
La versión digital de esta tesis está protegida por la Ley de Derechos de Autor del
Ecuador.
Los derechos de autor han sido entregados a la “ESCUELA POLITÉCNICA NACIONAL”
bajo el libre consentimiento del (los) autor(es).
Al consultar esta tesis deberá acatar con las disposiciones de la Ley y las siguientes
condiciones de uso:
• Cualquier uso que haga de estos documentos o imágenes deben ser sólo para efectos
de investigación o estudio académico, y usted no puede ponerlos a disposición de otra
persona.
• Usted deberá reconocer el derecho del autor a ser identificado y citado como el autor
de esta tesis.
• No se podrá obtener ningún beneficio comercial y las obras derivadas tienen que estar
bajo los mismos términos de licencia que el trabajo original.
El Libre Acceso a la información, promueve el reconocimiento de la originalidad de las
ideas de los demás, respetando las normas de presentación y de citación de autores con
el fin de no incurrir en actos ilegítimos de copiar y hacer pasar como propias las
creaciones de terceras personas.
Respeto hacia sí mismo y hacia los demás.

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
AUTOMATIZACIÓN DEL PROCESO DE PRODUCCIÓN DE HORMIGÓN PARA LA EMPRESA MEZCLALISTA S.A.
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENI ERO EN ELECTRÓNICA Y CONTROL
FALCONÍ TORO CRISTIAN JAVIER [email protected]
PINCHA ROCHA CHRISTIAN MARCELO
DIRECTOR: ING. GERMÁN CASTRO MACANCELA MSc.
Quito, Septiembre 2012

DECLARACIÓN Nosotros, Cristian Falconí Toro y Christian Pincha Rocha , declaramos bajo juramento que el trabajo aquí descrito es de nuestra autoría; que no ha sido previamente presentada para ningún grado o calificación profesional; y, que hemos consultado las referencias bibliográficas que se incluyen en este documento. A través de la presente declaración cedemos nuestros derechos de propiedad intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normatividad institucional vigente.
______________________ ______________________ Cristian Falconí Toro Christian Pincha Rocha
171888580-7 171968248-4

CERTIFICACIÓN Certifico que el presente trabajo fue desarrollado por Cristian Javier Falconí Toro y Christian Marcelo Pincha Rocha, bajo mi supervisión.
__________________________________ Ing. Germán Castro Macancela MSc
DIRECTOR DEL PROYECTO
AGRADECIMIENTO
Quiero agradecer principalmente a mis padres, por su esfuerzo y sacrificio
diario para poder solventar mi educación, por el ejemplo que me supieron
impartir y su apoyo incondicional.
A los ingenieros Pablo Andrade y Guillermo Andrade por permitir la
implementación del presente proyecto en su empresa y el apoyo económico
brindado.
Finalmente agradezco al Ing. Germán Castro por la guía brindada en la
realización del presente proyecto, por su disponibilidad y predisposición
brindada de manera cordial.
Christian Pincha

Agradezco a mis padres, Vicente y Rosa, por el amor, apoyo y confianza total
que me han brindado siempre. Los quiero.
A mis hermanos, Diego y Daniel, por ser mi inspiración para convertirme en
una mejor persona.
A toda mi familia Toro, por sus consejos y ejemplos a seguir, y por hacerme reír
cada vez que recuerdo sus ocurrencias.
A mis amigos, por todos los buenos y difíciles momentos compartidos, a mis
compañeros de cuarto y especialmente a Sofía, gracias por todos los buenos
recuerdos.
A todos los que formaron parte de mi vida durante esta etapa, muchas gracias.
Cristian Javier Falconí Toro

DEDICATORIA A mi familia: mi madre Nelly Rocha, mi padre Ramiro Pincha, mi hermana
Jenny y mi sobrina Denisse. A quienes les debo por siempre cada uno de los
éxitos y aciertos en mi vida.
A mi novia Angie Aguilar, mi vida, por su amor, paciencia y comprensión diaria,
gracias por estar a mi lado y compartir un éxito más de nuestra familia.
A Sabine, hija hermosa de mi alma, por ser el motor que impulsa mi esfuerzo
para seguir adelante cada día.
A mis amigos, compañeros y personas que de alguna manera han aportado en
la culminación de mi carrera profesional. A todos ellos dedico este proyecto,
que no hubiese podido ser posible sin su apoyo.
Christian Pincha
Para ti mamá, tus esfuerzos para sacar adelante nuestra familia hoy son mi
inspiración.
Cristian Javier Falconí Toro

CONTENIDO
CAPÍTULO I
ESTUDIO SOBRE LA FABRICACIÓN DEL HORMIGÓN
1.1 INTRODUCCIÓN…………………………………………. 1 1.2 CARACTERISTICAS DE LOS MATERIALES………… 1 1.2.1 CEMENTO……………………………………………………………... 1 1.2.1.1 Clasificación del cemento Portland…………………………………….. 2 1.2.1.2 Propiedades del cemento……………………………………………….. 3 1.2.2 AGREGADOS…………………………………………………………. 3 1.2.2.1 Clasificación de los agregados…………………………………………. 4 1.2.2.2 Propiedades de los agregados…………………………………………... 4 1.2.3 AGUA………………………………………………………………….. 5 1.2.3.1 Calidad del agua………………………………………………………... 5 1.2.4 ADITIVOS……………………………………………………………... 7 1.2.4.1 Clasificación de los aditivos……………………………………………. 8 1.3 PROPIEDADES DEL HORMIGÓN……………………... 8 1.3.1. ESTRUCTURA INTERNA DEL HORMIGÓN………………………. 9 1.3.2 PROPIEDADES DEL HORMIGÓN EN ESTADO FRESCO………… 11 1.3.3 PROPIEDADES DEL HORMIGÓN EN ESTADO ENDURECIDO…. 11 1.3.3.1 Resistencia……………………………………………………………… 11 1.4 DESCRIPCIÓN DE LA PLANTA MEZCLALISTA……. 12 1.4.1 LAYOUT DE LA EMPRESA MEZCLALISTA………………………. 13 1.4.2 PLANTA DE PRODUCCIÓN DEL HORMIGÓN……………………. 14 1.4.2.1 Carga de materiales…………………………………………………….. 15 1.4.2.1.1 Tolva de agregados…………………………………………………………… 16 1.4.2.1.2 Silos de almacenamiento de cemento……………………………………….. 17 1.4.2.2 Pesaje de materiales…………………………………………………….. 18 1.4.2.2.1 Balanza de agregados………………………………………………………… 18 1.4.2.2.2 Balanza de cemento…………………………………………………………… 19 1.4.2.3 Transporte de materiales……………………………………………….. 20 1.4.2.3.1 Banda de transporte de agregados………………………………………….. 20 1.4.2.3.2 Tornillos sinfín para transporte de cemento………………………………. 20 1.4.2.4 Descarga de materiales…………………………………………………. 21 1.4.2.5 Descarga de agua……………………………………………………….. 22 1.4.2.5.1 Cisternas de agua……………………………………………………………… 22 1.4.2.6 Manejo de aditivos……………………………………………………... 22 1.5 HORMIGÓN PRODUCIDO POR MEZCLALISTA…… 23 1.5.1 TIPOS DE AGREGADOS UTILIZADOS…………………………….. 23 1.5.1.1 Arena…………………………………………………………………… 23 1.5.1.2 Ripio 10mm…………………………………………………………….. 23 1.5.1.3 Ripio 20mm…………………………………………………………….. 23 1.5.2 CEMENTO UTILIZADO……………………………………………… 24 1.5.3 TIPOS Y APLICACIONES DEL HORMIGÓN ELABORADO……… 24

1.5.3.1 Aplicación para resistencia de 180 ��/���…………………………… 24 1.5.3.2 Aplicación para resistencia de 210 ��/���……………………….…... 25 1.5.3.3 Aplicación para resistencia de 240 ��/���……………………….…... 25 1.5.3.4 Aplicación para resistencia de 280 ��/���…………………………… 25 1.5.3.5 Aplicación para resistencia de 350 ��/���……………………….…... 25 1.5.3.6 Aplicación para resistencia de 380 ��/���……………………….…... 25 1.5.4 CORRECCIÓN POR HUMEDAD LIBRE……………………………. 26
CAPÍTULO II
DISEÑO E IMPLEMENTACIÓN DEL SISTEMA DE CONTROL PARA LA PLANTA MEZCLALISTA
2.1 INTRODUCCIÓN…………………………………..……... 28 2.2 EQUIPAMIENTO Y FUNCIONAMIENTO DE LA
PLANTA DE FABRICACIÓN DEL HORMIGÓN……... 28 2.2.1 DIAGRAMA FUNCIONAL DE LA PLANTA…………………..…… 29 2.2.2 FUNCIONAMIENTO DE LA PLANTA……………………………… 29 2.2.2.1 Modelo funcional de operación de la planta Mezclalista………………. 30 2.2.3 COMPONENTES BÁSICOS DE CONTROL PARA LA
COORDINACIÓN DE OPERACIONES……………………………… 31 2.2.3.1 Sistema neumático……………………………………………………… 31 2.2.3.1.1 Unidad de mantenimiento……………………………………………………. 31 2.2.3.1.2 Electroválvula………………………………………………………………….. 32 2.2.3.1.3 Cilindro neumático……………………………………………………………. 32 2.2.3.2 Sistema eléctrico………………………………………………………... 33 2.2.3.2.1 Motor eléctrico………………………………………………………………… 33 2.2.3.2.2 Vibrador eléctrico……………………………………………………………... 33 2.2.3.2.3 Sensor de flujo de rueda de paletas…………………………………………. 35 2.2.3.2.4 Celdas de carga……………………………………………………………….. 35 2.3 DISEÑO DEL SISTEMA DE CONTROL……………….. 36 2.3.1 DISEÑO DE LA LÓGICA DE CONTROL MEDIANTE EL
SOFTWARE DE SIEMENS TIA PORTAL PARA LA ELABORACIÓN DEL HORMIGÓN………………………………….. 36
2.3.1.1 Descripción de la lógica de control…………………………………….. 36 2.3.1.1.1 Calculo de valores para la dosificación……………………………………. 37 2.3.1.1.2 Control de la dosificación……………………………………………………. 40 2.3.1.1.3 Control del pesaje de agregados……………………………………………. 43 2.3.1.1.4 Control del pesaje de cemento………………………………………………. 46 2.3.1.1.5 Control de la descarga de agregados………………………………………. 47 2.3.1.1.6 Control de la descarga de cemento…………………………………………. 47 2.3.1.1.7 Control de la descarga de agua……………………………………………... 48 2.3.1.2 Programación del PLC S7-1200 mediante el software TIA Portal…….. 49 2.3.2 DIAGRAMAS DE FLUJO DEL SISTEMA DE CONTROL…………. 53 2.3.2.1 Diagrama rutina de arranque…………………………………………… 54 2.3.2.2 Diagrama general…………………………………………………......... 55 2.3.2.3 Programa principal……………………………………………………... 56

2.3.2.4 Descarga de agregados…………………………………………………. 59 2.3.2.5 Descarga de cemento…………………………………………………… 60 2.3.2.6 Pesaje de agregados…………………………………………………….. 61 2.3.2.7 Pesaje de cemento……………………………………………………… 64 2.3.2.8 Descarga de agua……………………………………………………….. 65 2.3.3 TABLERO ELÉCTRICO DE CONTROL Y FUERZA
IMPLEMENTADO…………………………………………………….. 66 2.3.3.1 Equipamiento del tablero……………………………………………….. 67 2.3.3.1.1 Equipo de control y señalización……………………………………………. 67 2.3.3.1.2 Equipo de fuerza………………………………………………………………. 74 2.3.3.2 Montaje del sistema de fuerza y control…………………………...…… 75 2.3.3.3 Diagrama unifilar de fuerza…………………………………………….. 77 2.3.4 DIAGRAMA P&ID DE LA PLANTA MEZCLALISTA……………... 78
CAPÍTULO III
DISEÑO Y CONFIGURACIÓN DE LA HMI MEDIANTE EL SOFTWARE LABVIEW
3.1 INTRODUCCIÓN…………………………………………. 79 3.2 CARACTERISTICAS GENERALES……………………. 79 3.2.1 TOPOLOGÍA GENERAL DE LA RED INTERNA DE LA
EMPRESA……………………………………………………………… 80 3.3 DESCRIPCIÓN DE LA INTERFAZ……………………... 80 3.3.1 INTERFAZ HOMBRE MÁQUINA EN EL ÁREA DE VENTAS…..... 80 3.3.1.1 Manejo de la interfaz “ventas”…………………………………………. 81 3.3.1.1.1 Detalle de pestañas……………………………………………………………. 82 3.3.1.1.2 Manejo de íconos……………………………………………………………… 94 3.3.2 INTERFAZ HOMBRE MÁQUINA EN EL ÁREA DE
PRODUCCIÓN………………………………………………………… 97 3.3.2.1 Manejo de la interfaz “producción”……………………………………. 98 3.3.2.1.1 Detalle de pestañas……………………………………………………………. 99 3.4 CONFIGURACIÓN DE LA INTERFAZ HOMBRE
MÁQUINA MEDIANTE EL SOFTWARE LABVIEW… 104 3.4.1 GUÍA PARA LA ELABORACIÓN DEL NUEVO PROYECTO…….. 104 3.4.2 GUÍA PARA LA CREACIÓN DE UN MENÚ………………………... 105 3.4.3 GUÍA PARA EL ENLACE DE DOS VIS……………………………... 106 3.4.4 VIS DE LABVIEW PARA ACCESSO A BASES DE DATOS………. 107 3.4.5 CREACIÓN DE DATALINK DE LA BASE DE DATOS……………. 111 3.5 CONFIGURACIÓN DE LA RED IMPLEMENTADA.… 112 3.5.1 ARQUITECTURA DE LA RED………………………………………. 112 3.5.2 CONFIGURACIÓN PC-PC ENLACE VENTAS PRODUCCIÓN….... 113 3.5.2.1 Configuración de la base de datos compartida mediante Microsoft
Access………………………………………………………………....... 113 3.5.2.2 Creación de la base de datos……………………………………………. 114 3.5.2.3 Tablas y campos de la base de datos…………………………………… 115

3.5.3 CONFIGURACIÓN PC-PLC ENLACE PLC-PRODUCCIÓN……….. 116 3.5.3.1 Ethernet industrial……………………………………………………… 116 3.5.3.2 OPC (Ole para control de procesos)……………………………………. 116 3.5.3.3 TCP/IP………………………………………………………………….. 117 3.5.3.4 Configuración mediante SIMATIC NET………………………………. 117 3.5.3.5 Lectura de variables del PLC mediante OPC SCOUT…………………. 121 3.5.3.6 Configuración de variables en LabVIEW……………………………… 123 3.5.4 CONFIGURACIÓN PLC-INDICADORES DE PESO………………... 124 3.5.4.1 Configuración en el software TIA PORTAL…………………………... 124 3.5.4.2 Configuración en indicadores de peso JOLLYW100…………………... 125 3.6 GUÍA DE OPERACIÓN DE LA INTERFAZ…………… 125 3.6.1 INTERFAZ DEL ÁREA DE VENTAS…………..……………………. 125 3.6.1.1 Ingresar autorización…………………………………………………… 125 3.6.1.2 Ver autorización………………………………………………………... 126 3.6.1.3 Eliminar o modificar una autorización…………………………………. 126 3.6.2 INTERFAZ DE LA PARTE DE PRODUCCIÓN……………………... 127 3.6.2.1 Procesar una autorización………………………………………………. 127 3.6.2.2 Iniciar batch…………………………………………………………….. 127
CAPÍTULO IV
PRUEBAS Y RESULTADOS
4.1 INTRODUCCIÓN…………………………………………. 128 4.2 OPERACIÓN DE LA PLANTA ANTES Y DESPUÉS
DE LA IMPLEMENTACIÓN DEL PROYECTO………. 128 4.2.1 CAMBIOS REALIZADOS…………………………………………….. 129 4.2.1.1 Tablero eléctrico………………………………………………………... 129 4.2.1.2 Cambios en la parte neumática…………………………………………. 130 4.2.1.3 Cambios en la parte eléctrica…………………………………………… 130 4.2.1.4 Cambio en el control de la cantidad de agua descargada………………. 131 4.2.1.5 Nuevos elementos incorporados y resumen de cambios realizados……. 131 4.2.2 IMPLEMENTACIÓN DEL SISTEMA AUTOMATIZADO DE
COTNROL PARA LA PLANTA DE PRODUCCIÓN DEL HORMIGÓN…………………………………………………………… 132
4.3 PUESTA EN MARCHA…………………………………… 132 4.3.1 CARGAR EL PROGRAMA EN EL PLC……………………………... 132 4.3.2 INSTALACIÓN DEL CABLE PARA LA COMUNICACIÓN PC
PLC………………………………………………………………….….. 133 4.3.3 VERIFICACIÓN DEL FUNCIONAMIENTO………………………… 133 4.4 PRUEBAS DE PESAJE DE MATERIA PRIMA………... 134 4.4.1 ANÁLISIS DE RESULTADOS……………………………………….. 135 4.5 PRUEBAS DE DESPACHO DEL HORMIGÓN………... 141 4.6 MANUAL DE OPERACIÓN……………………………… 142 4.6.1 OPERACIÓN MANUAL………………………………………………. 142 4.6.2 OPERACIÓN AUTOMÁTICA………………………………………... 142 4.6.3 OPERACIÓN REMOTA…….………………………………………… 143

4.7 MANUAL DE MANTENIMIENTO DEL TABLERO ELÉCTRICO……………………………………………….. 143
4.7.1 RECOMENDACIONES Y CUIDADOS………………………………. 144 4.7.2 MANTENIMIENTO MENSUAL……………………………………… 145 4.7.3 MANTENIMIENTO SEMESTRAL…………………………………… 146 4.7.4 MANTENIEMIENTO ANUAL…...…………………………………… 147
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES 5.1 CONCLUSIONES………………………………………….. 149 5.2 RECOMENDACIONES…………………………………… 150 GLOSARIO DE TÉRMINOS……………………………………….. 151 REFERENCIAS BIBLIOGRÁFICAS……………………………… 152 ÍNDICE DE FIGURAS…...………………………………………….. 153 ÍNDICE DE TABLAS...…………………...…………………………. 156 ANEXOS……………………………………………………………… 158

RESUMEN El presente proyecto de titulación trata de la automatización del proceso de
producción del hormigón para la empresa Mezclalista S.A.
El proceso de producción del hormigón se basa en la mezcla de agregados,
cemento, agua y aditivos en proporciones adecuadas. La descarga se debe
realizar por partes, con la finalidad de tener buena calidad del concreto.
El proyecto implementa un control manual, automático y remoto de la planta, en
sus etapas: pesado de agregados y cemento, control de la cantidad de agua y
descarga de materiales.
Se realiza el diseño e implementación de: un sistema de control basado en un
controlador lógico programable PLC S7-1200, un tablero eléctrico de control
con sus elementos de protección, control, señalización, entre otros, dos
interfaces hombre máquina en las áreas de administración y producción,
además una red industrial basada en el protocolo Modbus.
Se implementa un manejo de autorizaciones digital mediante una interfaz en
ventas, que permite enlazar está área con producción y tener un control de
materia prima.
Este proyecto controla motores que son aplicados para: bandas
transportadoras, bombas de agua, tornillos sinfín y vibradores eléctricos.
Electroválvulas aplicadas para controlar: cilindros y sopladores neumáticos.
El pesaje de materia prima se lo hace con celdas de carga montadas en campo
e indicadores de peso digital que permiten establecer una comunicación
indicadores-PLC a través del protocolo Modbus.

PRESENTACIÓN
En la actualidad las industrias de nuestro país para ser más competitivas, se
ven obligadas a mejorar sus procesos de fabricación y hacerlos más eficientes,
incorporando nuevas tecnologías a sus sistemas de control; y de hecho, la
industria de la construcción no está ajena a estos acontecimientos.
El presente proyecto de titulación tiene el propósito de automatizar el proceso
de producción del hormigón para la empresa MEZCLALISTA S.A, con el
objetivo de reducir los tiempos del proceso, optimizar el uso de la materia prima
reduciendo las pérdidas; y consecuentemente, mejorar la eficiencia de la
planta.
Una buena calidad de la mezcla del hormigón es un factor indispensable para
la empresa auspiciante del proyecto. La implementación de un nuevo sistema
de control automatizado, definitivamente mejora el proceso anterior a su
implementación.
Para cualquier empresa, la utilización eficiente de materia prima es un factor
que significa mucho en la parte económica. Precisamente este proyecto
considera un manejo adecuado de los componentes de la mezcla del hormigón,
de manera que las perdidas sean mínimas.

1
CAPÍTULO I
ESTUDIO SOBRE LA FABRICACIÓN DEL HORMIGÓN
1.1 INTRODUCCIÓN
La palabra “hormigón” procede del término “formicō”, que significa “moldeable” o “dar
forma”1, es también conocido como concreto, surge de la mezcla de: cemento,
arena, grava o gravilla y agua. Estos componentes forman un sólido compacto que
es capaz de soportar grandes esfuerzos.
Actualmente las empresas dedicadas a la industria de la construcción utilizan plantas
de producción de esta mezcla, las cuales dosifican la materia prima en las siguientes
proporciones: arena 34%, grava 48%, cemento 12%, agua 6%, en proceso seco;
considerando que no existe humedad en los elementos sólidos de la mezcla.
Mezclalista es una empresa dedicada a la elaboración de este producto, cuenta con
varias plantas de producción que usan las proporciones anteriormente descritas para
la dosificación y compensan la humedad en los agregados.
1.2 CARACTERISTICAS DE LOS MATERIALES
1.2.1 CEMENTO
Es un elemento capaz de unir fragmentos de uno o varios materiales y dar cohesión
al conjunto. Cumple con las propiedades de un conglomerante, se endurece al
contacto con el agua y es formado de caliza y arcilla.
1 GOMEZ, J. (s.f.). Tecnología y Propiedades. Bogota: Asocreto.

2
Existen varios tipos de cemento, el más utilizado se llama Portland que tiene
propiedades de adhesión y cohesión; es capaz de aglutinar los agregados en la
mezcla para formar el hormigón. Recibe su nombre debido a que al endurecerse es
similar a una piedra que abunda en Portland, Inglaterra.
Este conglomerante presenta la propiedad de fraguar en presencia del agua.
1.2.1.1 Clasificación del cemento Portland
TIPO APLICACIÓN
Portland
tipo 1
Uso común, sin necesidades especiales.
Portland
tipo 1A
Cemento con incorporador de aire para los mismos usos del Tipo
I, donde se desea incorporación de aire.
Portland
tipo 2
Cuando se desea una moderada resistencia a los sulfatos o
moderado calor de hidratación.
Portland
tipo 2A
Cemento con incorporador de aire para los mismos usos del Tipo
II, donde se desea incorporación de aire.
Portland
tipo 3
Para usarse cuando se desea alta resistencia inicial o temprana.
Portland
tipo 3A
Cemento con incorporador de aire para el mismo uso que el Tipo
III, donde se desea incorporación de aire.
Portland
tipo 4
Para usarse cuando se desea bajo calor de hidratación.
Portland
tipo 5
Para usarse cuando se desea alta resistencia a la acción de los
sulfatos.
Tabla 1.1 Tipo de cemento Portland datos de la norma INEN NTE 152

3
El más utilizado en la industria de la construcción es el cemento Portland tipo 1,
como se ve en la tabla 1.1, se clasifica de acuerdo a lo detallado en la norma INEN
NTE 1522, que estipula ocho tipos de este material y sus respectivas aplicaciones.
1.2.1.2 Propiedades del cemento
La densidad, finura, consistencia, tiempo de fraguado, expansión, fluidez, resistencia
a la compresión y resistencia a la flexión, son algunas de las propiedades del
cemento.
La densidad o peso específico es la relación entre la masa de una cantidad dada y el
volumen absoluto de la misma, lo que nos indica la calidad de este conglomerante.
La finura es el tamaño de las partículas resultantes del proceso de molienda de yeso
y Clinker; esta propiedad está íntimamente relacionada con la velocidad de
hidratación, desarrollo de calor, retracción y aumento de la resistencia.
El tiempo de fraguado es el transcurrido durante el cambio de estado fresco a
endurecido, se divide en dos periodos: fraguado inicial (perdida de viscosidad) y
fraguado final (endurecimiento).
La resistencia mecánica es la capacidad que presenta este material para soportar
esfuerzos sin romperse.
1.2.2 AGREGADOS
Es cualquier sustancia sólida o partícula que al añadirla con la pasta cementante,
proporciona resistencia mecánica al concreto en estado endurecido; además controla
los cambios volumétricos que se dan durante el fraguado del cemento.
2 La Norma INEN NTE 152 establece las características y requisitos físicos y químicos que debe cumplir el cemento portland. Se aplica para los 8 tipos de cemento portland indicados.

