Embed Size (px)
Citation preview

ESTIMACIÓN DE COSTOSDE MANUFACTURA

COSTOS DE MANUFACTURA
Los costos asociados con la operación diaria de una planta químicadeben ser estimados antes de que la viabillidad de un procesopropuesto pueda ser valorada.
A fin de estimar los costos de manufactura , necesitamos informaciónprovista en el PDF, una estimación del capital fijo de inversión y unestimativo del número de operadores que se requieren para operar laplanta.
Los costos de manufactura se expresan en unidades de dólares porunidad de tiempo
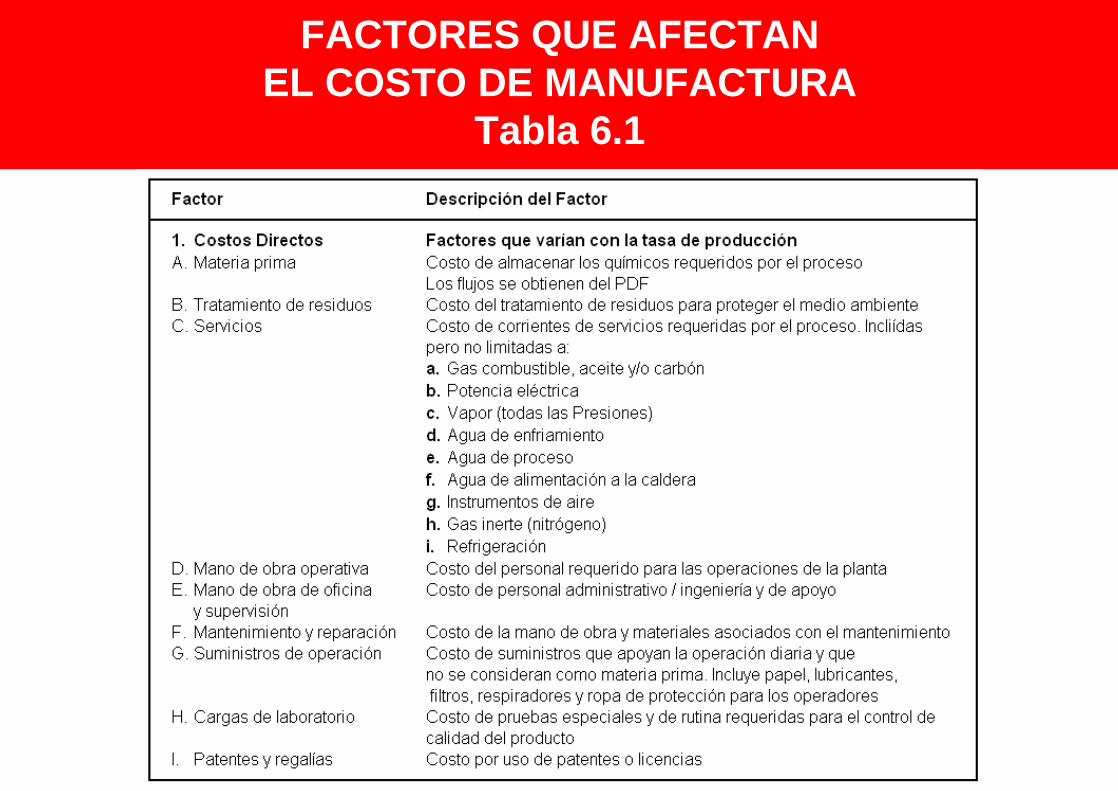
FACTORES QUE AFECTANEL COSTO DE MANUFACTURA
Tabla 6.1
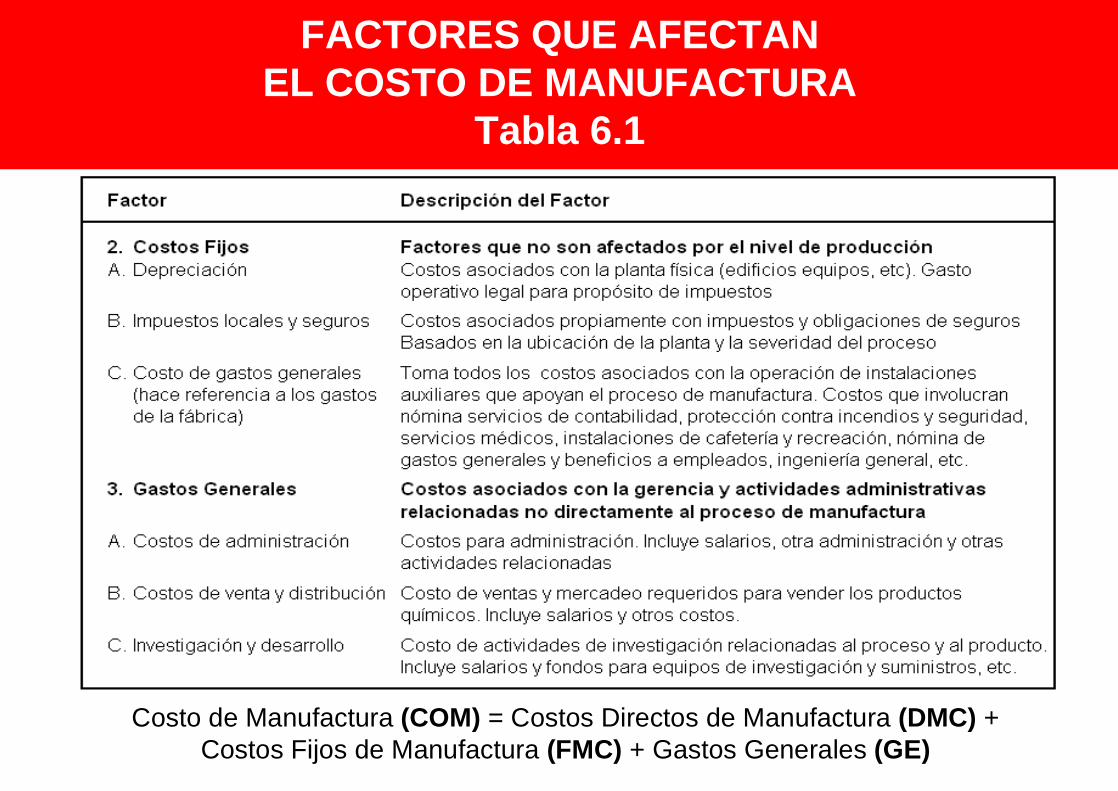
FACTORES QUE AFECTANEL COSTO DE MANUFACTURA
Tabla 6.1
Costo de Manufactura (COM) = Costos Directos de Manufactura (DMC) +Costos Fijos de Manufactura (FMC) + Gastos Generales (GE)
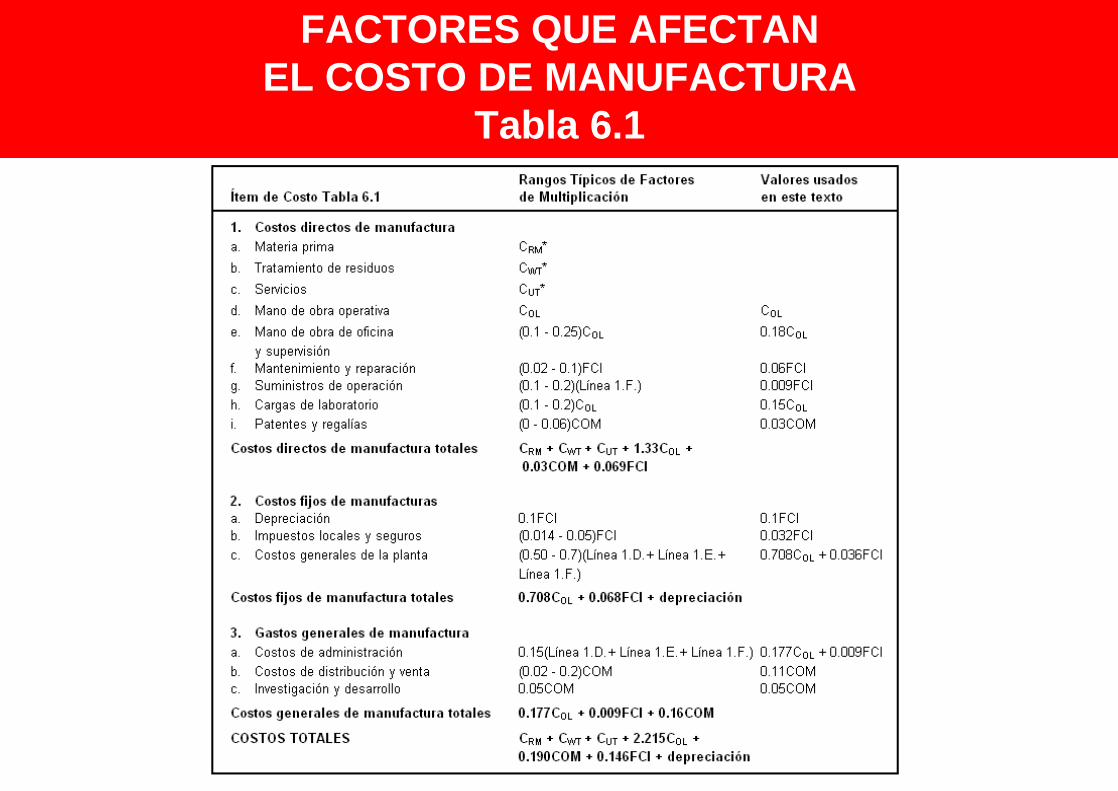
FACTORES QUE AFECTANEL COSTO DE MANUFACTURA
Tabla 6.1
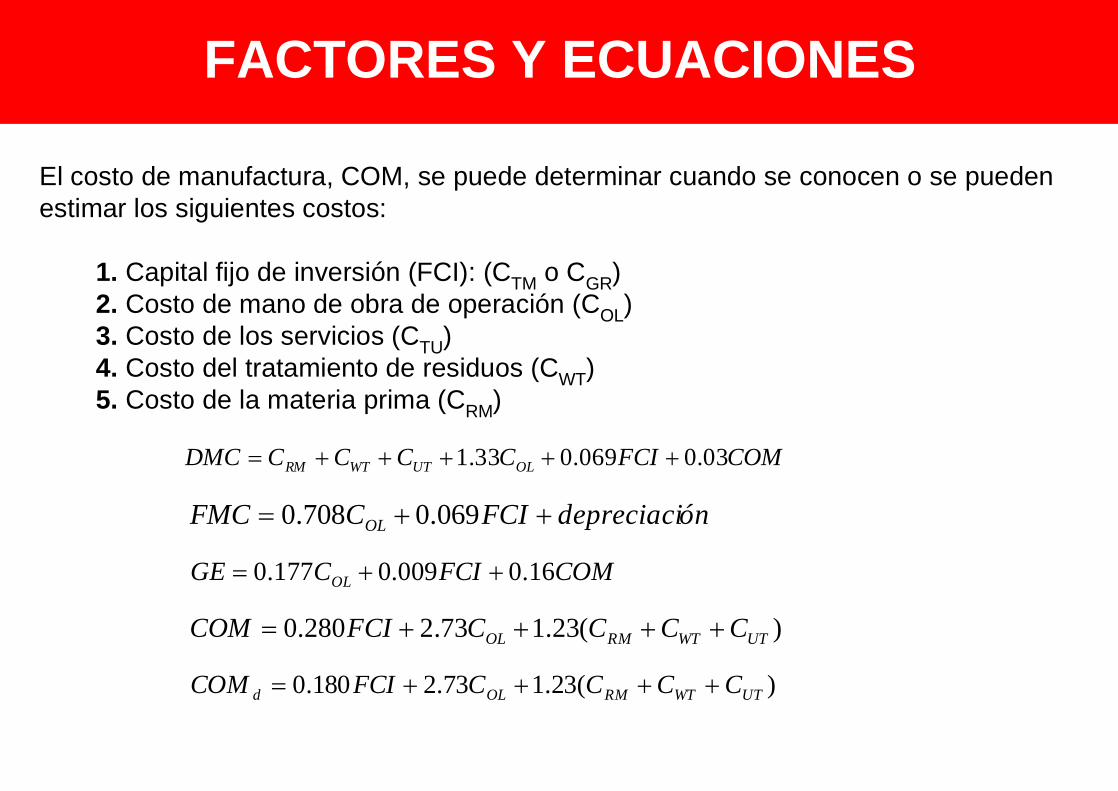
FACTORES Y ECUACIONES
El costo de manufactura, COM, se puede determinar cuando se conocen o se puedenestimar los siguientes costos:
