"RELACIÓN ENTRE LA TEMPERATURA DE COCCIÓN Y EL CONSUMO ESPECIFICO".
X. ELIAS ECONOTERMIA
Asesoría de Ahorro Energético.
RESUMEN La presente comunicación comienza por una exposición, extraída de datos experimentales, entre la
temperatura de cocción y su consecuencia inmediata: el consumo específico en los hornos. Después de pasar por ima brevísima referencia estadística donde se extrapola sobre cómo van a ser
los costos de la cocción en los próximos años, se pasa a centrar el tema empezando por definir la temperatura de cocción, las curvas de gresificadon y los gradientes térmicos internos en las piezas durante la cocción.
Una vez establecidos los parámetros se analizan los factores que intervienen en los consumos térmicos, que justifican las variaciones o reducciones en el consumo térmico y se exponen las consecuencias prácticas que pueden extraerse de los modernos sistemas de transferencia de calor.
Se finaliza proponiendo soluciones de mejora de rendimientos y consumos específicos que se derivan del análisis de la curva: temperatura de cocción consumo específico.
SUMMARY The comunication begins with an exposition, based on experimental data, of the relationship exis
ting between the firing temperature and its inmediate consequence, the specific energy drain of the kilns.
After some short statistical statements, upon wihich an extrapolation of the presumable firing costs in forthcoming years is based, the principal matter is taken up beginning by defining the firing temperature, conversion curves into stoneware and the internal thermal gradient in the pieces during firing.
Once those parameters have been established, factor influencing the thermal energy drain and explaining the variations of it are analyzed, stating the practical consequences which may be derived from modern heat transfer systems.
Finally some solutions are proposed which may allow to improve the performances and the specific energy drain resulting form the analysis of the firing temperature/specific energy drain curves.
RESUME En partant des données d'expériences, la présente communication commence par un exposé sur le
rapport entre la température de cuisson et sa conséquence immédiate: la consommation spécifique dans les fours.
Après un bref aperçu statistique où on extrapole sur l'évolution des coûts de la cuisson au cours des prochaines annés, on déhmite le sujet en définissant tout d'abord la température de cuisson, les courbes de grésification et les gradientes thermiques internes des pièces pendant la cuisson.
Les paramètres une fois déterminés, on analyse les facteurs qui interviennent dans les consommations thermiques et qui en expliquent les variations ou les réductions et on expose les conséquences pratiques que peuvent avoir les systèmes modernes de transfert de chaleur.
On termine en proposant des solutions d'amélioration qui découlent de l'analyse de la courbe température de cuisson/consommation spécifique.
ZUSAMMENFASSUNG Die Mitteilung beginnt mit einer auf experimentellen Daten beruhenden Untersuchung der Bezie-
jungen zwischen der Brenntemperatur und ihrer unmittelbaren Folge, dem spez. Energieverbrauch der Ofen.
Auf kurze statistische .Angaben, aus denen die voraussichtlichen Brennkosten für die kommenden Jahre hoch gerechnet werden, folgen Überlegungen zu der Kernthematik der Mitteilung. Im Zusammenhang damit werden zunächst die Brenntemperatur, die Umwandlungskurven in Halbporzellan und die inneren Hitzegradienten der Werkstücke während des Brennprozesses definiert.
Nach Festlegung dieser Parameter werden die Faktoren untersucht, die den Wämeverbrauch mitbestimmen und die ± Schwankungen desselben erklären ; ferner werden die praktischen Flogerungen erörtert, die sich aus den neuzeitlichen Wärmeübertragungssystemen ergeben.
Zum Schluss werden lösungen zur Verbesserung der Leistung und des spez. Energieverbrauchs vorgeschlagen, die aus einer Untersuchung der Kurve der Brenntemperatur und des spez. Energieverbrauchs resultieren.
BOL.SOC.ESP.CERAM.VIDR.VOL.21 - NUM.2 9 9

1. INTRODUCCIÓN
El problema energético que nos acucia parece que lejos de estabilizarse lleva trazas de convertirse en el arma definitiva que decidirá, en función de su incidencia en los costes de fabricación, el futuro de una instalación.
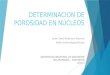
Así, y a guisa de introducción, sería conveniente divulgar unos cuantos datos. El primero de ellos se refiere al coste energético que supone fabricar un muro de cerámica en comparación con uno de hormigón al que se ha añadido una pared suplementaria para igualar las características de aislamiento térmico. Como ilustra la Fig. -1 el coste energético que supone el fabricar y acondisionar un metro cuadrado de ambas paredes es abismal. En el campo de los revestimientos y pavimentos cerámicos el panorama no es más brillante si se piensa en los modernos revestimientos producidos a base de hormigón sobre el que se le ha adherido una capa de resina, y cuyo coste de fabricación es, bajo el punto de vista energético, notablemente menor.
ê
th/rn2
th/tn
700-
600
4 0 0
200-
Pts/tn.
•1300
1200
h 1000
Rs/ th
1-4
2
— I — 1 1 1979 1980 1981
800
600
400
h 200
1982
Fig. 1-COSTE DE LA COCCIÓN
En el terreno de la cerámica estructural los consumos medios específicos que en el año 79 estaban sobre las 680 th/tn, se espera que se estabilicen alrededor de las 60 th/tn en los 80, para alcanzar las 430 th/tn a finales del 82. A partir de esta cota la disminución de consumos sólo podrá hacerse a base del uso de sofisticados intercambiadores de calor, así como de la utilización de las bombas de calor en el proceso integral de secado-cocción. En la parte inferior de la misma Fig.-1 se muestra esta tendencia de ahorro energético comparada con la posible evolución del precio de la energía, lo que combinado constituye el coste energético. Como puede observarse, el augurio no es nada optimista y como que por desgracia no nos es posible intervenir en el precio de la térmia, no hay otra alternativa que procurar que el otro factor, el consumo específico sea lo más bajo posible.
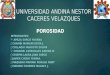
Aunque más tarde se ahondará más exahustivamente en el tema, en esta introducción se va a enunciar la correlación existente entre la temperatura de cocción y el consumo es
pecífico. En el gráficos de la Fig.-2 aparece esta relación, que fué llevada a cabo en un homo eléctrico y postefibr-mente confirmada en otro horno de gas.
Kcal/Kg
3000-
-2600-
2200-
1800- y
1400-
1
T I E M P 0 = c t e .
MASA = cte.
1000-
600-
200-
—1 1 1 900 1000 1100 1200
Fig.2-CONSUMO ESPECIFICO TEMPERATURA COCCIÓN
En dicho gráfico aparece en abscisas la temperatura de cocción, contrastada en todos los casos por la caída del cono pirométrico equivalente, y en ordenadas el consumo específico. Como de explicará más adelante, el consumo depende de una serie de variables, de entre las cuales la más importante es el tiempo (naturahnente para llevar a cabo el ensayo todas las variables se dejaron fijas). Es interesante resaltar que el consumo es una función prácticamente lineal de la temperatura de cocción y lo más importante, bajo el punto de vista energético,e s que éste desciende al rebajar la teperatura de cocción.
Tomando el gráfico de la Fig.- 2 como base en los sucesivos capítulos de esta exposición, se intentará explicar las causas de los consumos así como las posibles vías para la obtención de una temperatura de cocción más baja, un tiempo más corto y, en definitiva, un consumo específico más bajo.
2 . - LA TEMPERATURA DE COCCIÓN.
En primer lugar será preciso definir lo que se entiende por temperatura de cocción. Un conjunto de materias primas cuando son molturadas, moldeadas y cocidas adquiere unas características determinadas que puedan sintetizarse en:
— Estructura mineralógica. — Propiedades físicas.
La estructura mineralógica será una función de la naturaleza fisicoquímica de las materias primas y del proceso de fabricación (básicamente molienda y cocción). La estructura mineralógica confiere al producto acabado todas las propiedades que distingue a un producto cerámico como: resis-tecia a la abrasión, porosidad, resistencia mecánica, resistencia a las agresiones químicas, etc. Partiendo de esta base una subdivisión, quizá más usual, tiende a clasificar las propiedades entre física y químicas. Entre las primeras se incluye: la porosidad, la capacidad de resistencia al choque térmico, la resistencia mecánica, etc., y entre las segundas la resistencia a los ataques de los ácidos o los álcalis.
100