4
Los agregados constituyen un gran porcentaje de la materia prima usada en la
fabricación de la mezcla; debido a que su costo es bajo, el hormigón es un material
estructural económico.
En la mayoría de construcciones, se utilizan los obtenidos de las arenas naturales y
depósitos de grava.
1.2.2.1 Clasificación de los agregados
Se clasifican por: su origen, distribución granulométrica, forma, densidad y superficie.
La distribución granulométrica es la más utilizada y define varios tipos de acuerdo al
tamaño de las partículas que los componen, esto se observa en la tabla 1.2.
AGREGADO TAMAÑO DE LAS PARTÍCULAS NOMBRE CORRIENTE
Fracción muy fina
< 0,002mm
0,002mm – 0,074mm
Arcilla
Limo
Fino 0,075mm – 4,76mm Arena
Grueso
4,76mm – 19,1mm
19,1mm – 50,8mm
50,8mm – 152,4mm
> 152,4 mm
Gravilla
Grava
Piedra
Rajón o Piedra bola
Tabla 1.2 Clasificación de los agregados por su tamaño.
1.2.2.2 Propiedades de los agregados
Entre las propiedades se tiene: fineza, densidad, porosidad, peso unitario, humedad,
resistencia, tenacidad, dureza, módulo de elasticidad, entre otras. Estas ayudan a
5
seleccionar los agregados que al ser mezclados favorecen las características
requeridas para el concreto.
Es importante tomar en cuenta que para su uso estos deben encontrarse limpios y
con bajo contenido de partículas perjudiciales como: arcilla, limo y materia orgánica,
que disminuyen la capacidad de adherencia con la pasta cementante.
Para la elección de estos materiales se debe considerar los siguientes puntos:
carácter del trabajo, condiciones climáticas, factores que afectan la durabilidad y la
economía.
1.2.3 AGUA
El agua permite que el cemento desarrolle su capacidad ligante; además la relación
agua/cemento determina las características de resistencia y trabajabilidad del
concreto, por estas razones, su dosificación es uno de los procesos más importantes.
Este componente también se utiliza para: lavado de agregados, mezclado de
materiales y curado del hormigón.
Durante el proceso de fraguado de la mezcla, se producen pérdidas de fluido por
evaporación, debido a esto se debe suministrar “agua de curado” al concreto
endurecido para garantizar una correcta hidratación y relación agua/cemento.
1.2.3.1 Calidad del agua
Existe la creencia popular, que si el agua es apta para beber, es óptima para hacer
hormigón, sin embargo, esto no es del todo cierto, pues algunos acueductos utilizan
varios componentes considerados como malos en el fraguado3.
3 GOMEZ, J. (s.f.). Tecnología y Propiedades. Bogota: Asocreto.

6
Este fluido debe estar libre de sulfatos de aluminio, cloro, flúor, azúcares, u otros
componentes químicos, para que no interfieran con las propiedades del cemento ni
produzca manchas. Las impurezas también afectan adversamente la resistencia de
la mezcla y las cantidades permitidas se contemplan en la tabla 1.3.
TIPO DE IMPUREZAS VALOR MÁXIMO RECOMENDADO (partes
por millón)
Ácidos inorgánicos (ácido sulfúrico) 10000 ppm
Aceite mineral (por masa de
cemento)
2%
Aguas con algas NO RECOMENDABLE
Agua de mar:
Para concreto no reforzado
Para concreto pretensado o
reforzado
3500 ppm
NO RECOMENDABLE
Aguas sanitarias 20 ppm
Carbonato de calcio y magnesio 400 ppm
Cloruro de calcio 30000ppm
Cloruro de magnesio 40000 ppm
Hidróxido de potasio (por masa de
cemento)
1,2%
Hidróxido de sodio (por masa de
cemento)
0,5%
Partículas en suspensión
pH 6-8
2000 ppm
Sales de hierro 40000 ppm
Sales de magnesio, estaño, zinc,
cobre y plomo
500 ppm
Tabla 1.3 Concentración tolerable de impurezas en agua de mezcla

7
En general para evitar este tipo de ataques y agresiones, se debe procurar que el
agua este limpia y libre de substancias perjudiciales.
Se debe evaluar su calidad mediante ensayos, para verificar que las impurezas no
modifiquen el tiempo de fraguado ni la resistencia.
Si los resultados de la muestra tomada dan más partículas de las permitidas, es
posible que cause perjuicio al hormigón y lo recomendable es buscar otra fuente de
suministro del líquido.
1.2.4 ADITIVOS
Los aditivos usados en el concreto son productos, que introducidos en la mezcla,
permiten modificar sus propiedades de manera controlada4, como se ve en la tabla
1.4, los mismos, aplicados en pequeñas proporciones en pastas, morteros y
hormigones, mejoran o modifican una o varias de sus propiedades en el momento
de su fabricación.
A pesar de que estos son componentes eventuales, existen ciertas condiciones o
tipos de obras que los hacen indispensables.
Su uso estará condicionado por factores como:
• Obtener el resultado deseado sin tener que variar sustancialmente la dosificación
dada.
• No presentar efectos negativos en otras propiedades.
• Justificación de su empleo mediante un análisis de costos.
4 FERNANDEZ, M. (s.f.). Hormigón.

8
Por lo general la mezcla con aditivos es más resistente, durable e incluso se sabe
empíricamente que se agrieta menos que sin ellos.
1.2.4.1 Clasificación de los aditivos
Está dada por acuerdos, normativas y organismos. En seguida se precisa en la tabla
1.4 la clasificación según la norma ASTM 4945.
TIPO CARACTERÍSTICAS
A Reductor de agua
B Retardador de fraguado
C Acelerador de fraguado
D Reductor de agua y retardador
E Reductor de agua y acelerador
F Reductor de agua de alto efecto
G Reductor de agua de alto efecto y retardador
S Aditivos de comportamiento específico
Tabla 1.4 Clasificación de los aditivos según la norma ASTM 494
1.3 PROPIEDADES DEL HORMIGÓN
El concreto está presente en tres estados: fresco, en proceso de fraguado y
endurecido, además presenta características típicas que determinan el desempeño
del mismo.
5 La norma ASTM 494 trata sobre materiales para ser utilizados como aditivos químicos a ser agregados a mezclas para concreto de cemento hidraúlico en obra.

1.3.1 ESTRUCTURA INTERNA DEL HORMIGÓN
La estructura interna
componentes básicos y complementarios. Las propiedades del concreto endurecido
dependen de su dosificación inicial, así como de sus procesos de mezclado y
curado6.
Los agregados dotan a la mezcla de una e
figura 1.1, en la cual los más finos se intercalan entre los más gruesos.
Figura 1.1
En el proceso de fraguado, se sabe que la pasta de cemento origina cristales
hidratados, que llenan los espacios vacíos entre las partículas de agregados fino y
grueso.
6 NEVILLE, A. (s.f.). Tecnología del concreto.
1.3.1 ESTRUCTURA INTERNA DEL HORMIGÓN
depende de las proporciones en que se mezclan los
componentes básicos y complementarios. Las propiedades del concreto endurecido
dependen de su dosificación inicial, así como de sus procesos de mezclado y
Los agregados dotan a la mezcla de una estructura interna que se enseña en la
figura 1.1, en la cual los más finos se intercalan entre los más gruesos.
Figura 1.1 Estructura interna del hormigón.
En el proceso de fraguado, se sabe que la pasta de cemento origina cristales
enan los espacios vacíos entre las partículas de agregados fino y
Tecnología del concreto.
9
depende de las proporciones en que se mezclan los
componentes básicos y complementarios. Las propiedades del concreto endurecido
dependen de su dosificación inicial, así como de sus procesos de mezclado y
structura interna que se enseña en la
figura 1.1, en la cual los más finos se intercalan entre los más gruesos.
En el proceso de fraguado, se sabe que la pasta de cemento origina cristales
enan los espacios vacíos entre las partículas de agregados fino y

10
Estos cristales son el resultado de una reacción química exotérmica, que genera
calor y necesita agua. La creación de estos es mucho más intensa en las primeras
horas y días posteriores a la fabricación, después va disminuyendo progresivamente
su intensidad con el tiempo.
Para asegurar el endurecimiento inicial, se requiere dotar continuamente al concreto
de agua de curado, que sirve para reponer la cantidad que se pierde por la
evaporación debido a la creación de los cristales. Esta agua se la proporciona a
menudo humedeciendo la superficie de los elementos de la mezcla.
La resistencia es la propiedad de diseño más importante. Mientras que la
trabajabilidad es la propiedad constructiva más considerada, sin embargo estas dos
son mutuamente conflictivas durante la construcción.
Hormigones de mayor resistencia se obtienen con una relación baja de volumen
“agua/cemento (a/c)”, medida al peso, que mantiene una adecuada manejabilidad en
el concreto fresco, este tipo de mezclas son de buena calidad. La disminución de la
cantidad de agua, produce mezclas menos trabajables que pueden presentar
defectos tipo hormigueros.
La relación a/c mínima que se requiere es aproximadamente de 0.25 para que todo
el cemento presente reaccione químicamente, formando pequeños puentes
cristalizados entre las superficies de las partículas de los agregados.
Al pasar el fraguado inicial, el exceso de esta relación se convierte en espacios
vacíos por la evaporación y disminuye la resistencia.
Conseguir una relación a/c cercana a 0.25 no se logra en un concreto normal, porque
la disminución de agua de amasado provoca una importante pérdida en la
trabajabilidad, por lo tanto para asegurar una mezcla lo más homogénea posible son
necesarias las relaciones a/c mínimas del orden de 0.60.

11
1.3.2 PROPIEDADES DEL HORMIGÓN EN ESTADO FRESCO
El concreto se elabora con diversos grados de manejabilidad, durabilidad, velocidad
de fraguado, masa unitaria, estabilidad de volumen, apariencia y las propiedades
adecuadas en estado endurecido como la resistencia, misma que generalmente es
la más referida, porque es muy fácil evaluar y en la mayoría de casos es suficiente
para garantizar un buen comportamiento estructural.
La trabajabilidad es la capacidad que tiene el hormigón para ser colocado y
compactado apropiadamente sin que se produzca ningún tipo de segregación.
La masa unitaria, tanto en estado fresco como endurecido, depende del tamaño
máximo, densidad y granulometría de los agregados, además de la cantidad de aire
atrapado.
Las características propias de la estructura que se desea fundir dan lugar a la
necesidad de acelerar o retardar el fraguado, para esto se pueden utilizar cementos
especiales, así como aditivos del tipo acelerantes o retardantes.
1.3.3 PROPIEDADES DEL HORMIGÓN EN ESTADO ENDURECIDO
El concreto es una masa endurecida y heterogénea, en estado endurecido puede
soportar grandes esfuerzos de compresión debido a las propiedades físicas,
químicas y mecánicas de sus componentes,
1.3.3.1 Resistencia
La resistencia a la compresión del hormigón es una habilidad para resistir esfuerzos,
por lo general, se la cuantifica a los 28 días de fundido; depende de los siguientes
factores:

12
� Resistencia de la pasta endurecida.
� Resistencia propia de las partículas del agregado.
� Adherencia entre la pasta y los agregados.
La pasta cementante con el transcurso del tiempo adquiere resistencia que será
mayor a medida que se incrementa el grado de hidratación.
Las partículas de agregados también tienen esta propiedad, por lo general es mayor
que en la mezcla agua cemento, excepto en el caso de agregados livianos o
concretos de altas resistencias.
La adherencia entre la pasta de cemento y agregados se produce durante el proceso
de fraguado y endurecimiento.
1.4 DESCRIPCIÓN DE LA PLANTA MEZCLALISTA
La empresa Mezclalista S.A. se encuentra ubicada en la ciudad de Quito en las
calles Bartolomé Sánchez N71-116 y José Guerrero, sector Carcelén. Es una
industria de la construcción dedicada a la producción y distribución del hormigón
premezclado que emplea materia prima de buena calidad, contando, con algunas
plantas móviles para la producción del concreto y una fija localizada en sus
instalaciones, la que se aprecia en el layout de la figura 1.2.
Mezclalista tiene algunas áreas, siendo de la incumbencia de este proyecto la
automatización de la planta de producción del hormigón, ya que antes la planta
funcionaba de manera totalmente manual y controlada por un operador conocedor de
todo el proceso, llevando registros de las fórmulas y corrección de humedad, además
el mismo personal era el encargado de generar los documentos como: guías de
entrega, historiales de producción, entre otros, necesarios para el registro de la
producción.

13
1.4.1 LAYOUT DE LA EMPRESA MEZCLALISTA
Figura 1.2 Layout de la empresa Mezclalista S.A.

14
1.4.2 PLANTA DE PRODUCCIÓN DEL HORMIGÓN
La planta de la empresa tiene varias partes como detalla la figura 1.2, esto con la
finalidad de dosificar adecuadamente la materia prima. Para lograr este objetivo su
línea de producción tiene que seguir varias etapas.
Figura 1.3 Etapas de la línea de producción del hormigón.

15
Cada segmento de la empresa Mezclalista aporta de alguna manera en el proceso
de fabricación del hormigón, sin embargo, este proyecto comprende el área de
producción la cual depende directamente de ventas, misma que maneja información
sobre: cliente, obra, chofer, mixer, especificaciones y tipo de descarga del hormigón,
entre otros, por pedido u orden de la mezcla.
Sin el ingreso de estos datos no se puede pasar a la siguiente etapa, ya que todo
despacho debe ser detallado en esta etapa del proceso.
Si por algún motivo se requiere cambio de datos de la autorización en la parte de
producción, se debe retornar a ventas para corregir la información alterada y
continuar el proceso normal.
La figura 1.3 muestra las etapas involucradas desde que se tiene una orden o pedido
hasta que se despacha el hormigón en el mixer.
El área de producción se encarga de todos los procesos de manipulación de
materiales para conseguir la fabricación del hormigón, como se ve en la figura 1.3.
A continuación se explica la carga de materiales y dosificación.
Dentro de la dosificación encontramos las siguientes sub etapas: pesaje, transporte y
descarga de materiales.
1.4.2.1 Carga de materiales
Esta parte trata la manipulación de materia prima en estado bruto, todos los
materiales sólidos son almacenados en silos y tolvas dispuestas para esa función. Se
debe garantizar la disponibilidad de materiales para su utilización en las siguientes
partes del desarrollo.

16
1.4.2.1.1 Tolva de agregados
La planta cuenta con 4 tolvas de almacenamiento para agregados, mismos que se
depositan mediante tractores con pala, desde la bodega que se encuentra al aire
libre. Se separan dos para el depósito de arena, una para ripio de 20mm y la última
para ripio de 10mm.
Los agregados son almacenados en las tolvas sin protección alguna contra el medio
ambiente, por lo que en el proceso de dosificación se debe considerar la humedad
del agregado más fino (arena), por ser la materia prima que almacena mayor
cantidad de agua.
Los materiales caen por efecto de la gravedad, mediante la apertura o cierre de
compuertas, colocadas en cada una de estas.
La tolva se muestra en la figura 1.4.
Figura 1.4 Tolva de agregados

17
1.4.2.1.2 Silos de almacenamiento de cemento
La empresa tiene tres silos de almacenamiento de cemento en forma rectangular y
uno cilíndrico, como se ve en la figura 1.5.
El silo cilíndrico deja caer el conglomerante hacia la balanza por efecto de la
gravedad ya que posee una compuerta activada mediante un cilindro neumático. Dos
de los tres de forma rectangular poseen un tornillo sinfín en la parte inferior y
transportan el cemento hasta la balanza mediante el accionamiento de un motor. El
último depósito rectangular es netamente de almacenamiento.
El cemento es almacenado en estos compartimentos cerrados para evitar que
reaccione químicamente con el agua, además, dado el pequeño tamaño de sus
partículas es probable que se desprenda material ante la presencia de viento.
Figura 1.5 Silos de almacenamiento de cemento
Las siguientes sub etapas forman parte de la dosificación, encargada de establecer
la cantidad de materia prima para la fabricación del hormigón, de acuerdo a las
especificaciones requeridas por el cliente, considerando los tipos de agregados
disponibles.
18
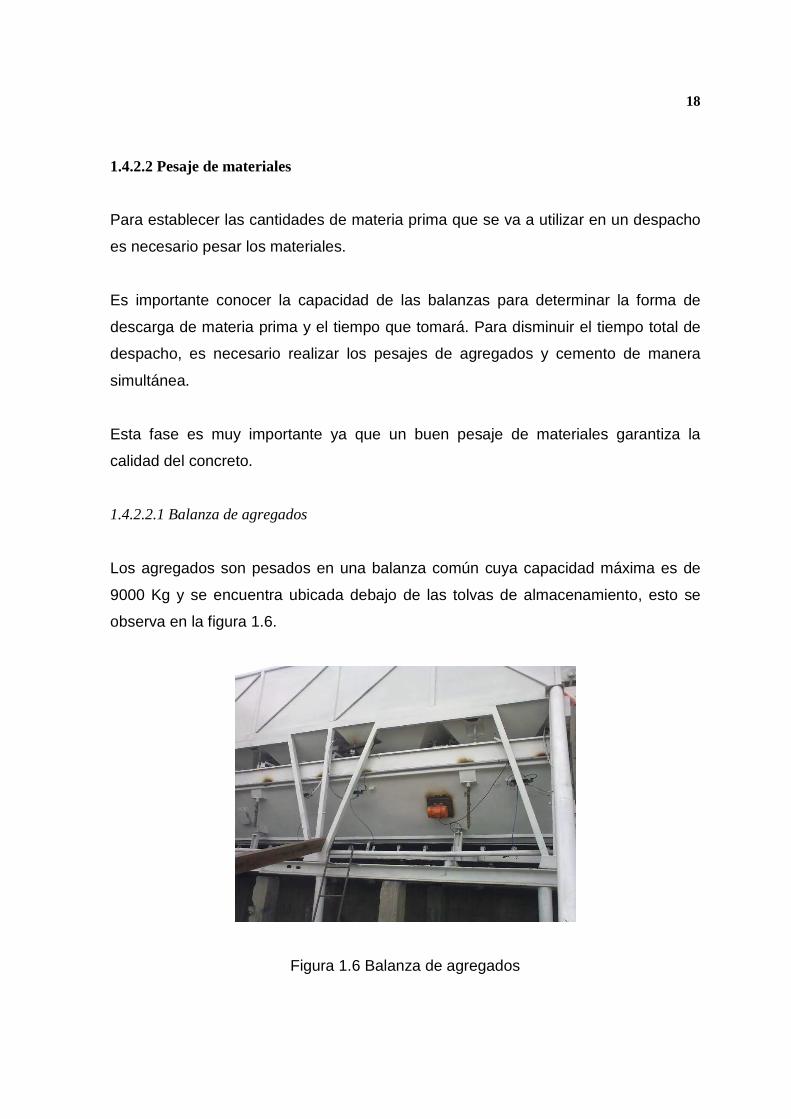
1.4.2.2 Pesaje de materiales
Para establecer las cantidades de materia prima que se va a utilizar en un despacho
es necesario pesar los materiales.
Es importante conocer la capacidad de las balanzas para determinar la forma de
descarga de materia prima y el tiempo que tomará. Para disminuir el tiempo total de
despacho, es necesario realizar los pesajes de agregados y cemento de manera
simultánea.
Esta fase es muy importante ya que un buen pesaje de materiales garantiza la
calidad del concreto.
1.4.2.2.1 Balanza de agregados
Los agregados son pesados en una balanza común cuya capacidad máxima es de
9000 Kg y se encuentra ubicada debajo de las tolvas de almacenamiento, esto se
observa en la figura 1.6.
Figura 1.6 Balanza de agregados

19
Para conseguir una correcta evacuación de los materiales ya pesados, se utiliza un
vibrador eléctrico encargado de sacudir la balanza y mover posibles residuos de
agregados en la misma.
1.4.2.2.2 Balanza de cemento
La balanza de cemento consta de un silo cilíndrico encargado de receptar el
cemento, pesar y luego descargar hacia el carro mezclador.
El pesaje del conglomerante se realiza mediante un sistema de cuerdas acopladas a
una celda de carga y un indicador tipo aguja. En la figura 1.7 se ve la balanza de
cemento.
Figura 1.7 Balanza de cemento
La celda de carga es conectada a un indicador de peso digital, localizado en el cuarto
de control.
Para asegurar una correcta descarga se emplea un soplador que envía aire a presión
y mueve posibles residuos en la balanza de cemento.

20
1.4.2.3 Transporte de materiales
Luego del pesaje, los componentes sólidos de la mezcla son descargados hasta el
“mezclador” como etapa final.
1.4.2.3.1 Banda de transporte de agregados
El transporte de agregados se lo hace mediante dos bandas de movimiento lineal,
una horizontal y una inclinada, están comandadas por motores trifásicos acoplados
mediante una banda a una caja reductora, cuya función es disminuir la velocidad y
aumentar el torque. La figura 1.8 ilustra lo anteriormente dicho.
Figura 1.8 Banda de transporte de agregados
1.4.2.3.2 Tornillos sinfín para transporte de cemento
Los tornillos sinfín se encargan de llevar el cemento hacia la balanza, cada uno de
ellos es controlado por un motor trifásico acoplado a una caja reductora.
Mezclalista posee dos tornillos sinfín, con sus respectivos sopladores, para conseguir
una correcta evacuación del conglomerante. La figura 1.9 muestra un tornillo sinfín.

21
Figura 1.9 Tornillo sinfín
Luego de pesar el cemento en la balanza, este se descarga directamente debido a la
acción de la gravedad.
1.4.2.4 Descarga de materiales
La descarga de materiales es realizada directamente hacia mixer, encargado de
mezclar los materiales en el interior de su tambor giratorio.
Debido a las características de la materia prima, su dosificación debe realizarse
siguiendo un orden prestablecido. Es así que primero se descarga 25% de
agregados con agua, luego el 75% restante en conjunto con todo el cemento y el
agua sobrante. Es importante considerar que nunca debe haber liberación solo de
cemento ya que ocasiona una mala mezcla.
Uno de los operadores es el encargado de supervisar visualmente la correcta mezcla
de los materiales en el tambor. Si se produce alguna novedad se debe alterar el
proceso descrito anteriormente.

22
1.4.2.5 Descarga de agua
La descarga de agua se lo hace en conjunto con la de agregados.
1.4.2.5.1 Cisternas de agua
La empresa tiene dos cisternas, una en la parte inferior que utiliza agua reciclada y
otra en la parte superior con agua potable. La cisterna inferior se abastece de la
superior y su evacuación hacia el mixer se lo hace con una bomba. A continuación se
aprecia la cisterna inferior en la figura 1.10.
Figura 1.10 Cisterna de agua
La cantidad de litros requeridos en la mezcla se mide mediante un cuentalitros, que
permite controlar que ésta se descargue de manera precisa.
1.4.2.6 Manejo de aditivos
Los aditivos se descargan manualmente desde un pequeño depósito ubicado cerca a
la balanza de cemento, éste posee un indicador visual de nivel y una válvula manual.
23
1.5 HORMIGÓN PRODUCIDO POR MEZCLALISTA
1.5.1 TIPOS DE AGREGADOS UTILIZADOS
Para la elaboración del concreto, Mezclalista posee canteras ubicadas en
Guayllabamba de donde extraen los agregados que les sirven como materia prima
para la fabricación del concreto.
A continuación se presentan los siguientes tipos.
1.5.1.1 Arena
La arena debe cumplir con algunos requisitos establecidos por normas para poder
ser usado en la empresa.
Existe un porcentaje permitido de partículas dañinas como: arcilla, limo, álcalis, mica,
materiales orgánicos y otras sustancias perjudiciales.
1.5.1.2 Ripio 10mm
Es un agregado conformado por un conjunto de piedras, ladrillos y materiales de
desecho que por lo general se usan para rellenar huecos y para pavimentar.
Este agregado grueso es utilizado por Mezclalista con un tamaño de 10mm. Se
reserva la tolva numero tres para este.
1.5.1.3 Ripio 20mm
Es el agregado más grande empleado por la empresa y se usa en hormigones alta
resistencia.

