1
División de Ciencias Básicas e Ingeniería
PROYECTO TERMINAL
PRODUCCIÓN DE BIODIESEL
ASESOR:
D r. Richard Steve Ruiz Martínez
INTEGRANTES DEL EQUIPO:
Mejía Bravo Héctor Armando 96353036
Zermeño Rocha Fernando 95215720
TRIMESTRE 06-I
México D.F., 12 de abril de 2006
UUNNIIVVEERRSSIIDDAADD AAUUTTÓÓNNOOMMAA MMEETTRROOPPOOLLIITTAANNAA UUNNIIDDAADD IIZZTTAAPPAALLAAPPAA
2
ÍNDICE Pág.
I.-INTRODUCCIÓN .................................................................................................................. 5
I.1. JUSTIFICACIÓN ............................................................................................................. 5
II.- DEFINICIÓN DEL PROYECTO ........................................................................................ 6
III.-MARCO TEÓRICO ............................................................................................................. 7
III.1. PROCESOS DE TRANSESTERIFICACIÓN. ............................................................ 10
III.2. ANTECEDENTES BIBLIOGRÁFICOS ..................................................................... 11
IV. ESTUDIO DEL MERCADO ............................................................................................. 13
IV.1. PRINCIPALES PRODUCTORES EN MÉXICO ....................................................... 15
IV.1.1. PRINCIPALES CONSUMIDORES ......................................................................... 16
IV.2. ORDEN DE PRODUCCIÓN PARA EL AÑO 2015 .................................................. 16
IV.3. PROYECCIONES A FUTURO ................................................................................... 16
V. DESARROLLO EXPERIMENTAL ................................................................................... 18
V.1. OPTIMIZACIÓN DEL CATALIZADOR (KOH)........................................................ 18
V.2. OPTIMIZACIÓN DEL ALCOHOL (METANOL) ...................................................... 19
V.3. TIEMPO DE REACCIÓN. ........................................................................................... 20
V.4. CINÉTICA .................................................................................................................... 21
V.5. ASPECTOS RELACIONADOS ................................................................................... 24
VI. DISEÑO DE LA PLANTA................................................................................................ 24
VI.1 BALANCES DE MATERIA Y ENERGÍA.................................................................. 24
VI.1.1 BALANCES DE MATERIA ..................................................................................... 24
VI.1.2 BALANCE DE ENERGIA ........................................................................................ 26
VI.2. DISEÑO DE EQUIPOS ............................................................................................... 27
VI.3 PROCESO PARA PRODUCIR BIODIESEL. ............................................................. 28
VI.4 SEGURIDAD DE LA PLANTA .................................................................................. 31
VII. ASPECTOS ECONOMICOS ........................................................................................... 35
VII.1 VENTA DE BIODIESEL Y GLICEROL ................................................................... 35
VII.2. COSTOS ..................................................................................................................... 35
VII.2.1. COSTO DE LA MATERIA PRIMA ....................................................................... 35
VII.2.2. COSTO DEL EQUIPO DE LA PLANTA .............................................................. 35
VII.2.3. COSTO DE ENERGIA ELECTRICA .................................................................... 37
VII.3. FACTIBILIDAD DE LA PLANTA ........................................................................... 37
VIII.-CAPACIDAD Y UBICACIÓN DE LA PLANTA ...................................................... 38
IX. CONCLUSIONES ............................................................................................................. 39
BIBLIOGRAFÍA ...................................................................................................................... 40
3
APÉNDICE A: PROPIEDADES TOXICOLÓGICAS DE MATERIAS PRIMAS Y
PRODUCTOS .......................................................................................................................... 41
APÉNDICE B: ALMACENAMIENTO DE MATERIAS PRIMAS Y PRODUCTOS .......... 47
APÉNDICE C: CONTAMINANTES DEL COMBUSTIBLE ................................................ 49
APÉNDICE D: ESTUDIO PARA LA UBICACIÓN DE LA PLANTA ................................ 51
APÉNDICE E: CÁLCULO DE FRACCIÓN DE MASA DEL BIODIESEL ......................... 52
APÉNDICE F: DISEÑO DEL EVAPORADOR ..................................................................... 54
APÉNDICE G: MODELO DE VELOCIDAD DE REACCIÓN ............................................. 56
APÉNDICE H: DISEÑO DE CENTRIFUGA ......................................................................... 59
APÉNDICE I: DISEÑO DE BOMBAS ................................................................................... 63
APÉNDICE J: GASTO DE ENERGÍA ................................................................................... 65
APÉNDICE K: DISEÑO DE REACTORES ........................................................................... 66
APÉNDICE L: TASA INTERNA DE RETORNO ................................................................. 72
APÉNDICE M: NORMAS DE SEGURIDAD ........................................................................ 74
4
RESUMEN
El biodiesel es un combustible de origen vegetal y se ha considerado en las últimas décadas
como una alternativa para sustituir o mezclarlo con petrodiesel, ya que su precio de venta ha
ido en aumento.
Los biocombustibles como el biodiesel pueden provenir de varias fuentes; es decir, se produce
a partir de cualquier semilla oleaginosa o algún aceite de reuso; ya que la molécula que
interesa son los triglicéridos que reaccionan con metanol o etanol, en presencia de KOH como
catalizador. En los países productores de este combustible (principalmente en Europa) lo
elaboran con la semilla de mayor cosecha en la región; en el presente trabajo se considera que
la semilla de cártamo es la de mayor siembra y cosecha. Se realizaron pruebas para optimizar
cantidades de la materia prima; así como también, el análisis para obtener la cinética de la
reacción.
El biocombustible para estos años no es rentable, ya que haría falta un subsidio por parte del
gobierno; sin embargo, se espera que dentro de 10 años se alcance el precio de producción del
petrodiesel. El subproducto que se obtiene al producir biodiesel es la glicerina y es
indispensable que se comercialice, ya que ayudaría a amortiguar los gastos de producción del
biodisel.
5
I.-INTRODUCCIÓN
En las últimas décadas han surgido nuevos tipos de combustibles en respuesta a los altos
precios del petróleo, entre ellos se cuenta a los biocombustibles que provienen de materia
orgánica de origen animal o vegetal como el biodiesel. Éstos se utilizan principalmente como
fuente de energía de vehículos a motor y para producir energía eléctrica.
El biodiesel es uno de los biocombustibles que se abordó en este trabajo; su producción es a
partir de la reacción química llamada trans-esterificación, en la cual reaccionan los
triglicéridos contenidos en los aceites de origen vegetal o animal con un alcohol (etanol o
metanol) en presencia de algún catalizador (KOH ó NaOH), dando origen a los productos
ésteres metílicos (biodiesel) y glicerol.
El biodiesel obtenido se mezcla con el diesel de petróleo convencional, creando mezclas de
diferentes bioestirajes, o también se pueden utilizar como combustible puro. (biodiesel 100%)
I.1. JUSTIFICACIÓN
La demanda de la población en el país por consumir enormes cantidades de energía no
contaminante; así como el decremento de combustibles derivados del petróleo y sobre todo el
crecimiento de los precios, provoca la necesidad de utilizar combustibles alternativos ya sea
como sustitutos o complementos de combustibles fósiles; por lo que se ha considerado al
biodiesel como una alternativa para equilibrar la demanda de los requerimientos energéticos,
incluyendo los factores ambientales que se necesitan para disminuir los contaminantes en el
país [1].
El biodiesel es utilizado como combustible para motores diesel y presenta ventajas
energéticas, medioambientales y económicas:
Desarrollo sostenible, tanto en agricultura como en energía.
6
Menor impacto ambiental: Reducción de las emisiones contaminantes: SO2, partículas,
humos visibles, hidrocarburos y compuestos aromáticos. Efectos positivos para la
salud, ya que reduce compuestos cancerígenos como PAH y PADH.
Reduce el calentamiento global: Reduce el CO2 en el ambiente cumpliendo el
protocolo de Kioto, teniendo un balance energético positivo. El ciclo de vida en CO2
decrece en 80% y obtenemos un producto biodegradable: Se degrada el 85% en 28
días.
Desarrollo local y regional: Mejora la cohesión económica y social, y posibilita la
creación de puestos de trabajo.
Industrial: Puede sustituir a los gasóleos convencionales en motores, quemadores y
turbinas y es utilizable en flotas de autobuses, taxis y maquinaria agrícola.
Favorece el mercado doméstico.
Reducción de la importación de combustibles.
II.- DEFINICIÓN DEL PROYECTO
Se desea elaborar un combustible a partir de materia prima renovable. El combustible que se
producirá será una mezcla de biodiesel al 20% y diesel al 80% denominada B-20.
Proponiendo el diseño de una planta industrial, la cual abastecerá a todo el país. La
producción de esta planta se basará en el 20% de la producción de diesel nacional estimado
para el año 2015. Esta cantidad corresponde a 2,200 000 litros por día de biodiesel. La planta
deberá estar en operación en julio del 2015.
OBJETIVO GENERAL:
Diseño de una planta para la producción de biodiesel.

7
Objetivos particulares:
Encontrar un aceite vegetal barato y que su fuente sea abundante en México para la
producción de biodiesel.
Estudio de la producción de biodiesel.
-Aspectos técnicos: Elección del proceso, materias primas que se utilizaran.
-Aspectos económicos: Costo de materias primas, evaluación de la factibilidad del
proyecto, perspectivas a largo plazo.
III.-MARCO TEÓRICO
El biodiesel (nombre técnico: alcoholéster de ácidos grasos) es un combustible obtenido a
partir de aceites vegetales que funciona en cualquier motor diesel. La utilización de
combustibles vegetales, en motores diesel, es casi tan antigua como el mismo motor. El
inventor del motor diesel, Rudolf Diesel utilizó en el año 1900 aceite de maní como
combustible, para una demostración de su adaptabilidad. Se han hecho numerosos trabajos
experimentales sobre la utilización de combustibles vegetales entre los años 1930 – 1940. La
crisis del petróleo en los fines de la década del 70 y comienzos del 80, acompañados de la
incertidumbre reinante sobre lo que podía acontecer con los recursos no renovables,
especialmente sobre los derivados del petróleo, reflotó la idea de los biocombustibles [1].
Actualmente, existen cientos de artículos escritos de todas partes del mundo sobre la
utilización de aceites vegetales (en especial biodiesel) como combustibles. Estos combustibles
han pasado de ser experimentales, y ya forman parte de la canasta de combustibles habituales.
Actualmente este combustible se elabora desde hace un cuarto de siglo en 25 países
Varios aceites han sido probados para biodiesel. Generalmente, estos aceites, han sido
aquellos que abundan en el país de la investigación. En Estados Unidos, el aceite de Soya es
el que ocupa un primer lugar en su utilización, en Europa lo es el de colza, mientras que en
países de clima tropical se está investigando el aceite de coco ó el de palma.
Se ha llegado a probar grasas animales y aceites de cocina usados, entre otros, pero no todos
han tenido resultados satisfactorios, aparecieron problemas de incrustaciones y depósitos de
sólidos en los conductos, problemas de temperatura, de combustión, etc.
8
La fabricación de biodiesel es sencilla y su proceso comprende la transesterificación de los
triglicéridos con alcoholes ligeros a temperatura ambiente, utilizándose un catalizador
adecuado como el hidróxido de potasio (KOH). El alcohol que generalmente se utiliza es
metanol, aunque se pueden utilizar otros alcoholes ligeros, como etanol, propanol o butanol.
Como coproducto se obtiene glicerol, que se puede utilizar en otros procesos de interés
industrial, puede venderse tal cual o transformarse en otros productos de mayor valor
agregado, (por ejemplo: shampoo acaricida, aceite soluble para maquinado, jabón líquido y
sólido de glicerina), o también ser procesado para obtener glicerina industrial o farmacéutica.
Las materias primas renovables que se pueden emplear en la obtención de biodiesel son:
a) Aceites vegetales.
Aceites de semillas oleaginosas: Girasol, colza, soja, ajonjolí, cártamo, coco, etc.
Aceites de frutos oleaginosos: Palma.
Aceites de semillas oleaginosas alternativas: Brassica carinata, Camelina sativa,
Pogianus.
Aceites de semillas oleaginosas modificadas genéticamente: Aceite de girasol de alto
oleico.
Aceites vegetales de final de campaña: Aceite de oliva de alta acidez.
b) Aceites de fritura usados.
c) Grasas animales: Sebo de distintas calidades. En nuestro caso optaremos por un aceite que
sea muy abundante en nuestro país.
El comportamiento de los motores diesel, viene dado por el proceso de combustión y por
tanto, vendrá determinado por el tipo de combustible y sus propiedades físicas y químicas. En
principio, los motores diesel están diseñados y optimizados para utilizar gasóleo. En
consecuencia, la valoración de cualquier combustible requiere una comparación de las
propiedades más características. En la Tabla 1 se presentan y comparan algunas propiedades
de un gasóleo típico, de dos aceites vegetales (girasol y colza) y de sus ésteres metílicos [2].

9
Tabla 1: Comparación de las propiedades de los combustibles de biodiesel y gasóleo.
En el año 1992 se inició la producción a escala industrial del Biodiesel en Europa (Austria,
Bélgica, Francia, Alemania, Italia y Suecia), llegándose en la actualidad a producirse más de
un millón de toneladas anuales [3].
Tipos de Biodiesel
Según el tipo de materia prima usada, tenemos los siguientes tipos de Biodiesel (términos
identificativos en inglés) [6]
- RME... Rape Methyl Ester (Éster Metílico de Aceite de Colza)
- SME... Soya/sunflower Methyl Ester (Éster Metílico de Aceite de Soja o Girasol)
- PME... Pal Methyl Ester (Éster Metílico de Aceite de Palma)
- FAME... Fatty Acid Methyl Ester (Éster Metílico de Ácidos Grasos = Otros tipos de
Aceites y/o grasas vegetales y/o animales y/o sus mezclas).
Los Ésteres Metílicos o Biodiesel, sea cual sea la materia prima empleada para su fabricación,
tienen que cumplir unas normas de Calidad.

10
El biodiesel es un biocombustible, que hoy en día, presenta una oportunidad de recuperar o
preservar el medio ambiente; debido a que es producido a partir de aceites vegetales, los
cuales son renovables, es un combustible biodegradable. En México se puede elaborar
biodiesel, a partir de un aceite vegetal abundante en la región, tenemos tres tipos de aceites
que son los más abundantes, aceite de maíz, cártamo y soya.
III.1. PROCESOS DE TRANSESTERIFICACIÓN.
Los aceites y grasas, desde el punto de vista químico, están formados mayoritariamente por
triglicéridos; es decir, ésteres con tres cadenas moleculares de ácidos grasos unidas a una
molécula de glicerol. Cuando el glicerol se substituye por metanol obtenemos tres moléculas
de metiléster y una molécula de glicerina; es decir, una molécula de triglicérido reacciona con
tres moléculas de monoéster y una de glicerina. A este tipo de reacción se le llama
transesterificación [4].
El biodiesel se obtiene por transesterificación de los triglicéridos con alcoholes ligeros,
especialmente metanol, en presencia de catalizadores ácidos, como el ácido sulfúrico, o
básicos, como el KOH, o en presencia de enzimas. El esquema general de la reacción es el
que se muestra en la figura 1.
Figura 1. Reacción de transesterificación
La reacción de transesterificación es reversible y no implica grandes cambios de energía. Para
que la reacción pueda completarse es preciso eliminar del medio uno de los productos,
generalmente el glicerol, que se separa del medio casi anhidro y se deposita en el fondo del
reactor.

11
Los rendimientos suelen ser superiores al 90%. En presencia de catalizadores básicos la
reacción se puede efectuar a temperatura ambiente; en presencia de catalizadores ácidos es
precisa una temperatura superior a los 100º C; y en ausencia de catalizadores se requieren
temperaturas superiores a 250º C.
La reacción de transesterificación de los aceites es reversible y endotérmica, por lo que se
verá favorecida al aumentar la temperatura. Para alcanzar conversiones superiores a la de
equilibrio, es preciso retirar el glicerol que se va formando, cosa que es posible por su
preferente solubilidad en la fase acuosa respecto de la fase grasa. La reacción tiene lugar en la
fase grasa preferentemente y en poca extensión en la interfase agua-grasa. Por consiguiente, la
velocidad de reacción puede venir influenciada, entre otros factores, por la transferencia de
materia, de agua desde la fase acuosa a la grasa y de la glicerina desde la fase grasa a la
acuosa. Todos aquellos factores que mejoren dicha transferencia ya sea el gradiente de
concentraciones (la temperatura en la solubilidad) y en área interfacial y coeficientes de
transferencia de materia deberán ser considerados a la hora del diseño del reactor de
transesterificación [2].
III.2. ANTECEDENTES BIBLIOGRÁFICOS
Actualmente, existen cientos de artículos escritos de todas partes del mundo sobre la
utilización de aceites vegetales (en especial biodiesel) como combustibles. Estos se refieren a
la producción por catálisis ácida o básica (aunque hay otros), los dos se realizan a presión
atmosférica. La catálisis ácida se realiza a 250º C, mientras que la básica a menos de 50º C,
por lo que se decidió seguir esta última [2].
En la mayoría de los artículos hacen una comparación, para una transesterificación básica y
bajo ciertas condiciones, entre el hidróxido de sodio y el de potasio, resultando ser mejor el
hidróxido de potasio, ya que reduce el tiempo de reacción, [4, 12, 5].
En estos artículos se describe la optimización del catalizador y del alcohol, sobre el cual se
basó gran parte del trabajo, pues se determinaron éstos para nuestro caso. También se
12
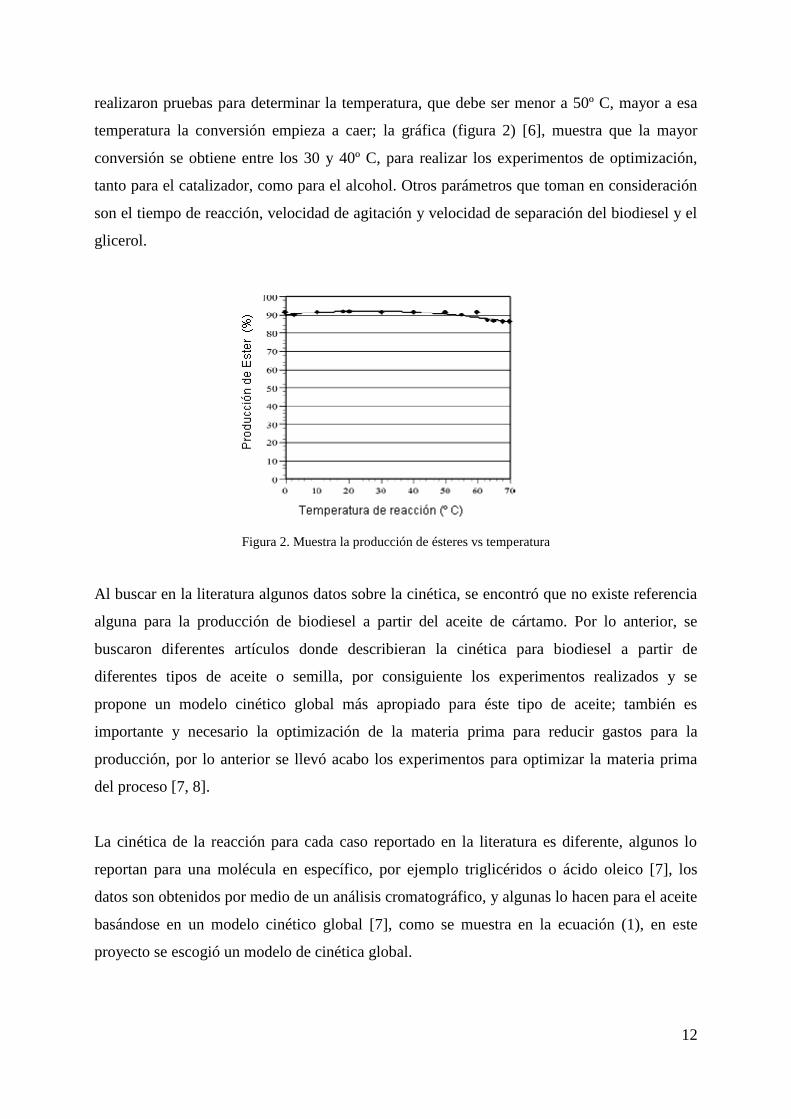
realizaron pruebas para determinar la temperatura, que debe ser menor a 50º C, mayor a esa
temperatura la conversión empieza a caer; la gráfica (figura 2) [6], muestra que la mayor
conversión se obtiene entre los 30 y 40º C, para realizar los experimentos de optimización,
tanto para el catalizador, como para el alcohol. Otros parámetros que toman en consideración
son el tiempo de reacción, velocidad de agitación y velocidad de separación del biodiesel y el
glicerol.
Figura 2. Muestra la producción de ésteres vs temperatura
Al buscar en la literatura algunos datos sobre la cinética, se encontró que no existe referencia
alguna para la producción de biodiesel a partir del aceite de cártamo. Por lo anterior, se
buscaron diferentes artículos donde describieran la cinética para biodiesel a partir de
diferentes tipos de aceite o semilla, por consiguiente los experimentos realizados y se
propone un modelo cinético global más apropiado para éste tipo de aceite; también es
importante y necesario la optimización de la materia prima para reducir gastos para la
producción, por lo anterior se llevó acabo los experimentos para optimizar la materia prima
del proceso [7, 8].
La cinética de la reacción para cada caso reportado en la literatura es diferente, algunos lo
reportan para una molécula en específico, por ejemplo triglicéridos o ácido oleico [7], los
datos son obtenidos por medio de un análisis cromatográfico, y algunas lo hacen para el aceite
basándose en un modelo cinético global [7], como se muestra en la ecuación (1), en este
proyecto se escogió un modelo de cinética global.