La enumeración de las características de un producto cerámico es fácil, no puede decirse lo mismo sobre la evaluación de los factores que intervienen en la modificación de las propiedades. De entre estos factores cabe destacar:
— La molturación. — La conformación. — La cocción.
En cuanto a la molturación su efecto es bastante directo. La disminución del tamaño de la partículo hace aumentar la superficie específica con lo que siendo la cocción cerámica una serie de reacciones en estado sólido, la velocidad de reacción aumenta, con lo que es posible obtener los mismos resultados a temperatura de cocción más baja (1). Sin embargo, hay que tener en cuenta que la reducción del tamaño de grano es una operación cara y además este sistema comporta otras desventajas. í^) (3)
En cuanto al sistema de compactación más usual se puede hablar del prensado y la extrusión .En el primero la contracción es inversamente proporcional a la presión de prensado. La causa es que cuando existe una falla de compactación, debido a uno de los innumerables defectos de prensado las partículas quedan muy separadas y durante la cocción se permite una gran movilidad. En la extrusión la feno-menalogía es algo diferente. Las pasta que se extrusiona tiene una curva gmanulométrica casi idéntica a la que ha salido del molino, cosa que no sucede en el prensado debido a la granulometría ficticia provocada por el proceso de atomización. Así en la extrusión la relación presión de extrusión-contracción en cocción es directa. De todas maneras tampoco es éste un factor determinante en cuanto a la temperatura de cocción y mucho menos en lo concerniente al ahorro energético.
Si, en cambio es fundamental el régimen de la cocción entre cuyos factores debe mencionar:
— Temperatura de cocción. — Atmósfera. — Ciclo de cocción.
La temperatura de cocción es aquella precisa para proporcionar al producto las condiciones deseadas. Sin embargo la temperatura de cocción no puede fijarse sin citar otros factores tan trascendentales y ligados a ella como son la atmósfera y el ciclo de cocción.
En cuanto a la atmósfera si ésta es reductora, la presencia de CO y H2 puede acelerar mucho las reacciones ya que se trata de gases muy difusibles que provocan una intensa formación de fase vitrea produciendo con frecuencia deformaciones irreversibles. Asimismo, la aparición de corazón negro (4) puede conducir a resultados funestos. Bajo el punto de vista energético, el factor es muy importante,ya que la presencia de inquemados en los gases del horno supone una pérdida de la potencia calorífica del combustible. Por otra parte una atmósfera oxidante incontrolada puede representar un despilfarro energético superior al que supone una atmósfera reductora.
No obstante, el factor más importante es el ciclo de cocción. Para centrar ideas en la fig.— 3 se ha presentado de forma esquemática lo que sucede en la cocción de dos piezas idénticas, a igualdad de temperatura y atmósfera, en un horno convencional de ciclo largo (parte superior de la figura) y en un horno de cocción rápida (parte inferior). La observación de la figura revela dos cosas importantes: en el homo de ciclo largo las piezas han estado sometidas a cur
vas dinámicas de temperatura diferentes, sus dimensiones (o contracciones son diferentes) y sus absorbimientos también lo son. Así pues habrá que contemplar el problema bajo un doble punto de vista: la velocidad de calentamiento y el tiempo de permanencia a máxima temperatura.
La pieza sometida al régimen de temperatura de la curva "a" (fig.- 3) ha soportado una velocidad de calentamiento más rápida que la curva "b", por tanto, y atendiendo sólo a este concepto Ja contracción de la pieza "a" debería ser menor que la "b",experimentalmente se demuestra que esto no es así y hay dos factores que influyen en ello. En primer lugar la diferencia de velocidades de calentamiento entre las piezas de la parte alta y baja de la vagoneta no es tan acusa-sa como para provocar tales diferencias. Lo realmente importante es el tiempo de permanencia a alta temperatura, o palier de la temperatura de cocción, y mejor sería decir permanencia por encima la temperatura a la que se inicia la formación de líquido.
I 2 3 h
CICLO CORTO
Fig. 3-IMPORTANCIA DEL CICLO DE COCCIÓN
El mantenimiento a alta temperatura sí es un factor positivo en el ahorro energético, ya que es posible abtener la sinterización del material a una temperatura de cocción sensiblemente menor. Ahora el problema energético hay que discutirlo en otros términos: Como sea que el aumentar el ciclo de cocción es netamente desfavorable en el consumo térmico ¿vale la pena someter la pieza a una estabilización aunque sea a temperatura más baja? ó ¿es mejor no estabilizar y cocer a temperatura de cocción más alta?. La respuesta no es simple ni fácil pero se intentará desvelar a lo largo de la exposición.
2 . 1 . - LA CURVA DE GRESIFICACIÓN.
Los diagramas de gresificación son curvas en los que en el eje de abscisas figura la temperatura de cocción y en ordenadas (doble eje) las contracciones "c" y los absorbimientos de agua "a" (propiedad ésta directamente relacionada con la porosidad abierta).
La información que proporciona un diagrama de gresificación es importante para el ceramista. Para trazar dicha curva hay que dejar constantes los parámetros antes citados de: molturación, moldeo y condiciones de cocción a excepción, claro está, de la temperatura de cocción. En la fig.-4 aparece el diagrama de gresificación de una típica pasta de gres rojo y otra de gres blanco. De la observación de la mentada figura se desprenden las principales informaciones que nos suministra el diagrama de gresificación.
a) Evolución porosidad-contracción: Así se observa la disminución del absorbimiento y el aumento de la contracción a medida que la temperatura de cocción se eleva. En las curvas quedan reflejados los valores absolutos de ambas variables.
B0L.S0C.ESP.CERAM.VIDR.V0L.21 - NUM.2 101

o
8-
6-
4
2-1
Ol
o Pasta gres rojo c
V Pasta gres blanco §
-?—^ * -
Fig,
1000 1100 1200 1300 ^C
4 - D I A G R A M A S DE GRESIFICACION
El primer dato importante que se deduce es el valor de la máxima contracción lo que puede condicionar, por ejemplo, el tipo de horno.
b) Temperatura de cocción: A la vista de las curvas obtenidas y en función de la calidad del producto que se desea obtener se fija la temperatura de cocción.
c) Estabilidad: Lo ideal es que el máximo de la curva de contracción coincida con el mínimo de la curva de absorbi-miento. Es recomendable elegir la temperatura de cocción como la abscisa en la cual el máximo y el mínimo coinciden. Si no se hace así se corre el riesgo de que , debido a defectos de isotermía en la cocción, se obtengan productos de considerables diferencias de una parte a la otra de la vagoneta (en particular si la pendiente de las curvas es pronunciada).
d) Rango de cocción: Es una propiedad que viene relacionada con la anterior. Cuanto más "ancho" sea el máximo y el mínimo de las curvas, más amplio será el rango de la temperatura de cocción. En el gráfico de la íig.- 4 esto acontece en el diagrama de gresificación de la pasta blanca, por tanto es de esperar que los problemas de una mala isotérmica quedan mejor paliados cuando se trabaje con una pasta blanca, ya que las posibles sobrecocciones o cocciones insuficientes quedarán prácticamente desapercibidas.
2.2.-GRADIENTES INTERNOS DE TEMPERATURA.
Hasta ahora se ha hablado de la temperatura de cocción, o sea, aquella que precisa el producto cerámico para llevar a cabo las reacciones fisicoquímicas propias de la cocción cerámica, pero otra cosa muy diferente es la temperatura en el interior del horno necesaria para alcanzar la temperatura de cocción. El valor de la temperatura interna del horno será algo más alta, o mucho más alta, que la temperatura de cocción en función de la eficacia de la transferencia de calor.
El homo puede considerarse como un universo caliente que transfiere calor a la pieza. Esta transferencia se efectúa por radiación y convección, mientras que por el interior del cuerpo el calor se transmite, mayoritariamente, por conducción. Este capítulo se va a dedicar a hablar de la conducción del calor por el interior del cuerpo, y el siguiente se destinará a la transferencia de calor hacia el cuerpo.
Bajo un punto de vista cerámico una cocción será tanto más buena cuanto mejor sea la isotermía en el interior de la pieza durante la cocción. Por tanto será interesante conocer cómo es el gradiente de temperatura (At) de la superficie al
corazón de la pieza en función de la temperatura del horno. Por otra parte el análisis de los gradientes de temperatura dará luz sobre la dificultad que existirá en la fabricación de piezas de gran tamaño ya que las tensiones térmicas, que pueden originar roturas, son directamente proporcionales a los gradientes de temperatura.
Para estudiar los gradientes térmicos se ha recurrido a la vía experimental confeccionando probetas de diversa naturaleza a las que se le ha introducido un termopar en su interior y otro en la superficie. Para llevar a cabo este ensayo se mantuvieron constantes los siguientes factores: velocidad de calentamiento, espesor de la probeta, distribución granulo-métrica y temperatura en el interior del homo. La única variable fué de composición mineralógica de las probetas. (La extensión de estos ensayos puede hallarse en la bilbiografía
Las muestras ensayadas fueron:
- A: caolín. - B: una arcilla caolinítica con bastante porcentaje de
cuarzo. - C: una arcilla ilítica.
El espesor de todas las probetas fué de 13 mm. y el tiempo de calentamiento hasta IHO^C. fué todos los casos, de 3 h. 30 min. Obsérvese, en la figura 5, que en cualquier caso los gradientes de temperatura son muy importantes (así sobre los 700^0. el gradiente alcanza los 70^C. en el caso del caolín).
At °C
7oJ
60-1
50-
40-
30H
20-1
10
Caolín Arcilla caolinítica Arcilla ilítica
ido 2ÔQ 3Ö0 4Ô0 500 6Ö0 7Ó0 8Ö0 9Ö0"10Ö0 I160 °C '"'Temperatura del horno
Fig.5
A priori, y sin perjuicio de los análisis que puedan surgir más adelante, de la observación de las curvas si la Fig.— 5 pueden desprenderse algunas conclusiones cómo:
— El gradiente intemo es tanto más importante cuanto mayor sea la pérdida al fuego de la pasta utilizada.
— La posibilidad de minimizar los gradientes térmicos es, tanto desde el punto de vista energético como físico (deformaciones) una ventaja, por tanto sería recomendable utilizar composiciones cerámicas que disminuyan el gradiente térmico, como las ilíticas o bien introducir material inerte en la composición de la pasta.
— Bajo el punto de vista energético el calor de reacción es tanto más pequeño cuanto menor es la pérdida al fuego. Aunque, como se verá más adelante al comentar el balance térmico, este factor no sea muy importante en el cómputo total de los consumos es útil tenerlo en cuanta.
— La obtención de gradientes térmicos pequeños, es un sinónimo de buena conducción al calor por el interior del cuerpo. Esta es quizás la conclusión más importante ya que
102

