
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA “OPTIMIZACIÓN DEL PROCESO DE EVACUACIÓN
DE VARILLAS DE ACERO EN LA EMPRESA ANDEC”
AUTOR TELLO CORONEL RICHARD JAVIER
DIRECTOR DE TESIS ING. MEC. RUIZ SÀNCHEZ TOMÁS ESIQUIO
2014 GUAYAQUIL – ECUADOR

ii
“El contenido de esta Tesis de Grado es de exclusiva responsabilidad del
autor, y el patrimonio intelectual de la misma a la FACULTAD DE
INGENIERÍA INDUSTRIAL.”

iii
DEDICATORIA
A mi madre y a mis hijos

iv
AGRADECIMIENTO
Agradezco a Dios que me da las fuerzas cada día para seguir
luchando en la vida por las metas que me propongo, siempre he
considerado en todas las cosas que emprendo su dirección para que al
final los resultados sean de acuerdo a su voluntad. A mi madre que me
guió en sus primeros pasos, y que cada día en sus oraciones me tiene
presente y no se olvida de interceder por mí ante el Padre Celestial. Al
Director de Tesis el Ing. Mecánico Tomás Ruiz Sánchez que con sus
conocimientos impartidos facilitaron la realización del trabajo de
investigación, desde el inicio hasta la culminación.
v
ÍNDICE GENERAL
Nº Descripción Pág.
PRÓLOGO 1
CAPITULO I
INTRODUCCIÓN Y FUNDAMENTACIÓN DEL PROBLEMA
Nº Descripción Pág.
1. Antecedentes 2
1.1. Planteamiento del Problema 6
1.1.1. Descripción General de la Empresa 7
1.1.2. Localización Geográfica 9
1.1.3. Identificación con el CIIU 11
1.2. Estructura Organizacional 12
1.2.1 Misión 13
1.2.2. Visión 14
1.3. Descripción de los Productos 15
1.4. Justificativo de la optimización del proceso de evacuación 16
1.5. Objetivos 16
1.5.1. Objetivo general 16
1.5.2. Objetivos Específicos 17
1.6. Marco Teórico 17
1.6.1. Definición de los principales autores de definición de plantas 18
1.6.2. Teoría de los gurúes de distribución de plantas 19
1.7. Marco Referencial 40
1.7.1. Evolución de la distribución de planta 40
1.7.2. Fundamento Histórico 41
1.7.3. Fundamento Ambiental 41

vi
Nº Descripción Pág.
1.7.4. Fundamento Legal 42
1.8. Metodología 43
1.8.1. Análisis de Método 43
1.8.1.1. Observación de campo 43
1.8.1.2. Diagrama de hilos 43
1.8.1.3. Diagrama de flujo del proceso 44
1.8.1.4. Diagrama de Operaciones del Proceso 44
1.8.1.5. Estudio de tiempos 44
1.8.1.6. Análisis de los datos 45
CAPITULO II
ANÁLISIS DE LA SITUACIÓN ACTUAL
Nº Descripción Pág.
2.1. Análisis de la distribución en planta zona de evacuación 46
2.1.1. Descripción del Proceso de Laminación en Caliente 47
2.1.2. Zona de almacenamiento de materia prima 47
2.1.3. Zona de corte 48
2.1.4. Zona de abastecimiento 48
2.1.5. Horno de empuje para calentamiento de palanquilla 50
2.1.6. Laminación en caliente 51
2.1.7. Tren de desbaste 53
2.1.8. Tren intermedio 54
2.1.9. Tren terminador 55
2.2. Proceso Tempcore 56
2.3. Placa de enfriamiento 57
2.4. Descripción del programa para el proceso de laminación 58
2.5. Descripción del proceso de evacuación de varillas 60
2.5.1. Tope móvil 61
2.5.2. Transferidor de cadenas para varillas 62
2.5.3. Conteo de varillas 63

vii
Nº Descripción Pág.
2.5.4. Transportador camino de rodillos de paquetes 65
2.5.5. Descensor de paquetes 65
2.5.6. Atadora de paquetes 67
2.5.7. Transferidor de cadenas para paquetes 67
2.6. Control del peso del paquete 68
2.6.1. Etiquetado del paquete 69
2.6.2. Embarque del paquete 69
2.6.3. Transporte del paquete 70
2.6.4. Desembarque del paquete 71
2.7. Análisis del proceso 73
2.7.1. Diagrama de flujo de proceso en la zona de evacuación 73
2.7.2. Diagrama de flujo de operaciones en la zona de evacuación 74
2.7.3. Diagrama de recorrido 75
2.7.4. Diagrama de hilos 76
2.7.5. Estudio de tiempos en la zona de evacuación de paquetes 77
2.7.6. Tiempos en el traslado del material hacia almacenamiento 79
2.7.7. Manejo de material 80
2.7.8. Tipo de flujo de material 80
2.7.9. Tipo de distribución de planta 81
2.7.10. Análisis de la distribución de planta actual 82
2.8. Problemas en zona de evacuación de paquetes 83
2.9. Volumen de producción de productos 86
2.9.1. Análisis de la capacidad de producción 88
2.9.2. Capacidad del transferidor de cadenas para paquetes 93
2.9.3. Análisis del área de embarque y desembarque 94
2.9.4. Sistema de almacenamiento para productos terminado 95
2.10. Levantamiento planimètrico en la zona de evacuación 95
2.10.1. Cuantificación de áreas de producción y almacenamiento 96
2.10.2. Vías de acceso 98
2.10.3. Áreas de expansiòn 100
2.11. Costo operativo del proceso de evacuación 100
viii
CAPITULO III
PLANTEAMIENTO DE SOLUCIÓN Y EVALUACIÓN ECONÓMICA DE
LA IMPLANTACIÓN
Nº Descripción Pág.
3.1. Planteamiento de la alternativa de distribución de planta 108
3.2. Descripción de la distribución ideal 108
3.3. Análisis de la nueva alternativa 109
3.4. Diseño de la propuesta de mejora 117
3.4.1. Nuevo Layout de la zona de evacuación 117
3.4.2. Componentes mecánicos del transferidor de paquetes 117
3.4.3. Plano estructural 118
3.4.4. Plano de obra civil 119
3.5. Costo de implantación de la alternativa de solución 120
3.6. Métodos de Evaluación del Proyecto 121
3.6.1. Valor Presente Neto del Proyecto 125
3.6.2. Tasa Interna de Retorno 126
3.6.3. Periodo de Recuperación de la Inversión 127
3.7. Tiempo de implementación del Proyecto 130
3.8. Financiamiento del proyecto 130
3.9. Conclusiones 131
3.10. Recomendaciones 132
GLOSARIO DE TÉRMINOS 133
ANEXOS 136
BIBLIOGRAFÍA 189
ix
ÍNDICE DE TABLAS
Nº Descripción Pág.
1 Orientación de cajas y diámetro de rodillos 53
2 Número de varillas y peso nominal 64
3 Embarque del paquete 69
4 Máquinas utilizadas para evacuar paquetes 70
5 Cuantificación de las distancias hacia almacenamiento 75
6 Medición de tiempos zona de evacuación 78
7 Tiempo hacia cargadero # 1 79
8 Volumen de producción 87
9 Utilización del tren 89
10 Unidades de producción de varillas de acero 2010 90
11 Unidades de producción de rollos de acero 2010 92
12 Capacidad del transferidor de cadenas para paquetes 93
13 Actual espacio utilizado en producción 96
14 Actual almacenamiento # 1 de varillas de acero 97
15 Actual almacenamiento # 2 de varillas de acero 98
16 Costo mano de obra turno A 101
17 Costo mano de obra turno B 102
18 Costo mano de obra turno C 103
19 Costo de energía actual en zona de evacuación por turno 105
20 Datos generales de transporte de paquetes 106
21 Costo anual por movilización interna de paquetes 106
22 Costo total operativo anual y actual en zona de evacuación 107
23 Producción por producto anual 2011 111
24 Área requerida para la propuesta en zona de evacuación 116
25 Distribución de áreas en ANDEC 117
26 Listado de planos del transferidor de paquete 118
27 Ampliación de estructura metálica nave # 1 y # 2 119

x
Nº Descripción Pág.
28 Ampliación de nave cimientos para columnas 120
29 Ampliación nave base para maquinaria 120
30 Costo de inversión para la implantación de la propuesta 121
31 Costo de mano de obra por turno nuevo método 122
32 Costo de energía eléctrico propuesto por turno 123
33 Costo total operativo propuesto en zona de evacuación 124
34 Análisis comparativo del costo de transformación 124
35 Beneficio actual neto generados con el nuevo método 125
36 Indicadores económicos VAN, TIR, PRI 128
37 Indicador del VAN con financiamiento bancario 128
38 Tabla de amortización del préstamo CFN 129
xi
ÍNDICE DE GRÁFICOS
Nº Descripción Pág.
1 Principio Básico de Laminación en caliente 52
2 Descensor de paquetes 66
3 Distribución de paquetes en Almacenamiento #1 y # 2 72
4 Diagrama de Hilos 76
5 Diagrama Ishikawa 83
6 Esquema secuencial de la orden de ventas 86
7 Volumen de producción anual 2010 por producto 88
8 Tonelaje programado v.s. efectivo de varillas 2010 90
9 Productividad anual 2010 91
10 Tonelaje programado v.s. efectivo de rollos anual 2010 92
11 Esquema de la distribución de las vías de acceso 99
12 Proceso de planteamiento S.L.P. 110
13 Volumen de producción 2011 111
14 Relación de actividades áreas 114
15 Diagrama relacional de recorridos 115
16 Escala de períodos en la recta horizontal 127
xii
ÍNDICE DE IMÁGENES
Nº Descripción Pág.
1 Macro localización de la empresa 9
2 Micro localización de la empresa 10
3 Zona de corte 48
4 Zona de abastecimiento 49
5 Empujador hidráulico 49
6 Horno de empuje para palanquilla 51
7 Tren de desbaste 54
8 Tren intermedio 55
9 Tren terminador 56
10 Proceso Tempcore 57
11 Tope móvil 61
12 de cadenas para varillas 62
13 Conteo manual de varillas 63
14 Camino de Rodillos de paquetes 65
15 Transferidor de cadenas para paquetes 67
16 Tope y báscula del paquete 68
17 Etiquetado del producto 69
18 Transporte motorizado de paquetes 70
19 Almacenamiento volumétrico de paquetes 95
xiii
ÍNDICE DE CUADROS
Nº Descripción Pág.
1 Interrogantes de la misión 14
2 Interrogantes de la visión 14
3 Características Mecánicas del Acero Norma INEN 2167 15
4 Distribución de Producto Terminado 71
5 Escala de valores para la proximidad de las actividades 113
6 Razón de Proximidad 113
7 Descripción de actividades/áreas 113
8 Resumen del diagrama relacional de recorridos 115
xiv
ÍNDICE DE ANEXOS
Nº Descripción Pág.
1A Calibración tren de desbaste 137
1 B Calibración tren intermedio 138
1 C Calibración tren terminador 139
2 Varilla soldable de acero al carbono 140
3 Parámetros de control en placa de enfriamiento 141
4A Método Actual 142
4B Método Propuesto 143
4C Diagrama de flujo de operaciones 144
5 Distancias desde transferidor de paquetes hacia cargadero 145
6 Layout diseño Bascotecnia 146
7 Diagrama de recorrido actual 147
8 Distribución actual en zona de evacuación 148
9 Planimetrico zona de evacuación 149
10 Layout Propuesto zona de evacuación 150
11 Detalle de dado y plinto de nave # 1 y # 2 151
12 Ampliación de nave # 1 y # 2 152
13 Conjunto transferidor de paquetes 153
14 Diagrama de Gantt para la implementación del proyecto 154
15 Bastidor de rodillos tramo # 1 155
16 Soporte de moto reductor 156
17 Bastidor de rodillos tramo # 2 157
18 Conjunto placa tope de paquetes 158
19 Placa tope de paquetes 159
20 Eje de placa tope 160
21 Casquillo del eje 161
22 Chaveta plana 162
23 Rodillos 163