1. Capital fijo de inversión (FCI): (CTM o CGR)2. Costo de mano de obra de operación (COL)3. Costo de los servicios (CTU)4. Costo del tratamiento de residuos (CWT)5. Costo de la materia prima (CRM)
COMFCICCCCDMC OLUTWTRM 03.0069.033.1
óndepreciaciFCICFMC OL 069.0708.0
COMFCICGE OL 16.0009.0177.0
)(23.173.2280.0 UTWTRMOL CCCCFCICOM
)(23.173.2180.0 UTWTRMOLd CCCCFCICOM
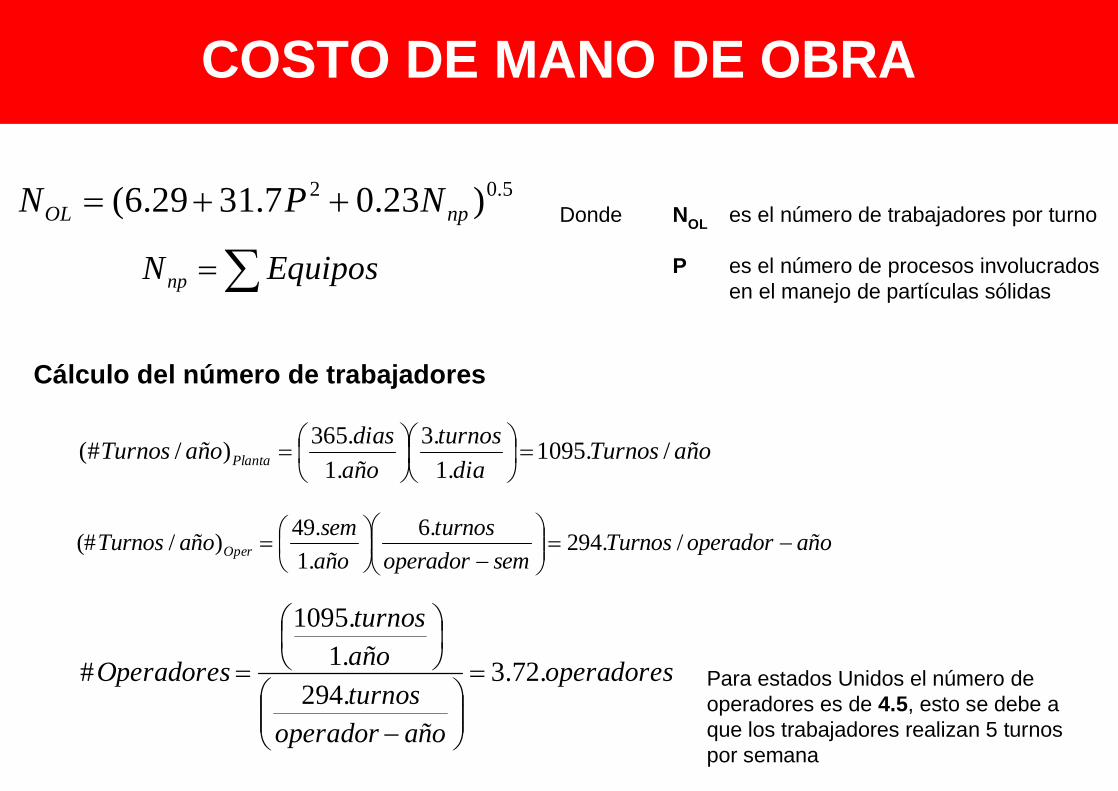
COSTO DE MANO DE OBRA
5.02 )23.07.3129.6( npOL NPN
EquiposNnp
Donde NOL es el número de trabajadores por turno
P es el número de procesos involucradosen el manejo de partículas sólidas
añoTurnosdia
turnosañodiasañoTurnos Planta /.1095
.1.3
.1.365)/(#
añooperadorTurnossemoperador
turnosañosemañoTurnos Oper
/.294.6
.1.49)/(#
operadores
añooperadorturnosañoturnos
Operadores .72.3.294.1.1095
#
Cálculo del número de trabajadores
Para estados Unidos el número deoperadores es de 4.5, esto se debe aque los trabajadores realizan 5 turnospor semana
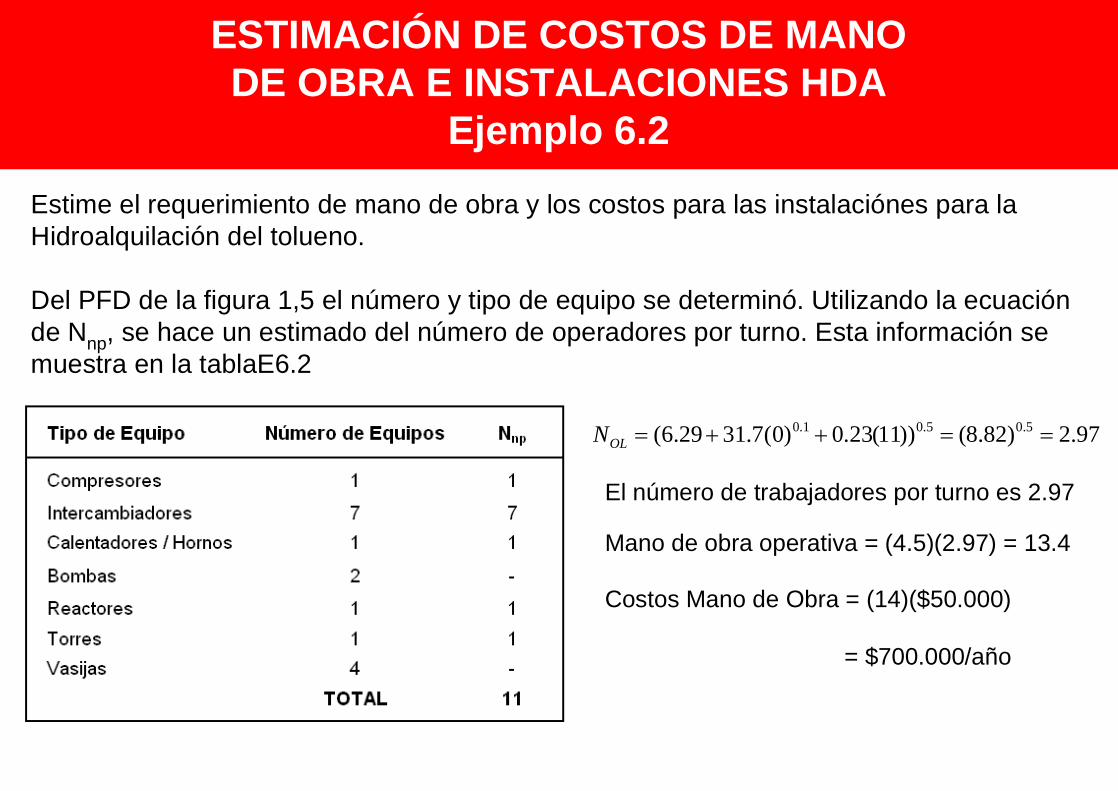
ESTIMACIÓN DE COSTOS DE MANODE OBRA E INSTALACIONES HDA
Ejemplo 6.2
Estime el requerimiento de mano de obra y los costos para las instalaciónes para laHidroalquilación del tolueno.
