UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL UNIDAD DE TITULACIÓN
TRABAJO DE TITULACIÓN
PREVIO LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE
PRODUCCIÓN PARA INCREMENTAR LA PRODUCTIVIDAD EN EL PROCESO DE FABRICACIÓN DE LA LÍNEA DE ROLLOS DE PAPEL HIGIÉNICO EN LA PLANTA PRODUCTOS TISSUE ECUADOR S.A.
AUTOR BERNAL SÁNCHEZ ANDRES ARTURO
DIRECTOR DEL TRABAJO ING. MEC. FIENCO VILLAMAR JUAN ALBERTO MSC.
2014 GUAYAQUIL – ECUADOR

II
“La responsabilidad de los hechos, ideas y doctrinas expuestas
en la esta tesis corresponden al autor.”
Bernal Sánchez Andrés Arturo
C.C. #09922514278
III
DEDICATORIA
Esta tesis la dedico primero a Dios por ser mi fuerza interna, quién
me brinda día a día las energías necesarias para seguir adelante con mis
proyectos.
A mis padres por ser siempre la luz que guían mi camino, mi apoyo
incondicional, los que con sus consejos me han ayudado a llegar hasta
esta instancia de mis estudios
A mis hermanos quienes han sido mi motivación para luchar por salir
adelante, quienes con su amor absoluto y sin condiciones me dan la
fuerza necesaria para nunca desistir en lo que hago.
A mis profesores por transmitirme sus conocimientos y orientarme
para el desarrollo de este trabajo.
IV
AGRADECIMIENTO
Doy infinitas gracias a Dios, por la vida, por el camino recorrido, por la
templanza que me brinda en día a día.
A mis padres y hermanos por su amor y apoyo fiel e incondicional,
quienes me han brindado su amistad, consejos, ánimo y compañía en los
momentos más difíciles de mi vida
Son muchas las personas que han formado parte de mi vida
profesional y a las que me gustaría agradecerles. Algunas están aquí
conmigo y otras en mis recuerdos y en mi corazón, sin importar en donde
estén quiero darles las gracias por formar parte de mí, por todo lo que me
han brindado y por todas sus bendiciones.
V
ÍNDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPÍTULO I FUNDAMENTACIÓN DEL PROBLEMA
N° Descripción Pág.
1 La empresa 2
1.1. Generalidades 2
1.2. Tema 6
1.3. Problema 6
1.4. Antecedente 6
1.5. Justificativos 9
1.6. Datos de la empresa 10
1.7. Estrategia empresarial 10
1.8. Objetivos 15
1.8.1 Objetivo General 15
1.8.2 Objetivos Específicos 15
1.9. Recursos Productivo 15
1.9.1 Recurso Humano 15
1.9.2 Recurso Material 16
1.9.3. Recursos físicos 19
1.9.4. Productos y servicios 21
1.9.4.1 Productos 21
1.9.4.2 Servicios 26
1.10. Marco teórico 27
1.11. Metodología 29
1.12. Ingeniería de planta 37
VI
N° Descripción Pág.
1.12.1. Distribución de planta 37
1.12.1.1 Puestos de trabajo 37
1.12.2 Proceso de producción 38
1.13 Indicadores de la línea de rollos 45
CAPÍTULO II
ANÁLISIS y DIAGNÓSTICO
N° Descripción Pág.
2.1 Análisis de base de datos 47
2.1.1 Análisis de los parámetros de productividad 47
2.2 Diagrama de flujo de proceso de la fabricación de
papel higiénico 48
2.3 Diagrama de operación del proceso de fabricación de
papel higiénico 51
2.4 Diagrama de recorrido (máquina paper converting) 55
2.5 Diagrama Ishikawa 59
2.6 Proceso Productivo (Línea de rollos) 59
2.6.1 Grandes Desperdicios de la línea de Rollos 59
2.7 Análisis de la Productividad 61
2.8 Análisis de costos de mantenimiento 62
2.9 Análisis comparativo entre producción y venta 63
2.10 Pérdidas Significativas de la Línea de Rollos 64
2.11 Diagnóstico (problema) 66
CAPITULO III
LA PROPUESTA
N° Descripción Pág.
3.1 Descripción de la propuesta 68
3.2 Descripción de la propuesta para reducir pérdidas
significativas de la línea de rollos 69
VII
N° Descripción Pág.
3.2.1 Implementación de herramientas de gestión para
reducir los improductivos generados por fallos y
averías de equipos y paro programado 69
3.2.1.1 Capacitación para el programa de mantenimiento
autónomo 72
3.2.1.2 Implementación de center line
76
3.2.1.3 Implementación de SMED 77
3.3 Costo total de la propuesta de implementación
de herramientas de gestión 79
3.4 Evaluación económica y financiera 81
3.4.1 Coeficiente beneficio / costo 85
3.5 Cronograma de implementación de la propuesta 86
3.6 Conclusiones 86
3.7 Recomendaciones 87
GLOSARIO DE TERMINOS 88
ANEXOS 90
BIBLIOGRAFIA 96
VIII
ÍNDICE DE CUADROS
N° Descripción Pág.
1 Dotación de trabajadores de la línea de rollos
16
2 Productos que se importan de los EEUU 24
3 Productos que se Importan de Chile 25
4 Productos que se importan de Perú 26
5 Identificación de las 5S 34
6 Cálculo de capacidad real instalada 43
7 Pérdidas significativas de la línea de rollos 46
8 Promedio de desperdicio Mensual en la Línea de rollos 57
9 Pérdidas significativas año 2012 – 2013 64
10 Costo por incremento de improductivos 66
11 Costo para lanzamiento de campaña mantenimiento 82
12 Costos fijos para implementación de autónomo 82
13 Pérdida por fallos y averías de equipos 84
14 Costo por pérdida de productividad año 2013 84
15 Análisis costo / beneficio 85
IX
ÍNDICES DE GRÁFICOS
N° Descripción Pág.
1 Productividad del papel año 2012 42
2 Costo Mantenimiento de Planta año 2012 43
3 Comparativo Ventas-Producción 2012 en toneladas 44
4 Eficiencia de producción de la Línea de Rollos 45
5 Productividad Papel 2012 61
6 Costo Mantenimiento de Planta año 2012 62
7 Comparativo Ventas-Producción 2012 en toneladas 63
8 Costo de Mantenimiento año 2014 80
9 Presupuesto de mantenimiento para el segundo semestre 2014 81
X
ÍNDICES DE FIGURAS
N° Descripción Pág.
1 Productos Sanitarios 2
2 Áreas de distribución de productos Elite 5
3 Países donde están instaladas las plantas CMPC 8
4 Diagrama de recorrido de la fabricación de papel 18
5 Rollo de papel al final del proceso 19
6 Productos Tissue para el hogar 22
7 Productos sanitarios BabySec 23
8 Productos sanitarios Ladysoft 23
9 Resumen visual de 5S 35
XI
ÍNDICE DE ANEXOS
N° Descripción Pág.
1 Localización de la planta Productos Tissue del Ecuador 91
2 Tipos de productos que se fabrican 92
3 Distribución de planta 93
4 Puestos de trabajo 94
5 Cronograma de implementación de herramienta gestión 95
XII
AUTOR: TEMA: DIRECTOR:
BERNAL SÁNCHEZ ANDRÉS ARTURO“DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE PRODUCCIÓN PARA INCREMENTAR LA PRODUCTIVIDAD EN ELPROCESO DE FABRICACIÓN DE LA LÍNEA DE ROLLOS DE PAPEL HIGIÉNICO EN LA PLANTA PRODUCTOS TISSUE DEL ECUADOR S.A.” ING. MEC. FIENCO VILLAMAR JUAN A.
RESUMEN
El incremento de productividad de la línea de rollos de papel higiénico actualmente es de vital importancia debido a la acogida de nuestro producto en el mercado local y a la constante innovación de productos que ingresan al mercado. Con el presente trabajo realizaremos el estudio en cada una de las áreas de trabajos de la planta (Producción, Bodega, Mantenimiento), departamentos los cuales se encuentran ligados directamente con la productividad de una empresa, debido al concepto general de productividad en la cual se relaciona el producto producido sobre los insumos utilizados, para el levantamiento de los problemas que actualmente se presentan en la línea de producción y en cada unos de los departamentos hemos usados las diferentes técnicas de Ingeniería que nos ayudarán también a evaluar las condiciones actuales para poder presentar las debidas propuestas para el incremento de la productividad de la línea de rollos. Se realizará el estudio de factibilidad para la aplicación de las propuestas presentadas para el incremento de producción de la línea de rollos y demás mejoras en los diferentes departamentos que tienen que ver directamente con la productividad de la línea, se dará el seguimiento a todas las implementaciones de mejora por medio de las jefaturas de cada uno de los departamentos que intervienen en la presente propuesta (Producción, Bodega, Mantenimiento).
PALABRAS CLAVES: Productividad, Innovación, Implementación, Rollos, Papel, Higiénico, Producción, Sistema.
Bernal Sánchez Andrés A. Ing. Mec. Fienco Villamar Juan A. C.I. 0922514278 DIRECTOR DEL TRABAJO
XIII
AUTHOR: SUBJECT: DIRECTOR:
BERNAL SÁNCHEZ ANDRÉS ARTURO "DESIGN AND IMPLEMENTATION OF THE PRODUCTION SYSTEM: TO IMPROVE THE PRODUCTIVITY IN THE PROCESS IN THE ROLL´S LINE FABRICATION OF TOILLET PAPER IN PRODUCTOS TISSUE DEL ECUADOR S.A." MECH. ENG. FIENCO VILLAMAR JUAN A.
ABSTRACT Increased productivity of the roll’s line of toilet paper is now of vital importance due to host our product in the local market and the constant innovation of products entering the market. In this paper we will study in each of the areas of work of the plant (Production, Industrial, and Maintenance) departments which are directly linked to the productivity of a company, because of the general concept of productivity in which relates the product produced on inputs used. To survey the problems that currently occur in the production line and in each of the departments have used different engineering techniques also help us to assess the current condition due to present proposals for increased productivity line rolls. The feasibility study for the implementation of proposals for increasing production roll’s line and other improvements in the various departments that deal directly with the productivity of the line, place the monitoring will be given to all implementations improvement through the command center of each of the departments involved in this proposal ( Production, Industrial, Maintenance)
KEYWORDS: Productivity, Innovation, Implementation, Rolls, Paper, Hygienic, Production, System.
Bernal Sánchez Andrés A. Mech. Eng. Fienco Villamar Juan A. C.I. 0922514278 DIRECTOR OF WORK
PRÓLOGO
La finalidad del siguiente trabajo de tesis es plasmar el
levantamiento de la información y los análisis que se realizaron en la
Empresa Productos Tissue del Ecuador para el incremento de la
productividad de la línea de Rollos de papel Higiénico.
Durante el desarrollo del trabajo, se definieron varios conceptos
entre ellos el de productividad, concepto que se implantará en nuestra
empresa para aumentar le rentabilidad de la misma.
En este trabajo también definimos el proceso de fabricación del
papel higiénico, así como la producción de la materia prima para nuestro
producto.
Se realizó un análisis de los problemas que actualmente tenemos
en la planta por lo cual no podemos incrementar la producción en la línea
de rollos y los resultados de estos análisis nos ayudarán a tomar algunas
acciones que pudieran mejorar el proceso en los diferentes
departamentos de la empresa para poder aumentar la productividad de la
línea y resolver problemas como los de bajos stock de producto
terminado, el no cumplimiento de las producciones planeadas etc.
CAPÍTULO I
FUNDAMENTACIÓN DEL PROBLEMA
1 La empresa.
1.1 Generalidades.
Productos Tissue del Ecuador S.A. (PROTISA ECUADOR) es una
empresa dedicada a la fabricación y comercialización de papel Tissue
entre los cuales se encuentran los papeles higiénicos, servilletas,
pañuelos y faciales; así como también pañales de bebé, toallitas
húmedas, toallas femeninas y pañales de adulto. Las marcas que se
comercializan actualmente son Elite, Babysec, Ladysoft y Cotidian;
además de fabricación de marcas propias a varios autoservicios locales.
FIGURA N°1 PRODUCTOS SANITARIOS
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Marketing) Elaborado por: Andrés Bernal
Fundamentación del problema 3
La empresa forma parte del grupo económico CMPC (Compañía
Manufacturera de Papel y Cartón), presente en 8 países de América.
Empresas CMPC es un conglomerado de empresas dedicadas
especialmente al rubro papelero, siendo sus principales negocios el
forestal, la producción y comercialización de celulosa, diversos productos
de papel para embalaje, papeles para diario, para escritura, así como el
papel Tissue.
PROTISA ingresó al mercado ecuatoriano en el 2006, importando
Papel Higiénico, Servilletas, Papel Toalla, Faciales y Pañuelos de otras
empresas del grupo. La actual y moderna capacidad instalada, permite a
PROTISA abastecer al mercado ecuatoriano con más de 95% de
productos fabricados localmente; además de exportar a países de la
región como Colombia, México, y Bolivia.
Protisa cuenta hoy con más del 50% de participación de mercado en
papel higiénico con su marca Elite y, más de 70% en papel toalla marca
Elite, más de 60% en servilletas con sus marcas Elite, y cerca de 15% en
pañales marca Babysec; según informa CCR.
Así mismo, su participación en categorías como toallas higiénicas,
toallas húmedas y pañales para adultos está en franco crecimiento, al
igual que sus inversiones para desarrollar nuevos productos de manera
constante.
Los principios organizacionales los cumple toda la compañía
Productos Tissue del Ecuador a cabalidad, desde su Gerente General
hasta el mensajero; de esta manera crea lealtad en los clientes y
sobretodo confianza en el trabajo que desempeña el personal en la
empresa.
Pero cabe indicar que los resultados no son favorables durante el
tiempo que lleva operando en el país, ya que no se cumplen los
Fundamentación del problema 4
programas de producción y por ende las ventas del producto. Esto hace
importar producto terminado desde EEUU, Chile y Perú para poder
abastecer al mercado ecuatoriano, teniendo capacidad productiva
suficiente para no hacerlo.
Adicionalmente, también se tiene que acotar que la gran mayoría del
personal es muy inexperto en todas las áreas, lo cual indica que están
expuestos a errores y falta de controles en cada uno de los procesos
departamentales.
Productos Tissue del Ecuador es una compañía nueva en el país y
también como filial de CMPC, aunque como fabricantes de papel higiénico
y servilletas son muy conocidas en el mercado local por sus
competidores, por la calidad de sus productos y por el buen servicio que
ofrecen a los clientes de todos los países donde tienen operaciones.
Valor para sus clientes.- Protisa ofrece con su marca Elite,
productos innovadores, con altos estándares de calidad y producidos con
la última tecnología en el rubro, lo que respalda el posicionamiento de
máxima suavidad de la marca.
En papeles toalla Protisa ofrece productos muy absorbentes y
resistentes, atributos muy valorados para el uso del ama de casa en la
cocina y en el resto del hogar. Para el cuidado del bebé ofrece una línea
muy variada de productos que brindan la mayor comodidad a los bebés y
cuidado de la piel.
En protección femenina ofrece productos que brindan higiene,
comodidad y limpieza para la mujer de hoy. En el caso de los papeles
(higiénico, toalla, servilletas y pañuelos) la empresa busca llevar
productos dirigidos a todas las amas de casa del país; de igual forma en
Fundamentación del problema 5
cuidado de bebé tienen productos dirigidos para las mamás de todos los
segmentos.
FIGURA N°2
ÁREAS DE DISTRIBUCIÓN PRODUCTOS ELITE
Fuente: Productos Tissue del Ecuador (Departamento de Marketing).
Elaborado por: Andrés Bernal
Política social.- Protisa Ecuador tiene como visión; Fabricar
productos Tissue y sanitarios con procesos eficientes cumpliendo altos
estándares de calidad, comprometidos con la seguridad y el medio
ambiente, dentro de un buen clima laboral.
Protisa cuenta actualmente con la certificación “ABE” que los
acredita como buenos empleadores.
Además, la empresa exhibe altos estándares de cuidado
medioambiental, monitoreados por las autoridades competentes. Protisa
es una empresa amigable al medioambiente, al reciclar toneladas de
papel y convertirlas en productos de alta calidad.
Finalmente Protisa, con el respaldo de CMPC, continuará con un
plan sólido y sostenido de crecimiento a través de inversiones en
maquinaria, infraestructura y capacitación a su personal.
Fundamentación del problema 6
1.2 Tema
Diseño e implementación de un sistema de Producción: para
incrementar la productividad en el proceso de Fabricación de la línea de
Rollos de papel higiénico en la Planta Productos TISSUE DEL ECUADOR
S.A. (PROTISA ECUADOR).
1.3 Problema
Debido a la creciente demanda del Mercado en cuanto al consumo
de rollos de papel higiénico, la empresa se está viendo afectada en los
stock de producto terminado, en los constantes cambios de formato en la
máquina por falta de producto solicitado por nuestros clientes, en el
aumento de tiempos improductivos debido a las constantes intervenciones
que se deben realizar en los equipos por dichos cambios, disminuyendo
la vida útil de piezas que se requieren desmontar por los diferentes
formatos, la productividad de la línea de rollos no abastece para cumplir a
satisfacción la demanda de este Mercado, por tal razón dentro la
Corporación CMPC, se hace necesario la ubicación de una nueva línea
de producción de rollos de papel en Ecuador, puesto que, en ocasiones
se tiene que importar producto terminado ocasionando la salida de divisa
de nuestro país, y aumentando el costo de nuestros productos debido a
los aranceles que hay que pagar.
1.4 Antecedente.
Empresas CMPC, conocida también como La Papelera, es un
holding forestal y papelero chileno controlado por la familia local MATTE.
En la actualidad la firma cuenta con el segundo patrimonio forestal
de Chile y su principal negocio es la de la celulosa, que representa cerca
de un 35% de sus ventas consolidadas. CMPC S.A. es un importante
Fundamentación del problema 7
productor de celulosa y papel a nivel mundial. La compañía fue fundada
en 1920 y es pionera en el desarrollo forestal, fabricación de celulosa y
papel en Chile.
Actualmente es una empresa forestal integrada, organizada como un
holding con cinco unidades de negocios: Forestal, Celulosa, Papeles,
Tissue y Productos de Papel. Cada una de estas áreas funciona de
manera independiente, en el holding de la compañía se encuentra sólo la
coordinación general y la administración financiera de dichos negocios.
Por otra parte, las unidades de abastecimientos, sistemas
computacionales y otros relacionados a soporte administrativo, se
encuentran centralizados en Servicios Compartidos CMPC S.A., filial
creadas en el año 2005, la cual entrega soporte en estas tareas de forma
transversal a todas las filiales productivas.
Dentro de estas unidades o áreas de negocio se encuentra CMPC
Tissue, la cual está trabajando actualmente en 8 países de Centro y
Sudamérica (Chile, Argentina, Perú, Uruguay, Colombia, Ecuador, Brasil y
México).
Su gestión comprende desde el abastecimiento de la materia prima
e insumos, la producción de celulosa, hasta la comercialización del
producto a clientes nacionales e internacionales. Compatibiliza su
desarrollo industrial con una dedicada atención a la seguridad, salud y
bienestar de sus trabajadores y al continuo mejoramiento de su
desarrollo.
Esta empresa también conocida en el holding por sus iníciales como,
PROTISA ECUADOR empieza dichas actividades comerciales en el 2006
importando los productos terminados descritos en el párrafo anterior a la
cadena La Favorita - Supermaxi, pegando con más fuerza al entrar con
Fundamentación del problema 8
papel higiénico con la marca ELITE, el cual ha logrado un importante
liderazgo en cada uno de los mercados de la región.
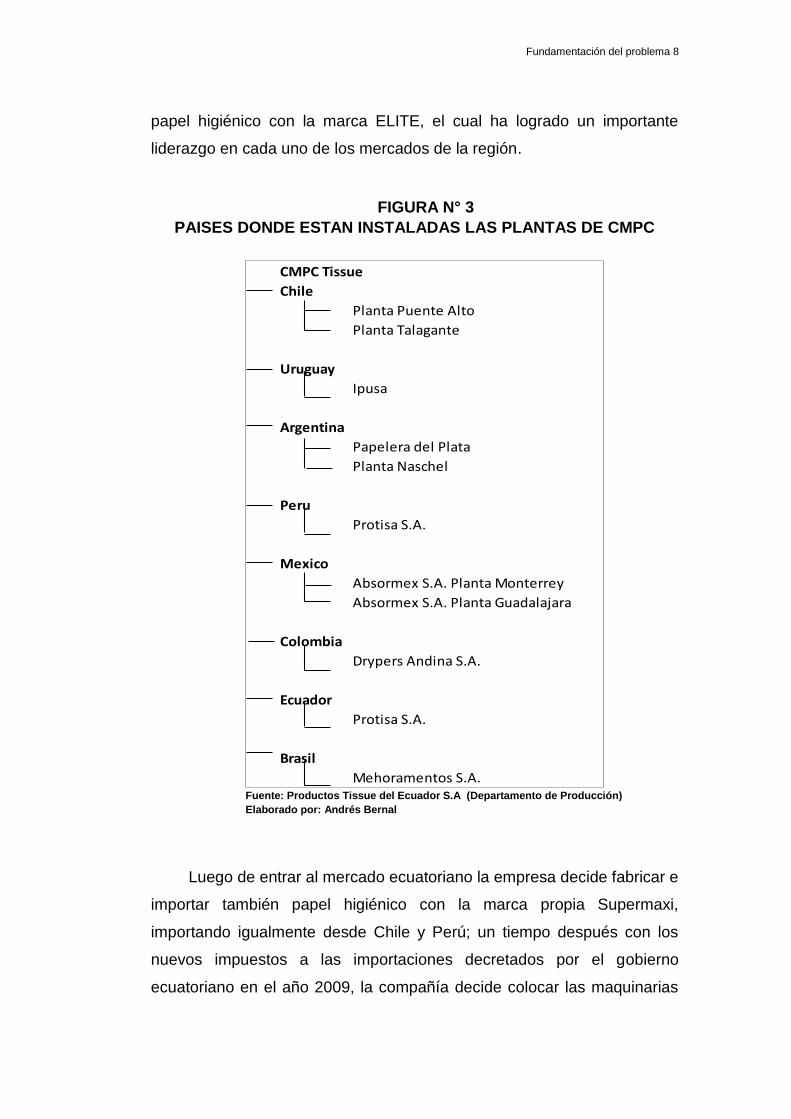
FIGURA N° 3
PAISES DONDE ESTAN INSTALADAS LAS PLANTAS DE CMPC
Fuente: Productos Tissue del Ecuador S.A (Departamento de Producción)
Elaborado por: Andrés Bernal
Luego de entrar al mercado ecuatoriano la empresa decide fabricar e
importar también papel higiénico con la marca propia Supermaxi,
importando igualmente desde Chile y Perú; un tiempo después con los
nuevos impuestos a las importaciones decretados por el gobierno
ecuatoriano en el año 2009, la compañía decide colocar las maquinarias
CMPC Tissue
Chile
Planta Puente Alto
Planta Talagante
Uruguay
Ipusa
Argentina
Papelera del Plata
Planta Naschel
Peru
Protisa S.A.
Mexico
Absormex S.A. Planta Monterrey
Absormex S.A. Planta Guadalajara
Colombia
Drypers Andina S.A.
Ecuador
Protisa S.A.
Brasil
Mehoramentos S.A.
Fundamentación del problema 9
para la fabricación de sus productos en el país, para lo cual empiezan sus
operaciones en Guayaquil en Septiembre del 2009, en un galpón
alquilado en el Km 14,5 vía a Daule frente al cuartel policial en Pascuales
(VER ANEXO#1).
Pero cabe indicar que los resultados no son favorables durante el
tiempo que lleva operando en el país, ya que no se cumplen los
programas de producción y por ende las ventas del producto. Esto hace
importar producto terminado desde EEUU, Chile y Perú para poder
abastecer al mercado ecuatoriano.
No se está aprovechando la capacidad de la planta, ya que al poder
fabricar 1000 ton mensuales, se está fabricando un promedio mensual de
837 ton, esta diferencia con respecto a la capacidad real del equipo hace
que la empresa tenga quiebres de stock y por ende perdidas de ventas y
crecimiento en el mercado por la falta de producto en el país.
Para poder cubrir dicha necesidad de producto en el mercado, lo que
la Gerencia General está haciendo es continuar importando producto
terminado desde EEUU, Chile y Perú; lo más preocupante para Productos
Tissue del Ecuador es que la marca está tomando fuerza y la tendencia
de ventas indica que los pedidos crecerán favorablemente; pero en la
actualidad lamentablemente la parte operativa no puede satisfacer la
necesidad del mercado.
1.5 Justificativos.
Como resultado del levantamiento de los problemas encontrados en
la empresa Productos Tissue del Ecuador se llega a la conclusión de que
con la implementación de nuevos métodos de trabajos conseguiremos:
Cumplir con la planificación de producción.
Evitar cambios de formatos repentinos.
Fundamentación del problema 10
Mantener stocks adecuados de producto terminado.
Brindar estabilidad de funcionamiento a las maquinas.
Reducir la salida de divisas al exterior.
1.6 Datos de la empresa.
Protisa es una empresa del Holding CMPC división Tissue dedicada
a la fabricación y comercialización de papeles higiénicos, pañuelos
desechables, servilletas, toallas higiénicas, toallas de papel y pañales
desechables.
Especialista en la conversión y comercialización de papel Tissue,
tiene presencia en el país con su marca Elite desde el año 2006.
Actualmente cuenta con una oficina comercial en la ciudad de Quito y una
moderna planta de conversión en Guayaquil, generando empleo para más
de 170 familias Ecuatorianas.
La excelente calidad de nuestros productos, precios competitivos en
el mercado, el alto grado de conocimiento de las necesidades de nuestros
consumidores y el buen nivel de servicio otorgado a nuestros clientes, nos
han identificado a lo largo de estos años posicionándonos hoy dentro de
los principales proveedores de productos higiénicos en Ecuador.
Dirección: Km 14.5 Vía A Daule Entrando por La Brahma frente al
Cuartel De Policía de Pascuales, la empresa trabaja con el código CIIU:
(CIIU: C1709.11)
1.7 Estrategia empresarial.
Visión.- Ser referentes en nuestros sistemas de gestión, resultados
y costos operacionales cumpliendo nuestra política de higiene y seguridad
a través de un equipo alineado y altamente motivado.
Fundamentación del problema 11
Misión.- Fabricamos productos Tissue y sanitarios con procesos
eficientes cumpliendo altos estándares de calidad, comprometidos con la
seguridad y el medio ambiente, dentro de un buen clima laboral.
Para Productos Tissue del Ecuador la excelencia en la gestión
incluye la conducta íntegra, responsable y leal de cada colaborador en la
cadena de negocios. Tenemos el convencimiento que una conducta ética
favorece relaciones de confianza y credibilidad con nuestro público
relevante. En este sentido, la ética forma parte fundamental de nuestra
estrategia de negocios, basada en la construcción de relaciones
comerciales sólidas y honestas, que aportan al crecimiento de la
Compañía, sus trabajadores y de la sociedad.
El Código de Conducta de Producto Tissue del Ecuador está basado
en 5 Principios Generales que se indicarán a continuación.
1. Respeto por las personas
Productos Tissue del Ecuador respeta y valora a todas las personas
con quienes debe interactuar como seres humanos sujetos de dignidad,
sean estos trabajadores, contratistas, proveedores, clientes, vecinos de
las instalaciones, accionistas.
Valoramos el buen trato, la franqueza, la lealtad, la confianza y la
buena fe. Además, cuidamos la salud y la integridad de las personas, por
lo que estamos comprometidos con proporcionar un ambiente seguro,
higiénico y sano en las instalaciones.
