ANÁLISISTECNOLÓGICOSY PROSPECTIVOSSECTORIALES
CADENA DE AZÚCAR, CHOCOLATE Y GOLOSINAS
Responsable: Natalia Del Greco
FEBRERO 2016

AUTORIDADES
■ Presidente de la Nación
Ing. Mauricio Macri
■ Ministro de Ciencia, Tecnología e Innovación Productiva
Dr. Lino Barañao
■ Secretario de Planeamiento y Políticas en Ciencia, Tecnología e Innovación Productiva
Dr. Miguel Ángel Blesa
■ Subsecretario de Estudios y Prospectiva
Lic. Jorge Robbio
■ Director Nacional de Estudios
Dr. Ing. Martín Villanueva
RECONOCIMIENTOS
Los estudios sobre complejos productivos agroindustriales fueron coordinados por el Magister Gustavo Idígoras y asistidos por la Magister Sabine Papendieck. La supervi-sión y revisión de los trabajos estuvo a cargo del equipo técnico del Programa Nacional de Prospectiva Tecnológica (Programa Nacional PRONAPTEC) perteneciente a la Direc-ción Nacional de Estudios del Ministerio de Ciencia, Tecnología e Innovación Productiva:
■ Lic. Alicia Recalde.■ Lic. Manuel Marí.■ Lic. Ricardo Carri.■ A.E. Adriana Sánchez Rico.
Se agradece a los diferentes actores del sector gubernamental, del sistema científico-tecnológico y del sector productivo que participaron de los distintos ámbitos de con-sulta del Proyecto. No habría sido posible elaborar este documento sin la construcción colectiva de conocimientos.
Por consultas y/o sugerencias, por favor dirigirse a [email protected]
El contenido de la presente publicación es responsabilidad de sus autores y no represen-ta la posición u opinión del Ministerio de Ciencia, Tecnología e Innovación Productiva.Trabajo realizado entre octubre de 2012 y abril de 2013.
1
CADENA DE AZÚCAR, CHOCOLATE Y GOLOSINAS
1. SITUACIÓN SECTORIAL DEL AZÚCAR
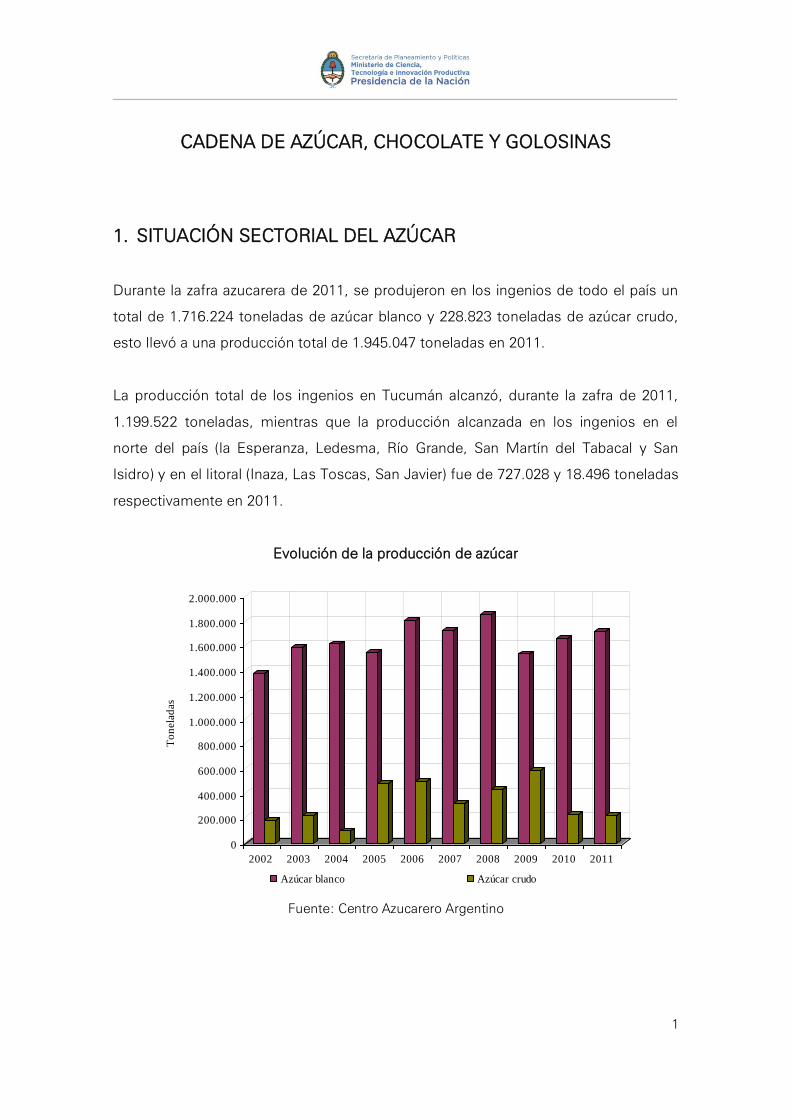
Durante la zafra azucarera de 2011, se produjeron en los ingenios de todo el país un
total de 1.716.224 toneladas de azúcar blanco y 228.823 toneladas de azúcar crudo,
esto llevó a una producción total de 1.945.047 toneladas en 2011.
La producción total de los ingenios en Tucumán alcanzó, durante la zafra de 2011,
1.199.522 toneladas, mientras que la producción alcanzada en los ingenios en el
norte del país (la Esperanza, Ledesma, Río Grande, San Martín del Tabacal y San
Isidro) y en el litoral (Inaza, Las Toscas, San Javier) fue de 727.028 y 18.496 toneladas
respectivamente en 2011.
Evolución de la producción de azúcar
Fuente: Centro Azucarero Argentino
0
200.000
400.000
600.000
800.000
1.000.000
1.200.000
1.400.000
1.600.000
1.800.000
2.000.000
To
nel
adas
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Azúcar blanco Azúcar crudo
2
Comercio Exterior
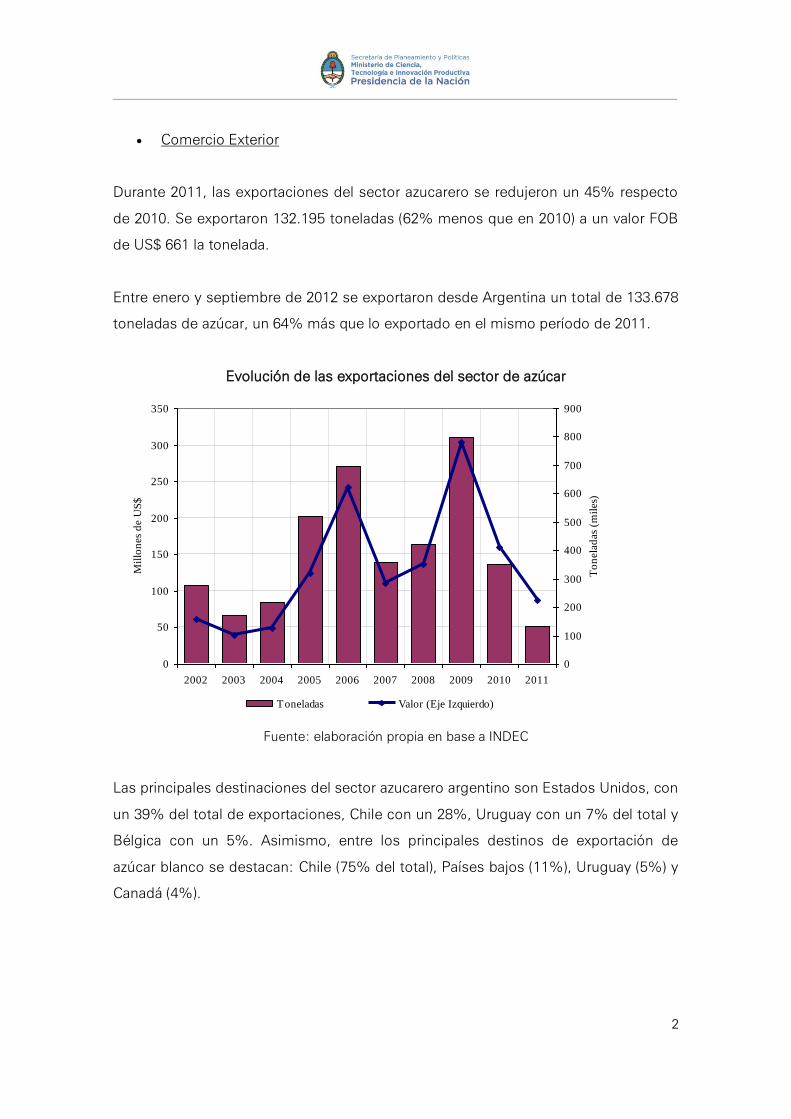
Durante 2011, las exportaciones del sector azucarero se redujeron un 45% respecto
de 2010. Se exportaron 132.195 toneladas (62% menos que en 2010) a un valor FOB
de US$ 661 la tonelada.
Entre enero y septiembre de 2012 se exportaron desde Argentina un total de 133.678
toneladas de azúcar, un 64% más que lo exportado en el mismo período de 2011.
Evolución de las exportaciones del sector de azúcar
Fuente: elaboración propia en base a INDEC
Las principales destinaciones del sector azucarero argentino son Estados Unidos, con
un 39% del total de exportaciones, Chile con un 28%, Uruguay con un 7% del total y
Bélgica con un 5%. Asimismo, entre los principales destinos de exportación de
azúcar blanco se destacan: Chile (75% del total), Países bajos (11%), Uruguay (5%) y
Canadá (4%).
0
50
100
150
200
250
300
350
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Mil
lon
es d
e U
S$
0
100
200
300
400
500
600
700
800
900
To
nel
adas
(m
iles
)
Toneladas Valor (Eje Izquierdo)
3
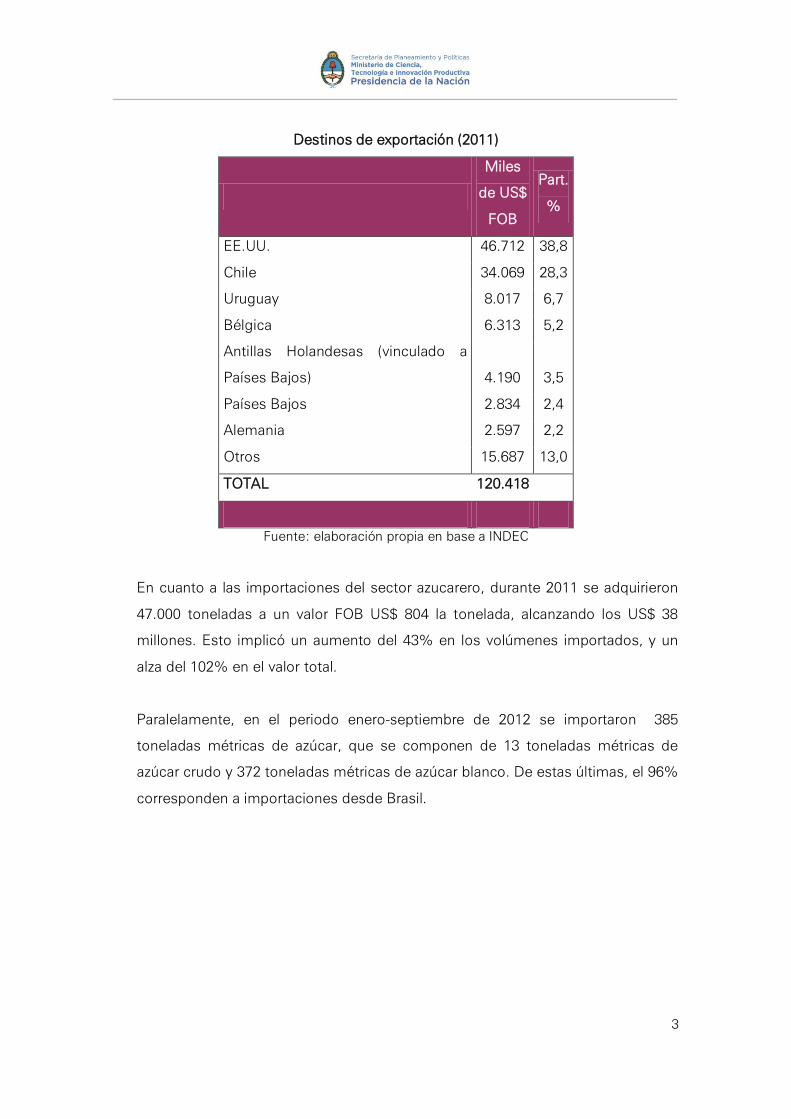
Destinos de exportación (2011)
Miles
de US$
FOB
Part.
