Embed Size (px)
Citation preview
Universidad Rafael LandívarFacultad de Ingeniería
Licenciatura en Ingeniería Química Industrial
“ESTUDIO Y DESARROLLO TÉCNICOPARA LA EXTRACCIÓN DEL ACEITE CONTENIDO
EN LA PULPA DE CAFÉ”
Presentada al Consejo de la facultad
WENDY CAROLINA PINEDA COPÍN
Previo a conferírsele el título de:
INGENIERO QUÍMICO INDUSTRIAL
En el grado académico de
Guatemala, agosto de 2004
Universidad Rafael Landívar Facultad de Ingeniería
Licenciatura en Ingeniería Química Industrial
“ESTUDIO Y DESARROLLO TÉCNICO-ECONÓMICO PARA LA EXTRACCIÓN DEL ACEITE CONTENIDO
EN LA PULPA DE CAFÉ”
T E S I S
Presentada al Consejo de la facultad de Ingeniería
Por:
WENDY CAROLINA PINEDA COPÍN
Previo a conferírsele el título de:
INGENIERO QUÍMICO INDUSTRIAL
En el grado académico de
L I C E N C I A D O
Guatemala, agosto de 2004
Licenciatura en Ingeniería Química Industrial
ECONÓMICO PARA LA EXTRACCIÓN DEL ACEITE CONTENIDO
WENDY CAROLINA PINEDA COPÍN
INGENIERO QUÍMICO INDUSTRIAL
AUTORIDADES DE LA UNIVERSIDAD RAFAEL LANDIVAR
Rector Lic. Gonzalo de Villa Vásquez, S.J.
Vicerrectora General Licda. Julia Guillermina Herrera Peña
Vicerrector Administrativo Arq. Carlos Haeussler
Vicerrector Académico Dr. René Eduardo Poitevin Dardón
Secretario General Lic. Luis Quan Mack
Director Financiero Ing. José Carlos Ricardo Vela Schippers
Director Administrativo Ing. Otto Vinicio Cruz Porras
AUTORIDADES DE LA FACULTAD DE INGENIERÍA
Decano Ing. Edwin Felipe Escobar Hill
Vicedecano Ing. Herbert Armando Smith Brolo
Secretaría
Director del Departamento Ing. Yara Argueta de Ingeniería Industrial
Director del Departamento Ing. Alejandro Basterrechea de Ingeniería Mecánica
Director del Departamento Ing. José Carlos Gil Rodríguez de Ingeniería Civil
Director del Departamento Ing. Jorge Arturo Rivera Pérezgil de Ingeniería en Informática
Director del Departamento Ing. Ramiro Muralles Araujo De Ingeniería Química
Director de Maestría Ing. Lionel Pineda López en Administración Industrial
Representante de Catedráticos Ing. Julio Aguilar Schaeffer
Representante Estudiantil Br. Julio Barrios
TRIBUNAL EXAMINADOR Ing. Federico Salazar Ing. Eduardo Barrios Ing. Gamaliel Zambrano
ASESOR DE TESIS Ing. Alejandro Hidalgo
DEDICATORIA A DIOS:
Por ser mi Todo, por su amor y misericordia, gracias por haberme iluminado y acompañado en todo momento.
A LA SANTÍSIMA VIRGEN MARÍA
Por ser tan Buena Madre, por sus cuidados y por atender mis plegarias.
A MIS PADRES
Por su apoyo, amor y comprensión. Gracias porque siempre han buscado lo mejor para mí, pero principalmente por hacerme sentir especial y amada.
A MIS HERMANAS Por animarme, cuidarme y apoyarme siempre. A MIS ABUELITAS
Por sus consejos, cuidados y amor. Gracias por hacerme tan feliz.
A MI FAMILIA
Por su apoyo en todo momento, especialmente a mi tío Walter Copín, por su paciencia, compresión y por su tiempo.
A MIS AMIGOS Por su apoyo y cariño; gracias por brindarme su amistad. A LA PROMOCIÓN 2003 Por tan agradable experiencia. A MI ASESOR Por su amistad y consejos. A PADRE CESAR ALONSO
Por sus consejos para mi crecimiento espiritual y sobre todo por su amistad y cariño.
AGRADECIMIENTOS A LOS CATEDRÁTICOS DE INGENIERIA
Por sus enseñanzas y su amistad, especialmente a Lic. Rodríguez, Ing. Federico Salazar, Inga. Carmen Ortiz, Ing. Roberto Palacios, Ing. Alejandro Hidalgo, Dr. Luiz Elías, Ing. Alejandro Köng.
A ING. ALEJANDRO HIDALGO Por haberme permitido realizar este trabajo, así como asesorarme y aconsejarme para mi crecimiento como persona y profesional.
A TRIBUNAL EXAMINADOR Por sus consejos. A DON CÉSAR GÁMEZ Y DON ARTURO ESPINOZA
Por su apoyo, dedicación y consejos para la realización de este trabajo.
RESUMEN
El cultivo de café ha sido de gran importancia para el desarrollo de la economía del País, pero en los últimos años ha experimentado una crisis por el precio de café y también se ha cuestionado a los productores por la contaminación debido al manejo ineficiente de la pulpa. El presente trabajo propone una alternativa para el uso eficiente de la pulpa, por medio de la extracción del aceite contenido por medio del Método de Disolventes, presentando los factores que intervienen en su obtención eficiente, así como el proceso de extracción detallado, también se recomienda el compostaje para la pulpa agotada, es decir, la pulpa sin aceite. Se presenta esta solución analizada desde el punto de vista mercadológico, técnico y económico-financiero con el fin de determinar la rentabilidad del proyecto.
ÍNDICE MARCO I INTRODUCCIÓN Introducción 1
Situación Actual 2
Marco Teórico 3
CAFÉ
Origen y especies de café 3
Descripción del fruto 6
Procesamiento y Composición 7
EXTRACCIÓN
Extracción líquido-sólido 8
Métodos de extracción 9
Teoría de Extracción con Disolventes 12
Factores que influyen en la extracción 15
Disolvente 16
Identificación del Aceite 17
MARCO II PLANTEAMIENTO DEL PROBLEMA Introducción al problema 20
Objetivos 21
Hipótesis 22
Variables de Estudio 23
Alcances y Límites 26
Aporte 27
MARCO III MÉTODO Sujetos 28
Instrumentos 29
Procedimiento 30
MARCO IV RESULTADOS 32 Estudio de mercado
Descripción del producto 33
Análisis del Sector Industrial 36
Análisis de la demanda 37
Análisis de Precio 37
Sistema de Distribución 37
Estrategia Genérica 37
Estudio Técnico
Capacidad de la planta 38
Materia Prima 39
Material de Empaque 39
Análisis del proceso de Extracción 44
Equipo 50
Requerimiento Personal Operativo 51
Estructura Organizacional 52
Localización de la planta 53
Estudio económico-financiero
Inversión Inicial 55
Inversión Diferida 56
Costo de Operación 57
Capital de Trabajo 61
Precio Unitario 61
Ingreso por Ventas 62
Punto de Equilibrio 62
Tasa Mínima Atractiva de Retorno 63
Flujo de Efectivo 66
MARCO V DISCUSIÓN DE RESULTADOS 67
MARCO VI CONCLUSIONES 69
MARCO VII RECOMENDACIONES 71
REFERENCIAS BIBLIOGRÁFICAS 72
ANEXOS
Diagrama de Flujo 74
Producción Anual de Pinturas 75
Tamaño de Partícula 76
Especificaciones del Disolvente 78
Gasto por Concepto de Sueldo y Prestaciones 79
Valor de Salvamento 81
Capital de Trabajo 82
Inversión en Activos totales 83
Composición de Varios Aceites 84
Aparato Soxhlet 85
Glosario 87
ÍNDICE DE DIAGRAMAS:
Diagrama de Flujo de Materiales 40
Diagrama de Bloques del Proceso 41
Diagrama de Equipo 42
Diagrama Distribución en Planta 43
Diagrama Flujo de Efectivo 66
ÍNDICE DE FIGURAS
Figura No. 1 Extractor Intermitente 9
Figura No. 2 Tinas Extractoras en función
Intermitente múltiple 10
Figura No. 3 Extracción continua
En contracorriente 11
Figura No. 4 Métodos para la Extracción
De sólidos con disolventes 12
Figura No. 5 Aparato Soxhlet 14
Figura No. 6 Estructura Organizacional 52
Figura No. 7 Tamaño original de la pulpa 77
Figura No. 8 Reducción del tamaño de partícula 77
Figura No. 9 Disolvente Hexano 78
Figura No. 10 Balón sobre la mantilla 85
Figura No. 11 Cámara de Extracción 85
Figura No. 12 Condensador 86
Figura No. 13 Aparato Soxhlet 86
ÍNDICE DE TABLAS
Tabla No. 1 Característica de los Instrumentos 29
Tabla No. 2 Resultados 32
Tabla No. 3 Características del aceite 32
Tabla No. 4 Especificación y Composición del aceite 33
Tabla No. 5 Producción de Pulpa 38
Tabla No. 6 Producción Anual de la Planta 38
Tabla No. 7 Requerimiento de Material al mes 39
Tabla No. 8 Procedimiento de Secado Solar 45
Tabla No. 9 Selección del Equipo 50
Tabla No. 10 Personal Operativo 51
Tabla No. 11 Producción de Café 53
Tabla No. 12 Ubicación de la planta 54
Tabla No. 13 Inversión en Maquinaria y Equipo 55
Tabla No. 14 Inversión en Activos Fijos 56
Tabla No. 15 Inversión Diferida 56
Tabla No. 16 Materia Prima Requerida 57
Tabla No. 17 Mano de Obra Directa 57
Tabla No. 18 Material de Empaque 58
Tabla No. 19 Costo Primo Directo 58
Tabla No. 20 Costos de Fabricación Variables 58
Tabla No. 21 Costos Indirectos de Fabricación 58
Tabla No. 22 Costo Unitario 59
Tabla No. 23 Gastos de Administración 59
Tabla No. 24 Gasto de Ventas 60
Tabla No. 25 Depreciación Anual 60
Tabla No. 26 Amortización en Ac. Intangibles 60
Tabla No. 27 Requerimiento de Capital de Trabajo 61
Tabla No. 28 Cálculo de Activos y Pasivos 61
Tabla No. 29 Ingreso por Ventas 62
Tabla No. 30 Gastos Fijos Totales 62
Tabla No. 31 Estructura de Capital 63
Tabla No. 32 Amortización de la Deuda 63
Tabla No. 33 Estado de Resultados Proyectado 64
Tabla No. 34 Balance General Proyectado 65
Tabla No. 35 Flujo de Efectivo 66
Tabla No. 36 Producción de Pinturas en Guatemala 75
Tabla No. 37 Pronóstico de la Demanda 75
Tabla No. 38 Tamaño de partícula 76
Tabla No. 39 Costo de Mano de Obra Directa 79
Tabla No. 40 Costo de Mano de Obra Indirecta 80
Tabla No. 41 Cálculo del Valor de Salvamento 81
Tabla No. 42 Cálculo para el Capital de Trabajo 82
Tabla No. 43 Total de Inversión en Activos Totales 83
Tabla No. 44 Comparación de las características
De varios aceites 84
MARCO I INTRODUCCIÓN
1.1 INTRODUCCIÓN
Aunque no se conozca con exactitud la introducción del café a
Guatemala, la producción cafetalera siempre ha sido fundamental en la
historia del desarrollo de la actividad económica guatemalteca, pues
por mucho tiempo representó la principal fuente de divisas para el País;
dicha actividad se extiende a 20 departamentos.
Durante los últimos años, el mercado cafetalero mundial ha
experimentado cambios muy importantes en la oferta, en el que se
denota el aumento en los niveles de producción y exportación mundial.
La crisis en el precio del café refleja ser una consecuencia del cambio
de estructura del mercado, siendo un problema para los productores
guatemaltecos, cuyos procesos tradicionales de beneficiado son
seriamente cuestionados por el efecto nocivo de la pulpa que es
depositada en las corrientes de agua.
Al incrementarse el costo de los fertilizantes, los productores de café
han reducido su uso, por lo que algunos tratan de aprovechar los
subproductos o pulpa, pero utilizando métodos inadecuados para su
descomposición, en abono orgánico.
Ante esta situación, que pone en riesgo tanto el medio ambiente como la
estabilidad económica de aquellos que dependen básicamente de dicha
actividad para poder subsistir; por lo que se pretende diseñar un
método a nivel laboratorio para la extracción del aceite contenido en la
pulpa del café, por medio de una extracción con disolventes; en este
caso el hexano será el disolvente a utilizar. El aceite obtenido se
empleará exclusivamente para la producción de pinturas, lacas y
barnices quedando excluida su aplicación a la Industria Alimenticia.
1.2 SITUACIÓN ACTUAL No se encontró investigación o libro de texto que tratara específicamente
sobre la extracción del aceite contenido en la pulpa del fruto del café.
Sin embargo, Orellana (1994) realizó el trabajo de investigación acerca
de la conversión de la pulpa del fruto del café en abono orgánico, por
medio de diferentes procesos, y lo llevó a cabo en dos localidades con
diferentes características agroecológicas con el objetivo de demostrar
que dichas diferencias podían influir en el proceso de descomposición
de la pulpa, la altura con respecto al nivel del mar, la precipitación
pluvial, la temperatura y la humedad relativa en las dos localidades.
También una compañía guatemalteca, Extract S.A., desde 1997 está
satisfaciendo las necesidades de las Industrias de Alimentos,
Farmacéuticas y Cosméticas con la exportación de aceites provenientes
de plantas, arbustos, flores, árboles, frutos o semillas; incluyendo la
extracción del aceite del grano de café.
1.3 MARCO TEÓRICO
1.3.1 ORIGEN DEL CAFÉ:
El cafeto es originario de África. Su nombre se deriva de la ciudad de
Kaffa, en Etiopía. En 1773, llegaron las primeras plantas de café a
Guatemala, como resultado de una iniciativa desarrollada por
sacerdotes jesuitas. La mayoría de las variedades que se cultivan en
Guatemala pertenecen a la especie Coffea Arábica, la otra especie de
importancia comercial es Coffea Canephora. Sin embargo, las
variedades comerciales de mayor calidad y aceptación en el mercado
mundial son las variedades Arábicas. (Sánchez, 1988)
1.3.2 PRINCIPALES ESPECIES DE CAFETO:
Se mencionaron alrededor de setenta especies de cafeto en 1929, las
que desde luego, han aumentado en el presente; resaltando las tres
especies que más se conocen en el mundo: Coffea arabica L., Coffea
canephora P. Y Coffea liberica, según Sánchez.
1.3.2.1 CARACTERÍSTICAS MÁS IMPORTANTES DE LAS ESPECIES
COMERCIALES DE CAFETO
Coffea arabica L.
Constituye el 75% del café de exportación y se produce en 60 países la
mayoría en Sur y Centroamérica. La bebida de calidad se obtiene de
Coffea Arábica, especie que se cultiva a mayor altitud y de la cual se
han derivado las variedades comerciales de la mayor calidad y
aceptación en el mercado mundial.
Es tetraploide, tiene 44 cromosomas, es Autógama con un 10% de
polinización cruzada y contiene un 0.8 a un 1.5% de cafeína. Sus
variedades son líneas homogéneas genéticamente fijadas y
multiplicadas por semilla. (Anzueto, 1985)
Porte y Tallo: Arbustos hasta de 7 metros de altura, de formación
cónica, porte alto, tallo central o tronco vertical único, con pocas
ramificaciones verticales que nacen de los nudos. Sus ramas laterales
abundantes y ramificadas. Las ramas laterales en relación con el eje
central forma ángulos entre 50 y 70 grados (abertura ligeramente
inclinada). Las hojas son elípticas, oblongas y lanceoladas. Miden de 7
a 17 centímetros de longitud y de 3 a 8 centímetros de ancho, láminas
lisas de color verde oscuro y envés verde pálido; ápice agudo y brotes
terminales bronceados. (Sánchez, 1988)
Flores: 4 a 12 flores por axila, corola blanca de 5 pétalos de 6 a 12
milímetros de largo y de 3 a 4 milímetros de ancho. Autofértiles
(Hermafroditas), indica Sánchez.
Frutos y semillas: Caedizos, color rojo vino, pulpa delgada. Semillas:
de 10 a 15 milímetros de largo y de 5 a 10 milímetros de ancho. Su
endospermo verde oscuro.
Coffea canephora P.
Constituye un 28 a 30% de la producción mundial, es alógama estricta,
quiere decir que es autoincompatible. Es diploide pues posee 22
cromosomas. Es más amarga que la variedad arábica ya que tiene de 2
a 3% de contenido de cafeína. Su variedad es la robusta y posee alta
variabilidad genética. (Anzueto, 1985)
Porte y Tallo: árboles hasta de 22 metros de alto, de forma irregular
Tallo muy ramificado desde la base; ramas laterales sin ramificaciones
o muy escasa. La planta emite de 3 a 5 ejes verticales transcurrido el
tiempo en el campo. (Sánchez J., 1988)
Hojas: Elípticas, oblongas, de 12 a 25 centímetros de largo y 5 a 12
centímetros de ancho. Ápice muy agudo, marcadamente onduladas,
color verde oscuro en la lámina y el envés verde pálido.
Flores: 12 flores por axila, corola blanca, más de 5 pétalos de 10 a 15
milímetros de largo y de 24 milímetros de ancho. Autoestéril de
polinización cruzada.
Frutos y semillas: permanentes, color rojo. Pulpa delgada y seca.
Semillas de 7 a 14 milímetros de largo y de 4 a 10 milímetros de
ancho. Su endospermo es amarillo.
Coffea Liberica según Sánchez (1988):
Porte y Tallo: árboles hasta de 20 metros de altura. Tallo de forma
cónica o piramidal, sin ramificaciones verticales de importancia. Ramas
laterales sin ramificaciones.
Hojas: Posición decusada, ovales o abovadas, de 8 a 40 centímetros. De
largo y de 5 a 15 centímetros de ancho. Coriáceas, ápice corto o
redondeado. Lámina brillante y el envés verde amarillento.
Flores: 10 a 24 flores por axila, corola rosada o blanca de 5 pétalos
gruesos de 8 a 20 milímetros de largo y de 3 a 8 milímetros de ancho.
Autofértil de polinización cruzada.
Frutos y semillas: permanentes, color rojo vino. Pulpa espesa y
carnosa. Semillas de 10 a 25 mm de largo y de 6 a 10 milímetros de
ancho. Su endospermo es amarillo.
A partir de 1750 y 1760 Guatemala obtuvo sus primeras semillas de
Coffea Arabica L. procedentes de las Indias Occidentales. Las
variedades arábiga y bourbón fueron las de mayor movimiento en el
mundo. Luego ocupó bastante la atención la especie Coffea canephora
la cual fue descubierta en África a finales del siglo XIX.
De esta última, la variedad Robusta, que según Anacafé ocupa un
mínimo porcentaje en la producción por variedad de todas las que se
cultivan en Guatemala, se perfila indicada como patrón de café
injertado, dadas las características de raíces muy abundantes y de
relativa resistencia a la Cochinilla de la raíz y los nematodos.
1.3.3 DESCRIPCIÓN DEL FRUTO DE CAFÉ :
Los frutos del café se cosechan en América Central desde finales de
Agosto hasta el mes de marzo, dependiendo de la altitud sobre el nivel
del mar de la plantación de café. El café de tierra cálida madura más
temprano que el de tierra fría. Los frutos se cosechan al llegar a su
madurez, lo que se advierte por el color marrón intenso que adquiere el
grano, aunque existen variedades que presentan un color amarillo
cuando están maduras. (Braham y Bresani, 1978)
Un corte longitudinal de un fruto de café muestra las fracciones
anatómicas del fruto: El grano propiamente dicho o endosperma, la
cáscara o endocarpio, una capa mucilaginosa o mesocarpio y la pulpa o
esocarpio. La semilla del café presenta una superficie plana que se
encuentra con otra parte igual dentro del fruto. Cada mitad esta
recubierta por un delicado tejido conocido como película. Estas dos
fracciones se sostienen dentro del endocarpio, membrana conocida
también con el nombre de pergamino o cascarilla del café, que es duro y
quebradizo cuando se seca, y el cual rodea individualmente a cada una
de las dos fracciones que constituyen un grano. La cascarilla, en
cambio, está cubierta por una gruesa capa de células esponjosas que
forman la pulpa. Esta capa tiene un espesor aproximado de 5 mm.
Debido a la consistencia viscosa del mucílago, una leve presión sobre el
fruto es suficiente para expulsar fuera de él las dos mitades que
constituyen el grano.
1.3.4 PROCESAMIENTO DEL FRUTO DE CAFÉ :
Después de cosechados, los granos de café son llevados a los beneficios
y allí se sumergen, primero que todo, en un tanque de agua, con un
doble propósito:
Primero: remover granos dañados, frutos verdes u otros materiales
extraños que en estas condiciones flotan.
Segundo: servir como mecanismo de transporte de los granos. El
procesamiento del fruto del café para obtener los granos comerciales
consiste básicamente en dos operaciones. La primera es el remojo o
procesamiento húmedo que deja como producto pulpa de café, mucílago
y aguas de desecho, por una parte, y por otra, los granos de café y la
cascarilla, como unidad. La segunda operación es un proceso seco que
separa la cascarilla del grano de café, según Braham y Bresani.
1.3.5 COMPOSICIÓN QUÍMICA DE LA PULPA DE CAFÉ :
La pulpa de café está constituida tanto por macroelementos como por
microelementos en diferentes proporciones, razón por la cual se
considera útil en las aplicaciones como abono orgánico. Estudios
realizados demuestran que su composición química está constituida
por: N, P, K, Ca, Mg, Mn, S, B, Fe, Cu, y Zn. Así también de
contenidos celulares que revelan su estado de descomposición como la
fibra detergente ácido la cual se encuentra formada principalmente por
celulosa y lignina. (Porres, Rodas y Calzada 1987)
1.3.6 CONTAMINACIÓN POR SUBPRODUCTOS DEL CAFÉ :
Aunque la contaminación es general en las zonas cafetaleras del país,
se ve marcada en las zonas donde la cosecha es concentrada, llueve
menos que en las otras regiones cafetaleras y los caudales de los ríos
son más pequeños. (Rodas, 1990)
Además parte de esos desechos como la pulpa, quedan acumulados en
las fincas, constituyéndose en un centro de contaminación por plagas
(moscas y zancudos) y malos olores. (Leiva, 1988).
1.3.7 EXTRACCIÓN SÓLIDO-LÍQUIDO:
La extracción de sólidos por medio de disolventes, o sea, la extracción
líquido-sólido, es una operación en la cual se separan componentes de
sólidos disolviéndolos en líquidos. Esta operación se designa en las
diferentes industrias por diversos nombres, como lavado, lixiviación,
elusión, elutriación, difusión, precolación, decocción, decantación,
infusión, maceración, digestión y disolución; todas ellas designan algún
modo de transferencia de materias solubles desde sólidos al agua u
otros disolventes. (Perry y Green, 1997)
El material soluble, llamado soluto, puede ser un sólido o un líquido
dispersado por los sólidos insolubles, cuyas superficies reviste, disuelto
en un líquido adherido a los sólidos o arrastrado por ellos, o, en
muchos casos, de materias animales o vegetales, ocluido en la
estructura celular. Los sólidos sufren, por lo general, un tratamiento
mecánico y a menudo térmico antes de la extracción, a fin de hacer el
soluto accesible a la acción disolvente por medio de una o varias
operaciones de preparación o acondicionamiento, como trituración,
tostación, laminación, pulverización, compresión, escamación,
calentamiento, tratamiento con vapor o humedecimiento.
Las operaciones de extracción se usan mucho en las industrias
químicas y similares, y tienen aplicaciones siempre que se tratan
sólidos impuros. (Perry y Green, 1997)
1.3.8 MÉTODOS DE EXTRACCIÓN SÓLIDO-LÍQUIDO :
Cualesquiera que sean los materiales sólidos preparados, pueden
tratarse por
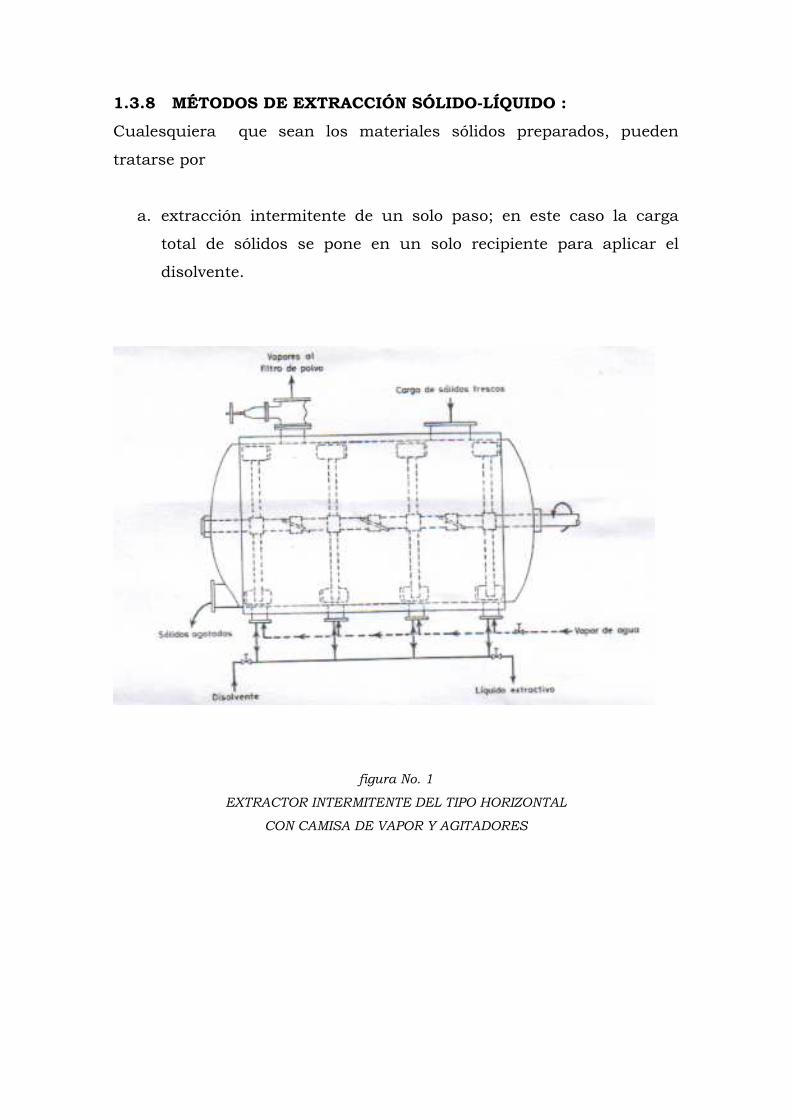
a. extracción intermitente de un solo paso; en este caso la carga
total de sólidos se pone en un solo recipiente para aplicar el
disolvente.
figura No. 1
EXTRACTOR INTERMITENTE DEL TIPO HORIZONTAL
CON CAMISA DE VAPOR Y AGITADORES
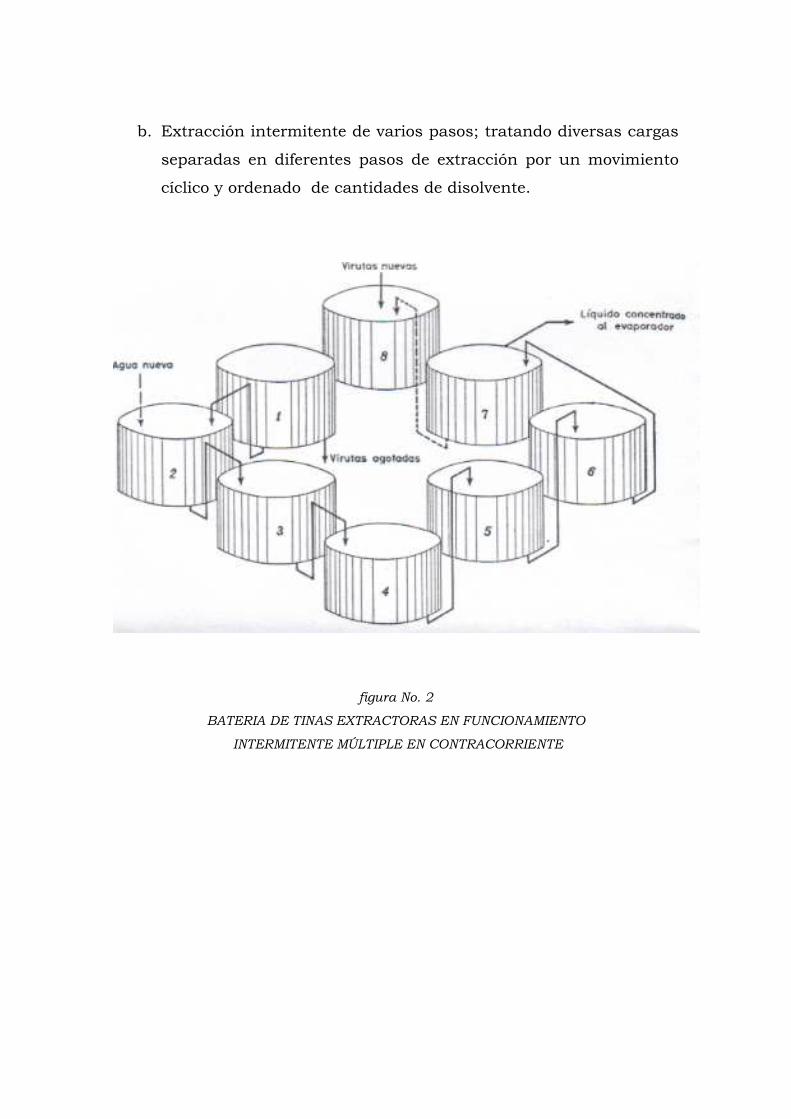
b. Extracción intermitente de varios pasos; tratando diversas cargas
separadas en diferentes pasos de extracción por un movimiento
cíclico y ordenado de cantidades de disolvente.