24
1.5.2 CEMENTO UTILIZADO
De los tipos de cemento Portland indicados en la tabla 1.1, Mezclalista trabaja con
cemento Selva alegre que es Portland tipo 1, es de uso común y el más utilizado en
la fabricación de la mezcla.
1.5.3 TIPOS Y APLICACIONES DEL HORMIGÓN ELABORADO
Mezclalista ofrece hormigón por su resistencia mecánica, esto se ve en la tabla 1.5.
Las cantidades para agregados, cemento y agua son por metro cúbico.
Resistencia f’c ( ��/�) 180 210 240 280 350 380
Ripio (Kg) 800 800 800 800 800 800
Arena (Kg) 979 944 910 860 820 780
Cemento (Kg) 300 335 370 420 460 500
Agua (Lts) 190 190 190 190 190 190
Tabla 1.5 Hormigón elaborado por Mezclalista
La empresa comercializa concreto de resistencias que varían desde 180 ��/�
hasta 380 ��/�, como se contempla en la tabla 1.5, sin embargo se produce otras
resistencias de acuerdo a pedidos que realizan los clientes.
1.5.3.1 Aplicación para resistencia de 180 ��/�
Esta mezcla es la de menor resistencia. Contiene poca cantidad de cemento, por lo
cual se le considera un hormigón pobre, sus aplicaciones más comunes se dan en:
contra pisos, veredas y bordillos.

25
1.5.3.2 Aplicación para resistencia de 210 ��/�
La cantidad de cemento es mayor que en el caso anterior, por lo cual su resistencia
mecánica incrementa. Este tipo se usa en construcciones pequeñas de hasta
máximo 2 pisos, casas prefabricadas, losas, columnas, muros, veredas, bordillos y
se utiliza para mejorar el suelo al ser mezclado con piedras, esto se lo hace en
suelos malos al iniciar una construcción.
1.5.3.3 Aplicación para resistencia de 240 ��/�
Este concreto se utiliza para edificios, en cimentación, columnas, losas, muros y
también en revestimiento de túneles.
1.5.3.4 Aplicación para resistencia de 280 ��/�
A partir de esta fórmula en adelante se considera hormigones de alta resistencia y es
muy utilizado en construcción de edificios, plintos, columnas, losas, muros, puentes,
revestimiento de túneles, vigas de cimentación, entre otros.
1.5.3.5 Aplicación para resistencia de 350 ��/�
Las aplicaciones de esta mezcla son muy parecidas a las de resistencia de 280 ��/
�, su requerimiento depende del constructor y es muy utilizado en edificios.
1.5.3.6 Aplicación para resistencia de 380 ��/�
Es el que mayor cantidad de cemento posee por lo cual su resistencia mecánica es
superior a las demás. Su aplicación se da en edificios, plintos, losas, muros, etc.

26
Se estima que las aplicaciones de los hormigones de alta resistencia son bastante
parecidas, sin embargo, el uso depende del constructor.
1.5.4 CORRECCIÓN POR HUMEDAD LIBRE
En la empresa Mezclalista se compensa únicamente la humedad de la arena,
agregado que puede retener más cantidad de agua, por ser el más fino.
La compensación por humedad libre se hace a partir de los valores ideales,
disminuyendo la cantidad de agua y aumentando la de arena, según el porcentaje de
la humedad presente en el agregado.
Para continuar se muestran tablas de ejemplo sobre la compensación de la
humedad del agregado. Nótese que los valores de cemento, ripio no se modifican,
tan solo los de agua y arena.
Resistencia f’c ( ��/�) 180 210 240 280 350 380
Ripio (Kg) 800 800 800 800 800 800
Arena (Kg) 1018 982 946 894 853 811
Cemento (Kg) 300 335 370 420 460 500
Agua (Lts) 182 182 182 182 182 182
Tabla 1.6 Hormigón corregido por humedad libre al 4% de la arena
Resistencia f’c ( ��/�) 180 210 240 280 350 380
Ripio (Kg) 800 800 800 800 800 800
Arena (Kg) 1028 991 956 903 861 819
Cemento (Kg) 300 335 370 420 460 500
Agua (Lts) 180 180 180 180 180 180
Tabla 1.7 Hormigón corregido por humedad libre al 5% de la arena

27
Resistencia f’c ( ��/�) 180 210 240 280 350 380
Ripio (Kg) 800 800 800 800 800 800
Arena (Kg) 1038 1000 965 912 869 827
Cemento (Kg) 300 335 370 420 460 500
Agua (Lts) 179 179 179 179 179 179
Tabla 1.8 Hormigón corregido por humedad libre al 6% de la arena.

28
CAPÍTULO II
DISEÑO E IMPLEMENTACIÓN DEL SISTEMA DE
CONTROL PARA LA PLANTA MEZCLALISTA
2.1 INTRODUCCIÓN
El primer paso para el diseño del sistema de control es identificar el problema a
resolver, para determinar las acciones que se deben realizar y adaptar la planta al
proceso de automatización.
Para lograr que el proceso de producción del hormigón sea automatizado, debe
prescindir de componentes que funcionen bajo la intervención humana, por lo que se
requiere su remplazo por otros que no la requieran.
Al inicio de este capítulo se da un panorama de las condiciones de los equipos
usados, además de los cambios realizados y el estado final del equipamiento, luego
de la ejecución del proyecto.
2.2 EQUIPAMIENTO Y FUNCIONAMIENTO DE LA PLANTA DE
FABRICACIÓN DEL HORMIGÓN
El proceso de fabricación del concreto debe seguir los pasos descritos en el capítulo
1, con la finalidad de conseguir un producto final bien dosificado, a continuación se
detalla su operación a partir del diagrama funcional representado en la figura 2.1,
que ayuda a apreciar de manera global como se encuentran distribuidas las partes
de la planta hormigonera.

2.2.1 DIAGRAMA FUNCIONAL DE LA PLANTA
Figura 2.1
2.2.2 FUNCIONAMIENTO DE LA PLANTA
Para el proceso de fabric
materiales y dosificación.
La carga de materiales consiste en abastecer a las tolvas y los silos con suficiente
cantidad de materia prima, para asegurar un suministro constante.
En la dosificación se realizan las siguientes acciones: pesaje, transporte y descarga
de materiales.
DIAGRAMA FUNCIONAL DE LA PLANTA
Figura 2.1 Diagrama funcional de la planta.
FUNCIONAMIENTO DE LA PLANTA
Para el proceso de fabricación del hormigón se deben seguir dos etapas: carga de
materiales y dosificación.
La carga de materiales consiste en abastecer a las tolvas y los silos con suficiente
cantidad de materia prima, para asegurar un suministro constante.
se realizan las siguientes acciones: pesaje, transporte y descarga
29
ación del hormigón se deben seguir dos etapas: carga de
La carga de materiales consiste en abastecer a las tolvas y los silos con suficiente
cantidad de materia prima, para asegurar un suministro constante.
se realizan las siguientes acciones: pesaje, transporte y descarga

30
Para cumplir las funciones que la planta de fabricación de concreto realiza, se
necesita conocer los elementos disponibles, es por eso que un modelo funcional de
operación aclara como se llega al objetivo final.
2.2.2.1 Modelo funcional de operación de la planta Mezclalista
La figura 2.2 detalla el modelo funcional de operación de la planta de producción del
hormigón de la empresa MEZCLALISTA S.A.
Figura 2.2 Modelo funcional de operación
El propósito de este modelo es realizar la mezcla de la materia prima para formar
hormigón.
Las metas y los objetivos son: pesaje de agregados, pesaje de cemento, control de
caudal de agua, descarga de agregados, descarga de cemento y descarga de agua.

31
Las funciones son: lectura de indicadores de peso, lectura de caudal de agua,
apertura o cierre de cilindros neumáticos y control discreto de motores.
Los componentes para llegar al hormigón son: materia prima y controladores.
2.2.3 COMPONENTES BÁSICOS DE CONTROL PARA LA COORDINACIÓN DE
OPERACIONES
Los componentes de la planta se pueden dividir en dos sistemas: neumático y
eléctrico.
2.2.3.1 Sistema neumático
2.2.3.1.1 Unidad de mantenimiento
Mezclalista utiliza unidades de mantenimiento en cada entrada de aire de las
electroválvulas; 4 para descarga de agregados, 1 en la descarga de cemento y 1 en
la pesa de cemento; son utilizadas para lubricar los elementos de trabajo, filtrar y
regular la presión del aire comprimido.
La utilizadas son de la marca Airtag de la serie GFR200-08, que trabajan a una
presión máxima de 140 PSI.
Figura 2.3 Unidad de mantenimiento.

32
En la figura 2.3, se muestra la unidad de mantenimiento descrita.
2.2.3.1.2 Electroválvula
La empresa utiliza electroválvulas Airtag para controlar la apertura y cierre de los
cilindros neumáticos, encargados de dejar caer o no la materia prima. Para cumplir
con este cometido se usan válvulas de dos posiciones y cinco vías, con pilotaje
eléctrico y regreso con resorte como la mostrada en la figura 2.4.
Figura 2.4 Electroválvula Airtag
2.2.3.1.3 Cilindro neumático
Los cilindros usados en la planta son montados en campo, en contacto con la
materia prima que este controla. La figura 2.5 corresponde al elemento de trabajo
utilizado.
Figura 2.5 Cilindro neumático

33
Mezclalista utiliza cilindros de doble efecto en conjunto con las electroválvulas antes
descritas, para realizar un esfuerzo tanto en la apertura de la compuerta como en su
cierre y asegurar que ambas acciones se realicen correctamente.
2.2.3.2 Sistema eléctrico
2.2.3.2.1 Motor eléctrico
Debido a la potencia que necesitan los actuadores en la planta, se utilizan motores
de inducción con alimentación alterna trifásica de 220V.
La tabla 2.1 detalla la potencia de los motores utilizados y su aplicación.
POTENCIA DEL MOTOR APLICACIÓN
7.5HP Banda de agregados, transporte horizontal
10 HP Banda de agregados, transporte inclinado
3 HP Bomba de agua 1
5HP Tornillo sinfín 1
5HP Tornillo sinfín 2
0.75 HP Vibrador balanza de agregados
Tabla 2.1 Motores utilizados.
2.2.3.2.2 Vibrador eléctrico
En la planta se utiliza un vibrador eléctrico en la balanza de agregados. Su principal
función es conseguir una evacuación adecuada de los materiales y que los mismos
no se peguen a las paredes de la tolva.

34
El utilizado por la empresa tiene la siguiente referencia ZF-T2-500 que tienes las
características de la tabla 2.2.
POTENCIA 0,75 HP
REVOLUCIONES 3600 RPM
FASES 3
VOLTAJE 220/240 V
FRECUENCIA 60 Hz
FUERZA CENTRIFUGA 505 Kg
CORRIENTE MÁXIMA 0.84 A
NÚMERO DE POLOS 2
PESO 24.2 Kg
Tabla 2.2 Vibrador ZF-T2-500.
Figura 2.6 Vibrador eléctrico
La figura 2.6 muestra el vibrador eléctrico que utiliza la planta en su balanza de
agregados.

35
2.2.3.2.3 Sensor de flujo de rueda de paletas
El sensor de flujo de rueda de paletas, también conocido como cuentalitros, utilizado
en la planta, es montado en la línea de la tubería y posee un rotor que gira ante el
paso del fluido de agua.
Este sensor da señales cuadradas de voltaje mediante trenes de pulso, que son
enviados hacia el PLC para su interpretación.
El cuentalitros está ubicado en la parte superior de la planta, donde se realiza la
descarga de agua. El sensor usado se indica en la figura 2.7.
Figura 2.7 Sensor de flujo de rueda de paletas.
2.2.3.2.4 Celdas de carga
La celda de carga es un dispositivo capaz de transformar o convertir una fuerza
mecánica en una señal eléctrica.
La empresa tiene dos de estos sensores montados en las balanzas de agregados y
cemento que permiten conocer la cantidad de materia prima que se está pesando.
Éstos están instalados mediante un acoplamiento mecánico.

36
2.3 DISEÑO DEL SISTEMA DE CONTROL
Para resolver el problema planteado en este proyecto se realiza un diseño que
permita cumplir con las siguientes funciones:
Reconocer el proceso, identificar elementos para la estrategia de control.
• Se puede escoger mediante un selector el manejo manual o automático. En la
opción manual, el operador maneja los pulsadores y selectores manteniendo
la lógica del proceso. En la opción automática el operador escoge en la PC la
fórmula de resistencia mecánica y los metros cúbicos que desea despachar.
• El proceso es automatizado, sin embargo, ante algún obstáculo, el personal
podrá escoger el modo de evacuación de residuos y tendrá total acceso
manual para corregir algún evento de falla en el sistema.
• El control del proceso es encargado al programa del PLC que fue desarrollado
mediante el software de Siemens TIA PORTAL, dividiendo al proceso en
etapas.
2.3.1 DISEÑO DE LA LÓGICA DE CONTROL MEDIANTE EL SO FTWARE DE
SIEMENS TIA PORTAL PARA LA ELABORACIÓN DEL HORMIGÓN
En esta parte se explica las consideraciones tomadas para implementar una lógica
de control a la planta de producción del hormigón.
2.3.1.1 Descripción de la lógica de control
Una vez creada la autorización, el operador procesa la misma escogiendo la cantidad
de metros cúbicos que se van a producir.

37
El total de metros cúbicos que se pueden producir es limitado, por la capacidad que
tiene un mixer, que es de ocho metros cúbicos.
Debido a la capacidad de las balanzas de pesaje y a la estructura del proceso que se
debe seguir para fabricar hormigón, es necesario realizar una planificación del
proceso de dosificación, esto se explica a continuación.
2.3.1.1.1 Cálculo de valores para la dosificación
Una vez seleccionada la autorización, se calcula la cantidad total de arena, ripio,
cemento y agua necesarios para la dosificación de los metros cúbicos requeridos,
dichos cálculos se realizan a partir de las fórmulas ingresadas al sistema y que
corresponden a la dosificación de un metro cúbico del hormigón.
A partir de estos valores, se calcula el total de agregados a pesar, para lo cual se
suma la arena y el ripio, el resultado se divide para la capacidad máxima de la
balanza que es de 9000kg. Este número, denominado “n”, es un valor entero que
indica las veces que se debe pesar y descargar los agregados, si al calcularlo el
resultado contiene decimales se aproxima al valor entero superior.
Las repeticiones del pesaje y descarga de material determinan la forma en que se
debe realizar la dosificación del cemento, ya que es necesario mantener las
proporciones de mezclado antes descritas.
Se repite el mismo proceso para el conglomerante con el fin de obtener el número de
pesajes de cemento, conocido como “k”, que también es un número entero similar a
“n”. A continuación se ilustra con un ejemplo lo anteriormente dicho.
• Se requiere preparar una mezcla de 8�� de hormigón cuya resistencia es de
180��/���, para este ejemplo no se considera la corrección de humedad.

38
Se conocen las cantidades para obtener 1�� de hormigón de esta resistencia, estos
valores se muestran en la tabla 2.3.
Estos datos son tomados de la tabla 1.5 del capítulo 1.
Resistencia ( ��/�) 180
Ripio (Kg) 800
Arena (Kg) 979
Cemento (Kg) 300
Agua (Lts) 190
Tabla 2.3 Cantidad de material para 1�� de resistencia igual a 180��/���
Se procede a calcular las cantidades para 8��, multiplicando los valores que se
tienen por 8, los resultados se muestran en la tabla 2.4.
Resistencia f’c ( ��/�) 180
Ripio (Kg) 800*8 = 6400
Arena (Kg) 979*8 =7832
Cemento (Kg) 300*8 = 2400
Agua (Lts) 190*8 = 1520
Tabla 2.4 Cantidad de material para 8�� de resistencia igual a 180��/���
Luego se obtiene el total de agregados:
Peso de agregados=Ripio + Arena
Peso de agregados = 6400Kg + 7832kg = 14232Kg
39
A este valor se le divide para la capacidad máxima de la tolva:
����� �� ���������
�������� �� �� �� ���� �� �� ���������
������
!!!
� �. #$
Aproximando al siguiente valor entero se obtienen 2 repeticiones.
Se dividen todos los materiales a ser descargados para el número de repeticiones
obtenidas, el resultado es la cantidad a dosificar en cada repetición.
En la tabla 2.5 se indican las cantidades que se deben dosificar en cada una de las
dos repeticiones resultantes del cálculo.
Resistencia f’c ( ��/�) 180
Ripio (Kg) 6400/2 = 3200
Arena (Kg) 7832/2 = 3916
Cemento (Kg) 2400/2 = 1200
Agua (Lts) 1520/2 = 760
Tabla 2.5 Cantidad de material por repetición de resistencia igual a 180��/���
De la misma manera se obtiene el número “k” de pesajes del cemento:
� ����� �� �� %�
�������� �� �� ���� �� �� �� %�

40
� ���!!
�!!!
� � !. �
El número “k” representa la cantidad de pesajes de cemento, en este ejemplo es una
sola por cada repetición; una vez obtenidos los valores por repetición se procede a
realizar el pesaje.
2.3.1.1.2 Control de la dosificación
La dosificación abarca el pesaje y descarga adecuados, para esto se transforman a
porcentajes los valores a pesar. En la figura 2.8 se observa la planificación de los
pesajes y descargas de materia prima.
La figura muestra que primero se pesa el ripio, que es el agregado más grueso,
inmediatamente después se pesa la arena en la misma balanza hasta completar el
total por repetición de agregados. Al mismo tiempo se inicia el pesaje de cemento.
Una vez pesados los materiales se inicia su descarga, al llegar al 25% de vaciado de
la balanza, se inicia el despacho de cemento, esto se observa en la figura 2.8. Donde
k es el número de veces que hay que pesar y descargar este material en una misma
repetición.
Para controlar que el conglomerante nunca se descargue solo, se procede de la
siguiente manera: de acuerdo al número de repeticiones de dosificación de cemento
se divide a la descarga de agregados en varias partes, para poder controlar que
dicho proceso se realice de manera controlada.
Cuando la descarga de agregados alcanza una de las partes en la que fue dividida,
se debe constatar que el pesaje de cemento correspondiente ha sido finalizado para
poder continuar con la descarga.

41
Figura 2.8 Pesaje y descarga de materiales.
Si el proceso de pesaje de cemento se retrasa, la descarga de agregados debe parar
y esperar a que dicho proceso termine; todo esto con la finalidad de que el
conglomerante nunca sea descargado sin material con el que mezclarse.
En la figura 2.9 se observa que al existir una sola repetición (k=1), no se presentan
inconvenientes, la descarga de agregados continuaría sin problemas; otros casos se
describen a continuación.
El caso de la figura 2.10 demuestra cómo trabaja la planta ante una lenta dosificación
de cemento, se observa que la descarga de materiales debe ser interrumpida.
Cantidad en %
100%
RIPIO
0 0 25% 50% 75% 100% Trayecto%
Cantidad en %
100%
ARENA
0 0 25% 50% 75% 100% Trayecto%
Cantidad en %
100%
AGREGADOS
0 0 25% 50% 75% 100% Trayecto%
Cantidad en %
100%
CEMENTO k=2
0 0 Trayecto%
PESAJE
DESCARGA

42
Figura 2.9 Pesaje y descarga de materiales, k=1.
Los instantes en porcentaje en los cuales se controla que el conglomerante vaya en
la misma proporción que los agregados, dependen del número de pesadas y
descargas del cemento, valor k.
Los puntos en los cuales se realiza el control de la descarga se obtiene de la
siguiente manera:
�& %� � �#% (�!!% ) �#%
� ( �
De la fórmula se tiene:
Cantidad en %
100%
RIPIO
0 0 25% 62.5% 100% Trayecto%
Cantidad en %
100%
ARENA
0 0 25% 62.5% 100% Trayecto%
Cantidad en %
100%
AGREGADOS
0 0 25% 62.5% 100% Trayecto%
Cantidad en %
100%
CEMENTO k=1
0 0 Trayecto%
PESAJE
DESCARGA

43
m: pesada y descarga actual
k: número de veces que se debe pesar y descargar el cemento
Figura 2.10 Pesaje y descarga de materiales, k=3.
2.3.1.1.3 Control del pesaje de agregados
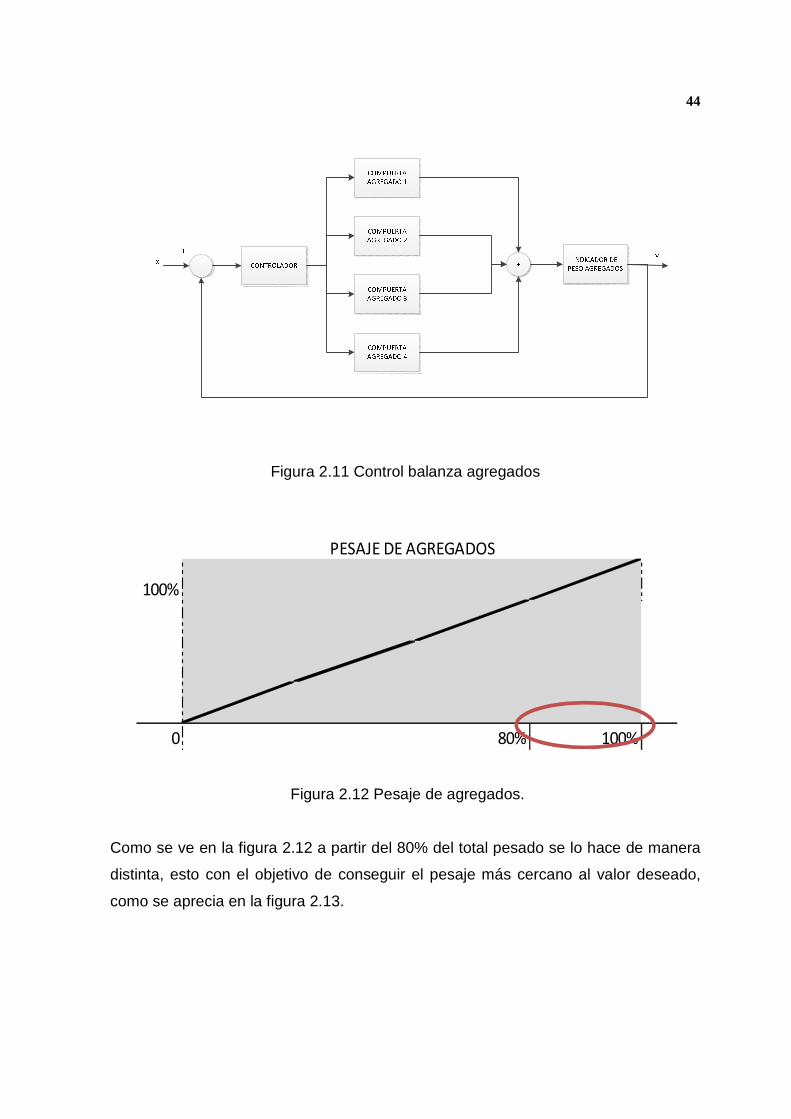
El control de la balanza de agregados es un lazo cerrado como se contempla en la
figura 2.11.
El pesaje de estos materiales se lo realiza controlando la apertura o cierre de las
compuertas, pero, a partir del 80% esto es diferente.
Cantidad en %
100%
RIPIO
0 0 25% 43.75% 62.5% 81.25% 100% Trayecto%
Cantidad en %
100%
ARENA
0 0 25% 43.75% 62.5% 81.25% 100% Trayecto%
Cantidad en %
100%
AGREGADOS
0 0 25% 43.75% 62.5% 81.25% 100% Trayecto%
Cantidad en %
100%
CEMENTO k=3
0 0 Trayecto%
PESAJE
DESCARGA
44
Figura 2.11 Control balanza agregados
Figura 2.12 Pesaje de agregados.
Como se ve en la figura 2.12 a partir del 80% del total pesado se lo hace de manera
distinta, esto con el objetivo de conseguir el pesaje más cercano al valor deseado,
como se aprecia en la figura 2.13.
100%
0 80% 100%
PESAJE DE AGREGADOS