13
cat
MA
GB
e
MAc Cxx
xx
kxxkr
11 (1)
Donde
XA = fracción mol. del aceite. XB =frac. mol. biodiesel
XM = frac. mol. metanol XG = frac. mol. glicerol
Ccat = Concentración del catalizador kc = constante cinética
ke = Constante de equilibrio r = tasa de reacción
IV. ESTUDIO DEL MERCADO
En México la producción de biodiesel es nula (existe producción a nivel planta piloto pero no
es significativa), sus exportaciones e importaciones no existen. Así que tomamos como
parámetro la producción de diesel, para poder obtener, la producción diaria de la planta de
biodiesel.
Tanto en la tabla 2 como en la figura 1 se muestra el avance de producción durante el período
1993-2003, donde se puede ver que, PEMEX Diesel y otros tipos de diesel se encuentran a la
alza, pero el diesel desulfurado se encuentra a la baja debido a la demanda, siguiendo la figura
2 a partir de 1998 las ventas son nulas [9].
Tabla 2: Producción del Diesel en miles de barriles diarios
Producción
miles de barriles diarios 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003
Diesel 266.7 284.4 254.8 269.6 275.4 290 271.9 265.4 281.6 266.9 307.8
PEMEX Diesel 12.2 94.3 150.4 207.5 242.2 250.7 248.4 254.5 266.6 246.7 290.8
Desulfurado 242 181.8 101.5 56.1 22.8 23 6.9 1.2 1.1 0.7 0.6
Otros 12.4 8.3 3 6 10.4 16.3 16.6 9.7 13.9 19.5 16.4
En la tabla 2.1 se representa la proyección de la producción de diesel en miles de barriles
diarios, a partir del 2003 hasta 2015, que es cuando se espera la apertura de la planta de
biodiesel.

14
Tabla 2.1. Muestra la producción para el período del 2003-2015
miles de
barriles diarios 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Diesel 307.8 297 305 299 306.5 317 316 306 320 315 327 321 340
La figura 3 muestra la producción en miles de barriles diarios que resulta al graficar la
proyección a futuro del período 2003 a 2015 de la tabla 2.1; podemos decir que la producción
esperada para el año en que se abrirá la planta es de 340 miles de barriles diarios.
Producción
0
50
100
150
200
250
300
350
400
1993 1995 1997 1999 2001 2003 2005 2007 2009 2011 2013 2015
Periodo
mil
es d
e b
arr
iles d
iari
os
Diesel
Pemex Diesel
Desulfurado
Otros
Extrapolación
Figura 3: Muestra la tendencia de la producción de 1993 al 2015
La tabla 3 muestra las ventas en el período de 1993-2003, en donde se encuentran a la alza
todos los tipos de diesel a excepción del diesel desulfurado que en 1997 fue la última venta
[9].
Tabla 3: Ventas de Diesel en millones de pesos
Ventas
millones de pesos 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003
Diesel 6823 6631.5 12364 20153 21076 18418 22669 37917 33793 30245 44707
PEMEX Diesel 216.7 2072.8 7499.3 15840 17686 15018 18406 30386 27589 25425 36539
Desulfurado 6319 3832.5 3351.1 1510 74.8 ------ ------- ------- ------- -------
-------
Otros 287.7 726.1 1514 2803 3316 3400 4263 7531 6204 4820 8168

15
En la figura 2 se muestra el avance de producción de las ventas del diesel en el periodo 1992-
2003, donde se puede ver que PEMEX Diesel y otros tipos de diesel se encuentran a la alza,
pero el Diesel desulfurado se encuentra a la baja a tal punto que en 1998 las ventas son nulas.
Esto quiere decir que su producción se encuentra en el rubro de otros tipos de diesel, que
también se encuentra a la alza.
El propósito del estudio de mercado que se le hizo al diesel es el de encontrar que la demanda
vaya a la alza como lo muestra la figura 3 y por lo tanto un aumento gradual para cada año en
cuanto a las ventas; esto lo muestra la figuras 4; ya que sin estos resultados el biodiesel no
tendría mercado; el criterio que se siguió es el de asegurar las ventas del bio-combustible
desde el primer año de su producción.
Ventas
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
50000
1992 1994 1996 1998 2000 2002 2004Periodo
mil
lon
es d
e p
eso
s
Diesel
Pemax Diesel
Desulfurado
Otros
Figura 4: Ventas de diesel en el periodo de 1993 a 2004
IV.1. PRINCIPALES PRODUCTORES EN MÉXICO
Actualmente PEMEX es la única empresa que produce y distribuye varios tipos de diesel,
entre los que se destacan:

16
PEMEX Diesel
Diesel bajo en azufre
Diesel marino
IV.1.1. PRINCIPALES CONSUMIDORES
Los sectores que consumen el producto de PEMEX llamado, PEMEX Diesel:
Sector automotriz
Industrial
Agrícola
Acuacultura
El precio varía de acuerdo con los sectores que utilizan el diesel.
IV.2. ORDEN DE PRODUCCIÓN PARA EL AÑO 2015
Basándonos en la producción del diesel de PEMEX, cuya cantidad es 11,000, 000 litros por
día, [2] y teniendo el interés de hacer una mezcla de biodiesel al 20% con 80% de diesel para
lanzar a la venta el bioestiraje de B20, se estima que la producción de biodiesel es de
2,200,000 litros por día, la cual sería la capacidad de producción mínima de la planta.
IV.3. PROYECCIONES A FUTURO
Teniendo como modelo a seguir los países europeos, ya que ellos toman con gran importancia
la contaminación ambiental y el decrecimiento de yacimientos petrolíferos en el mundo, una
alternativa para ellos ha sido el uso de biocombustibles; en algunos países se usa el biodiesel
con un bioestiraje de B20, algunos otros de B100.
17
Hoy en México, la producción de biocombustibles a una escala nacional es nula, pero se
puede comenzar por establecer un bioestiraje de B20, con miras a futuro de llegar a un B100,
se han dado importantes avances en la obtención del biodiesel a partir de aceite de girasol y
soya. La magnitud del uso de motores y turbinas basado en la explosión interna de
combustibles basados en derivados del carbono fósil, señala que la alternativa economista y
ecologista del uso de biocombustibles es apenas un mínimo aplicable, pero se considera un
buen principio para proyección futura y se está extendiendo considerablemente.
La generación de energía mediante el aprovechamiento de productos naturales o de residuos
(biomasa), es una de las industrias del futuro. De momento, es el sector oleícola el que mejor
puede aprovechar esta posibilidad de generar energía limpia, [9].
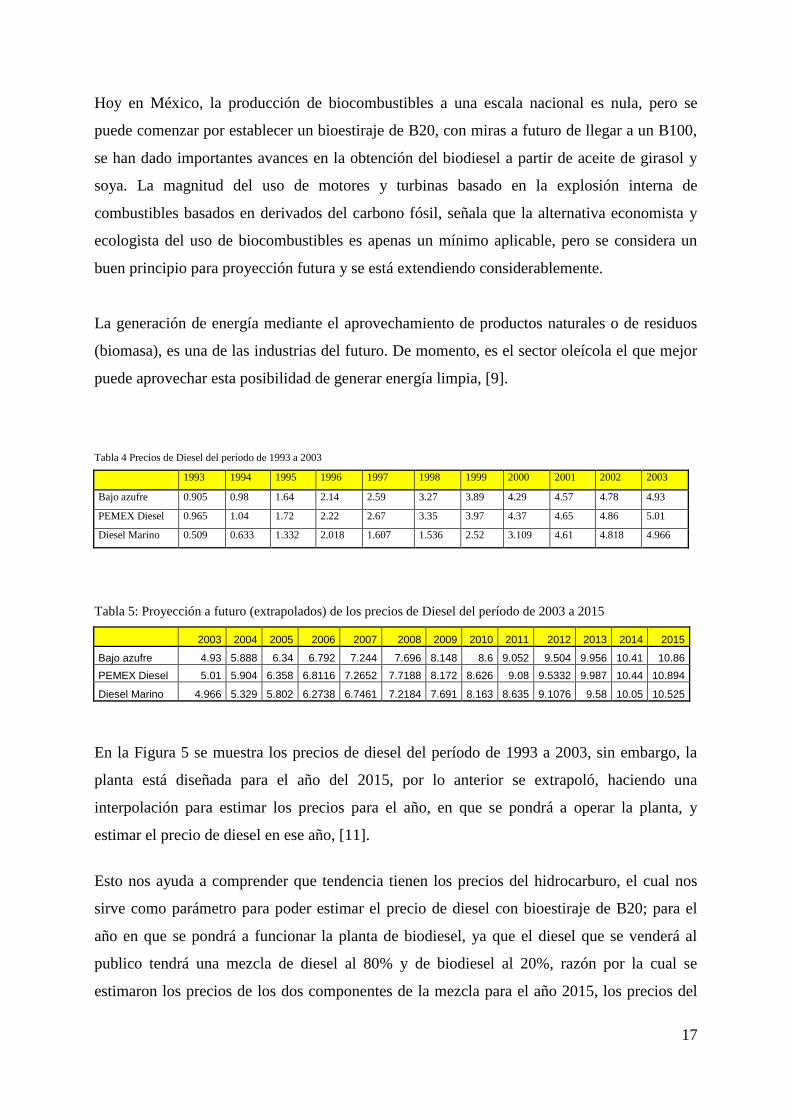
Tabla 4 Precios de Diesel del período de 1993 a 2003
1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003
Bajo azufre 0.905 0.98 1.64 2.14 2.59 3.27 3.89 4.29 4.57 4.78 4.93
PEMEX Diesel 0.965 1.04 1.72 2.22 2.67 3.35 3.97 4.37 4.65 4.86 5.01
Diesel Marino 0.509 0.633 1.332 2.018 1.607 1.536 2.52 3.109 4.61 4.818 4.966
Tabla 5: Proyección a futuro (extrapolados) de los precios de Diesel del período de 2003 a 2015
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Bajo azufre 4.93 5.888 6.34 6.792 7.244 7.696 8.148 8.6 9.052 9.504 9.956 10.41 10.86
PEMEX Diesel 5.01 5.904 6.358 6.8116 7.2652 7.7188 8.172 8.626 9.08 9.5332 9.987 10.44 10.894
Diesel Marino 4.966 5.329 5.802 6.2738 6.7461 7.2184 7.691 8.163 8.635 9.1076 9.58 10.05 10.525
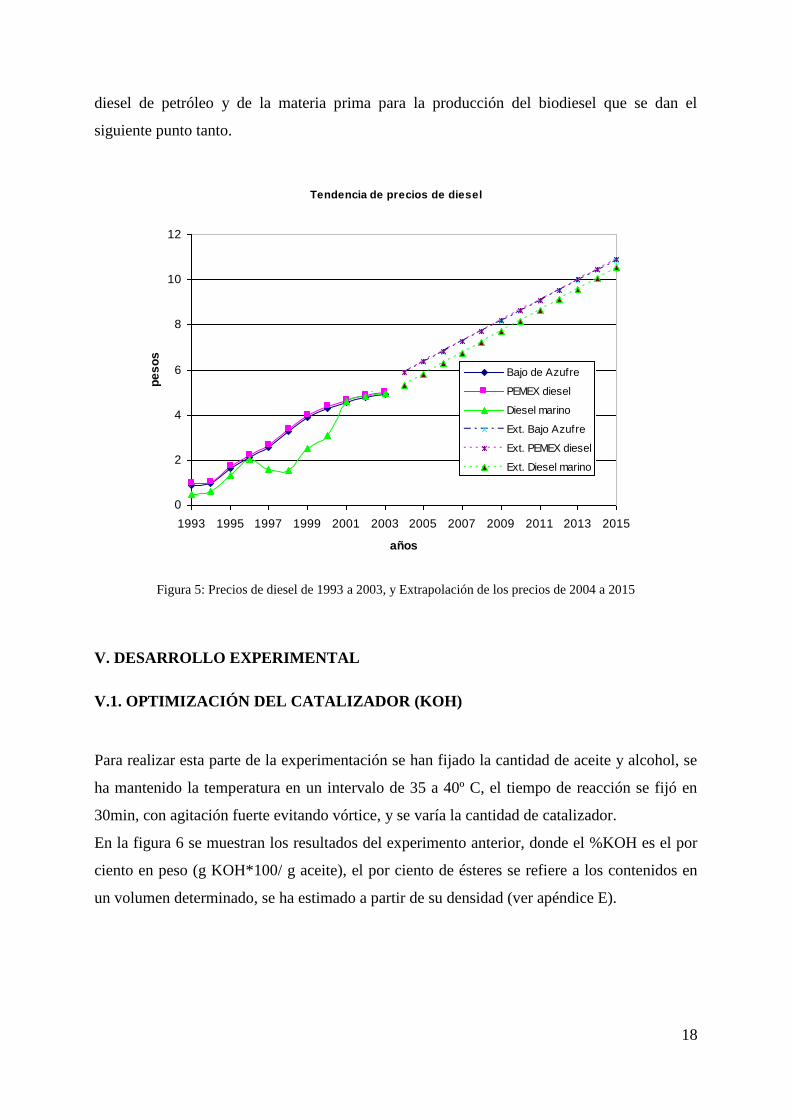
En la Figura 5 se muestra los precios de diesel del período de 1993 a 2003, sin embargo, la
planta está diseñada para el año del 2015, por lo anterior se extrapoló, haciendo una
interpolación para estimar los precios para el año, en que se pondrá a operar la planta, y
estimar el precio de diesel en ese año, [11].
Esto nos ayuda a comprender que tendencia tienen los precios del hidrocarburo, el cual nos
sirve como parámetro para poder estimar el precio de diesel con bioestiraje de B20; para el
año en que se pondrá a funcionar la planta de biodiesel, ya que el diesel que se venderá al
publico tendrá una mezcla de diesel al 80% y de biodiesel al 20%, razón por la cual se
estimaron los precios de los dos componentes de la mezcla para el año 2015, los precios del
18
diesel de petróleo y de la materia prima para la producción del biodiesel que se dan el
siguiente punto tanto.
Tendencia de precios de diesel
0
2
4
6
8
10
12
1993 1995 1997 1999 2001 2003 2005 2007 2009 2011 2013 2015
años
pe
so
s
Bajo de Azufre
PEMEX diesel
Diesel marino
Ext. Bajo Azufre
Ext. PEMEX diesel
Ext. Diesel marino
.
Figura 5: Precios de diesel de 1993 a 2003, y Extrapolación de los precios de 2004 a 2015
V. DESARROLLO EXPERIMENTAL
V.1. OPTIMIZACIÓN DEL CATALIZADOR (KOH)
Para realizar esta parte de la experimentación se han fijado la cantidad de aceite y alcohol, se
ha mantenido la temperatura en un intervalo de 35 a 40º C, el tiempo de reacción se fijó en
30min, con agitación fuerte evitando vórtice, y se varía la cantidad de catalizador.
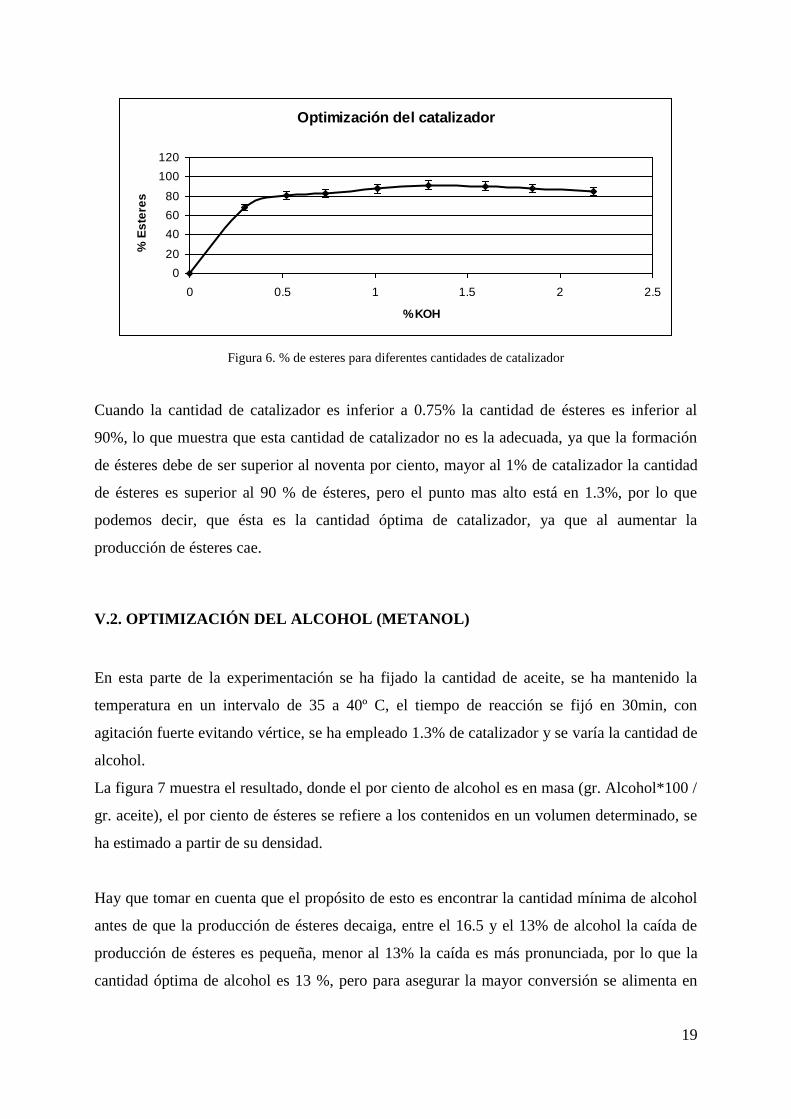
En la figura 6 se muestran los resultados del experimento anterior, donde el %KOH es el por
ciento en peso (g KOH*100/ g aceite), el por ciento de ésteres se refiere a los contenidos en
un volumen determinado, se ha estimado a partir de su densidad (ver apéndice E).
19
Optimización del catalizador
0
20
40
60
80
100
120
0 0.5 1 1.5 2 2.5
% KOH
% E
ste
res
Figura 6. % de esteres para diferentes cantidades de catalizador
Cuando la cantidad de catalizador es inferior a 0.75% la cantidad de ésteres es inferior al
90%, lo que muestra que esta cantidad de catalizador no es la adecuada, ya que la formación
de ésteres debe de ser superior al noventa por ciento, mayor al 1% de catalizador la cantidad
de ésteres es superior al 90 % de ésteres, pero el punto mas alto está en 1.3%, por lo que
podemos decir, que ésta es la cantidad óptima de catalizador, ya que al aumentar la
producción de ésteres cae.
V.2. OPTIMIZACIÓN DEL ALCOHOL (METANOL)
En esta parte de la experimentación se ha fijado la cantidad de aceite, se ha mantenido la
temperatura en un intervalo de 35 a 40º C, el tiempo de reacción se fijó en 30min, con
agitación fuerte evitando vértice, se ha empleado 1.3% de catalizador y se varía la cantidad de
alcohol.
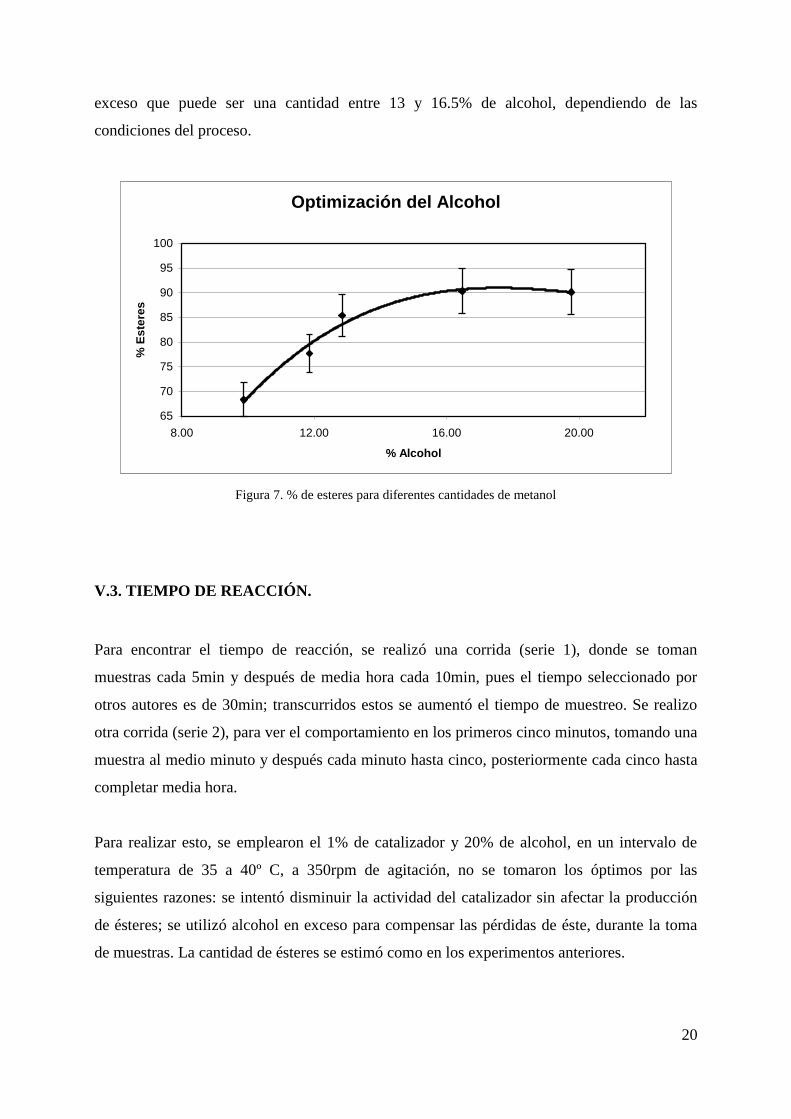
La figura 7 muestra el resultado, donde el por ciento de alcohol es en masa (gr. Alcohol*100 /
gr. aceite), el por ciento de ésteres se refiere a los contenidos en un volumen determinado, se
ha estimado a partir de su densidad.
Hay que tomar en cuenta que el propósito de esto es encontrar la cantidad mínima de alcohol
antes de que la producción de ésteres decaiga, entre el 16.5 y el 13% de alcohol la caída de
producción de ésteres es pequeña, menor al 13% la caída es más pronunciada, por lo que la
cantidad óptima de alcohol es 13 %, pero para asegurar la mayor conversión se alimenta en
20
exceso que puede ser una cantidad entre 13 y 16.5% de alcohol, dependiendo de las
condiciones del proceso.
Optimización del Alcohol
65
70
75
80
85
90
95
100
8.00 12.00 16.00 20.00
% Alcohol
% E
ste
res
Figura 7. % de esteres para diferentes cantidades de metanol
V.3. TIEMPO DE REACCIÓN.
Para encontrar el tiempo de reacción, se realizó una corrida (serie 1), donde se toman
muestras cada 5min y después de media hora cada 10min, pues el tiempo seleccionado por
otros autores es de 30min; transcurridos estos se aumentó el tiempo de muestreo. Se realizo
otra corrida (serie 2), para ver el comportamiento en los primeros cinco minutos, tomando una
muestra al medio minuto y después cada minuto hasta cinco, posteriormente cada cinco hasta
completar media hora.
Para realizar esto, se emplearon el 1% de catalizador y 20% de alcohol, en un intervalo de
temperatura de 35 a 40º C, a 350rpm de agitación, no se tomaron los óptimos por las
siguientes razones: se intentó disminuir la actividad del catalizador sin afectar la producción
de ésteres; se utilizó alcohol en exceso para compensar las pérdidas de éste, durante la toma
de muestras. La cantidad de ésteres se estimó como en los experimentos anteriores.