Del PFD de la figura 1,5 el número y tipo de equipo se determinó. Utilizando la ecuaciónde Nnp, se hace un estimado del número de operadores por turno. Esta información semuestra en la tablaE6.2
97.2)82.8())11(23.0)0(7.3129.6( 5.05.01.0 OLN
El número de trabajadores por turno es 2.97
Mano de obra operativa = (4.5)(2.97) = 13.4
Costos Mano de Obra = (14)($50.000)
= $700.000/año
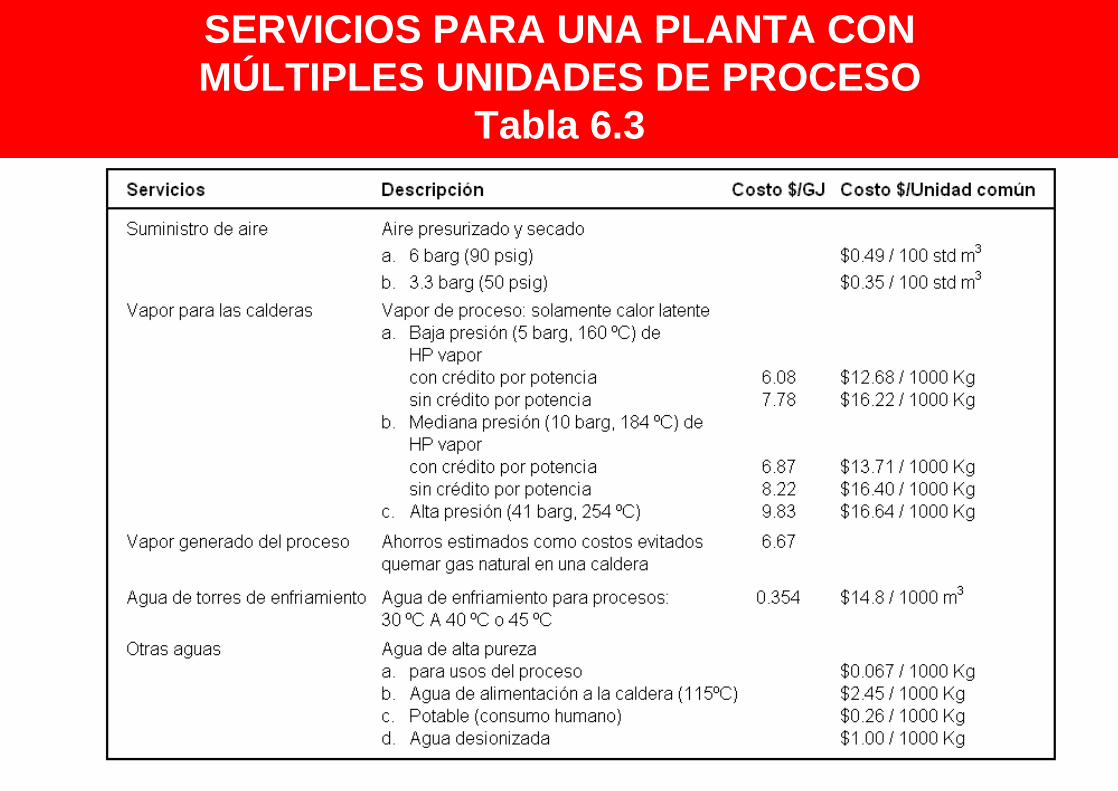
SERVICIOS PARA UNA PLANTA CONMÚLTIPLES UNIDADES DE PROCESO
Tabla 6.3
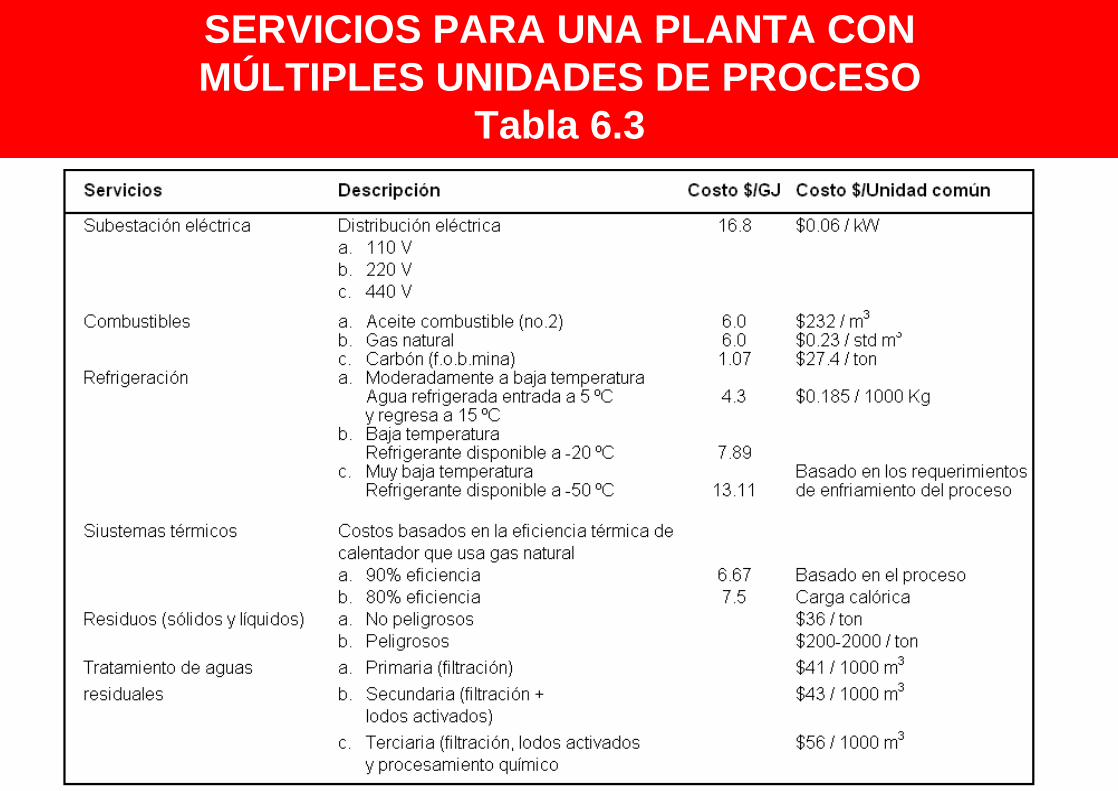
SERVICIOS PARA UNA PLANTA CONMÚLTIPLES UNIDADES DE PROCESO
Tabla 6.3
COSTO DE AGUA DE ENFRIAMIENTOEjemplo 6.3
Estime el costo de servicios para producir una corriente circulante de agua de enfriamiento usandouna torre de enfriamiento mecánica preliminar. Considere una base de 1 GJ/h de energía removidade las unidades de proceso. El flujo de agua de enfriamiento que se requiere para remover estaenergía es m (Kg/h).
Un balance de energía 9101xTCm p
mm 800.41)30404180(
Despejando se tiene que el flujo de agua m = 23923 Kg/h
Para un calor latente para el agua a una temperatura promedio de 35ºC = 2417 kJ/Kg
La cantidad de agua evaporada de la torre, Wtorre hKgHxW
vaptower /.7.413101 9
Esta cantidad corresponde al 1.73% del flujo de agua que circula.
