SELECCIÓN DE MATERIALES PARA LA CONSTRUCCIÓN DEL REACTOR DE ESTERIFICACION EN LA PRODUCCIÓN DE ÁCIDO LÁCTICO
Paola López, Luisa Fernanda López, Diana Maritza Vásquez, Franky Esteban Bedoya
Ingeniería de los Materiales, Facultad de Ingeniería, Universidad de Antioquia
Medellín.
1. RESUMEN La producción de ácido láctico a partir de melaza ha sido descrita en la presente asignación, las condiciones de proceso se establecieron de acuerdo a los datos hallados en la literatura (50atm y 150ºC), se realizó una búsqueda de materiales adecuados para el diseño del reactor de esterificación, de la misma forma se buscaron propiedades y usos de los productos y materias primas involucradas en el proceso, específicamente en el reactor. Adicionalmente, y para facilitar la posterior elección del material, los datos de corrosión fueron consultados. ABSTRAC The production of lactic acid from molasses has been described in the present work, the conditions of process were established according to the data found in the literature (50 atm and 150°C), a search of the adequate materials for the design of the esterification reactor was done. In the same manner a search for the uses and properties of the products and raw materials involved in the process was done, specifically in the reactor. Additionally, and to facilitate the later election of the material, the corrosion data were consulted. Palabras claves: Producción, Ácido Láctico, Esterificación, Reactor, Corrosión.
2. INTRODUCCIÓN
En el presente trabajo se describirá el proceso industrial para la obtención del ácido láctico a partir de melaza, y por fermentación con ayuda de la bacteria bacillus sp. SHO-1 seguida de una esterificación, la cual se desarrolla en un reactor CSTR catalizada por CO2 gaseoso.
3. DESCRIPCIÓN DEL PROCESO En la figura 1 (Anexo A) se muestra el diagrama para la purificación y adecuación de la melaza. Inicialmente la melaza se almacena en un tanque cilíndrico para calentarla, disminuir su viscosidad y permitir el flujo hacia los mezcladores. Esta melaza se diluye en un mezclador estático, con un tratamiento previo para remover gran cantidad de sales y residuos nocivos para este proceso fermentativo. La floculación se realiza agregando inicialmente ácido sulfúrico a la melaza
(floculante primario) y luego Mafloc (floculante secundario), realizando mezclas sucesivas para permitir la precipitación de los flóculos. Mediante decantadores se retiran sucesivamente los lodos formados. La melaza es un medio rico en azúcares pero no contiene la cantidad de compuestos nitrogenados y sales que el microorganismo necesita, por lo que se mezcla con una cantidad determinada de nutrientes diluidos previamente. Esta mezcla se somete a un proceso de esterilización en un intercambiador de placas a 90°C, para finalmente ser enfriada con la solución nueva que entra y agua de enfriamiento. De esta manera la melaza enriquecida está preparada para entrar a las dos líneas de fermentación del proceso. En la figura 2 (Anexo A) observamos el proceso de fermentación y esterificación, el uso de la fermentación continua reduce