21
Avance de reacción
0,0000
0,2000
0,4000
0,6000
0,8000
1,0000
1,2000
0 10 20 30 40 50 60 70
Tiempo (min)
% E
ste
res
Serie2
Serie1
Figura 8. Las series representan dos diferentes corridas
En la figura 8 se puede observar el resultado del experimento, en la cual se puede ver que la
reacción es muy rápida en los primeros 5 minutos y después se la reacción se hace lenta, en la
cual se ve que la mayor cantidad de ésteres se forma a los 25min, después de este tiempo ésta
decae un poco hasta un valor de equilibrio, esto es algo esperado, ya que la reacción es
reversible.
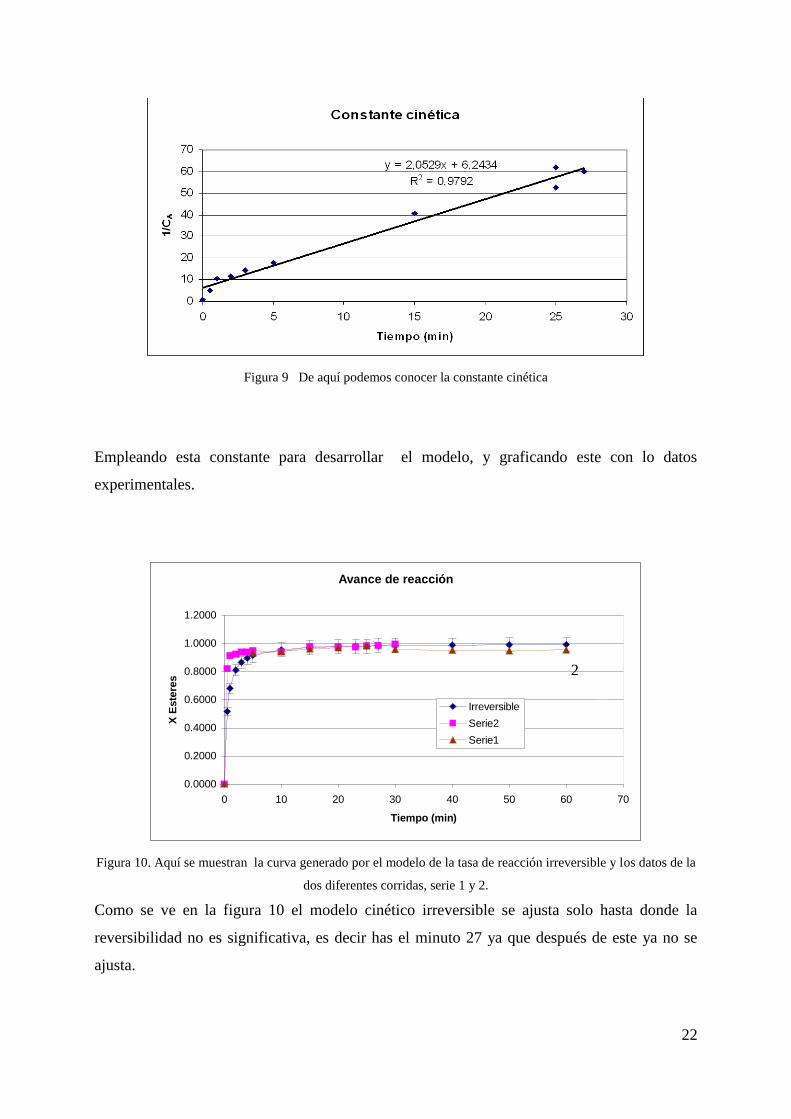
V.4. CINÉTICA
A partir de lo datos de avance de reacción anterior se hace calculan el inverso de la
concentración el cual se grafica con el tiempo como se muestra en la figura 10, esto nos da la
constante cinética (K), para un modelo no reversible, de segundo orden (-r= KCA2), en donde
la pendiente de la grafica es K cuyo valor es 2.053 l/mol min, ver figura 9.
22
Figura 9 De aquí podemos conocer la constante cinética
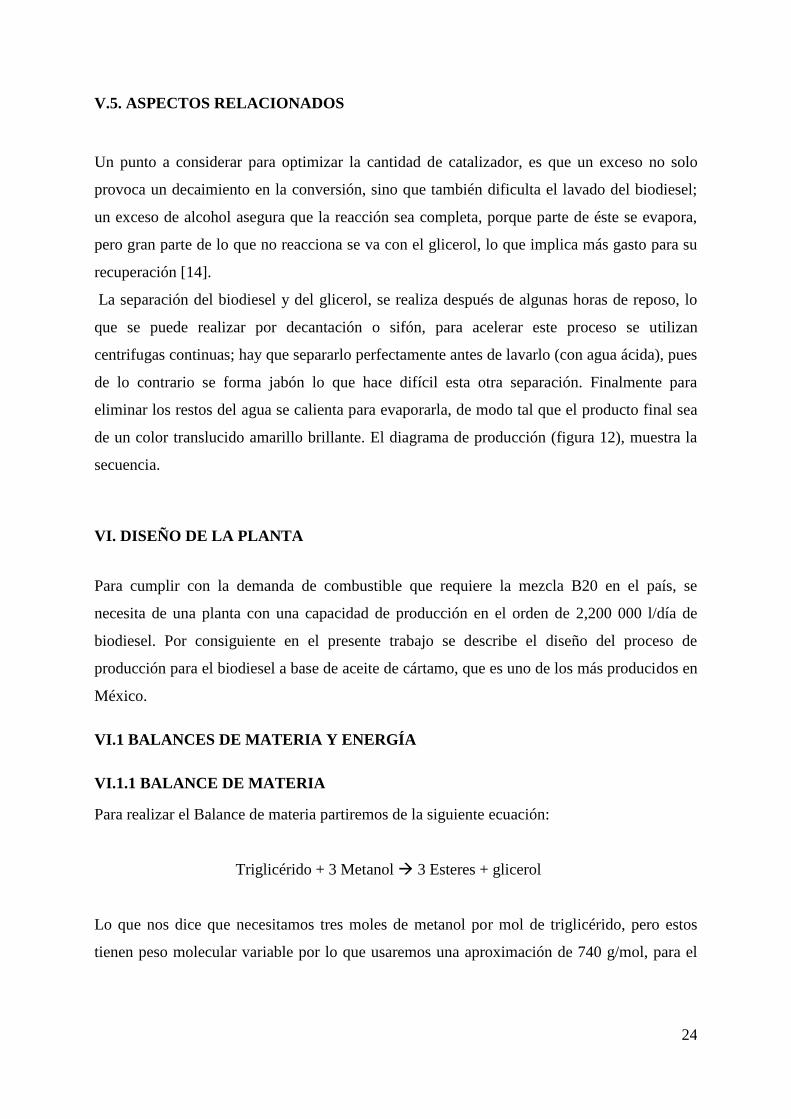
Empleando esta constante para desarrollar el modelo, y graficando este con lo datos
experimentales.
Avance de reacción
0.0000
0.2000
0.4000
0.6000
0.8000
1.0000
1.2000
0 10 20 30 40 50 60 70
Tiempo (min)
X E
ste
res
Irreversible
Serie2
Serie1
Figura 10. Aquí se muestran la curva generado por el modelo de la tasa de reacción irreversible y los datos de la
dos diferentes corridas, serie 1 y 2.
Como se ve en la figura 10 el modelo cinético irreversible se ajusta solo hasta donde la
reversibilidad no es significativa, es decir has el minuto 27 ya que después de este ya no se
ajusta.
2

23
Para un modelo reversible como el siguiente:
22
0
2
00"
11 xC
KxCCKr A
e
MAc (2)
Donde
Kc = Constante cinética (0.8 l/mol min)
Ke” = Constante de equilibrio (4803 mol min/l)
CA0 = Concentración inicial de aceite. (1.07 mol/l)
CM0 = Concentración inicial de metanol (4.11 mol/l)
x = Fracción masica de aceite que a reaccionado
Aplicando el modelo reversible con los valores entre paréntesis y graficando con los datos
experimentales tenemos la figura 11
Avance de reacción
0.0000
0.2000
0.4000
0.6000
0.8000
1.0000
1.2000
0 10 20 30 40 50 60 70
Tiempo (min)
X E
ste
res
Reversible
Serie2
Serie1
Figura 11. Aquí se muestran la curva generado por el modelo de la tasa de reacción reversible y los datos de la
dos diferentes corridas, serie 1 y 2.
El modelo reversible se ajusta mejor a los datos. Tanto en el modelo irreversible como en el
reversible, los datos experimentales en los primeros 5 minutos no se ajustan, esto es porque
están sobre estimados, ya que la reacción no se lleva en un solo paso, sino que se realiza en
una secuencia: de triglicéridos (aceite) a diglicéridos estos a monoglicéridos y finalmente a
glicerol. El método empleado para estimar el % de esteres no toma en cuenta esta secuencia.
2
24
V.5. ASPECTOS RELACIONADOS
Un punto a considerar para optimizar la cantidad de catalizador, es que un exceso no solo
provoca un decaimiento en la conversión, sino que también dificulta el lavado del biodiesel;
un exceso de alcohol asegura que la reacción sea completa, porque parte de éste se evapora,
pero gran parte de lo que no reacciona se va con el glicerol, lo que implica más gasto para su
recuperación [14].
La separación del biodiesel y del glicerol, se realiza después de algunas horas de reposo, lo
que se puede realizar por decantación o sifón, para acelerar este proceso se utilizan
centrifugas continuas; hay que separarlo perfectamente antes de lavarlo (con agua ácida), pues
de lo contrario se forma jabón lo que hace difícil esta otra separación. Finalmente para
eliminar los restos del agua se calienta para evaporarla, de modo tal que el producto final sea
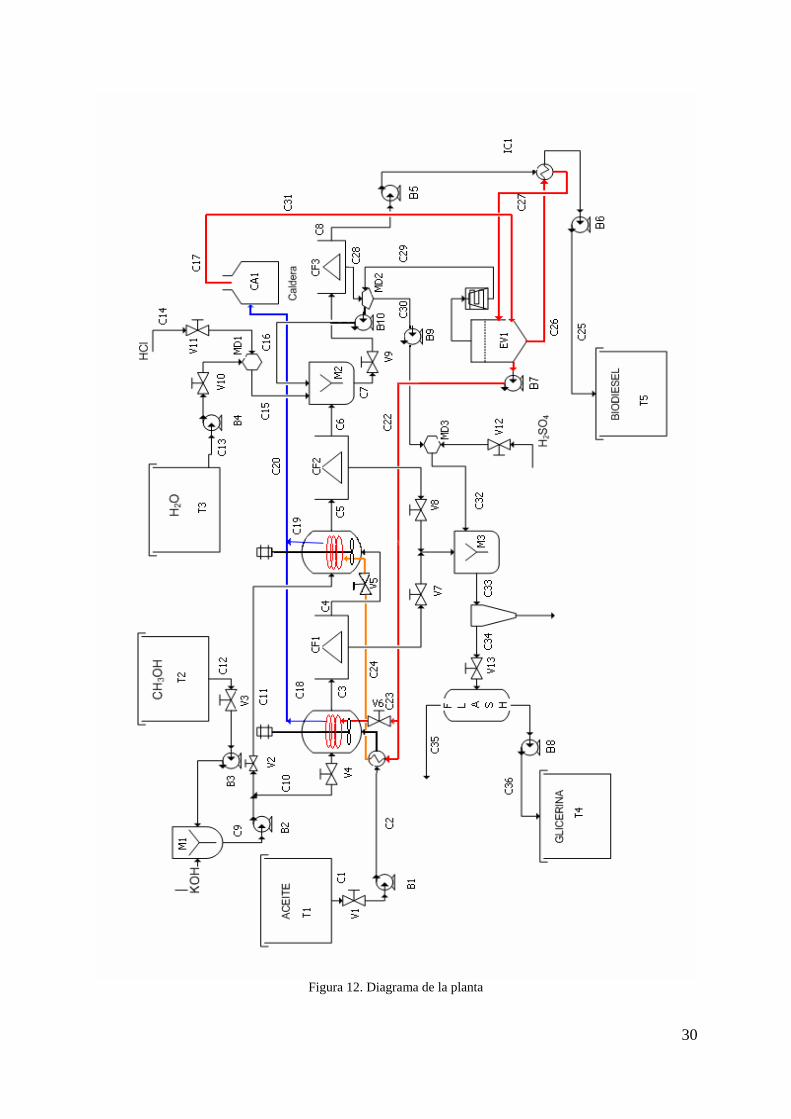
de un color translucido amarillo brillante. El diagrama de producción (figura 12), muestra la
secuencia.
VI. DISEÑO DE LA PLANTA
Para cumplir con la demanda de combustible que requiere la mezcla B20 en el país, se
necesita de una planta con una capacidad de producción en el orden de 2,200 000 l/día de
biodiesel. Por consiguiente en el presente trabajo se describe el diseño del proceso de
producción para el biodiesel a base de aceite de cártamo, que es uno de los más producidos en
México.
VI.1 BALANCES DE MATERIA Y ENERGÍA
VI.1.1 BALANCE DE MATERIA
Para realizar el Balance de materia partiremos de la siguiente ecuación:
Triglicérido + 3 Metanol 3 Esteres + glicerol
Lo que nos dice que necesitamos tres moles de metanol por mol de triglicérido, pero estos
tienen peso molecular variable por lo que usaremos una aproximación de 740 g/mol, para el

