alto, debido
a que hay variación de la conductividad. Cuando la conductividad es alta, el
efecto del pH no es significativo. El pH después de la electrocoagulación podría
incrementarse para aguas residuales ácidas pero decrecer para aguas
alcalinas (ARANGO, 2005).
5. Conductividad
Un incremento en la conductividad eléctrica genera a su vez un
incremento en la densidad de corriente. Cuando se mantiene constante el
voltaje alimentado a la celda de electrocoagulación y adicionalmente el
incremento de la conductividad, manteniendo la densidad de corriente
constante, se produce una disminución del voltaje aplicado (APAZA, 2018).
19
2.5.2. Ventajas y desventajas de la electrocoagulación
1. Ventajas
- Puede generar aguas potables, inodoras e incoloras.
- Requiere de equipos simples, accesibles y de fácil operación.
- El paso de la corriente eléctrica favorece el movimiento de las
partículas de contaminante más pequeñas, incrementando la
coagulación y siendo más eficiente en la remoción de
contaminantes.
- Los lodos generados son más compactos y en menor cantidad, y
contienen menos agua ligada, permitiendo una mejor disposición
de estos lodos.
- Los costos de operación y mantenimiento son menores
comparativamente con los de procesos convencionales.
- Alta efectividad en la remoción de un amplio rango de
contaminantes.
- El agua tratada por electrocoagulación contiene menor cantidad de
sólidos disueltos que aquellas tratadas con productos químicos, lo
que disminuye los costos de tratamiento de estos efluentes en el
caso de ser reusados.
- Los contaminantes son arrastrados por las burbujas a la superficie
del agua tratada, donde pueden ser removidos con mayor facilidad
(APAZA, 2018).
20
2. Desventajas
- Puede ser un tratamiento costoso en zonas en las cuales el costo
de la energía eléctrica sea elevado.
- Es necesario reponer los electrodos de sacrificio.
- Los lodos contienen altas concentraciones de hierro y aluminio,
esto depende del material del electrodo de sacrificio utilizado.
- El óxido formado en el ánodo puede, en muchos casos, formar una
capa que impide el paso de la corriente eléctrica, disminuyendo la
eficiencia del proceso (APAZA, 2018).
2.6. Normativa Peruana respecto a la gestión de aguas
residuales
Según el Decreto Supremo N° 021 – 2009 – VIVIENDA, se regula
mediante Valores Máximos Admisibles (VMA) las descargas de las aguas
residuales no domesticas en el sistema de alcantarillado sanitario a fin de evitar
el deterioro de las instalaciones, infraestructura, sanitaria, maquinarias, equipos
y asegurar su adecuado funcionamiento, garantizando la sostenibilidad de los
sistemas de alcantarillado y tratamiento de las aguas residuales (MVCS, 2009).
Los VMA son aplicables en el ámbito nacional y son de obligatorio
cumplimiento para todos los usuarios que efectúen descargas de aguas
residuales no domesticas en los sistemas de alcantarillado sanitario; su
cumplimiento es exigible por las entidades prestadoras de servicio de
saneamiento (EPS); o las entidades que hagan sus veces. El Decreto Supremo
N° 001 – 2015 – VIVIENDA regulan los procedimientos para controlar estas
descargas (MVCS, 2015)
21
Asimismo el ordenamiento normativo, también establece que los
usuarios cuyas descargas sobrepasen los valores contenidos en el Anexo N° 1;
deberán pagar por el correspondiente exceso; asimismo, encarga a la
Superintendencia Nacional de Servicios de Saneamiento (SUNASS) la
elaboración de metodología para la determinación de los pagos adicionales por
exceso de concentración respecto de los VMA; el Anexo N° 1 del Decreto
Supremo N°021 – 2009 – VIVIENDA, prevé cuatro (04) parámetros, así como
los Valores Máximos Admisibles que se pueden descargar de aguas residuales
no domesticas al sistema de alcantarillado sanitario, en cada uno de
ellos(MVCS, 2009).
2.7. Impacto ambiental generado por aguas residuales con
aceites y grasas
2.7.1. Agotamiento del contenido en oxígeno
Los organismos acuáticos precisan del oxígeno disuelto en el agua
para poder vivir. Cuando se vierten en las masas de agua residuos que se
oxidan fácilmente, bien por vía químico o por vía biológica, se producirá la
oxidación con el consiguiente consumo de oxígeno en el medio. Si el consumo
de oxígeno es excesivo, se alcanzarán niveles por debajo de los necesario
para que se desarrolle la vida acuática, dándose una muerte masiva de seres
vivos. Además, se desprenden malos olores como consecuencia de la
aparición de procesos bioquímicos anaerobios, que dan lugar a la formación de
compuestos volátiles y gases (BRAVO et al, 2016).
22
2.7.2. Eutrofización
Un aporte elevado de nitrógeno y fósforo en los sistemas acuáticos
propicia un desarrollo masivo de los consumidores primarios de estos
nutrientes; zoo y fitoplancton y plantas superiores. (BRAVO et al, 2016).
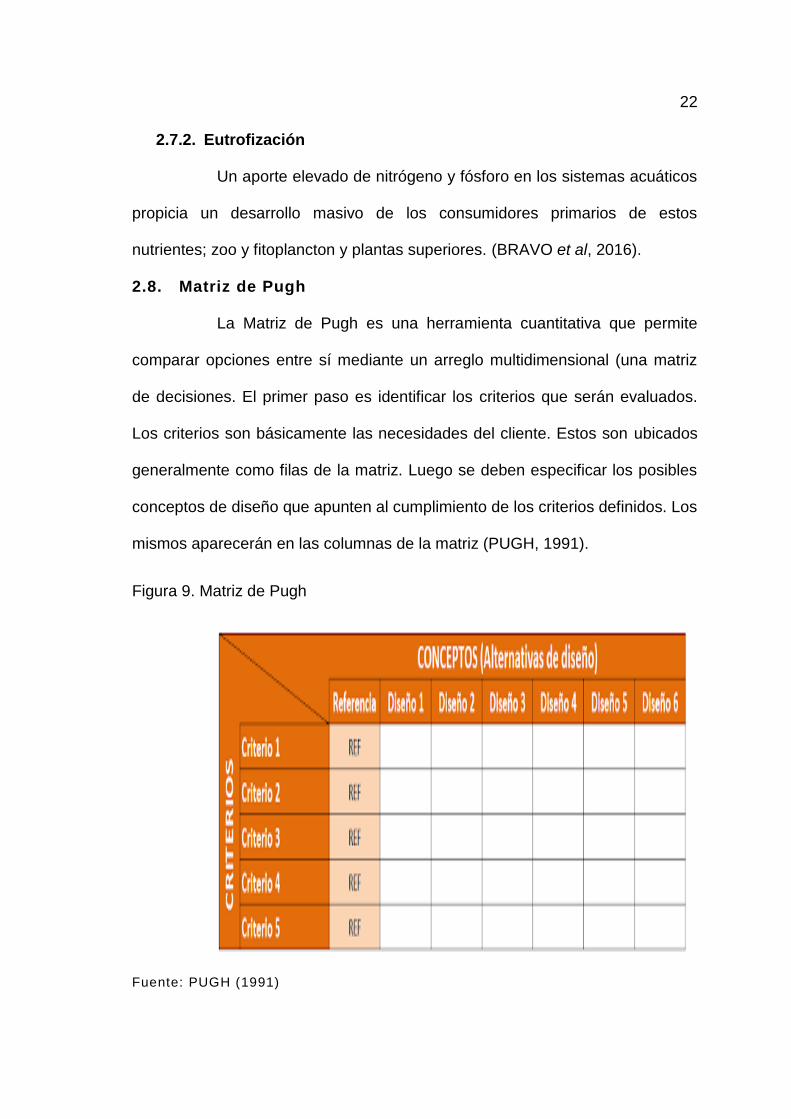
2.8. Matriz de Pugh
La Matriz de Pugh es una herramienta cuantitativa que permite
comparar opciones entre sí mediante un arreglo multidimensional (una matriz
de decisiones. El primer paso es identificar los criterios que serán evaluados.
