
www.iembalaje.com www.aimplas.es
DESARROLLO DE UN NUEVO ENVASE. CASO PRACTICO
PICUS – DESARROLLO DE MALLAS BIODEGRADABLES PARA EL ENVASADO DE PRODUCTOS AGRICOLAS.
ECOBIONET – INDUSTRIALIZACIÓN DE LAS MALLAS BIODEGRADABLES DESARROLLADAS PARA ENVASADO
EN EL SECTOR AGROPECUARIO. Lista de participantes:

www.iembalaje.com www.aimplas.es
ANTECEDENTES
En los últimos años ha habido un gran aumento en la demanda y utilización de mallas para el envasado de diferentes productos destinados a la venta directa en las grandes superficies.
La utilización de dichas mallas fabricada a partir de poliolefinas se ha incrementado enormemente debido a su bajo coste y a lo practico de su utilización.

www.iembalaje.com www.aimplas.es
ANTECEDENTES
El reciclado mecánico (separación, tritutación, lavado, dosificación, procesado) es el medio más adecuado para la gestión de los residuos generados con este tipo de malla; sin embargo, debido a su estructura y la dificultad de manipulación tanto en su separación del producto orgánico como en su triturado y dosificación, hace en muchas ocasiones inviable este proceso de reciclado.
La separación es costosa, a la vez que el triturado y la dosificación.

www.iembalaje.com www.aimplas.es
ANTECEDENTES
El proceso de obtención de este tipo de mallas es la EMS (Extrusion MeltSpining)

www.iembalaje.com www.aimplas.es
ANTECEDENTES
Este tipo de proceso requiere materiales con un bajo índice de fluidez < 1 g /10 min y alta resistencia en fundido para favorecer la formación del hilo y evitar su descuelgue. Los tres factores que determinan dichas propiedades son:
- El peso molecular (MW)- La distribución de pesos moleculares (MWD)- La densidad (D)
Variaciones en estos factores modifican tanto la procesabilidad como las propiedades finales del producto a obtener:
- A < MW, menor viscosidad peores propiedades mecánicas y resistencia en fundido.
- A anchas MWD mayor resistencia en fundido. - A D alta mejor resistencia química, rigidez, dureza.
EL MATERIAL UTILIZADO EN LA ACTUALIDAD SON MEZCLAS DE HDPE, MDPE, LDPE Y LLDPE.

www.iembalaje.com www.aimplas.es
ANTECEDENTESLos materiales biodegradables comerciales presentan unas propiedades bastante alejadas de los materiales a utilizar, por lo en este proyecto fue necesario modificar su formulación para poder ajustarlo a este tipo de procesado.
Por otro lado, constatar que los materiales biodegradables comerciales tienen su principal aplicación en la obtención de lamina plana y film soplado.
La siguiente tabla muestras las distintas familias de materiales biodegradables que fueron estudiados durante el desarrollo del presente proyecto.
Polibutilen succinato PBS y PBSAPolibutilen adipato tereftalato PBAT
Poliésteres Alifáticos y aromáticos
Ácido poli lácticoSíntesis de monómerosBiopolímeros en base almidónPolisacáridos
TIPO DE BIOPOLIMEROSGRUPOS

www.iembalaje.com www.aimplas.es
ANTECEDENTES
Biopolímeros en base almidón
Origen: patata, trigo, maíz, arroz, guisante, etc Termoplástico amorfo, polar (Tm~115ºC), compostable y biodegradable. Diferentes grados para extrusión e inyección. Baja resistencia térmica. Barrera a gases y aromas. Resistente a grasas Buena procesabilidad, sensible a la humedad Buenas propiedades de sellado Permitido para contacto alimentario Descomposición: 30-60 días Aplicaciones: film para envasado, bolsas de compra o basura, film agrícola Grados comerciales: Mater Bi®, GraceBio®, BioStarch®, BioPlast®, Plantic®,
Biotech® … Con modificación química: mayor resistencia al agua, fuerza de fundido y
versatilidad
Baja Resistencia Térmica.
Propiedades mecánicas similaresa un LDPE

www.iembalaje.com www.aimplas.es
ANTECEDENTES
Síntesis de monómeros. PLA
Polimerización ácido láctico (fermentación azúcar, maíz) Termoplástico polar (amorfos, semicristalinos), compostable y biodegradable. Requiere secado previo. Degradación por hidrólisis (por agua) Alta rigidez y fragilidad Baja temperatura de uso T~55ºC Buena barrera a gases y aromas Temperatura de fusión (~170ºC) Es transparente y presenta buen acabado superficial. Buena procesabilidad. Extrusión, inyección y termoconformado Propiedades entre las de PS y PET Se puede fabricar PLA flexible añadiendo plastificantes Aplicaciones: film para envasado de alimentos, envase termoconformado, artículos
de menaje, botellas, bandejas espumadas. Grados comerciales: NatureWorks®, Hycail®, Revode®, …
Material muy rígido, necesaria su modificación mediante
Plastificantes.
Propiedades Mecánicas similares a un PS o un PET.