costos y equipos, y las condiciones de operación la favorecen; para la producción de ácido láctico se utiliza una nueva especie microbiana que ha sido aislada de la leche de vaca, Bacillus sp. SHO-1 [1] [2], la cual proporciona ácido láctico con una pureza óptica del 99% (en su forma L+); La fermentación se lleva a cabo a 30°C y un pH de 7, para lo cual es necesario inyectar amoniaco para neutralizar el ácido láctico que se forma y mantener un pH constante.
Agua amonio de Lactato Amoniaco Glucosa
O2H4NH2CH(OH)CO32CHMO
32NH6O12H6C
Se deben mantener condiciones anaeróbicas durante la fermentación, lo cual se logra inyectando CO2 en el tanque para desplazar el oxígeno. El producto de la fermentación es lactato de amonio, con una eficiencia de conversión de azucares alrededor del 97%. Esta solución se concentra en un evaporador, con el objetivo de remover la mayor cantidad posible de agua y obtener una solución al 50% del lactato de amonio para la siguiente etapa de esterificación. En el reactor de esterificación ocurren dos reacciones simultáneas, las cuales se controlan para alcanzar los productos deseados. Inicialmente el lactato de amonio es descompuesto en ácido láctico y amoniaco, en reacción catalizada con CO2, el cual se inyecta al reactor.
Amoniaco Láctico Ácidoamonio de Lactato
3NHH2CH(OH)CO3CH2CO
4NH2CH(OH)CO32CH
Ambas reacciones necesitan altas temperaturas y presiones, y en el caso de la segunda, el CO2 proporciona las condiciones ácidas necesarias para su catálisis. En efecto el dióxido de carbono retira el amoniaco de la reacción desplazando el equilibrio completamente hacia la derecha permitiendo una conversión completa de la sal en un ácido; simultáneamente al reactor se inyecta etanol, el cual se hace reaccionar con el ácido que se forma para obtener lactato de etilo.
Agua etilo de Lactato Etanol Láctico Ácido
O2H3CH2CH2COCH(OH)3CH2CO
OH2CH3CHH2COCH(OH)3CH2
Éstas reacciones se realizan a 150°C y 50 atm; ésta alta presión se justifica por la conversión de la sal y la formación de los dos productos. En el proceso de purificación, figura 3 (Anexo A), los productos de esterificación se someten luego a un proceso de limpieza de iones en solución con una resina catiónica suspendida en una matriz polimérica BAYER, ya que se deben remover las sustancias que puedan catalizar reacciones del ácido en etapas posteriores. Es importante anotar que el ácido láctico es un compuesto sumamente inestable al calor, ya que tiene la capacidad de reaccionar entre sí formando estructuras poliméricas que disminuyen la calidad del producto, en especial cuando se realizan operaciones con el ácido a altas concentraciones [3]. La solución que sale de las torres de resina se introduce a un flash a baja presión (0.1 bar), en el cual se obtiene un producto de fondo rico en ácido láctico y un producto de cabeza con el lactato de etilo. El producto de fondo se separa en corrientes para ácido láctico crudo, ácido láctico para neutralización y ácido láctico para purificación. Los grados comestible y USP no permiten concentraciones altas de lactato de etilo en los productos, por lo cual esta última corriente de ácido se introduce a una columna empacada con Amberlyst 15 para completar la reacción de esterificación, finalmente se separa el ácido láctico para grado comestible y se concentra en un evaporador al vacío el ácido láctico calidad USP. Además se someten a un proceso de limpieza con carbón activado, removiendo rastros de materia orgánica presente y aumentando el grado de pureza de estos ácidos [4].