25
catalizador se emplea el 1% en peso respecto al aceite, para neutralizarlo partimos de las
relaciones estequimétricas y la repartición en las fases biodiesel-glicerol [14].
Se requiere producir 2200000 litros de combustible diario, el flujo necesario para este
balance de materia es 91666.67 l/h, o bien 87083.33 kg/h. Algunos datos necesarios se
muestran en la tabla 6.
Tabla 6
Densidad (kg/m3) Cp (kJ/kg K
Biodiesel
910
Aceite vegetal
950 2.01
Metanol 721 2.74
KOH
HCl 1190
H2SO4 1850
Glicerol 1100 2.61 (20-40°C)
2.78 (20-100 °C)
Agua 1000 4.184
(vaporización) 2257.27 kJ/kg
El balance global de materia se resume en la tabla 7
Tabla 7
Balance de Masa
Producto Entrada (kg/h) Salida (kg/h)
Aceite Vegetal 87083.33 (91666.67 l)
Metanol 14483.33 (18333.33 l)
KOH 821.96
HCl 88.47 (74.98 l)
H2SO4 713.31 (385.57 l)
Agua 3606.67 4019.04
KCl 63.20
K2SO4 1203.16
Glicerol 19763.33 (17966.66 l)
Biodiesel 81748.34 (89833.34 l)
Total 106797.1 106797.1

26
VI.1.2 BALANCE DE ENERGIA
En la figura 12 se muestra para producir 91666.67l/h del biodiesel (combustible).
Se iniciara el calculo de la corriente más caliente, esta es la producción de vapor. Para ello
requerimos la cantidad de vapor a producir esta es 2542,44kg/h a una temperatura de 110ºC,
esta se produce quemando combustible, si se emplea parte del biodiesel producido se
requerirá de 156.38kg/h, ya que este tiene un poder calorífico de 39748kJ/kg, con un
intercambio de calor de 6215540.67kJ/h.
Este vapor producido se destina a un evaporador, donde se eliminan los residuos de agua del
biodiesel después del lavado, donde se intercambia 5311347,31kJ/h, el vapor se condensa y el
agua caliente se destina a precalentar la corriente de aceite que corresponde a un flujo de
87083.33kg/h que pasa de 25 a 40ºC, mientras que la corriente de agua pasa de 110 a 50ºC,
para ello se utiliza solo una parte de la corriente la cual es de 1045,87kg/h, con un intercambio
de calor de 262556,25kJ/h.
La corriente que sale de precalentar el aceite se manda al reactor 2 donde el calor de reacción
necesario se calcula con entalpía de reacción (ΔHReac) que tiene un valor de 11.21kJ/mol y el
flujo molar que falta de reaccionar es 540.15mol/h, lo que nos da un calor de 6056.79kJ/h a
esto hay que sumarle el calor para calentar el resto del la corriente por lo que se emplea toda
el agua caliente de la corriente.
Para el reactor 1 usaremos parte de la corriente a 110°C, calor de reacción es 131956.20kJ/h
el cual se logra con 525.64kg/h de agua que pasa de 110 a 50°C; todas las corrientes de agua
empleadas y la restante regresan a la caldera.
En el evaporador sale una corriente de biodiesel caliente que se necesita enfriar, mientras que
la corriente que entra se debe calentar, estas corrientes intercambian 6639581kJ/h, y la
corriente caliente pasa de 80 a 45°C, mientras que la fría de 25 a 60°C, con lo que se ahora
energía.
Tabla 8: Balance de Energía
Entrada Salida
Equipo Calor kJ/hr Masa kg/hr Calor kJ/hr Masa kg/hr
caldera 6215540.67 156.38 5311347,31 2542,44
evaporador 5311347,31 2542,44 2542,44
intercambiador 1 262556,25 1045,87 1045,87
reactor 1 6056.79 1045,87 1045,87
reactor 2 131956.20 525.64 525.64
intercambiador 2 6639581 87083.33
27
VI.2. DISEÑO DE EQUIPOS
Los equipos mas representativos de la plante son los reactores, las bombas, las centrifugas y el
evaporador; el diseño de estos equipos los abordaremos en esta sección.
Para el primer reactor (R1) con una conversión de 0.95 y un caudal de la corriente C10 (ver
figura 12) de 1870 litros por minuto es:
Volumen del reactor 1 (m3) = 9.98
Con un diámetro de 1.84m, un radio de 0.92m, una altura de 1.88m, donde tiene un agitador
de flujo axial de seis palas con una potencia de 40.75 hp, un diámetro de 0.613m, 4
deflectores con un grosor de 0.153m; en el apéndice J se especifica como se obtuvieron estos
valores y un serpentín con una área de transferencia de calor de 37.59m2.
Para el reactor 2 (R2) el volumen es un poco más chico que el primero, ya que la conversión
es de 0.95 a 0.99, con un caudal que proviene de la corriente C4 (ver figura 12) de 1551 litros
por minuto:
Con un diámetro de 1.78m, un radio de 0.89m, una altura de 1.79m, donde tiene un agitador
de flujo axial de seis palas con una potencia de 36.42 hp, un diámetro de 0.593m, 4
deflectores con un grosor de 0.148m; en el apéndice J se especifica como se obtuvieron estos
valores y un serpentín con una área de transferencia de calor de 11.22m2.
Para el diseño de las bombas nos basamos en los caudales de las corrientes donde se necesitó
bombear para no perder la velocidad del flujo; en el apéndice I se muestran las bombas sus
corrientes, su potencia, el diámetro de la tubería los accesorios por donde pasara el liquido,
como válvulas codos de 45°, Te y la longitud de la tubería (Leq) y las ecuaciones de diseño.
Volumen del reactor 2 (m3) = 8.92
28
Para el diseño de las centrifugas se siguieron las ecuaciones de diseño para una centrifuga de
platos, en el apéndice H muestra la deducción a detalle de estas; el numero de platos que
requiere cada una es de 34.
También se requiere un evaporador en donde las ecuaciones de diseñado se muestran a detalle
en el apéndice F; este quipo requiere una área de trasferencia de calor de 30.71m2, para
transmitir 5638872 kJ/hr.
VI.3 PROCESO PARA PRODUCIR BIODIESEL.
El proceso esquematizado en la figura 12, consta de dos reactores continuos de tanque agitado
su diseño se encuentra en el apéndice K, con un sistema de agitación y un sistema de
calentamiento en serpentín necesario para que se lleve a cabo la reacción, en el reactor 1 se
alimentan las materias primas, alcohol, catalizador y aceite de cártamo estos dos últimos
previamente mezclados.
Después de 5min el producto pasa a la centrifuga uno (CF1) donde se separa el glicerol
después pasa al reactor 2 donde reaccionará lo que sobró de los reactivos; después de 5min
pasará a la centrifuga dos (CF2).
El glicerol formado se une con la corriente de la centrifuga uno y se manda al proceso de
purificación, el biodiesel que sale de la centrifuga dos pasa al mezclador dos (M2), ahí se le
agrega ácido clorhídrico para neutralizar el catalizador, después pasa a la centrifuga (CF3)
para retirar el agua; ésta se divide en dos corrientes una de ellas se manda como recirculación
al (CF3), la otra corriente se manda a diluir con ácido sulfúrico en la corriente C30.
El biodiesel que sale de la centrifuga (CF3) se pasa aun intercambiador de calor (IC1), donde
se precalentará para pasar al evaporador (EV1) y eliminar toda el agua remanente, por último
se manda al tanque de almacenamiento (T5) pasando por el intercambiador de calor (IC1)
para enfriar el producto.

29
Las corrientes C37 y C38 se unen en el mezclador (M3) donde se lava con ácido sulfúrico y
pasa a un filtro para eliminar las sales formadas, después se lleva a un tanque flash para
evaporar el alcohol remanente. El producto llamado glicerina sale por el fondo del flash con
una pureza de 99% y se manda al tanque de almacenamiento T4.
30
Figura 12. Diagrama de la planta

31
VI.4 SEGURIDAD DE LA PLANTA
Las normas de seguridad aplicable se encuentran en el apéndice M
Un punto importante de tomar en cuenta es el manejo de los ácidos (HCl y H2SO4) como del
hidróxido de potasio al combinarse con el metanol, estas sustancias se consideran corrosivas
según la norma NOM-005-STPS-1998, la cual también refiere su manejo que a continuación
se resume.
Programa específico de seguridad e higiene para el manejo, transporte y
almacenamiento de sustancias químicas peligrosas
Este programa debe contener lo siguiente:
a) las hojas de datos de seguridad de todas las sustancias químicas que se manejen,
transporten o almacenen en el centro de trabajo, de conformidad con lo establecido en la
NOM-114-STPS-1994;
b) los procedimientos de limpieza y orden;
c) las cantidades máximas de las sustancias que se pueden tener en el área de producción, en
base al estudio para analizar el riesgo potencial;
d) el tipo del equipo de protección personal específico al riesgo;
e) el procedimiento de limpieza, desinfección o neutralización de las ropas y equipo de
protección que pudieran contaminarse con sustancias químicas peligrosas, cuando el estudio
para analizar el riesgo potencial así lo indique;
f) la prohibición de ingerir alimentos y bebidas en las áreas de trabajo;
g) el plan de emergencia en el centro de trabajo, que debe contener lo siguiente:
1) los procedimientos de seguridad en caso de fuga, derrame, emanaciones o incendio;
2) el manual de primeros auxilios conforme a lo establecido en el apartado 5.6;
3) el procedimiento para evacuación;
4) los procedimientos para volver a condiciones normales,
5) los procedimientos para rescate en espacios confinados.
h) la prohibición de fumar y utilizar flama abierta en las áreas donde esto represente un
riesgo,
i) los procedimientos seguros para realizar las actividades peligrosas y trabajos en espacios
confinados.
32
Requisitos generales
1 En base al estudio para analizar el riesgo potencial, se deben colocar las señales, avisos,
colores e identificación de fluidos conducidos en tuberías conforme a lo establecido en las
NOM-026-STPS-1993, NOM-027-STPS-1993 y NOM-028-STPS-1993.
2 El llenado de los recipientes que contengan sustancias químicas peligrosas en estado líquido
a presión atmosférica, debe hacerse máximo hasta el noventa por ciento de su capacidad, para
lo cual se debe contar con un dispositivo de lectura del nivel de llenado.
3 Los recipientes portátiles sujetos a presión que contengan sustancias químicas peligrosas
deben:
a) contar con válvulas y manómetros; la lectura de la presión de operación en el
manómetro debe estar por debajo de la presión máxima de trabajo,
b) tener indicada la presión máxima de trabajo.
Se exceptúan del cumplimiento de este apartado los extintores y aerosoles.
4 Los recipientes fijos de almacenamiento de sustancias químicas peligrosas deben contar con
cimentaciones a prueba de fuego.
5 Las tuberías y recipientes fijos que contengan sustancias químicas peligrosas deben contar
con sistemas que permitan interrumpir el flujo de dichas sustancias.
6 Se debe contar con zonas específicas para el almacenamiento de las sustancias químicas
peligrosas. Martes 2 de febrero de 1999 DIARIO OFICIAL (Primera Sección) 6
7 Se deben identificar los recipientes que contengan sustancias químicas peligrosas conforme
a lo establecido en la NOM-114-STPS-1994.
8 Los recipientes con sustancias químicas peligrosas deben permanecer cerrados mientras no
estén en uso.
9 En las áreas donde por el tipo de actividad no exista exposición frecuente de los
trabajadores a sustancias químicas peligrosas, se debe vigilar que la concentración de éstas en
el medio ambiente laboral no generen una atmósfera explosiva. Cuando un trabajador tenga
que entrar a una de estas áreas, se deben tomar medidas para controlar la exposición del
trabajador.
Requisitos de seguridad e higiene para el transporte y almacenamiento de sustancias
corrosivas, irritantes o tóxicas
1 El almacenamiento de sustancias corrosivas, irritantes o tóxicas debe hacerse en recipientes
específicos, de materiales compatibles con la sustancia de que se trate.

33
2 Cuando el transporte de sustancias corrosivas, irritantes o tóxicas en los centros de trabajo
se realice a través de un sistema de tuberías o recipientes portátiles, éstos deben estar cerrados
para evitar que su contenido se derrame o fugue.
El metanol es considerado una sustancia explosiva según la norma ya mencionada. El manejo es el
siguiente.
Requisitos de seguridad e higiene para el manejo, transporte y almacenamiento de
sustancias explosivas
1 Del manejo.
1.1 Se debe elaborar un manual de procedimientos para el manejo seguro de explosivos, el
cual debe establecer al menos lo siguiente:
a) la instrucción de suspender las labores cuando se aproxime una tormenta eléctrica o
tempestad;
b) se prohíbe el uso de herramientas, ropa, zapatos y objetos personales que puedan generar
calor, descargas estáticas, chispa o flama abierta e introducir cualquier dispositivo electrónico
que genere radiofrecuencia;
c) las sustancias explosivas deben ser manejadas exclusivamente por personal capacitado y
autorizado por el patrón;
d) antes de llevar a cabo las voladuras se debe verificar que:
1) se instale y opere una sirena de alerta, con un alcance superior a los 500 metros
alrededor del sitio donde se efectuará la voladura, con el fin de advertir del peligro a
cualquier persona que se encuentre en el perímetro de este sitio. Esta sirena deberá
operar continuamente 10 minutos antes de que inicie la disparada y 10 minutos
después de que se dispare el último barreno;
2) se haya alejado a todos los trabajadores de la zona de la voladura;
3) se haya apostado personal en todos los puntos de acceso al lugar donde se va a
efectuar la voladura, con el fin de evitar el acceso de cualquier persona,
4) todos los trabajadores hayan alcanzado refugio seguro.
e) queda prohibido volver al lugar donde se realizó la voladura hasta que personal capacitado
revise que la zona se encuentra en condiciones de seguridad e higiene, y se dé la autorización
para regresar a dicha zona;
34
f) si hay indicios de falla en la disparada de algún barreno, los trabajadores no deben regresar
a sus actividades hasta que el personal autorizado y capacitado localice todos los barrenos que
no detonaron y se tomen las medidas de seguridad necesarias;
g) cuando se requiera usar explosivos primarios y secundarios, el manejo debe hacerse por
separado y sólo se juntarán cuando la operación lo requiera;
h) los explosivos que, por su inestabilidad representen riesgos de iniciación, deben manejarse
en estado húmedo;
i) en el interior de los locales destinados al almacenamiento de sustancias explosivas solo
debe encontrarse personal autorizado y bajo control;
j) únicamente los trabajadores autorizados por el patrón pueden tener acceso al interior de los
locales destinados al almacenamiento de sustancias explosivas;
k) los vehículos que entren al área del polvorín para cargar o descargar sustancias explosivas,
lo harán con matachispas en el tubo de escape y cinta conductora para la descarga de la
electricidad estática.
2 Del almacenamiento.
2.1 Los polvorines deben tener delimitadas las áreas de tránsito para que se permita la
maniobra de estiba, desestiba y manejo de estas sustancias.
2.2 La operación del polvorín debe estar dirigida por una persona autorizada que conozca y
aplique los procedimientos de operación y las medidas de seguridad.
2.3 El polvorín debe mantenerse controlado con respecto a limpieza, temperatura y
ventilación.
2.4 Cuando se realicen trabajos en polvorines, se debe utilizar equipo de protección personal
consistente en:
a) ropa de algodón 100% con acabado antiestático;
b) ropa interior de algodón 100%,
c) calzado de protección con suela conductiva y sin partes metálicas.
3 Del transporte.
3.1 Debe realizarse exclusivamente por personal debidamente capacitado y autorizado por el
patrón.
3.2 Debe llevarse a cabo mediante equipos o sistemas de seguridad que eviten la explosión
por golpe, chispa o calentamiento.
35
VII. ASPECTOS ECONOMICOS
VII.1 VENTA DE BIODIESEL Y GLICEROL
La venta de biodiesel anualizado es de 438 millones de dólares, también hay que considerar la
venta del glicerol la cual haciende a 263.82 millones de dólares, la suma de estos es de 701.82
Hay que considerar la venta de la glicerina ya que de otro modo no se cubren los costos de
operación, por esta razón es necesario un mayor estudio del mercado para este producto, y ver
el impacto de esta producción.
VII.2. COSTO
VII.2.1. COSTO DE LA MATERIA PRIMA
Las materias primas principales son aceite, metanol y KOH (catalizador), otras mas para la
purificación son ácidos (HCl, H2SO4) y agua. El costo total es de 700.47 millones de dólares
anuales.
VII.2.2. COSTO DEL EQUIPO DE LA PLANTA
Así como se le hizo el costeo ala materia prima así es de vital importancia hacer un estudio a
los equipos para obtener la cotización de un distribuidor y poder sacar la inversión inicial.
Las bombas son importantes en el proceso en donde su costo es obtenido mediante su diseño
que se muestra en el apéndice I y una cotización para 10 bombas centrifugas y 5 bombas más
como respaldo, con un costo total de 0.01148 millones de dólares:

36
Tabla 9. Costo total del equipo
EQUiPO
COSTO Base
$dólares
Tanque 1 8900
Reactor 1 56200
Centrifuga 1 120000
Reactor 2 34600
Centrifuga 2 120000
Tanque 2 10900
Centrifuga 3 120000
Tanque 3 9500
Evaporador 197700
Intercambiador 1400
Decantador 61200
Flash o columna 13159
Caldera vapor 122710
T. Alma. Aceite 182700
T. Alma. Metanol 61200
T. Alma. Agua 61200
T. Alma. Glicerol 61200
T. Alma. Biodiesel 182700
Precio en mdd 1.42
En la tabla 9 muestra el costo del equipo considerado para la producción de biodiesel y
glicerol. En la tabla 10 muestran los precios en millones de dólares de los accesorios.
Tabla 10. Precio de los accesorios restantes
Accesorios Precio unitario Cantidad
Válvulas 36.126 14 505.76
Mezcladores 1375 2 2750
Separador de corrientes 3.035 5 15.17
Tubería 91.842 300 27552.6
Codos 1.179 15 17.68
Precio total en mdd 0.031
Una vez conociendo los precios, de todo el equipo podemos encontrar el precio total para la
planta, el cual es: aproximadamente 1.467 millones de dólares

37
VII.2.3. COSTO DE ENERGÍA ELÉCTRICA
Algunos de los equipos de la planta que se diseña en este trabajo, necesitan energía eléctrica
para poder operar; las unidades que necesitan de este tipo de energía son:
10 bombas centrifugas
3 centrifugas
2 agitadores de los reactores
2 agitadores de los mezcladores
605 lámparas
La energía que gasta un equipo para producir (hp) se encontró la siguiente relación:
3600000KWatt = 2685000hp y considerando que su costo es 0.05899 dll por 1 KWatt;
podemos obtener el dinero que se invertirá en energía de la planta por año en millones de
dólares. En el apéndice J se muestran los cálculos más a detalle para llegar a la cantidad de
energía consumible para el proceso; se gastará aproximadamente: 0.514 millones de dólares.
A este costo también se le agregó la energía que gasta un edificio de tres pisos con una base
de 500m2; que cuenta con 600 lámparas de 30 Watts, también la energía que se gasta para un
área de 250 m2 provista para un estacionamiento que cuenta con 5 lámparas de 150 Watts.
VII.3. FACTIBILIDAD DE LA PLANTA
Tomando como ganancias las ventas de los productos y teniendo en cuenta los gastos de
energía eléctrica que consume la planta podemos obtener la TIR, se muestra mas detallado el
proceso en el apéndice L; donde obtenemos una tasa interna de retorno del 17.7% y una
TREMA de 20% considerando una TIIE al 10%, analizando los datos anteriores la planta
recupera la inversión inicial en 7 años obteniendo unas ganancias del orden de 0.505 millones
de dólares por año. Se puede decir que si es factible la planta; pero las ganancias se verían
solo hasta 7 años después de la apertura de la planta.