2.- Cumplimiento estricto de la ley
Producto Tissue del Ecuador valora y respeta las regulaciones
legales que rigen sus actividades. Todos los directivos, ejecutivos y
trabajadores están comprometidos con el cumplimiento estricto de la
Fundamentación del problema 12
legislación vigente en todos los aspectos involucrados en el desarrollo de
sus negocios.
Este compromiso incluye un apego a todas las normativas y
regulaciones nacionales e internacionales, aplicables a las operaciones y
transacciones que realizan las distintas filiales de CMPC, para de esta
manera aportar con el buen desenvolvimiento de sus actividades en el
sector donde se desenvuelven en sus actividades.
3. Cuidado del medioambiente
Producto Tissue del Ecuador valora el desarrollo sustentable,
promoviendo el cuidado del medioambiente y de los recursos naturales
para no afectar a las próximas generaciones. Los directivos, ejecutivos y
trabajadores están comprometidos con el respeto del medioambiente y
realizan sus labores de acuerdo a las normativas legales y a estándares
de mercado.
Producto Tissue del Ecuador resguarda el desarrollo sostenible de
sus procesos a través de la generación de energía renovable a partir de
biomasa, el consumo cuidadoso y eficiente de agua y materias primas, la
utilización de fibras recicladas y el manejo certificado de sus plantaciones
forestales renovables.
Consideramos una constante mitigación de los impactos
ambientales, manteniendo políticas de inversión en materia
medioambiental que promueven el mejoramiento continuo de las
operaciones.
Producto Tissue del Ecuador tiene un compromiso con la
preservación de la biodiversidad a través de la conservación del bosque
nativo existente dentro de su patrimonio, el resguardo de la flora y fauna
Fundamentación del problema 13
en peligro de extinción y la identificación, conservación y restauración de
áreas de Alto Valor Ambiental.
4. Consideración por las necesidades de los vecinos.
Producto Tissue del Ecuador valora el construir una relación de
colaboración con sus vecinos con el fin de maximizar los beneficios
sociales de sus operaciones. Los gerentes y ejecutivos tienen el
compromiso de traspasar los avances y desarrollos a las comunidades
vecinas. Para eso, mantienen una actitud atenta y abierta hacia los
vecinos, identificando constantemente sus necesidades, anhelos y
posibilidades de colaboración.
Ponemos especial énfasis en apoyar la educación a través de los
programas educativos de la Fundación CMPC, programas los cuales los
llevan a cabo en todos los países donde tienen actividad comercial.
Los ejecutivos de las plantas de Producto Tissue del Ecuador
mantienen especial consideración por los niveles de empleo local y por
colaborar con los desafíos de las autoridades.
5. Lealtad al competir.
Producto Tissue del Ecuador valora la libre competencia como la
esencia de la economía de mercado ya que favorece el desarrollo de más
y mejores productos y servicios, a menor precio para los consumidores.
Buscamos competir lealmente, fabricando y comercializando
productos de calidad que satisfagan adecuadamente, y a un precio
razonable, las necesidades de consumidores y clientes. Estamos
comprometidos con el uso de prácticas de marketing y publicidad que de
ninguna manera causen engaño o perjuicio a consumidores, distribuidores
y competidores o que restrinjan la competencia.
Fundamentación del problema 14
Tenemos un compromiso con la integridad en el manejo de la
información confidencial y privilegiada, cumpliendo estrictamente las
regulaciones en la materia. La información pública entregada por la
Compañía se basa en los principios de exactitud, veracidad, oportunidad
y suficiencia.
Tomamos decisiones comerciales basadas en sanas prácticas de
administración que coincidan con el mejor interés para la Compañía y no
arbitrariamente por intereses personales o presiones externas.
Valores.
Productividad y Eficiencia.- Buscamos optimizar la relación entre
la producción, los recursos naturales y materiales, financieros y de talento
humano utilizado, consiguiendo con esto la continua reducción de costos,
con una alta eficiencia que debe traducirse en una mayor satisfacción a
nuestros clientes.
Innovación.- Practicamos la innovación permanente y progresiva
para alcanzar el nivel de superación y excelencia en nuestra producción,
satisfacción del cliente, en el liderazgo y la aplicación de valores en
nuestras actividades diarias.
Creatividad e Iniciativa.- Propiciamos los foros necesarios para
inspirar y desarrollar una actitud creativa en la consecución de nuestros
objetivos, en la atención a nuestros clientes y la mejora continua de
nuestra capacidad para establecer alternativas en la búsqueda de
soluciones.
Integridad.- Creemos que todos nuestros colaboradores son
inspirados para alcanzar niveles de integridad, por medio de la práctica de
Fundamentación del problema 15
la verdad, la justicia, la honestidad, la solidaridad, el equilibrio, la
tolerancia y el respeto a su prójimo.
Confiabilidad.- Creemos que el crecimiento y desarrollo se lo
alcanza sobre la base de la confianza y seguridad que tiene nuestra gente
en su capacidad de enfrentar y superar los desafíos.
Profesionalismo.- Ejecutamos nuestro trabajo consciente de que la
mejor manera de hacerlo es mediante la aplicación del más alto grado de
profesionalismo, técnica y métodos científicos del sector.
1.8 Objetivos
1.8.1 Objetivo General.
Aumentar la productividad de la línea de Rollos de papel Higiénico
para cumplir con la demanda en el mercado local.
1.8.2. Objetivos Específicos.
Mantener stock en las bodegas de producto terminado.
Disminuir cambios de Formatos en las máquinas.
Reducir la salida de divisa del país, con la importación de producto
terminado
1.9 Recursos Productivos.
1.9.1 Recurso humano.
El recurso Humano de la Planta Productos Tissue del Ecuador está
compuesto por 4 grupos de trabajos los cuales realizan sus labores de
Fundamentación del problema 16
producción en turnos rotativos. Se laboran las 24 horas del día, los 7 días
de la semana, la labor de logística es brindad por personal externo a la
planta que prestan su servicio al operador logístico Ransa.
Durante el turno de Producción, las personas son lideradas por el
operador líder de la máquina PCMC y por el supervisor de Producción de
la planta.
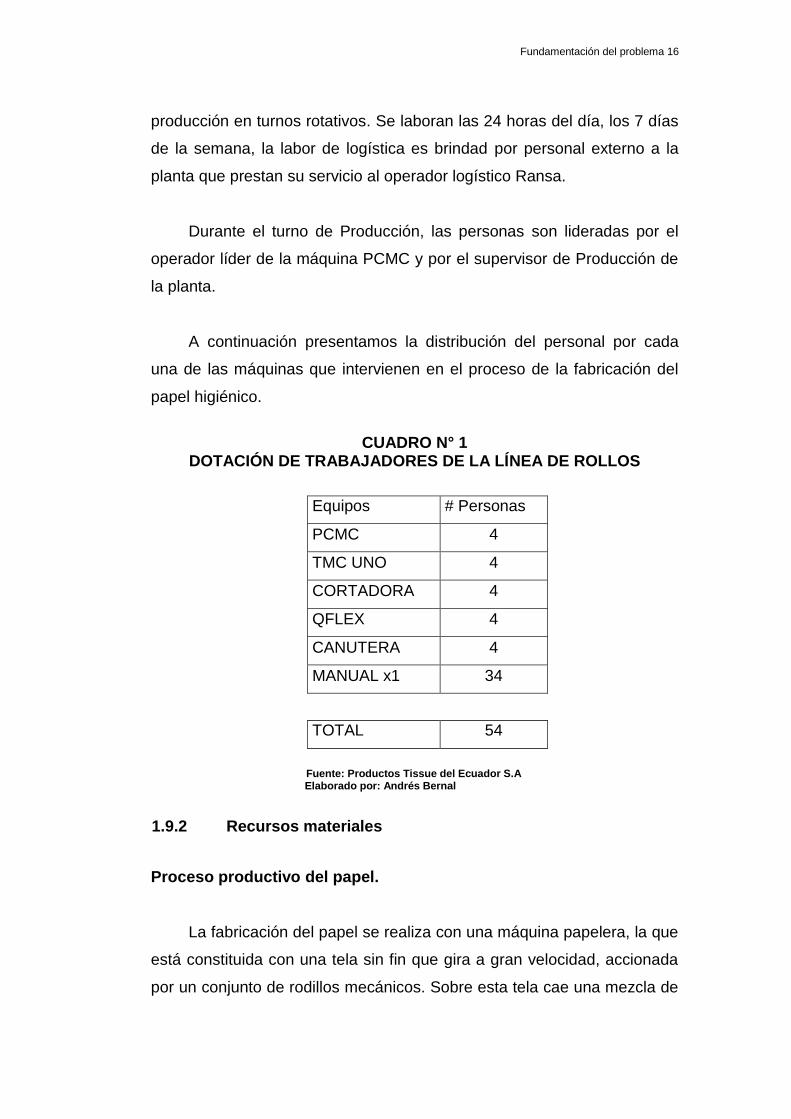
A continuación presentamos la distribución del personal por cada
una de las máquinas que intervienen en el proceso de la fabricación del
papel higiénico.
CUADRO N° 1
DOTACIÓN DE TRABAJADORES DE LA LÍNEA DE ROLLOS
Equipos # Personas
PCMC 4
TMC UNO 4
CORTADORA 4
QFLEX 4
CANUTERA 4
MANUAL x1 34
TOTAL 54
Fuente: Productos Tissue del Ecuador S.A Elaborado por: Andrés Bernal
1.9.2 Recursos materiales
Proceso productivo del papel.
La fabricación del papel se realiza con una máquina papelera, la que
está constituida con una tela sin fin que gira a gran velocidad, accionada
por un conjunto de rodillos mecánicos. Sobre esta tela cae una mezcla de
Fundamentación del problema 17
fibras que forman una capa que pasa por rodillos que la succionan y la
secan, al papel. Luego esta se rebobina y almacena
Preparación de la madera.
Etapa I.- la madera es obtenida en forma sustentable de los bosques
cultivados del país y trasladados en camiones a la fábrica de celulosa,
donde se depositan en el sector industrial para su elaboración posterior.
Etapa II.- Los trozos de madera que provienen de los bosques
cosechados, entran a la fábrica para sacarles la cáscara y la corteza.
Etapa III.- Luego es picada en pequeñas partes o costillas por una
máquina llamada chipiadora y se acumula en grandes pilos a la espera de
ser utilizadas.
Cocción
Etapa IV.- Las astillas son sumergidas a altas temperaturas (130 y
179 grados ceelsius) en un licor compuesto de agua y otros quimicos,
sulfitos y soda cáustica para serparar las fibras de la madera y obtener
pasta de celulosa.
Blanqueo.
Etapa V.- La pasta de celulosa es depositada en otros tambores
donde se agregan productos químicos para blanquearlos, tales como
dióxido de cloro, oxígeno, peróxido soda cáustica.
Esto permitirá tener un papel más blanco, según el tipo de producto
que quiera el fabricante, desde papeles económicos, hasta papeles de
primera calidad.
Fundamentación del problema 18
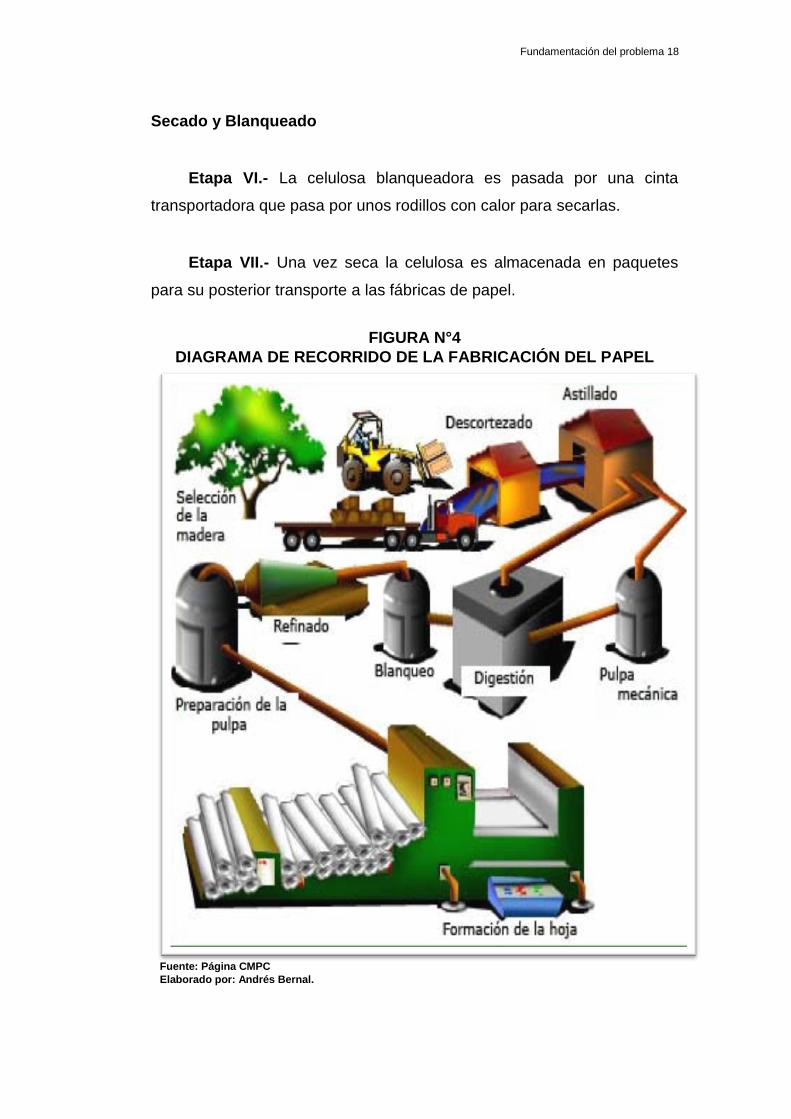
Secado y Blanqueado
Etapa VI.- La celulosa blanqueadora es pasada por una cinta
transportadora que pasa por unos rodillos con calor para secarlas.
Etapa VII.- Una vez seca la celulosa es almacenada en paquetes
para su posterior transporte a las fábricas de papel.
FIGURA N°4
DIAGRAMA DE RECORRIDO DE LA FABRICACIÓN DEL PAPEL
Fuente: Página CMPC
Elaborado por: Andrés Bernal.

Fundamentación del problema 19
FIGURA N°5
ROLLO DE PAPEL AL FINAL DEL PROCESO
Fuente: Página CMP
Elaborado por: Andrés Bernal.
1.9.3 Recursos físicos (Fabricación de rollos de papel higiénico)
En el recurso físico de nuestra planta tenemos la maquinaria que se
utiliza para transformar la materia prima en Producto terminado.
La maquinaria que intervienen en el proceso de fabricación del rollo del
papel higiénico tenemos:
Máquina Canutera
Línea PCMC ( compuesta por varios bloques)
La Cortadora Orbital
La empaquetadora TMC UNO
La ensacadora Qualiflex
La embaladora
Máquina Canutera.- este equipo es el encargado de fabricar los
tubetes donde va a ser rebobinado el papel en los metrajes
Fundamentación del problema 20
correspondientes al producto solicitado, los insumos principales de esta
máquina son las rodelas de tortas Kraff y la goma, este equipo es de
procedencia Italiana, al igual que toda la línea PCMC.
La Línea PCMC está dividida en varios bloques como es el bloque
desbobinador, el gofrador, el rebobinador, el encolador y el acumulador.
Desbobinadoras.- este equipo es el punto de inicio del proceso es
aquí donde se montan los jumbos de papel (materia prima), este equipo
se encarga de desbobinar los jumbos llegando a velocidades de hasta
550mtrs/min, cabe recalcar que en esta unidad existen dos
desbobinadores que tienen que trabajar en forma sincronizada.
Gofrador.- este equipo es el encargado de unir las dos hojas que
están siendo desbobinadas por los desbobinadores, el gofrador está
compuesto por dos rodillos de goma y dos rodillos de acero, la función de
los dos rodillos de goma es de aplicar goma en una de las caras de las
hojas, mientras que los dos rodillos de acero son los encargados de unir
mediante presión dichas hojas.
Rebobinador.- este equipo es el encargado de una vez ambas hoja
están unidas de rebobinar el papel en el canuto en los metrajes que se
hayan designado para la producción, en este equipo se realiza el corte
longitudinal de la hoja enviando los logs al encolador.
Encolador.- es aquí donde se aplica goma en las puntas de las
hojas para que al momento de sean enviados al acumulador de Logs no
se desenvuelvan, el encolador trabaja con ductos los cuales transporta la
goma desde el recipiente hasta el equipo.
Acumulador de log.- una vez los logs lleguen al acumulador este es
el encargado de enviar en cantidades de 4 hacia los carriles de la
Fundamentación del problema 21
Cortadora Orbital, el acumulador de logs está compuesto por bandejas las
cuales mediante arrastres de cadenas hacen llegar la cantidades de
producto necesario para abastecer la cortadora.
Cortadora Orbital.- la cortadora orbital es la máquina encargada de
cortar los logs de papel en rollos, de acuerdo a las especificaciones
establecidas para el producto.
Máquina empaquetadora TMC UNO.- esta máquina es la
encargada de empaquetar los productos en las diferentes presentaciones
que salen en el mercado, está diseñada para realizar formatos de
presentación de 4, 6, 8, 12, 16, 18, 24 unidades por paquetes.
Máquina ensacadora.- es aquí donde se forman los bultos de
productos de acuerdos a las especificaciones para poder ser palletizado,
embalado y almacenado.
Máquina embaladora.- aquí los pallets que se formaron al salir de
la ensacadora deberán de ser embalados mediante esta máquina, para
que puedan ser retirados por el departamento de bodega.
1.9.4. Productos y servicios.
1.9.4.1 Productos.
Productos de papel Tissue y dispensadores especializados,
diseñados para satisfacer las necesidades higiénicas de todo tipo de
empresas. La calidad de nuestros papeles higiénicos, toallas de papel,
servilletas blancas, servilletas impresas, sabanillas y jabones aseguran
siempre los mejores resultados dentro de los hogares y sitio donde
nuestros productos se encuentren, brindado siempre la seguridad y el
confort que nuestros usuarios necesitan, llenando a cabalidad las
expectativas formadas por los consumidores.
Fundamentación del problema 22
Productos Hogar
Marcas líderes en innovación y calidad al servicio de las
necesidades de nuestros consumidores (Elite, Ladysoft, Babysec,
Cotidian), productos reconocidos a lo largo de todos los países por la
calidad del producto que se ofrece dentro de la corporación.
Elite.-Están elaborados con las más puras fibras de papel Tissue con
máxima suavidad y calidad en papel higiénico, toallas, servilletas,
pañuelos y faciales.
FIGURA N°6 PRODUCTOS TISSUE PARA EL HOGAR
Fuente: Página CMPC Elaborado por: Andrés Bernal
Babysec
Ofrece una línea completa de Pañales Desechables para Bebés y
Toallitas Húmedas para satisfacer hasta las necesidades más exigentes
de nuestros consumidores.
Nuestros pañales contienen partículas súper absorbentes que
transforman la humedad en gel, manteniendo la piel del bebé más seca y
saludable por más tiempo, (Mamá lo pensó, Babysec lo hizo).
Fundamentación del problema 23
FIGURA N°7 PROUCTOS SANITARIOS BABYSEC
Fuente: Página CMPC. Elaborado por: Andrés Bernal.
Ladysoft
Cuenta con una amplia gama de productos para otorgar protección y
comodidad a la mujer actual. Toallas femeninas para satisfacer las
principales necesidades de protección de la mujer en esos días y
protectores diarios, diseñados para brindar comodidad y la máxima
discreción
FIGURA N°8 PRODUCTOS SANITARIOS LADYSOFT
Fuente: Página CMPC Elaborado por: Andrés Bernal.
Fundamentación del problema 24
Tipos de Productos que se fabrican.
Nuestra empresa tiene una variedad de producto en diferentes
presentaciones para el abastecimiento de todo el mercado local.
(Ver anexo #2)
Entre los productos constituidos en el mercado tenemos:
Papel Higiénico AKI.
Papel higiénico Elite Celeste.
Producto Económico como lo es el Elite Extra.
Productos para Supermercados como lo es el Elite Perfumado.
Productos con Marca Privada como Supermaxi y Santa María.
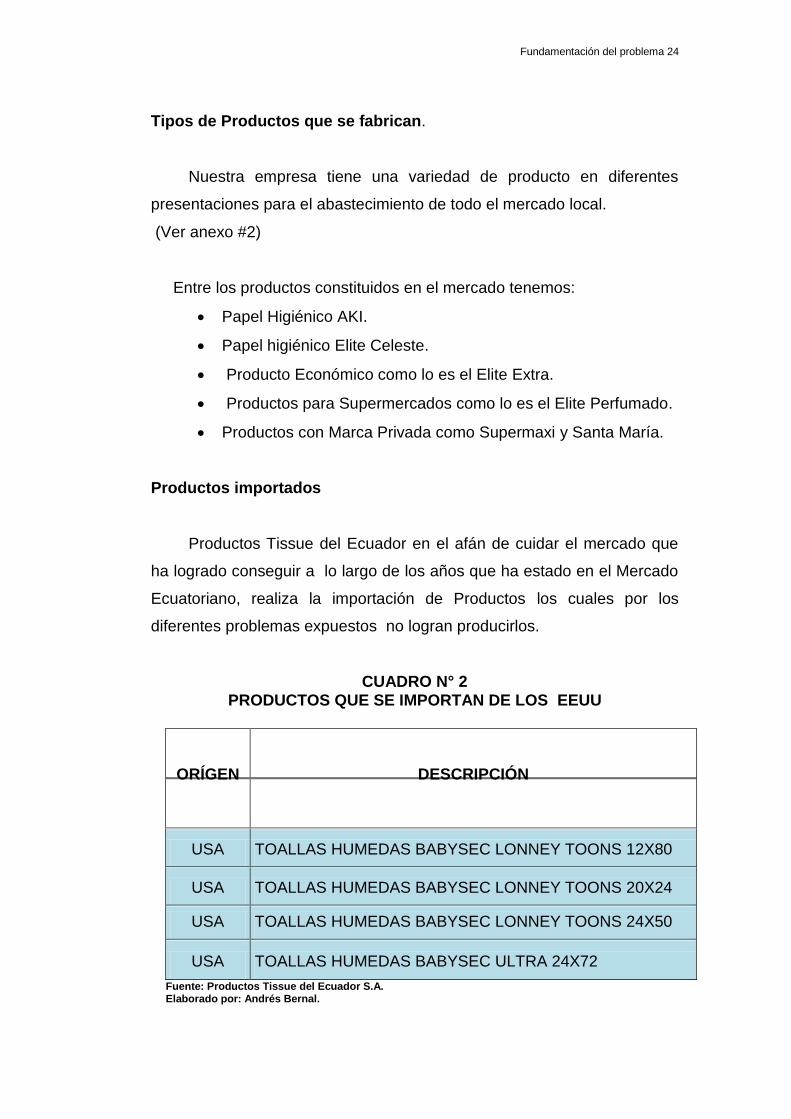
Productos importados
Productos Tissue del Ecuador en el afán de cuidar el mercado que
ha logrado conseguir a lo largo de los años que ha estado en el Mercado
Ecuatoriano, realiza la importación de Productos los cuales por los
diferentes problemas expuestos no logran producirlos.
CUADRO N° 2 PRODUCTOS QUE SE IMPORTAN DE LOS EEUU
ORÍGEN DESCRIPCIÓN
USA TOALLAS HUMEDAS BABYSEC LONNEY TOONS 12X80
USA TOALLAS HUMEDAS BABYSEC LONNEY TOONS 20X24
USA TOALLAS HUMEDAS BABYSEC LONNEY TOONS 24X50
USA TOALLAS HUMEDAS BABYSEC ULTRA 24X72
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
Fundamentación del problema 25
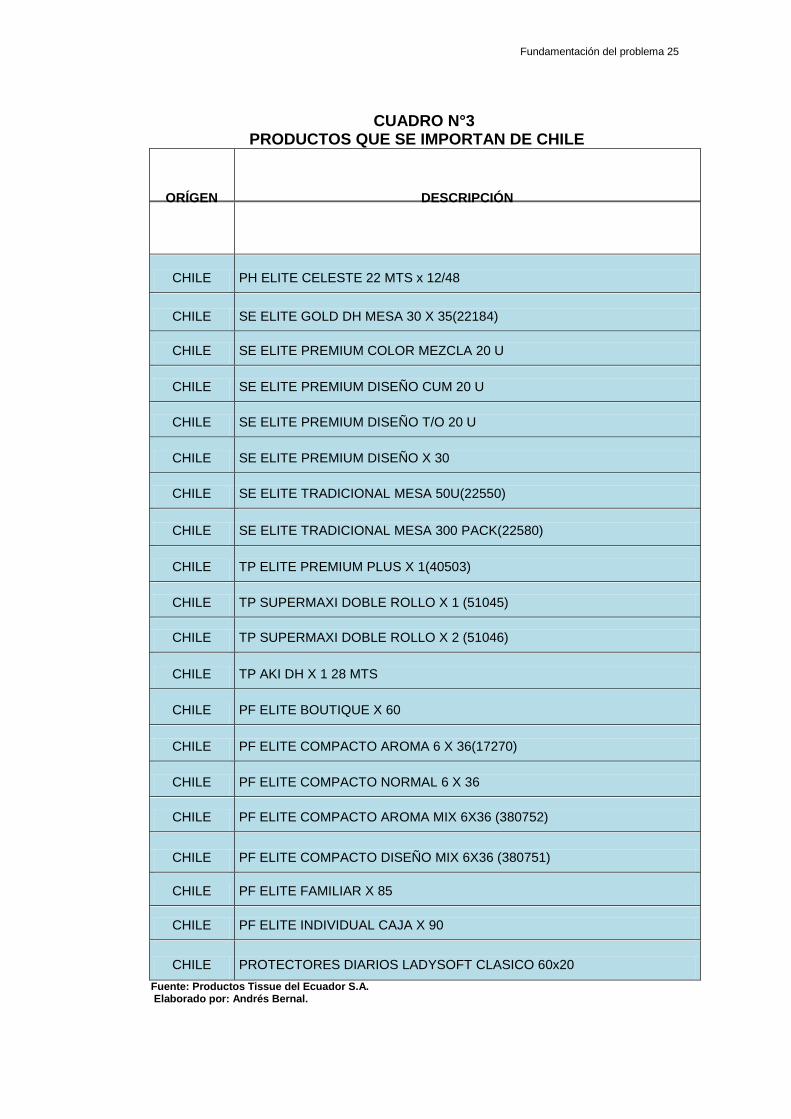
CUADRO N°3
PRODUCTOS QUE SE IMPORTAN DE CHILE
ORÍGEN DESCRIPCIÓN
CHILE PH ELITE CELESTE 22 MTS x 12/48
CHILE SE ELITE GOLD DH MESA 30 X 35(22184)
CHILE SE ELITE PREMIUM COLOR MEZCLA 20 U
CHILE SE ELITE PREMIUM DISEÑO CUM 20 U
CHILE SE ELITE PREMIUM DISEÑO T/O 20 U
CHILE SE ELITE PREMIUM DISEÑO X 30
CHILE SE ELITE TRADICIONAL MESA 50U(22550)
CHILE SE ELITE TRADICIONAL MESA 300 PACK(22580)
CHILE TP ELITE PREMIUM PLUS X 1(40503)
CHILE TP SUPERMAXI DOBLE ROLLO X 1 (51045)
CHILE TP SUPERMAXI DOBLE ROLLO X 2 (51046)
CHILE TP AKI DH X 1 28 MTS
CHILE PF ELITE BOUTIQUE X 60
CHILE PF ELITE COMPACTO AROMA 6 X 36(17270)
CHILE PF ELITE COMPACTO NORMAL 6 X 36
CHILE PF ELITE COMPACTO AROMA MIX 6X36 (380752)
CHILE PF ELITE COMPACTO DISEÑO MIX 6X36 (380751)
CHILE PF ELITE FAMILIAR X 85
CHILE PF ELITE INDIVIDUAL CAJA X 90
CHILE PROTECTORES DIARIOS LADYSOFT CLASICO 60x20
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
Fundamentación del problema 26
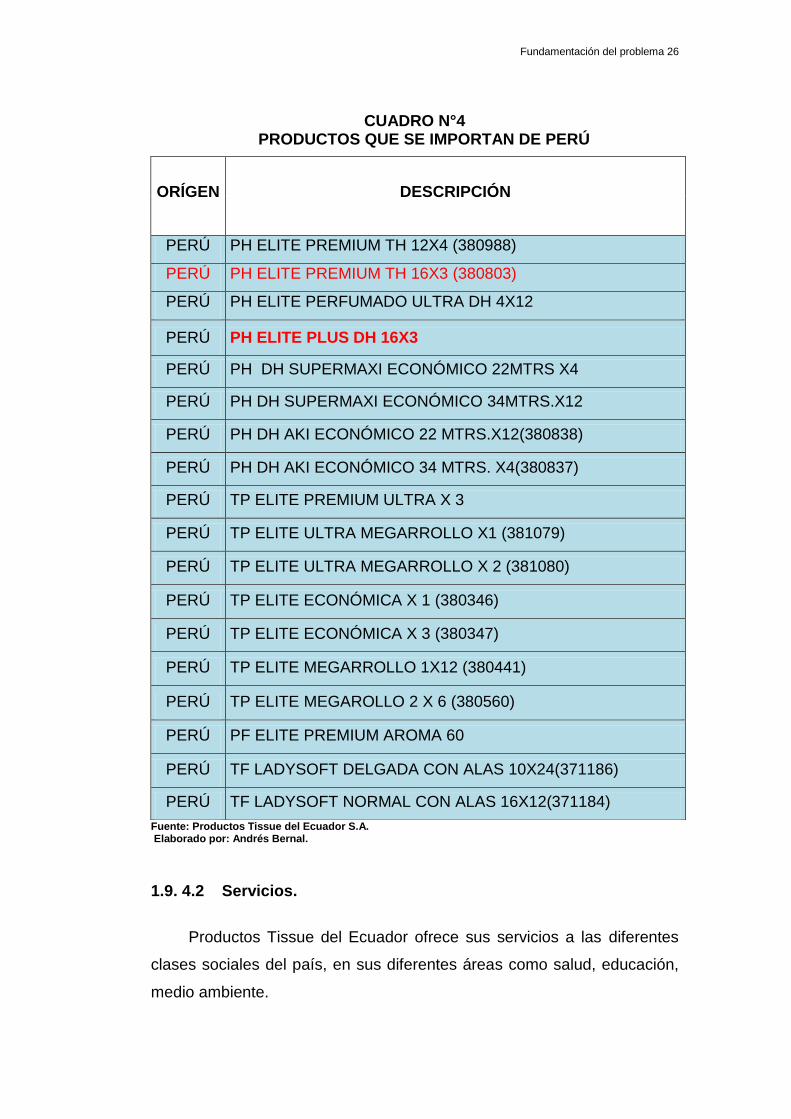
CUADRO N°4 PRODUCTOS QUE SE IMPORTAN DE PERÚ
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
1.9. 4.2 Servicios.
