Facultad de Ciencias Aplicadas a la
Industria – UNCuyo
Automatización y Control
Trabajo Final
“Control de una columna
despropanizadora”
Integrantes:
� Emiliano Andrés Valverde
� Cristian Fabián González
� Manuel González Vital

Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
1
Tabla de contenido
Memoria descriptiva del proceso .............................................................................................. 2
Fundamentos del control de una columna de destilación ........................................................... 4
Grados de libertad de control ..................................................................................................... 4
Variables manipuladas fundamentales ....................................................................................... 5
Esquemas de control típicos ....................................................................................................... 6
Criterio para la elección del mejor plato de control de temperatura ........................................... 9
Identificación de las variables a controlar ................................................................................ 10
Selección de la estructura de control ....................................................................................... 11
Diagrama de proceso e instrumentación ................................................................................. 12
Selección del plato de control ................................................................................................. 13
Selección de los elementos de control ..................................................................................... 14
Sensores .................................................................................................................................. 15
Válvulas de control ................................................................................................................... 15
Procedimiento de dimensionamiento y selección de válvulas de control .............................. 15
Selección del controlador ......................................................................................................... 17
Esquema del controlador ......................................................................................................... 19
Parametrización de las variables .............................................................................................. 21
Bibliografía ............................................................................................................................. 22
Anexos ................................................................................................................................... 23
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
2
Memoria descriptiva del proceso
Una despropanizadora es una columna de destilación diseñada para separar propano de
isobutano y otros componentes más pesados. Es ampliamente utilizada en plantas de tratamiento
y procesamiento de gas natural y en refinerías para separar los componentes de los gases licuados
de petróleo (GLP), que son el propano y los butanos. De esta manera se logra la purificación de
dichos componentes.
A continuación se describe el proceso de separación tomando como referencia datos
típicos del proceso que serán utilizados posteriormente para diseñar el control de la columna.
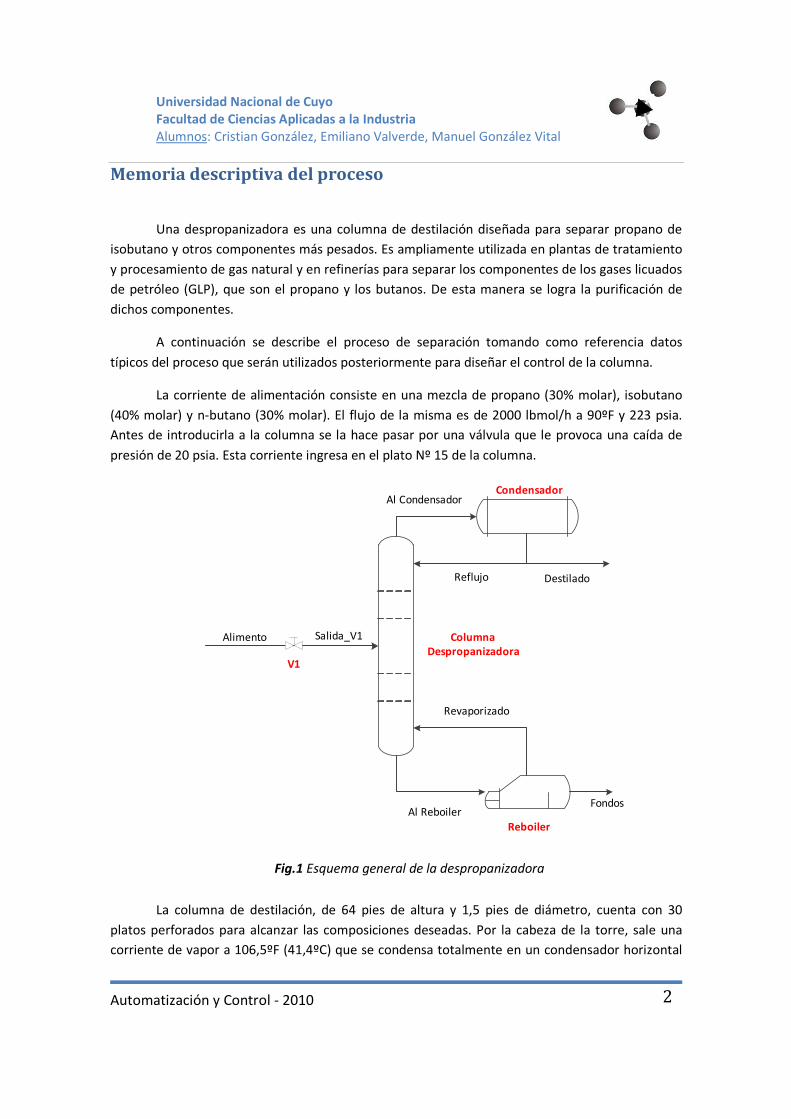
La corriente de alimentación consiste en una mezcla de propano (30% molar), isobutano
(40% molar) y n-butano (30% molar). El flujo de la misma es de 2000 lbmol/h a 90ºF y 223 psia.
Antes de introducirla a la columna se la hace pasar por una válvula que le provoca una caída de
presión de 20 psia. Esta corriente ingresa en el plato Nº 15 de la columna.
Alimento Salida_V1
Destilado
Fondos
Al Condensador
Reflujo
Al Reboiler
Revaporizado
V1
Condensador
Reboiler
Columna
Despropanizadora
La columna de destilación, de 64 pies de altura y 1,5 pies de diámetro, cuenta con 30
platos perforados para alcanzar las composiciones deseadas. Por la cabeza de la torre, sale una
corriente de vapor a 106,5ºF (41,4ºC) que se condensa totalmente en un condensador horizontal
Fig.1 Esquema general de la despropanizadora
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
3
que opera a 200 psia (13,6 atm). Del mismo egresa una corriente líquida de pureza 98% molar de
propano que es dividida para ser enviada nuevamente a la columna como reflujo y por otra parte
como destilado de salida. La corriente de fondo de la despropanizadora, a 186,8ºF (86ºC), pasa a
un rehervidor tipo kettle que operando a 202,6 psia (13,8 atm) revaporiza parte de la corriente
que vuelve a la columna. El líquido que desborda en el reboiler sale como corriente de fondo con
una composición de 1% molar de propano.
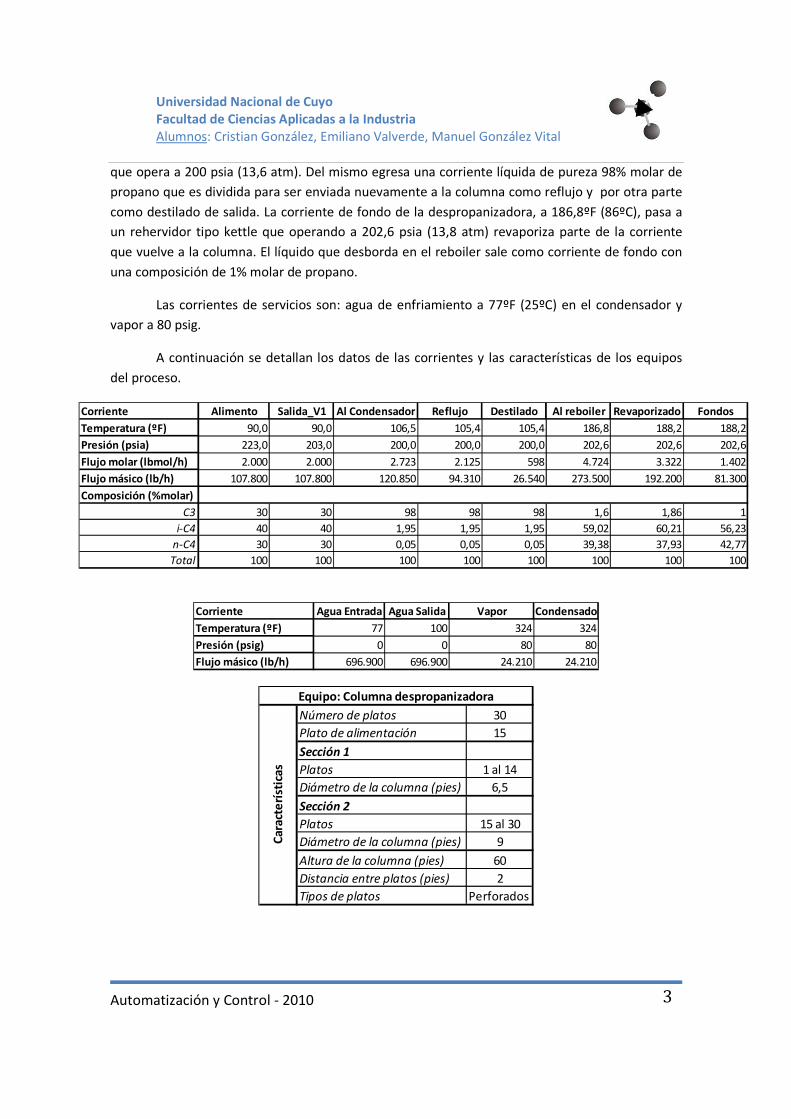
Las corrientes de servicios son: agua de enfriamiento a 77ºF (25ºC) en el condensador y
vapor a 80 psig.
A continuación se detallan los datos de las corrientes y las características de los equipos
del proceso.