38
VIII.-CAPACIDAD Y UBICACIÓN DE LA PLANTA
La planta debe comenzar a operar en el año 2015. Siguiendo la tendencia de la proyección a
futuro de los precios de diesel Figura 5 se puede ver que en el año de 2015 el precio estará
alrededor de 10.8 pesos, y en la Figura 6 se muestra la tendencia de la materia prima de
biodiesel, lo que podemos concluir que el precio de diesel aumenta más que el de biodiesel,
entonces en el año del 2015 se tendrá un precio comparable con el diesel. Este es el motivo
principal para que se haya decidido, el año de apertura de la planta.
La planta objeto se diseña para una capacidad de producción de 803,000, 000 lt /año
biodiesel. La cantidad diaria será de 2,200, 000 lt /día, el estimado por hora es de 91,600 lt
/hora. Se analizan tres posibles estados para la ubicación de ésta, [9]:
En el Apéndice D, se muestra a detalle el estudio de los tres estados más factibles, los cuales
son: el Estado de México, Hidalgo y Puebla. La planta se ubicará en el Estado de México, las
razones que han llevado a justificar este emplazamiento son:
La flexibilidad en el desarrollo de proyectos que el gobierno ha impulsado en los últimos
años, estos apoyos se refieren a incentivos y disminución de los trámites fiscales.
La materia prima puede ser captada fácilmente, debido a que el estado se ubica en una zona
estratégica para captar materia prima y distribuir el producto, está comunicado por vías
férreas, una red carretera que lo comunica rápidamente con los demás Estados, en general sus
vías de comunicación representan carretera.
La necesidad de suelo que requiere la Planta de Biodiesel para su instalación, debido a que el
Estado de México cuenta con una gran extensión territorial, 21461 km2
que representa el
1.12% de la superficie total del país, lo que permitirá encontrar un lugar apropiado con gran
facilidad, (debe estar fuera de núcleos urbanos se evita el tránsito de vehículos pesados y se
minimiza los efectos molestos a los habitantes)
El lugar que reúne estos requisitos es la zona industrial de Toluca.

39
IX. CONCLUSIONES
La optimización de la materia prima tiene dos finalidades que repercute en el costo de
operación, el primero es reducir las cantidades de metanol y catalizador para tener la mayor
conversión posible; segundo esto también reduce la formación de contaminantes (como jabón
y ácidos grasos libres, ver apéndice C) lo que dificulta su separación aumentando costos y
disminuyendo su rendimiento.
El precio del biodiesel depende del diesel del petróleo, y de su aceptación en el mercado.
El precio del glicerol depende de su pureza, aunque también hay tomar en cuenta la oferta y
demanda de este, por lo que es necesario un mayor estudio de este aspecto para ver el
impacto de la producción en el mercado. Ya que la factibilidad del proyecto depende en gran
de esto. Con la venta de biodiesel apenas se pueden cubrir los gastos de operación.
Viendo los flujos de capital por año (apéndice L), es claro que la inversión inicial de la planta
se recuperará en 7 años, pero habría que invertir un poco mas para la planta de glicerina y
tener un producto de mayor calidad lo cual provoca un aumento en el precio de venta de la
glicerina y así tener un incremento en las ganancias.
40
BIBLIOGRAFÍA
[1] http://www.biodiesel.8k.com/#intro
[2] La biosfera v: las grasas como materia prima, Ainhoa Mirasolain Oharriz.
http://www.sc.ehu.es/iawfemaf/archivos/materia/industrial/libro-14.PDF
[3] Sánchez Estrada J., Propuestas Fiscales: El Campo Mexicano sí tiene Salida,
Nuevo consultorio Fiscal, 16 de Diciembre del 2004.
www.nuevoconsultoriofiscal.com.mx/enviar.php?txpe=2&:d=22
[4] Trabajo de investigación: El biodiesel, Brenda Bär, XXV Oimpiada, España.
http://usuarios.lycos.es/biodieseltr
[5] M. Pilar Dorado, Evaristo Ballesteros, Francisco J. López, Optimization of Álcali-
Catalized Transesterification of Brassica Carinata Oil for Biodiesel Production,
Energy & Fuels 2004, 18, 77-83
[6] M. Pilar Dorado, Evaristo Ballesteros, Martin Mittelbach, Francisco J. López,
Kinetic Parameters Affecting the Alkali-Catalyzed Transesterification Process of Used
Olive Oil, Energy & Fuels 2004, 18, 1457-1462
[7] R. Tesser, M. Guida, M. Nastasi, kinetics of Oleico Acid Esterification with
Methanol in the Presence of Triglycerides (2005), 7978-7982
[8] Sulaiman Al-Zuhair, Production of Biodiesel by Lypase-Catalyzed
Transesterification of Vegetable Oils: A Kinetics Study, (2005), 1442-1448
[9] Anuario Estadístico 2004, PEMEX Refinación, Pág. 30,32, 33,35
[10]http://mapserver.inegi.gob.mx/geografia/espanol/estados/hgo/viascomunicacion.cf
m?c=458&e=13&CFID=830205&CFTOKEN=99220076
[11] Anuario Estadístico 2004, PEMEX Petroquímica, Pág. 44
[12] Van Gerpen, Jon H. Et al – Iowa State University – "Determining the influence of
contaminants on biodiesel properties"
[13] M. Pilar Dorado, Evaristo Ballesteros, Francisco J. López, Optimization of
Álcali-Catalized Transesterification of Brassica Carinata Oil for Biodiesel Production,
Energy & Fuels 2004, 18, 77-83
[14] Chuang-Wei Chiu, Michael J. Goff, and Galen J. Suppes, Distribution of
Methanol and Catalysts between Biodiesel and Glycerin Phases, AIChE Journal April
2005, Vol. 51, No. 4
41
APÉNDICE A
PROPIEDADES TOXICOLÓGICAS DE MATERIAS PRIMAS Y PRODUCTOS:
METANOL
Alcohol metílico
Carbinol
Monohidroximetano
CH3OH
Masa molecular: 32
Datos importantes:
Estado físico: Es un líquido incoloro, de olor característico. Peligros físicos; el vapor se
mezcla bien con el aire, formándose fácilmente mezclas explosivas.
Peligros químicos: La sustancia se descompone al calentarla intensamente, produciendo
monóxido de carbono y formaldehído. Reacciona violentamente con oxidantes, originando
peligro de incendio y explosión. Ataca al plomo y al aluminio.
Vías de exposición: La sustancia se puede absorber por inhalación, a través de la piel y por
ingestión.
Riesgo de inhalación: Por evaporación de esta sustancia a 20°C se puede alcanzar bastante
rápidamente una concentración nociva en el aire.
Efectos de exposición corta: La sustancia irrita los ojos, la piel y el tracto respiratorio. La
sustancia puede causar efectos en el sistema nervioso central, dando lugar a una pérdida del
conocimiento. La exposición por ingestión puede producir ceguera y sordera. Los efectos
pueden aparecer de forma no inmediata. Se recomienda vigilancia médica.
Efectos de exposición prolongada. El contacto prolongado o repetido con la piel puede
producir dermatitis. La sustancia puede afectar al sistema nervioso central, dando lugar a
dolores de cabeza persistentes y alteraciones de la visión.
Propiedades físicas:
Punto de ebullición: 65°C

42
Punto de fusión: -94°C
Densidad relativa (agua = 1): 0.79
Solubilidad en agua: Miscible
Presión de vapor, kPa a 20°C: 12.3
Densidad relativa de vapor (aire = 1): 1.1
Densidad relativa de la mezcla vapor/aire a 20°C (aire = 1): 1.01
Punto de inflamación: (c.c.) 12°C
Temperatura de auto ignición: 385°C
Prevención: Evitar llamas, no poner en contacto con oxidantes, tener protección respiratoria,
guantes y traje de protección.
HIDRÓXIDO DE POTASIO
Potasa cáustica
Hidróxido potásico
KOH
Masa molecular: 56.1
Datos importantes
Estado físico: Es un sólido blanco, delicuescente, incoloro.
Peligros químicos: La sustancia es una base fuerte, reacciona violentamente con ácidos y es
corrosiva en ambientes húmedos para metales, tales como cinc, aluminio, estaño y plomo,
originando hidrógeno (gas combustible y explosivo). Rápidamente absorbe dióxido de
carbono y agua a partir del aire. El contacto con la humedad o el agua puede generar
desprendimiento de calor.
Vías de exposición: La sustancia se puede absorber por inhalación del aerosol y por ingestión.
Riesgo de inhalación: La evaporación a 20°C es despreciable; sin embargo, se puede alcanzar
rápidamente una concentración nociva de partículas en el aire.
Efectos de exposición de corta duración: La sustancia es corrosiva de los ojos, la piel y el
tracto respiratorio. Corrosiva por ingestión. La inhalación del aerosol de la sustancia puede
originar edema pulmonar.
Efectos de exposición prolongada o repetida: El contacto prolongado o repetido con la piel
puede producir dermatitis.

43
Propiedades físicas:
Punto de ebullición: 1324°C
Punto de fusión: 380°C
Densidad relativa (agua = 1): 2.04
Solubilidad en agua, g/100 ml a 25°C: 110
Presión de vapor, kPa a 714°C: 0.13
Solubilidad en agua, g/100 ml a 25°C: 110
Presión de vapor, kPa a 714°C: 0.13
GLICEROL
Glicerina1, 2,3-Propanotriol
1, 2,3-Trihidroxipropano
C3H8O3/CH2OH-CHOH-CH2OH
Masa molecular: 92.09
Datos importantes
Estado físico; es líquido incoloro viscoso, higroscópico.
Peligros químicos: La sustancia se descompone al arder en contacto con superficies
Calientes u oxidantes fuertes, bajo la influencia de sustancias higroscópicas, produciendo
acroleína. Reacciona con oxidantes fuertes originando riesgo de incendio y explosión.
Vías de exposición. La sustancia se puede absorber por inhalación de sus nieblas.
Riesgo de inhalación
La evaporación a 20°C es despreciable; sin embargo, se puede alcanzar rápidamente una
concentración molesta de partículas en el aire por pulverización.
Efectos de exposición de corta duración
La sustancia irrita los ojos, la piel y el tracto respiratorio.
Efectos de exposición prolongada o repetida
Propiedades físicas
Punto de ebullición (se descompone): 290°C
Punto de fusión: 18-20°C
Densidad relativa (agua = 1): 1.261
Solubilidad en agua: Muy buena
Presión de vapor, Pa a 20°C: <0.1

44
Densidad relativa de vapor (aire = 1): 3.17
Punto de inflamación: 160°C
Temperatura de auto ignición: 400°C
La utilidad de la glicerina
El uso más frecuente de la glicerina es la elaboración de resinas alquídicas. Otras aplicaciones
son la fabricación de medicinas y artículos de aseo, como pasta de dientes; como agente
plastificante para el celofán y como agente humidificante de productos derivados del tabaco.
Dado que existen otros productos más baratos, solamente el 5% de la producción industrial de
glicerina se destina a la fabricación de explosivos derivados de ella. Por su afinidad con el
agua y su viscosidad, la glicerina se utiliza para la tinta de los tampones de sellar. También se
usa para lubricar la maquinaria que bombea los productos del petróleo, debido a su resistencia
a disolverse en los líquidos del petróleo. Por su alta viscosidad y ausencia de toxicidad, la
glicerina es un excelente lubricante para las máquinas procesadoras de alimentos.
Posibles sustitutos de materia prima en la elaboración de biodiesel.
ETANOL (anhidro)
Alcohol etílico
CH3CH2OH/C2H5OH
Masa molecular: 46.1
Datos importantes:
Estado físico; es líquido incoloro, de olor característico.
Peligros físicos; El vapor se mezcla bien con el aire, formándose fácilmente mezclas
explosivas.
Peligros químicos; Reacciona lentamente con hipoclorito cálcico, óxido de plata y amoníaco,
originando peligro de incendio y explosión. Reacciona violentamente con oxidantes fuertes
tales como, ácido nítrico o perclorato magnésico, originando peligro de incendio y explosión.
Vías de exposición; La sustancia se puede absorber por inhalación del vapor y por ingestión.
Riesgo de inhalación: Por evaporación de esta sustancia a 20°C se puede alcanzar bastante
lentamente una concentración nociva en el aire.

45
Efectos de exposición de corta duración: La sustancia irrita los ojos, la inhalación de altas
concentraciones del vapor puede originar irritación de los ojos y del tracto respiratorio. La
sustancia puede causar efectos en el sistema nervioso central.
Efectos de exposición prolongada o repetida; El líquido desengrasa la piel. La sustancia puede
afectar al tracto respiratorio superior y al sistema nervioso central, dando lugar a irritación,
dolor de cabeza, fatiga y falta de concentración. La ingesta crónica de etanol puede causar
cirrosis hepática.
Propiedades físicas
Punto de ebullición: 79°C
Punto de fusión: -117°C
Densidad relativa (agua = 1): 0.8
Solubilidad en agua: Miscible
Presión de vapor, kPa a 20°C: 5.8
Densidad relativa de vapor (aire = 1): 1.6
Densidad relativa de la mezcla vapor/aire a 20°C (aire = 1): 1.03
Punto de inflamación: 13°C (c.c.)
Temperatura de auto ignición: 363°C
HIDRÓXIDO DE SODIO
Hidróxido sódico
Sosa cáustica
Sosa
NaOH
Masa molecular: 40.0
Datos importantes
Estado físico: Es un sólido blanco, delicuescente en diversas formas e inodoro.
Peligros químicos: La sustancia es una base fuerte, reacciona violentamente con ácidos y es
corrosiva en ambientes húmedos para metales tales como cinc, aluminio, estaño y plomo
originando hidrógeno (combustible y explosivo). Ataca a algunas formas de plástico, de
caucho y de recubrimientos. Absorbe rápidamente dióxido de carbono y agua del aire. Puede
generar calor en contacto con la humedad o el agua.