Productos Tissue del Ecuador ofrece sus servicios a las diferentes
clases sociales del país, en sus diferentes áreas como salud, educación,
medio ambiente.
ORÍGEN DESCRIPCIÓN
PERÚ PH ELITE PREMIUM TH 12X4 (380988)
PERÚ PH ELITE PREMIUM TH 16X3 (380803)
PERÚ PH ELITE PERFUMADO ULTRA DH 4X12
PERÚ PH ELITE PLUS DH 16X3
PERÚ PH DH SUPERMAXI ECONÓMICO 22MTRS X4
PERÚ PH DH SUPERMAXI ECONÓMICO 34MTRS.X12
PERÚ PH DH AKI ECONÓMICO 22 MTRS.X12(380838)
PERÚ PH DH AKI ECONÓMICO 34 MTRS. X4(380837)
PERÚ TP ELITE PREMIUM ULTRA X 3
PERÚ TP ELITE ULTRA MEGARROLLO X1 (381079)
PERÚ TP ELITE ULTRA MEGARROLLO X 2 (381080)
PERÚ TP ELITE ECONÓMICA X 1 (380346)
PERÚ TP ELITE ECONÓMICA X 3 (380347)
PERÚ TP ELITE MEGARROLLO 1X12 (380441)
PERÚ TP ELITE MEGAROLLO 2 X 6 (380560)
PERÚ PF ELITE PREMIUM AROMA 60
PERÚ TF LADYSOFT DELGADA CON ALAS 10X24(371186)
PERÚ TF LADYSOFT NORMAL CON ALAS 16X12(371184)
Fundamentación del problema 27
Nuestra empresa entrega productos para el uso de niños y adultos
bajo los estándares de calidad, estándares que se manejan a lo largo de
toda la corporación.
Además contribuye con la educación mediante donaciones y
capacitaciones a docentes de diferentes establecimientos en las ciudades
y sectores de nuestro país.
Contribuye con el cuidado del medio ambiente, mediante
lanzamientos de campañas de reciclaje.
Además de brindarles servicio a los hogares lo hace también a las
Industrias con sus productos de limpieza bajo la marca de Unilimpio,
llegando a si a todo el país en cada uno los sectores.
1.10 Marco teórico.
En el presente capítulo se exponen la revisión de la literatura, las
bases teóricas, para el correspondiente estudio del tema:
Productividad.- Sumanth y Ochmond catalogaron más de cincuenta
técnicas para mejoramiento de la productividad. La clasificación se hizo
en cinco tipos básicos apoyados en: Tecnología, Trabajo, Producto,
Procesos, Materiales.
La Productividad.- Es la cantidad de productos y servicios
realizados con los recursos utilizados. Utilización eficiente y efectiva de
los recursos (insumos) al producir bienes o servicios (productos).
Cantidad de productos obtenidos
Productividad = --------------------------------------------------------
Cantidad de recursos utilizados
Fundamentación del problema 28
¿Qué es la Ingeniería Industrial?
Es la rama de la ingeniería que busca optimizar los recursos de la
empresa (Materiales, mano de obra, maquinaria/equipo, herramientas y
moneda) para maximizar los resultados de la misma (aumentar
producción, ventas, utilidades y disminuir costos)
¿Cuándo y dónde se origina el concepto de productividad?
Aparece por primera vez en un artículo de Quensay en el año de
1776 en Inglaterra, tiempos en los que nacía la economía como ciencia
(con el libro de Adam Smith “La riqueza de las naciones”).
Tiempo después, como segunda ocasión aparece el concepto en
1883, LITTKE definió productividad como “la facultad de producir es igual
al de deseo de producción”, refiriéndose en facultad de producir a la
capacidad instalada o tamaño de la planta.
Eficacia.- El concepto de eficacia dentro de una industria productora
se basa en alcanzar los objetivos, sin poner atención a los recursos que
se utilizan.
Resultados
Eficacia = ----------------
Objetivos
Eficiencia.- Alcanzar el mejor grado de cumplimiento de objetivos, al
menor costo posible y con los recursos indispensables.
Técnicas de mejoramiento de la productividad.- Comprende una
serie de técnicas, herramientas, métodos e instrumentos destinados a
generar un mayor valor agregado en función a los insumos de los cuales
se ha hecho uso.
Fundamentación del problema 29
Tenemos en primer lugar a las técnicas de ingeniería industrial y
análisis económico, entre las cuales se encuentran:
Estudio del trabajo, Estudio de métodos, Medición del trabajo,
Simplificación del trabajo, Análisis de Pareto, Sistema Just in Time
Mantenimiento Productivo Total, Gestión de Calidad Total ABC / ABM,
Análisis Coste-Beneficios, Presupuesto Base Cero
Asignación de la productividad a los costos, Control Estadístico de
Proceso.
1.11. Metodología.
El diseño de la investigación que sustenta este proyecto será el de
campo, lo que permitirá que la investigación adquiera gran valor debido a
la posibilidad de levantar la información necesaria para la elaboración del
diagnóstico y la determinación de requerimientos propios del estudio.
Revisión bibliográfica: Se utilizará como base complementaria a la
investigación central, con el fin de recopilar y revisar todas aquellas
bibliografías, manuales, revistas, red de internet e investigaciones
Herramientas de análisis de Problemas
Diagrama de ISHIKAWA, o diagrama causa Efecto.- El diagrama
de Ishikawa, también llamado diagrama de espina de pescado, que
consiste en una representación gráfica sencilla en la que puede verse de
manera relacional una especie de espina central, que es una línea en el
plano horizontal, representando el problema a analizar, que se escribe a
su derecha.
El problema analizado puede provenir de diversos ámbitos como la
salud, calidad de productos y servicios, fenómenos sociales,
Fundamentación del problema 30
organización, etc. A este eje horizontal van llegando líneas oblicuas -
como las espinas de un pez- que representan las causas valoradas como
tales por las personas participantes en el análisis del problema. A su vez,
cada una de estas líneas que representa una posible causa, recibe otras
líneas perpendiculares que representan las causas secundarias.
Cada grupo formado por una posible causa primaria y las causas
secundarias que se le relacionan forman un grupo de causas con
naturaleza común. Este tipo de herramienta permite un análisis
participativo mediante grupos de mejoras o grupos de análisis, que
mediante técnicas como por ejemplo la lluvia de ideas, sesiones de
creatividad y otras, facilita un resultado óptimo en el entendimiento de las
causas que originan un problema, con lo que puede ser posible la
solución del mismo.
Es una forma de presentar y organizar posibles teorías de causas de
problemas a los cuales se ven sujetos en la industria o en cualquier
ámbito laboral, esta herramienta nos proporcionará la ayuda en el
momento de enfocarnos en un problema analizando las diferentes
situaciones.
Diagrama de Pareto, o 80 – 20.- El diagrama de Pareto, también
llamado curva cerrada o Distribución A-B-C, es una gráfica para organizar
datos de forma que estos queden en orden descendente, de izquierda a
derecha y separados por barras. Permite, pues, asignar un orden de
prioridades.
El diagrama permite mostrar gráficamente el principio de Pareto
(pocos vitales, muchos triviales), es decir, que hay muchos problemas sin
importancia frente a unos pocos muy importantes. Mediante la gráfica
colocamos los "pocos que son vitales" a la izquierda y los "muchos
triviales" a la derecha.
Fundamentación del problema 31
El diagrama facilita el estudio de las fallas en las industrias o
empresas comerciales, así como fenómenos sociales o naturales
psicosomáticos, como se puede ver en el ejemplo de la gráfica al principio
del artículo.
Hay que tener en cuenta que tanto la distribución de los efectos
como sus posibles causas no es un proceso lineal sino que el 20% de las
causas totales hace que sean originados el 80% de los efectos.
Herramientas que se utilizan para priorizar los problemas o las
causas que los generen.
Diagrama de flujo de proceso. El diagrama de flujo o diagrama de
actividades es la representación gráfica del algoritmo o proceso.
Se utiliza en disciplinas como programación, economía, procesos
industriales y psicología cognitiva, este diagrama nos permite identificar
cada uno de los puntos de trabajo que intervienen en nuestros procesos.
En Lenguaje Unificado de Modelado (UML), un diagrama de
actividades representa los flujos de trabajo paso a paso de negocio y
operacionales de los componentes en un sistema. Un diagrama de
actividades muestra el flujo de control general.
En SysML el diagrama de actividades ha sido extendido para indicar
flujos entre pasos que mueven elementos físicos (gasolina) o energía
(presión). Los cambios adicionales permiten al diagrama soportar mejor
flujos de comportamiento y datos continuos.
Estos diagramas utilizan símbolos con significados definidos que
representan los pasos del algoritmo, y representan el flujo de ejecución
medición.
Fundamentación del problema 32
Diagrama de recorrido.
El diagrama de recorrido es un esquema de distribución de planta en
un plano bi o tridimensional a escala, que muestra dónde se realizan
todas las actividades que aparecen en el DAP.
Cuando se desea mostrar el movimiento de más de un material o de
una persona que interviene en el proceso en análisis sobre el mismo
diagrama, cada uno puede ser identificado por líneas de diferentes
colores o de diferentes trazos, para de esta manera hacer visible cada
uno de los recorridos dentro de un proceso.
Cabe indicar que en este diagrama se pueden hacer dos tipos de
análisis, los cuales detallaremos de manera breve en el presente trabajo.
a) El primero, de seguimiento al hombre, donde se analizan los
movimientos y las actividades de la persona que efectúa la
operación.
b) El segundo, de seguimiento a la pieza, el cual analiza las
mecanizaciones, los movimientos y las transformaciones que sufre
la materia prima.
Objetivos:
Su objetivo es determinar y después, eliminar o disminuir:
1 Los retrocesos
2 Los desplazamientos
3 Los puntos de acumulación de tránsito.
4 Sirve para mejorar los métodos y actúa como guía para una
distribución en planta mejorada.
Fundamentación del problema 33
Gráficos de control.
Los Gráficos de control sirven para poder analizar el comportamiento
de los diferentes procesos y poder prever posibles fallos de producción
mediante métodos estadísticos.
La Gráfica de Control es un tipo especial de gráfica que se dirige a la
posibilidad de interpretar información derivada de un proceso creando una
imagen de las fronteras o límites de variación permisibles.
Los gráficos de control o diagramas de control se utilizan para
controlar el desarrollo de los procesos de producción e identificar posibles
inestabilidades y circunstancias anómalas.
En resumen, lo que se pretende con este tipo de análisis es controlar
los procesos para asegurarse de que funcionan correctamente. Si la gran
mayoría de los puntos mostrados de la gráfica están dentro de los límites
se considera que el proceso está controlado.
En el momento en el que uno o varios puntos aparecen fuera de los
límites establecidos o no representan una distribución estadística
gaussiana, se considera que el proceso está descontrolado y comienza la
búsqueda de la causa de su mal funcionamiento.
Herramientas de Gestión de mantenimiento.
El método de las 5S, así denominado por la primera letra del nombre
que en japonés designa cada una de sus cinco etapas, es una técnica de
gestión japonesa basada en cinco principios simples.
Se inició en Toyota en los años 1960 con el objetivo de lograr
lugares de trabajo mejor organizados, más ordenados y más limpios de
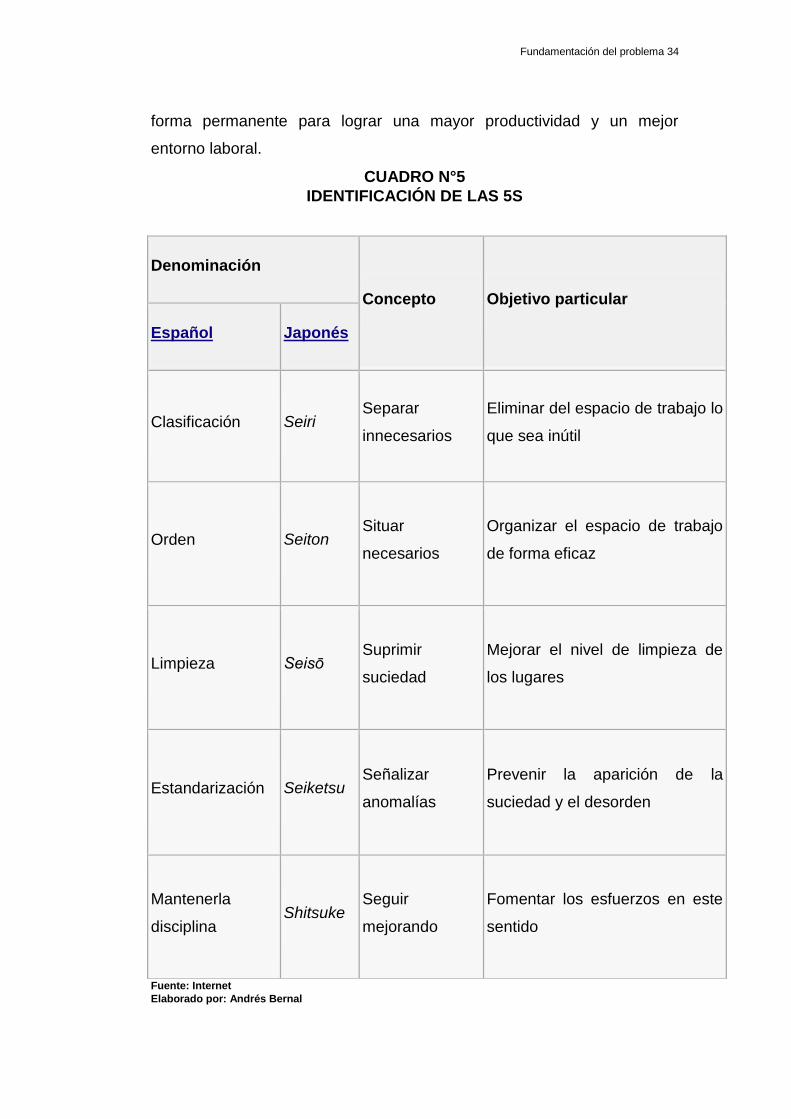
Fundamentación del problema 34
forma permanente para lograr una mayor productividad y un mejor
entorno laboral.
CUADRO N°5
IDENTIFICACIÓN DE LAS 5S
Fuente: Internet Elaborado por: Andrés Bernal
Denominación
Concepto Objetivo particular
Español Japonés
Clasificación Seiri Separar
innecesarios
Eliminar del espacio de trabajo lo
que sea inútil
Orden Seiton Situar
necesarios
Organizar el espacio de trabajo
de forma eficaz
Limpieza Seisō Suprimir
suciedad
Mejorar el nivel de limpieza de
los lugares
Estandarización Seiketsu Señalizar
anomalías
Prevenir la aparición de la
suciedad y el desorden
Mantenerla
disciplina Shitsuke
Seguir
mejorando
Fomentar los esfuerzos en este
sentido
Fundamentación del problema 35
Se basan en gestionar de forma sistemática los elementos de un
área de trabajo de acuerdo a cinco fases, conceptualmente muy sencillas,
pero que requieren esfuerzo y perseverancia para mantenerlas.
Las 5S han tenido una amplia difusión y son numerosas las
organizaciones de diversa índole que lo utilizan, tales como: empresas
industriales, empresas de servicios, hospitales, centros educativos o
asociaciones.
Por otra parte, la metodología pretende:
Mejorar las condiciones de trabajo y la moral del personal. Es más
agradable y seguro trabajar en un sitio limpio y ordenado.
Reducir gastos de tiempo y energía.
Reducir riesgos de accidentes o sanitarios.
Mejorar la calidad de la producción.
Mejorar la seguridad en el trabajo.
FIGURA N°9
RESUMEN VISUAL SOBRE LAS 5S Fuente: Internet
Elaborado por: Andrés Bernal
Fundamentación del problema 36
Sistema de producción justo a tiempo.
El método justo a tiempo (traducción del inglés Just in Time) es un
sistema de organización de la producción para las fábricas, de origen
japonés.
También conocido como método Toyota o JIT, permite aumentar la
productividad, reducir el costo de la gestión y por pérdidas en almacenes
debido a acciones innecesarias, de esta forma, no se produce bajo
suposiciones, sino sobre pedidos reales. Una definición del objetivo del
Justo a Tiempo sería «producir los elementos que se necesitan, en las
cantidades que se necesitan, en el momento en que se necesitan.
Análisis FODA.
El análisis FODA, es una metodología de estudio de la situación de
una empresa o un proyecto, analizando sus características internas
(Debilidades y Fortalezas) y su situación externa (Amenazas y
Oportunidades) en una matriz cuadrada. Proviene de las siglas en ingles
SWOT (Strengths, Weaknesses, Opportunities y Threats).
Es una herramienta para conocer la situación real en que se
encuentra una organización, empresa o proyecto, y planificar una
estrategia de futuro.
Durante la etapa de planificación estratégica y a partir del análisis
DAFO se debe poder contestar cada una de las siguientes preguntas:
¿Cómo se puede destacar cada fortaleza?
¿Cómo se puede disfrutar cada oportunidad?
¿Cómo se puede defender cada debilidad?
¿Cómo se puede detener cada amenaza?
Fundamentación del problema 37
Este recurso fue creado a principios de la década de los setenta y
produjo una revolución en el campo de la estrategia empresarial. El
objetivo del análisis DAFO es determinar las ventajas competitivas de la
empresa bajo análisis y la estrategia genérica a emplear por la misma que
más le convenga en función de sus características propias y de las del
mercado en que se mueve.
El análisis consta de cuatro pasos:
Análisis Externo ("Modelo de las cinco fuerzas de Porter")
Análisis Interno
Confección de la matriz DAFO
Determinación de la estrategia a emplear
1.12 Ingeniería de planta
1.12.1 Distribución de Planta.
La planta Productos Tissue del Ecuador S.A. se encuentra
compuesta por cuatro líneas de producción (una línea de pañales, dos
líneas de servilletas y una línea de rollos de papel higiénico.)
Ver anexo # 2
1.12.1.1 Puestos de trabajo.
Dentro de la distribución de los puestos de trabajos nos enfocaremos
en describir los puestos donde se ubican cada uno de los operadores de
la línea de rollos la cual es objeto de estudio. La línea PCMC (Paper
converting) está formada por distintas secciones automatizadas las
cuales son operadas por una sola persona (El operador líder), el mismo
que es responsable de toda la línea de producción.
Ver anexo # 3
Fundamentación del problema 38
1.12.2 Proceso de producción.
Fabricación
Para la elaboración del papel higiénico se utiliza fibra de origen
vegetal. Esta fibra es mezclada con sustancias químicas y agua, para
formar una pasta.
Dicha pasta se pasa por una prensa que elimina cualquier exceso de
agua, la aplasta y forma un pliego húmedo. Después se pasa por un gran
tubo caliente y por un secador.
Una vez seco, pasa por un tratamiento para mejorar su calidad.
Hecho esto, el papel es decorado y se enrolla en un gran cilindro.
Proceso de fabricación del papel higiénico
Descripción del proceso productivo de rollos
Se monta o embarca la bobina de papel a la máquina (2 bobinas),
luego estas 2 hojas pasan por la estación de gofrado hasta llegar a la
estación donde se rebobinan o crean los logs, para después pasar a la
estación de acumulador de logs, la cual alimenta a la cortadora orbital que
es la estación que realiza el corte del papel higiénico a la medida
requerida, luego avanza por los transportadores hasta llegar a la máquina
de empaquetado primario, en la cual se realiza el empaque según la
presentación requerida (x4; x6; x12), para de ahí pasar al empacado
secundario, en esta máquina se saca los bultos de 48 unidades para
luego ser palletizado y llevado a la zona de recepción o bodega de PT.
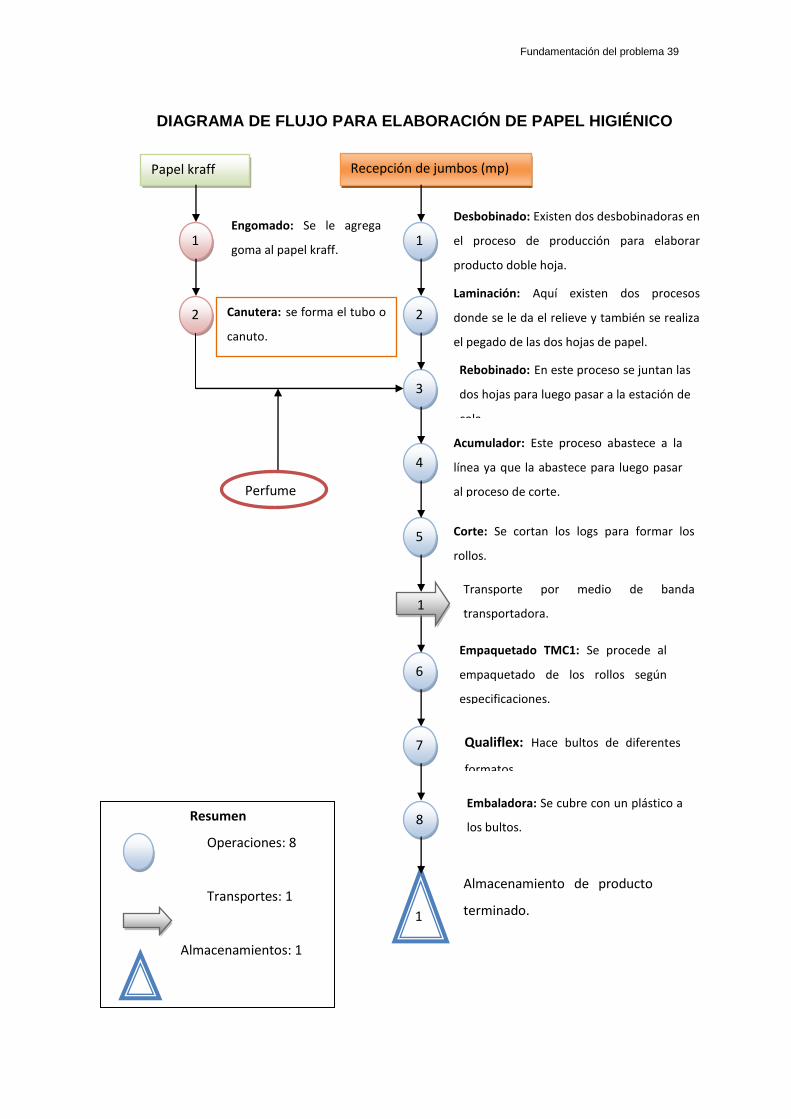
Fundamentación del problema 39
DIAGRAMA DE FLUJO PARA ELABORACIÓN DE PAPEL HIGIÉNICO
Resumen
Operaciones: 8
Transportes: 1
Almacenamientos: 1
Engomado: Se le agrega
goma al papel kraff.
Canutera: se forma el tubo o
canuto.
1
Papel kraff
2
Perfume
1
5
6
3
2
4
Recepción de jumbos (mp)
1
7
1
8
Laminación: Aquí existen dos procesos
donde se le da el relieve y también se realiza
el pegado de las dos hojas de papel.
Desbobinado: Existen dos desbobinadoras en
el proceso de producción para elaborar
producto doble hoja.
Rebobinado: En este proceso se juntan las
dos hojas para luego pasar a la estación de
cola.
Corte: Se cortan los logs para formar los
rollos.
Acumulador: Este proceso abastece a la
línea ya que la abastece para luego pasar
al proceso de corte.
Transporte por medio de banda
transportadora.
Empaquetado TMC1: Se procede al
empaquetado de los rollos según
especificaciones.
Qualiflex: Hace bultos de diferentes
formatos.
Almacenamiento de producto
terminado.
Embaladora: Se cubre con un plástico a
los bultos.
