UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA QUÍMICA
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO QUÍMICO
TEMA:
ELABORACIÒN DEL YOGURT A PARTIR DE DIFERENTES MATERIAS
PRIMAS, COMO LECHE DE VACA Y DE CABRA PARA SU
CARACTERIZACIÒN.
AUTORES:
CARLOS GUILLERMO LEÒN MOLINA
NIXON ESTUARDO PROAÑO BONE
DIRECTORA DEL TRABAJO DE TITULACIÒN
MsC. JULIETT DE LA CARIDAD CHEDIAK SILVA
GUAYAQUIL – ECUADOR
2015

I
AGRADECIMIENTO
Quiero expresar mi profundo agradecimiento:
A Dios por acompañarme todos los días de mi vida
A mi familia,
Ya que sin su apoyo no podría haber terminado mis estudios por sus buenos
consejos, por tantas alegrías a lo largo de mi etapa como estudiante pero siempre
con su apoyo total por estar conmigo en los momentos difíciles
A la MsC, JULIETT CHEDIAK SILVA quien nos ha guiado en estos meses de
trabajo dándonos el apoyo necesario para poder culminar con éxito y ganar una
serie de conocimientos que serán importantes para nuestro futuro como
profesional.
MUCHAS GRACIAS A TODOS
LEÒN MOLINA CARLOS

II
AGRADECIMIENTO
A todos ustedes mis agradecimientos más sinceros.
PROAÑO BONE NIXON
Agradezco a Dios por haberme guiado a lo largo de mi vida y por ser mi apoyo
en los momentos difíciles. Ya que me ha dado la fortaleza y la sabiduría para
seguir adelante en todas mis metas trazadas.
A mis padres por su apoyo incondicional, ya que me han enseñado el valor de
la perseverancia y constancia; y de esta manera haber culminado una etapa
muy importante en mi vida.
A mis familiares, quienes con sus palabras de aliento no me dejaban desistir
para que saliera adelante.
A mis maestros, en especial a la MsC. JULIETT DE LA CARIDAD CHEDIAK
SILVA quien me ha brindado su ayuda, por su tiempo, amistad y por los
conocimientos transmitidos.

III
DEDICATORIA
PROAÑO BONE NIXON
Esta investigación es dedicada:
A Dios,
Por permitirme llegar a este momento tan importante en mi vida.
A mis padres,
Por siempre estar a mi lado brindándome su apoyo y hacer de mí un hombre de
bien.
A la memoria de:
DIANA ALEXANDRA PROAÑO BONE, por ser mi inspiración para cumplir todos
mis anhelos, por cuidarme y derramar sus bendiciones en mi vida.

IV
DEDICATORIA
Mis más profundo agradecimientos:
A dios por bendecirme con su gracia divina y encaminarme por el camino correcto
A mi familia.
En especial a mi padre Hugo León Maquilón y a mi madre Carmen Molina
Ramírez por ser los pilares fundamentales en mi desarrollo.
A mis hermanos y familiares por todo ese apoyo brindado José, Darwin, Diego,
Danny, Joselyn y Thalía Quijije. Por todo su apoyo y respaldo incondicional que
cada uno me brindo día a día.
``Dios está contigo en todo cuanto haces`` GENESIS 21,22
LEÓN MOLINA CARLOS
V
DERECHOS DE AUTORÌA
CARLOS GUILLERMO LEÒN MOLINA y NIXON ESTUARDO PROAÑO BONE
declaran bajo juramento que el trabajo aquí descrito es de su entera autoría, que
no ha sido previamente presentado para ningún grado o calificación profesional
haciendo consultas a referencias bibliográficas que son descritas en este
documento.
A través de la presente declaración cedemos los derechos de propiedad
intelectual a la UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA
QUÍMICA, según lo establecido por la Ley de Propiedad Intelectual y su
reglamento.
------------------------------ ------------------------------------
CARLOS LEÒN MOLINA NIXON PROAÑO BONE
CC. 092839126-7 CC. 0803584648

VI
CERTIFICACIÓN DE TUTOR
MsC. JULIETT CHEDIAK SILVA certifica haber tutelado el trabajo de titulación
``ELABORACIÒN DEL YOGUR A PARTIR DE DIFERENTES MATERIAS
PRIMAS, COMO LECHE DE VACA Y DE CABRA PARA SU
CARACTERIZACIÒN`` , que ha sido desarrollada por los estudiantes CARLOS
GUILLERMO LEÒN MOLINA y NIXON ESTUARDO PROAÑO BONE , previa la
obtención del título de Ingeniero en QUÍMICA, de acuerdo al REGLAMENTO
PARA LA ELABORACIÓN DE TESIS DE GRADO DE TERCER NIVEL DE LA
UNIVERSIDAD DE GUAYAQUIL, FACULTAD DE INGENIERIA QUIMICA.
MsC. JULIETT DE LA CARIDAD CHEDIAK SILVA
C.I 0959045030

VII
RESUMEN
El yogurt se define como el producto de leche coagulada obtenida por
fermentación láctica mediante la acción de dos bacterias, el mismo adquiere un
sabor, olor característico debido a la interacción de los microorganismos presentes
en el. Son muchas las variables la que está relacionada con la obtención de este
producto con calidad como la temperatura, el contenido proteico, cultivo de
bacterias, pH. El yogurt es un producto probiótico ya que por su carga bacteriana
restablece la flora normal del tracto digestivo, beneficiando de esta manera la
salud del hombre además de aportarle un alto contenido probiótico por su gran
valor nutricional. Teniendo en cuenta la importancia del producto en cuestión se
realizó este estudio en la Facultad de Ingeniería Química de la Universidad de
Guayaquil, donde permite valorar y caracterizar las propiedades organolépticas,
físico-químico y microbiológicas del yogurt utilizando diferentes materias como
leche de vaca y de cabra; teniendo en cuenta todas las variables involucradas en
el proceso de fermentación tales como: Temperatura, cultivo bacteriano, valor
nutricional, pH, Brix.
Palabras Claves: Producto probiótico, fermentación láctica, tracto digestivo.

VIII
ABSTRACT
Yogurt is defined as the coagulated milk product obtained by lactic acid
fermentation through the action of two bacteria, it acquires a taste, characteristic
odor due to the interaction of the microorganisms present in the. There are many
variables which is related to the production of this product with quality as
temperature, protein content, bacterial culture, pH. Yogurt is a probiotic product
since its bacterial load restores the normal flora of the digestive tract, thus
benefiting human health besides providing a high probiotic content for its high
nutritional value. Given the importance of the product in question this study was
conducted at the Faculty of Chemical Engineering at the University of Guayaquil,
where to measure and characterize the physico-chemical and microbiological
organoleptic properties of yogurt using different materials such as cow's milk and
goat; considering all the variables involved in the fermentation process such as
temperature, bacterial culture, nutritional value, pH, Brix.
Key Words: probiotic product, lactic fermentation, digestive tract.

IX
ÍNDICE GENERAL
AGRADECIMIENTO ......................................................................................... I
AGRADECIMIENTO ........................................................................................ II
DEDICATORIA ............................................................................................... III
DEDICATORIA .............................................................................................. IV
DERECHOS DE AUTORÌA ............................................................................ V
CERTIFICACIÓN DE TUTOR ....................................................................... VI
RESUMEN .................................................................................................... VII
ABSTRACT ................................................................................................. VIII
1 CAPÍTULO: LA INVESTIGACIÓN ............................................................... 1
INTRODUCCIÒN ............................................................................................. 1
1.1 TEMA......................................................................................................... 1
1.2 PLANTEAMIENTO DEL PROBLEMA ...................................................... 1
1.3 FORMULACIÓN DEL PROBLEMA .......................................................... 1
1.4 LIMITACIÓN DEL PROYECTO ................................................................. 2
1.5 ALCANCE DEL PROYECTO .................................................................... 2
1.6 OBJETIVOS .............................................................................................. 2
1.7 IDEA A DEFENDER .................................................................................. 3
1.8 PREGUNTAS A CONSTESTAR ............................................................... 3
1.9 JUSTIFICACIÓN DEL PROBLEMA .......................................................... 4
1.10 VARIABLES ........................................................................................... 4
2. CAPITULO .................................................................................................. 6
MARCO TEÓRICO .......................................................................................... 6
2. EL YOGURT ................................................................................................ 6
2.1 VALOR NUTRITIVO DEL YOGURT ........................................................ 8

X
2.2 ESPECIFICACIONES DEL PROCESO DE ELABORACIÓN DEL YOGURT
....................................................................................................................... 10
2.2.1 ESTANDARIZAR LA LECHE ............................................................... 10
2.2.2 MEZCLAR INGREDIENTES ................................................................ 10
2.2.3 HOMOGENIZAR .................................................................................. 11
2.2.4 PASTEURIZAR .................................................................................... 11
2.2.5 ENFRIAMIENTO .................................................................................. 11
2.2.6 INCUBACIÓN ...................................................................................... 11
2.2.7 INOCULACIÓN .................................................................................... 11
2.2.8 BATIDO ................................................................................................ 12
2.2.9 EMPAQUE ............................................................................................ 12
2.2.10 ALMACENAMIENTO ......................................................................... 12
2.3 BACTERIAS DEL YOGURT ................................................................... 12
2.3.1 BACTERIAS LÁCTICAS ...................................................................... 14
2.3.2 SUPERVIVENCIA DE LAS BACTERIAS ............................................. 14
2.3.3 SIMBIOSIS DE LAS BACTERIAS DEL YOGURT ............................... 15
2.3.4 LAS BACTERIAS DEL YOGURT COMO PROBIÓTICOS ................. 16
2.4 TIPOS DE YOGURT ................................................................................ 16
2.5 DE ACUERDO A LOS INGREDIENTES UTILIZADOS.......................... 16
2.6 CON OTROS INGREDIENTES ............................................................... 17
2.6.1 SABORIZADOS O AROMATIZADOS ................................................. 17
2.7 DE ACUERDO AL PROCESO DE ELABORACIÓN .............................. 17
2.7.1 YOGURT BATIDO ................................................................................ 17
2.7. 2 YOGURT COAGULADO O AFLANADO ............................................ 17
2.7.3 YOGURT BEBIBLE O FLUIDO ............................................................ 18

XI
2.7. 4 YOGURT CONCENTRADO ................................................................ 18
2.7.5 YOGURT DESLACTOSADO ............................................................... 18
2.8 PRESENCIA BACTERIANA ................................................................... 18
2.9 PROPIEDADES ....................................................................................... 19
2.10 APLICACIONES .................................................................................... 19
2.10.1 EFECTO METABÓLICO .................................................................... 19
2.12 USOS ................................................................................................... 21
2.13 EFECTOS .............................................................................................. 21
2.14 PROPIEDADES FÍSICAS ...................................................................... 22
2.15 LA LECHE DESCRIPCION ................................................................. 23
2.16 CARACTERÍSTICAS ORGANOLÉPTICAS DE LA LECHE ................. 25
2.16.1 TEXTURA .......................................................................................... 25
2.16.2 COLOR .............................................................................................. 26
2.16.3 SABOR ............................................................................................... 26
2.16.4 OLOR ................................................................................................. 26
2.17 CARACTERÍSTICAS FÍSICAS DE LA LECHE ..................................... 26
2.17.1 GRAVEDAD ESPECÍFICA ................................................................ 26
2.17.2 DENSIDAD DE LA LECHE ................................................................ 27
2.17.4 ACIDEZ ............................................................................................ 28
2.17.5 ACIDEZ NATURAL ............................................................................ 28
2.17.6 POTENCIAL DE ÓXIDO REDUCCIÓN .............................................. 28
2.17.8 PUNTO DE CONGELACIÓN ............................................................. 29
2.17.9 PUNTO DE EBULLICIÓN .................................................................. 29
2.17.10 INDICE DE REFRACCIÓN ............................................................... 30
2.18 CARACTERÍSTICAS QUÍMICAS DE LA LECHE ................................. 30

XII
2.18.1 AGUA ................................................................................................ 30
2.18.2 MATERIA SECA DE LA LECHE ....................................................... 30
2.18.3 TRANSPORTE DE LECHE CRUDA ................................................. 31
2.18.4 COMPOSICIÓN DE LA LECHE ......................................................... 31
2.18.5 LÍPIDOS O GRASAS ........................................................................ 32
2.18.6 LACTOSA .......................................................................................... 32
2.18.7 PROTEÍNAS ....................................................................................... 32
2.18.8 CASEÍNAS ......................................................................................... 32
2.19 SUERO DE LA LECHE ......................................................................... 33
2.20 ENZIMAS ............................................................................................... 33
2.21 VITAMINAS ........................................................................................... 34
2.22 SALES Y NUTRIENTES INORGÁNICOS ............................................. 34
2.23 CARACTERÍSTICAS MICROBIOLÓGICAS ......................................... 35
2.24 DIFERENTES TIPOS DE LECHE ......................................................... 36
2.24.1 LECHE DE CABRA ........................................................................... 36
2.24.1.1 COMPOSICIÓN DE LA LECHE DE CABRA .................................. 36
2.24.2 LECHE DE VACA............................................................................... 38
2.24.3 LECHE ESTERILIZADA ..................................................................... 38
2.24.4 LECHE PASTEURIZADA ................................................................... 38
2.24.4.1 ORGANISMOS AFECTADOS ......................................................... 38
2.24.5 LECHE DESLACTOSADA ................................................................. 39
2.24.6 LECHE SEMIDESCREMADA ............................................................ 39
2.24.7 LECHE ENTERA ................................................................................ 40
2.25 FERMENTACIÓN LÁCTICA ................................................................. 40
2.25.1 FACTORES A CONTROLAR EN LA FERMENTACIÓN LÁCTICA .. 40
XIII
3 CAPÍTULO: DESARROLLO EXPERIMENTAL ......................................... 41
METODOLOGÍA ............................................................................................ 41
3.1 EXPERIMENTACIÓN .............................................................................. 41
3.2 Ingeniería de Proceso............................................................................ 42
3.3 CUADRO COMPARATIVO DE LAS LECHE DE VACA Y DE CABRA .. 46
3.4. CARGAR LA CANTIDAD DE LECHE EN EL RECIPIENTE .................. 47
3.4.1 ADICIÓN DE LA LECHE EN POLVO ................................................. 47
3.4.2 ADICIÓN DEL CULTIVO LÁCTICO ..................................................... 47
3.4.3 INCUBACIÓN ....................................................................................... 47
3.4.4 FERMENTACIÓN ................................................................................ 48
3.4.5 ACIDEZ y pH ........................................................................................ 48
3.4.6 ENDULZADO ...................................................................................... 48
3.4.7 ENVASADO ........................................................................................ 48
3.4.8 ETIQUETADO ...................................................................................... 49
3.5 DIAGRAMA DE FLUJO DEL PROCESO ............................................... 50
3.6 DIAGRAMAS DE LOS PROCESOS EXPERIMENTALES ..................... 51
3.7 DESCRIPCIÓN DEL PROCESO ............................................................. 52
3.7.1 RECEPCIÓN DE LA LECHE ................................................................ 52
3.7.2 PASTEURIZACION .............................................................................. 52
3.7.3 INOCULACIÓN E INCUBACIÓN ......................................................... 54
3.7.4 BATIDO ................................................................................................ 55
3.7.5 ENFRIAMIENTO .................................................................................. 55
3.7.6 ADICIÓN Y MEZCLA DEL AZÚCAR ................................................... 55
3.7.7 ENVASADO ......................................................................................... 56
3.7.8 ALMACENAMIENTO ........................................................................... 56