45
Figura 2.13 Control del pesaje a partir del 80%.
Para el control del pesaje se abre la compuerta hasta que llegue al 80%, a partir de
aquí se abre y cierra de manera intermitente, hasta llegar al valor más cercano al
deseado.
El punto de cierre de este actuador está dado por la siguiente fórmula:
�& %� �� ����� � %���� �%&�� (*�!!% ) %���� �%&��+ , �!
�!!
En el punto de cierre se interrumpe la descarga del material a la balanza. Cada cierre
se lo hace en el 30% de los valores restantes para finalizar el pesaje. Es por esto que
en la fórmula se aprecia el término “30/100”.
80% 100%
±2% ±2% ±2%
86%
90,20%
93,14%
Punto de cierre
46
El pesaje de agregados se lo hace por lo general con dos compuertas, pero, cuando
se llega al 80% se cierra definitivamente una de ellas y se controla el pesaje
adecuado con la otra.
En el programa del PLC se define un rango para cerrar la misma como se puede ver
en la figura 2.13, asumiendo un error de -�%, el mismo que se encuentra dentro del
rango permitido por la empresa y las normas a las cuales se someten.
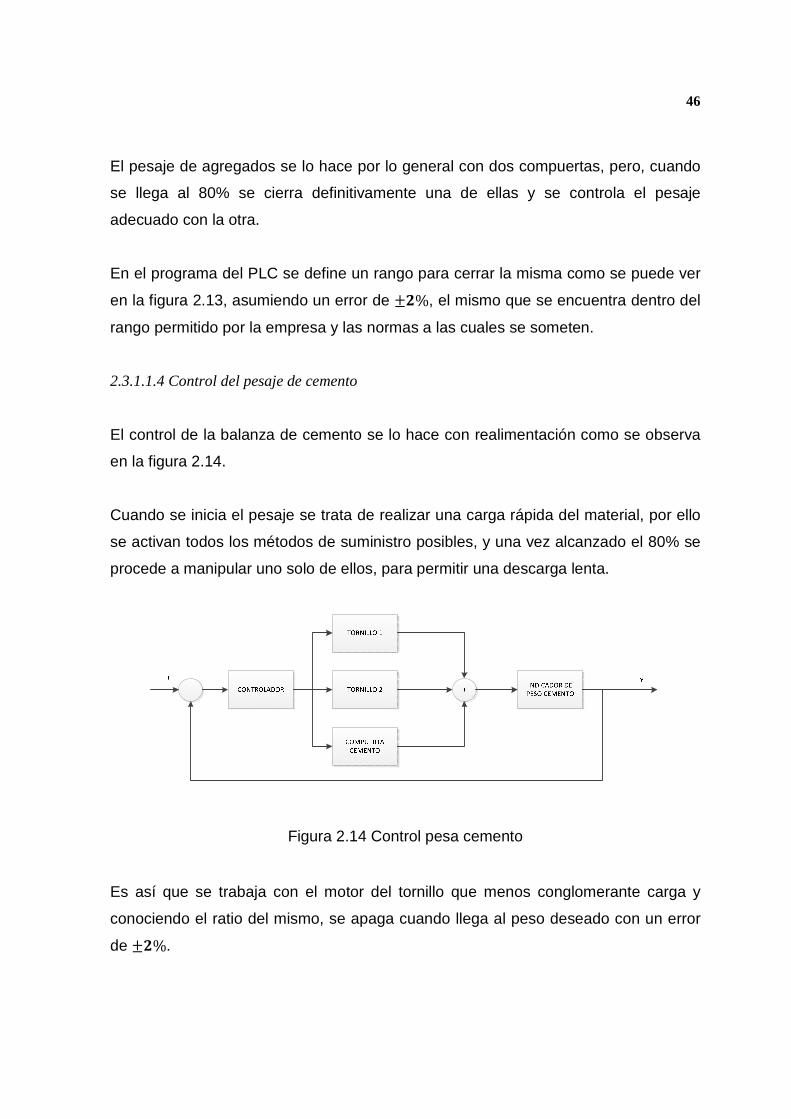
2.3.1.1.4 Control del pesaje de cemento
El control de la balanza de cemento se lo hace con realimentación como se observa
en la figura 2.14.
Cuando se inicia el pesaje se trata de realizar una carga rápida del material, por ello
se activan todos los métodos de suministro posibles, y una vez alcanzado el 80% se
procede a manipular uno solo de ellos, para permitir una descarga lenta.
Figura 2.14 Control pesa cemento
Es así que se trabaja con el motor del tornillo que menos conglomerante carga y
conociendo el ratio del mismo, se apaga cuando llega al peso deseado con un error
de -�%.

47
2.3.1.1.5 Control de la descarga de agregados
La descarga de agregados se lo hace mediante las dos bandas transportadoras. El
control se maneja con realimentación como se ve en la figura 2.15.
Figura 2.15 Control bandas transportadoras
Una vez concluido el pesaje de agregados, se encienden las dos bandas
transportadoras, lo que hace que disminuya el valor del indicador.
Cuando los indicadores llegan a un valor cercano a cero, el material tiende a pegarse
en las paredes de la tolva, razón por la cual se enciende el vibrador al no registrar un
cambio de peso en los cinco segundos posteriores.
Para finalizar la descarga, las bandas transportadoras siguen funcionando un tiempo
adicional, después que el indicador llega al valor de cero, para asegurar que el
material aún presente en ellas sea descargado.
2.3.1.1.6 Control de la descarga de cemento
El control de la compuerta que despacha el cemento y el soplador de la balanza, se

48
realizan con realimentación como se puede ver en la figura 2.16.
Figura 2.16 Control soplador y compuerta descarga de cemento
El cemento tiende a pegarse en las paredes de la balanza de manera semejante al
comportamiento de los agregados, por este motivo se enciende el soplador al no
registrar un cambio de peso en la balanza durante cinco segundos.
Cuando el valor del indicador de peso de cemento llega a cero, se cierra la
compuerta de la balanza.
2.3.1.1.7 Control de la descarga de agua
La descarga de agua debe realizarse al mismo tiempo que el despacho de los
agregados, para lograrlo se usa un lazo con realimentación como se observa en la
figura 2.17.
El porcentaje de descarga del agua se hace mediante un control por histéresis, de
manera que vaya junto con el porcentaje de la descarga de agregados.

49
Se tiene un error debido a la presencia de agua en la tubería horizontal presente en
la planta, valor que se considera en el control y la bomba se apaga cuando llega al
valor deseado menos esta perturbación.
Figura 2.17 Control agua
2.3.1.2 Programación del PLC S7-1200 mediante el software TIA Portal
El programa final del PLC se lo detalla en los anexos, en esta parte se explican los
principios básicos para programar el PLC S7-1200 de la marca Siemens.
Primero, se instala el programa Siemens Automation, el cual debe incluir el software
TIA Portal (Totaly Integrated Automation), que es el programador del PLC, mediante
este programa se configuran el PLC y todos sus módulos de ampliación.
A continuación, abrir TIA Portal. Para este caso se utiliza la versión 11, service pack
2, al hacerlo se desplegará la pantalla de la figura 2.18.
Es importante mencionar que la versión utilizada de TIA Portal es la primera que
soporta de manera estable al controlador S7 1200 y su firmware más actual (v2.2)
hasta la fecha.

50
Figura 2.18 Ventana principal de TIA Portal.
Luego se debe seleccionar la opción “crear proyecto”, escribir nombre del proyecto,
escoger la ruta donde se guardará y seleccionar crear, se desplegará la ventana de
la figura 2.19.
Figura 2.19 Crear proyecto nuevo.

51
Al dar click en configurar un dispositivo, agregar dispositivo, aparece la ventana de
la figura 2.20.
Figura 2.20 Configurar dispositivo.
A continuación se selecciona el CPU, en este proyecto se utiliza el 1214C
AC/DC/RLY, como se aprecia en la figura 2.21.
Figura 2.21 Proyecto nuevo.

52
En esta ventana se tienen algunas opciones, como configurar la IP para el PLC. Se
tienen los bloques del programa, y se puede escoger cualquiera de estos para
programar, como se ve en la figura 2.22.
Figura 2.22 Bloque de programa.
Para cargar un programa al PLC, se da click en la pestaña ONLINE, carga avanzada
en dispositivo. La PC se encargará de identificar los elementos que están disponibles
y tenemos la siguiente ventana de la figura 2.23.
Figura 2.23 Carga avanzada en dispositivo.

53
Luego, dar click en cargar. Si todo está bien, el programa será cargado en el PLC.
A continuación se describe la estructura del programa implementado para este
proyecto.
2.3.2 DIAGRAMAS DE FLUJO DEL SISTEMA DE CONTROL
Un paso esencial para el desarrollo de algoritmos de control es la elaboración de
diagramas de flujo, estos permiten la creación del programa de una manera gráfica y
sencilla de entender.
La programación del sistema de control fue realizada mediante el uso de bloques.
Cada bloque maneja dos marcas para controlar los actuadores de la planta, una de
ellas indica que el actuador debe ser activado por acción del control automático y la
otra permite el control manual del actuador.
El controlador utilizado permite el uso de varios tipos de bloques, los utilizados en
este proyecto son:
• De arranque
• Cíclicos
• Función
• Bloque de función
En el bloque de arranque se realizan las acciones que únicamente requieren ser
ejecutadas en el encendido del controlador.
El bloque cíclico contiene todo el código del programa, y es el que se ejecuta de
manera ininterrumpida siempre.

54
Los bloques de función y las funciones contienen también código de programa, pero
se utiliza uno de ellos para el control de una etapa del proceso de producción de
hormigón.
A continuación se muestran los diagramas de flujo del programa implementados.
2.3.2.1 Diagrama rutina de arranque
En esta parte del programa se revisa que el controlador, sus entradas y salidas estén
en las condiciones adecuadas para iniciar el control del proceso.
Además se realiza una prueba de comunicación con los indicadores de peso. En
caso de alguna falla, se escribe a una marca del PLC un código de error que será
posteriormente monitoreado, el diagrama es el mostrado en la figura 2.24
Figura 2.24 Diagrama de arranque

55
2.3.2.2 Diagrama general
Este diagrama es el principal y arranca una vez encendido el PLC y ejecutada la
rutina de arranque. En esta parte se realiza una espera de un comando de inicio que
debe ser enviado por la computadora que alberga el HMI.
Una vez recibida la orden de iniciar, se preparan todos los datos necesarios para el
inicio del programa principal, y se inicia con el control de la planta.
En caso de una orden de “evacuación de residuos” se procede a conceder un control
total por parte del operador sobre la planta. Este modo de operación permite que en
caso de alguna falla, se permita retirar el material desperdiciado.
Para iniciar dicha forma de operación, es necesario activar la opción presente en el
HMI para tal propósito.
Figura 2.25 Diagrama general

56
2.3.2.3 Programa principal
Figura 2.26 Programa Principal 1
La figura 2.26 muestra el programa principal, que maneja todos los subprocesos de
la planta como: pesaje y descarga de materiales, que a continuación se detallan en
los siguientes diagramas de flujo.
Debido a las varias actividades que se realiza en esta parte del programa, se
subdivide en tres partes, en las figuras: 2.27, 2.28 y 2.29.

57
En la figura 2.27 se muestra la primera parte del programa dedicada a la planificación
del mezclado de materiales, esta se encarga de hacer que primero se realicen las
etapas de pesaje de agregados y cemento.
Figura 2.27 Programa Principal 2
Una vez terminadas las etapas de pesaje, se procede a iniciar la descarga de
agregados; cuando se alcance el 25% de la descarga se inicia con el despacho de
cemento.

58
Como se menciona anteriormente en este capítulo, el cemento debe descargarse
siempre en conjunto con los agregados, el algoritmo explicado se detalla en la figura
2.28.
Una vez terminados los procesos de pesaje y descarga se indica en varias “marcas”
del PLC que esto ha ocurrido, para comunicar a otras partes del programa como
proceder.
Figura 2.28 Programa Principal 3

59
El “Programa Principal” descrito se encuentra desarrollado en un bloque cíclico del
PLC, a continuación se explican partes del programa pertinentes a procesos
específicos, mismos que han sido elaborados en bloques de función del controlador.
2.3.2.4 Descarga de agregados
En esta parte se controla la descarga de material, respetando las órdenes de paro
recibidas por parte del programa principal.
Figura 2.29 Descarga de agregados

60
La figura 2.29 muestra que el control manual permite la manipulación de los
actuadores siempre y cuando se respeten los valores de operación permitidos, esto
es algo que se verá también en los siguientes diagramas de flujo.
Para lograr un completo despacho del material es necesario activar el vibrador
acoplado a la balanza cuando se detecte que el material ha quedado trabado.
2.3.2.5 Descarga de cemento
Figura 2.30 Descarga de cemento

61
La descarga de cemento es similar a la de agregados, con la excepción de que éste
proceso no requiere detenerse en ningún momento.
Si se detecta que el cemento se ha quedado conglomerado y no evacua durante
cinco segundos se procede a activar el soplador instalado en la balanza.
2.3.2.6 Pesaje de agregados
Figura 2.31 Pesaje de agregados 1
62
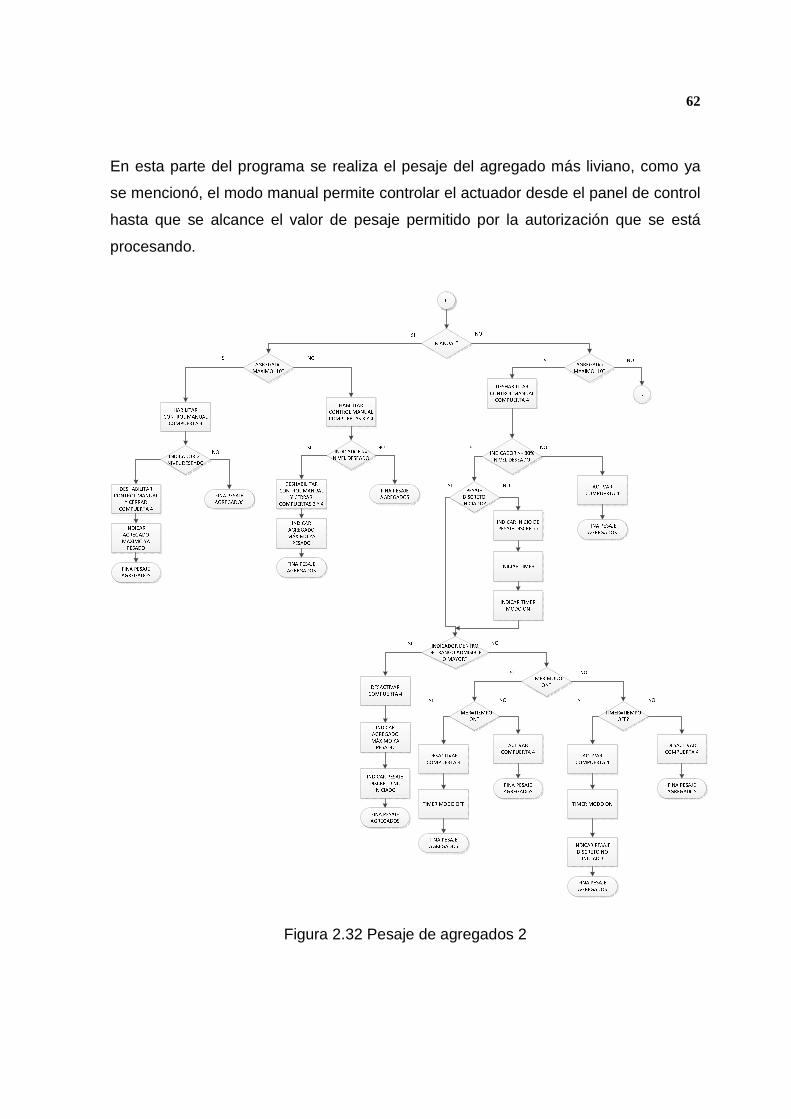
En esta parte del programa se realiza el pesaje del agregado más liviano, como ya
se mencionó, el modo manual permite controlar el actuador desde el panel de control
hasta que se alcance el valor de pesaje permitido por la autorización que se está
procesando.
Figura 2.32 Pesaje de agregados 2

63
Una vez que se ha medido el 80% de la cantidad de agregado liviano, se procede
con el algoritmo descrito para la apertura y cierre intermitente de las compuertas
correspondientes.
En la figura 2.32 se detalla la operación del pesaje de agregados cuando aún no se
ha realizado el pesaje del agregado más grande de 10mm, que se debe hacer
primero. Debido a que únicamente se trata de otro tipo de agregado, el
procedimiento a realizar es el mismo para pesarlo, sin embargo debido a que este se
almacena en otras tolvas es necesario activar las compuertas correspondientes.
Figura 2.33 Pesaje de agregados 3

64
En la figura 2.33 se muestra el pesaje del agregado pesado de 20mm, se realiza de
la misma manera que el de 10mm.
Es importante tener en cuenta que la computadora HMI es la que envía los valores
que se deben pesar, si el hormigón es de 10mm deberá enviar un valor “0” para el
agregado de 20mm y el correspondiente para el agregado de 10mm.
2.3.2.7 Pesaje de cemento
Figura 2.34 Pesaje cemento

65
El pesaje de cemento es controlado por un programa que sigue los pasos del
diagrama de flujo de la figura 2.34. Antes de alcanzar el 80% del valor al que se
desea llegar, se activan todos los métodos de alimentación de conglomerante hacia
la balanza. A partir de ese punto, se procede a únicamente activar el más lento de
ellos, para lograr una carga lenta pero más precisa.
2.3.2.8 Descarga de agua
Figura 2.35 Descarga agua
La descarga de agua sigue los pasos de la lógica de control por medio del diagrama
de flujo de la figura 2.35. En esta parte se hace que el despacho de líquido se realice
en conjunto con los agregados.

66
Si el agua se despacha más rápido que el material, se debe apagar la bomba
correspondiente. Este procedimiento cuenta con una banda de histéresis para
asegurar que el funcionamiento de la bomba no sea muy intermitente, algo que
podría averiar sus mecanismos.
2.3.3 TABLERO ELÉCTRICO DE CONTROL Y FUERZA IMPLEME NTADO
El diseño del tablero se lo realiza de acuerdo al medio en el que trabaja, es así como
se ve la necesidad de implementar protección contra polvo para proteger los
dispositivos internos. Este cumple con la norma NEMA tipo 5 sobre seguridad
intrínseca y funcional. Ésta indica que el equipo debe ser provisto de
empaquetaduras contra el polvo y se aplica para acerías y cementeras.
Consta de dos doble fondos, uno en la parte posterior y el otro en la puerta del
mismo. Aquí se instalan los equipos usando riel DIN y su cableado mediante
canaletas.
Figura 2.36 Tablero eléctrico.

67
En su parte superior se instalan las luces piloto, los pulsadores y selectores. El
tablero instalado se aprecia en figura 2.36.
2.3.3.1 Equipamiento del tablero
El equipamiento consta de partes dedicadas al control, señalización y fuerza que a
continuación se describen.
2.3.3.1.1 Equipo de control y señalización
• Luces piloto
Las luces piloto son elementos de señalización luminosa, indican el estado de un
determinado proceso.
El tablero de esta aplicación sigue las recomendaciones de la norma IEC 60204-1,
que establece los códigos de colores correspondientes a los mensajes que deben ser
indicados. Se tiene luces piloto verdes que indican el estado de un proceso, y una luz
roja que se enciende cuando ha sido presionado el paro de emergencia.
• Pulsadores
La norma IEC 60204-1 también habla sobre el código de colores para los pulsadores,
lo que sirve de guía para la elección de estos.
Los pulsadores están conectados a las entradas del PLC mediante una fuente
externa, que se detalla más adelante y son los encargados de enviar la señal
eléctrica para que se enciendan los actuadores de manera manual cuando el selector
esta en este modo.

68
Se dispone de un pulsador tipo hongo con retención, es aplicado ante una
emergencia y su tarea es detener todo el proceso y encender la luz piloto roja, que
también se encenderá por medio de otros eventos de emergencia.
• Selectores
Se utilizan selectores de dos posiciones aplicados en control manual de motores,
mando manual y automático y uno con llave para permitir el funcionamiento.
• Indicador de peso
Mezclalista utiliza dos indicadores de peso, localizados en las balanzas de cemento y
agregados.
Las celdas de carga antes descritas están montadas en campo, mediante
mecanismos mecánicos miden el esfuerzo que realiza el peso de los materiales
sobre las balanzas. A través de una calibración, se tienen los datos de peso de
manera digital en los indicadores.
Figura 2.37 Indicador de peso.
Los indicadores usados son de la serie Jolly w100, sus especificaciones se observan
en los anexos. La figura 2.37 muestra el indicador que posee Mezclalista.

69
Estos indicadores están en red con el PLC. Se encargan de enviar la información de
peso mediante el protocolo de comunicación Modbus.
• Indicador del sensor de flujo de rueda de paletas
Mezclalista utiliza un indicador de la marca Autonics, serie CT6S. El mismo muestra
los litros que han circulado por la tubería.
En la figura 2.38 se aprecia el indicador descrito.
Figura 2.38 Indicador del cuentalitros.
• PLC
La marca del PLC utilizado es Siemens gama S7-1200, misma que abarca distintos
controladores lógicos programables. Varían según sus módulos de entrada-salida,
tipos de salidas y alimentación.
Para el presente proyecto se escoge el PLC S7-1200 con CPU 1214C AC/DC/relé,
mismo que se adapta a las necesidades de la planta de producción del hormigón.
Posee las características que se ven en la tabla 2.6 y en la figura 2.39 se aprecia el
PLC mencionado.

70
Fuente de
alimentación
Rango de tensión 85 a 264 V AC
Frecuencia de línea 47 a 63 Hz
Características de
la CPU
E/S digitales integradas 14 entradas/ 10 salidas
E/S analógicas integradas 2 entradas
Área de marcas (M) 8192 bytes
General
Disipación de potencia 14W
Consumo de corriente de las
entradas digitales (24 VDC)
4 mA/entrada utilizada
Comunicación
Número de puertos 1
Tipo Ethernet
Transferencia de datos 10/100 Mb/s
Entrada digitales
Número de entradas 14
Tipo Sumidero/fuente (tipo 1 IEC
sumidero)
Tensión nominal 24 V DC a 4 mA, nominal
Salidas digitales
Número de salidas 10
Tipo Relé, contacto seco
Rango de tensión 5 a 30 V DC ó 5 a 250 V AC
Intensidad (máx) 2,0 A
Tabla 2.6 Características del PLC
Figura 2.39 PLC S7-1200, CPU 1214C AC/DC/relé