Los criterios son básicamente las necesidades del cliente. Estos son ubicados
generalmente como filas de la matriz. Luego se deben especificar los posibles
conceptos de diseño que apunten al cumplimiento de los criterios definidos. Los
mismos aparecerán en las columnas de la matriz (PUGH, 1991).
Figura 9. Matriz de Pugh
Fuente: PUGH (1991)
23
III. MATERIALES Y MÉTODOS
3.1. Lugar de ejecución
La presente práctica se realizó en el laboratorio de Aguas de la
Universidad Agraria de la Selva.
Figura 9. Lugar de ejecución
3.2. Ubicación geográfica
Se encuentra ubicada en la zona centro de la provincia de Leoncio
prado. Sus coordenadas geográficas se sitúan entre 9°18’52’’ latitud Sur y
75°59’44’’ latitud Oeste en el meridiano de Greenwich, a una altitud de 669
m.s.n.m.
24
3.3. Ubicación política
DISTRITO : Rupa Rupa
PROVINCIA : Leoncio Prado
REGIÓN : Huánuco
3.4. Materiales y equipos
Cámara fotográfica
Mandil
Guantes
mascarilla
Laptop
Tubos de PVC
Escuadra
Silicona
Bombilla
Eje de rotación
Láminas de Vidrio
Llaves de paso de agua
Tanques de agua
3.5. Metodología
3.5.1. Fase previa
En coordinación con el Docente Paredes Salazar José Luis
encargado del laboratorio de aguas, se realizó todos los trámites necesarios
para la aceptación de la realización de las prácticas Pre-Profesionales.
25
3.5.2. Fase de trabajo
A. Elaboración del diseño de trampa de aceites y grasas
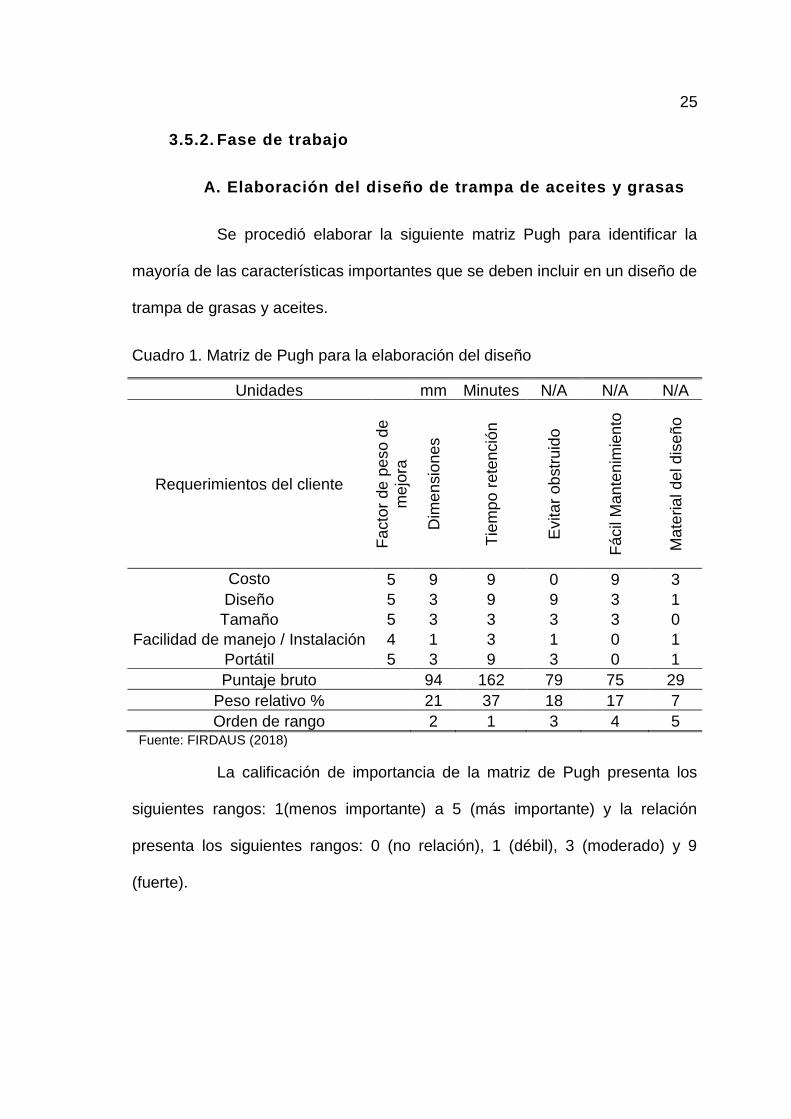
Se procedió elaborar la siguiente matriz Pugh para identificar la
mayoría de las características importantes que se deben incluir en un diseño de
trampa de grasas y aceites.
Cuadro 1. Matriz de Pugh para la elaboración del diseño
Unidades mm Minutes N/A N/A N/A
Requerimientos del cliente
Facto
r de
pe
so
de
me
jora
Dim
en
sio
ne
s
Tie
mp
o r
ete
nció
n
Evita
r ob
str
uid
o
Fácil
Man
ten
imie
nto
Ma
teria
l d
el d
iseño
Costo 5 9 9 0 9 3
Diseño 5 3 9 9 3 1
Tamaño 5 3 3 3 3 0
Facilidad de manejo / Instalación 4 1 3 1 0 1
Portátil 5 3 9 3 0 1
Puntaje bruto 94 162 79 75 29
Peso relativo % 21 37 18 17 7
Orden de rango 2 1 3 4 5 Fuente: FIRDAUS (2018)
La calificación de importancia de la matriz de Pugh presenta los
siguientes rangos: 1(menos importante) a 5 (más importante) y la relación
presenta los siguientes rangos: 0 (no relación), 1 (débil), 3 (moderado) y 9
(fuerte).