4. CONDICIONES DE OPERACIÓN DE LOS REACTORES
Tabla 1, Condiciones de operación [4] En posteriores asignaciones se diseñará y enfocará el análisis en el reactor de esterificación, si se desea conocer las descripciones de los demás equipos remitirse al anexo B. Para el reactor de esterificación se calculo (Anexo C) el tiempo de residencia, y se obtuvo como resultado: 1.022 hr. [4] [5] [6] 5. DESCRIPCIÓN DE LOS FLUJOS
PARA EL REACTOR DE ESTERIFICACIÓN
Tabla 2, Condiciones de flujos en el reactor [3]
6. ESPECIFICACIONES DE MATERIAS PRIMAS Y PRODUCTOS
Dióxido de carbono Gas licuado comprimido, incoloro e inodoro. Es más denso que el aire y puede acumularse en las zonas más bajas produciendo una deficiencia de oxígeno. Se descompone al calentarlo intensamente por encima de 2000°C, produciendo humos tóxicos de monóxido de carbono [7]. Es asfixiante, y activo fisiológicamente afectando la circulación y la respiración. BP (760mmHg) -78.5ºC MP No aplica Presión de vapor (20ºC) 838 psi Densidad (aire=1) 1.522 a 21ºC Solubilidad en agua 0.90% en peso
Se utiliza como agente extintor eliminando el oxígeno para el fuego, en bebidas carbonatadas para darles efervescencia, como líquido refrigerante en máquinas frigoríficas o congelado como hielo seco. Junto con el agua es el disolvente más empleado en procesos con fluidos supercríticos [8]. Proveedores: AGA Fano (Bogotá), Abocol. [9] Etanol Líquido incoloro, de olor característico. Se mezcla bien con el aire, forma fácilmente mezclas explosivas. Se puede absorber por inhalación del vapor y por ingestión, irrita los ojos, puede causar efectos en el sistema nervioso central [7]. BP (760mmHg) 79ºC MP -117ºC Densidad relativa (agua=1) 0.8 Presiòn de vapor (20ºC) 5.8 kPa Densidad de vapor(aire=1) 1.6 a 21ºC Solubilidad en agua Miscible Viscosidad (20.0 °C) 1.200 mPa·s (cP)
Se usa como biocombustible, bebidas alcohólicas, disolvente en farmacia, perfumería y en compuestos orgánicos [7]. Proveedores: GMP Productos Químicos (Medellín), Quisol (Bogota), Carboquimica, Incauca (Organización Ardila Lulle). [9]
Equipo R‐201‐202‐203‐204 R‐205
Descripción Bioreactor Esterificación
Material Acero al carbón
Volumen (m3) 138 22.39
Diámetro (m) 4
Altura/Largo (m) 11.3
Orientación Vertical Vertical
Agitador Eje con 3 impulsores Ninguno
Separación Impulsor (m) 3.25
Número de Bafles 4
Ancho de Bafle (m) 0.4
Anto total impulsor (m) 1.3
Ancho paleta (m) 0.3
Largo paleta (m) 0.3
Potencia (kW) 111.85
Temperatura (°C) 30 150
Presión (bar) 0.9 49.2
Flujo 43 45 46 47 48 53
Temperatura (°C) 97 27 140 150 30 150
Presión (bar) 50.1 50 50 50 50 2
Fracción Vapor 0 0 1 1 0 1
Flujo másico (kg/h) 2184.91 489.46 1347.03 1544.6 23.83 2500.62
Agua 974.42 19.58 0 10.4 10.4 1039.9
Sacarosa 18.07 0 0 0 0 18.07
Glucosa 3.61 0 0 0 0 3.61
Fructosa 5.16 0 0 0 0 5.16
Reductores 1.55 0 0 0 0 1.55
Material no floculante 83.45 0 0 0 0 83.45
Material floculante 3 0 0 0 0 3
Suero de leche 2.13 0 0 0 0 2.13
Fosfato de amonio 1.06 0 0 0 0 1.06
Lactato de amonio 1092.46 0 0 0 0 0
Amoniaco 0 0 0 173.74 0 0
Dioxido de carbono 0 0 1347.03 1347.03 0 0
Etanol 0 469.88 0 3.52 3.52 352.41
Acido lactico 0 0 0 6.89 6.89 689.07
Lactato de etilo 0 0 0 3.01 3.01 301.21

Acido sulfúrico Líquido higroscópico, incoloro, aceitoso e inodoro. Por combustión, formación de humos tóxicos de óxidos de azufre. Es un oxidante fuerte y reacciona violentamente con materiales combustibles y reductores. Ácido fuerte, reacciona violentamente con bases y es corrosiva para la mayoría de metales más comunes, originando hidrógeno (gas inflamable y explosivo). Reacciona violentamente con agua y compuestos orgánicos con desprendimiento de calor [7]. Es corrosiva para los ojos, la piel y el tracto respiratorio. La inhalación del aerosol de la sustancia puede originar edema pulmonar [10]. BP (760mmHg) 340 ºC MP 10ºC Densidad relativa (agua=1) 1.8 Presiòn de vapor (146ºC) 0.13 kPa Densidad (aire=1) 3.4 Solubilidad en agua Miscible Viscosidad (20°C) 26.7 cP
Se usa en la producción de superfosfato de calcio (fertilizantes). Y en la refinación de Petróleo para las calderas y procesos químicos [8]. En Colombia lo producen al 98%: Protokimica, Proquimplast de Colombia. [9] Fosfato de amonio Solidó (gránulos) de color verde claro a gris, inodoro, es estable, muy poco reactivo con agentes oxidantes, agentes reductores, metales, álcalis, humedad. No reacciona con material orgánico, combustible, ácidos. Altamente corrosivo al acero y el aluminio. Poco corrosivo al zinc y al cobre. Incompatible con aleaciones de Cu. Corrosivo a los metales. Corrosivo a los metales ferrosos y aleaciones. Puede producir irritación en los ojos y la piel; Por inhalación puede causar irritación de las vías respiratorias. Una exposición prolongada en grandes cantidades puede provocar náuseas e irritación gastro-intestinal [11]. BP (760mmHg) Descompone MP 235-280 °C Densidad relativa (agua=1) 1.619
Humedad relativa critica 79.2% a 30°C Solubilidad en agua 70.6g/100ml (0°C) y
103.8g/100ml (100°C) Se usa en la Industria agropecuaria como fertilizante. Agente extintor para fuego del tipo A, B y C [11]. Proveedores: GMP Productos Químicos (Medellín), Global Chemicals de Colombia, Reviere Villamizar y Cia (Cali), Andesia Químicos Industriales S.A. [9]
Amoniaco Gas licuado comprimido incoloro, de olor acre. Es más ligero que el aire. Difícil de encender. El líquido derramado tiene muy baja temperatura y se evapora rápidamente. Base fuerte, reacciona violentamente con ácidos y es corrosiva (p.ej: Aluminio y zinc). Reacciona violentamente con oxidantes fuertes, halógenos e ínter halógenos. Ataca el cobre, aluminio, cinc y sus aleaciones. Al producirse una pérdida de gas se alcanza muy rápidamente una concentración nociva en el aire [7]. BP (760mmHg) -33ºC MP -78ºC Densidad relativa (agua=1) 0.68 Presiòn de vapor (26ºC) 1013 kPa Densidad de vapor(aire=1) 0.59 a 21ºC Solubilidad en agua 34g/100ml a 20ºC
Usos y aplicaciones: Fabricación de HNO3. Explosivos y otros usos. Gas criogénico por su elevado poder de vaporización. Productos de limpieza domésticos tales como limpia cristales [7] [12]. Proveedores: GMP Productos Químicos (Medellín), Marff Productos Químicos (Bogota), Conquimica, Abocol. [9] Acido láctico Líquido incoloro viscoso y cristales (incoloros), es moderadamente ácida. Ataca muchos metales en presencia de agua, es corrosiva de los ojos, la piel y el tracto respiratorio. Corrosivo por ingestión. La inhalación de esta sustancia puede originar edema pulmonar [7].