Corriente Agua Entrada Agua Salida Vapor Condensado
Temperatura (ºF) 77 100 324 324
Presión (psig) 0 0 80 80
Flujo másico (lb/h) 696.900 696.900 24.210 24.210
Número de platos 30
Plato de alimentación 15
Sección 1
Platos 1 al 14
Diámetro de la columna (pies) 6,5
Sección 2
Platos 15 al 30
Diámetro de la columna (pies) 9
Altura de la columna (pies) 60
Distancia entre platos (pies) 2
Tipos de platos Perforados
Ca
ract
erí
stic
as
Equipo: Columna despropanizadora
Corriente Alimento Salida_V1 Al Condensador Reflujo Destilado Al reboiler Revaporizado Fondos
Temperatura (ºF) 90,0 90,0 106,5 105,4 105,4 186,8 188,2 188,2
Presión (psia) 223,0 203,0 200,0 200,0 200,0 202,6 202,6 202,6
Flujo molar (lbmol/h) 2.000 2.000 2.723 2.125 598 4.724 3.322 1.402
Flujo másico (lb/h) 107.800 107.800 120.850 94.310 26.540 273.500 192.200 81.300
Composición (%molar)
C3 30 30 98 98 98 1,6 1,86 1
i-C4 40 40 1,95 1,95 1,95 59,02 60,21 56,23
n-C4 30 30 0,05 0,05 0,05 39,38 37,93 42,77
Total 100 100 100 100 100 100 100 100
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
4
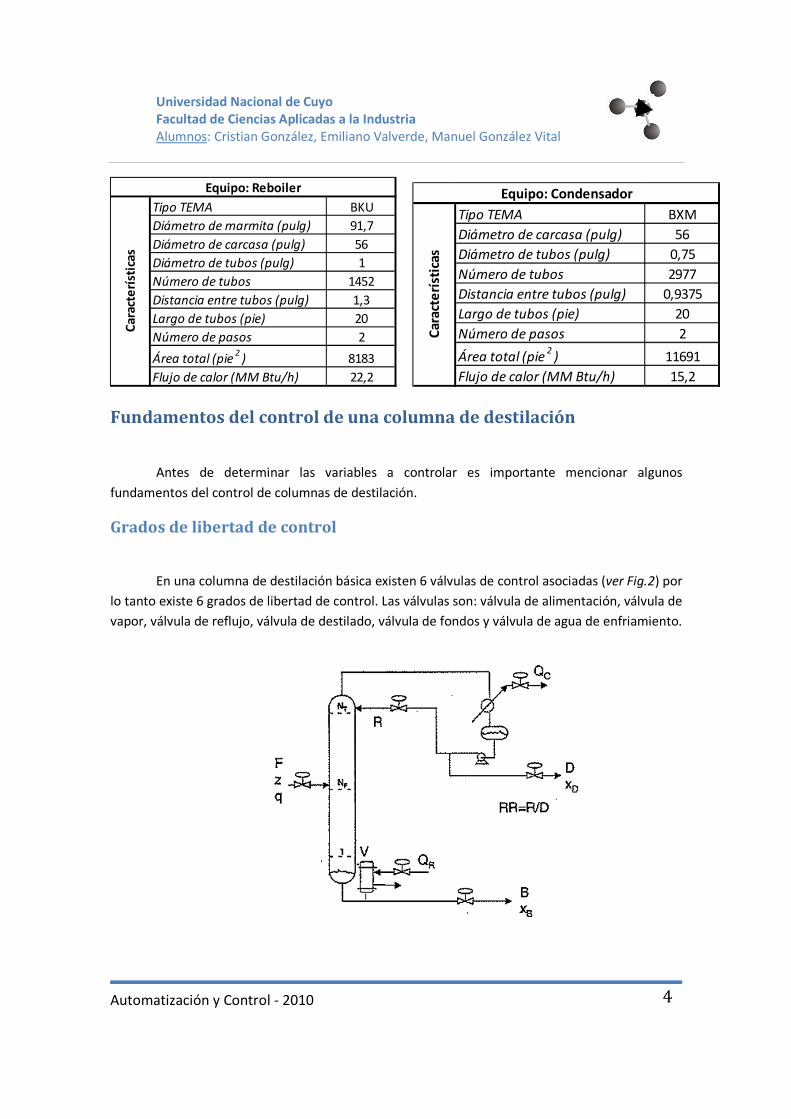
Tipo TEMA BXM
Diámetro de carcasa (pulg) 56
Diámetro de tubos (pulg) 0,75
Número de tubos 2977
Distancia entre tubos (pulg) 0,9375
Largo de tubos (pie) 20
Número de pasos 2
Área total (pie2
) 11691
Flujo de calor (MM Btu/h) 15,2
Equipo: Condensador
Ca
ract
erí
stic
as
Tipo TEMA BKU
Diámetro de marmita (pulg) 91,7
Diámetro de carcasa (pulg) 56
Diámetro de tubos (pulg) 1
Número de tubos 1452
Distancia entre tubos (pulg) 1,3
Largo de tubos (pie) 20
Número de pasos 2
Área total (pie2
) 8183
Flujo de calor (MM Btu/h) 22,2
Equipo: Reboiler
Ca
ract
erí
stic
as
Fundamentos del control de una columna de destilación
Antes de determinar las variables a controlar es importante mencionar algunos
fundamentos del control de columnas de destilación.
Grados de libertad de control
En una columna de destilación básica existen 6 válvulas de control asociadas (ver Fig.2) por
lo tanto existe 6 grados de libertad de control. Las válvulas son: válvula de alimentación, válvula de
vapor, válvula de reflujo, válvula de destilado, válvula de fondos y válvula de agua de enfriamiento.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
5
Uno de esos grados de libertad es utilizado para fijar la tasa de producción de la columna.
Esto se logra típicamente con la válvula de alimentación, pero en algunas columnas pueden
emplearse las válvulas de producto. Algunas veces, la válvula de agua de enfriamiento fija el
rendimiento (si la capacidad está limitada por condiciones de máximo enfriamiento o máxima
presión) o por la válvula de vapor del reboiler (si la capacidad está limitada por la entrada de calor
o la inundación de la columna).
Dos de los otros grados de libertad deben ser ocupados para controlar el nivel de los dos
líquidos de proceso: el nivel del acumulador de reflujo y el nivel de fondo de la columna. El nivel
del acumulador de reflujo puede fijarse cambiando el caudal de destilado, reflujo, revaporizado,
enfriamiento en el condensador, o de alimentación (en caso de que la alimentación se encuentre
parcialmente vaporizada). La selección más común es usar el destilado para controlar el nivel del
acumulador de cabeza, excepto en columnas de alto reflujo (>4) donde es mejor emplear la
válvula de reflujo para dicho propósito.
El nivel de fondo de la columna (o nivel del reboiler cuando se utiliza un reboiler tipo
kettle) se fija mediante el caudal de los fondos, de revaporizado, o de alimentación (si la
alimentación está parcialmente líquida y la zona de stripping no contiene demasiados platos).
Un cuarto grado de libertad se consume para el control de presión de la columna. Las
válvulas disponibles son la de enfriamiento del condensador (por lejos la más utilizada), la de
vapor del reboiler, y la de alimentación (si la alimentación está parcialmente vaporizada).
Finalmente nos quedan dos grados de libertad para controlar otras dos variables, por
ejemplo, dos composiciones, dos temperaturas, un caudal y una temperatura. Debido a que el
propósito de toda columna es provocar una buena separación entre el componente clave liviano y
el componente clave pesado, se prefiere controlar las composiciones de destilado y fondos. Sin
embargo, las medidas de la composición directas son muy raras debido a su costo. Por lo tanto,
muchas columnas operan empleando temperaturas para inferir las composiciones.
Variables manipuladas fundamentales
Sin importar que válvulas empleemos para el control de la composición o cómo las
usemos, existen fundamentalmente dos cosas que podemos manipular: el fraccionamiento y la
división de la alimentación.
El fraccionamiento representa la cantidad de energía y el número de etapas utilizadas para
lograr la separación. Para una columna con un número fijo de platos, el fraccionamiento es
reflejado por la relación de reflujo o el ingreso de calor en el reboiler. El fraccionamiento puede
Fig.2 Válvulas de control en una columna
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
6
ser fijado directamente y explícitamente utilizando el ingreso de calor del reboiler o la relación de
reflujo para controlar una composición (o temperatura). O puede ser fijado indirectamente e
implícitamente, por ejemplo, empleando el revaporizado para mantener el nivel de base de la
columna y manipular los productos de fondos y así controlar una composición (o temperatura).
La división de la alimentación representa la fracción de la alimentación que sale en una
corriente de producto, por ej., la relación D/F. La división de la alimentación puede ser fijada
directamente utilizando D o B para controlar una composición. O puede ser fijada indirectamente
utilizando el reflujo o el revaporizado para controlar una composición y remover D o B para
mantener el nivel del acumulador o el fondo de la columna.
La división de la alimentación es la variable más importante de control; debe estar bien
para alcanzar altas purezas tanto en la cabeza como en el fondo de la columna. Mientras que el
fraccionamiento debe ser lo suficientemente grande para obtener la pureza deseada y sólo se
emplea para un control fino de la composición. Cuando se selecciona una variable a manipular
para controlar la composición es importante asegurarse que sea capaz de ajustar la división de la
alimentación.
Esquemas de control típicos
Existe un gran número de alternativas para el control de columnas de destilación. Aquí se
presentan algunas de ellas y sus características.
El control simultáneo de dos composiciones o temperaturas se conoce como control de
composición dual. Esto es lo ideal ya que provee la separación requerida con el mínimo consumo
de energía. Sin embargo, algunas columnas de destilación operan con un único control de
composición. Se denomina control de un único extremo de composición.
Esto se debe a varias razones. Los controles duales requieren dos controladores que
interactúen entre sí, haciendo más difícil su afinación. Frecuentemente la diferencia de consumo
de energía entre los dos sistemas de control es pequeña y no vale la pena la complejidad adicional.
Quizás la razón más importante por la cual la mayoría de las columnas operan con un control de
único extremo es que la temperatura de un único plato es una variable dominante del
comportamiento de la columna. La temperatura dominante usualmente ocurre en la zona de
stripping o en la de rectificación donde hay un quiebre significativo del perfil de temperatura. Al
controlar esta única variable se tiene un control parcial de ambas composiciones de productos.