www.iembalaje.com www.aimplas.es
ANTECEDENTES
Poliésteres alifáticos. PBS y PBSA
Termoplástico semicristalino Diferentes grados, entre LDPE - HDPE. Resistencia térmica entre 70 - 95 ºC. Compostable y biodegradable. Temperatura de extrusión 110 - 140 ºC Alta flexibilidad y resistencia al impacto Aplicaciones en lámina, film soplado, monofilamento, soplado de cuerpo hueco… Grados comerciales: Bionolle®, SkyGreen BDP®
…
Resistencia térmica media.
Propiedades Mecánicas entre un LDPE y HDPE .
www.iembalaje.com www.aimplas.es
OBJETIVOS
El principal objetivo es desarrollar mallas 100 % biodegradables para envases de productos agrícolas de bajo peso.
Las mallas biodegradables desarrolladas debían tener las mismas propiedades físicas y mecánicas que las obtenidas con poliolefinas durante toda su vida útil y debían ser completamente biodegradables en las condiciones de una planta de compostaje.
Además, el material desarrollado debía ser procesado mediante el proceso convencional de extrusión de mallas, “Extrusion Melt Spinning”.

www.iembalaje.com www.aimplas.es
1. Definición de los requerimientos. Selección de material
2. Desarrollo del Bio-compuesto.
3. Ensayos de Procesabilidad 4. Ensayos de Compostabilidad y Ecotoxicidad.
5. Escalado Industrial.
6. Validación del Producto.
7. Estudio E
conómico y M
edioambiental.

www.iembalaje.com www.aimplas.es
1.DEFINICIÓN DE REQUERIMIENTOS.
Para definir los requerimientos, se evaluaron las propiedades de las mallas fabricadas con poliolefinas. Creando una ficha técnica donde se recojan:
Características generales
- Características del material, peso y ancho de la malla,…
Condiciones de procesado.
- Temperatura del fundido, velocidad de la línea, temperatura de enfriamiento,…
Propiedades mecánicas de la malla.
- Resistencia y alargamiento a fluencia y rotura.
Parámetros funcionales
- Durabilidad, rangos de uso en temperatura y humedad, soldabilidad,…
Compostabilidad según UNE EN 13432
www.iembalaje.com www.aimplas.es
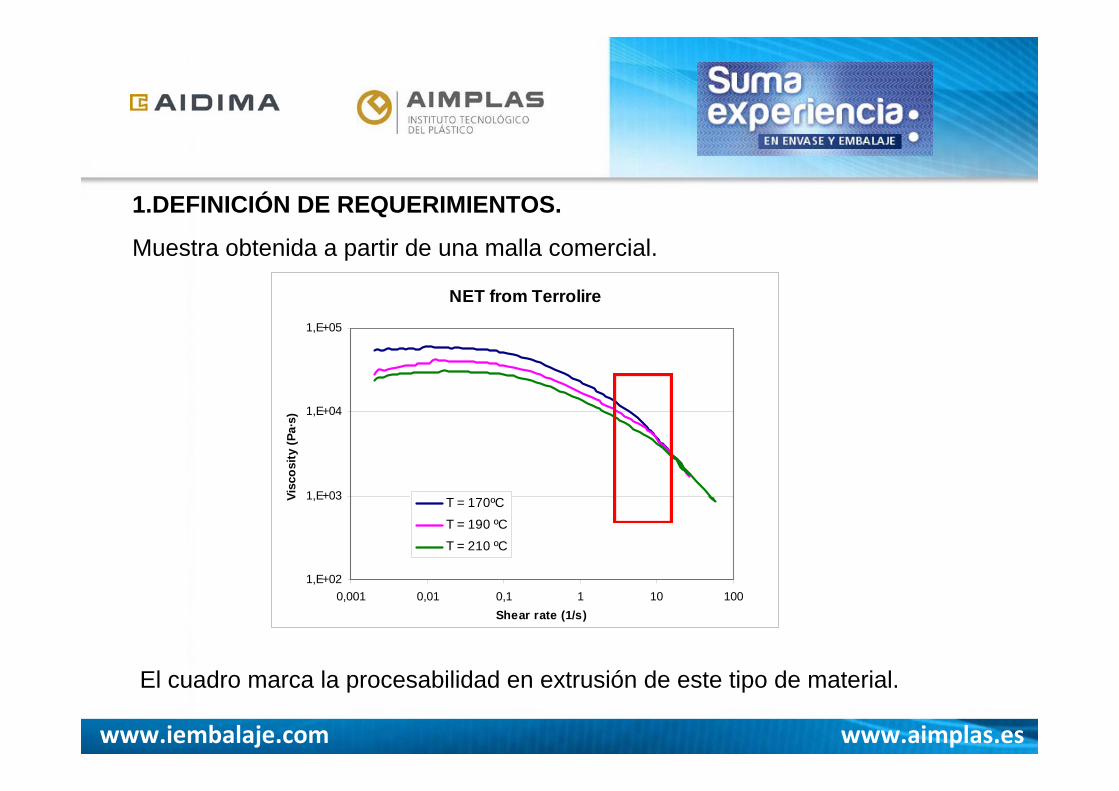
1.DEFINICIÓN DE REQUERIMIENTOS.
Muestra obtenida a partir de una malla comercial.
NET from Terrolire
1,E+02
1,E+03
1,E+04
1,E+05
0,001 0,01 0,1 1 10 100Shear rate (1/s)
Visc
osity
(Pa·
s)
T = 170ºC
T = 190 ºCT = 210 ºC
El cuadro marca la procesabilidad en extrusión de este tipo de material.