suponiendo que la transferencia de la pieza (gradientes térmicos pequeños) es lenta e irregular el resultado final puede ser antieconómico que obligue a desestimar tecnología tan avanzada como la cocción rápida.
Con estos conceptos se ha completado el comportamiento de las pastas cerámicas frente a la cocción, su incidencia en el ahorro energético y la conductividad del calor dentro de las masas cerámicas. En los próximos capítulos se estudiará la influencia de los sistemas de transferencia del calor sobre la reducción del consumo energético.
3 . - FACTORES QUE INTERVIENEN EN EL CONSUMO.
Parece lógico que en aras a una mejor exposición didáctica se comience por presentar el balance térmico de un horno túnel típico y a partir de los resultados se extraigan las conclusiones y se discutan los diferentes factores que puedan hacer aumentar o disminuir el consumo.
Relacionado con todo ello se harán unos comentarios sobre la transferencia de calor, así como de la temperatura teórica de combustión y su relación con el consumo.
La exposición está centrada sobre un horno túnel para la cocción (monococción) de pavimento cerámico, aunque la inmensa mayoría de los conceptos vertidos son de aplicación a cualquier tipo de horno. Mas adelante y llegado el caso se hacen alusiones a la problemática de los hornos intermitentes.
3 .1 . - LA ESTRUCTURA DEL BALANCE TÉRMICO En la Fig.— 6 se halla esquematizado el resumen del ba
lance térmico del horno citado. El balance, por razones que se irán exponiendo a lo largo del capítulo, se halla dividido en dos partes claramente diferenciadas.
Qs
J_^ iQr " U ^
Ä 4^ ^PJ,
Ose
BALANCE ACTUAL Kcal/i, Kg
Qr l = >
Qs 1 =
Q s e i = >
62
384
109
Qp
Qh
f(M)= 555
180
225
cte =405
TOTAL-r96Ôl
BALANCE TEÓRICO
Qr tz:>
Qs c =
QseO
Qp i = >
Qh c=t>
Kcal/Kg
62
255
23
f (M) = 340
62
95
c t e = l57
TOTAL ; r 4 9 n
Fig. 6 - BALANCE TÉRMICO
La primera consta de:
El calor de reacción. El calor recuperado en la zona de enfriamiento. El calor sensible de los materiales a la salida del horno,
y se hallan en un sumando ya que su entidad, a igualdad del tipo de horno, depende de la masa horaria cocida.
La segunda parte consta de:
Qp - Pérdidas a través de paredes y techos. Qjj - Calor sensible de los humos.
Estas pérdidas se hallan agrupadas ya que, dentro de ciertos límites y en igualdad de constantes de cocción, son prácticamente constantes.
En la parte derecha de la figura aparecen los consumos teóricos obtenidos con la tecnología de que hoy en día se dispone. Como es fácil adivinar,el resto de la exposición tratará de justificar las diferencias existentes entre los consumos reales y los teóricos y proponer soluciones para que la diferencia entre ambos sea mínima.
3.1.1.— El calor de reacción.
Tratándose de la misma pasta a cocer el calor de reacción debe ser el mismo. La reducción de este consumo puede hacerse siguiendo el camino indicado en el capítulo anterior o bien atendiendo a la numerosa bibliografía que sobre él tema existe, w ( ^ ) .
3.1.2.— El calor recuperado en la zona de enfriamiento.
El calor recuperado en la zona de enfriamiento, es la devolución del calor de calentamiento que se le ha suministrado al material para alcanzar la temperatura de cocción.
Ahora bien para que el material alcanzase la temperatura de cocción ha sido preciso calentar no sólo el material sino la superestructura de la vagoneta y la infraestriicutra. Maturamente ésta última no llega a la temperatura de cocción pero como sea que su masa es, por desgracia, muy grande, el calor acumulado será, en consecuencia, también muy importante.
Para reaHzar el balance térmico el término de Q^ = 384 Kcal/Kg. se ha calculado indirectamente a base de medir el caudal y la entalpia del aire recuperado en la zona de enfriamiento. Sin embargo, para poder analizar su valor se va a proceder a un cálculo inverso.
Cuando la vagoneta se halla en la zona de máxima temperatura su acumulación de calor es máxima. Esto es cierto en lo concerniente al material y a la superestructura, no así la infraestructura ya que su acumulación de calor es máxima en un punto cercano a la salida del horno. En el momento en que la vagoneta entre en la zona de enfriamiento irá cediendo su calor sensible al aire que, procedente del con-travec de saHda, circula a contracorriente.
Conociendo las masas, los calores específicos y las temperaturas de la vagoneta y del material a la entrada y a la sa-Uda de la zona de enfriamiento, un simple cálculo matemático, necesariamente aproximado, arroja los siguientes resultados:
4500 Kg/h. 0,22 Kcal/Kg^C (1150 - 210) ^C = 930.600 Kcal/h.
6000 Kg/h. 0,22 Kcal/Kg^C( 580 - 250) ^C =435.600 Kcal/h.
1.366.200 Kcal.fh.
cifra que dividida por la masa horaria de material cocido 4500 Kg/h., dá:
Q ' = 303 Kcal/Kg.
BOL.SOC.ESP.CERAM.VIDR.VOL.21 - NUM.2 103

La discrepancia entre este valor y el medido de 384 Kcal./Kg. puede proceder de apreciaciones demasiado aproximadas en el cálculo de las acumulaciones de calor. Sin embargo, lo importante es extraer las consecuencias que puedan derivarse de esta comparación con respecto al teórico obtenible por las siguientes consideraciones:
Si se potencia la zona de enfriamiento, la temperatura a la salida del horno del material puede evaluarse, teóricamente, en unos 70^C. Por otra parte, y esto es mucho más importante, la masa de la infraestructura de la vagoneta puede reducirse de 4 a 5 veces, a la vez que se logra una temperatura menor, con lo que las expresiones anteriores quedan en:
4500 Kg/h . 0,22 Kcal/Kg ^C (1150 - 70) ^C 1333 Kg/h . 0,22 Kcal/Kg ^C ( 480 - 200) ^C
1.069.200 82.133
1.151.333 Kcal/h. Dísminurr la temperatura del interior de la vagoneta
Cifra que divididad por la masa horaria de material cocido de 4500 Kg/h., dá:
255 Kcal/Kg.
Este valor, con ser importante, poco varía respecto al anterior; sin embargo y cómo se verá en el próximo apartado, la disminución importante se notará en el calor sensible a la salida. Hay que tener en cuenta que el calor sensible a la salida en reahdad es una prolongación de la zona de enfriamiento. Siendo Qi y Q2 los calores de calentamiento del material y de los elementos rodantes y Qg y Q^Q el calor recuperado en la zona de enfriamiento y el calor sensible a la salida, siempre tiene que cumplirse que:
Qs
Q1+Q2 = Qs+Qse
Así pues lo que interesa es que el sumando Q + Q^
mínimo, para ello y como indica la Fig.— 7 se puede actuar sobre:
— Temperatura máxima de cocción. — Potenciación de la zona de enfriamiento. — Disminución de la masa de la infraestructura de la vago
neta. — Disminucion.de la temperatura interna de la vagoneta.
En primer lugar, y de acuerdo con el espíritu de fondo de esta charla, la disminución de la temperatura de cocción conlleva una reducción drástica del consumo por varios conceptos. En este caso, y según muestra la Fig.- 7, el término ^m' ^^^ representa la temperatura de cocción baja y en consecuencia el primer sumando se hace menor.
Disminuyendo la masa de la vagoneta m^, de lo que se hablará con más detalle en el próximo capítulo, se reduce a la vez la conductividad de la vagoneta con lo que, ala vez, se logra que la temperatura interna t^i sea menor. De esta manera el segundo sumando disminuye.
La potenciación de la zona de enfriamiento ßs un término general que puede englobar varios conceptos: Siguiendo con el análisis de la expresión de la Fig.- 7, potenciar la zona de enfriamiento significa disminuir las temperaturas de saHda del material y de la vagoneta ( t^ y t.. ) a la saHda
^^^2 . . . * 2 _
de la zona de enfriamiento con lo que las diferencias (t^^ -^m2) y ^Vi • ^2^ aumentan y ambos términos tienden a aumentar. Lo que sucede es que al disminuir estas temperaturas el calor sensible a la salida disminuye en gran manera y.
>
384 Kcal/j^g
255 Kcal/, 'Kg
Fig.7-CALOR RECUPERADO EN LA ZONA DE ENFRIAMIENTO
a la postre lo que interesa es que el sumando Q^ + Q sea mínimo. De todas formas es lógico desear que, sí alguno de los sumandos tiene que aumentar sea el Q2 ya que en este caso el calor se va a recuperar, mientras que si aumenta Q las posibilidades de recuperar su calor sensible son exiguas.
Los sistemas de potenciar la zona de enfriamiento son varios y van desde la instalación de toberas de inyección de aire frío, a la prolongación de la zona de enfriamiento pasando por un diseño más aerodinámico del horno. De todas maneras no hay que olvidar que una vez la instalación está en marcha las posibilidades de actuación de cara a un ahorro del consumo en este capítulo suponen distorsiones en la producción.
Por fin debe señalarse que una potenciacion.de la zona de enfriamiento es sinónimo de aumentar el rendimiento lo que se traduce en una reducción del tiempo de permanencia del material en el interior del horno, o sea una automática reducción del consumo por disminución del tiempo. Este último factor es un claro problema de transferencia de calor, ya que lo óptimo es transferir todo el calor de calentamiento hacia la zona de enfriamiento en un tiempo mínimo.
3.1.3.— El calor sensible a la salida.
La evaluación de la acumulación de calor, o en este caso del calor sensible de la vagoneta y los materiales a la salida del horno, es un problema complejo. No por su expresión matemática que se trata simplemente de un producto, sino por la toma de temperaturas.
Cuando el material se halla en la zona de máxima temperatura, por mediación de un pirómetro óptico o por la caida de conos pirométricos se puede asegurar la temperatura existente. No sucede lo mismo cuando el material abandona el homo. En este caso la toma de la temperatura media del producto es realmente compHcada. En primer lugar por la dificultad física que entraña el colocar el termopar en un punto representativo de la carga y en segundo lugar por el efecto refrigerante que ejerce la corriente ascendente de aire frío creado por la propia masa caliente.
104