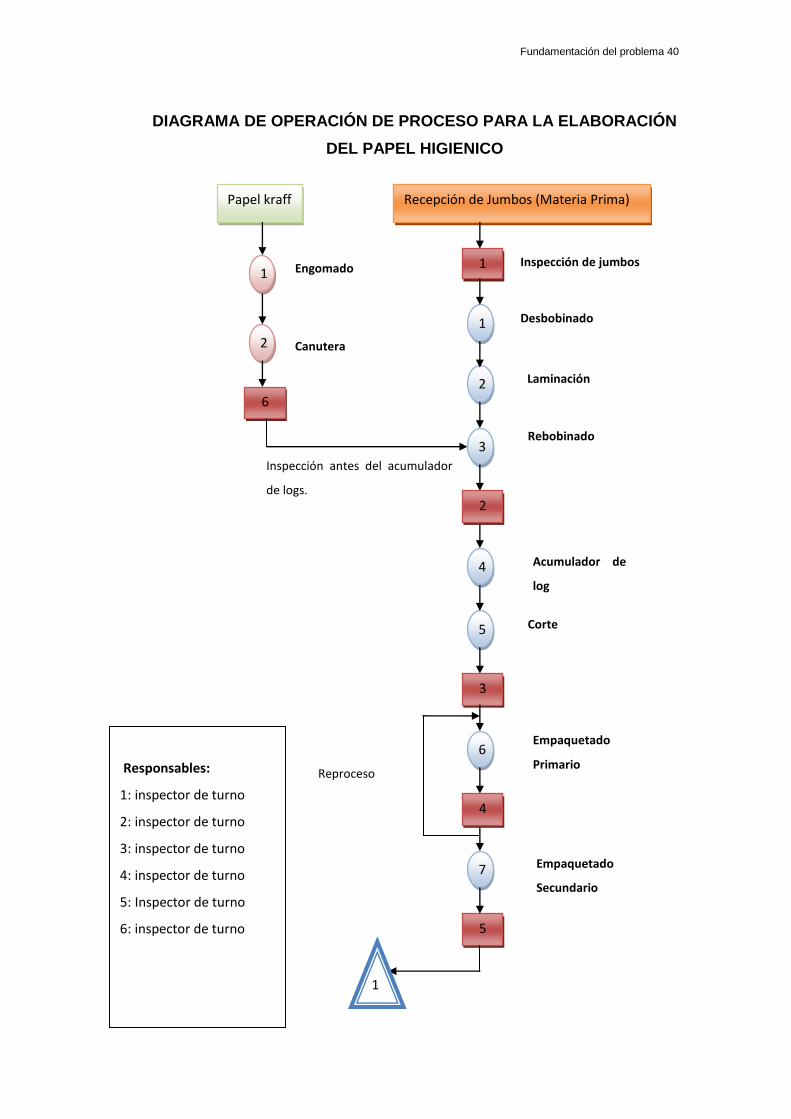
Fundamentación del problema 40
DIAGRAMA DE OPERACIÓN DE PROCESO PARA LA ELABORACIÓN
DEL PAPEL HIGIENICO
Inspección de jumbos
Desbobinado
Laminación
Rebobinado
Inspección antes del acumulador
de logs.
Acumulador de
log
Corte
Empaquetado
Primario
Empaquetado
Secundario
Engomado
Canutera
Reproceso
Responsables:
1: inspector de turno
2: inspector de turno
3: inspector de turno
4: inspector de turno
5: Inspector de turno
6: inspector de turno
2
6
Papel kraff
1
1
5
2
3
7
Recepción de Jumbos (Materia Prima)
1
3
2
6
4
5
4
1
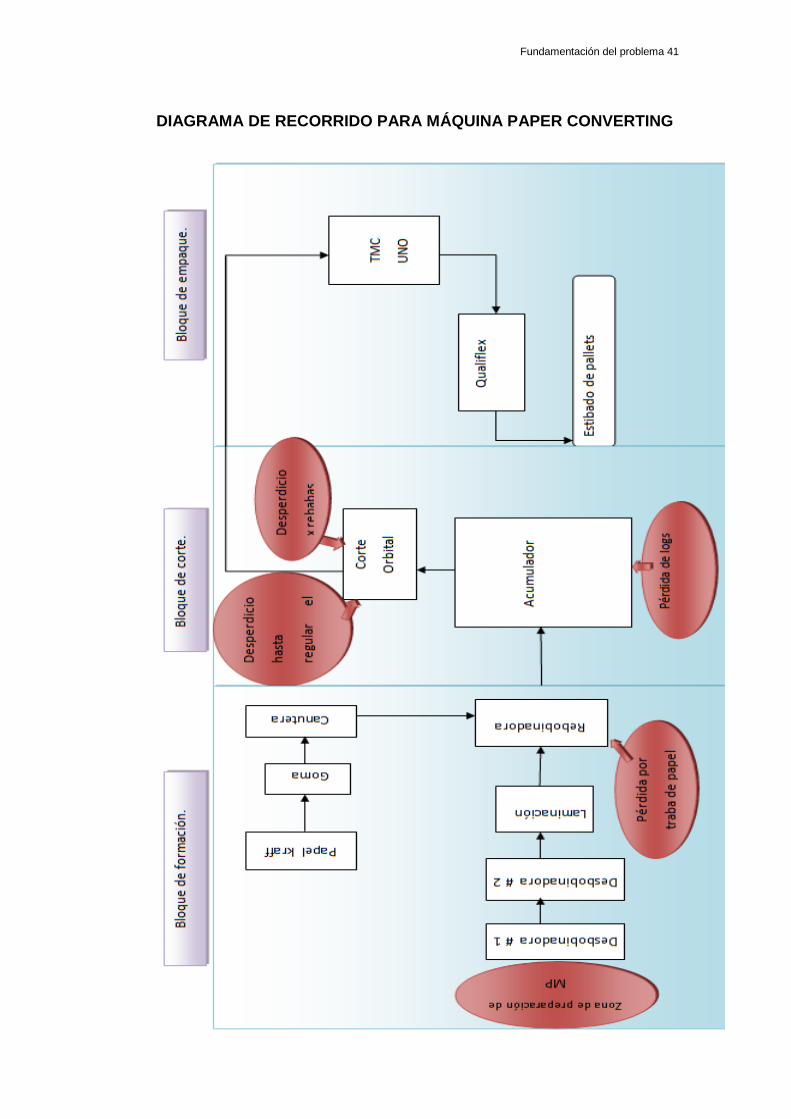
Fundamentación del problema 41
DIAGRAMA DE RECORRIDO PARA MÁQUINA PAPER CONVERTING
Fundamentación del problema 42
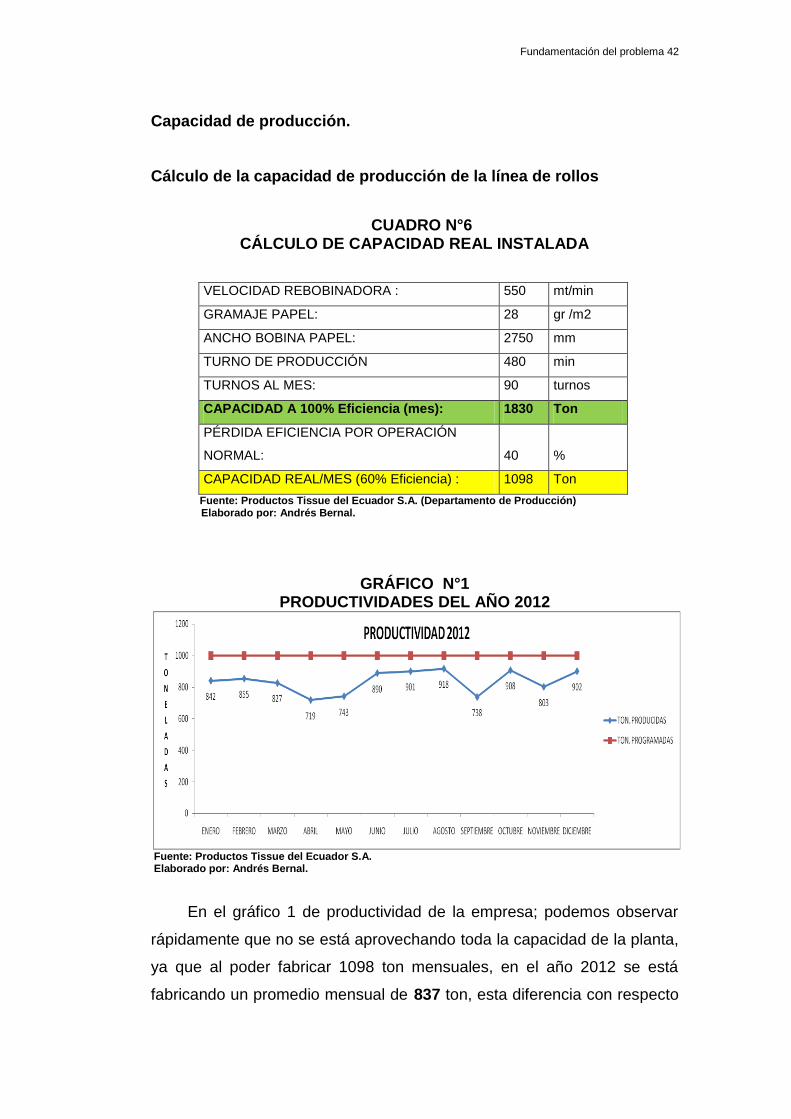
Capacidad de producción.
Cálculo de la capacidad de producción de la línea de rollos
CUADRO N°6 CÁLCULO DE CAPACIDAD REAL INSTALADA
VELOCIDAD REBOBINADORA : 550 mt/min
GRAMAJE PAPEL: 28 gr /m2
ANCHO BOBINA PAPEL: 2750 mm
TURNO DE PRODUCCIÓN 480 min
TURNOS AL MES: 90 turnos
CAPACIDAD A 100% Eficiencia (mes): 1830 Ton
PÉRDIDA EFICIENCIA POR OPERACIÓN
NORMAL: 40 %
CAPACIDAD REAL/MES (60% Eficiencia) : 1098 Ton
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Producción) Elaborado por: Andrés Bernal.
GRÁFICO N°1 PRODUCTIVIDADES DEL AÑO 2012
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
En el gráfico 1 de productividad de la empresa; podemos observar
rápidamente que no se está aprovechando toda la capacidad de la planta,
ya que al poder fabricar 1098 ton mensuales, en el año 2012 se está
fabricando un promedio mensual de 837 ton, esta diferencia con respecto
Fundamentación del problema 43
a la capacidad real del equipo hace que la empresa tenga quiebres de
stock y por ende perdidas de ventas y crecimiento en el mercado por la
falta de producto en el país.
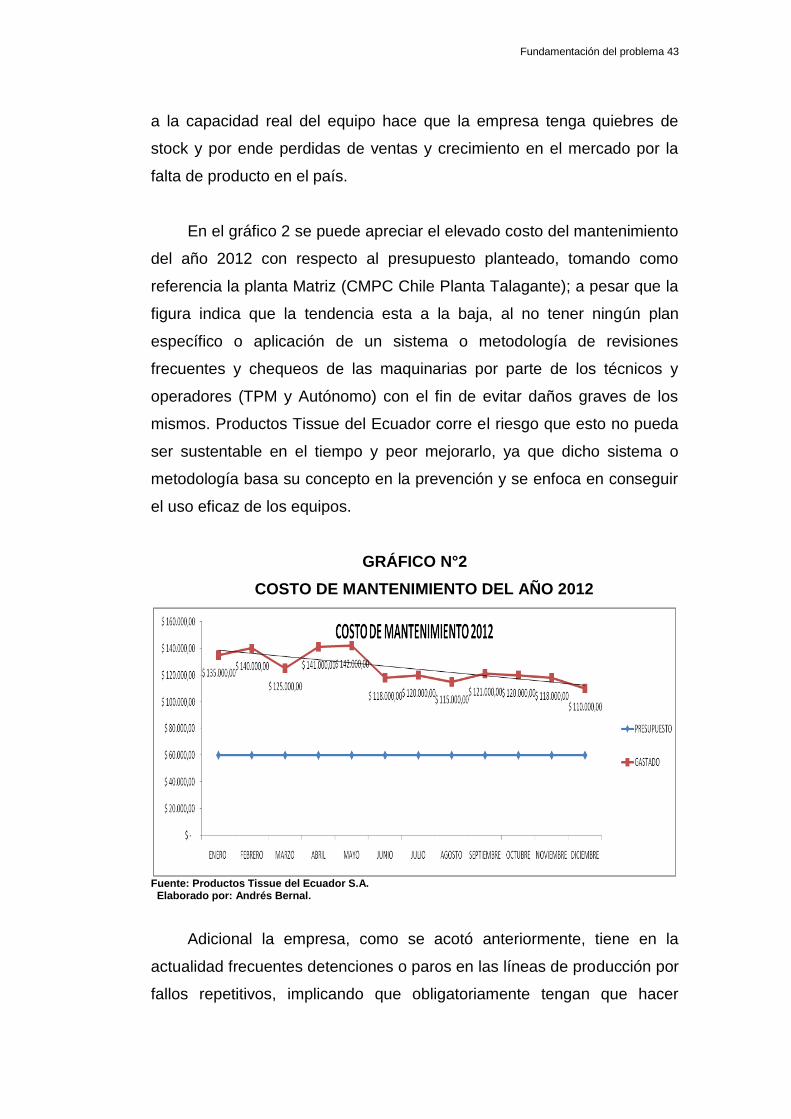
En el gráfico 2 se puede apreciar el elevado costo del mantenimiento
del año 2012 con respecto al presupuesto planteado, tomando como
referencia la planta Matriz (CMPC Chile Planta Talagante); a pesar que la
figura indica que la tendencia esta a la baja, al no tener ningún plan
específico o aplicación de un sistema o metodología de revisiones
frecuentes y chequeos de las maquinarias por parte de los técnicos y
operadores (TPM y Autónomo) con el fin de evitar daños graves de los
mismos. Productos Tissue del Ecuador corre el riesgo que esto no pueda
ser sustentable en el tiempo y peor mejorarlo, ya que dicho sistema o
metodología basa su concepto en la prevención y se enfoca en conseguir
el uso eficaz de los equipos.
GRÁFICO N°2
COSTO DE MANTENIMIENTO DEL AÑO 2012
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
Adicional la empresa, como se acotó anteriormente, tiene en la
actualidad frecuentes detenciones o paros en las líneas de producción por
fallos repetitivos, implicando que obligatoriamente tengan que hacer
Fundamentación del problema 44
compras urgentes de repuestos críticos que arrojan el resultado negativo,
tal como se demuestra en el gráfico N°2.
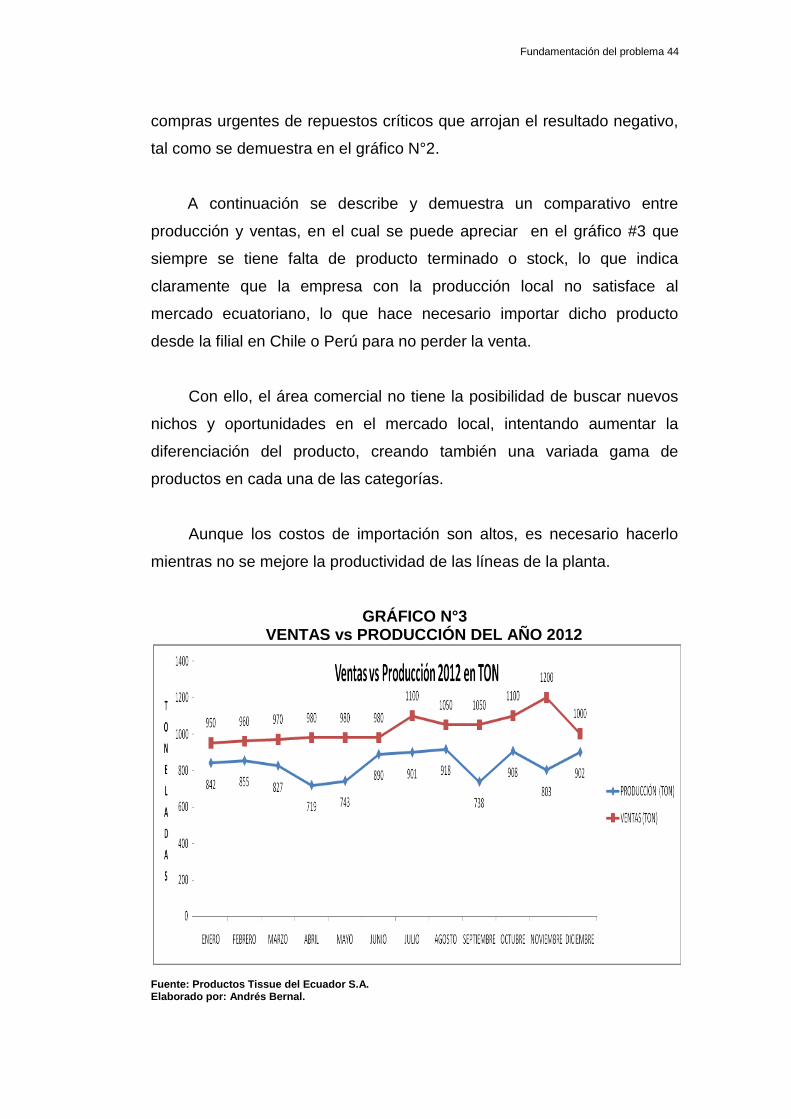
A continuación se describe y demuestra un comparativo entre
producción y ventas, en el cual se puede apreciar en el gráfico #3 que
siempre se tiene falta de producto terminado o stock, lo que indica
claramente que la empresa con la producción local no satisface al
mercado ecuatoriano, lo que hace necesario importar dicho producto
desde la filial en Chile o Perú para no perder la venta.
Con ello, el área comercial no tiene la posibilidad de buscar nuevos
nichos y oportunidades en el mercado local, intentando aumentar la
diferenciación del producto, creando también una variada gama de
productos en cada una de las categorías.
Aunque los costos de importación son altos, es necesario hacerlo
mientras no se mejore la productividad de las líneas de la planta.
GRÁFICO N°3 VENTAS vs PRODUCCIÓN DEL AÑO 2012
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
Fundamentación del problema 45
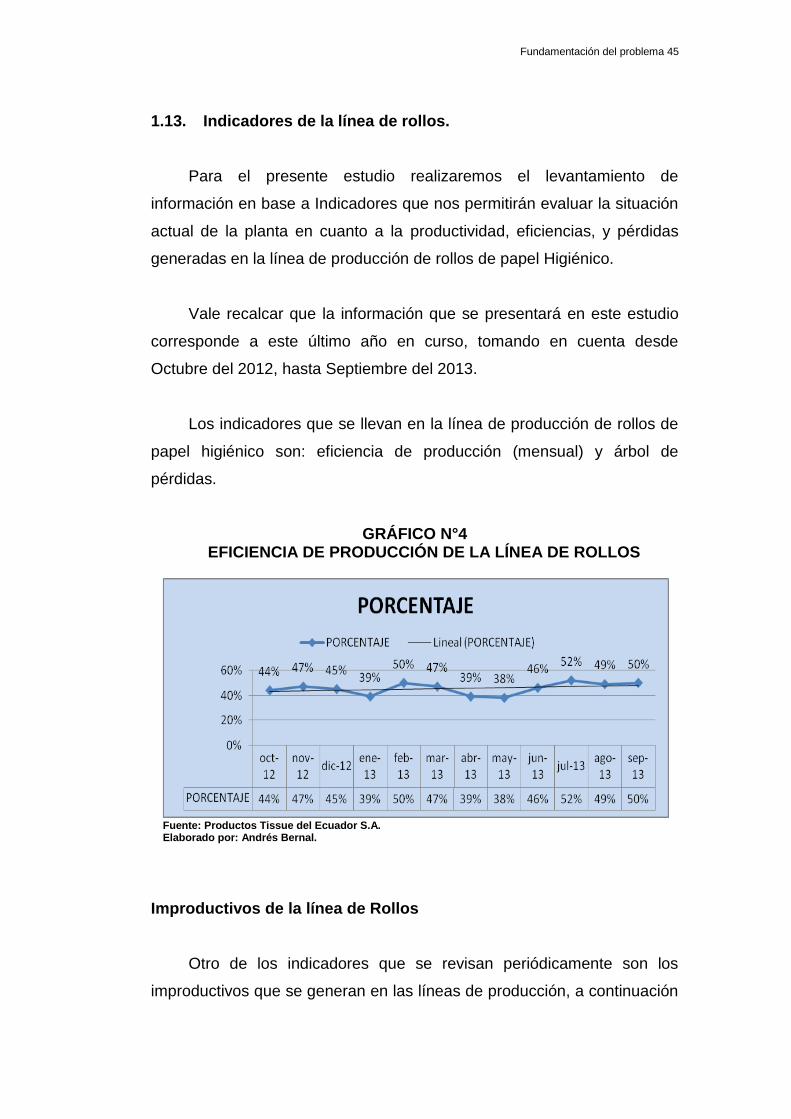
1.13. Indicadores de la línea de rollos.
Para el presente estudio realizaremos el levantamiento de
información en base a Indicadores que nos permitirán evaluar la situación
actual de la planta en cuanto a la productividad, eficiencias, y pérdidas
generadas en la línea de producción de rollos de papel Higiénico.
Vale recalcar que la información que se presentará en este estudio
corresponde a este último año en curso, tomando en cuenta desde
Octubre del 2012, hasta Septiembre del 2013.
Los indicadores que se llevan en la línea de producción de rollos de
papel higiénico son: eficiencia de producción (mensual) y árbol de
pérdidas.
GRÁFICO N°4 EFICIENCIA DE PRODUCCIÓN DE LA LÍNEA DE ROLLOS
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal.
Improductivos de la línea de Rollos
Otro de los indicadores que se revisan periódicamente son los
improductivos que se generan en las líneas de producción, a continuación
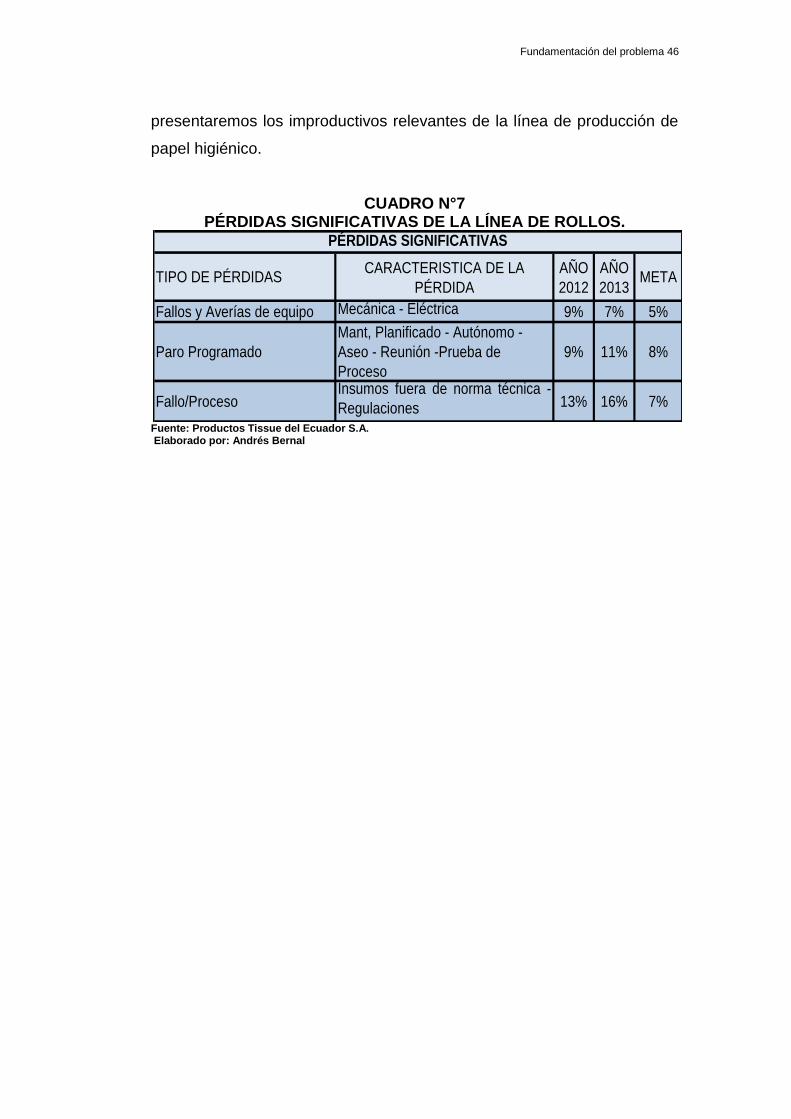
Fundamentación del problema 46
presentaremos los improductivos relevantes de la línea de producción de
papel higiénico.
CUADRO N°7 PÉRDIDAS SIGNIFICATIVAS DE LA LÍNEA DE ROLLOS.
Fuente: Productos Tissue del Ecuador S.A. Elaborado por: Andrés Bernal
TIPO DE PÉRDIDASCARACTERISTICA DE LA
PÉRDIDA
AÑO
2012
AÑO
2013META
Fallos y Averías de equipo Mecánica - Eléctrica 9% 7% 5%
Paro Programado
Mant, Planificado - Autónomo -
Aseo - Reunión -Prueba de
Proceso
9% 11% 8%
Fallo/ProcesoInsumos fuera de norma técnica -
Regulaciones 13% 16% 7%
PÉRDIDAS SIGNIFICATIVAS
CAPÍTULO II
ANÁLISIS y DIAGNÓSTICO
2.1 Análisis de bases de datos
En el presente capítulo mostraremos el análisis y los resultados que
se obtuvieron a partir de los datos recolectados en el Capítulo I donde
realizamos el levantamiento de los parámetros problemas que
actualmente no nos permiten que la Productividad de la línea de Rollos de
papel Higiénico tenga un margen regular de Producción.
Para lograr analizar las falencias que actualmente tenemos con
respecto a los problemas que nos impiden alcanzar las metas
establecidas en la producción, se presentará el análisis de los diferentes
parámetros de productividad con los diferentes diagramas los cuales nos
servirán para el análisis y posterior recomendaciones de los problemas
que actualmente nos aquejan. (Ver anexo N° 4: Gráfico de Planta de
Producción)
2.1.1 Análisis de los parámetros de productividad.
Presentamos a continuación el análisis del diagrama de Proceso de
la fabricación de papel Higiénico, en el cual evidenciaremos paso a paso
cada una de las actividades que intervienen para la elaboración del rollo
de papel higiénico.
Tomando como primer punto el análisis del diagrama de flujo de
proceso de la fabricación de rollos de papel higiénico en la planta
Productos Tissue del Ecuador S.A.