%
EE.UU. 46.712 38,8
Chile 34.069 28,3
Uruguay 8.017 6,7
Bélgica 6.313 5,2
Antillas Holandesas (vinculado a
Países Bajos) 4.190 3,5
Países Bajos 2.834 2,4
Alemania 2.597 2,2
Otros 15.687 13,0
TOTAL 120.418
Fuente: elaboración propia en base a INDEC
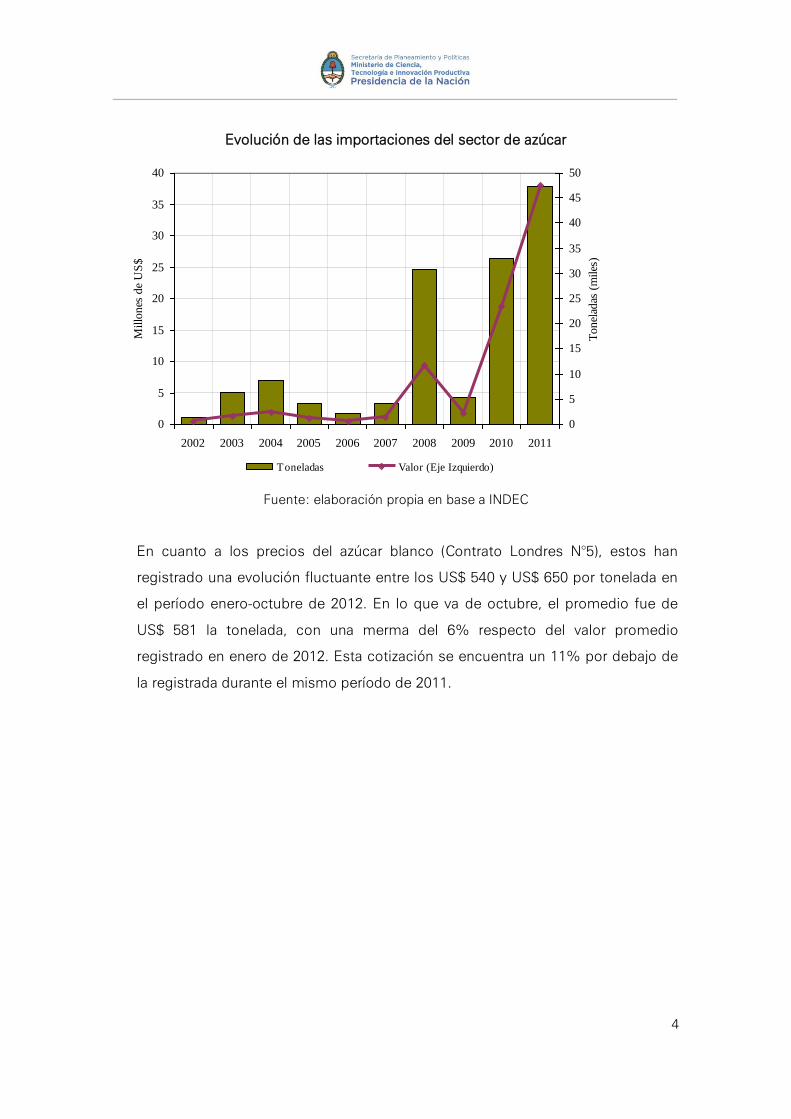
En cuanto a las importaciones del sector azucarero, durante 2011 se adquirieron
47.000 toneladas a un valor FOB US$ 804 la tonelada, alcanzando los US$ 38
millones. Esto implicó un aumento del 43% en los volúmenes importados, y un
alza del 102% en el valor total.
Paralelamente, en el periodo enero-septiembre de 2012 se importaron 385
toneladas métricas de azúcar, que se componen de 13 toneladas métricas de
azúcar crudo y 372 toneladas métricas de azúcar blanco. De estas últimas, el 96%
corresponden a importaciones desde Brasil.
4
Evolución de las importaciones del sector de azúcar
Fuente: elaboración propia en base a INDEC
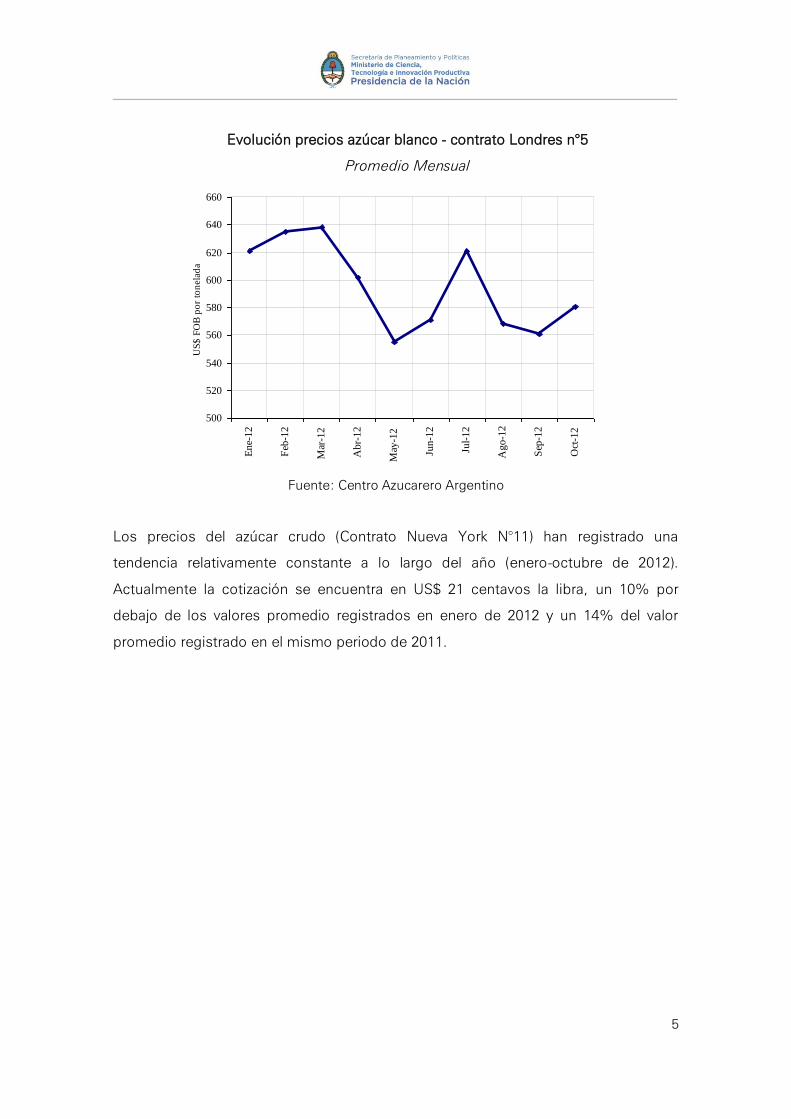
En cuanto a los precios del azúcar blanco (Contrato Londres N°5), estos han
registrado una evolución fluctuante entre los US$ 540 y US$ 650 por tonelada en
el período enero-octubre de 2012. En lo que va de octubre, el promedio fue de
US$ 581 la tonelada, con una merma del 6% respecto del valor promedio
registrado en enero de 2012. Esta cotización se encuentra un 11% por debajo de
la registrada durante el mismo período de 2011.
0
5
10
15
20
25
30
35
40
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011
Millo
nes
de
US
$
0
5
10
15
20
25
30
35
40
45
50
To
nel
adas
(m
iles
)
Toneladas Valor (Eje Izquierdo)
5
Evolución precios azúcar blanco - contrato Londres n°5
Promedio Mensual
Fuente: Centro Azucarero Argentino
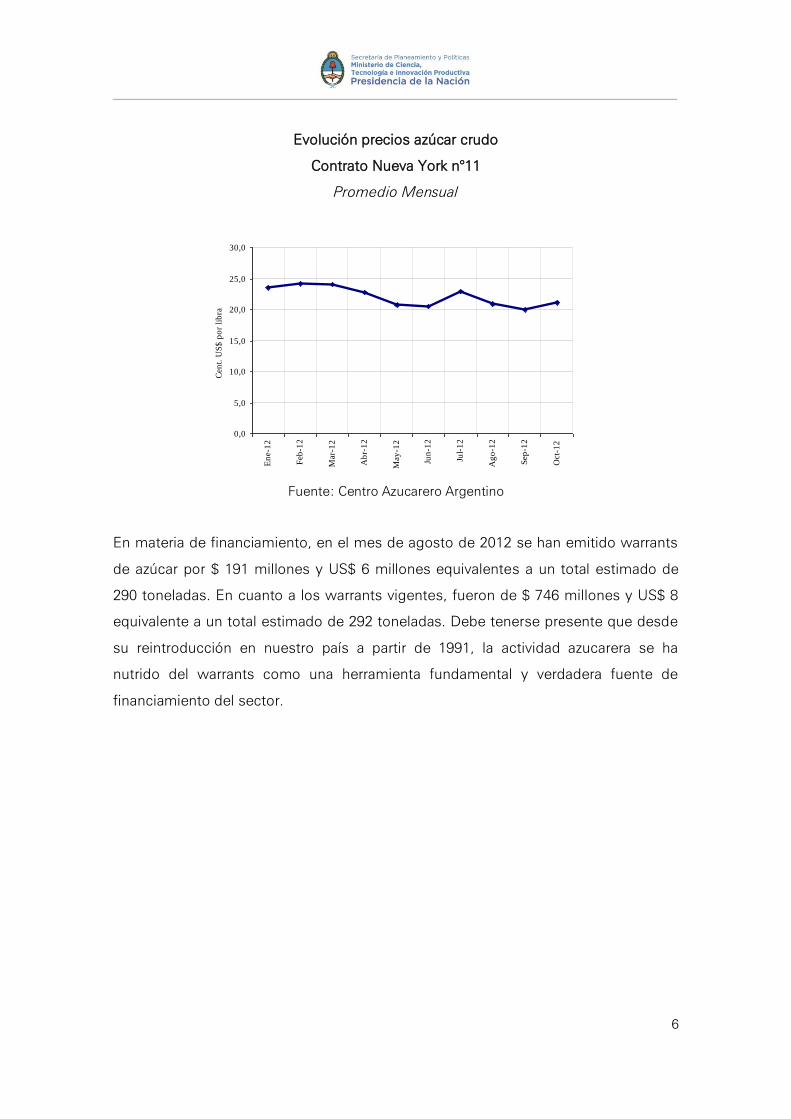
Los precios del azúcar crudo (Contrato Nueva York N°11) han registrado una
tendencia relativamente constante a lo largo del año (enero-octubre de 2012).