www.iembalaje.com www.aimplas.es
1.DEFINICIÓN DE REQUERIMIENTOS.
Muestra prensada obtenida a partir de una malla comercial.
Pressed Samples
0
10
20
0 100 200 300 400 500
Elongation (%)
Stre
ss (M
Pa)
11.33Elongación a fluencia (%)
10.87Resistencia a fluencia (MPa)
MUESTRA PRENSADA

www.iembalaje.com www.aimplas.es
1. SELECCIÓN DE MATERIALES
Teniendo en cuenta las propiedades definidas en la hoja técnica se realizo una primera selección de materiales biodegradables comerciales.
Los materiales seleccionados se han evaluado estudiando las siguientes propiedades:
- Propiedades reológicas.
- Propiedades mecánicas (según la normativa UNE EN ISO 527 parte 2 )Probetas obtenidas por prensado.

www.iembalaje.com www.aimplas.es
1. SELECCIÓN DE MATERIALES
Propiedades reológicas
Para medir las propiedades viscoelasticas del material. Estudiando la viscosidad en función de la cizalla a diferentes rangos de temperatura.

www.iembalaje.com www.aimplas.es
1. SELECCIÓN DE MATERIALES
Propiedades Mecánicas
Para evaluar las propiedades mecánicas de forma comparativa.

www.iembalaje.com www.aimplas.es
1. SELECCIÓN DE MATERIALES
90032393 - 94Bionelle 3001
700656 114 - 115Bionelle 1001
Ultimateelongation (%)
Modulus (MPa)Melt Tre (ºC)Material
560 - 710---110 - 115Ecoflex F BX 7011
23500185 - 200PLA 2002 D

www.iembalaje.com www.aimplas.es
1. SELECCIÓN DE MATERIALES
Propiedades reológicas. Todos los materiales son extruibles.
Propiedades mecánicas
Propiedades de compostabilidad. Todos los materiales son compostables según sus hojas técnicas.
Comparison between Pressed Samples
0
10
20
30
40
50
60
70
0 5 10 15 20 25 30 35 40
Elongation (%)
Stre
ss (M
Pa)
LDPEPLABio 1001Bio 3001Ecoflex

www.iembalaje.com www.aimplas.es
2. DESARROLLO DEL BIOCOMPUESTO.
Mezclas de los diferentes materiales seleccionados en diferentes proporciones:
PLA + EcoflexBionelle 1001 + PLA
Bio materiales Compatibilizantes Reticulante
Experimental
2 x y

www.iembalaje.com www.aimplas.es
2. DESARROLLO DEL BIOCOMPUESTO.
Ha sido necesario tener en cuenta:
- La composición química de cada material biodegradable que forma la mezcla.
- Los grupos reactivos que presentan en su estructura molecular.
- Tamaños, afinidades,….
- Realizar pruebas de compatibilidades.
- Reacciones de funcionalización, extrusión reactiva.
- Selección de las combinaciones más adecuadas para realizar los primeros ensayos comparativos y de procesabilidad en planta piloto.