figura No. 2
BATERIA DE TINAS EXTRACTORAS EN FUNCIONAMIENTO
INTERMITENTE MÚLTIPLE EN CONTRACORRIENTE
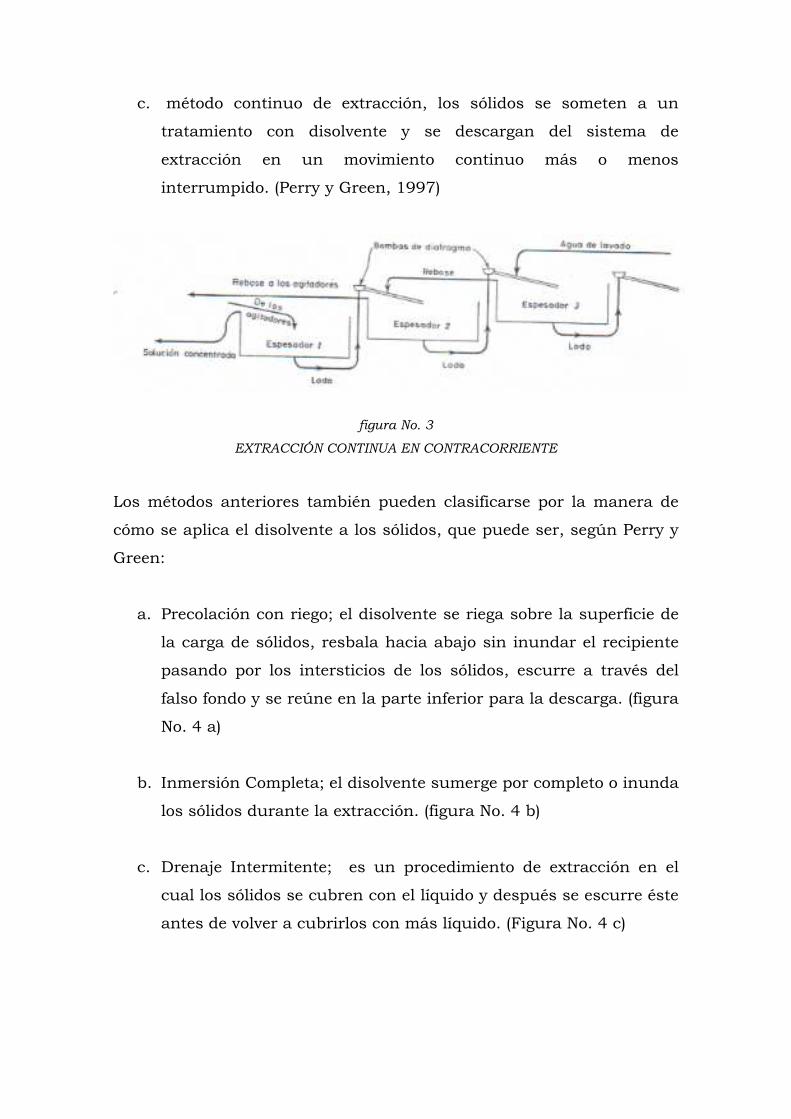
c. método continuo de extracción, los sólidos se someten a un
tratamiento con disolvente y se descargan del sistema de
extracción en un movimiento continuo más o menos
interrumpido. (Perry y Green, 1997)
figura No. 3
EXTRACCIÓN CONTINUA EN CONTRACORRIENTE
Los métodos anteriores también pueden clasificarse por la manera de
cómo se aplica el disolvente a los sólidos, que puede ser, según Perry y
Green:
a. Precolación con riego; el disolvente se riega sobre la superficie de
la carga de sólidos, resbala hacia abajo sin inundar el recipiente
pasando por los intersticios de los sólidos, escurre a través del
falso fondo y se reúne en la parte inferior para la descarga. (figura
No. 4 a)
b. Inmersión Completa; el disolvente sumerge por completo o inunda
los sólidos durante la extracción. (figura No. 4 b)
c. Drenaje Intermitente; es un procedimiento de extracción en el
cual los sólidos se cubren con el líquido y después se escurre éste
antes de volver a cubrirlos con más líquido. (Figura No. 4 c)
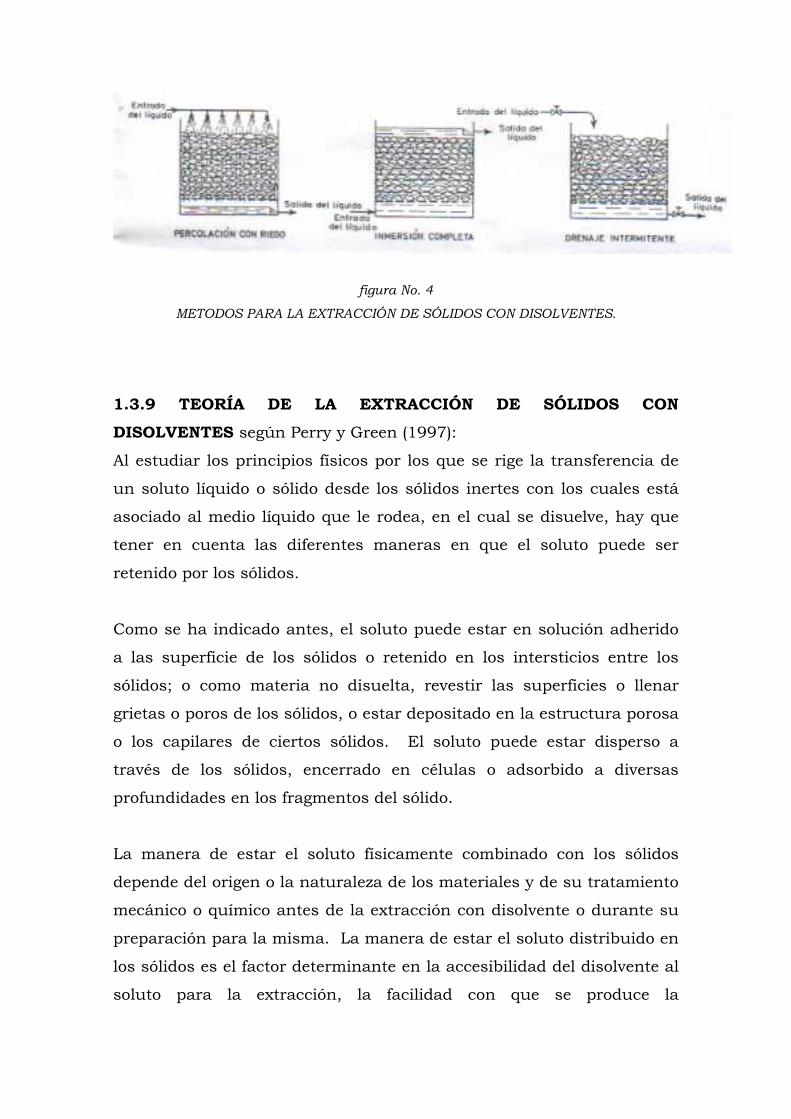
figura No. 4
METODOS PARA LA EXTRACCIÓN DE SÓLIDOS CON DISOLVENTES.
1.3.9 TEORÍA DE LA EXTRACCIÓN DE SÓLIDOS CON
DISOLVENTES según Perry y Green (1997):
Al estudiar los principios físicos por los que se rige la transferencia de
un soluto líquido o sólido desde los sólidos inertes con los cuales está
asociado al medio líquido que le rodea, en el cual se disuelve, hay que
tener en cuenta las diferentes maneras en que el soluto puede ser
retenido por los sólidos.
Como se ha indicado antes, el soluto puede estar en solución adherido
a las superficie de los sólidos o retenido en los intersticios entre los
sólidos; o como materia no disuelta, revestir las superficies o llenar
grietas o poros de los sólidos, o estar depositado en la estructura porosa
o los capilares de ciertos sólidos. El soluto puede estar disperso a
través de los sólidos, encerrado en células o adsorbido a diversas
profundidades en los fragmentos del sólido.
La manera de estar el soluto físicamente combinado con los sólidos
depende del origen o la naturaleza de los materiales y de su tratamiento
mecánico o químico antes de la extracción con disolvente o durante su
preparación para la misma. La manera de estar el soluto distribuido en
los sólidos es el factor determinante en la accesibilidad del disolvente al
soluto para la extracción, la facilidad con que se produce la
transferencia del soluto y las leyes físicas por las que se rige esa
transferencia. Sólo en algunos casos poco prácticos se ha comprendido
suficientemente la estructura de los sólidos y la distribución del soluto
para un análisis válido de los principios en que se basa la transferencia
de los solutos.
Este tipo de extracción se realiza habitualmente en un aparato
denominado Soxhlet. (Ver figura No. 5)
La sustancia sólida se introduce en un cartucho poroso (generalmente
hecho con papel de filtro, que permite al solvente entrar y salir
reteniendo al sólido) que se coloca dentro del recipiente B (ver Figura 5).
Se adosa un balón C a dicho recipiente donde se coloca el volumen de
solvente que se utilizará en la extracción. Por el extremo superior del
recipiente B, se coloca un condensador D.
El solvente se calienta; los vapores ascienden por el tubo E, condensan
en el refrigerante D y caen dentro del recipiente B impregnando al sólido
que se encuentra en el cartucho A. El recipiente B se va llenando
lentamente de líquido hasta que llega al tope del tubo F y se descarga
dentro del balón C por efecto de sifón, llevando consigo a la sustancia
extraída. El proceso se repite automáticamente hasta que la extracción
se completa. El solvente de extracción se evapora, recuperando así a la
sustancia deseada.
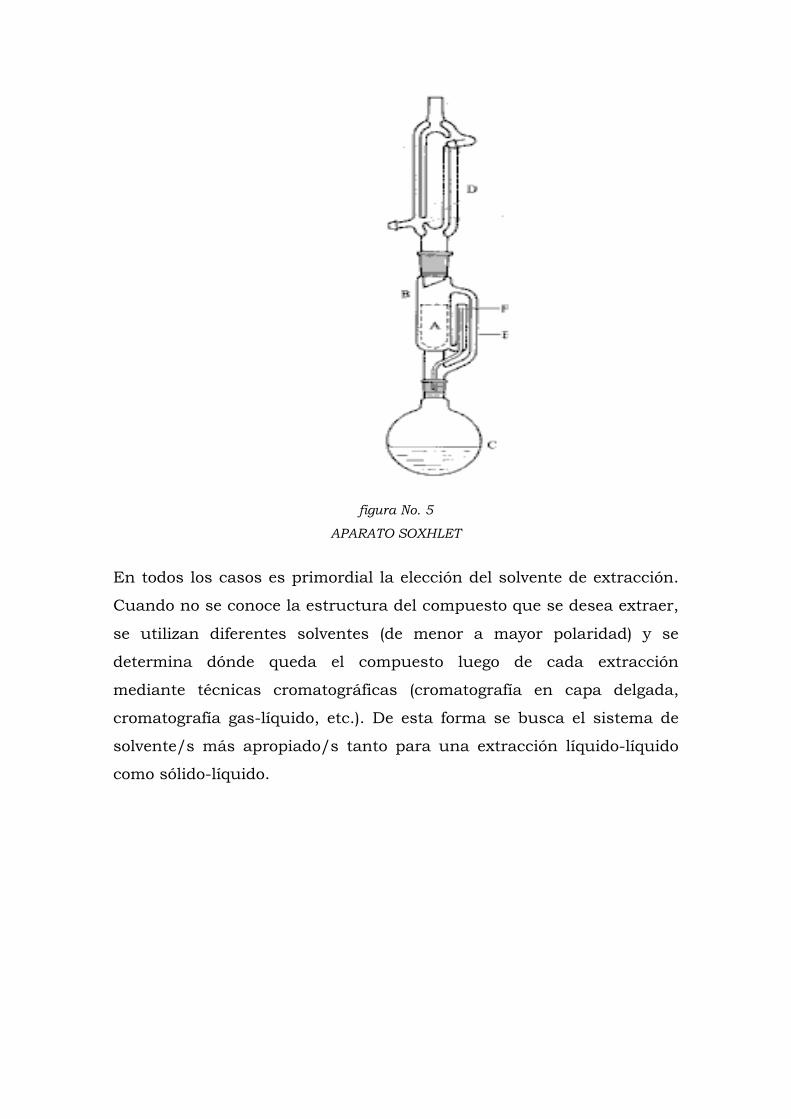
figura No. 5
APARATO SOXHLET
En todos los casos es primordial la elección del solvente de extracción.
Cuando no se conoce la estructura del compuesto que se desea extraer,
se utilizan diferentes solventes (de menor a mayor polaridad) y se
determina dónde queda el compuesto luego de cada extracción
mediante técnicas cromatográficas (cromatografía en capa delgada,
cromatografía gas-líquido, etc.). De esta forma se busca el sistema de
solvente/s más apropiado/s tanto para una extracción líquido-líquido
como sólido-líquido.
1.3.10 FACTORES QUE INFLUYEN EN LAS OPERACIONES DE
EXTRACCION :
Los sólidos como portadores del soluto, desempeñan un papel
importante en una operación de extracción. Su estructura y otros
caracteres físicos modificados por las operaciones preparatorias de la
extracción son factores determinantes para hacer el soluto accesible al
disolvente. (Perry y Green, 1997)
El soluto en la superficie de los sólidos es el más fácilmente extraíble
por el disolvente. Por lo tanto, subdividiendo los sólidos para aumentar
la superficie y hacer llegar más soluto a la superficie, se mejora la
extracción. Sin embargo, la reducción de los sólidos a partículas finas
tiene limitaciones. Un subdivisión demasiado fina puede dar como
resultado que se apelmacen los sólidos durante la extracción e impidan
por consiguiente, el movimiento del disolvente sobre la superficie. La
extracción es difícil cuando los sólidos finamente divididos se tratan
como carga estacionaria, no agitada, o pasan por la extracción continua
sin agitación. Es probable que se produzcan canales y que una buena
parte de la superficie no esté suficientemente expuesta al disolvente en
movimiento. Además, una cantidad apreciable de líquido es arrastrada
en los intersticios de una masa de sólidos finos y resulta difícil
desplazar este líquido con líquido entrante, según Perry y Green.
1.3.11 DISOLVENTE:
Existe una gran variedad de líquidos que pueden utilizarse como
disolventes. Para poder seleccionar el disolvente más adecuado se
deben considerar la selectividad, que es la relación entre la proporción
de los componentes en la fase de extracción-disolvente dividido entre la
proporción de los mismos componentes en la fase de alimentación-
disolvente. La selectividad debe ser mayor para que se produzca la
extracción, y cuanto mayor sea, mejor. Si la selectividad es igual o
menor a la unidad, la extracción no puede realizarse. (Perry y Green,
1997)
El disolvente a utilizar en una operación de lixiviación debe tener las
siguientes características:
a. Elevado límite de saturación y selectividad para con el soluto a
ser extraído.
b. Estabilidad química bajo las condiciones del proceso.
c. Viscosidad, presión de vapor, toxicidad, inflamabilidad, densidad
y tensión superficial bajas.
d. La Recuperación del extracto debe ser favorable.
1.3.12 IDENTIFICACIÓN DEL ACEITE:
Esto se realiza por medio de la determinación de sus propiedades
físicas, entre las cuales se evalúan:
a. Índice de Refracción
b. Densidad Relativa
c. Rotación Óptica
Las anteriores permiten obtener información básica acerca de su mayor
o menor contenido de compuestos oxigenados e hidrocarburos
terpénicos así como de la existencia de componentes ópticamente
activos.
Índice de Refracción: Es la relación que existe entre la velocidad de
propagación de la luz en el vacío y la de desplazamiento en otro medio.
El resultado es un número siempre mayor que la unidad, pues la
velocidad de la luz es máxima en el vacío. Generalmente se efectúa a
20º C. El instrumento utilizado es el refractómetro, el cual emplea unos
dispositivos apropiados para la circulación de agua y ubicación del
termómetro. (Valiente, 1990)
Densidad Relativa: Es la relación de la densidad de esa sustancia a la
densidad de otra. Generalmente se utiliza el agua como la norma de
referencia para sólidos y líquidos. Y el aire se usa por lo general como
referencia para los gases. La densidad relativa no tiene unidades
porque se cancelan las unidades de densidad. La densidad relativa
indica cuántas veces es más denso un líquido, un sólido o un gas en
comparación del material de referencia. (Hein, 1992)
Rotación Óptica: Constituye una constante física única y característica
para cada sustancia opticamente activa que rota al plano de la
radiación polarizada por falta de simetría en su estructura molecular o
cristalina. (Wade, 1993)
También es importante definir sus características organolépticas como:
Color: Este puede variar pues depende del método de extracción, esta
característica no es muy importante y para medirla puede utilizarse
colorímetros.
Olor: esta característica es fundamental pues comúnmente se utilizan
los aceites ya sea en alimentos, perfumes, etc. La máxima precisión se
consigue con el método de la evaporación lenta sobre el papel
absorbente, confrontando la observación con sustancias patrones o
confiando de la memoria olfativa.
Sabor: No es posible medir objetivamente un sabor, así como definirlo y
clasificarlo, el sabor es percibido en algunas partes de la mucosa de la
lengua y se refiere a sabores fundamentales como: amargo, dulce,
salado y agrio así como a las sensaciones de fresco, ardiente, picante y
astringente.
Aroma: la sensación olorosa percibida por la nariz junto con el sabor
determinan el aroma de los aceites.
Entre sus propiedades químicas podemos mencionar: Índice de Saponificación: Es una propiedad importante debido a que los
ésteres son constituyentes valiosos en los aceites esenciales. El índice
de saponificación es la suma del índice de ácido y el índice de éster. El
índice de ácido es el número de miligramos de KOH necesarios para
neutralizar los ácidos libres de 1 gramo de esencia; en general, el índice
de ácido es bajo en los aceites esenciales. El índice de éster es el
número de miligramos de KOH necesarios para saponificar los ésteres
de 1 gramos de muestra. Se determina poniendo 1 gramo de muestra
con exceso de solución alcohólica de KOH 0.5 N a calentar normalmente
a reflujo durante una hora, o durante más o menos tiempo, según la
naturaleza de los ésteres presentes, y el exceso de álcali es valorado
acidimétricamente. Existen normas para estas determinaciones y en
ellas se especifica la duración de la saponificación a reflujo. (Valiente,
1990)
Índice de Yodo: Cantidad en centigramos de yodo que se adiciona a un
gramo de grasa. Se emplea para evaluar los dobles enlaces que hay en
la molécula de la grasa en cuestión.
MARCO II
PLANTEAMIENTO DEL PROBLEMA El proceso de transformación de materias primas en productos
terminados de las diversas industrias que operan actualmente en
Guatemala, implica un problema ambiental sino se toma en cuenta
dicho aspecto, pues durante el proceso se tienen subproductos o
desechos que son arrastrados ya sea por el agua o por el aire.
Los desechos que son descargados directamente sin previo
tratamiento afectarán el ecosistema al cual llegarán, pues se
conducirán a un lago, un río etc.
Tal es el caso del procesamiento de café. En la actualidad la pulpa
de éste no se está aprovechando y se desecha de tal forma que
contamina.
Siendo el cultivo del café fundamental en el desarrollo de la
economía del país, no sólo por el crecimiento económico sino
también tomando en cuenta el impacto sobre la dinámica de la
población rural y en el medio ambiente, cada vez se demanda por un
proceso en el que deseche un porcentaje menor o mejor aún que
dicho desecho no cause problemas ambientales.
Con el objeto de coadyuvar a los problemas ecológicos que pueden
representar estos desechos y a su vez otorgar un beneficio de valor
agregado a este cultivo. ¿Es posible diseñar un proceso para la
extracción de aceite contenido en la pulpa de café así como el
aprovechamiento del subproducto, es decir, de la pulpa sin aceite?
2.1 OBJETIVOS
2.1.1 OBJETIVO GENERAL
Desarrollar y Evaluar un proceso para la extracción, por medio de
disolventes, del aceite contenido en la pulpa del café.
2.1.2 OBJETIVOS ESPECIFICOS
Determinar un método para la extracción del aceite contenido en la
pulpa del café.
Desarrollar el diseño del proceso industrial de la extracción de aceite, a
partir de la pulpa del café.
Recomendar diversas aplicaciones que se le puede dar al subproducto
de la extracción, es decir, la pulpa sin aceite.
Determinar la rentabilidad del proceso de extracción del aceite,
mediante la realización del estudio técnico y económico del proyecto.
2.2 HIPÓTESIS Por medio de la aplicación de hexano, como solvente, es posible la
extracción del aceite contenido en la pulpa del café.
2.3 VARIABLES 2.3.1 VARIABLES INDEPENDIENTES
• Relación de masa de disolvente a masa de pulpa de café. • Tiempo de contacto entre el disolvente y la pulpa de café.
• Temperatura del disolvente al entrar en contacto con la pulpa del café.
• Tamaño de partícula de la pulpa de café
2.3.2 VARIABLES DEPENDIENTES:
• Porcentaje de aceite extraído de la pulpa del café. • Costo unitario
2.4 DEFINICIÓN DE VARIABLES
• Relación de masa de disolvente a masa de pulpa de café.
Definición Conceptual:
Es la cantidad relativa del disolvente con respecto a la cantidad de
pulpa de café. (Perry y Green, 1997)
Definición Operacional:
Variable de la cual depende el porcentaje de aceite a obtener. Se
expresa en mililitros de disolvente que se debe agregar por gramos de
pulpa de café.
• Tiempo de contacto entre el disolvente y la pulpa de café.
Definición Conceptual:
Medida en unidades de tiempo en que 2 agentes químicos entran en
contacto para lograr una reacción determinada. (Perry y Green,
1997)
Definición Operacional:
Se expresa el tiempo en minutos que tienen que estar en contacto el
disolvente y la pulpa de café para la extracción del aceite contenido
en la pulpa del café.
• Temperatura del disolvente al entrar en contacto con la pulpa del
café.
Definición Conceptual:
Cantidad de energía que contiene un agente químico para obtener
mayor eficiencia en la reacción. (Treybal, 1988)
Definición Operacional:
Se expresa la temperatura en grados Celsius, del disolvente para una
mejor extracción del aceite contenido en la pulpa del fruto de café.
• Tamaño de partícula de la pulpa del café.
Definición Conceptual:
Característica de una partícula sólida y del tamaño depende un
mejor contacto con el agente químico. (Treybal, 1988)
Definición Operacional:
Se expresa el tamaño de partícula de la pulpa, en milímetros, esto es
para obtener una mejor área de contacto con el agente químico.
• Cantidad de aceite extraído de la pulpa del café.
Definición Conceptual:
Cantidad de un material que forma parte de la composición
determinada de una sustancia. (Treybal, 1988)
Definición Operacional:
Se expresa en gramos la cantidad de aceite contenido en la pulpa
del café.
• Costo Unitario.
Definición Conceptual:
Valor monetario de una unidad producida de producto desarrollado
técnicamente. (Valiente, 1992)
Definición Operacional:
Costo de cada galón producido de aceite, tomando en cuenta la
materia prima, mano de obra, servicios, entre otros.
2.5 ALCANCES Y LÍMITES
El trabajo de investigación pretende establecer un método para la
extracción del aceite contenido en la pulpa del café. El trabajo se
enfocó en determinar si es factible tecnológica y económicamente la
extracción del aceite contenido en la pulpa del café por medio de
disolventes, utilizándose hexano como tal.
Se realizó un estudio de mercado para estimar la demanda, se
recomendó un proceso a nivel industrial y el equipo a emplear. Se
presentaron estados financieros para determinar el costo del producto.
El trabajo se limitó a dar conocimiento de factibilidad para la extracción
del aceite contenido en la pulpa del café utilizando hexano como
disolvente tomando en cuenta los aspectos mercadológicos, técnicos y
financieros, sin embargo, no se realizó su implementación, debido a los
costos y esfuerzos que esto puede representar.
2.6 APORTE
El aporte de la investigación, tanto para los productores de café como
para Guatemala, es de alta importancia, pues en época de beneficiado
del café, en todas las zonas cafetaleras del país, los volúmenes de
desechos como la pulpa, se incrementan anualmente, principalmente
debido al aumento de la producción. Dicha acumulación, actualmente
se reduce a ser únicamente fuente de contaminación tanto para la
población como para las fuentes de agua, por lo que la pulpa se
convierte en un problema que cada vez cobra mayor interés y justifica el
buscar soluciones para evitar que continúe la contaminación que los
desechos provocan y así incrementar la eficiencia del proceso del café al
utilizar los subproductos resultantes otorgando un valor agregado
La importancia de este trabajo para la Universidad Rafael Landívar,
radica en que ejemplifica las herramientas que otorga a sus estudiantes
para la búsqueda de soluciones para un problema real en la industria
del país, así como ofrecer soluciones de tecnología a problemas
ecológicos y una oportunidad al sector industrial para el desarrollo y
generación de nuevas fuentes de trabajo.
MARCO III MÉTODO
3.1 SUJETOS
Población: Se producen anualmente en el país, 1361077,711
Kilogramos (3001000,000 libras) de pulpa del fruto de café como
promedio.
Muestra: la muestra que se utilizó provino de la finca Bella Vista, del
Beneficio La Esperanza, ubicado en Ciudad Vieja, Antigua Guatemala,
corresponde a la variedad Caturra y Catimor; cosecha que se realizó
entre los meses de diciembre- abril.
La pulpa es colocada al aire libre, formando una especie de montaña, y
es allí donde completa su periodo de putrefacción contaminando el
ambiente.
La pulpa fresca presenta un color café y está húmeda puesto que el
agua la transporta desde el pulpero hasta el lugar destinado para la
pulpa y conforme a su descomposición adquiere un color negro y está
parcialmente deshidratada por efecto del sol.
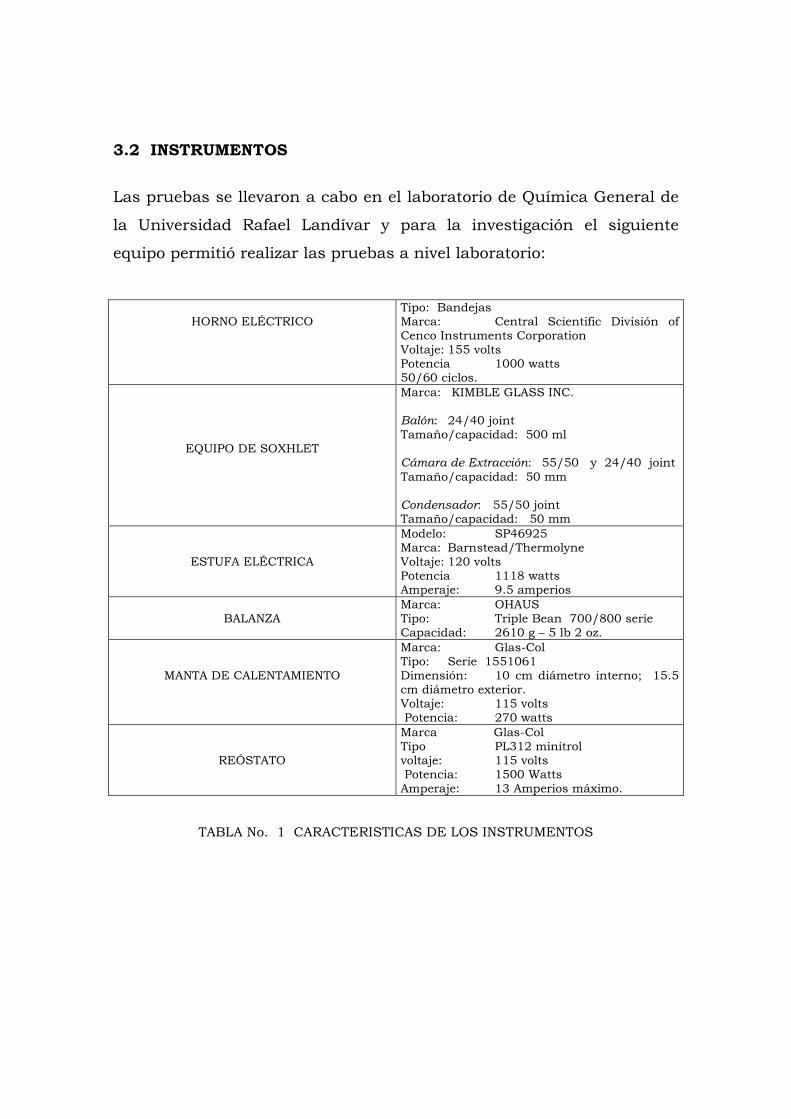
3.2 INSTRUMENTOS
Las pruebas se llevaron a cabo en el laboratorio de Química General de
la Universidad Rafael Landívar y para la investigación el siguiente
equipo permitió realizar las pruebas a nivel laboratorio:
HORNO ELÉCTRICO
Tipo: Bandejas Marca: Central Scientific División of Cenco Instruments Corporation Voltaje: 155 volts Potencia 1000 watts 50/60 ciclos.
EQUIPO DE SOXHLET
Marca: KIMBLE GLASS INC. Balón: 24/40 joint Tamaño/capacidad: 500 ml Cámara de Extracción: 55/50 y 24/40 joint Tamaño/capacidad: 50 mm Condensador: 55/50 joint Tamaño/capacidad: 50 mm
ESTUFA ELÉCTRICA
Modelo: SP46925 Marca: Barnstead/Thermolyne Voltaje: 120 volts Potencia 1118 watts Amperaje: 9.5 amperios
BALANZA
Marca: OHAUS Tipo: Triple Bean 700/800 serie Capacidad: 2610 g – 5 lb 2 oz.
MANTA DE CALENTAMIENTO
Marca: Glas-Col Tipo: Serie 1551061 Dimensión: 10 cm diámetro interno; 15.5 cm diámetro exterior. Voltaje: 115 volts Potencia: 270 watts
REÓSTATO
Marca Glas-Col Tipo PL312 minitrol voltaje: 115 volts Potencia: 1500 Watts Amperaje: 13 Amperios máximo.
TABLA No. 1 CARACTERISTICAS DE LOS INSTRUMENTOS
3.3 PROCEDIMIENTO:
La investigación se inició con la recopilación de información acerca del
uso actual que se le da a la pulpa, la producción promedio anual de
pulpa, así como los método de extracción de Grasas y Aceites, y los
posibles disolventes a utilizar.
Entre los métodos investigados se decidió evaluar el Método de
Extracción con Solvente utilizando el aparato Soxhlet y siendo el
hexano el solvente escogido, se siguieron los siguientes pasos:
a. Triturar la muestra en un molino de martillos, hasta un tamaño
de partícula de 0.4559 milímetros
b. Secar la muestra en un horno, hasta peso constante
c. Se pesan 2 gramos de pulpa de café seca y molida
d. Se coloca la muestra dentro de un cartucho fabricado con papel
filtro, procurar cerrar ambos extremos para evitar que las partículas
salgan de él y tapen el sifón.
e. Colocar el paquete dentro de la cámara de extracción
f. Pesar el balón vacío, en el cual posteriormente se depositará la
grasa.
g. Por la parte superior del Soxhlet verter el solvente hasta que por
diferencia de presión baje a través del cuello del Soxhlet, luego añadir
más solvente hasta cubrir el paquete, (en total son 300 mililitros de
Hexano).
h. Empezar la extracción durante dos horas.
i. Luego de terminada la extracción, se recupera el solvente de la
cámara de extracción.
j. Dejar enfriar el balón para evitar que se queme la grasa.
k. Colocar en balón en una estufa para que el disolvente se evapore
y solo se tenga la grasa.
l. Después de evaporar todo el disolvente, dejar enfriar a
temperatura ambiente.
m. Pesar el balón, para conocer la cantidad de grasa.
Con los datos anteriores, se presentaron los resultados y se procedió a
realizar el estudio de mercado, técnico y financiero.