71
• Módulos utilizados con el PLC
Adicional al PLC se incorporan dos módulos, uno para ampliar el número de
entradas-salidas digitales y el otro para el manejo de la comunicación mediante
protocolo MODBUS, con los indicadores de peso.
El de ampliación es SM1223 16DI a 24 VDC / 16DO tipo relé, tiene las características
que se ven en la tabla 2.7 y en la figura 2.40 se aprecia el mismo.
General Disipación de potencia 10 W
Consumo de corriente 180 mA
Entradas digitales
Número de entradas 16
Tipo Sumidero/fuente (tipo 1 IEC sumidero)
Tensión nominal 24 V DC a 4 mA, nominal
Salidas digitales
Número de salidas 16
Tipo Relé, contacto seco
Rango de tensión 5 a 30 V DC ó 5 a 250 V AC
Intensidad (máx) 2,0 A
Tabla 2.7 Características del módulo de entradas-salidas
Figura 2.40 Módulo de entradas-salidas.
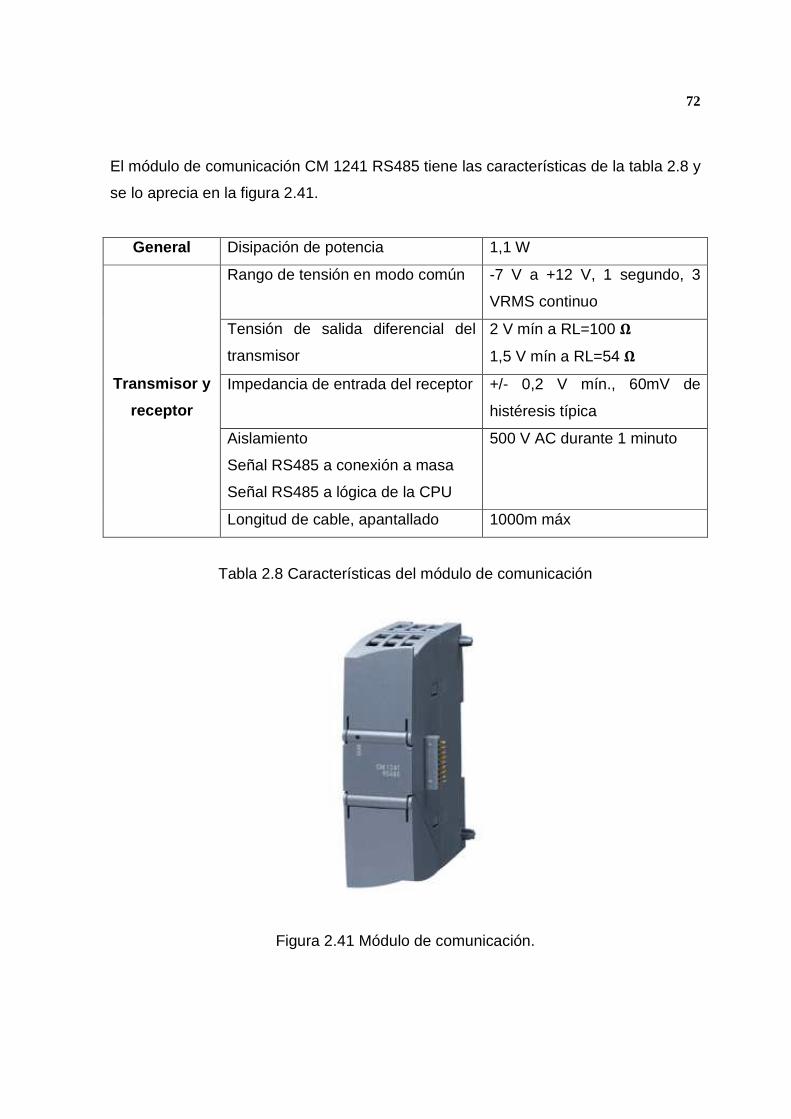
72
El módulo de comunicación CM 1241 RS485 tiene las características de la tabla 2.8 y
se lo aprecia en la figura 2.41.
General Disipación de potencia 1,1 W
Transmisor y
receptor
Rango de tensión en modo común -7 V a +12 V, 1 segundo, 3
VRMS continuo
Tensión de salida diferencial del
transmisor
2 V mín a RL=100 .
1,5 V mín a RL=54 .
Impedancia de entrada del receptor +/- 0,2 V mín., 60mV de
histéresis típica
Aislamiento
Señal RS485 a conexión a masa
Señal RS485 a lógica de la CPU
500 V AC durante 1 minuto
Longitud de cable, apantallado 1000m máx
Tabla 2.8 Características del módulo de comunicación
Figura 2.41 Módulo de comunicación.
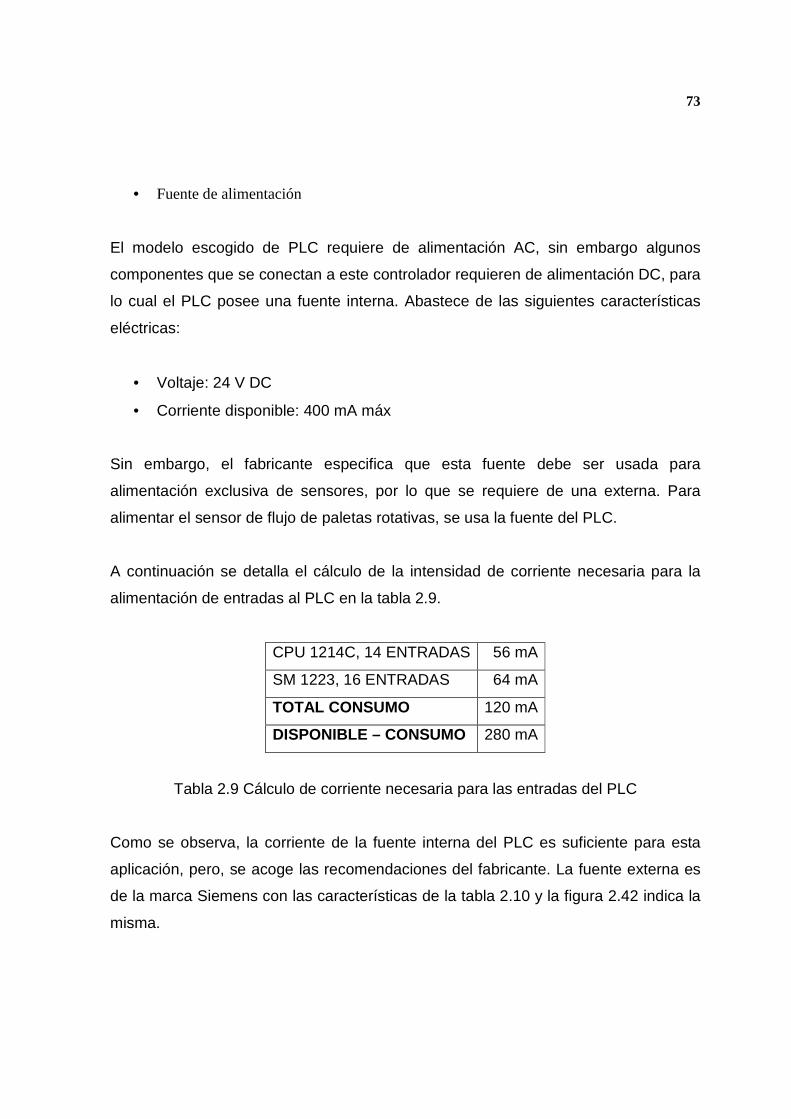
73
• Fuente de alimentación
El modelo escogido de PLC requiere de alimentación AC, sin embargo algunos
componentes que se conectan a este controlador requieren de alimentación DC, para
lo cual el PLC posee una fuente interna. Abastece de las siguientes características
eléctricas:
• Voltaje: 24 V DC
• Corriente disponible: 400 mA máx
Sin embargo, el fabricante especifica que esta fuente debe ser usada para
alimentación exclusiva de sensores, por lo que se requiere de una externa. Para
alimentar el sensor de flujo de paletas rotativas, se usa la fuente del PLC.
A continuación se detalla el cálculo de la intensidad de corriente necesaria para la
alimentación de entradas al PLC en la tabla 2.9.
CPU 1214C, 14 ENTRADAS 56 mA
SM 1223, 16 ENTRADAS 64 mA
TOTAL CONSUMO 120 mA
DISPONIBLE – CONSUMO 280 mA
Tabla 2.9 Cálculo de corriente necesaria para las entradas del PLC
Como se observa, la corriente de la fuente interna del PLC es suficiente para esta
aplicación, pero, se acoge las recomendaciones del fabricante. La fuente externa es
de la marca Siemens con las características de la tabla 2.10 y la figura 2.42 indica la
misma.

74
Voltaje de alimentación 85 a 264 V AC
Voltaje de salida 24 VDC
Corriente disponible 2,5 A
Rango de temperatura -20°C a +55°C
Tabla 2.10 Características de la fuente Siemens
Figura 2.42 Fuente de alimentación externa.
2.3.3.1.2 Equipo de fuerza
� Interruptores magnetotérmicos
Se utiliza un interruptor magnetotérmico de distribución, que es la protección general
de todo el tablero eléctrico. Además se usan otros para la protección de cada motor y
son conectados en la salida del interruptor de distribución.
� Repartidor modular
La función de este dispositivo es la distribución del sistema trifásico hacia los demás
elementos en el tablero.

75
� Contactores
Los contactores utilizados en este proyecto pertenecen a la marca Schneider
Electric.
Se requieren 7 para cada uno de los motores de: bandas transportadoras, bombas
de agua, tornillos sinfín y el vibrador de agregados.
� Relés
La aplicación de los relés en este proyecto es controlar las electroválvulas, que no
requieren una considerable cantidad de corriente. Estos tienen tres contactos
conmutados entre abiertos y cerrados.
El utilizado es de la marca Relequick, tiene una bobina de 220V AC con 3 contactos
conmutados de 10 A.
� Relés térmicos
Los relés térmicos utilizados son de la marca Schneider Electric, compatibles con los
contactores. Permiten señalar su corriente de trabajo.
2.3.3.2 Montaje del sistema de fuerza y control
El montaje de los elementos en el tablero implementado se lo hace mediante riel
DIN, colocado en el doble fondo del tablero eléctrico de control. Se coloca canaletas
en sus alrededores con la finalidad de conseguir un ordenado y adecuado cableado
en el tablero.
En la figura 2.43 se observa el plano eléctrico del tablero implementado.

76
8 7 6 5 4 3 2 1
E
D
C
B
A
8 7 6 5 4 3 2 1
E
D
C
B
ADIAGRAMA DEPOSICIONAMIENTO DE
ELEMENTOS EN ELTABLERO ELÉCTRICO
TÍTULO ESCUELA POLITÉCNICANACIONAL
MEZCLALISTA S.A
HOJA DIBUJANTES1 CRISTIAN FALCONÍCHRISTIAN PINCHA
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CA
NA
LE
TA
PLÁ
ST
ICA
RA
NU
RA
DA
60x40mm
CA
NA
LE
TA
PLÁ
ST
ICA
RA
NU
RA
DA
60x40mm
RIEL DIN35 mm
RIEL DIN35 mm
RIEL DIN35 mm
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CANALETA PLÁSTICA RANURADA 60x40mm
CA
NA
LE
TA
PLÁ
ST
ICA
RA
NU
RA
DA
60x40mm
CA
NA
LE
TA
PLÁ
ST
ICA
RA
NU
RA
DA
60x40mm
BREAKER PRINCIPALMERLIN GERINEZC250N3160
BORNERA DISTRIBUIDORALEGRAND0048 79
BREAKER 3PSIEMENSC2
BREAKER 3PSIEMENSC2
BR
EA
KE
R 1P
SIE
ME
NS
10A
BR
EA
KE
R 1P
SIE
ME
NS
2A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
BR
EA
KE
R 1P
SIE
ME
NS
4A
FU
EN
TE
DC
SIE
ME
NS
6E
P1
332-1S
H43
MÓ
DU
LO R
S4
85 C
M124
1S
IEM
EN
S6E
S7 241
-1CH
30-0X
B0
CP
U S
7 1200
SIE
ME
NS
6E
S7 2
14-1B
E30-0
XB
0
MÓ
DU
LO E
/S S
M1
223S
IEM
EN
S6
ES
7 22
3-1PL3
0-0XB
0
CO
NT
AC
TO
R 3
PLC
1D
25
CO
NT
AC
TO
R 3
PLC
1D
32
CO
NT
AC
TO
R 3
PLC
1D
25
CO
NT
AC
TO
R 3
PLC
1D
25
CO
NT
AC
TO
R 3
PLC
1D
18
CO
NT
AC
TO
R 3
PLC
1D
18
CO
NT
AC
TO
R 3
PLC
1D
09
CO
NT
AC
TO
R 3
PLC
1D
09
TÉRMICOLRD22
TÉRMICOLRD32
TÉRMICOLRD21
TÉRMICOLRD21
TÉRMICOLRD05
TÉRMICOLRD05
TÉRMICOLRD16
TÉRMICOLRD21
BORNERAS PARA MOTORES10 AWG
BORNERAS PARA ELECTROVÁLVULAS12 AWG
BORNERAS12 AWG
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30
L 230
AC
00
RE
LE
RM
S30L
230A
C00
RE
LE
RM
S30L
230A
C00
RE
LE
RM
S30L
230A
C00
DOBLE FONDO MONTADO EN EL CUERPO DEL TABLERO DOBLE FONDO MONTADO EN LA PUERTA DEL TABLERO
BREAKER 3PSIEMENSC40
BREAKER 3PSIEMENSC40
BREAKER 3PSIEMENSC25
BREAKER 3PSIEMENSC20
BREAKER 3PSIEMENSC16
BREAKER 3PSIEMENSC25
Figura 2.43 Plano eléctrico del tablero implementado
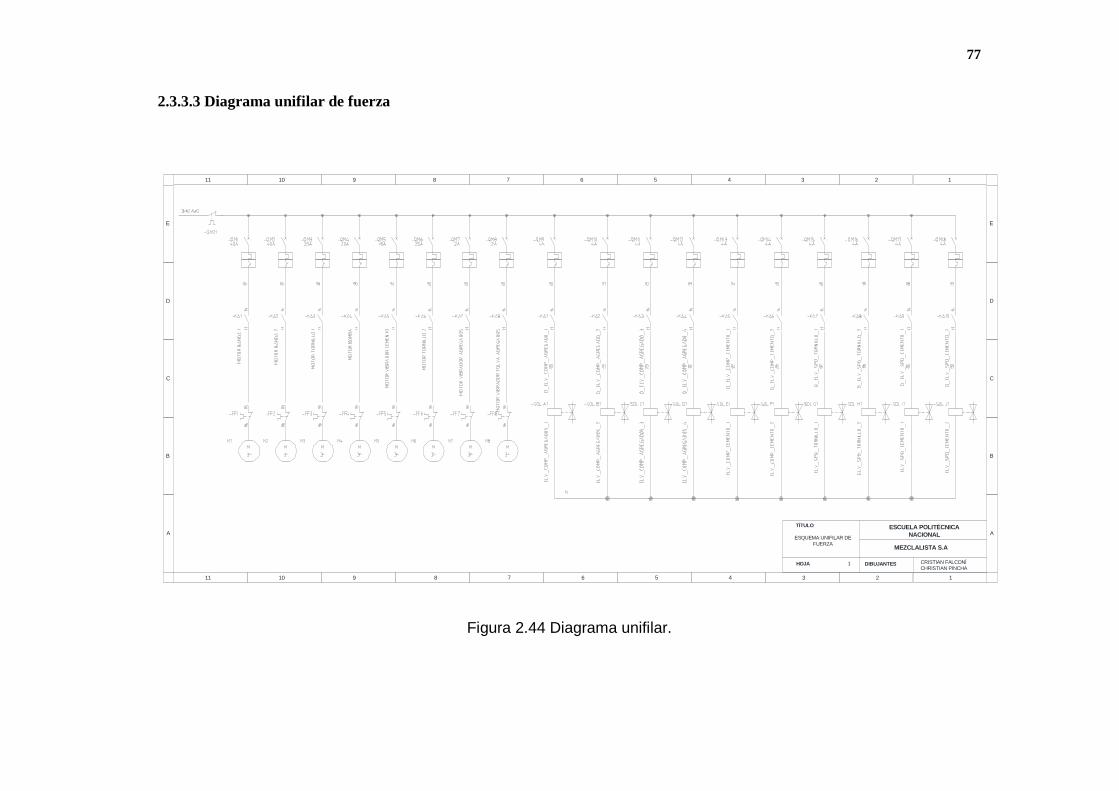
77
2.3.3.3 Diagrama unifilar de fuerza
8 7 6 5 4 3 2 1
E
D
C
B
A
8 7 6 5 4 3 2 1
E
D
C
B
AESQUEMA UNIFILAR DE
FUERZA
TÍTULO ESCUELA POLITÉCNICANACIONAL
MEZCLALISTA S.A
HOJA DIBUJANTES1 CRISTIAN FALCONÍCHRISTIAN PINCHA
11 10 9
11 10 9
Figura 2.44 Diagrama unifilar.

78
2.3.4 DIAGRAMA P&ID DE LA PLANTA MEZCLALISTA
Figura 2.45 Diagrama P&ID de la planta Mezclalista
79
CAPÍTULO III
DISEÑO Y CONFIGURACIÓN DE LA HMI MEDIANTE EL
SOFTWARE LABVIEW
3.1 INTRODUCCIÓN
Este capítulo describe el diseño de la interfaz hombre máquina “HMI”, usando el
software de National Instrument Labview 2011.
Se configuran dos interfaces: La primera, para especificar los datos del hormigón y
cliente mediante “autorizaciones” instalada en ventas, la segunda para procesar las
órdenes solicitadas, generar guías de entrega y realizar la supervisión del proceso en
producción.
Ambas comparten una base de datos con acceso de lectura y escritura, las que
poseen campos restringidos acorde al alcance y aplicación que cada una deba
ejecutar.
La HMI es enlazada al PLC mediante el programa Siemens Automation SIMATIC
NET, por medio del cual se configura al computador como una estación de un
sistema SCADA.
3.2 CARACTERÍSTICAS GENERALES
Mezclalista cuenta con una red de comunicación de datos interna, que permite el
enlace con los ordenadores y es posible intercambiar información entre áreas.

80
3.2.1 TOPOLOGÍA GENERAL DE LA RED INTERNA DE LA EMP RESA
La topología de intercambio de datos se considera en la figura 3.1. Como se observa,
todas las PC’s de la empresa están enlazadas en un dominio de red.
Este proyecto cubre: ventas y producción, las que comparten información necesaria
para la automatización de la planta, por este motivo se emplean dos interfaces, una
en cada sector mencionado.
Figura 3.1 Topología general de la red interna.
3.3 DESCRIPCIÓN DE LA INTERFAZ
Las HMI’s para las zonas de ventas y producción se pormenorizan a continuación.
3.3.1 INTERFAZ HOMBRE MÁQUINA EN EL ÁREA DE VENTAS
Ventas posee una HMI, en la cual, es posible ingresar información necesaria para el
proceso de elaboración del concreto, además, lleva un registro de materia prima.

81
Esta interfaz permite al usuario realizar las siguientes tareas:
� Ingresar, ver, modificar o eliminar autorizaciones de manera sencilla y
amigable.
� Ingresar o eliminar: clientes, obras, fórmulas, tipos de agregados y tipos de
aditivos.
� Ver reportes de: clientes, obras, fórmulas, stock de cemento, aditivos, horario
de despachos o batch finalizados.
� Ver guías de entrega de batches finalizados.
� Ingresar valores en stock de cemento y aditivo.
� Ingresar nombre de usuario y contraseña para restringir campos a ciertos
usuarios.
3.3.1.1 Manejo de la interfaz “ventas”
Figura 3.2 Panel principal interfaz ventas
Al abrir esta aplicación en el ordenador, se observa una pantalla dividida en pestañas
e íconos, como se ven en la figura 3.2. Esta ventana permite al usuario trabajar con
las autorizaciones y su contenido.

82
Pestaña es un elemento de la interfaz, que permite realizar tareas sobre el contenido
de las autorizaciones. Icono es la representación de un botón que faculta manipular
las mismas.
3.3.1.1.1 Detalle de pestañas
La tabla 3.1 muestra el contenido y descripción de pestañas en el panel principal,
sirve de guía para la explicación posterior.
PESTAÑAS CONTENIDO DESCRIPCIÓN
Producción
Cliente
Obra
Fórmula
Tipo de agregado
Tipo de aditivo
Ingresar o eliminar cualquier valor del contenido de
la pestaña.
Reportes
Clientes
Obras
Fórmulas
Horario
Cemento
Aditivo
Ver la información guardada en la base de datos.
Guía Ver Llevar un historial detallado de viajes realizados.
Stock Aditivo
Cemento
Manejar un stock de ingresos y egresos de materia
prima.
Security Login
Logout
Ingresar con o sin restricciones.
Exit Salir.
Tabla 3.1 Descripción de las pestañas interfaz ventas

83
� Pestaña producción
En este segmento se agrega o elimina información de los siguientes campos: cliente,
obra, fórmula, tipo de agregado y tipo de aditivo; componentes que se ven en la
figura 3.3, donde es posible modificar sus valores, al eliminar para luego rehacer la
información.
Figura 3.3 Pestaña Producción.
“Cliente nuevo” es la interfaz de la figura 3.4, en la que se ingresan valores en los
campos requeridos para agregar un nuevo cliente.
Figura 3.4 Cliente nuevo

84
La pantalla de la figura 3.5, se despliega al seleccionar “cliente eliminar” en la que es
posible eliminar información de clientes.
Figura 3.5 Cliente eliminar
A través de la ventana de la figura 3.6, se puede ingresar información de una nueva
obra.
Figura 3.6 Obra nueva
Figura 3.7 Obra eliminar

85
La figura 3.7, aparece al seleccionar “obra eliminar”, como su nombre lo dice se
puede eliminar una obra ingresada previamente.
“Fórmula nueva” es una interfaz para ingresar una nueva fórmula y valores de
materia prima para un metro cúbico del hormigón.
Figura 3.8 Fórmula nueva
En “fórmula eliminar” se puede deshacer de una creada con anterioridad.
Figura 3.9 Fórmula eliminar

86
La información sobre agregados, se manipula a través de las ventanas “agregado
nuevo” y “agregado eliminar” de las figura 3.10 y 3.11 respectivamente.
Figura 3.10 Agregado nuevo
Figura 3.11 Agregado eliminar
“Aditivo nuevo” y “aditivo eliminar” trabajan con la información de aditivos. Sus
pantallas se ven en las figuras 3.12 y 3.13.
Figura 3.12 Aditivo nuevo

87
Figura 3.13 Aditivo eliminar
� Pestaña reportes
Figura 3.14 Pestaña reportes.
En “reportes” se presenta información sobre: clientes, obras, fórmulas, horario,
cemento y aditivos. La figura 3.14 indica lo dicho.
La interfaz que se despliega al escoger “reportes cliente” muestra todos los clientes
existentes en la base de datos. Figura 3.15.

88
Figura 3.15 Reportes clientes
Las obras guardadas en el sistema se muestra en “reportes obras”, figura 3.16.
Figura 3.16 Reportes obras
De igual modo que los casos anteriores, a través de “reportes fórmulas” se aprecia
las fórmulas existentes.
Figura 3.17 Reportes fórmulas

89
En “reportes horarios”, se visualiza información sobre una autorización, por medio de
esta se puede conocer cuantos viajes se han realizado y el parcial de metros cúbicos
despachados.
Figura 3.18 Reportes horarios
Figura 3.19 Reportes cemento

90
“Reportes cemento” y “reportes aditivos” son semejantes, indican ingresos previos de
cemento y aditivos, por fecha y número de factura. Figuras 3.19 y 3.20.
Figura 3.20 Reportes aditivos
� Pestaña guía
En guía se contemplan los datos generados al finalizar un batch en un documento
conocido como “guía de entrega”. Tiene un solo componente como se ve en la figura
3.21.
Figura 3.21 Pestaña guía.

91
La guía de entrega generada se escoge por la fecha de creación y es posible
imprimir. Este documento se observa en la figura 3.22.
Figura 3.22 Guía de entrega.
� Pestaña stock
En stock es posible ingresar la cantidad de cemento y aditivos adquiridos en un
determinado momento, número de factura y fecha.
La figura 3.23 muestra el contenido de la pestaña.

92
Figura 3.23 Pestaña stock.
Las ventanas de stock aditivo y cemento se observan en las figuras 3.24 y 3.25
respectivamente.
Figura 3.24 Stock aditivo

93
Figura 3.25 Stock cemento
� Pestaña security
En security el usuario puede ingresar username y password, de este modo se limita
el nivel de acceso. La pantalla que se despliega se ilustra en la figura 3.26.
Figura 3.26 Security/login.
� Pestaña exit
Se la usa para salir de la interfaz, de hecho, es igual que el botón X.

94
3.3.1.1.2 Manejo de íconos
Los íconos son botones de la HMI que sirven para ingresar, ver, eliminar o modificar
autorizaciones.
Los VI’s desplegados en cada una de estas opciones se explican adelante.
� Autorización nueva
Figura 3.27 Autorización nueva.
En autorización nueva se ingresa un pedido, para lo cual se deben llenar los campos
requeridos como se aprecia en la figura 3.27.

95
� Autorización ver
Figura 3.28 Autorización ver.
Como su nombre lo dice, en esta parte es posible visualizar todas las autorizaciones.
Para tener acceso a una de ellas, se selecciona la fecha que fue creada y su
número. La interfaz que se despliega se muestra en la figura 3.28
� Autorización eliminar
En esta ventana es posible eliminar una autorización, siempre y cuando no se haya
realizado ningún viaje previo, es decir, cuando no ha sido procesada, caso contrario
la misma permanece en el sistema.