www.iembalaje.com www.aimplas.es
2. DESARROLLO DEL BIOCOMPUESTO.
Los bio-compuestos desarrollados presentan estas características mecánicas sobre probetas obtenidas mediante prensa de platos calientes.
84.229033.2425.403
72.287.0424.6337.232
145.2152.702.2225.844
10.3548611.3310.87Referencia
Cost(€)
MFI (g/10 min)
Alargamiento a rotura (%)
Alargamiento a fluencia (%)
Resistencia fluencia (MPa)Mezcla
31634.367.0117.941

www.iembalaje.com www.aimplas.es
3.ENSAYOS DE PROCESABILIDAD.
El estudio de procesabilidad en planta piloto se realizará mediante la obtención de lámina plana para evaluar su procesabilidad en extrusión y sobretodo sus parámetros en fundido:
- Índice de fluidez
- Descuelgue
- Resistencia térmica.

www.iembalaje.com www.aimplas.es
3.ENSAYOS DE PROCESABILIDAD.
Con los nuevos bio compuestos desarrollados se obtuvieron láminas y se compararon los resultados mecánicos de éstas con la láminas obtenidas con la mezcla de poliolefinas utilizada para obtener este tipo de mallas biodegradables.
4.2487 (6)33.78 (2.78)23.26 (0.263
2.2410 (42)16.47 (1.75)29.45 (1.15)2
0.35486 (93)11.33 (0.84)10.87 (0.20)Referencia
MFI (g/10 min)
Alargamiento a rotura (%)
Alargamiento a fluencia (%)
Resistencia fluencia (MPa)Mezcla

www.iembalaje.com www.aimplas.es
4. ENSAYOS DE COMPOSTABILIDAD
Evaluación de la compostabilidad a escala de laboratorio.
UNE-EN 13432:2001
1. Material Composición del material dentro de los limites de la normativa. Teniendo en cuenta los sólidos volatiles, metales pesados y otras sustancias tóxicas o peligrosas.
2. Desintegración: El número de partículas con un tamaño >2 mmdebe ser <10 % a las 12 semanas en condiciones de compostaje.
3. Biodegradabilidad según normativa ISO 14855:1999. “Biodegradación del 90 % al permanecer 6 meses en condiciones aeróbicas”
4. Calidad del compuesto obtenido (Composición y Eco-toxicidad).
www.iembalaje.com www.aimplas.es
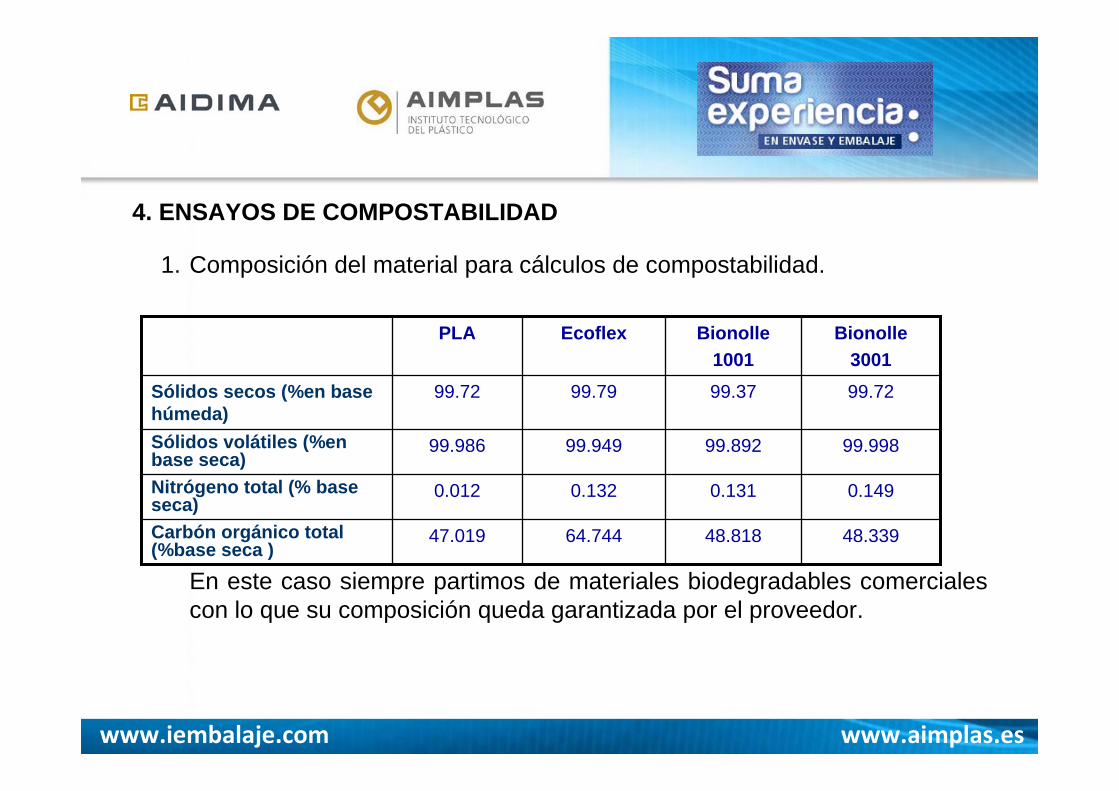
4. ENSAYOS DE COMPOSTABILIDAD
1. Composición del material para cálculos de compostabilidad.
En este caso siempre partimos de materiales biodegradables comerciales con lo que su composición queda garantizada por el proveedor.
99.998 99.892 99.949 99.986 Sólidos volátiles (%en base seca)
99.7299.3799.7999.72Sólidos secos (%en base húmeda)
48.339 48.818 64.744 47.019 Carbón orgánico total (%base seca )
0.149 0.131 0.132 0.012 Nitrógeno total (% base seca)
Bionolle3001
Bionolle1001
EcoflexPLA