xv
Nº Descripción Pág.
24 Bastidor de transferidor tramo móvil # 1 164
25 Bastidor de transferidor tramo fijo # 2 165
26 Riel y viga de rodaje de cadena tramo # 1 166
27 Riel y viga para rodaje de cadena tramo # 2 167
28 Soporte tubo cuadrado de tramo basculante 168
29 Detalle de tubo cuadrado 169
30 Templador de cadena 170
31 Soporte viga de rodaje para cadena 171
32 Conjunto de báscula 172
33 Bastidor de báscula 173
34 Detalle de Báscula 174
35 Cuna de paquetes 175
36 Detalle de cuna de paquetes 176
37 Listado de material bastidor de rodillos tramo # 1 177
38 Listado de material bastidor de rodillos tramo # 2 178
39 Listado de materiales del conjunto placa tope de paquetes 179
40 Listado de material transferidor bastidor tramo móvil # 1 180
41 Listado de material transferidor bastidor tramo fijo # 2 181
42 Listado de material riel y viga de rodaje tramo # 1 182
43 Listado de material riel y viga de rodaje tramo # 2 183
44 Listado de material soporte tubo cuadrado 184
45 Listado de material templador de cadena 185
46 Listado de material soporte viga de rodaje para cadena 186
47 Listado de material bastidor de báscula 187
48 Listado de material cuna de paquetes 188
xvi
AUTOR: RICHARD JAVIER TELLO CORONEL TEMA: OPTIMIZACIÓN DEL PROCESO DE EVACUACIÓN DE
VARILLAS DE ACERO EN LA EMPRESA ANDEC DIRECTOR: ING. MEC. TOMÁS ESIQUIO RUIZ SÀNCHEZ
RESUMEN
En Ecuador la empresa está presente con varios productos para la construcción en el sector privado y público sirviendo de este modo al país con un producto de calidad certificada. En el presente trabajo de investigación se realizó una optimización en el proceso de evacuación de varillas de acero con el fin de reducir los tiempos, acortar distancias, ordenar las máquinas y redistribuir las áreas de trabajo, valiéndose de las herramientas que ofrece el estudio de Ingeniería Industrial. Para desarrollar este diagnóstico fue necesario valerse de los métodos y técnicas de la Ingeniería Industrial esto es diagramas de flujo de proceso, de operaciones, diagrama de recorrido, estudio de tiempos y los estudios de Distribución de Plantas. Al aplicar las herramientas citadas se concluye que la relación existente entre las actividades permite la secuencia de las operaciones y determina la inclusión y ordenamientos de zonas de trabajo. Se define el nuevo Layout finalmente bajo los criterios teóricos de distribución de plantas tomados de la bibliografía de autores que contribuyeron y aportaron al desarrollo de la Ingeniería Industrial. Con la adopción del nuevo método de trabajo mediante la nueva Distribución de Planta por Producto la solución propuesta refleja los más modernos criterios de distribución de plantas siderúrgicas con el único objetivo de alcanzar el bienestar del trabajador y el incremento de la productividad. Finalmente la inversión para la implantación de la propuesta tiene un costo de 497.325,62 USD, y su beneficio se refleja sobre el costo de transformación de la varilla en 1.77 dólares por cada tonelada producida.
PALABRAS CLAVES: Optimización, Procesos, Evacuación, Acero, Varillas.
Richard Javier Tello Coronel Ing. Mec. Tomás Esiquio Ruiz Sànchez
AUTOR DIRECTOR DE TESIS
xvii
AUTHOR: RICHARD JAVIER TELLO CORONEL SUBJECT: PROCESS OPTIMIZATION EVACUATION STEEL RODS
IN THE COMPANY ANDEC DIRECTOR: ING. MEC. TOMÀS ESIQUIO RUIZ SÀNCHEZ
ABSTRACT
In Ecuador the company operates a number of products for construction in the private and public sector thereby serving the country with a certified quality product. In the present research work was carried out in an optimization process for the disposal of steel rods in order to reduce time, catch up, sorting machines and redistribute work areas, using the tools offered by the study of Engineering Industrial. To develop this diagnosis was necessary to use the methods and techniques of industrial engineering that is process flow diagrams, operations, flow chart, time study and studies Distribution Plant. In applying the above tools is concluded that the relationship between activities allows the sequence of operations and determines inclusion and systems of work areas. New Layout finally defined under the theoretical criteria of distribution of plants from the literature of authors who contributed and contributed to the development of industrial engineering. With the adoption of new working method using the new Product Distribution Plant for the proposed solution reflects the most modern criteria for distribution of steel plants with the intention of achieving the welfare of workers and increased productivity. Finally, the investment for the implementation of the proposal has a cost of $ 497,325.62 and its benefit is reflected on the cost of transforming the rod at $ 1.77 per ton produced.
KEYWORDS: Optimization, Process, Evacuation, Steel, Rods
Richard Javier Tello Coronel Ing. Mec. Tomás Esiquio Ruiz Sànchez
AUTOR THESIS DIRECTOR
PRÓLOGO
Consciente de la importancia de la distribución de planta como la
ciencia que estudia la ordenación de los equipos y áreas de trabajo dentro
de una organización, el presente trabajo de investigación está escrito bajo
la óptica de hacer fácil de su aplicación práctica.
El primer capítulo trata a un modo de introducción los temas de
distribución de plantas, las herramientas de la Ingeniería Industrial, los
principios básicos de la distribución de plantas y una descripción breve
de la empresa Acerías Nacionales del Ecuador ANDEC.
En el segundo capítulo se hace referencia específicamente a la
descripción del proceso de laminación y a la descripción de los problemas
encontrados en la zona de evacuación de paquetes hacia
almacenamiento, el cual ha sido el punto de partida del trabajo
investigativo.
El tercer capítulo después de haber identificado el problema se
presenta una metodología para aplicar basada en la Planeación
sistemática de la distribución de planta método que ha servido de soporte
para el desarrollo de la propuesta planteada. En este capítulo se describe
la evaluación económica de la implantación de la propuesta, mediante los
indicadores VAN, TIR y PRI desde el punto de vista del capital propio de
la empresa y en su lugar con préstamo solicitado a la Corporación
Financiera Nacional. Finalmente se elabora las conclusiones y
recomendaciones en base al estudio sistemático realizado y con la ayuda
del Project para el control en su ejecución. Para terminar esta
presentación motivo a los lectores el uso de las técnicas planteadas por la
distribución de planta por producto, para beneficio de la Empresa
Siderúrgica Acerías Nacionales del Ecuador ANDEC.

CAPITULO I
INTRODUCCIÓN Y FUNDAMENTACIÓN DEL PROBLEMA
1. Antecedentes
La visión de ANDEC es de ser Líder en la industria siderúrgica del País
produciendo y comercializando productos de acero de Calidad Total
Certificada bajo la norma INEN (Instituto Ecuatoriano de Normalización)
entidad que regula y exige la máxima seguridad en la calidad del
producto, ANDEC es la empresa en el país que tiene productos con
Certificación al Sistema de Gestión de la Calidad ISO 9001:2000.
La gestión estratégica de la empresa en un entorno cada día más
competitivo tiene hoy más que nunca y como vital importancia desarrollar
acciones que permitan mejorar la eficiencia, incrementar el prestigio y
diferenciarse de los competidores. Para mantenerse como empresa Líder
en la producción de aceros, ANDEC continua desarrollando su estrategia
a largo plazo, como la modernización de sus procesos de producción,
actualización de las técnicas de ejecución de trabajo, adquisición de
nuevas máquinas para ensayos de tracción, doblado, y comprobación de
su acabado para constatar que sus características mecánicas,
geométricas y tecnológicas cumplan con lo establecido en las normas
INEN 2167 para las varillas o norma Internacional ASTM A-706.
En el año de 1999 la empresa contrata la firma española
BASCOTECNIA para el suministro, montaje y puesta en marcha de un
Nuevo Tren Continuo de Laminación, con capacidad de producción de
40 ton/hora como parte de un proyecto de modernización que incluye tres
componentes: Modificación en el Horno de Calentamiento, Instalación del
Nuevo Tren de Laminación y Automatización de la Placa de Enfriamiento
y sistema de evacuación de paquetes hacia almacenamiento.

Introducción y Fundamentación del Problema 3
En el orden señalado se tiene el horno del tipo Empuje, que se diseñó
para calentar 195 palanquillas de sección 130X130X4000 mm.
El nuevo Tren está formado por quince cajas o Stand, cuya velocidad
en cascada está automáticamente controlada por un Programa de
Laminación en Caliente PLC; dentro de la modernización se incluye
también un Sistema de enfriamiento controlado Tempcore; se trata de un
procedimiento para el tratamiento térmico del acero laminado con el
objeto de cambiar sus propiedades mecánicas y prepararlas para un
acero Soldable; a continuación se tiene la Placa de Enfriamiento que se
inicia desde el eje transversal # 11 de la nave # 1 y se extiende hasta el
eje # 18 y está formada por la mesa del tipo vigas galopante que recibe
varillas de 36 metros para cortarlas luego a longitudes requeridas, éste
corte se realiza con el movimiento del tope móvil regulable. En esta
modernización se incluye después del tope móvil el transferidor de
varillas, Descensor de Paquetes, Camino de Rodillos tramo 1, Atadoras,
Báscula y Transferidor de Cadenas para ser evacuados con la ayuda del
Puente Grúa existente de la nave # 2. La ubicación del Transferidor de
paquetes según el Layout para este proyecto será el punto de
observación en este estudio.
En el año de 2005 se inicia otro Proyecto de Modernización el cual
consiste en la Diversificación de los Productos Laminados en Caliente, a
más de producir las varillas con resaltes se proyecta incluir la producción
de Pletinas, Ángulos y varillas cuadradas. Para la Modernización se
contrató el Suministro de Equipos, Montaje y puesta en marcha a la
empresa DANIELI de Italia que proyectó en la inclusión de seis cajas a
partir del tren Terminador es decir después de la caja quince del tren
existente de BASCOTECNIA; Esta modernización contempla la
reposición completa de la Placa de Enfriamiento para una longitud de
varillas de 48 metros que se inicia desde el eje transversal # 15 y termina
en el eje # 23; ésta modificación de ampliar el tren continuo en seis cajas
y la reposición completa de la Placa, obligó a desplazar en la misma

Introducción y Fundamentación del Problema 4
dirección la línea de Producción 48 metros, en este último Layout la
ubicación del transferidor de cadena para paquetes se mantuvo sin
ninguna variación, actualmente se ubica entre el eje transversal # 17 y #
18 de la nave # 2 (ver Anexo # 6).
Para evacuar el paquete después que la atadora realiza los 6 atados
debe recorrer hacia el transferidor de cadenas; es decir en sentido
opuesto al sentido de avance de laminación, la misma distancia que se
desplazó, es decir 48 metros Con esta descripción queda explicado que
el actual proceso de evacuación se realiza desde la nave # 2, quiero
decir con esto que el producto terminado sigue evacuándose con el
mismo Layout de distribución de Planta del año 1999 fecha en que se
inició la modernización del Tren continuo.
Mediante el Estudio de métodos como herramienta para analizar el
problema observado en la última faceta del proceso de obtención de la
varilla de acero soldable, esto es área de evacuación, se ha logrado
identificar el problema existente que tiene que ver con el recorrido del
producto terminado hacia almacenaje. Considerando a la distribución de
Planta como un concepto relacionado con la distribución de máquinas y
cuya finalidad es organizar todos los elemento del sistema productivo
para obtener mayor fluidez del proceso de trabajo, se propone desarrollar
este Estudio para Optimizar el proceso de evacuación de varillas hacia
almacenaje en la empresa ANDEC, cuya fluidez del producto será en
línea recta, con un menor recorrido del paquete hacia los puntos de
distribución o almacenaje y con el menor utilización del recurso hombre-
máquina.
La distribución de Planta por Producto es el tipo de distribución
identificado en la Planta ANDEC y adecuada para la producción
normalizada de grandes volúmenes de producción. Este estudio de
montaje y reubicación de nuevos Equipos para la optimización del
proceso de evacuación de las varillas, pretende continuar con la misma
estrategia de diseño de Planta por producto, donde el material recorre la

Introducción y Fundamentación del Problema 5
línea de producción una sola vez, cerrando su ciclo en el punto de
almacenaje. En un plano de la situación inicial de vista en planta, se
dibuja el recorrido del producto, donde se puede cuantificar cuantos
metros recorre actualmente, así como también el espacio disponible
propuesto que facilitará la Observación de la proyección del nuevo
proceso de evacuación del producto.
Finalmente para terminar con la evacuación de los paquetes, se lo
realiza con la contratación a terceros de dos plataformas con capacidad
de 42 ton durante la producción anual; y si se quisiera proyectar la
producción de 40 a 70 ton/hora el actual sistema de evacuación no
respondería, se saturaría el transferidor de paquetes y se tendría que
aumentar 1 plataforma adicional para cubrir la transportación de la
producción anual de laminación. En la actualidad la operación de
embarque y desembarque de los paquetes desde la nave # 2 hasta el
punto de almacenaje se lo hace con el personal de ANDEC y
paralelamente al proceso de despacho del producto se interrumpe para
desembarcar los paquetes con las mismas grúas portales.
En el área de almacenaje para despachar el producto terminado se
hace uso de 6 Grúas Pórtico de capacidad cada una de 6.3 ton,
distribuidas 3 para cada nave de almacenaje; en su diseño estas grúas
tiene la cabina de operación de mandos en la parte extremo superior, que
sobresale hacia el área de despacho 1.4 metros; ésta situación no permite
al operador posicionar el paquete lo más cerca posible a las rieles de la
misma grúa, porque el balancín con que sujeta los paquetes para
transportarlo genera un movimiento oscilatorio con la posibilidad de
impactar el vidrio de la cabina; por tal razón en cada nave queda un área
que no se aprovecha y que corresponde a 370 metros cuadrados, valor
calculado para las dos naves, ésta área no aprovechada representa para
la empresa 1518 ton de producto sin almacenar. Se menciona de esta
situación porque sirve como antecedente para la solución del problema
identificado y porque sigue siendo un problema para la empresa toda área

Introducción y Fundamentación del Problema 6
que necesitándose, no está siendo aprovechada dentro del área de
producción. Para realizar la modificación en la zona de evacuación se
necesita un área de 792 metros cuadrados, área que comprende desde
los ejes transversal 23 y 24 y desde 37 y 38 para la implantación de dos
transferidores de cadena y para el Nuevo Camino de Rodillos que se
extiende desde el eje # 24 hasta el eje # 25 a cada lado de las dos naves
de almacenamiento.
Dentro del área calculada está incluido el Transportador o conocido
también como Nuevo Camino de Rodillos a la salida de Transferidor de
Cadena. Este transportador recibe los paquetes desde el transferidor de
cadenas y con la ayuda de la grúa pórtico de cada nave lo llevará o
direccionará el paquete a los puntos de distribución para cada medida.
1.1. Planteamiento del Problema
Se dispone de un área de expansión de 2400 metros cuadrados que
servirá de soporte para futuras ampliaciones de las dos naves de
laminación y para poder iniciar la redistribución de la maquinaria existente
en la zona de evacuación de paquetes. También se dispone de la
ingeniería básica para poder construir la nueva maquinaria que es igual a
la existente, los materiales para la fabricación del nuevo transferidor de
cadenas para paquetes se encuentran en el mercado Nacional y los
materiales de importación como son los moto reductores y elementos
mecánicos para ensamblar el nuevo Transferidor son fácil en adquirir ya
que constantemente para mantenimiento preventivo se realizan pedidos
de éstos elementos mecánicos de recambio.
Si se instala un nuevo transferidor de paquetes por rodillos que se
proyecta como propuesta en cada nave de almacenamiento, se reducirá
por completo el tiempo y el espacio recorrido para la disposición final del
producto. Esto permitirá al máximo ahorros de espacios y se evitará la
congestión vehicular con los transporte de los clientes externos e interno.
Para la implantación del proyecto se procede sin que interrumpa las

Introducción y Fundamentación del Problema 7
labores de producción, porque el espacio sobre el cual se trabajará es
externo al área de producción y se necesitará de 15 días de parada
programada para la conexión de los equipos mecánicos, y dentro de la
parada se incluye los días de las pruebas en frío y pruebas en caliente.
1.1.1. Descripción General de la Empresa
ANDEC está presente en el desarrollo de obras a nivel Nacional, ya
que es una de las primeras industrias siderúrgica líderes del Ecuador en
la producción y comercialización de productos de acero de calidad para
los sectores de la construcción e infraestructura del país pública y privada.
Tienen su origen en el año 1969 en medio de la gran demanda del
mercado Nacional y el creciente desarrollo del sector Industrial, dando sus
primeros pasos con una política de calidad certificada y servicio al cliente
que se mantienen hasta hoy con la elaboración de productos de alta
calidad, y a precios de razonable rentabilidad.
Los Administradores y Directivos de la empresa en el año de 1999 con
el compromiso de sus clientes deciden estructurar un Proyecto de
Modernización del Tren de Laminación para aumentar su producción a
220.000 Ton. / Año. En el año 2005 ANDEC incorpora a su filial FUNASA
como una división encargada de la fundición, para abastecer con el
suministro de palanquilla como materia prima para la moderna planta
Laminación. Para cubrir la demanda del nuevo Tren el cual es 40 Ton. /
Hora ANDEC estructura otro Proyecto para aumentar la capacidad
instalada de producción en el Horno de Fundición el cual es Aumento de
la Producción de Acerías a 135.000 Ton. / Año; para lo cual se contrata
con fecha 18 de abril del 2007 a la empresa extranjera DANIELI el
suministro y puesta en marcha del nuevo Horno Cuchara y Planta de
Humos, esto como primera etapa. En su segunda etapa y tomando como
punto de partida la capacidad instalada del nuevo tren de laminación se
estructura el nuevo Proyecto Aumento de Producción a 220.000 Ton/ año
en Acerías con el único objetivo de lograr la mejor productividad, bajar el