Análisis y Diagnóstico 48
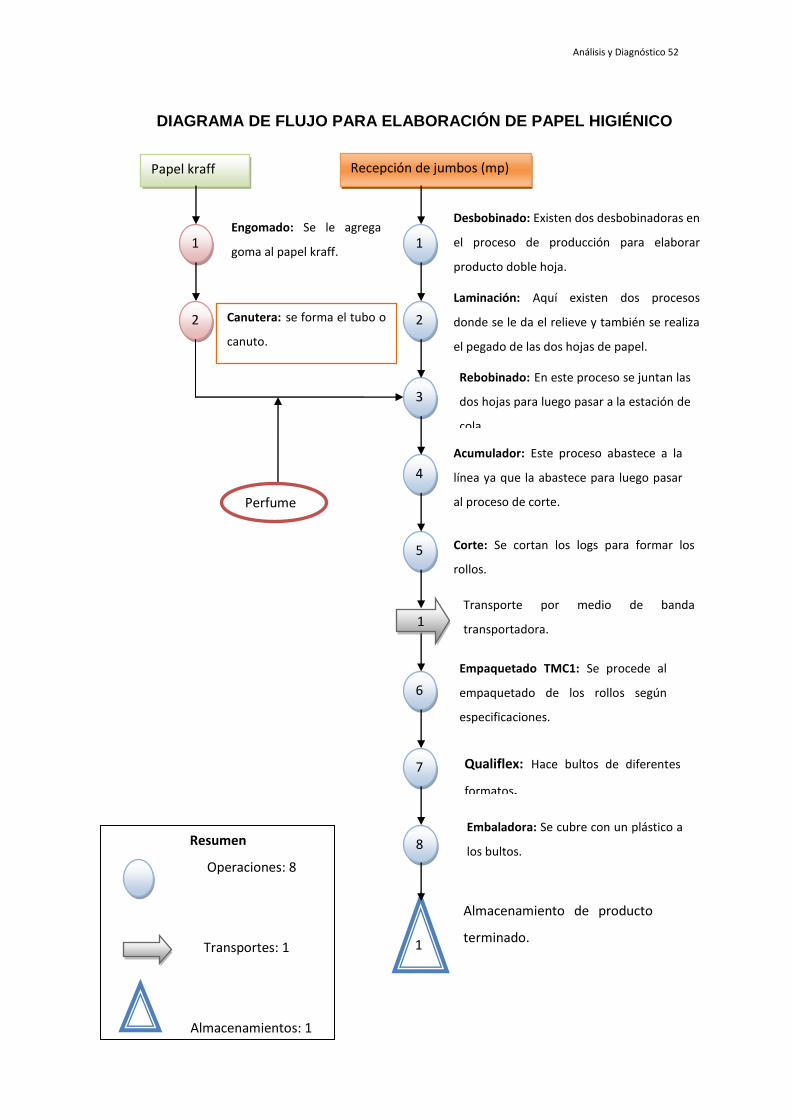
2.2. Diagrama de flujo de procesos
En el presente diagrama de Flujo del proceso de Fabricación del
Papel Higiénico podemos ver cada una de las actividades y puestos de
trabajos que intervienen a lo largo de la línea de producción.
Una de las Primeras materias primas que intervienen en el proceso
es el Papel Kraff.
El inconveniente que suele presentarse con las tortas Kraff es que en
ocasiones viene con humedad lo cual dificulta mucho el proceso de
fabricación del Canuto.
En el proceso de fabricación del papel Higiénico encontramos
diversos tipos de inconveniente que han costado gran parte de pérdidas
de tiempos, los cuales hacen que los improductivos mensuales crezcan
para la línea.
En la zona de preparación de la materia prima (Jumbos), en muchas
de las ocasiones nos encontramos con diferentes tipos de defectos que
podrían ser propios de la materia prima, o podrían ser causados por la
mala manipulación de los Jumbos al momento de su recepción en el
departamento de Bodega.
Entre los defectos más relevantes de los Jumbos están la cantidad
de empates que posee cada uno de ellos y hacen que el proceso de
desbobinado del papel no sea continuo sino que tengan que estar
parando por momentos para realizar los empates correspondientes del
papel.
Otro defecto que es repetitivo es cuando el core del Jumbo viene
desplazado, lo cual hace que el Desbobinado tenga que ser a baja
Análisis y Diagnóstico 49
velocidad para evitar que el core se incruste en las campanas de las
desbobinadoras, y provoque una pérdida de tiempo mayor.
La pérdida de mayor importancia debido a que no solo perdemos
tiempo de producción , sino también una gran cantidad de materia prima
es cuando llegan los Jumbos en mal estado hacia la zona de preparación,
ya que se tiene que desmontarlo y botar la cantidad de papel que no
puede ser procesado.
Dentro del proceso de laminación del papel Higiénico, intervienen
adhesivos los cuales en su momento nos dan problema debido a la
variable de su viscosidad por el medio Ambiente tan cambiante que
tenemos, adicional a esto en ocasiones la materia prima (Adhesivo) que
se está usando en la línea de producción presenta problemas por tema de
parámetros que aun estando dentro del estándar ocasionan problemas de
regulaciones en el equipo de laminado de la máquina.
En el área de Rebobinado de la máquina, en la Rebobinadora se
presenta problemas que afectan la calidad de nuestro producto, como es
el desgarre de los logs de papel rebobinado, debido a la calidad del papel
que se esté usando en el momento, cuando sucede esto, se tiene que
calibrar nuevamente el área de rebobinado del equipo.
Pero no solo tenemos pérdidas por temas de calidad en este sector
de la máquina, otras de las grandes pérdidas en este equipo va por temas
mecánicos, los cuales se dan por la gran cantidad de veces que hay que
calibrarlo por temas de variedades de materia prima y cambios de
productos, lo cual afecta directamente al equipo.
En el acumulador se producen problemas cuando hemos tenido
inconveniente con el Bulk del producto, ya que si los logs se encuentran
Análisis y Diagnóstico 50
aguados, tienden a trabarse en las cadenas y bandejas del acumulador
ocasionando daños en los componentes del equipo.
La Cortadora es uno de los equipos más críticos de la línea de
Producción, ya que si este equipo llegase a fallar quedaría parada
totalmente la línea, en este equipo se ha tenido inconveniente con dos de
sus principales vestimentas como son las cuchillas circulares y Piedras de
esmeril, las cuales por su alto costo merecían un seguimiento especial, se
realizaron pruebas con materiales de diferentes proveedores de los
diferentes países del mundo como lo son EEUU, Chile , Italia, los cuales
son los principales abastecedores de Vestimentas y Repuestos para la
línea de Producción.
Además se toma como contingencia tener armados grupos de
afilados de la cortadores, el cual es el componente Mecánico que mayor
problema da debido a la cantidad de veces que los operadores tiene que
calibrarlo.
Los Operadores de este equipo han recibido capacitaciones en
temas de regulaciones brindadas por técnicos chilenos, italianos y Estado
Unidenses.
El Principal Defecto de calidad que ocasiona este equipo es por
mala regulación, produciendo el corte defectuoso del rollo, el cual mejora
con temas de calibración de los operadores.
A este equipo también le perjudica el tema de la baja calidad de las
materias primas que se emplean en el inicio del proceso, ya que esto
hace que el filo de la cuchilla se desgaste más rápido, por el incremento
en topes y tiempos de afilado.
En el Transportador, no se tiene mayor inconveniente debido al
cambio periódico de las cadenas plásticas y cajas reductoras que posee.
Análisis y Diagnóstico 51
En la máquina TMC (Empaquetadora), es aquella donde se realizan
las diferentes presentaciones de nuestro producto, por ende es la
máquina que más problema tiene por temas de regulación, esta máquina
presenta problemas de calidad como plegado de oreja y mal sellado del
paquete, los cuales son solucionados con calibración del equipo.
La Qualiflex, es la máquina ensacadora, la cual realiza los bultos de
productos, presenta perdidas por temas mecánicos y de regulación, no
así por temas de calidad.
Luego se procede a almacenarlo en la Bodega.
2.3 Diagrama Operación
Este diagrama nos permite evaluar cada uno de los puestos de
trabajos para poder empezar con temas de capacitación de operadores
de los equipos denominados no críticos, que en mucha de las ocasiones
son los que se ven afectados por temas de Materia Prima y regulaciones.
Esto nos permitirá que cada una de nuestras operaciones estén
monitoreadas constantemente por los operadores debidamente
capacitados para minimizar perdidas de tiempos desde la recepción de la
materia prima a la línea de producción y nos permita evaluar si es factible
montarla en el equipo o coordinar con el departamento de calidad la
revisión de la materia prima para que sea puesta en observación.
Procesos: Desbobinado, laminación, rebobinado, estación de cola,
Cortadora, banda transportadora, empaquetadora TMC1.
Máquinas: Desbobinadora, laminadora, rebobinado, acumulador de
logs
Materia prima: Jumbo extra, jumbo polisuavisado.
Análisis y Diagnóstico 52
DIAGRAMA DE FLUJO PARA ELABORACIÓN DE PAPEL HIGIÉNICO
Resumen
Operaciones: 8
Transportes: 1
Almacenamientos: 1
Engomado: Se le agrega
goma al papel kraff.
Canutera: se forma el tubo o
canuto.
1
Papel kraff
2
Perfume
1
5
6
3
2
4
Recepción de jumbos (mp)
1
7
1
8
Laminación: Aquí existen dos procesos
donde se le da el relieve y también se realiza
el pegado de las dos hojas de papel.
Desbobinado: Existen dos desbobinadoras en
el proceso de producción para elaborar
producto doble hoja.
Rebobinado: En este proceso se juntan las
dos hojas para luego pasar a la estación de
cola.
Corte: Se cortan los logs para formar los
rollos.
Acumulador: Este proceso abastece a la
línea ya que la abastece para luego pasar
al proceso de corte.
Transporte por medio de banda
transportadora.
Empaquetado TMC1: Se procede al
empaquetado de los rollos según
especificaciones.
Qualiflex: Hace bultos de diferentes
formatos.
Almacenamiento de producto
terminado.
Embaladora: Se cubre con un plástico a
los bultos.
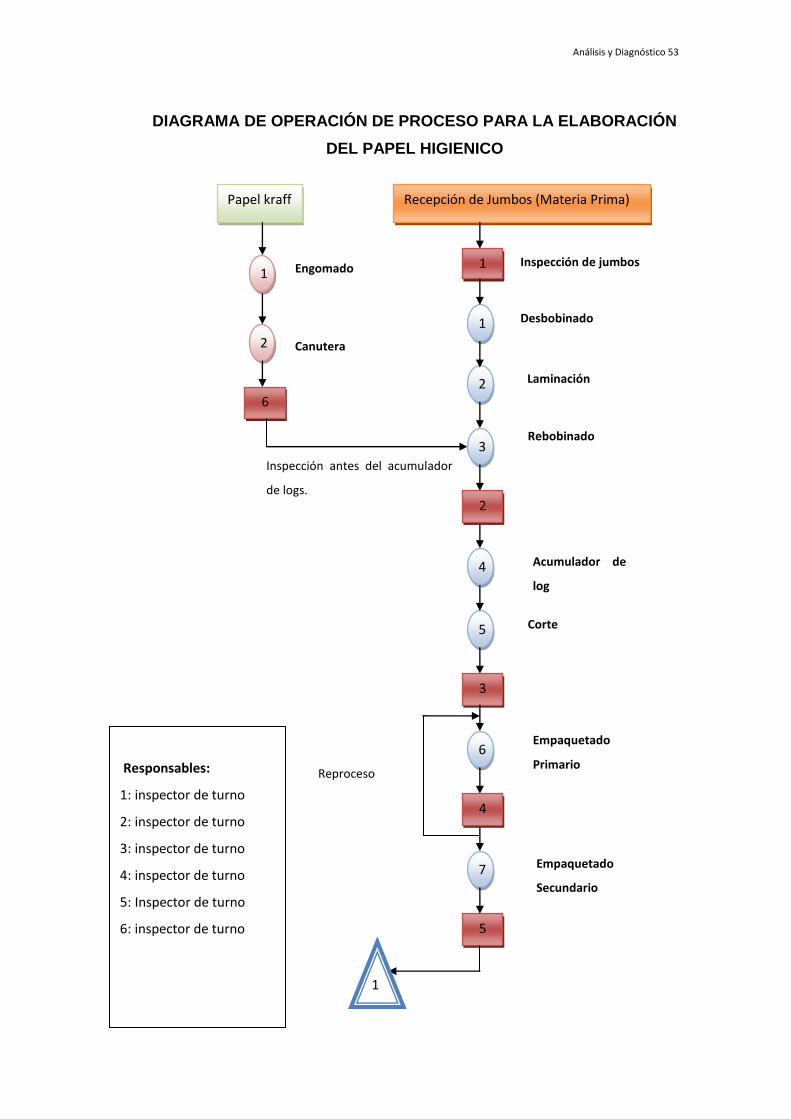
Análisis y Diagnóstico 53
DIAGRAMA DE OPERACIÓN DE PROCESO PARA LA ELABORACIÓN
DEL PAPEL HIGIENICO
Inspección de jumbos
Desbobinado
Laminación
Rebobinado
Inspección antes del acumulador
de logs.
Acumulador de
log
Corte
Empaquetado
Primario
Empaquetado
Secundario
Engomado
Canutera
Reproceso
Responsables:
1: inspector de turno
2: inspector de turno
3: inspector de turno
4: inspector de turno
5: Inspector de turno
6: inspector de turno
2
6
Papel kraff
1
1
5
2
3
7
Recepción de Jumbos (Materia Prima)
1
3
2
6
4
5
4
1
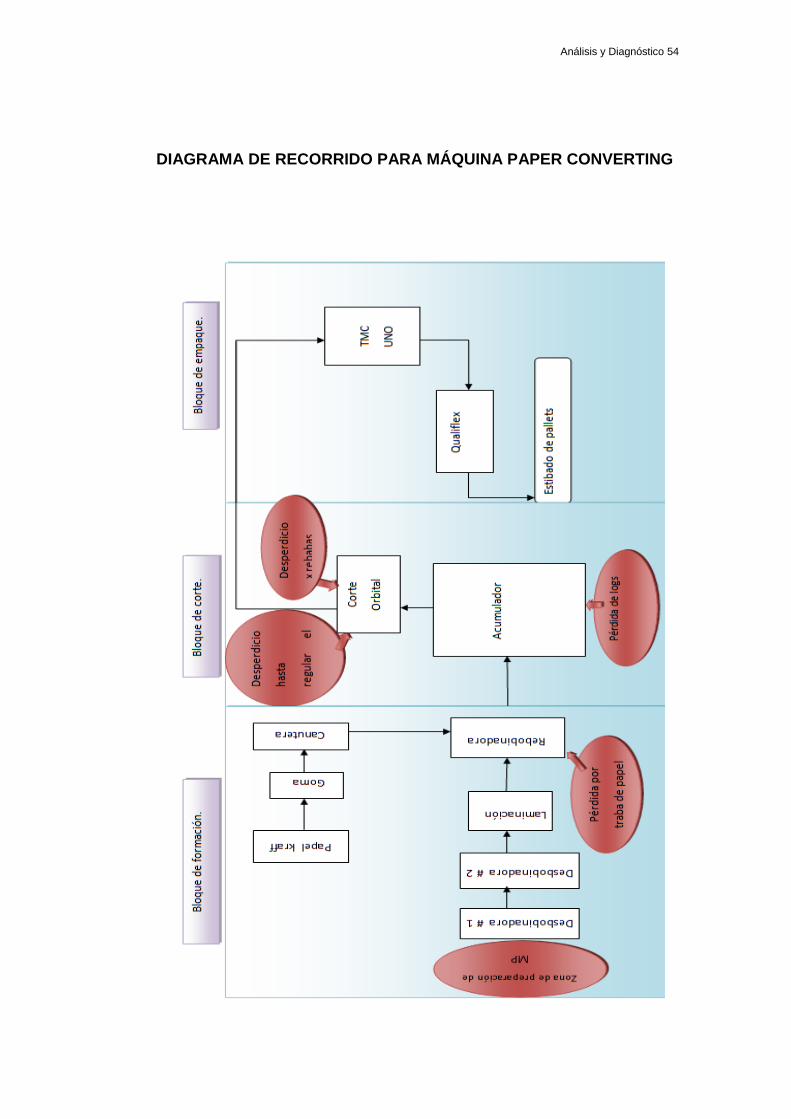
Análisis y Diagnóstico 54
DIAGRAMA DE RECORRIDO PARA MÁQUINA PAPER CONVERTING
Análisis y Diagnóstico 55
2.4. Diagrama de recorrido de la máquina paper converting
Procesos: Desbobinado, laminación, rebobinado, estación de cola,
cortadora, banda transportadora, empaquetadora TMC1.
Maquinas: Desbobinadora, laminadora, rebobinado, acumulador de
log, cortadora, banda transportadora, empaquetadora.
Materia prima: Jumbo extra, jumbo polisuavisado.
En el diagrama de recorrido tenemos 3 bloques para su análisis:
Bloque de Formación
Bloque de Corte
Bloque de Empaque
El bloque de Formación consta desde la Zona de Preparación de
Jumbo hasta la Rebobinadora, es aquí en este bloque donde se procesa
toda la materia Prima siendo también puntos donde tenemos las
principales perdidas.
En el Bloque de Corte es donde se producen la mayor cantidad de
desperdicios por el recorte que genera la cortadora y el desperdicio que
se produce con todo el producto que no se encuentra bajo
especificaciones para salir al mercado.
En el Bloque de Empaque no se producen pérdidas de materia
Prima, en este bloque las pérdidas son mecánicas y de regulación.
Identificación de zonas de pérdidas.
Más alto desperdicio.
Análisis y Diagnóstico 56
Zona de preparación.- En esta parte inicial del proceso se produce
gran parte del recorte ya que para que el jumbo entre en la máquina
desbobinadora deben sacarle varias sabanas de papel para que esta no
cause problemas por trabas en la materia prima.
Pérdida por traba de papel:
Puntos de goma en la bobina
Vienen con empalmes
Mal rebobinado en la parte final.
Viene mojada la bobina.
Desperdicio por calibración.- Se produce un desperdicio hasta
encontrar el primer producto en buen estado esto se da hasta regular el
corte de las cuchillas.
Pérdida de logs.- Las pérdidas de logs se dan por problemas en el
pre picado de los topes hace que el encolador rechace los logs se dan
inconvenientes por el arranque de la máquina.
Producto defectuoso.- Se retira producto por parte de control de
calidad por no cumplir ciertas especificaciones ya sean por un problema
en la elaboración o algún defecto detectado en la línea.
Actividades que agregan valor:
Laminación.
Rebobinado.
Corte.
Engomado.
Actividades que no agregan valor:
Desbobinado.
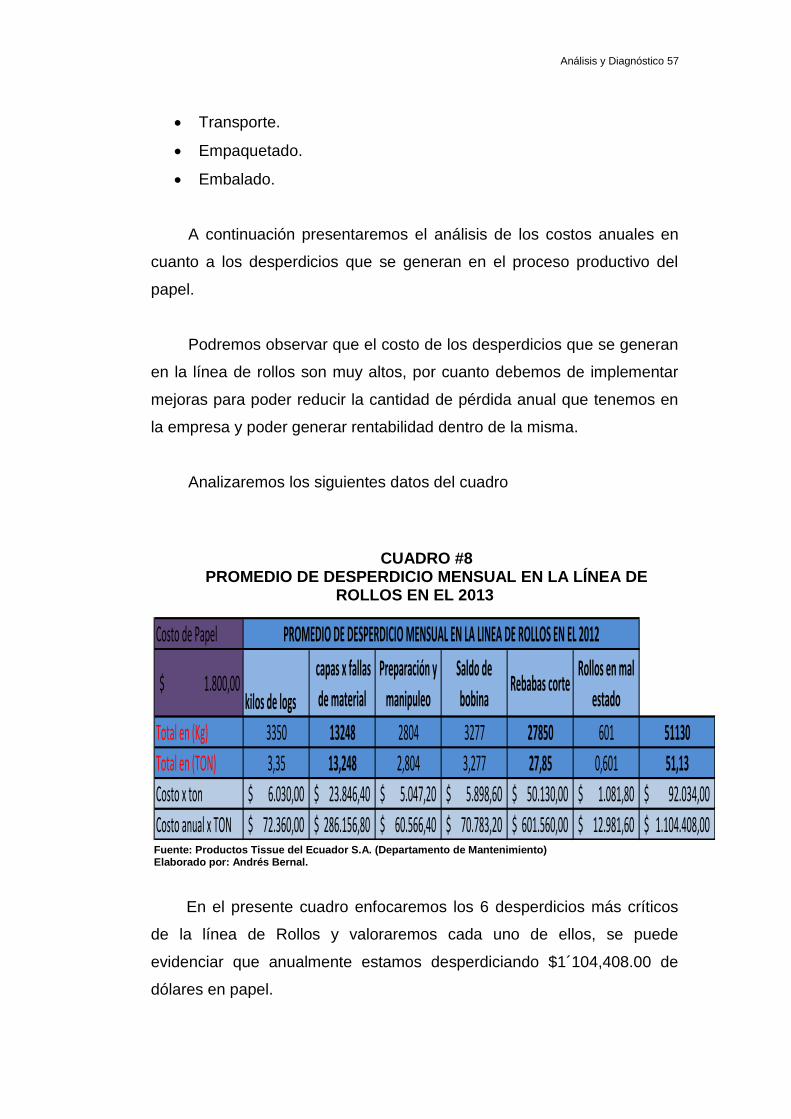
Análisis y Diagnóstico 57
Transporte.
Empaquetado.
Embalado.
A continuación presentaremos el análisis de los costos anuales en
cuanto a los desperdicios que se generan en el proceso productivo del
papel.
Podremos observar que el costo de los desperdicios que se generan
en la línea de rollos son muy altos, por cuanto debemos de implementar
mejoras para poder reducir la cantidad de pérdida anual que tenemos en
la empresa y poder generar rentabilidad dentro de la misma.
Analizaremos los siguientes datos del cuadro
CUADRO #8 PROMEDIO DE DESPERDICIO MENSUAL EN LA LÍNEA DE
ROLLOS EN EL 2013
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
En el presente cuadro enfocaremos los 6 desperdicios más críticos
de la línea de Rollos y valoraremos cada uno de ellos, se puede
evidenciar que anualmente estamos desperdiciando $1´104,408.00 de
dólares en papel.
Costo de Papel
$ 1.800,00 kilos de logs
capas x fallas
de material
Preparación y
manipuleo
Saldo de
bobinaRebabas corte
Rollos en mal
estado
Total en (Kg) 3350 13248 2804 3277 27850 601 51130
Total en (TON) 3,35 13,248 2,804 3,277 27,85 0,601 51,13
Costo x ton 6.030,00$ 23.846,40$ 5.047,20$ 5.898,60$ 50.130,00$ 1.081,80$ 92.034,00$
Costo anual x TON 72.360,00$ 286.156,80$ 60.566,40$ 70.783,20$ 601.560,00$ 12.981,60$ 1.104.408,00$
PROMEDIO DE DESPERDICIO MENSUAL EN LA LINEA DE ROLLOS EN EL 2012
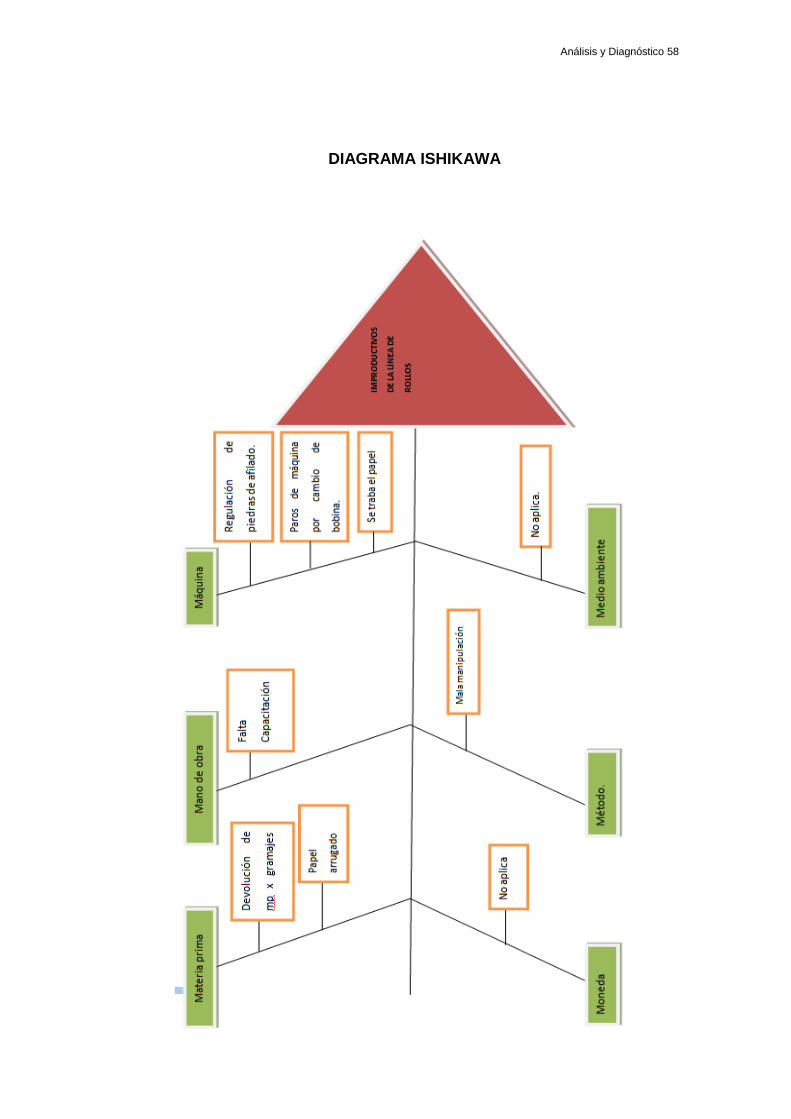
Análisis y Diagnóstico 58
DIAGRAMA ISHIKAWA
Análisis y Diagnóstico 59
2.5. Diagrama Ishikawa.
En el presente diagrama presentamos los motivos de las pérdidas
que tenemos en la Línea de Producción.
Materia prima.
Mano de Obra
Máquina
Método
En el presente diagrama podemos ver los problemas que se dan en
la línea los cuales nos impiden lograr los objetivos trazados a inicios de
cada mes.
Problemas que se pueden reducir y controlar como lo es el tema de
la materia prima, y otros que podemos eliminar como lo es los temas de
capacitaciones para personal operativo.
2.6. Proceso Productivo (Línea de rollos).
2.6.1. Grandes Desperdicios de la línea de Rollos.
Sobre producción.- En el mes de enero existe sobreproducción ya
que las ventas bajan en estos días y nuevamente comienza un repunte en
el mes de febrero.
Transporte.
Transporte interno (dentro de la planta).- El transporte dentro de la
planta es mínimo para el producto ya que lo realiza una banda
transportadora que luego pasa a la TMC1 y de allí por medio de un Yale
a la embaladora y de allí a la zona de descarga.
Análisis y Diagnóstico 60
Hay otro proceso que se realiza manualmente los llenados de los
rollos se los coloca en una funda según el numero de rollos deseados y
de allí se los trasporta por medio de yales a la embaladora para después
dejarlos en la zona de descarga.
La materia prima como los jumbos se los transporta por medio de
montacargas que dejan las bobinas en la zona de preparación.
Transporte externo.- El transporte de la materia prima se lo realiza
por medio de camiones que traen las bobinas de papel hasta la planta de
allí son almacenados en la bodega de insumos en este lugar se
almacenan otros tipos de de (Mp).
Tiempo de espera.- Los tiempos de espera más relevantes se dan
por motivos de insumo:
Papel en malas condiciones con puntos de goma o vienen mojados
esto hace que la máquina se pare en varias ocasiones o que bajen
la velocidad de la máquina para que el papel no se dañe o enrede.
Cambio de formatos, cambio de rodillos se pierde un tiempo es
timado de 2 horas si es un rodillo si fuesen dos se demoran cuatro
horas.
Tiempo hasta regular las cuchillas del corte de los logs.
Producto defectuoso.- En la parte de productos defectuosos hay
altos niveles de desperdicios por diversos factores.