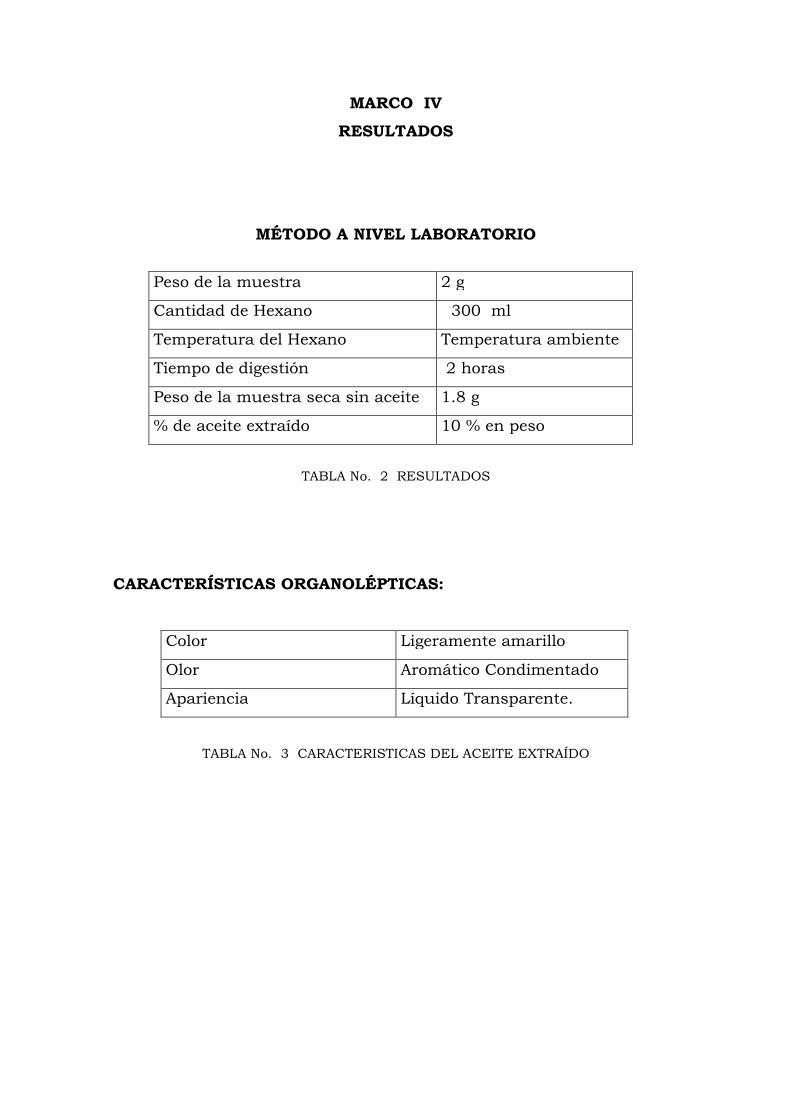
MARCO IV
RESULTADOS
MÉTODO A NIVEL LABORATORIO
Peso de la muestra 2 g
Cantidad de Hexano 300 ml
Temperatura del Hexano Temperatura ambiente
Tiempo de digestión 2 horas
Peso de la muestra seca sin aceite 1.8 g
% de aceite extraído 10 % en peso
TABLA No. 2 RESULTADOS
CARACTERÍSTICAS ORGANOLÉPTICAS:
Color Ligeramente amarillo
Olor Aromático Condimentado
Apariencia Líquido Transparente.
TABLA No. 3 CARACTERISTICAS DEL ACEITE EXTRAÍDO
4.1 ESTUDIO DE MERCADO
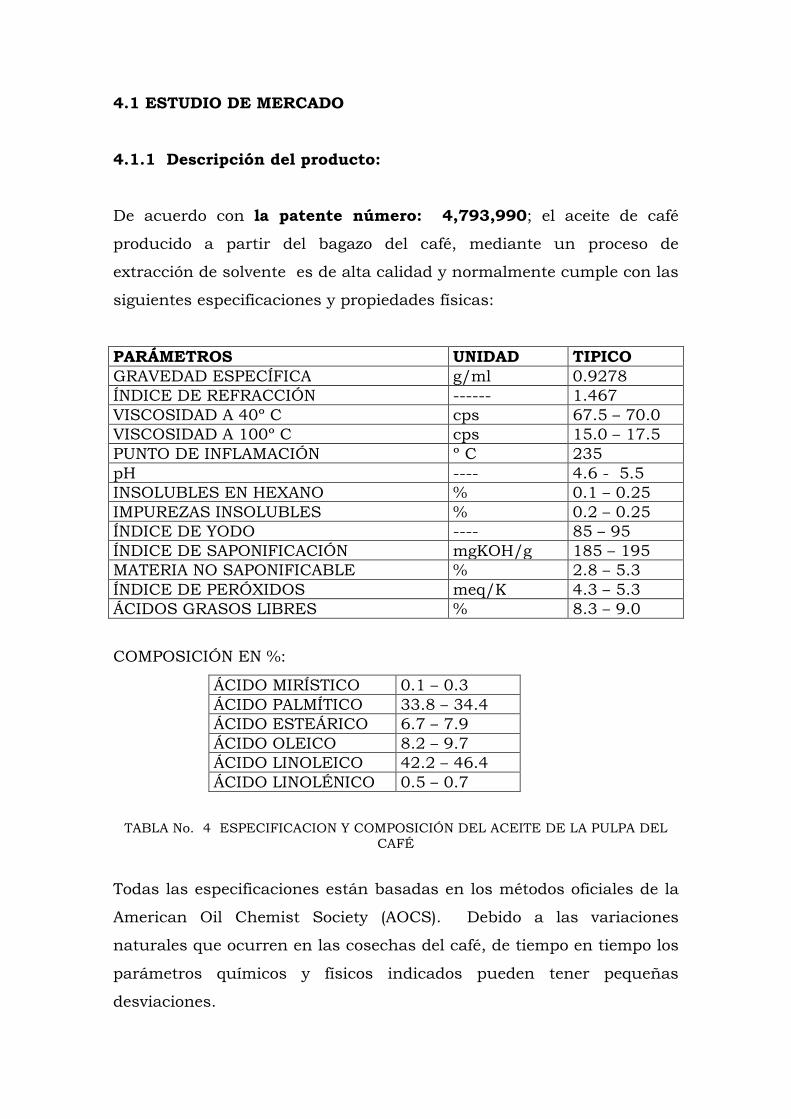
4.1.1 Descripción del producto:
De acuerdo con la patente número: 4,793,990; el aceite de café
producido a partir del bagazo del café, mediante un proceso de
extracción de solvente es de alta calidad y normalmente cumple con las
siguientes especificaciones y propiedades físicas:
PARÁMETROS UNIDAD TIPICO GRAVEDAD ESPECÍFICA g/ml 0.9278 ÍNDICE DE REFRACCIÓN ------ 1.467 VISCOSIDAD A 40º C cps 67.5 – 70.0 VISCOSIDAD A 100º C cps 15.0 – 17.5 PUNTO DE INFLAMACIÓN º C 235 pH ---- 4.6 - 5.5 INSOLUBLES EN HEXANO % 0.1 – 0.25 IMPUREZAS INSOLUBLES % 0.2 – 0.25 ÍNDICE DE YODO ---- 85 – 95 ÍNDICE DE SAPONIFICACIÓN mgKOH/g 185 – 195 MATERIA NO SAPONIFICABLE % 2.8 – 5.3 ÍNDICE DE PERÓXIDOS meq/K 4.3 – 5.3 ÁCIDOS GRASOS LIBRES % 8.3 – 9.0
COMPOSICIÓN EN %:
ÁCIDO MIRÍSTICO 0.1 – 0.3 ÁCIDO PALMÍTICO 33.8 – 34.4 ÁCIDO ESTEÁRICO 6.7 – 7.9 ÁCIDO OLEICO 8.2 – 9.7 ÁCIDO LINOLEICO 42.2 – 46.4 ÁCIDO LINOLÉNICO 0.5 – 0.7
TABLA No. 4 ESPECIFICACION Y COMPOSICIÓN DEL ACEITE DE LA PULPA DEL CAFÉ
Todas las especificaciones están basadas en los métodos oficiales de la
American Oil Chemist Society (AOCS). Debido a las variaciones
naturales que ocurren en las cosechas del café, de tiempo en tiempo los
parámetros químicos y físicos indicados pueden tener pequeñas
desviaciones.
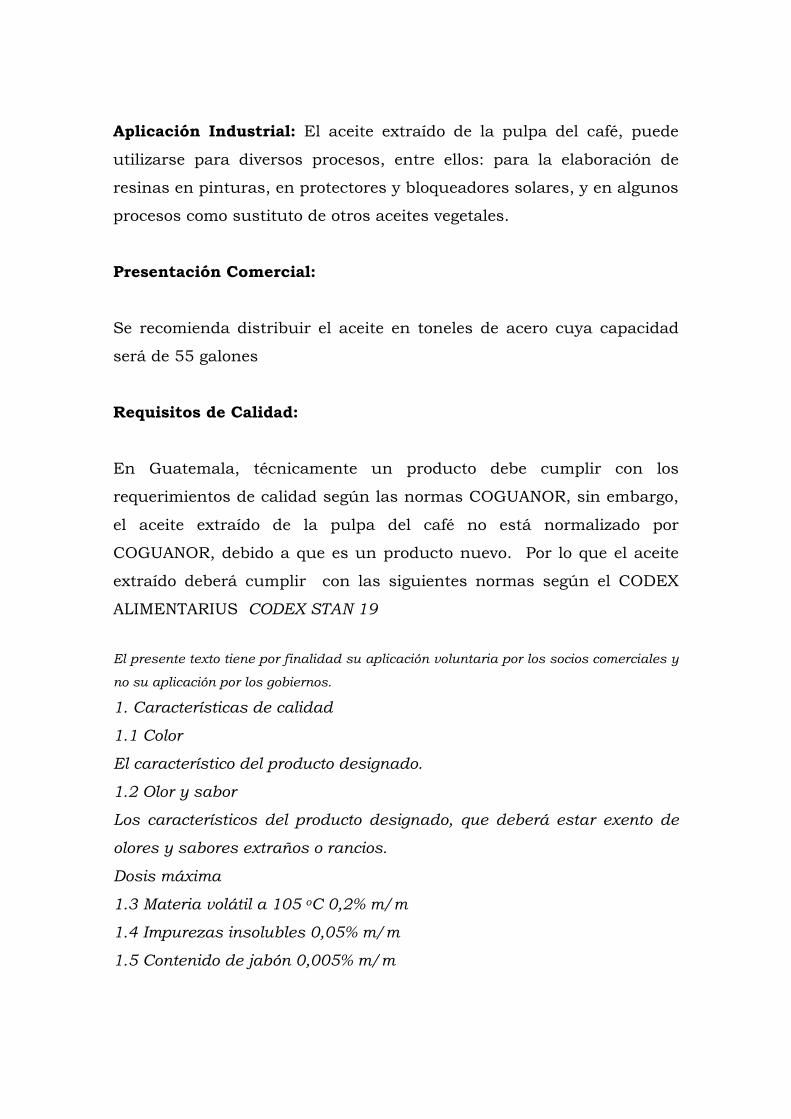
Aplicación Industrial: El aceite extraído de la pulpa del café, puede
utilizarse para diversos procesos, entre ellos: para la elaboración de
resinas en pinturas, en protectores y bloqueadores solares, y en algunos
procesos como sustituto de otros aceites vegetales.
Presentación Comercial:
Se recomienda distribuir el aceite en toneles de acero cuya capacidad
será de 55 galones
Requisitos de Calidad:
En Guatemala, técnicamente un producto debe cumplir con los
requerimientos de calidad según las normas COGUANOR, sin embargo,
el aceite extraído de la pulpa del café no está normalizado por
COGUANOR, debido a que es un producto nuevo. Por lo que el aceite
extraído deberá cumplir con las siguientes normas según el CODEX
ALIMENTARIUS CODEX STAN 19
El presente texto tiene por finalidad su aplicación voluntaria por los socios comerciales y
no su aplicación por los gobiernos.
1. Características de calidad
1.1 Color
El característico del producto designado.
1.2 Olor y sabor
Los característicos del producto designado, que deberá estar exento de
olores y sabores extraños o rancios.
Dosis máxima
1.3 Materia volátil a 105 oC 0,2% m/m
1.4 Impurezas insolubles 0,05% m/m
1.5 Contenido de jabón 0,005% m/m
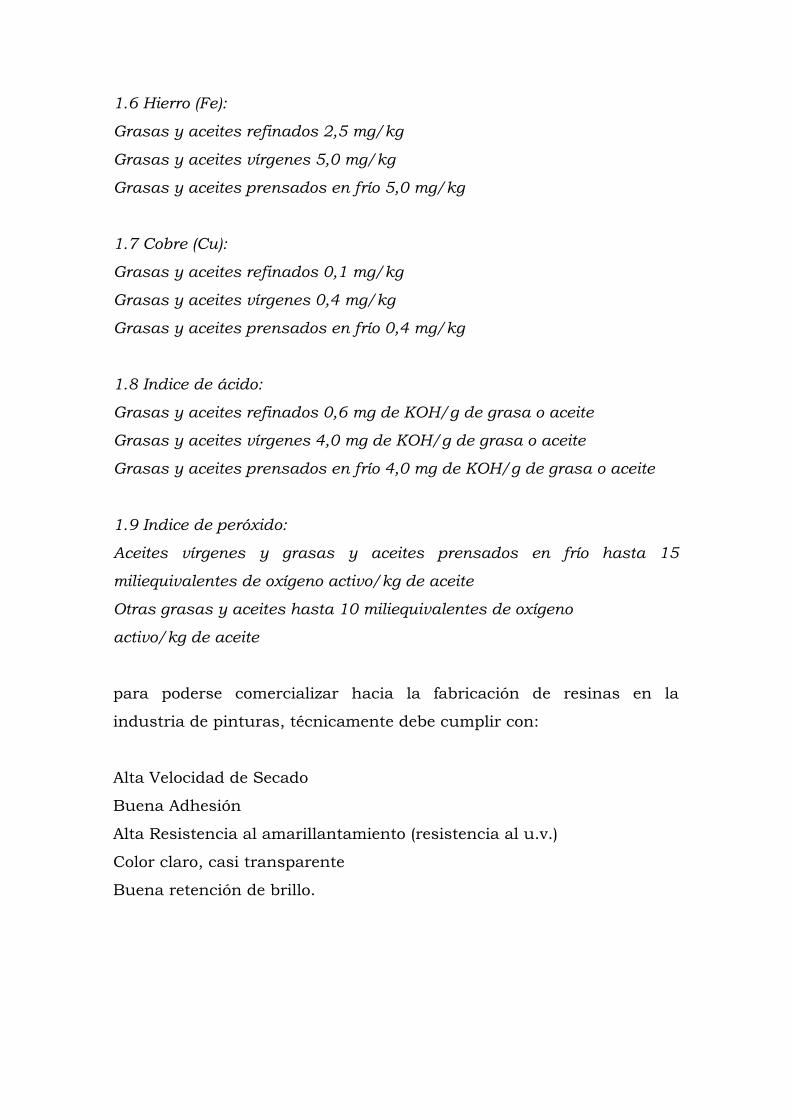
1.6 Hierro (Fe):
Grasas y aceites refinados 2,5 mg/kg
Grasas y aceites vírgenes 5,0 mg/kg
Grasas y aceites prensados en frío 5,0 mg/kg
1.7 Cobre (Cu):
Grasas y aceites refinados 0,1 mg/kg
Grasas y aceites vírgenes 0,4 mg/kg
Grasas y aceites prensados en frío 0,4 mg/kg
1.8 Indice de ácido:
Grasas y aceites refinados 0,6 mg de KOH/g de grasa o aceite
Grasas y aceites vírgenes 4,0 mg de KOH/g de grasa o aceite
Grasas y aceites prensados en frío 4,0 mg de KOH/g de grasa o aceite
1.9 Indice de peróxido:
Aceites vírgenes y grasas y aceites prensados en frío hasta 15
miliequivalentes de oxígeno activo/kg de aceite
Otras grasas y aceites hasta 10 miliequivalentes de oxígeno
activo/kg de aceite
para poderse comercializar hacia la fabricación de resinas en la
industria de pinturas, técnicamente debe cumplir con:
Alta Velocidad de Secado
Buena Adhesión
Alta Resistencia al amarillantamiento (resistencia al u.v.)
Color claro, casi transparente
Buena retención de brillo.
4.1.2 Análisis del sector industrial:
El sector industrial donde se introducirá el aceite extraído de la pulpa
del café es el de las Pinturas para la elaboración de resinas. Si en la
industria de Pinturas de Guatemala no se pudiera colocar el producto,
puede exportarse a Costa Rica y Panamá.
4.1.2.1 Competencia Actual:
Actualmente en México y Colombia se está produciendo Aceite de la
pulpa de café, pero por ser plantas productoras que recientemente
empezaron a operar no se tiene información al respecto.
En Guatemala, todavía no se tiene un proceso desarrollado que
produzca este tipo de aceite, aún cuando existe la materia prima.
4.1.2.3 Proveedores
Los proveedores de la pulpa serán las fincas cafetaleras vecinas a la
localidad que se elija para ubicar la planta de extracción.
4.1.2.4 Clientes
En principio se dirigirá a la Industria de Pinturas (dado que las
importaciones en materia de resinas es significativa en el País y en la
región Centroamérica), por ser un producto nuevo(sustituto del aceite
de soya), existe la posibilidad de que con la investigación necesaria
podrá introducirse en otros sectores industriales, por ejemplo la
Industria de Aromaterapia y como sustituto en las aplicaciones del
aceite del pescado
4.1.2.5 Competencia Potencial
El ingreso de nuevas marcas de Aceite provenientes de diferentes
semillas como consecuencia de sus investigaciones para ofrecer mejoras
en proceso y precio a las fábricas de pinturas Así como el desarrollo de
nuevos aceites por parte de las empresas de Aceite que actualmente
operan en el mercado; así como los productores de Aceite de soya, tofa y
derivados de la grasa animal
4.1.2.6 Productos Sustitutos
Los diferentes aceites provenientes de la gran variedad de semillas
oleaginosas que son capaces de sustituir la función del aceite extraído
de la pulpa del café.
Productos sintéticos que imiten el olor característico.
4.1.3 Análisis de la demanda
Según INE (2,001) en Centroamérica se produce aproximadamente
12,000,000 galones de pintura de aceite anualmente, de los cuales
Guatemala participa con 41500,000 galones, esto significa que
Guatemala produce el 40% del mercado, del cual las pinturas en
promedio son producidas con un 45% de resina. [Aproximadamente 180
ton/mes de resina]
4.1.4 Análisis de precios
Para poder introducir este producto, se decidió colocarlo a un precio
15% menor a los precios que actualmente se están manejando para los
aceites para resinas que oscila entre los $ 1.20-1.40/lb
4.1.5 Sistema de distribución
El producto se ofrecerá a nivel industrial, por lo que se necesita que el
departamento de ventas sea eficiente, capaz de contactar a las
industrias que puedan utilizar en su manufactura el aceite de la pulpa
del café tanto a nivel nacional como centroamericano para iniciar. El
sistema de distribución que puede emplearse es:
PRODUCTOR EJECUTIVO DE VENTAS INDUSTRIAS
4.1.6 Estrategia genérica La estrategia genérica deberá enfocarse hacia la diferenciación, puesto
que es un producto que por sus características organolépticas puede
posicionarse en la mente del cliente como un producto con
características únicas.
4.2 ESTUDIO TÉCNICO
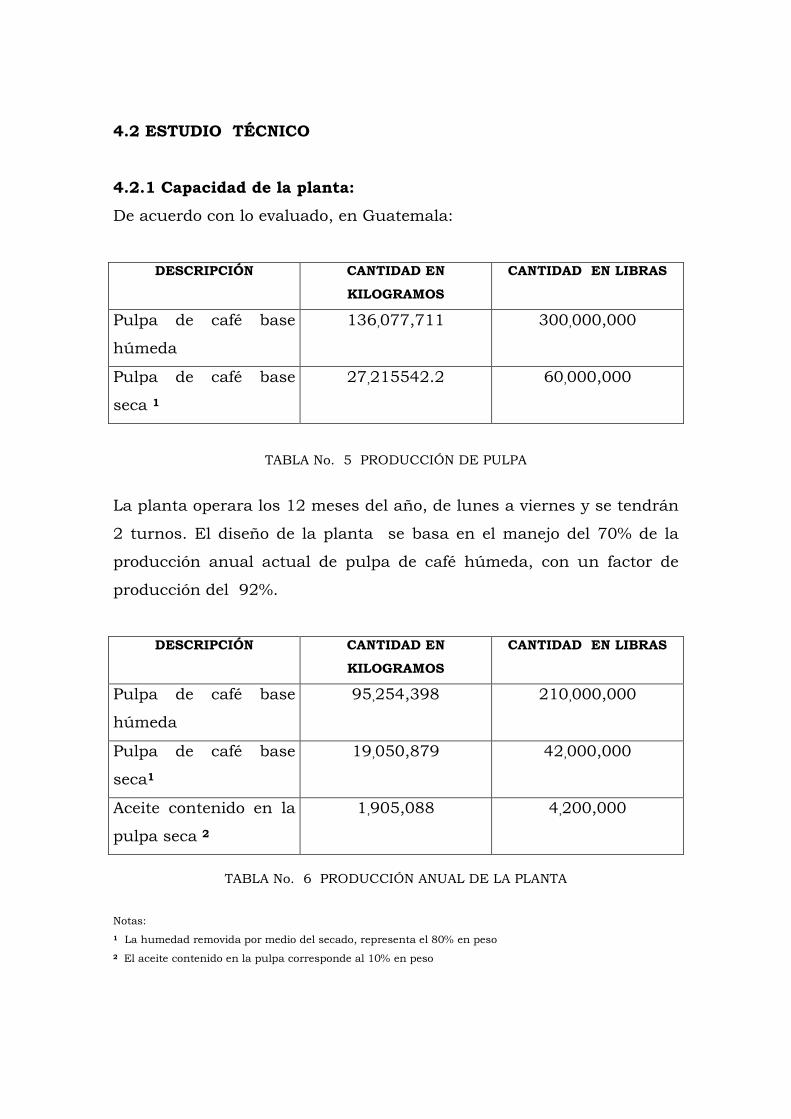
4.2.1 Capacidad de la planta:
De acuerdo con lo evaluado, en Guatemala:
DESCRIPCIÓN CANTIDAD EN
KILOGRAMOS
CANTIDAD EN LIBRAS
Pulpa de café base
húmeda
136,077,711 300,000,000
Pulpa de café base
seca 1
27,215542.2 60,000,000
TABLA No. 5 PRODUCCIÓN DE PULPA
La planta operara los 12 meses del año, de lunes a viernes y se tendrán
2 turnos. El diseño de la planta se basa en el manejo del 70% de la
producción anual actual de pulpa de café húmeda, con un factor de
producción del 92%.
DESCRIPCIÓN CANTIDAD EN
KILOGRAMOS
CANTIDAD EN LIBRAS
Pulpa de café base
húmeda
95,254,398 210,000,000
Pulpa de café base
seca1
19,050,879 42,000,000
Aceite contenido en la
pulpa seca 2
1,905,088 4,200,000
TABLA No. 6 PRODUCCIÓN ANUAL DE LA PLANTA
Notas:
1 La humedad removida por medio del secado, representa el 80% en peso
2 El aceite contenido en la pulpa corresponde al 10% en peso
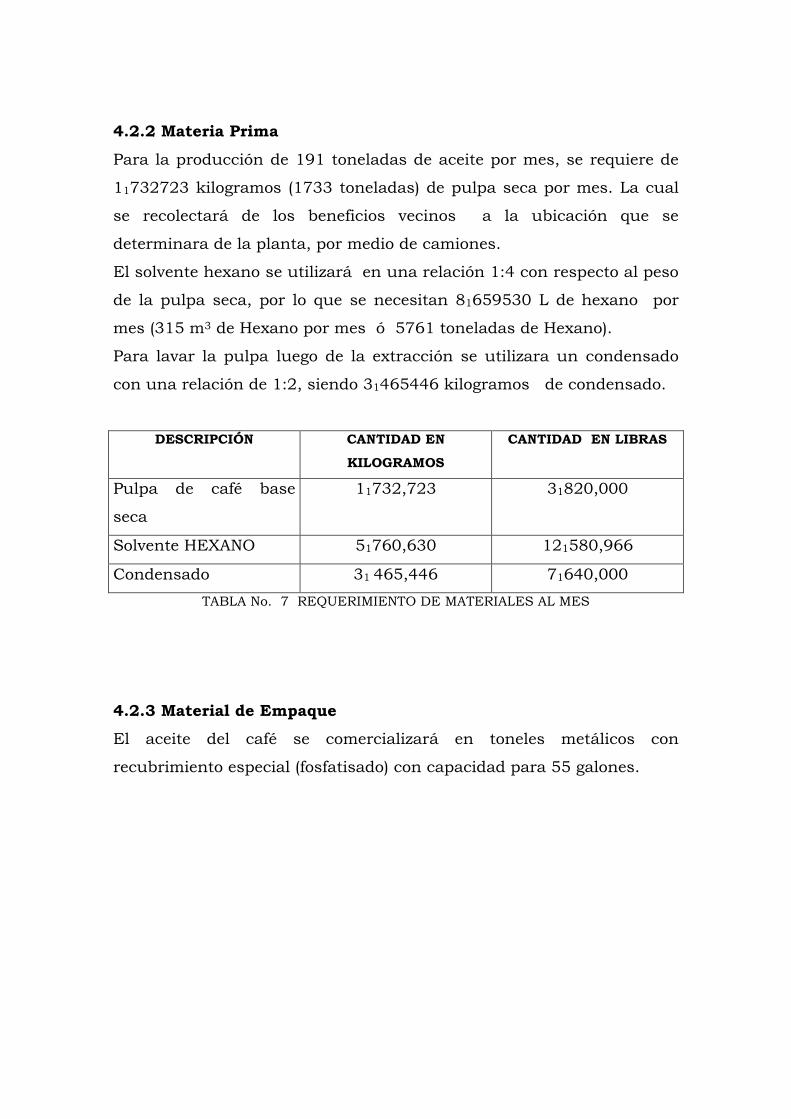
4.2.2 Materia Prima
Para la producción de 191 toneladas de aceite por mes, se requiere de
11732723 kilogramos (1733 toneladas) de pulpa seca por mes. La cual
se recolectará de los beneficios vecinos a la ubicación que se
determinara de la planta, por medio de camiones.
El solvente hexano se utilizará en una relación 1:4 con respecto al peso
de la pulpa seca, por lo que se necesitan 81659530 L de hexano por
mes (315 m3 de Hexano por mes ó 5761 toneladas de Hexano).
Para lavar la pulpa luego de la extracción se utilizara un condensado
con una relación de 1:2, siendo 31465446 kilogramos de condensado.
DESCRIPCIÓN CANTIDAD EN
KILOGRAMOS
CANTIDAD EN LIBRAS
Pulpa de café base
seca
11732,723 31820,000
Solvente HEXANO 51760,630 121580,966
Condensado 31 465,446 71640,000
TABLA No. 7 REQUERIMIENTO DE MATERIALES AL MES
4.2.3 Material de Empaque
El aceite del café se comercializará en toneles metálicos con
recubrimiento especial (fosfatisado) con capacidad para 55 galones.
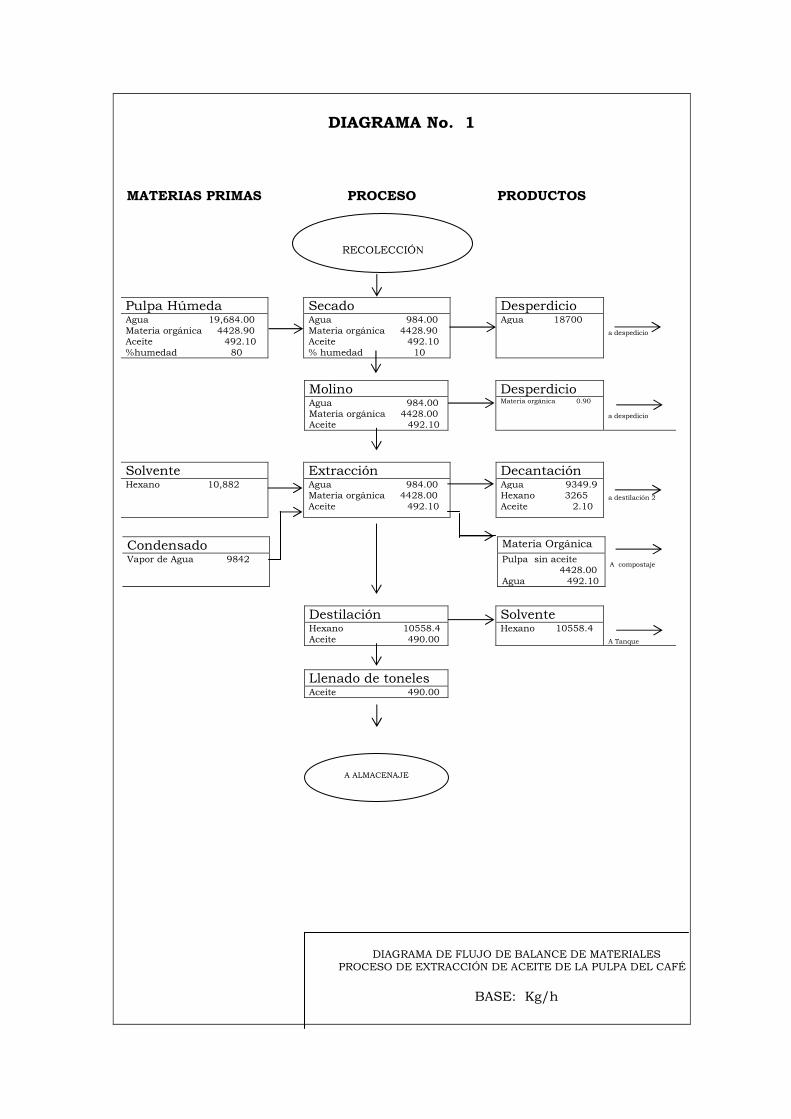
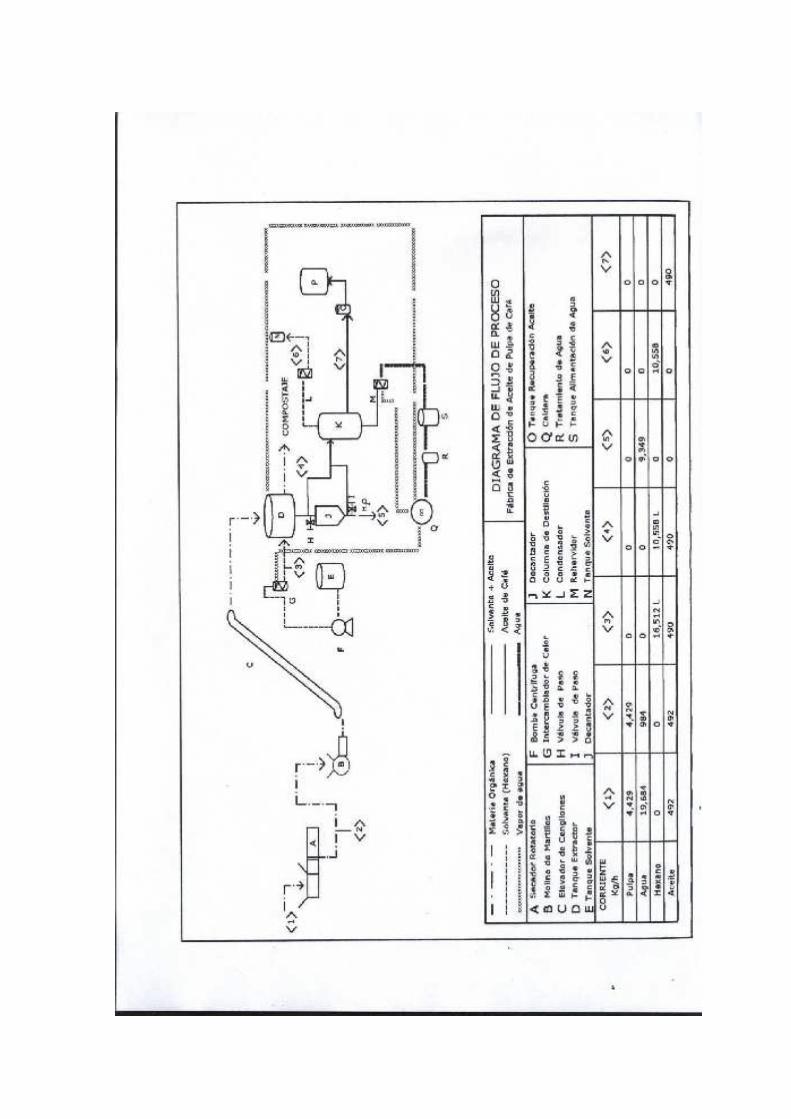
DIAGRAMA No. 1
MATERIAS PRIMAS PROCESO PRODUCTOS Pulpa Húmeda Secado Desperdicio
a despedicio
Agua 19,684.00 Materia orgánica 4428.90 Aceite 492.10 %humedad 80
Agua 984.00 Materia orgánica 4428.90 Aceite 492.10 % humedad 10
Agua 18700
Molino Desperdicio a despedicio
Agua 984.00 Materia orgánica 4428.00 Aceite 492.10
Materia orgánica 0.90
Solvente Extracción Decantación a destilación 2
Hexano 10,882
Agua 984.00 Materia orgánica 4428.00 Aceite 492.10
Agua 9349.9 Hexano 3265 Aceite 2.10
Condensado Materia Orgánica
A compostaje Vapor de Agua 9842 Pulpa sin aceite
4428.00 Agua 492.10
Destilación Solvente
A Tanque
Hexano 10558.4 Aceite 490.00
Hexano 10558.4
Llenado de toneles Aceite 490.00
DIAGRAMA DE FLUJO DE BALANCE DE MATERIALES PROCESO DE EXTRACCIÓN DE ACEITE DE LA PULPA DEL CAFÉ
BASE: Kg/h
RECOLECCIÓN
A ALMACENAJE
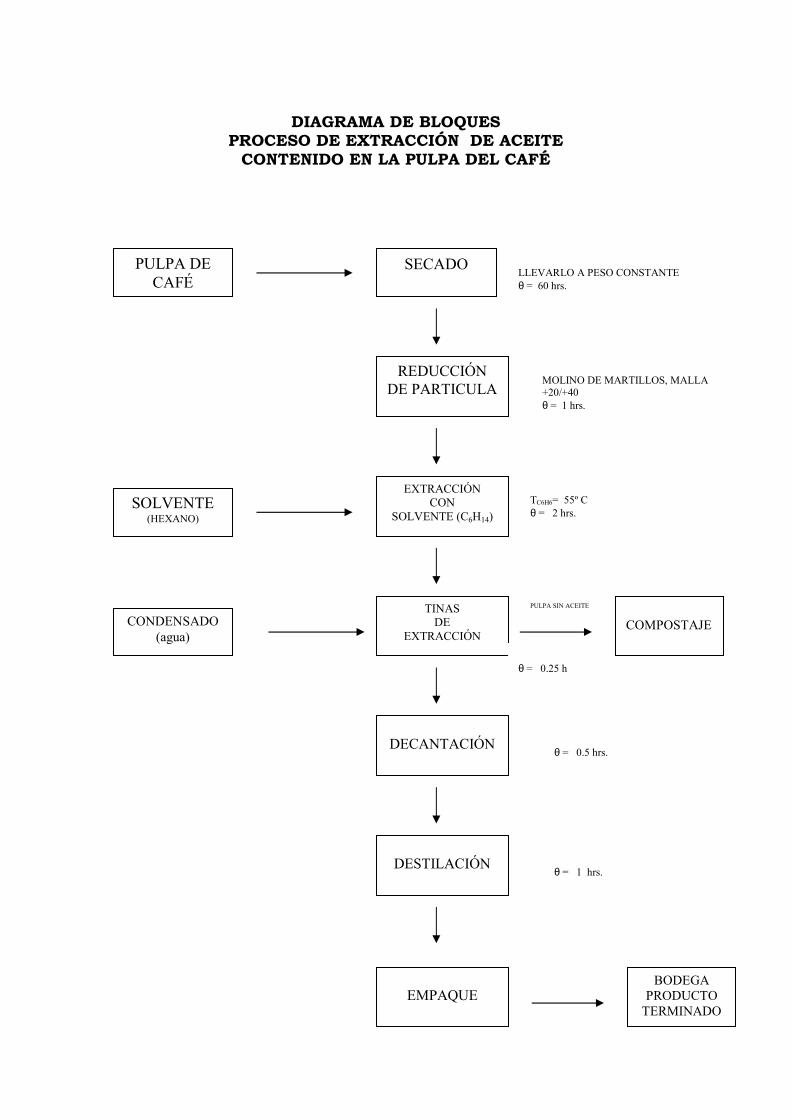
DIAGRAMA DE BLOQUES
PROCESO DE EXTRACCIÓN DE ACEITE CONTENIDO EN LA PULPA DEL CAFÉ
PULPA DE CAFÉ
SECADO LLEVARLO A PESO CONSTANTE θ = 60 hrs.