Actualmente la cotización se encuentra en US$ 21 centavos la libra, un 10% por
debajo de los valores promedio registrados en enero de 2012 y un 14% del valor
promedio registrado en el mismo periodo de 2011.
500
520
540
560
580
600
620
640
660
En
e-1
2
Feb
-12
Mar
-12
Ab
r-12
May
-12
Jun
-12
Jul-
12
Ag
o-1
2
Sep
-12
Oct
-12
US
$ F
OB
po
r to
nel
ada
6
Evolución precios azúcar crudo
Contrato Nueva York n°11
Promedio Mensual
Fuente: Centro Azucarero Argentino
En materia de financiamiento, en el mes de agosto de 2012 se han emitido warrants
de azúcar por $ 191 millones y US$ 6 millones equivalentes a un total estimado de
290 toneladas. En cuanto a los warrants vigentes, fueron de $ 746 millones y US$ 8
equivalente a un total estimado de 292 toneladas. Debe tenerse presente que desde
su reintroducción en nuestro país a partir de 1991, la actividad azucarera se ha
nutrido del warrants como una herramienta fundamental y verdadera fuente de
financiamiento del sector.
0,0
5,0
10,0
15,0
20,0
25,0
30,0
En
e-1
2
Feb
-12
Mar
-12
Ab
r-1
2
May
-12
Jun
-12
Jul-
12
Ag
o-1
2
Sep
-12
Oct
-12
Cen
t. U
S$
po
r li
bra
7
2. SITUACIÓN SECTORIAL DE LA CADENA DEL CHOCOLATE
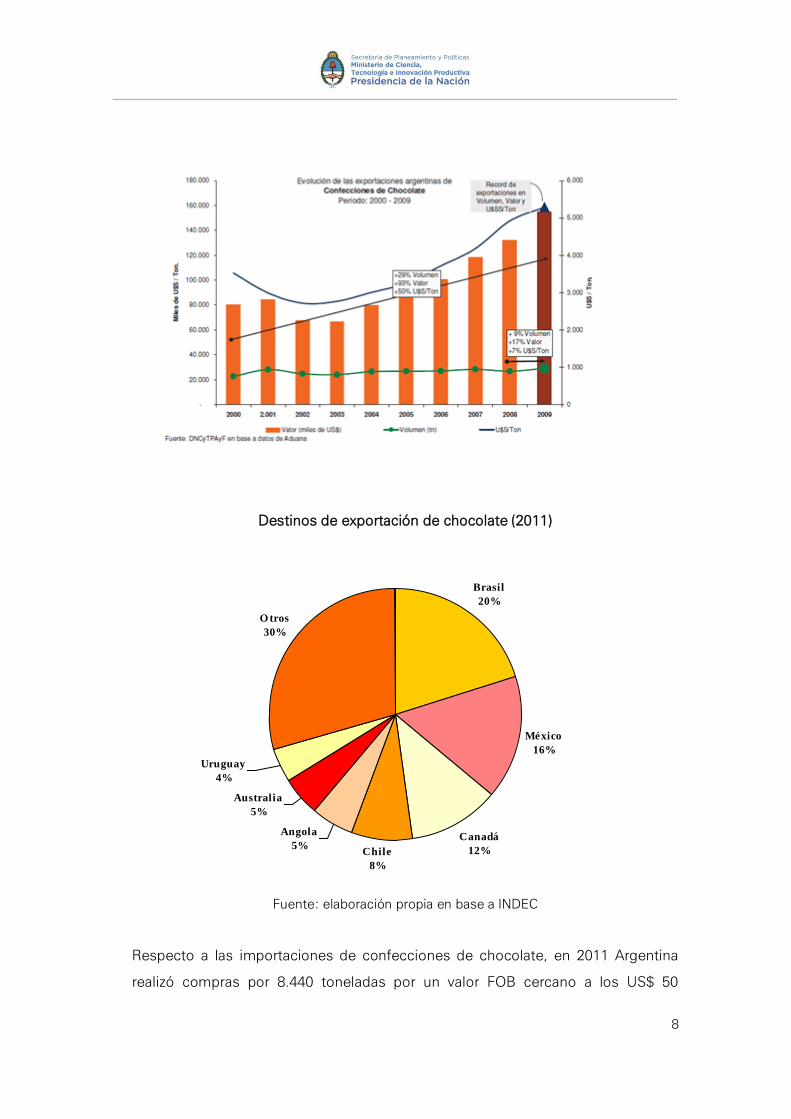
Durante 2011, las Confecciones de Chocolate registraron crecimientos del 19% en
el valor y en el valor por tonelada exportada respecto a 2010. Estas alcanzaron
25.510 toneladas que representaron ingresos de US$ FOB 159 millones. El precio
promedio de exportación fue de 6.234 US$/ton. La canasta de productos
permaneció prácticamente igual siendo las más relevantes: “bombones”, “huevos
y figuras no macizas”, “caramelos” y “cobertura de chocolate”.
Si bien Argentina no se encuentra entre los principales jugadores en el mercado
mundial de chocolate, sus exportaciones han ido en aumento a lo largo de los
últimos años, así como su balanza comercial.
De las 16 categorías de productos que argentina exporta, 4 de ellas son
históricamente las más relevantes: “bombones”, “huevos y figuras no macizas”,
“caramelos” y “cobertura de chocolate”. En el año 2011 estas categorías
representaron en volumen el 80% y en valor el 86% del total de exportaciones. No
obstante, es importante señalar que durante 2011 la categoría “turrones” fue la
que más creció en volumen (25%) y “cacao en polvo con adición de azúcar” lo hizo
en valor (58%) respecto al 2010.
Brasil es el principal destino de las exportaciones de chocolate argentinas, con una
participación en el total exportado del 20%, seguido por México con un 16% y por
Canadá con un 12% del total.
8
Destinos de exportación de chocolate (2011)
Fuente: elaboración propia en base a INDEC
Respecto a las importaciones de confecciones de chocolate, en 2011 Argentina
realizó compras por 8.440 toneladas por un valor FOB cercano a los US$ 50
Brasil
20%
México
16%
Canadá
12%Chile
8%
Angola
5%
Australia
5%
Otros
30%
Uruguay
4%

9
millones, registrando así un crecimiento del 15% en volumen y del 38%en valor.
Se importaron principalmente “Chocolate sin relleno con cereales, frutas” y
“Bombones”. De Brasil provino el 68% del volumen y el 66% del valor de las
confecciones de chocolate que Argentina importó durante el año 2011. Uruguay
fue el segundo proveedor de estas confecciones con ventas que representaron el
10% y 7% del volumen y valor de las compras totales.
10
3. NUEVAS TECNOLOGÍAS DE PROCESAMIENTO
3.1 SUSTITUTOS DE LA MANTECA DE CACAO
PREVENCIÓN DEL FAT BLOOM EN EL CHOCOLATE
La formación de fat bloom en el chocolate está relacionada con un cambio en la
forma polimórfica de la manteca de cacao. La forma βV es la estructura deseada,
puesto que es la responsable del aspecto brillante del chocolate. Esta estructura se
obtiene mediante un buen proceso de templado. Un templado inadecuado o un
almacenamiento a altas temperaturas dan lugar al desarrollo del fat bloom o
“florecimiento del chocolate”, proceso en el que se depositan pequeños cristales de
grasa en la superficie del chocolate, haciendo que éste pierda brillo y tome un color
blanquecino. El desarrollo de este florecimiento está asociado a un cambio de la
forma βV a la forma βVI termodinámicamente más estable.
Hay varios factores que entran en juego en el florecimiento (bloom), pero son tres los
de mayor importancia. Primero, la composición del chocolate puede afectar su
tendencia hacia el florecimiento. La grasa de leche tiene un efecto inhibitorio sobre el
bloom entonces, el chocolate con leche tiene menor tendencia al bloom que el
chocolate negro bajo las mismas condiciones. Segundo, la temperatura de
almacenamiento juega un rol muy importante. Altas temperaturas aceleran y
favorecen la formación del bloom. Tercero, la estructura del producto determina si el
chocolate va desarrollar bloom. Si es un chocolate relleno con grasas blandas en el
centro, durante el almacenamiento estas grasas pueden migrar a la superficie del
chocolate. Si esto ocurre, se incrementa la cantidad de grasas líquidas en el
chocolate. A su vez, este fenómeno incrementa la movilidad de triglicéridos y
favorece la formación de bloom.
11
ALTERNATIVAS A LA MANTECA DE CACAO
En la Argentina no está permitido el uso de grasas alternativas (grasas extrañas al
cacao) en la elaboración de chocolates y coberturas. En el caso del chocolate con
leche las únicas grasas permitidas son las del cacao y la leche.
Hasta hace no mucho tiempo la situación en Europa era similar. A partir de la sanción
de la Directiva 2000/36/EC (ver anexo), se puede adicionar hasta un 5% de grasas
vegetales equivalentes al chocolate. Estas grasas vegetales equivalentes pueden
usarse en la fabricación del chocolate y coberturas para obtener nuevos sabores,
para realzar las propiedades físico-químicas del producto o para reducir los costos de
producción. Estas grasas se pueden clasificar en tres grandes familias de acuerdo
con su compatibilidad con la MC:
- Grasas totalmente compatibles con la MC, equivalentes de la manteca
de cacao, CBE.
- Grasas parcialmente compatibles con la MC corresponden a los
reemplazantes de la manteca de cacao, CBR.
- Grasas incompatibles con la MC corresponden a los sustitutos de la
manteca de cacao, CBS.
Equivalentes de la manteca de cacao (CBE)
Las grasas equivalentes a la manteca de cacao (CBE) deben ser totalmente
compatibles con ésta. Compatibilidad en este contexto corresponde a la habilidad de
los TAG de dos grasas distintas de cristalizar juntos sin formar una mezcla eutéctica.
Son grasas vegetales no láuricas ricas en triglicéridos monoinsaturados simétricos
del tipo POP, POS y SOS (P: ácido palmítico, O: ácido oleico, S: acido esteárico). Son
miscibles en cualquier proporción con manteca de cacao y son compatibles con sus
propiedades físicas (punto de fusión, temperatura de cristalización, velocidad de
fusión, necesidad de una fase de templado). Únicamente pueden obtenerse
12
mediante tratamientos de refinación o de fraccionamiento de grasas vegetales; no se
permite la modificación enzimática de la estructura de los triglicéridos. Pueden
utilizarse las siguientes grasas vegetales, obtenidas de las plantas que se mencionan
a continuación: (denominación usual de las grasas vegetales/ denominación
científica)
- Illipe, sebo de Borneo o Tengkawawang/ Shorea spp.
- Aceite de Palma/ Elais guineensis, Elais olifera.
- Sal/ Shorea robusta.
- Shea/ Butyrospermun parkii.