BP 82 ºC a 0.5mmHg 122ºC a 14mmHg
MP 16.8ºC Calor de combustión 1361 kJ/mol Calor especifico 190 J/MolºC Constante de disociación K 1.37x10-4 (25ºC) Punto de inflamación >74ºC Solubilidad en agua Muy buena
El ácido láctico es usado como acidulante, saborizante, inhibidor de los desperdicios bacterianos en una amplia variedad de alimentos procesados. Tiene muchas aplicaciones farmacéuticas y cosméticas y formulaciones en ungüentos cutáneos, lociones, soluciones antiacné y cremas humectantes. [13] Proveedores: Aquitecno, CIMPA y Ciacomeq, las tres ubicadas en Bogotá. [9] Melaza Es un líquido denso y viscoso de color oscuro producto final de la fabricación o refinación de la sacarosa procedente de la caña de azúcar. Componentes Porcentajes Agua 17-25 Sacarosa 30-40 Azucares Reductores 10-25 Ceniza 7-15
Se usa como alimento concentrado para animales, fuente de carbohidratos y como agente aglutinante, consumo directo para el ganado, y producción de alcohol etílico a partir de las mieles [14]. La proveen ingenios Azucareros como: Ingenio la Cabaña, Carmelita, Manuelita, Marìa Luisa, Mayagüez, Risaralda, Sancarlos, Sicarare, Tumaco, Castilla, Riopaila, Incauca y Providencia. [9] Suero de leche Parte aguada restante después de la separación de la leche al cortarse, como resultado de la coagulación de proteínas de leche por ácidos o enzimas proteicas. El tipo y composición del suero depende de las técnicas de procesamiento, el tipo más frecuente es el obtenido en la manufactura del queso donde el pro eso está basado en la separación de la caseína by rennet. Su
pH es aproximadamente 6.5 [15].Contiene hidratos de carbono en forma de lactosa o azúcar de leche, esta ultima le confiere sus propiedades, Cien gramos de suero de leche líquido contienen 4,7 gr. de azúcar de leche. [16] Cuenta también con una cantidad relevante de otros minerales como calcio fósforo y magnesio, y de los oligoelementos zinc, hierro y cobre [17]. Se utiliza en embutidos, bebidas lácteas, en la rehidratación de leche en polvo [18]. Distribuida por Distribuidora Disinter Internacinal (Bogota), Quimifast Ltda. (Itagui), Factores y Mercadeo (F&M), Cimpa Ltda. Rocsa [9]. Lactato de etilo Liquido transparente, incoloro e inodoro. Se utiliza como aditivo alimentario. Es inflamable, irrita las vías respiratorias. Puede causar lesiones oculares graves. BP (760mmHg) 154ºC MP -25ºC Punto de inflamación 47ºC Densidad relativa (agua=1) 1.042 Presiòn de vapor (20ºC) 2 hPa Solubilidad en agua Soluble
[19]
7. SELECCIÓN DE MATERIALES Materiales Ferrosos: Acero inoxidable 316, Acero inoxidable 304. [20] [21] [22] Metariales no ferrosos. Aluminio 2024[20] [22], Zirconio [23], Titanio [21] [22] [24]. Polimeros o compuestos: FFKM (Chemraz®)[20] [21] [22], PTFE (Teflon®), Flourocarbono (FKM) [20] [22]. Cerámicos: Alumina Cerámica [21] [22], Porcellanato [25].
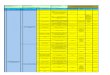
8. DATOS DE CORROSIÓN Ver anexo D. [23] [26] [27]