Introducción y Fundamentación del Problema 8
costo de transformación de las varillas de acero soldable y cubrir la
demanda del nuevo Tren de Laminación. Para desarrollar este Proyecto
de Aumento de la Producción de Acerías a 220.000 Ton. / Año se detalla
a continuación los siguientes Sub. Proyectos:
Construcción de dos Centros de Acopios Guayaquil y
Quito
Suministro e Instalación de dos Prensa Cizalla marca
VEZZANI y TAURUS en las instalaciones planta
Guayaquil
Suministro de tres Manipuladoras de chatarra marca
SOLMEC
Fortalecimiento de la Cadena de Abastecimiento de
Proveedores especiales
Sistema Integral de Captación y Procesamiento de
Chatarra
Suministro de una Nueva Nave de Fundición y una
nueva Nave Palco de Materia Prima
Suministro de tres Puentes Grúas uno de 110 Ton para
la nave de Fundición y dos de 20 Ton de capacidad
para la nave Palco de materia prima
Suministro de Nuevo Sistema de Alimentación
Automática de Chatarra CONSTEEL
Suministro del Nuevo Horno Eléctrico de cap. 25 Ton.
Suministro de Nueva Nave para Máquina de Colada
Continua.
Suministro de Nueva Máquina de Colada Continua
Suministro de dos Puentes Grúas uno de 55/12.5 Ton
para la zona de colada continua y un Puente Grúa de
16 Ton de capacidad para evacuar la Palanquilla
Suministro de una Planta de Tratamiento de Agua
Construcción de una sub-estación eléctrica.
Introducción y Fundamentación del Problema 9
Con la culminación de estos proyectos en Noviembre del 2013 la
empresa quedará consolidada como una de las más sólidas del país y se
logra equiparar la demanda del Moderno Tren de Laminación con la
Producción de Palanquillas en Acerías, cumpliendo de este modo con los
Objetivos de Calidad hasta el 2014.
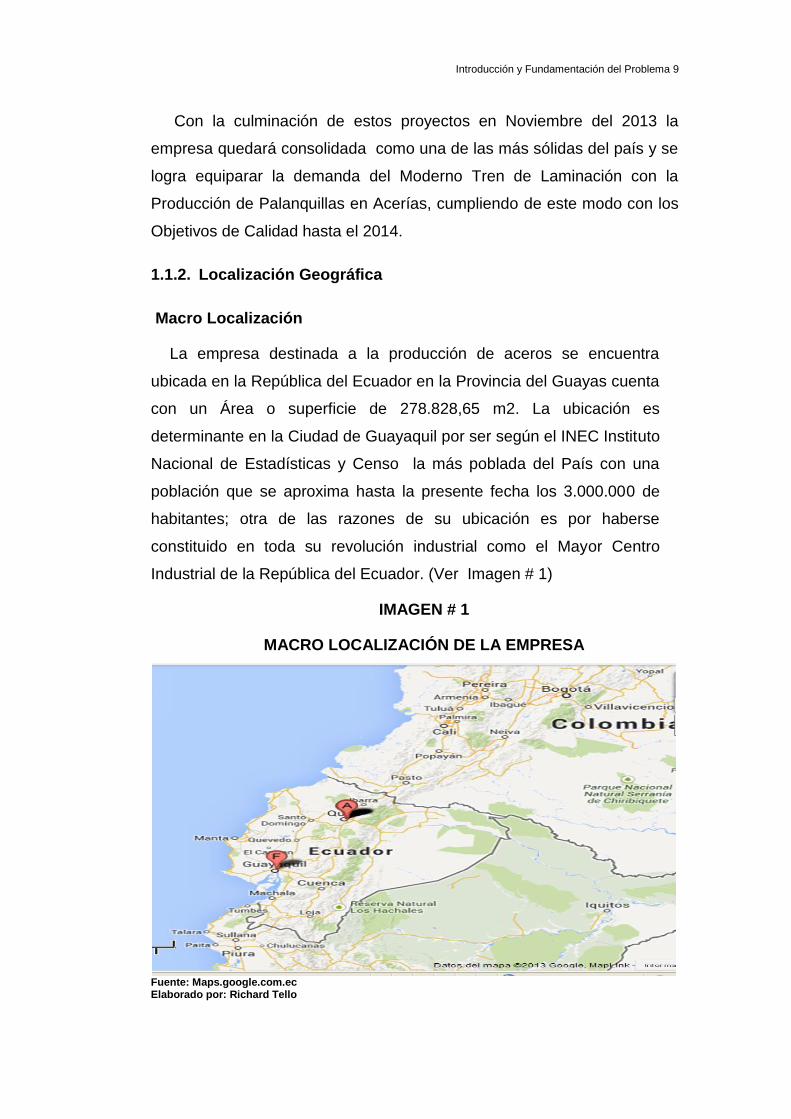
1.1.2. Localización Geográfica
Macro Localización
La empresa destinada a la producción de aceros se encuentra
ubicada en la República del Ecuador en la Provincia del Guayas cuenta
con un Área o superficie de 278.828,65 m2. La ubicación es
determinante en la Ciudad de Guayaquil por ser según el INEC Instituto
Nacional de Estadísticas y Censo la más poblada del País con una
población que se aproxima hasta la presente fecha los 3.000.000 de
habitantes; otra de las razones de su ubicación es por haberse
constituido en toda su revolución industrial como el Mayor Centro
Industrial de la República del Ecuador. (Ver Imagen # 1)
IMAGEN # 1
MACRO LOCALIZACIÓN DE LA EMPRESA
Fuente: Maps.google.com.ec Elaborado por: Richard Tello
Introducción y Fundamentación del Problema 10
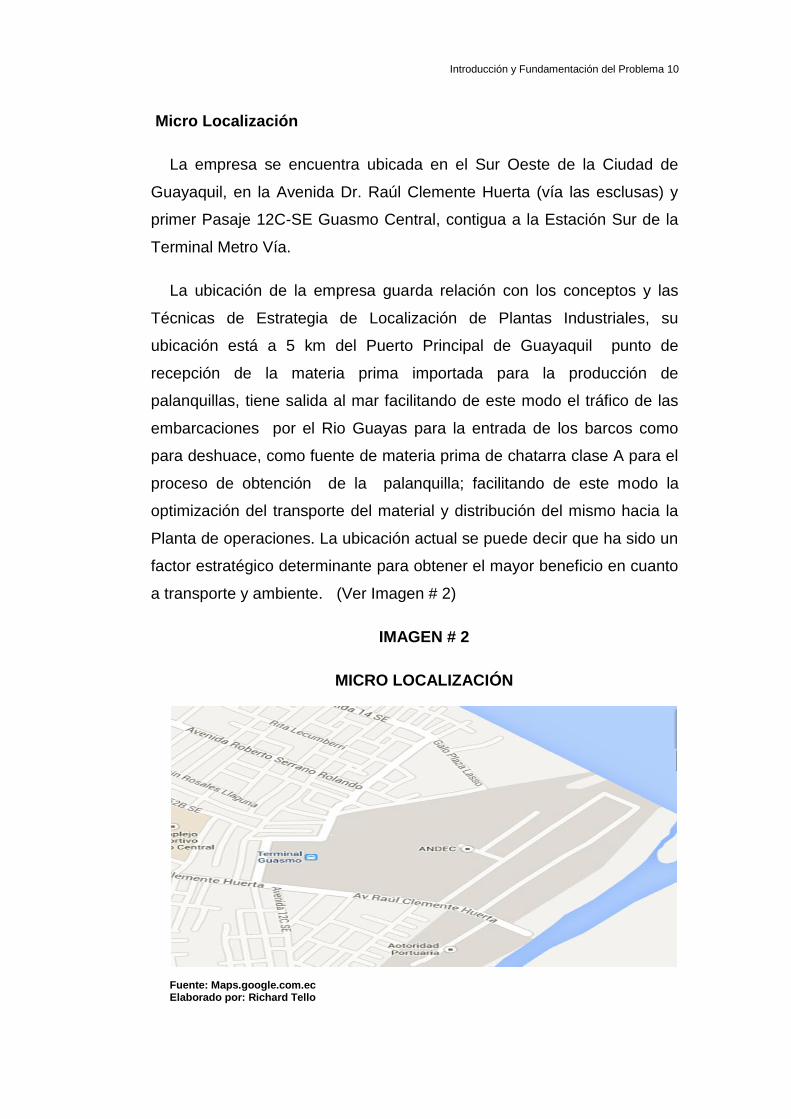
Micro Localización
La empresa se encuentra ubicada en el Sur Oeste de la Ciudad de
Guayaquil, en la Avenida Dr. Raúl Clemente Huerta (vía las esclusas) y
primer Pasaje 12C-SE Guasmo Central, contigua a la Estación Sur de la
Terminal Metro Vía.
La ubicación de la empresa guarda relación con los conceptos y las
Técnicas de Estrategia de Localización de Plantas Industriales, su
ubicación está a 5 km del Puerto Principal de Guayaquil punto de
recepción de la materia prima importada para la producción de
palanquillas, tiene salida al mar facilitando de este modo el tráfico de las
embarcaciones por el Rio Guayas para la entrada de los barcos como
para deshuace, como fuente de materia prima de chatarra clase A para el
proceso de obtención de la palanquilla; facilitando de este modo la
optimización del transporte del material y distribución del mismo hacia la
Planta de operaciones. La ubicación actual se puede decir que ha sido un
factor estratégico determinante para obtener el mayor beneficio en cuanto
a transporte y ambiente. (Ver Imagen # 2)
IMAGEN # 2
MICRO LOCALIZACIÓN
Fuente: Maps.google.com.ec Elaborado por: Richard Tello
Introducción y Fundamentación del Problema 11
Centros de Acopio Guayaquil y Quito
Actualmente la empresa cuenta con tres terrenos que son de absoluta
propiedad de ANDEC a nivel Nacional destinado para el perfecto
funcionamiento en toda su gestión de producción y administrativa.
El primer terreno donde se encuentra la planta de acerías y
laminación
El segundo terreno es el centro de acopio Norte de Guayaquil
El tercero es el centro de acopio Sur de Quito
El primer centro de acopio se encuentra al Norte en la ciudad de
Guayaquil a la altura del kilómetro 25 Vía Perimetral, se creó con el
objetivo de desarrollar con mayor rapidez y volumen la captación de
materia prima (chatarra), su ubicación facilita la viabilidad por encontrarse
junto a la carretera, de este modo se descongestiona la entrada de
vehículo a la planta. También se instaló la Prensa TAURUS con el
objetivo de completar con el proceso de captación y transporte del
material menos voluminoso hacia la planta. Este proyecto entró en
funcionamiento en noviembre del 2010, y actualmente se lo aprovecha
como Centro de Distribución del producto terminado de varillas de Acero.
El segundo centro de acopio se encuentra al Sur en la Ciudad de Quito,
en el sector Tumbes a la altura del Parque Industrial por la vía
Panamericana Sur distante a 300 metros de la empresa Acero de los
ANDES. Se desarrolló este proyecto con la finalidad de abastecer lo que
actualmente se produce en ANDEC y distribuirlo con mayor facilidad hacia
las regiones de Sierra y Oriente. Como centro de distribución entró en
funcionamiento el Abril del 2013. Su ubicación es estratégica porque
como medio de distribución cubre la demanda exigente de la segunda
ciudad más poblada del Ecuador, Quito.
1.1.3. Identificación con el CIIU
La codificación Industrial Internacional Uniforme (CIIU) es la
clasificación automática de todas las actividades económicas, cuya

Introducción y Fundamentación del Problema 12
finalidad es establecer su codificación armonizada a nivel mundial. Es
utilizada pata conocer niveles de desarrollo, requerimientos,
normalización, políticas económicas e industriales entre otras utilidades.
El instituto Nacional de Estadísticas y Censos desde el año 1995 viene
estructurando, y actualizando el sistema integrado de clasificaciones y
nomenclaturas que según la última revisión versión 3 y 3.1 es:
2710 Fabricación de productos primarios de Hierro y Acero
2731 Fundición Hierro y Acero
1.2. Estructura Organizacional
La empresa ANDEC tiene seis áreas básicas con las cuales inició sus
actividades en el 1969, éstas áreas se relacionan entre sí para de esta
forma poder alcanzar objetivos empresariales y cumplir las metas y
objetivos propuestos de cada una de ellas, para cumplir el objetivo
principal de lograr mayor posicionamiento en el mercado, mayor
producción e incremento de las utilidades.
Área de Responsabilidad Social
Área de Talento Humano
Área de Logística
Área de Operaciones
Área de Comercialización y
Área Financiera
Área de Responsabilidad Social
Contribuir al mejoramiento de ANDEC y al desarrollo de sus
empleados, por medio de la eficaz y eficiente implantación de la gestión
ambiental, seguridad y salud ocupacional, que garanticen el desempeño
responsable con la sociedad y la armónica convivencia con la comunidad.
Área de Talento Humano
Es el área desde donde se selecciona al personal de acuerdo al perfil.

Introducción y Fundamentación del Problema 13
Tienen la función específica de planificar y dirigir la gestión del talento
humano a fin de asegurar el cumplimiento de los planes estratégicos de la
organización.
Área de Logística
Tienen la función de planificar, administrar, y controlar el correcto y
oportuno abastecimiento de materia prima, insumos, repuestos y
materiales requeridos por los procesos de la organización, alineados a la
planificación estratégica para la eficiente organización de la empresa.
Área de Operaciones
Asegurar la fabricación del producto, tanto de palanquilla como de
producto laminado, mediante la correcta ejecución de los procedimientos
establecidos en los manuales y con los niveles de calidad exigidos,
administrando las diferentes dependencias involucradas para lograrlo.
Área de Comercialización
Administrar y planificar integralmente los procesos de comercialización
e implementando estrategias de mercado.
Áreas de Finanzas
Velar por el buen uso de los recursos financieros aplicando el buen uso
de las normas internas y externas en busca de la eficiencia operativa.
1.2.1. Misión
La misión expresa cuáles son los propósitos fundamentales y la razón
de ser de la empresa. La misión pone de relieve el rol fundamental para el
que fue creada la organización. Es el primer paso y uno de los elementos
críticos para realizar una planeación estratégica.
Para poder redactar la misión es necesario desarrollar ciertas
interrogantes como las que se van a mostrar a continuación.