A continuación se mencionan estructuras de control típicas:
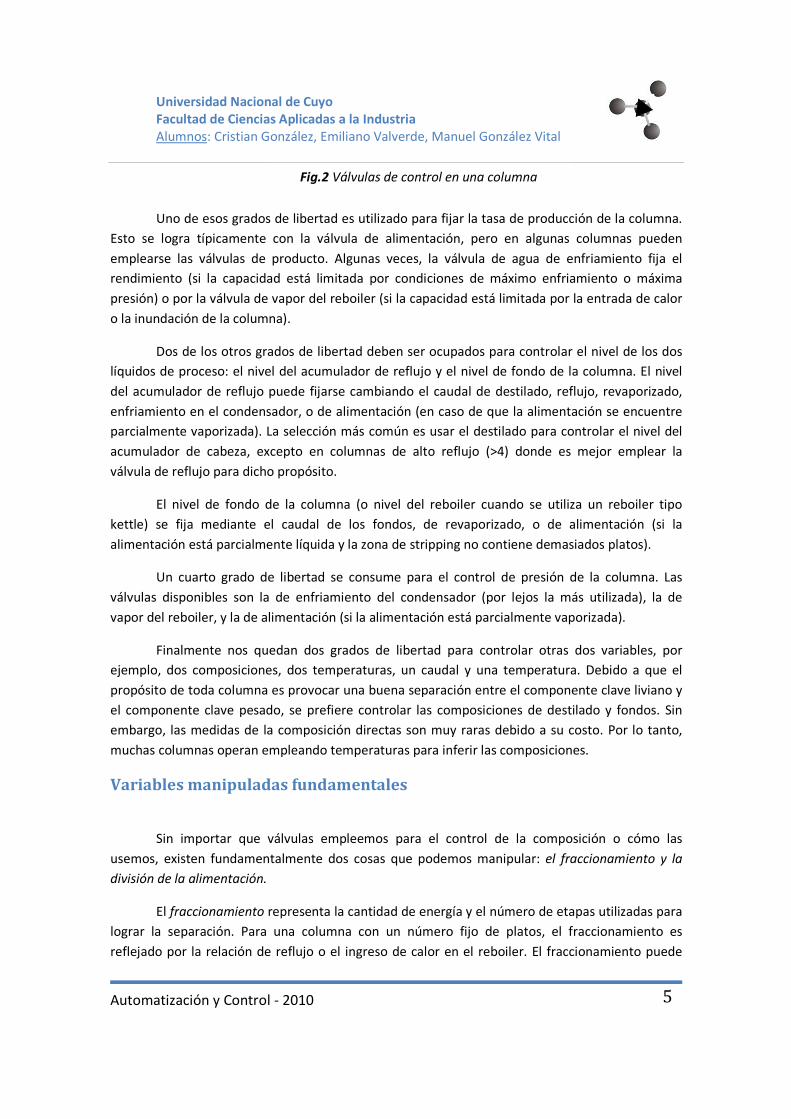
1. R-V: se refiere a un sistema de control en cual el reflujo y el vapor se emplean para
controlar dos composiciones (o temperaturas). El caudal de reflujo controla la
composición de destilado. La tasa de calor controla la composición de fondos. Por
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
7
defecto, se usa el caudal de destilado para mantener el nivel del acumulador de
cabeza y el caudal de fondos para mantener el nivel de fondo. Esta estructura de
control (en su versión de único extremo) es la más usada. Una de las principales
fortalezas de este sistema es que maneja muy bien los cambios en la composición
de alimentación.
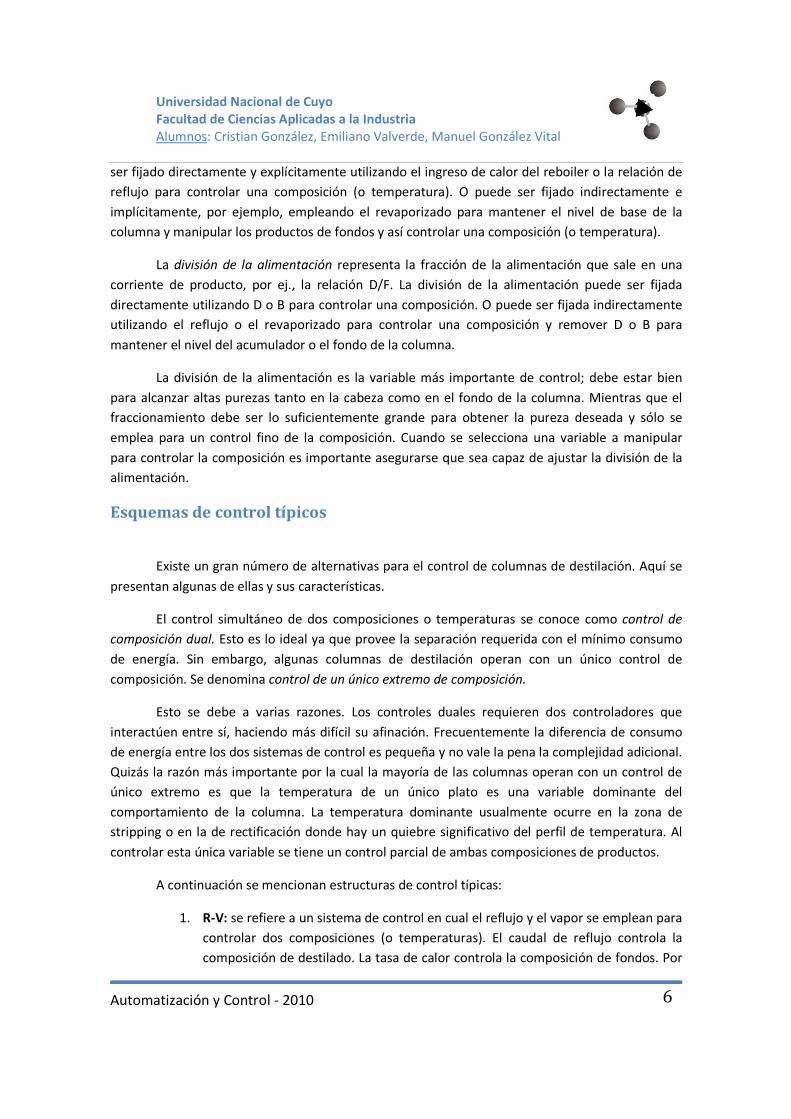
2. D-V: (Destilado-Vapor) Si la columna opera a alto reflujo (>4), debe utilizarse esta
estructura porque el caudal de destilado es demasiado pequeño como para
controlar el nivel del acumulador de cabeza. Pequeños cambios en el vapor del
condensador requerirían grandes cambios en el caudal de destilado para controlar
el nivel. Cuando se utiliza la estructura D-V, la afinación del nivel de acumulador
de cabeza deber ser muy fina para que cambios en el caudal de destilado resulten
en cambios inmediatos en el caudal de reflujo.
Fig.3 Estructura de control R-V
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
8
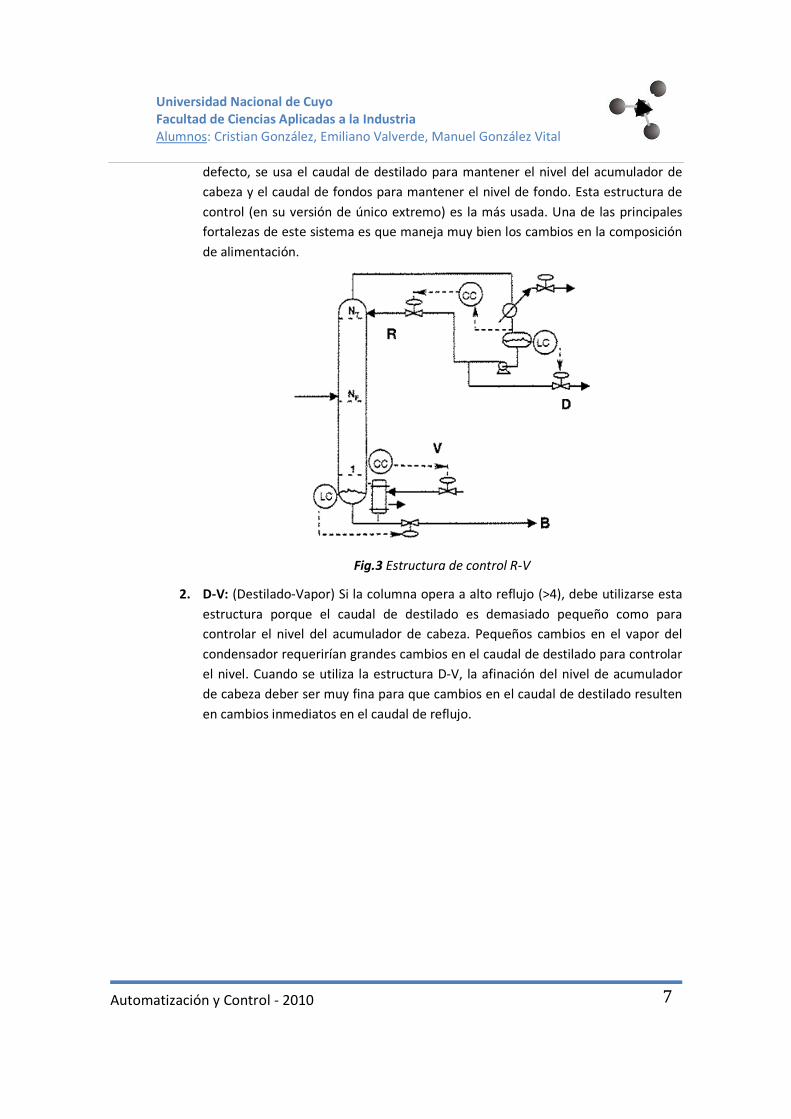
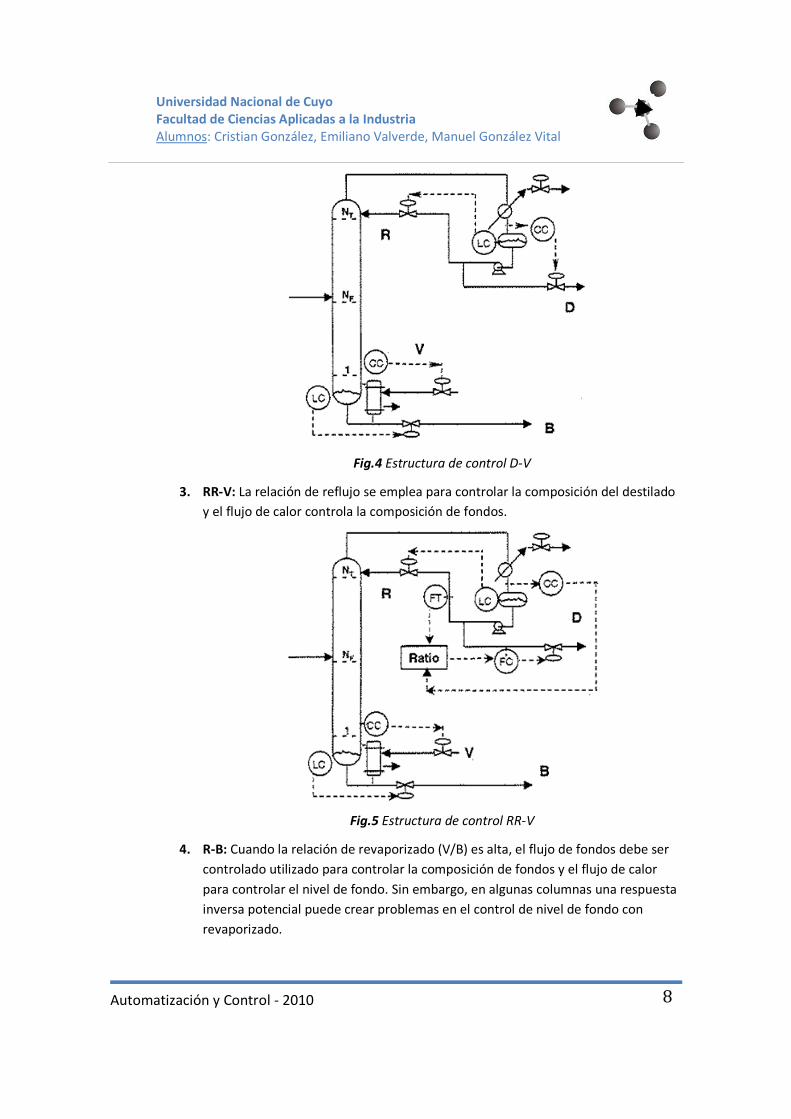
3. RR-V: La relación de reflujo se emplea para controlar la composición del destilado
y el flujo de calor controla la composición de fondos.