26
La recopilación de información de los diseños de trampas de
aceites y grasas más convencionales del mercado, presentan un sinfín de
diseños de distintos materiales (vidrio, plástico y acero inoxidable), tamaños y
con mecanismos diferentes.
Si bien es cierto que los diseños que están en el mercado cumplen
la función de remover grandes o pocas cantidades de aceites y grasas, todas
tienen características defectuosas en común, tales como:
1. La primera lámina de aceite que se encuentra en los
tanques de acumulación no llegan a ser capturados por el
diseño y en su defecto son expulsados.
2. La acumulación de aceites y grasas dentro de una trampa
causa la saturación del sistema generando obstrucciones en
el paso del fluido.
3. La eficiencia de las trampas y grasas convencionales
disminuye a pasar los días en funcionamiento.
El pasó elaboración del diseño de trampas de aceites y grasas de
uso continuo se basó en los tres puntos mencionados.
- capturar la primera la lámina de aceite y grasas.
- evitar la obstrucción del sistema.
- mantener la eficiencia
Se desarrolló el trabajo en gabinete en la elaboración del diseño
que cumpliera los requisitos necesarios y poner en discusión que tipo material
se elaboraría el diseño y como sería el mecanismo a usarse para la captura de
aceites y grasas.
27
Si bien se conoce que las que el mecanismo de separación de
aceites y grasas es un proceso físico que por tener densidades diferentes (el
agua y aceite) tienden separar en un determinado tiempo, pueden ser afectado
por la temperatura y el flujo de agua ,por el cual se considera los siguientes
puntos importantes dentro del diseño:
Evitar el flujo turbulento y mantener un flujo laminar
Si el flujo es turbulento dentro de la trampa de aceites y grasas es
poco probable que se dé el proceso físico de separación de agua y aceite, en
un corto periodo de tiempo, considerando que el sistema es un proceso
continuo.
Si el flujo es laminar dentro de la trampa de aceites y grasas la
separación es continua y ordenada.
Manejar una temperatura optima
La temperatura afecta de forma directa al mecanismo del diseño
por ello se considera importante la instalación de un sistema de resistencia
eléctrica quien que convierte la energía eléctrica en energía calorífica la cual es
absorbida por el líquido así las densidades(agua y aceites) disminuyen
causando una separación mucha más rápida.
Para la selección adecuada del material de construcción se
tomaron en cuenta factores como peso, durabilidad y observación proceso
físico de ascensión de moléculas aceite. Dicha selección se efectuó mediante
la siguiente tabla comparativa:
B. Construcción del diseño de trampa de aceites y grasas
La construcción del diseño se realizó los siguientes pasos:
28
- Contratar el servicio de un vidriero, para realizar los cortes y agujeros
correspondientes según las medidas indicadas.
- Limpieza y acondicionamiento del área de instalación del equipo y el
tanque de abastecimiento.
- Instalación de los tanques de abastecimiento (de agua y de aceites) que
alimenta a las trampas de aceites y grasas.
- Medición y corte de los tubos de PVC de acuerdo al diseño planteado.
- Instalación de los accesorios y piezas en el diseño trampas de aceite y
grasas.
- Unir el sistema de abastecimiento con las trampas de aceites y grasas.
- Prueba y reparación tras un test para verificar si existen fugas con agua
sin aceites y grasas.
- Aislamiento e instalación de una resistencia eléctrica dentro del primer
tanque de las trampas y aceites y grasas.
C. Cálculo de la capacidad de uso del diseño en captura
de grasas y aceites
Se procedió a medir el máximo caudal que pueda soportar el
diseño mediante el método volumétrico el cual Consiste en hacer llegar un
caudal a un depósito impermeable cuyo volumen sea conocido y contar el
tiempo total en que se llena el depósito, así se obtiene:
Donde:
Q = es el caudal expresado en m3/s
29
V = volumen dado en m3
T = Tiempo en segundos
Se calculó el volumen de la trampa de aceites y grasas bajo la siguiente
formula:
Volumen= a x b x h
Siendo a y b los dalos diferentes de la y h la altura.
Se procedió a preparar las distintas concentraciones a utilizar: 30
ppm, 60 ppm y 90 ppm de aceite desperdicio de pollería.
D. Evaluación de la eficiencia del diseño propuesto para
separar el aceite y grasas
Se realizó empleando el éter de petróleo como solvente orgánico
para extraer el contenido de aceites y grasas. El procedimiento se describe a
continuación:
Se tomó 25 ml de muestra y se vertió en una pera de decantación
Se añadieron 2 o 3 gotas de H2SO4 puro hasta obtener un pH
menor o igual a 2
Se añadió 25 ml de éter de petróleo y se agitó hasta lograr una
mezcla completa
Se esperó el tiempo necesario para que los sólidos contenidos en
el agua residual sedimenten, asimismo, para que el éter de petróleo extraiga
los aceites y grasas contenidos en el agua residual hacia la parte superior.
Se eliminó el agua residual con los sólidos sedimentados, dejando
únicamente el solvente (éter de petróleo) con los aceites y grasas extraídos
30
El solvente con los aceites y grasas extraídos fueron vertidos en un
contenedor de porcelana previamente secado y pesado para llevarlo a baño
maría hasta que todo el contenido de éter de petróleo y humedad se elimine.
Se procedió a pesar cada crisol con el contenido de Aceites y
Grasas.
Se determinó el contenido de aceites y grasas del agua residual
empleando la siguiente fórmula:
(APPA, 2015)
Donde:
AyG = Concentración de Aceites y Grasas en mg/L
WT = Peso Total (crisol más aceites y grasas) en miligramos.
WR = Peso del crisol en miligramos
Vm = Volumen de muestra en litros
Se evaluó 4 muestras para las distintas concentraciones en un
tiempo determinado de operación: Cada 2 horas, 4 horas, 6 horas y 8 horas.
E. Comparación de las concentraciones finales de aceites y
grasas de los tratamientos.
Se realizó una tabla de comparación de concentraciones finales de
aceites y grasas para poder analizar cómo se comporta el sistema con dichas
concentraciones.