XIV
3.8 BALANCE DE MATERIA ........................................................................ 57
3.9 BALANCE DE ENERGÍA ........................................................................ 58
4 CAPÍTULO ................................................................................................. 60
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS ...................................... 60
4.1 RESULTADOS DE LA ENCUESTA REALIZADA AL YOGURT ............ 60
CONCLUSIONES .......................................................................................... 69
RECOMENDACIONES ................................................................................. 70
BIBLIOGRAFÍA ............................................................................................. 71

XV
ÍNDICE DE CUADROS, TABLAS, FIGURAS Y GRÁFICOS
ÍNDICE DE FIGURAS
Figura 3.1: Materia Prima (leche en polvo, stevia)
Figura 3.2: Vertimos las leches sobre los recipientes para proceder a
pasteurizar
Figura 3.3: Esterilización de los recipientes
Figura 3.4: Incorporación de Leche en Polvo
Figura 3.5: Adición del Cultivo Láctico
Figura 3.6: Cubrimos para evitar proliferación de bacterias
Figura 3.7: Incubación
Figura 3.8: Secado de recipientes
Figura 3.9: Incorporación de Stevia
Figura 3.10: Envasado y producto final
Figura 3.11: Fermentación láctica
INDICE DE TABLAS
Tabla 3.1: Materia Prima
Tabla 3.2: Equipos
Tabla 3.3: Técnicas de control
Tabla 3.4: valor nutricional de la leche semidescremada
Tabla 3.5: valor nutricional de la leche deslactosada
Tabla 3.6: valor nutricional de la leche Cabra
Tabla 3.7: valor nutricional de la leche Vaca
Tabla 3.8: valor nutricional de la leche Pasteurizada

XVI
Tabla 3.9: valor nutricional de la leche Esterilizada
Tabla 3.10: valor nutricional de la leche Entera
ÍNDICE DE GRÁFICOS
Gráfico 3.5 Diagrama de flujo para la obtención del yogurt
Gráfico 3.6 Diagrama de proceso para la obtención de yogurt
ÍNDICE DE CUADROS
Cuadro 4.0: Estadísticas de Encuestas del Olor
Cuadro 4.1: Estadísticas de Encuestas del Color
Cuadro 4.2: Estadísticas de Encuestas del Sabor
Cuadro 4.3: Estadísticas de Encuestas del Carácter Apetecible
Cuadro 4.4: Estadísticas de Encuestas de la Textura
Cuadro 4.5: Examen microbiológicos del yogurt de leche de cabra
Cuadro 4.6: Examen microbiológicos del yogurt de leche de vaca

1
1 CAPÍTULO: LA INVESTIGACIÓN
INTRODUCCIÒN
1.1 TEMA
Elaboraciòn del yogurt a partir de diferentes materias primas, como leche de vaca
y de cabra para su caracterizaciòn.
1.2 PLANTEAMIENTO DEL PROBLEMA
La elaboración de yogurt en nuestro país se ha ido extendiendo por sus
características nutricionales y energéticas presentes en el, además de ser un
producto probiótico tiene muy buena aceptación gustativa en los consumidores.
Por lo que se planteara la elaboración de un yogurt con una nueva fuente de
materia prima que es la leche de cabra utilizada en muchos países europeos para
la elaboración de quesos que por investigaciones se han determinado que tiene
alto contenido proteico, presenta niveles bajo de colesterol comparado con la
leche de vaca; además se compara las propiedades nutricionales de este yogurt
con uno tradicional elaborado.
1.3 FORMULACIÓN DEL PROBLEMA
La formulación de nuestro problema está basado en suplantar materias primas
tradicionales para nuestra elaboración de yogurt; las materias que se utilizaron
2
para la elaboración de nuestro producto será la leche de cabra y ésta será
comparada con la leche utilizada tradicionalmente (vaca).
1.4 LIMITACIÓN DEL PROYECTO
La limitación para nuestro estudio en la elaboración del yogurt está dada por el
costo excesivo de nuestra materia prima que es la leche de cabra.
Se efectuará el trabajo de titulación en los Laboratorios de Microbiología y
Bioquímica de la Facultad de Ingeniería Química.
1.5 ALCANCE DEL PROYECTO
El alcance de nuestro estudio se basa en la comparación y caracterización de dos
tipos de materias primas (lácteas) para elaboración de un nuevo producto, que
este a su vez será comparado con sus propiedades nutricionales, organolépticas y
minerales.
1.6 OBJETIVOS
GENERAL:
Elaborar yogurt a partir de diferentes materias primas, como leche de vaca
y leche de cabra para su caracterización.

3
ESPECÍFICOS:
Caracterizar el yogurt obtenido a partir de leche de vaca y leche de cabra.
Comparar valores energéticos entre el yogurt de leche y vaca.
Realizar análisis microbiológico a los productos elaborados.
Analizar las propiedades físico-químico del yogurt
Determinar las características organolépticas a cada uno de los yogures
elaborados.
1.7 IDEA A DEFENDER
El yogurt de leche de cabra tendrá propiedades nutricionales y beneficios para el
ser humano.
La elaboración del yogurt utilizando leche de cabra tendrá una gran aceptación por
su consumidor.
1.8 PREGUNTAS A CONSTESTAR
¿Qué beneficios se obtiene al consumir yogurt a partir de la leche de cabra
y de vaca?
¿Cuáles son los procesos que se llevan a cabo para obtener yogurt a base
de leche de cabra y de vaca?

4
¿Cuáles son las variables que se deberían tomar en cuenta en la
elaboración?
¿En qué condiciones ocurre la fermentación láctica?
1.9 JUSTIFICACIÓN DEL PROBLEMA
En este trabajo de investigación se determinó una serie de análisis (características
organolépticas, físico- químico y microbiológico) de nuestros productos a partir de
diferentes materias primas.
El planteamiento de este proyecto tiene una importante aportación para la
población y la comunidad ya que busca nuevas alternativas, para el desarrollo de
procesos de productos de consumo popular y crear microempresas.
1.10 VARIABLES
VARIABLE INDEPENDIENTE
Cultivo de bacterias
Valor nutricional
pH
°Brix
Temperatura de incubación del yogurt
Humedad

5
VARIABLE DEPENDIENTE
Yogurt
Leche
Lactobacillus

6
2. CAPITULO
MARCO TEÓRICO
2. EL YOGURT
La leche usada para yogurt se tiene que estandarizar a un nivel menor de grasa y
mayores contenidos de lactosas , proteínas, minerales y vitaminas ; para eso se
pueden añadir sólidos lácteos no grasos ( leche deshidratada descremada, suero
de leche ,etcétera), de tal forma que la gravedad especifica aumenta y
paralelamente los sólidos no grasos suben. También se añaden gomas,
estabilizantes, saborizantes y edulcorantes. La pasteurización destruye la mayoría
de la microflora innata en la leche, lo que permite un campo libre para los cultivos
lácticos que se añaden posteriormente la interacción de la caseína k y la B-
lactoglobulina provocada por el tratamiento térmico controlado (85ºC / 25 minutos )
y favorecido por el pH y la presencia de calcio , crea una nueva estructura que
tiene una mejor capacidad de absorción de agua que dará como resultado un gel
más firme y terso, de mayor viscosidad que no presenta sinéresis. La
homogenización, después de la pasteurización, estabiliza la grasa en pequeñas
partículas que previenen el cremado durante la fermentación y mejora la textura
por la interacción entre las caseínas y los glóbulos de grasas. El yogurt es un
producto lácteo fermentado obtenido a partir del crecimiento de las bacterias del
género Lactobacillus bulgaricus y Streptococcus thermophilus, cultivadas sobre la
leche a temperatura media, caracterizándose por una textura suave y por un
característico sabor a “nogal” (Kosikowski, 2006, pág. Yogurt)

7
Son muchas las variables que afectan las propiedades de estos derivados, tales
como el calentamiento, el contenido proteico, la homogenización, la acidez
alcanzada en la fermentación, el tipo de cultivo y la presencia de estabilizadores.
(Dergal, Química de los Alimentos cuarta edición)
Yogurt es el producto lácteo obtenido por fermentación de la leche entera,
semidescremada o descremada, previamente, pasteurizada esterilizada y por
acción de bacterias específicas: Lactobacillus bulgaricus, Streptococcus
thermophilus.
El yogurt es ácido y tiene una fina y suave textura, que va desde un firme gel
hasta un líquido viscoso como las natillas, dependiendo de las técnicas de
fabricación (Porter J. , 1981, pág. Yogurt).
Es uno de los productos lácteos coagulantes que se obtiene a través de la
fermentación; Se hace y se consume en muchas partes del mundo y tiene muchos
nombres .Por ello según de donde procesa puede llamarse: Yogur, yogurt,
yogourt, yognourt, yaourt, yaourti, yogurt, kiselo, miedo, mast, prostokvasha,
madzoon y lavan zabadi entre otros. Es conveniente recordar esto, porque
muchos yogures tienen gustos y aspectos muy distintos. No hay hasta ahora,
normas para la elaboración del yogurt, y gran cantidad de fabricantes elaboran
una extensa gama de variedad del producto. Los ingredientes básicos pueden ser:
leche entera, leche semidescremada, leche desnatada, leche evaporada, leche en
polvo o una mezcla de cualquiera de estos productos derivados. La mezcla

8
seleccionada normalmente contiene un poco menos de grasa y un poco más de
sólidos no grasos que la leche (Black, 1990, pág. M. Yogurt Natural.)
Según el instituto ecuatoriano de normalización ( inen), encargado de requisitos de
elaboración de productos industriales define que:
`` El yogurt es el producto coagulado obtenido por fermentación láctica de la leche
o mezcla de esta son derivados lácteos, mediante la acción de bacterias lácticas,
Lactobacillus bulgaricus, Streptococcus thermophilus pudiendo estar
acompañadas de otras bacterias lácticas que por su actividad le confieren las
características de productos terminados: estas bacterias deben ser viables y
activas desde su inicio y durante toda la vida del producto. Puede ser adicionado o
no ingredientes y aditivos indicados en esta norma ``. (2395, 2009, pág. Normas
de leches fermentadas)
2.1 VALOR NUTRITIVO DEL YOGURT
Se considera que está relacionado con la leche que se utiliza, por cuanto el yogurt
contiene más proteínas, tiaminas y riboflavina que la leche, pero menos vitamina
A, hay poca diferencia entre el contenido de los elementos nutritivos que
suministran energía de la leche y los del yogurt, pero como se añade azúcar, el
yogurt endulzado es una fuente más rica de energía que la leche. La
aromatización y la coloración del yogurt con extractos de frutas, confituras o
aromas naturales han hecho aumentar el número de consumidores (Porter, 1981,
J. Yogurt).

9
COMPOSICIÒN TÍPICA DEL YOGURT g/100g DEL PRODUCTO
Yogur Yogur
Nutrientes Descremado Entero
Calorías cal/lt
400 690
Agua %
90.6 87.6
Grasa %
1.1 4.5
Proteina %
3.7 3.7
Glucido %
3.9 3.5
Minerales % 0.7 0.7
fuente: (Vayas, pág. E. (s.f.). Yogurt Natural. 2002.)
La cantidad de sólidos no grasos de la leche en el yogurt no es estable o fija, pero
nunca debe ser de un valor menor de 8,5% de lo contrario el producto puede tener
una consistencia demasiado suave y estructura del gel muy débil. La
concentración de sólidos tiene también relevancia nutricional ya que al modificar la
leche se incrementa el contenido de proteínas y otros nutrientes. La leche se
concentra normalmente hasta un contenido de sólidos totales de 15 a 18 %.
La parte lípidica del producto fermentado sigue siendo casi idéntica a la de la
leche original, mientras que las proteínas (caseína de la leche) se hidrolizan
parcialmente y por lo tanto, resultan más digeribles. En comparación con los
quesos, en el yogurt y las proteínas del suero (lactoalbuminas y lactoglobulina)
permanecen dentro del producto mientras que la presencia simultánea de lactosa
y ácido láctico permiten que los oligoelementos tales como calcio y fósforo que se
encuentran en abundancia en la leche y en el yogurt, resulten más disponibles
para ser asimilados y en mayor abundancia (helado, 2004, pág. yogurt batido.)