REDUCCIÓN DE PARTICULA
MOLINO DE MARTILLOS, MALLA +20/+40 θ = 1 hrs.
EXTRACCIÓN CON
SOLVENTE (C6H14) SOLVENTE
(HEXANO)
TC6H6= 55º C θ = 2 hrs.
TINAS DE
EXTRACCIÓN CONDENSADO
(agua) θ = 0.25 h
DECANTACIÓN θ = 0.5 hrs.
DESTILACIÓN θ = 1 hrs.
COMPOSTAJE
PULPA SIN ACEITE
EMPAQUE BODEGA
PRODUCTO TERMINADO
4.2.4 Análisis del Proceso de Extracción:
Luego de recolectar la pulpa se deberá proceder a:
SECADO
Es una Operación Unitaria que consiste en la separación total o parcial
del líquido volátil que contiene un cuerpo no volátil. Aunque la
sustancia que se va a desecar puede ser sólida, líquida o gaseosa y el
líquido volátil cualquiera, el caso más común es el secado de sólidos
que contienen agua en forma de humedad.
En general, el secado de sólidos consiste en separar pequeñas
cantidades de agua u otro líquido de un material sólido con el fin de
reducir el contenido de líquido residual hasta un valor aceptablemente
bajo.
El agua u otros líquidos pueden separarse de sólidos mecánicamente
mediante prensas o centrífugas, o bien térmicamente mediante
evaporación. Eliminar líquidos por métodos mecánicos es más barato
que por métodos térmicos, y por esta razón es aconsejable reducir el
contenido de líquido en lo posible antes de operar en secadero térmico.
El contenido de líquido de una sustancia seca varía de un producto a
otro. Ocasionalmente el producto no contiene líquido y recibe el
nombre de totalmente seco, pero lo más frecuente es que el producto
contenga algo de líquido. El producto que se seca puede soportar
temperaturas elevadas o bien requiere un tratamiento suave a
temperatura bajas o moderadas. Esto da lugar a que en el mercado
exista un gran número de tipos de secaderos comerciales. Las
diferencias residen fundamentalmente en la forma en que se mueven
los sólidos a través de la zona de secado y en la forma en la que se
transmite calor.
No existe una forma sencilla de clasificar el equipo de secado. Algunos
secaderos son continuos mientras que otros operan por cargas; unos
mantienen agitado el sólido y otros no. Para reducir la temperatura de
secado puede operarse a vacío. Existen secaderos que pueden operar
con cualquier tipo de material mientras que otros presentan
limitaciones en la alimentación.
Los equipos de secado pueden clasificarse en:
1. Secaderos en los que el sólido se encuentra directamente expuesto a
un gas caliente (generalmente aire).
2. Secaderos en los que el calor es transmitido al sólido desde un medio
externo tal como vapor de agua condensante, generalmente a través
de una superficie metálica con la que el sólido está en contacto.
Los secaderos que exponen lo sólidos a un gas caliente se llaman
Adiabáticos o Secaderos Directos; aquellos en los que el calor es
transmitido desde un medio externo reciben el nombre de no
adiabáticos o secaderos indirectos. Los secaderos calentados por
energía radiante, dieléctrica o de microondas, también son no
adiabáticos. Algunas unidades combinan el secado adiabático y no
adiabático y se denominan secados directos-indirectos.
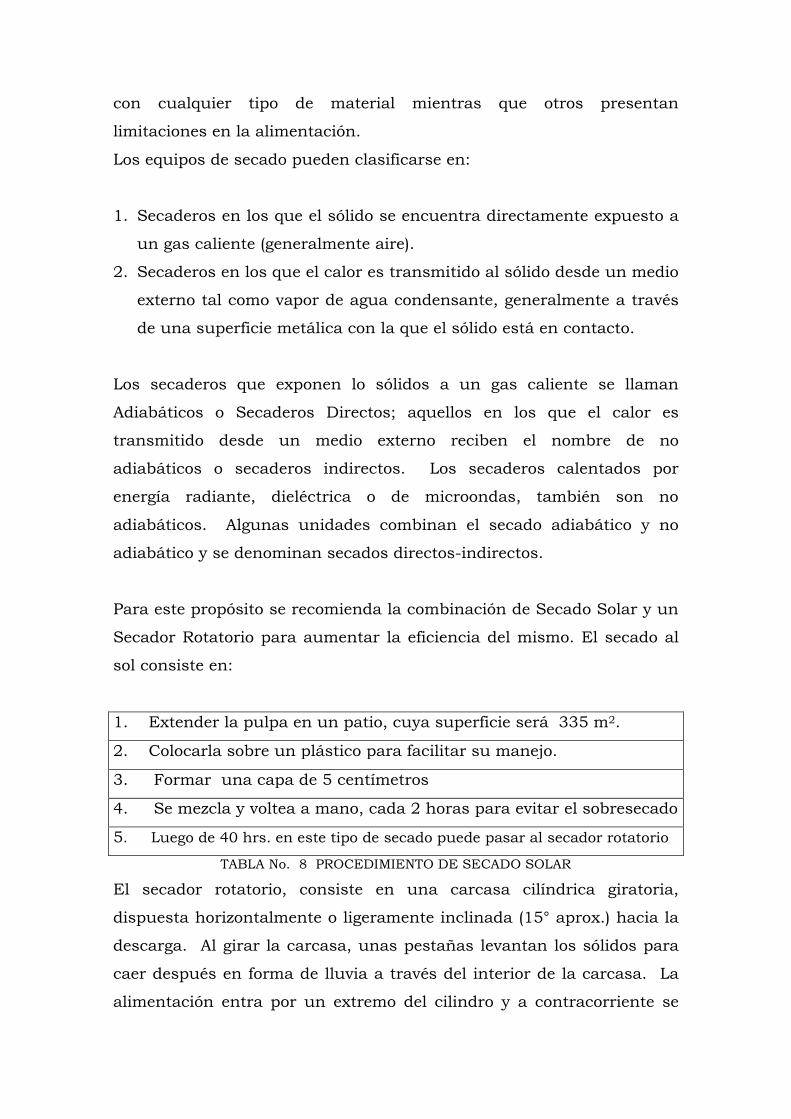
Para este propósito se recomienda la combinación de Secado Solar y un
Secador Rotatorio para aumentar la eficiencia del mismo. El secado al
sol consiste en:
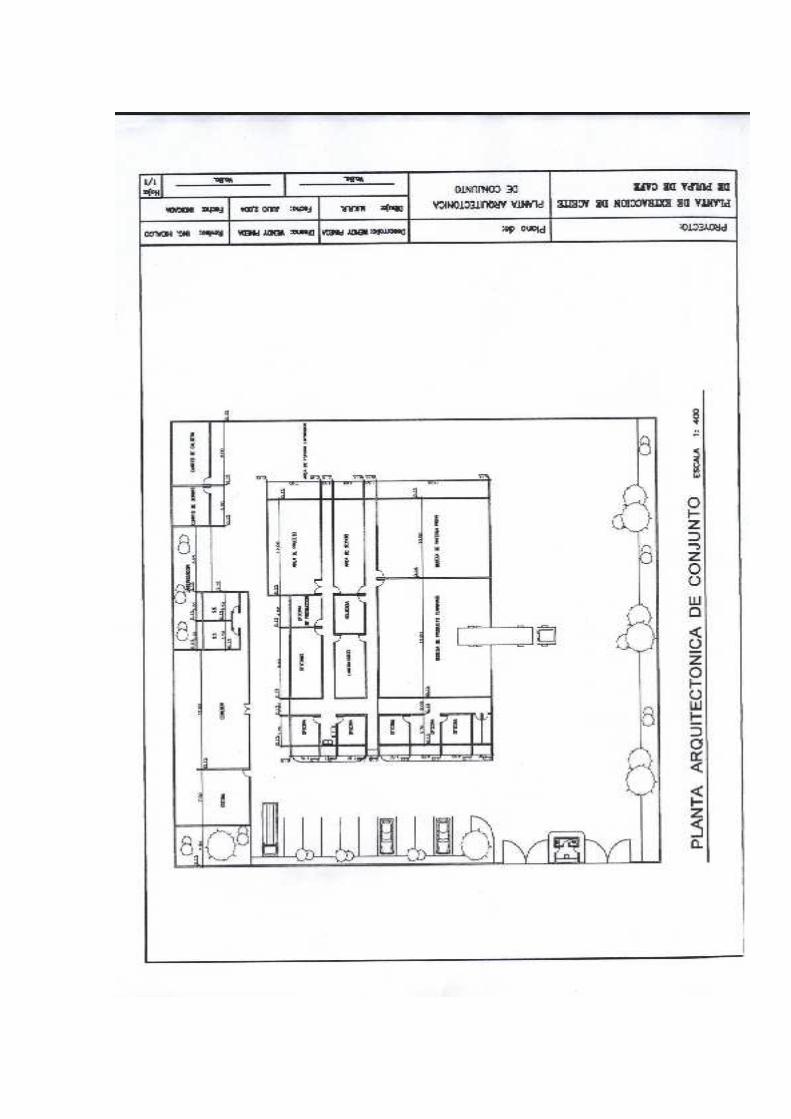
1. Extender la pulpa en un patio, cuya superficie será 335 m2.
2. Colocarla sobre un plástico para facilitar su manejo.
3. Formar una capa de 5 centímetros
4. Se mezcla y voltea a mano, cada 2 horas para evitar el sobresecado
5. Luego de 40 hrs. en este tipo de secado puede pasar al secador rotatorio
TABLA No. 8 PROCEDIMIENTO DE SECADO SOLAR
El secador rotatorio, consiste en una carcasa cilíndrica giratoria,
dispuesta horizontalmente o ligeramente inclinada (15° aprox.) hacia la
descarga. Al girar la carcasa, unas pestañas levantan los sólidos para
caer después en forma de lluvia a través del interior de la carcasa. La
alimentación entra por un extremo del cilindro y a contracorriente se
pone en contacto con los gases calientes para la remoción de la
humedad, el producto seco descarga por el otro extremo.
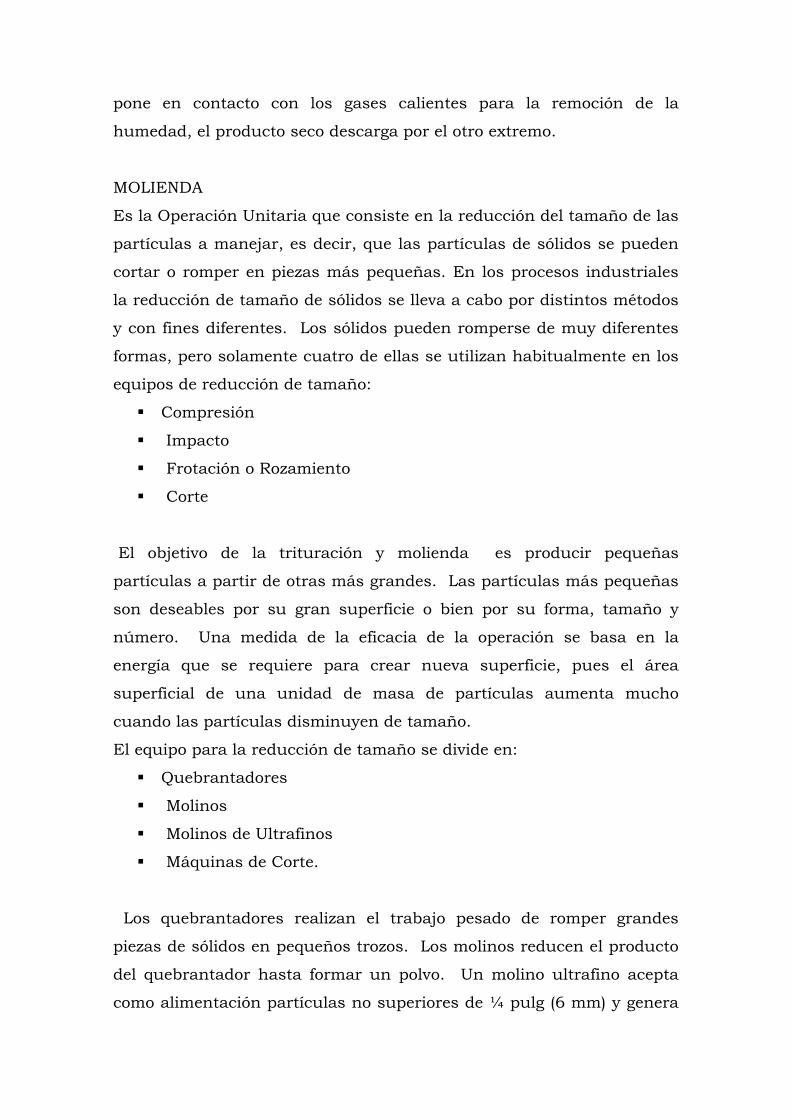
MOLIENDA
Es la Operación Unitaria que consiste en la reducción del tamaño de las
partículas a manejar, es decir, que las partículas de sólidos se pueden
cortar o romper en piezas más pequeñas. En los procesos industriales
la reducción de tamaño de sólidos se lleva a cabo por distintos métodos
y con fines diferentes. Los sólidos pueden romperse de muy diferentes
formas, pero solamente cuatro de ellas se utilizan habitualmente en los
equipos de reducción de tamaño:
� Compresión
� Impacto
� Frotación o Rozamiento
� Corte
El objetivo de la trituración y molienda es producir pequeñas
partículas a partir de otras más grandes. Las partículas más pequeñas
son deseables por su gran superficie o bien por su forma, tamaño y
número. Una medida de la eficacia de la operación se basa en la
energía que se requiere para crear nueva superficie, pues el área
superficial de una unidad de masa de partículas aumenta mucho
cuando las partículas disminuyen de tamaño.
El equipo para la reducción de tamaño se divide en:
� Quebrantadores
� Molinos
� Molinos de Ultrafinos
� Máquinas de Corte.
Los quebrantadores realizan el trabajo pesado de romper grandes
piezas de sólidos en pequeños trozos. Los molinos reducen el producto
del quebrantador hasta formar un polvo. Un molino ultrafino acepta
como alimentación partículas no superiores de ¼ pulg (6 mm) y genera
un producto con un tamaño típico de 1 a 50 µm. Las cortadoras
producen partículas de forma y tamaño definidos, con una longitud de
2 a 10 mm. (Ver Anexo 3)
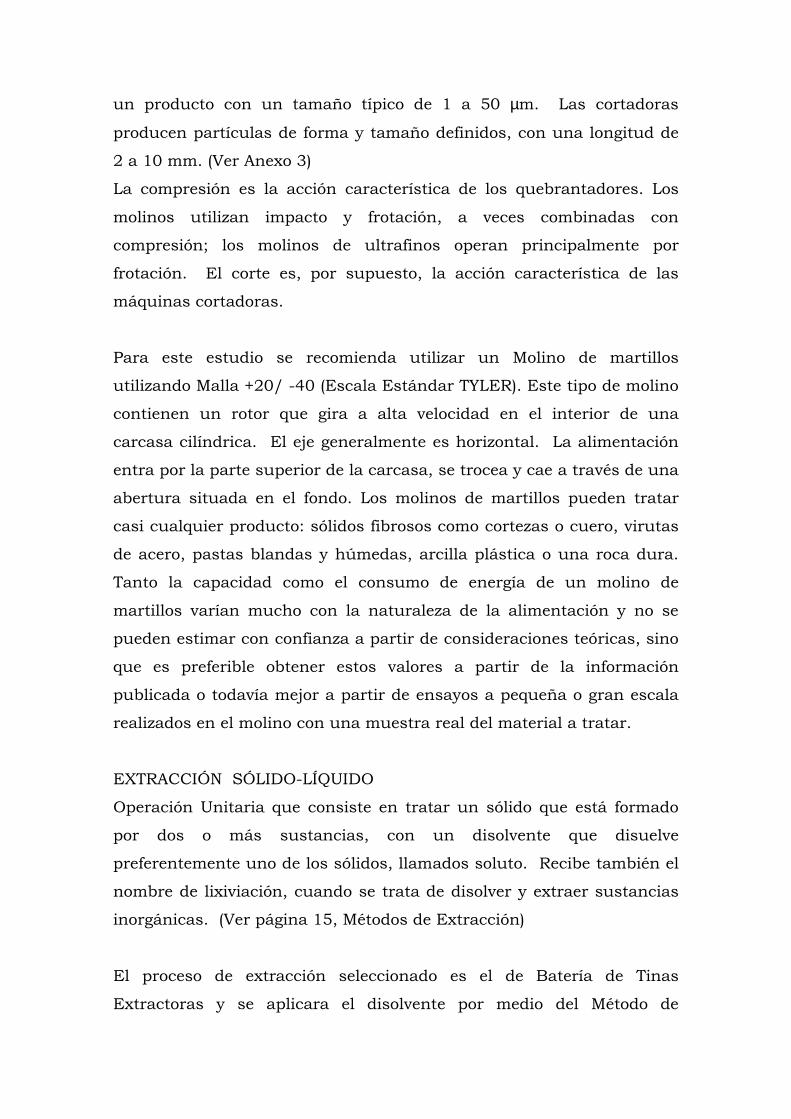
La compresión es la acción característica de los quebrantadores. Los
molinos utilizan impacto y frotación, a veces combinadas con
compresión; los molinos de ultrafinos operan principalmente por
frotación. El corte es, por supuesto, la acción característica de las
máquinas cortadoras.
Para este estudio se recomienda utilizar un Molino de martillos
utilizando Malla +20/ -40 (Escala Estándar TYLER). Este tipo de molino
contienen un rotor que gira a alta velocidad en el interior de una
carcasa cilíndrica. El eje generalmente es horizontal. La alimentación
entra por la parte superior de la carcasa, se trocea y cae a través de una
abertura situada en el fondo. Los molinos de martillos pueden tratar
casi cualquier producto: sólidos fibrosos como cortezas o cuero, virutas
de acero, pastas blandas y húmedas, arcilla plástica o una roca dura.
Tanto la capacidad como el consumo de energía de un molino de
martillos varían mucho con la naturaleza de la alimentación y no se
pueden estimar con confianza a partir de consideraciones teóricas, sino
que es preferible obtener estos valores a partir de la información
publicada o todavía mejor a partir de ensayos a pequeña o gran escala
realizados en el molino con una muestra real del material a tratar.
EXTRACCIÓN SÓLIDO-LÍQUIDO
Operación Unitaria que consiste en tratar un sólido que está formado
por dos o más sustancias, con un disolvente que disuelve
preferentemente uno de los sólidos, llamados soluto. Recibe también el
nombre de lixiviación, cuando se trata de disolver y extraer sustancias
inorgánicas. (Ver página 15, Métodos de Extracción)
El proceso de extracción seleccionado es el de Batería de Tinas
Extractoras y se aplicara el disolvente por medio del Método de
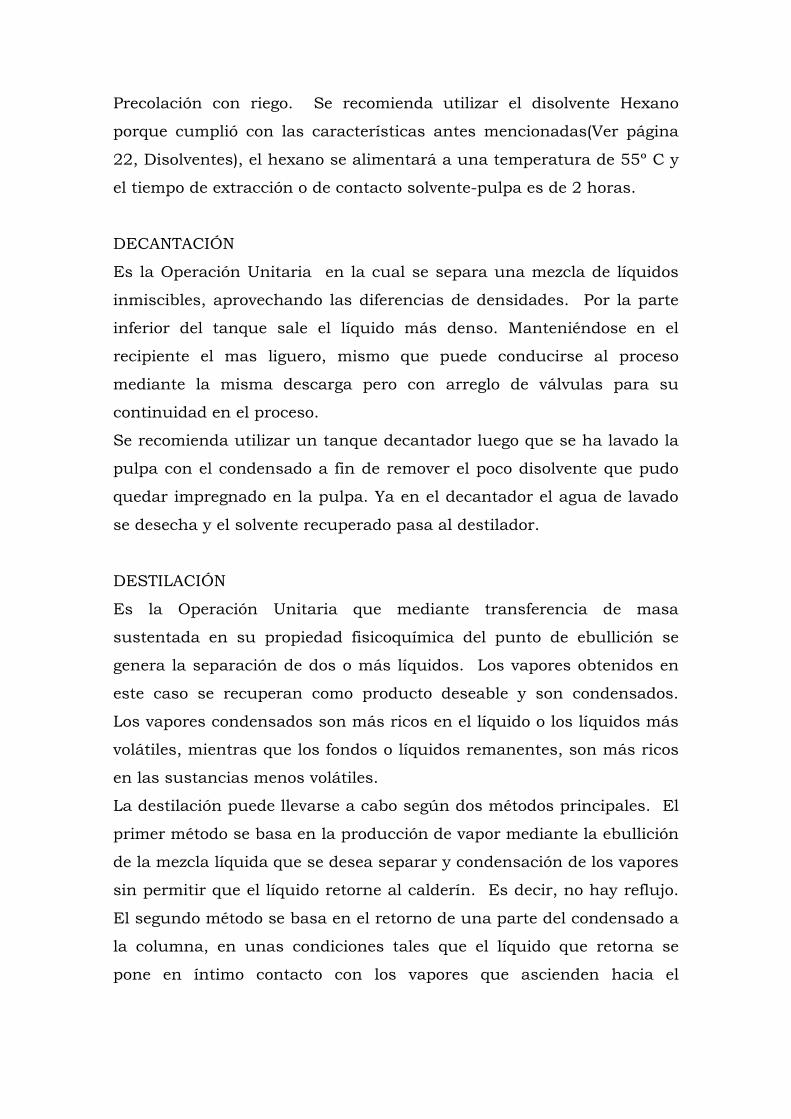
Precolación con riego. Se recomienda utilizar el disolvente Hexano
porque cumplió con las características antes mencionadas(Ver página
22, Disolventes), el hexano se alimentará a una temperatura de 55º C y
el tiempo de extracción o de contacto solvente-pulpa es de 2 horas.
DECANTACIÓN
Es la Operación Unitaria en la cual se separa una mezcla de líquidos
inmiscibles, aprovechando las diferencias de densidades. Por la parte
inferior del tanque sale el líquido más denso. Manteniéndose en el
recipiente el mas liguero, mismo que puede conducirse al proceso
mediante la misma descarga pero con arreglo de válvulas para su
continuidad en el proceso.
Se recomienda utilizar un tanque decantador luego que se ha lavado la
pulpa con el condensado a fin de remover el poco disolvente que pudo
quedar impregnado en la pulpa. Ya en el decantador el agua de lavado
se desecha y el solvente recuperado pasa al destilador.
DESTILACIÓN
Es la Operación Unitaria que mediante transferencia de masa
sustentada en su propiedad fisicoquímica del punto de ebullición se
genera la separación de dos o más líquidos. Los vapores obtenidos en
este caso se recuperan como producto deseable y son condensados.
Los vapores condensados son más ricos en el líquido o los líquidos más
volátiles, mientras que los fondos o líquidos remanentes, son más ricos
en las sustancias menos volátiles.
La destilación puede llevarse a cabo según dos métodos principales. El
primer método se basa en la producción de vapor mediante la ebullición
de la mezcla líquida que se desea separar y condensación de los vapores
sin permitir que el líquido retorne al calderín. Es decir, no hay reflujo.
El segundo método se basa en el retorno de una parte del condensado a
la columna, en unas condiciones tales que el líquido que retorna se
pone en íntimo contacto con los vapores que ascienden hacia el
condensador. Cualquiera de los dos métodos puede realizarse de forma
continua o por cargas.
REHERVIDOR
Fuente primordial de suministro de calor para la mayoría de las
columnas de destilación. Un rehervidor es un intercambiador de calor
diseñado para suministrar suficiente calor y permitir una fácil
separación de acuerdo con los puntos de ebullición de los componentes
alimentados en la columna, las condiciones de operación en la torre de
destilación, proporciona que una fase vapor permanezca en la zona de
rectificación de la columna para ser separada en fase vapor del sistema,
esta fase vapor se condensa y parte de ella es retornada a la columna
como corriente de re flujo para enriquecer la zona de rectificación con el
solvente a recuperar, y así provocar bajar el perfil de la fase liquida mas
al fondo de la columna para evitar arrastres de aceite. los vapores que
al ponerse en contacto con el líquido que baja por la columna dará
origen a la rectificación
CONDENSADORES
Los dispositivos especiales de transmisión de calor utilizados para
licuar vapores eliminando su calor latente de condensación. El
condensador de superficie es un cambiador de calor corriente de haz
tubular, en el que suelen intercalar mamparas por la parte externa de
los tubos para distribuir mejor el vapor y hacerle seguir una trayectoria
en zigzag. Los gases no condensables se sacan por un punto cualquiera
bien refrigerado. Cuando se trata de condensadores de gran tamaño, o
cuando es pequeña la diferencia entre las temperaturas de saturación y
el agua de enfriamiento, se emplean dispositivos especiales para que el
condensado salga a una temperatura cercana a la del agua. Si se
trabaja al vacío el condensado se saca con una bomba.
Se recomienda el condensador de Carcasa y tubos.