4. R-B: Cuando la relación de revaporizado (V/B) es alta, el flujo de fondos debe ser
controlado utilizado para controlar la composición de fondos y el flujo de calor
para controlar el nivel de fondo. Sin embargo, en algunas columnas una respuesta
inversa potencial puede crear problemas en el control de nivel de fondo con
revaporizado.
Fig.4 Estructura de control D-V
Fig.5 Estructura de control RR-V
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
9
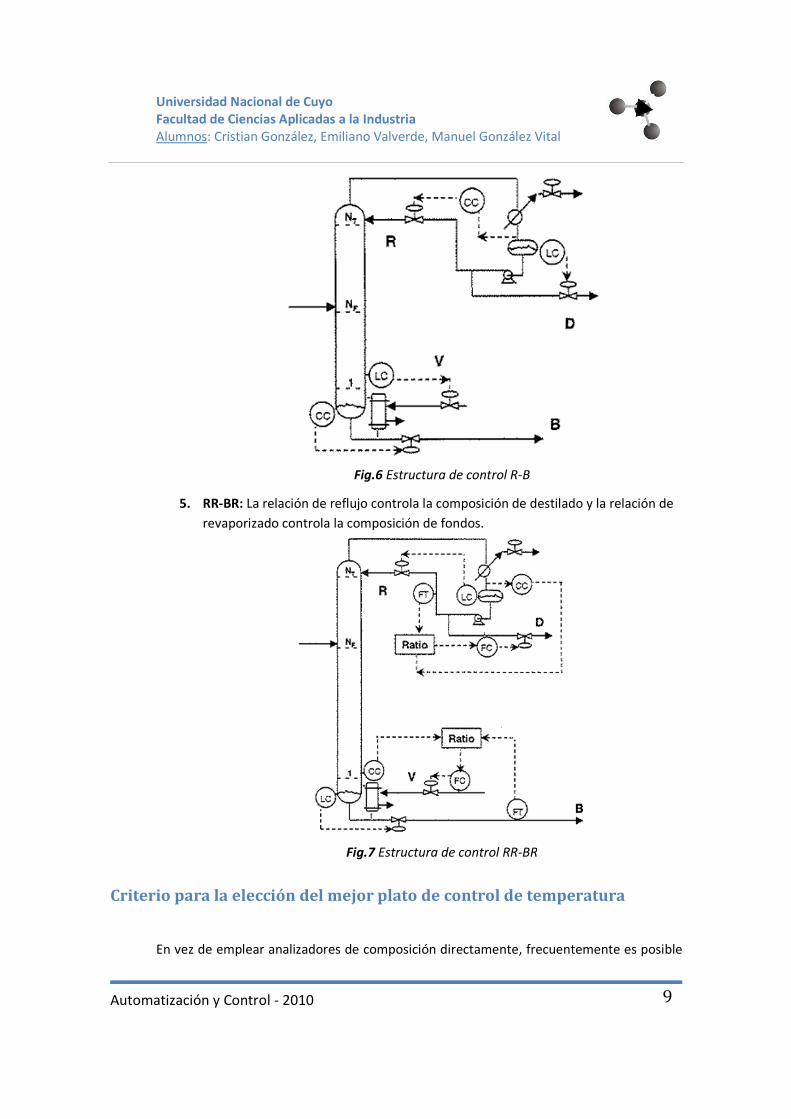
5. RR-BR: La relación de reflujo controla la composición de destilado y la relación de
revaporizado controla la composición de fondos.
Criterio para la elección del mejor plato de control de temperatura
En vez de emplear analizadores de composición directamente, frecuentemente es posible
Fig.6 Estructura de control R-B
Fig.7 Estructura de control RR-BR
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
10
alcanzar una muy buena calidad de producto controlando la temperatura en algún plato de la
columna y manteniendo una variable manipulada constante. Casi siempre la mejor alternativa es
mantener fijo el caudal de reflujo, pero otras posibilidades incluyen mantener constante el flujo de
calor o la relación de reflujo.
El procedimiento típico para seleccionar el plato de control es mirar el perfil de
temperatura en estado estacionario de la columna. Se busca la localización donde exista el mayor
salto de temperatura de plato a plato. Este método funciona bien siempre y cuando los efectos de
variables que afectan la temperatura, como presión y otros componentes, sean pequeños
comparados con los efectos de las composiciones de los componentes claves.
Otro criterio es entrar el plato de control que sea más sensible a la variable manipulada.
Por ejemplo se varía el flujo de calor y se observa cómo se modifica el perfil de temperatura. El
plato que represente el mayor cambio de temperatura para las distintas condiciones es el elegido.
Un tercer criterio es encontrar el plato de control donde las respuestas de estado
estacionario sean similares para cambios positivos y negativos de la variable manipulada. Este
procedimiento tiende a evitar problemas de no idealidad.
Como cuarto criterio se emplea encontrar la localización del plato que alcance el objetivo
fundamental de controlar las composiciones de producto. Por ejemplo puede observarse como
responden las composiciones de destilado y fondo cuando se varían las composiciones de
alimentación manteniendo la temperatura de un plato específico constante. Aquél que muestre
mejores respuestas de control se elige.
Existe un método final para seleccionar un plato de control de temperatura que utiliza
técnicas SVD. Este enfoque fue presentado por Downs and Moore y resumido en p. 458 de Luyben
y Luyben (1997). Por su complejidad no se explicará aquí.
Identificación de las variables a controlar
Por tratarse de una columna de destilación simple existen entonces 6 variables a
controlar:
• Producción de la columna.
• Nivel de líquido en el acumulador de reflujo.
• Nivel de líquido en la salida del reboiler.
• Presión en la cabeza de la columna.
• Composición de propano en destilado.
• Composición de propano en fondos.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
11
Selección de la estructura de control
Para determinar la estructura de control a emplear se utilizaran las reglas que se dan en el
paper de Fruehauf y Mahoney, “Distillation Column Control Design Using Steady State Models:
Usefulness and Limitations”.
1. Se determina primero cuál de las tres corrientes, alimentación, fondos o destilado,
será la corriente que controle la producción. En nuestro caso será la corriente de
alimentación mediante la válvula allí instalada.
2. Se determina cómo se controlarán los niveles de líquido del acumulador y del fondo de
la columna. Esto se hace comparando la relación entre el caudal de reflujo y el de
destilado, y por otro lado el de revaporizado con el de fondo. Si dicha relación es
mayor o igual a 10, debe controlarse el caudal de la corriente más grande.
Para nuestro caso: �� � 2125598 � 3,55
�� � 33221402 � 2,37
Por lo que se concluye que las corrientes a manipular para controlar los niveles son la
de destilado y la de fondos.
3. Se determina el método de control de las composiciones. Ya se mencionó que lo más
común es inferir las composiciones por medio de temperaturas. Por su simplicidad y
por las características del perfil de temperatura de nuestra columna se elige utilizar un
esquema de control de extremo único, es decir, medir una única temperatura y con
esta variar el caudal de vapor del reboiler mientras se mantiene constante el caudal de
reflujo.