Se desperdicia producto semi elaborado por falta de regulación en
las cuchillas hasta sacar el primer producto bueno. Otro factor a
describir es cuando el papel no se pega bien (las hojas) entonces
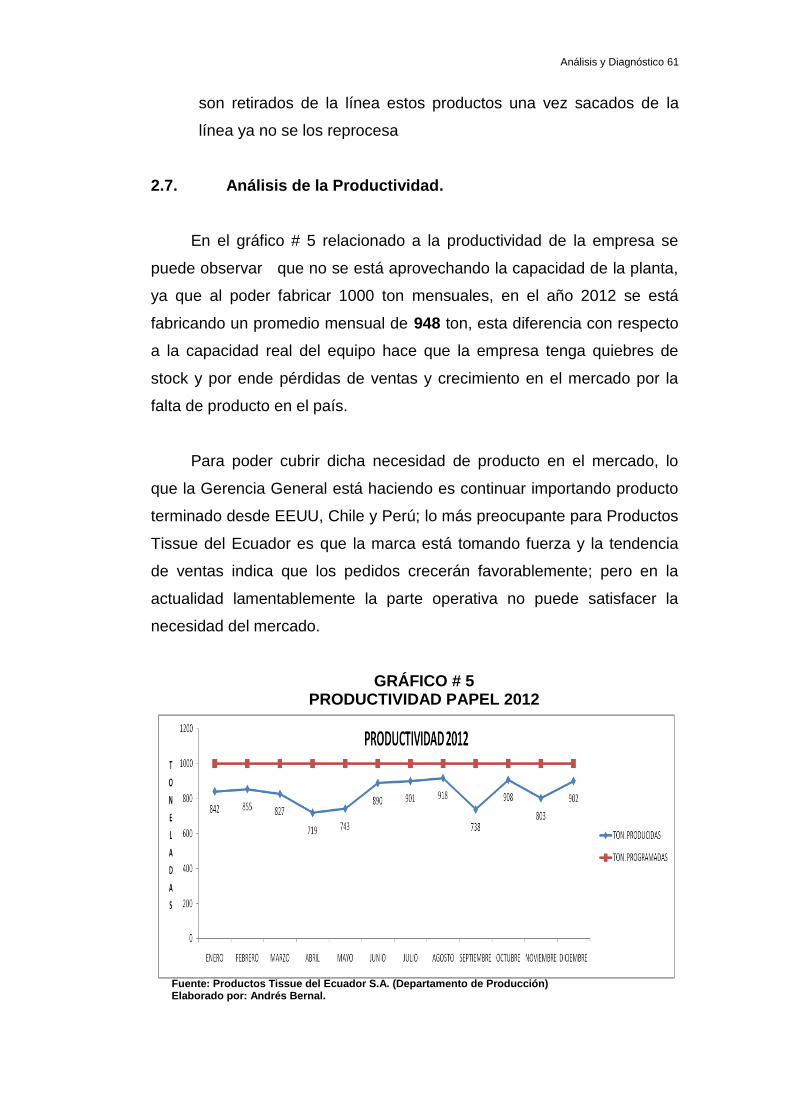
Análisis y Diagnóstico 61
son retirados de la línea estos productos una vez sacados de la
línea ya no se los reprocesa
2.7. Análisis de la Productividad.
En el gráfico # 5 relacionado a la productividad de la empresa se
puede observar que no se está aprovechando la capacidad de la planta,
ya que al poder fabricar 1000 ton mensuales, en el año 2012 se está
fabricando un promedio mensual de 948 ton, esta diferencia con respecto
a la capacidad real del equipo hace que la empresa tenga quiebres de
stock y por ende pérdidas de ventas y crecimiento en el mercado por la
falta de producto en el país.
Para poder cubrir dicha necesidad de producto en el mercado, lo
que la Gerencia General está haciendo es continuar importando producto
terminado desde EEUU, Chile y Perú; lo más preocupante para Productos
Tissue del Ecuador es que la marca está tomando fuerza y la tendencia
de ventas indica que los pedidos crecerán favorablemente; pero en la
actualidad lamentablemente la parte operativa no puede satisfacer la
necesidad del mercado.
GRÁFICO # 5 PRODUCTIVIDAD PAPEL 2012
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Producción) Elaborado por: Andrés Bernal.
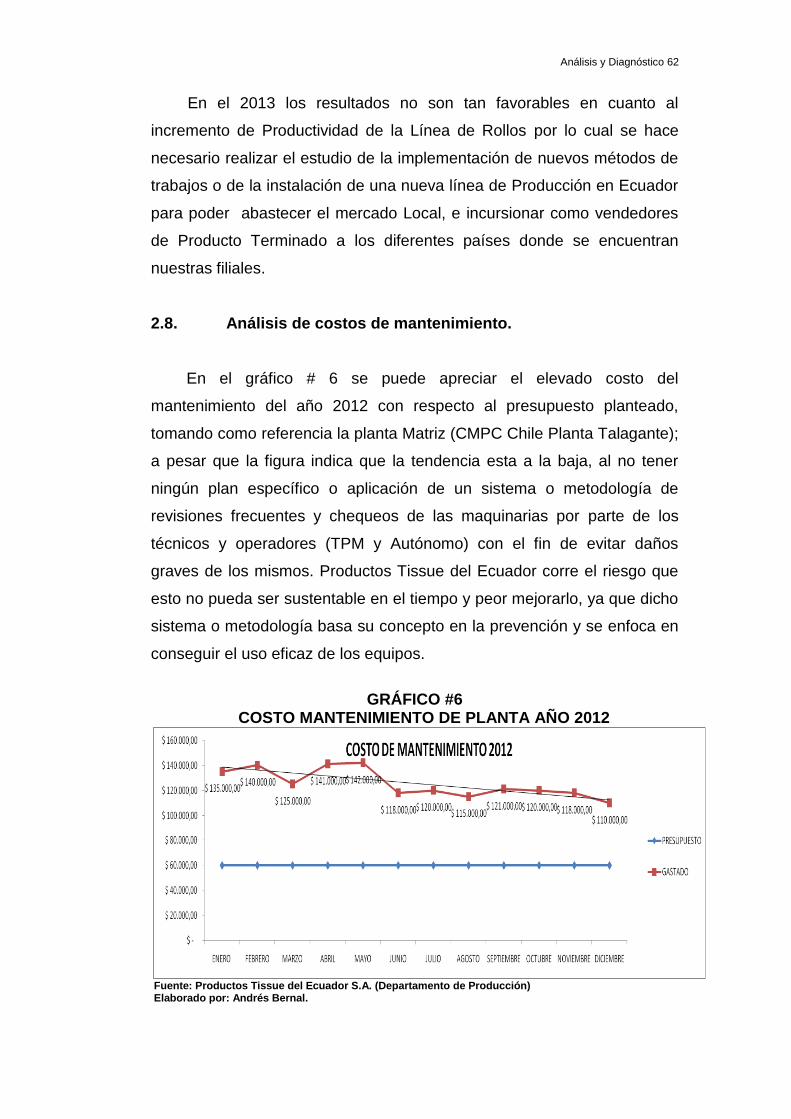
Análisis y Diagnóstico 62
En el 2013 los resultados no son tan favorables en cuanto al
incremento de Productividad de la Línea de Rollos por lo cual se hace
necesario realizar el estudio de la implementación de nuevos métodos de
trabajos o de la instalación de una nueva línea de Producción en Ecuador
para poder abastecer el mercado Local, e incursionar como vendedores
de Producto Terminado a los diferentes países donde se encuentran
nuestras filiales.
2.8. Análisis de costos de mantenimiento.
En el gráfico # 6 se puede apreciar el elevado costo del
mantenimiento del año 2012 con respecto al presupuesto planteado,
tomando como referencia la planta Matriz (CMPC Chile Planta Talagante);
a pesar que la figura indica que la tendencia esta a la baja, al no tener
ningún plan específico o aplicación de un sistema o metodología de
revisiones frecuentes y chequeos de las maquinarias por parte de los
técnicos y operadores (TPM y Autónomo) con el fin de evitar daños
graves de los mismos. Productos Tissue del Ecuador corre el riesgo que
esto no pueda ser sustentable en el tiempo y peor mejorarlo, ya que dicho
sistema o metodología basa su concepto en la prevención y se enfoca en
conseguir el uso eficaz de los equipos.
GRÁFICO #6
COSTO MANTENIMIENTO DE PLANTA AÑO 2012
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Producción) Elaborado por: Andrés Bernal.
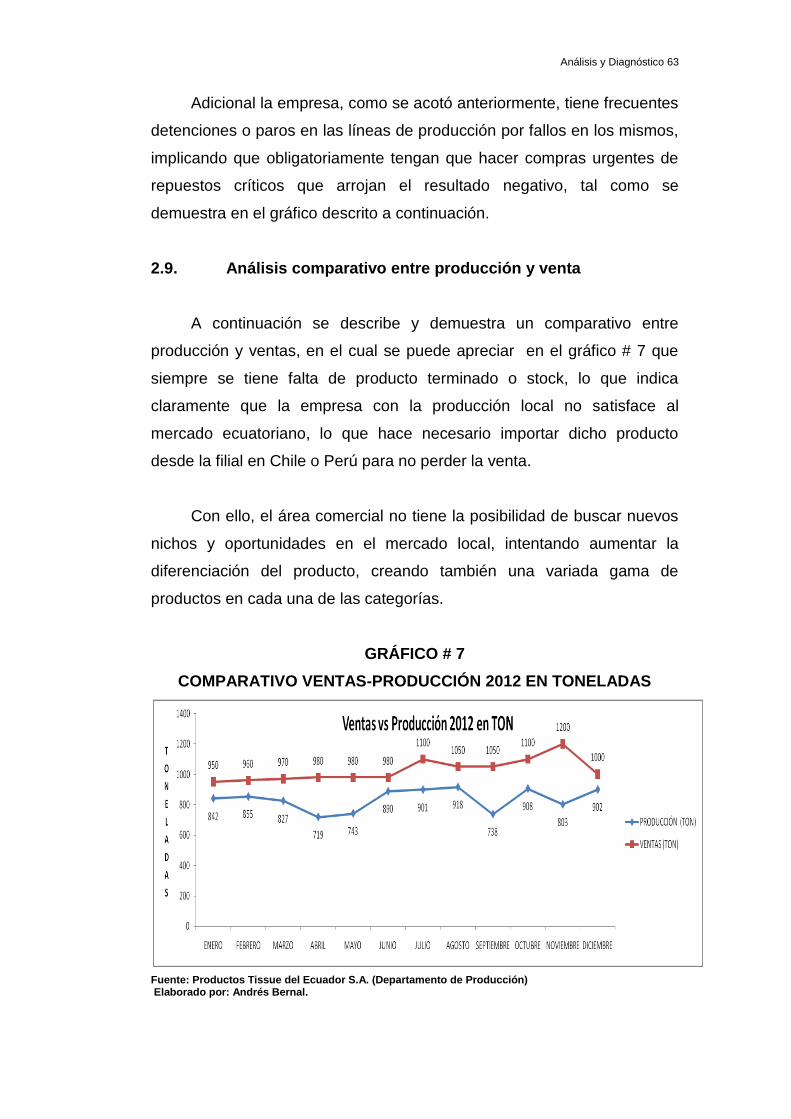
Análisis y Diagnóstico 63
Adicional la empresa, como se acotó anteriormente, tiene frecuentes
detenciones o paros en las líneas de producción por fallos en los mismos,
implicando que obligatoriamente tengan que hacer compras urgentes de
repuestos críticos que arrojan el resultado negativo, tal como se
demuestra en el gráfico descrito a continuación.
2.9. Análisis comparativo entre producción y venta
A continuación se describe y demuestra un comparativo entre
producción y ventas, en el cual se puede apreciar en el gráfico # 7 que
siempre se tiene falta de producto terminado o stock, lo que indica
claramente que la empresa con la producción local no satisface al
mercado ecuatoriano, lo que hace necesario importar dicho producto
desde la filial en Chile o Perú para no perder la venta.
Con ello, el área comercial no tiene la posibilidad de buscar nuevos
nichos y oportunidades en el mercado local, intentando aumentar la
diferenciación del producto, creando también una variada gama de
productos en cada una de las categorías.
GRÁFICO # 7
COMPARATIVO VENTAS-PRODUCCIÓN 2012 EN TONELADAS
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Producción) Elaborado por: Andrés Bernal.
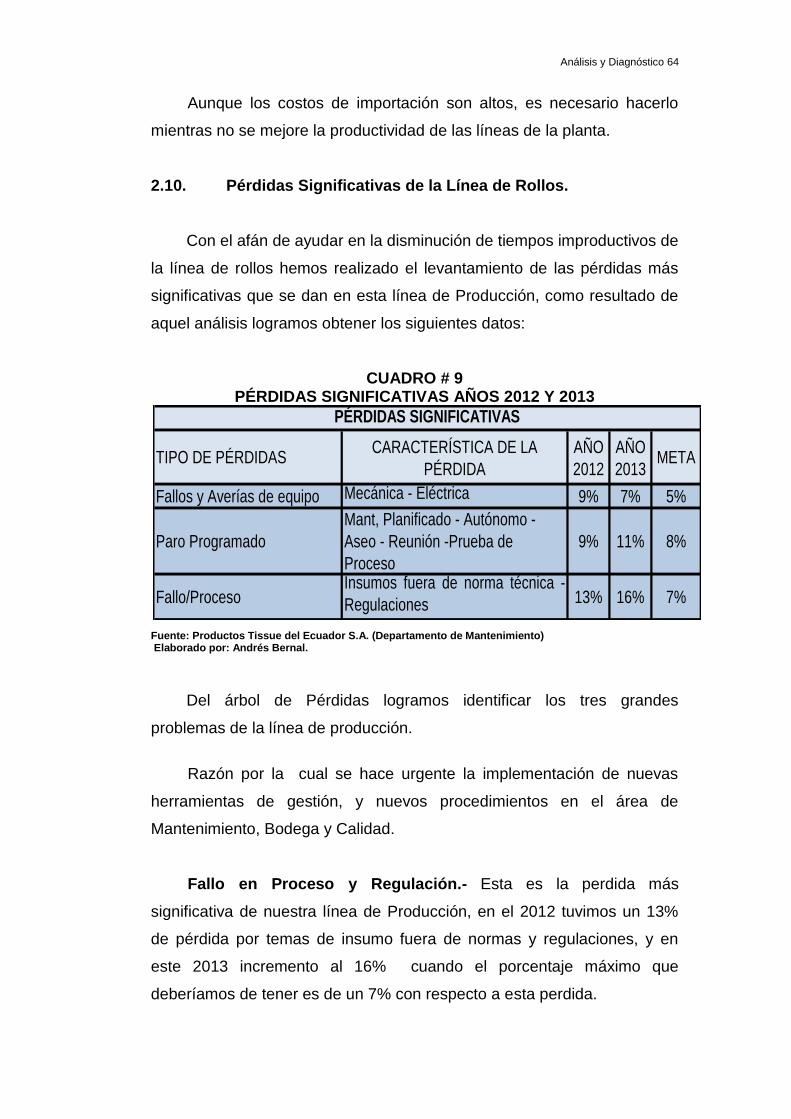
Análisis y Diagnóstico 64
Aunque los costos de importación son altos, es necesario hacerlo
mientras no se mejore la productividad de las líneas de la planta.
2.10. Pérdidas Significativas de la Línea de Rollos.
Con el afán de ayudar en la disminución de tiempos improductivos de
la línea de rollos hemos realizado el levantamiento de las pérdidas más
significativas que se dan en esta línea de Producción, como resultado de
aquel análisis logramos obtener los siguientes datos:
CUADRO # 9 PÉRDIDAS SIGNIFICATIVAS AÑOS 2012 Y 2013
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
Del árbol de Pérdidas logramos identificar los tres grandes
problemas de la línea de producción.
Razón por la cual se hace urgente la implementación de nuevas
herramientas de gestión, y nuevos procedimientos en el área de
Mantenimiento, Bodega y Calidad.
Fallo en Proceso y Regulación.- Esta es la perdida más
significativa de nuestra línea de Producción, en el 2012 tuvimos un 13%
de pérdida por temas de insumo fuera de normas y regulaciones, y en
este 2013 incremento al 16% cuando el porcentaje máximo que
deberíamos de tener es de un 7% con respecto a esta perdida.
TIPO DE PÉRDIDASCARACTERÍSTICA DE LA
PÉRDIDA
AÑO
2012
AÑO
2013META
Fallos y Averías de equipo Mecánica - Eléctrica 9% 7% 5%
Paro Programado
Mant, Planificado - Autónomo -
Aseo - Reunión -Prueba de
Proceso
9% 11% 8%
Fallo/ProcesoInsumos fuera de norma técnica -
Regulaciones 13% 16% 7%
PÉRDIDAS SIGNIFICATIVAS
Análisis y Diagnóstico 65
El tema del Insumo fuera de norma es el que más nos ha costado
debido a lo difícil que es conseguir la materia prima para elaboración de
nuestro Producto, sin embargo hay oportunidad de mejora en cuanto a la
recepción del Jumbo para poder almacenar de mejor manera esta materia
prima y reducir así el desperdicio que se genera por el desmante de los
jumbos en mal estado.
Además de perjudicar la estabilidad de la línea en cuanto a
producción, también crea problemas con respecto a fallos en los equipos,
ya que con el afán de lograr procesar la materia prima se tiene que
comenzar a mover las calibraciones estándares de la máquina haciendo
así que la vida útil de los repuestos se acorte y se produzcan problemas
en los equipos.
Fallos y averías de Equipos.- Revisando los datos del año 2012, lo
cual nos indicaba que por este fallo teníamos el 9% de las pérdidas de
Productividad y que en este 2013 se ha logrado reducir a un 7%, nos ha
permitido mejorar ciertos aspectos con respecto a la confiabilidad de los
equipos, si bien es cierto se ha reducido aun se requiere de la
implementación de nuevas herramientas de gestión en el área de
mantenimiento, las cuales nos van a ayudar a llegar a la meta que es de
no tener más del 5% de pérdidas por fallos de averías y equipos.
Esto nos ayudara a brindarle continuidad al proceso, logrando
mejorar la productividad en la Línea de rollos. La mejora con respecto al
porcentaje del fallo de pérdida por avería será paralela a la mejora que
tengamos en los temas de fallos en procesos y regulaciones.
Paros Programados.- Este tiempo, está ligado al área de
mantenimiento, y se da por el tiempo extra que se necesita para el
arranque de la línea de producción cuando se coordinan paros de
máquinas de 8 horas y no se logra cumplir con este tiempo establecido.
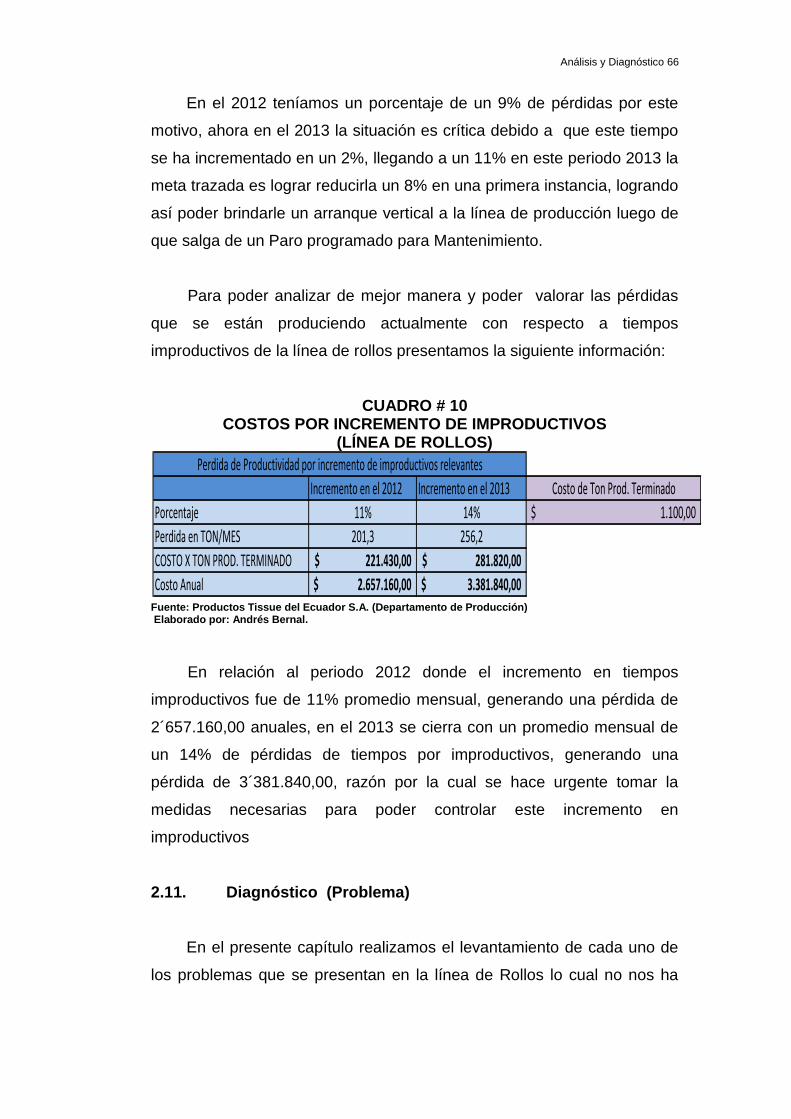
Análisis y Diagnóstico 66
Incremento en el 2012 Incremento en el 2013
Porcentaje 11% 14%
Perdida en TON/MES 201,3 256,2
COSTO X TON PROD. TERMINADO 221.430,00$ 281.820,00$
Costo Anual 2.657.160,00$ 3.381.840,00$
Perdida de Productividad por incremento de improductivos relevantes
Costo de Ton Prod. Terminado
1.100,00$
En el 2012 teníamos un porcentaje de un 9% de pérdidas por este
motivo, ahora en el 2013 la situación es crítica debido a que este tiempo
se ha incrementado en un 2%, llegando a un 11% en este periodo 2013 la
meta trazada es lograr reducirla un 8% en una primera instancia, logrando
así poder brindarle un arranque vertical a la línea de producción luego de
que salga de un Paro programado para Mantenimiento.
Para poder analizar de mejor manera y poder valorar las pérdidas
que se están produciendo actualmente con respecto a tiempos
improductivos de la línea de rollos presentamos la siguiente información:
CUADRO # 10 COSTOS POR INCREMENTO DE IMPRODUCTIVOS
(LÍNEA DE ROLLOS)
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Producción) Elaborado por: Andrés Bernal.
En relación al periodo 2012 donde el incremento en tiempos
improductivos fue de 11% promedio mensual, generando una pérdida de
2´657.160,00 anuales, en el 2013 se cierra con un promedio mensual de
un 14% de pérdidas de tiempos por improductivos, generando una
pérdida de 3´381.840,00, razón por la cual se hace urgente tomar la
medidas necesarias para poder controlar este incremento en
improductivos
2.11. Diagnóstico (Problema)
En el presente capítulo realizamos el levantamiento de cada uno de
los problemas que se presentan en la línea de Rollos lo cual no nos ha

Análisis y Diagnóstico 67
permitido lograr las productividades esperadas, para así disminuir el tema
de importación de Producto terminado para poder abastecer nuestro
mercado Local, y ampliar nuestra cartera de Clientes.
Se hace necesario la implementación de herramientas de Gestión y
Procedimientos en cada uno de los departamentos (Mantenimiento,
Bodega y Producción), así como ver también la posibilidad de la
implementación de una nueva línea para poder disminuir los cambios de
formatos en nuestra máquina, y poder darle continuidad a la producción,
para poder mejorar los resultados que actualmente estamos obteniendo,
debido a que nuestro mercado crece y de no poder sostener e
incrementar las toneladas producidas de papel mensualmente corremos el
riesgo de empezar a perder el mercado que hemos ganado a nuestros
competidores.
Presentaremos en el Capítulo III las propuestas de acuerdo al
análisis que hemos realizado a los problemas que se presentan en la
línea de rollos.
CAPÍTULO III
LA PROPUESTA
3.1. Descripción
En el presente Capítulo revisaremos la propuesta de solución a uno
de los diferentes problemas que se levantaron durante el estudio que se
realizó en la Planta de producción de la línea de rollos de la Empresa
Producto Tissue del Ecuador.
De acuerdo a los resultados que se obtuvieron en el Capítulo II con
respecto al análisis de las mayores pérdidas que impactan directamente
en el no cumplimiento de la productividad mensual realizaremos la
propuesta al problema más relevante.
El problema más relevante que tenemos en la planta Productos
Tissue del Ecuador corresponde a las pérdidas que se dan en la línea de
rollos, la cuales se ven reflejadas en los datos de improductivos que se
llevan en la planta, ocasionando pérdidas de millones de dólares anuales.
A continuación presentaremos los datos de los improductivos más
relevantes de la línea de rollos de la planta Productos Tissue del Ecuador,
se han tomado en cuenta los datos recolectados en el año 2012 y 2013 y
podemos notar que a pesar de darle seguimientos, no han podido
gestionarse la implementación de nuevas técnicas las cuales permitan
controlar y mantener la eficiencia de las máquinas.
Cabe indicar que los datos recolectados para el estudio son datos
que se obtuvieron del árbol de pérdidas de la Línea de Rollos. (ver
cuadro#9).
La Propuesta 69
3.2. Descripción de la propuesta para reducir pérdidas
significativas de la Línea de Rollos.
Mediante el análisis efectuado en la planta Productos Tissue del
Ecuador, en dónde se recolectó información de las pérdidas que más
impactaban en el no cumplimiento de la producción.
Concluimos que el foco se encontraba en gestionar la
implementación de técnicas las cuales vayan enfocadas en la mejora
continua de un proceso, y que permitan a su vez estandarizar
procedimientos y parámetros de regulación de las máquinas que
intervienen en el proceso productivo, teniendo en cuenta que el recurso
humano es el principal factor con el cual se deberá de trabajar para poder
implementar las nuevas propuestas de trabajo.
En nuestro primer punto de análisis nos enfocaremos en mejorar los
improductivos correspondientes a Fallos, averías de equipos y
mantenimientos programados, los cuales serán gestionados en conjunto
entre el departamento de mantenimiento y el departamento de proceso.
3.2.1.
Propuesta de: Implementación de herramientas de gestión
para reducir improductivos generados por fallos y averías
de equipos y paros programados.
Uno de los problemas que actualmente tenemos en cuanto a temas
de improductivos más relevantes en la línea de rollos de la empresa
Producto Tissue del Ecuador, es la pérdida de tiempo con respecto a
fallos y averías en equipos, estos tiempos se ven reflejados por lo general
al final de cada mes cuando no se ha podido llegar al objetivo de
producción planteado para el mes (1000 Ton Mensuales), ya que al final
del mes al momento de evaluar el por qué no se lograron las metas los
improductivos reflejan los tiempos que se perdieron, por fallas en las
La Propuesta 70
máquinas que pudieron haber sido detectadas y gestionadas a tiempo
para sí evitar paros largos de línea.
Para tratar de reducir los tiempos de Improductivos generados por
Fallos y averías de equipos en la línea de rollos se propone la
implementación de puntos específicos de trabajo con los operadores de
cada una de las máquinas que componen la línea de producción.
Cabe mencionar que la cantidad de personas a formar en los grupos,
así como las herramientas para el análisis, la estructura de los comités y
los tiempos son ideas sustentadas y probadas por otras empresas.
Se presenta el siguiente plan de implementación para el
mantenimiento autónomo en la línea de producción de rollos de papel
higiénico.
Para la implementación del mantenimiento autónomo se realizará
una reunión previa con el jefe de área de la línea de papel higiénico, para
establecer la metodología a usar con los operadores de la línea de
producción.
Los puntos que se detallan en esta parte son: Liderazgo, Programas
de Educación e Información, Adiestramiento y Capacitación para el
Programa de Mantenimiento Autónomo, Motivación, éstos son
considerados como los puntos más importantes a desarrollar.