10
Es una buena fuente de Calcio, Magnesio y Fósforo que son los minerales más
importantes para nuestros huesos. Lo curioso es que estos minerales están en
mayor cantidad en el yogurt que en la leche. Es como si los microorganismos que
fermentan la leche para convertirla en yogurt además de hacerla más digestiva
nos aumentan la cantidad de algunos minerales. (Lozano, 1993, pág. Yogurt
natural). Por cada 100 g. de yogurt se obtiene 180 mg de Calcio, 17mg de
Magnesio, 240mg de Potasio y 7140 mg de Fósforo.
2.2 ESPECIFICACIONES DEL PROCESO DE ELABORACIÓN DEL
YOGURT
2.2.1 ESTANDARIZAR LA LECHE
Se utiliza principalmente leche descremada con el fin de normalizar la cantidad de
grasa en un 2% y de los sólidos en un 7% que va a contener el producto, es
necesario precalentar la leche a aproximadamente 35ºC, para garantizar una
distribución homogénea de la grasa (C.Alais, 1998, pág. Yogurt . estandizar de la
leche.)
2.2.2 MEZCLAR INGREDIENTES
Se recomienda el uso de tanques (marmitas) provistos de agitadores, con el fin de
asegurar una distribución adecuada de todos los ingredientes. Cuando un yogurt
natural se produce en forma correcta no requiere del empleo de un estabilizador,
si fuese necesario se recomienda mezclarlo con el azúcar y agregarlo a una
temperatura menor de 45º C.
11
2.2.3 HOMOGENIZAR
La estabilización y consistencia del yogurt se ven mejorado por esta operación. La
firmeza del gel aumenta al hacerlo. (C.Alais, 1998, pág. Yogurt . estandizar de la
leche.)
2.2.4 PASTEURIZAR
Ayuda a disolver y combinar los ingredientes, mejora el sabor y la calidad de
almacenamiento, a la vez permite que el producto sea uniforme.
2.2.5 ENFRIAMIENTO
Con el fin de que el producto tenga una temperatura adecuada al añadirle el
cultivo se debe enfriar el mismo hasta una temperatura de 40 a 45 ºC.
2.2.6 INCUBACIÓN
La mezcla con el cultivo se debe incubar a 45ºC durante 3 a 4 horas, tiempo en el
que el yogurt debe adquirir un Ph aproximadamente de 4,6 a 4,7 (C.Alais, 1998,
pág. Yogurt . estandizar de la leche.)
2.2.7 INOCULACIÓN
Se utiliza para inocular la mezcla entre 2 a 3% de cultivo formado por parte iguales
de Lactobacillus bulgaricus y Streptococcus thermophilus. Se debe mezclar muy
bien al agregar el cultivo y procurando extremar las medidas higiénicas con el fin
de evitar una contaminación.
12
2.2.8 BATIDO
Con este paso se persigue que el yogurt se enfrié para que no entre demasiado
caliente a la cámara de refrigeración (C.Alais, 1998, pág. Yogurt . estandizar de la
leche.)
2.2.9 EMPAQUE
Después de que el producto es batido deberá ser colocado en los recipientes en
los que se distribuirá según se desee.
2.2.10 ALMACENAMIENTO
El producto se coloca en cámaras frigoríficas con una temperatura de 5 ºC, donde
se mantendrá hasta su uso (C.Alais, 1998, pág. Yogurt . estandizar de la leche.)
2.3 BACTERIAS DEL YOGURT
Según la Bacteria (del griego, bakteria, `bastón'), es nombre que reciben los
organismos unicelulares y microscópicos, que carecen de núcleo diferenciado y se
reproducen por división celular sencilla. Las bacterias son muy pequeñas, entre 1
y 10 micrómetros (µm) de longitud, y muy variables en cuanto al modo de obtener
la energía y el alimento. Están en casi todos los ambientes: en el aire, el suelo y el
agua, desde el hielo hasta las fuentes termales; incluso en las grietas
hidrotermales de las profundidades de los fondos marinos pueden vivir bacterias
metabolizadoras del azufre. También se pueden encontrar en algunos alimentos o
viviendo en simbiosis con plantas, animales y otros seres vivos.

13
La acción de estas bacterias desencadena un proceso microbiano por el cual la
lactosa (el azúcar de la leche) se transforma en ácido láctico. A medida que este
se acumula, la estructura de las proteínas de la leche va modificándose (van
cuajando), y lo mismo ocurre con la textura del producto. Existen otras variables,
como la temperatura y la composición de la leche, que influyen en las cualidades
particulares de los distintos productos resultantes.
El ácido láctico es también el que confiere a la leche fermentada ese sabor
ligeramente acidulado. Los elementos derivados de las bacterias lácticas producen
a menudo otros sabores o aromas característicos. En lo que concierne al yogurt,
su elaboración deriva de la simbiosis entre dos bacterias, el Streptococcus
thermophilus y Lactobacillus bulgaricus, que se caracterizan porque cada una
estimula el desarrollo de la otra. Esta interacción reduce considerablemente el
tiempo de fermentación y el producto resultante tiene peculiaridades que lo
distinguen de los fermentados mediante una sola cepa de bacterias.
Los Lactobacillus son bacilos microaerófilos o anaerobios, grampositivos y
catalasa negativos, estos organismos forman ácido láctico como producto principal
de la fermentación de los azúcares. Los Lactobacillus homo fermentativos dan
lugar a ácido láctico como producto principal de fermentación. De (45 ºC, 113 ºF),
morfológicamente, algunos bacilos son bastones delgados y largos, otros son algo
parecido al colibacilo, pero, al contrario de este, todos son grampositivos. Casi
todos son inmóviles, pero se han señalado excepciones. Muchos cultivos
muestran una forma diplobacilar característica, a menudo reniforme.

14
2.3.1 BACTERIAS LÁCTICAS
Es un grupo grandes de bacterias con las características común de producir ácido
láctico como el principal productor final del metabolismo; se encuentra en la leche
y en otros ambientes naturales.
2.3.2 SUPERVIVENCIA DE LAS BACTERIAS
Para llegar a algunas conclusiones, es necesario saber en primer lugar cuál es el
microambiente que existe entre la boca y en el colon. El primer obstáculo que
encuentran las bacterias lácticas del yogurt fresco tras ser ingeridas es la
secreción ácida del tracto gastrointestinal. El pH gástrico suele fluctuar entre un
valor de 1 a 3, cifras que se mantienen a lo largo de toda la vida.
Precisamente, se ha observado que esta acidez constituye el mecanismo de
defensa más importante del organismo frente al ataque de la mayoría de los
microorganismos patógenos que se ingieren. Sin embargo, se ha comprobado que
las bacterias del yogurt fresco son resistentes a la acidez gástrica y, en
consecuencia, sobreviven hasta el intestino y mantienen su número y actividad en
esa zona, lo que les permite interaccionar con la microflora intestinal del
organismo. Es importante saber la cantidad de colonias de bacterias que hay en el
producto final que vamos a ingerir, dado que una parte de ellas se inactivan
(mueren) en el recorrido desde la boca hasta el intestino. Se ha demostrado que al
menos son necesarias 10 millones de colonias por gramo de yogurt para que se
produzca la supervivencia de las bacterias en el tracto gastrointestinal. En el
yogurt tradicional se pueden contabilizar de 10 a 100 millones de colonias por

15
gramo, que deben ser mantenidas a 4º C para que conserven su actividad
metabólica.
2.3.3 SIMBIOSIS DE LAS BACTERIAS DEL YOGURT
Cuando las bacterias del yogurt se desarrollan conjuntamente en la leche, la
producción de ácido láctico es mucho más rápido que si se desarrollan por
separado, ello es debido a que entre ellas se establece un fenómeno de mutua
estimulación de crecimiento (TECNOLOGIA, pág. P. L. (s.f.). simbiosis de
bacterias del yogurt. Obtenido de www.productoslacteos.com).
La cantidad de bacterias dependerá de las cepas con las que se está trabajando
pero esto puede llegar a variar y esto se debe a que Streptococcus se reproducen
con mayor rapidez y Lactobacillus sintetizan factores de crecimiento, esto se da
principalmente en la etapa de fermentación. Luego su crecimiento se hace más
lento debido al acido producido. Al producirse un desarrollo bacteriológico lento,
los Lactobacillus estimulados por los factores de crecimiento del Streptococcus
comienzan a desarrollarse de manera rápida, dando como resultado la proporción
inicial.
Los cultivos o bacterias son capaces de crecer a una temperatura de 42ºC a 45ºC,
lo mínimo en la que se puede reproducir una bacteria es de 10 ºC y lo máximo es
de 50ºC. (Lagarriga, pág. R. D. (s.f.). yogurt. 118.)

16
2.3.4 LAS BACTERIAS DEL YOGURT COMO PROBIÓTICOS
Los probióticos son microorganismos, bacterias o levaduras no patógenas y no
tóxicas, que contribuyen al equilibrio de la flora intestinal. El papel esencial de los
probióticos es garantizar una buena higiene digestiva favoreciendo la degradación
y la absorción de algunos alimentos.
2.4 TIPOS DE YOGURT
Actualmente, existen tres tipos principales de yogurt en el mercado: el rígido y
semirígido, batido y líquido y de la siguientes formas: natural, con frutas y con
sabores y colorantes artificiales. El yogurt rígido y batido presentan un alto
contenido de sólidos (14 al 16%), debido básicamente a su proceso de
elaboración, ya que el aumento de los sólidos se hace a través de una mayor
concentración debido a la evaporación, ósmosis inversa, ultrafiltración o adición de
leche descremada en polvo, libre de inhibidores sometida a Low Heat. (Walstra,
Ciencia de la leche y tecnología de los productos lácteos, 2000)
La norma INEN 2395:2009 nos dice el yogur se puede clasificar según su
contenido graso:
2.4.1 TIPO 1: Elaborado con leche entera, integral
2.4.2 TIPO 2: Elaborado con leche semidescremada o semidesnatada
2.4.3 TIPO 3: Elaborado con leche desnatada o descremada
2.5 DE ACUERDO A LOS INGREDIENTES UTILIZADOS
2.5.1 NATURAL: No contiene adición de fruta, azúcar o edulcorante.

17
2.5.2 CON FRUTAS: En su preparación se le adiciona zumo de fruta natural.
2.5.3 AZUCARADOS: Se le adiciona azucares comestibles.
2.5.4 EDULCORADOS: Contiene adición de edulcorantes.
2.6 CON OTROS INGREDIENTES
Se emplean otros ingredientes como hortalizas, miel, chocolates, cacao, frutos
secos, coco, café, cereales especias, y otros ingredientes naturales. Cuando se
utiliza café el contenido máximo de cafeína será de 200mg/kg, en el producto final.
2.6.1 SABORIZADOS O AROMATIZADOS
Empleo de aromatizantes o saborizantes.
2.7 DE ACUERDO AL PROCESO DE ELABORACIÓN
2.7.1 YOGURT BATIDO
Es el producto en el que la inoculación de la leche pasteurizada, se realiza en
tanques de incubación produciéndose en ellos la coagulación, luego se bate y
posteriormente se envasa.
2.7. 2 YOGURT COAGULADO O AFLANADO
Es el producto en el que la leche pasteurizada, es envasada inmediatamente
después de la inoculación produciéndose la coagulación en el envase.
18
2.7.3 YOGURT BEBIBLE O FLUIDO
La incubación y el enfriamiento se realizan de igual forma que el yogurt batido,
pero antes del envasado, es sometida a un proceso para romper el coagulo y
obtener una forma líquida.
2.7. 4 YOGURT CONCENTRADO
Se produce en varios países con distintos nombres como labneh, skir y shrikhand.
Puede considerarse como un producto intermedio entre las leches fermentadas
tradicionales y los quesos blandos no madurados con alto contenido en humedad
como el Quarg. Hay que resaltar que la utilización culinaria que se recomienda
para este producto, por ejemplo, para extender o para ensaladas, son usos que se
asocian más normalmente a los del queso fresco.
2.7.5 YOGURT DESLACTOSADO
Se somete a un proceso en el cual se transforma la lactosa en glucosa y galactosa
para hacerla de mayor digestibilidad. Ayuda a evitar toda clase de malestar a los
intolerantes a la lactosa y aporta todas las propiedades nutricionales de la leche.
2.8 PRESENCIA BACTERIANA
Recientemente ha aparecido publicado un análisis en la revista International
Journal of Food Microbiology en el que un grupo italiano ha llevado a cabo un
estudio en sujetos sanos que han consumido durante diez días una dieta sin
yogurt, y durante los siguientes10 días recibieron una dieta con 250 g diarios de

19
leche fermentada con la bacteria del yogurt Streptococcus thermophilus. A partir
del tercer día de consumo se pudo identificar Streptococcus thermophilus por PCR
(técnica que se utiliza extensamente para detectar e identificar bacterias en
distintos medios, incluyendo el intestinal) en las muestras fecales de estos sujetos
en una cantidad de 5x105/g. Cuando se dejó de administrar el yogurt disminuyó la
presencia de Streptococcus thermophilus en las muestras fecales. Hay que tener
en cuenta que las bacterias deben estar intactas para ser detectadas por las
técnicas basadas en PCR. Este estudio confirma la viabilidad de esta bacteria a lo
largo del tracto gastrointestinal. (Brigidi, 2003, pág. Yogurt presencia de bacterias)
2.9 PROPIEDADES
Es su capacidad de ayudarnos a regenerar nuestra flora intestinal (esta flora se ve
muy afectada por una mala alimentación y sobre todo por infecciones y abuso de
medicamentos como los antibióticos). Según (Agostina, 2000, pág. Yogurt
propiedades)
2.10 APLICACIONES
2.10.1 EFECTO METABÓLICO
Numerosos estudios han sido realizados para determinar si el aporte de
probióticos, como los Lactobacillus favorecían la disminución de la tasa de
colesterol sanguínea.El aporte de Lactobacillus acidofilus en los cerdos reduce de
manera significativa la tasa de colesterol sanguíneo con respecto a la muestra.
20
Hepner y sus colaboradores pusieron en evidencia que en los humanos se
constata una disminución de la tasa de colesterol en sujetos donde
la alimentación estaba complementada con Lactobacillus. Este efecto
hipocolesterolémico se mejora por la toma conjunta de fibras solubles, que
aumentan la excreción de sales biliares y disminuyen la absorción del colesterol.
(Hall, pág. P. P. (s.f.). Biología de los microorganismos. Biología de los
microorganismos (10ª edición).)
2.11 MODO DE ACCIÓN Y BENEFICIO
Aparte de sus propiedades nutricionales, los Lactobacillus demuestran ser muy
eficaces en el tratamiento de numerosos trastornos digestivos, tales como diarrea,
flatulencia, estreñimiento, o infecciones digestivas. Aún no se conoce totalmente
su acción. Pero, varios mecanismos pueden explicar sus efectos benéficos.
(SPREER, Libro Lactología Industrial , pág. E. (s.f.). Libro Lactología Industrial .
Productos Lácteos Fermentados.)
Por la degradación de algunos azúcares (lactosa y polisacáridos), los Lactobacillus
generan ácidos orgánicos, tales como los ácidos acético y láctico, que reduciendo
el pH intestinal limitan la flora de putrefacción, la cual al desarrollarse se favorece
del medio alcalino y genera las aminas tóxicas. El desarrollo de los Lactobacillus
necesita la presencia de fibras (inulina, pectinas de frutas...), que pueden
participar en la neutralización, dentro del colon, de múltiples productos tóxicos
potencialmente cancerígenos. El yogurt si se come durante un curso de
antibióticos ayuda a romper las cadenas de las bacterias que son perjudiciales en
el intestino. La acción de los Lactobacillus sobre el sistema inmunitario del
21
huésped permite estimular las células implicadas dentro de los mecanismos de
defensa no específicos (macrófagos en la fagocitosis) y los mecanismos
inmunitarios específicos (inmunidad humoral y celular).
2.12 USOS
• El yogurt puede consumirse de forma natural o emplearse en algunas
recetas para la elaboración de postres, ensaladas, sopas y otros.
• El yogurt «fuerte» (ácido), de reciente elaboración, realza el sabor de las
carnes y de ciertas verduras.
• El yogurt casero puede ser una alternativa para suplir su déficit en la red
comercial.
2.13 EFECTOS
Como es bien conocido, en la actualidad se discuten los efectos sobre
la salud que puede tener el yogurt con bacterias vivas y el denominado yogurt
pasteurizado después de la fermentación. Durante la última década se han llevado
a cabo numerosos estudios de investigación realizados por todo el mundo con el
objeto de evaluar las propiedades del yogurt tradicional y demás leches
fermentadas sobre el organismo.
Al ayudar a estabilizar la flora del intestino y el conjunto de
microorganismos que pueblan el sistema digestivo
El yogurt favorece la absorción de las grasas
Combate las diarreas