- Kokum gurgi/ Garcinia índica.
- Hueso de mango/ Mangifera índica.
- Aceite de coco, exclusivamente para el chocolate que se utiliza para la
fabricación de helados y otros productos congelados similares.
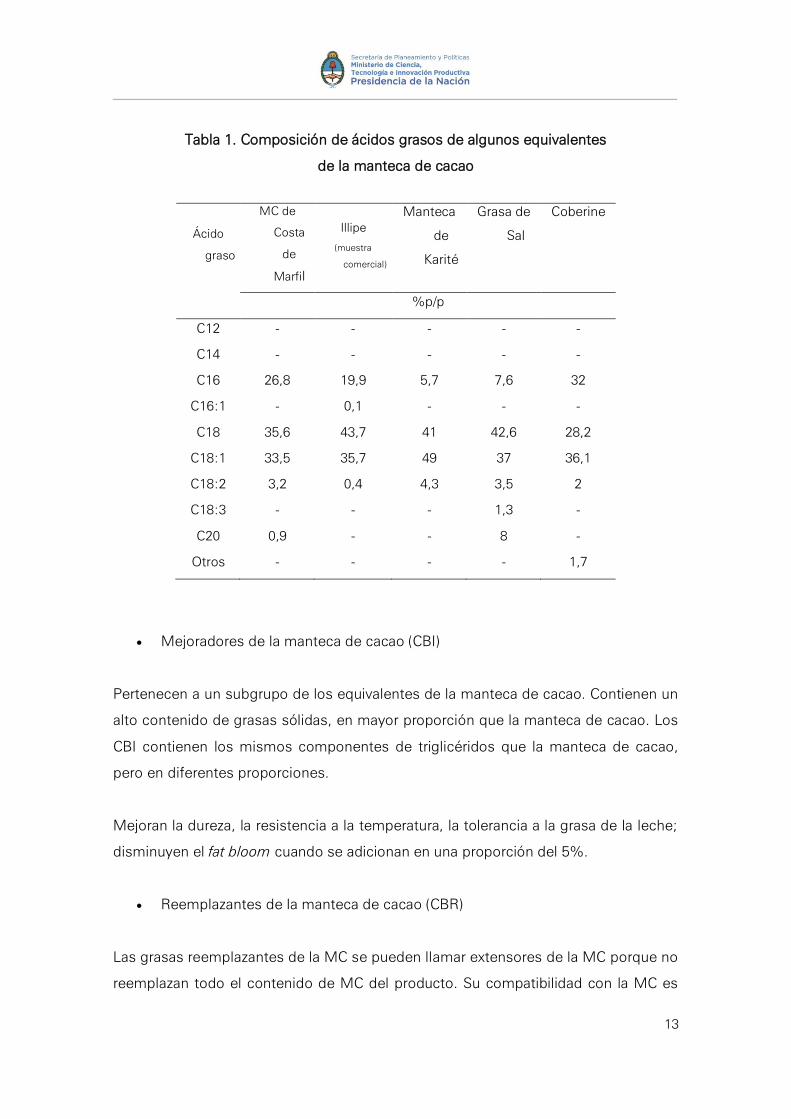
También se puede obtener CBE a partir de grasas de síntesis industrial, como ser la
grasa Coberine de la empresa Loders Croklaan. La composición de los distintos CBE
está presentada en la Tabla. 1. En general, los CBE tienen una composición de TAG y
polimorfismo similar a la MC.
13
Tabla 1. Composición de ácidos grasos de algunos equivalentes
de la manteca de cacao
Ácido
graso
MC de
Costa
de
Marfil
Illipe
(muestra
comercial)
Manteca
de
Karité
Grasa de
Sal
Coberine
%p/p
C12 - - - - -
C14 - - - - -
C16 26,8 19,9 5,7 7,6 32
C16:1 - 0,1 - - -
C18 35,6 43,7 41 42,6 28,2
C18:1 33,5 35,7 49 37 36,1
C18:2 3,2 0,4 4,3 3,5 2
C18:3 - - - 1,3 -
C20 0,9 - - 8 -
Otros - - - - 1,7
Mejoradores de la manteca de cacao (CBI)
Pertenecen a un subgrupo de los equivalentes de la manteca de cacao. Contienen un
alto contenido de grasas sólidas, en mayor proporción que la manteca de cacao. Los
CBI contienen los mismos componentes de triglicéridos que la manteca de cacao,
pero en diferentes proporciones.
Mejoran la dureza, la resistencia a la temperatura, la tolerancia a la grasa de la leche;
disminuyen el fat bloom cuando se adicionan en una proporción del 5%.
Reemplazantes de la manteca de cacao (CBR)
Las grasas reemplazantes de la MC se pueden llamar extensores de la MC porque no
reemplazan todo el contenido de MC del producto. Su compatibilidad con la MC es
14
menor que la de los CBE, pero mayor que los CBS. Hay dos fuentes principales de
CBR: aceite de palma hidrogenado y/o fraccionado, y aceite vegetal hidrogenado
(soja, semilla de algodón, etc.).
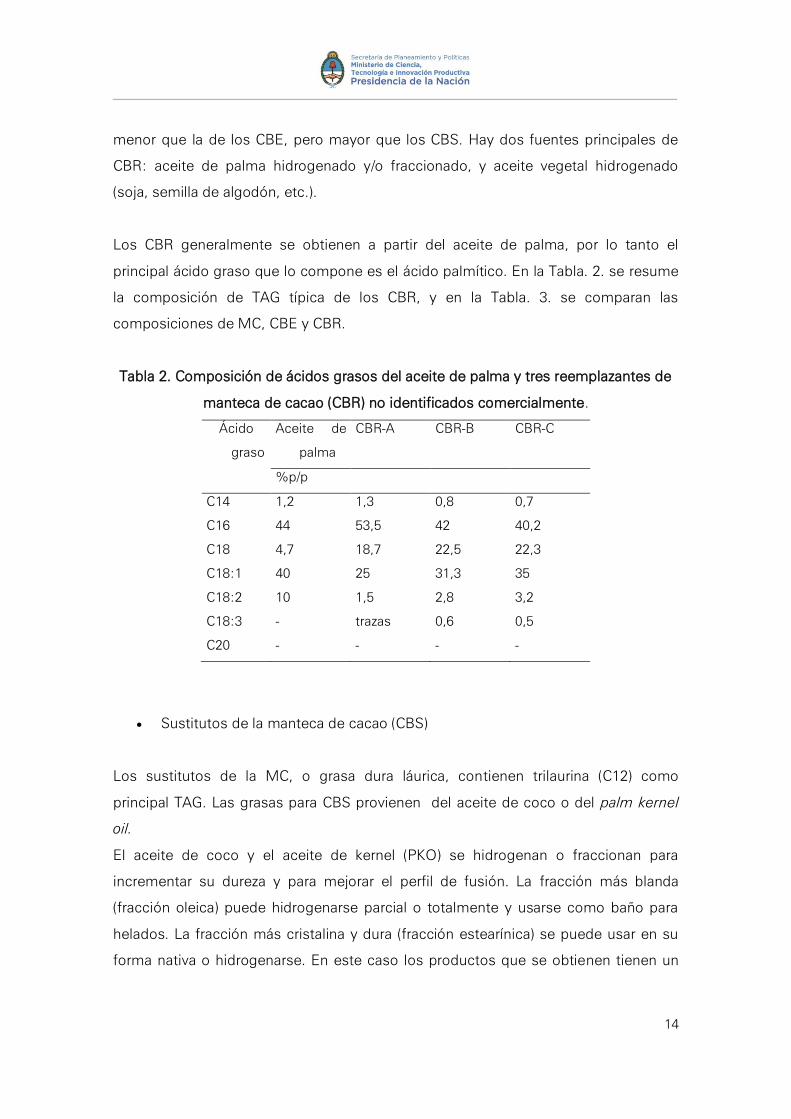
Los CBR generalmente se obtienen a partir del aceite de palma, por lo tanto el
principal ácido graso que lo compone es el ácido palmítico. En la Tabla. 2. se resume
la composición de TAG típica de los CBR, y en la Tabla. 3. se comparan las
composiciones de MC, CBE y CBR.
Tabla 2. Composición de ácidos grasos del aceite de palma y tres reemplazantes de
manteca de cacao (CBR) no identificados comercialmente.
Ácido
graso
Aceite de
palma
CBR-A CBR-B CBR-C
%p/p
C14 1,2 1,3 0,8 0,7
C16 44 53,5 42 40,2
C18 4,7 18,7 22,5 22,3
C18:1 40 25 31,3 35
C18:2 10 1,5 2,8 3,2
C18:3 - trazas 0,6 0,5
C20 - - - -
Sustitutos de la manteca de cacao (CBS)
Los sustitutos de la MC, o grasa dura láurica, contienen trilaurina (C12) como
principal TAG. Las grasas para CBS provienen del aceite de coco o del palm kernel
oil.
El aceite de coco y el aceite de kernel (PKO) se hidrogenan o fraccionan para
incrementar su dureza y para mejorar el perfil de fusión. La fracción más blanda
(fracción oleica) puede hidrogenarse parcial o totalmente y usarse como baño para
helados. La fracción más cristalina y dura (fracción estearínica) se puede usar en su
forma nativa o hidrogenarse. En este caso los productos que se obtienen tienen un
15
perfil de fusión similar a la MC. Los CBS reemplazan la totalidad de la MC en baños
de repostería, excepto la MC que está presente en el cacao en polvo.
La compatibilidad de los CBS con la MC es muy baja (menor al 5%) debido a la gran
diferencia de su composición triglicérida. La composición de ácidos grasos del
aceite de coco y el PKO están resumidos en la Tabla. 4.
Las fracciones hidrogenadas de los CBS no necesitan templado ya que la
cristalización directa genera cristales estables de la forma β’. Sin embargo, las grasas
CBS requieren un correcto enfriamiento.