9. BIBLIOGRAFÍA [1] Patente Japonesa 738289. HITOMI, Ohara, et al. Method for producing Llactic acid with high purity using bacillus strains. Octubre 25, 1996. [2] Hitomi Ohara, Masahito Yahata, L-Lactic Acid Productión by Bacillus sp. In Anaerobic and Aerobic Culture, Journal of Fermentation and Bioengineering, Vol. 81, No. 3. 272-274. 1996. [3] Patente Europea WO 95/55442. VAN GANSBERGHE, Frédéric, et al. Procede de purification d'acide lactique. Diciembre 10, 1998. [4] Cruz, Elvert; Domínguez, Diego Fernando; Ruiz Soto, Carlos Alberto; Proceso para la Fabricación de Ácido Láctico y algunos de sus Derivados a partir de la Fermentación de Melazas. Universidad del Valle, 2002. [5] Fogler [6] Gordon J. Van Wylen. Fundamentos de termodinamica. Segunda edición. [7] Fichas Internacionales de Seguridad Química. www.mtas.es [8] Hoja de datos de seguridad del producto. Praxair Chile Ltda. [9] www.quiminet.com [10] Ficha de datos de seguridad. Merck. [11] Hoja de seguridad del producto. Profertil. [12]www.textoscientificos.com/quimica/amoniaco/producción. [13] Niju Narayanan; Pradip K. Roychoudhury; Aradhana Srivastava; L (+) lactic acid fermentation
and its product polymerization, Electronic Journal of Biotechnology, Vol.7 No.2, Issue of August 15, 2004. [14]www.elpalmar.com.ve/pages/productos_melaza.htm [15] Parmjit S. Panesar, John F. Kennedy, Dina N. Gandhi, Katarzyma Bunko. Bioutilisation of whey for lactic acid production.Food Chemistry. 2007. [16] www.medspain.com/ant/n8_ene00/suero.htm [17] www.herbogeminis.com/suero_de_leche.html [18]www.prowinner.net/para_maquinas/pw_suero_leche.htm [19]www.panreac.com/new/esp/fds/ESP/X201319.htm [20] Chemical Compatibility Chart, Hargraves, Advances Fluidic Solution [21] Chemical Compatibility Guida, Catpumps. [22]www.coleparmer.com/TechInfo/ChemComp.asp [23] Corrosion Survey Database (COR·SUR) © 2002 NACE Internacional [24] Marie Koike, Hiroyuki Fujii. The corrosion resistance of pure titanium in organic acids; Biomaterials 22 (2001) 2931-2936. [25] www.todoarquitectura.com [26] Valger, Cristian, Corrosion of aluminium. ELSEVIER, 2004 [27] Scheweitzer, Philip A. Corrosion Engineering Handbook, Edicion 2ª. 2006.