96
Figura 3.29 Autorización eliminar.
En la figura 3.29 se aprecia la ventana eliminar.
� Autorización modificar
A través de esta interfaz es posible modificar la cantidad de metros cúbicos de un
pedido creado con anterioridad. Los demás datos son inalterables.
Se puede cambiar esta cantidad, hasta un valor mínimo igual al del hormigón
producido previamente para esa autorización. El valor máximo se deja a libre
decisión del usuario. Además es posible realizar cambios hasta antes de despachar
el total requerido, después es imposible modificar o eliminar.
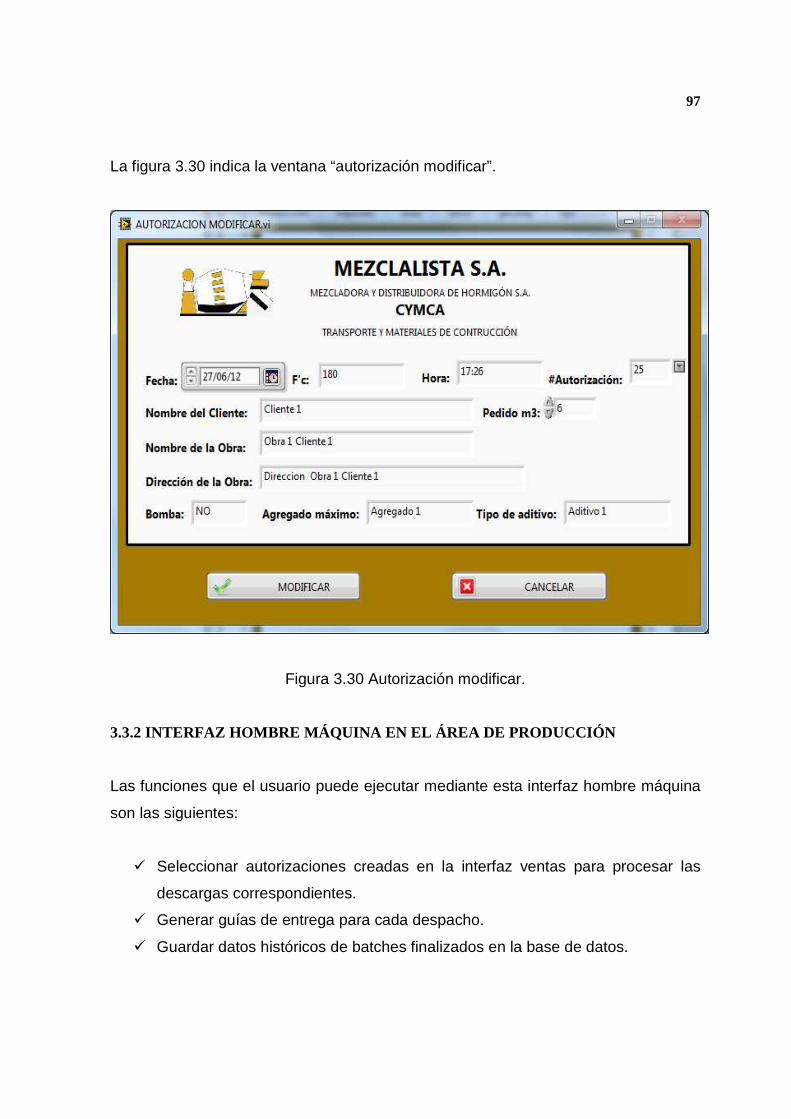
97
La figura 3.30 indica la ventana “autorización modificar”.
Figura 3.30 Autorización modificar.
3.3.2 INTERFAZ HOMBRE MÁQUINA EN EL ÁREA DE PRODUCC IÓN
Las funciones que el usuario puede ejecutar mediante esta interfaz hombre máquina
son las siguientes:
� Seleccionar autorizaciones creadas en la interfaz ventas para procesar las
descargas correspondientes.
� Generar guías de entrega para cada despacho.
� Guardar datos históricos de batches finalizados en la base de datos.

98
� Ingresar nombre de usuario y contraseña para restringir ciertos campos.
� Supervisar el estado del proceso de producción del hormigón.
3.3.2.1 Manejo de la interfaz “producción”
Al abrir la HMI del departamento de producción en la PC, aparece la ventana del
panel principal, que posee algunas pestañas y un ícono “iniciar batch”.
A continuación se describe como manejar esta interfaz.
Figura 3.31 Panel Principal interfaz producción
En el panel principal ilustrado en la figura 3.31 se indica el desarrollo del proceso de
producción del hormigón, además se ve información correspondiente al despacho

99
actual, datos de materia prima utilizada, tiempo de producción y registro de
producción diaria.
3.3.2.1.1 Detalle de pestañas
La tabla 3.2 es una guía para el manejo de la interfaz y muestra: pestañas, contenido
y descripción, que se pueden manipular en la HMI.
PESTAÑAS CONTENIDO DESCRIPCIÓN
Producción
Autorizaciones
Humedad
Fórmulas
Choferes
Mixer
Ingresar o eliminar cualquier valor del contenido
de la pestaña.
Procesar las autorizaciones.
Especificar los datos del despacho y la humedad
del agregado más fino.
Reportes
Clientes
Obras
Fórmulas
Producción diaria
Producción
mensual
Horario
Ver la información guardada en la base de datos.
Security Login
Logout
Ingresar con o sin restricciones.
Exit Salir.
Tabla 3.2 Descripción de las pestañas interfaz producción
� Pestaña producción
En esta pestaña es posible realizar las siguientes funciones:

100
� Procesar autorizaciones creadas en ventas.
� Ingresar valores para la corrección de la humedad libre.
� Ingresar o eliminar valores para: fórmulas, choferes y mixer.
La figura 3.32 muestra la pestaña producción de la HMI.
Figura 3.32 Pestaña producción.
Al escoger “Autorizaciones”, se despliega la pantalla de la figura 3.33. En esta se
procesa las autorizaciones por fecha de creación y número.
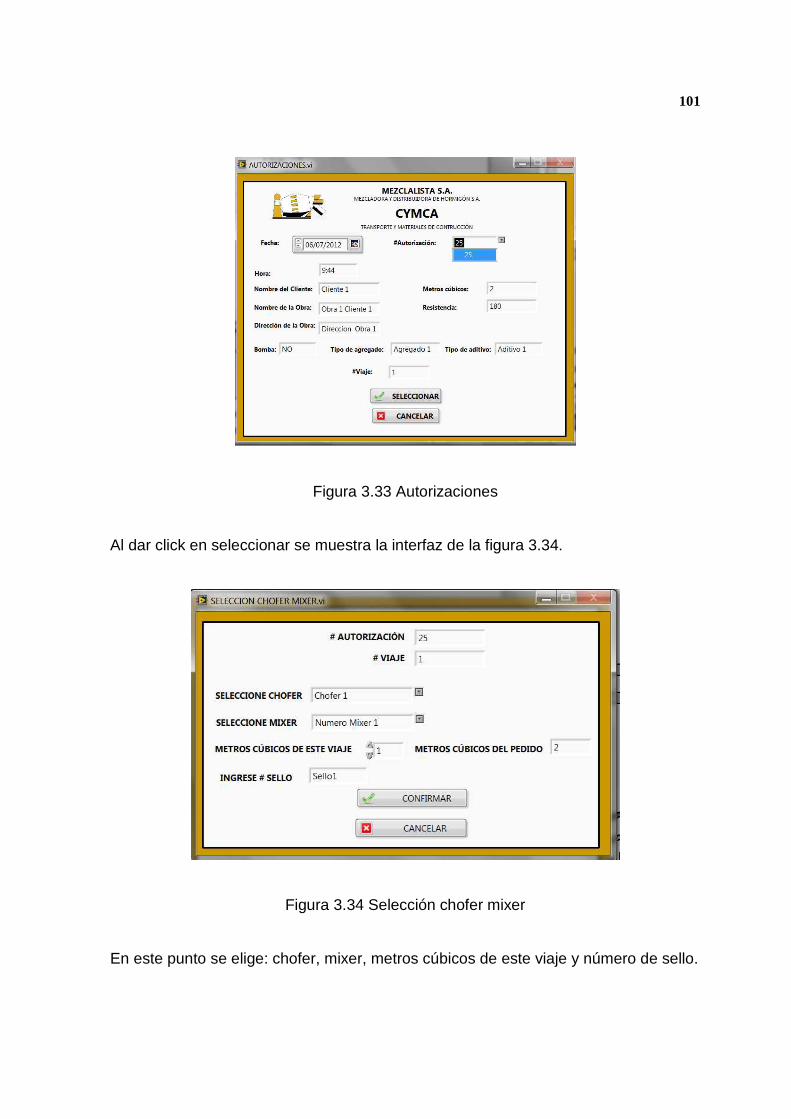
101
Figura 3.33 Autorizaciones
Al dar click en seleccionar se muestra la interfaz de la figura 3.34.
Figura 3.34 Selección chofer mixer
En este punto se elige: chofer, mixer, metros cúbicos de este viaje y número de sello.

102
Datos necesarios para generar la guía de entrega. Al ser confirmada la información,
es posible empezar el proceso de producción.
La modificación de campos como: fórmula nueva y fórmula eliminar, se hace desde
las dos interfaces en los departamentos de ventas y producción. El manejo es como
se explicó en la pestaña fórmula.
Los valores para la corrección de humedad se ingresan a través de la ventana de la
figura 3.35, para cada agregado.
Figura 3.35 Humedad
Ingresar o eliminar información de chofer es posible mediante pantallas que se
despliegan al elegir “chofer nuevo” y “chofer eliminar”. Figuras 3.36 y 3.37.
Figura 3.36 Chofer nuevo

103
Figura 3.37 Chofer eliminar
Escribir o eliminar un mixer se lo hace por medio de las interfaces de las figuras 3.38
y 3.39.
Figura 3.38 Mixer nuevo
Figura 3.39 Mixer eliminar

104
Las pestañas: reportes, security y exit, realizan las mismas funciones que en la
interfaz del área de ventas y su manejo es igual.
3.4 CONFIGURACIÓN DE LA INTERFAZ HOMBRE MÁQUINA
MEDIANTE EL SOFTWARE LABVIEW
La interfaz hombre máquina es un medio a través del cual se establece la
comunicación entre el humano y la máquina, usando un lenguaje amigable y sencillo
para el usuario.
Como se menciona en el numeral 3.1 se utiliza el software LabVIEW y Microsoft
Access para la creación de la base de datos compartida. En seguida se detallan las
características más importantes utilizadas en el software para configurar cada una de
las HMI’s de este proyecto.
3.4.1 GUÍA PARA LA ELABORACIÓN DEL NUEVO PROYECTO
Un proyecto es un archivo que incluye todos los VI’s, librerías y variables necesarias
para el desarrollo de una aplicación.
Figura 3.40 Project Explorer LabVIEW 2011

105
El primer paso necesario para configurar la interfaz es crear un proyecto nuevo
dando click en NEW/EMPTY/PROJECT. Por medio de este es posible crear VI's,
generar variables globales, menús, entre otros. La figura 3.40 indica un proyecto
nuevo.
3.4.2 GUÍA PARA LA CREACIÓN DE UN MENÚ
En este proyecto se aplica un menú, que sirve para organizar la información de la
HMI.
Los siguientes pasos guían en la creación de un menú. Estos se aprecian en la figura
3.41.
Figura 3.41 Pasos para abrir Run-Time Menu

106
� Ir al panel frontal del VI.
� En la barra de tareas seleccionar EDIT.
� Escoger RUN-TIME MENU.
Se abre la ventana MENU EDITOR ilustrada en la figura 3.42, a través de la cual se
crea pestañas para la aplicación. Estas y sus componentes contienen el campo
“ITEM TAG”, importante para su manipulación dentro del código del programa.
Figura 3.42 Menu Editor LabVIEW 2011
3.4.3 GUÍA PARA EL ENLACE DE DOS VIS
Un proyecto puede tener varios VI's, enlazarlos es posible siguiendo los pasos
descritos.
� Guardar los VI's en el proyecto.
� En la paleta de funciones escoger SELECT A VI.
� Buscar el VI que se desea enlazar en su ubicación guardada.
.

107
Figura 3.43 Ejemplo de VI enlazado
La figura 3.43 es un ejemplo del proyecto, que enlaza VI's.
� En el icono del VI dar click derecho y seleccionar SUBVI NODE SETUP.
� Habilitar SHOW FRONT PANEL WHEN CALLED y CLOSE AFTERWARDS IF
ORIGINALLY CLOSED, para que el VI se despliegue cuando se lo necesita.
La figura 3.44 ilustra los pasos antes descritos.
Figura 3.44 SubVI Node Setup
3.4.4 VIS DE LABVIEW PARA ACCESO A BASES DE DATOS
Labview posee un toolkit completo para este propósito, LabVIEW Database
Connectivity Toolkit, que permite una conexión rápida hacia bases de datos locales y
remotas.
Este kit permite acceso lectura-escritura, hacia bases de datos sin necesidad de
conocer el lenguaje estructurado de consultas SQL. Sin embargo, si se quiere una

108
aplicación más compleja, también usa el lenguaje de programación SQL, compatible
con programas como: Microsoft Access, SQL Server y Oracle.
LabVIEW sigue algunos pasos cuando es configurado para este propósito. La figura
3.45 explica mediante un diagrama de flujo.
Figura 3.45 Diagrama de flujo de la comunicación Labview, base de datos
Activex Data Objects (ADO) es una interfaz de programación a nivel de aplicación,
permite conectarse a una base de datos mediante ODBC (Open Database
Connectivity), UDLs y archivos DSNs.
La conexión hacia el servidor se hace por dos caminos.
� Mediante un archivo DSN (data source name o un nombre de origen de
datos).

109
� Mediante un proveedor OLE DB (Object Linking and Embedding Database)
con un archivo UDL (Universal Data Link).
El toolkit se encuentra en el diagrama de bloques, en la paleta de funciones, figura
3.46.
Figura 3.46 Database conectivity toolkit.
VIs Funciones
Inicia la conexión.
Cierra la conexión.
Escribe a la base de datos.
Lee de la base de datos.
Actualiza información
Borra información.
Da un formato específico a los datos extraídos.
Tabla 3.3 VI’s y funciones

110
La tabla 3.3 detalla algunos VI’s y funciones del toolkit, aplicados en este proyecto.
La aplicación de estos VI's es para leer o escribir datos hacia Microsoft Access.
Así pues, se muestra un ejemplo de programación que permite escribir información
en Microsoft Access.
Figura 3.47 Ejemplo de escritura en la base de datos.
Como se contempla en la figura 3.47, se utilizan las siguientes herramientas del
toolkit: Open Connection, Insert Data y Close Connection.
Pasos necesarios para escribir en la base de datos.
� Iniciar conexión con la herramienta “Open Connection”, es necesario indicar la
dirección del datalink.
� Especificar la tabla, campos e información en “Insert Data”.
� Los datos tipo string se lo acoplan mediante un bundle de la paleta cluster
previo al envío de la información.
� Finalmente se cierra la conexión con “Close Connection”.
Tomar en cuenta que se debe conectar la referencia de conexión y el error.

111
3.4.5 CREACIÓN DE DATALINK DE LA BASE DE DATOS
Para conseguir acceso a la base de datos generada, se crea un datalink de la
misma.
Pasos a seguir:
� En la pestaña TOOLS del diagrama de bloques, ir a CREATE DATALINK. La
figura 3.48 muestra la ventana que se despliega.
Figura 3.48 Propiedades del vínculo de datos.
� Seleccionar MICROSOFT JET 4.0 OLE DB PROVIDER de la pestaña
proveedor y luego click en SIGUIENTE.
� A continuación seleccionar la base de datos y realizar la prueba de conexión.
� Luego, se despliega la ventana que indica que la prueba de conexión fue
satisfactoria. Esto se ilustra en la figura 3.49.

112
Figura 3.49 Conexión exitosa hacia la base de datos
� Dar click en aceptar y seleccionar la ubicación para guardar el datalink.
� Finalmente se ve un mensaje indicando que el Datalink fue creado
exitosamente.
3.5 CONFIGURACIÓN DE LA RED IMPLEMENTADA
Se implementa una red que se subdivide en:
� PC-PC: Enlace ventas-producción
� PC-PLC: Enlace PLC-producción
� PLC-Indicadores de peso: Enlace PLC-Indicadores de balanzas presentes en
campo
3.5.1 ARQUITECTURA DE LA RED
En la figura 3.50 se presenta la arquitectura de la red implementada.

113
Figura 3.50 Arquitectura de la red
Por medio de esta topología se comparte la base de datos con las computadoras en
red (PC-PC), se intercambia información entre la interfaz y el PLC (PC-PLC) y se lee
la información de las básculas en el PLC a través del protocolo Modbus RTU (PLC-
Indicadores de peso).
3.5.2 CONFIGURACIÓN PC-PC ENLACE VENTAS PRODUCCIÓN
3.5.2.1 Configuración de la base de datos compartida mediante Microsoft Access
La base de datos usada en esta aplicación es guardada en el ordenador del área de
producción, que trabaja como servidor para este archivo. Es implementada para

114
almacenar información de la producción del hormigón, para: registrar, consultar y
analizar los datos guardados.
Los componentes de una base de datos son: tablas, campos y filas. Cada tabla tiene
varios campos, que poseen un tipo de dato definido al crear la misma. Los tipos de
datos con los que trabaja Microsoft Access son: entero, doble, texto, fecha/hora y
binario.
3.5.2.2 Creación de la base de datos
Los pasos para crear una base de datos son los siguientes:
� Abrir Microsoft Access 2010.
� Seleccionar una base de datos en blanco.
� Escribir un nombre para la misma.
� Escoger una ubicación.
� Dar click en crear.
Figura 3.51 Base de datos compartida.

115
La figura 3.51 exhibe la base de datos utilizada en este proyecto.
3.5.2.3 Tablas y campos de la base de datos
La base de datos utilizada en este proyecto tiene las siguientes tablas y campos, que
se aprecian en la tabla 3.4.
TABLAS CAMPOS
Aditivo Nombre
Agregado Nombre y tamaño
Autorizaciones Número, fecha, hora, metros cúbicos, fórmula, cliente, obra,
dirección, bomba, agregado, aditivo y finalizado.
Batches
finalizados
Autorización, cliente, obra, guía, numero de viaje, fecha, hora, sello,
resistencia, metros cúbicos, mixer, chofer, cemento, agregado 1,
agregado 2, agregado 3, agregado 1 absorción, agregado 1
humedad, agregado 2 absorción, agregado 2 humedad, agregado 3
absorción, agregado 3 humedad.
Choferes Nombre, dirección y teléfono.
Clientes Nombre, ruc, código, teléfono, ciudad, dirección y email.
Fórmulas Nombre, agua, cemento, agregado 1, agregado 2 y agregado 3.
Mixers Placa y número.
Obras Cliente, nombre, dirección, teléfono y metros cúbicos acumulados.
Producción
diaria
Fecha, cliente, metros cúbicos, agua, cemento, agregado 1 y
agregado 2, agregado 3.
Stock aditivo Existente, tipo, fecha, factura y cantidad.
Stock cemento Existente, fecha, factura, peso de la factura, peso de la balanza,
peso de la diferencia y observación.
Tabla 3.4 Tablas y campos de la base de datos

116
3.5.3 CONFIGURACIÓN PC-PLC ENLACE PLC-PRODUCCIÓN
Se utiliza el cable S-FTP CAT 7 en la red PC-PLC por recomendación del fabricante,
es tipo industrial apantallado, posee malla metálica en cobre y tiene 4 pares
cruzados. Además tiene dos conectores RJ45 en cada uno de los extremos, mismos
que se conectan el PLC y tarjeta de red del ordenador.
Las características de la comunicación son:
� Es realizada dentro de una red LAN.
� Cumple con el estándar Industrial Ethernet y su función es la comunicación de
datos.
� Su arquitectura es Cliente/Servidor puesto que utiliza una interfaz OPC.
� Utiliza el protocolo TCP/IP.
3.5.3.1 Ethernet industrial
Ethernet Industrial cumple con la norma IEEE 802.3 y tiene las siguientes
características:
� Diseño robusto.
� Alta inmunidad al ruido.
� Alto desempeño de transmisión inclusive con un alto número de nodos.
Este tipo de red está limitada a la comunicación de datos, necesaria para el
intercambio de información entre el PLC y la computadora.
3.5.3.2 OPC (Ole para control de procesos)
Es un estándar de comunicación diseñado para realizar control supervisorio, sigue la
arquitectura Cliente/Servidor.

117
Un servidor OPC es el encargado de almacenar datos que están disponibles para
cualquier aplicación basada en OPC.
3.5.3.3 TCP/IP
Es un conjunto de protocolos que determinan como se empaquetan los datos para su
transmisión dentro de una red. Es un modelo similar al OSI. Figura 3.52. En esta
aplicación es configuración punto a punto.
Figura 3.52 TCP/IP
3.5.3.4 Configuración mediante SIMATIC NET
El computador que aloja la interfaz es configurado para tal propósito.
En la estructura de red utilizada por SIEMENS un ordenador se denomina “PC
STATION” y debe ser configurado mediante SIMATIC NCM.
Pasos para configurar una PC STATION.
� Crear un nuevo proyecto en SIMATIC NCM.
� Insertar una estación en el menú INSERT/STATION/SIMATIC PC STATION.
Capa de
aplicación
Capa de
transporte
Capa de
internet
Capa de
acceso a la
red

118
Observar la figura 3.53
Figura 3.53 Creación de una nueva estación
� Seleccionar la estación creada y abrir el objeto de configuración que se
muestra en la izquierda de la ventana.
Figura 3.54 Configuración del PC STATION 1
� Una vez hecho esto, se despliega la imagen de la figura 3.54, en la que se
deben agregar los componentes del PC STATION.

119
� Añadir los componentes al rack del PC STATION, se necesita uno que
controle la tarjeta de red por eso se añade un INDUSTRIAL EHTERNET/IE
GENERAL/SWV6.2 al slot 1 del rack.
� En la ventana indicada en la figura 3.55, debemos configurar la IP de la tarjeta
de red del PC.
Figura 3.55 Configuración del IE GENERAL
� Guardar y compilar el proyecto.
� Configurar el PC STATION mediante el STATION CONFIGURATION EDITOR
en la barra de tareas del menú INICIO.

120
� Añadir los componentes IE GENERAL y OPC SERVER en los slots 1 y 2 del
rack del PC STATION. Es importante que al guardar la estación, el nombre
coincida con el proyecto creado en SIMATIC NCM.
El PC STATION es mostrado en la figura 3.56.
Figura 3.56 Configuración del PC STATION 2

121
� Seleccionar la INTERFAZ PC/PC, elegir PC INTERNAL LOCAL.
Esto se hace en el menú OPTIONS/SET PG/PC interface del software SIMATIC
NCM.
� Luego cargar la configuración al PC STATION mediante la opción
DOWNLOAD TO MODULE y seleccionar el destino para la configuración.
� Configurar la red, para lo cual se debe ingresar al menú
OPTIONS/CONFIGURE NETWORK.
� Seleccionar OPC SERVER.
� Insertar una nueva conexión mediante INSERT/NEW CONNECTION, aquí se
escoge el tipo de conexión, en este caso S7 CONNECTION.
� Ingresar la IP del PLC en la sección PARTNER.
� Guardar
� Finalmente compilar el proyecto.
3.5.3.5 Lectura de variables del PLC mediante OPC SCOUT
Con el objeto de acceder a las variables del PLC, se configura el servidor OPC a
través de OPC SCOUT.
Pasos a seguir:
� Crear un proyecto
� En la pestaña OPC SIMATIC NET/S7/S7 CONNECTION/OBJECTS, añadir las
variables que se desea estén disponibles para los clientes OPC. En este caso
el Distribuited System Manager de LabVIEW.
En la figura 3.57 se ve la ventana del OPC Scout.

122
Figura 3.57 Creación de variables OPC
Esto finaliza el proceso de configuración del computador y del servidor OPC.
A continuación, resta la lectura de las variables del OPC Server en LabVIEW.

123
3.5.3.6 Configuración de variables en LabVIEW
Los pasos a seguir para acceder a las variables del PLC son:
� Crear un I/O SERVER dentro del proyecto y seleccionar OPC CLIENT. Figura
3.58.
Figura 3.58 Creación de un I/O SERVER
� Escoger SIMATIC NET OPC.
� Una vez creado el I/O SERVER, agregar las variables. Para esto dar click
derecho en I/O SERVER y seleccionar CREATE BOUND VARIABLES.
� Elegir las deseadas y aceptar.
Todas las variables creadas están disponibles para su uso en el código de la
interfaz.

124
3.5.4 CONFIGURACIÓN PLC-INDICADORES DE PESO
Se utiliza cable UTP categoría cinco con conectores DB9 para la red entre el PLC y
los indicadores de peso.
La comunicación se maneja a través del sistema de bus de transmisión multipunto
diferencial RS-485, con el protocolo Modbus RTU. Este sistema permite transmisión
en longitudes de hasta 1200 metros. En esta aplicación la distancia es de
aproximadamente 3 metros que se encuentra en lo permitido.
3.5.4.1 Configuración en el software TIA PORTAL
El PLC S7-1200 permite la comunicación a través del protocolo Modbus cuando se
usa el módulo de comunicación CM 1241 RS485.
Los siguientes pasos guían en la configuración del protocolo a través del software
TIA PORTAL.
� En instrucciones/comunicación/Procesador de comunicación seleccionar
Modbus.
� Escoger el bloque MB_COMM_LOAD, que permite configurar el protocolo de
comunicación.
Este bloque debe ejecutarse para configurar un puerto antes de que las siguientes
instrucciones puedan comunicarse con ese puerto. Aquí se especifican: velocidad de
transmisión, paridad, puerto, entre otros.
� Seleccionar MB_MASTER, en el que se especifica la dirección del dato
solicitado y longitud.