Si en el caso del material el problema es difícil, mucho más lo es el evaluar la temperatura de la infiraestructura de la vagoneta en el momento de abandonar el horno. Este autor ha estudiado con detenimiento el problema y ha observado que mientras las temperaturas de la parte superior de la infiraestructura van disminuyendo a lo largo de la zona de enfiriamiento, las temperaturas de la parte central de la infraestructura crecen ligeramente.
Bajo un punto de vista ideal, lo idóneo sería que el calor sensible del material a la salida del horno fuese nulo (siguiendo así el proverbio que dice que "en toda máquina térmica bien diseñada el material debe entrar y salir frío"), como ello es muy difícil, incluso aveces resultaría ántieco-nómico, debe admitirse cierta tolerancia, en especial atendiendo a la diversa capacidad calorífica de la carga y la vagoneta y de la diferente capacidad de evacuar el calor acumulado en cada una de ellas.
Mm
Mv. ' • ^
iL Ro
-iS^^I^^^^Çz ja
Qse=^^Ce(©ta ) 'M,V ^
'Disminuir la masa / ^—-»-Disminuir Disminuii
temperaturas
R:recuperación del calor sensible
I ^ 109 Kcal/
Qse Kg
23 Kcal/^g
Fig. 8-CALOR SENSIBLE A LA SALIDA
Como muestra la Fig.- 8, el calor sensible a la salida es una función de la masa; de su calor específico y de la temperatura. Las soluciones para reducir esta acumulación de calor son:
— En primer lugar, y como parece lógico por todo lo expuesto, conseguir que salga del horno lo más fría posible ya que en este caso la cantidad de calor aprovechado será máximo.
- En segundo lugar procurar que la acumulación de calor de la infraestructura de la vagoneta sea mínima;para ello puede jugarse tanto con la capacidad calorífica como con que la masa sean mínimas. Ello, sin embargo, entraña un riesgo ya que cuando se trata de ciclos de cocción moderadamente largos, la ejecución de una vagoneta de baja masa térmica (8) la hace más aislante, o sea, conduce menos el calor y, lógicamente, sus posibilidades de devolverlo en la zona de enfriamiento son menores, o lo que es lo mismo las temperaturas intermedias son elevadas con lo que un factor de la acumulación de calor se mantiene; sin embargo, el otro, la masa, es decididamente menor con lo que el cómputo suele ser positivo. No obstante, a la hora de diseñar una vagoneta de baja masa térmica es aconsejable contar con el concurso de un especialista, ya que es muy conveniente valorar el binomio "Acumulación de calor-ciclo de cocción".
— La tercera posibilidad, si bien no entra de lleno en la disminución energética, sí sirve para el ahorro. Se trata de la colocación de un intercambiador de calor a la salida del horno.
Cabe aquí hacer un comentario sobre la acumulación de calor en hornos intermitentes. En este caso, es lógico pensar que el período de calentamiento no debería exceder nunca del tiempo mínimo imprescindible que precisen los productos para llevar a cabo una cocción en buenas condiciones. Es evidente que si existe una gran desproporción entre la masa del material a cocer y la masa del horno, la velocidad de calentamiento (y de enfriamiento) vendrá marcada por aquella que tenga una capacidad calorífica mayor. En la mayoría de los casos es el horno (o la vagoneta) el que posee una capacidad calorífica mayor y por tanto serán, prácticamente, inútiles todos los esfuerzos que se hagan para , modificar la velocidad de cocción, ya que esta será una costante del horno.
En este sentido es útil recordar que en los balances térmicos de hornos intermitentes el valor de las pérdidas por acumulación de calor puede incluso superar el 80^/o.
3.1.4.— Pérdidas a través de las paredes.
Las pérdidas de calor a través de las paredes, bóveda y parte inferior de las vagonetas constituyen una pérdida neta de energía en el balance térmico y, a diferencia de las demás pérdidas, no hay posibilidad alguna de recuperación.
Las posibilidades de acción con el propósito de atemperar las pérdidas son pocas en un homo en funcionamiento. Las pérdidas a través de las paredes son fundamentales a la hora de comprar un homo, sin embargo cuando ésta está ya a régimen las posibilidades de acción son mínimas. Seguidamente se hará un comentario sobre la manera de reducir las pérdidas en un horno existente ya sea aumentando el aislamiento en cara caliente o en cara fría.
Aislamiento intemo:
En primer lugar hay que decir que mejorar el aislamiento interno del homo supone pararlo, lo cual en muchas ocasiones no es factible.
En segundo lugar proceder a aplicar una capa de aislamiento en la cara caliente suele tropezar con dos graves inconvenientes: el volumen de la carga suele estar ajustado al volumen interno del horno por lo que adherir otra pared suplementaria es siempre problemático. Como sea que debido al reducido espacio disponible se ha de elegir un material de baja conductividad y densidad, la nueva capa va a ser muy sensible a las acciones mecánicas (golpes, roces, peligro de derrumbamiento de empilados, etc.).
En tercer lugar, el aislamiento en cara caliente, a igualdad de pérdidas a través de la pared es mucho más caro que el aislamiento en cara fría.
Aislamiento extemo: Es, sin lugar a dudas, el más económico y además presen
ta la ventaja de que se puede apHear con el homo en marcha.
Sin embargo, técnicamente el problema es más complicado ya que se precisa conocer el coeficiente de conductividad térmica de cada una de las capas del horno, así como la distribución de temperaturas intermedias. Al aislar por la cara fría, todas las temperaturas de las capas interiores aumentan y hay que conocer exactamente cuál será este incremento ya que de lo contrario se corre el riesgo de destmir la pared por sobrepasar las temperaturas máximas admisibles en las capas intermedias.
BOL.SOC.ESP.CERAM.VIDR.VOL.21 - NUM.2 105