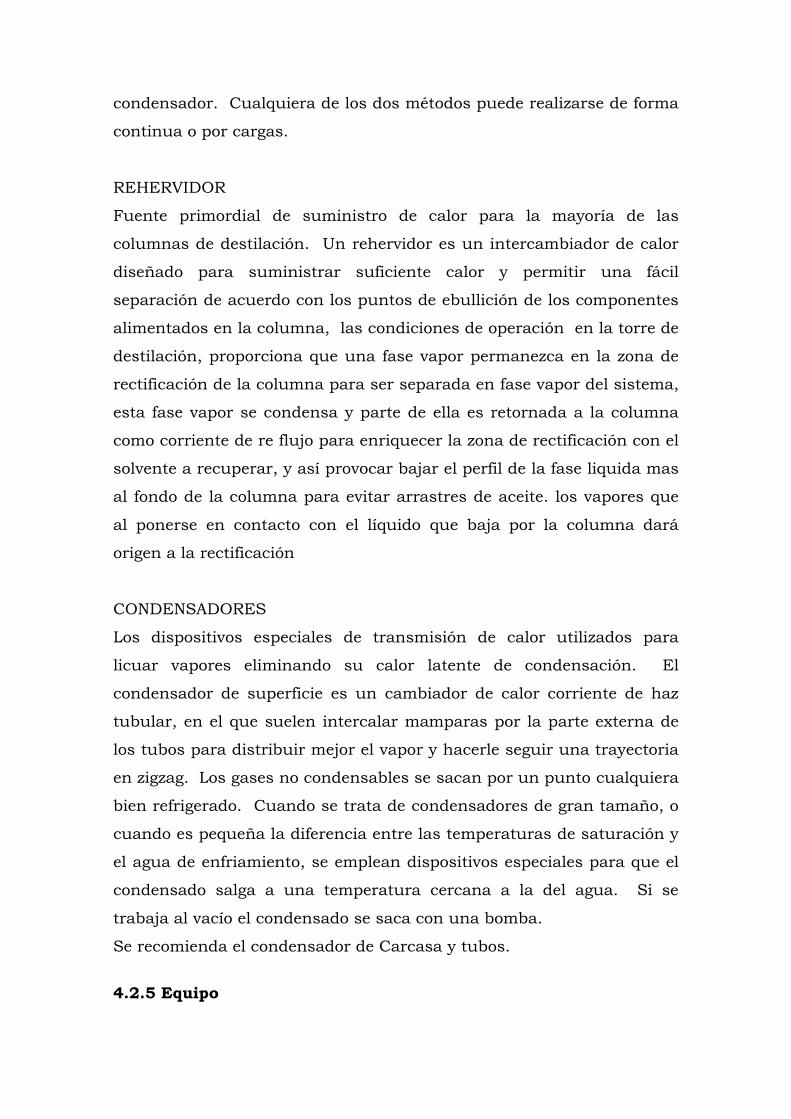
4.2.5 Equipo
EQUIPO CANTIDAD CARACTERÍSTICAS Secador Rotatorio 1 D: 1.15 m
H: 11 metros Coraza de acero al carbón
Interior con cadenas y deflectores Molino de martillos 1 Malla: +20 / -40
Capacidad: 1,200 kg/h Motor: 25 HP
Elevador de Cangilones 1 Altura: 6 m Motor: ½ HP
Tanque del Solvente 3 D: 5 m h: 7.5 m v : 105 m3
material: acero al carbón Tanques de Extracción 6 r: 1.5 m
h: 1.8 m v : 93 m3
material: acero al carbón Tanque Decantador 1 D: 3 m
h: 5 m v : 25 m3
material: acero al carbón Columna de destilación 1 D = 1.5 m
h=7.5 m Platos sieve: 15, espaciados 0.40-0.50 m
Oricificio: 5 fondo 5/8 10 alim-domo ¼
Arreglo: Pitch triangular Bajantes entre platos, 2 in.
material: acero al Carbo aislado Tanque recuperación Solvente 1 D: 3 m
h: 4 m v : 80 m3
material: acero al carbón Tanque recuperación Aceite 1 D: 1.5 m
h: 2 m v : 10 m3
material: acero al carbón Rehervidor 1 Tipo: Coraza y tubos
Superficie: 120 mt2 Material: Acero al carbón aislado
Condensador 1 Tipo: Coraza y tubos Superficie: 120 mt2
Material: Acero al carbón sin aislante Bomba Centrífuga 1 Capacidad = 50 GPM
Motor: 1 HP Tipo: Centrífuga
Material: acero al carbón. Válvulas 2 Tipo: De bola (de paso)
Material acero al carbón. Tanque de Producto
Terminado 2 Tipo: Vertical
Capacidad: 145 m3 Material: acero al carbón dotado de válvula presión vacío en el domo.
Montacargas 1 Capacidad: 1 tonelada Caldera 1 300 caballos, vapor de # 75
TABLA No. 9 SELECCIÓN DEL EQUIPO
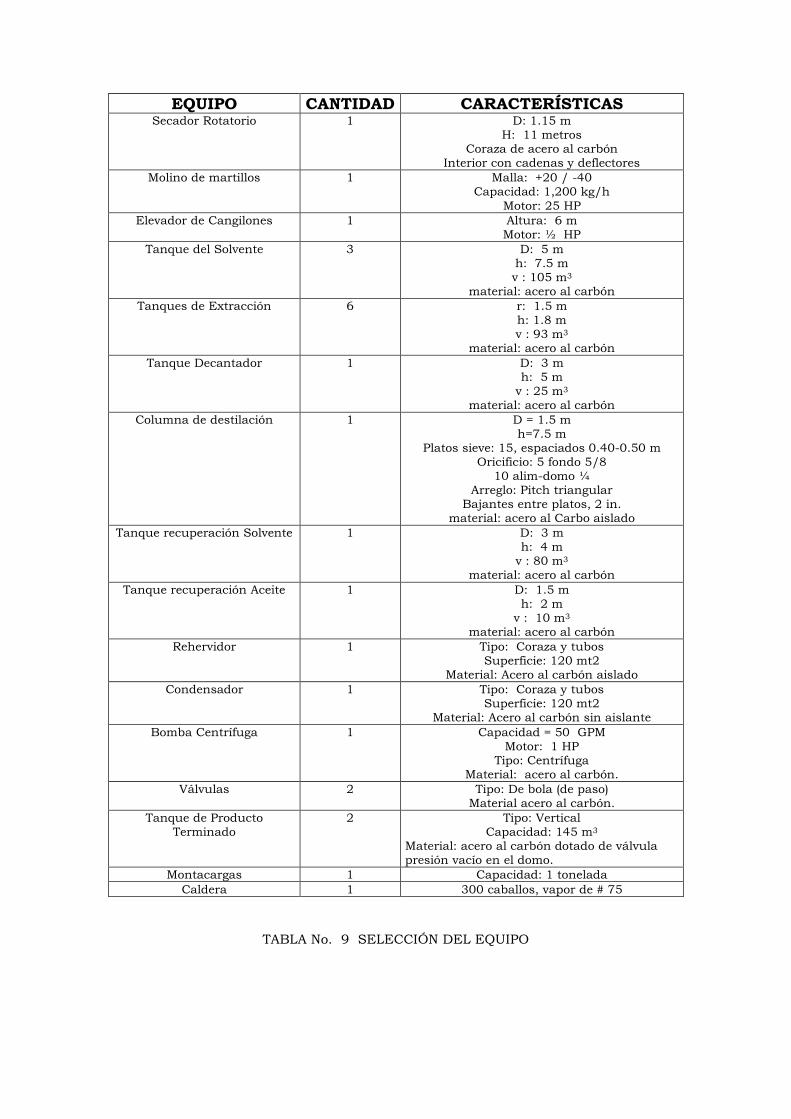
4.2.6 Requerimientos de personal operativo En este proceso se utiliza maquinaria con controles manuales por lo que los operarios que trabajaran en dicha planta serán responsables de manejar y controlar los diferentes equipos.
ACTIVIDAD EQUIPO RELACIONADO No. OPERARIO NO
ESPECIALIZADO
No. OPERARIO ESPECIALIZAD
O
Carga y Descarga de camiones
Ninguno. La carga y descarga se realizara manual
3
Transporte de Pulpa
Se realizara en camiones 1
Secado Combinación de secado solar y secador Rotatorio
2 1
Molienda Molino de martillos 1 Extracción Bateria de Extracción 6 Decantación Tanque de Decantación 1 Destilación Columna de Destilación 1 Condensados Rehervidor/Condensador 1 Almacenamiento
Tanques de Almacenamientos/Empaque
3
Manejo de Pulpa sin Aceite para compostaje
Secado/ Mezclador para compostaje
3
TABLA No. 10 PERSONAL OPERATIVO
Nota: 2 operarios para el Secado Solar que también alimentaran esa misma pulpa al secador Rotatorio
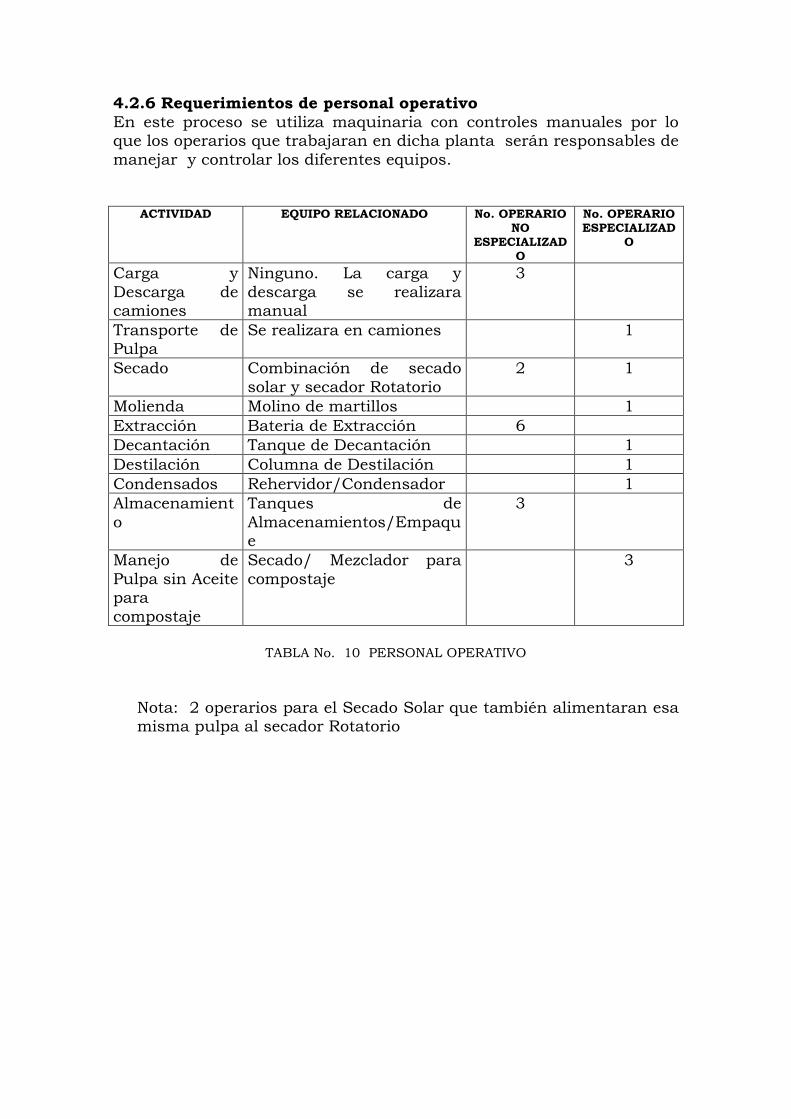
4.2.7 Estructura Organizacional
figura No. 6
ESTRUCTURA ORGANIZACIONAL
El Gerente General es quien coordina las actividades de todos los departamentos y es el responsable de informar a los accionistas acerca de los resultados de dichas actividades. El jefe de Ventas será el encargado de promocionar el producto, incrementar la cartera de clientes, así también de la facturación, coordinación de pedidos y manejo de la documentación de venta y exportación si algún cliente lo solicitara. El jefe de Seguridad Industrial y Mantenimiento deberá garantizar que las normas de seguridad se cumplan y deberá ocuparse del mantenimiento del equipo y limpieza en la planta. El jefe de Planta coordinara y planificara las actividades de producción, operación y logística. El jefe financiero tendrá a su cargo todo lo relacionado con las finanzas y contabilidad de la planta (elaboración de planillas, elaboración de presupuesto por departamento, así como aprobar nuevas inversiones.)
SECRETARIA EJECUTIVA
SECRETARIA
EJECUTIVOSDE
VENTAS
JEFE DE VENTAS
TECNICOS CONSERJES
JEFEDE SEGURIDADINDUSTRIAL Y
MANTENIMIENTO
ENCARGADO DEBODEGAS
ENCARGADODE
OPERARIOS
JEFEDE PLANTA
ASISTENTESDE
CONTABILIDAD
JEFE FINANCIERO
GERENTE GENERAL
ACCIONISTAS
4.2.8 LOCALIZACIÓN DE LA PLANTA Los departamentos en los que se produce café y por ende de pulpa de café son:
PRODUCCIÓN DE CAFÉ EN LA REPUBLICA DE GUATEMALA POR DEPARTAMENTO EN QUINTALES ORO EJERCICIOS CAFETEROS 2002-2003
DEPARTAMENTO PRODUCCIÓN PORCENTAJE Guatemala 331,345.30 6.0235 El Progreso 26,036.09 0.4733 Sacatepequez 115,329.70 2.0966 Chimaltenango 251,999.03 4.5811 Escuintla 124,929.18 2.2711 Santa Rosa 11218,336.82 22.1481 Solola 152,625.75 2.7745 Quetzaltenango 263,754.12 4.7948 Suchitepequez 440,816.47 8.0136 Retalhuleu 54,777.52 0.9958 San Marcos 435,758.87 7.9217 Huehuetenango 676,200.99 12.2926 El Quiché 74,381.19 1.3522 Baja Verapaz 12,886.44 0.2343 Alta Verapaz 437,807.05 7.9589 Izabal 128.72 0.0024 Zacapa 165,406.49 3.0069 Chiquimula 265,973.89 4.8351 Jalapa 255,629.54 4.6471 Jutiapa 196,735.50 3.5764 TOTALES 51500,858.66 100.0000
TABLA No. 11 PRODUCCIÓN DE CAFÉ FUENTE: ANACAFÉ
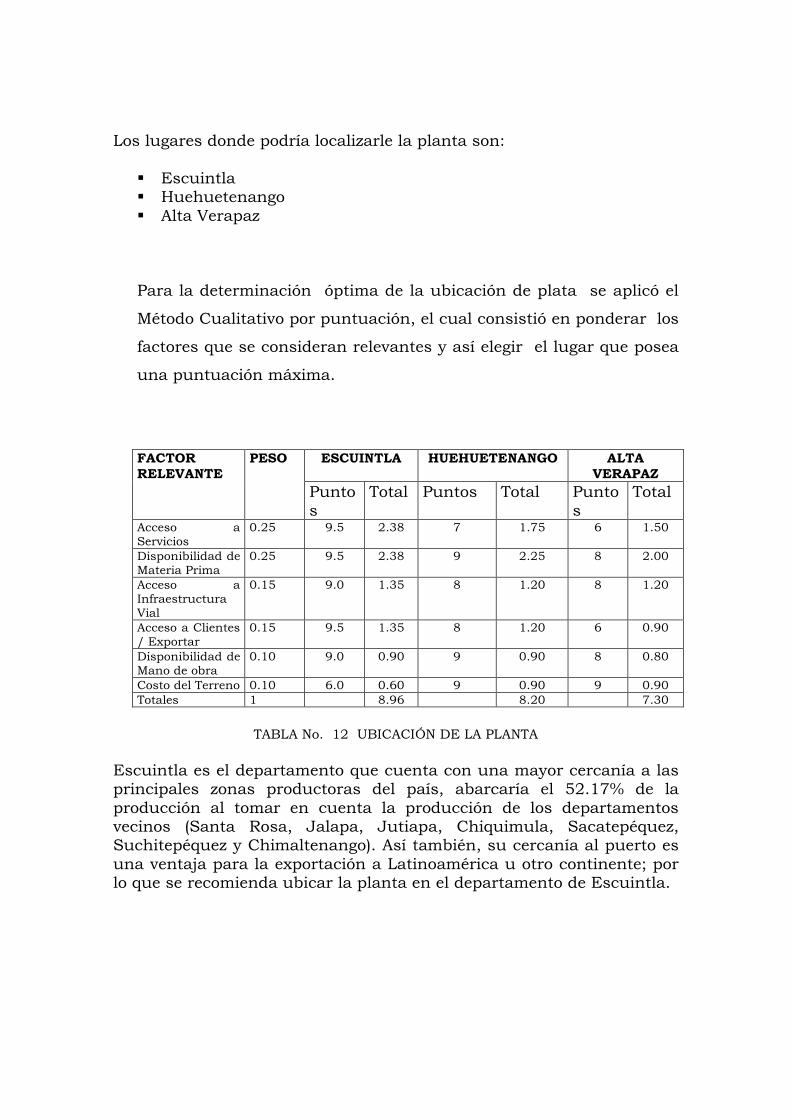
Los lugares donde podría localizarle la planta son:
� Escuintla � Huehuetenango � Alta Verapaz
Para la determinación óptima de la ubicación de plata se aplicó el
Método Cualitativo por puntuación, el cual consistió en ponderar los
factores que se consideran relevantes y así elegir el lugar que posea
una puntuación máxima.
FACTOR RELEVANTE
PESO ESCUINTLA HUEHUETENANGO ALTA VERAPAZ
Puntos
Total Puntos Total Puntos
Total
Acceso a Servicios
0.25 9.5 2.38 7 1.75 6 1.50
Disponibilidad de Materia Prima
0.25 9.5 2.38 9 2.25 8 2.00
Acceso a Infraestructura Vial
0.15 9.0 1.35 8 1.20 8 1.20
Acceso a Clientes / Exportar
0.15 9.5 1.35 8 1.20 6 0.90
Disponibilidad de Mano de obra
0.10 9.0 0.90 9 0.90 8 0.80
Costo del Terreno 0.10 6.0 0.60 9 0.90 9 0.90 Totales 1 8.96 8.20 7.30
TABLA No. 12 UBICACIÓN DE LA PLANTA
Escuintla es el departamento que cuenta con una mayor cercanía a las principales zonas productoras del país, abarcaría el 52.17% de la producción al tomar en cuenta la producción de los departamentos vecinos (Santa Rosa, Jalapa, Jutiapa, Chiquimula, Sacatepéquez, Suchitepéquez y Chimaltenango). Así también, su cercanía al puerto es una ventaja para la exportación a Latinoamérica u otro continente; por lo que se recomienda ubicar la planta en el departamento de Escuintla.
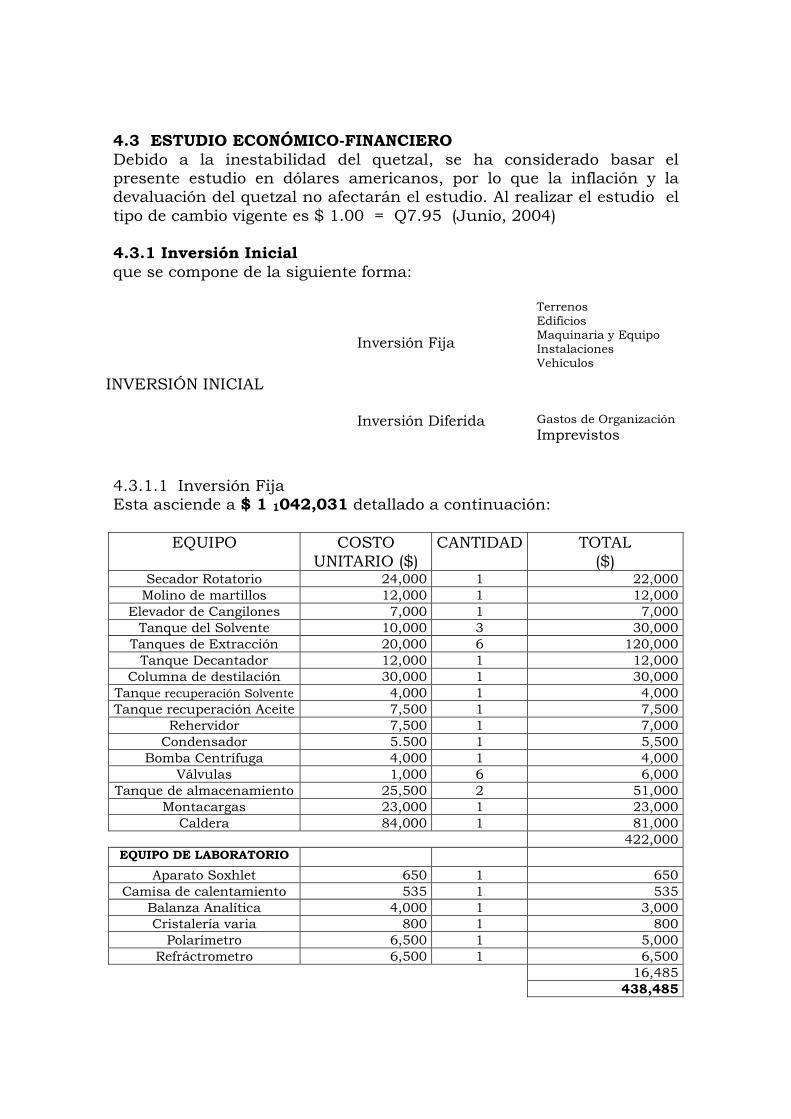
4.3 ESTUDIO ECONÓMICO-FINANCIERO Debido a la inestabilidad del quetzal, se ha considerado basar el presente estudio en dólares americanos, por lo que la inflación y la devaluación del quetzal no afectarán el estudio. Al realizar el estudio el tipo de cambio vigente es $ 1.00 = Q7.95 (Junio, 2004) 4.3.1 Inversión Inicial que se compone de la siguiente forma: INVERSIÓN INICIAL
Inversión Fija
Terrenos Edificios Maquinaria y Equipo Instalaciones Vehículos
Inversión Diferida Gastos de Organización
Imprevistos
4.3.1.1 Inversión Fija Esta asciende a $ 1 1042,031 detallado a continuación:
EQUIPO COSTO UNITARIO ($)
CANTIDAD TOTAL ($)
Secador Rotatorio 24,000 1 22,000 Molino de martillos 12,000 1 12,000
Elevador de Cangilones 7,000 1 7,000 Tanque del Solvente 10,000 3 30,000 Tanques de Extracción 20,000 6 120,000 Tanque Decantador 12,000 1 12,000
Columna de destilación 30,000 1 30,000 Tanque recuperación Solvente 4,000 1 4,000 Tanque recuperación Aceite 7,500 1 7,500
Rehervidor 7,500 1 7,000 Condensador 5.500 1 5,500
Bomba Centrífuga 4,000 1 4,000 Válvulas 1,000 6 6,000
Tanque de almacenamiento 25,500 2 51,000 Montacargas 23,000 1 23,000 Caldera 84,000 1 81,000
422,000 EQUIPO DE LABORATORIO
Aparato Soxhlet 650 1 650 Camisa de calentamiento 535 1 535
Balanza Analítica 4,000 1 3,000 Cristalería varia 800 1 800 Polarímetro 6,500 1 5,000
Refráctrometro 6,500 1 6,500 16,485
438,485
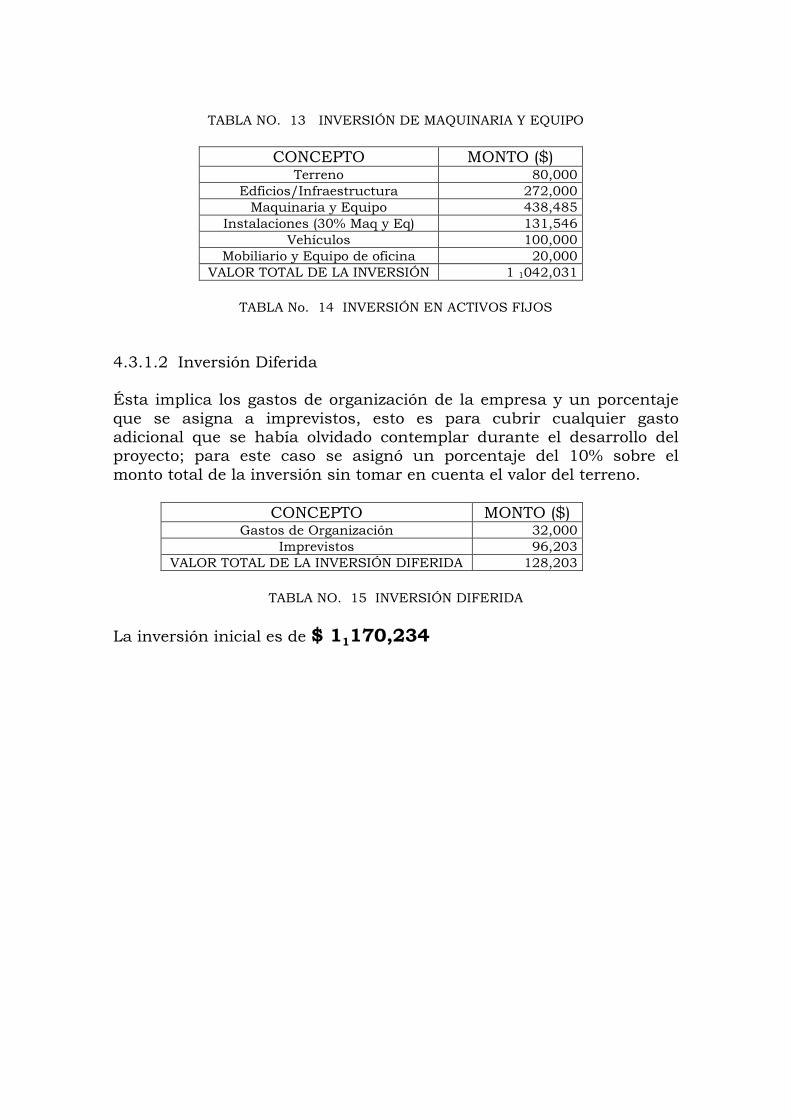
TABLA NO. 13 INVERSIÓN DE MAQUINARIA Y EQUIPO
CONCEPTO MONTO ($) Terreno 80,000
Edficios/Infraestructura 272,000 Maquinaria y Equipo 438,485
Instalaciones (30% Maq y Eq) 131,546 Vehículos 100,000
Mobiliario y Equipo de oficina 20,000 VALOR TOTAL DE LA INVERSIÓN 1 1042,031
TABLA No. 14 INVERSIÓN EN ACTIVOS FIJOS
4.3.1.2 Inversión Diferida Ésta implica los gastos de organización de la empresa y un porcentaje que se asigna a imprevistos, esto es para cubrir cualquier gasto adicional que se había olvidado contemplar durante el desarrollo del proyecto; para este caso se asignó un porcentaje del 10% sobre el monto total de la inversión sin tomar en cuenta el valor del terreno.
CONCEPTO MONTO ($) Gastos de Organización 32,000
Imprevistos 96,203 VALOR TOTAL DE LA INVERSIÓN DIFERIDA 128,203
TABLA NO. 15 INVERSIÓN DIFERIDA
La inversión inicial es de $ 11170,234
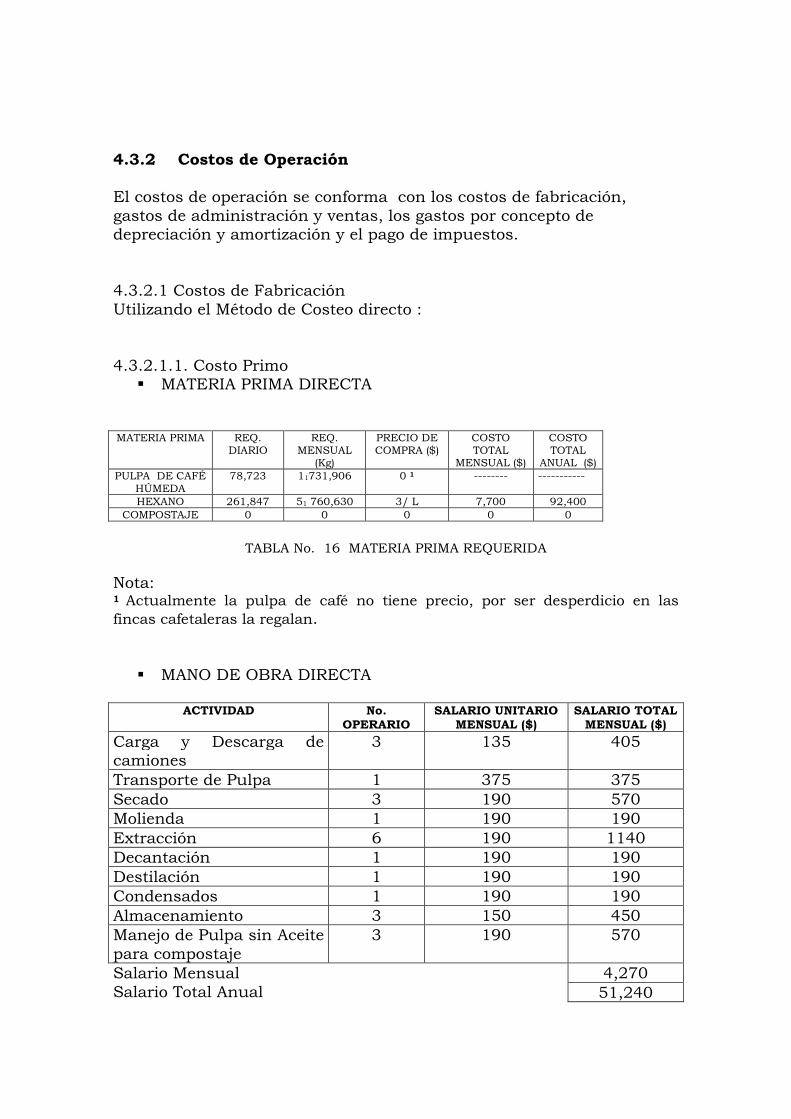
4.3.2 Costos de Operación El costos de operación se conforma con los costos de fabricación, gastos de administración y ventas, los gastos por concepto de depreciación y amortización y el pago de impuestos. 4.3.2.1 Costos de Fabricación Utilizando el Método de Costeo directo : 4.3.2.1.1. Costo Primo
� MATERIA PRIMA DIRECTA MATERIA PRIMA REQ.
DIARIO REQ.
MENSUAL (Kg)
PRECIO DE COMPRA ($)
COSTO TOTAL
MENSUAL ($)
COSTO TOTAL
ANUAL ($) PULPA DE CAFÉ
HÚMEDA 78,723 11731,906 0 1 -------- -----------
HEXANO 261,847 51 760,630 3/ L 7,700 92,400 COMPOSTAJE 0 0 0 0 0
TABLA No. 16 MATERIA PRIMA REQUERIDA
Nota: 1 Actualmente la pulpa de café no tiene precio, por ser desperdicio en las fincas cafetaleras la regalan.