125
En el presente proyecto el PLC es el maestro y los indicadores de peso son los
esclavos.
3.5.4.2 Configuración en indicadores de peso JOLLYW100
En los indicadores de peso el protocolo de comunicación MODBUS-RTU permite
controlar la lectura y escritura de los registros seleccionados.
A continuación se detallan los pasos a seguir para configurar los indicadores en
comunicación Modbus.
� Presionar a la vez los botones “menu” y “esc” en el indicador de peso
� Desplazarse en el menú, con las flechas
� Seleccionar serial
� Escoger RS485
� Elegir Modbus
En esta parte se debe dar una dirección para cada esclavo, especificar velocidad de
transmisión, paridad, entre otros.
3.6 GUÍA DE OPERACIÓN DE LA INTERFAZ
3.6.1 INTERFAZ DEL ÁREA DE VENTAS
En seguida se dan las pautas para manejar la interfaz del área de ventas.
3.6.1.1 Ingresar autorización
� Seleccionar “nueva” del panel principal de la interfaz
� Llenar los campos con información del cliente y hormigón requerido
126
� Click en confirmar
De este modo, se generan las autorizaciones que son procesadas en la interfaz de
producción
3.6.1.2 Ver autorización
Las autorizaciones que se despliegan son las existentes en la base de datos. Para
escoger una se siguen estos pasos:
� Seleccionar “ver” del panel principal de la interfaz
� Especificar fecha en que fue creada la autorización
� Escoger el número de la misma
3.6.1.3 Eliminar o modificar una autorización
Para eliminar una autorización se siguen estos pasos:
� Seleccionar “eliminar” del panel principal de la interfaz
� Especificar fecha en que fue creada la autorización
� Escoger el número de la misma
� Click en eliminar
Si no aparece la autorización que desea eliminar, probablemente es porque ya fue
procesada.
Para modificar una autorización se sugiere realizar lo siguiente:
� Seleccionar “modificar” del panel principal de la interfaz
� Especificar fecha en que fue creada la autorización
� Escoger el número de la misma

127
� Modificar el valor de metros cúbicos de la autorización
� Click en modificar
Si no aparece la autorización que desea modificar, probablemente es porque ya fue
finalizada.
3.6.2 INTERFAZ DEL ÁREA DE PRODUCCIÓN
En seguida se dan las pautas para manejar la interfaz del área de producción.
3.6.2.1 Procesar una autorización
Para procesar una autorización se siguen los pasos a continuación descritos:
� Seleccionar “producción” de las pestañas del panel principal de la interfaz
� Escoger autorizaciones
� Especificar fecha de creación
� Elegir el número de la misma
� Click en seleccionar
� Escoger chofer, mixer y metros cúbicos del batch
� Click en confirmar
Los campos presentes en el panel principal indican la información seleccionada
3.6.2.2 Iniciar batch
Después de procesar una autorización, aparece el botón “iniciar batch”, a través de
este es posible empezar el proceso automatizado.
Una autorización se puede volver a procesar hasta antes de iniciar batch.

128
CAPÍTULO IV
PRUEBAS Y RESULTADOS
4.1 INTRODUCCIÓN
Finalizados todos los trabajos, esto es, mecánicos de la planta que incluye remplazo
y mantenimiento de equipos, eléctricos como: cableado de equipos, instalación del
tablero de control, instalación de indicadores de peso, montaje de sensor de flujo,
entre otros, se cuenta con la planta lista para operar en modo manual y automático.
Para verificar la eficacia del sistema implementado con este proyecto, se describen
los pasos del sistema actual comparándolo a la par con la operación anterior.
Se ejecutan pruebas de pesaje y control de la calidad del hormigón producido.
Se sugiere manuales de operación y mantenimiento para el tablero eléctrico de
control implementado.
4.2 OPERACIÓN DE LA PLANTA ANTES Y DESPUÉS DE LA
IMPLEMENTACIÓN DEL PROYECTO
Antes, la operación de la planta era manual, esto es, mediante un tablero eléctrico y
palancas neumáticas. Los operadores interactuaban con los indicadores de peso y
balanza de aguja mientras se ejecutaba una descarga.
No se disponía de vibradores en las balanzas, los operadores debían evacuar el
material pegado o atascado en las paredes de las tolvas mediante golpes externos.

129
4.2.1 CAMBIOS REALIZADOS
Mezclalista efectuó algunos cambios en su planta especialmente en las áreas: civil,
mecánica, eléctrica, electrónica, entre otros.
Un cambio importante fue la construcción de un nuevo cuarto de control, debido a
que el anterior tenía muy poca visibilidad por estar lejos del proceso. El control de la
planta lo realizaban dos operadores; uno en el cuarto de mando activando los
actuadores mediante el tablero eléctrico y el otro en campo indicando que se
ejecuten dichas acciones.
Con el nuevo cuarto de control, ubicado en un lugar estratégico, el operador tiene la
oportunidad de observar el proceso mientras ejecuta las acciones, de este modo se
puede aportar precisión en el proceso.
Todos estos cambios apuntan de manera importante a la automatización de la planta
de producción del hormigón, sin embargo, los resultados del presente proyecto se
limitan al alcance planteado.
4.2.1.1 Tablero eléctrico
Figura 4.1 Tablero antiguo (izquierda) vs tablero nuevo (derecha)

130
El tablero de control eléctrico y sus componentes fueron remplazados totalmente,
figura 4.1.
Se disponía de pulsadores y selectores que no cumplían ninguna función, además,
sus componentes requerían un remplazo.
4.2.1.2 Cambios en la parte neumática
El control de las compuertas se realizaba mediante palancas, por lo que el sistema
era lento y manual.
Se cambió toda la instalación neumática, remplazando las palancas ubicadas en el
cuarto de control por electroválvulas montadas en campo, observándose los
siguientes beneficios.
• Mayor rapidez en el accionamiento, en vista de que una señal eléctrica viaja
más rápido que una neumática.
• Se Incluyó en el tablero el control de la parte neumática, ya no por separado
como se lo hacía antes.
• Supervisar el control neumático mediante la implementación de la interfaz.
4.2.1.3 Cambios en la parte eléctrica
Se remodeló todo el cableado eléctrico porque existían cables que estaban sin
conexión funcional y se encontraban en mal estado.
El cableado de los elementos es conducido por tuberías hacia el cuarto de control e
ingresen al tablero eléctrico por la parte inferior del mismo. De este modo se evita el
ingreso de polvo al tablero.

131
4.2.1.4 Cambio en el control de la cantidad de agua descargada
Antes de la implementación del proyecto, el agua reciclada en la parte inferior de la
planta subía mediante una bomba hasta un depósito ubicado en la parte superior,
donde se pesaba el total del agua y sólo lo necesario se evacuaba realizando una
resta del peso total.
Este método de control de la cantidad de agua descargada fue remplazado al instalar
un sensor en la tubería que contabiliza los litros que circulan por la misma hacia el
mixer.
4.2.1.5 Nuevos elementos incorporados y resumen de cambios realizados
En la tabla 4.1, se describen algunos cambios realizados en la planta.
ELEMENTOS CAMBIO REALIZADO
Balanza de
cemento
Se aumentó la capacidad adicionando dos anillos en la parte
superior y se dio mantenimiento.
Indicadores de
peso
Fueron remplazados por unos modernos con comunicación
Modbus.
Tolvas de
agregados
Remplazo de todas las tolvas de agregados por nuevas de
mayor capacidad y mejor calidad.
Balanza de
agregados
Remplazo de la balanza de agregados antigua por una conjunta
para todos los agregados.
Cisterna de agua Se remplazó la cisterna antigua por su deterioro incorporando
una nueva bomba de agua en la salida de ésta.
Tablero eléctrico Se remplazo el tablero antiguo por uno nuevo.
Tabla 4.1 Cambios realizados en la planta de producción

132
La planta tenía algunas deficiencias solventadas al implementar los elementos
faltantes. A continuación se detallan los elementos implementados:
• Sensor de flujo de rueda de paletas
• Unidades de mantenimiento
• Banda de transporte horizontal
• Tornillo sinfín
• Vibrador eléctrico
• Sopladores neumáticos
4.2.2 IMPLEMENTACIÓN DEL SISTEMA AUTOMATIZADO DE CONTROL
PARA LA PLANTA DE PRODUCCIÓN DEL HORMIGÓN
Se implementa una lógica de control anteriormente descrita, para la ejecución
automatizada de las acciones requeridas en la dosificación de la materia prima.
El operador procesa la autorización, inicia el batch y supervisa las acciones que se
están ejecutando en campo por medio de la interfaz de producción implementada.
Al finalizar un batch, se genera una guía de entrega, que contiene información de la
materia prima utilizada, que es posible ver desde ambas interfaces.
4.3 PUESTA EN MARCHA
4.3.1 CARGAR EL PROGRAMA EN EL PLC
El programa desarrollado en el software TIA Portal se compila, verifica la ausencia de
errores y está listo para cargarlo en el PLC.
Es necesario conectar el cable para establecer la comunicación entre el PLC y la PC.
133
Comprobar que el PLC este encendido y el cable instalado.
En el software TIA Portal ir a carga avanzada de dispositivos como se explicó en la
programación del PLC numeral 2.3.1.2 y cargar el programa.
4.3.2 INSTALACIÓN DEL CABLE PARA LA COMUNICACIÓN PC -PLC
Se utiliza el cable S-FTP CAT 7 en configuración punto a punto, a través del cual se
permite el enlace de comunicación para el intercambio de datos a ser mostrados en
la interfaz.
El cable posee conectores RJ45 tipo macho en sus dos extremos, se conecta en la
PC y en el PLC
4.3.3 VERIFICACIÓN DEL FUNCIONAMIENTO
El sistema de control implementado permite el funcionamiento de la planta de tres
maneras: manual, automático y remoto.
Al escoger el modo manual se utilizan los pulsadores y selectores para controlar el
proceso de producción del hormigón. Este modo de funcionamiento es restringido y
limita las cantidades de la materia prima que se debe dosificar de acuerdo a la
fórmula seleccionada. En este modo de trabajo el PLC controla la habilitación de los
pulsadores y selectores en las etapas del proceso
En el modo de funcionamiento automático, el operador escoge la autorización que
desea procesar, inicia batch y todo el proceso es automatizado. La interfaz muestra
las etapas que se están ejecutando.
El modo de funcionamiento remoto se lo aplica en casos de emergencia y permite un
control totalmente manual sin ninguna restricción durante todo el proceso.
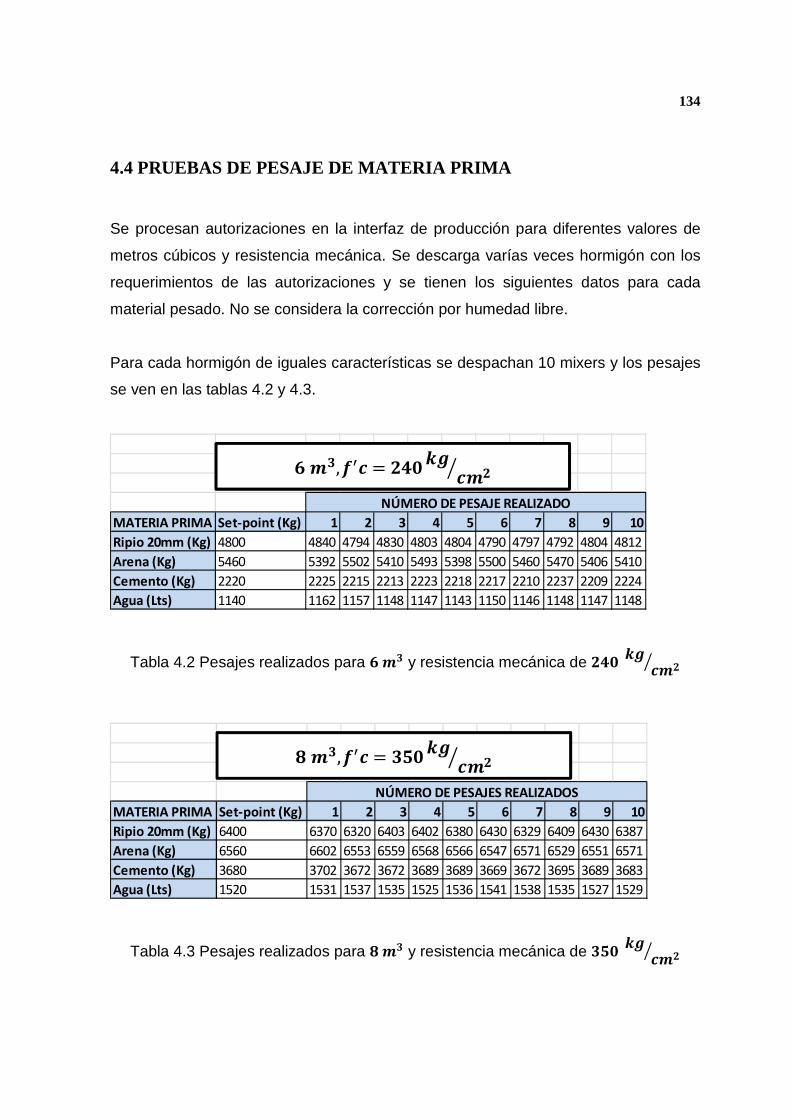
134
4.4 PRUEBAS DE PESAJE DE MATERIA PRIMA
Se procesan autorizaciones en la interfaz de producción para diferentes valores de
metros cúbicos y resistencia mecánica. Se descarga varías veces hormigón con los
requerimientos de las autorizaciones y se tienen los siguientes datos para cada
material pesado. No se considera la corrección por humedad libre.
Para cada hormigón de iguales características se despachan 10 mixers y los pesajes
se ven en las tablas 4.2 y 4.3.
Tabla 4.2 Pesajes realizados para / � y resistencia mecánica de ��! ���0
Tabla 4.3 Pesajes realizados para $ � y resistencia mecánica de �#! ���0
MATERIA PRIMA Set-point (Kg) 1 2 3 4 5 6 7 8 9 10
Ripio 20mm (Kg) 4800 4840 4794 4830 4803 4804 4790 4797 4792 4804 4812
Arena (Kg) 5460 5392 5502 5410 5493 5398 5500 5460 5470 5406 5410
Cemento (Kg) 2220 2225 2215 2213 2223 2218 2217 2210 2237 2209 2224
Agua (Lts) 1140 1162 1157 1148 1147 1143 1150 1146 1148 1147 1148
NÚMERO DE PESAJE REALIZADO
/ �, 23 � ��! ���0
MATERIA PRIMA Set-point (Kg) 1 2 3 4 5 6 7 8 9 10
Ripio 20mm (Kg) 6400 6370 6320 6403 6402 6380 6430 6329 6409 6430 6387
Arena (Kg) 6560 6602 6553 6559 6568 6566 6547 6571 6529 6551 6571
Cemento (Kg) 3680 3702 3672 3672 3689 3689 3669 3672 3695 3689 3683
Agua (Lts) 1520 1531 1537 1535 1525 1536 1541 1538 1535 1527 1529
NÚMERO DE PESAJES REALIZADOS
$ �,23 � �#! ���0

135
4.4.1 ANÁLISIS DE RESULTADOS
El pesaje de materia prima se hace en las básculas de cemento y agregados. Estas
balanzas son calibradas por la empresa Balanzmatic que cuenta con pesas patrones
certificadas por el INEN. Precisamente a las balanzas instaladas se toma como
patrón para el análisis de resultados de este proyecto.
� / � de hormigón cuya resistencia mecánica de ��! ���0
El análisis del pesaje del hormigón se lo realiza por componentes: arena, ripio,
cemento y agua.
• Ripio 20mm
Tabla 4.4 Resultados para ripio 20mm
Set point 4800,00
Máximo pemitido (+2%) 4896,00
Mínimo permitido (-2%) 4704,00
Valor medio 4806,60
Error máximo (%) 0,83
Error mínimo (%) 0,06
Error medio (%) 0,14
Número de pesaje Peso medido
1 4840
2 4794
3 4830
4 4803
5 4804
6 4790
7 4797
8 4792
9 4804
10 4812
Varianza 245,84
RIPIO 20mm (Kg)
PESAJES REALIZADOS
4650
4700
4750
4800
4850
4900
4950
0 2 4 6 8 10 12
Pe
so (
Kg)
Número de muestras
RIPIO 20mm
Pesos medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

136
Los resultados obtenidos son satisfactorios, el error máximo es 0,83%, el mínimo es
0,06% y el promedio es 0,14%, se encuentran en el rango permitido por las normas a
las cuales se rige Mezclalista, que permite un error de - 2%. Tabla 4.4.
• Arena
El pesaje de la arena nos da los siguientes resultados, error máximo de 1,25%,
mínimo de 0,00% y promedio 0,29%, se encuentran en el rango permitido por las
normas a las cuales se rige Mezclalista, que permite un error de - 2%. Tabla 4.5.
Tabla 4.5 Resultados para arena
• Cemento
Los resultados obtenidos para el pesaje del cemento son: error máximo igual a
0,77%, mínimo igual a 0,09% y promedio igual a 0,04%, se encuentran en el rango
Set point 5460,00
Máximo pemitido (+2%) 5569,20
Mínimo permitido (-2%) 5350,80
Valor medio 5444,10
Error máximo (%) 1,25
Error mínimo (%) 0,00
Error medio (%) 0,29
Número de pesaje Peso medido
1 5392
2 5502
3 5410
4 5493
5 5398
6 5500
7 5460
8 5470
9 5406
10 5410
Varianza 1840,89
ARENA (Kg)
PESAJES REALIZADOS
5300
5350
5400
5450
5500
5550
5600
0 2 4 6 8 10 12
Pe
so (
Kg)
Número de muestras
ARENA
Pesos medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

137
permitido por las normas a las cuales se rige Mezclalista, que permite un error de -
2%. Tabla 4.6.
Tabla 4.6 Resultados para cemento
• Agua
La cantidad de agua medida para cada descarga deja los siguientes resultados: error
máximo igual a 1,93%, mínimo igual a 0,26% y promedio igual a 0,84%, se
encuentran en el rango permitido por las normas a las cuales se rige Mezclalista, que
permite un error de - 2%.
Observar que la media está por encima del set point, esto refleja la perturbación de la
tubería horizontal, por eso todos los puntos se encuentran sobre el valor deseado.
Lo dicho se ve en la tabla 4.7, que muestra los resultados para las medidas tomadas
del agua descargada.
Set point 2220,00
Máximo pemitido (+2%) 2264,40
Mínimo permitido (-2%) 2175,60
Valor medio 2219,10
Error máximo (%) 0,77
Error mínimo (%) 0,09
Error medio (%) 0,04
Número de pesaje Peso medido
1 2225
2 2215
3 2213
4 2223
5 2218
6 2217
7 2210
8 2237
9 2209
10 2224
Varianza 63,89
CEMENTO (Kg)
PESAJES REALIZADOS
2170
2180
2190
2200
2210
2220
2230
2240
2250
2260
2270
0 2 4 6 8 10 12
Pe
so (
Kg)
Número de muestras
CEMENTO
Pesos medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

138
Tabla 4.7 Resultados para agua
� $ � de hormigón cuya resistencia mecánica de �#! ���0
El análisis del pesaje del hormigón para este caso se realiza por componentes:
arena, ripio, cemento y agua.
Igual al caso anterior se presentan los resultados como: error máximo, error mínimo,
error promedio y se observa en su gráfica los valores permitidos y puntos que llega la
medición.
• Ripio 20mm
Los resultados para ripio 20mm: error máximo igual a 1,25%, mínimo igual a 0,03% y
promedio igual a 0,22%, se encuentran en el rango permitido de - 2%. Tabla 4.8
Set point 1140,00
Máximo pemitido (+2%) 1162,80
Mínimo permitido (-2%) 1117,20
Valor medio 1149,60
Error máximo (%) 1,93
Error mínimo (%) 0,26
Error medio (%) 0,84
Número de medida Litros medidos
1 1162
2 1157
3 1148
4 1147
5 1143
6 1150
7 1146
8 1148
9 1147
10 1148
Varianza 28,64
AGUA (Lts)
MEDIDAS REALIZADAS
1110
1120
1130
1140
1150
1160
1170
0 2 4 6 8 10 12
Agu
a (L
ts)
Número de muestras
AGUA
Litros medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

139
Tabla 4.8 Resultados para ripio 20mm
• Arena
Tabla 4.9 Resultados para arena
Set point 6400,00
Máximo pemitido (+2%) 6528,00
Mínimo permitido (-2%) 6272,00
Valor medio 6386,00
Error máximo (%) 1,25
Error mínimo (%) 0,03
Error medio (%) 0,22
Número de pesaje Peso medido
1 6370
2 6320
3 6403
4 6402
5 6380
6 6430
7 6329
8 6409
9 6430
10 6387
Varianza 1284,4
RIPIO 20mm (Kg)
PESAJES REALIZADOS
6250
6300
6350
6400
6450
6500
6550
0 2 4 6 8 10 12
Pe
so (
Kg)
Número de muestras
RIPIO 20mm
Pesos medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida
Set point 6560,00
Máximo pemitido (+2%) 6691,20
Mínimo permitido (-2%) 6428,80
Valor medio 6561,70
Error máximo (%) 0,64
Error mínimo (%) 0,02
Error medio (%) 0,03
Número de pesaje Peso medido
1 6602
2 6553
3 6559
4 6568
5 6566
6 6547
7 6571
8 6529
9 6551
10 6571
Varianza 333,81
PESAJES REALIZADOS
ARENA (Kg)
6400
6450
6500
6550
6600
6650
6700
6750
0 2 4 6 8 10 12
Pe
so (
Kg)
Número de muestras
ARENA
Pesos medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

140
Los resultados para arena: error máximo igual a 0,64%, mínimo igual a 0,02% y
promedio igual a 0,03%, se encuentran en el rango permitido de - 2%. Tabla 4.9
• Cemento
Tabla 4.10 Resultados para cemento
Los resultados para cemento: error máximo igual a 0,60%, mínimo igual a 0,08% y
promedio igual a 0,09%, se encuentran en el rango permitido de - 2%. Tabla 4.10.
• Agua
Los resultados para la descarga de agua son: error máximo igual a 1,38%, mínimo
igual a 0,33% y promedio igual a 0,88%, se encuentran en el rango permitido de -
2%. Tabla 4.11
Set point 3680,00
Máximo pemitido (+2%) 3753,60
Mínimo permitido (-2%) 3606,40
Valor medio 3683,20
Error máximo (%) 0,60
Error mínimo (%) 0,08
Error medio (%) 0,09
Número de pesaje Peso medido
1 3702
2 3672
3 3672
4 3689
5 3689
6 3669
7 3672
8 3695
9 3689
10 3683
Varianza 117,16
PESAJES REALIZADOS
CEMENTO (Kg)
3580
3600
3620
3640
3660
3680
3700
3720
3740
3760
3780
0 2 4 6 8 10 12
Pe
so (
Kg)
Número de muestras
CEMENTO
Pesos medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

141
Tabla 4.11 Resultados para agua
La variabilidad de los datos es bastante grande, debido a que en el programa se
permite un error de hasta un 2% en el cual se desactivan los actuadores sin
acercarse al valor real.
Los errores son mínimos y se consideran resultados satisfactorios.
4.5 PRUEBAS DE DESPACHO DEL HORMIGÓN
Cada vez que se realiza un despacho, se toma una muestra de la mezcla y se lleva
al laboratorio, donde se realiza un control de calidad de la misma. Las pruebas que
se realizan al hormigón verifican sus propiedades.
Se coloca la muestra en un cono de Abrams, para determinar que tan duro y
consistente es la mezcla antes de curar.
Set point 1520,00
Máximo pemitido (+2%) 1550,40
Mínimo permitido (-2%) 1489,60
Valor medio 1533,40
Error máximo (%) 1,38
Error mínimo (%) 0,33
Error medio (%) 0,88
Número de medida Litros medidos
1 1531
2 1537
3 1535
4 1525
5 1536
6 1541
7 1538
8 1535
9 1527
10 1529
Varianza 24,04
MEDIDAS REALIZADAS
AGUA (Lts)
1480
1490
1500
1510
1520
1530
1540
1550
1560
0 2 4 6 8 10 12
Agu
a (L
ts)
Número de muestras
AGUA
Litros medidos
Set point
Máximo permitido
Mínimo permitido
Máximo medido
Mínimo medido
Media medida

142
Posteriormente, se ubica en un molde y se deja reposar por 28 días, para luego
aplicar la prueba de resistencia mecánica. Este ensayo se lo hace en una prensa
hidráulica que determina el valor de la resistencia de la muestra tomada.
4.6 MANUAL DE OPERACIÓN
4.6.1 OPERACIÓN MANUAL
Para que el sistema trabaje en modo manual, se debe seguir los pasos a
continuación descritos:
� Verificar que no esté en proceso ninguna autorización.
� Colocar el selector en modo manual en el tablero.
� Procesar una autorización.
� Cargar la materia prima en sus balanzas presionando los botones
correspondientes hasta cuando el sistema detenga los pesajes.
� Encender los motores de las bandas transportadoras y la bomba de agua.
� Abrir la compuerta de cemento para descargar el material.
� Mantener los botones pulsados hasta que el sistema los deshabilite.
� Repita el procedimiento antes descrito, si no se ha desplegado la ventana de
batch finalizado en la PC.
� Al finalizar se despliega la ventana de batch finalizado.
� Dar click en imprimir guía de entrega o salir
4.6.2 OPERACIÓN AUTOMÁTICA
Pasos a seguir para operar en modo automático:
� Verificar que no esté en proceso ninguna autorización.
� Colocar el selector en modo automático en el tablero.