Liderazgo
El efecto de cascada es muy importante para el desarrollo del
personal. La gerencia y jefes de división deben comprometerse y saber lo
que se va a realizar, además apoyar las tareas sobre todo en su etapa de
introducción donde se necesita mayor uso de recursos, ya sean éstos
La Propuesta 71
humanos o de materiales. La gerencia y jefes de división deben conocer
los beneficios de la implementación de herramientas de gestión como lo
es el mantenimiento autónomo, smed, center line. Además deben apoyar
con los recursos necesarios para avanzar de manera adecuada con el
proyecto.
La gerencia debe conocer y después difundir la importancia de las
otras áreas dentro del programa. Las áreas más comprometidas son:
Producción (departamento de proceso) y Mantenimiento. Se ha elegido
estas dos áreas porque son ellas las que están directamente involucradas
con algunas disciplinas como el mantenimiento autónomo.
Programas de Educación e Información.
La capacitación debe ser constante en la empresa, sin embargo se
propone una capacitación inicial en las áreas de Mantenimiento y
Producción por parte de un capacitador TPM.
Como se mencionó anteriormente, se ha elegido estas dos áreas
porque comparten tareas comunes dentro del mantenimiento autónomo.
Se inicia con una sesión netamente informativa donde se tocarán los
temas de: Conceptos Generales, Objetivos del proyecto a corto y mediano
plazo, 5`s y Sistemas de incentivos por logros.
Además de las charlas de capacitación, se sugiere implementar las
charlas de 5 minutos, las cuales se realizaran en cada uno de los turnos
del dia.
Estas charlas se efectúan antes de empezar la jornada. Se reúnen
en grupos y se pueden tratar diversos temas como seguridad, defectos
encontrados, soluciones de los propios trabajadores, 5´s, etc.
La Propuesta 72
Estas charlas de los 5 minutos deben estar dirigidas por los
supervisores de turno y los trabajadores pueden sugerir los temas a tratar,
cada charla debe estar anotada en un libro donde se señale el tema del
turno y las conclusiones del caso.
3.2.1.1
Adiestramiento / Capacitación para el programa de
mantenimiento autónomo.
Una vez presentada al jefe de área la metodología a usar para la
implementación del mantenimiento autónomo se coordinara charlas con
todos los operadores de los diferentes turnos para mostrarles la
metodología que se pretende implementar en los puestos de trabajos.
Para esto necesitaremos empezar a trabajar con los operadores en
puntos específicos, esto se lo implementará en etapas en donde se
tendrán que consolidar cada uno de los puntos que se describirán a
continuación:
Aseo Inicial
Identificación de fuentes de contaminación y control
Estándares provisorios de limpieza
Definición de puntos de control (mantenimiento.) y frecuencia.
Se ha podido comprobar que una de las principales fuentes de fallos
y averías de los equipos de la línea de rollos se da por temas de limpieza
y lubricación.
Es por esto que se propone la implementación del mantenimiento
autónomo enfocado en 4 puntos principales que nos ayudarán a reducir
los tiempos que actualmente se están perdiendo por fallos y averías de
equipos por problemas que no podemos detectar por no limpiar e
inspeccionar.
La Propuesta 73
El primer punto consiste en Aseo de cada uno de los puestos de
trabajos, la primera etapa de la implementación del mantenimiento
autónomo la centraremos en enseñarle a cada uno de los operadores a
realizar la limpieza de sus equipos, se realizarán charlas enfocadas a la
enseñanza de cómo se debe de limpiar los equipos, haciéndoles
referencia de lo que se ganaría implementando la limpieza en los puestos
de trabajos, y de cómo se les facilitaría el poder detectar una falla antes
de que ocurra, este paso del aseo nos lleva a un posterior Mantenimiento
preventivo aplicado a la línea de producción.
Luego de que el tema Limpieza de equipos este implementada como
una actividad diaria de cada uno de los trabajadores daremos paso a la
segunda etapa de implementación del mantenimiento autónomo, que
consiste en Identificación de fuentes de contaminación y control.
La Identificación de fuentes de contaminación y control, consistirá en
que el operador este en la capacidad de poder saber de qué manera
puede trabajar su equipo, bajo condiciones normales o condición básica
del mismo, en este punto las fuentes de contaminación de las máquina en
una empresa papelera como la nuestra se da por el polvo emitido por el
papel, el cual si no se limpia, puede llegar a introducirse en los equipos
electrónicos y partes mecánicas produciendo fallos como
recalentamientos de partes eléctricas y electrónicas de las máquina, y
deterioro forzado por limpieza en caso de las partes mecánicas de los
equipos como lo son rodamientos .
Luego de reconocer cuales son las fuentes de contaminación para
nuestros equipos tenemos que llegar al punto de ser capaz de
implementar los estándares provisorios de limpieza.
Los Estándares provisorios de limpieza, marcan el punto óptimo de
limpieza de los equipos, este nos asegurará de que si limpiamos de
La Propuesta 74
manera tal que el componente de la máquina no se contamine con polvo
nos alargará la vida útil de dicho componentes, evitando paradas por
temperatura elevada en las máquinas.
Adicional no solo se reducirán los tiempos de paradas por fallos, sino
que al aprender a revisar los equipos lograremos poder gestionar el
incremento de la vida útil de repuestos tales como cadena, que por lo
general se encuentran en cada uno de los equipos que se tienen a lo
largo de la línea de producción.
Definición de puntos de control (mantenimiento) y frecuencia.
Unas vez que hemos conocido la máquina debido a la limpieza diaria
de cada uno de sus componentes, estamos en la capacidad de elaborar
un Check list con los puntos críticos de control, y podremos establecer la
frecuencia de limpieza y lubricación del equipo, de esta manera nos
aseguraremos que los puntos críticos de los equipos estén diariamente
monitoreados y lubricados, evitando así el desgaste prematuro de piezas
y componentes de los equipos.
El seguimiento de estos 4 puntos para la implementación del
mantenimiento autónomo deberá estar a cargo del departamento de
Proceso de la Planta Productos Tissue del Ecuador, ellos serán los
encargados de las capacitaciones de cada uno de los operadores de los
equipos que intervienen en la línea de rollos , estarán pendiente juntos
con el departamento de mantenimiento de la enseñanza en máquina de
cómo se debe de limpiar los equipos, elaborarán y controlarán los check
list de Limpieza y lubricación de equipos, generando informes generales
de cumplimiento de limpieza.
El departamento de mantenimiento realizará auditorias semanales de
la limpieza y lubricación de los equipos para corroborar que
La Propuesta 75
verdaderamente el tema de limpieza y lubricación se lo esté llevando de
buena manera por parte de todos los operadores de equipos.
Una manera de comprobar que esto verdaderamente se esté dando
será la disminución de paradas por temas de fallos que pudieron ser
prevenidos mediante la limpieza de los equipos, y que hayan sido
detectados mediante las revisiones diarias de los puntos críticos de
control.
El departamento de Procesos, en conjunto con el departamento de
mantenimiento serán los encargados de elaborar charlas las cuales serán
expuestas a los operadores de los equipos.
Para dicho material se usarán fotografías de los equipos los cuales
ellos operan, mostrándoles a ellos el antes y después del equipo en
revisión.
Motivación.
Es importante tener al personal motivado para que así puedan rendir
positivamente en las diferentes áreas y por lo tanto aumentar su
productividad en la compañía.
Es por esta razón que se propone crear expectativa en el personal
sobre la puesta en marcha del mantenimiento autónomo, esta expectativa
se generará en el período de los 3 meses de introducción al
mantenimiento autónomo donde se realizaran pancartas para el
lanzamiento del proyecto, premiaciones.
Un programa de implementación sea exitoso depende del
compromiso y actitud positiva de todos los involucrados”, por lo tanto se
recomienda utilizar el Reconocimiento al Logro, ya que ésta es una forma
La Propuesta 76
positiva y organizada para mantener un alto nivel de compromiso de los
empleados. Es por esta razón; que se premiará a los equipos, de acuerdo
a los alcances de sus metas.
Los equipos ganadores recibirán un bono que consistirá en un
incentivo de $1000 dólares para ser repartido en partes iguales con el
grupo de trabajo, un artículo en el boletín de la empresa y un almuerzo
con el gerente de operaciones en donde se hará énfasis en el buen
trabajo que realizaron. La evaluación para determinar a los grupos
ganadores se realizará trimestralmente, es decir que cada trimestre se
tendrá un equipo ganador.
Con el fin de ayudar al incremento de la productividad de la línea de
rollos se hace necesaria también la implementación de una herramienta
de control como lo es el Center Line.
3.2.1.2 Implementar center line
Para la implementación de Center Line se hace necesario el
levantamiento de información que nos servirán como guía para cada uno
de los operadores, entre los principales datos que necesitaremos levantar
tenemos:
Levantar información de parámetros de los productos Elite Celeste
y Extra
Levantar información de los productos laminados
Definición de métodos de control para cada uno de los productos
Con la implementación del center line podremos disminuir
considerablemente los tiempos en los cambios de formato de la línea de
producción, ya que debido a la gran variedad de producto que se tiene en
el mercado los cambios de formatos son muy seguidos, y se hace
La Propuesta 77
imprescindible tener datos documentados los cuales puedan ser el punto
de partida para las regulaciones de cada producto, actualmente se apela
a la experiencia de operadores para que ellos sean quienes modifiquen
los parámetros en las máquinas, la idea de implementar el center Line en
la Línea de rollos es de que al momento de que un operador nuevo sea
ascendido como operador líder, este sea capaz de rápidamente poder
gestionar solo un cambio de formato, sin tener que perder tiempos por
regulaciones.
3.2.1.3. Implementar SMED a empaquetadora de la línea de rollos.
Para implementar SMED en la línea de rollos tenemos que realizar
los siguientes pasos:
1.- Identificar las actividades y separarlas en internas y externas.
2.- Clasificarlas según tipo y capacitar.
3.- Eliminar pasos innecesarios y capacitar.
4.- Seguimiento y control de SMED.
Lo interesante del SMED es que permitirá enfocarnos en nuevas
formas de trabajos para aminorar los tiempos especialmente en cambios
de formatos de las empaquetadoras que son los equipos que más
cambios de piezas tienen que realizarse.
Levantamiento de habilidades requeridas para ser operador de los
equipos de la línea de rollos.
Desbobinador
Centrado de jumbos
Montaje de jumbos
Regulación del sistema de freno
La Propuesta 78
Funcionamiento de los punzones
Tensiones de papel
Gofrador
Regulación de presión de gofrado
Regulación de NIP
Regulación sistema de laminación
Cambios de rodillos de acero
Regulación rodillo de presión
Tipos de gofrado
Dureza de los polines de goma
Polines de goma
Rebobinadora
Cambio de peineta y sufrideras
Regulación de parámetros Rodillo rebobinador inferior
Regulación de parámetros Polín prensa
Regulación tensión de papel
Regulación velocidad de polín prensa
Regulación y cambio de dedos o lamina de corte
Habilitación de Jog de ejes
Regulación de molletes
Regulación prensas tracción
Regulación de garganta
Posición de adhesivo de transferencia en tubete
Encolador
Regulación posición regletas
La Propuesta 79
Regulación diámetro de log
Regulación largo de gualeta
Regulación aproximación polín pesca cola (L-10)
Regulación posición de adhesivo en bandeja.
Acumulador
Alineación de bandejas
Regulación posición de parada de bandejas en carga
Regulación de tiempo de descarga
Regulación de levas de descarga
Regulación de posición de parada de bandejas en descarga
Tensado de cadenas
Cortadora
Cambio de cuchilla de corte
Regulación de aproximación de esmeriles
Regulación y cambio de mordazas
Regulación de empujadores
Regulación de techos de entrada
Regulación límite mínimo orbital
Regulación seguridad entrada de logs
Alineación de empujadores
3.3. Costo total de la propuesta de implementación de
herramientas de gestión para reducir improductivos
generados por fallos y averías de equipos.
Para la implementación de las herramientas de gestión en la línea de
rollos de papel higiénico, no se ha asignado un API (aprobación de
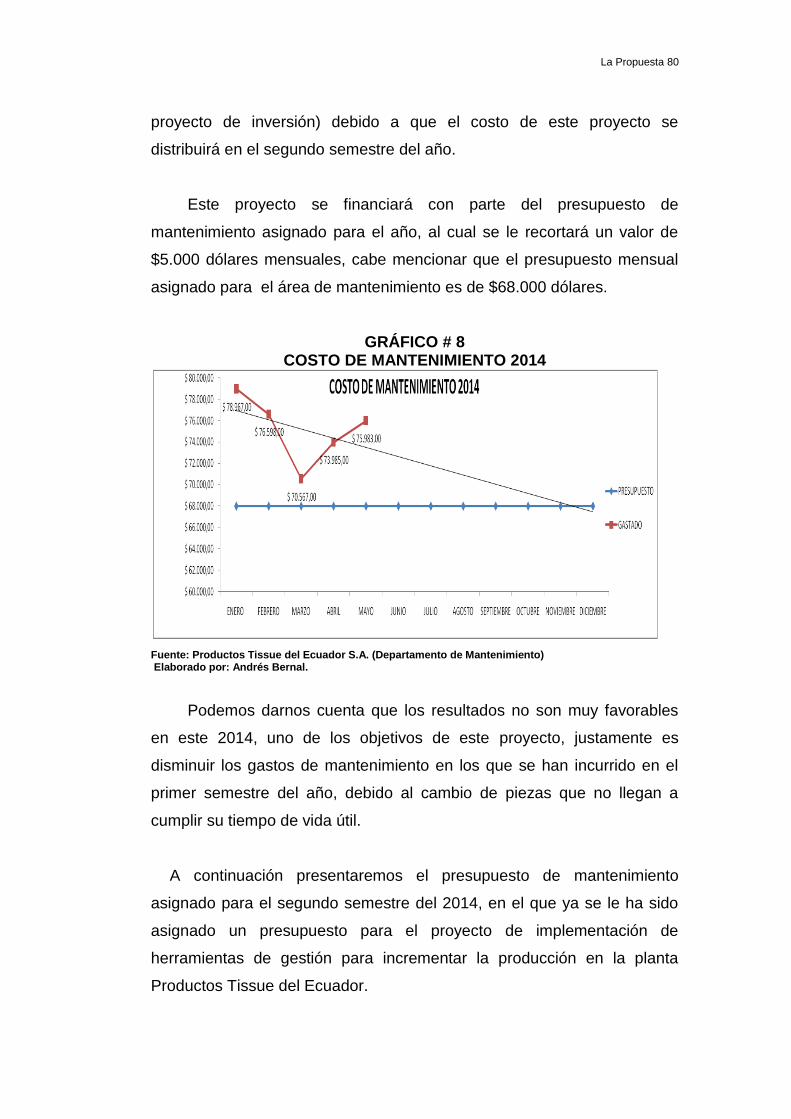
La Propuesta 80
proyecto de inversión) debido a que el costo de este proyecto se
distribuirá en el segundo semestre del año.
Este proyecto se financiará con parte del presupuesto de
mantenimiento asignado para el año, al cual se le recortará un valor de
$5.000 dólares mensuales, cabe mencionar que el presupuesto mensual
asignado para el área de mantenimiento es de $68.000 dólares.
GRÁFICO # 8 COSTO DE MANTENIMIENTO 2014
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
Podemos darnos cuenta que los resultados no son muy favorables
en este 2014, uno de los objetivos de este proyecto, justamente es
disminuir los gastos de mantenimiento en los que se han incurrido en el
primer semestre del año, debido al cambio de piezas que no llegan a
cumplir su tiempo de vida útil.
A continuación presentaremos el presupuesto de mantenimiento
asignado para el segundo semestre del 2014, en el que ya se le ha sido
asignado un presupuesto para el proyecto de implementación de
herramientas de gestión para incrementar la producción en la planta
Productos Tissue del Ecuador.
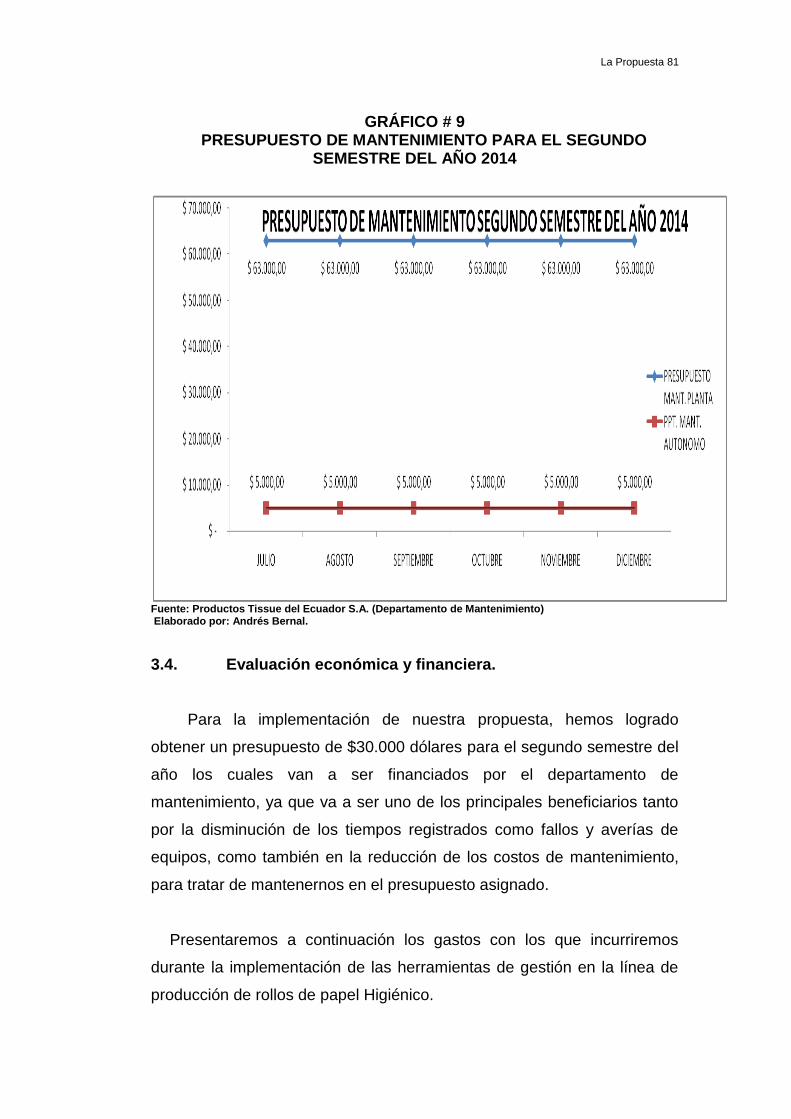
La Propuesta 81
GRÁFICO # 9 PRESUPUESTO DE MANTENIMIENTO PARA EL SEGUNDO
SEMESTRE DEL AÑO 2014
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
3.4. Evaluación económica y financiera.
Para la implementación de nuestra propuesta, hemos logrado
obtener un presupuesto de $30.000 dólares para el segundo semestre del
año los cuales van a ser financiados por el departamento de
mantenimiento, ya que va a ser uno de los principales beneficiarios tanto
por la disminución de los tiempos registrados como fallos y averías de
equipos, como también en la reducción de los costos de mantenimiento,
para tratar de mantenernos en el presupuesto asignado.
Presentaremos a continuación los gastos con los que incurriremos
durante la implementación de las herramientas de gestión en la línea de
producción de rollos de papel Higiénico.
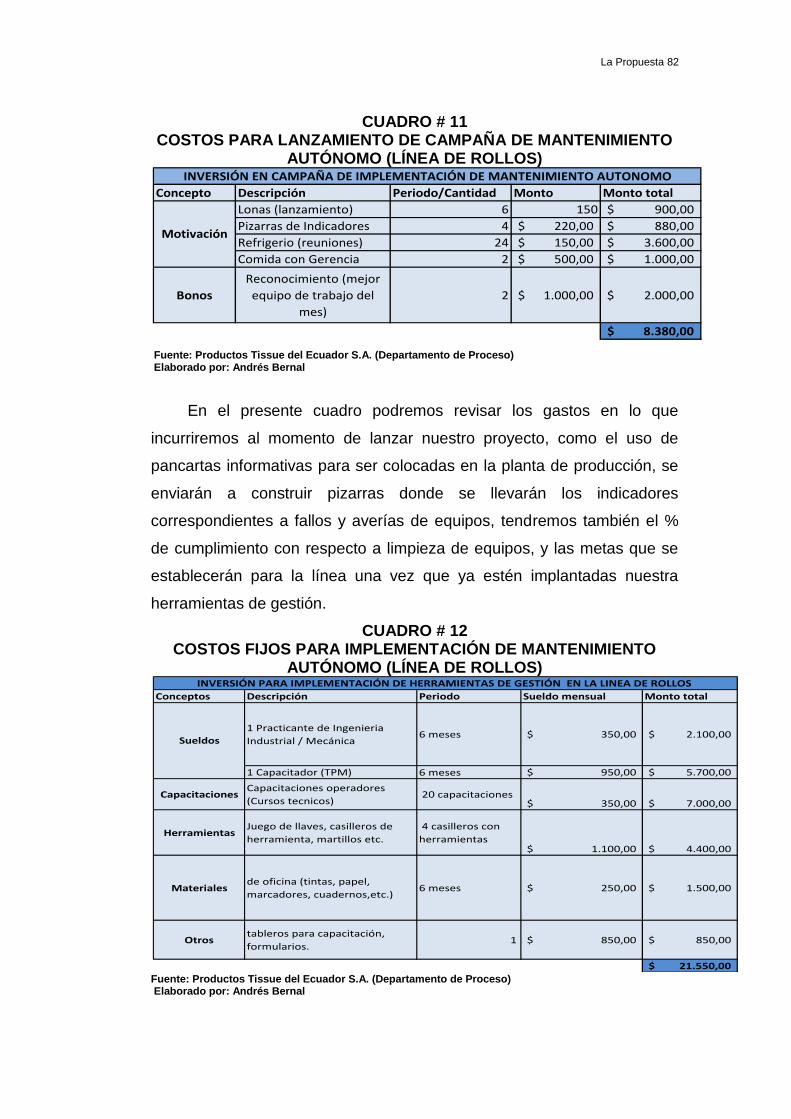
La Propuesta 82
CUADRO # 11 COSTOS PARA LANZAMIENTO DE CAMPAÑA DE MANTENIMIENTO
AUTÓNOMO (LÍNEA DE ROLLOS)
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Proceso) Elaborado por: Andrés Bernal
En el presente cuadro podremos revisar los gastos en lo que
incurriremos al momento de lanzar nuestro proyecto, como el uso de
pancartas informativas para ser colocadas en la planta de producción, se
enviarán a construir pizarras donde se llevarán los indicadores
correspondientes a fallos y averías de equipos, tendremos también el %
de cumplimiento con respecto a limpieza de equipos, y las metas que se
establecerán para la línea una vez que ya estén implantadas nuestra
herramientas de gestión.
CUADRO # 12 COSTOS FIJOS PARA IMPLEMENTACIÓN DE MANTENIMIENTO
AUTÓNOMO (LÍNEA DE ROLLOS)
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Proceso) Elaborado por: Andrés Bernal
Concepto Descripción Periodo/Cantidad Monto Monto total
Lonas (lanzamiento) 6 150 900,00$
Pizarras de Indicadores 4 220,00$ 880,00$
Refrigerio (reuniones) 24 150,00$ 3.600,00$
Comida con Gerencia 2 500,00$ 1.000,00$
Bonos
Reconocimiento (mejor
equipo de trabajo del
mes)
2 1.000,00$ 2.000,00$
8.380,00$
INVERSIÓN EN CAMPAÑA DE IMPLEMENTACIÓN DE MANTENIMIENTO AUTONOMO
Motivación
Conceptos Descripción Periodo Sueldo mensual Monto total
1 Practicante de Ingenieria
Industrial / Mecánica 6 meses 350,00$ 2.100,00$
1 Capacitador (TPM) 6 meses 950,00$ 5.700,00$
CapacitacionesCapacitaciones operadores
(Cursos tecnicos) 20 capacitaciones
350,00$ 7.000,00$
HerramientasJuego de llaves, casilleros de
herramienta, martillos etc.
4 casilleros con
herramientas 1.100,00$ 4.400,00$
Materialesde oficina (tintas, papel,
marcadores, cuadernos,etc.)6 meses 250,00$ 1.500,00$
Otrostableros para capacitación,
formularios. 1 850,00$ 850,00$
21.550,00$
Sueldos
INVERSIÓN PARA IMPLEMENTACIÓN DE HERRAMIENTAS DE GESTIÓN EN LA LINEA DE ROLLOS
La Propuesta 83
Así como también se encuentran los presupuestos asignados para
los reconocimientos y los refrigerios que se entregarán en las reuniones.
A continuación revisaremos los gastos fijos que tendremos al
momento de implementar el mantenimiento autónomo.
Como son los gastos correspondientes a sueldos que se verán reflejados
en la contratación de un practicante durante 6 meses y la contratación de
un capacitador en TPM ya que el por la experiencia que tiene en
implementar mantenimiento productivo total, nos podrá ayudar con la
implementación de las herramientas de gestión, que necesitamos
implementar en la planta Productos Tissue del Ecuador.
Entre los gastos fijos están considerados también cursos de
capacitación técnica para los operadores de los equipos, se enviarán a 10
operadores a capacitaciones técnicas de diferentes temáticas como lo es
neumática y transmisión de potencia, puntos en los cuales se enfoca el
80% de sus actividades en las máquinas.
Se entregarán 4 casilleros de herramientas completos, y
correctamente señalizado, para identificar la posición de cada una de las
herramientas.
Para poder realizar las OPL (One Point Lesson) en las líneas
también se enviarán a construir tableros de trabajos donde quedarán
expuestas las fallas y la solución a los problemas relevantes que se le
presentaron durante su turno de trabajo, así como también se dotará de
material para la realización de estos trabajos y folletos sobre
mantenimiento autónomo
Con la implementación de esta propuesta, lograremos reducir los
tiempos improductivos que se han generado en el 2013 con respecto al
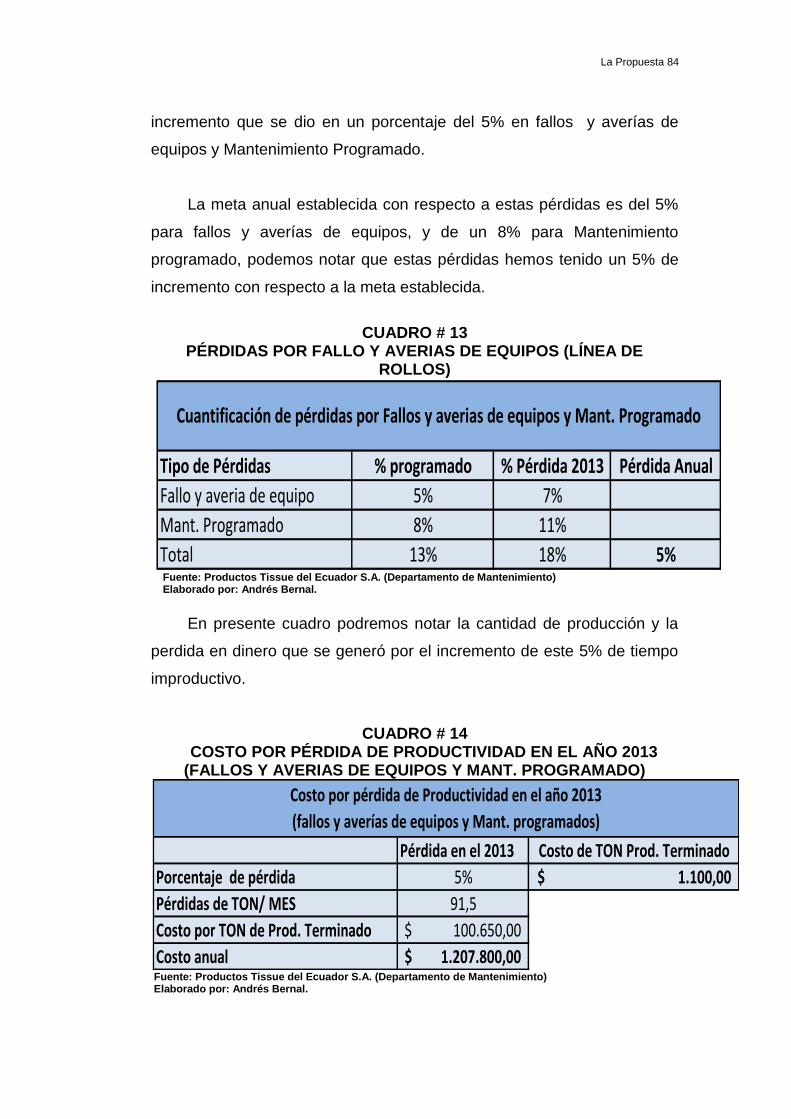
La Propuesta 84
incremento que se dio en un porcentaje del 5% en fallos y averías de
equipos y Mantenimiento Programado.