31
IV. RESULTADOS
4.1. Cálculo de la capacidad de uso del diseño de la trampa de
grasas y aceites
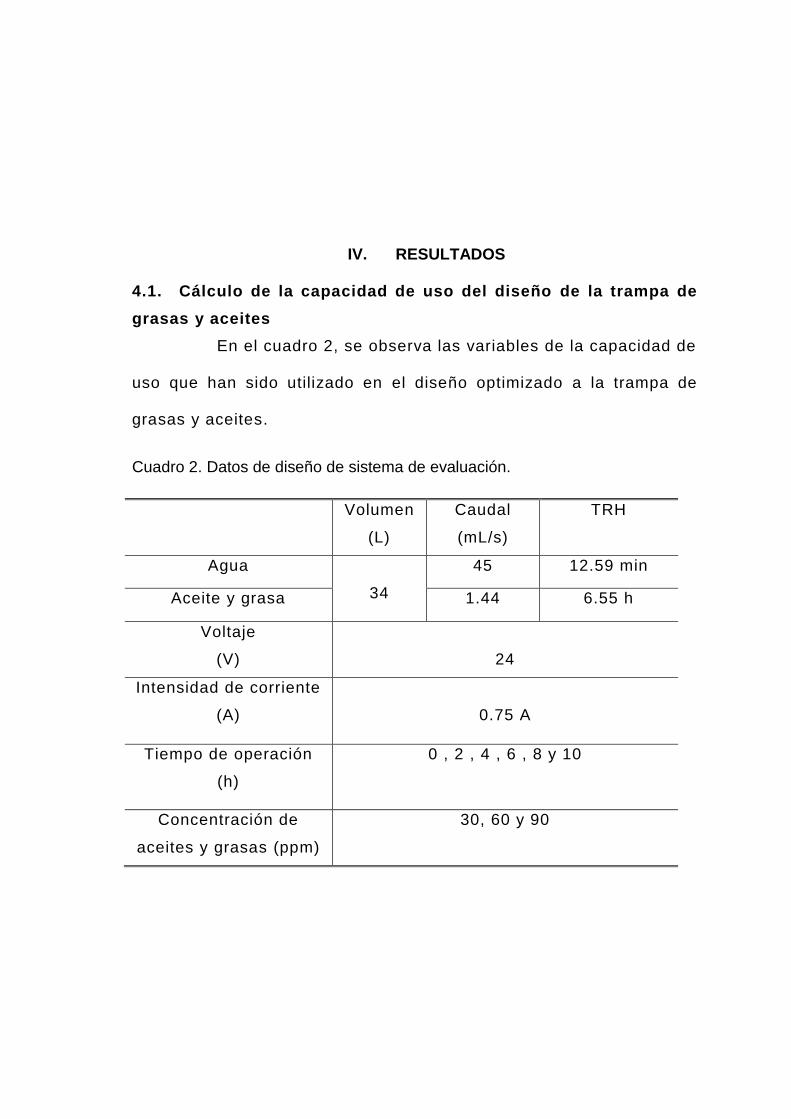
En el cuadro 2, se observa las variables de la capacidad de
uso que han sido utilizado en el diseño optimizado a la trampa de
grasas y aceites.
Cuadro 2. Datos de diseño de sistema de evaluación.
Volumen
(L)
Caudal
(mL/s)
TRH
Agua
34
45 12.59 min
Aceite y grasa 1.44 6.55 h
Voltaje
(V)
24
Intensidad de corriente
(A)
0.75 A
Tiempo de operación
(h)
0 , 2 , 4 , 6 , 8 y 10
Concentración de
aceites y grasas (ppm)
30, 60 y 90
32
4.2. Evaluación de la eficiencia del diseño propuesto para
separar aceites y grasas.
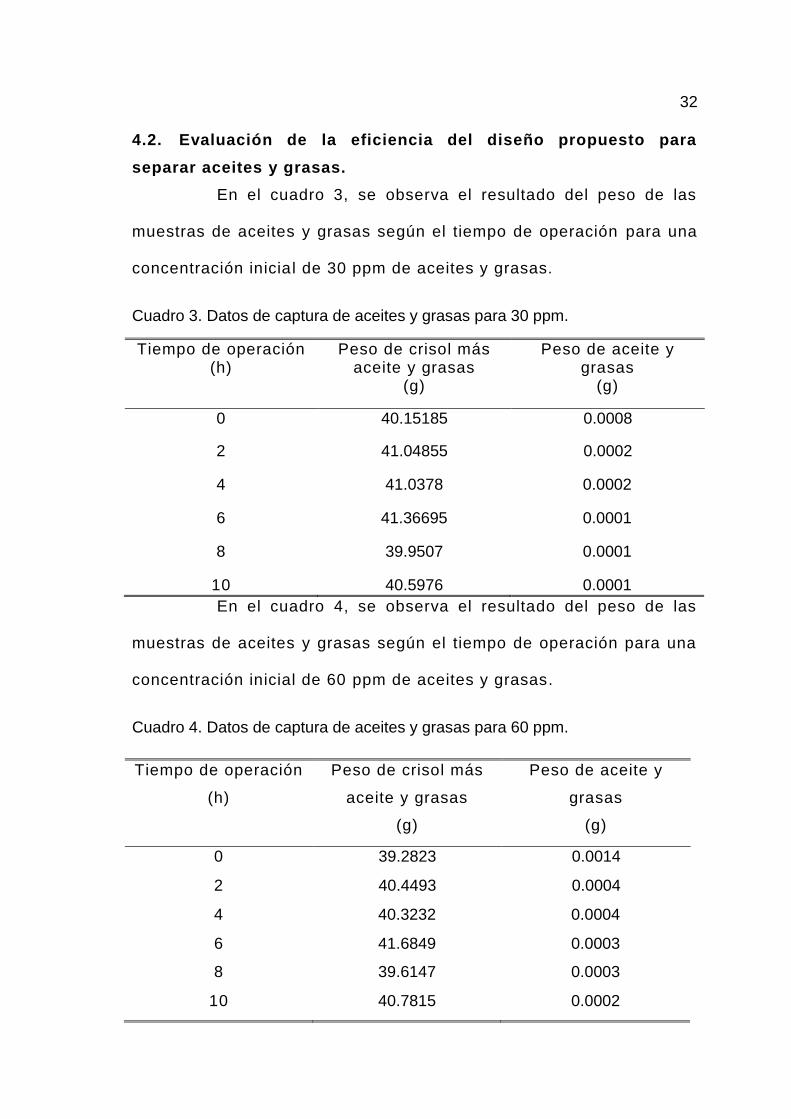
En el cuadro 3, se observa el resultado del peso de las
muestras de aceites y grasas según el tiempo de operación para una
concentración inicial de 30 ppm de aceites y grasas.
Cuadro 3. Datos de captura de aceites y grasas para 30 ppm.
Tiempo de operación (h)
Peso de crisol más aceite y grasas
(g)
Peso de aceite y grasas
(g)
0 40.15185 0.0008
2 41.04855 0.0002
4 41.0378 0.0002
6 41.36695 0.0001
8 39.9507 0.0001
10 40.5976 0.0001
En el cuadro 4, se observa el resultado del peso de las
muestras de aceites y grasas según el tiempo de operación para una
concentración inicial de 60 ppm de aceites y grasas.
Cuadro 4. Datos de captura de aceites y grasas para 60 ppm.