� MANO DE OBRA DIRECTA
ACTIVIDAD No. OPERARIO
SALARIO UNITARIO MENSUAL ($)
SALARIO TOTAL MENSUAL ($)
Carga y Descarga de camiones
3 135 405
Transporte de Pulpa 1 375 375 Secado 3 190 570 Molienda 1 190 190 Extracción 6 190 1140 Decantación 1 190 190 Destilación 1 190 190 Condensados 1 190 190 Almacenamiento 3 150 450 Manejo de Pulpa sin Aceite para compostaje
3 190 570
Salario Mensual Salario Total Anual
4,270 51,240
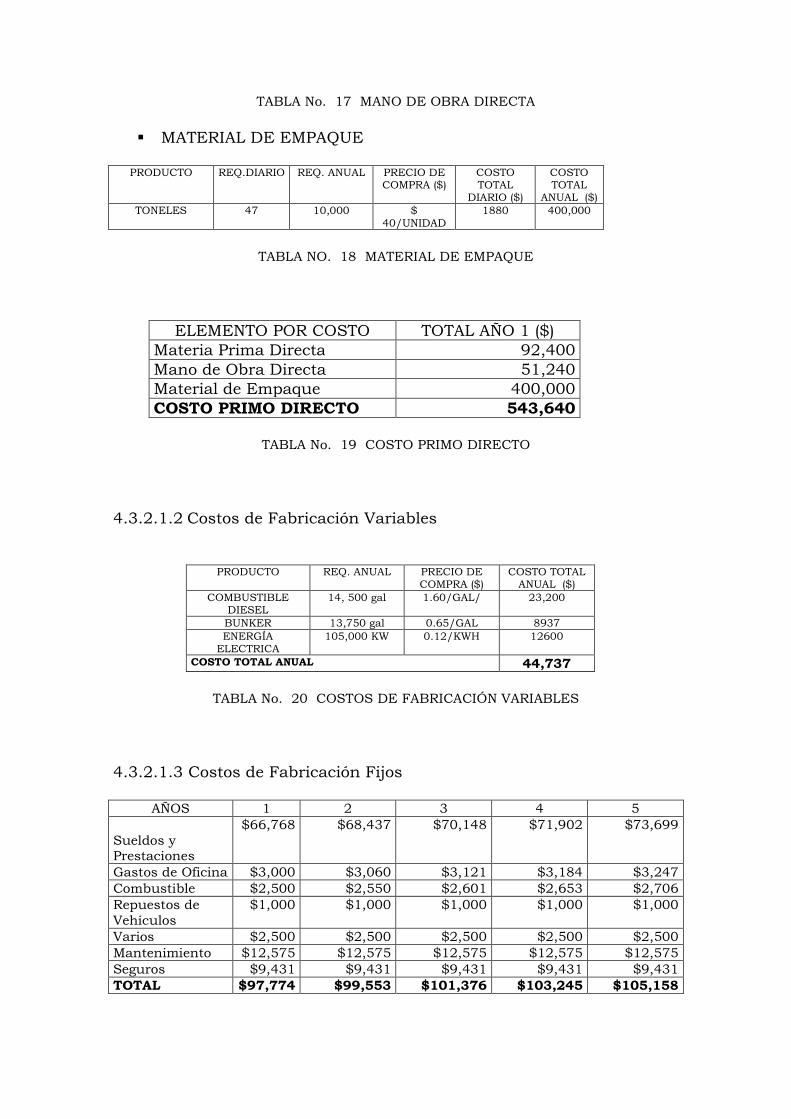
TABLA No. 17 MANO DE OBRA DIRECTA
� MATERIAL DE EMPAQUE PRODUCTO REQ.DIARIO REQ. ANUAL PRECIO DE
COMPRA ($) COSTO TOTAL
DIARIO ($)
COSTO TOTAL
ANUAL ($) TONELES 47 10,000 $
40/UNIDAD 1880 400,000
TABLA NO. 18 MATERIAL DE EMPAQUE
ELEMENTO POR COSTO TOTAL AÑO 1 ($) Materia Prima Directa 92,400 Mano de Obra Directa 51,240 Material de Empaque 400,000 COSTO PRIMO DIRECTO 543,640
TABLA No. 19 COSTO PRIMO DIRECTO
4.3.2.1.2 Costos de Fabricación Variables
PRODUCTO REQ. ANUAL PRECIO DE COMPRA ($)
COSTO TOTAL ANUAL ($)
COMBUSTIBLE DIESEL
14, 500 gal 1.60/GAL/ 23,200
BUNKER 13,750 gal 0.65/GAL 8937 ENERGÍA ELECTRICA
105,000 KW 0.12/KWH 12600
COSTO TOTAL ANUAL 44,737
TABLA No. 20 COSTOS DE FABRICACIÓN VARIABLES
4.3.2.1.3 Costos de Fabricación Fijos
AÑOS 1 2 3 4 5 Sueldos y Prestaciones
$66,768 $68,437 $70,148 $71,902 $73,699
Gastos de Oficina $3,000 $3,060 $3,121 $3,184 $3,247 Combustible $2,500 $2,550 $2,601 $2,653 $2,706 Repuestos de Vehículos
$1,000 $1,000 $1,000 $1,000 $1,000
Varios $2,500 $2,500 $2,500 $2,500 $2,500 Mantenimiento $12,575 $12,575 $12,575 $12,575 $12,575 Seguros $9,431 $9,431 $9,431 $9,431 $9,431 TOTAL $97,774 $99,553 $101,376 $103,245 $105,158
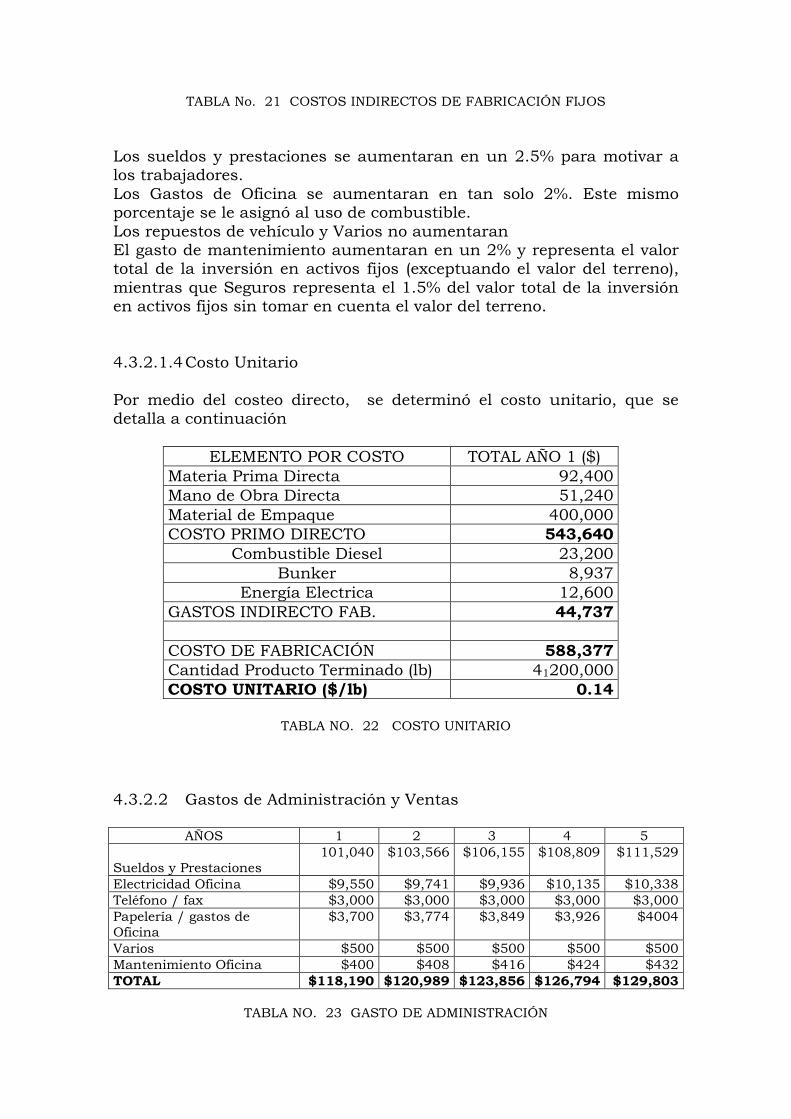
TABLA No. 21 COSTOS INDIRECTOS DE FABRICACIÓN FIJOS
Los sueldos y prestaciones se aumentaran en un 2.5% para motivar a los trabajadores. Los Gastos de Oficina se aumentaran en tan solo 2%. Este mismo porcentaje se le asignó al uso de combustible. Los repuestos de vehículo y Varios no aumentaran El gasto de mantenimiento aumentaran en un 2% y representa el valor total de la inversión en activos fijos (exceptuando el valor del terreno), mientras que Seguros representa el 1.5% del valor total de la inversión en activos fijos sin tomar en cuenta el valor del terreno. 4.3.2.1.4 Costo Unitario Por medio del costeo directo, se determinó el costo unitario, que se detalla a continuación
ELEMENTO POR COSTO TOTAL AÑO 1 ($) Materia Prima Directa 92,400 Mano de Obra Directa 51,240 Material de Empaque 400,000 COSTO PRIMO DIRECTO 543,640
Combustible Diesel 23,200 Bunker 8,937
Energía Electrica 12,600 GASTOS INDIRECTO FAB. 44,737 COSTO DE FABRICACIÓN 588,377 Cantidad Producto Terminado (lb) 41200,000 COSTO UNITARIO ($/lb) 0.14
TABLA NO. 22 COSTO UNITARIO
4.3.2.2 Gastos de Administración y Ventas
AÑOS 1 2 3 4 5 Sueldos y Prestaciones
101,040 $103,566 $106,155 $108,809 $111,529
Electricidad Oficina $9,550 $9,741 $9,936 $10,135 $10,338 Teléfono / fax $3,000 $3,000 $3,000 $3,000 $3,000 Papelería / gastos de Oficina
$3,700 $3,774 $3,849 $3,926 $4004
Varios $500 $500 $500 $500 $500 Mantenimiento Oficina $400 $408 $416 $424 $432 TOTAL $118,190 $120,989 $123,856 $126,794 $129,803
TABLA NO. 23 GASTO DE ADMINISTRACIÓN
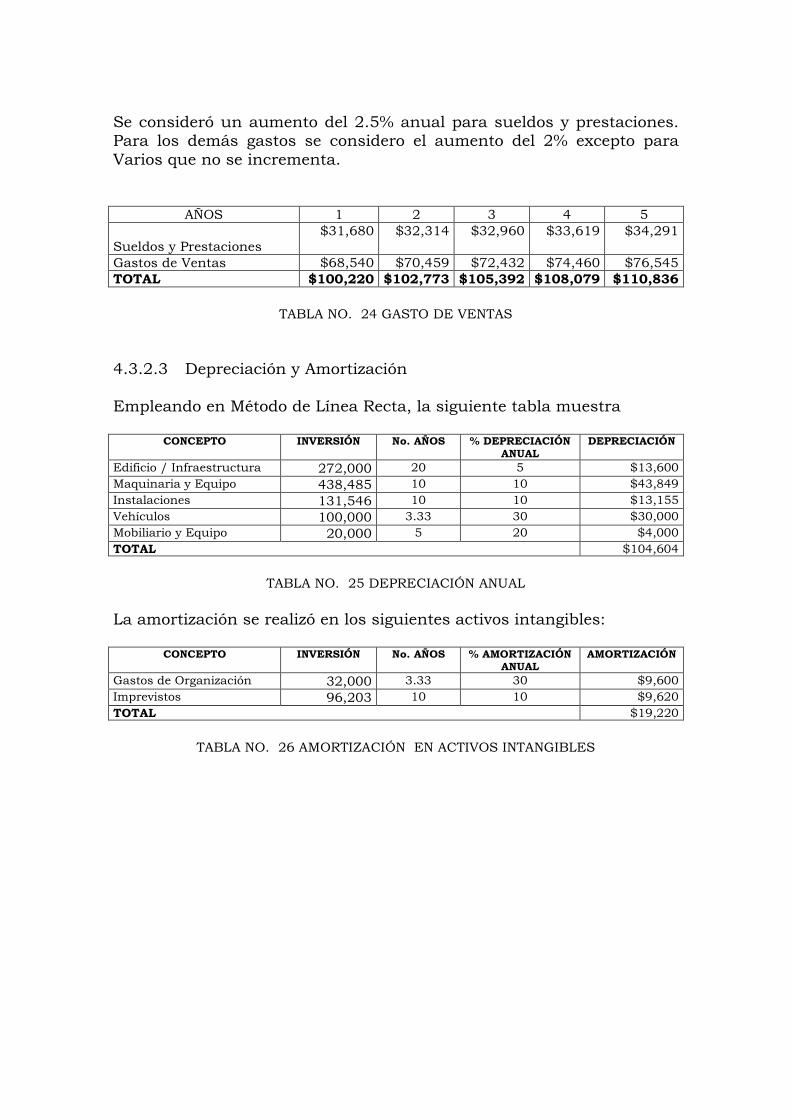
Se consideró un aumento del 2.5% anual para sueldos y prestaciones. Para los demás gastos se considero el aumento del 2% excepto para Varios que no se incrementa.
AÑOS 1 2 3 4 5 Sueldos y Prestaciones
$31,680 $32,314 $32,960 $33,619 $34,291
Gastos de Ventas $68,540 $70,459 $72,432 $74,460 $76,545 TOTAL $100,220 $102,773 $105,392 $108,079 $110,836
TABLA NO. 24 GASTO DE VENTAS 4.3.2.3 Depreciación y Amortización Empleando en Método de Línea Recta, la siguiente tabla muestra
CONCEPTO INVERSIÓN No. AÑOS % DEPRECIACIÓN ANUAL
DEPRECIACIÓN
Edificio / Infraestructura 272,000 20 5 $13,600
Maquinaria y Equipo 438,485 10 10 $43,849
Instalaciones 131,546 10 10 $13,155
Vehículos 100,000 3.33 30 $30,000
Mobiliario y Equipo 20,000 5 20 $4,000
TOTAL $104,604
TABLA NO. 25 DEPRECIACIÓN ANUAL
La amortización se realizó en los siguientes activos intangibles:
CONCEPTO INVERSIÓN No. AÑOS % AMORTIZACIÓN ANUAL
AMORTIZACIÓN
Gastos de Organización 32,000 3.33 30 $9,600
Imprevistos 96,203 10 10 $9,620
TOTAL $19,220
TABLA NO. 26 AMORTIZACIÓN EN ACTIVOS INTANGIBLES
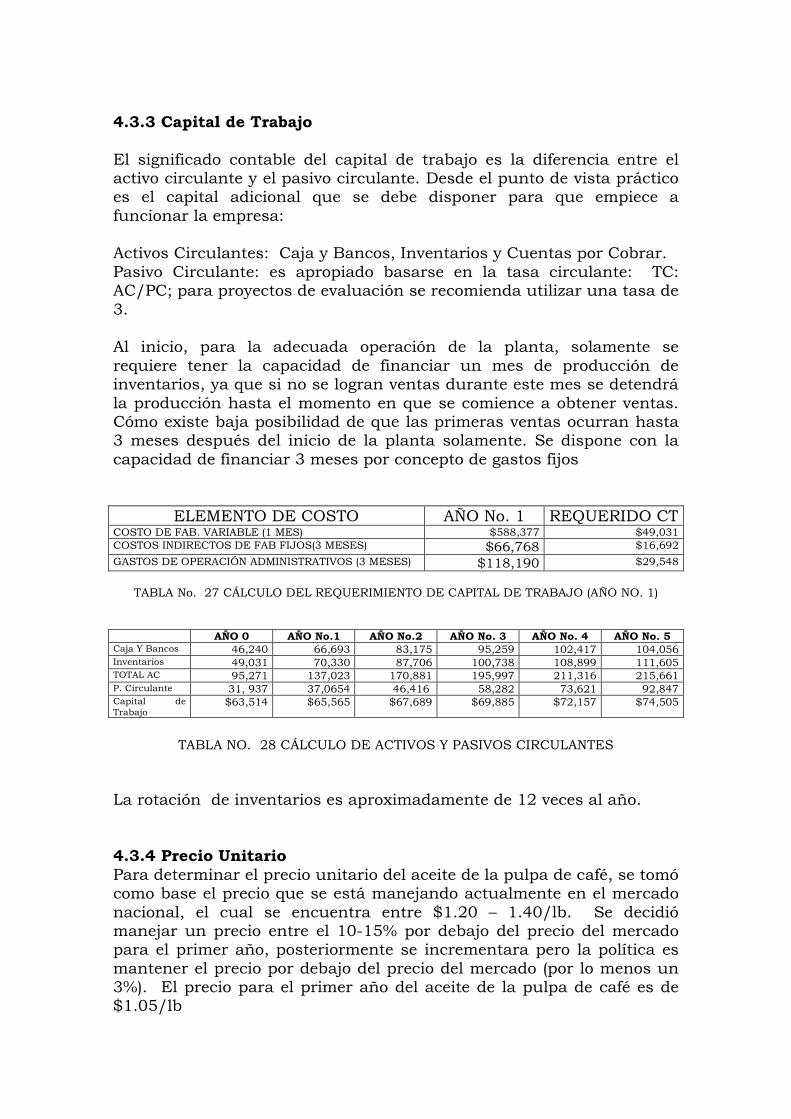
4.3.3 Capital de Trabajo El significado contable del capital de trabajo es la diferencia entre el activo circulante y el pasivo circulante. Desde el punto de vista práctico es el capital adicional que se debe disponer para que empiece a funcionar la empresa: Activos Circulantes: Caja y Bancos, Inventarios y Cuentas por Cobrar. Pasivo Circulante: es apropiado basarse en la tasa circulante: TC: AC/PC; para proyectos de evaluación se recomienda utilizar una tasa de 3. Al inicio, para la adecuada operación de la planta, solamente se requiere tener la capacidad de financiar un mes de producción de inventarios, ya que si no se logran ventas durante este mes se detendrá la producción hasta el momento en que se comience a obtener ventas. Cómo existe baja posibilidad de que las primeras ventas ocurran hasta 3 meses después del inicio de la planta solamente. Se dispone con la capacidad de financiar 3 meses por concepto de gastos fijos
ELEMENTO DE COSTO AÑO No. 1 REQUERIDO CT COSTO DE FAB. VARIABLE (1 MES) $588,377 $49,031 COSTOS INDIRECTOS DE FAB FIJOS(3 MESES) $66,768 $16,692
GASTOS DE OPERACIÓN ADMINISTRATIVOS (3 MESES) $118,190 $29,548
TABLA No. 27 CÁLCULO DEL REQUERIMIENTO DE CAPITAL DE TRABAJO (AÑO NO. 1)
AÑO 0 AÑO No.1 AÑO No.2 AÑO No. 3 AÑO No. 4 AÑO No. 5 Caja Y Bancos 46,240 66,693 83,175 95,259 102,417 104,056 Inventarios 49,031 70,330 87,706 100,738 108,899 111,605 TOTAL AC 95,271 137,023 170,881 195,997 211,316 215,661 P. Circulante 31, 937 37,0654 46,416 58,282 73,621 92,847 Capital de Trabajo
$63,514 $65,565 $67,689 $69,885 $72,157 $74,505
TABLA NO. 28 CÁLCULO DE ACTIVOS Y PASIVOS CIRCULANTES
La rotación de inventarios es aproximadamente de 12 veces al año. 4.3.4 Precio Unitario Para determinar el precio unitario del aceite de la pulpa de café, se tomó como base el precio que se está manejando actualmente en el mercado nacional, el cual se encuentra entre $1.20 – 1.40/lb. Se decidió manejar un precio entre el 10-15% por debajo del precio del mercado para el primer año, posteriormente se incrementara pero la política es mantener el precio por debajo del precio del mercado (por lo menos un 3%). El precio para el primer año del aceite de la pulpa de café es de $1.05/lb
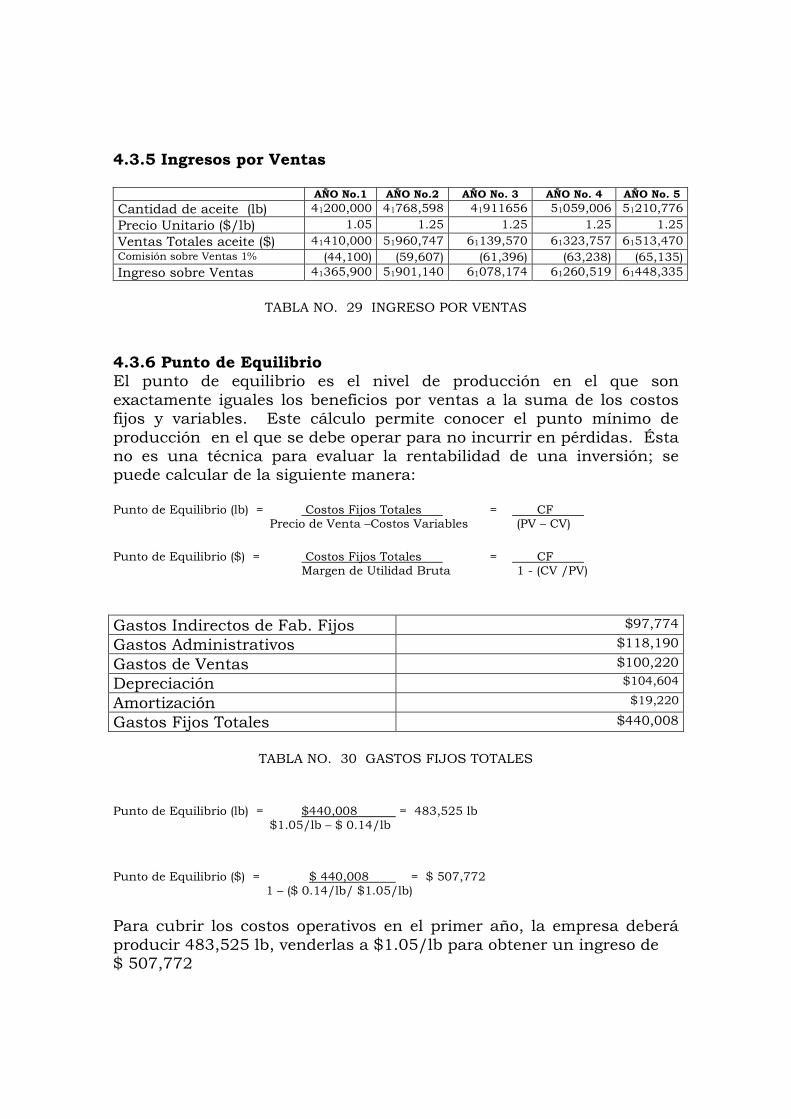
4.3.5 Ingresos por Ventas AÑO No.1 AÑO No.2 AÑO No. 3 AÑO No. 4 AÑO No. 5
Cantidad de aceite (lb) 41200,000 41768,598 41911656 51059,006 51210,776
Precio Unitario ($/lb) 1.05 1.25 1.25 1.25 1.25
Ventas Totales aceite ($) 41410,000 51960,747 61139,570 61323,757 61513,470 Comisión sobre Ventas 1% (44,100) (59,607) (61,396) (63,238) (65,135) Ingreso sobre Ventas 41365,900 51901,140 61078,174 61260,519 61448,335
TABLA NO. 29 INGRESO POR VENTAS
4.3.6 Punto de Equilibrio El punto de equilibrio es el nivel de producción en el que son exactamente iguales los beneficios por ventas a la suma de los costos fijos y variables. Este cálculo permite conocer el punto mínimo de producción en el que se debe operar para no incurrir en pérdidas. Ésta no es una técnica para evaluar la rentabilidad de una inversión; se puede calcular de la siguiente manera: Punto de Equilibrio (lb) = Costos Fijos Totales = 1 CF 1 Precio de Venta –Costos Variables (PV – CV)
Punto de Equilibrio ($) = Costos Fijos Totales = 1 CF 1 Margen de Utilidad Bruta 1 - (CV /PV)
Gastos Indirectos de Fab. Fijos $97,774
Gastos Administrativos $118,190
Gastos de Ventas $100,220
Depreciación $104,604
Amortización $19,220
Gastos Fijos Totales $440,008
TABLA NO. 30 GASTOS FIJOS TOTALES
Punto de Equilibrio (lb) = $440,008 = 483,525 lb $1.05/lb – $ 0.14/lb
Punto de Equilibrio ($) = $ 440,008 = $ 507,772 1 – ($ 0.14/lb/ $1.05/lb)
Para cubrir los costos operativos en el primer año, la empresa deberá producir 483,525 lb, venderlas a $1.05/lb para obtener un ingreso de $ 507,772
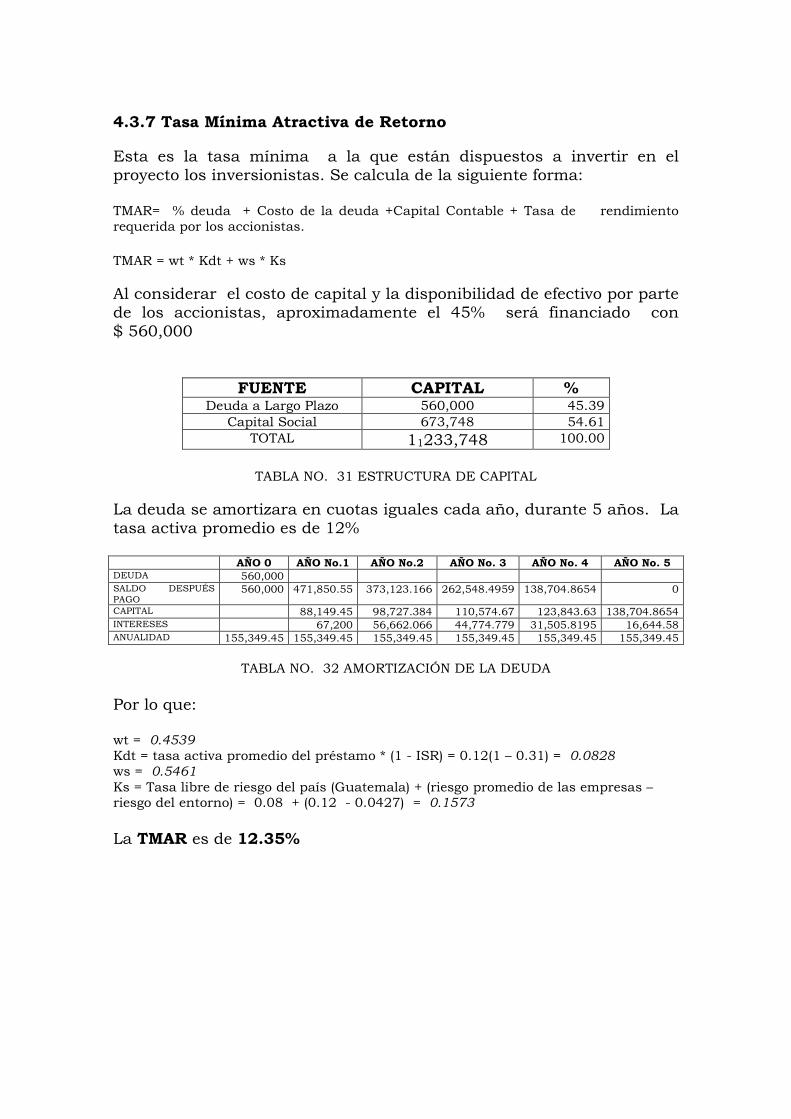
4.3.7 Tasa Mínima Atractiva de Retorno Esta es la tasa mínima a la que están dispuestos a invertir en el proyecto los inversionistas. Se calcula de la siguiente forma: TMAR= % deuda + Costo de la deuda +Capital Contable + Tasa de rendimiento requerida por los accionistas.