Introducción y Fundamentación del Problema 14
CUADRO # 1
INTERROGANTES DE LA MISIÓN
Fuente: www.iberoonline.com Elaborado por: Richard Tello
Misión ANDEC 2014
“Producir y comercializar productos largos de acero, con calidad,
eficiencia y competitividad para satisfacer el mercado de la construcción.”
1.2.2. Visión
La visión en su contenido y profundidad proyecta sueños y esperanzas,
anhela un futuro mejor, espera resultados positivos, y apela a principios,
valores e intereses comunes.
CUADRO # 2
INTERROGANTES DE LA VISIÓN
Fuente:www.iberoonline.com Elaborado por: Richard Tello
Visión ANDEC 2014
“Ser la empresa siderúrgica más rentable del país, brindando
soluciones constructivas, integrales con productos largos de acero:
Contando con socios estratégicos en nuestra cadena de valor
Fomentando la seguridad y respeto al medio ambiente”
Nº PREGUNTAS PARA ELABORAR LA MISIÒN
1 ¿Quiènes somos?
2 ¿Por què existimos?
3 ¿Quiènes son nuestros clientes?
4 ¿Què necesidades podemos satisfacer?
5 ¿Cuàles sosn nuestros productos o servicios?
6 ¿En què nos distinguimos?
Nº PREGUNTAS PARA ELABORAR LA VISIÒN
1 ¿Què tratamos de conseguir?
2 ¿Cuàles son nuestros valores?
3 ¿Còmo produciremos resultados?
4 ¿Còmo nos enfrentaremos al cambio?
5 ¿Còmo conseguiremos ser competitivos?

Introducción y Fundamentación del Problema 15
1.3. Descripción de los productos
Los productos que la empresa manufactura son varillas laminadas en
caliente termotratadas con resaltes longitudinales y transversales que
vienen en longitudes normales de 6, 9, y 12 m que tienen tolerancias de ±
50 mm y para longitudes especiales de ± 10 mm. La característica
mecánicas son de acuerdo a la norma INEN 2167 y sus valores
corresponden al siguiente cuadro.
CUADRO # 3
CARACTERÍSTICAS MECÁNICAS DEL ACERO NORMA INEN 2167
Límite de fluencia mínimo (Kg/cm²) 4200
Límite de fluencia máximo (Kg/cm²) 5400
Resistencia a la tracción mínima
(Kg/cm²)
5500
Alargamiento % (ø 8-20mm) 14
Alargamiento % (ø 22-36mm) 12
Para el control físico del producto en lo que respecta la masa se puede
revisar en el Anexo # 2. En el anexo se especifica la masa en Kg/m lineal
para cada diámetro de varilla.
Varillas soldables INEN 2167
Alambrón INEN 1324
Alambre trefilado INEN 1510
Alambre grafilado INEN 1511
Electromallas INEN 2209
Armaduras conformadas INEN 2167 Y 1511
Varillas cuadradas INEN 2222
Pletinas INEN 2222
Ángulos INEN 2224
Estribos INEN 1511

Introducción y Fundamentación del Problema 16
1.4. Justificativo de la optimización del proceso de evacuación
La empresa realiza operaciones manuales en su proceso productivo y
esto demanda una razón suficiente, para mejorar y automatizar con los
cambios tecnológicos que se generan en la actualidad y como una
respuesta al cliente interno y externo de la empresa.
La empresa para ser competitiva debe producir con eficiencia y calidad
y el problema planteado en este estudio constituye una necesidad, tanto
para la empresa como para el personal que labora, por tanto todo cambio
se vuelve imprescindible como es la reubicación de la maquinaria
disponible.
La modernización constante de los procesos y la actualización de la
información del proceso con que se realizan las actividades conlleva a
toda empresa a aprovechar al máximo la mano de obra y obtener el
máximo rendimiento de la maquinaria disponible. Todo trabajo de mejora
continua en el actual, permite desplazar operaciones simples de trabajo
para dar paso a operaciones de automatización que permita una mayor
fluidez del material hacia él almacenamiento. Se justifica la redistribución
de la maquinaria existente ya que optimiza el espacio físico de la empresa
y define de entre las variadas formas de distribución E, C, I, H, L, U la
mejor. La forma de distribución en I, es la que mejor conviene a la
empresa por la razón antes expuesta y queda de este modo definido el
Layout para la nave # 1 y disponible toda la nave # 2 para futuros
Proyectos de Ampliación desde el eje transversal # 17 hasta el eje # 24.
1.5. Objetivos
1.5.1. Objetivo General
Desarrollar una distribución eficiente, que cumpla con los
requerimientos competitivos de la empresa, optimizando el actual
proceso de evacuación de varillas de acero hacia almacenamiento en la
empresa ANDEC.

Introducción y Fundamentación del Problema 17
1.5.2. Objetivos Específicos
Analizar la situación actual del proceso de evacuación
Realizar el estudio de tiempos y movimiento en la zona de
evacuación
Disminuir los tiempos improductivos en la zona de evacuación
Dibujar el nuevo Layout para la zona de evacuación
Dibujar el diagrama de recorrido en la zona de evacuación
Dibujar despiece del Transferidor de Cadena para Paquetes # 2
Montaje de nuevo transferidor de Cadena para paquetes # 2
Dibujo del despiece o componentes mecánicos del camino de
rodillos
Montaje de Nuevo Camino de Rodillos para cada nave de
almacenamiento
Desmontaje de transferidor de Cadena para paquetes # 1existente
Construir nuevos cimientos para el montaje de toda la maquinaria
Reducir el recorrido del producto hacia almacenaje
Extender el recorrido de los Puentes grúas, aumentando 2 pórticos
en cada nave de producción eje transversal # 24 y # 38
1.6. Marco Teórico
La información levantada para el análisis del problema planteado
estará respaldada por la investigación de campo realizada en la empresa,
por la información de los archivos que reposan en el departamento de
Producción, Ventas, Presupuesto e Ingeniería y Desarrollo.
Se presentará la definición de las teorías de los principales autores de
distribución de plantas como soporte de material guía y una reseña
bibliográfica de cada uno de ellos. Se presentará la teoría de los gurúes
de distribución de plantas, también se presentará los principios de
distribución, los mismos que servirán de guía para poder analizar la
situación actual y poder comparar con en cumplimiento de los principios

Introducción y Fundamentación del Problema 18
antes mencionados. De la Biblioteca de la Facultad de Ingeniería
Industrial serán tomadas todas las referencias bibliográficas en especial
los libros de Ingeniería de Métodos, y vía internet los libros de Richard
Muther, que reforzarán y argumentarán las bases teóricas del trabajo de
investigación.
1.6.1. Definición de los principales autores de distribución de
Plantas.
Richard Muther. Es autor o co-autor de varios libros acerca de
planeamiento, incluyendo técnica de la cadena de producción, el
planeamiento sistemático de la producción, el análisis de dirección
sistemático, y el planeamiento sistemático de instalaciones industriales.
Se hizo acreedor de la medalla de Gilbreth por sus contribuciones a la
ingeniería industrial y al Red Apple Award por educación en manejo de
materiales. Es fundador del instituto de los planificadores de alto
rendimiento, es también miembro de la facultad del Instituto de
Tecnología de Massachusetts. Richard Muther ha conducido seminarios
en alrededor de 18 países. Como consultor en administración de
empresas industriales, sus muchos clientes han incluido: Volvo, Deere y
Co., Cummins, Philips, la asociación de la gerencia de Japón, y la
República Popular de China.
Fred E. Meyers. Es Ingeniero Industrial, 1988 – 1989 recibe el premio
al Mejor Profesor en el Colegio de Ingeniería y Tecnología en Southern
Illinois University en Carbondale. Illinois. Meyer tiene 14 años de
experiencia en ingeniería industrial y administración de la producción en
compañías tales como Caterpillar Tracto Company, Mattel Toy Company,
Boeing Aerospace división. Ingersol-Rand’s proto tool división, Spalding`s
Golf Club division. Meyers ha trabajado como consultor industrial desde
1975, año en que se vincula a Southern Illinois University. Fred E. Meyers
ha enseñado distribución de planta y manejo de materiales en más de 50
clases a miles de estudiantes y ha creado más de 100 productos nuevos,
bodegas y distribución de oficinas.

Introducción y Fundamentación del Problema 19
El Dr. Dileep R. Sule. Es Phd. en Ingeniería Industrial en
Administración de Operaciones en Texas A&M University, 1969. En la
actualidad es profesor y coordinador del Departamento de Ingeniería
Industrial en el Lousiana Tech University. Ha escrito libros acerca de
instalaciones de manufactura, programación industrial y logística de
localización y asignación de instalaciones. Es miembro del American
Institute of Industrial Engineers. Fue premiado por sus publicaciones de
ingeniería por el Lousiana Tech Engineering Foundation en 1972, 1978,
1979, 1981. Posee vasta experiencia en esta área debido a su trabajo
como consultor en empresas tales como Bell-Foster Glass Container
Corp., Island Fisher Guide Plant, United Steel Workers Unio, Columbia
Chemicals, y otras.
Stphan Konz. Es profesor jubilado de ingeniería industrial de Kansas
State University. Durante su carrera ha publicado más de 225 artículos en
una amplia variedad de publicaciones ergonómicas. Konz es autor del
texto más popular en Diseños de Trabajo, Work Design: Ocupacional
Ergonomics, y autor de Facility Design & Engineering.
Teniendo en cuenta estos autores se puede afirmar que el padre de la
Distribución de Planta es Richard Muther, ya que fue el primero en
desarrollar y publicar acerca de este tema, publicando acerca de la
metodología a seguir; por tanto es la persona que trazó el camino de la
distribución en planta haciendo los aportes más significativos.
Existen otros autores que han hecho aportes en ésta área pero siempre
tomando como base los escritos por Muther. Por tanto se puede afirmar
que los autores citados anteriormente son los gurúes de la distribución de
plantas, al haber establecido los principios, metodologías, criterios para el
continuo mejoramiento de la distribución de planta.
1.6.2. Teoría de los gurúes de distribución de plantas
En la distribución de planta se hace necesario conocer la totalidad de
los factores implicados en ella y las interrelaciones existente entre los

Introducción y Fundamentación del Problema 20
mismos. La influencia relativa de estos factores puede variar de acuerdo
con cada organización. (Muther, Distribución de Planta, 1956).
Los factores que afectan a la distribución se dividen en 8 grupos:
Materiales
Maquinarias
Hombre
Movimiento
Espera
Servicio
Edifico y
Cambio
A los cuales se les analizaran diversas características y
consideraciones que deben ser tomadas en cuenta en el momento de
llevar a cabo una distribución en planta. Al examinar cada uno de los
factores se establece un medio sistemático y ordenado para poder
estudiarlos, sin descuidar detalles importantes que pueden afectar el
proceso de distribución en planta.
Factor Material
El factor más importante en una distribución es el material el cual
incluye los siguientes elementos:
Materias primas,
Material entrante,
Material en proceso,
Productos terminados,
Material saliente
Material embalado
Materiales accesorios empleados en el proceso
El objetivo de la producción es transformar, tratar o montar material de
modo que se logre cambiar sus características. Esto es lo que da el

Introducción y Fundamentación del Problema 21
producto. Por esta razón la distribución de los elementos de producción
depende del producto que se desee y el material sobre el que se trabaje.
Las consideraciones que afectan el factor material son:
a. El diseño y especificación del producto
Diseño enfocado hacia la producción: Para conseguir una producción
efectiva, un producto debe ser diseñado de modo que sea fácil de
fabricar; y que se incluyan factores humanos relacionados con el producto
y proceso.
Especificaciones cuidadosas y al día: Errores u olvidos que pueden
pasar a los planos o a las hojas de especificaciones, pueden invalidar por
completo una distribución en planta. Las especificaciones deben ser las
vigentes. El uso de planos o fórmulas que no estén al día o hayan sido
sustituidos por otras, puede conducir a errores que costarán tiempo y
dinero en corregirlos.
Calidad apropiada: La calidad es relativa. No es ni buena ni mala sino
se compara con el propósito que se desea.
Existen herramientas como CAD (Computer Asissted Design – Diseño
asistido por computadora), CAM (Computer Assisted Manufacture –
Manufactura Asistida por Computadora), QFD 8 Quality Function
Deplayment –Despliegue de Función de Calidad), etc que ayuden a
mejorar el diseño del producto.
Costos de Diseño: Los costos de diseño representan el cinco por ciento
del costo total del producto, pero influyen en el setenta por ciento del
costo de manufactura.
b. Las características físicas y químicas.
Cada producto, pieza o material, tiene ciertas características que
pueden afectar una distribución. Las consideraciones de este factor son:

Introducción y Fundamentación del Problema 22
Tamaño: Es importante porque pueden influir en otras consideraciones
a tener en cuenta en una distribución.
Forma y Volumen: Ciertos productos y materiales que tengan formas
extrañas e irregulares pueden crear dificultades para manipularlos. El
volumen de un producto tendrá un efecto de la mayor importancia sobre el
manejo y almacenamiento al planear una distribución.
Peso: Afectará a muchos otros factores de distribución tales como
maquinaria, carga de piso, equipo de transporte, métodos de
almacenamiento.
Condición: Fluido o sólido, duro o blando, flexible o rígido.
Características especiales: Algunos materiales son muy delicados,
quebradizos o frágiles. Otros pueden ser volátiles, inflamables o
explosivos.
Las características especiales son el calor, frío cambio de temperatura,
luz solar polvo, suciedad, humedad, transpiración, atmósfera, vapores y
humos, vibraciones sacudidas o choques.
c. La cantidad y variedad de productos o materiales
Número de artículos distintos: Una industria que fabrique un solo
producto debe tener una distribución completamente diferente de la que
fabrica una gran variedad de artículos. Una buena distribución depende
en parte, de lo bien que éste pueda manejar la variedad de productos o
materiales que han de ser trabajados en ella.
Cantidad de producción de cada artículo: En la distribución por
proceso, la cantidad de producción es la suma de los pedidos, lotes,
tandas. En cambio en una distribución en cadena, se debe pensar en
términos de velocidad de flujo o ritmo de producción.
Variaciones en la cantidad de producción: La capacidad no es más que
un acto de escoger el tamaño deseado o número de máquinas o equipo

Introducción y Fundamentación del Problema 23
para acomodar un pronóstico de demanda de algún producto o servicio,
asumiendo que ha sido escogido un método de producción. La variable
dominante en las decisiones de capacidad es usualmente el nivel de
demanda del producto. Traducido a términos de requerimientos de
capacidad para diferentes periodos de tiempo.
d. Materiales componentes y secuencia de operaciones
La secuencia u origen en que se efectúan las operaciones: El cambio
de una secuencia o la transformación de una operación en un trabajo de
submontaje, hará variar la distribución. Por lo tanto, el fraccionamiento del
producto en grupos principales de montaje, submontaje (o subgrupos) y
piezas componentes, constituye el núcleo de todo trabajo de distribución
de montaje.
La secuencia de las operaciones de transformación o de tratamiento:
muchas veces se puede eliminar por entero una operación completa.
Otras veces se puede combinar unas con otras y en otros casos es mejor
el dividir o seccionar una operación.
Posibilidad de mejoras.
Debe comprobarse cada operación, cada inspección, cada transporte y
cada almacenamiento y demora. Se debe determinar si es necesaria cada
fase de la producción o puede ser eliminada alguna, determinar si las
fases se pueden combinar entre sí o dividirse para un mejor provecho,
luego determinar si la secuencia puede ser cambiada para mejorar la
producción y por ultimo comprobar las posibilidades de mejorar o
simplificar el método actual.
Piezas y materiales normalizados o intercambiables: La normalización
de piezas y materiales puede proporcionar grandes economías de
producción. Cuando es posible intercambiar piezas similares, los costos
de montaje decrecen. Además existe una infinidad manera de combinar
piezas o materiales normalizados.