Sl^
-W-^ K G : ¿ ^ s ^
Qp
E3Refract. denso l'í'l?9í E^Aislant. diatomeas. ^Ladr i l lo oomun
• F i b r a ceramica ^ L a n a mineral
-c /
t a = 3 0 °C V =0^5 m^
Qpo=39I Kcal/m2h A.Qo = 117.904 Kcal/m2 Po =I6D93 Ptas/m2
180 Kcal/Kg.
62 Kcal/Kg.
Fig. 9-PERDIDAS A TRAVÉS DE LAS PAREDES
Para concluir, y de acuerdo con la Fig.- 9, puede decirse que técnicamente la mejor solución es aislar por la cara in-tema, mientras que económicamente la solución mejor es aumentar el recubrimiento de la cara fría. La pared elegida en la Fig.- 9 no corresponde exactamente al aislamiento del homo que se ha tomado de ejemplo. Se ha simplificado algo para hacer más clara la comparación entre los dos tipos de aislamiento. En la parte superior de la Fig.-9 aparece una sección,típica del horno, con una temperatura de llOO^C en cara caliente y 30^C la temperatura del aire exterior. De acuerdo con los datos facilitados por el microprocesador se indica la temperatura interna de las paredes, así como los tres datos fundamentales que sirven de base para establecer la comparación entre el aislamiento por cara caliente o fría:
— Qp: las pérdidas de calor en Kcal/m^. h. — A.Q.: la acumulación de calor en Kcal/m^. — P: el precio de la pared en Ptas./m^.
Para realizar los cálculos esta última partida ha sido actualizada a enero de 1.981. Asimismo, para establecer comparaciones, el precio del combustible ha sido actualizado al valor medio de 2,21 Pts/th.
En la misma figura se observa los resultados obtenidos al aislar por el interior o por el exterior la pared del ejemplo y el histograma de la parte derecha compara los resultados obtenidos en cada caso. Como ya era previsible, a igualdad de pérdidas el calor (tanto si se aisla por el interior como por el exterior), la acumulación de calor sube mucho en el segundo caso (A.Qg), mientras que el precio lo hace en el primero (Pi).
Por otra parte, y tal como se indica al final de la figura 9, es posible obtener pérdidas a través de las paredes de 250 Kcal/m^ h., con lo que la pérdida unitaria correspondiente se evaluaría en 63 Kcal/Kg. En el caso de hornos intermitentes la solución no es tan rápida ni clara. En este caso çl aislamiento en cara fría hace aumentar mucho la acumulación del calor y como sea que esta factor es mucho más im
portante que las pérdidas a través de las paredes, suele ser ventajoso sacrificar el aislamiento térmico en pro de una mínima acumulación de calor.
La detemiinación de las pérdidas a través de las paredes. La determinación de las pérdidas a través de las paredes
puede hacerse de tres maneras. La primera, y la más conocida, consiste en medir la tem
peratura de la última capa y la temperatura y velocidad del aire que circunda aquella capa y con la ayuda de un abaco, como el que aparece en la Figura - 10, se determinan las pérdidas de calor a base de multipHcar el At por la pérdida de calor por grado de temperatura que figura en ordenadas. Hay que hacer notar que la determinación de la temperatura de la cara fría es realmente difícil debido al efecto de las corrientes de aire ascensionales que crea la propia pared y que refrigeran el termopar. Por otro lado, se precisa de un anemómetro para medir la velocidad del aire ya que en el gráfico hay que entrar por velocidades de aire. Si no se toman muchas precauciones los errores en las determinaciones pueden ser muy importantes.
Qp=(^rs;:).(At)
80^t°C
Kcal. m2.h
Fig. 10- CALCULO DE LAS PERDIDAS A TRAVÉS DE LA PARED
El segundo sistema es más sofisticado y consta de un medio (conductor del que se conoce perfectamente su conductividad en el rango de temperatura estudiada) en el que hay alojados dos termopares conectados a un pequeño instrumento que dá directamente las pérdidas de calor. Las posibilidades de error son mínimas y el aparato no tiene otra limitación que la temperatura máxima de la cara fría.
El tercer sistema se basa en el cálculo y cuando ha estado contrastado experimentalmente con un instrumento como el citado anteriomente, es el más fiable y el que proporciona toda la información sobre el comportamiento térmico de la pared. Para ello se precisa de un extenso banco de datos (la mayoría experimentales) de un microprocesador y de un programa capaz de iterar las veces que sea preciso.
En la Fig.— 10 se hallan representados esquemáticamente los tres sistemas mencionados.
106

Importancia de las pérdidas a través de la pared. Las pérdidas a través de las paredes son completamente
irrecuperables y su importancia es muy elevada. En términos porcentuales los balances térmicos de hornos túneles arrojan valores que oscilan entre el 20 y el 50^/o. En los hornos intermitentes, en particular si los ciclos de cocción son cortos las pérdidas no son muy elevadas ya que no ha habido tiempo de alcanzar el flujo estacionario. Como ya se ha comentado anteriormente en estos casos es económicamente ventajoso sacrificar la conductividad en aras a una reducción de la acumulación de calor.
La cuantía en cifras absolutas de estas pendas ha sido extensamente estudiadas por este autor (9), baste para ello citar un simple ejemplo. Supongamos una pared de homo, cuyos materiales tengan un precio de adquisición de 9600 Pts/m^. y tenga unas pérdidas de 385 Kcal/m^. h. , valor por desgracia bastante normal. Al coste actual del combustible de 2,21 Pts/th, la evaluación económica de estas pérdidas serán, en un afío, de:
385 Kcal/m^h. . 1 ¿ 1 - £ Í 5 ^ . 365 .24 A - =7453 Pts/año.m^ 1000 Kcal año
o de: 14.906 Pts. en dos años, en la hipótesis de que durante el segundo año no suba el precio del combustible. Como puede verse el coste de la energía pérdida por m^. en 1 año y 3 meses equivale al precio de adquisición de la propia pared. Parece que sobran más comentarios a excepción de repetir lo enunciado al comienzo de este capítulo " . . . cuando el horno está en marcha las posibiHdades de mejora son limitadas y caras, estos números deberían hacerse a la hora de comprar el homo y exigir del fabricante los datos de pérdidas a través de las paredes, etc. ..".
Como colofón a este apartado y siguiendo el espíritu de esta comunicación hay que añadir que un sistema drástico, de aminorar las pérdidas a través de las paredes es reducir la temperatura de cocción.
Î
f _§_
Precalentamiento de aire para otros usos
—»•{ Generación de energía electrica Precalentamiento del aire de combustion
Jl idiu? s ñ l
3.15.— El calor sensible de los humos.
La mayor fuente de recuperación de energía suele ser el aprovechamiento del calor sensible de los humos de combustión a su saHda por la chimenea. Una vez más parece obvio decir que el mejor sistema de ahorrar energía es comenzar por el origen, o sea impedir que el efluente se evacué cuando todavía contiene gran cantidad de calor.
Por tanto, y tal como se indica en la Fig.- 11 habrá que distinguir entre las causas que provocan la gran pérdida de energía en forma de efluente por la chimenea y, otra muy diferente que es la posible utilización de este calor sensible para otros usos.
Volumen de gases en el interior del homo. El horno túnel no es un sistema cerrado ya que a través
de los quemadores se introduce un volumen importante de gases: en la zona de enfriamiento se extrae (o si el homo dispone de un sistema de inyección de aire frío en la zona _de enfriamiento rápido se introduce aire); en la zona de precalentamiento puede inyectarse aire y si en esta zona existen fuertes depresiones se aspirará gran cantidad de aire denominado falso o parásito. El contravec de saHda inyecta aire y naturalmente, la chimenea extrae un volumen muy importante.
Las cantidades de gases en cada zona del homo dependerán del tipo de horno y básicamente de la geometría de la carga. En esta tesitura es difícil establecer una norma general, sin embargo, y a título orientativo en la Fig.- 12 se representan las mediciones efectuadas en un horno túnel (^^). En la práctica cotidiana estos valores son muy difíciles de determinar; no obstante, un dato práctico que se usa mucho en comparaciones es el ratio R o cociente entre los Kg. de humos evacuados y los Kg. de producto cocido en el horno, tomado en la chimenea.
itjgeoo^lioo_J§^ "-^¿löö -^m Nm h ±j2¡94_L36 ~!|6
•H-H 1.03^ 0.9^
0 '• Puerta y contravec de salida
©'• Enfriamiento rápido
a-Ai re falso ®-Quemadores
g Caudal chimenea ® : Toberas homogenizacion
JS_ Fig.l2-V0LUMEN DE HUMOS EN EL INTERIOR DEL HORNO
-Volumen de gases. Regimen de presiones
-Aberturas-.aire parásito, mirillas
—Analisis de humos
Disminuir temperatura gases
-Homogenizacion precalentamiento.
—Tipo combustible
- > 225 Kcal/Kg.
~T~"> 95 Kcal/Kg.
Fig. 11-EL CALOR SENSIBLE DE LOS HUMOS
Aberturas: aire parásito y mirillas. Cuando las juntas de estanqueidad entre las vagonetas o
entre e'stas y el homo se hallan deterioradas o la puerta de entrada no es hermética la fuerte depresión reinante en esta zona (ver curva de presiones en la fig.- 12) provoca una gran entrada de aire denominado falso o parásito.
Este aire parásito es calentado ligeramente y evacuado inmediatamente por la chimenea. Si para paHar este defecto se aumenta el tiro lo que sucede es que cada vez es mayor el aire parásito infiltrado. Como se desprende de la ecuación de la fig.-11 una de las primeras medidas a tomar para disminuir el volumen de humos evacuados es la reducción del caudal de efluentes, por tanto no habrá otra alternativa que mejorar la estanqueidad.
B0L.S0C.ESP.CERAM.VIDR.V0L.21 - NUM.2 107