La meta anual establecida con respecto a estas pérdidas es del 5%
para fallos y averías de equipos, y de un 8% para Mantenimiento
programado, podemos notar que estas pérdidas hemos tenido un 5% de
incremento con respecto a la meta establecida.
CUADRO # 13
PÉRDIDAS POR FALLO Y AVERIAS DE EQUIPOS (LÍNEA DE ROLLOS)
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
En presente cuadro podremos notar la cantidad de producción y la
perdida en dinero que se generó por el incremento de este 5% de tiempo
improductivo.
CUADRO # 14 COSTO POR PÉRDIDA DE PRODUCTIVIDAD EN EL AÑO 2013
(FALLOS Y AVERIAS DE EQUIPOS Y MANT. PROGRAMADO)
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
Pérdida en el 2013
Porcentaje de pérdida 5%
Pérdidas de TON/ MES 91,5
Costo por TON de Prod. Terminado 100.650,00$
Costo anual 1.207.800,00$
Costo por pérdida de Productividad en el año 2013
(fallos y averías de equipos y Mant. programados)
Costo de TON Prod. Terminado
1.100,00$
Tipo de Pérdidas % programado % Pérdida 2013 Pérdida Anual
Fallo y averia de equipo 5% 7%
Mant. Programado 8% 11%
Total 13% 18% 5%
Cuantificación de pérdidas por Fallos y averias de equipos y Mant. Programado
Incremento en el 2012 Incremento en el 2013
Porcentaje 11% 14%
Perdida en TON/MES 201,3 256,2
COSTO X TON PROD. TERMINADO 221.430,00$ 281.820,00$
Costo Anual 2.657.160,00$ 3.381.840,00$
Perdida de Productividad por incremento de improductivos relevantes
Costo de Ton Prod. Terminado
1.100,00$
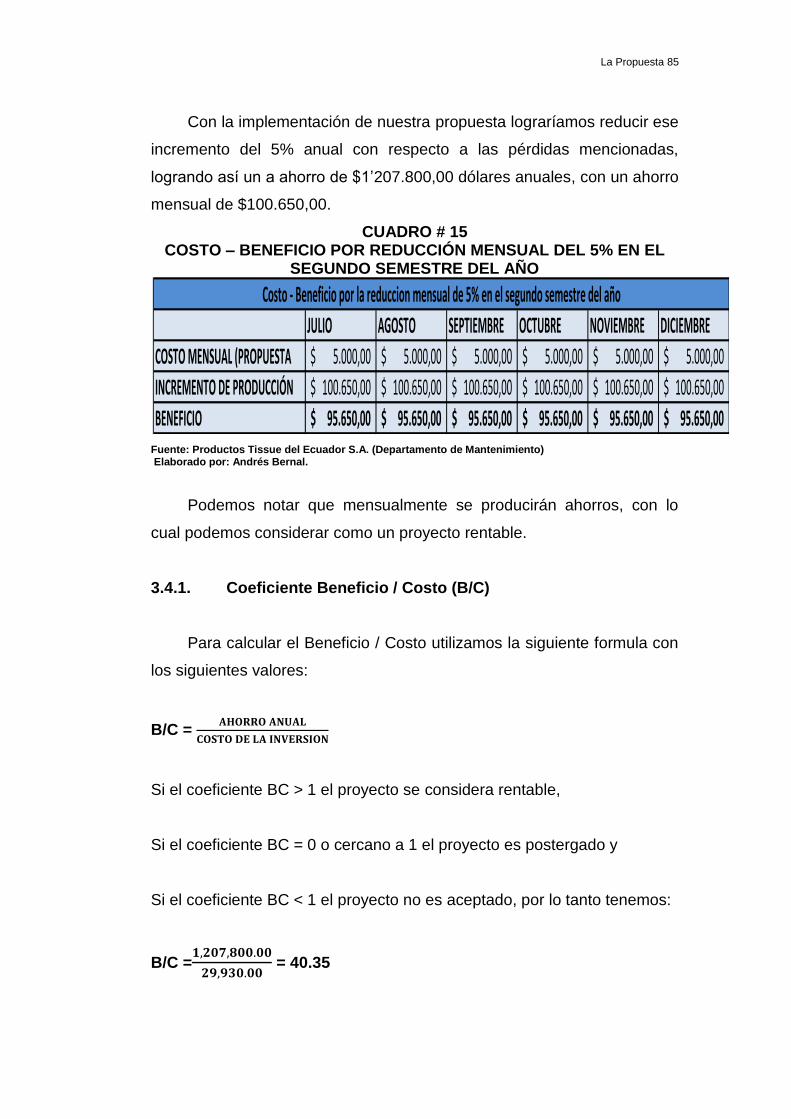
La Propuesta 85
Con la implementación de nuestra propuesta lograríamos reducir ese
incremento del 5% anual con respecto a las pérdidas mencionadas,
logrando así un a ahorro de $1’207.800,00 dólares anuales, con un ahorro
mensual de $100.650,00.
CUADRO # 15 COSTO – BENEFICIO POR REDUCCIÓN MENSUAL DEL 5% EN EL
SEGUNDO SEMESTRE DEL AÑO
Fuente: Productos Tissue del Ecuador S.A. (Departamento de Mantenimiento) Elaborado por: Andrés Bernal.
Podemos notar que mensualmente se producirán ahorros, con lo
cual podemos considerar como un proyecto rentable.
3.4.1. Coeficiente Beneficio / Costo (B/C)
Para calcular el Beneficio / Costo utilizamos la siguiente formula con
los siguientes valores:
B/C =
Si el coeficiente BC > 1 el proyecto se considera rentable,
Si el coeficiente BC = 0 o cercano a 1 el proyecto es postergado y
Si el coeficiente BC < 1 el proyecto no es aceptado, por lo tanto tenemos:
B/C =
= 40.35
JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE
COSTO MENSUAL (PROPUESTA 5.000,00$ 5.000,00$ 5.000,00$ 5.000,00$ 5.000,00$ 5.000,00$
INCREMENTO DE PRODUCCIÓN 100.650,00$ 100.650,00$ 100.650,00$ 100.650,00$ 100.650,00$ 100.650,00$
BENEFICIO 95.650,00$ 95.650,00$ 95.650,00$ 95.650,00$ 95.650,00$ 95.650,00$
Costo - Beneficio por la reduccion mensual de 5% en el segundo semestre del año
La Propuesta 86
Como se puede apreciar el (B/C = 40.35) > 1, entonces el estudio en
mención se considera rentable.
3.5. Cronograma de implementación de la propuesta.
Para la implementación de las herramientas de gestión en la línea de
producción de la planta Productos Tissue del Ecuador se ha propuesto un
cronograma de implementación en el cual se determinarán las fechas en
las que nos enfocaremos en trabajos específicos.
Para asegurarnos de que cada etapa ha quedado implementada se
realizará una evaluación a cada uno de los operadores para así poder dar
paso a la siguiente actividad.
Cronograma de implementación de Herramientas de gestión para la
línea de rollos. (ver anexo 4)
3.6. Conclusiones.
Como conclusión tenemos que la Empresa Productos Tissue del
Ecuador actualmente está perdiendo millones de dólares anuales, los
cuales representan una gran pérdida para la empresa, no tan solo
económica sino también por el espacio que deja en el mercado y que es
aprovechado por la competencia.
La Línea de Rollos actualmente presenta problemas de
Improductivos que pueden ser mejorados con la implementación de las
propuestas descritas en el presente trabajo.
La implementación de la mayoría de estas propuestas dependerá
directamente de las personas que laboran en esta Planta ya que ellos
serán quienes las desarrollaran.
La Propuesta 87
Productos Tissue del Ecuador es una empresa que apunta a ser
líder en el mercado Nacional por lo tanto se hace imprescindible mejorar
las condiciones actuales de la Línea.
3.7. Recomendaciones
Para que la empresa llegue a los objetivos planteados deberá de
tener presente las siguientes recomendaciones:
Implementar cada una de las propuestas para el mejoramiento de
cada uno de los departamentos que intervienen directamente en la
productividad de la Línea de Rollos.
Tener en cuenta que el recurso Humano es primordial al momento
de la implementación de cualquier propuesta.
La empresa debe de brindarle, estabilidad a sus colaboradores,
brindándoles la confianza necesaria y la capacitación debida para
que podamos cumplir el logro de los objetivos planteados.
Es importante que se cree la cultura de la mejora continua una vez
implementada las herramientas de gestión que nos ayudaran a
controlar y mejorar los problemas de las Líneas de producción.
GLOSARIO DE TERMINOS
Bulk: Volumen que adquieren los rollos de papel higiénico
durante el proceso.
CMPC: Compañía Manufacturera de Papel y Cartón.
Cocción: Acción de cocer.
Divisa: Moneda extranjera manejada por un país en el comercio
internacional.
Eficacia: Capacidad para obrar o para producir el efecto
deseado.
Eficiencia: Capacidad para realizar o cumplir adecuadamente
una función.
Encolador: Mecanismo aplicador de goma (cola).
Gofrador: Parte de máquina que consta de 2 rodillos de acero que
unen dos hojas de papel.
Holding: Compañía financiera que se forma cuando una empresa
compra o controla la mayoría de las acciones de otras
empresas, de modo que estas pasan a estar bajo
dominio de la primera.
Laminado: Acción de unir el papel mediante presión con usos de
adhesivos.
Glosario de Términos 89
Log: Canuto rebobinado con papel en el metraje
correspondiente al producto solicitado.
Mollete: Reda de acero de forma piramidal.
Molleteado: Acción de unir el papel mediante presión con molletes.
OPL: (One Point Lesson) lección de un punto, es una
herramienta de comunicación de alta visibilidad utilizado
para impartir formación a los operadores en el lugar de la
máquina.
SMED: Es el acrónimo de Single-Minute Exchange of Die: Este
concepto introduce la idea de que en general cualquier
cambio de máquina o inicialización de proceso debería
durar no más de 10 minutos, de ahí la frase single minute.
ANEXOS
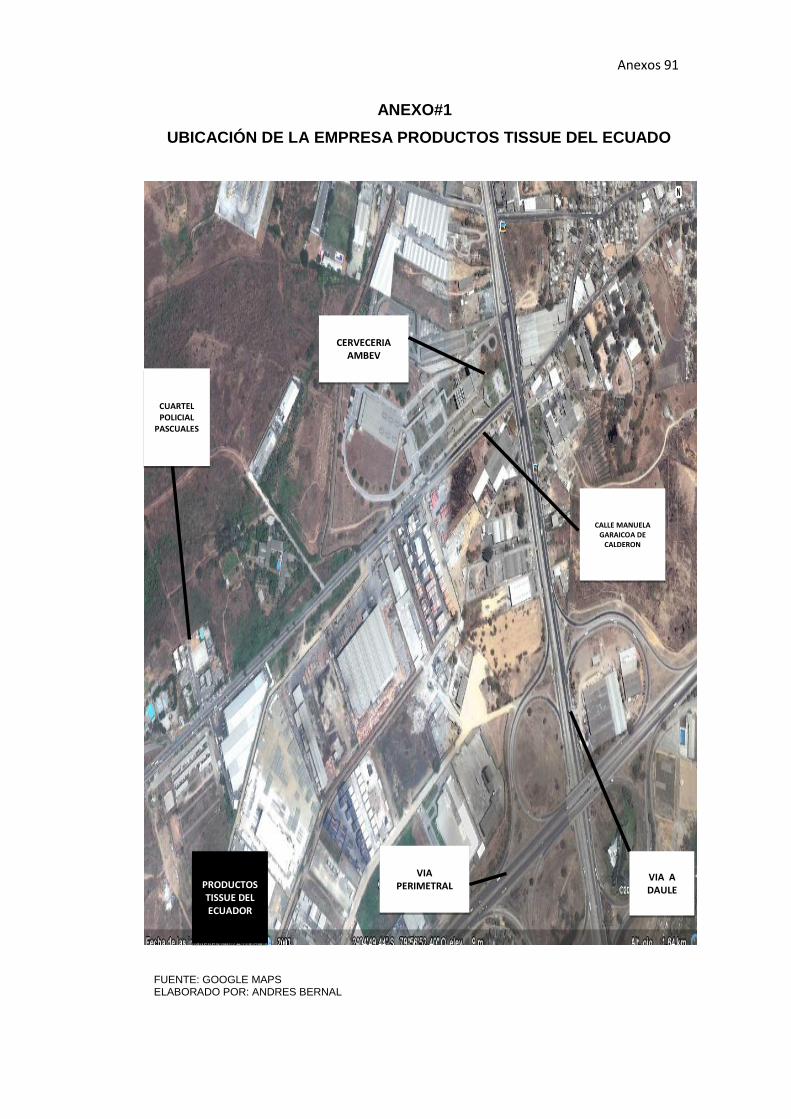
Anexos 91
ANEXO#1
UBICACIÓN DE LA EMPRESA PRODUCTOS TISSUE DEL ECUADO
FUENTE: GOOGLE MAPS ELABORADO POR: ANDRES BERNAL
VIA PERIMETRAL
VIA A DAULE
CERVECERIA AMBEV
PRODUCTOS TISSUE DEL ECUADOR
CUARTEL POLICIAL
PASCUALES
CALLE MANUELA GARAICOA DE
CALDERON
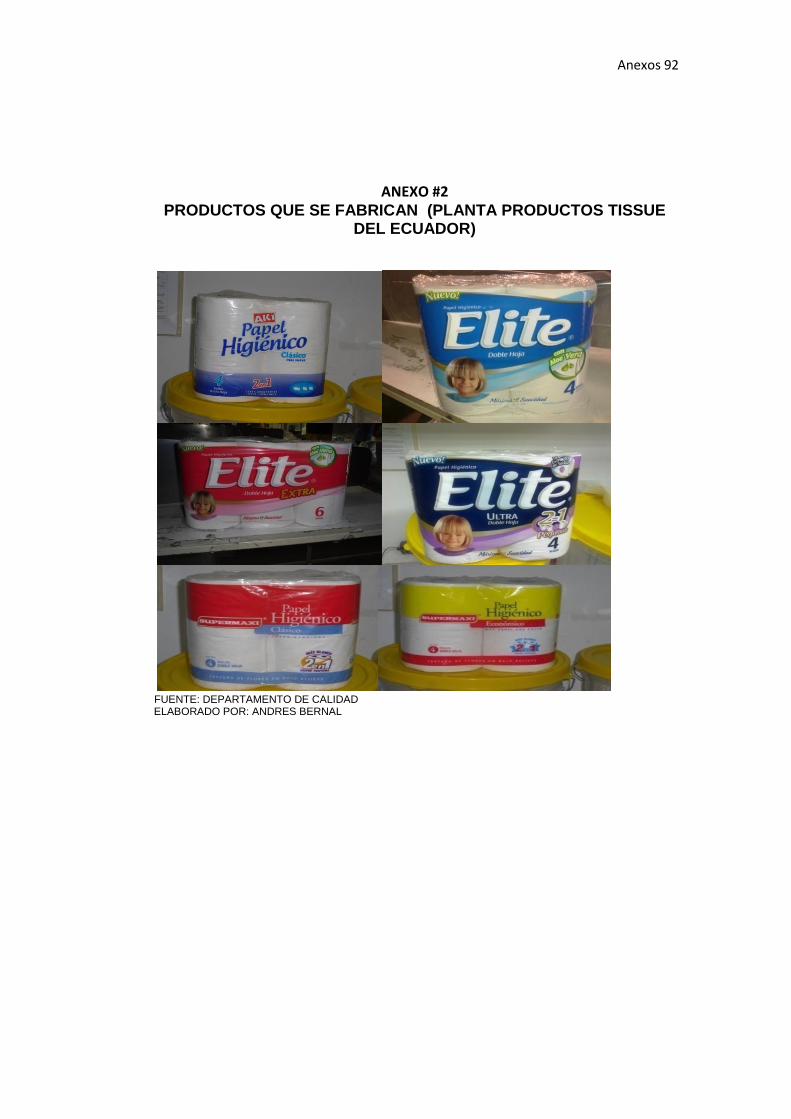
Anexos 92
ANEXO #2 PRODUCTOS QUE SE FABRICAN (PLANTA PRODUCTOS TISSUE
DEL ECUADOR)
FUENTE: DEPARTAMENTO DE CALIDAD ELABORADO POR: ANDRES BERNAL
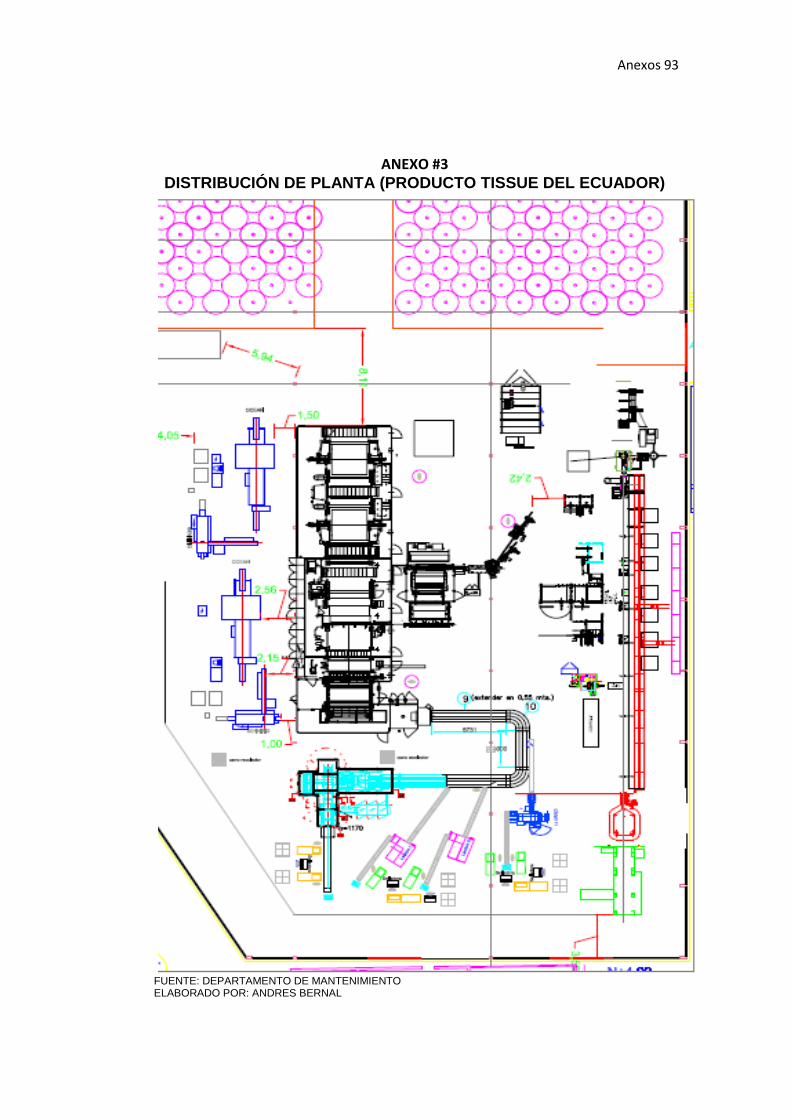
Anexos 93
ANEXO #3 DISTRIBUCIÓN DE PLANTA (PRODUCTO TISSUE DEL ECUADOR)
FUENTE: DEPARTAMENTO DE MANTENIMIENTO ELABORADO POR: ANDRES BERNAL
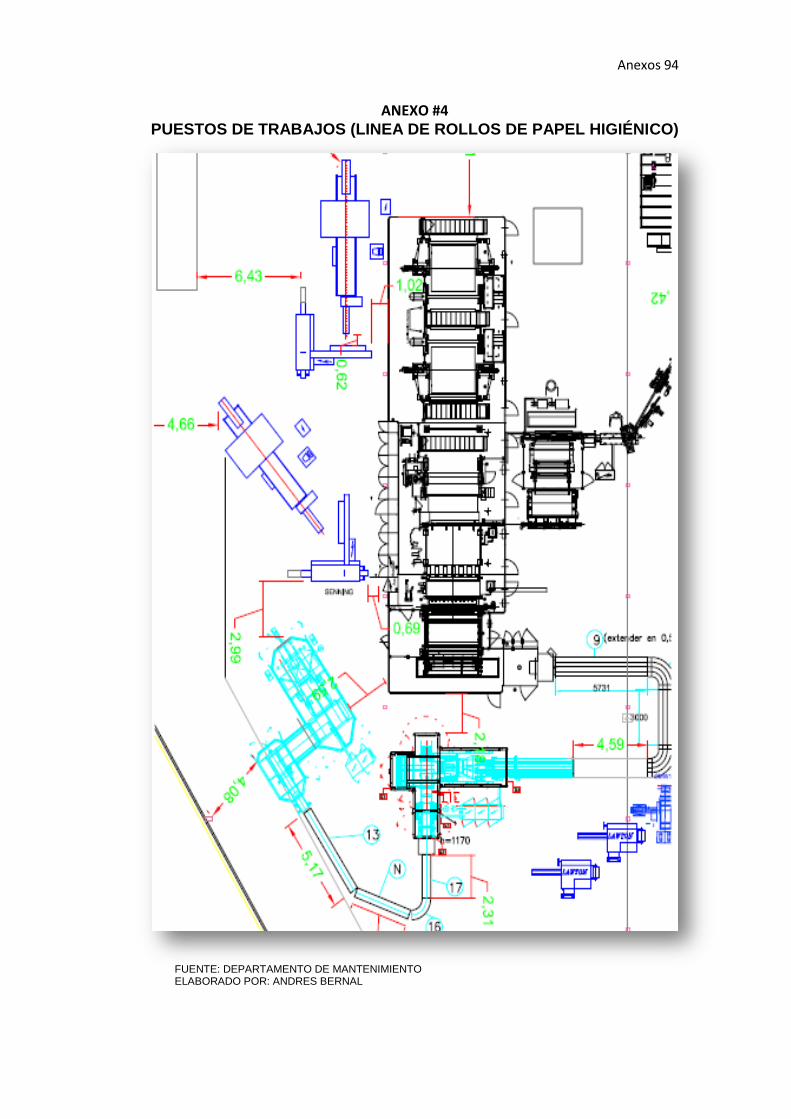
Anexos 94
ANEXO #4
PUESTOS DE TRABAJOS (LINEA DE ROLLOS DE PAPEL HIGIÉNICO)
FUENTE: DEPARTAMENTO DE MANTENIMIENTO ELABORADO POR: ANDRES BERNAL
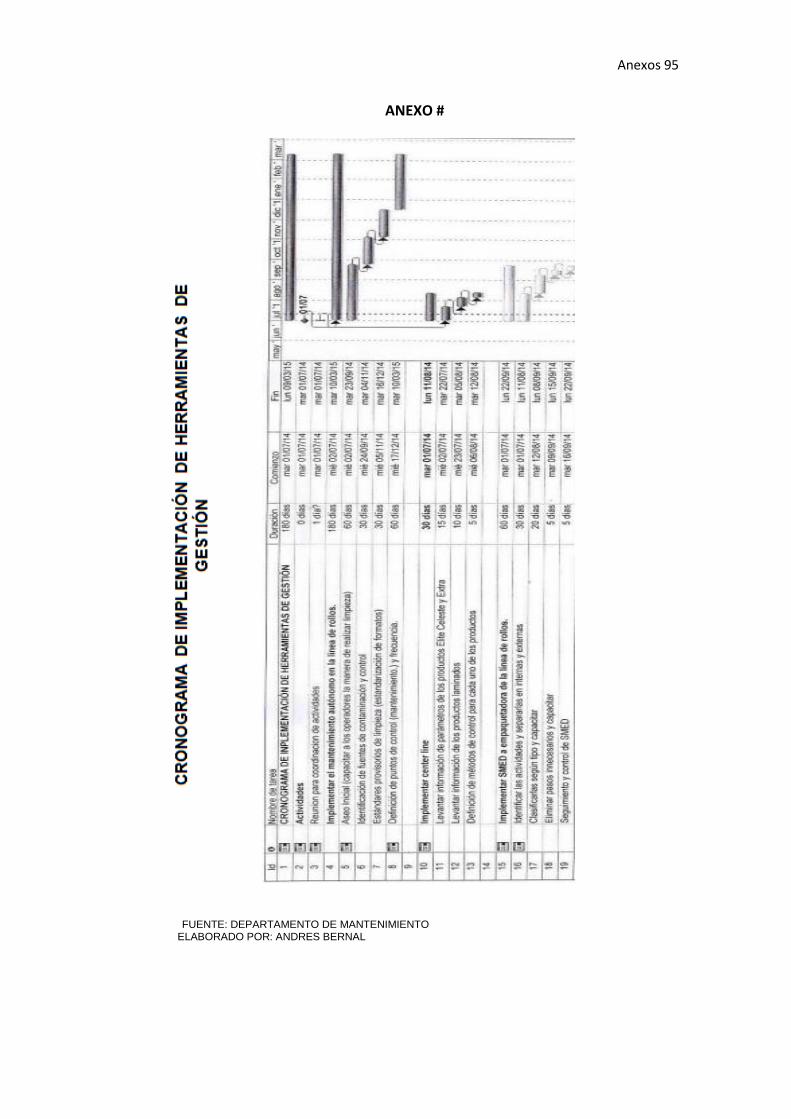
Anexos 95
ANEXO #
FUENTE: DEPARTAMENTO DE MANTENIMIENTO ELABORADO POR: ANDRES BERNAL
BIBLIOGRAFÍA.
http://www.tesis.ufm.edu.gt/fisicc/2004/75400/Tesis.htm
http://www.monografias.com/trabajos58/productividad/productividad
2.shtml
http://www.itch.edu.mx/.../medicion_y_mejoramiento_de_la_pr
oductividad.do...
http://www.estrucplan.com.ar/articulos/verarticulo.asp?IDArticulo=1
048
http://es.wikipedia.org/wiki/Diagrama_de_Ishikawa
http://es.wikipedia.org/wiki/Diagrama_de_Pareto
http://es.wikipedia.org/wiki/Diagrama_de_flujo
http://organizacionymetodos.pbworks.com/f/12p+diagram+de+recor
rido+y+diag+Hilo.pdf
http://es.wikipedia.org/wiki/Gr%C3%A1fico_de_control_modificado
http://gfcabeza.com/2011/03/21/sistema-de-gestion-5s-
%C2%BFque-es-y-para-que-sirve/
http://es.wikipedia.org/wiki/M%C3%A9todo_justo_a_tiempo
http://es.wikipedia.org/wiki/An%C3%A1lisis_DAFO
Recommended

