Introducción y Fundamentación del Problema 24
Factor Maquinaria.
La información sobre la maquinaria (incluyendo las herramientas y
equipos) es fundamental para una ordenación de la misma. Este factor
incluye los siguientes elementos:
Máquinas de producción
Equipo de proceso o tratamiento
Dispositivos especiales
Herramientas
Moldes
Patrones
Plantillas
Montajes
Aparatos de medición, de comprobación y prueba
Herramientas manuales y eléctricas
Controles o cuadros de control
Maquinaria de repuesto inactiva
Maquinaria para mantenimiento
Bodega de herramientas u otros servicios.
Las consideraciones sobre el factor maquinaria son:
Proceso o método: Los métodos de producción son el núcleo de la
distribución física, ya que determinan el equipo o maquinaria a utilizar,
cuya disposición a su vez, debe ordenarse. La mejora de métodos y la
distribución en planta van estrechamente unidas.
Tipo de maquinaria: El escoger un proceso y la selección de
maquinaria no es generalmente una parte del trabajo de distribución.
Usualmente los ingenieros del proceso seleccionan la maquinaria cuando
escogen el proceso que mejor se adapta al producto. Esta selección de la
maquinaria y del equipo óptimo, puede ser el resultado de un balance
económico que puede afectar por entero a la economía de la producción
industrial. Siempre que se tenga un elemento importante de equipo se

Introducción y Fundamentación del Problema 25
debe centrar la máxima atención en el mismo, determinando cual debe
ser su capacidad, como encajará en las condiciones ya existentes, y
como cambiar el que ya se tiene por el nuevo.
Los puntos a tener en cuenta en la selección del proceso, maquinaria y
equipo son los siguientes: Volumen o capacidad, calidad de la producción,
coste inicial (instalado), coste de mantenimiento o servicio, coste de
operación, espacio requerido, garantía, disponibilidad, cantidad y clase de
operarios requeridos, riesgo para los hombres, material y otros elementos,
facilidad de reemplazamiento, incomodidades inherentes (ruidos, olores,
etc.), restricciones legislativas, enlace con maquinaria y equipo ya
existente, necesidades de servicios auxiliares.
Herramientas y equipo.
Se debe procurar obtener el mismo tipo de información que para la
maquinaria en proceso. El tipo de herramientas y equipo necesarios:
El ingeniero de distribución deberá averiguar si las herramientas
escogidas por el ingeniero de proceso le forzarán de algún modo a
realizar una distribución menos favorable, que podría evitarse. Un equipo
estándar puede facilitar el trabajo de la distribución. Unas dimensiones
estándares también simplificar la tarea de proyectar una distribución.
El tiempo requerido para dividir cada unidad de un modo individual, y
para realizar modelos a escala, se reduce en gran manera. El tamaño y
forma óptima de las unidades estándar variará para cada industria.
Cantidad de herramientas y equipo requerido: La selección de
maquinaria, herramientas y equipo va directamente unida a la selección
de operaciones y secuencias.
Utilización de la maquinaria.
Operaciones equilibradas: Una buena distribución deberá usar las

Introducción y Fundamentación del Problema 26
máquinas en su completa capacidad. Es menos sensible perder dinero a
través de la mano de obra ociosa o de una manipulación excesiva del
material o por un espacio de almacenamiento atestado, siempre y cuando
se consigna mantener la maquinaria ocupada.
Algunos métodos de equilibrado aplicables a las operaciones de
transformación de material son.
Mejora de la operación: Muchas veces se puede mejorar la
producción de una máquina, este es el mejor modo de mejorar las
cadenas de transformación del material. Concentrar la atención en las
operaciones que producen embotellamiento y trabajar en ellas.
Cambio de las velocidades en las máquinas: Es a veces fácil y
rápido cuando se puede ajustar la velocidad de una operación lenta a la
de la cadena más rápida. El cambiar la velocidad de una máquina de
modo que sea más lenta para que así se ajuste a la velocidad de las otras
operaciones, puede ser práctico. Acumulación del material y actuación
adicional de las maquinas más lentas durante horas extras o turno extra.
Desviación del exceso de piezas a otras máquinas fuera de la cadena.
Multitud de artículos o combinación de cadenas: La teoría consiste
en combinar los tiempos de inactividad de las máquinas, para los diversos
productos, con el fin de lograr mayor índice de utilización.
Relación Hombre – máquina: El problema de utilización del hombre y
de la máquina se centra en la determinación del número de máquinas que
puede manejar un operario.
e. Requerimiento de maquinaria
Espacio, forma y altura: El trabajo de distribución en planta es la
ordenación de ciertas cantidades específicas de espacio, en relación unas
con otras para conseguir una combinación óptima. La forma de las
máquinas (larga y estrecha, corta y compacta, circular o rectangular)
afecta la ordenación de las mismas y su relación con otra maquinaria.

Introducción y Fundamentación del Problema 27
Además es preciso conocer las dimensiones de cada máquina, la
longitud, la anchura y la altura.
Peso: Algunos procesos requieren pisos desusadamente resistentes.
Requerimiento del proceso: Muchos procesos requieren atenciones
especiales como por ejemplo ventilación.
Factor hombre
Como factor de producción, el hombre es mucho más flexible que
cualquier material o maquinaria. Se le puede trasladar, se puede dividir o
repartir su trabajo, entrenarle para nuevas operaciones y, generalmente,
encajarle en cualquier distribución que sea apropiada para las
operaciones deseadas. El trabajador debe ser tan tenido en
consideración, como la fría economía de la reducción de costos.
Elementos y particularidades: Los elementos y particularidades del
factor hombre, abarcan:
Mano de obra directa
Mano de obra indirecta
Jefes de equipo
Jefes de sección y encargados
Jefes de servicio
Personal indirecto o de actividades auxiliares.
Consideraciones sobre el factor hombre.
Condiciones de trabajo y seguridad: En lo concerniente a las
condiciones de trabajo, la distribución debe ser confortable para todos los
operarios. En estas condiciones de bienestar influyen la luz, ventilación,
calor, ruido, vibración.
En cualquier circunstancia debe considerarse la seguridad de los
trabajadores y empleados. Las condiciones de seguridad que se deben
tener en cuenta son:

Introducción y Fundamentación del Problema 28
Suelo libre de obstrucciones y que no resbale.
No situar operarios demasiada cerca de partes móviles de la
maquinaria que no esté debidamente resguardada.
Ningún trabajador debe estar debajo o encima de alguna zona
peligrosa.
Accesos adecuados y salidas de emergencia bien señalizadas.
Elementos de primeros auxilios y extintores cercanos.
Que no existan en las áreas de trabajo, ni en los pasillos,
elementos de material o equipos puntiagudos o cortantes, en
movimiento o peligrosos.
Cumplimiento de códigos y regulaciones de seguridad.
a. Necesidades de mano de obra
Tipo de trabajadores requerido.
Ver la necesidad de mano de obra, la cual depende del tipo de
distribución a seguir. Así tenemos:
Distribución por Posición Fija: necesita hombres en posición
dinámica con habilidad, variando con el grado en que se divide el
trabajo y se mueven los hombres.
Distribución por Proceso: necesita hombres en posición fija con
especialización al tipo de operación.
Distribución en cadena: necesita hombres en posición fija con
especialización en producto y por operación.
Distribución por celda: las celdas pueden ser reorganizadas por
proceso o cadena, por tanto requiere hombres en posición fija con
especialidad en producto y/o operación.
El número de trabajadores necesarios: en algunos casos es necesario
determinar el número de operarios para cada máquina y el número de
máquinas a las que puede atender un hombre en cada departamento o
área de trabajo.
Introducción y Fundamentación del Problema 29
El número de turnos por día y por semanas: es una consideración que
puede afectar significativamente una distribución, especialmente si varios
departamentos poseen o tienen diferentes turnos de trabajo por semana.
Utilización del hombre
La buena distribución del puesto de trabajo, está basada en ejercer un
estudio de los movimientos que se puedan ejecutar en los procesos
productivos. Básicamente se trata por medio de dichos estudios evitar la
necesidad de alcanzar objetos a largas distancias o realizar movimientos
muy amplios, tener que efectuar movimientos violentos de codos,
hombros o tronco, al igual que tener que girar o doblarse
innecesariamente.
b. Consideraciones psicológicas o personales.
El temor de un posible accidente, hace que los trabajadores se sientan
incómodos en su puesto.
c. Organización y supervisión
La mejor distribución es inútil si no se ajusta a la organización de la
compañía. En el caso de pasar de un tipo básico de distribución a otro,
puede ser un cambio completo de la mentalidad de la organización
entera.
Factor movimiento
El movimiento de uno, al menos, de los tres elementos básicos de la
producción (material, hombres y maquinaria) es esencial. Generalmente
se trata de material (materia prima, material en proceso o productos
acabados). Muchos ingenieros creen que el material que se maneja
menos, es el mejor manejado, esto siempre y cuando estos movimientos
no le agreguen un costo adicional al producto. Fundamentalmente, el
movimiento de materiales es una ayuda efectiva para conseguir bajar los
costos de producción, así como un más alto nivel de vida.

Introducción y Fundamentación del Problema 30
El movimiento de material permite que los trabajadores se especialicen,
y que las operaciones se puedan dividir o fraccionar. El objetivo de
manejo de material debe ser eliminar movimientos innecesarios y
antieconómicos.
Elementos y particularidades físicas del factor movimiento. Este equipo
se caracteriza por el área a la que servirá. Entre puntos fijos de una ruta
fija se tiene:
Transportador de banda (o banda transportadora)
Transportador de rodillos.
Transportador de tobogán.
Transportador de costillas.
Transportador de tornillos o espiral.
Transportador de cadena.
Transportador de monorriel.
Transportador teleférico.
Transportador de remolque.
Transportador de cubetas.
Transportador de vagonetas encarriladas.
Transportador de tubo neumático.
Sobre áreas limitadas
Cabrías.
Grúas en altos.
Montacargas tijeras hidráulicas.
Sobre áreas grandes
Transporte o carro manual.
Transporte anaquelero.
Transporte montacargas manual.
Transporte manual motorizado.
Transporte de plataforma motorizado.
Introducción y Fundamentación del Problema 31
Transporte montacargas de horquilla.
Transporte de pasillo angosto.
Tren de remolques o de tractor-trailer.
Ascensor de material.
Transporte de bidones.
Plataforma rodante (dolly)
Sistemas de vehículos guiados automáticamente
Consideraciones sobre el factor movimiento
a. Patrón de circulación de flujo o de ruta.
Es fundamental establecer un patrón o modelo de circulación a través
de los procesos que siguen el material. Los aspectos a tener en cuenta en
dicho patrón son:
Entrada de material.
Salida de material.
Materiales de servicio o auxiliares.
Movimiento de maquinaria y utillaje.
Movimiento del hombre.
Cuando el tamaño, movimiento y volumen de producción de los
productos y materiales son altos, el patrón de flujo cobra mayor
importancia en la distribución de planta. Los tipos de patrones de flujo
pueden clasificarse como vertical y horizontal, en éste último caso
tenemos por lo menos cinco formas básicas, siguientes:
Los flujos verticales y horizontales pueden presentarse en
edificios de uno o varios pisos.
El de flujo vertical se utiliza la altura, como en una planta de varios
pisos.
Tipos de Flujo Horizontal Directo.
Ingresa por un extremo (lado), sale por el otro, por lo general con los
materiales moviéndose en forma directa.
Introducción y Fundamentación del Problema 32
Flujo en forma de U.
Los materiales, los accesorios, y el equipo móvil de manejo vuelven al
punto de partida, con la entrada (recepción) y la salida (envío) en el
mismo pasillo y usando las mismas puertas del muelle.
Flujo en forma de L.
Entra por un lado y sale por el extremo, entra por un extremo y sale por
un lado, con lugar para el congestionamiento las restricciones en las
áreas externas o circundantes.
Flujo Circular o en O.
Este flujo se caracteriza en realizarse la entrada y la salida de los
materiales en el mismo lado, realizando un recorrido en forma circular.
Flujo de peine, columna vertebral o dendrítica.
El peine con un punto de reunión central o el peine de espalda con
espalda, con flujo flexible se dos sentidos ayuda a las secuencia u
operaciones ya sean éstas cambiantes o irregulares.
b. Reducción del manejo innecesario y antieconómico
Todo transporte del material o manejo del mismo, deberá, siempre que
sea factible, mover el material:
Hacia su terminación.
Sobre el mismo elemento.
Suave y rápidamente.
Según la distancia más corta.
Fácilmente.
Con seguridad.
Convenientemente.
Económicamente.
En coordinación con la producción.