www.iembalaje.com www.aimplas.es
4. ENSAYOS DE COMPOSTABILIDAD
2. Desintegración: El número de partículas con un tamaño >2 mm debe ser <10 % a las 12 semanas en condiciones de compostaje.
Según NORMATIVA ISO 20200:2004

www.iembalaje.com www.aimplas.es
4. ENSAYOS DE COMPOSTABILIDAD
3. Biodegradabilidad según normativa ISO 14855:1999. “Biodegradación del 90 % al permanecer 6 meses en condiciones aeróbicas”
Para realizar comparativas el ensayo se realizarádurante 3 meses en vez de en 6 meses.
BIODEGRADABILITY COMPARISON
-10
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90
Time [days]
Bio
degr
adat
ion
[%]
Ecoflex PLA Bionolle 1001 Bio30 PLA70_P

www.iembalaje.com www.aimplas.es
EMPACK MADRID 2010EMPACK MADRID 2010
4. ENSAYOS DE COMPOSTABILIDAD
Composición del compuesto.
Para evaluar la calidad del compuesto (abono), se estudiaran ciertas características para determinar si este es adecuado para su uso en agricultura.
Los parámetros a evaluar se pueden ver en esta hoja técnica.

www.iembalaje.com www.aimplas.es
D) LA OPTIMIZACIÓN DEL FINAL DE LA VIDA ÚTIL DEL ENVASE.
4. Calidad del compuesto obtenido (Eco-toxicidad).
Este test evalúa el crecimiento de las plantas utilizando el abono con restos del compuesto /s desarrollados.
La experimental consiste en evaluar el crecimiento de 2 plantas diferentes con el compuesto obtenido después de la biodegradación. Las plantas son:
Lechuga (Lactuca sativa) Césped (Lolium perenne)
Los parámetros a evaluar son: Velocidad de germinación: Número de semillas germinadas dividido por el número total de semillas plantadas (expresado en porcentaje). Rendimiento de la planta: Se cortara la planta a ras del suelo y se pondrá en un horno durante 12 horas pesando el residuo seco.

www.iembalaje.com www.aimplas.es
4. ENSAYOS DE COMPOSTABILIDAD
4. Calidad del compuesto obtenido (Eco-toxicidad).
Lechuga (Lactuca sativa) Césped (Lolium perenne)