Tiempo de operación
(h)
Peso de crisol más
aceite y grasas
(g)
Peso de aceite y
grasas
(g)
0 39.2823 0.0014
2 40.4493 0.0004
4 40.3232 0.0004
6 41.6849 0.0003
8 39.6147 0.0003
10 40.7815 0.0002
33
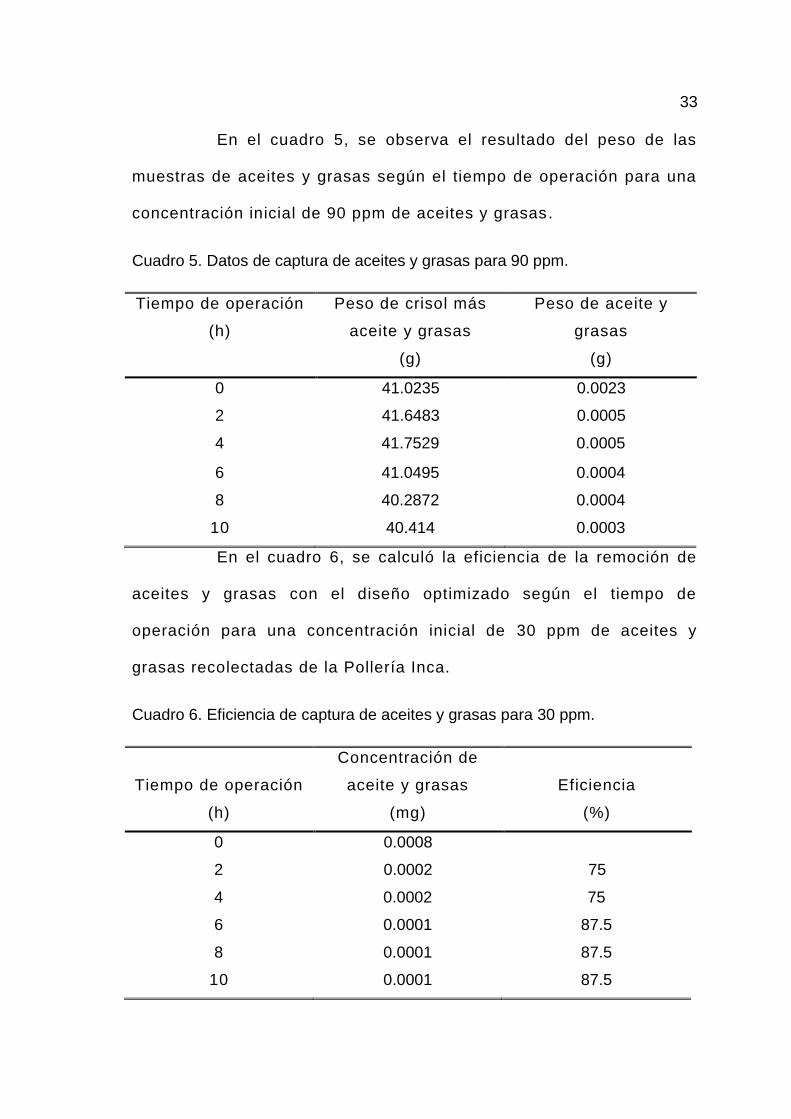
En el cuadro 5, se observa el resultado del peso de las
muestras de aceites y grasas según el tiempo de operación para una
concentración inicial de 90 ppm de aceites y grasas.
Cuadro 5. Datos de captura de aceites y grasas para 90 ppm.
Tiempo de operación
(h)
Peso de crisol más
aceite y grasas
(g)
Peso de aceite y
grasas
(g)
0 41.0235 0.0023
2 41.6483 0.0005
4 41.7529 0.0005
6 41.0495 0.0004
8 40.2872 0.0004
10 40.414 0.0003
En el cuadro 6, se calculó la eficiencia de la remoción de
aceites y grasas con el diseño optimizado según el tiempo de
operación para una concentración inicial de 30 ppm de aceites y
grasas recolectadas de la Pollería Inca.
Cuadro 6. Eficiencia de captura de aceites y grasas para 30 ppm.
Tiempo de operación
(h)
Concentración de
aceite y grasas
(mg)
Eficiencia
(%)
0 0.0008
2 0.0002 75
4 0.0002 75
6 0.0001 87.5
8 0.0001 87.5
10 0.0001 87.5
34
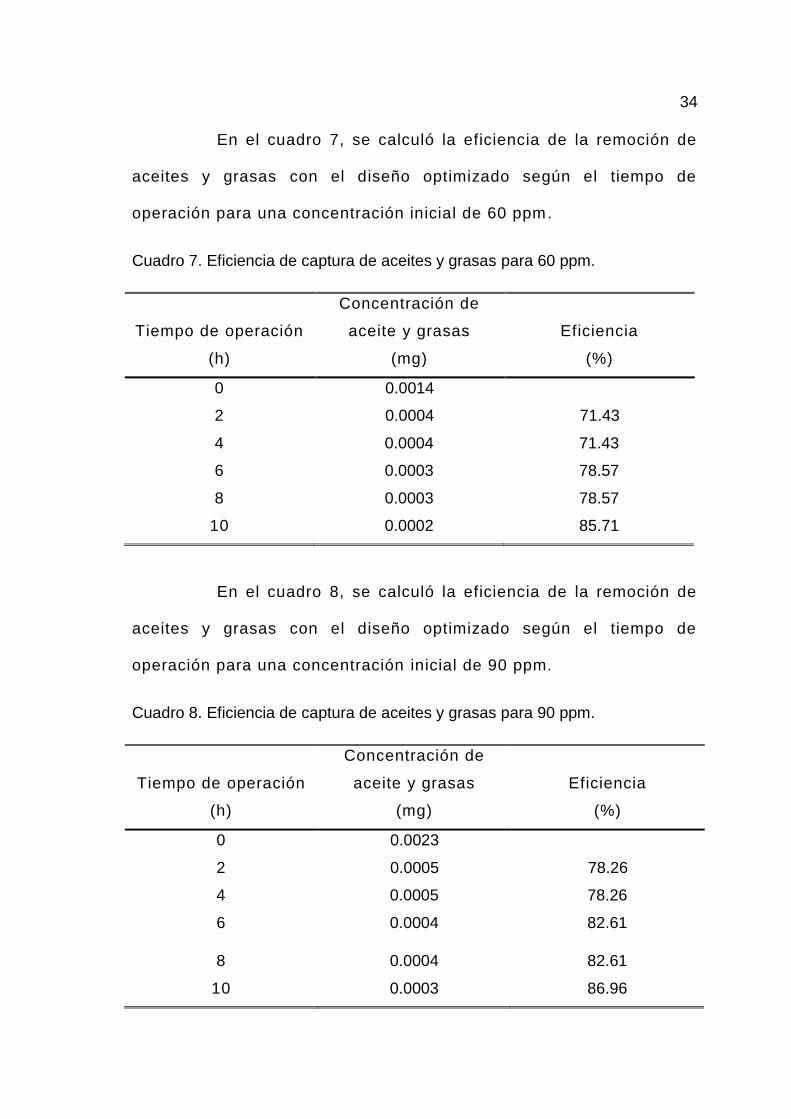
En el cuadro 7, se calculó la eficiencia de la remoción de
aceites y grasas con el diseño optimizado según el tiempo de
operación para una concentración inicial de 60 ppm.
Cuadro 7. Eficiencia de captura de aceites y grasas para 60 ppm.