Por lo tanto la estructura de control utilizada será del tipo R-V en su variante de
extremo único.
4. Finalmente se adopta como sistema de control de presión el más habitual de todos
que es mediante el manipuleo del caudal de agua de enfriamiento.
Finalmente las variables a controlar son:
� Caudal de alimentación.
� Nivel de líquido en el acumulador de reflujo.
� Nivel de líquido en la salida del reboiler.
� Presión en la cabeza de la columna.
� Temperatura de plato.
� Caudal de reflujo.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
12
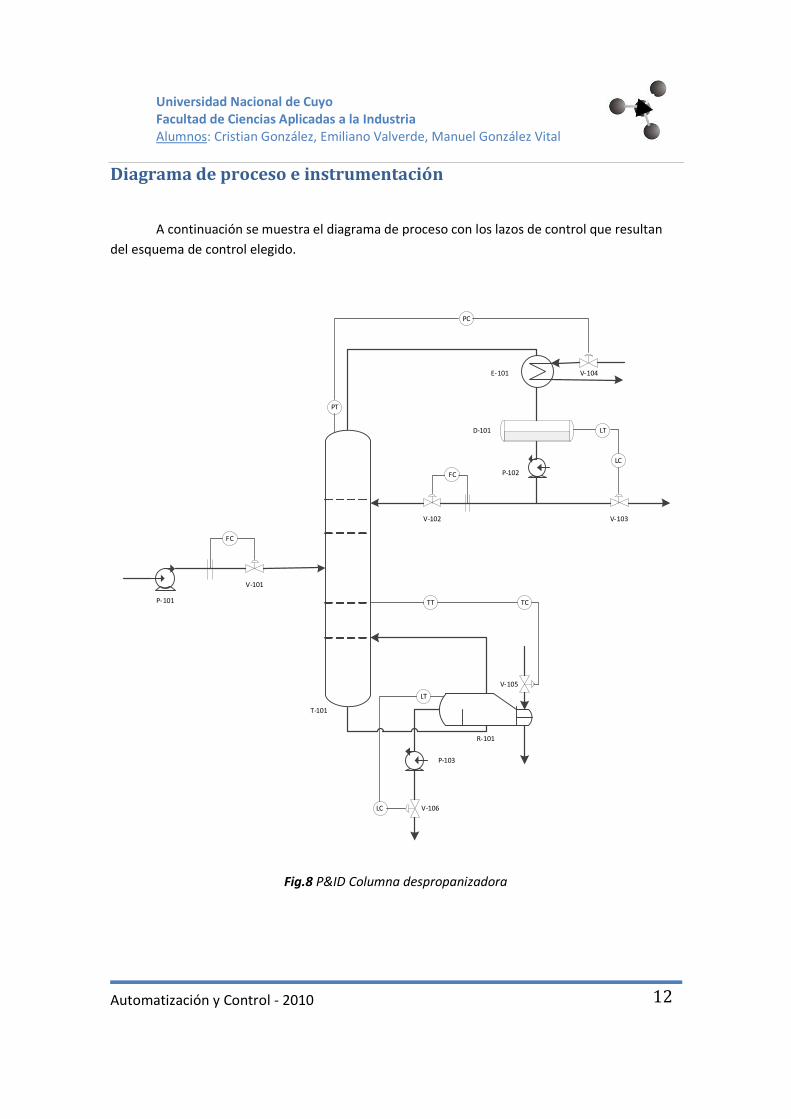
Diagrama de proceso e instrumentación
A continuación se muestra el diagrama de proceso con los lazos de control que resultan
del esquema de control elegido.
R-101
V-102 V-103
V-105
V-101
V-106
FC
FC
TT TC
LT
LC
LT
LC
PT
PC
V-104
T-101
P-102
D-101
E-101
P-101
P-103
Fig.8 P&ID Columna despropanizadora
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
13
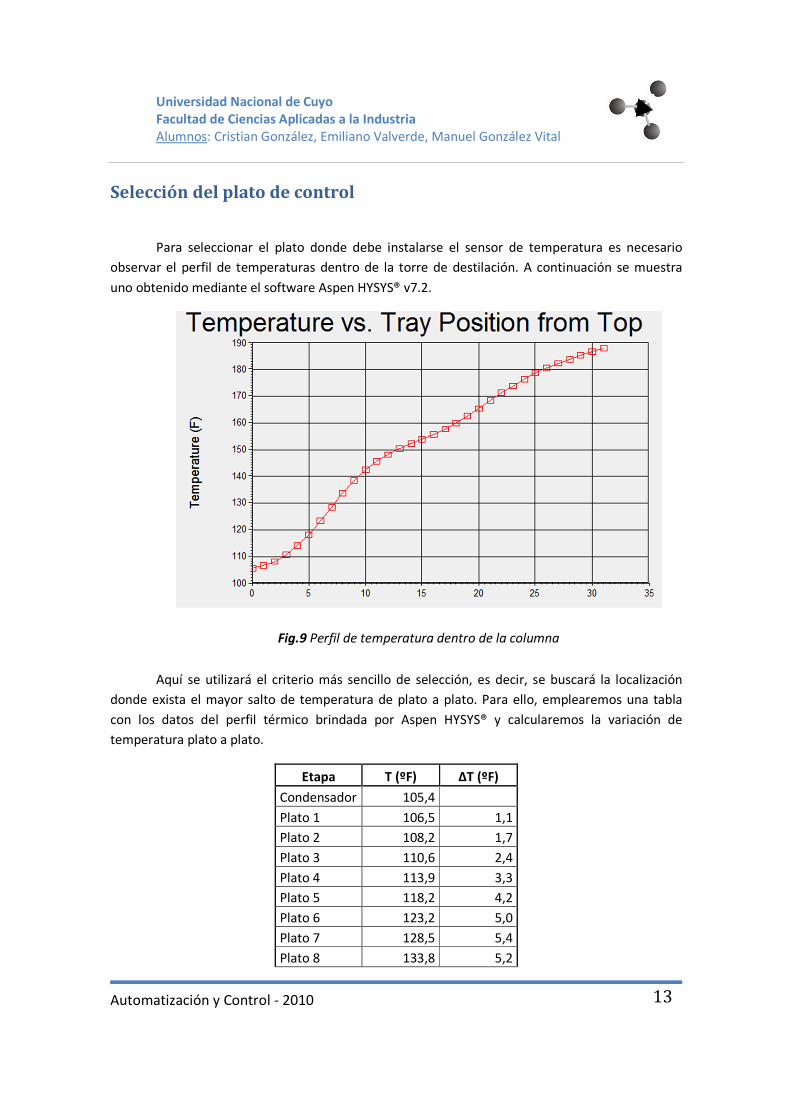
Selección del plato de control
Para seleccionar el plato donde debe instalarse el sensor de temperatura es necesario
observar el perfil de temperaturas dentro de la torre de destilación. A continuación se muestra
uno obtenido mediante el software Aspen HYSYS® v7.2.
Aquí se utilizará el criterio más sencillo de selección, es decir, se buscará la localización
donde exista el mayor salto de temperatura de plato a plato. Para ello, emplearemos una tabla
con los datos del perfil térmico brindada por Aspen HYSYS® y calcularemos la variación de
temperatura plato a plato.
Etapa T (ºF) ΔT (ºF)
Condensador 105,4
Plato 1 106,5 1,1
Plato 2 108,2 1,7
Plato 3 110,6 2,4
Plato 4 113,9 3,3
Plato 5 118,2 4,2
Plato 6 123,2 5,0
Plato 7 128,5 5,4
Plato 8 133,8 5,2
Fig.9 Perfil de temperatura dentro de la columna
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
14
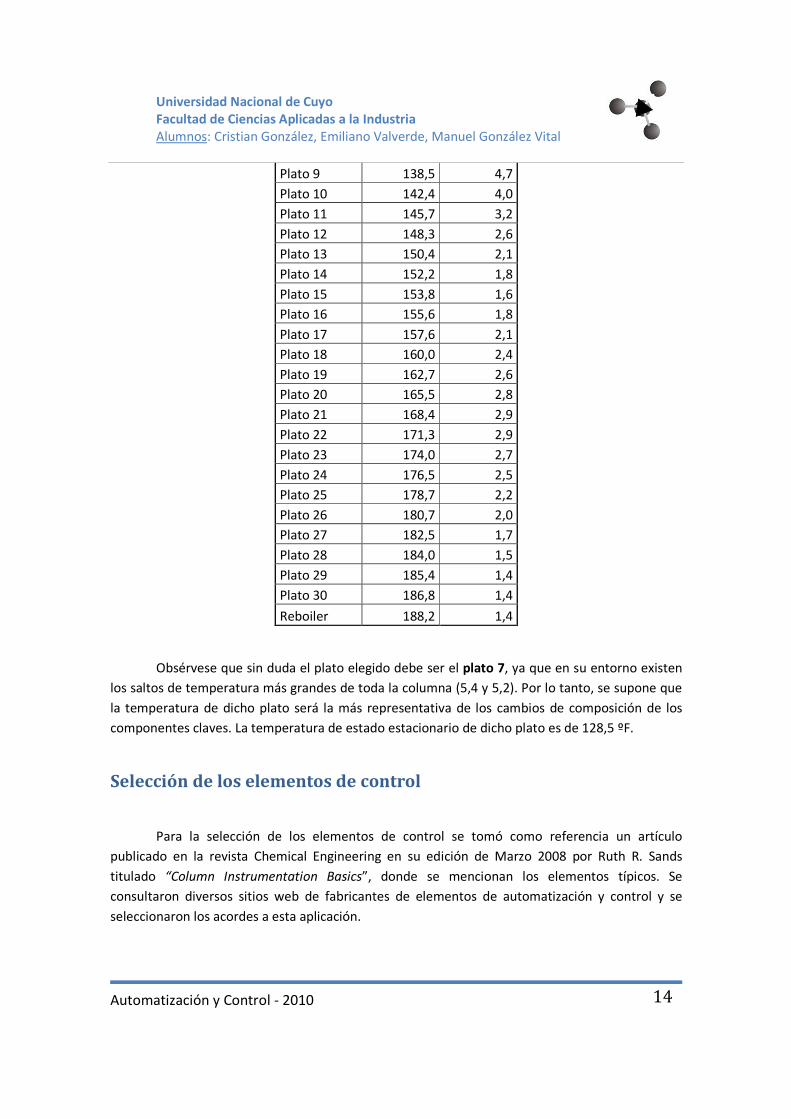
Plato 9 138,5 4,7
Plato 10 142,4 4,0
Plato 11 145,7 3,2
Plato 12 148,3 2,6
Plato 13 150,4 2,1
Plato 14 152,2 1,8
Plato 15 153,8 1,6
Plato 16 155,6 1,8
Plato 17 157,6 2,1
Plato 18 160,0 2,4
Plato 19 162,7 2,6
Plato 20 165,5 2,8
Plato 21 168,4 2,9
Plato 22 171,3 2,9
Plato 23 174,0 2,7
Plato 24 176,5 2,5
Plato 25 178,7 2,2
Plato 26 180,7 2,0
Plato 27 182,5 1,7
Plato 28 184,0 1,5
Plato 29 185,4 1,4
Plato 30 186,8 1,4
Reboiler 188,2 1,4
Obsérvese que sin duda el plato elegido debe ser el plato 7, ya que en su entorno existen
los saltos de temperatura más grandes de toda la columna (5,4 y 5,2). Por lo tanto, se supone que
la temperatura de dicho plato será la más representativa de los cambios de composición de los
componentes claves. La temperatura de estado estacionario de dicho plato es de 128,5 ºF.