www.iembalaje.com www.aimplas.es
5. ESCALADO INDUSTRIAL
Para evaluar la resistencia en fundido se realizaron pruebas de obtención de hilo utilizando tanto el material de referencia, un material no adecuado para este tipo de procesado y los 2 materiales seleccionados.
4.4Bio compuesto 32.2Bio compuesto 2 9PP
0.35Material de referencia
MFR (g / 10 min)
Material
Los hilos obtenidos tenían las siguientes características:- Tamaño de los orificios: 2 – 3 mm- Diámetro 0.5 – 1 mm- Baño de agua.
www.iembalaje.com www.aimplas.es
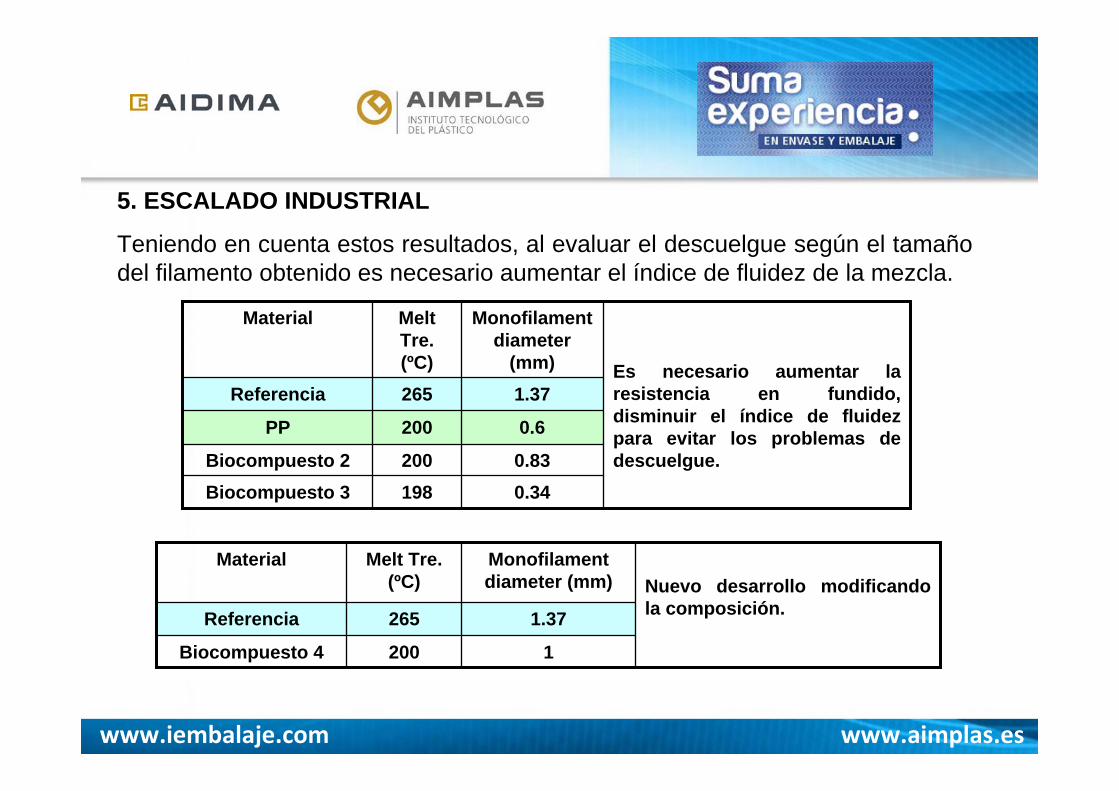
5. ESCALADO INDUSTRIAL
Teniendo en cuenta estos resultados, al evaluar el descuelgue según el tamaño del filamento obtenido es necesario aumentar el índice de fluidez de la mezcla.
0.340.83
0.6
1.37
Monofilament diameter
(mm)
198200
200
265
Melt Tre. (ºC)
Biocompuesto 3 Biocompuesto 2
PP
ReferenciaEs necesario aumentar la resistencia en fundido, disminuir el índice de fluidez para evitar los problemas de descuelgue.
Material
1
1.37
Monofilament diameter (mm)
200
265
Melt Tre. (ºC)
Biocompuesto 4
Referencia
Nuevo desarrollo modificando la composición.
Material

www.iembalaje.com www.aimplas.es
5. ESCALADO INDUSTRIAL
Obtención de estructura tubular y bolsa con el nuevo bio-compuesto desarrollado.
Condiciones de procesado:
Perfil de temperatura: 150 – 160 – 170 – 190 Temperatura de fundido: 150 ºC Presión: 120 bar Tiempo de residencia: 0.8 minutes.