Necesitamos conocer el máximo factor de concentración de sales disueltasin
loop
SS
S
Este factor toma valores típicos entre 3 - 7. Para este ejercicio S = 5
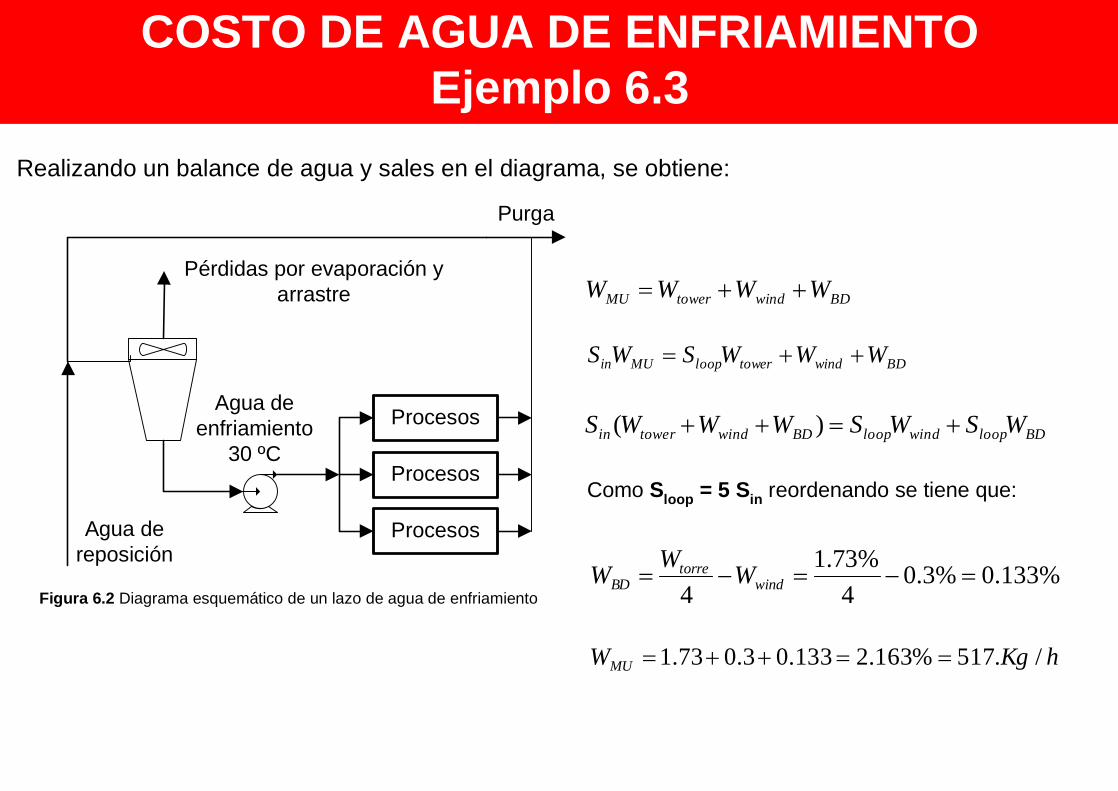
Realizando un balance de agua y sales en el diagrama, se obtiene:
BDwindtowerMU WWWW
BDwindtowerloopMUin WWWSWS
BDloopwindloopBDwindtowerin WSWSWWWS )(
%133.0%3.04
%73.14
windtorre
BD WWW
Como Sloop = 5 Sin reordenando se tiene que:
hKgWMU /.517%163.2133.03.073.1
Procesos
Procesos
ProcesosAgua dereposición
Pérdidas por evaporación yarrastre
Agua deenfriamiento
30 ºC
Purga
Figura 6.2 Diagrama esquemático de un lazo de agua de enfriamiento
COSTO DE AGUA DE ENFRIAMIENTOEjemplo 6.3
kWPAbanico .61.1)041.0)(5.0()337.8)(60(
)2048.2)(23923(
kWPVPBomba .36.2)7.266()3600)(1000(
2392375.01.1
Se estima un caída de presión de 38.7 psi = 266.7 kPa
Usando un costo para electricidad ($0.06 / kW), agua de proceso ($0.067 / 1000 kg) y químicos para el agua dereposición ($0.156 / 1000 kg):
Costo de agua de enfriamiento = costo de electricidad + costo de químicos para agua de reposición + costo de agua de reposición
GJhCCW /354.0$/354.0$1000
)067.0)(3.517(1000
)156.0)(3.517()61.136.2)(06.0(
COSTO DE AGUA DE ENFRIAMIENTOEjemplo 6.3
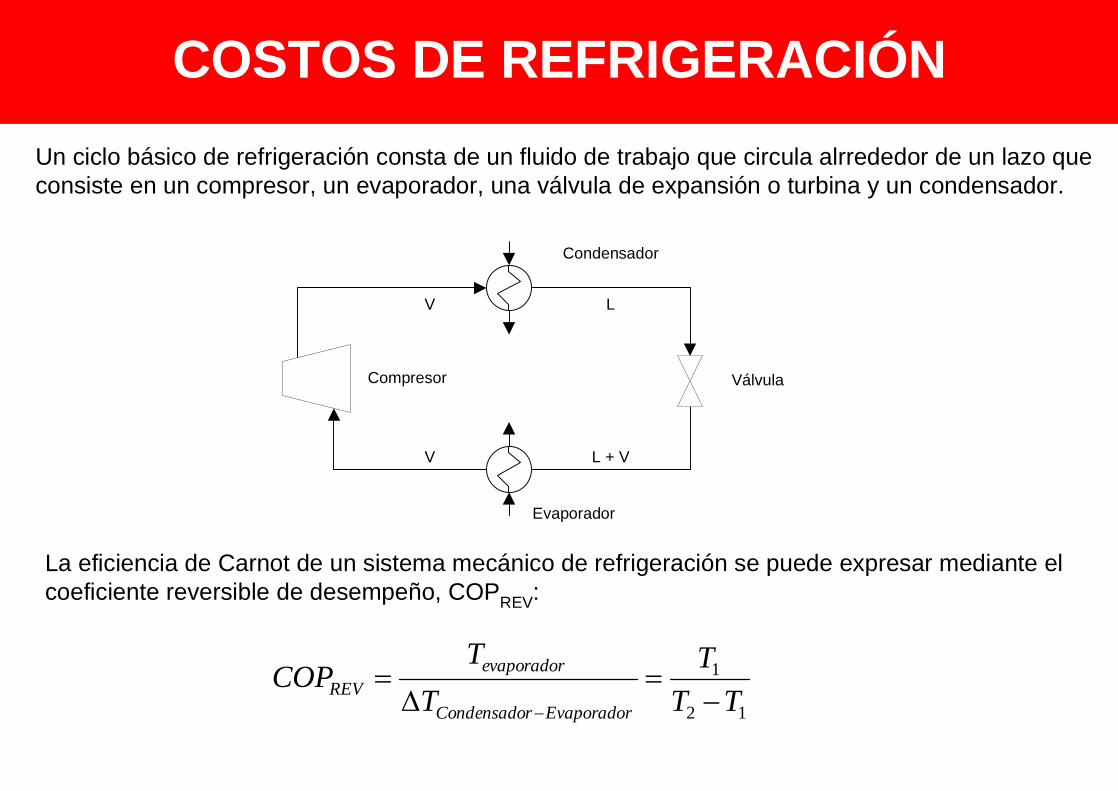
COSTOS DE REFRIGERACIÓNUn ciclo básico de refrigeración consta de un fluido de trabajo que circula alrrededor de un lazo queconsiste en un compresor, un evaporador, una válvula de expansión o turbina y un condensador.
Condensador
Evaporador
VálvulaCompresor
V L
L + VV
La eficiencia de Carnot de un sistema mecánico de refrigeración se puede expresar mediante elcoeficiente reversible de desempeño, COPREV:
12
1
TTT
TT
COPEvaporadorrCondensado
evaporadorREV
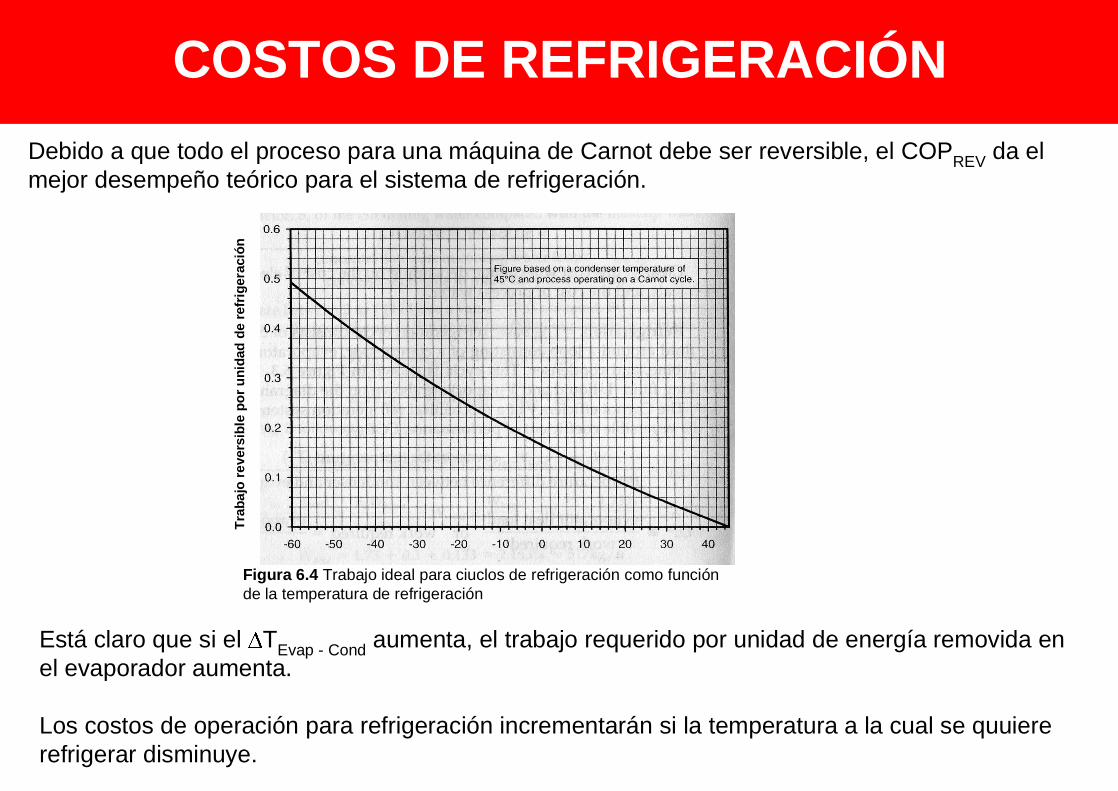
Debido a que todo el proceso para una máquina de Carnot debe ser reversible, el COPREV da elmejor desempeño teórico para el sistema de refrigeración.