46
Propiedades físicas
Punto de ebullición: 1390°C
Punto de fusión: 318°C
Densidad relativa (agua = 1): 2.1
Solubilidad en agua, g/100 ml a 20°C: 109
Presión de vapor, kPa a 739°C: 0.13

47
APÉNDICE B
ALMACENAMIENTO DE MATERIAS PRIMAS Y PRODUCTOS
El almacenaje de las materias primas que se utilizarán en la producción de biodiesel debiera
ser:
Para el hidróxido de potasio
Separado de ácidos fuertes, metales, sustancias combustibles y alimentos almacenamiento.
Mantener en lugar seco, bien cerrado.
Metanol
En un lugar a prueba de incendio. Separado de oxidantes fuertes. Mantener en lugar fresco
Aceite vegetal
Deberá ser almacenado en tanques de almacenamiento cerrados de preferencia de acero
inoxidable. Mantener en lugar fresco.
ALMACENAMIENTO DE PRODUCTOS:
Biodiesel
Tanque de almacenamiento de acero inoxidable, herméticamente sellado.
Glicerol
Tanque de almacenamiento de acero inoxidable, separado de oxidantes fuertes.
Herméticamente cerrado, en un lugar seco.
ÁCIDO CLORHÍDRICO
Ácido Muriático
HCl
Masa molecular: 35.5
Datos importantes:
El ácido clorhídrico es una disolución acuosa del gas cloruro de hidrógeno (HCl). Es muy
corrosivo y ácido. Se emplea comúnmente como reactivo químico y se trata de un ácido fuerte
48
que se disocia completamente en disolución acuosa. Una disolución concentrada de ácido
clorhídrico tiene un pH de menos de 1; una disolución de HCl 0.1 M da un pH de 2.1.
Antes se conocía como ácido muriático.
A temperatura ambiente, el cloruro de hidrógeno es un gas incoloro ligeramente amarillento,
corrosivo, no inflamable, más pesado que el aire, de olor fuertemente irritante. Cuando se
expone al aire, el cloruro de hidrógeno forma vapores corrosivos densos de color blanco. El
cloruro de hidrógeno puede ser liberado por volcanes.
Peligros químicos: El cloruro de hidrógeno es irritante y corrosivo para cualquier tejido con el
que tenga contacto. La exposición breve a bajos niveles produce irritación de la garganta. La
exposición a niveles más altos puede producir respiración jadeante, estrechamiento de los
bronquiolos, coloración azul de la piel, acumulación de líquido en los pulmones y aún la
muerte. La exposición a niveles aún más altos puede producir hinchazón y espasmos de la
garganta y asfixia. Algunas personas pueden sufrir una reacción inflamatoria al cloruro de
hidrógeno. Esta condición es conocida como síndrome de malfuncionamiento reactivo de las
vías respiratorias (RADS, por las siglas en inglés), que es un tipo de asma causado por ciertas
sustancias irritantes o corrosivas.
Dependiendo de la concentración, el cloruro de hidrógeno puede producir desde leve
irritación hasta quemaduras graves de los ojos y la piel. La exposición prolongada a bajos
niveles puede causar problemas respiratorios, irritación de los ojos y la piel y descoloramiento
de los dientes.
A pesar de estas características los jugos gástricos en el estómago humano contienen
aproximadamente el 3% de ácido clorhídrico. Allí ayuda a coagular las proteínas y juega un
papel importante como coenzima de la pepsina en su digestión. También ayuda en la
hidrólisis de los polisacáridos presentes en la comida.
Propiedades físicas
Peso molecular: 36,45 g/mol
Punto de fusión: -114 ºC
Punto de ebullición: -85 ºC
Densidad: 1.2 ×103 kg/m
3 (líquido)
Solubilidad: 70 g en 100g de agua

49
APÉNDICE C:
CONTAMINANTES DEL COMBUSTIBLE
Según un trabajo de la Universidad de Iowa, los contaminantes más frecuentes en el biodiesel
incluyen materia no saponificable, agua, glicerina libre, alcohol, ácidos grasos libres, jabones,
catalizador remanente o residual y productos de oxidación.
Toda materia contenida en los aceites que no sea materia grasa se denomina in saponificable.
Se conocen con el nombre genérico de gomas y comprende una larga lista de sustancias:
polipéptidos, fosfáticos, lecitina, proteínas, mucilágenos, esteroles, hidrocarburos, etc. Al no
participar en las reacciones de transesterificación, forman compuestos indeseados en el
biodiesel. Esto puede alterar el funcionamiento del motor. En general, son tratados con algún
ácido que luego se neutraliza junto con los ácidos grasos libres.
La presencia de agua durante la reacción es tal vez uno de los mayores focos de
contaminación, ya que favorece la saponificación y no la transesterificación, produciendo
jabones y mermando el rendimiento. En forma de emulsión, su presencia es indeseada en el
producto final, más cabe aclarar que el agua es muy soluble en determinados ésteres,
pudiendo alcanzar concentraciones superiores a las 1500 ppm. El agua así disuelta no parece
presentar inconvenientes para el motor.
El biodiesel tiene la ventaja de ser muy biodegradable, pero lo constituye el hecho que
justamente por esto, es muy susceptible de ser contaminado por microorganismos, más aún en
lugares en que se espera pueda entrar en contacto con agua.
La glicerina libre es un producto de la reacción de transesterificación, y en general no se
encuentra presente si el éster es lavado con agua (la glicerina es polar y tiene mayor afinidad
por el agua); sin embargo, puede aparecer producto de decantados cortos y malos lavados, y
se sospecha podría causar depósitos en el motor.
Los glicéridos son el conjunto de mono-glicéridos, di glicéridos y triglicéridos que pudieran
existir. La utilización de un exceso de alcohol en un 100% en general asegura su ausencia; sin
embargo, pueden presentarse tras reacciones incompletas. Los triglicéridos constituyen los
aceites y lípidos, en general conforman la materia prima, por lo que en forma menos técnica,
podríamos decir, que éstos constituyen "el aceite que no reaccionó". El uso de aceites

50
vegetales como combustibles en motores diesel, también ha sido estudiado desde hace ya
muchos años, pero en ese caso, deben adaptarse los mismos. Por ejemplo; deben ser
adaptados con sistemas de calentamiento de la línea de combustible (para disminuir la
viscosidad del aceite), y debe ajustarse el sistema de inyección. En motores no preparados, la
presencia de aceites puede llevar a la aparición de depósitos y otros problemas.
Los ácidos grasos libres y los jabones son compuestos relacionados. En general el biodiesel es
producido utilizando un catalizador como el metóxido de sodio, hidróxido de sodio o
hidróxido de potasio. Cualquier ácido graso presente reaccionará con el catalizador en
presencia de agua para formar jabones. Éstos suelen ser removidos en la etapa de lavado,
aunque su presencia en exceso dificulta enormemente esta etapa. Durante el funcionamiento
del motor, el metal proveniente del jabón o catalizador puede formar cenizas.

51
APÉNDICE D:
ESTUDIO PARA LA UBICACIÓN DE LA PLANTA
La tabla A muestra la ponderación de algunos aspectos tomados en cuenta para la ubicación
de la planta.
Tabla A: Ponderación para estimar la región adecuada para ubicar la planta.
Factor Estado de México Hidalgo
peso*100 calificación ponderación peso % calificación ponderación
zona geográfica 0.5 9 4.5 0.5 8 4
materia prima 0.2 8 1.6 0.2 7 1.4
energía eléctrica disponible 0.1 8 0.8 0.1 8 0.8
vías de comunicación 0.1 10 1 0.1 8 0.8
extensión territorial 0.09 10 0.9 0.09 8 0.72
apoyo gubernamental 0.01 8 0.08 0.01 8 0.08
Total 8.88 7.8
(Continuación)
Factor Puebla
Peso calificación ponderación
zona geográfica 0.5 8 4
materia prima 0.2 7 1.4
energía eléctrica disponible 0.1 8 0.8
vías de comunicación 0.1 9 0.9
extensión territorial 0.09 9 0.81
apoyo gubernamental 0.01 8 0.08
Total 7.99

52
APÉNDICE E:
CALCULO FRACCIÓN MASA DEL BIODIESEL.
La fase orgánica es una mezcla que está formada por los ésteres metílicos y aceite que no
reaccionó, si consideramos que los ésteres metílicos son un solo componente (biodiesel),
nuestra mezcla es binaria.
Podemos suponer que:
BAM VVV (A1)
Ahora si se multiplica y divide por las masa de aceite y biodiesel, respectivamente.
B
BB
A
AAM
M
MV
M
MVV
** (A2)
Continuamos dividiendo la ecuación A2 por la masa de la mezcla.
MB
BB
MA
AA
M
M
MM
MV
MM
MV
M
V
*
*
*
* (A3)
Como el volumen entre la masa es el inverso de la densidad, y la masa del componente “i”
entre la masa de la mezcla es la fracción másica del componente “i”.
B
B
A
A
M
XX1 (A4)
Recordando que suponemos que tenemos una mezcla binaria tenemos que:
BA XX 1 (A5)
Si sustituimos la ecuación A5 en A4
B
B
A
B
M
XX11 (A6)
Finalmente despejando a XB
53
BAM
MABBX
*
* (A7)
Donde:
VM: Volumen de la mezcla. ρ M = Densidad de la mezcla
VA : Volumen del aceite ρ A = Densidad del aceite
VB : Volumen del biodiesel ρ B = Densidad del biodiesel
MM : Masa de la mezcla XA : Fracción másica del aceite
MA : Masa del aceite XB : Fracción másica del biodiesel
MB : Masa del biodiesel
Nota: para conocer la densidad del biodiesel se inició la reacción, se detuvo para extraer el glicerol
formado y se continuó con la reacción, para obtener el biodiesel lo más puro posible, del cual se
estimó.

54
APÉNDICE F:
DISEÑO DEL EVAPORADOR
(Geankoplis, Christie J., Procesos de transporte y operaciones unitarias, CECSA, Tercera
edición, segunda reimpresión, México 2002.)
Ecuaciones de diseño para evaporador de efecto simple.
Para la etapa de:
Condensación
QhwHw wvwvˆˆ (1)
Evaporación
VCCAA HVhwQhw ˆˆˆ (2)
Área de intercambio
TUAQ (3)
Para calcular el vapor necesario para la operación partimos de la ecuación 1
vvvvvvv hHwhwHwQ ˆˆˆˆ (4)
Pero vv hH ˆˆ (5), entonces
vwQ (6)
Podemos aproximar a λ a la siguiente ecuación:
kgkJT*91.22538 (7)
Entonces
TwQ v *91.22538 (8)
Lo que nos da la cantidad de vapor necesario para lo operación
T
Qwv
*91.22538
(9)
Don se ve necesario calcular al calor (Q), para lo cual emplearemos la ecuación 2
VAACC HVhwhwQ ˆˆˆ (10)
Para calcular las entalpias para el vapor y el liquido se emplean las siguientes ecuaciones:
Liquido *ˆˆˆ
*
ttCdTCh p
t
t
p (11)
Vapor
T
TvpSAT
e
dTCHH ˆˆˆ (12)

55
Considerando que
*ˆˆ ttCH bpSAT (13)
Sustituyendo 13 en 12
bvpbpV ttCttCH ˆˆˆ * (14)
Si nuevamente sustituimos a la aproximación de , decir sustituimos la ecuación 7 en 14
bvpbpV ttCTttCH ˆ*91.22538ˆˆ * (15)
Sustituyendo las ecuaciones 11 y 15 en 10
bvpbpApACpC ttCttCVttCwttCwQ ˆˆˆˆ *** (16)
Tomando t*= tb , donde t* es es una temperatura de referencia y tb es la temperatura del seno
del liquido
bvpbbpbApAbCpC ttCttCVttCwttCwQ ˆˆˆˆ (17)
bvpbApAbCpC ttCVttCwttCwQ ˆˆˆ (17a)
Finalmente para conocer el área de transferencia usamos la ecuacion 3
TU
QA
(18)
Donde ΔT es la diferencia de la temperatura de salida y la de entrada al evaporador.
Parametro Valor Unidades Parametro Valor Unidades
wc 85696.15 kg/h Q 5638872.33 kJ/hr
wa 86631.55 kg/h wv 2542.44 kg/hr
Cp 2.01 kJ/kg °C U 1700 W/m2 K
Cpv 2.1 kJ/kg °C A 30.71 m2
tc 80 °C
tb 80 °C
tA 60 °C
V 935.4 kg/h
λ 2305.2 kJ/kg
T 110 ºC

56
APÉNDICE G:
MODELO DE VELOCIDAD DE REACCIÓN.
Partiendo de la reacción de transesterificación siguiente:
Aceite + 3Metanol 3Esteres + Glicerol
A + 3M 3E + G
Considerando que se forma un intermediario con el catalizador
3M + 3Xcat 3 MXcat (A)
El cual reacciona con el aceite para formar los esteres, donde se libera el catalizador
A + 3MXcat 3E + G + 3Xcat (B)
Las tasas de reacción respectivas serian:
-r1 = K1CMCX – K1’CMX (A1)
-r2 = K2CACMX – K2’CBCGCX (B1)
Si consideramos estado pseudoestacionario para la semireacción A
-r1 = K1CMCX – K1’CMX = 0 (A1.1)
Despejando para CCM, que es la concentración del intermediario
XMMXMMX CCKCCK
KC
'1
1 (C)
Sustituyendo C en B1
XGBXMMA CCCKCCKCKr '222 (D)
Arreglando términos

57
XGBMMA CCCK
KCKCr
2
22
' (E)
Como K2’/K2 es el inverso de la constante de equilibrio:
XGB
e
MMA CCCK
CKCr'
12 (F)
Arreglando términos nuevamente
X
MAM
GB
e
MAM CCCK
CC
KCCKr
'
112 (G)
Si se incorpora KM a la constante de equilibrio tenemos:
X
MA
GB
e
MAM CCC
CC
KCCKr
112 (H)
Al multiplica y divide por (CTot)
X
Tot
M
Tot
A
Tot
G
Tot
B
eTot
M
Tot
ATotM C
C
C
C
C
C
C
C
C
KC
C
C
CCKr
112
2 (I)
Recordando que i
Tot
i XC
C, e incorporamos a el cuadrado de la concentración total a la
constante KM tenemos que
Cat
MA
GB
e
MAM CXX
XX
KXXKr
11'
2 ** (J)
Esta expresión es semejante a la reporta [7], donde las constantes reportadas son
Parámetro LN(factor preexponencial) Energía de activación/color de reacción (kcal/mol)
K’M 12.93 2.87 14.00 0.99
Ke 4.17 0.04 2.68 0.05
Retomando la expresión F y arreglando términos:
GB
e
XMAXM CC
K
CCCCKr
'2 (K)
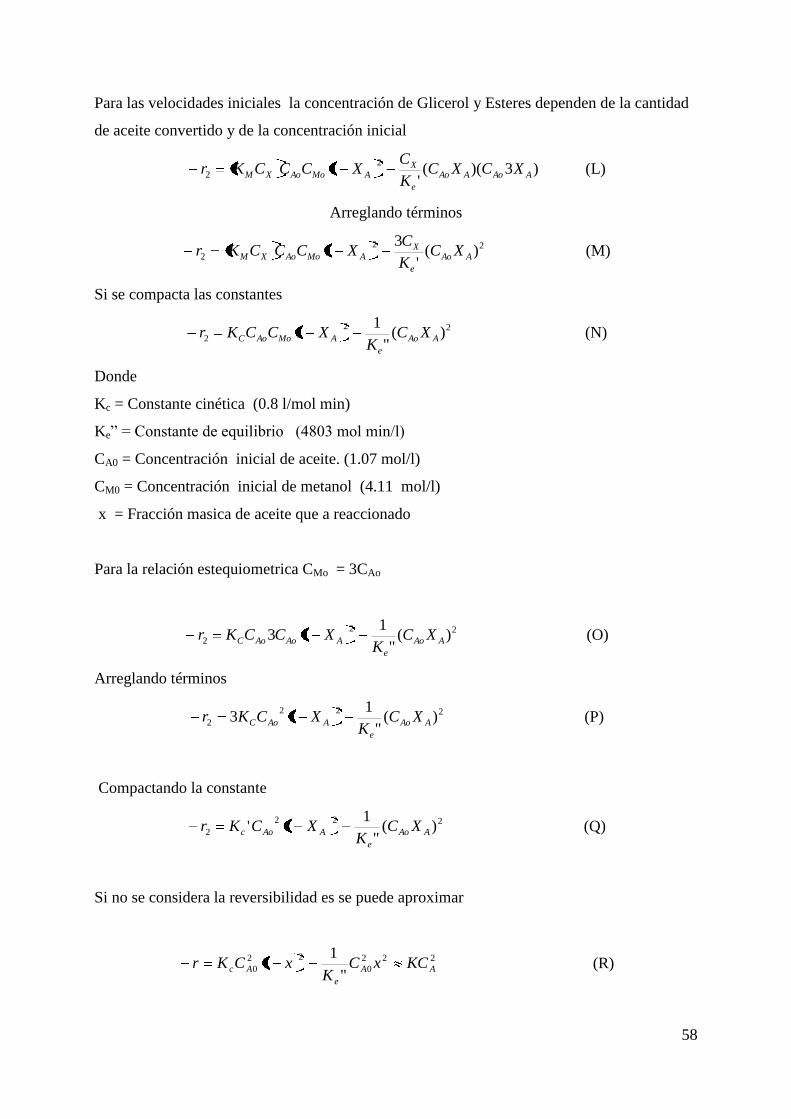
58
Para las velocidades iniciales la concentración de Glicerol y Esteres dependen de la cantidad
de aceite convertido y de la concentración inicial
)3)(('
12
2 AAoAAo
e
XAMoAoXM XCXC
K
CXCCCKr (L)
Arreglando términos
22
2 )('
31 AAo
e
XAMoAoXM XC
K
CXCCCKr (M)
Si se compacta las constantes
22
2 )("
11 AAo
e
AMoAoC XCK
XCCKr (N)
Donde
Kc = Constante cinética (0.8 l/mol min)
Ke” = Constante de equilibrio (4803 mol min/l)
CA0 = Concentración inicial de aceite. (1.07 mol/l)
CM0 = Concentración inicial de metanol (4.11 mol/l)
x = Fracción masica de aceite que a reaccionado
Para la relación estequiometrica CMo = 3CAo
22
2 )("
113 AAo
e
AAoAoC XCK
XCCKr (O)
Arreglando términos
222
2 )("
113 AAo
e
AAoC XCK
XCKr (P)
Compactando la constante
222
2 )("
11' AAo
e
AAoc XCK
XCKr (Q)
Si no se considera la reversibilidad es se puede aproximar
222
0
22
0"
11 AA
e
Ac KCxCK
xCKr (R)
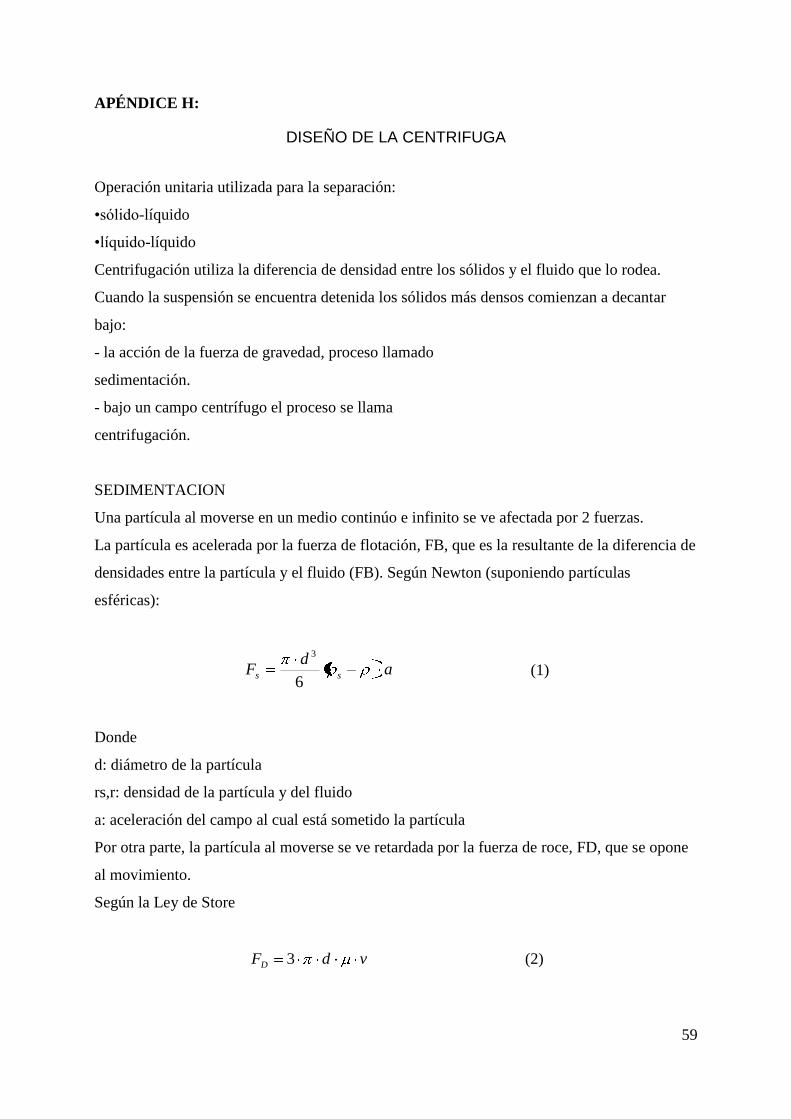
59
APÉNDICE H:
DISEÑO DE LA CENTRIFUGA
Operación unitaria utilizada para la separación:
•sólido-líquido
•líquido-líquido
Centrifugación utiliza la diferencia de densidad entre los sólidos y el fluido que lo rodea.
Cuando la suspensión se encuentra detenida los sólidos más densos comienzan a decantar
bajo:
- la acción de la fuerza de gravedad, proceso llamado
sedimentación.
- bajo un campo centrífugo el proceso se llama
centrifugación.
SEDIMENTACION
Una partícula al moverse en un medio continúo e infinito se ve afectada por 2 fuerzas.
La partícula es acelerada por la fuerza de flotación, FB, que es la resultante de la diferencia de
densidades entre la partícula y el fluido (FB). Según Newton (suponiendo partículas
esféricas):
ad
F ss6
3
(1)
Donde
d: diámetro de la partícula
rs,r: densidad de la partícula y del fluido
a: aceleración del campo al cual está sometido la partícula
Por otra parte, la partícula al moverse se ve retardada por la fuerza de roce, FD, que se opone
al movimiento.
Según la Ley de Store
vdFD 3 (2)