ANEXO A.1

ANEXO A.2

ANEXO A.3

ANEXO D Condiciones del reactor de esterificación 150°C o 302°F y 50 atm Los datos de concentración se calcularon con base a la mayor concentración que puede encontrarse en los flujos de entrada o salida para la sustancia indicada.
* Corrosion Survey Database (COR·SUR) © 2002 NACE Internacional ** Valger, Cristian, Corrosion of aluminium. ELSEVIER, 2004 *** Scheweitzer, Philip A. Corrosion Engineering Handbook, Edicion 2ª. 2006.
Acido
Láctico (27%)
CO2 (87.2%)
Etanol (96%)
Fosfato de amonio (0.05%)
Lactato de amonio (50.0%)
Amoniaco (11.3%)
Lactato de etilo (12.0%)
Stainless Steel 18-8; 304 (mpy)
>50* <2* <20* <2* N/D <2* N/D
Stainless Steel 316L(mpy) <20* <2* <20* <2* N/D <2* N/D
Aluminum Alloy 3003/ 5154 (mpy)
>50* N/D <20* >50* >50* <2* <2 **
Zirconio (mpy) <2* <2* <2* <2* N/D N/D N/D
Titanio (mpy) <2* N/D <2* <2* N/D <2* N/D
PTFE Compatible *** Compatible*** N/D Compatible*** N/D Compatible*** N/D
FKM Compatible hasta 149ºC***
No Compatible*** N/D No
Compatible*** N/D No Compatible*** N/D

ANEXO B.1 Descripción de equipos: Proceso de acondicionamiento.
Equipo D‐101‐102‐103 M‐101‐102
Descripción Sedimentador Mezclador
Material de Construcción Carbon Steel Carbon Steel
Volumen (m3) 1,8 0,036
Diametro (m) 0,97 0,28
Algura/Largo (m) 2,43 0,57
Orientación Horizontal Vertical
Presión (atm) 0,89 0,89
Accesorios Agitador de paletas
Equipo SM‐101
Descripción Mezclador estático
Material Acero al carbón
Longitud (m) 1,3
Tamaño nominal (in) 2
Separación Alabes (m) 0,1
Cantidad 14
Presión 3,4
Equipo S‐101
Descripción Intercambiador continuo de placas
Material Acero al carbón
Area (m2) 50,42
Temperatura (°C) 90
Presión (bar) 0,9
Fase Líquida
Intercambio total de calor (MJ/h) 247,05
Equipo TK‐101 V‐101
Descripción Tanque almacentamiento Floculador
Material de Construcción Carbon Steel Carbon Steel
Volumen (m3) 517,3 4
Diametro (m) 8,7 1,28
Algura/Largo (m) 8,7 3,17
Orientación Vertical Horizontal
Presión (atm) 0,89 0,89

ANEXO B.2 Descripción de equipos: Proceso de Fermentación Equipo R‐201‐202‐203‐204 R‐205
Descripción Bioreactor Esterificación
Material Acero al carbón
Volumen (m3) 138 22,39
Diámetro (m) 4
Altura/Largo (m) 11,3
Orientación Vertical Vertical
Agitador Eje con 3 impulsores Ninguno
Separación Impulsor (m) 3,25
Número de Bafles 4
Ancho de Bafle (m) 0,4
Anto total impulsor (m) 1,3
Ancho paleta (m) 0,3
Largo paleta (m) 0,3
Potencia (kW) 111,85
Temperatura (°C) 30 150
Presión (bar) 0,9 49,2
Equipo E‐201
Descripción Evaporador tubos largos
Flash
Material Acero al carbón Acero Inoxidable
Area de Contacto (m2) 30
Orientación Vertical
Intercambio (GJ/h) 18,3
Volumen (m3) 0,2
Diámetro (m) 0,5
Longitud (m) 1
Presión (bar) 0,9 5
Temperatura (°C) 30