Selección de los elementos de control
Para la selección de los elementos de control se tomó como referencia un artículo
publicado en la revista Chemical Engineering en su edición de Marzo 2008 por Ruth R. Sands
titulado “Column Instrumentation Basics”, donde se mencionan los elementos típicos. Se
consultaron diversos sitios web de fabricantes de elementos de automatización y control y se
seleccionaron los acordes a esta aplicación.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
15
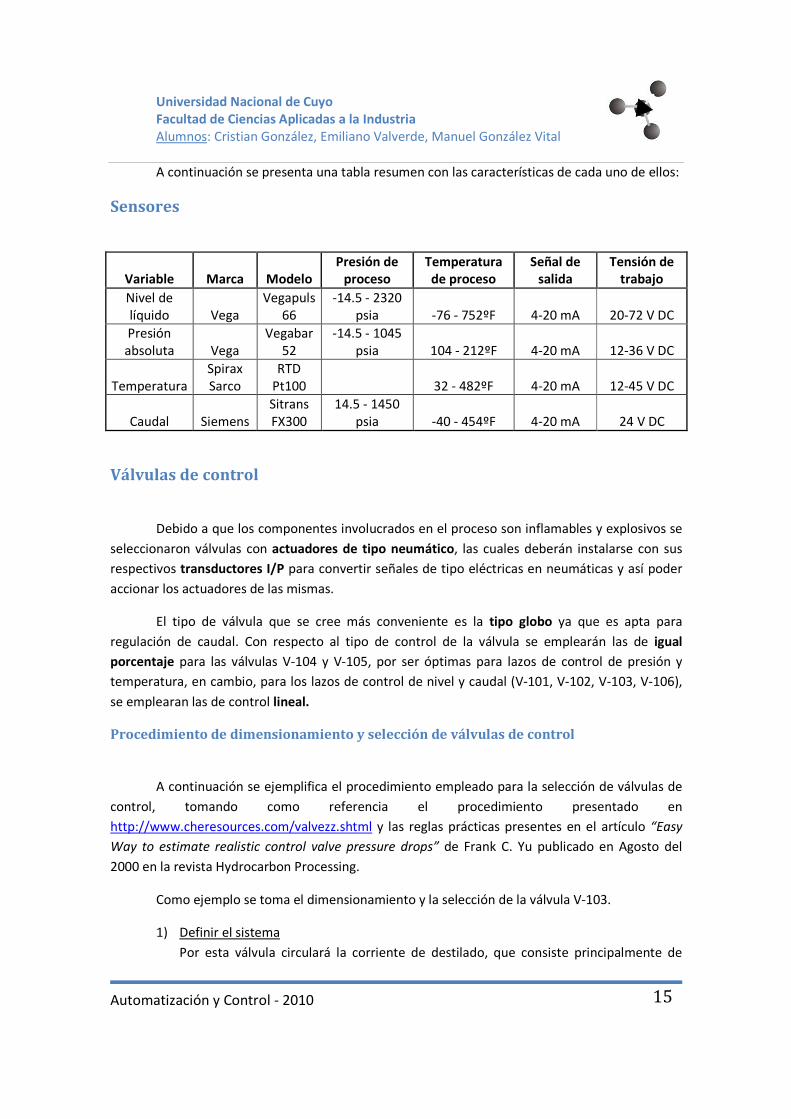
A continuación se presenta una tabla resumen con las características de cada uno de ellos:
Sensores
Variable Marca Modelo
Presión de
proceso
Temperatura
de proceso
Señal de
salida
Tensión de
trabajo
Nivel de líquido Vega
Vegapuls 66
-14.5 - 2320 psia -76 - 752ºF 4-20 mA 20-72 V DC
Presión absoluta Vega
Vegabar 52
-14.5 - 1045 psia 104 - 212ºF 4-20 mA 12-36 V DC
Temperatura Spirax Sarco
RTD Pt100 32 - 482ºF 4-20 mA 12-45 V DC
Caudal Siemens Sitrans FX300
14.5 - 1450 psia -40 - 454ºF 4-20 mA 24 V DC
Válvulas de control
Debido a que los componentes involucrados en el proceso son inflamables y explosivos se
seleccionaron válvulas con actuadores de tipo neumático, las cuales deberán instalarse con sus
respectivos transductores I/P para convertir señales de tipo eléctricas en neumáticas y así poder
accionar los actuadores de las mismas.
El tipo de válvula que se cree más conveniente es la tipo globo ya que es apta para
regulación de caudal. Con respecto al tipo de control de la válvula se emplearán las de igual
porcentaje para las válvulas V-104 y V-105, por ser óptimas para lazos de control de presión y
temperatura, en cambio, para los lazos de control de nivel y caudal (V-101, V-102, V-103, V-106),
se emplearan las de control lineal.
Procedimiento de dimensionamiento y selección de válvulas de control
A continuación se ejemplifica el procedimiento empleado para la selección de válvulas de
control, tomando como referencia el procedimiento presentado en
http://www.cheresources.com/valvezz.shtml y las reglas prácticas presentes en el artículo “Easy
Way to estimate realistic control valve pressure drops” de Frank C. Yu publicado en Agosto del
2000 en la revista Hydrocarbon Processing.
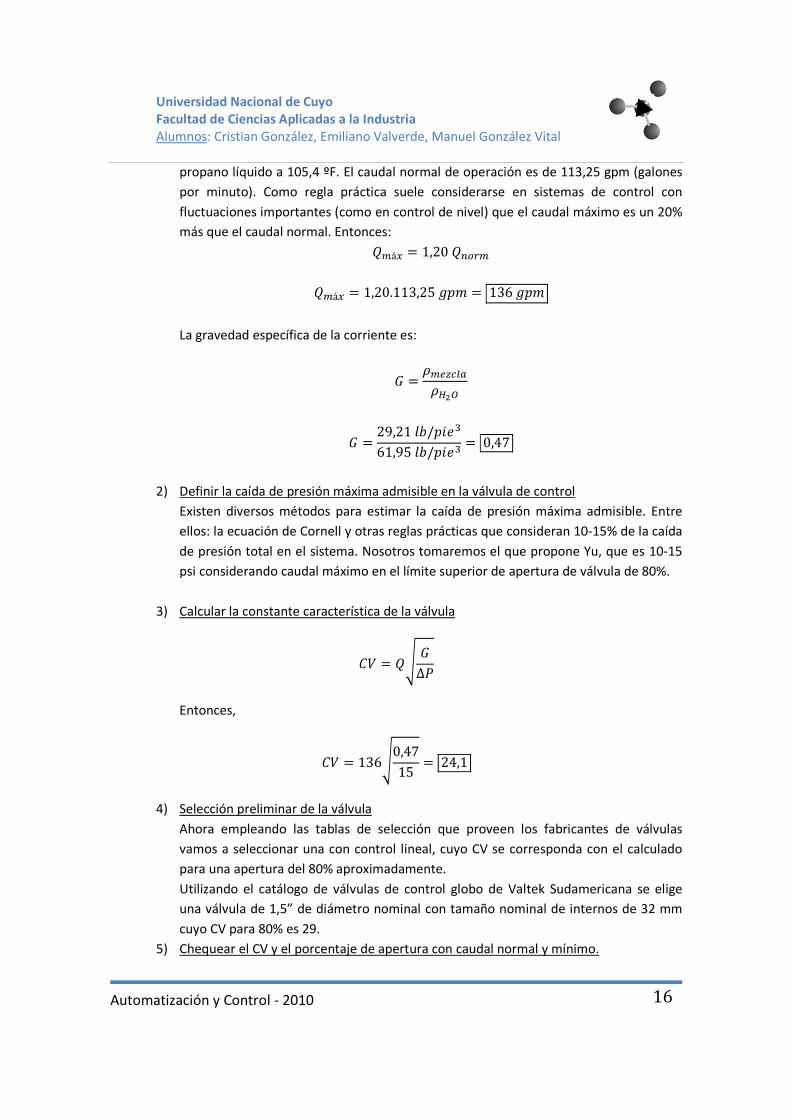
Como ejemplo se toma el dimensionamiento y la selección de la válvula V-103.