COSTOS DE REFRIGERACIÓN
Está claro que si el TEvap - Cond aumenta, el trabajo requerido por unidad de energía removida enel evaporador aumenta.
Los costos de operación para refrigeración incrementarán si la temperatura a la cual se quuiererefrigerar disminuye.
Figura 6.4 Trabajo ideal para ciuclos de refrigeración como funciónde la temperatura de refrigeración
Trab
ajo
reve
rsib
le p
or u
nida
d de
refr
iger
ació
n
ESTIMACIÓN DE SERVICIO DE REFRIGERACIÓN A 5 ºCEjemplo 6.5
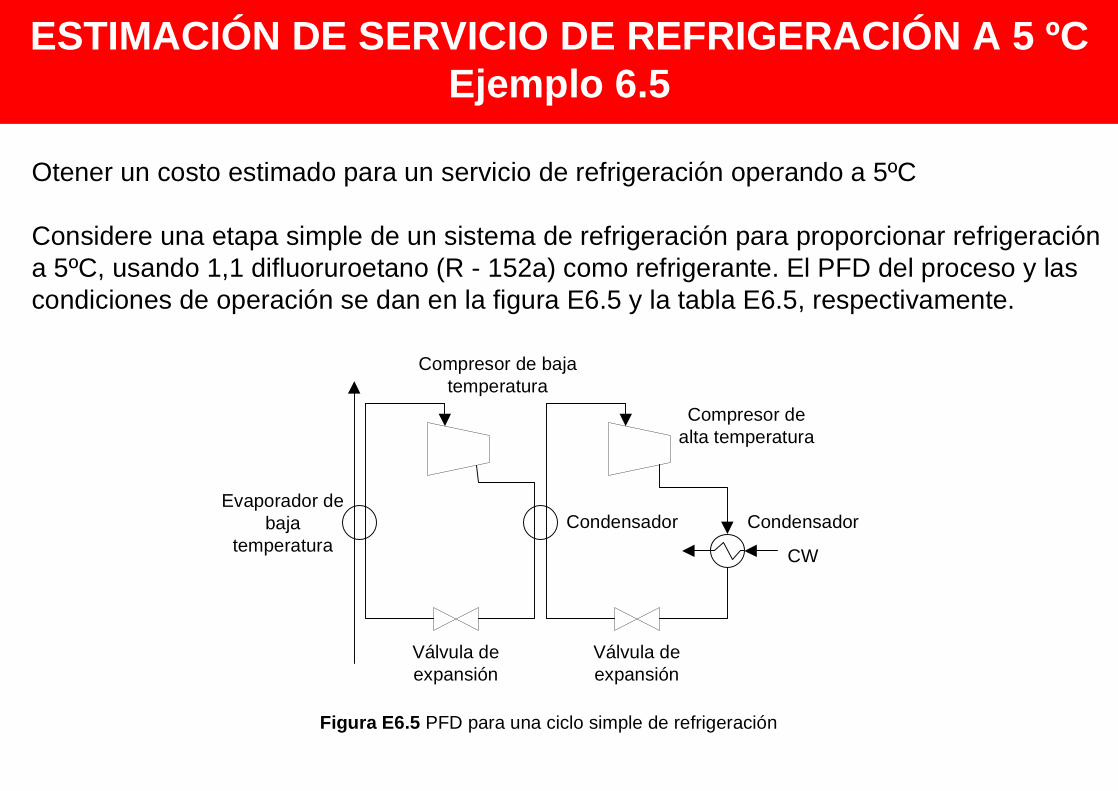
Otener un costo estimado para un servicio de refrigeración operando a 5ºC
Considere una etapa simple de un sistema de refrigeración para proporcionar refrigeracióna 5ºC, usando 1,1 difluoruroetano (R - 152a) como refrigerante. El PFD del proceso y lascondiciones de operación se dan en la figura E6.5 y la tabla E6.5, respectivamente.
Válvula deexpansión
Válvula deexpansión
Evaporador debaja
temperaturaCondensador
Compresor de bajatemperatura
Compresor dealta temperatura
Condensador
CW
Figura E6.5 PFD para una ciclo simple de refrigeración
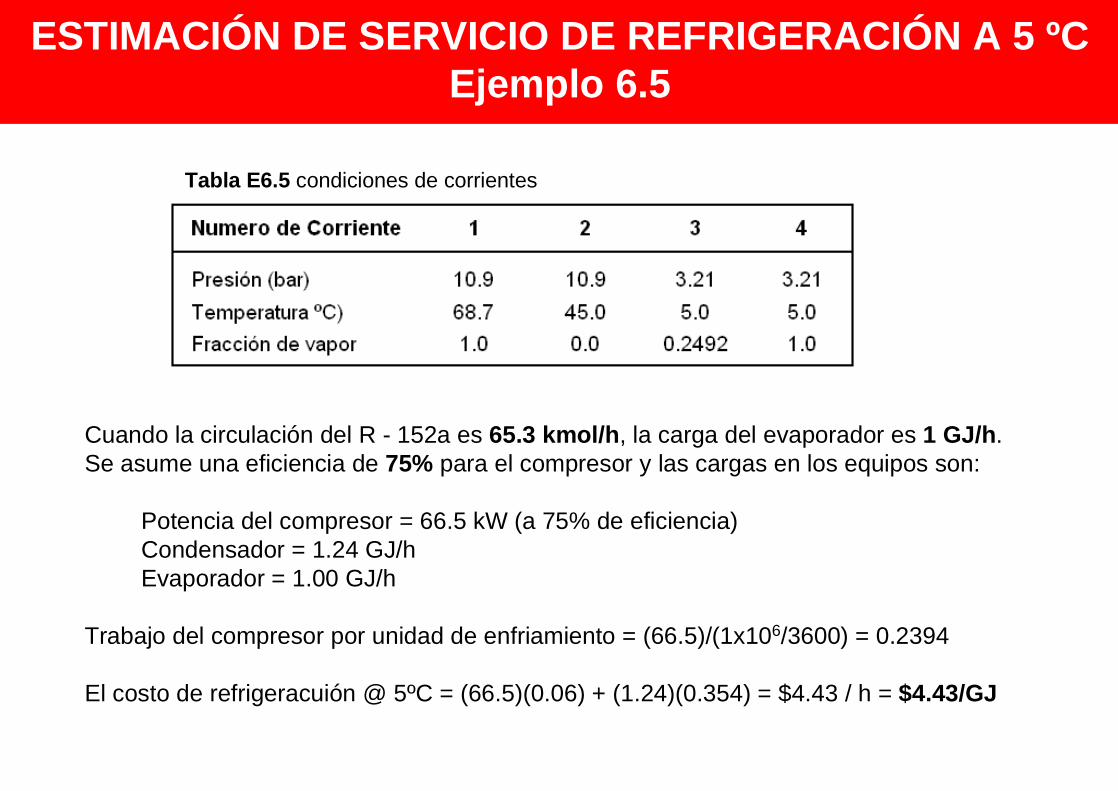
Tabla E6.5 condiciones de corrientes
Cuando la circulación del R - 152a es 65.3 kmol/h, la carga del evaporador es 1 GJ/h.Se asume una eficiencia de 75% para el compresor y las cargas en los equipos son:
Potencia del compresor = 66.5 kW (a 75% de eficiencia)Condensador = 1.24 GJ/hEvaporador = 1.00 GJ/h
Trabajo del compresor por unidad de enfriamiento = (66.5)/(1x106/3600) = 0.2394
El costo de refrigeracuión @ 5ºC = (66.5)(0.06) + (1.24)(0.354) = $4.43 / h = $4.43/GJ
ESTIMACIÓN DE SERVICIO DE REFRIGERACIÓN A 5 ºCEjemplo 6.5
E-12
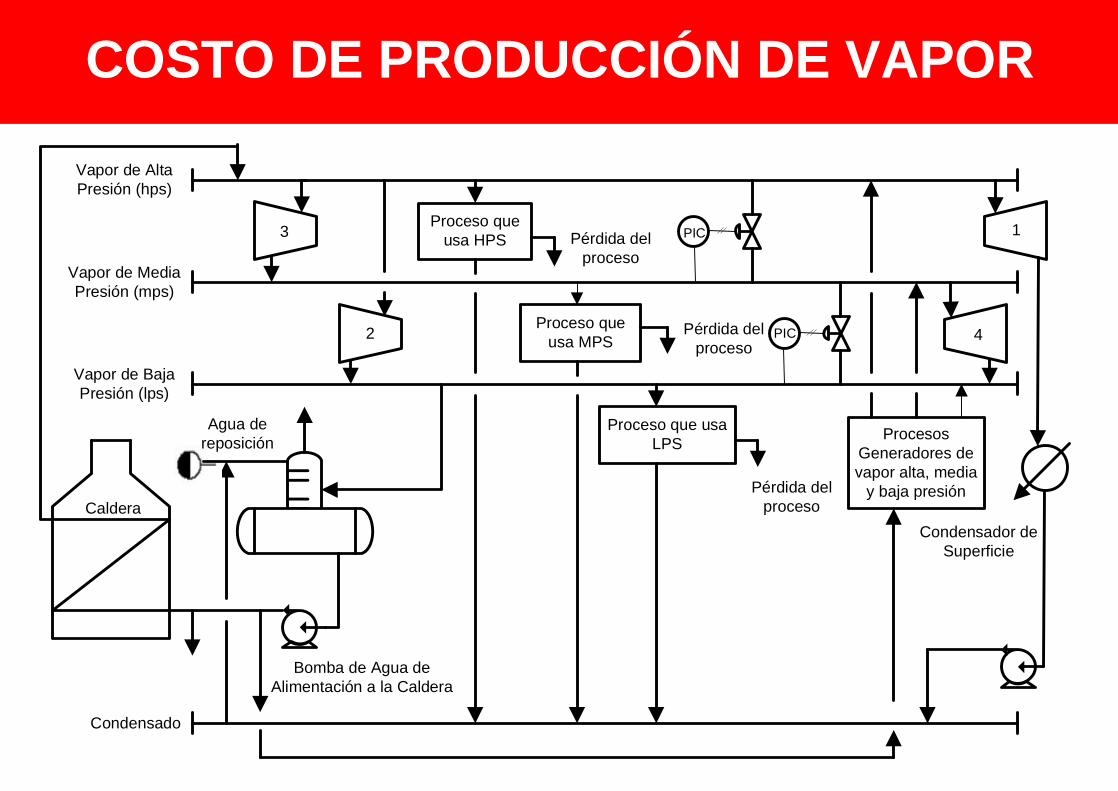
COSTO DE PRODUCCIÓN DE VAPOR
ProcesosGeneradores devapor alta, media
y baja presión
Proceso queusa MPS
Proceso que usaLPS
Proceso queusa HPS
Vapor de AltaPresión (hps)
Vapor de MediaPresión (mps)
Vapor de BajaPresión (lps)
Pérdida delproceso
Pérdida delproceso
Pérdida delproceso
Condensador deSuperficie
Condensado
Caldera
Agua dereposición
2
3 1
4PIC
PIC
Bomba de Agua deAlimentación a la Caldera
Estimación costo de vapor de alta presiónEjemplo 6.6
Determine el costo de producir vapor de alta presión usando una fuente de gas natural lacual tiene un costo de $6/GJ.