22
Ayuda a combatir algunos tipos de infecciones vaginales
El estreñimiento
Ayuda al organismo a absorber mejor los minerales de otros alimentos
Favorece el buen funcionamiento del intestino, pues refuerza la flora
intestinal
Facilita la asimilación de nutrientes
Disminuye el colesterol
Reduce los efectos negativos de los antibióticos.
De esta forma, al ser el yogurt un alimento que además de nutrir, aporta beneficios
para la salud, se lo cataloga dentro de lo que llaman alimentos "funcionales". Son
productos modificados o con agregados de componentes con efecto terapéutico
probado.
Podría prevenir algunos tipos de cáncer (Cordoba, pág. (s.f.). beneficios del
yogurt. Obtenido de www.ehcordoba.com)
2.14 PROPIEDADES FÍSICAS
La estructura física del yogurt es una red de partículas de caseína adheridas las
una a las otras, sobre esta red se depositan una parte de las proteínas del suero,
las cuales han sido desnaturalizadas por el calor. Por ser una red continua el
yogurt tiene la consistencia de un gel y un material viscolástico, que se identifica
por un esfuerzo de fluencia muy pequeño. En el yogurt batido, el gel puede
romperse obteniéndose un líquido no – newtoniano, muy viscoso, lo que hace que

23
los yogures batidos y firmes tengan texturas bastante diferentes. (Walstra, Ciencia
del la leche y tecnología de los productos lácteos, 2000)
2.15 LA LECHE DESCRIPCION
La leche por ser un alimento rico en nutrientes es un medio ideal, con altas
cantidades de humedad, pH, acidez, carbohidratos, indispensables para el
crecimiento de microorganismos, los cuales si no son eliminados son un caldo de
cultivo para el crecimiento de los microorganismos y pueden afectar al
consumidor, si no se efectúan los controles establecidos desde el sitio de ordeño
al centro de acopio o la planta de proceso. (Granados, 2008, págs. a, G. e. (2008).
descripcion de la leche.)
La leche es un producto altamente perecedero, la protección natural que se
presenta en la leche es débil, por lo que su uso para consumo humano, como para
el empleo en procesos tecnológicos industriales, exige el empleo de diversas
medidas para controlar la proliferación de los microorganismos y la actividad
enzimática (Flores, 2011, pág. Descripción de la leche)
La leche es el producto de la secreción mamaria normal de animales bovinos,
bufalinos y caprinos, lecheros sanos, obtenidos mediante uno o más ordeños
completos, sin ningún tipo de adición, destinada al consumo en forma de leche
líquida (Keating , 1999), y que satisface los requerimientos nutritivos del lactante
de la especie homologa sin ningún tipo de contaminación física o química.
(E.Ruvalcaba, 1994, pág. La leche).
24
La calidad de la leche cruda es una condición fundamental para la elaboración de
productos lácteos de excelente calidad, es decir, que contengan las sustancias
nutritivas, ausencia de gérmenes patógenos productores de enfermedades como
la tuberculosis, mastitis o brucelosis. (Magariños, 2000, pág. Descripción de la
leche)
La leche está constituida en un 87% de agua en su mayoría y tienen los sólidos
disueltos en un 13% aproximadamente, que se pueden dividir en: Sólidos grasos
(grasas lácteas: 3,8%) y vitaminas A, D, E, K y los sólidos que no son grasos 8,7%
SNG según los conforman:
Las proteínas de leche 3,5% conformada en la mayoría por la caseína y
proteínas del suero
Minerales y Vitaminas hidrosolubles, conformados en su mayoría por calcio
y demás minerales 0,7%.
Carbohidratos conformados por el azúcar que le da el sabor dulce a la
leche, llamado Lactosa 4,7%. (Pinzon M. , 2006, pág. Contenido de la leche
de vaca)
La mayoría de los componentes de la leche se sintetiza o producen en las
glándulas mamarias a partir de sustancias que proveen los diferentes alimentos
así: La lactosa se sintetiza a partir de los aminoácidos primarios, las grasas a
partir de las síntesis de las grasas en las glándulas mamarias; las vitaminas y
minerales se filtran en la sangre y pasan en la leche en forma intacta.

25
Las vacas se alimentan de forrajes ricos en celulosas que son carbohidratos
complejos de difícil digestión, pero gracias al aparato digestor de los rumiantes y
gracias a las enzimas desdoblan la celulosa en ácidos grasos simple como
acético, propionico, butírico, que son la materia prima para la síntesis de la grasa,
glucosa, proteína. La grasa se compone de triglicéridos que están compuestos de
glicerol con tres ácidos grasos. La leche de vaca tiene un alto contenido de ácidos
grasos de cadena corta que se forman del ácido acético en la glándula mamaria.
Las proteínas que se forman de aminoácidos y en el intestino por medio de las
enzimas digestivas desdoblan las proteínas en aminoácidos para que se
absorban. Los minerales que contiene la leche suplen las necesidades de calcio,
fosforo, etc., la leche es pobre en hierro, por esto la alimentación debe ser
balanceada. Las vitaminas se dividen en dos grupos: Liposolubles, (A, D, E, K) y
las hidrosolubles (complejos B, Vitaminas C), todas son necesarias en pequeñas
cantidades, para el desarrollo del organismo, la leche es una buena fuente de
vitaminas B, especialmente la B B6 (riboflavina). (Pinzon M. , 2006)
2.16 CARACTERÍSTICAS ORGANOLÉPTICAS DE LA LECHE
2.16.1 TEXTURA
La leche tiene una viscosidad de 1,5 a 2,0 Centipoise a 20 ºC, ligeramente
superior al agua (1,00 Cp). Esta viscosidad puede ser alterada por el desarrollo de
ciertos microorganismos capaces de producir polisacáridos que por la acción de
adicionar agua aumenta la viscosidad de la leche. (Fernández, 2006, pág.
Características organolépticas de la leche)

26
2.16.2 COLOR
Líquido de color blanco opalescente característico debido a la refracción de la luz
cuando los rayos de luz inciden sobre las partículas coloidales de la leche en
suspensión. Cuando es muy rica en grasa, presenta una coloración cremosa,
debido al caroteno que contiene la grasa, la leche baja en grasa toma un color
ligeramente azulado. (Ballen, 2002, pág. Caracteristicas de la leche de vaca)
2.16.3 SABOR
Normalmente no es acido ni amargo, sino más bien ligeramente dulce gracias a su
contenido en lactosa. (Fernández, 2006, pág. Caracteristicas organolépticas de la
leche)
2.16.4 OLOR
El olor es también característico y se debe a la presencia de compuestos
orgánicos volátiles de bajo peso molecular, entre ellos, ácidos, aldehídos, cetonas
y trazas de sulfatos.
2.17 CARACTERÍSTICAS FÍSICAS DE LA LECHE
2.17.1 GRAVEDAD ESPECÍFICA
Oscila entre 1.028 – 1.034 g/cm3. Al determinar la densidad de la leche con el
lactodensímetro, este valor debe ajustarse para una temperatura de 15ºC
adicionando o restando el factor de corrección de 0,0002 por cada grado

27
centígrado leído por encima o por debajo de los 15 ºC. (Banderas, 2004, pág.
Caracteristicas fisicas de la leche)
2.17.2 DENSIDAD DE LA LECHE
Está relacionada con la combinación de sus diferentes componentes:
1.- agua (1.000 g/ml)
2.- grasa (0.931 g/ml)
3.- proteína (1.346 g/ml)
4.- lactosa (1.666 g/ml)
5.- minerales (5.500 g/ml)
6.- sólidos no grasos (S.N.G = 1.6166/ml) (Banderas, 2004, pág. Caracteristicas
fisicas de la leche)
2.17.3 POTENCIAL HIDRÓGENO (pH)
El pH es el logaritmo del inverso de la concentración de los iones de hidrogeno.
Cuando la concentración de iones de hidrógenos es de 10-1 a 10-7, corresponde a
un pH de 1 a 7 es decir, medio acido. Si las concentraciones de iones de
hidrogeno es de 10-7 a 10-14 (pH 7 a 14) el medio será alcalino (el pH =7 es
neutro). Dichas variaciones dependen del estado de sanidad de la leche y de los
microorganismos responsables de convertir la lactosa en ácido láctico.

28
2.17.4 ACIDEZ
La leche cruda presenta una acidez titulable resultado de cuatro reacciones, de las
cuales las tres primeras corresponden a la acidez natural de la leche cruda y la
cuarta reacciones corresponde a la acidez que se va formando en la leche por
acción de las bacterias contaminantes. (Banderas, 2004, pág. Caracteristicas
fisicas de la leche)
2.17.5 ACIDEZ NATURAL
Regularmente una leche fresca debe tener una acidez de 0.15 a 0.16 % al ácido
láctico, valores menores pueden indicar que es una leche proveniente de vacas
con mastitis, aguada o que contiene alguna sustancia química alcalina
.Porcentajes mayores de 0.16%, indican que la leche contiene bacterias
contaminantes. (Banderas, 2004, pág. Características fisicas de la leche)
2.17.6 POTENCIAL DE ÓXIDO REDUCCIÓN
El potencial de óxido reducción (Eh) mide las propiedades oxidantes (+) o
reductoras (-) de una solución, el cual se visualiza en la corriente eléctrica entre
dos electrodos sumergidos en la solución. La leche tiene un Eh (+) entre los
valores de 0.20 a 0.30 voltios. El Eh de la leche se debe al contenido de: oxigeno,
sustancias reductoras naturales (reductasa aldehìdica, ácido ascórbico y
tratamiento tecnológico).

29
.2.17.7 VISCOSIDAD
La viscosidad de la leche indica la resistencia que se opone al fluido. La
viscosidad es inversamente proporcional a la temperatura y depende de la
composición del líquido. Del estado físico de la sustancia coloidales dispersas, y
del contenido de materia grasa. La leche es más viscosa que el agua y ello se
debe al contenido de grasa en emulsión y a las proteínas que contienen en su fase
coloidal.
2.17.8 PUNTO DE CONGELACIÓN
Es una característica importante porque permite detectar la adición de agua en la
leche. El punto de congelación de la leche debe oscilar entre un rango de -0,513
ºC a -0,565 ºC. Los componentes que influyen en el punto de congelación de la
leche son la lactosa y las sales coloidales. El aumento de la acidez reduce la
viscosidad de la leche.
2.17.9 PUNTO DE EBULLICIÓN
La ebullición de las leche se inicia a partir de los 100,17ºC, pero cuando se reduce
la presión del líquido, la ebullición ocurre a una temperatura menos. Este efecto es
aplicado en la producción de leches concentradas al evaporar la leche mediante
la reducción de la presión utilizando el vacío, lográndose evaporar parcialmente la
leche a temperaturas entre los 50 a 70 º C, sin causar ningún deterioro de los
componente s de la leche. (Banderas, 2004, pág. Caracteristicas fisicas de la
leche)

30
2.17.10 INDICE DE REFRACCIÓN
Este vapor expresa el fenómeno de desviación de la luz cuando atraviesa el aire e
incide sobre la leche. Su valor oscila entre 1,34 y 1,34 siendo el resultado de la
suma de los índices de refracción individual de los solutos o fases discontinua y
del agua o fase continua de la leche. Cuando el vapor de algunos de estos
componentes se altere, cambia el valor del índice de refracción. (Banderas, 2004,
pág. Caracteristicas fisicas de la leche)
2.18 CARACTERÍSTICAS QUÍMICAS DE LA LECHE
Formado por aproximadamente el 80 a 87,5% de agua y el 12 a 12,5%de sólidos o
materia seca total.
2.18.1 AGUA
Es la fase continua de la leche y es el medio de transporte para sus componentes
sólidos y gaseosos.
2.18.2 MATERIA SECA DE LA LECHE
Está formado por los compuestos sólidos de la leche pueden determinarse por el
método directo mediante la evaporación de la fase acuosa de la leche, o por el
método indirecto, mediante la relación de la densidad y su contenido de grasa y a
partir de estos datos la cantidad de materia seca se puede calcular mediante las
siguientes formulas. (Pascual, 2000, pág. Características quimica de la leche)
%S.T= (D -1)*250+0.14+%M.G+ (%M.G*0.2)

31
2.18.3 TRANSPORTE DE LECHE CRUDA
La leche debe refrigerarse a 4ºC +/-2ºC inmediatamente después del ordeño o
entregarse a la planta de enfriamiento o procesamiento en el menor tiempo
posible, garantizando la conservación e inocuidad. La leche debe ser transportada
en tanques diseñados para este fin o tanques isotérmicos de aceros inoxidables.
No se permite el uso de recipientes plásticos. (social, 2006, pág. M. d. Transporte
de Leche Cruda.)
2.18.4 COMPOSICIÓN DE LA LECHE
En general la leche está constituida por agua, grasas, proteínas ,azucares ,
vitaminas y minerales, además de otras sustancias que están presentes en menor
concentración y que en conjunto forman un sistema fisicoquímico estable de más
de 450 compuestos; esto se debe a que todos los ingrediente se encuentran en
equilibrio, estableciendo diversos estados de dispersión. Los sólidos totales
(grasas y sólidos no grasos) representan del 11 al 15 % de su composición y
varían de acuerdo a factores, tales como raza y edad de la vaca, tipo y frecuencia
de la alimentación, estado de lactación, temperatura ambiente, enfermedades,
época del año, hora del día de la ordeña. Se observa que todos los componentes,
la grasa presenta la mayor variación (3.4- 5.1%), ya que las proteínas (3.1 – 3.7),
la lactosa (4.4 – 4.7%) y las cenizas (0.71 – 0.75%) permanecen en un estado
más cerrado. Existe una relación directa entre las concentraciones de algunos
constituyentes y el contenido de grasa. (Dergal, Composicion de la Leche)