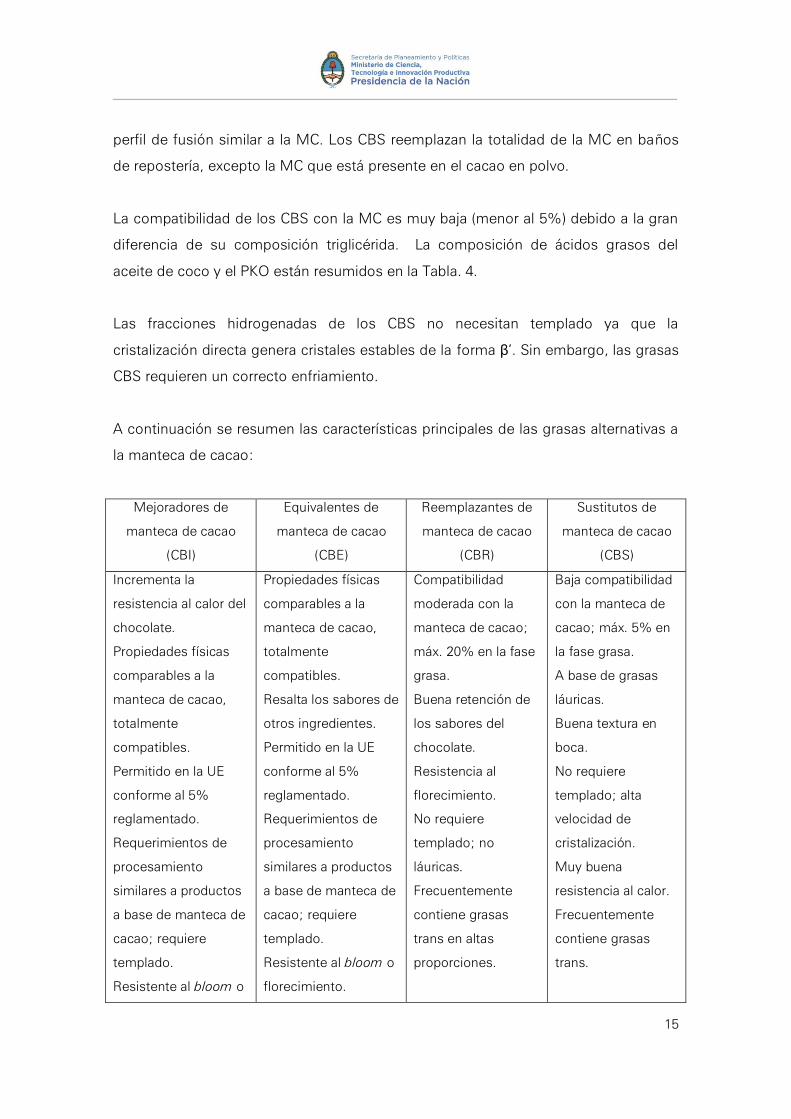
A continuación se resumen las características principales de las grasas alternativas a
la manteca de cacao:
Mejoradores de
manteca de cacao
(CBI)
Equivalentes de
manteca de cacao
(CBE)
Reemplazantes de
manteca de cacao
(CBR)
Sustitutos de
manteca de cacao
(CBS)
Incrementa la
resistencia al calor del
chocolate.
Propiedades físicas
comparables a la
manteca de cacao,
totalmente
compatibles.
Permitido en la UE
conforme al 5%
reglamentado.
Requerimientos de
procesamiento
similares a productos
a base de manteca de
cacao; requiere
templado.
Resistente al bloom o
Propiedades físicas
comparables a la
manteca de cacao,
totalmente
compatibles.
Resalta los sabores de
otros ingredientes.
Permitido en la UE
conforme al 5%
reglamentado.
Requerimientos de
procesamiento
similares a productos
a base de manteca de
cacao; requiere
templado.
Resistente al bloom o
florecimiento.
Compatibilidad
moderada con la
manteca de cacao;
máx. 20% en la fase
grasa.
Buena retención de
los sabores del
chocolate.
Resistencia al
florecimiento.
No requiere
templado; no
láuricas.
Frecuentemente
contiene grasas
trans en altas
proporciones.
Baja compatibilidad
con la manteca de
cacao; máx. 5% en
la fase grasa.
A base de grasas
láuricas.
Buena textura en
boca.
No requiere
templado; alta
velocidad de
cristalización.
Muy buena
resistencia al calor.
Frecuentemente
contiene grasas
trans.
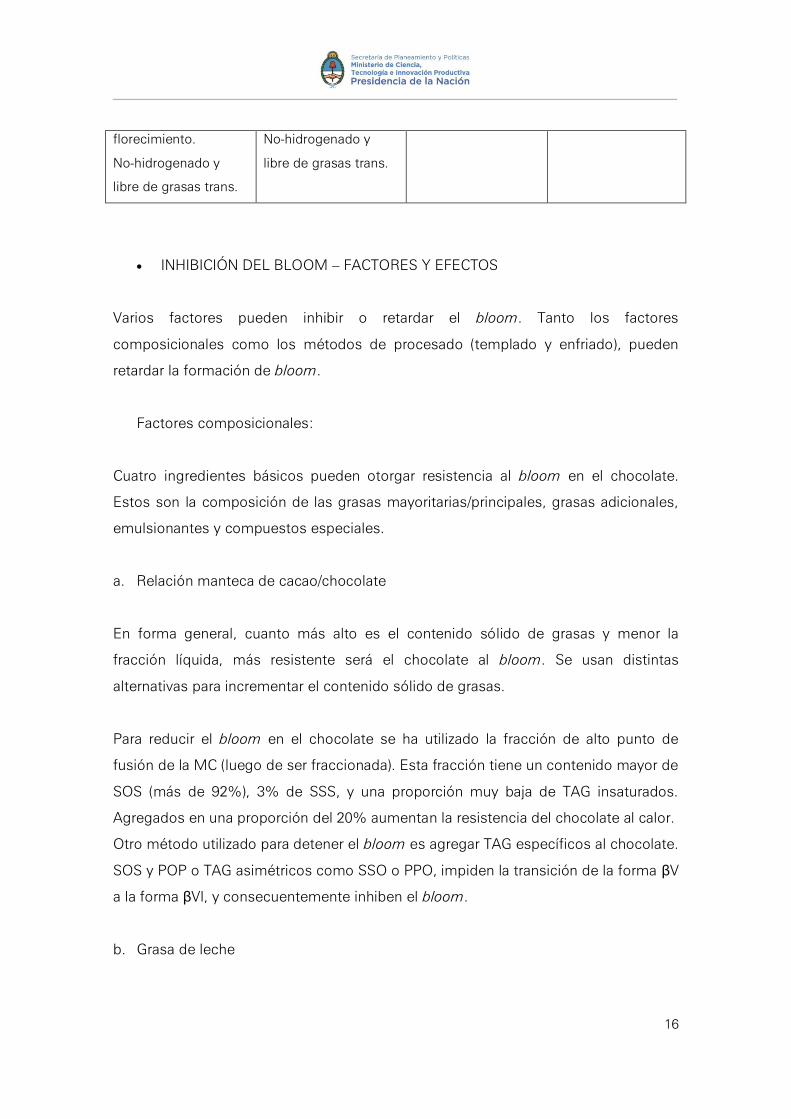
16
florecimiento.
No-hidrogenado y
libre de grasas trans.
No-hidrogenado y
libre de grasas trans.
INHIBICIÓN DEL BLOOM – FACTORES Y EFECTOS
Varios factores pueden inhibir o retardar el bloom. Tanto los factores
composicionales como los métodos de procesado (templado y enfriado), pueden
retardar la formación de bloom.
Factores composicionales:
Cuatro ingredientes básicos pueden otorgar resistencia al bloom en el chocolate.
Estos son la composición de las grasas mayoritarias/principales, grasas adicionales,
emulsionantes y compuestos especiales.
a. Relación manteca de cacao/chocolate
En forma general, cuanto más alto es el contenido sólido de grasas y menor la
fracción líquida, más resistente será el chocolate al bloom. Se usan distintas
alternativas para incrementar el contenido sólido de grasas.
Para reducir el bloom en el chocolate se ha utilizado la fracción de alto punto de
fusión de la MC (luego de ser fraccionada). Esta fracción tiene un contenido mayor de
SOS (más de 92%), 3% de SSS, y una proporción muy baja de TAG insaturados.
Agregados en una proporción del 20% aumentan la resistencia del chocolate al calor.
Otro método utilizado para detener el bloom es agregar TAG específicos al chocolate.
SOS y POP o TAG asimétricos como SSO o PPO, impiden la transición de la forma βV
a la forma βVI, y consecuentemente inhiben el bloom.
b. Grasa de leche
17
La grasa de leche tiene un efecto anti bloom cuando se mezcla con la MC en
chocolates. Durante años los investigadores han querido entender las propiedades
anti bloom de la grasa de leche. También han querido mejorarlas usando fracciones
específicas de la grasa de leche o modificándola.
b.1. Grasa de leche hidrogenada
En los años 50 se demostró que la adición de grasa de leche inhibía el bloom en el
chocolate y este efecto se incrementaba si se utilizaba específicamente la fracción de
alto punto de fusión de la grasa de leche (HMF). En ese momento el uso de
fracciones de grasa de leche no era económicamente viable; entonces, la
investigación se enfocó en el uso de grasas hidrogenadas.
También se investigaron los efectos de la grasa de leche hidrogenada. El chocolate
negro con una adición de 2,5% de grasa de leche hidrogenada era cuatro veces más
resistente al bloom que el chocolate fabricado con grasa de leche no hidrogenada.
Además, la grasa totalmente hidrogenada fue más efectiva que la parcialmente
hidrogenada. Sin embargo, se registró que la adición de una alta cantidad de grasa de
leche totalmente hidrogenada genera problemas de incompatibilidad con la MC.
18
b.2. Fracciones de grasa de leche
Se demostró que la incorporación de 3% de grasa de leche de alto punto de fusión
(HMF) obtenida por fraccionamiento protegió al chocolate dos veces más que el
agregado de grasa de leche sin modificar. Cuanto más alto es el punto de fusión de la
fracción más tiempo se retarda el bloom en el chocolate. Por otro lado, chocolate
realizado con la fracción de grasa de leche de bajo punto de fusión HMF presentó
bloom a cualquier concentración.
c. Emulsionantes
La adición de emulsionantes disminuye la viscosidad del chocolate, también afecta
la cristalización de la MC y disminuye la formación de bloom.
Los mejores inhibidores del bloom son los emulsionantes Span 60 (monoestearato
de sorbitán) y Tween 60 (monoestearato de sorbitan polioxietileno), usados en un
1%. Estos emulsionantes son más efectivos si están muy bien dispersos en el
chocolate, por lo que se recomienda agregarlos en la etapa del concado. Cuando se
usan individualmente, el triestearato de sorbitán y el éster de poliglicerol son las
moléculas más efectivas para mejorar el brillo del producto, aún después de 30 días a
temperaturas de almacenamiento entre 20 – 30°C.
Los emulsionantes en términos de inhibir el bloom tienen tres efectos principales en
el chocolate. En primer lugar, mejoran la cristalización ya que incrementan el número
de núcleos de cristalización impidiendo la formación de cristales de gran tamaño.
Segundo, incrementan el punto de fusión de las grasas, entonces el producto tiene
más tolerancia térmica. En último lugar, previenen la transición polimórfica asociada
el bloom del chocolate.
19
d. Compuestos especiales
d.1. Prestine
Prestine es una grasa vegetal modificada de patente Europea fabricada por el Grupo
Loders Croklaan, especialmente diseñada para inhibir el bloom del chocolate. Es un
blend de TAGs que si se adiciona en concentraciones del 5% p/p inhibe el bloom
durante el almacenamiento en los chocolates simples y rellenos.
d.2. 1,3-oleil 2-estearoil glicerol
Se ha demostrado que un blend 50/50 de 1,3-oleil 2-estearoil glicerol y manteca de
cacao previene el bloom. A esta concentración, ambas grasas cristalizan en una
forma estable β caracterizada por la formación de cadenas de doble de largo.
d.3. Partículas de azúcar
La glucosa anhidra adicionada en un 15-20% p/p ofrece una gran resistencia al
bloom. La desventaja de este producto es que el chocolate presenta un sabor
desagradable en la boca.
Otra opción es utilizar partículas de azúcar amorfa. Este tipo de compuestos se
consiguen mediante un secado spray de sacarosa y jarabe de maíz. La forma esférica
de la azúcar amorfa permite un empaque más estrecho de las partículas, reduciendo
o inhibiendo la migración de lípidos, y así la formación del bloom1.