Otro tanto sucede con las mirillas, grietas o cualquier tipo de aberturas. Si éstas se hallan en la zona de presión del horno evacuarán gases calientes hacia el exterior y si se hallan en la zona de depresión succionarán aire originando una pérdida económica muy importante (^ ^).
Análisis de humos. Exceso de aire.
En los hornos cerámicos no es posible, por desgracia, quemar en condiciones de estequiometría y a no ser que se precise una atmósfera reductora es muy importante que la combustión sea completa. Para conocer si la combustión es o no completa hay que determinar el CO2 y el O2 y acudir a un diagrama de la combustión de Ostv^ald específico para el combustible de que se trate.
Debiendo pues, en la mayoría de los casos, quemar en una atmósfera oxidante el problema está en ajustar el quemador para que queme exactamente con el exceso de aire deseado. Para ello debe recurrirse de nuevo a los analizadores de CO2 y O2 y el diagrama de la combustión indica con qué exceso se quema. Aquí juega un papel trascendental el quemador, ya que es posible estar quemando con gran exceso de aire y tener inquemados; ello sólo puede atribuirse a un mal funcionamiento del quemador o a un mal diseño de la cámara de combustión o a un mal ajuste entre la presión de la cámara y la del horno, o a una combinación de algún defecto de los expuestos.
Por otra parte hay que remarcar otros dos fenómenos H-gados al exceso de aire. El primero de ellos, como se verá más adelante, tiene relación con la temperatura teórica de combustión. Esto es, cuando el exceso de aire aumenta la temperatura de la llama desciende ya que es preciso calentar la masa de aire. Por otro lado el exceso de aire hace aumentar la presión interna del homo con todos los transtornos que ello ocasiona.
Temperatura de los efluentes.
Como se desprende de la fig.-l 1, uno de los factores para reducir el calor sensible de los humos es la disminución de la temperatura de saUda de los gases por la chimenea.
A igualdad de ciclo de cocción la variación de temperatura de sahda de humos es una función exclusiva de la geometría del material que se está cociendo. Ahora bien, como se vera en el próximo apartado, esta temperatura es tácihnente modifícable en función del diseño de la zona de precalenta-miento.
Por desgracia la temperatura de evacuación presenta un límite impuesto para cada tipo de combustible, por el punto de rocío. El problema puede agravarse cuando las materias primas posean ciertos componentes ácidos ya que entonces la mezcla de vapores ácidos producidos hace descender la temperatura del punto de rocío.
Homogeneización de la zona de precalentamiento. La zona de precalentamiento quizá sea la más crítica del
horno y donde se ponen^de manifiesto de forma más ostensible los fenómenos de la transferencia térmica.
En esta zona las temperaturas de pared son relativamente bajas por esto la transferencia debe esperarse por parte de la convección y ésta depende, básicamente, del gradiente de temperatura y de la velocidad del fluido. Si, como muestra la fíg.- 13 - b, la diferencia entre la carga y el volumen interno del homo es notable la velocidad de la corriente de gases será mayor en la periferia y se establecerán caminos preferentes de circulación de gases. Como consecuencia,una parte importante del fluido apenas intercambia calor, el que lo hace corresponde a las láminas de fluido de menor veloci
dad con lo que, siendo la convección una función de la velocidad, el intercambio es débil.
ji a t2-—:=:3Œ_
" L f ^ n i ^ p l (a)
(b)
caminos preferentes de Distribución
circulación de gases velocidades
Curvas dinannicas de temperatura
tobera (d)
Fig. 13- LA ZONA DE PRECALENTAMIENTO
La apHcación de quemadores jets ha venido en auxilio del intercambio calorífico ya que la gran velocidad de salida de los productos de la combustión favorece la transferencia de calor. Pero no alivia, o reduce, la temperatura de saHda de humos, ya que, si bien éstos aumentan la velocidad, el jet de productos de la combustión es caliente y una vez superada su zona de influencia se reestablece la nefasta estratificación de capas de temperatura (fig. - 13-c).
Para paliar el defecto no hay más que dos soluciones: o adaptar el volumen de carga exactamente al volumen interno del horno (operación relativamente fácil de llevar a cabo en los hornos de bóveda plana pero muy difícil en las bóvedas de arco), o bien instalar toberas de inyección de aire.
Estas se instalan de manera que el jet incida, aproximadamente, tangente a la bóveda (fig.- 13-d). Además de transferir su energía cinética, lo que hace aumentar la turbulencia y favorecer la transmisión térmica, inyecta aire relativamente frío en la zona donde los gases están más calientes lo que destruye la estratificación de temperaturas, y puede conseguirse regular la temperatura de evacuación de humos al valor deseado.
A todo ello habría que añadir que el mejoramiento de la isotermía en la zona de precalentamiento incide decididamente en la mejora de la caHdad del material a cocer.
Posibilidades de recuperar el calor sensible. Una vez más hay que repetir que en lugar de hablar de
recuperación, que supone siempre una instalación más o menos complicada y más o menos cara, mejor sería impedir que los humos se evacuaran con una entalpia importante. Para ello, y siguiendo con el ejemplo elegido, el calor sensible de los humos (ver fig.- 6) era de 225 Kcal/Kg., con lo exphcado anteriormente, principalmente proveyendo al homo de toberas de inyección de aire y utilizando gas cómo combustible es posible reducir la temperatura de evacuación de los humos hasta 90 + lOO^C, con lo que las pérdidas por calor sensible quedan reducidas a": 95 Kcal/ Kg. (ver fig.-l 1) y esto sin reducir el caudal de humos.
108

Ahora bien, si por una serie de razones, no es factible reducir el calor sensible de los humos, no habrá otra solución que intentar recuperar el calor para otros usos. Para ello el sistema más común es la colocación de un intercambiador en la chimenea y el aire precalentado utilizarlo ya sea para un calentamiento y homogenización de la carga en la zona de precalentamiento del horno, para secar el material o bien, si la temperatura es suficiente alta usar este aire caliente como comburente en los quemadores.
Otra utilización menos corriente pero nada despreciable es la conversión de este calor sensible en energía eléctrica. Si el salto térmico es suficiente la energía eléctrica generada es suficiente para el funcionamiento del propio homo.
3 2.- FACTORES QUE AYUDAN A MEJORAR LA TRANSFERENCIA TÉRMICA.
La economía de la cocción cerámica es una función del tiempo y éste es una función de la transferencia térmica. O dicho en otras palabras, dejando de una parte los particulares problemas de cinética esenciales para determinados productos, la velocidad de cocción es directamente proporcional a la eficacia de la transferencia térmica.
Si en los primeros capítulos se ha hablado de algunos factores que mejoran la transferencia de calor por el interior del material (la conducción) y en los capítulos subsiguientes se ha trazado una ampHa panorámica entre el balance real y el teórico, justo es dedicar otro capítulo a los factores que inciden directamente en la mejora de la transferencia térmica.
VELOCIDAD DE COCCION=f(transferencia térmica)
función de la velocidad de los gases
función de la geometría y disposición del material a cocer
Convección
naturaleza del fluido
condiciones físicas del fluido
geometría reciproca superficie y fluido
Radiación Q R = S £ 6 - ( T Í - T 4 )
PAREDES HPRODUCTO Qc Qr
LLAMAS+PRODUCTOS DE LA COMBUSTION
longitud llama
Fig. 14-LA TRANSFERENCIA DEL CALOR
3.2.1.- El calor de calentamiento.
No es arbitrario el hecho de que se comience por este apartado. Una rápida ojeada al balance térmico (Fig.- 6) indica que la parte más importante del consumo la acapara Qs: el calor recuperado en la zona de enfriamiento, o dicho de otra forma, el calor de calentamiento.
Puede aducirse que el calor de calentamiento es indispensable, naturalmente, pero lo que es discutible es el tiempo preciso para calentar el material. Aquí es donde interviene el concepto de transferencia térmica. Supongamos que sean precisos 255 Kcal/Kg. si ahora se realiza la misma cocción en un tiempo superior, este consumo aumentará ya que al prolongar eí tiempo las temperaturas tienden a alcanzar su estado de régimen y la acumulación de calor aumenta. Pero las demás partidas también se harán mayores ya que al vehicular la misma masa en un tiempo superior, los consumos específicos serán mayores.
Por tanto, el problema se reducirá a transferir la cantidad de calof precisa en el mínimo tiempo. Así pues se tratará de analizar las causas que provocan el retardo en la cocción y, como consecuencia, el aumento del consumo energético.
3.22.— La transferencia de calor.
El calentamiento del producto puede hacerse directamente, hornos semimuflados u hornos a llama libre, o indirectamente. En este último caso el calor de la llama se transfiere a la mufla (homo muflado) y de ésta pasa al producto por radiación. Está claro que el rendimiento térmico de un calentamiento indirecto será siempre menor que el de uno directo debido, como mínimo, al calor absorbido por la pared intermedia, por lo que su empleo debería quedar restringido a los casos en que este tipo de calentamiento se haga indispensable.
Si el rendimiento térmico de un horno muflado es bajo, piénsese que en la zona de precalentamiento donde las temperaturas son bajas y la cesión de calor por radiación es muy débil, la situación adquiere dimensiones dramáticas cuando se trata de un homo intermitente ya que la capacidad de almacenamiento de calor de un horno muflado es muy superior a otro de llama liberada. Debe añadirse que además el problema será tanto más grave cuanto mayor sea la temperatura de cocción.
Generalizando, se pueden definir unos cuantos criterios para determinar la forma de transmisión del calor predominante, en función de una serie de características:
En función de la temperatura.
A medida que aumenta la temperatura la radiación adquiere preponderancia sobre la convección por eso puede decirse que en los procesos de baja temperatura, el precalentamiento y el enfriamiento, en general, tendrá mayor importancia la convención mientras que en las zonas de alta temperatura, la zona de cocción, la tendrá la radiación.
En función de la velocidad de los gases. Al incrementar la velocidad de los gases, se incrementa
proporcionalmente el coeficiente de convección, aumentando por tanto la importancia de la transmisión por este sistema.
En función del tipo de material a cocer. La radiación se transmite en línea recta de un cuerpo a
otro, por lo que su eficacia dependerá de la mayor o menor superficie que el producto a calentar pueda presentar frente al foco emisor. De ahí se desprende que pretender calentar productos de geometría muy complicada tan solo por el sistema de radiación conducirá inevitablemente a una merma de rendimiento.
BOL.SOC.ESP.CERAM.VIDR.VOL.21 - NUM.2 109