32
2.18.5 LÍPIDOS O GRASAS
Esta fracción está representada por un gran número de sustancias solubles en
disolventes orgánicos, aun cuando el 96 a 98% corresponden al grupo de
triacilgliceridos. Por esta razón, sus propiedades físicas y químicas son un reflejo
de estos ácidos grasos que contiene. (Dergal, Composicion de la Leche, pág.
Quimica de los alimentos 4ta edicion)
2.18.6 LACTOSA
La lactosa es un disacárido presente únicamente en leches, representando el
principal y único glúcido. Sin embargo, se han identificado pequeñas cantidades
de glucosa(6mg/100ml), galactosa(2mg/100ml), sacarosa, cerebrósidos y
aminoazúcares derivados de la hexosamina.
2.18.7 PROTEÍNAS
La Caseína es la principal proteína de la leche, contiene fósforo y se encuentra
únicamente en la leche, es el principal componente de la cuajada, cuando a la
leche se le adiciona el cuajo para elaborar quesos. (Pinzon D. , 2006, pág.
Proteinas de la leche)
2.18.8 CASEÍNAS
De todas las proteínas presentes en la leche, las más comunes y representativas
son tres, y todas son caseínas: la caseína-αs1, la caseína-β y la caseína-κ. En la

33
industria láctea, es muy importante la caseína-κ, que posee, entre otras, las
siguientes características:
La caseína-κ es útil principalmente para la elaboración de quesos (la más rica en
este tipo de caseína es la leche de vaca, mientras que la más pobre proviene de la
leche humana) debido a que al ser hidrolizada por la renina es posible que se
precipite en paracaseína-κ, la cual al reaccionar con el calcio genera para
caseinato de calcio.
2.18.9 LA FASE MICELAR
Las caseínas interaccionan entre sí formando una dispersión coloidal que consiste
en partículas esféricas llamadas micelas.
2.19 SUERO DE LA LECHE
El suero es el conjunto de todos los componentes de la leche que no se integran
en la coagulación de la caseína, y de acuerdo con el tipo de leche.
2.20 ENZIMAS
Las enzimas se encuentran en baja concentración están distribuidas en la leche
tanto unidas en las micelas de caseínas o a la membrana del glóbulo de grasa,
como en forma libre en el suero y se sintetiza en glándulas mamarias, aunque
algunas de ellas provienen de contaminadores microbianas. (Dergal, Composicion
de la Leche)

34
2.21 VITAMINAS
La leche fresca recién ordeñada contiene la mayoría de laS vitaminas aun cuando
algunas de ellas están en concentraciones muy bajas insuficiente para satisfacer
las necesidades diarias del hombre, principalmente las hidrosolubles. Las
vitaminas liposolubles A, D E, y K se encuentran interaccionando con los glóbulos
de grasas, principalmente en la membrana; la primera se presenta en mucha
mayor proporción que las otra tres. Su contenido de leche depende de la dieta de
la vaca. Por su parte en el suero se localizan las hidrosolubles tales como
riboflavina, B6, B 12 C, biotina , niacina , tiamina, folatos y ácido pantotenico ; sus
concentraciones no de penden tanto de la dieta de la vaca y permanecen más o
menos constantes a pesar de que la niacina se encuentra en baja concentración,
la leche es una buena fuente de esta vitamina por su alto contenido de triptófanos,
precursor de esta en el cuerpo humano. (Dergal, Composicion de la Leche)
2.22 SALES Y NUTRIENTES INORGÁNICOS
La leche contiene varias sales de las que destacan los citratos, cloriros,
bicarbonatos y fosfatos de calcio, magnesio, sodio y potasio, los cuales se
encuentran en solución o formando parte del sistema coloidal de las caseínas. A
pesar de que el alto contenido de calcio de la leche (120mg/100g,
aproximadamente) es superior a la concentración de saturación de una solución
acuosa , está estabilizado, ya que el 70% se encuentra en forma coloidal ,unido a

35
la caseína mediante el fosfato correspondiente y el resto se localiza solubilizado
en el suero. (Dergal, Composicion de la Leche)
2.23 CARACTERÍSTICAS MICROBIOLÓGICAS
Tienen que ver con la calidad higiénica de la leche, que ha sido el problema
constante a través del tiempo, se han determinado parámetros de clasificación y
pagos de incentivos, con la finalidad de mejorar día a día esa condición del
producto, que se relaciona directamente con la vida útil del alimento y con su
inocuidad.
La Norma Covenin 903-93 clasifica a la Leche Cruda en:
Categoría A: Hasta 500.000 ufc/ml
Categoría B: Desde 500.001 hasta 1.500.000 ufc/ml
Categoría C: Desde 1.500.001 hasta 5.000.000 ufc/ml
Sin clasificación: más de 5.000.000 ufc/ml
Para Pasteurización solo se aceptan las categorías A y B. Se utiliza este criterio
para la recepción de la leche y el pago de incentivos, de esta manera se ha
contribuido a mejorar el manejo higiénico de la producción lechera. Cumplir con la
norma de clasificación es ahora una necesidad. (903-93, pág. C. N. (s.f.).
Características Microbiológicas de leche cruda.)
36
2.24 DIFERENTES TIPOS DE LECHE
2.24.1 LECHE DE CABRA
La leche de cabra es más blanca que la de vaca, a causa de no contener
carotenos, que amarillean a esta última. Su olor es fuerte, como consecuencia de
la absorción de compuestos aromáticos durante su manejo, generalmente
inadecuado, con la presencia de machos en los lugares de ordeño, mala higiene
de los establos al que queda expuesta la leche, tardanza en el filtrado y
enfriamiento tras el ordeño, sabor y olor que por otro lado, se pueden eliminar en
gran parte por un sencillo tratamiento de desodorización al vacío. (Borras, 1968,
pág. Leche de cabra)
2.24.1.1 COMPOSICIÓN DE LA LECHE DE CABRA
Los componentes de la leche de cabra son sintetizados desde precursores
presentes en el plasma sanguíneo, captados por las células de la glándula
mamaria, como glucosa, acetato y ácidos grasos no esterificados, siendo estos
usados para la síntesis de los componentes de la leche, o como substrato
energético para dicha síntesis, dependiendo esta distinta forma de utilización del
status nutricional del animal. (Col, 1982, pág. Composición de la leche de cabra)

37
Fuente: (Jenness, 1968-1997, pág. Composicion de la leche de cabra)
Las proteínas mayoritarias de la leche de cabra, al igual que sucede en la de vaca,
son las caseínas que se caracterizan porque precipitan a Ph 4,6; las proteínas que
permanecen en solución a dicho Ph son las del lactosuero, formadas por a-
lactoalbúmina, p-lactoglobulina, albúmina, inmunoglobulinas, péptidos y otras
proteínas menores, algunas con carácter enzimático. (Swaisgood, 1993, pág.
Composicion de la leche de cabra)
En 1980 aparecen una serie de publicaciones en las que se analizan unos
aspectos de composición de la leche de cabra frente a la de vaca, entre las que
destacan la de Ahrne y colaboradores (1980), mostrando como los esteres del
glicerol son más altos en la leche de cabra, aspecto importante en relación con el
empleo de este alimento en recién nacidos. Igualmente Robinson (1980),
encuentra como el contenido en ácido orótico de la leche de cabra vs. la de vaca,
es mucho más alto, que le confiere un alto interés. La leche de cabra contiene un
mayor porcentaje de nitrógeno no proteico (NNP) que la de vaca, próximo al 9 y
5% del total del nitrógeno respectivamente. (Parkash y Jenness, 1968-1979)
Composición de la leche de cabra (%)
Solidos totales 11.70 - 15.21
Proteinas (n*6.38) 2.90 - 4.60
Grasas
3.00 - 6.63
Lactosas
3.80 - 5.12
Cenizas
0.69 - 0.89
pH 6.41 - 6.70

38
2.24.2 LECHE DE VACA
En la leche de vaca al calentarse y posteriormente enfriarse rápidamente, se
separa la nata, Este hecho con la grasa de la leche de cabra no sucede,
sugiriéndose que ello puede ser debido, junto al pequeño volumen de sus glóbulos
de grasa, responsables de la escasa capacidad de la leche de cabra para formar
crema o estas pierdan consistencia cuando se enfrían. (French, 1970-1992, pág.
leche de vaca. Descripcion de la leche)
2.24.3 LECHE ESTERILIZADA
Una vez envasada, se somete a 120°C durante 20 minutos. Al ser eliminado todo
tipo de gérmenes, puede conservarse a temperatura ambiente durante varios
meses; pero con la disminución de gran parte de los nutrientes.
2.24.4 LECHE PASTEURIZADA
La que ha sido sometida a una temperatura de 63 ºC / 30 minutos o 72 ºC / 15
segundos u otra relación de tiempo y temperatura equivalentes, con lo que se
asegura la eliminación de gérmenes patógenos pero persisten bacterias propias
de la leche. Debe conservarse en frío.
2.24.4.1 ORGANISMOS AFECTADOS
Entre los organismos cuyas poblaciones se pueden reducir considerablemente con
la pasteurización de la leche se cuentan los siguientes
Brucella abortus

39
Campylobacter jejuni
Escherichia coli
Coxiella burnetii
Escherichia coli (0157:H7)
Listeria monocytogenes
Mycobacterium tuberculosis
Mycobacterium bovis
Salmonella enterica serotypes
Streptococcus pyogenes
Yersinia enterocolitica
2.24.5 LECHE DESLACTOSADA
La que ha sido sometida a un proceso de transformación parcial de la lactosa, por
medios enzimáticos, en glucosa y galactosa. Con menor contenido de lactosa. A
esta leche se le quita la lactosa, a la que algunas personas presentan intolerancia.
2.24.6 LECHE SEMIDESCREMADA
Con la mitad del contenido normal de grasa. Esta leche debe tener un contenido
de grasa butírica de 6 a 28 gramos por litro.

40
2.24.7 LECHE ENTERA
Contiene todos los nutrientes, Es la más cercana al alimento original, y por eso es
la que más grasa tiene. Por norma, debe contener al menos 30 gramos por litro de
grasa butírica (la grasa propia de la leche).
2.25 FERMENTACIÓN LÁCTICA
El ácido láctico se origina por fermentación, Luis Pasteur, demostró que la
fermentación se debía a una bacteria. El ácido láctico se elaboró industrialmente
en 1881, con ayuda de bacterias lácticas, puesto que las síntesis química era
difícil y cara, el ácido láctico se obtiene hoy en día exclusivamente por
fermentación. Streptococccus y Lactobaccillus, son los principales
microorganismos para producir el ácido láctico y seguir sus características
individuales depende del uso que se le da para obtener un producto tratado con
dicho ácido, por otro lado, el beneficio que nos presta este ácido de conservar los
alimentos sin alterar nutrientes ni su composición química y ello nos permite
prolongar la vida útil del alimento y es de gran importancia para la industria.
La fermentación láctica es causada por algunos hongos y bacterias. El ácido
láctico más importante que producen las bacterias es el lactobacillus (SPREER,
LIBRO LACTO LOGIA INDUSTRIAL, 2007, pág. Libro Lactología Industrial .
Productos Lácteos Fermentados.).
2.25.1 FACTORES A CONTROLAR EN LA FERMENTACIÓN
LÁCTICA
La temperatura, la concentración de sal común, y la exclusión del aire son los
principales factores que influencian el curso de la fermentación.

41
3 CAPÍTULO: DESARROLLO EXPERIMENTAL
METODOLOGÍA
3.1 EXPERIMENTACIÓN
Tabla 3.1 Materia Prima
MATERIA PRIMA
Leche cabra
Leche de vaca
Edulcorante (Stevia)
Leche en polvo
Cultivo Láctico
Tabla 3.2 Equipos
EQUIPOS
Cocina
Incubadora
Balanza
Termómetro digital
Laticheck
pH metro
Tabla 3.3 Técnicas de control
TÉCNICAS DE CONTROL
Acidez
°Brix

42
3.2 Ingeniería de Proceso
ELABORACIÓN DEL YOGURT
Para describir nuestro proceso de elaboración del yogurt partimos desde el
análisis físico-químico con el Laticheck equipo que fue utilizado del instituto de
investigaciones tecnológicas para las 7 leches que son nuestras materias primas.
TABLA 3.4: ANÁLISIS EN LATICHECK
LECHE TIPO
SEMIDESCREMADA UNIDAD VALORES MEDIOS
Densidad g / cm3 1, 02948
Agua % 0, 586
Proteínas % 3, 05
Grasas % 1, 728
Sólidos % 8, 39
NO GRASOS
Punto de congelación
miligrados centigrados
55, 3
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche semidescremada tiene un valor
medio de proteínas de un 3 % y un nivel 0.5 % de agua.

43
TABLA 3.5: ANÁLISIS EN LATICHECK
LECHE TIPO
DESLACTOSADA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,03352
Agua % 0 ,00
Proteínas % 3, 414
Grasas % 1, 662
Sólidos % 9, 376
NO GRASOS
Punto de congelación
miligrados centigrados
62, 38
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche deslactosada tiene un valor
medio de proteínas de un 3.4% y un nivel 0% de agua.
TABLA 3.6: ANÁLISIS EN LATICHECK
LECHE TIPO
CABRA PURA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,03862
Agua % 0 ,00
Proteinas % 7.15
Grasas % 9.00
Solidos % 12.7
NO GRASOS
Punto de congelacion
miligrados centigrados
64.82
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche de cabra pura tiene un valor
alto de proteínas de un 7.15 % y un nivel 0% de agua.

44
TABLA 3.7: ANÁLISIS EN LATICHECK
LECHE TIPO
VACA PURA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,04531
Agua % 0.00
Proteínas % 4.90
Grasas % 6.16
Sólidos % 13.24
NO GRASOS
Punto de congelación
miligrados centigrados
79.64
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche de vaca pura tiene un valor bajo
de proteínas de un 4.19 % nivel bajo con relación al análisis de laticheck de la
leche de cabra y un nivel 0% de agua.
TABLA 3.8: ANÁLISIS EN LATICHECK
LECHE TIPO
PASTEURIZADA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,0176
Agua % 37.96
Proteínas % 1.98
Grasas % 1.90
Sólidos % 5.45
NO GRASOS
Punto de congelación
miligrados centigrados
34.5
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche pasteurizada tiene un valor muy
bajo de proteínas de un 1.98 % y un nivel muy alto de agua de 37.96%.