www.iembalaje.com www.aimplas.es
5. ESCALADO INDUSTRIAL
Con la estructura lateral se obtuvo una bolsa plana con pliegues laterales y soldada para formar el fondo.
Capacidad: 4 kg
Peso: 14 g
www.iembalaje.com www.aimplas.es
5. ESCALADO INDUSTRIAL
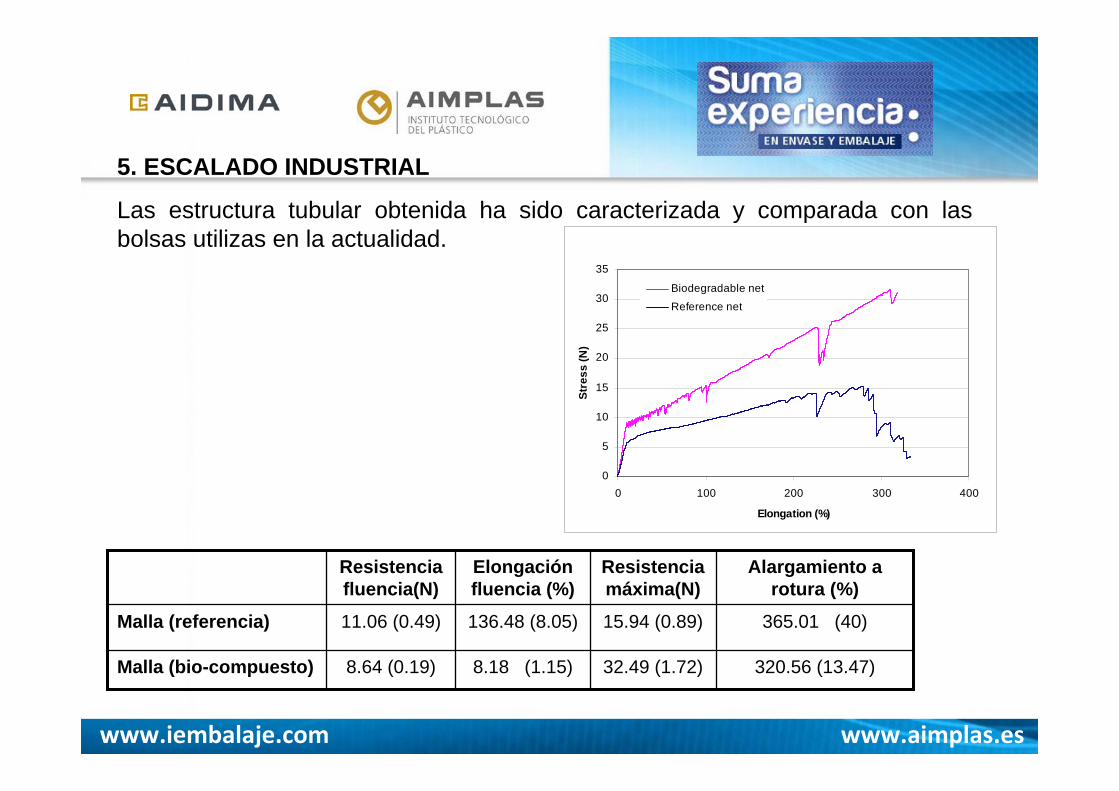
Las estructura tubular obtenida ha sido caracterizada y comparada con las bolsas utilizas en la actualidad.
0
5
10
15
20
25
30
35
0 100 200 300 400
Elongation (%)
Stre
ss (N
)
Biodegradable net
Reference net
320.56 (13.47)32.49 (1.72)8.18 (1.15)8.64 (0.19)Malla (bio-compuesto)
365.01 (40)15.94 (0.89)136.48 (8.05)11.06 (0.49)Malla (referencia)
Alargamiento a rotura (%)
Resistencia máxima(N)
Elongaciónfluencia (%)
Resistencia fluencia(N)

www.iembalaje.com www.aimplas.es
6. VALIDACIÓN DEL PRODUCTO
Un diseño de experimentos se ha realizado para validar las mallas biodegradables obtenidas.
Las mallas se rellenaran con un peso de 2 kg y durante 15 días estarán sometidas a dos ensayos diferentes:
- En el suelo.- Colgada a 1 metro del suelo.
Caracterización visual y mecánica para evaluar la deformación de la bolsa después de su vida útil y su perdida de propiedades.

www.iembalaje.com www.aimplas.es
6. VALIDACIÓN DEL PRODUCTO

www.iembalaje.com www.aimplas.es
6. VALIDACIÓN DEL PRODUCTO
Un diseño
AIMPLAS (2 kg)
0
5
10
15
20
25
30
0 50 100 150 200 250 300 350Elongation (%)
Stre
ss (M
Pa)
Ref. net floorBio net floorRef. net hungedBio net hunged

www.iembalaje.com www.aimplas.es
6. VALIDACIÓN DEL PRODUCTO
Características finales. Propiedades mecánicas
218 (7)27.1 (0.4)Malla Bio (suelo)
280 (15)12.3 (0.2)Malla LDPE (suelo)
Después validación
Antes validación
202 (17)30.0 (3)Malla Bio (colgada)
297 (1)13.8 (0.1)Malla LDPE (colgada)
317 (14)32.5 (1.7)Malla Bio
301 (41)16.0 (1.0)Malla LDPE
Alargamiento (%)
Resistencia máxima (N)MALLAS