1) Definir el sistema
Por esta válvula circulará la corriente de destilado, que consiste principalmente de
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
16
propano líquido a 105,4 ºF. El caudal normal de operación es de 113,25 gpm (galones
por minuto). Como regla práctica suele considerarse en sistemas de control con
fluctuaciones importantes (como en control de nivel) que el caudal máximo es un 20%
más que el caudal normal. Entonces: ��á� � 1,20�����
��á� � 1,20.113,25��� � 136���
La gravedad específica de la corriente es:
� � ��� !"#�$%&
� � 29,21'(/�*+,61,95'(/�*+, � 0,47
2) Definir la caída de presión máxima admisible en la válvula de control
Existen diversos métodos para estimar la caída de presión máxima admisible. Entre
ellos: la ecuación de Cornell y otras reglas prácticas que consideran 10-15% de la caída
de presión total en el sistema. Nosotros tomaremos el que propone Yu, que es 10-15
psi considerando caudal máximo en el límite superior de apertura de válvula de 80%.
3) Calcular la constante característica de la válvula
-� � �. �∆0
Entonces,
-� � 136.0,4715 � 24,1
4) Selección preliminar de la válvula
Ahora empleando las tablas de selección que proveen los fabricantes de válvulas
vamos a seleccionar una con control lineal, cuyo CV se corresponda con el calculado
para una apertura del 80% aproximadamente.
Utilizando el catálogo de válvulas de control globo de Valtek Sudamericana se elige
una válvula de 1,5” de diámetro nominal con tamaño nominal de internos de 32 mm
cuyo CV para 80% es 29.
5) Chequear el CV y el porcentaje de apertura con caudal normal y mínimo.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
17
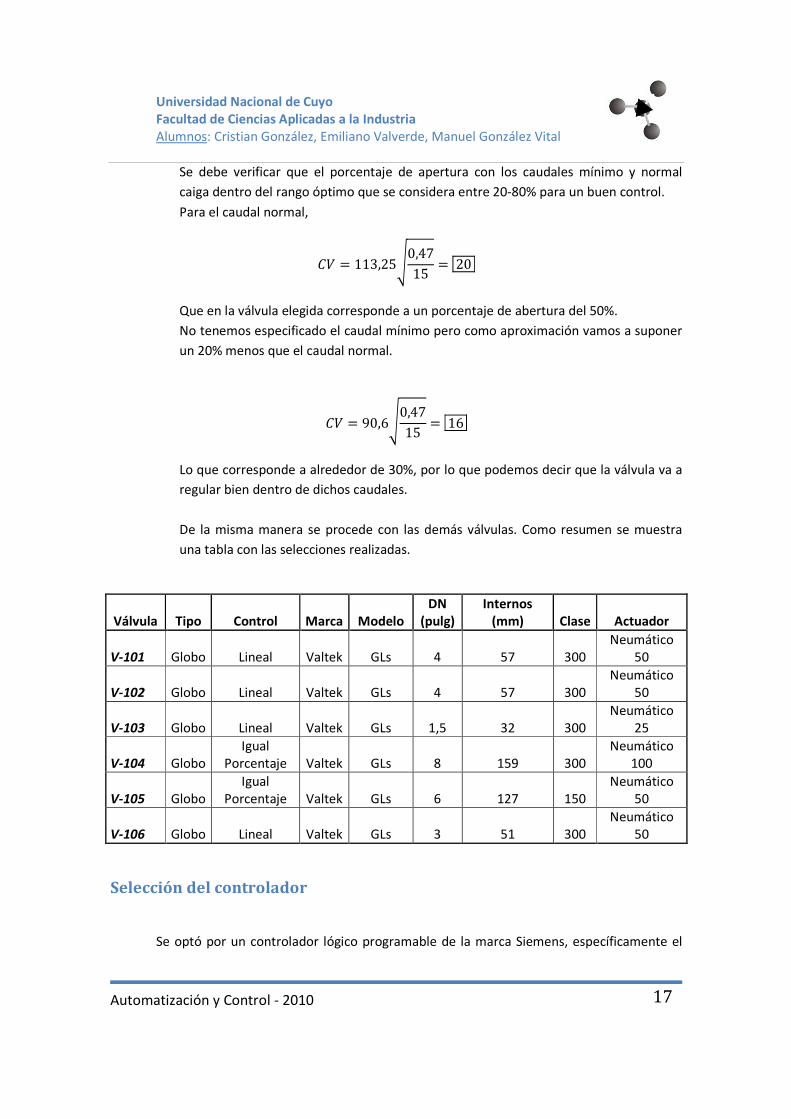
Se debe verificar que el porcentaje de apertura con los caudales mínimo y normal
caiga dentro del rango óptimo que se considera entre 20-80% para un buen control.
Para el caudal normal,
-� � 113,25.0,4715 � 20
Que en la válvula elegida corresponde a un porcentaje de abertura del 50%.
No tenemos especificado el caudal mínimo pero como aproximación vamos a suponer
un 20% menos que el caudal normal.
-� � 90,6.0,4715 � 16
Lo que corresponde a alrededor de 30%, por lo que podemos decir que la válvula va a
regular bien dentro de dichos caudales.
De la misma manera se procede con las demás válvulas. Como resumen se muestra
una tabla con las selecciones realizadas.
Válvula Tipo Control Marca Modelo
DN
(pulg)
Internos
(mm) Clase Actuador
V-101 Globo Lineal Valtek GLs 4 57 300 Neumático
50
V-102 Globo Lineal Valtek GLs 4 57 300 Neumático
50
V-103 Globo Lineal Valtek GLs 1,5 32 300 Neumático
25
V-104 Globo Igual
Porcentaje Valtek GLs 8 159 300 Neumático
100
V-105 Globo Igual
Porcentaje Valtek GLs 6 127 150 Neumático
50
V-106 Globo Lineal Valtek GLs 3 51 300 Neumático
50
Selección del controlador
Se optó por un controlador lógico programable de la marca Siemens, específicamente el
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
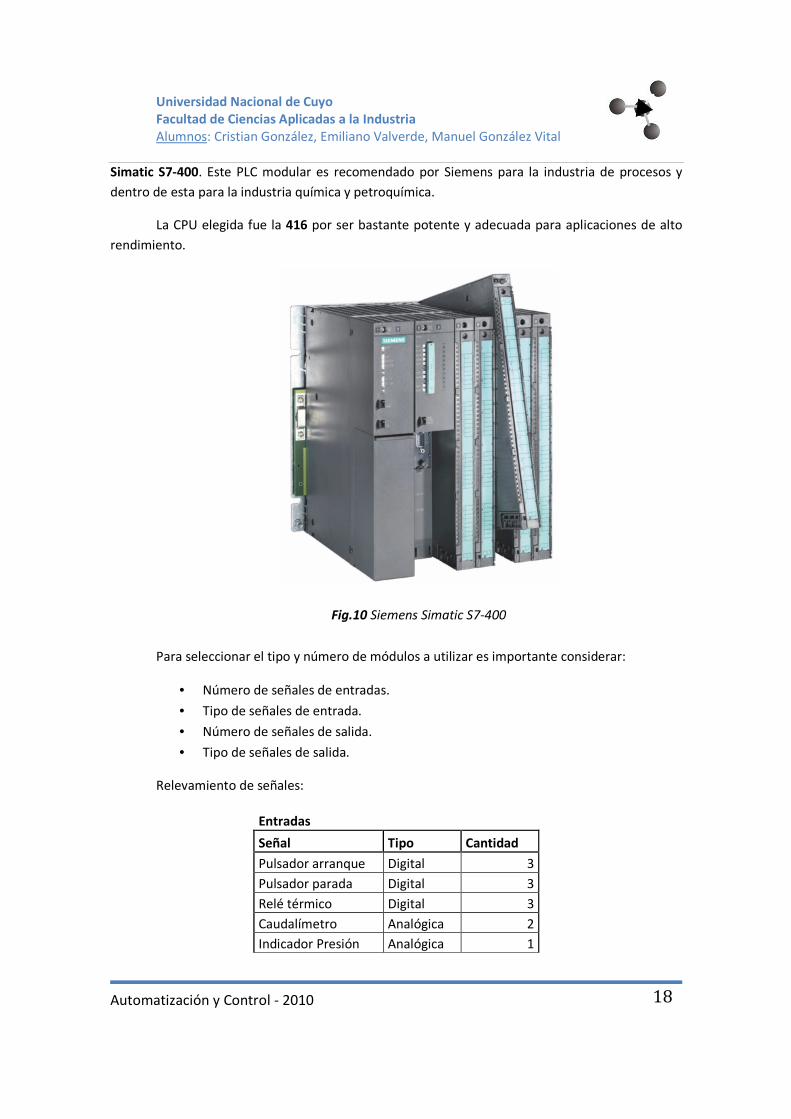
18
Simatic S7-400. Este PLC modular es recomendado por Siemens para la industria de procesos y
dentro de esta para la industria química y petroquímica.
La CPU elegida fue la 416 por ser bastante potente y adecuada para aplicaciones de alto
rendimiento.
Para seleccionar el tipo y número de módulos a utilizar es importante considerar:
• Número de señales de entradas.
• Tipo de señales de entrada.
• Número de señales de salida.
• Tipo de señales de salida.
Relevamiento de señales:
Entradas
Señal Tipo Cantidad
Pulsador arranque Digital 3
Pulsador parada Digital 3
Relé térmico Digital 3
Caudalímetro Analógica 2
Indicador Presión Analógica 1
Fig.10 Siemens Simatic S7-400
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
19
Indicador Nivel Analógica 2
Pt-100 Analógica 1
Salidas
Señal Tipo Cantidad
Contactora Digital 3
Alarma RT Digital 3
Transductores I/P Analógica 6
En total se tienen 9 entradas digitales, 6 entradas analógicas, 6 salidas digitales y 6 salidas
analógicas.