143
� Procesar una autorización.
� Dar click en el botón iniciar batch en la interfaz.
� Supervisar el estado del proceso mediante la interfaz.
� Al finalizar se despliega la ventana de batch finalizado.
� Dar click en imprimir guía de entrega o salir.
Es posible cambiar de modo manual a automático o viceversa en cualquier instante
del proceso.
Los pasos que se deben seguir al realizar estos cambios son los mismos antes
descritos.
4.6.3 OPERACIÓN REMOTA
Este modo de operación de la planta no es el más común. Se lo debe aplicar solo
cuando se presenten los siguientes casos: piedras atascadas, cemento pegado,
obstrucción en la tubería de agua, entre otros. Además es recomendable realizar un
mantenimiento correctivo si alguna de las situaciones descritas se presenta.
Para que el sistema trabaje en modo remoto se debe realizar el siguiente paso:
� Seleccionar descarga de materiales en la interfaz.
Se tiene total acceso de pulsadores y selectores.
4.7 MANUAL DE MANTENIMIENTO DEL TABLERO ELÉCTRICO
Debido a que los aparatos de mando instalados en el tablero eléctrico, tienen
diferentes tiempos de vida es necesario inspeccionarlos de manera regular, a fin de
poder remplazar las piezas defectuosas y hacer las reparaciones respectivas.

144
Los contactores utilizados son de categoría AC-3 aplicados para motores asíncronos
o de inducción y su tiempo de vida está definido por el número de conmutaciones de
sus contactos principales. Se sabe que un contactor de este tipo posee un tiempo de
vida de 250.000 arranques y paradas.
Los interruptores magnetotérmicos y relés térmicos de sobrecarga, protecciones del
motor, tienen un tiempo de vida remanente que depende de varios factores: número
de ciclos operativos, sobretensiones, arranques/paradas, entre otros.
El tiempo de vida de los elementos de control es superior a los de fuerza, se sabe
que el PLC S7-1200 tiene un tiempo de vida superior a 100.000 horas de
funcionamiento que representa aproximadamente 11 años de trabajo continuo.
A continuación se sugiere un control de mantenimiento preventivo de los
componentes del tablero eléctrico a nivel mensual, semestral y anual.
4.7.1 RECOMENDACIONES Y CUIDADOS
Para la ejecución de cada mantenimiento se sugiere:
� Desactivar todos los interruptores magnetotérmicos, sean estos: trifásicos,
monofásicos y de distribución.
� Desconectar el cable que establece la comunicación PC-PLC.
� Comprobar con un multímetro que no haya alimentación en las barras del
repartidor modular.
En los trabajos que requiere alimentar el tablero se recomienda activar uno a uno los
interruptores magnetotérmicos y volver a desactivarlos.
Cada mantenimiento registrar y adjuntar al plano del tablero eléctrico con la fecha y
nombre de la persona que realiza.

145
Después de realizar los trabajos sugeridos, se ejecutan los siguientes pasos para
volver a poner en marcha el sistema:
� Comprobar de manera visual que ningún cable este suelto, de ser posible
examinar mediante el uso de un multímetro el cableado del tablero.
� Verificar que los interruptores de mando y control estén desactivados.
� Activar el interruptor de distribución.
� Probar voltajes de alimentación en las barras del repartidor modular.
� Medir voltajes en las salidas de cada contactor y relé activando los mismos
de manera manual. El voltaje esperado es de 220V en el sistema trifásico y
110V en el sistema monofásico.
� Activar los interruptores de la fuente y PLC.
� Activar pulsadores y selectores uno a uno e ir midiendo voltajes en los
contactores y relés.
� Conectar el cable que establece la comunicación PC-PLC.
� Evidenciar el funcionamiento de la interfaz activando cualquier selector o
pulsador.
� Activar los interruptores de mando y control.
Tomar en cuenta que el programa del PLC esté actualizado, ya que éste es el
encargado de habilitar o no los respectivos elementos en el tablero eléctrico.
Una vez probado el funcionamiento del tablero sin carga y haber comprobado que la
circuitería se encuentre correctamente conectada, se procede a conectar el PLC con
la PC. Observar en la interfaz que exista comunicación entre los indicadores de peso
y cuentalitros. Seguir los pasos del literal 4.3.
4.7.2 MANTENIMIENTO MENSUAL
En seguida se presenta un control de mantenimiento mensual para los componentes
del tablero eléctrico

146
CONTROL DE MANTENIMIENTO MENSUAL DE COMPONENTES DEL TABLERO
ELÉCTRICO
INSPECCIÓN TRABAJOS A EJECUTAR
Tablero eléctrico Limpiar acumulación de polvo, suciedad o
sustancias pegajosas.
Contactores, interruptores
magnetotérmicos, relés de
sobrecarga, equipos de control
y señalización.
Limpiar acumulación de polvo, suciedad o
sustancias pegajosas.
Verificar:
Separación entre contactos de tornillos superiores
e inferiores de cada elemento de mando.
Conexiones flojas.
Cableado de control y fuerza Remover las tapas de las canaletas y observar que
no haya cables flameados
Actuadores de la planta:
motores y electroválvulas.
Reportar voltaje y corriente en actuadores en
campo.
4.7.3 MANTENIMIENTO SEMESTRAL
A continuación se detalla un manual de mantenimiento semestral.
CONTROL DE MANTENIMIENTO SEMESTRAL DE COMPONENTES D EL
TABLERO ELÉCTRICO
INSPECCIÓN TRABAJOS A EJECUTAR
Tablero eléctrico Limpiar acumulación de polvo, suciedad o sustancias
pegajosas
Contactores, interruptores
magnetotérmicos, relés de
sobrecarga, equipos de
control y señalización.
Reportar:
Voltajes, corrientes en cada elemento de mando e
interruptores de control.
Verificar:
Recalentamiento de elementos, se nota por la

147
descoloración de partes metálicas, aislamiento
quemado u olor.
Conexiones flojas, de ser posible reajustar tornillos.
Enclavamiento de contactos, activándolos a través de
selectores y pulsadores.
Interruptor magnetotérmico
de distribución
Verificar conexiones flojas, desconectar la alimentación
del área y reajustar
Cableado de control y
fuerza
Remover las tapas de las canaletas y observar que no
haya cables flameados.
Reportar el estado de los recubrimientos
Actuadores de la planta:
motores y electroválvulas.
Reportar voltaje y corriente en actuadores en campo.
Verificar:
Recalentamiento de contactos
4.7.4 MANTENIMIENTO ANUAL
Este manual de mantenimiento se recomienda hacerlo cada año
CONTROL DE MANTENIMIENTO ANUAL DE COMPONENTES DEL T ABLERO
ELÉCTRICO
INSPECCIÓN TRABAJOS A EJECUTAR
Tablero eléctrico Limpiar acumulación de polvo, suciedad o
sustancias pegajosas
Contactores, interruptores
magnetotérmicos, relés de
sobrecarga, equipos de control y
señalización.
Reportar: voltajes, corrientes en cada elemento
de mando e interruptores de control.
Desconectar contactores y realizar limpieza de
contactos principales y auxiliares, lijar con lija
muy fina y limpia contactos haciendo
movimientos en ocho, nunca limar.
Revisar espira de sombra, de ser el caso

148
remplazar.
Limpiar las superficies polares, comprobar que
los muelles estén correctamente.
Rectificar las superficies polares conservando
la distancia con el entrehierro.
Verificar corriente de funcionamiento de relés
de sobrecarga
Interruptor magnetotérmico de
distribución
Verificar ruido excesivo en los electroimanes de
corriente alterna
Cableado de control y fuerza Remover las tapas de las canaletas y observar
que no haya cables flameados.
Reportar el estado de los recubrimientos
Actuadores de la planta: motores y
electroválvulas.
Reportar voltaje y corriente en actuadores en
campo de ser posible realizar mantenimiento

149
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 CONCLUSIONES
• Se logró implementar un sistema automático de control para el proceso de
fabricación de hormigón, excluyendo a la dosificación de aditivos ya que esta
parte no cuenta con los actuadores adecuados.
• Tras la realización de este proyecto, se tiene una mejor concepción de las
necesidades presentes en las industrias de nuestro país, la falta de nueva
tecnología que mejore los procesos de producción es grande y hay mucho
campo de acción para jóvenes profesionales.
• Los conocimientos impartidos en la universidad se encuentran bastante
cercanos a la realidad industrial y la información recibida es de gran ayuda en
la implementación de sistemas automatizados.
• En la industria de la construcción existen varios procesos, en los cuales se
pueden aplicar conocimientos de control industrial, instrumentación y control
de procesos industriales.
• Para un correcta automatización es indispensable conocer muy bien todas las
características del proceso a controlar, además de la maquinaria empleada
para tal fin.

150
5.2 RECOMENDACIONES
• En el desarrollo de este tipo de proyectos es necesario la coordinación entre
los equipos encargados de otras partes de la automatización como por
ejemplo: mantenimiento, cableado, administración y personal en general para
coincidir en las metas que se quieren alcanzar.
• Se puede reconocer una falta de sistemas automatizados en la industria de la
construcción, es recomendable que la tecnología forme parte de sus procesos,
con la finalidad de mejorar sus productos.
• En el caso de una planta de producción de hormigón es recomendable
incorporar más instrumentación para mejorar sus sistemas de control de la
línea de producción, por ejemplo, se deberían añadir sensores de nivel en los
dispositivos de almacenamiento de material y agua para llevar un correcto
monitoreo de la materia prima disponible para la producción.
• En el diseño de una interfaz HMI, es necesario considerar todas las
sugerencias de quien será el operador del sistema, ya que es crucial que esta
persona entienda totalmente el funcionamiento de este programa.
• Es recomendable que en la planta se incorporen dispositivos acumuladores de
polvo, para evitar la contaminación de los alrededores.

151
GLOSARIO DE TÉRMINOS
Conglomerado Rocas sedimentarias formadas por elementos reunidos entre sí por un
cemento silíceo, ferruginoso o calizo.
Conglomerar Unir fragmentos de una o varias sustancias con un conglomerante, con tal
coherencia que resulte una masa compacta.
Consistencia Duración, estabilidad, solidez, coherencia entre las partículas de una
masa.
Densidad Relación entre la masa y el volumen de un cuerpo.
Durabilidad Calidad de durable.
Elasticidad Propiedad que tiene los cuerpos en virtud de la cual recobran su existencia
y forma primitivas cuando cesa la acción de la fuerza que los deforma,
siempre que ésta no exceda de determinado limite.
Expansión Acción y efecto de extenderse o dilatarse.
Finura Delicadeza, urbanidad.
Fluidez Propiedad que tiene los cuerpos gaseosos y líquidos de adaptarse a los
recipientes que los contienen y también la de deslizarse, por la movilidad
de sus moléculas.
Fraguado Proceso de endurecimiento.
Granulometría Parte de la petrografía que trata de la medida del tamaño de las partículas,
granos y rocas de los suelos.
Grava Piedra machacada con que se cubre y allana el piso de los caminos.
Manejabilidad Trabajabilidad.
Mortero Conglomerado o masa constituida por arena, conglomerante y agua;
puede contener además algún aditivo.
Retracción Es la disminución del volumen del hormigón durante el proceso de
fraguado del mismo, se produce por pérdida del agua.
Segregar Separar o apartar una cosa de otra.
Tenacidad Que se opone con resistencia a deformarse o romperse.
Trabajabilidad Capacidad que tiene el hormigón para ser colocado y compactado
apropiadamente sin que se produzca ningún tipo de segregación.

152
REFERENCIA BIBLIOGRÁFICA
Libros y manuales
• SIEMENS; How can you establish a connection between an S7-1200 PLC and
SIMATIC NET OPC; 39960679; Versión 1.0; 2010.
• SIEMENS; Simatic S7 Controlador programable S7-1200 Manual del sistema;
A5E02486683; Versión 2.0; 2009.
• SCHNEIDER ELECTRIC; Manual electrotécnico; 1999
• JOLLYW100; Manual de instalación y uso; EN55022; Versión 1.0; 2004
• GOMEZ, J.; Tecnología y propiedades; 2° Edición; Editorial Aso creto S.A.;
Bogota, 1997.
• NEVILLE, A.; Tecnología del concreto; 1° Edición; Instituto Méxi cano del
cemento y del concreto A.C.; Mexico D.F.; 1996
• FERNANDEZ, M.; Hormigón; Colegio de ICPP; 2011
Direcciones electrónicas
• ROMO PROAÑO Marcelo; Temas de hormigón armado;
http://publiespe.espe.edu.ec/librosvirtuales/hormigon/temas-de-hormigon-
armado/hormigon01.pdf
• WIKIPEDIA, Enciclopedia on line, http://es.wikipedia.org/wiki/Arena
• WIKIPEDIA, Enciclopedia on line, http://es.wikipedia.org/wiki/Conglomerante

153
ÍNDICE DE FIGURAS
Figura 1.1 Estructura interna del hormigón……………………………………………… 9
Figura 1.2 Layout de la empresa Mezclalista S.A………………………………………. 13
Figura 1.3 Etapas de la línea de producción del hormigón…………………………….. 14
Figura 1.4 Tolva de agregados……………………………………………………………. 16
Figura 1.5 Silos de almacenamiento de cemento………………………………………. 17
Figura 1.6 Balanza de agregados………………………………………………………… 18
Figura 1.7 Balanza de cemento…………………………………………………………… 19
Figura 1.8 Banda de transporte de agregados………………………………………….. 20
Figura 1.9 Tornillo sinfín…………………………………………………………………… 21
Figura 1.10 Cisterna de agua……………………………………………………………….. 22
Figura 2.1 Diagrama funcional de la planta……………………………………………… 29
Figura 2.2 Modelo funcional de operación……………………………………………….. 30
Figura 2.3 Unidad de mantenimiento…………………………………………………….. 31
Figura 2.4 Electroválvula Airtag…………………………………………………………… 32
Figura 2.5 Cilindro neumático……………………………………………………………... 32
Figura 2.6 Vibrador eléctrico………………………………………………………………. 34
Figura 2.7 Sensor de flujo de rueda de paletas…………………………………………. 35
Figura 2.8 Pesaje y descarga de materiales…………………………………………….. 41
Figura 2.9 Pesaje y descarga de materiales, k=1………………………………………. 42
Figura 2.10 Pesaje y descarga de materiales, k=3………………………………………. 43
Figura 2.11 Control balanza agregados…………………………………………………… 44
Figura 2.12 Pesaje de agregados………………………………………………………….. 44
Figura 2.13 Control del pesaje a partir del 80%............................................................ 45
Figura 2.14 Control pesa cemento…………………………………………………………. 46
Figura 2.15 Control bandas transportadoras……………………………………………… 47
Figura 2.16 Control soplador y compuerta descarga de cemento……………………… 48
Figura 2.17 Control agua……………………………………………………………………. 49
Figura 2.18 Ventana principal de TIA Portal………………………………………………. 50
Figura 2.19 Crear proyecto nuevo………………………………………………………….. 50
Figura 2.20 Configurar dispositivo………………………………………………………….. 51
Figura 2.21 Proyecto nuevo………………………………………………………………… 51

154
Figura 2.22 Bloque de programa…………………………………………………………… 52
Figura 2.23 Carga avanzada en dispositivo………………………………………………. 52
Figura 2.24 Diagrama de arranque.………………………………………………………… 54
Figura 2.25 Diagrama general…..…………………………………………………………... 55
Figura 2.26 Programa Principal 1.…………………………………………………………... 56
Figura 2.27 Programa Principal 2.…………………………………………………………... 57
Figura 2.28 Programa Principal 3…………………………………………………………… 58
Figura 2.29 Descarga de agregados….……………………………………………………. 59
Figura 2.30 Descarga de cemento…….……………………………………………………. 60
Figura 2.31 Pesaje de agregados 1…………….…………………………………………... 61
Figura 2.32 Pesaje de agregados 2………………………………………………………... 62
Figura 2.33 Pesaje de agregados 3………………………………………………………… 63
Figura 2.34 Pesaje cemento………………………………………………………………… 64
Figura 2.35 Descarga agua…………………………………………………………………. 65
Figura 2.36 Tablero eléctrico……………………………………………………………….. 66
Figura 2.37 Indicador de peso……………………………………………………………… 68
Figura 2.38 Indicador del cuentalitros……………………………………………………… 69
Figura 2.39 PLC S7-1200, CPU 1214C AC/DC/relé……………………………………... 70
Figura 2.40 Módulos de entradas-salidas…………………………………………………. 71
Figura 2.41 Módulo de comunicación……………………………………………………… 72
Figura 2.42 Fuente de alimentación externa……………………………………………… 74
Figura 2.43 Plano eléctrico del tablero implementado……………………………………. 76
Figura 2.44 Diagrama unifilar………………………………………………………………... 77
Figura 2.45 Diagrama P&ID de la planta Mezclalista……………………………………... 78
Figura 3.1 Topología general de la red interna………………………………………….. 80
Figura 3.2 Panel principal interfaz ventas………………………………………………... 81
Figura 3.3 Pestaña Producción…………………………………………………………… 83
Figura 3.4 Cliente nuevo…………………………………………………………………… 83
Figura 3.5 Cliente eliminar…………………………………………………………………. 84
Figura 3.6 Obra nueva……………………………………………………………………... 84
Figura 3.7 Obra eliminar…………………………………………………………………… 84
Figura 3.8 Fórmula nueva…………………………………………………………………. 85
Figura 3.9 Fórmula eliminar……………………………………………………………….. 85

155
Figura 3.10 Agregado nuevo………………………………………………………………... 86
Figura 3.11 Agregado eliminar……………………………………………………………… 86
Figura 3.12 Aditivo nuevo…………………………………………………………………… 87
Figura 3.13 Aditivo eliminar…………………………………………………………………. 84
Figura 3.14 Pestaña reportes……………………………………………………………….. 84
Figura 3.15 Reportes clientes……………………………………………………………... 88
Figura 3.16 Reportes obras…………………………………………………………………. 88
Figura 3.17 Reportes fórmulas……………………………………………………………… 88
Figura 3.18 Reportes horarios……………………………………………………………… 89
Figura 3.19 Reportes cemento……………………………………………………………… 89
Figura 3.20 Reportes aditivos………………………………………………………………. 90
Figura 3.21 Pestaña guía……………………………………………………………………. 90
Figura 3.22 Guía de entrega………………………………………………………………... 91
Figura 3.23 Pestaña stock…………………………………………………………………... 92
Figura 3.24 Stock aditivo……………………………………………………………………. 92
Figura 3.25 Stock cemento………………………………………………………………….. 93
Figura 3.26 Security/login……………………………………………………………………. 93
Figura 3.27 Autorización nueva…………………………………………………………….. 94
Figura 3.28 Autorización ver………………………………………………………………… 95
Figura 3.29 Autorización eliminar…………………………………………………………… 96
Figura 3.30 Autorización modificar…………………………………………………………. 97
Figura 3.31 Panel Principal interfaz producción…………………………………………... 98
Figura 3.32 Pestaña producción……………………………………………………………. 100
Figura 3.33 Autorizaciones…………………………………………………………………... 101
Figura 3.34 Selección chofer mixer…………………………………………………………. 101
Figura 3.35 Humedad………………………………………………………………………… 102
Figura 3.36 Chofer nuevo……………………………………………………………………. 102
Figura 3.37 Chofer eliminar………………………………………………………………….. 103
Figura 3.38 Mixer nuevo……………………………………………………………………... 103
Figura 3.39 Mixer eliminar…………………………………………………………………… 103
Figura 3.40 Project Explorer LabVIEW 2011……………………………………………… 104
Figura 3.41 Pasos para abrir Run-Time Menu…………………………………………….. 105
Figura 3.42 Menu Editor LabVIEW 2011…………………………………………………... 106

156
Figura 3.43 Ejemplo de VI enlazado……………………………………………………….. 107
Figura 3.44 SubVI Nose Setup……………………………………………………………… 107
Figura 3.45 Diagrama de flujo de la comunicación LabVIEW, base de datos…………. 108
Figura 3.46 Database conectivity toolkit……………………………………………………. 109
Figura 3.47 Ejemplo de escritura en la base de datos…………………………………… 110
Figura 3.48 Propiedades del vínculo de datos…………………………………………….. 111
Figura 3.49 Conexión exitosa hacia la base de datos……………………………………. 112
Figura 3.50 Arquitectura de la red…………………………………………………….. 113
Figura 3.51 Base de datos compartida…………………………………………………... 114
Figura 3.52 TCP/IP……………………………………………………………………………. 117
Figura 3.53 Creación de una nueva estación……………………………………………… 118
Figura 3.54 Configuración del PC STATION 1…………………………………………….. 118
Figura 3.55 Configuración del IE GENERAL………………………………………………. 119
Figura 3.56 Configuración del PC STATION 2…………………………………………….. 120
Figura 3.57 Creación de variables OPC……………………………………………………. 122
Figura 3.58 Creación de un I/O SERVER………………………………………………….. 123
Figura 4.1 Tablero antiguo (izquierda) vs tablero nuevo (derecha)……………………. 129
ÍNDICE DE TABLAS
Tabla 1.1 Tipos de cemento Portland datos de la norma INEN NTE 152……………. 2
Tabla 1.2 Clasificación de los agregados por su tamaño……………………………… 4
Tabla 1.3 Concentración tolerable de impurezas en agua de mezcla………………... 6
Tabla 1.4 Clasificación de los aditivos según la norma ASTM 494…………………… 8
Tabla 1.5 Hormigón elaborado por Mezclalista…………………………………………. 24
Tabla 1.6 Hormigón corregido por humedad libre al 4% de la arena…………………. 26
Tabla 1.7 Hormigón corregido por humedad libre al 5% de la arena…………………. 26
Tabla 1.8 Hormigón corregido por humedad libre al 6% de la arena…………………. 27
Tabla 2.1 Motores utilizados………………….………………….………………….…….. 33
Tabla 2.2 Vibrador ZF-T2-500…………………………………………………………….. 34
Tabla 2.3 Cantidad de material para 1�� de resistencia igual a 180��/���… 38
Tabla 2.4 Cantidad de material para 8�� de resistencia igual a 180��/���… 38
Tabla 2.5 Cantidad de material por repetición de resistencia igual a 180��/ 39

157
���………………….………………….………………….…………………….
Tabla 2.6 Características del PLC………………….………………….…………………. 70
Tabla 2.7 Características del módulo de entradas-salidas…………........................... 71
Tabla 2.8 Características del módulo de comunicación………………………………... 72
Tabla 2.9 Cálculo de corriente necesaria para las entradas del PLC………………… 73
Tabla 2.10 Características de la fuente Siemens………………………………………… 74
Tabla 3.1 Descripción de las pestañas interfaz ventas………………………………… 82
Tabla 3.2 Descripción de las pestañas interfaz producción…………………………… 99
Tabla 3.3 VI’s y funciones…………………………………………………………………. 109
Tabla 3.4 Tablas y campos de la base de datos………………………………………... 115
Tabla 4.1 Cambios realizados en la planta de producción…………………………….. 131
Tabla 4.2 Pesajes realizados para / � y resistencia mecánica de ��! ���0 ….
134
Tabla 4.3 Pesajes realizados para $ � y resistencia mecánica de �#! ���0 ….
134
Tabla 4.4 Resultados para ripio 20mm…………………………………………………... 135
Tabla 4.5 Resultados para arena…………………………………………………………. 136
Tabla 4.6 Resultados para cemento……………………………………………………… 137
Tabla 4.7 Resultados para agua………………………………………………………….. 138
Tabla 4.8 Resultados para ripio 20mm…………………………………………………... 139
Tabla 4.9 Resultados para arena…………………………………………………………. 139
Tabla 4.10 Resultados para cemento……………………………………………………… 140
Tabla 4.11 Resultados para agua………………………………………………………….. 141
Recommended

