TMAR = wt * Kdt + ws * Ks
Al considerar el costo de capital y la disponibilidad de efectivo por parte de los accionistas, aproximadamente el 45% será financiado con $ 560,000
FUENTE CAPITAL % Deuda a Largo Plazo 560,000 45.39
Capital Social 673,748 54.61 TOTAL 11233,748 100.00
TABLA NO. 31 ESTRUCTURA DE CAPITAL
La deuda se amortizara en cuotas iguales cada año, durante 5 años. La tasa activa promedio es de 12% AÑO 0 AÑO No.1 AÑO No.2 AÑO No. 3 AÑO No. 4 AÑO No. 5 DEUDA 560,000 SALDO DESPUÉS PAGO
560,000 471,850.55 373,123.166 262,548.4959 138,704.8654 0
CAPITAL 88,149.45 98,727.384 110,574.67 123,843.63 138,704.8654 INTERESES 67,200 56,662.066 44,774.779 31,505.8195 16,644.58 ANUALIDAD 155,349.45 155,349.45 155,349.45 155,349.45 155,349.45 155,349.45
TABLA NO. 32 AMORTIZACIÓN DE LA DEUDA
Por lo que: wt = 0.4539 Kdt = tasa activa promedio del préstamo * (1 - ISR) = 0.12(1 – 0.31) = 0.0828 ws = 0.5461 Ks = Tasa libre de riesgo del país (Guatemala) + (riesgo promedio de las empresas – riesgo del entorno) = 0.08 + (0.12 - 0.0427) = 0.1573 La TMAR es de 12.35%
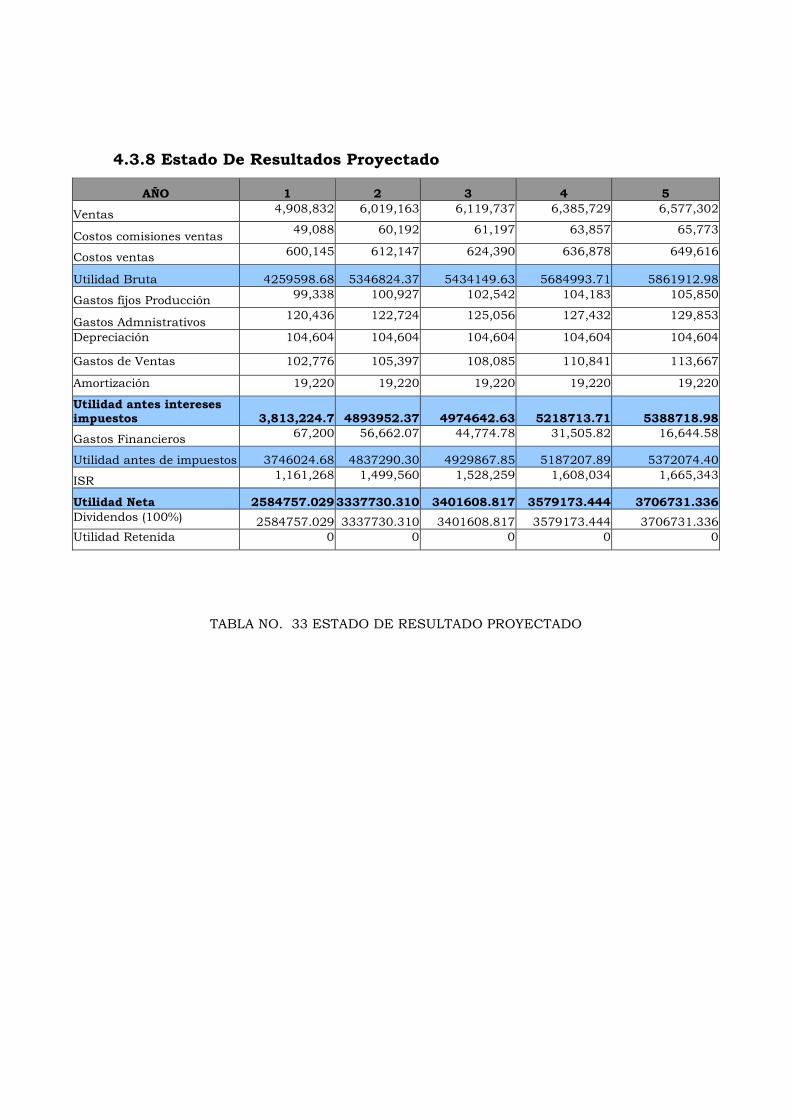
4.3.8 Estado De Resultados Proyectado
AÑO 1 2 3 4 5
Ventas 4,908,832 6,019,163 6,119,737 6,385,729 6,577,302
Costos comisiones ventas 49,088 60,192 61,197 63,857 65,773
Costos ventas 600,145 612,147 624,390 636,878 649,616
Utilidad Bruta 4259598.68 5346824.37 5434149.63 5684993.71 5861912.98
Gastos fijos Producción 99,338 100,927 102,542 104,183 105,850
Gastos Admnistrativos 120,436 122,724 125,056 127,432 129,853
Depreciación 104,604 104,604 104,604 104,604 104,604
Gastos de Ventas 102,776 105,397 108,085 110,841 113,667
Amortización 19,220 19,220 19,220 19,220 19,220
Utilidad antes intereses impuestos 3,813,224.7 4893952.37 4974642.63 5218713.71 5388718.98
Gastos Financieros 67,200 56,662.07 44,774.78 31,505.82 16,644.58
Utilidad antes de impuestos 3746024.68 4837290.30 4929867.85 5187207.89 5372074.40
ISR 1,161,268 1,499,560 1,528,259 1,608,034 1,665,343
Utilidad Neta 2584757.029 3337730.310 3401608.817 3579173.444 3706731.336 Dividendos (100%) 2584757.029 3337730.310 3401608.817 3579173.444 3706731.336 Utilidad Retenida 0 0 0 0 0
TABLA NO. 33 ESTADO DE RESULTADO PROYECTADO
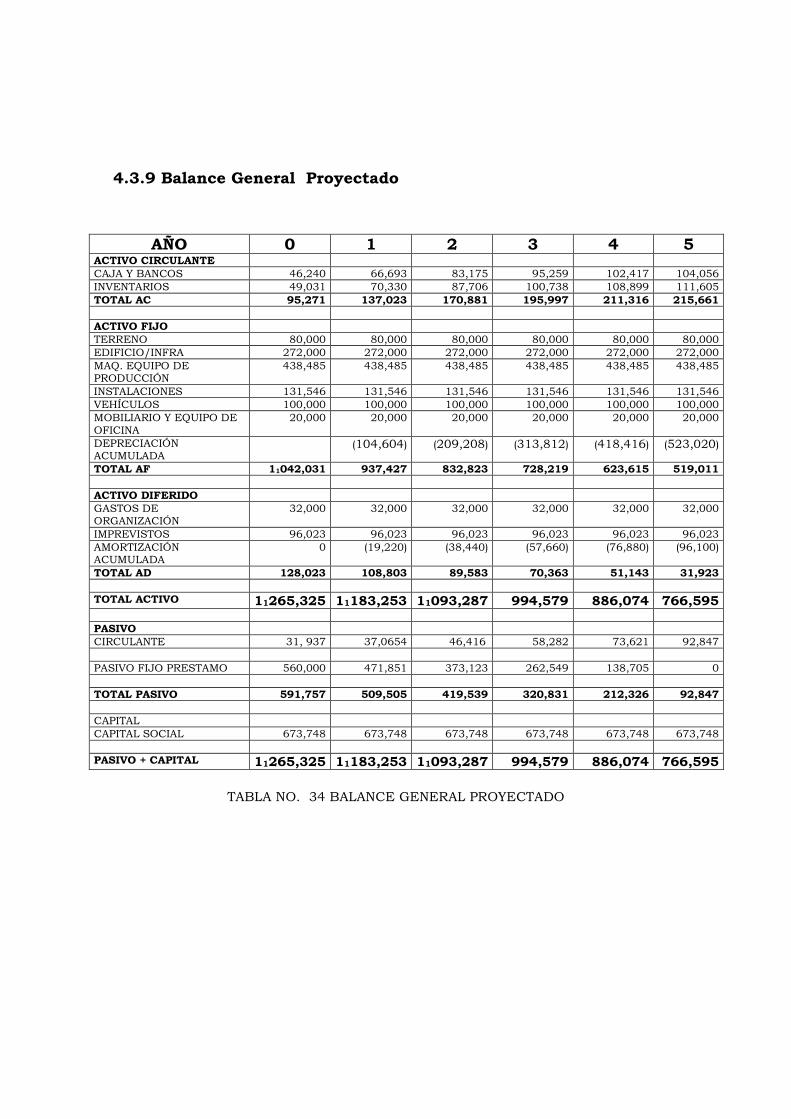
4.3.9 Balance General Proyectado
AÑO 0 1 2 3 4 5 ACTIVO CIRCULANTE CAJA Y BANCOS 46,240 66,693 83,175 95,259 102,417 104,056 INVENTARIOS 49,031 70,330 87,706 100,738 108,899 111,605 TOTAL AC 95,271 137,023 170,881 195,997 211,316 215,661 ACTIVO FIJO TERRENO 80,000 80,000 80,000 80,000 80,000 80,000 EDIFICIO/INFRA 272,000 272,000 272,000 272,000 272,000 272,000 MAQ. EQUIPO DE PRODUCCIÓN
438,485 438,485 438,485 438,485 438,485 438,485
INSTALACIONES 131,546 131,546 131,546 131,546 131,546 131,546 VEHÍCULOS 100,000 100,000 100,000 100,000 100,000 100,000 MOBILIARIO Y EQUIPO DE OFICINA
20,000 20,000 20,000 20,000 20,000 20,000
DEPRECIACIÓN ACUMULADA
(104,604) (209,208) (313,812) (418,416) (523,020)
TOTAL AF 11042,031 937,427 832,823 728,219 623,615 519,011 ACTIVO DIFERIDO GASTOS DE ORGANIZACIÓN
32,000 32,000 32,000 32,000 32,000 32,000
IMPREVISTOS 96,023 96,023 96,023 96,023 96,023 96,023 AMORTIZACIÓN ACUMULADA
0 (19,220) (38,440) (57,660) (76,880) (96,100)
TOTAL AD 128,023 108,803 89,583 70,363 51,143 31,923 TOTAL ACTIVO 11265,325 11183,253 11093,287 994,579 886,074 766,595 PASIVO CIRCULANTE 31, 937 37,0654 46,416 58,282 73,621 92,847 PASIVO FIJO PRESTAMO 560,000 471,851 373,123 262,549 138,705 0 TOTAL PASIVO 591,757 509,505 419,539 320,831 212,326 92,847 CAPITAL CAPITAL SOCIAL 673,748 673,748 673,748 673,748 673,748 673,748 PASIVO + CAPITAL 11265,325 11183,253 11093,287 994,579 886,074 766,595
TABLA NO. 34 BALANCE GENERAL PROYECTADO
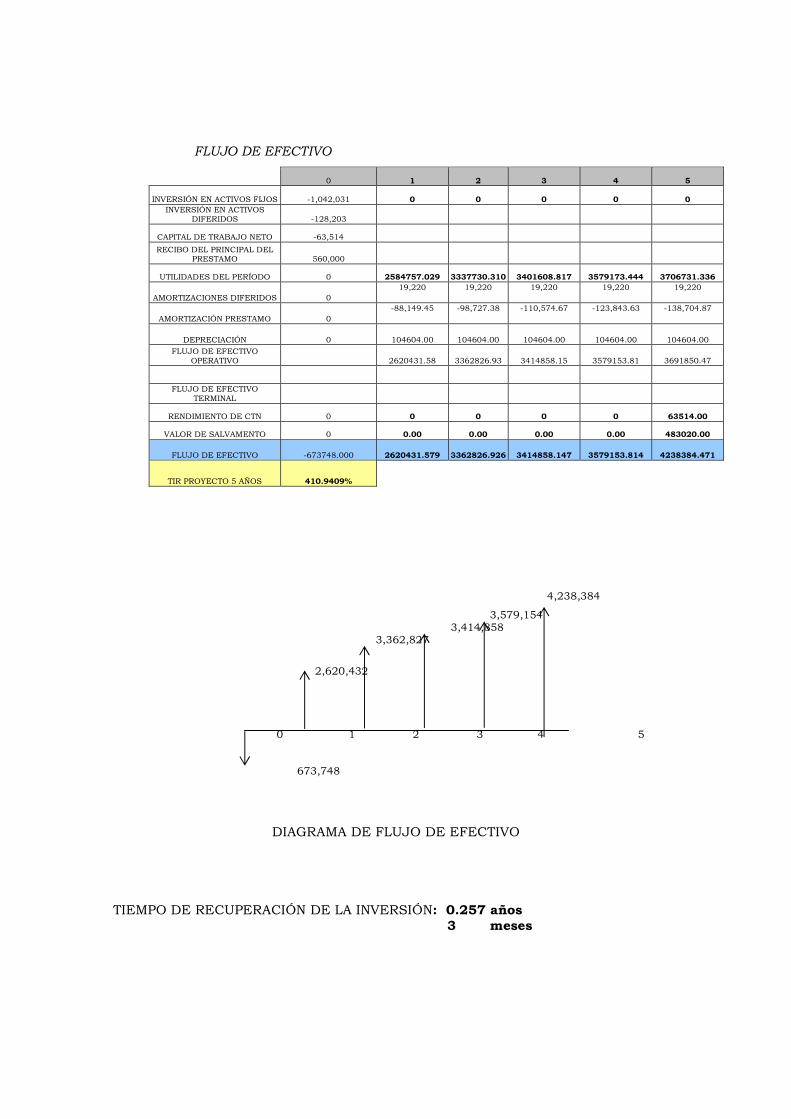
FLUJO DE EFECTIVO
0 1 2 3 4 5
INVERSIÓN EN ACTIVOS FIJOS -1,042,031 0 0 0 0 0 INVERSIÓN EN ACTIVOS
DIFERIDOS -128,203
CAPITAL DE TRABAJO NETO -63,514
RECIBO DEL PRINCIPAL DEL PRESTAMO 560,000
UTILIDADES DEL PERÍODO 0 2584757.029 3337730.310 3401608.817 3579173.444 3706731.336
AMORTIZACIONES DIFERIDOS 0 19,220 19,220 19,220 19,220 19,220
AMORTIZACIÓN PRESTAMO 0 -88,149.45 -98,727.38 -110,574.67 -123,843.63 -138,704.87
DEPRECIACIÓN 0 104604.00 104604.00 104604.00 104604.00 104604.00
FLUJO DE EFECTIVO OPERATIVO 2620431.58 3362826.93 3414858.15 3579153.81 3691850.47
FLUJO DE EFECTIVO
TERMINAL
RENDIMIENTO DE CTN 0 0 0 0 0 63514.00
VALOR DE SALVAMENTO 0 0.00 0.00 0.00 0.00 483020.00
FLUJO DE EFECTIVO -673748.000 2620431.579 3362826.926 3414858.147 3579153.814 4238384.471
TIR PROYECTO 5 AÑOS 410.9409%
4,238,384
3,579,154 3,414,858
3,362,827
2,620,432
0 1 2 3 4 5
673,748
DIAGRAMA DE FLUJO DE EFECTIVO TIEMPO DE RECUPERACIÓN DE LA INVERSIÓN: 0.257 años 3 meses
MARCO V DISCUSIÓN DE RESULTADOS
Se observa que el rendimiento óptimo depende en gran medida a que
la pulpa sea fresca, esto significa que se asegura que no haya perdido
una gran cantidad de aceite; también que se trabaje la pulpa en base
seca y que se reduzca su tamaño para tener una mayor área de
contacto entre la pulpa y el disolvente, con el fin de obtener resultados
eficientes.
Para facilitar el manejo de la muestra, es necesario que se seque por
medio de un horno hasta alcanzar peso constante, el porcentaje de
humedad de la pulpa de café es del 12%
Para la reducción del tamaño de partícula, se recomienda utilizar un
molino de martillos, al evaluar distintos tamaños de malla, se optimiza
la extracción al utilizar partículas cuyo tamaño se encuentre entre la
malla -20 y la malla +40.
La naturaleza del disolvente es otro factor muy importante pues debe
presentar una alta selectividad, en este estudio se utilizó hexano, pues
para este tipo de extracción fue el más eficiente y por ser un aceite
aplicado a la industria de pinturas no existe problema si se encuentran
trazas en el producto final.
En lo que respecta al tiempo de extracción, se evaluaron diferentes
tiempos de digestión, con el objeto de optimizar el tiempo de residencia,
siendo dos horas de extracción del aceite utilizando el aparato Soxhlet
y Hexano como disolvente, aproximadamente, para la separación del
aceite del disolvente se necesita una hora, por lo que el tiempo de
extracción del aceite es de tres horas.
El tiempo anterior, se calculo por medio de las corridas a nivel
laboratorio, lo cual es importante para calcular el tiempo necesario a
nivel industrial aunque para este nivel, el tiempo de extracción
también dependerá del solvente, el equipo y mantenimiento que se le
brinde al mismo.
En cuanto a las propiedades observadas en el aceite extraído cabe
mencionar el olor característico, el cual necesita de una buena
recuperación del solvente para eliminar el leve olor a disolvente que
podría presentar el aceite.
El color es ligeramente amarillo, y al momento de recuperar el aceite del
solvente se debe controlar la temperatura de calentamiento para evitar
quemar la grasa. El hecho de utilizar el aparato Soxhlet ayuda a que se
obtenga un aceite cuya apariencia es de un líquido casi transparente,
pues la muestra se encuentra dentro de un cartucho de papel filtro, lo
cual permite que el solvente arrastre el aceite sin llevar partículas de
pulpa que aparte de tapar el sifón colaboraría a la obtención de un
aceite turbio.
El color de la muestra puede variar al oxidarse con el aire los ácidos
grasos a un color oscuro similar al café. Para evitarlo puede
almacenarse con atmósfera controlada y evaluar el uso de un
antioxidante.
Por el método de extracción desarrollado y evaluado para este propósito
de extracción de aceite fue el Soxhlet, mediante el cual se obtuvo un
porcentaje de aceite repetitivo del diez por ciento en peso, lo que hace
pensar que la eficiencia de extracción es superior al 99% pues en la
literatura se encontró que la pulpa de café tiene entre el diez y doce por
ciento de aceite.
MARCO VI
CONCLUSIONES
� Para la extracción del aceite contenido en la pulpa de café es más
eficiente utilizar el método de extracción con disolvente, utilizando el
aparato Soxhlet.
� El hexano puede utilizarse como disolvente para la extracción del
aceite contenido en la pulpa del café.
� Afecta la cantidad de aceite extraído, el manejo de la pulpa, la
frescura de la misma, tamaño de partícula y método de secado.
� El color (característica organoléptica) observado en el aceite
extraído se encuentra dentro de un rango indicado.
� El tiempo óptimo de extracción del aceite es de dos horas.
ESTUDIO DE MERCADO, TÉCNICO Y ECONÓMICO
� Existe un mercado potencial para el aceite contenido en la pulpa
del café, puesto que se considera el aumento de la demanda en la
industria de las pinturas.
� El Aceite ingresará al mercado con un precio de $1.05/lb para el
primer año, y se espera manejar un precio de $1.25/lb para los
siguientes años.
� La planta manejará 11 905,088 kilogramos de Aceite anualmente.
� La planta se ubicará en Escuintla, por su cercanía a la materia
prima, el acceso a los servicios, embarque y por ser un sector
fuertemente industrializado.
� El proyecto resulta rentable, pues la tasa interna de retorno del
proyecto es de 410.94%, siendo ésta superior a la tasa mínima
atractiva de retorno.
MARCO VII RECOMENDACIONES
� Es importante que a nivel industrial se realicen análisis para
optimizar la relación entre el soluto y el disolvente así como el tiempo
de extracción al utilizar este método.
� Se recomienda estudiar el uso de los residuos de la pulpa después
de la extracción es decir, la pulpa de café sin aceite, para su
aprovechamiento como fertilizante, efectuando un compostaje
enriquecido con macronutrientes (N, P, K, Ca, Mg) y micronutrientes
(Cu, Fe, Mn, Zn), según sea el caso.
� Fomentar que las instituciones involucradas, brinden apoyo
económico al proyecto, pues este proyecto beneficiaria tanto a los
productores de café como al sector industrial.
REFERENCIAS BIBLIOGRÁFICAS
1. Anzueto, F. (Marzo,1985) “Mejoramiento genético y variedades de
café”, Revista Cafetalera, Anacafé. Guatemala.
2. Braham, J. y Bressani, R., (1978), “Pulpa de café; composición,
tecnología y utilización”. INCAP. Guatemala.
3. Guajardo, G., (2002), “Contabilidad Financiera”, ( 3ª. Edición),
McGraw-Hill, México.
4. Hein, M., (1992), “Química”, Grupo Editorial Iberoamérica S.A.,
impreso en Colombia.
5. Leiva, J. (1988), “Evaluación del degradador enzimático de rastrojos
en la descomposición de la pulpa del café.” Tesis Ing. Agr. Universidad
San Carlos de Guatemala, Facultad de Agronomía, Guatemala.
6. McCabe, W.; Smith, J.; y Harriot, P., (1996), “ Operaciones
Unitarias de Ingeniería Química” (4ta. Edición), McGraw-Hill, México.
7. Orellana, J. (1994), “Conversión de la pulpa del fruto del café en
abono orgánico, por medio de diferentes procesos”, Tesis Ing. Agr.
Universidad Rafael Landívar, Facultad de Ciencias Agrícolas y
Ambientales, Guatemala.
8. Perry, R. y Green, D., (1997) “Manual del Ingeniero Químico”( 7ª.
Edición), II tomos, McGraw-Hill.
9. Porres, C.; Rodas, C.; y Calzada, J. F.; (1987) “Utilización Integral
de los subproductos del café”, Memoria del Tercer Simposio
Internacional, ANACAFE, ICAITI, Guatemala.
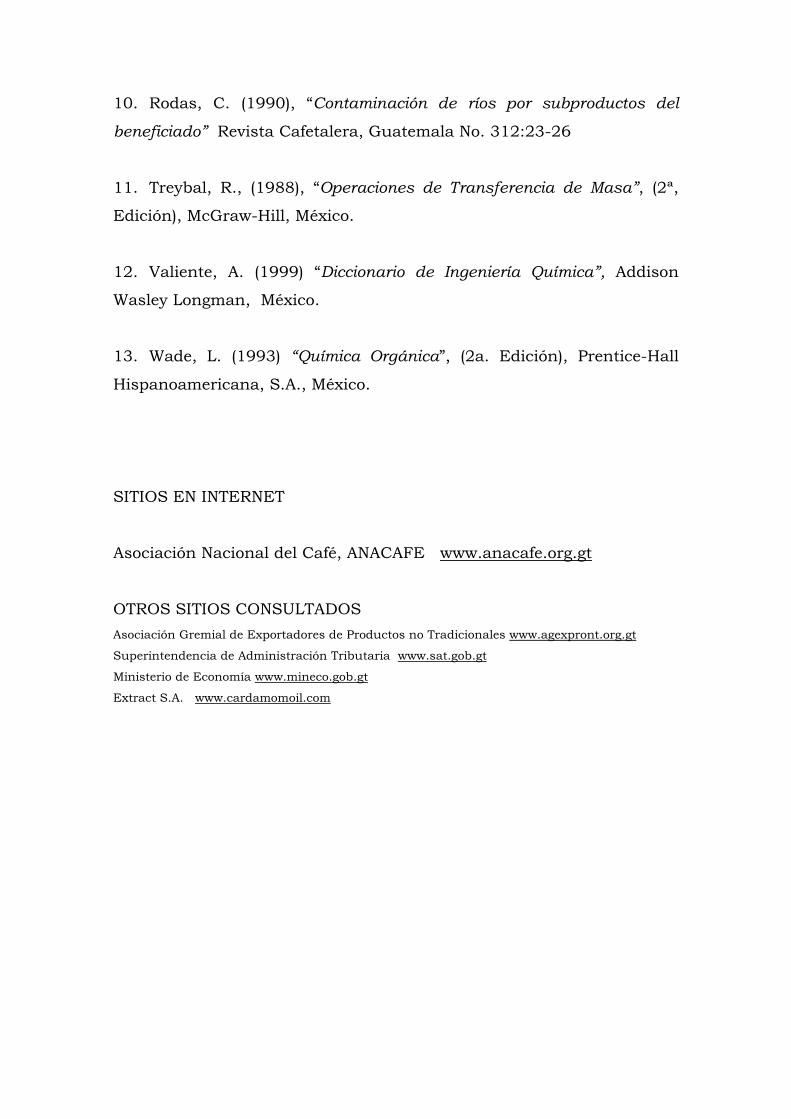
10. Rodas, C. (1990), “Contaminación de ríos por subproductos del
beneficiado” Revista Cafetalera, Guatemala No. 312:23-26
11. Treybal, R., (1988), “Operaciones de Transferencia de Masa”, (2ª,
Edición), McGraw-Hill, México.
12. Valiente, A. (1999) “Diccionario de Ingeniería Química”, Addison
Wasley Longman, México.
13. Wade, L. (1993) “Química Orgánica”, (2a. Edición), Prentice-Hall
Hispanoamericana, S.A., México.
SITIOS EN INTERNET
Asociación Nacional del Café, ANACAFE www.anacafe.org.gt
OTROS SITIOS CONSULTADOS
Asociación Gremial de Exportadores de Productos no Tradicionales www.agexpront.org.gt
Superintendencia de Administración Tributaria www.sat.gob.gt
Ministerio de Economía www.mineco.gob.gt
Extract S.A. www.cardamomoil.com
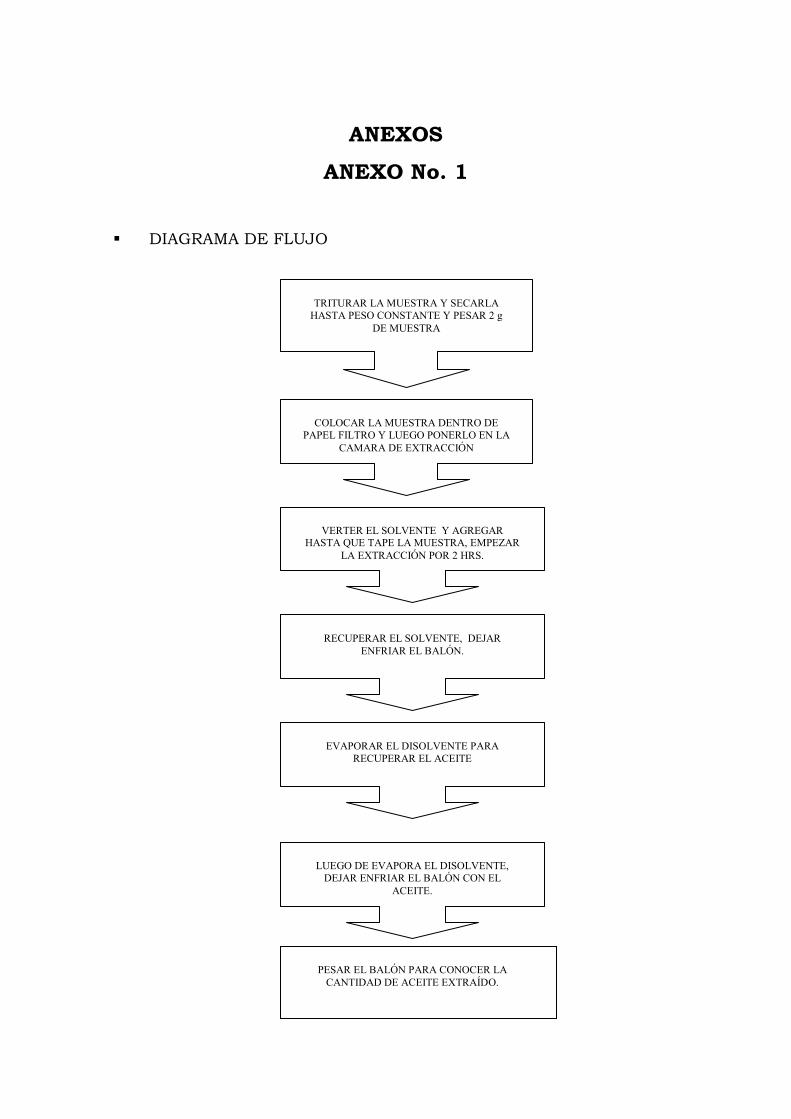
ANEXOS
ANEXO No. 1
� DIAGRAMA DE FLUJO
TRITURAR LA MUESTRA Y SECARLA HASTA PESO CONSTANTE Y PESAR 2 g
DE MUESTRA
VERTER EL SOLVENTE Y AGREGAR HASTA QUE TAPE LA MUESTRA, EMPEZAR
LA EXTRACCIÓN POR 2 HRS.
COLOCAR LA MUESTRA DENTRO DE PAPEL FILTRO Y LUEGO PONERLO EN LA
CAMARA DE EXTRACCIÓN
RECUPERAR EL SOLVENTE, DEJAR ENFRIAR EL BALÓN.
EVAPORAR EL DISOLVENTE PARA RECUPERAR EL ACEITE
LUEGO DE EVAPORA EL DISOLVENTE, DEJAR ENFRIAR EL BALÓN CON EL
ACEITE.
PESAR EL BALÓN PARA CONOCER LA CANTIDAD DE ACEITE EXTRAÍDO.
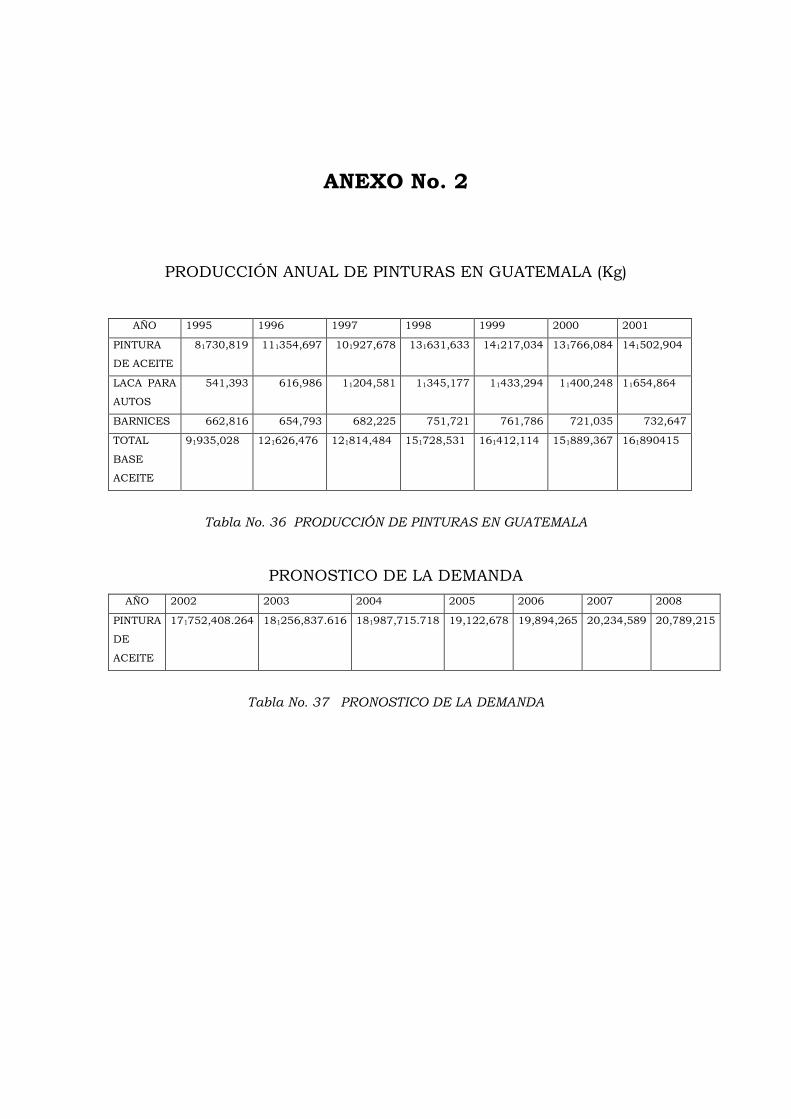
ANEXO No. 2
PRODUCCIÓN ANUAL DE PINTURAS EN GUATEMALA (Kg)
AÑO 1995 1996 1997 1998 1999 2000 2001
PINTURA
DE ACEITE
81730,819 111354,697 101927,678 131631,633 141217,034 131766,084 141502,904
LACA PARA
AUTOS
541,393 616,986 11204,581 11345,177 11433,294 11400,248 11654,864
BARNICES 662,816 654,793 682,225 751,721 761,786 721,035 732,647
TOTAL
BASE
ACEITE
91935,028 121626,476 121814,484 151728,531 161412,114 151889,367 161890415
Tabla No. 36 PRODUCCIÓN DE PINTURAS EN GUATEMALA
PRONOSTICO DE LA DEMANDA
AÑO 2002 2003 2004 2005 2006 2007 2008
PINTURA
DE
ACEITE
171752,408.264 181256,837.616 181987,715.718 19,122,678 19,894,265 20,234,589 20,789,215
Tabla No. 37 PRONOSTICO DE LA DEMANDA
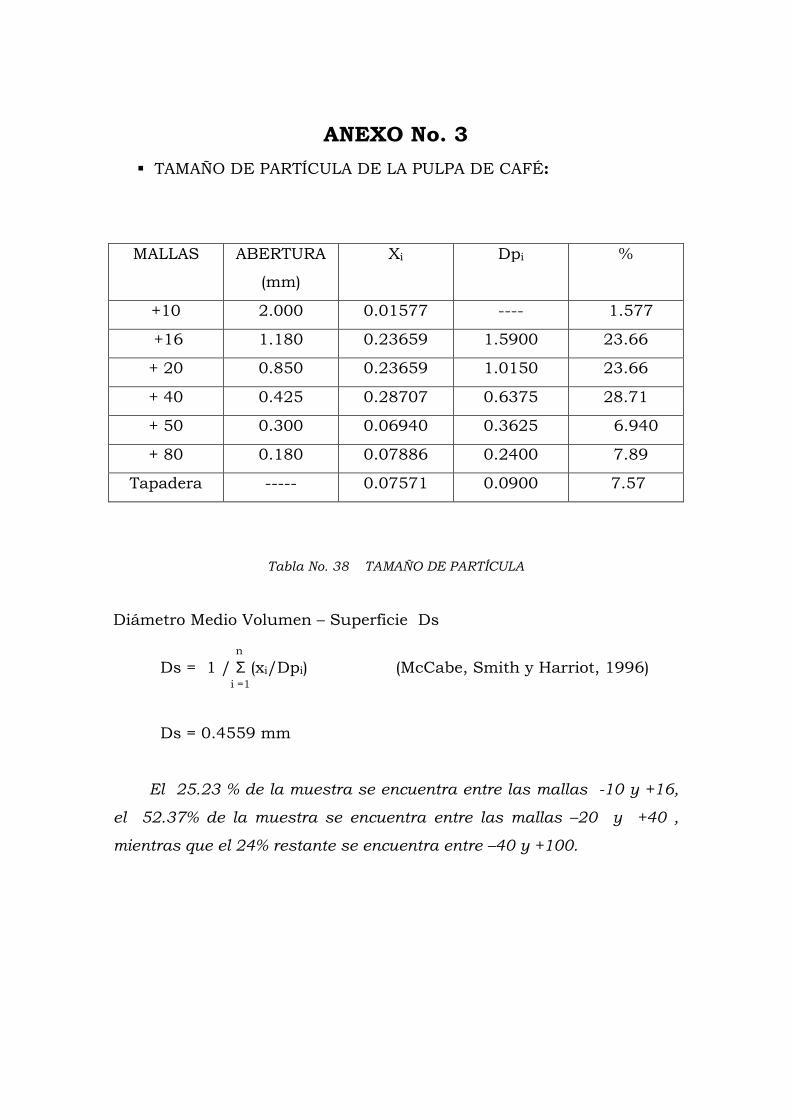
ANEXO No. 3
� TAMAÑO DE PARTÍCULA DE LA PULPA DE CAFÉ:
MALLAS ABERTURA
(mm)
Xi Dpi %
+10 2.000 0.01577 ---- 1.577
+16 1.180 0.23659 1.5900 23.66
+ 20 0.850 0.23659 1.0150 23.66
+ 40 0.425 0.28707 0.6375 28.71
+ 50 0.300 0.06940 0.3625 6.940
+ 80 0.180 0.07886 0.2400 7.89
Tapadera ----- 0.07571 0.0900 7.57
Tabla No. 38 TAMAÑO DE PARTÍCULA
Diámetro Medio Volumen – Superficie Ds
n Ds = 1 / Σ (xi/Dpi) (McCabe, Smith y Harriot, 1996) i =1
Ds = 0.4559 mm
El 25.23 % de la muestra se encuentra entre las mallas -10 y +16,
el 52.37% de la muestra se encuentra entre las mallas –20 y +40 ,
mientras que el 24% restante se encuentra entre –40 y +100.
figura No. 7
TAMAÑO ORIGINAL DE LA PULPA DE CAFÉ
LABORATORIOS DE QUÍMICA URL
figura No. 8
REDUCCIÓN EN EL TAMAÑO DE PARTÍCULA
LABORATORIOS DE QUÍMICA URL
ANEXO No. 4
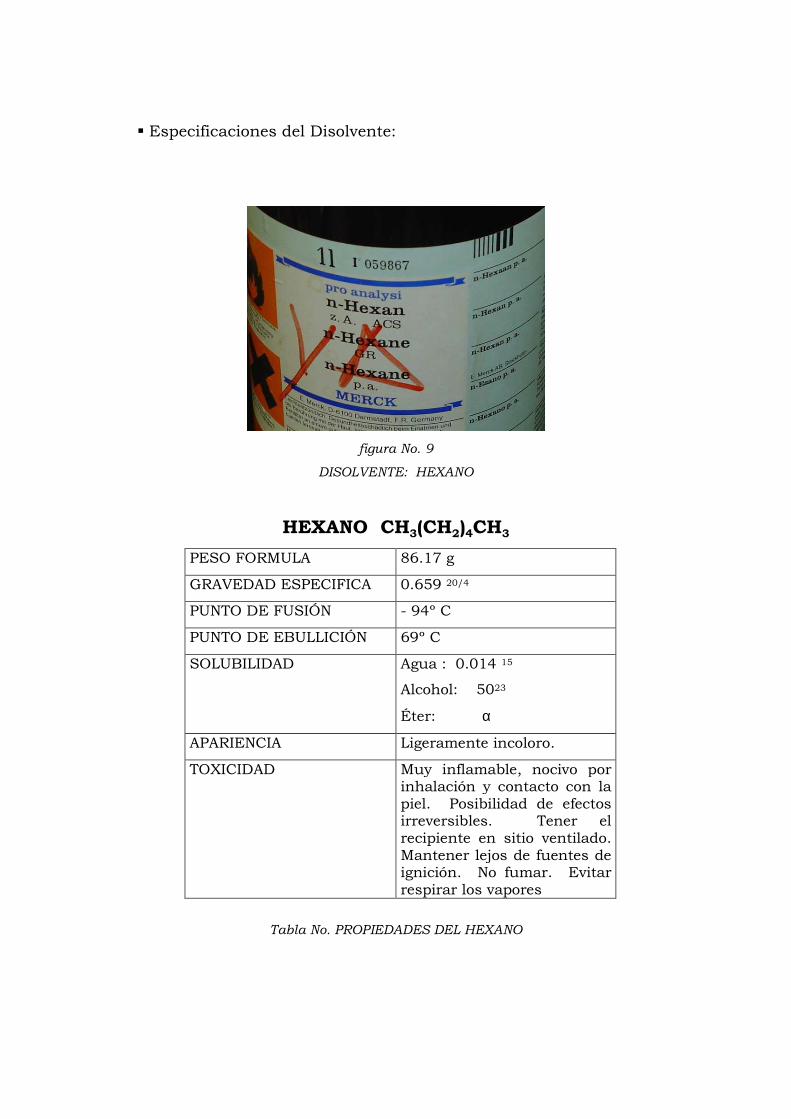
� Especificaciones del Disolvente:
figura No. 9
DISOLVENTE: HEXANO
HEXANO CH3(CH2)4CH3
PESO FORMULA 86.17 g
GRAVEDAD ESPECIFICA 0.659 20/4
PUNTO DE FUSIÓN - 94º C
PUNTO DE EBULLICIÓN 69º C
SOLUBILIDAD Agua : 0.014 15
Alcohol: 5023
Éter: α
APARIENCIA Ligeramente incoloro.