45
TABLA 3.9: ANÁLISIS EN LATICHECK
LECHE TIPO
ESTERILIZADA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,03466
Agua % 0 ,00
Proteínas % 3.37
Grasas % 0.062
Sólidos % 9.30
NO GRASOS
Punto de congelación
miligrados centigrados
62.42
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche esterilizada tiene un valor
medio de proteínas de un 3.37 % y un nivel de agua de 0 %.
TABLA 3.10: ANÁLISIS EN LATICHECK
LECHE TIPO
ENTERA UNIDAD VALORES MEDIOS
Densidad g / cm3 1, 02648
Agua % 5, 494
Proteínas % 2, 914
Grasas % 3, 234
Solidos % 7,98
NO GRASOS
Punto de congelacion
Miligrados centigrados
52,54
Fuente: Elaboración propia
Aquí nos podemos dar cuenta en el tipo de leche entera tiene un valor bajo de
proteínas de un 2.9 % y un nivel alto de agua de 5.49 %.

46
3.3 CUADRO COMPARATIVO DE LAS LECHE DE VACA Y DE
CABRA
LECHE TIPO
CABRA PURA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,03862
Agua % 0 ,00
Proteínas % 7.15
Grasas % 9.00
Sólidos % 12.7
NO GRASOS
Punto de congelación
miligrados centigrados
64.82
LECHE TIPO
VACA PURA UNIDAD VALORES MEDIOS
Densidad g / cm3 1,04531
Agua % 0.00
Proteínas % 4.90
Grasas % 6.16
Sólidos % 13.24
NO GRASOS
Punto de congelación
miligrados centigrados
79.64
LECHE DE CABRA LECHE DE VACA
PROTEINAS 7.15% PROTEINAS 4.90 %
SOLIDOS 12.7 % SOLIDOS 13.24 %
Haciendo la comparación entre ambas leche (de vaca y de cabra) nos podemos
dar cuenta que el nivel de proteína de una y otra leche es diferente en un 32%
mayor la de cabra a la de vaca. Concluyendo que la leche con más cantidad de
proteína es la de cabra.

47
3.4. CARGAR LA CANTIDAD DE LECHE EN EL RECIPIENTE
Para la elaboración del yogurt natural, colocamos nuestras materias primas en el
recipiente, donde se llevara a cabo la pasteurización es decir la eliminación de
microorganismos patógenos presentes en la leche.
3.4.1 ADICIÓN DE LA LECHE EN POLVO
Se procede a la adición de la leche en polvo la cual dará más cuerpo al yogurt
también servirá como sustrato para el cultivo láctico durante la fermentación
bacteriana del yogurt es así que por cada 10 litros de leche se va agregar un total
de 200 gramos de leche en polvo y con este valor de referencia partimos.
3.4.2 ADICIÓN DEL CULTIVO LÁCTICO
Se procede a la adición del cultivo láctico este es la mezcla de dos cepas
bacterianas el Lactobacillus bulgaricus y Streptococcus thermophilus luego se
procede a homogenizar por un periodo de tiempo de 10 a 15 minutos para que las
bacterias lácticas se aceleren.
3.4.3 INCUBACIÓN
Nuestra muestra de yogurt es colocada en una incubadora a una temperatura de
entre 40oC hasta 45oC no se debe pasar de estar temperatura ya que eso
significaría la muerte de la bacteria una temperatura inferior seria también no
recomendable ya que la bacteria no se activaría, en la práctica se usó una
temperatura de incubación de 45oC durante un periodo de tiempo de 3 horas.

48
Una vez concluido con el tiempo de fermentación se procede a tomar los datos de
temperatura del yogur y el pH.
3.4.4 FERMENTACIÓN
La fermentación a partir de este punto en un periodo de tres a seis horas, en este
tiempo se da la producción de ácido láctico de los microorganismos la cual debe
alcanzar entre 0.70 y 1.1 % y un pH de 4 a 4.5
3.4.5 ACIDEZ y pH
La acidez favorece a la hidratación de las proteínas por tanto una acidez
insuficiente con un pH > 4.6 influye desfavorablemente en la consistencia. Un pH
de 4.6 o inferior contribuyen a la hidratación de las proteínas y por tanto a la
consistencia del yogurt, pero una acidez demasiado elevada, pH <4.0 favorece la
contracción del coagulo, lo que se traduce en aumento de sinéresis.
3.4.6 ENDULZADO
Aquí procedemos a agregarle el endulzante que es este caso es la stevia
denotando que la relación es de por cada 10 litros de leche usamos 70 gramos de
stevia y de aquí sacamos la relación para la cantidad de leche que yo voy a
trabajar.
3.4.7 ENVASADO
Se procede al envasado del yogurt en recipientes de plásticos previamente
esterilizados se llenan los recipientes en un 95 % de espacio.

49
3.4.8 ETIQUETADO
Se procede a colocar las etiquetas a los envases.

50
Recepción de materia prima
Pasteurizado
Enfriar
Mezclado cultivo bacteriano
• Leche en polvo
• Edulcorante
Fermentación bacteriana
Incubación • Temperatura: 45ºC
• Tiempo: 3 horas
Envasado
Etiquetado
3.5 DIAGRAMA DE FLUJO DEL PROCESO
Gráfico 3.5 Diagrama de flujo para la obtención del yogurt
Destrucción de
Microorganismo
s patógenos
Se hace generalmente a 70ºC en 15 o
20 segundos en el tratamiento rápido o
a 65ºC en 30 minutos en el tratamiento
lento.
Hasta 45 grados centígrados
El cerrado hermético del envase para
mantener la inocuidad del producto.
El proceso de incubación se inicia con
el inóculo de los fermentos. Se
caracteriza por provocarse, en el
proceso de fermentación láctica, la
coagulación de la caseína de la leche.
Refrigeración Por 3 horas de 6 a 8 ºC

51
3.6 DIAGRAMAS DE LOS PROCESOS EXPERIMENTALES
Gráfico 3.6 Diagrama de proceso para la obtención de yogurt

52
3.7 DESCRIPCIÓN DEL PROCESO
3.7.1 RECEPCIÓN DE LA LECHE
Es la primera etapa para iniciar el proceso de obtención de yogurt en esta etapa
se procede a seleccionar y determinar la calidad y viabilidad de la leche a través
del análisis físico-químico y análisis sensorial constituyéndose en el soporte de
las pruebas de plataforma.
3.7.2 PASTEURIZACION
Este proceso es una de las operaciones más importante de elaboración de yogurt
debido a que las altas temperaturas destruyen los microorganismos patógenos de
la leche y esto hace que la leche mantenga una buena calidad del producto final,
este tratamiento térmico se efectúa aplicando temperaturas de 85 ºC por 10
minutos, cumplido este tiempo se procede a realizar un choque térmico para bajar
la temperatura drásticamente a 44ºC para su posterior inoculación.
Los efectos buscados con la pasteurización son los siguientes:
Eliminar totalmente los microorganismos patógenos que pueden provocar
fermentaciones anormales, alterando la calidad del yogurt
Reducir al menor número posible la flora banal que puedan provocar
fermentaciones anormales alterando la calidad del yogurt
Producir la precipitación de las proteínas solubles sobre la caseína. por
efecto del calentamiento, las proteínas que se encuentran disueltas, se
insolubilizan y se depositan en buena parte sobre las micelas de la caseína.

53
Inactivar las enzimas naturales de la leche y las producidas por
microorganismos contaminantes para evitar alteraciones durante la
elaboración y/o almacenamiento
Además de estos resultados la pasteurización ocasiona como ya se ha
señalado una serie de características deseables:
Mejora la consistencia y viscosidad, como consecuencia de la unión de
proteínas solubles en la caseína , aumentando la capacidad de
retención del agua
Por el efecto señalado en el punto anterior, se reduce la separación del
suero.
El calentamiento ocasiona modificaciones en algunos componentes de
la leche (lactosa y proteína), quienes producen compuestos (ácido
fórmico, péptidos) que estimulan el crecimiento de los microorganismos
del fermento.
Se inactivan los sistemas de defensas (enzimas) naturales de la leche
que podrían retardar la acción del fermento.
Disminuyen la cantidad de oxígeno en el medio, lo que favorece el
desarrollo de las bacterias lácticas
Inhibe la oxidación de las grasas por producción de compuestos
protectores, que se originan por acción del calor sobre algunos
componentes de la leche.
Aumenta la digestibilidad de algunas proteínas, por su
desnaturalización.

54
3.7.3 INOCULACIÓN E INCUBACIÓN
La incubación comprende todo el periodo durante el cual las bacterias del
fermento actúan para lograr la acidificación (disminución del pH). La temperatura
de incubación para el fermento de yogurt oscila entre 40 y 45 ºC el manejo de las
temperaturas obedece a distintas técnicas que se ajustan a la instalación
disponibles y al producto que se desea obtener. Usualmente se deposita la
mezcla en un tanque fermentador aislado, en la que permanece a la temperatura
de incubación por un periodo aproximado de 4 – 5 horas al final del cual
normalmente se logra la acidez deseada.
Las temperaturas bajas de incubación favorecen el desarrollo de los
Streptococcus thermophilus además de prolongar el tiempo de fermentación, esto
hace que se obtenga un coagulo un poco firme, que desprende suero durante el
almacenamiento, por una excesiva deshidratación de las proteínas. Por el
contrario altas temperaturas favorecen el desarrollo de los Lactobacilus bulgaricus
y reducen el tiempo de fermentación; además de esto provocan la contracción del
coagulo y la separación del suero. De no mediar inconveniente, el final de
incubación se alcanza, como ya se ha señalado, alrededor de las cuatros – cinco
horas de iniciada .no obstante , el punto final debe determinarse mediante la
acidez , que deberá oscilar entre 65 – 80 º C o algo más para los yogures muy
ácidos. El pH al concluir la fermentación debe ser de 4.5 a 4.7

55
3.7.4 BATIDO
El batido del yogurt no debe ser ni muy largo ni muy intenso pero suficiente como
para obtener una masa homogénea y de consistencia suave (cremosa). Este
tratamiento mecánico trae como consecuencia la inversión de las fases del
producto, pasando de un gel que retiene una gran cantidad de agua a una
suspensión de partículas de gel en agua, teóricamente, lo recomendable es
realizar la agitación una vez que el pH ha descendido a 4.7 y cuando el coagulo
ya ha sido enfriado hasta una temperatura de unos 18 – 20ºC.
3.7.5 ENFRIAMIENTO
Para alcanzar los efectos del enfriamiento y así reducir la actividad metabólica de
los microorganismos y mantener las propiedades reo lógicas del producto, el
yogurt debe ser llevado lo más rápido posible desde la temperatura de incubación
de 44 – 45 ºC hasta aproximadamente 18 – 20 ºC, en un tiempo no mayor a
veinte minutos
3.7.6 ADICIÓN Y MEZCLA DEL AZÚCAR
En esta etapa la adición del azúcar en el yogurt batido debe realizarse de forma
gradual para facilitar una mezcla uniforme sin afectar la estabilidad el coagulo y
así provocar un grado de dulzor apropiado al producto.

56
3.7.7 ENVASADO
Después de una mezcla previa de los componentes del yogurt batido se procede a
envasar el producto en envases semirrígidos nuevos y asépticos, así mismo el
envase le otorga forma y presentación al producto obtenido.
3.7.8 ALMACENAMIENTO
Refrigerado de 4- 5 ºC de temperatura para favorecer y mejorar el mantenimiento
y el tiempo de vida útil del producto procesado.
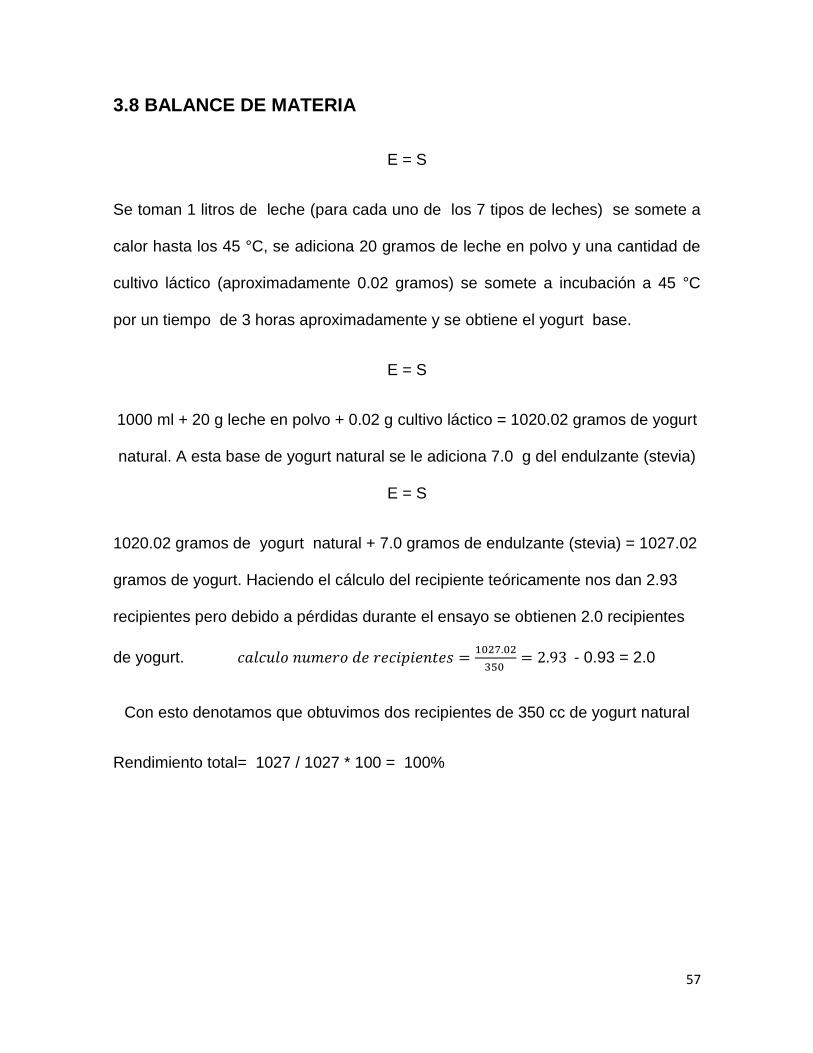
57
3.8 BALANCE DE MATERIA
E = S
Se toman 1 litros de leche (para cada uno de los 7 tipos de leches) se somete a
calor hasta los 45 °C, se adiciona 20 gramos de leche en polvo y una cantidad de
cultivo láctico (aproximadamente 0.02 gramos) se somete a incubación a 45 °C
por un tiempo de 3 horas aproximadamente y se obtiene el yogurt base.
E = S
1000 ml + 20 g leche en polvo + 0.02 g cultivo láctico = 1020.02 gramos de yogurt
natural. A esta base de yogurt natural se le adiciona 7.0 g del endulzante (stevia)
E = S
1020.02 gramos de yogurt natural + 7.0 gramos de endulzante (stevia) = 1027.02
gramos de yogurt. Haciendo el cálculo del recipiente teóricamente nos dan 2.93
recipientes pero debido a pérdidas durante el ensayo se obtienen 2.0 recipientes
de yogurt. 𝑐𝑎𝑙𝑐𝑢𝑙𝑜 𝑛𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑟𝑒𝑐𝑖𝑝𝑖𝑒𝑛𝑡𝑒𝑠 =1027.02
350 = 2.93 - 0.93 = 2.0
Con esto denotamos que obtuvimos dos recipientes de 350 cc de yogurt natural
Rendimiento total= 1027 / 1027 * 100 = 100%