www.iembalaje.com www.aimplas.es
6. VALIDACIÓN DEL PRODUCTO
Características finales.
Compostabilidad
* Material de referencia es el PLA
** Datos cuando el porcentaje de compost en el sustrato es del 25 %.
Césped
Lechuga
Césped
Lechuga
7378
181100
159100Rendimiento por planta (%)
6263Tasa de germinación (%)
Ecotoxicidad (**)
91> 90Desintegración (%) en 12 semanas
Desintegración
6273Biodegradación (%) en 90 días
Biodegradabilidad
47.01948.9045Carbono total (% base seca)
0.0760.012Nitrogeno total (% base seca)
99.8699.986Sólidos volátiles (% base seca)
99.70899.72Sólidos secos (% base húmeda)
Caracterización
Bio-compuestoReferencia (*)REQUERIMIENTOS
www.iembalaje.com www.aimplas.es
6. VALIDACIÓN DEL PRODUCTO
COMPARACIÓN ECONÓMICA
Mezcla de PE: (coste material de referencia): 2.5 €/kgBio-compuesto 4: 7.2 €/kg
Peso de la malla de referencia: 9. Peso de la malla biodegradable: 14 gPrecio: 0.0225 €/bag Precio: 0.1008 €/bag
El coste de la malla biodegradable es 0.04 € mayor / kgde producto envasado.
www.iembalaje.com www.aimplas.es
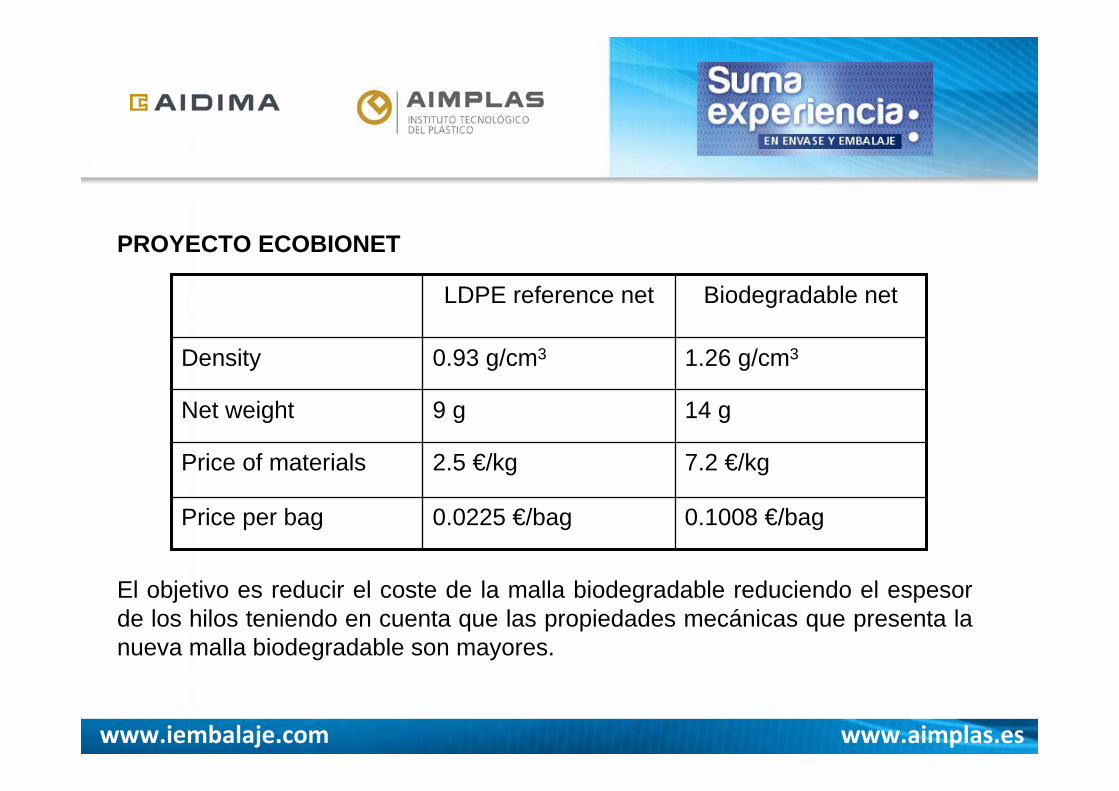
PROYECTO ECOBIONET
El objetivo es reducir el coste de la malla biodegradable reduciendo el espesor de los hilos teniendo en cuenta que las propiedades mecánicas que presenta la nueva malla biodegradable son mayores.
0.1008 €/bag0.0225 €/bagPrice per bag
7.2 €/kg2.5 €/kgPrice of materials
14 g9 gNet weight
1.26 g/cm30.93 g/cm3Density
Biodegradable netLDPE reference net

www.iembalaje.com www.aimplas.es
GRACIAS POR SU ATENCIÓN
Recommended















![Rm190_2013_minsa[1] Bono de Zonas Alejadas](https://img.pdfslide.es/doc/110x75/552a0e1a4a79591d778b463e/rm1902013minsa1-bono-de-zonas-alejadas.jpg)