60
Donde
µ= viscosidad del medio
v = velocidad de la partícula
Debido a estas 2 fuerzas la partícula se moverá a una velocidad constante, igual a la velocidad
terminal cuando:
FB = FD (3)
A partir de (3) se puede determinar la velocidad terminal.
ad
v s18
2
(4)
a depende del campo al cual se encuentre sometida
Si es campo gravitacional (sedimentación)
gd
vg s18
2
(5)
Si es un campo centrífugo
rd
sg
22
)(18
(6)
Donde
r : radio desde el centro de la centrífuga a la posición donde se encuentra lapa : Velocidad
angular de rotación
s
radn
60
2 (7)
n: revoluciones por minuto

61
ECUACION DE DISEÑO
CENTRIFUGA DE DISCOS
En un análisis análogo para centrífugas de disco se tiene como ecuación de diseño:
cos
3
1
3
3
2
·3
cot2
Dis
pvg
g
RRNvgQ (8)
Np : Número de discos.
Más detalles ver desarrollo:
Belter P., Cussler E.L. and Hu Wei Shou "Bioseparations : Dowstream Processing for
Biotechnology":, John Wiley and Sons , 1988.
Con la ecuación (8) se calculo el número de platos o discos, con los siguientes datos de tabla
--, alguno de ellos empíricos.
Tabla H1:
ρ 0,92 g/ml o g/cm3
ρs 1,1 g/ml o g/cm3
g 981 cm/s2
Q 25462,963 ml/s o cm3/s
N 1500 rpm
R1 * 5 cm
R3 * 30 cm
Θ * 40 º
μ 10 g/cm s
d2 0,000256 cm2
vg 0,000251 cm/s
El número de platos es de 34. y el Σ es de 10.15 x 103 cm
2

62
Centrifuga de platos

63
APÉNDICE I:
DISEÑO DE BOMBAS
En el diseño de las bombas se realizo un balance de energía (ecuación I1), también se
consideró el numero de Reynolds (I1).
vDRe (I1)
Donde:
: Es la densidad
v: Es la velocidad del caudal
D: Es el diámetro interno de la tubería
: Es la viscosidad del líquido
La ecuación I1 es útil para identificar si el flujo es turbulento o laminar y así obtener el factor
de fricción siguiendo la relación.
Para:
2300Re Flujo laminar
El factor de fricción es:
Re
16ff (I2)
Para:
2300Re Flujo turbulento
El factor de fricción será:
40.0Relog0.41
10 f
f
ff
(I3)
Los accesorios por los que pasa el flujo son de suma importancia, así como también las
longitudes de las tuberías como lo muestran los terminos 2 y 3 de la ecuación I4, donde se
suman las longitudes equivalentes de los accesorios.
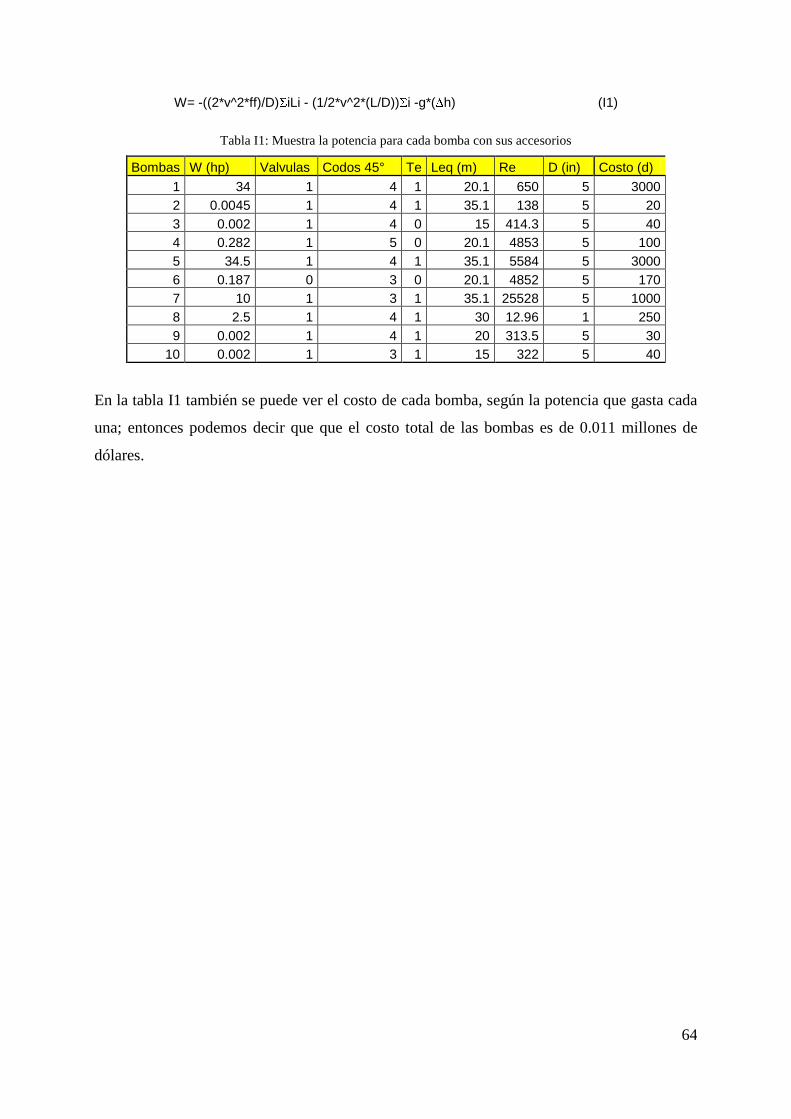
64
W= -((2*v^2*ff)/D) iLi - (1/2*v^2*(L/D)) i -g*( h) (I1)
Tabla I1: Muestra la potencia para cada bomba con sus accesorios
Bombas W (hp) Valvulas Codos 45° Te Leq (m) Re D (in) Costo (d)
1 34 1 4 1 20.1 650 5 3000
2 0.0045 1 4 1 35.1 138 5 20
3 0.002 1 4 0 15 414.3 5 40
4 0.282 1 5 0 20.1 4853 5 100
5 34.5 1 4 1 35.1 5584 5 3000
6 0.187 0 3 0 20.1 4852 5 170
7 10 1 3 1 35.1 25528 5 1000
8 2.5 1 4 1 30 12.96 1 250
9 0.002 1 4 1 20 313.5 5 30
10 0.002 1 3 1 15 322 5 40
En la tabla I1 también se puede ver el costo de cada bomba, según la potencia que gasta cada
una; entonces podemos decir que que el costo total de las bombas es de 0.011 millones de
dólares.
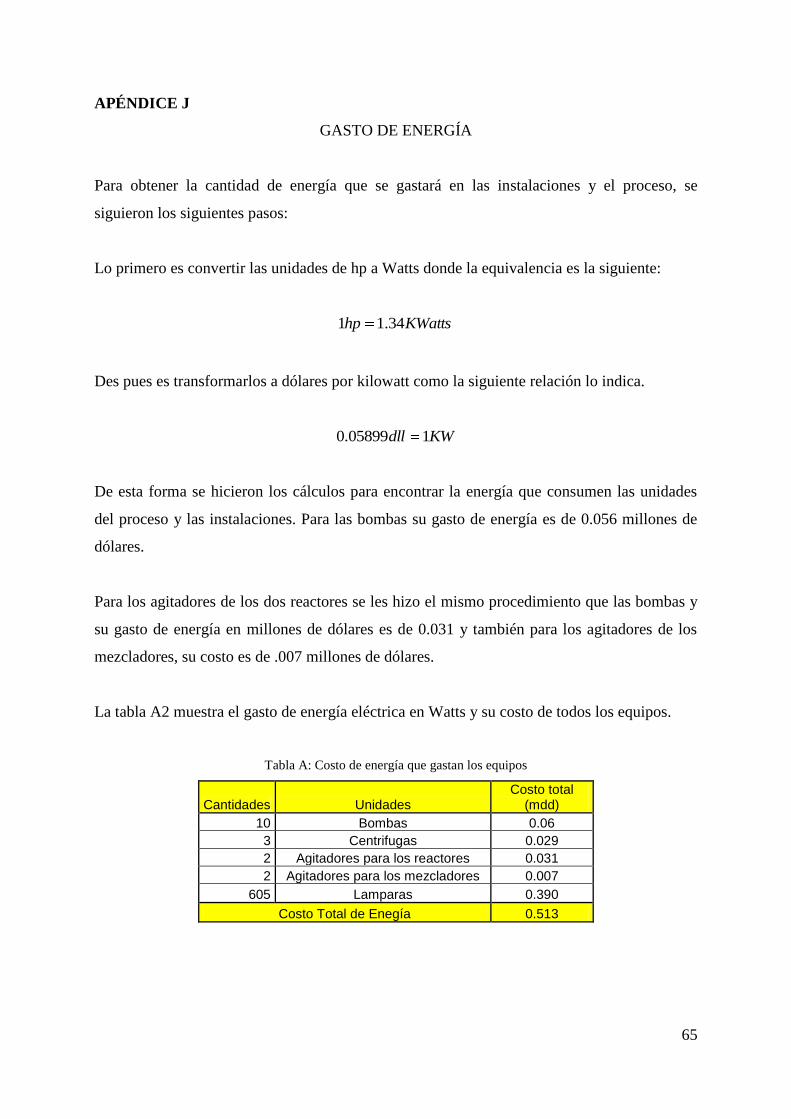
65
APÉNDICE J
GASTO DE ENERGÍA
Para obtener la cantidad de energía que se gastará en las instalaciones y el proceso, se
siguieron los siguientes pasos:
Lo primero es convertir las unidades de hp a Watts donde la equivalencia es la siguiente:
KWattshp 34.11
Des pues es transformarlos a dólares por kilowatt como la siguiente relación lo indica.
KWdll 105899.0
De esta forma se hicieron los cálculos para encontrar la energía que consumen las unidades
del proceso y las instalaciones. Para las bombas su gasto de energía es de 0.056 millones de
dólares.
Para los agitadores de los dos reactores se les hizo el mismo procedimiento que las bombas y
su gasto de energía en millones de dólares es de 0.031 y también para los agitadores de los
mezcladores, su costo es de .007 millones de dólares.
La tabla A2 muestra el gasto de energía eléctrica en Watts y su costo de todos los equipos.
Tabla A: Costo de energía que gastan los equipos
Cantidades Unidades Costo total
(mdd)
10 Bombas 0.06
3 Centrifugas 0.029
2 Agitadores para los reactores 0.031
2 Agitadores para los mezcladores 0.007
605 Lamparas 0.390
Costo Total de Enegía 0.513
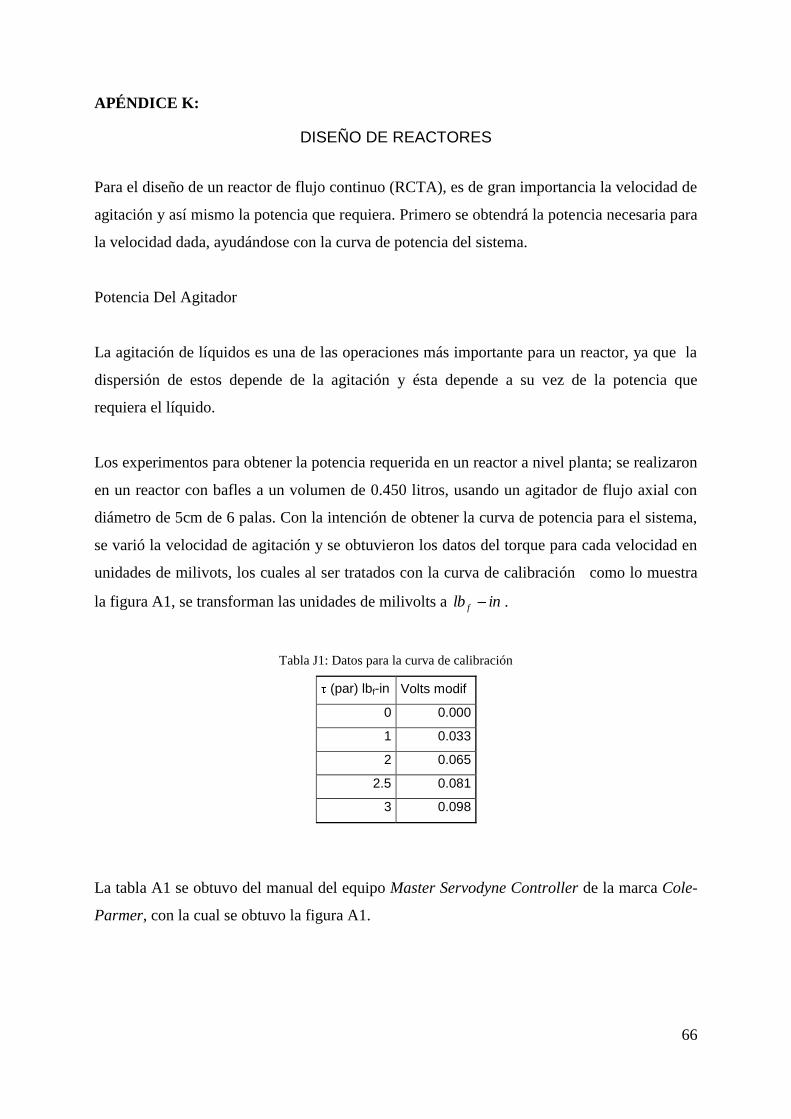
66
APÉNDICE K:
DISEÑO DE REACTORES
Para el diseño de un reactor de flujo continuo (RCTA), es de gran importancia la velocidad de
agitación y así mismo la potencia que requiera. Primero se obtendrá la potencia necesaria para
la velocidad dada, ayudándose con la curva de potencia del sistema.
Potencia Del Agitador
La agitación de líquidos es una de las operaciones más importante para un reactor, ya que la
dispersión de estos depende de la agitación y ésta depende a su vez de la potencia que
requiera el líquido.
Los experimentos para obtener la potencia requerida en un reactor a nivel planta; se realizaron
en un reactor con bafles a un volumen de 0.450 litros, usando un agitador de flujo axial con
diámetro de 5cm de 6 palas. Con la intención de obtener la curva de potencia para el sistema,
se varió la velocidad de agitación y se obtuvieron los datos del torque para cada velocidad en
unidades de milivots, los cuales al ser tratados con la curva de calibración como lo muestra
la figura A1, se transforman las unidades de milivolts a inlb f .
Tabla J1: Datos para la curva de calibración
(par) lbf-in Volts modif
0 0.000
1 0.033
2 0.065
2.5 0.081
3 0.098
La tabla A1 se obtuvo del manual del equipo Master Servodyne Controller de la marca Cole-
Parmer, con la cual se obtuvo la figura A1.
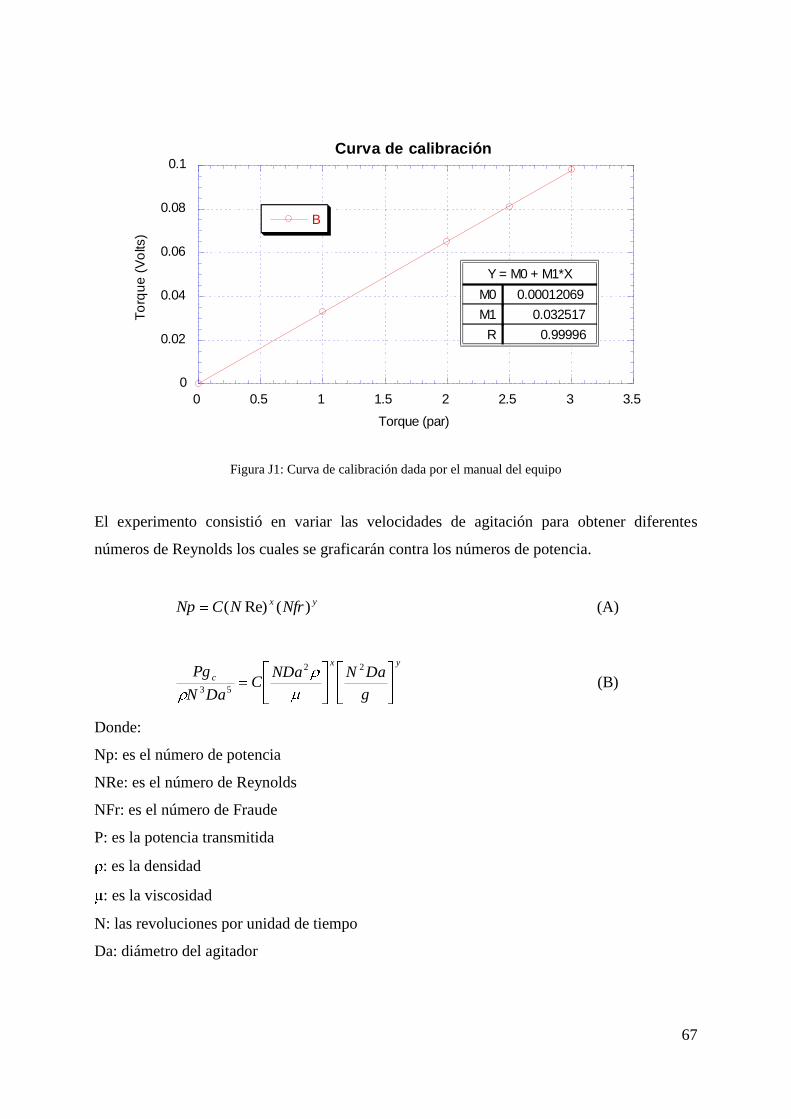
67
0
0.02
0.04
0.06
0.08
0.1
0 0.5 1 1.5 2 2.5 3 3.5
Curva de calibración
B
To
rqu
e (
Vo
lts)
Torque (par)
Y = M0 + M1*X
0.00012069M0
0.032517M1
0.99996R
Figura J1: Curva de calibración dada por el manual del equipo
El experimento consistió en variar las velocidades de agitación para obtener diferentes
números de Reynolds los cuales se graficarán contra los números de potencia.
yx NfrNCNp )(Re)( (A)
yx
c
g
DaNNDaC
DaN
Pg 22
53 (B)
Donde:
Np: es el número de potencia
NRe: es el número de Reynolds
NFr: es el número de Fraude
P: es la potencia transmitida
: es la densidad
: es la viscosidad
N: las revoluciones por unidad de tiempo
Da: diámetro del agitador

68
De la ecuación (A) se puede decir que el exponente y en el número de Froude es cero, ya que
el tanque cuenta con bafles; es decir las fuerzas gravitacionales tienen un efecto despreciable,
así que la ecuación (B) se puede expresar así.
x
c NDaC
DaN
Pg 2
53 (C)
Graficando la ecuación (C) obtenemos la figura A2, donde las unidades de la potencia viene
dada por (lbf-ft/s) por volumen; es decir, la potencia requerida para cierta velocidad y
volumen. Teniendo esta potencia, se puede multiplicar por el volumen del reactor que se
quiere dimensionar, obteniendo la potencia requerida para este sistema en específico.
0
100
200
300
400
500
0 1 2 3 4 5 6 7 8
Curva de Potencia
Np
Np
Re
Y = M0*XM1
138.37M0
-1.5544M1
0.9996R
Figura J2: Muestra la curva de potencia para el sistema de biodiesel
El sistema que envuelve la curva de potencia de la figura A2, comprende de un reactor
cilíndrico con bafles de 4 placas y un agitador de flujo axial de 6 palas en la tabla J2 muestra
su potencia requerida para cada reactor..