58
3.9 BALANCE DE ENERGÍA
El balance de energía del proceso de pasteurización del yogurt determinó la
cantidad de vapor necesaria para elevar la temperatura de la leche desde 8ºC
hasta 85ºC en el proceso de pasteurización y se calculó la cantidad de agua de
enfriamiento para reducir la temperatura de la leche de 85ºC a 45ºC.
Densidad de la leche = 1.032 Kg/L Volumen en litros = 1.0 litros /dia
Cantidad de grasa= 3.2 % Cp leche= 0.916 Kcal/Kg ºC
T entrada de la leche= 8 ºC T salida de la leche= 85 ºC
P vapor saturado= 30 PSI Hv= 646 Kcal / Kg
HL= 120.3 Kcal / Kg Ti = 4 ºC
Tf = 45ºC
Peso= masa / volumen
Masa= peso * volumen = 1.032kg/L * (1.0 litros /día ) =1.032 kg. día
Cantidad de vapor necesario para elevar la temperatura de la leche desde
8ºC hasta 85ºC en el proceso de pasteurización
Qganado = Q leche valor sensible, no hay cambio de estado
Qcedido = Q vapor calor latente, hay cambio de estado de vapor =
liquido
Q leche = Q vapor

59
Ml. Cpl Tl = m v ( HV – HL )( 1.032 kg/dia ) * ( 0.916 Kcal / Kg ºC ) * ( 85ºC – 8ºC)
M vapor = ---------------------------------------------------------------------------
(646 Kcal / kg - 120.3 K cal/ kg)
M vapor= 72.789024 / 525.7 = 0.14 kg
Cantidad calculada de agua de enfriamiento para reducir la temperatura de la
leche de 85ºC a 45 ºC
Q ganado = Q H20 fría calor sensible, no hay cambio de estado
Q cedido = leche caliente calor sensible, no hay cambio de estado
Q ganado = m H20 * Cp H20 * T H20
Q cedido = m L * CP L * T L
Q cedido = Q ganado
m L * CP L * T L
m H20 = -------------------------------------
Cp H20 * T H20
1.032kg/dia * 0.916 kcal/ kgºC *( 85 – 45 ºC)
M H20 = ---------------------------------------------------------------------------------
1kcal / kg ºC * ( 45 -4 ºC )
M H20 = 37.81248 / 41 = 0.92 kg de agua
Se concluye que con estos datos calculados se necesitaron 0.14 kg de vapor
para el proceso de pasteurización y 0.92 kg de agua para el proceso de
enfriamiento de la leche.

60
4 CAPÍTULO
ANÁLISIS Y DISCUSIÓN DE LOS RESULTADOS
4.1 RESULTADOS DE LA ENCUESTA REALIZADA AL YOGURT
La encuesta se realizó a los estudiantes de la carrera de Ingeniería Química de la
Universidad de Guayaquil. El universo de la carrera es de 760 estudiantes. Para
calcular el número de personas encuestadas, se aplica la siguiente fórmula:
𝑛 =𝑘2 ∗ 𝑝 ∗ 𝑞 ∗ 𝑁
(𝑒2 ∗ (𝑁 − 1)) + 𝑘2 ∗ 𝑝 ∗ 𝑞
FUENTE: (Feedback Networks Technologies, 2001-2013)
Dónde:
N= es el tamaño de la población o universo
k= es una constante que depende del nivel de confianza que asignemos
e= es el error muestra deseado
p= es la proporción de individuos que poseen en la población la característica de
estudio.
q= es la proporción de individuos que no poseen esa característica
n= es el tamaño de la muestra (número de encuestas que vamos hacer)
Datos: Z= 1,81 p= 0,5 q= 0,5 N=760 e= 0,07

61
𝑛 =(1,81)2 ∗ 0,5 ∗ 0,5 ∗ 760
(1,81)2 ∗ 0,5 ∗ 0,5 + [(0,07)2 ∗ (760 − 1)]
𝑛 = 137,16
Aplicando la fórmula nos dio un total de 137 personas consultadas, las cuales
fueron escogidas al azar.

62
ENCUESTAS DEL YOGURT
Cuadro 4.0: ESTADÍSTICAS DE ENCUESTAS DEL OLOR (Ver anexo 3)
Fuente: Elaboración propia
ANÁLISIS
En la gráfica podemos observar claramente que nuestro producto elaborado tiene
un 7% ácido mientras que las demás características del olor se encuentran con un
20% Bueno, 1% claramente dañado, 58% muy agradable y con un 14% normal.
7
1
20
14
58
OLOR
Ácido Claramente dañado Bueno Normal Muy agradable

63
Cuadro 4.1: ESTADÍSTICAS DE ENCUESTAS DEL COLOR (Ver anexo 3)
Fuente: Elaboración propia
ANÁLISIS
Según la encuesta realizada a los estudiantes el resultado que nos arroja en el
parámetro del Color del producto es el siguiente: 15% totalmente clara, 6%
ligeramente amarillenta, 15% blanca-crema, 4%crema oscura y un 60% crema
clara.
4%
60%
15%
6%
15%
COLOR
Crema oscuro
Crema clara
Blanca- crema
Ligeramente amarillenta
Totalmemte clara

64
Cuadro 4.2: Estadísticas de Encuestas del Sabor (Ver anexo 3)
Fuente: Elaboración propia
ANÁLISIS
Según la encuesta realizada a los estudiantes el resultado que nos arroja en el
parámetro del Sabor de nuestro producto es el siguiente: 19% ligeramente ácido,
40% muy agradable, 16% con tendencia ácida, 15% muy ácido y con un 10%
ligeramente amargo.
15%
10%
19%
16%
40%
SABOR
Muy ácido
LigeramenteamargoLigeramenteácidoCon tendenciaácida

65
Cuadro 4.3: Estadísticas de Encuestas del Carácter Apetecible
(Ver anexo 3)
Fuente: Elaboración propia
ANÁLISIS
Según la encuesta realizada a los estudiantes el resultado que nos arroja en el
parámetro sobre el CARÁCTER APETECIBLE de nuestro producto es el
siguiente: 55% altamente apetecible, 23% poco apetecible, 12% ligeramente
apetecible, 4% mediamente apetecible y con un 6% nada apetecible.
6%
12%
55%
23%
4%
CARÁCTER APETECIBLE
Nada apetecible Ligeramente apetecible Altamente apetecible
Poco apetecible Medianamente apetecible

66
Cuadro 4.4: Estadísticas de Encuestas de la Textura (Ver anexo 3)
Fuente: Elaboración propia
ANÁLISIS
Según la encuesta realizada a los estudiantes el resultado que nos arroja en el
parámetro sobre la TEXTURA de nuestro producto es el siguiente: 5% Demasiado
grumoso, 5% sin compactar, 15% ligeramente compacto, 20% compacto y con un
55% ligeramente grumoso.
55%
20%
5%
15% 5%
TEXTURA
Ligeramente grumoso
Compacto
Sin compactar
Ligeramente compacto
Demasiado grumoso

67
Cuadro 4.5 Examen microbiológicos del yogurt de leche de cabra

68
Cuadro 4.6: Examen microbiológico del yogurt de leche de vaca

69
CONCLUSIONES
Se caracterizaron los yogures obtenidos tanto en la leche de cabra como en
la leche de vaca demostrándose que el yogurt con leche de cabra tiene más
calidad.
Se comparan los valores nutricionales entre el yogurt de leche de vaca y de
cabra obteniendo que el yogurt de leche de cabra tiene un valor nutricional
superior al yogurt de leche de vaca.
Se analizaron los análisis microbiológicos a los yogures los cuales
aprobaron los exámenes correspondientes y son aptos para el consumo,
según la norma INEN 2608: 2012 (requisitos microbiológicos para la bebida
de leches fermentadas).
Se demostró que las características físico – química de los yogures
cumplen con lo establecido en la norma.
Se realizaron pruebas organolépticas mediante encuestas de consumo las
cuales indican que tanto el yogurt de leche de cabra como el de vaca
tuvieron una excelente aceptación.

70
RECOMENDACIONES
Realizar el estudio de anaquel a nuestro producto final donde se determine la
durabilidad del mismo.
El yogur debe ser fabricado con las máximas medidas de higiene. Es
necesario elaborar un estricto programa de desinfección y asepsia de
equipos, utensilios, e instalaciones en general.
Potenciar la elaboración de este tipo de productos con la finalidad de nuevas
ofertas en el mercado, además de aumentar y mejorar la calidad de vida con
alimentos que beneficien a la salud.

71
BIBLIOGRAFÍA
., L. I. (1995). Bacterias lacticas. Zaragoza-España.
2001, E. M. (1993-2000). Bacterias del yogurt.
2395, I. (2009). Normas de Leches Fermentadas.
903-93, C. N. (s.f.). Caracteristicas Microbiologicas de leche cruda.
A., L. M. (s.f.). Yogurt . 1993.
Agostina. (2000). yogurt. propiedades.
Ballen, E. (2002). caracteristicas de la leche de vaca. Textura.
Banderas, E. (2004). Caracteristicas Fisicas de la leche. Gravedad Especifica.
Black, M. (1990). Yogurt Natural.
Borras, M. (1968). Leche de Cabra.
Brigidi, C. (2003). yogurt. presencia de bacteria.
C.Alais. (1998). Yogurt . estandizar de la leche.
cenids.insp. (2000). cenids.
Col, D. F. (1982). Composición de la leche de cabra.
col.Jenness, C. y. (1989-1992). Composicion de la leche de cabra.
Cordoba, E. (s.f.). beneficios del yogurt. Obtenido de www.ehcordoba.com
Dergal, B. (s.f.). Composicion de la Leche. Quimica de los alimentos 4ta edicion.
Dergal, B. (s.f.). Química de los Alimentos cuarta edición. Salvador.
E.Ruvalcaba. (1994). La leche .
Feedback Networks Technologies. (2001-2013). Recuperado el Noviembre de 2014, de
http://www.feedbacknetworks.com/cas/experiencia/sol-preguntar-calcular.html#
Fernández, A. (2006). Caracteristicas organolepticas de la leche.
Flores, A. (2011). descripcion de la leche.
French, C. y. (1970-1992). Leche de Vaca. Descripcion de la Leche.

72
Granados, A. (2008). descripcion de la leche.
Hall, P. P. (s.f.). Biología de los microorganismos. Biología de los microorganismos (10ª edición).
helado, m. (2004). yogurt batido.
Inlac. (s.f.). Inlac. Obtenido de Inlac: http://www.inlac.com/cultura/leche/clasificacion/otros.
Jenness, S. P. (1968-1997). Composicion de la leche de cabra.
Kosikowski. (2006). Yogurt.
Lagarriga, R. D. (s.f.). yogurt. 118.
Lozano, M. A. (1993). Yogurt Natural.
Magariños, E. (2000). Descripcion de la leche.
mundohelado. (2004). yogurt .
Parkash y Jenness, G. y. (1968-1979). Composicion de la leche .
Pascual, A. (2000). caracteristicas quimicas de la leche.
Pinzon, D. (2006). Proteinas de la leche.
Pinzon, M. (2006). Contenido de la leche de vaca.
Porter, J. (1981). Yogurt.
Porter, J. (1981). Yogurt .
PRODUCTOS LACTEOS TECNOLOGIA, 1. (s.f.).
social, M. d. (2006). Transporte de Leche Cruda.
SPREER, E. (2007). LIBRO LACTO LOGIA INDUSTRIAL.
SPREER, E. (s.f.). Libro Lactología Industrial . Productos Lácteos Fermentados.
Swaisgood, E. (1993). Composicion de la Leche de Cabra.
TECNOLOGIA, P. L. (s.f.). simbiosis de bacterias del yogurt. Obtenido de
www.productoslacteos.com
Vayas, E. (s.f.). Yogurt Natural. 2002.
Walstra. (2000). Ciencia del la leche y tecnología de los productos lácteos. Ciencia del la leche y
tecnología de los productos lácteos.

73
Walstra. (2000). Ciencia de la leche y tecnología de los productos lácteos.
Walstra. (2000). Ciencia del la leche y tecnología de los productos lácteos.