La convección. La convección es la transmisión de calor entre un fluido
y una superficie con desplazamiento relativo de uno con respecto al otro. La cantidad de calor transmitida vale:
Q = S . a . ( T i -T2)Kcal/h.
donde:
S = Superficie de intercambio (m^). Ti = Temperatura del fluido (^C). T2 = Temperatura de la superficie (^C). a = Coeficiente de convección (Kcal/m^ h ^C).
El coeficiente de convección a depende de:
— la naturaleza del fluido (gas o líquido). — las condiciones físicas del fluido (viscosidad^ conductivi
dad, etc.. .) — las características geométricas entre el fluido y la super
ficie.
Como sea que los gases son malos conductores del calor y en la convección la transferencia se efectúa por contacto, cuando la velocidad de derrame es baja (régimen laminar) las fuerzas de viscosidad impiden un intercambio calorífico importante. A partir de cierta velocidad y de acuerdo con el número de Reynolds la energía cinética supera a las fuerzas de viscosidad y la transferencia térmica aumenta en gran manera.
Por tanto, y de acuerdo con la fórmula expuesta, es posible calentar la carga a una temperatura muy cercana a la del agente gaseoso. Este hecho es muy importante, ya que permite al material y a la vagoneta trabajar a temperaturas mucho más moderadas a cambio de que se aumente* la turbulencia.
El sistema de aumentar la velocidad de derrame no puede consistir en incrementar el tiro ya que en este caso las pérdidas aumentarán mucho, sino el potenciar la zona de precalentamiento con el fin de favorecer un mejor intercambio.
La apUcación práctica más conocida que se deriva de estos conceptos son los quemadores de alta velocidad.
Lar radiación. La radiación térmica está constituida por un conjunto de
radiaciones monocromáticas caracterizadas cada una de ellas por una determinada longitud de onda y frecuencia. No hay, desde el punto de vista térmico, ninguna diferencia entre las radiaciones visibles y no visibles. Todas transportan una energía que puede transformarse en calor si son captadas por un receptor adecuado.
La transferencia térmica por radiación obedece a la ley de Stefan-Boltzmann según la expresión:
Q = S . | . 6 ( T i ^ -T2^)Kcal/h.
donde:
5 = Superificie emisora (m^). I = Coeficiente de emisión O < ç < 1 6 = Cte. de Boltzmann =4,96 . 10"^ Kcal/h.m^.^K'^ Ti = Temperatura absoluta del emisor (^K). T2 = Temperatura absoluta del receptor (^K).
De la exposición de estas leyes es posible extraer conclusiones de gran importancia en el campo cerámico. Así por ejemplo no hay que dar gran importancia a la luminosidad de las llamas ya que, a la temperatura de llama que normalmente se trabaja, sólo el l^/o de la energía radiada por la llama emisiva se sitúa dentro del espectro visible.
Otro concepto importante es el correspondiente a la energía radiada en función de la emisividad y temperatura de llama. Según se demuestra experimentalmente, no es posible obtener simultáneamente un factor de emisión máximo y una temperatura máxima ya que ambos parámetros varían físicamente en sentido inverso.
En este sentido existen abacos que permiten obtener la máxima tranferencia térmica de la llama teniendo en cuenta la temperatura de precalentamiento del aire de combustión y los factores antes citados.
Gracias a estas correlaciones, se ha podido demostrar que las transferencias térmicas por radiación más importantes son en los hornos de paredes calientes obtenidas gracias a llamas débilmente emisivas pero a elevada temperatura.
Otro fenómeno que se desprende del análisis en profundidad de las llamas es el concerniente a la comparación entre la llama del fuel-oil y la del gas natural.
En el proceso seguido por las diminutas gotas de fuel-oñ en su dispersión hacen que dada la alta temperatura de la suerficie de cada una de ellas, comiencen a destilar los hidrocarburos ligeros, vaporizándose la parte más volátil. Esta parte, gasificada al principio de la llama y con defecto de aire, crackiza y produce partículas de carbón en esta zona. Por otra parte, el núcleo, menos volátil, también se carboniza y produce luminosidad en la parte final de la llama. Así, el factor de emisividad es muy elevado (0,9) y próximo al del cuerpo negro. Hay que tener en cuenta que la llama luminosa del fuel-oil tiene una elevada emisividad y radia fuertemente pero, como se ha indicado anteriormente, la elevada emisividad va en detrimento de la temperatura.
En el gas natural, la relación C/H es menor que en el fuel por tanto, intrínsecamente, la posible formación de carbón será menor. A altas temperaturas, la velocidad de crackización del metano es superior a la de oxidación y, por tanto, siempre se producirá algo de carbonización y, en consecuencia una parte de la llama será luminosa. El factor de emisividad del gas natural és pues muy variable (entre 0,2 y 0,7).
Por otra parte, la temj)eratura máxima de una llama de gas con ^ = 0,2 es muy superior a la alcanzada por el fuel-oil. Las partículas de carbonilla u hollín son, de hecho, in-quemados locales que bajan la temperatura de la llama. En consecuencia, el aumento del factor de emisión por el crecimiento de la concentración de partículas de carbono no puede hacerse más que a costa de la temperatura de llama.
4 . - RELACIÓN ENTRE LA TEMPERATURA DE COCCIÓN Y EL CONSUMO ESPECIFICO.
Los análisis efectuados hasta ahora se refieren, casi en exclusiva, a hornos túneles, o sea, a tranferencia de calor en régimen estacionario. Así pues, y volviendo a la figura-2, la relación entre la temperatura de cocción y el consumo específico era lineal cuando el régimen de cocción era intermitente. Por tanto se tratará de analizar como afecta cada componente en el consumo según la cocción sea hecha en homo intermitente o túnel.
4.1. ANALISIS DE LOS CONSUMOS.
110

La única partida que permite un análisis general es el calor de reacción. Su entidad es tan pequeña que su valor como tal puede despreciarse en el balance térmico. En cambio el concepto que hay que tener claro es que si se logra una pasta con una temperatura de cocción considerablemente más baja las demás partidas del balance van a disminuir mucho como se pretende demostrar de inmediato.
4.1.1 .Hornos intermitentes.
La fig.-15 muestra la comparación entre dos cocciones llevadas a cabo en el mismo horno (eléctrico). En el primer caso la aportación calorífica se concluyó en dos horas (una vez alcanzada la temperatura de lOSO^C), mientras que en el segundo caso, a igualdad de temperatura y carga, se prolongó la cocción, creando un paHer de 21 horas.
>Av
1080 OQ
Experimentos llevados a cabo por este autor han demostrado que a las 10 horas de iniciada la cocción, la acumulación de calor es el 90^/o de la teórica, de donde se desprende que una cocción con un tiempo de calentamiento de este orden no va a ser económica.
Por otra parte en la fig.-16 se muestra cómo evolucionan las pérdidas a través de la pared. En el mismo es también fácil observar que a partir de las 10 horas las pérdidas a través de las paredes son superiores al 80^/o de las teóricas a régimen.
Kcal/m2h
8 10 12 14 16 18 20 22 h
(CO
Fig. 16-PERDIDAS DE CALOR-TIEMPO
TIEMPO
2h.
CONSUMO
2404 KbaJ/
BALANCE Kcal %
A.Q. I > 18688 — 94,7
Qp O 626 3,2
23 h.
Qr O
A.Q.
9l24rvcai/
403 2,1 19717
% 49306 65,8
Qp li:> 25114 33,5
403 0,7 74823
'Qr C>
Fig. 15-CONSUÍVIO-TiEIVIPO
Del examen de la figura 15 se desprende que el tiempo juega un papel fundamental. Si la transferencia de calor es buena, y se ha alcanzado la temperatura deseada, no hay razón para prolongar la cocción.
Los dos ejemplos que aparecen en la figura son un poco extremos pero son váHdos para poner de manifiesto la incidencia del tiempo sobre la cocción. Cuando el tiempo es corto la acumulación de calor es baja, los materiales que componen las paredes del horno no son buenos conductores del calor y, en consecuencia, la distribución de la temperatura interior se aleja mucho de la nominal a régimen. Asimismo las pérdidas serán también bajas.
En el caso extremo, que por comparación con el anterior y debido a un ciclo tan largo puede asimilarse a una cocción continua, resulta que la distribución de temperaturas internas es casi la teórica a régimen estacionario de transmisión de calor y, en consecuencia, las pérdidas adquieren su valor real.
Así pues una vez determinada la incidencia que el factor tiempo tiene sobre el consumo, es posible ver como afecta la temperatura de cocción.
En primer lugar si la temperatura de cocción es menor es posible utilizar refractarios y aislantes de menor temperatura de servicio y, normalmente, unos baratos. En el mismo sentido hay que añadir que la vida de los materiales aislantes y refractarios se acentúa con la disminución de la temperatura de uso.
En segundo lugar una disminución de la temperatura de cocción repercute directamente tanto sobre la acumulación de calor como sobre las pérdidas a través de las paredes. En la primera, ya que al ser menor la temperatura más alta, todas las demás también serán más bajas y en la segunda porque además de ser más bajas las temperaturas, resulta que el coeficiente de transmisión del calor suele ser menor según baje la temperatura.
4.1.2.— Hornos continuos
El consumo en los hornos continuos y su posible reducción es un problema que hay que enfocar desde una óptica muy diferente del problema de los hornos intermitentes. Un homo continuo trabaja en régimen estacionario de calor, esto significa que las pérdidas de calor a través de las paredes están a su valor teorice.
Así pues una disminución de la temperatura de cocción repercutirá en:
a) Una disminución del calor sensible de los materiales à la salida por ser, proporcionalmente, más baja la temperatura a la salida del horno.
b) Una disminución importante de las pérdidas a través de las paredes. Este capítulo sí vá a ser importante por cuanto esta partida juega un papel importante en el balance, o en el cómputo total de pérdidas.
c) La relación entre la disminución de la temperatura de cocción y la reducción del calor sensible de los humos no es tan sencilla y su análisis debe pasar por otros caminos como son:
BOL.SOC.ESP.CERAM.VIDR.VOL.21 - NUM.2 111