Vapor de alta presión (41.0 barg)
Una base de 1000 kg de hps generado a 45.3 bar y 400 ºC [email protected] barg, 400ºC = 3204.3 kJ/kg
@ 41 bar de saturación Tsat = 254 ºC. asuma que la el agua de alimentación a la calderaproviene de un DEAERATOR que opera a una presión de escape de 0.7 barg y Tsat = 115 ºC(10 psig) hBFW = 483 kJ/kg
HBFW-hps = (3204.3 - 483) = 2721.3 kJ/kg
La energía requerida para producir hps = (2721.3)(1000) = 2.721 GJ
Debido a esto el hps es sobrecalentado, podemos producir mas que 1000 kg de vapor saturado deeste. A fin de sobrecalentar este vapor, se añade BFW para producir vapor saturado @ 41.0 barg(h = 2797.6 kJ/kg). Ver figura E6.6.
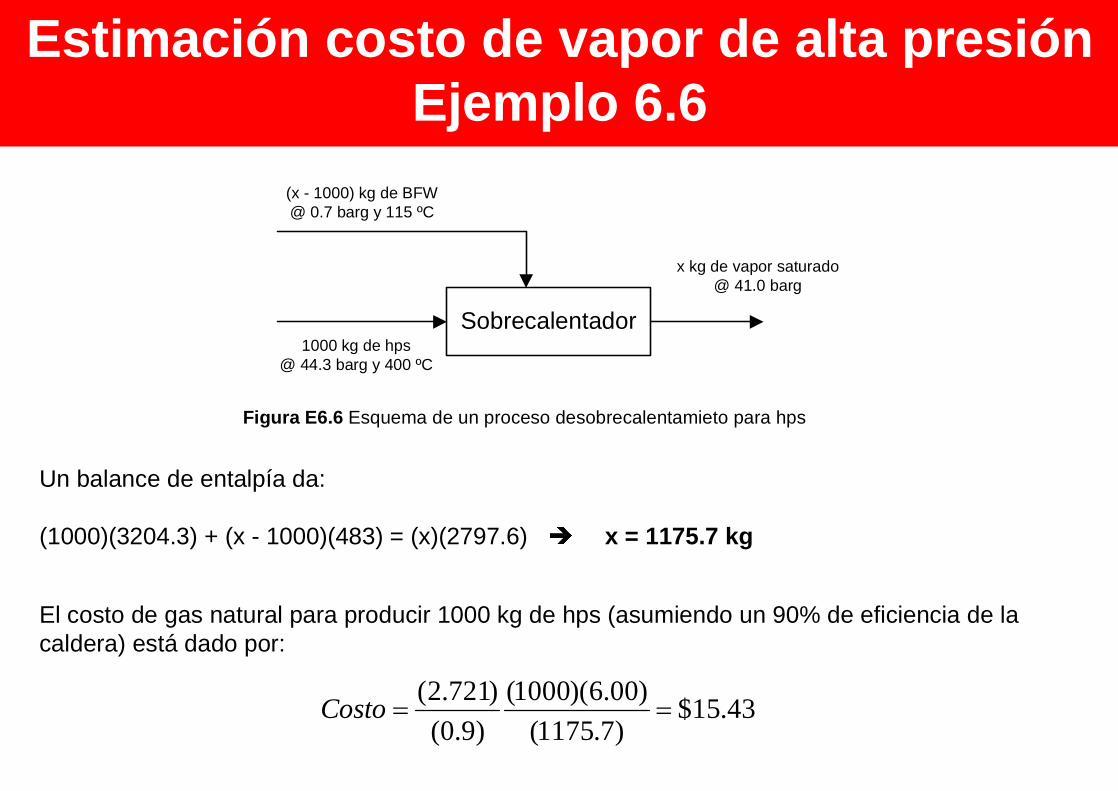
Un balance de entalpía da:
(1000)(3204.3) + (x - 1000)(483) = (x)(2797.6) x = 1175.7 kg
Sobrecalentador
(x - 1000) kg de BFW@ 0.7 barg y 115 ºC
1000 kg de hps@ 44.3 barg y 400 ºC
x kg de vapor saturado@ 41.0 barg
Figura E6.6 Esquema de un proceso desobrecalentamieto para hps
El costo de gas natural para producir 1000 kg de hps (asumiendo un 90% de eficiencia de lacaldera) está dado por:
43.15$)7.1175(
)00.6)(1000()9.0()721.2(
Costo
Estimación costo de vapor de alta presiónEjemplo 6.6
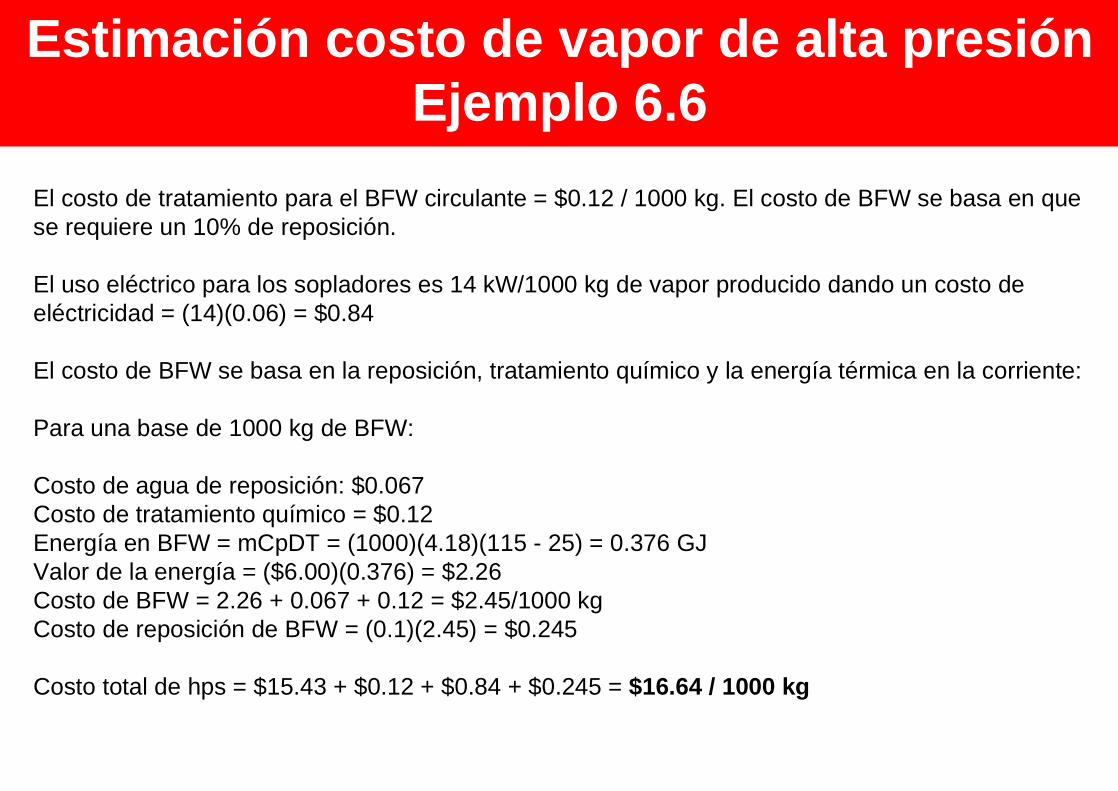
El costo de tratamiento para el BFW circulante = $0.12 / 1000 kg. El costo de BFW se basa en quese requiere un 10% de reposición.