Tiempo de operación
(h)
Concentración de
aceite y grasas
(mg)
Eficiencia
(%)
0 0.0014
2 0.0004 71.43
4 0.0004 71.43
6 0.0003 78.57
8 0.0003 78.57
10 0.0002 85.71
En el cuadro 8, se calculó la eficiencia de la remoción de
aceites y grasas con el diseño optimizado según el tiempo de
operación para una concentración inicial de 90 ppm.
Cuadro 8. Eficiencia de captura de aceites y grasas para 90 ppm.
Tiempo de operación
(h)
Concentración de
aceite y grasas
(mg)
Eficiencia
(%)
0 0.0023
2 0.0005 78.26
4 0.0005 78.26
6 0.0004 82.61
8 0.0004 82.61
10 0.0003 86.96
35
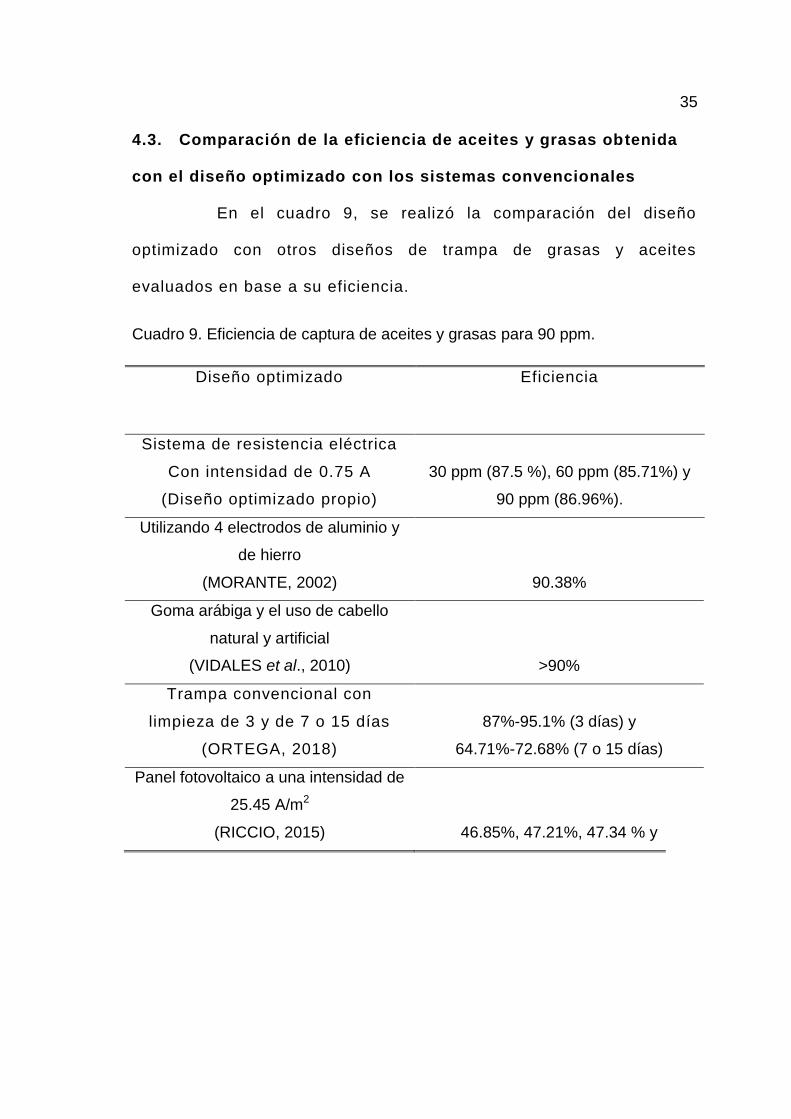
4.3. Comparación de la eficiencia de aceites y grasas obtenida
con el diseño optimizado con los sistemas convencionales
En el cuadro 9, se realizó la comparación del diseño
optimizado con otros diseños de trampa de grasas y aceites
evaluados en base a su eficiencia.
Cuadro 9. Eficiencia de captura de aceites y grasas para 90 ppm.
Diseño optimizado Eficiencia
Sistema de resistencia eléctrica
Con intensidad de 0.75 A
(Diseño optimizado propio)
30 ppm (87.5 %), 60 ppm (85.71%) y
90 ppm (86.96%).
Utilizando 4 electrodos de aluminio y
de hierro
(MORANTE, 2002)
90.38%
Goma arábiga y el uso de cabello
natural y artificial
(VIDALES et al., 2010)
>90%
Trampa convencional con
limpieza de 3 y de 7 o 15 días
(ORTEGA, 2018)
87%-95.1% (3 días) y
64.71%-72.68% (7 o 15 días)
Panel fotovoltaico a una intensidad de
25.45 A/m2
(RICCIO, 2015)
46.85%, 47.21%, 47.34 % y
36
V. DISCUSIÓN
El conocimiento de las condiciones de operación permitió que el
diseño conceptual y desarrollado de la trampa de grasas fuera el adecuado, su
correcto diseño permite alcanzar altos niveles de eficiencia de remoción
cercanos al 80% con tiempos de residencia mayores a 90 minutos (SANCHEZ,
2011). En la presente práctica se incluyó el proceso de calentamiento del agua
a tratar mediante un sistema de resistencia eléctrica para optimizar el
diseño de la eficiencia de remoción de aceites y grasas obteniéndose valores
superiores que son de 87.5-86.96 %.
CHINCHILLA (2015) menciona que solo las variables volumen
interno dentro de la trampa y del caudal (litros/segundo) influyen en una mayor
eficiencia de remoción de grasas y aceites. En la presente práctica se
considera que no solo influyen estas dos variables sino también con el flujo
laminar del agua residual; esta se obtuvo con el diseño de 5 agujeros
adicionales en el afluente del agua residual, que proporciona una mayor
eficiencia de remoción de aceites y grasas.
A los 5 días de operación de la trampa, decae su eficiencia de
remoción de grasas, llegando a niveles de remoción del 79% de grasas y
aceites, siendo un 80% la remoción óptima y a partir del sexto o séptimo día la
remoción decae por debajo del 50 % hasta volverse nula (CHINCHILLA, 2015).
En la presente práctica en un tiempo de operación de 10 horas continuas
37
los valores de eficiencia aumentaron con el calentamiento adicional del diseño
optimizado propuesto mediante un sistema de resistencia eléctrica
eficiencia de remoción de aceites y grasas para 30 ppm (87.5 %), 60 ppm
(85.71%) y 90 ppm (86.96%).
MORANTE (2002) obtuvo una eficiencia de remoción de grasas y
aceites de 90.38% en el agua residual, dentro del proceso de
electrocoagulación utilizando 4 electrodos de aluminio y de hierro confirmando
el poder de la corriente eléctrica de desestabilizar el equilibrio eléctrico que
presentan grasas y emulsiones, provocando su precipitación; asimismo
RESTREPO, et al. (2006), obtuvieron valores mayores al 97% de eficiencia de
remoción de aceites y grasas mediante la electrocoagulación también utilizando
electrodos de aluminio y de hierro de un agua residual de restaurantes. En la
presente práctica se añadió solo un sistema de resistencia eléctrica al
diseño convencional de trampa de grasas y aceites, la diferencia está en el
alto coste de los electrodos utilizados por los autores mencionados,
haciéndolo económico nuestro sistema con eficiencias de 30 ppm (87.5 %), 60
ppm (85.71%) y 90 ppm (86.96%).