ANEXO 1

INSTITUTO ECUATORIANO DE NORMALIZACIÓN Quito - Ecuador NORMA TÉCNICA ECUATORIANA NTE INEN 2608:2012
LECHES FERMENTADAS. REQUERIMIENTOS First Edition DESCRIPTORES: Tecnología de los alimentos, leche y productos lácteos procesados, leches fermentadas, requisitos. AL 03.01-442 CDU: 637.146 CIIU: 3112 ICS: 67.100.01 CDU: 637.146 CIIU: 3112 ICS: 67.100.01 AL 03.01-442 -1- 2012-066
Norma Técnica Ecuatoriana Voluntaria BEBIDA DE LECHE FERMENTADA. REQUISITOS NTE INEN 2608:2012 1. OBJETO 1.1 Esta norma establece los requisitos que deben cumplir las bebidas de leche fermentada, destinadas al consumo directo. 2. DEFINICIONES 2.1 Para los efectos de esta norma se adoptan las siguientes definiciones: 2.1.1 Bebida de leche fermentada. Producto lácteo de consistencia fluida a partir de la leche fermentada mezclada con otros derivados lácteos e ingredientes higienizados, los cultivos de microorganismos serán viables, activos y abundantes en el producto hasta la fecha de vencimiento. Si el producto es tratado térmicamente luego de la fermentación, no se aplica el requisito de microorganismos viables. 2.1.2 Leche fermentada. Es el producto lácteo obtenido por medio de la fermentación de la leche, elaborado a partir de la leche por medio de la acción de microorganismos adecuados y teniendo como resultado la reducción del pH con o sin coagulación (precipitación isoeléctrica). 2.1.3 Ingrediente. Se entiende toda sustancia, incluidos los aditivos alimentarios, empleado en la fabricación o preparación de un alimento, que se encuentra en el producto final. 2.1.4 Suero de leche dulce líquido. Es el producto lácteo obtenido durante la elaboración del queso, la caseína o productos similares, mediante la separación de la cuajada, después de la coagulación de la leche y/o los productos derivados de la leche. La coagulación se obtiene mediante la acción de, principalmente, enzimas del tipo del cuajo. 2.1.5 Suero de leche dulce en polvo. Producto obtenido a través del secado del suero de leche líquido dulce, previamente pasteurizado, sin adición alguna de conservantes

2.1.6 Producto lácteo. Es un producto obtenido mediante cualquier elaboración de la leche, que puede contener aditivos alimentarios y otros ingredientes funcionalmente necesarios para la elaboración. 3. CLASIFICACIÓN 3.1 Por su proceso, la bebida de leche fermentada se clasifica en: 3.1.1 Pasteurizada 3.2.2 Ultrapasteurizada 3.2.3 Esterilizada 3.3 De acuerdo al contenido de lactosa: 3.3.1 Baja en lactosa o deslactosada 3.3.2 Parcialmente deslactosada
4. DISPOSICIONES GENERALES 4.1 La leche fermentada destinada a la elaboración de la bebida láctea en base a leche fermentada, debe cumplir con lo establecido en la NTE INEN 2395 y su procesamiento se realiza de acuerdo a los principios del Reglamento de Buenas Prácticas de Manufactura del Ministerio de Salud Pública. 4.2 Características sensoriales: Las bebidas de leche fermentada deben tener el color, olor y sabor, característico de acuerdo a los ingredientes y/o aditivos adicionados. 4.3 Se permite la utilización de ingredientes alimenticios, por ejemplo: derivados de leche reconstituidos o no; ingredientes no lácteos solos o combinados, azúcares y/o endulzantes, maltodextrina, dextrosa, pulpa de fruta, jugos a base de frutas, miel, cereales, vegetales, chocolate, café, especias, almidones o almidones modificados, gelatina entre otros. 4.4 La leche fermentada debe representar por lo menos 50 % (m/m), del total de ingredientes del producto. 4.5 Los límites máximos de plaguicidas no deben superar los establecidos en el Codex Alimentarius CAC/ MRL 1, en su última edición. 4.6 Los límites máximos de residuos de medicamentos veterinarios no deben superar los establecidos en el Codex Alimentario CAC/MRL 2, en su última edición. 5. REQUISITOS 5.1 Requisitos Específicos 5.1.1 Las bebidas de leche fermentada, ensayadas de acuerdo con las NTE INEN correspondientes, deben cumplir con las especificaciones que se indican en la tabla 1. TABLA 1. Requisitos físico-químicos para bebidas de leche fermentada
5.1.5 Requisitos microbiológicos. Las bebidas de leche fermentada, ensayadas de acuerdo con las NTE INEN correspondientes, deben cumplir con las especificaciones establecidas en la Tabla 2 para las bebidas lácteas en base a leche fermentada pasteurizada, y con el numeral 5.1.5.1 para las bebidas lácteas en base a leche fermentada larga vida TABLA 2. Requisitos microbiológicos para la bebida de leche fermentada.

Donde: n = número de muestras para analizar m = criterio de aceptación M = criterio de rechazo C = número de unidades que pueden estar entre m y M
5.1.5.1 Las bebidas lácteas en base a leche fermentada ultra pasteurizada y esterilizada deben evidenciar ausencia de microorganismos patógenos. Y cumplir con la prueba de esterilidad comercial de acuerdo a la NTE INEN 2335 5.1.6 Aditivos. Se pueden utilizar los aditivos permitidos y en las cantidades especificadas en la NTE INEN 2 074 5.1.7 Contaminantes El límite máximo permitido será el que establece el Codex alimentarius de contaminantes CODEX STAN 193-1995. 5.2 Requisitos complementarios 5.2.1 La bebida de leche fermentada, pasteurizada debe mantenerse en planta y en los lugares de expendio a una temperatura no mayor de 4 °C ± 2 °C. 5.2.2 Las bebidas de leche fermentada, larga vida pueden mantenerse en planta y en los lugares de expendio a temperatura ambiente. 5.2.3 El almacenamiento, distribución y expendio de la bebida DE leche fermentada debe realizarse en el envase original. 5.2.4 La bebida de leche fermentada debe ser transportada en condiciones idóneas que garanticen el mantenimiento del producto; la bebida de leche fermentada, pasteurizada se transportará a una temperatura máxima de 7 ºC. 6. INSPECCIÓN 6.1 Muestreo 6.1.1 El muestreo debe realizarse de acuerdo con lo establecido en la NTE INEN 004 6.2 Aceptación o rechazo 6.2.1 Se acepta el producto si cumple con los requisitos establecidos en esta norma; caso contrario se rechaza. 7. ENVASADO Y EMBALADO 7.1 Las bebidas de leche fermentada deben expenderse en envases de material grado alimentario, herméticamente cerrados, que aseguren la adecuada conservación y calidad del producto; sea resistente a su acción y no altere las características organolépticas sensoriales del mismo. 7.3 La bebida DE leche fermentada envasada y colocada en el mercado, no debe ser reprocesada y debe ser vendida en su envase original. 8. ROTULADO 8.1 El rotulado de este producto debe cumplir con los requisitos del RTE INEN 022 8.2 En las bebidas de leche fermentada en la cara principal de exhibición del rótulo, junto al nombre del alimento en el mismo tamaño de letra, en forma legible, se debe incluir el porcentaje (m/m) de contenido de suero de leche y de leche fermentada que se utilizaron como ingredientes. 8.3 La etiqueta no debe contener ningún texto, imagen o descripción que directa o indirectamente, e incluso por omisión de datos esenciales del producto, induzca a engaño, error o confusión al consumidor conforme lo establecido en la Ley Orgánica de Defensa del Consumidor. Para analizar el rotulado deben tomarse en cuenta las afirmaciones explicitas (textos) e implícitas (imágenes,

gráficos) en conjunto; y en general se debe valorar la impresión o mensaje neto del rotulo para el consumidor promedio. Especialmente debe evitarse generar error o confusión con la leche fermentada y otros derivados de la leche. En el nombre del alimento o en la marca del mismo no se deben emplear textos que induzcan a creer al consumidor que se trata de “leche fermentada”. En caso de discrepancias sobre el rotulado se debe someter dicho rotulado a consulta de las autoridades competentes o pruebas de percepción de publicidad de los consumidores. APENDICE Z Z. 1 DOCUMENTOS NORMATIVOS A CONSULTAR Norma Técnica Ecuatoriana NTE INEN 4 Leche y productos lácteos. Muestreo. Norma Técnica Ecuatoriana NTE INEN 12 Leche. Determinación del contenido de grasa. Norma Técnica Ecuatoriana NTE INEN 16 Leche. Determinación de la proteína. Norma Técnica Ecuatoriana NTE INEN 1529-7 Control microbiológico de los alimentos. Determinación de microorganismos coniformes por la técnica del recuento de colonias. Norma Técnica Ecuatoriana NTE INEN 1529-10 Control microbiológico de los alimentos. Mohos y levaduras viables. Recuento en placa por siembra en profundidad Norma Técnica Ecuatoriana NTE INEN 2074 Aditivos alimentarios permitidos para consumo humano. Listas positivas. Requisitos. Norma Técnica Ecuatoriana NTE INEN 2335 Leche larga vida. Método para control de la esterilidad
comercial
Reglamento Técnico Ecuatoriano RTE INEN 022 Rotulado de productos alimenticios procesados, envasados y empaquetados Ley 2007-76 del Sistema Ecuatoriano de la Calidad Publicado en el Registro Oficial No. 26 de 2007-02-22. Decreto Ejecutivo 3253 Reglamento de Buenas Prácticas de Manufactura para Alimentos Procesados Codex Alimentarius CAC/MRL 1 Lista de límites máximos para residuos de plaguicidas en los alimentos. Codex Alimentarius CAC/MRL 2 Lista de límites máximos para residuos de medicamentos veterinarios. Codex Alimentarius CODEX STAN 193-1995 Norma general para los contaminantes y las toxinas presentes en los alimentos y piensos. AOAC 984.15 Lactose in milk. Enzymatic method. Final action, 15 Edition Vol. 2. AOAC 991.14 Coliform and Escherichia coli Coints in foods Dry Rehydratable Film Methods Z.2 BASES DE ESTUDIO Norma Técnica Ecuatoriana NTE INEN 2395 Leches fermentadas. Requisitos. Instituto Ecuatoriano de Normalización. Quito 2010. Norma Andina. NA 078:2009 Leches fermentadas. Requisitos. Comunidad Andina, Lima 2009 Norma Técnica Colombiana NCT 805 Productos Lácteos. Leches Fermentadas. Bogotá 2005. Programa Conjunto FAO - OMS NORMA DEL CODEX PARA LECHES FERMENTADAS. CODEX STAN 243-2003. Adoptado 2003. Revisión 2008, 2010 Ministerio de Agricultura y de Abastecimiento del Brasil. Resolución Nº 5 de 13 de noviembre del 2000 Especificaciones para las leches fermentadas. Secretaria de Salud. Norma Mexicana NOM 185-SSA1-2002 Productos y servicios. Mantequilla, cremas, producto lácteo condensado azucarado, productos lácteos fermentados y acidificados, dulces a base de leche. Especificaciones sanitarias. México 2002.

ANEXO 2

ELABORACIÓN DEL YOGURT
Figura 3.1: Materia Prima (leche en polvo, stevia)
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología
Figura 3.2: Vertimos las leches sobre los recipientes para proceder a
pasteurizar
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología

Figura 3.3: Esterilización de los recipientes
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología
Figura 3.4: Incorporación de Leche en Polvo
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología

Figura 3.5: Adición del Cultivo Láctico
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología
Figura 3.6: Cubrimos para evitar proliferación de bacterias
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología
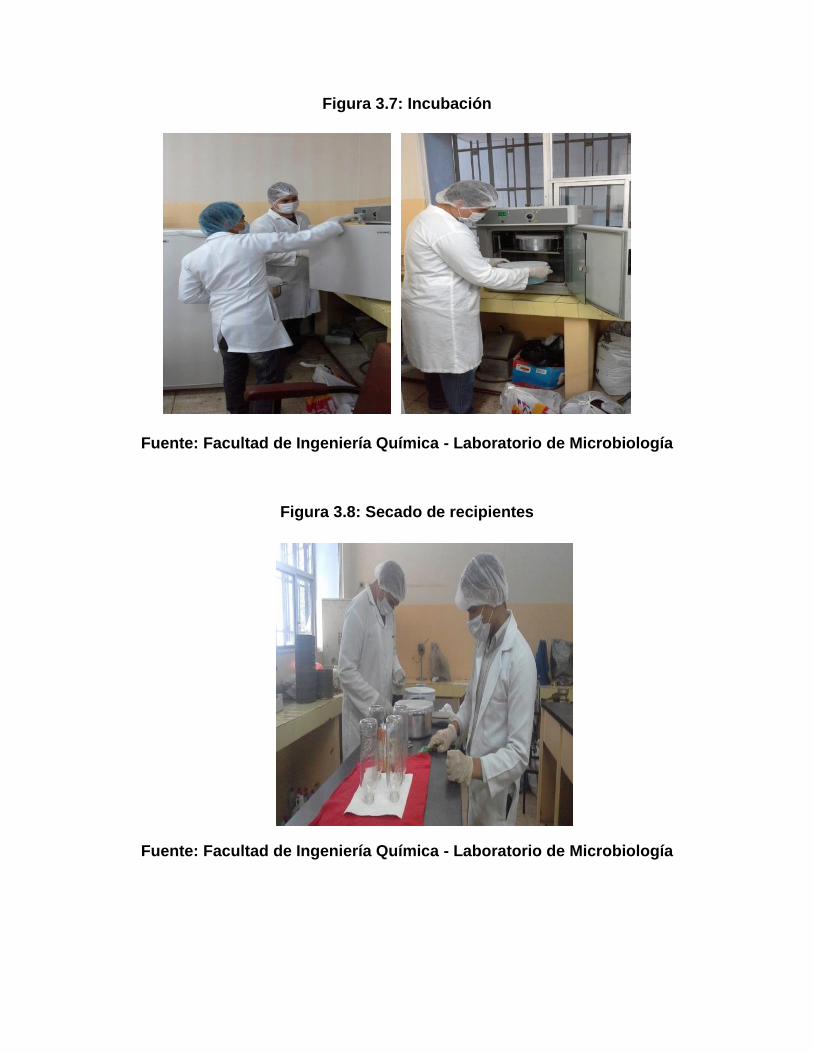
Figura 3.7: Incubación
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología
Figura 3.8: Secado de recipientes
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología

Figura 3.9: Incorporación de Stevia
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología
Figura 3.10: Envasado y producto final
Fuente: Facultad de Ingeniería Química - Laboratorio de Microbiología

Figura 3.11 Fermentación láctica
Fuente: www.biologiacelularb.com.ar
Figura 3.11 Fermentación láctica

ANEXO 3

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA QUÍMICA
EVALUACIÓN SENSORIAL DE UNA BEBIDA DE YOGURT A PARTIR DE DIFERENTES MATERIAS PRIMAS
INSTRUCCIONES: Evalué cada una de las muestras y marque con una (x) en la alternativa que usted considere la más acertada
CARACTERISTICAS ALTERNATIVAS MUESTRAS
1 2 3 4 5 6 7
OLOR
1. Ácido, desagradable, extraño
2. Claramente dañado
3. Normal, aceptable
4. Bueno, no muy intenso
5. Muy agradable
COLOR
1. Crema oscura
2. Crema clara
3. Ligeramente amarillenta
4. Blanco - crema
5. Totalmente claro
SABOR
1. Muy ácido
2. Ligeramente amargo
3.ligeramente ácido
4. Con tendencia ácido
5. Muy agradable
CARÁCTER APETECIBLE
1. Nada apetecible
2. Poco apetecible
3. Ligeramente apetecible
4. Medianamente apetecible
5. Altamente apetecible
TEXTURA 1. Sin compactar ( suero-leche)
2.Demasiado grumosa
3.Ligeramente grumosa
4. Compacta
5. Ligeramente compacta

ETIQUETAS
Recommended