El uso eléctrico para los sopladores es 14 kW/1000 kg de vapor producido dando un costo deeléctricidad = (14)(0.06) = $0.84
El costo de BFW se basa en la reposición, tratamiento químico y la energía térmica en la corriente:
Para una base de 1000 kg de BFW:
Costo de agua de reposición: $0.067Costo de tratamiento químico = $0.12Energía en BFW = mCpDT = (1000)(4.18)(115 - 25) = 0.376 GJValor de la energía = ($6.00)(0.376) = $2.26Costo de BFW = 2.26 + 0.067 + 0.12 = $2.45/1000 kgCosto de reposición de BFW = (0.1)(2.45) = $0.245
Costo total de hps = $15.43 + $0.12 + $0.84 + $0.245 = $16.64 / 1000 kg
Estimación costo de vapor de alta presiónEjemplo 6.6
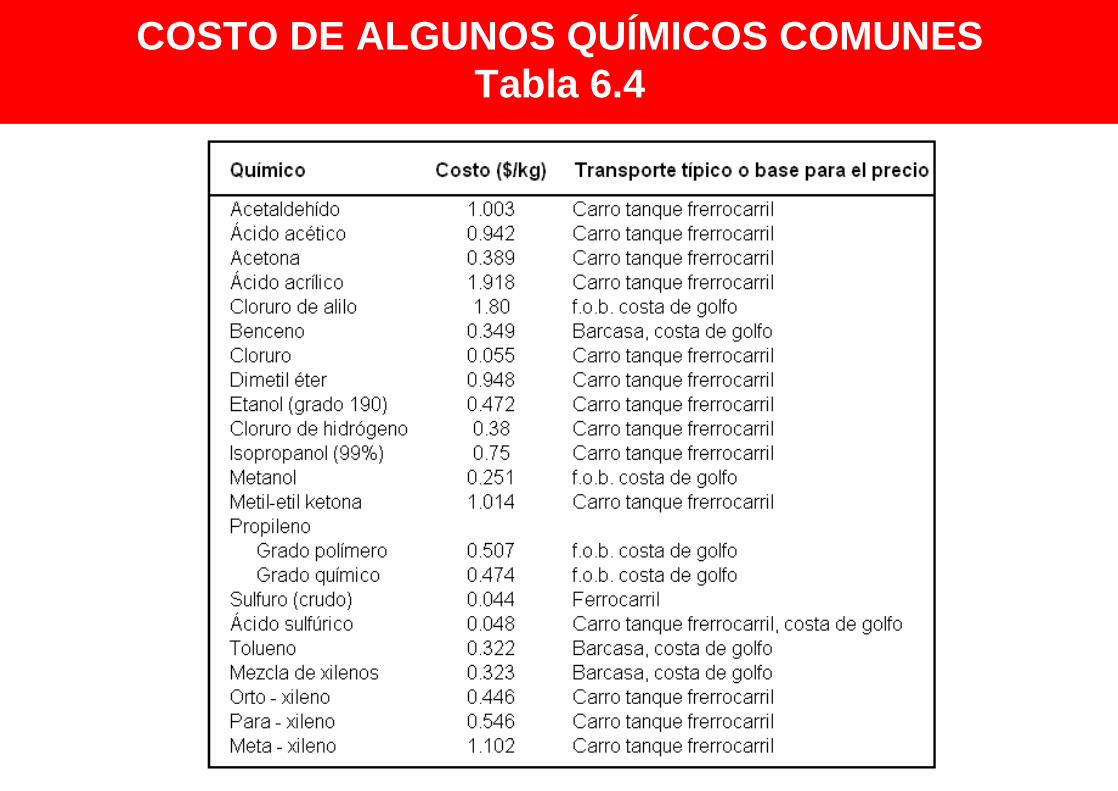
COSTO DE ALGUNOS QUÍMICOS COMUNESTabla 6.4
FACTOR DE CORRIENTE
Costos de manufacturas y asociados generalmente se reportan en términos de $ / año.La información en un PFD se muestra usualmente en términos de kg o kmol por hora opor segundo. A fin de calcular los costos anuales de materia prima o de servicios , sedebe conocer el tiempo en el cual la planta opera, a esto se le conoce como Factor deCorriente (SF), donde:
Factor de Corriente (SF) = Número de días que la planta opera por año365
Representa la fracción de tiempo en que la unidad de proceso esta en línea y operandoa la capacidad de diseño.
ESTIMACIÓN DE SERVICIOS PARAUNIDADES DEL PROCESO HDA
Ejemplo 6.9
Estime las cantidades y los costos anuales de los servicios apropiados para los siquientesequipos en el PFD de la hidroalquilación del tolueno. Se asume que el factor de corrientees 0.95 y que todos los números en el PFD están base de tiempo. Los requerimientos decada unidad se encuentran en la tabla 1.7.
a. E - 101, Precalentador de la alimentaciónb. E - 102, Enfriador del efluente del reactorc. H - 101, Calentadord. C - 101, Compresor de gas de reciclo, asumiendo impulsor eléctricoe. C - 101, Compresor de gas de reciclo, asumiendo impulsor de vapor que usa vapor
de 10 barg con descarga a la presión atmosféricaf. P - 101, Bomba de tolueno alimentado
Ejemplo 6.9
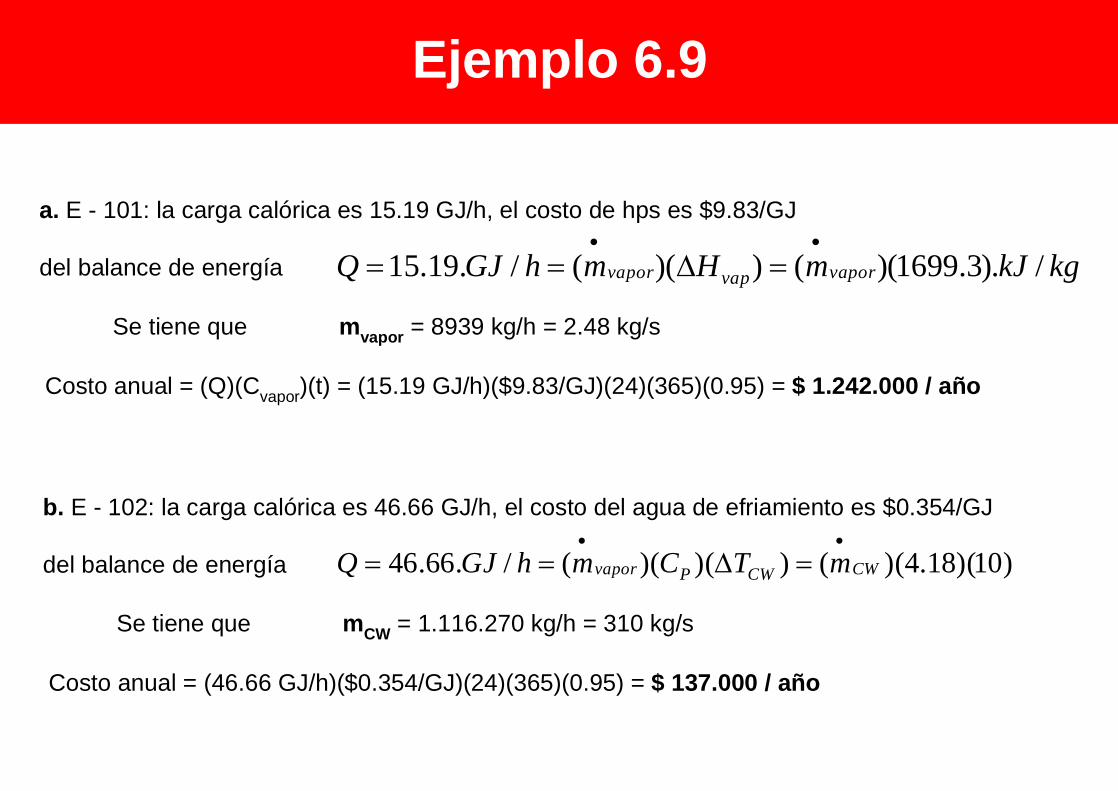
a. E - 101: la carga calórica es 15.19 GJ/h, el costo de hps es $9.83/GJ
del balance de energía kgkJmHmhGJQ vaporvapvapor /).3.1699)(())((/.19.15
Se tiene que mvapor = 8939 kg/h = 2.48 kg/s
Costo anual = (Q)(Cvapor)(t) = (15.19 GJ/h)($9.83/GJ)(24)(365)(0.95) = $ 1.242.000 / año
b. E - 102: la carga calórica es 46.66 GJ/h, el costo del agua de efriamiento es $0.354/GJ
del balance de energía
Se tiene que mCW = 1.116.270 kg/h = 310 kg/s
Costo anual = (46.66 GJ/h)($0.354/GJ)(24)(365)(0.95) = $ 137.000 / año
)10)(18.4)(())()((/.66.46 CWCWPvapor mTCmhGJQ
Ejemplo 6.9
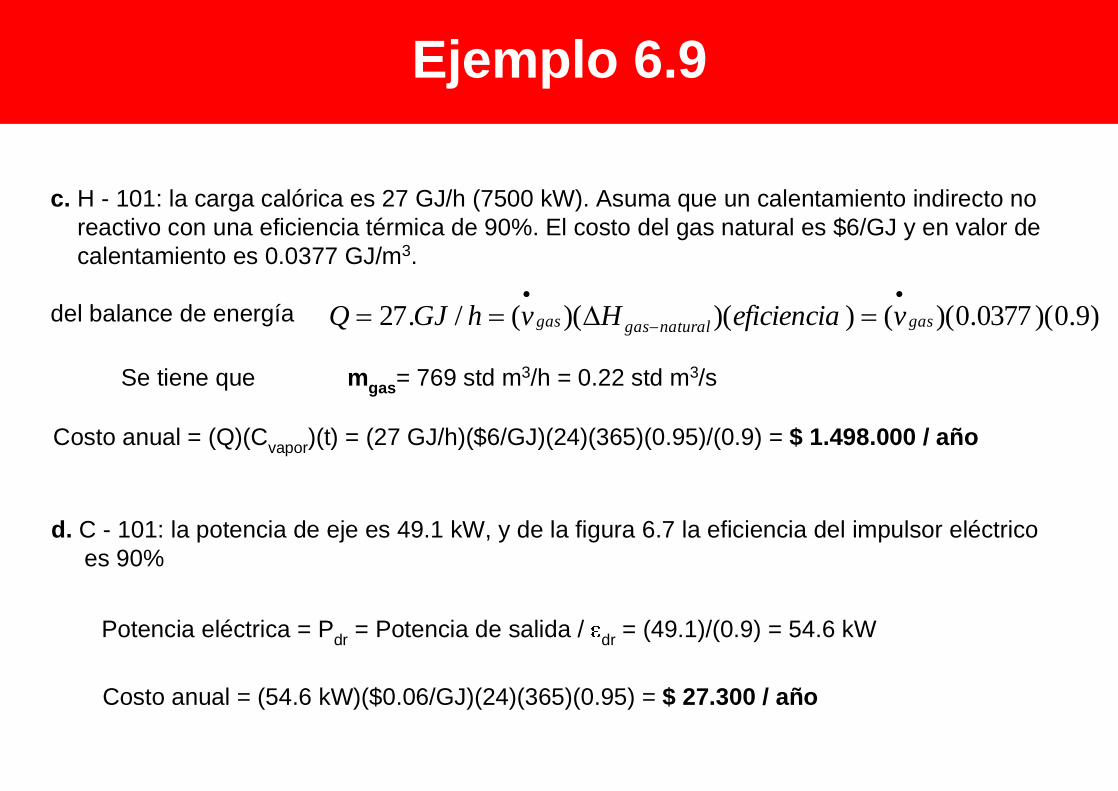
c. H - 101: la carga calórica es 27 GJ/h (7500 kW). Asuma que un calentamiento indirecto no reactivo con una eficiencia térmica de 90%. El costo del gas natural es $6/GJ y en valor de calentamiento es 0.0377 GJ/m3.