VIDALES et al. (2010), utilizaron goma arábiga y el uso de cabello
natural y artificial para la remoción de aceites y grasas de una industria
automotriz obtuvieron valores de remoción de aceites y grasas de hasta el 90%
por lo que resultó ser un método práctico, económico y eficiente. En la presente
práctica se incluyó el proceso de calentamiento del agua a tratar mediante un
sistema de resistencia eléctrica para optimizar el diseño de la eficiencia de
remoción de aceites y grasas obteniéndose valores menores a los
38
mencionado por los autores citados con eficiencia de remoción de aceites
y grasas para 30 ppm (87.5%), 60 ppm (85.71%) y 90 ppm (86.96%).
RICCIO (2015) utilizando un panel fotovoltaico a una intensidad de
25.45 A/m2 durante 14 minutos obtuvo valores de porcentajes de remoción de
aceites y grasas de 47.21%, 47.34 % y 46.85% de tres muestras de agua
residual. En la presente práctica el sistema de resistencia eléctrica del
diseño optimizado de tiene una intensidad de corriente de 0.75 A
durante 10 horas continuas con la cual se obtuvieron obtuvo una
eficiencia para 30 ppm (87.5 %), 60 ppm (85.71%) y 90 ppm (86.96%).
ORTEGA (2018) obtuvo eficiencias de remoción de aceites y
grasas usando trampas convencionales de aceites y grasas de uso no
domestico mayores al 87% cuando la limpieza se realiza como máximo cada 3
días, llegando a valores del 95.1%; cuando la limpieza se realiza cada 7 o 15
días la eficiencia de remoción de aceites y grasas oscila entre el 64.71% y el
72.68% para la mayoría de datos. En la presente práctica no hubo la necesidad
de realizar una limpieza debido a que el diseño optimizado de añadir un
sistema de resistencia eléctrica evitó estas limitaciones de
atascamiento en las trampas convencionales de aceites y grasas
obteniendo valores de eficiencia de remoción de aceites y grasas para 30
ppm (87.5 %), 60 ppm (85.71%) y 90 ppm (86.96%).
39
VI. CONCLUSIONES
1. Se calculó la capacidad de uso de las variables requeridas para el
óptimo diseño de la trampa de grasas y aceites.
2. Se obtuvó valores de eficiencia del diseño propuesto para separar
aceite y grasas para 30 ppm (87.5 %), 60 ppm (85.71%) y 90 ppm
(86.96%).
3. Se comparó la eficiencia del diseño optimizado de la
trampa de grasas y aceites con otros sistemas, pese a
que algunas resultan mejores, nuestro sistema diseñado
es un método práctico, económico y eficiente que las otras.
40
VII. RECOMENDACIONES
1. Realizar investigaciones relacionadas con el incremento
de la eficiencia de las trampas de aceites y grasas
(empleo de Oxido de Calcio o microorganismos eficientes)
o un mayor tiempo de operación de dicha trampa.
2. Realizar investigaciones relacionadas con la conversión de
desechos de las trampas de aceites y grasas, de manera que se
pueda encontrar la mejor manera de manejar estos desechos en
términos de viabilidad económica.
3. Dar reúso a las grasas y aceites recolectados de la trampa, ya
que es materia prima para hacer jabón de manos, biodiesel, betún
(crema lustradora para zapatos) y cera para muebles.
4. Evaluar la relación del caudal del afluente y el volumen de la
trampa, con la eficiencia de remoción de grasas y aceites, por
medio de un modelo de regresión múltiple que contenga
diferentes trampas de grasa con distintos volúmenes cada una.
5. Realizar una investigación para identificar si existe un cambio en
la eficiencia de las trampas de grasas, en caso que se remuevan
las grasas y aceites acumulados, cada día o cada dos días.
41
VIII. REFERENCIAS BIBLIOGRAFICAS
APAZA, H. 2018. Sistema combinado electrocoagulación-filtro biológica para
la remoción de carga orgánica de los efluentes lácteos. Tesis Msc.
Ciencias Ambientales. Lima, Perú. Universidad Nacional Agraria La
Molina. 115 p.
APPA Y AWWA. 2015. Standard Methods for the Examination of Water and
Wastewater. 22 ediciones.
ARANGO, A. 2005. La electrocoagulación: una alternativa para el tratamiento
de aguas residuales. Rev. Las. Inv., Antioquía. 2(1):49-56.
ARELLANO, A; SANCHEZ, E. 2017. Propuesta de mejora de diseño de una
trampa de grasa para restaurantes. Tesis Ing. Mecánico. México D.F.
Universidad Autónoma de México, México D.F. 108 p.
BRAVO, C; OSORNO, C; SALGADO, E. 2016. Propuesta de un tratamiento
para aceites y grasas de las aguas residuales de la microempresa
“productos verdes” laboratorio de biotecnología, UNAN – Managua,
marzo - julio 2016. Tesis Quim. Ambiental. Managua, Nicaragua.
Universidad Nacional Autónoma de Nicaragua, Managua. 39 p.
42
CARRO, R; GONZÁLEZ, D. 2008. Diseño y selección de procesos. Facultad
de Ciencias Económicas y Sociales. Universidad de Mar del Plata. 21
p.
CHINCHILLA, M. 2015. Relación de parámetros de diseño de trampas de
grasas (desengrasadores) versus su eficiencia, en aguas residuales
comerciales. Tesis para optar el grado de Maestro. Facultad de
Ingeniería de la Universidad de San Carlos de Guatemala. 182 p.
Decreto Supremo N° 021 – 2009 – VIVIENDA. Ministerio de Vivienda,
Construcción y Saneamiento.
FIRDAUS, M., SHAMSUDDIN, M., JUMAIDIN, R., ZAKARIA, A., JENAL, N.
2018. Rev. Inv. Av. Mec. Fl. Cien. Ter., Malasia. 49(1): 18-24.
MORANTE, G. 2002. Electrocoagulación de aguas residuales. Rev. Col. Fis.,
Manizales. 34(2): 484-487.
OEFA. 2014. Fiscalización Ambiental en Aguas Residuales. Primera edición.
Biblioteca Nacional del Perú. Lima, Perú. Abril 2014. 42 p.
ORTEGA, O. 2018. Uso de trampas de aceites y grasas para efluentes no
domésticos de los establecimientos comerciales y de servicios en Tingo
Maria. Practica Pre Profesional bachiller Ing. Ambiental. Tingo María,
Perú. Universidad Nacional Agraria de la Selva. 107 p.
PUGH, S. 1991. Diseño total: Métodos integrados para una exitosa ingeniería
de producto. Addison-Wesley.