- La geometría: horno-carga. — La distribución de presiones internas.
La relación geométrica horno-carga no tiene mucho que ver con la temperatura de cocción sino más bien con la temperatura de los efluentes. Si la carga de la vagoneta se hace de manera que faciHte una circulación de humos fácil, resulta que el contacto humos-carga, o sea el intercambio de calor por convección, será muy débil lo que se traducirá en una temperatura de evacuación de humos muy elevada.
Distribución de las presiones internas. ; La distribución de presiones en el interior del horno es quizás el factor más importante en lo concerniente a la buena isotermía y a un excesivo consumo.
En principio la distribución de presiones será tanto más buena cuanto más bajos sean los valores de las presiones estáticas a todo lo largo del horno. Su disminución redunda en una serie de beneficios que, sucintamente se pasan a exponer:
a) La zona del horno donde las presiones (depresiones) son más elevadas es el precalentamiento. En esta zona, si la es-tanqueidad no es buena, se produce una fuerte entrada de aire parásito que provoca una fuerte distorsión de las temperaturas (ver fíg-12).
Por otro lado existe una correlación casi directa entre el aumento de presión y una mala distribución de temperaturas. La gráfica de la fig.-17 ha sido extraída de la realidad, aunque por motivos de espacio y claridad se ha representado en forma esquemática. En la misma se simboliza la curva de distribución de presiones junto a las curvas dinámicas de temperatura obtenidas con la vagoneta patrón, la figura pone bien en manifiesto la relación "presión-temperatura".
Fig. 17-TEMPERATURA-PRESION
b) La disminución de presiones internas permite por otra parte la eliminación casi total de las peligrosas ondulaciones de las curvas de temperatura. La gráfica de la fig.-18 corresponde a las curvas dinámicas de temperatura de la vagoneta patrón antes y después de haber modificado el régimen de presiones. Como se observa en la curva "antes de la modificación" el termopar correspondiente a la parte alta de la vagoneta alcanza temperaturas próximas a los SOO^C a los pocos metros de haber entrado en el horno esto produce un fuerte y desigual calentamiento que se traduce en microfi-guras o bien roturas en el precalentamiento.
c) Otro de los factores esenciales para el buen gobierno del horno es el control de las constantes de combustión
(13) Cuando la combustión se produce en el interior del horno (ver fig.- 8), una presión interna elevada suele conducir al siguiente fenómeno: Al ser la presión del interior del horno
superior a la cámara, los gases de combustión no pueden salir y la evacuación se produce cuando la acumulación de gases es tan fuerte que la sobrepresión creada logra superar la presión del horno. Entonces se produce una evacuación muy rápida. En estas condiciones es casi imposible conseguir una combustión completa.
Pe. "^?"1ANTES DE LA —i^JMODIFIGACION
Z 5 " 1 DESPUÉS DE LA _ _ ^ J MODIFICACIÓN
i I ' I I I I I I I I M I I r I I I I I I I I I I I I I I I I I I l í i I I I T O
10 20 30
500
T3-^ F¡g.l8-CURVAS DINÁMICAS DE TEMPERATURAS
Para solventar el problema puede aumentarse al aire y el gas en el interior de la cámara hasta que su presión interna supera a la del horno. Ahora queda solventado el problema de la combustión pero la enorme sobrepresión de la cámara provoca pérdidas innecesarias y, sobre todo, un aumento del consumo.
d) La solución apuntada anteriormente, así como todas aquellas que se basan en un aumento de presiones conducen a malos resultados, cómo:
- Aumento de las pérdidas a través de juntas y grietas en las paredes de los hornos.
- Aumento del consumo del combustible ya que si la presión debe ser creada a base de inyectar aire, éste ha de ser calentado sin que reporte, en principio, beneficio alguno.
5. CONCLUSIONES
A lo largo de esta exposición se ha intentado resaltar la correlación existente entre la temperatura de cocción y el consumo específico.
Sin duda,el factor más sobresaHente estriba en la posibilidad de reducir la temperatura de cocción y a partir de aquí, como se ha visto, todas las pérdidas disminuyen.
Cuando no sea posible disminuir la temperatura de cocción no existe otra alternativa que revisar todas las partidas del balance térmico para ver cómo es posible actuar sobre cada una de ellas y lograr así una reducción del consumo. En este caso el problema es más complejo y es aconsejable contar con el concurso de un experto.
Otra variable, también relacionada con la temperatura de cocción, es el factor tiempo. Ya se ha visto que, tanto si se trata de hornos intermitentes cómo continuos la aceleración del tiempo de cocción repercutía de forma instantánea y substancialmente al ahorro energético. Ello conduce a la técnica de la cocción rápida ya sea recurriendo a los hornos de baja masa térmica si el proceso es discontinuo o bien a hornos que eHminen las estratificaciones de temperatura cuando se trate de hornos túneles.
6. - BIBLIOGRAFÍA
(1) A. Escardino, J.L. Amorós, J.E. Enrique. "El diagrama de gresificación en la fabricación de pavimentos de gres". Cerámica Información ( 3 -1981).
112

(2) R.W. Grimshaw "The chemistry and physics of clays and others ceramics materials". Ed. E. Benn. Ldt. 366 (1971).
(3) CA. Jouenne "Traité des céramiques et matériaux minéraux". Ed. Septima-Paris 307 (1975).
(4) X. Elias "The formation and consecuences of black core in ceramic ware" Interceram n^ 3 (1980).
(5) X. EHas and A. Viedma. "Verformungen bein Schnellbrand gro formatiger Stücke". Teil 1 und 2. Keramische Zeitschrift N^ 10(1980).
(6) X. Elias "Cuantifícación del ahorro energético en la cocción cerámica mediante A.T.D." Bol. Soc. Cerám. y Vidrio. Vol. 20 n^ 1(1981).
(7) D.A. Estrada - J. Espinosa "Ahorro de energía por el empleo de nuevas composiciones cerámicas" Bol. Soc. Esp. Cerám. y Vidrio Vol. 19 N^ 1 (1980).
(8) X. EHas "Incidence of the losses though the walls and accumulation of heat in kilns" 5 International Symposium on Ceramics. Bologna (Italia) (2-1981).
(9) X. EHas "Fuel saving in European tunnel kilns" 83^^ Annual Meeting of American Ceramic Society" Washington (USA) (5-1981).
(10) CO. Pels - Leusden H.B. Weber "Bilans thermiques de fours tunnels" Ziegelindustrie, n^ 7 (1974).
(11) X. EHas "Optimización en el consumo de hornos". Técnica cerámica n^ 88 y 89 (9-1980).
(12) F. Valle "La transferencia de calor" Ciclo sobre utilización racional de combustibles. Catalana de Gas. Barcelona (6 -1981).
(13) X. EHas "Ejemplo práctico de reducción del consumo energético". III Jornadas sobre "Uso racional de los combustibles en la Industria". Catalana de Gas. Barcelona. (6-1981).
B0L.S0C.ESP.CERAM.VIDR.V0L.21 - NUM.2 113

Servicio Bibliográfico: S.E.C.V.
GALÁN HUERTOS, E ESPINOSA DE LOS MONTEROS, J.
«ELCAfllXN EN ESPAÑA»
Ed. Madrid 1974. xix+230pág:s
una ficha... para empezar
pedidos: SECV ctra.Valencia kin.24,3 tf.8711800 Arganda del Bey (Madrid)
SOOptas
Recommended