El Simatic S7-400 presenta un módulo funcional de regulación PID continua, el FM 455C.
Consiste de un módulo de control de lazo cerrado universal para control de temperatura, presión,
caudal y nivel, donde los sensores y actuadores pueden conectarse directamente. Tiene 16
entradas y salidas analógicas.
Como este último no tiene salidas digitales, se deben utilizar otros dos módulos: uno de
entradas digitales y otro de salidas digitales. Para dicho fin se eligieron los módulos: SM 421 de 16
entradas digitales y SM 422 de 16 salidas digitales.
Finalmente, se seleccionó la fuente de alimentación para el PLC, se optó por la fuente: PS
407.
A modo de resumen se muestra una tabla con el controlador elegido:
Marca Modelo CPU Módulos Fuente
Siemens
S7-400
416
SM 421 SM 422
FM 455C
PS 407
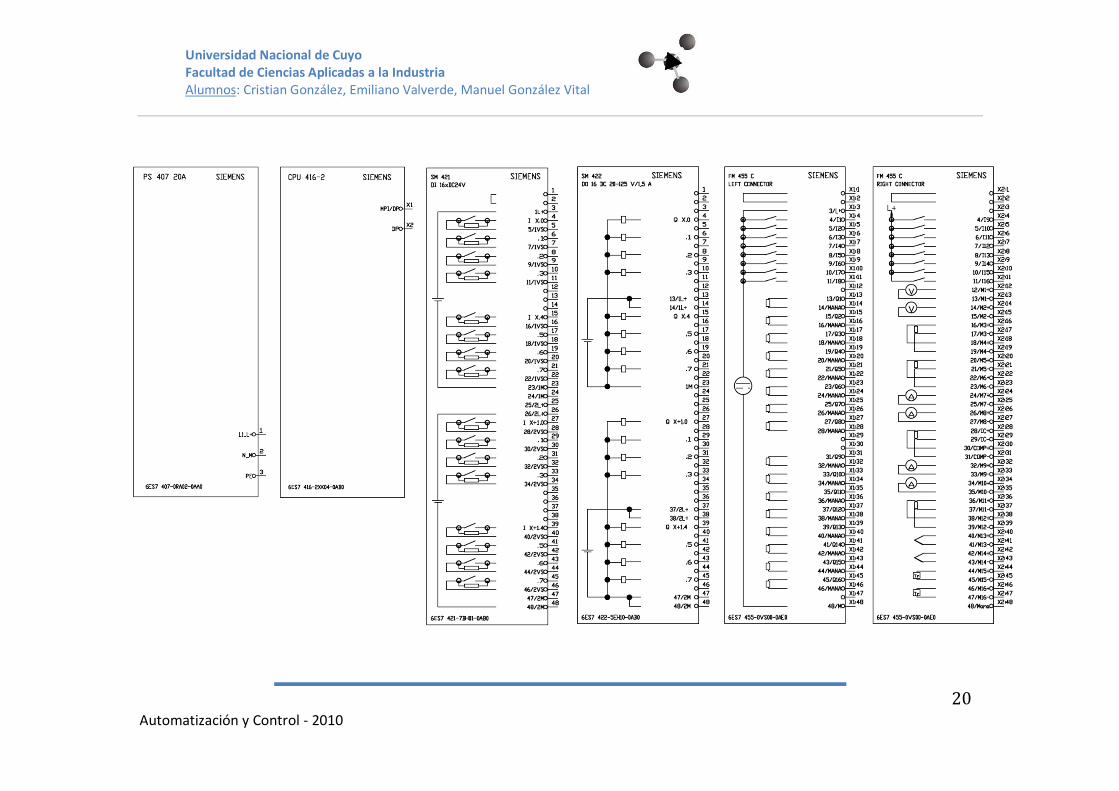
Esquema del controlador
En la siguiente página se muestra un esquema con los distintos módulos del PLC elegido
para la automatización de la columna despropanizadora. Los dibujos se obtuvieron del sitio web
de Siemens.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
20
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
21
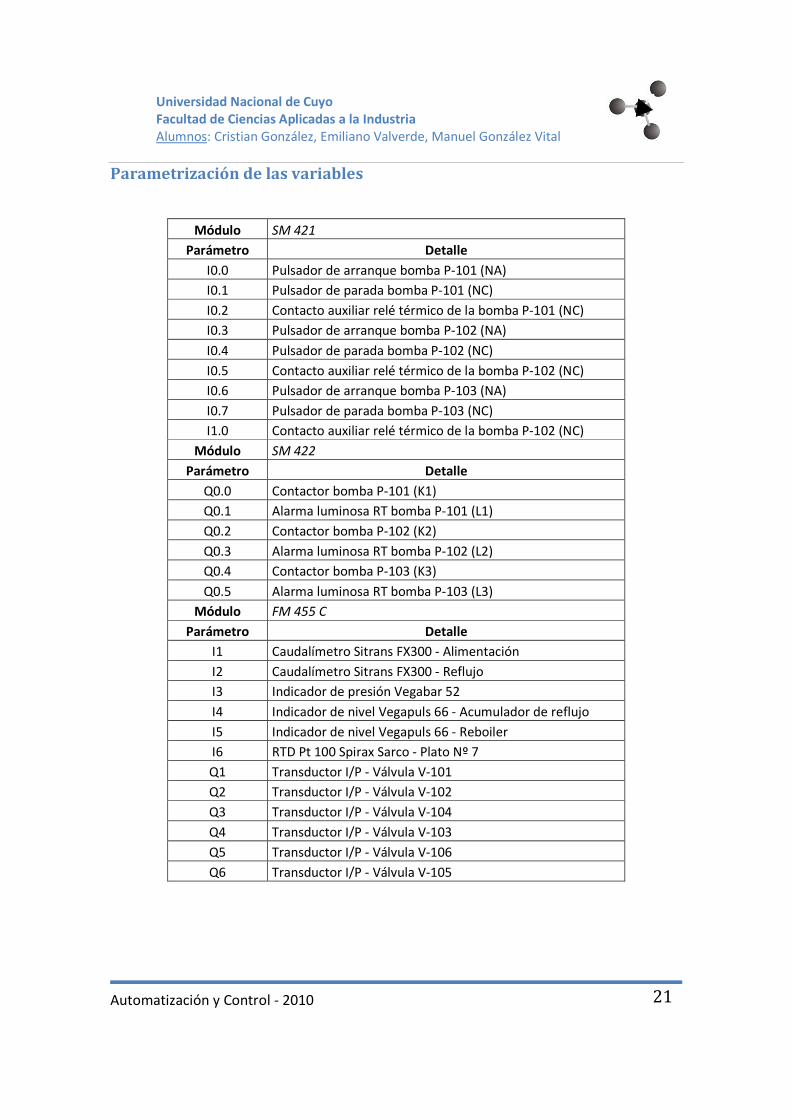
Parametrización de las variables
Módulo SM 421
Parámetro Detalle
I0.0 Pulsador de arranque bomba P-101 (NA)
I0.1 Pulsador de parada bomba P-101 (NC)
I0.2 Contacto auxiliar relé térmico de la bomba P-101 (NC)
I0.3 Pulsador de arranque bomba P-102 (NA)
I0.4 Pulsador de parada bomba P-102 (NC)
I0.5 Contacto auxiliar relé térmico de la bomba P-102 (NC)
I0.6 Pulsador de arranque bomba P-103 (NA)
I0.7 Pulsador de parada bomba P-103 (NC)
I1.0 Contacto auxiliar relé térmico de la bomba P-102 (NC)
Módulo SM 422
Parámetro Detalle
Q0.0 Contactor bomba P-101 (K1)
Q0.1 Alarma luminosa RT bomba P-101 (L1)
Q0.2 Contactor bomba P-102 (K2)
Q0.3 Alarma luminosa RT bomba P-102 (L2)
Q0.4 Contactor bomba P-103 (K3)
Q0.5 Alarma luminosa RT bomba P-103 (L3)
Módulo FM 455 C
Parámetro Detalle
I1 Caudalímetro Sitrans FX300 - Alimentación
I2 Caudalímetro Sitrans FX300 - Reflujo
I3 Indicador de presión Vegabar 52
I4 Indicador de nivel Vegapuls 66 - Acumulador de reflujo
I5 Indicador de nivel Vegapuls 66 - Reboiler
I6 RTD Pt 100 Spirax Sarco - Plato Nº 7
Q1 Transductor I/P - Válvula V-101
Q2 Transductor I/P - Válvula V-102
Q3 Transductor I/P - Válvula V-104
Q4 Transductor I/P - Válvula V-103
Q5 Transductor I/P - Válvula V-106
Q6 Transductor I/P - Válvula V-105
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
22
Bibliografía
� LUYBEN, W.L, TYRÉUS & B.D, LUYBEN, M.L. Plantwide Process Control. New York (USA), Mc
Graw-Hill, 1999. 395 p.
� LIEBERMAN, N. & LIEBERMAN, E. A Working Guide To Process Equipment. New York (USA),
Mc Graw-Hill, 1996. 425 p.
� CHERESOURCES. Valve Sizing and Selection [en línea] [consulta: 20 de noviembre 2010].
Disponible en: < http://www.cheresources.com/valvezz.shtm>
� SANDS, R.R. Column Instrumentation Basics. Chemical Engineering. 115 (3): 48-55, March
2008.
� FRUEHAUF, P.S. & MAHONEY, D.P. Distillation Column Control Design Using Steady
State Models: Usefulness and Limitations. ISA Transactions, 1993.
� YU, F.C. Easy Way to estimate realistic control valve pressure drops. Hydrocarbon
Processing. August 2000.
Universidad Nacional de Cuyo
Facultad de Ciencias Aplicadas a la Industria
Alumnos: Cristian González, Emiliano Valverde, Manuel González Vital
Automatización y Control - 2010
23
Anexos
Recommended

