43
RICCIO, L. 2015. Remoción de contaminantes de aguas residuales urbanas
del colector agua de Las Vírgenes por electrocoagulación, a nivel de
laboratorio, utilizando como fuente energética un panel fotovoltaico.
Tesis Dr. Ing. Química y Ambiental. Huancayo, Perú. Universidad
Nacional del Centro del Perú. 165 p.
RESTREPO, A.; ARANGO, A.; GARCES, L. 2006. La Electrocoagulación:
retos y oportunidades en el tratamiento de aguas. Rev. Las. Inv.,
Antioquia. 1(2): 59-77.
SANCHEZ, J. 2011. El uso de trampas de grasa para disminuir la carga
contaminante de grasas y aceites emitida a la red municipal de drenaje.
Tesis Ing. Químico Industrial. Mexico D.F. Instituto Politécnico Nacional.
83 p`.
TORRES, I. 2016. Propuesta de mejoramiento de las operaciones en la planta
de tratamiento de agua residual en el municipio de la Calera
(Cundinamarca). Tesis Ing. Civil. Bogotá, Colombia. Universidad
Católica de Colombia. 62 p.
VIDALES, A., LEOS, M., CAMPOS, M. 2010. Extracción de grasas y aceites
en los efluentes de una industria automotriz. Rev. Con. Tec., Aguas
Calientes. 40(1): 29-34.
44
IX. ANEXOS

45
Figura 10. Pesado del crisol.
Figura 11. Separación de aceites en la pera de decantación.
46
Figura 12. Ebullición del éter de petróleo.
Figura 13. Toma de muestra.
47
Figura 14. Prueba inicial con agua limpia.
Figura 15. Prueba inicial con agua limpia.
48
Figura 16. Muestras con diferentes concentraciones.
Figura 17. Toma de temperatura de funcionamiento.

49
Figura 18. Funcionamiento de la trampa de grasas y aceites.
Figura 19. Pesado de crisol con muestra de grasa y aceites.
UNIVERSIDAD NACIONAL AGRARIA DE
LA SELVA
ESCUELA PROFESIONAL DE INGENIERÍA AMBIENTAL
Ejecutor:
NIEVE CONTRERAS, Giordy Alex
Asesor:
Escala:
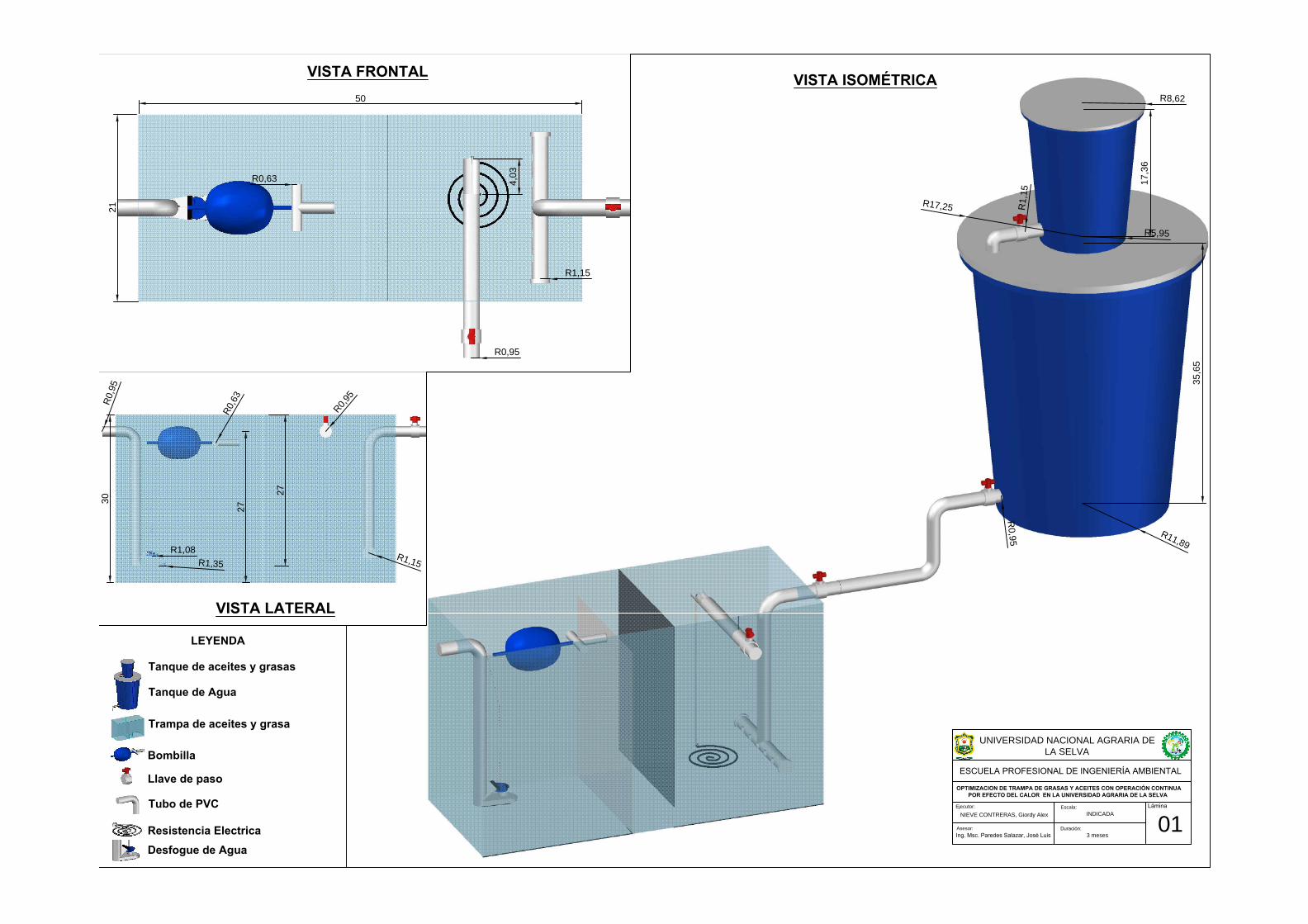
OPTIMIZACION DE TRAMPA DE GRASAS Y ACEITES CON OPERACIÓN CONTINUA
POR EFECTO DEL CALOR EN LA UNIVERSIDAD AGRARIA DE LA SELVA
Lámina
Ing. Msc. Paredes Salazar, José Luis
01
INDICADA
Duración:
3 meses
50
21
R0,95
R1,15
R0,63
4,03
30
R
0
,
9
5
R
0
,
6
3
R
0
,
9
5
R1,08
R1,3
5
R
1
,
1
5
27
27
R
1
1
,
8
9
R5,95
R
1
7
,2
5
R8,62
17,36
35,65
R
1,15
R0,95
VISTA LATERAL
VISTA FRONTAL
VISTA ISOMÉTRICA
Tanque de aceites y grasas
Tanque de Agua
Trampa de aceites y grasa
Bombilla
Llave de paso
Tubo de PVC
Resistencia Electrica
Desfogue de Agua
LEYENDA