Introducción y Fundamentación del Problema 33
En coordinación con otras manipulaciones.
c. Manejo combinado.
Los dispositivos de manejo de material sirven para varios propósitos,
aparte del simple traslado del material, como:
Mesa de traslado o holding divise. Una banda transportadora
puede ser utilizada como mesa de trabajo cuando las operaciones
son rápidas.
Centro de inspección. Se puede clasificar, contar pesar o hacer
otras operaciones con el material en movimiento.
Dispositivo de almacenaje. Cualquier transportador que mantenga
material en espera siempre como dispositivo de transporte y
almacenaje
Regulador del ritmo de operación. Un transportador que se mueva
continuamente o intermitentemente sirve para finar la velocidad del
proceso.
d. Guía para la distribución de pasillos.
Hacer los pasillos rectos.
Conservar los pasillos despejados.
Marcar los límites de los pasillos.
Situar los pasillos con vistas a lograr distancias mínimas.
Disponer pasillos de doble acceso lateral.
Disponer pasillos principales.
Diseñar las intersecciones a 90º.
Hacer que los pasillos tengan anchura apropiada.
e. Espacio para el movimiento
El espacio para pasillos es espacio perdido desde el momento que no
es un área productiva para la planta.
Espacio a nivel elevado.
Introducción y Fundamentación del Problema 34
Espacio subterráneo o bajo los bancos de trabajo.
Espacio exterior al edificio.
Espacio de doble uso.
Análisis de los métodos de manejo
Para cada análisis de manejo de material existen factores que deben
ser conocidos o determinados:
Hechos primarios.
Material adecuadamente identificado.
Especificaciones y condición del material.
Cantidad.
Rutas o puntos extremos del movimiento.
Hechos secundarios.
Recipientes necesarios o disponibles.
Equipo necesario o disponible.
Condición de la ruta o rutas alternativas.
Frecuencia, regularidad o requerimiento de sincronización de cada
traslado.
Requerimiento de velocidad.
Tiempo involucrado en mano de obra y equipo.
Tarifas laborables.
Restricciones en el trabajo por convenios, reglas o descripciones
del trabajo.
Cargas o costes de equipo y espacio.
Hechos adicionales.
Hay dos medios básicos para analizar el manejo de material.
A través de los materiales y productos que se manejan o que se
proyectan manejar. Se usa para analizar los movimientos de muchos
materiales.
Introducción y Fundamentación del Problema 35
A través de la secuencia de operaciones o ruta de un material
dado. Se usa para analizar los movimientos de un solo material o
producto.
Selección del Equipo de manejo en cuanto a la selección de
elementos específicos de manejo de material, el ingeniero de
distribución deberá tener en cuenta los siguientes puntos
Coste del equipo una vez recibido y completamente instalado
con los elementos de fuerza y combustible.
Coste de funcionamiento.
Coste de mantenimiento.
Capacidad para el trabajo específico al que se destine.
Usos secundarios del equipo.
Aspectos de seguridad para el material, operarios y otros.
Efectos sobre las condiciones de trabajo.
Seguridad en su eficiencia.
Factor espera
El material puede esperar en un área determinada, dispuesta aparte y
destinada a contener los materiales en espera; esto se llama
almacenamiento. Los materiales también pueden esperar en la misma
área de producción aguardando ser trasladado a la operación siguiente; a
esto se llama demora o espera.
Los costes de espera incluyen los siguientes:
Coste del manejo efectuado hacia el punto de espera y del mismo
hacia la producción.
Coste del manejo en el área de espera.
Costes de los registros necesarios para no perder la pista del
material en espera.
Coste del espacio y gastosa generales.
Intereses del dinero representado por el material ocioso.
Introducción y Fundamentación del Problema 36
Coste de protección del material en espera.
Coste de los contenedores o equipo de retención involucrados.
Elementos o particularidades del factor espera.
Área de recepción del material entrante
Almacenaje de materia prima u otro material comprado
Almacenaje dentro del proceso
Demora entre dos operaciones
Área de almacenaje de productos terminados
Área de almacenaje de suministros, devoluciones, embalaje,
material en recuperación, desechos, material defectuoso,
suministros de mantenimiento, piezas de recambio, dibujos y
muestras.
Áreas de almacenamiento de herramientas, utensilios calibres,
maquinaria, equipo inactivo o de repuesto.
Recipientes vacíos equipos de manejo usado con intermitencia
Consideraciones del factor espera
a. Teoría sobre inventarios
Método de valuación de inventarios
Existen numerosas bases aceptables para la valuación de los
inventarios; algunas de ellas se consideran aceptables solamente en
circunstancias especiales, en tanto que otras son de aplicación general,
los principales métodos de valuación de inventarios son los siguientes:
Primero en Entrar, Primero en Salir o “PEPS”
Ultimo en Entrar, Primero en salir o “UEPS”
Método Primero en Entrar, Primero en Salir o PEPS.
Este método se basa en el supuesto de que los primeros artículos y/o
materias primas en entrar al almacén o a la producción son los primeros
en salir de él.

Introducción y Fundamentación del Problema 37
Método Último en Entrar, Primero en salir o UEPS.
Este método parte de la solución de que las últimas, son los primero
artículos o materias primas en salir.
b. El control de materiales
Para realizar un control en almacén, la empresa deberá comprobar los
siguientes conceptos de cada uno de los pedidos recibidos:
Verificar la cantidad, realizando un recuento de ellas,
independientemente de su origen y valor.
Verificar la calidad, con relación a sus propiedades físicas,
químicas o sus dimensiones.
Verificar la factura de los proveedores, para comprobar si os
materiales recibidos responden a las cantidades y especificaciones
requeridas en la compra.
Verificar las facturas de los proveedores, para comprobar si los
materiales recibidos responden a las cantidades y especificaciones
requeridas en la orden de compra.
Prevenir errores a través de una organización, que permita
desarrollar su actividad de la mejor forma posible, modificando en
los casos necesarios, los documentos que sean necesarios para el
mejor control de los materiales.
Los diferentes procedimientos de control de existencias son:
El pedido cíclico.
El inventario permanente por ficha no es un procedimiento fiable por
ello es necesario realizar más de un inventario al año. El cíclico Es un
método basado en la revisión de los materiales en un ciclo regular de
forma periódica. El período de tiempo transcurrido entre una revisión, o la
duración del ciclo, dependerá de la naturaleza de los artículos. Los
artículos que tengan mayor importancia, tendrán un ciclo más corto.

Introducción y Fundamentación del Problema 38
El método mix-Max.
Se basa en la suposición de que los elementos deben presentarse a
niveles mínimos y máximos. Una vez que se han determinado ambos
niveles, cuando el inventario alcanza el volumen mínimo es el momento
de realizar el pedido y volver alcanzar el nivel máximo.
La gestión de stocks.
Es una gestión destinada a optimizar todo el conjunto de elementos
almacenados por la empresa. Su objetivo fundamental es asegurar la
disposición de los materiales en las mejores condiciones económicas para
satisfacer las necesidades del proceso productivo. El problema
fundamental de la gestión de stocks se centra en determinar cuál debe
ser la cantidad que se debe mantener en almacén para evitar la ruptura
del proceso productivo. Esta cantidad mínima será basada en factores
como pueden ser volumen de pedido y el tiempo de aprovisionamiento.
Factor servicio
Los servicios de una planta son las actividades, elementos y personal
que sirven y auxilian a la producción. Los servicios mantienen y
conservan en actividad a los trabajadores, materiales y maquinarias. En lo
relativo al personal se incluye los accesos, las instalaciones para uso del
personal, protección contra el fuego, iluminación, calefacción, y
ventilación.
Factor edificio.
El edificio es el caparazón que cubre a los operarios, materiales,
maquinaria, y actividades auxiliares siendo también una parte inteligente
de la distribución en planta. El edificio influirá en la distribución sobre todo
si ya existe en el momento de proyectarla, razón por la cual las
características del edifico llegan a ser en muchas ocasiones limitaciones a
la libertad de distribución.

Introducción y Fundamentación del Problema 39
Factor Cambio.
La flexibilidad de una distribución significa su facilidad de adaptarse a
los cambios de los elementos básicos de la producción como hombres,
La flexibilidad de una distribución significa su facilidad de adaptarse a
los cambios de los elementos básicos de la producción como hombres,
materiales y maquinarias.
Principios de Distribución de plantas.
Principio de integración total: Será aquella mejor distribución
óptima que integre al hombre, materiales, máquinas y los servicios
necesarios de la manera más racional posible de tal manera que
funcione como un equipo único.
Principio de la mínima distancia: Será aquella mejor distribución
que permita mover el material a la distancia más corta posible entre
operaciones consecutivas.
Principio del Recorrido: Será aquella mejor distribución que tenga
ordenadas las áreas de trabajo, en la misma secuencia en que se
transforman o montan los materiales.
Principio del espacio cúbico: Será aquella mejor distribución que
utilice los espacios vertical y horizontalmente, ya que se obtienen
economía y ahorros de espacio.
Principio de satisfacción y seguridad: Será aquella mejor
distribución que proporcione a los trabajadores seguridad y
confianza para satisfactorio de los mismos.
Principio de Flexibilidad: La distribución de planta más efectiva,
será aquella que pueda ser ajustada y ordenada con el mínimo de
interrupciones al proceso productivo en instalaciones existentes y
al costo más bajo posible.
Introducción y Fundamentación del Problema 40
1.7. Marco Referencial
1.7.1. Evolución de la distribución de planta
La revolución industrial que tuvo lugar en el Reino Unido entre 1760 y
1860, luego la llamada Nueva Revolución Industrial o Segunda
Revolución Industrial que empezó en 1860, produjeron algunos cambios
dentro de los cuales se encuentra los cambios dados en los procesos de
producción. El trabajo se trasladó de la fabricación de productos primarios
a la de bienes manufacturados y servicios. El número de productos
manufacturados creció de forma espectacular gracias al aumento de la
eficiencia técnica. En parte, el crecimiento de la productividad se produjo
por la aplicación sistemática de nuevos crecimientos tecnológicos y
gracias a una mayor experiencia productiva que también favoreció la
creación de grandes empresas en unas áreas geográficas reducidas. Así
la revolución industrial tuvo como consecuencia una mayor urbanización
y, por tanto, procesos migratorios desde las zonas rurales a las zonas
urbanas.
Se puede afirmar que los cambios más importantes afectaron a la
organización del proceso productivo. Las fábricas aumentaron en tamaño
y modificaron su estructura organizativa. En general, la producción
empezó a realizarse en grandes empresas ò fábricas en vez de pequeños
talleres domésticos y artesanales y aumentó la especialización laboral. Su
desarrollo dependía de una utilización intensiva del capital y de las
fábricas y maquinarias destinadas a aumentar la eficiencia productiva.
La aparición de nuevas máquinas y herramientas de trabajo
especializadas permitió que los trabajadores produjeran más bienes que
antes y que la experiencia adquirida utilizando una máquina o herramienta
aumentara la productividad y la tendencia hacia una mayor
especialización en un proceso acumulativo. A partir de ello se puede
afirmar que las primeras distribuciones de planta fueron producto del
hombre que llevaba a cabo el trabajo, o del arquitecto que proyectaba el

Introducción y Fundamentación del Problema 41
edificio, se mostraba un área de trabajo para una misión o servicio
específico pero no reflejaba la aparición de ningún principio. Las primitivas
distribuciones eran principalmente la creación de un hombre en su
industria particular; había pocos objetivos específicos o procedimientos
reconocidos, de distribución en planta. Pero con el tiempo la distribución
en planta se transformó en objetivo económico para los propietarios y por
ello empezaron a estudiar la ordenación de sus fábricas. Las primeras
mejoras fueron dirigidas hacia la mecanización de los procesos. Se dieron
cuenta también que un taller limpio y ordenado era una ayuda tangible.
Además la especialización del trabajo empezó a ser tan grande que el
manejo de los materiales empezó también a recibir una mayor atención
en lo que se refiere a su movimiento entre dos operaciones. Con el tiempo
los propietarios o sus administradores empezaron a crear conjunto de
especialistas para solucionar sus problemas de distribución. Con ellos,
llegaron los principios y técnicas que se conoce hoy en día y que en
muchas empresas manufactureras se está aplicando.
1.7.2. Fundamento Histórico
Su origen se sitúa en el año 1969 como la primera empresa laminadora
del País que fabrica y comercializa a través de una extensa red de
distribuidores acero de calidad certificada, brindando soluciones y
cubriendo la gran demanda del sector de la construcción. Durante su
evolución como empresa Líder en la producción de aceros ANDEC
mantiene su compromiso de innovar sus procesos productivos a través de
proyectos de mejora continua. Estos se señalan a continuación:
Instalación de un Tren Continuo de Laminación año 1999
Certificación al Aseguramiento de la Calidad ISO 9002
Certificación ISO 9001:2000 al Sistema de Gestión de Calidad
año 2003
Instalación de Nueva Placa de enfriamiento año 2005
Plan de Manejo Ambiental
Aumento de la Producción de Palanquillas a 220.000 ton/anual

Introducción y Fundamentación del Problema 42
Todo este logro le permite mantener su visión como empresa Líder en
la Producción de Acero de calidad certificada y su compromiso de
producir con un Plan de Manejo Ambiental.
1.7.3. Fundamento Ambiental
ANDEC S.A. empresa dedicada a la fabricación y comercialización de
productos de acero para la construcción, se encuentra comprometida con
la satisfacción del cliente, fabricando productos de alta calidad conforme a
normas técnicas y legales, protegiendo al Ambiente, a las personas y a
sus instalaciones por medio del desarrollo e implantación del Sistema de
Gestión Integrado de Calidad, Ambiente, Seguridad y Salud Ocupacional
previniendo, y controlando la contaminación, minimizando los impactos
ambientales y reduciendo los peligros y riesgos de SSO, en sus procesos
de Fundición, Laminación y Administrativos, a través de la mejora
continua y el cumplimiento de la legislación vigente, para alcanzar los
objetivos y metas propuestas.
1.7.4. Fundamento Legal
Dentro del marco legal ambiental vigente a nivel nacional, las
principales leyes, Reglamentos y normas que contienen disposiciones
aplicables al proyecto y también la normativa municipal correspondiente:
- Normativa Municipal del Guayas.
- Legislación y Normativa Nacional.
- Ley de Gestión Ambiental, publicada en el Registro Oficial No 245, 30
de Julio de 1999.
- Ley de Aguas. (Decreto Supremo No. 369. RO/69 30 de Mayo 1972).
- Texto Unificado de Legislación Secundaria del Ministerio del
Ambiente, publicado en el R. O. Edición Especial No. 2 de 31 de
Marzo del 2003, Libro VI de Calidad Ambiental.
- Reglamento de Seguridad y Salud de los Trabajadores y
Mejoramiento del Medio Ambiente de Trabajo. Decreto Ejecutivo 2393
publicado en el R. O. 565 del 17 de Noviembre de 1986.