69
Tabla J2: Muestra los reactores y su potencia para su agitación
Reactores N (r/s) Vol (m3) Vol (L) Potencia requerida (hp)
1 350 9.98 9984 40.75
2 350 8.92 8924 36.42
Para el diseño del volumen del reactor se realizaron los siguientes pasos:
Primero un balance de materia para este sistema que de la siguiente forma:
dt
dnrVCC A
AAA )(00 (1)
Por lo tanto la velocidad de reacción con respecto al reactivo limitante es:
22
0
22
0"
11)( xC
KxCK
dt
dCr A
e
AcA
A (2)
Conociendo el volumen del reactor (VR) y el flujo volumétrico de la alimentación (v0)
podemos definir el tiempo de residencia mediante la siguiente expresión.
0v
VR (3)
Combinando las ecuaciones (1), (2) y (3) obtenemos la siguiente ecuación:
A
A
r
FXV 1 (4)
La ecuación (4) es valida para el primer reactor, si tomamos en cuenta que son dos reactores
en serie la ecuación de diseño para el segundo reactor será:
A
A
r
FXXV
)( 12 (5)
De la ecuación (4) obtenemos el volumen para el primer reactor a una conversión de 0.95 y un
caudal de la corriente C10 (ver figura 12) de 1870 litros por minuto.
Volumen del reactor 1 (m3) = 9.98
Para el reactor 2 el volumen resulta ser un poco más chico que el primero, ya que la
conversión es de 0.95 a 0.99, con un caudal que proviene de la corriente C4 (ver figura 12) de
1551 litros por minuto:

70
Las dimensiones de cada reactor figuran en la siguiente tabla (Tabla J3), donde fueron
obtenidas a partir del volumen de cada reactor siguiendo la siguiente relación:
HrV 2
Y conservando lo más posible la siguiente relación:
1H
Dt
Donde:
V = Volumen.
R = Es el radio del reactor.
H = Es la altura del reactor.
Dt = Es el diámetro del reactor.
Tabla J3: Dimensiones para los reactores 1 y 2
Reactor 1 Reactor 2
Diámetro (m) 1.84 1.78
Radio (m) 0.92 0.89
H Altura (m) 1.88 1.79
Volumen (m3) 9.98 8.92
Teniendo los volúmenes de ambos reactores podemos encontrar las dimensiones de los
accesorios de cada reactor.
Volumen del reactor 2 (m3) = 8.92

71
Figura J3: Diagrama de un reactor continuo de tanque agitado
Basándose en la figura J3 las dimensiones de los accesorios para cada reactor se ilustran en la
tabla J3 y J4.
Tabla J3: Dimensiones para el reactor 1 Tabla J4: Dimensiones para el reactor 2
Dimensiones para el Reactor 1
Da (m) = 0.613
J (m) = 0.153
E (m) = 0.613
L (m) = 0.153
W (m) = 0.123
Donde:
Da: Diámetro del agitador.
J: Es el grosor de los deflectores.
E: Es la altura desde el fondo del reactor hasta el agitador.
L: Es la longitud de las paleta del agitador
W: Es el ancho de las paletas del agitador
Dimensiones para el Reactor 2
Da (m) = 0.593
J (m) = 0.148
E (m) = 0.593
L (m) = 0.148
W (m) = 0.119

72
APÉNDICE L
TASA INTERNA DE RETORNO
Para obtener la TIR, se tiene que hacer un cálculo de todos los gastos de la planta, ya sea del
personal que laborará, como se muestra en la tabla K1 donde describe el número de
empleados, así como su sueldo.
Tabla K1: Tabla de gastos del personal que laborará
No Empleados Puestos Sueldo Sueldo (men) Sueldo N (año)
1 Gerente 20.000 20.000 240000
1 Contador 10000 10000 120000
3 Ing Procesos 8000 24000 288000
9 Tecnicos lab 4500 40500 486000
5 Secretarias 4000 20000 240000
15 Ayudantes General 3500 52500 630000
10 Intendencia 300 3000 36000
Sueldos Anuales = 2040000
Sueldos Anuales (mdd) = 0,17
Se tendrá en cuenta los gastos fijos de la planta aparte de los sueldos, mantenimiento del
equipo el cual esta destinado el 10% del gasto en equipo, entre otros como lo muestra la tabla
K2
Tabla K2: Costos anuales
Costos fijos mmd
Sueldos Anuales (mdd) = 0.17
Mantenimiento por año = 0.147
Costo de energía eléctrica por año = 0.513
Gasto de materia prima = 700.47
TOTAL = 701.32
También es necesario saber la inversión inicial que comprende al equipo, terreno y su
construcción; el valor es aproximadamente 1.57 millones de dólares.
Los ingresos se dividen en las ventas anuales de los dos productos que tenemos, el biodiesel y
la glicerina, en la tabla K3 se muestra su venta por año.
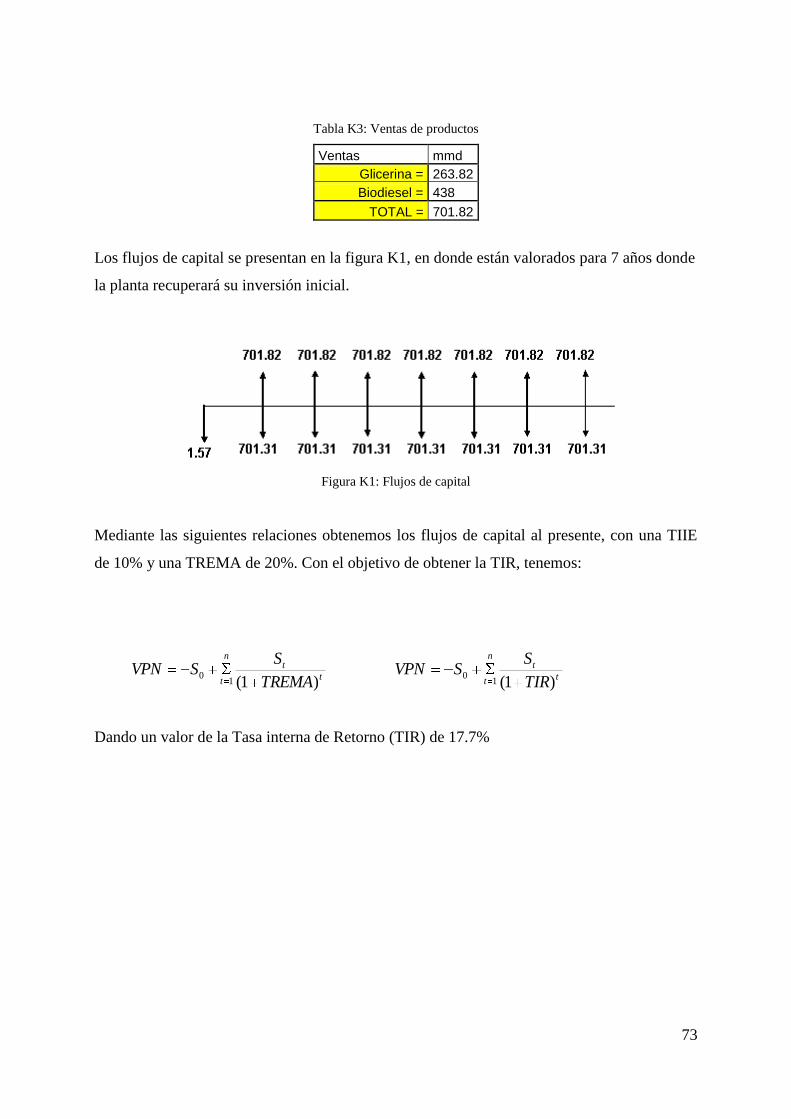
73
t
tn
t TREMA
SSVPN
)1(10 t
tn
t TIR
SSVPN
)1(10
Tabla K3: Ventas de productos
Ventas mmd
Glicerina = 263.82
Biodiesel = 438
TOTAL = 701.82
Los flujos de capital se presentan en la figura K1, en donde están valorados para 7 años donde
la planta recuperará su inversión inicial.
Figura K1: Flujos de capital
Mediante las siguientes relaciones obtenemos los flujos de capital al presente, con una TIIE
de 10% y una TREMA de 20%. Con el objetivo de obtener la TIR, tenemos:
Dando un valor de la Tasa interna de Retorno (TIR) de 17.7%

74
APÉNDICE M
NORMAS DE SEGURIDAD.
Las Normas de Seguridad, son diseñadas para cuidar y conservar la integridad de las
personas, así es como encontramos normas para los inmuebles, de iluminación, de
señalización, de manejo de maquinaria y también de sustancias, de ruido, aire del área de
trabajo, además de otras más especificas.
Junto con las Normas de Seguridad están las de Higiene, que en conjunto hacen un área de
trabajo más confortable y seguro.
En México existe el Catálogo de Normas Oficiales Mexicanas, en el cual se pueden
consultar las normas (NOM), que son emitidas por las secretarias de estado, u otros
organismos oficiales; también se pueden consultar algunas normas internacionales por alguna
de las siguientes causas: tratados y/o convenios, se rige por normas de otro país o por no
existir dicha normalización en México.
Las principales normas a seguir por los laboratorios son emitidas por la Secretaría del
Trabajo y Prevención Social, que se refieren a centros de trabajo.
Estas Normas son:
Clave
Referente a: Los principales puntos que cubre esta
norma son:
NOM-001-STPS-1999
Edificios, instalaciones y áreas en los
centros
de trabajo condiciones de seguridad e
higiene.
Requisitos de seguridad de
áreas y elementos estructurales
Requisitos de seguridad de
techos, paredes, pisos y patios
Requisitos de seguridad de
escaleras, rampas, escalas,
puentes y plataformas elevadas
Requisitos de seguridad para
el tránsito de vehículos
NOM-002-STPS-2000
Condiciones de seguridad para la
prevención y
protección contra incendios en los
centros de trabajo.
Programa específico de
seguridad para la prevención,
protección y combate de
incendios
Relación de medidas
preventivas para la prevención,
protección y combate de
incendios
Requisitos de seguridad
Requisitos para la brigada contra
incendios
Inspección y mantenimiento de
extintores
Incluye Apéndice a determinación del grado
de riesgo de incendio
NOM-004-STPS-1999
Sistemas de protección y dispositivos
de seguridad en la maquinaria,
equipos que se utilice en los centros de
trabajo.
Programa Específico de
Seguridad e Higiene para la
Operación y Mantenimiento de
la Maquinaria y Equipo
Protectores y dispositivos de
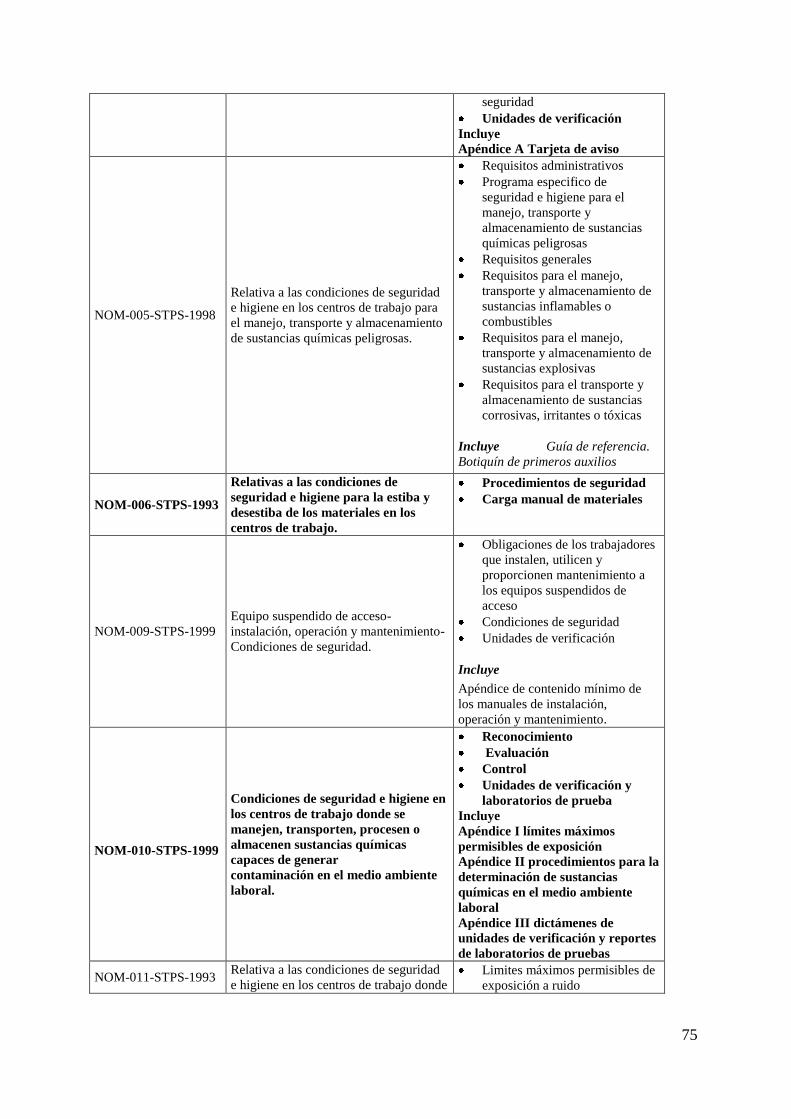
75
seguridad
Unidades de verificación
Incluye
Apéndice A Tarjeta de aviso
NOM-005-STPS-1998
Relativa a las condiciones de seguridad
e higiene en los centros de trabajo para
el manejo, transporte y almacenamiento
de sustancias químicas peligrosas.
Requisitos administrativos
Programa especifico de
seguridad e higiene para el
manejo, transporte y
almacenamiento de sustancias
químicas peligrosas
Requisitos generales
Requisitos para el manejo,
transporte y almacenamiento de
sustancias inflamables o
combustibles
Requisitos para el manejo,
transporte y almacenamiento de
sustancias explosivas
Requisitos para el transporte y
almacenamiento de sustancias
corrosivas, irritantes o tóxicas
Incluye Guía de referencia.
Botiquín de primeros auxilios
NOM-006-STPS-1993
Relativas a las condiciones de
seguridad e higiene para la estiba y
desestiba de los materiales en los
centros de trabajo.
Procedimientos de seguridad
Carga manual de materiales
NOM-009-STPS-1999
Equipo suspendido de acceso-
instalación, operación y mantenimiento-
Condiciones de seguridad.
Obligaciones de los trabajadores
que instalen, utilicen y
proporcionen mantenimiento a
los equipos suspendidos de
acceso
Condiciones de seguridad
Unidades de verificación
Incluye
Apéndice de contenido mínimo de
los manuales de instalación,
operación y mantenimiento.
NOM-010-STPS-1999
Condiciones de seguridad e higiene en
los centros de trabajo donde se
manejen, transporten, procesen o
almacenen sustancias químicas
capaces de generar
contaminación en el medio ambiente
laboral.
Reconocimiento
Evaluación
Control
Unidades de verificación y
laboratorios de prueba
Incluye
Apéndice I límites máximos
permisibles de exposición
Apéndice II procedimientos para la
determinación de sustancias
químicas en el medio ambiente
laboral
Apéndice III dictámenes de
unidades de verificación y reportes
de laboratorios de pruebas
NOM-011-STPS-1993 Relativa a las condiciones de seguridad
e higiene en los centros de trabajo donde Limites máximos permisibles de
exposición a ruido

76
se genere ruido. Programa de conservación de la
audición
Centros de trabajo de nueva
creación o modificación de
procesos en los centros de
trabajo existentes
Unidades de verificación y
laboratorios de pruebas
Incluye
o Apéndice A Limites máximos
permisibles de exposición
o Apéndice B Determinación del
nivel de exposición a ruido
o Apéndice C Determinación del
nivel de presión acústica, en
bandas de octava
o Apéndice D Selección del
equipo de protección personal
auditiva
NOM-017-STPS-1993
Relativa al equipo de protección
personal para los trabajadores en los
centros de trabajo.
Obligaciones de los
trabajadores que usen equipo
de protección personal
Procedimientos para el equipo
de protección personal
Unidades de verificación
Incluye
Apéndice A: análisis de riesgos
para determinar el equipo de
protección
persona
NOM-018-STPS-2000
Sistema para la identificación y
comunicación de peligros y riesgos por
sustancias químicas peligrosas en los
centros de trabajo.
Sistema de identificación
Sistema de capacitación y
comunicación
Unidades de verificación
Incluye
Apéndice A identificación y
señalización
Apéndice B capacitación y
comunicación
Apéndice C hojas de datos de
seguridad
Apéndice D instructivo de llenado de
las hojas de datos de seguridad
Apéndice E modelo rectángulo
Apéndice F modelo rombo
NOM-019-STPS-1993
Relativa a la constitución y
funcionamiento de las Comisiones de
seguridad e Higiene en los centros de
trabajo.
Integración
Funcionamiento
Organización
Asuntos no previstos
Vigilancia
NOM-025-STPS-1999 Condiciones de iluminación en los
centros de trabajo.
Niveles de iluminación
Reconocimiento
Evaluación
77
Control
Reporte del estudio
Unidades de verificación y
laboratorios de prueba
Incluye
Apéndice A Evaluación de los
niveles de iluminación
Apéndice B Evaluación del factor de
reflexión
Apéndice C Contenido mínimo de los
reportes para unidades de
verificación y laboratorios de prueba
NOM-026-STPS-1998 Seguridad Colores y su aplicación
Colores de seguridad y colores
contrastantes
Señales de seguridad e higiene
Identificación de riesgos por
fluidos conducidos en tuberías
Incluye
Apéndice A señales de prohibición
Apéndice B señales de obligación
Apéndice C señales de precaución
Apéndice D señales de información
Apéndice E señales de seguridad e
higiene relativas a radiaciones
ionizantes
Recommended