ANEXO B.3 Descripción de equipos: Proceso de Purificación Equipo T‐301‐203 A‐B R‐301 V‐301‐302‐303
Descripción Torre de lecho empacado Reactor Flash
Material Acero al carbón Acero Inoxidable Acero Inoxidable
Volumen (m3) 26,5 2,7 0,16
Diámetro (m) 2,1 1,17 0,37
Altura/Largo (m) 7,5 3,52 1,49
Orientación Vertical Vertical Vertical
Partes Internas Resina catiónica 3922 Kg Lecho empacado Amberlyst 15
Temperatura (°C) 150 120 94‐53.6‐71.7
Presión (bar) 2 3 0,1
Equipo T‐303 T‐304‐305‐306 A‐B T‐307 A‐B
Descripción Torre de destilación Torre de lecho empacado Torre de lecho empacado
Material Acero al carbón Acero al carbón Acero al carbón
Volumen (m3) 26,5 11,49 3,02
Diámetro (m) 2,1 1,5 0,8
Altura/Largo (m) 7,5 6,5 6
Orientación Vertical Vertical Vertical
Partes Internas Platos perforados 30 Platos Lecho de Carbón Activado 2522 Kg Lecho de Silica Gel 2053 Kg
Temperatura (°C) 140 150 150
Presión (bar) 0,9 2 2
Equipo E‐301 E‐302 E‐303 E‐304 E‐305 E‐306
Material Acero al carbón
Acero Inoxidable
Acero Inoxidable
Acero al carbón
Acero al carbón
Acero al carbón
Area (m2) 28 10 8 29 25 8
Presión (bar) 10 10 10 10 10 10
Energía (Kj/h) 143816,96 25000 95500 439227,58 210000 95500
Equipo TK‐301 V‐304 Equipo SM‐101
Descripción Alimentación Destilador
Colector destilador
Descripción Mezclador estático
Material Acero al carbón Acero al carbón Material Acero inoxidable
Volumen (m3) 9,9 5,94 Longitud (m) 1,6
Diámetro (m) 2 1,5 Tamaño nominal (in) 2
Altura/Largo (m) 3,15 3,36 Separación alabes (m) 0,1
Orientación Horizontal Horizontal Cantidad 14
Temperatrua (°C) 71,69 82,03 Presión (bar) 30
Presión (bar) 1,1 0,9

ANEXO C Cálculos tiempo de residencia Se obtuvieron los datos utilizando el programa PRO/II, para esto se creó una corriente “S1” con las sustancias que entraban al reactor y despreciando aquellas que tienen un flujo muy pequeño o eran sólidas, se sometieron a las condiciones del sistema (150°C y 48.2 bar) y se calculó la densidad de la fase gaseosa y la fase líquida, se halló un promedio con las respectivas fracciones volumétricas, y, con la densidad resultante, se calculó el flujo volumétrico real del proceso que entra al reactor 0v . Finalmente se determinó el tiempo de
residencia con ayuda del volumen del reactor hallado en la literatura 339.22 mV Property Value Units
Stream Name S1
Stream Description
Phase Mixed
Total Stream
Rate 112,108 kg‐mol/hr
3927,19 kg/hr
Std. Liq. Rate 4,362 m3/hr
Temperature 423,15 K
Pressure 48,557 atm
Molecular Weight 35,031
Enthalpy 1,781 x 10^6 kJ/hr
453,492 kJ/kg
Mole Fraction Liquid 0,7816
Reduced Temperature 0,7825
Reduced Pressure 0,3455
Acentric Factor 0,4007
UOP K factor 9,149
Std. Liquid Density 900,23 kg/m3
Sp. Gravity 0,9011
API Gravity 25,527
Vapor
Rate 24,481 kg‐mol/hr
1039,457 kg/hr
17,506 m3/hr
Vapor Std Vol Flow 548,712 m3/hr
Molecular Weight 42,46
Z (from K) 1
Enthalpy 423,229 kJ/kg
CP 1,724 kJ/kg‐K
Density 59,377 kg/m3
Th. Conductivity 0,0267 W/m‐K

Viscosity 0,00002 Pa‐sec
Liquid
Rate 87,627 kg‐mol/hr
2887,733 kg/hr
3,757 m3/hr
Liquid Std Vol Flow 3,094 m3/hr
Molecular Weight 32,955
Z (from K) 1
Enthalpy 464,385 kJ/kg
CP 3,315 kJ/kg‐K
Density 768,551 kg/m3
Surface Tension 0,0349 N/m
Th. Conductivity 0,15098 W/m‐K
Viscosity 0,00016 Pa‐sec Datos obtenidos en PRO/II
hr
m
hr
m
hr
mv
333
0 263.21757.3506.17
33
3
33
3
3682.184
263.21
757.3551.768
263.21
506.17377.59
m
kg
hr
mhr
m
m
kg
hr
mhr
m
m
kg
líquidaaVolumetric
fraccion
GaseosaaVolumetric
fraccion
promedio
hr
m
m
kghr
kgm
vpromedio
totalal
3
3
Re0 904.21682.184
23.4045
hr
hr
m
m
v
V
al
actor 022.1
904.21
39.223
3
Re0
Re
Recommended