Introducción y Fundamentación del Problema 43
1.8. Metodología
En el desarrollo de la metodología aplicada en el presente estudio se
ha clasificado según su nivel de profundidad el tipo de investigación
aplicada será la de Campo y es aplicada para describir, interpretar y
solucionar alguna situación o problema. Pero no se refiere a una simple
descripción sino una observación profunda y sistemática del problema
planteado para poder precisar los resultados a analizar es decir cuanto
mayor y precisa sea la descripción mejor serán los resultados sobre los
cuales de tomaran decisiones que conlleven a soluciones de la
distribución en planta.
1.8.1. Análisis de Métodos
1.8.1.1. Observación de Campo
Las técnicas e instrumentos aplicados para el desarrollo será también
la observación de Campo y se constituye como uno de los instrumentos
de mayor importancia en la elaboración de esta investigación, puesto que
la tabulación de los datos históricos será directamente para la campaña
de producción de varillas de diámetros que mayores ventas tiene. Es decir
que para la obtención de los datos será con cualquiera de los productos
de diámetro 8mm, 10 mm y 12 mm. Se menciona esto porque las
velocidades del tren de laminación varía en función del diámetro, ésta
variable es fundamental en los controles de parámetros de la placa de
enfriamiento mientras menor es el diámetro de laminación de la varilla
mayor será la velocidad de laminación consecuentemente con este último
parámetro de control la velocidad en la zona de evacuación también
aumenta, así como se incrementa el número de paquetes en el
transferidor de cadenas para paquetes.
1.8.1.2. Diagrama de Hilos
Las herramientas de Ingeniería Industrial permite hacer uso del diagrama
de precedencia para mostrar las tareas en cascada y que nos ayudará a
Introducción y Fundamentación del Problema 44
determinar el flujo actual del proceso. Se procederá además a elaborar el
plano actual de la fábrica donde se muestra la distribución actual, donde
al mismo tiempo se utilizará el diagrama de hilos donde cada color
representa el recorrido del producto en las diferentes máquinas hasta
llegar al punto final de almacenamiento.
La recopilación de los datos históricos ventas y producción permitirá
verificar los índices de la eficiencia de la actividad productiva. Con el
diagrama de hilo se puede determinar con exactitud la cantidad en metros
lineales de cuánto recorre el producto actual y cuánto recorrerá en el
método de distribución propuesto para ser almacenado.
1.8.1.3. Diagrama de Flujo del Proceso
Se aplica a un componente de un ensamble o sistema para lograr la
mayor economía en la fabricación o en los procedimientos aplicables a un
componente o sucesión de trabajos en particular. Es específicamente útil
para poner de manifiesto costos ocultos como distancias recorridas, todos
los traslados y retrasos de almacenamientos temporales con los que
tropieza un artículo en su recorrido por la planta. (Benjamìn, Ingenierìa
Industrial Mètodos, Tiempos y Movimientos, 1996)
1.8.1.4. Diagrama de Operaciones del Proceso
Este diagrama muestra la secuencia cronológica de todas las
operaciones, inspecciones, márgenes de tiempo, y materiales a utilizar
en un proceso de fabricación o administrativo desde la llegada de la
materia prima hasta que sale como producto terminado. (Niebel, 1996)
1.8.1.5. Estudio de Tiempos
El Estudio de Tiempos es una técnica utilizada para determinar cuál
es el tiempo estándar de cada actividad, en el caso de estudio sería
aplicado para la producción de varillas de cada medida y se llevará a
cabo la actividad en la zona de evacuación de paquete de varillas desde

Introducción y Fundamentación del Problema 45
el transferidor de cadenas hasta el punto de almacenamiento, tomando en
cuenta las demoras por actividades de despacho del producto en los
diferentes puntos de desembarque, personales, fatiga y retrasos que se
pueden presentar al realizar dicha actividad. El estudio de tiempos se
combina con el estudio de movimiento para obtener mejores resultados
respecto a la eficiencia y velocidad con que se lleva a cabo la actividad, el
objetivo del estudio de tiempo en la investigación será:
minimizar el tiempo para la ejecución de trabajos de evacuación,
obtener un mayor rendimiento de la capacidad instalada del
proceso,
reducir el coste que se incurre por transportar el producto
1.8.1.6. Análisis de los Datos
Después de recopilar la información desde las fuentes internas de la
empresa históricos de producción, ventas, proyectos y presupuesto ,
tabulado los datos se elabora cuadros y gráficos estadísticos que permita
analizar la información y determinar los estándares que se deben manejar
por estudios previos y a través de métodos científico.
CAPITULO II
ANÁLISIS DE LA SITUACIÓN ACTUAL
2.1. Análisis de la distribución en planta zona de evacuación
La empresa mantiene constantemente un estudio actualizado en sus
proyectos de Mejora Continua aplicados en los Procesos de Producción
de laminación y fundición del acero. Ésta actividad continua permite a
cualquier organización mantenerse a la vanguardia de los desarrollo en
este campo Siderúrgico.
Con la rapidez de equipamiento y evolución en técnicas de laminación
que tuvo lugar en la empresa hace catorce años, la productividad ha
alcanzado los niveles más óptimos que reflejan una instalación Moderna y
un trabajo en equipo. Uno de los métodos más efectivos para mejorar la
productividad ha sido reducir o eliminar todas las actividades no
necesarias, luego con una Redistribución en planta en términos de
manejo de materiales, personal, utilización del equipo, inventario
simplificado y la Calidad del producto.
En cuanto a la seguridad física del personal operativo y las
regulaciones ambientales referentes al ruido generado por la maquinaria,
el calor generado por el mismo producto a evacuarse son frecuentemente
razones por las cuales se recurre a modificar y redistribuir sus
instalaciones para minimizar estos riesgos, que muchas veces se
atribuyen a malos diseños de planta pero que actualmente se busca
minimizar modificando los sistemas de manejo de material y
almacenamiento. El manejo de materiales entre departamentos o
estaciones de trabajo es de vital importancia para el estudio en una planta
manufacturera. El flujo de materiales requiere que éste no sea costoso,
porque éste costo se sumaría al valor de la operación. Idealmente el

Análisis de la Situación Actual 47
material fluye en la misma dirección que la sucesión de máquinas
instaladas en un arreglo lineal y el resto sería ubicar las máquinas en el
espacio apropiado.
2.1.1. Descripción del proceso de Laminación en Caliente
ANDEC tienen en sus instalaciones físicas El nuevo Tren de laminación
de origen Español de la firma BASCOTECNIA cuya capacidad de
producción alcanza las 220.000 toneladas al año. En la descripción del
actual proceso es preferible hacer una descomposición de las líneas de
producción:
Línea # 1 Laminación en caliente de varillas Corrugadas
Línea # 2 Laminación en caliente de varillas lisas y
corrugadas en rollos
Línea # 3Laminación en frío
A su vez cada proceso de producción se subdivide en zonas que
forman la columna vertebral del sistema productivo:
Zona de almacenamiento de Materia prima
Zona de Horno de empuje para calentamiento de palanquilla
Zona del Tren de Laminación de varillas
Zona Placa de enfriamiento
Zona de Almacenamiento de producto terminado
Zona de Laminación de varillas lisas en rollos
2.1.2. Zona de almacenamiento de materia prima
Su almacenamiento se encuentra ubicado en dos zonas de
preparación. El primero se ubica frente al área de almacenamiento para el
arreglo respectivo y corte del mismo, y su almacenamiento final es en las
proximidades del horno de calentamiento. El segundo lugar se ubica
junto al rio Guayas frente al horno. Se tiene la siguiente gama de aceros
al carbono: SAE 1006, SAE 1008, SAE 1010, SAE 1015, SAE 1026,
SAE 2029, SAE1030, SAE1040-M, SAE 1040.

Análisis de la Situación Actual 48
2.1.3. Zona de corte
La materia prima que produce actualmente Acerías (106.000 ton/año),
no alcanza a cubrir los objetivos de producción al actual proceso de
laminación, por tal razón la organización se ve obligada según su
programa de ventas anuales a importar la palanquilla en un 50%; ésta
viene comercialmente en la sección de 130X130 mm en longitudes de
12000 mm, ésta longitud comercial no se adapta al actual horno de
calentamiento por lo que se añade un subproceso llamado de corte de
palanquilla a longitud aproximadamente de 4000 mm. Una vez cortadas a
longitud requerida se transporta con montacargas hacia la zona de
abastecimiento ubicada junto al horno.
IMAGEN # 3
ZONA DE CORTE
Fuente: Investigación directa Elaborado por: Richard Tello
2.1.4. Zona de abastecimiento
Desde este lugar (nave # 2) constantemente se abastece al horno con
el tipo de palanquilla según programa de producción. El tipo de transporte
utilizado para movilizar la palanquilla (preparada a longitud requerida) es
el montacargas de capacidad 15 toneladas, en cada viaje transporta 20
palanquillas.
Sobre esta zona se ubica el puente grúa de capacidad 5 toneladas, que
abastece sobre el transportador de rodillos constantemente 7 palanquillas,
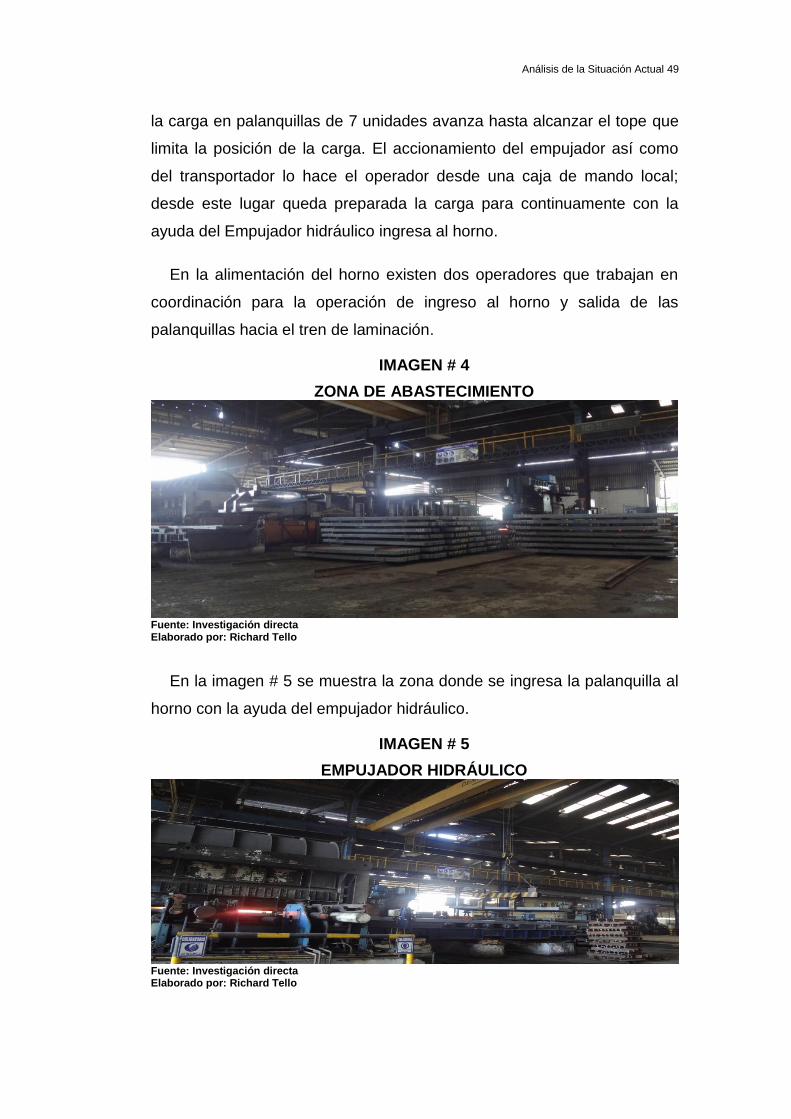
Análisis de la Situación Actual 49
la carga en palanquillas de 7 unidades avanza hasta alcanzar el tope que
limita la posición de la carga. El accionamiento del empujador así como
del transportador lo hace el operador desde una caja de mando local;
desde este lugar queda preparada la carga para continuamente con la
ayuda del Empujador hidráulico ingresa al horno.
En la alimentación del horno existen dos operadores que trabajan en
coordinación para la operación de ingreso al horno y salida de las
palanquillas hacia el tren de laminación.
IMAGEN # 4
ZONA DE ABASTECIMIENTO
Fuente: Investigación directa Elaborado por: Richard Tello
En la imagen # 5 se muestra la zona donde se ingresa la palanquilla al
horno con la ayuda del empujador hidráulico.
IMAGEN # 5
EMPUJADOR HIDRÁULICO
Fuente: Investigación directa Elaborado por: Richard Tello

Análisis de la Situación Actual 50
2.1.5. Horno de Empuje para calentamiento de palanquilla
Es el tipo de horno de Empuje marca Brobu identificado, su función
principal es proveer al proceso palanquillas a una temperatura de
deshornamiento de 1240 °C, es decir a la temperatura a la cual el acero
se deforma para ser laminado a los diferentes diámetros.
La alimentación del horno se lo hace por la parte frontal a través de un
empujador hidráulico en un extremo del horno y la descarga del mismo en
el extremo opuesto por el lado lateral. Desde el punto de vista térmico el
horno está dividido por tres zonas:
Zona de Precalentamiento I: Esta zona está compuesta por ocho
quemadores distribuidos simétricamente en las paredes del horno
cuatro a cada lado y en sentido longitudinal. En el diseño el horno
tiene la estructura con perfiles laminados en caliente y en el piso
se encuentran seis barras de acero especial para alta temperatura
y resistente al desgaste, entre barras se rellena el piso con ladrillo
refractario especial llamado magmaloc y sobre estas barras se
desliza el lingote. En esta zona la temperatura es de 1000 °C con
un 80% de energía total.
Zona de Calentamiento II: Esta zona está compuesta por ocho
quemadores dispuestos lateralmente cuatro en cada lado
longitudinal. La temperatura que alcanza la palanquilla esta entre
los 1000 y 1200 °C 16%.
Zona de Igualación: Llamada zona de igualación porque en esta
zona la palanquilla alcanza la temperatura de plastificación, es
decir 1240 °C entregando una energía del 4%. Tiene cuatro
quemadores ubicados en la parte frontal y opuesta al lado de
ingreso del horno. Todo el horno recubierto con ladrillo refractario
de alto contenido de alúmina y placas aislantes, externamente con
pintura anticalòrica de aluminio de 800°C.