1 Fuentes consultadas:
- Geoff Talbot y Loek Favre, “CHOCOLATE BLOOM, A THING OF THE PAST” Innovations in Food Technology. 2008
- Eugene Hammond y Susan Gedney, “FAT BLOOM”, United Biscuits Ltd. Reino Unido
- Lonchampt, Pierre y Hartel, Richard W. “FAT BLOOM IN CHOCOLATE AND COMPOUND COATINGS.” Department of Food Science, University of Wisconsin. USA. 2004
20
3.2 TECNOLOGÍA DE MEMBRANAS
Introducción
La tecnología de filtración por membranas de flujo-cruzado está logrando rápida
aceptación mundial como una importante etapa de producción en muchas líneas de
procesos en la industria alimenticia, láctea, farmacéutica/biotecnológica, de jarabes y
edulcorantes. La capacidad para producir separaciones muy específicas a baja o a
temperatura ambiente, sin cambio de fase, en muchas aplicaciones, hace que la
filtración por membranas sea superior a los métodos convencionales, tales como la
filtración rotativa al vacío o filtros prensa.
Las membranas de permeabilidad selectiva presentan un gran interés en la industria
agroalimentaria. Algunas de las membranas disponibles separan las moléculas de
agua de otros constituyentes de los alimentos líquidos, con lo cual se consigue una
concentración de los mismos, otras membranas pueden separar moléculas por
tamaño, obteniéndose así a la vez concentración y fraccionamiento.
Los procesos de membrana presentan muchas ventajas sobre otras técnicas de
concentración. La ventaja principal es que la calidad del producto generalmente se
mantiene, puesto que se trabaja a bajas temperaturas y no hay interfase vapor-líquido
que cause pérdida de aromas. Además, las separaciones por membrana
generalmente presentan exigencias energéticas reducidas, bajos costos de trabajo,
pocas exigencias de espacio y una amplia flexibilidad de operación. Sin embargo, las
membranas tienden a ensuciarse a medida que el producto se concentra y se
incrementa la viscosidad, lo cual limita las concentraciones que se pueden alcanzar.
Generalmente, con los procesos de membrana sólo pueden conseguirse
concentraciones entre 40-45%, comparado con más del 80% que se obtiene con la
evaporación.
21
Proceso de separación por membranas
La filtración de flujo cruzado es un proceso que se conduce bajo presión, una mezcla
de líquido y sólidos se pone en contacto con una membrana y se fuerza al líquido a
pasar a través de la misma. Los sólidos retenidos, son barridos a lo largo de la
superficie de la membrana por el flujo de la mezcla sólido-liquido. Una pequeña
cantidad de sólidos pasan también a través de la membrana.
El flujo de líquido a través de la membrana es conducido por el gradiente de presión
hidráulica. Estas diferencias de presión y de concentración a través de la membrana
conducen al transporte de ciertas moléculas a través de la misma (filtrado), mientras
que las moléculas grandes permanecen en el lado de la alimentación (retenato). En el
caso de la ósmosis inversa y nanofiltración, la presión osmótica de la solución se
opone a la presión hidráulica. En la ultrafiltración y microfiltración los solutos fluyen a
través de los grandes poros de la membrana, este flujo se considera normalmente
despreciable.
El comportamiento de un sistema de filtración por membranas se mide en términos
de su capacidad para producir grandes volúmenes de filtrado en un corto período de
tiempo y el grado de pureza del filtrado con respecto a la concentración de soluto.
Principios de la separación por membranas
Técnicas utilizadas
- Ósmosis inversa (RO): concentración de soluciones por eliminación de
agua. Utiliza las membranas más finas, que son capaces de separar las
moléculas más pequeñas de soluto. Las membranas de ósmosis
inversa se clasifican por el porcentaje de rechazo de cloruro sódico en
una solución acuosa bajo condiciones específicas que oscila entre 99.5
y 95%. Se requieren altas presiones, entre 4 a 8 MPa para vencer la
elevada presión osmótica de las soluciones de pequeñas moléculas.
22
- Nanofiltración (NF): Considerada como un proceso único entre la
ultrafiltración y la ósmosis inversa, especialmente diseñada para
conseguir separaciones específicas de compuestos de bajo peso
molecular como azúcares, minerales disueltos y sales. El rango de
presiones a las que opera la nanofiltración es de 700-3500 kPa.
Algunas de las aplicaciones típicas incluyen: desalinización de
productos lácteos, recuperación de proteínas hidrolizadas,
concentración de azúcares y purificación de tinturas y pigmentos
solubles.
- Ultrafiltración (UF): Es un paso de separación selectiva usada tanto
para concentrar como para purificar compuestos de medio y alto peso
molecular como ser proteínas lácteas, carbohidratos y enzimas. La
permeabilidad en una membrana de ultrafiltración depende del tamaño
de poro medio en la membrana, espesor de la misma y porosidad de la
membrana. Controlando el peso molecular de corte para el paso a
través de la membrana se puede fraccionar selectivamente grandes
moléculas por su tamaño. Las presiones aplicadas son
significativamente más bajas que las usadas en ósmosis inversa, con
presiones entre 35 a 1000 kPa.
- Microfiltración (MF): Este tipo de filtración trabaja a baja presión para
separar partículas de alto peso molecular, coloides en suspensión o
bien sólidos disueltos. Aplicaciones frecuentes incluyen la separación
de células de extractos fermentados, fraccionamiento de proteínas de
leche, clarificación de jarabe de maíz y la recuperación de químicos de
lavado CIP.
Composición de las membranas
- Acetato de celulosa: Las primeras membranas comerciales para
ósmosis inversa y ultrafiltración estaban hechas de acetato de
celulosa. Este tipo de membranas proporcionaban un alto flujo de
permeado y un buen rechazo de sales. Sin embargo, el acetato de
23
celulosa se daña a altas temperaturas, es sensible al pH (sólo se puede
trabajar entre pH 3 y 6) y se daña también por los iones Cl-. Dado que
los detergentes y desinfectantes comúnmente empleados en la
industria alimentaria son a base de cloro, la sensibilidad de las
membranas de acetato de celulosa a este ion causaba problemas en la
limpieza y desinfección en las operaciones de membrana.
- Polímeros: Las membranas de polímeros hechas de poliamidas y
polisulfonas han ocupado el puesto del acetato de celulosa, al menos
para la ultrafiltración. Las poliamidas proporcionan una resistencia al
pH ligeramente mayor que la del acetato de celulosa, pero son
ligeramente más sensibles al cloro. Las polisulfonas representan una
buena alternativa, pueden resistir temperaturas altas (más de 75°C),
trabajan a un amplio rango de pH (de 1 a 13) y presentan una
resistencia razonable al cloro (más de 50 ppm de cloro). Son también
fáciles de fabricar y se pueden producir con un amplio rango de peso
molecular de corte de tamaño de poro para ultrafiltración. Sin
embargo, estas membranas no resisten las altas presiones y se utilizan
casi exclusivamente para ultrafiltración.
- Membranas compuestas o de cerámica: estas membranas están
hechas de carbón poroso, óxido de circonio o de aluminio, aunque se
puede usar una amplia gama de materiales. Debido a la naturaleza
inerte de estos materiales, estas membranas presentan un amplio
rango de condiciones de operación (temperatura y pH). Son también
resistentes al ataque de cloro y se limpian con facilidad.
Tipos de empaques
Las membranas pueden ser empacadas de muchas formas para proporcionar
diferentes opciones para la separación. En la tabla siguiente se indican las
configuraciones que habitualmente se utilizan.
Diseño Aplicación típica
Láminas enrolladas en espiral OI, NF, UF
24
Placas y bastidor UF, OI
Tubular, basado en polímeros UF, OI
Tubular, basado en cerámica MF, UF
Fibra hueca UF
OI: ósmosis inversa; UF: ultrafiltración; NF: nanofiltración; MF: microfiltración.
Aplicaciones
La técnica de membranas ha avanzado rápidamente en la industria alimentaria desde
sus modestos comienzos a principios de los años sesenta, lo cual representa un paso
importante en una industria que universalmente se ha considerado conservadora. El
rango de aplicaciones de la técnica de membranas que se ha comercializado se
extiende al espectro completo, desde la microfiltración a la ósmosis inversa. Estas
aplicaciones se refieren a varios sectores de la industria incluyendo el sector lácteo,
de frutas y hortalizas, de bebidas, de procesado de granos y de azúcar.
La industria láctea es una de las principales utilizadoras de la separación por
membrana. Se emplea ósmosis inversa para la concentración de leche antes de la
evaporación y de la fabricación de queso. El factor de concentración está limitado
por la precipitación de fósforo cálcico. La producción separa alrededor de un 85% de
leche como suero, que contiene en solución proteínas, lactosa y sales.
La concentración del suero por ósmosis inversa y su fraccionamiento por
ultrafiltración es una de las principales aplicaciones de las membranas en la industria
alimentaria hoy en día. La concentración del suero por ósmosis inversa reduce los
costos de transporte mientras que su fraccionamiento produce un concentrado de
proteínas del suero que tiene valor como subproducto. La ultrafiltración es
ampliamente utilizada para la concentración de las proteínas en la leche y en el
lactosuero y para la normalización proteica de la leche destinada a la fabricación de
queso, yogur y otros productos lácteos. La nanofiltración se utiliza cuando se desea
la desalinización parcial del lactosuero y la microfiltración se aplica, básicamente para
la reducción del número de bacterias en la leche desnatada, lactosuero y salmueras,
pero también para la reducción del contenido en grasas del lactosuero destinado a la
25
fabricación de concentrados proteicos y para el fraccionamiento de proteínas. En
estas aplicaciones, las moléculas pequeñas tales como sales y lactosa, pasan
generalmente a través de la membrana de ultrafiltración, mientras que las proteínas
quedan retenidas en el concentrado.
Los jugos de frutas se concentran desde el contenido original de azúcar de 10-16%
hasta alrededor del 60% para el trasporte y almacenamiento. Esta concentración se
realiza normalmente en evaporadores de múltiple efecto, la ósmosis inversa presenta
la ventaja frente a los evaporadores, de menores costos y menor consumo de
energía. Sin embargo, estas ventajas están limitadas por el bajo rango de
concentración, del orden de 24%. Otra ventaja de la ósmosis inversa es que produce
concentrados de mejor calidad debida a la ausencia de daños térmicos.
En la clarificación de los vinos se pueden sustituir los sistemas de filtración
tradicionales por una microfiltración, la concentración del vino por ósmosis inversa
acelera el proceso de precipitación tartárica en la estabilización en frío. También se
utilizar la ósmosis inversa para la obtención de vinos y cerveza de bajo contenido en
alcohol. La microfiltración se emplea en la industria de cerveza para obtener cerveza
esterilizada en frío.
La sangre es el residuo de mayor volumen de los mataderos, su recuperación
utilizando membranas incluye la separación y purificación de las células de la sangre,
concentración del plasma y concentración de la sangre homogeneizada, todo ello se
puede hacer por ultrafiltración.
La gelatina es un subproducto de origen animal que contiene proteínas coloidales
formadas por hidrólisis del colágeno. El hidrolizado que contiene de 3 a 15% de
sólidos se concentra y se seca para producir gelatina en polvo. El método tradicional
implica evaporación con vapor y secado con rodillos. La ultrafiltración da mejores
resultados que la evaporación debido a los menores daños térmicos y a los costes
más bajos. También en la clarificación de la gelatina, los filtros de tierras de
diatomeas han sido sustituidos por sistemas de microfiltración.