TOXICIDAD Muy inflamable, nocivo por inhalación y contacto con la piel. Posibilidad de efectos irreversibles. Tener el recipiente en sitio ventilado. Mantener lejos de fuentes de ignición. No fumar. Evitar respirar los vapores
Tabla No. PROPIEDADES DEL HEXANO
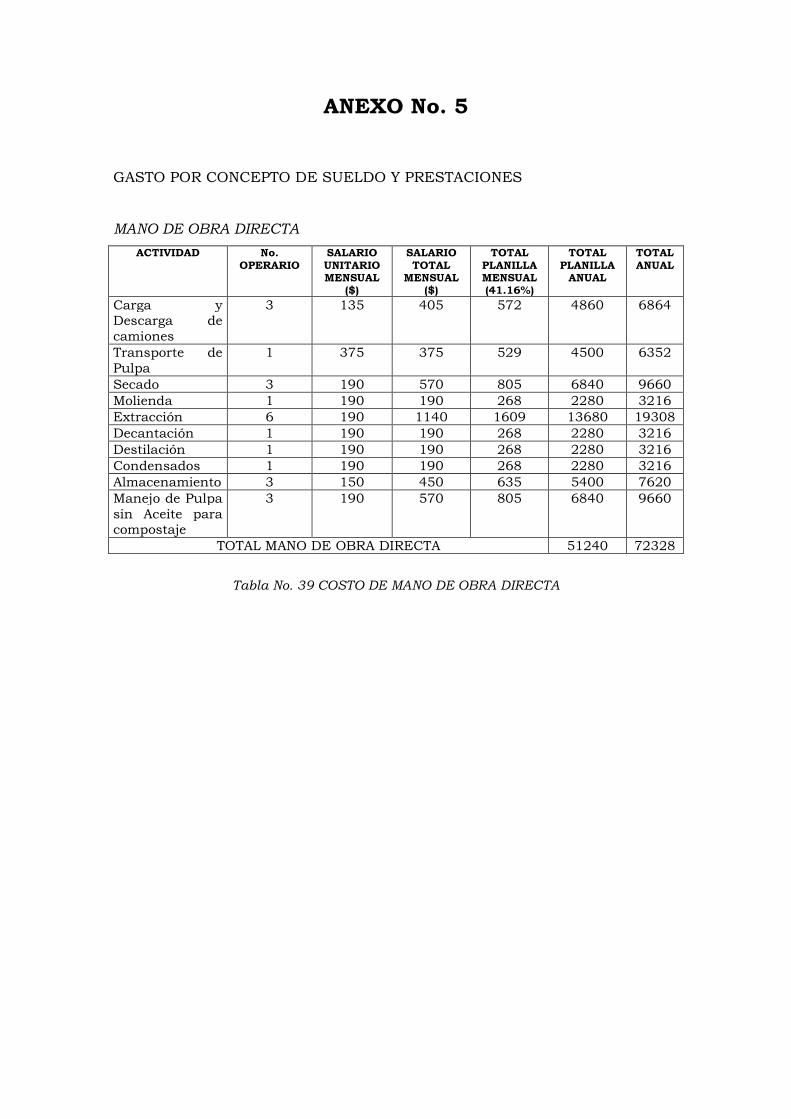
ANEXO No. 5
GASTO POR CONCEPTO DE SUELDO Y PRESTACIONES
MANO DE OBRA DIRECTA
ACTIVIDAD No. OPERARIO
SALARIO UNITARIO MENSUAL
($)
SALARIO TOTAL
MENSUAL ($)
TOTAL PLANILLA MENSUAL (41.16%)
TOTAL PLANILLA ANUAL
TOTAL ANUAL
Carga y Descarga de camiones
3 135 405 572 4860 6864
Transporte de Pulpa
1 375 375 529 4500 6352
Secado 3 190 570 805 6840 9660 Molienda 1 190 190 268 2280 3216 Extracción 6 190 1140 1609 13680 19308 Decantación 1 190 190 268 2280 3216 Destilación 1 190 190 268 2280 3216 Condensados 1 190 190 268 2280 3216 Almacenamiento 3 150 450 635 5400 7620 Manejo de Pulpa sin Aceite para compostaje
3 190 570 805 6840 9660
TOTAL MANO DE OBRA DIRECTA 51240 72328
Tabla No. 39 COSTO DE MANO DE OBRA DIRECTA
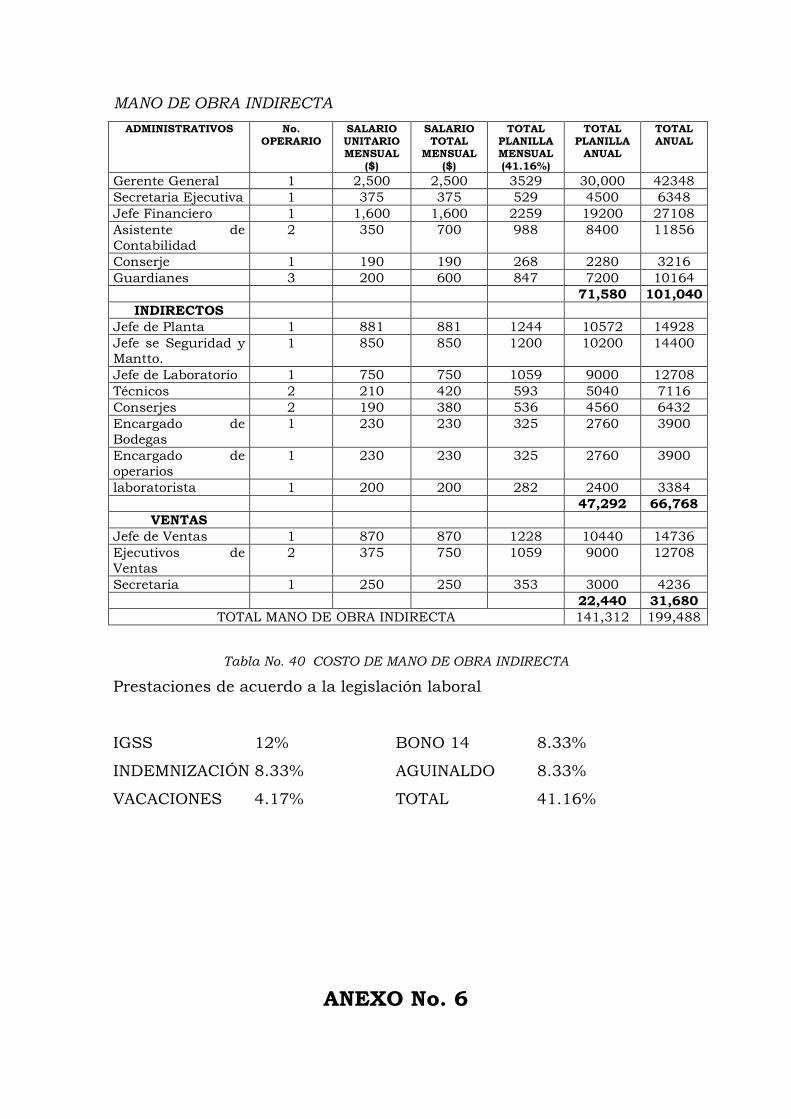
MANO DE OBRA INDIRECTA
ADMINISTRATIVOS No. OPERARIO
SALARIO UNITARIO MENSUAL
($)
SALARIO TOTAL
MENSUAL ($)
TOTAL PLANILLA MENSUAL (41.16%)
TOTAL PLANILLA ANUAL
TOTAL ANUAL
Gerente General 1 2,500 2,500 3529 30,000 42348 Secretaria Ejecutiva 1 375 375 529 4500 6348 Jefe Financiero 1 1,600 1,600 2259 19200 27108 Asistente de Contabilidad
2 350 700 988 8400 11856
Conserje 1 190 190 268 2280 3216 Guardianes 3 200 600 847 7200 10164
71,580 101,040 INDIRECTOS
Jefe de Planta 1 881 881 1244 10572 14928 Jefe se Seguridad y Mantto.
1 850 850 1200 10200 14400
Jefe de Laboratorio 1 750 750 1059 9000 12708 Técnicos 2 210 420 593 5040 7116 Conserjes 2 190 380 536 4560 6432 Encargado de Bodegas
1 230 230 325 2760 3900
Encargado de operarios
1 230 230 325 2760 3900
laboratorista 1 200 200 282 2400 3384 47,292 66,768
VENTAS Jefe de Ventas 1 870 870 1228 10440 14736 Ejecutivos de Ventas
2 375 750 1059 9000 12708
Secretaria 1 250 250 353 3000 4236 22,440 31,680
TOTAL MANO DE OBRA INDIRECTA 141,312 199,488
Tabla No. 40 COSTO DE MANO DE OBRA INDIRECTA
Prestaciones de acuerdo a la legislación laboral
IGSS 12% BONO 14 8.33%
INDEMNIZACIÓN 8.33% AGUINALDO 8.33%
VACACIONES 4.17% TOTAL 41.16%
ANEXO No. 6
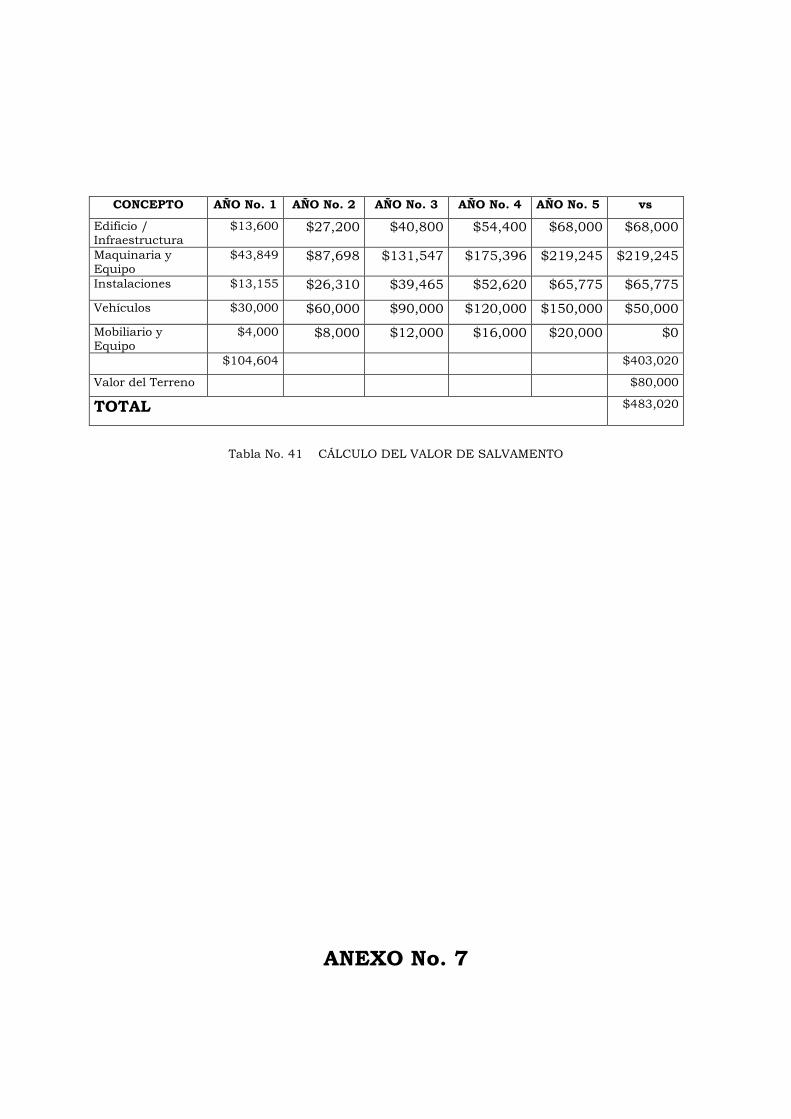
CONCEPTO AÑO No. 1 AÑO No. 2 AÑO No. 3 AÑO No. 4 AÑO No. 5 vs
Edificio / Infraestructura
$13,600 $27,200 $40,800 $54,400 $68,000 $68,000
Maquinaria y Equipo
$43,849 $87,698 $131,547 $175,396 $219,245 $219,245
Instalaciones $13,155 $26,310 $39,465 $52,620 $65,775 $65,775
Vehículos $30,000 $60,000 $90,000 $120,000 $150,000 $50,000
Mobiliario y Equipo
$4,000 $8,000 $12,000 $16,000 $20,000 $0
$104,604 $403,020
Valor del Terreno $80,000
TOTAL $483,020
Tabla No. 41 CÁLCULO DEL VALOR DE SALVAMENTO
ANEXO No. 7
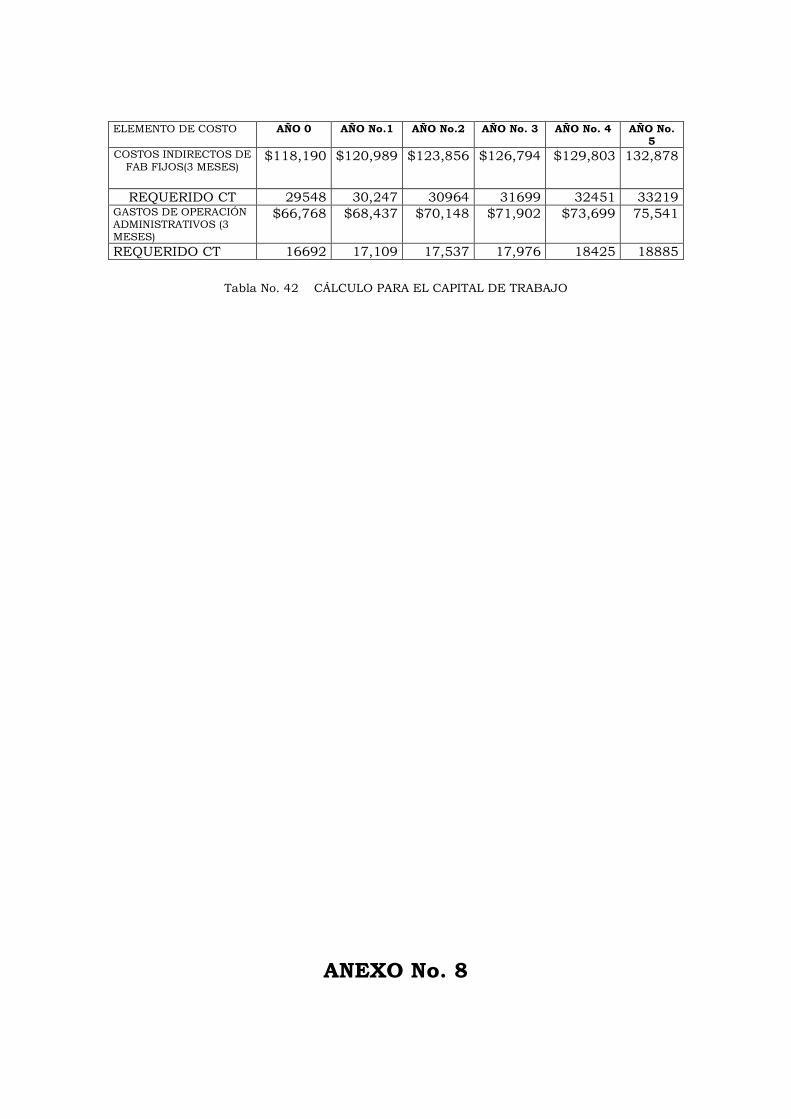
ELEMENTO DE COSTO AÑO 0 AÑO No.1 AÑO No.2 AÑO No. 3 AÑO No. 4 AÑO No. 5
COSTOS INDIRECTOS DE FAB FIJOS(3 MESES)
$118,190 $120,989 $123,856 $126,794 $129,803 132,878
REQUERIDO CT 29548 30,247 30964 31699 32451 33219 GASTOS DE OPERACIÓN ADMINISTRATIVOS (3 MESES)
$66,768 $68,437 $70,148 $71,902 $73,699 75,541
REQUERIDO CT 16692 17,109 17,537 17,976 18425 18885
Tabla No. 42 CÁLCULO PARA EL CAPITAL DE TRABAJO
ANEXO No. 8
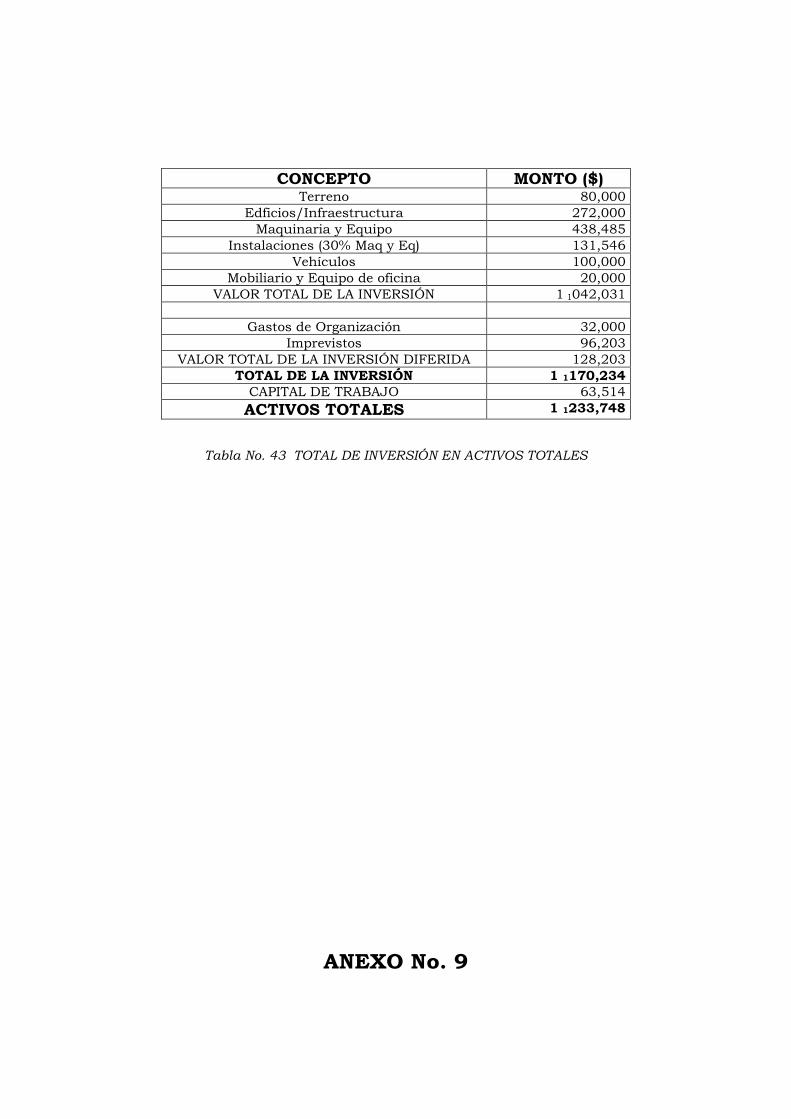
CONCEPTO MONTO ($) Terreno 80,000
Edficios/Infraestructura 272,000 Maquinaria y Equipo 438,485
Instalaciones (30% Maq y Eq) 131,546 Vehículos 100,000
Mobiliario y Equipo de oficina 20,000 VALOR TOTAL DE LA INVERSIÓN 1 1042,031
Gastos de Organización 32,000
Imprevistos 96,203 VALOR TOTAL DE LA INVERSIÓN DIFERIDA 128,203
TOTAL DE LA INVERSIÓN 1 1170,234 CAPITAL DE TRABAJO 63,514
ACTIVOS TOTALES 1 1233,748
Tabla No. 43 TOTAL DE INVERSIÓN EN ACTIVOS TOTALES
ANEXO No. 9
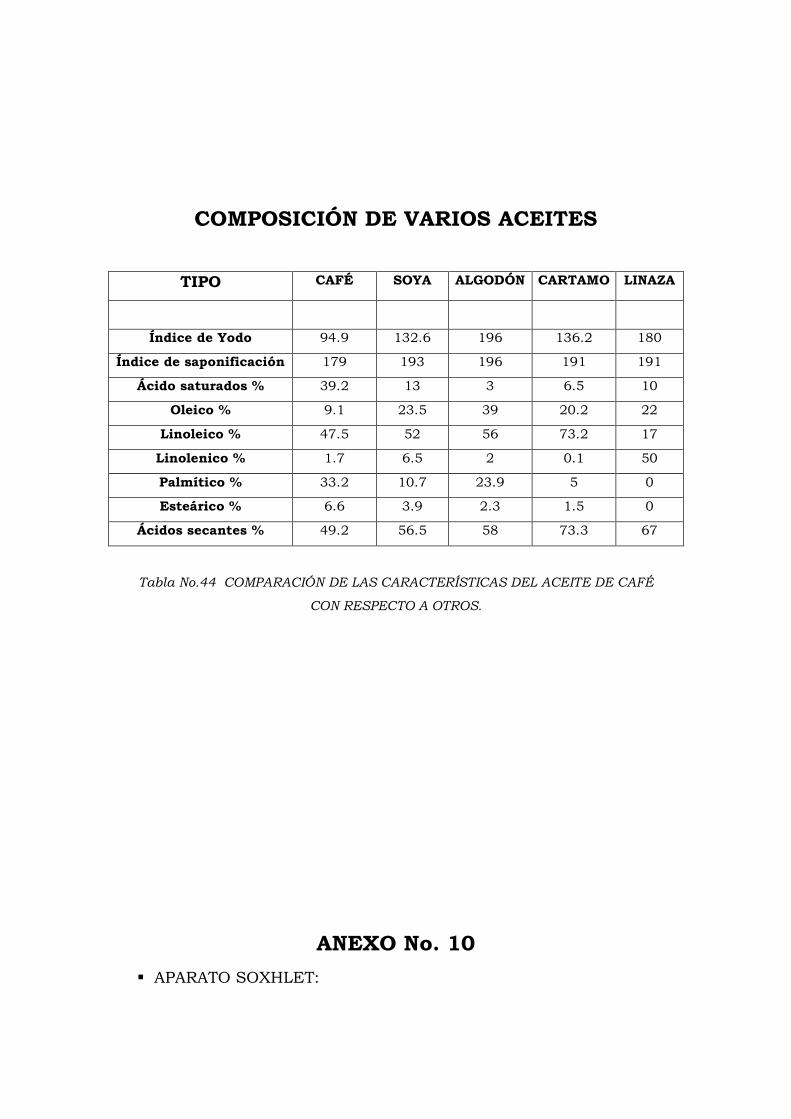
COMPOSICIÓN DE VARIOS ACEITES
TIPO CAFÉ SOYA ALGODÓN CARTAMO LINAZA
Índice de Yodo 94.9 132.6 196 136.2 180
Índice de saponificación 179 193 196 191 191
Ácido saturados % 39.2 13 3 6.5 10
Oleico % 9.1 23.5 39 20.2 22
Linoleico % 47.5 52 56 73.2 17
Linolenico % 1.7 6.5 2 0.1 50
Palmítico % 33.2 10.7 23.9 5 0
Esteárico % 6.6 3.9 2.3 1.5 0
Ácidos secantes % 49.2 56.5 58 73.3 67
Tabla No.44 COMPARACIÓN DE LAS CARACTERÍSTICAS DEL ACEITE DE CAFÉ
CON RESPECTO A OTROS.
ANEXO No. 10
� APARATO SOXHLET:
figura No. 10
BALÓN EN LA MANTILLA DE CALENTAMIENTO
LABORATORIOS DE QUÍMICA URL
figura No. 11
CAMARA DE EXTRACCIÓN
LABORATORIOS DE QUÍMICA URL
figura No. 12
CONDENSADOR
LABORATORIOS DE QUÍMICA URL
figura No. 13
APARATO SOXHLET
LABORATORIOS DE QUÍMICA URL
ANEXO No. 11
GLOSARIO
ACIDO GRASO: Se le llama así a los ácidos carboxílicos de cadena recta
y larga, de 12 a 20 átomos de carbono. (Valiente, 1990)
ACEITE: Líquido viscoso compuesto por triglicéridos, se diferencian de
las grasas porque a temperatura ambiente se encuentran en estado
líquido. (Valiente, 1990)
CELULOSA Polímero natural más común e importante; constituye el
sostén de las células vegetales. Se constituye por cadenas lineales de
moléculas de glucosa unidas entre sí. (Valiente, 1990)
COMPOSTAJE: Es el proceso biológico aeróbico, mediante el cual los
microorganismos actúan sobre la materia rápidamente biodegradable
(restos de cosecha, excrementos de animales y residuos urbanos),
permitiendo obtener "compost", abono excelente para la agricultura.
(Valiente, 1990)
COSTEO POR ABSORCIÓN: Método de costeo en el que los gastos
indirectos de fabricación y todos los gastos fijos de fabricación se
incluyen como inventariables. Forman parte del costo de ventas del
producto. (Guajardo, 2002)
COSTEO DIRECTO Método de costeo en el cual todos los costos
variables de producción se incluyen como costos inventariables.
(Guajardo, 2002)
COSTO PRIMO Se conforma por el costo de Mano de Obra Directa,
materia prima directa y Material de Empaque, es decir, los tres
elementos básicos que conforman el producto; siendo el rubro más
importante de los costos variables. (Guajardo, 2002)
COSTOS FIJOS Son los costos que no varían con el volumen de
producción, lo cual significa que no son dependientes del volumen de
unidades producidas. (Guajardo, 2002)
DEMANDA Es la cantidad de un bien que los consumidores desean y
pueden comprar a un precio dado en un período dado. (Valiente, 1990)
DENSIDAD RELATIVA Es la relación de una sustancia con respecto a la
densidad de una sustancia de referencia. En el caso de sólidos y
líquidos la sustancia de referencia es el agua y en el de los gases es el
aire. Es adimensional. (Valiente, 1990)
ENDOCARPIO También conocido como cascarilla o pergamino, éste no
es un desecho significativo, pues generalmente no se tira al agua, está
formado principalmente por celulosa. (Porres, Rodas y Calzada, 1987)
ESOCARPIO Llamado también Pulpa. Es el desecho más molesto y en
mayor volumen, puesto que representa el 40% en peso total del fruto,
en algunos beneficios se recolecta la pulpa, pero en la mayoría de éstos
no se cuenta aún con los dispositivos adecuados para su manejo y
disposición. (Porres, Rodas y Calzada, 1987)
ESTERIFICACIÓN Es un ácido graso que se une a un alcohol mediante
un enlace covalente, formando un éster y liberándose una molécula de
agua. (Wade, 1993)
GRAVEDAD ESPECIFICA Término utilizado erróneamente para
designar a la Densidad Relativa. (Valiente, 1990)
MESOCARPIO Se forma de los azúcares y mucílagos, que puede
aprovecharse en la Industria Alimenticia, por ejemplo en: Levaduras y
azúcares, Pectinas, Ácido péctico, Melaza, Alcohol, etc. (Porres, Rodas y
Calzada, 1987)
ORGANOLÉPTICO Dícese de cualquier método para ensayar o señalar
sistemáticamente los efectos de una sustancia sobre los sentidos
humanos, particularmente el gusto o el olfato. (Valiente, 1990)
PAPEL FILTRO Papel empleado para filtrar y recoger precipitados en
análisis cualitativo y cuantitativo. Los papeles filtro se encuentran en el
comercio en diferentes diámetros. (Valiente, 1990)
pH Símbolo con el que se representa el logaritmo negativo de la
concentración de iones hidrógeno de una solución. La neutralidad
corresponde a pH = 7, la acidez a un pH menor de 7 y la alcalinidad a
uno mayor de 7. (Valiente, 1990)
PULPA Ver Esocarpio.
PUNTO DE INFLAMACIÓN Temperatura a la cual se produce un
chispazo cuando se pasa una llama sobre la boca de un recipiente
estándar. Propiedad de los combustibles que se manifiesta cuando se
aumenta gradualmente la temperatura de éstos. Es un índice de la
volatilidad del aceite o del líquido. Se usa para indicar los peligros de
ignición que se tienen al manejar combustibles líquidos. (Valiente,
1990)
SAPONIFICACIÓN Es una reacción típica de los ácidos grasos en la cual
reaccionan con álcalis y dan lugar a una sal de ácido graso que se
denomina jabón. (Wade, 1993)
SOLUCIÓN Líquido que contiene en fase homogénea un sólido, un gas u
otro líquido. En ocasiones también recibe el nombre de disolución.
(Hein, 1992)
SOLVENTE Es un líquido capaz de disolver otros materiales ya sea
sólidos, líquidos o gases para formar una solución. (Wade, 1993)
TASA MÍNIMA ATRACTIVA DE RETORNO Valor mínimo de la tasa de
retorno para que una alternativa sea financieramente viable. Se conoce
como el costo de capital y se calcula como un promedio ponderado de
los costos componentes del capital invertido en el proyecto. (Guajardo,
2002)
TASA INTERNA DE RETORNO Tasa de interés real generada por la
inversión en un proyecto. Esta tasa es la que equilibra exactamente los
flujos de efectivo positivos y negativos generados a lo largo de la vida del
proyecto. (Guajardo, 2002)