del balance de energía
Se tiene que mgas= 769 std m3/h = 0.22 std m3/s
Costo anual = (Q)(Cvapor)(t) = (27 GJ/h)($6/GJ)(24)(365)(0.95)/(0.9) = $ 1.498.000 / año
d. C - 101: la potencia de eje es 49.1 kW, y de la figura 6.7 la eficiencia del impulsor eléctrico es 90%
Costo anual = (54.6 kW)($0.06/GJ)(24)(365)(0.95) = $ 27.300 / año
)9.0)(0377.0)(())()((/.27 gasnaturalgasgas veficienciaHvhGJQ
Potencia eléctrica = Pdr = Potencia de salida / dr = (49.1)/(0.9) = 54.6 kW
Ejemplo 6.9
e. Para vapor de 10 barg descargado a una presión de 0 barg la tabla 6.5 establece que se requiere 8.79 kg-vapor/kW de potencia.la eficiencia del eje es 35% (figura 6.7).
Costo anual = (1233)(24)(365)(0.95)(13.71x10-3) = $ 140.700 / año
f. P - 101: la potencia de eje es 14.2 kW, y de la figura 6.7 la eficiencia del impulsor eléctrico es 86%
Costo anual = (16.5)(0.06)(24)(365)(0.95) = $ 8240 / año
Potencia eléctrica = Pdr = Potencia de salida / dr = (14.2)/(0.86) = 15.5 kW
Vapor requerido = (49.1)(8.79/0.35) = 1233 kg/h = 0.34 kg/s
COSTO DE TRATAMIENTO DE RESIDUOSLÍQUIDOS Y SÓLIDOS
Como las regulaciones ambientales continuan estrechas, los problemas y costosasociados con el tratamiento de corrientes de residuos químicos incrementan. Enlos últimos años se ha tratado de reducir o eliminar el volumen de estas corrientesmediante estrategias de minimización de residuos. Tales estrategias involucran lautilización de procesos con tecnologías alternativas o usar etapas adicionales derecuperación a fin de reducir o eliminar las corrientes de residuos.
Algunos costos típicos asociados con estos tratamientos se muestran en la tabla6.3, y los flujos se pueden obtener del PFD.
Vale la pena notar que los costos asociados con la eliminación de sólidos de lascorrientes de desecho, especialmente los residuos peligrosos, tenían costoselevados hace unos cuantos años, y los valores dados en la tabla 6.3 son solo unaaproximación.
El escalamiento de estos valores se debe hacer con mucho cuidado.
COSTO DE MANUFACTURA PROCESO HDAEjemplo 6.10
Calcule el costo de manufactura sin depreciación (COMd) para el proceso de lahidroalquilación del benceno usando el PFD de la figura 1.5 y los flujos dados en latabla 1.5.
un resumen de los servicios para todos los equipos se dan en la tabla E6.10 de loscuales encontraremos los costos totales anuales de los servicios para este procesoson:
Vapor = $ 1.807.000 / añoAgua de Enfriamiento = $ 166.000 / añoGas Combustible = $ 1.498.000 / añoElectricidad = $ 37.400 / año
Total de Servicios (CUT) = $ 3.508.000 / año
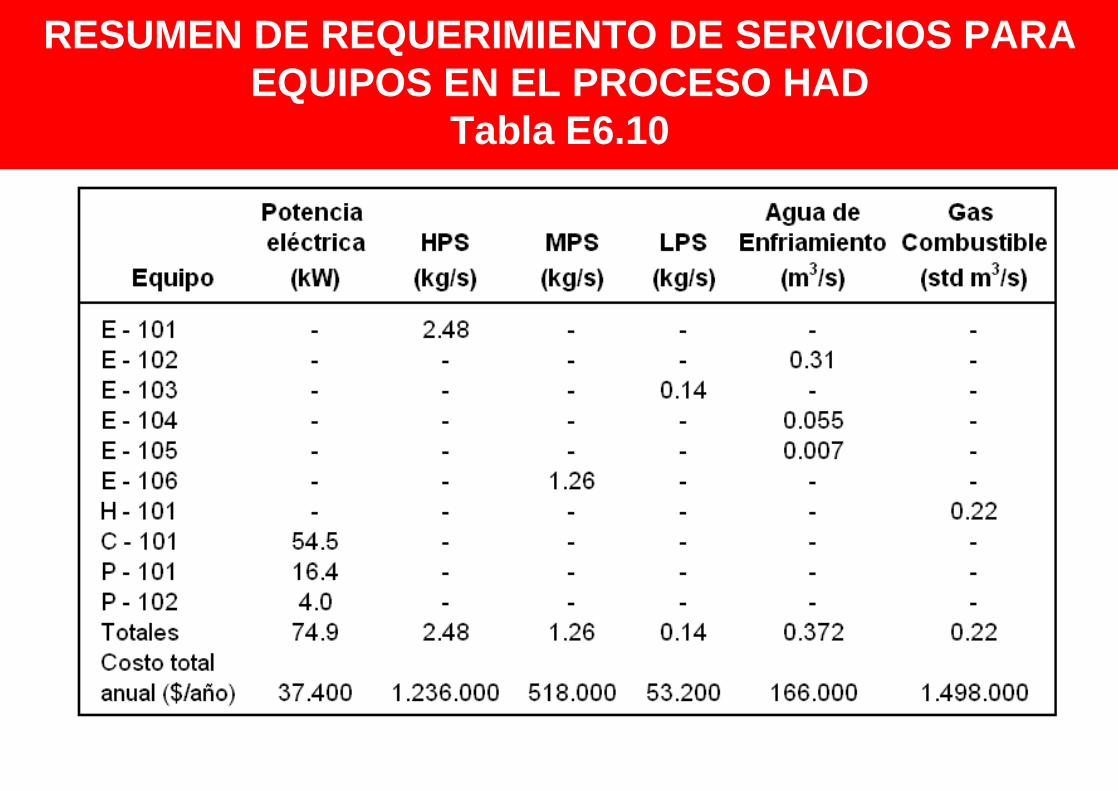
RESUMEN DE REQUERIMIENTO DE SERVICIOS PARAEQUIPOS EN EL PROCESO HAD
Tabla E6.10
Ejemplo 6.10Costo de materia prima del PFD, tabla 6.4 y ejemplo 6.8:
Tolueno = $ 26.797.000 /añoHidrógeno = $ 3.614.000 /año (basado en un valor de $0.0644/ std m3)
Total Materia Prima (CRM) = $ 30.411.000 /año
No existen corrientes de desecho en el PFD asi que:
Tratamiento de Residuos (CWT) = $ 0.0 /año
Del ejemplo 6.2 el costo de la mano de obra operativa es:
COL = (14)(50.000) = $ 700.000 /año
El capital fijo de inversión es:
FCI = $ 9.26 x 106
Finalmente, usando la ecuación 6.1, el costo total de manufactura es:
COMd = $ 45.29 x 106 /año
)(23.173.2180.0 UTWTRMOLd CCCCFCICOM





![ion Visio[1]](https://img.pdfslide.es/doc/110x75/5571f81a49795991698ca4ef/ion-visio1.jpg)






