26
Aplicaciones en la industria azucarera
Las industrias de azúcar de caña y de remolacha han usado métodos antiguos, como
adicionar cal y flocular, para clarificar el jugo natural y remover impurezas como
ceras, dextrinas y gomas previo al refinamiento del jugo para su evaporación y
cristalización. La ultrafiltración puede ser utilizada para clarificar el jugo natural
(eliminar partículas coloidales y en suspensión), o como reemplazo de los
clarificadores más comunes, eliminando en consecuencia muchos problemas
ambientales y mejorando la calidad y el rendimiento del jugo. Otra técnica que se
puede aplicar en la industria azucarera es la ósmosis inversa para la pre-
concentración del jarabe. En los procesos de producción las membranas también
pueden ser empleadas para decolorar, fraccionar y diversas soluciones azucaradas.
Comercialización en Argentina
La empresa GEA Process Engineering S.A., con sede en Argentina, es una firma de
ingeniería dedicada a la construcción local que se dedica a la construcción,
instalación y puesta en marcha de plantas completas y líneas de proceso. GEA
comercializa en el país el sistema de filtración por membranas entre otros sistemas
como evaporadores, homogeneizadores y bombas de alta presión, líneas de
transporte y embolsado, etc. Otra empresa que comercializa el sistema de
membranas en el país es Alfa Laval que tiene su sede comercial en Victoria, Buenas
Aires.2
2 Fuentes consultadas
Mafart, P, “INGENIERÍA INDUSTRIAL ALIMENTARIA,” Vol I.. Editorial Acribia
Casp, A y Abril, “PROCESOS DE CONSERVACIÓN DE ALIMENTOS.” J. Ediciones Mundi Prensa.
27
4. OPORTUNIDADES DE AGREGADO DE VALOR
4.1 Desarrollo de nuevas confecciones de azúcar
Caramelos con alto contenido de prebióticos
Resumen
La Universidad de Sevilla en conjunto con el Consejo Superior de Investigaciones
Científicas y la Universidad de Granada, han desarrollado caramelos enriquecidos con
oligosacáridos con actividad prebiótica utilizando como punto de partida azúcares
alimentarios.
Este invento se relaciona con la transformación de azúcares de grado alimenticio que
contienen D-fructosa, en caramelos enriquecidos con oligosacáridos con actividad
prebiótica mediante el uso de catalizadores ácidos sólidos, tales como zeolitas,
arcillas o resinas de intercambio iónico en su forma ácida; también puede utilizarse
catalizadores ácidos poliméricos solubles de alto peso molecular. Una ventaja de este
método es la posibilidad de reciclar el catalizador, siendo compatible con procesos
de producción discontinuos o continuos. El caramelo obtenido exhibe una gran
proporción de oligosacáridos de fructosa con propiedades prebióticas. Este tipo de
compuestos favorecen el desarrollo de flora intestinal beneficiosa, en particular
Bifidobacteria y Lactobacillus. Además muestran un efecto reparador sobre el colon
dañado en un modelo animal que se corresponde con la enfermedad de Crohn en
humanos, por lo que pueden considerarse como nutraceúticos útiles para el
tratamiento de esta patología y otros trastornos relacionados, tanto en humanos
como en animales.
28
Generalidades
Los oligosacáridos que contienen D-fructosa en su estructura se denominan en forma
genérica fructooligosacáridos (FOS). Los FOS modifican la flora intestinal
favoreciendo un incremento en la proporción de bacteria del género Bifidus en los
intestinos. Consecuentemente, los caramelos que contienen una elevada proporción
de estos oligosacáridos presentan importantes ventajas nutricionales.
Los caramelos son productos que surgen del calentamiento de azúcares como
sacarosa, fructosa, glucosa u otros. Este tratamiento puede llevarse a cabo en medio
seco o en la presencia de agua, en presencia o ausencia de aditivos ácidos, básicos,
sales o compuestos nitrogenados. La composición de los caramelos consiste
básicamente en una fracción volátil en la cual el mayor componente es el 2-
hidroximetilfurfural (HMF) y una fracción no volátil constituida por una proporción
variable de los azúcares de partida o por sus mono- y polisacáridos constituyentes
que se forman durante el proceso de caramelización. En particular, en el caso de
caramelos industriales preparados con sacarosa en la presencia de ácido, los
componentes mayoritarios de esta fracción oligosacarídica, que puede llegar a ser el
20% de la masa total, presentan estructura de dianhídridos de fructosa. Tanto los
dianhídridos de fructosa como sus derivados glicosilados han mostrado poseer
propiedades prebióticas.
Antecedentes tecnológicos
La preparación de caramelos enriquecidos con oligosacáridos no es nueva. Defaye y
colaboradores (patente FR 2 680 789 A1) han investigado la utilización de fluoruro de
hidrógeno anhidro o de reactivos ácidos derivados del mismo, con objeto de
favorecer la formación de dianhídridos de fructosa y de sus derivados glicosilados a
partir de fructosa, sacarosa, fructobiosas o inulina. Si bien las conversiones en
oligosacáridos son elevadas, la utilización del fluoruro de hidrógeno presenta
dificultades técnicas asociadas a su toxicidad, su carácter corrosivo y a la eliminación
de las trazas de flúor en el producto final.
29
En otra investigación Richards (patente US 5 454 874) ha descrito la preparación de
caramelos con un elevado contenido en fructooligosacáridos mediante un
procedimiento que consiste en mezclar íntimamente la sacarosa y un ácido
alimentario, preferentemente ácido cítrico o ácido tartárico, ambos componentes
finamente divididos, y someter la mezcla a un tratamiento térmico (130-160ºC). El
producto así obtenido contiene entre un 20 y un 50% de fructooligosacáridos,
incluyendo los dianhídridos de fructosa y sus derivados glicosilados, con un rango en
el grado de polimerización que va de 2 a 20.
Un problema inherente a los métodos comentados, en los que la caramelización tiene
lugar en condiciones homogéneas, es que el catalizador ácido utilizado para
promover la formación de los fructooligosacáridos se encuentra presente en el
producto final. En el caso de la utilización de fluoruro de hidrógeno, su eliminación
representa un costo adicional y conlleva un riesgo considerable. Los ácidos
alimentarios, por su parte, son ácidos mucho más débiles que conducen a
conversiones en fructooligosacáridos que, de manera general, son inferiores al 50%.
El hecho de que el catalizador permanezca en el producto final limita además la
proporción en que éste puede utilizarse y va a afectar significativamente las
propiedades organolépticas de los caramelos resultantes.
Un problema adicional de los procedimientos anteriores es que los ácidos débiles
utilizados como promotores de la caramelización conducen a distribuciones cinéticas
de dianhídridos de fructosa que, al no encontrase en equilibrio termodinámico,
pueden evolucionar con el tiempo alterando la composición del producto.
Existe por tanto una necesidad de métodos de preparación de caramelos con un
contenido elevado de oligosacáridos prebióticos derivados de dianhídridos de
fructosa que permitan retirar de manera cómoda el catalizador ácido utilizado al final
del proceso, conduciendo preferentemente a distribuciones bien definidas, próximas
al equilibrio termodinámico, de los constituyentes finales.
Descripción de la invención
30
Un primer objetivo de la invención es la producción de caramelos con un alto
contenido en oligosacáridos prebióticos a partir de azúcares alimentarios que
contengan fructosa en su composición, de mezclas de varios de estos azúcares o de
mezclas de éstos con otros azúcares, mediante procedimientos que permitan la
separación del catalizador ácido utilizado al final del proceso de manera cómoda.
Un segundo objetivo es desarrollar un procedimiento que permita maximizar el
contenido de oligosacáridos prebióticos del tipo dianhídridos de fructosa y
dianhídridos de fructosa glicosilados en caramelos, favoreciendo preferentemente
distribuciones isoméricas de dianhídridos de fructosa próximas al equilibrio
termodinámico.
De acuerdo con estos objetivos la preparación de caramelos con un alto contenido en
oligosacáridos prebióticos incluye:
- Un azúcar alimentario como producto de partida, pudiendo ser éste la
D-fructosa, la sacarosa o cualquier oligo o polisacárido que contenga
fructosa como constituyente, incluyendo las fructobiosas, como la
palatinosa o la leucrosa, los fructooligosacáridos, como la 1-kestosa o
la nistosa, los fructanos y la inulina. Estos azúcares de partida pueden
utilizarse solos o combinados en diferentes proporciones, así como en
combinación con otro u otros azúcares de uso alimentario, incluyendo
glucosa, galactosa, maltosa, lactosa o rafinosa.
- La utilización de catalizadores ácidos sólidos, tales como zeolitas,
bentonita o resinas de intercambio iónico en su forma ácida, bajo
condiciones de reacción heterogéneas. El producto resultante puede
separarse fácilmente del catalizador por filtración. Otro tipo de
catalizador que puede utilizarse son polímeros ácidos solubles de
elevado peso molecular bajo condiciones de reacción homogéneas. En
este caso, la separación del catalizador del producto final se lleva a
cabo mediante el uso de membranas que permiten separar las
31
moléculas de elevado peso molecular de los oligosacáridos prebióticos
formados.
La invención proporciona nuevos caramelos con un elevado contenido en
dianhídridos de fructosa y dianhídridos de fructosa glicosilados, comprendido entre el
50-80%, con una composición isomérica en dianhídridos de fructosa próxima a la
correspondiente para una distribución termodinámica y libres del catalizador ácido
utilizado como promotor de la caramelización, así como la utilización de estos
caramelos como prebióticos que, entre otros efectos favorables, favorecen el
desarrollo de una flora intestinal beneficiosa, tal como Bifidobacteria o Lactobacillus,
y que muestran un efecto reparador sobre lesiones del colon.
4.2 DESARROLLO DE NUEVAS CONFECCIONES DE CHOCOLATE
Confecciones de chocolate con probióticos y prebióticos
Generalidades de los probióticos
El término probiótico significa “a favor de la vida” y existen diferentes definiciones del
mismo. Según la FAO son “microorganismos vivos que ejercen una acción benéfica
sobre la salud del huésped al ser administrados en cantidades adecuadas”/
“alimentos susceptibles de producir un efecto benéfico sobre una o varias funciones
específicas en el organismo, más allá de los efectos nutricionales habituales, de
mejorar el estado de salud y de bienestar y/o de reducir el riesgo de una
enfermedad”.
Definiciones más recientes los indican como “ingrediente alimentario microbiano
vivo, que al ser ingerido en cantidades suficientes, ejerce efectos benéficos sobre la
salud de quien lo consume”. De estas definiciones se desprende la principal
característica que deben cumplir los probióticos: deben utilizarse microorganismos
vivos en cantidades adecuadas para obtener los efectos deseados.
32
Microorganismos probióticos
Las bacterias probióticas utilizadas en alimentos deben ser capaces de sobrevivir al
paso por el aparato digestivo y proliferar en el intestino. Son bacterias gram positivas
y se utilizan fundamentalmente dos géneros: Lactobacillus y Bifidobacterium. Se las
conoce como BAL, por su capacidad de convertir los hidratos de carbono en ácido
láctico y pueden ser homofermentativas o heterofermentativas. Las tres especies
más utilizadas y estudiadas son: Lactobacillus acidophilus, Lactobacillus casei y
Bifidobacterium spp.
Bifidobacterias: Se encuentran normalmente en el intestino humano y aparecen
pocos días después del nacimiento. Son una de las especies predominantes en el
colon junto con Eubacterium, Clostridium y Bacteroides. Producen enzima B-
galactosidasa que mejora la intolerancia a la lactosa y son antagónicas con E.coli
y Shigella, que modifican las condiciones de acidez y condicionan la formación de
ácido láctico y acético. El aumento de la concentración de las bifidobacterias en la
flora intestinal incrementa la conversión de carbohidratos a ácidos orgánicos
(láctico y acético), estimula el peristaltismo del intestino y contribuye a regularizar
el tránsito intestinal enlentecido.
Lactobacillus: Son bacterias ácido-lácticas, bacilos o cocos gram positivos. Son
microorganismos anaerobios y/o tolerantes a condiciones aerobias. Pueden ser
homo o heterofermentativos, según las características de su metabolismo
fermentativo y mesofílicos o termofílicos, según las temperaturas óptimas de
desarrollo. Otra característica es su capacidad de adherirse a las mucosas y
producir sustancias bacteriostáticas y/o bactericidas (bacteriocinas).
33
Generalidades de los prebióticos
Los prebióticos son ingredientes alimenticios no digestibles, lo que significa que no
se hidrolizan ni absorben en la primera parte del tracto gastrointestinal. Estimulan
selectivamente el crecimiento y/o la actividad de una o un limitado número de
bacterias en el colon mejorando la salud del huésped.
La inulina es una fibra dietaria por sus propiedades nutricionales pero también se
clasifica como prebiótico. Estudios han demostrado que la ingesta diaria de 15g de
inulina provoca un incremento en la población de bifidobacterias en el colon (efecto
bifidogénico), mientras que al mismo tiempo reduce significativamente la presencia
de bacterias indeseables como las del género Clostridium. La dosis máxima permitida
para adicionar un alimento formulado con inulina es para dosis simples hasta 10 g/día
y en dosis múltiples hasta 20 g/día.
La inulina es un fructano polidisperso que consiste en una mezcla de oligómeros y
polímeros mayores formados por uniones β-(2-1) fructosil-fructosa. El grado de
polimerización (GP) proveniente de la achicoria oscila entre 3 y 60, con un valor
promedio de aproximadamente 10. Esta se encuentra en una gran variedad de
plantas, pero principalmente en la raíz de la achicoria, puerro, ajo, banana, cebada,
trigo, miel, cebolla, espárrago y alcaucil. También se localiza en las partes aéreas de
las gramíneas (cereales, pastos) de las cuales es más difícil extraerla, ya que se
encuentra asociada a carbohidratos complejos e insolubles (celulosa, hemicelulosa) y
polifenoles. La inulina puede ser extraída de la raíz de la achicoria y sintetizada a partir
de la sacarosa a través de la acción de la β-fructo-furanosidasa (origen: Aspergillus
Níger). Industrialmente, la inulina se produce a partir de escamas de raíz de achicoria
por extracción a altas temperaturas seguido de un proceso de intercambio iónico.
De esta manera se ha establecido el uso de inulina en alimentos debido a sus efectos
beneficiales a nivel terapéutico y de nutrición. Existen varios alimentos saludables
que han incorporado inulina como ser leche en polvo para niños, postres, yogures,
etc. También se ha incorporado inulina en algunas formulaciones de chocolate como
sustituto a la sacarosa. Este tipo de formulaciones tienen como objetivo reducir el
34
contenido calórico del chocolate con muy poca importancia en el efecto prebiótico.
La inulina tiene un valor calórico similar al de la fibra dietaria soluble, 1,0 kcal/g,
mientras que la sacarosa presenta 4,2 kcal/g.
Generalidades de los simbióticos
Los simbióticos constituyen un grupo diferente a los probióticos. Los simbióticos se
definen como “una mezcla de probióticos y prebióticos destinada a aumentar la
supervivencia de las bacterias que promueven la salud, con el fin de modificar la flora
intestinal y su metabolismo” y el término debe reservarse exclusivamente para los
productos que poseen verificación científica de la simbiosis, es decir en los cuales
los prebióticos favorecen selectivamente a los probióticos adicionados en éste
simbiótico en particular.
Chocolate con prebióticos
La formulación del chocolate comprende una mezcla de componentes del cacao,
componentes derivados de la leche y algún componente endulzante. Como
componente endulzante se utiliza sacarosa, polidextrosa u oligofructosa. Por su lado,
los emulsionantes como la lecitina se utilizan para mejorar la textura del chocolate.
Se pudo desarrollar un chocolate con prebióticos con los mismos componentes que
el chocolate tradicional, pero reemplazando el componente endulzante por 19 a 34%
(masa total) de inulina y 5-8% de isomaltosa. Es decir, esta formulación de este
chocolate no contiene sacarosa, todo el azúcar se reemplaza por una mezcla variable
de inulina, con un grado de polimerización promedio de 10, e isomaltosa. Para
resaltar el sabor dulce se utilizó en conjunto con la inulina e isomaltosa, aspartamo.
De esta manera se obtiene un chocolate con contenido de prebióticos con textura y
sabor similar al chocolate original.
35
Postre de chocolate con probióticos y simbióticos
El Departamento de Alimentos y Nutrición Experimental de la Universidad de San
Pablo ha desarrollado un postre lácteo de chocolate con el agregado de ingredientes
probióticos y prebióticos. Este postre de chocolate tipo mousse se suplementó con
Lactobacillus paracasei subsp.paracasei LBC 82 e inulina.
El objetivo era formular un alimento con ingredientes simbióticos. Corroborar
experimentalmente el sinergismo alcanzado in vivo por la ingesta de lactobacilos por
un lado, y por otro la promoción de las bifidobacterias propias del intestino. Así, un
alimento conteniendo inulina u oligofructosa y bacterias probióticas como
bifidobacterias o L.paracasei, completaría la definición de compuesto simbiótico.
Para el estudio se prepararon tres postres de chocolate, una muestra control (C),
probiótica (P) y otra simbiótica (S). El microorganismo probiótico Lactobacillus
paracasei subsp.paracasei LBC 82 se agregó a la muestra P, mientras que a la
muestra S se agregaron tanto la bacteria probiótica como el ingrediente prebiótico,
inulina, Por su lado, la muestra C no contenía ningún tipo de ingrediente probiótico o
prebiótico.
Los ingredientes del postre fueron los siguientes: crema de leche, cacao en polvo,
gelatina sin sabor en polvo, agente emulsionante, sacarosa, leche en polvo, cultivos
probióticos e inulina. El procedimiento de preparación del postre fue el siguiente para
las tres muestras: todos los ingredientes, excepto el emulsionante se mezclaron
bien. La mezcla se calentó hasta 80-85°C en un baño de agua. Inmediatamente, la
mezcla se enfrió hasta los 40°C en un baño continuo de hielo. Para enfriar aún más la
mezcla, se incorporó el agente emulsionante a la vez que se mezcló con una batidora
de mano sobre el baño de hielo hasta alcanzar los 14°C. En esta instancia el postre
mousse estuvo listo para envasarse en moldes individuales. Éstos se almacenaron en
cámara a 4°C hasta 28 días. Para efectuar los análisis microbiológicos, fisicoquímicos
y de evaluación sensorial, se tomaron muestras en los días 4, 7, 14, 21 y 28 de
almacenamiento.

36
En base de los resultados obtenidos en los distintos análisis los investigadores no
observaron diferencias sensoriales significativas entre la muestra control y las
muestras S y P. De hecho, los consumidores prefirieron el postre S por sobre los
otros dos. Dentro de los análisis microbiológicos, el único inconveniente que se
detectó fue el crecimiento de hongos y levaduras luego de 14 días de
almacenamiento, tanto en la muestra C como en la P. Sin embargo, no se detectó
crecimiento en el postre S hasta el día 21 de almacenamiento.
Los investigadores pudieron demostrar la incorporación exitosa de L.paracasei e
inulina en el postre mousse de chocolate. La inulina no interfirió con la viabilidad de
L.paracasei, por el contrario se observó sinergismo entre los dos ingredientes,
pudiendo lograr exitosamente la formulación de un postre con ingredientes
simbióticos.
Situación nacional
En la actualidad no existe en el mercado nacional chocolate con prebióticos o postres
con simbióticos. Sin embargo, como centros de referencia de investigación de
probióticos y prebióticos encontramos al Centro de Referencia para Lactobacilos
(CERELA) con sede en la provincia de Tucumán y al Instituto Nacional de Tecnología
Industrial (INTI). Actualmente, en la sede de Lácteos San Martín del INTI, la Ing. María
Laura Castells está trabajando en la formulación de una bebida fermentada a base de
suero con probióticos y prebióticos. Si bien este producto todavía está en etapa de
prueba en planta piloto, seguramente servirá como precedente en el desarrollo de
alimentos con ingredientes simbióticos.
37
5. CONCLUSIONES Y RECOMENDACIONES
Los datos relevados en cuanto al desempeño económico de las cadenas analizadas,
revelan que apostar a la diferenciación por vía tecnológica resultaría altamente
positivo, ya que:
En el caso del azúcar, si bien la producción de azúcar blanco y crudo se
adapta a los distintos requerimientos de mercado interno y externo, se trata
de una commodity por lo que la agregación de valor será proporcional a la
tecnología y servicios que se le incorporen.
En el caso del Chocolate, la cadena en Argentina está especializada
fuertemente hacia las confecciones, por lo que la diferenciación tecnológica
de productos derivará en una ampliación del mercado. Argentina produce
confecciones de chocolate y tiene exportaciones crecientes, aunque no se
posiciona entre los productores de primer nivel (Bélgica, Suiza, Francia, Italia,
Estados Unidos, etc.).
Por otro lado, las tecnologías propias de la producción de azúcar, son de punta en el
caso de los ingenios medianos y grandes, lo que asegura una calidad constante de
provisión.
Por su parte, la producción de chocolate y confecciones se realiza en base a
tecnologías industriales normales, aunque existe un subsector que utiliza tecnologías
artesanales para productos de nicho.
De todo esto se deduce que las necesidades de innovación para ambas cadenas
pueden resumirse como sigue:
Azúcar: Desarrollo de nuevos productos.
Chocolate: Adopción de tecnología de productos y procesos para mejorar las
confecciones de chocolate, generando productos novedosos.
38
A fin de dar respuesta a estos desafíos, en el caso de las confecciones de azúcar se
hace necesaria la difusión de la alternativa de las golosinas como alimentos
funcionales. Para la adopción de esta alternativa no hay limitantes salvo la aceptación
en el mercado, que estaría asegurada de seguir las líneas generales de aceptación
de productos funcionales.
En cuanto a la innovación tecnológica relacionada con los chocolates, la adopción de
sustitutos de manteca de cacao no se ha difundido porque los mismos no estaban
permitidos en proporciones importantes en el Código Alimentario, situación
actualmente salvada. Por otro lado, la tecnología de membranas requiere más
desarrollo para su aplicación industrial en chocolatería. Finalmente, en lo referente al
desarrollo de productos funcionales, se repite lo explicitado en el caso de las
confecciones de azúcar.
El desarrollo de estas tecnologías es completamente factible a nivel nacional. En
particular en lo que se refiere a alimentos funcionales, existen experiencia y
profesionales capaces de avanzar en estas líneas.
Por todo lo anterior, como recomendación principal se sugiere continuar financiando
investigaciones y proyectos de extensión en el área de los alimentos funcionales.

Recommended