Análisis de la Situación Actual 51
El funcionamiento del horno es a base de bunker, el mismo que siendo
calentado a la temperatura de 130 °C es inyectado a 2 bares de presión a
través de una de las toberas de los quemadores del horno,
simultáneamente ingresa desde otra tobera aire comprimido para de este
modo presurizar y expandir el combustible, al mismo tiempo el horno en
su diseño tienen un ducto de aire caliente que sale del mismo horno y que
pasa a través de un recuperador para enviarlo hacia la tercera entrada del
quemador. La dosificación de la mezcla esta automatizada para cada
quemador y tiene un consumo promedio de 8 gal/ton lo que permite
cuantificar y racionalizar el consumo por turno de producción.
IMAGEN # 6
HORNO DE EMPUJE PARA PALANQUILLA
Fuente: Investigación directa Elaborado por: Richard Tello
2.1.6. Laminación en caliente
Para iniciar el proceso de laminación se parte del concepto de
laminación en caliente “Es la transformación de la forma inicial de una
barra de acero que al pasar entre dos rodillos que giran en sentido
opuestos producen su deformación plástica”, esta plastificación del acero
se inicia con la palanquilla que sale del horno hacia el transferidor y de
éste hacia el arrastrador. El transferidor transporta la palanquilla hasta la
altura del eje de laminación y de éste al arrastrador, éste último tiene la
función de arrastrar la palanquilla con un empuje hacia los rodillos de la
primera caja del tren de desbaste, una vez amordazado la palanquilla por
la caja 1 automáticamente por el accionamiento de un cilindro neumático

Análisis de la Situación Actual 52
con temporizador el rodillo móvil superior del arrastrador sube, liberando
de éste modo la palanquilla y en este instante la barra ya se encuentra en
su primera etapa de plastificación. Mediante sucesivas pasadas entre los
cilindros de laminación, que llevan canales tallados en una secuencia
cuadrado/óvalo – óvalo/redondo, van reduciendo su sección a la vez que
aumenta su longitud. Según Gráfico # 1 podemos apreciar los puntos en
los cuales se comienza a laminar y en los cuales se termina de laminar, el
material viene transportado desde el arrastrador hasta el par de cilindros
en los puntos X del cilindro superior y "Y" del inferior. La barra avanza por
efecto mismo del par de fuerzas generado por los cilindros de cada caja,
con la ayuda de los rodillos que giran en sentido opuesto se produce la
deformación en tres direcciones:
Alargamiento,
Ensanchamiento y
Reducción.
Con lo anteriormente expuesto se puede definir lo que se considera
como el “Principio Básico de Laminación en caliente” y que dice
“El material caliente que siendo reducido en un par de cilindros alarga,
ensancha en proporción a la reducción que realiza”.
GRÁFICO # 1
PRINCIPIO BÁSICO DE LAMINACIÓN EN CALIENTE
Fuente: Principio de Laminación en caliente Elaborado por: Richard Tello
X
Y
X`
Y`
n
n`

Análisis de la Situación Actual 53
2.1.7. Tren de Desbaste
En esta primera etapa del proceso de laminación la barra o palanquilla
de sección cuadrada 130X130 mm ingresa al tren continuo de desbaste
compuesto por las cinco primeras cajas. Los mismos que están
compuestos por cilindros que tienen un diámetro máximo y mínimo que
limita la rectificada en el torno del pase del rodillo laminador, normalmente
se realiza un cambio de rodillo cada 10.000 toneladas. En la tabla # 1 se
muestra las cajas con su respectiva orientación y los diámetros máximos y
mínimos de los rodillos laminador.
TABLA # 1
ORIENTACIÓN DE CAJAS Y DIÁMETROS DE RODILLOS
Orientación Tipo de cilindroMax Diametro
(mm,)
Min Diametro
(mm,)
Profundidad
Max del pase
(mm,)
1 1 Horizontal Desbaste 610 530 34
2 2 Vertical Desbaste 610 530 35
3 3 Horizontal Desbaste 490 420 18
4 4 Horizontal Desbaste 490 420 16
5 5 Horizontal Desbaste 490 420 25.4
6 6 Horizontal Intermedio 490 420 11
7 7 Horizontal Intermedio 430 420 18
8 8 Horizontal Intermedio 430 370 7
9 9 Vertical Intermedio 355 370 13
10 10 Horizontal Intermedio 355 300 14
11 11 Vert./Horiz. Intermedio 355 300 10
12 12 Horizontal Intermedio 355 300 12.3
13 13 Vert./Horiz. Intermedio 355 300 7.5
14 14 Horizontal Intermedio 355 300 6.5
15 15 Vert./Horiz. Intermedio 355 300 8.8
16 16 Horizontal Acabador 350 300 8
17 17 Vert./Horiz. Acabador 350 300 10.3
18 18 Horizontal Acabador 350 300 6.4
19 19 Vert./Horiz. Acabador 350 300 8.6
20 20 Horizontal Acabador 350 300 6
21 21 Horizontal Acabador 350 300 5.5
Nombre
del Stand
Layout del Stand Dimensiones en el Stand
DIAMETROS DE CILINDRO
Fuente: Dpto. Producción Elaborado por: Richard Tello
El tren de Desbaste está formado por cinco cajas, en caja una de ellas
se calibra la Luz entre cilindros o llamado también “Parting”, se adjunta
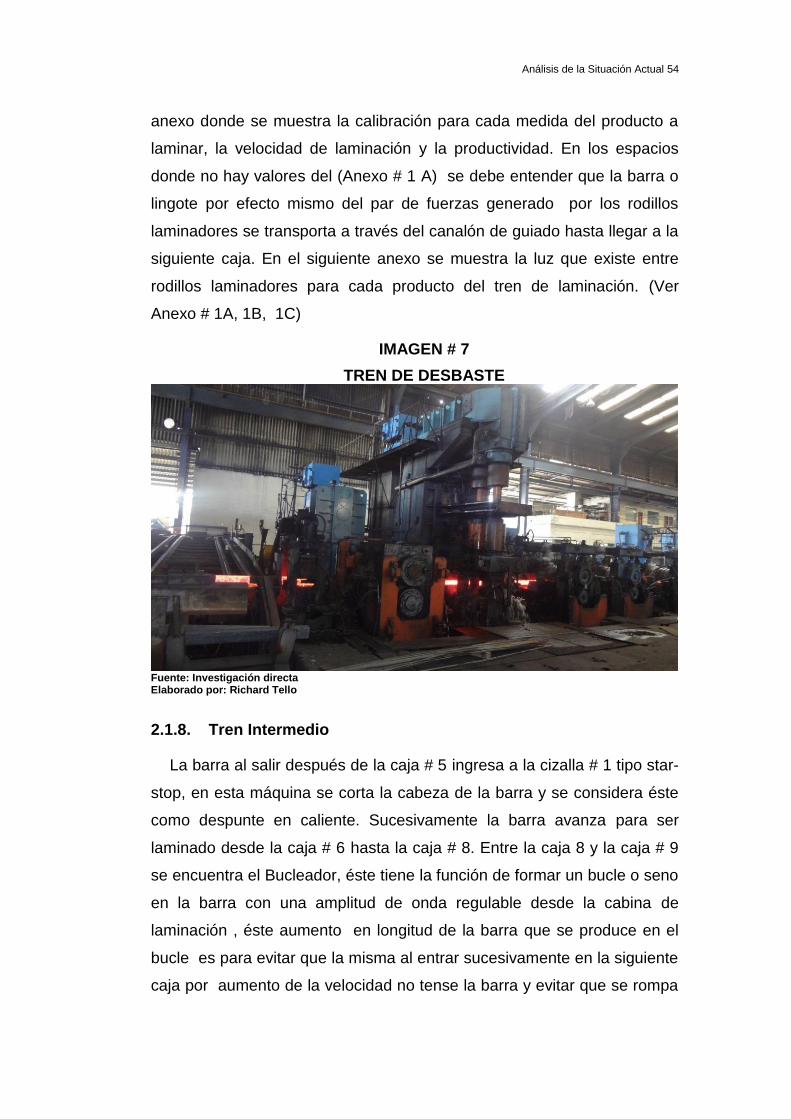
Análisis de la Situación Actual 54
anexo donde se muestra la calibración para cada medida del producto a
laminar, la velocidad de laminación y la productividad. En los espacios
donde no hay valores del (Anexo # 1 A) se debe entender que la barra o
lingote por efecto mismo del par de fuerzas generado por los rodillos
laminadores se transporta a través del canalón de guiado hasta llegar a la
siguiente caja. En el siguiente anexo se muestra la luz que existe entre
rodillos laminadores para cada producto del tren de laminación. (Ver
Anexo # 1A, 1B, 1C)
IMAGEN # 7
TREN DE DESBASTE
Fuente: Investigación directa Elaborado por: Richard Tello
2.1.8. Tren Intermedio
La barra al salir después de la caja # 5 ingresa a la cizalla # 1 tipo star-
stop, en esta máquina se corta la cabeza de la barra y se considera éste
como despunte en caliente. Sucesivamente la barra avanza para ser
laminado desde la caja # 6 hasta la caja # 8. Entre la caja 8 y la caja # 9
se encuentra el Bucleador, éste tiene la función de formar un bucle o seno
en la barra con una amplitud de onda regulable desde la cabina de
laminación , éste aumento en longitud de la barra que se produce en el
bucle es para evitar que la misma al entrar sucesivamente en la siguiente
caja por aumento de la velocidad no tense la barra y evitar que se rompa

Análisis de la Situación Actual 55
por efecto mismo del aumento de la velocidad en cascada con la que está
regulado el tren.
El tren Intermedio está compuesto desde la caja # 6 hasta la caja # 11,
luego sucesivamente la barra avanza hasta completar su segunda etapa
de laminación, quedando de este modo la barra preparada para la última
etapa del proceso continuo de laminación. A partir de aquí se ramifica la
barra en dos líneas para el tren terminador según el diámetro (8, 10,
12mm) a laminar y el tipo de material.
IMAGEN # 8
TREN INTERMEDIO
Fuente: Investigación directa Elaborado por: Richard Tello
2.1.9. Tren Terminador
Sucesivamente después de cada caja se ubica un formador de bucle
como parte del diseño ya que en esta última etapa del proceso las
velocidades son controladas automáticamente para que aumenten en
cada pasada en la misma proporción en que se redujo en la sección
anterior. A la salida de la caja # 11 la barra es guiada por unos canalones
que se ubican entre cajas, luego avanza la barra e ingresa a la cizalla
tipo star-stop para ser cortada la cola de la barra; Este corte de la punta y
cola de la barra es con el propósito de evitar la formación de impurezas o
scrab a la entrada de cada caja o rodillos y éste corte de la barra se
considera como despunte en caliente. Se denomina tren acabador porque

Análisis de la Situación Actual 56
en esta parte del proceso se determina el diámetro final, y desde aquí se
forman dos y tres líneas de producción según sea los diámetros 8 mm, 10
mm, y 12 mm, conocido también como Sliting. En este control se
determina la masa de la varilla y las tolerancias dimensionales y
geométricas que lo define el rodillo de la último a caja; cuando este valor
de masa por metro lineal no se ajusta al valor estandarizado, se procede
a la regulación de la luz en la última caja del tren terminador cerrándose o
abriendo el parting hasta conseguir el valor deseado. La variación del
peso por metro lineal siempre se mantiene dentro de las especificaciones
físicas del producto según la norma INEN 2167. (Ver Anexo # 2)
IMAGEN # 9
TREN TERMINADOR
Fuente: Investigación directa Elaborado por: Richard Tello
2.2. Proceso Tempcore
Los productos de acero laminado se utilizan entre otras aplicaciones en
trabajos varios de obra civil, como acero de construcción, en este caso
sobre todo en forma de aceros para armaduras de hormigón, como
alambre para hormigón pretensado, así como para arriostramiento de
anclaje en tierra etc. Esto indica su variedad de aplicaciones y
paralelamente a esto se ha desarrollado el proceso de tratamiento térmico
de la varillas. Consiste en el proceso de enfriamiento directo controlado
de la varilla, que consiste en una circulación forzada de agua fría y aire
dando como resultado una microestructura que presenta martensita en la
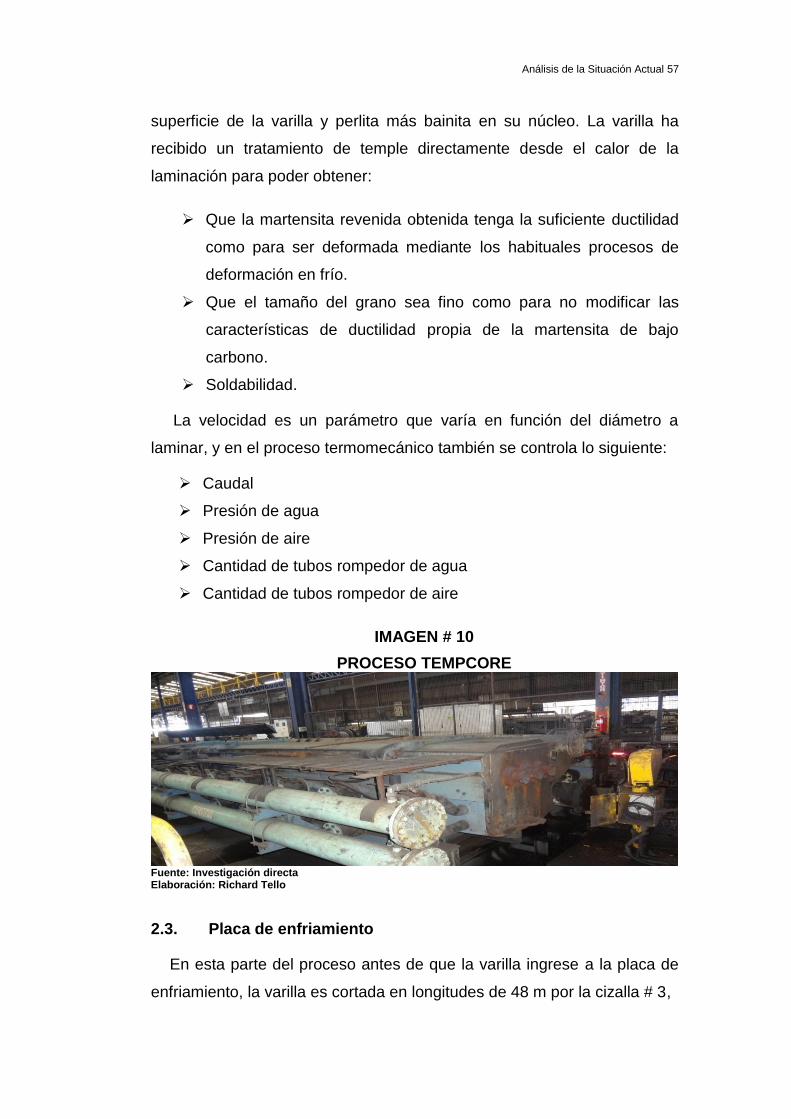
Análisis de la Situación Actual 57
superficie de la varilla y perlita más bainita en su núcleo. La varilla ha
recibido un tratamiento de temple directamente desde el calor de la
laminación para poder obtener:
Que la martensita revenida obtenida tenga la suficiente ductilidad
como para ser deformada mediante los habituales procesos de
deformación en frío.
Que el tamaño del grano sea fino como para no modificar las
características de ductilidad propia de la martensita de bajo
carbono.
Soldabilidad.
La velocidad es un parámetro que varía en función del diámetro a
laminar, y en el proceso termomecánico también se controla lo siguiente:
Caudal
Presión de agua
Presión de aire
Cantidad de tubos rompedor de agua
Cantidad de tubos rompedor de aire
IMAGEN # 10
PROCESO TEMPCORE
Fuente: Investigación directa Elaboración: Richard Tello
2.3. Placa de enfriamiento
En esta parte del proceso antes de que la varilla ingrese a la placa de
enfriamiento, la varilla es cortada en longitudes de 48 m por la cizalla # 3,
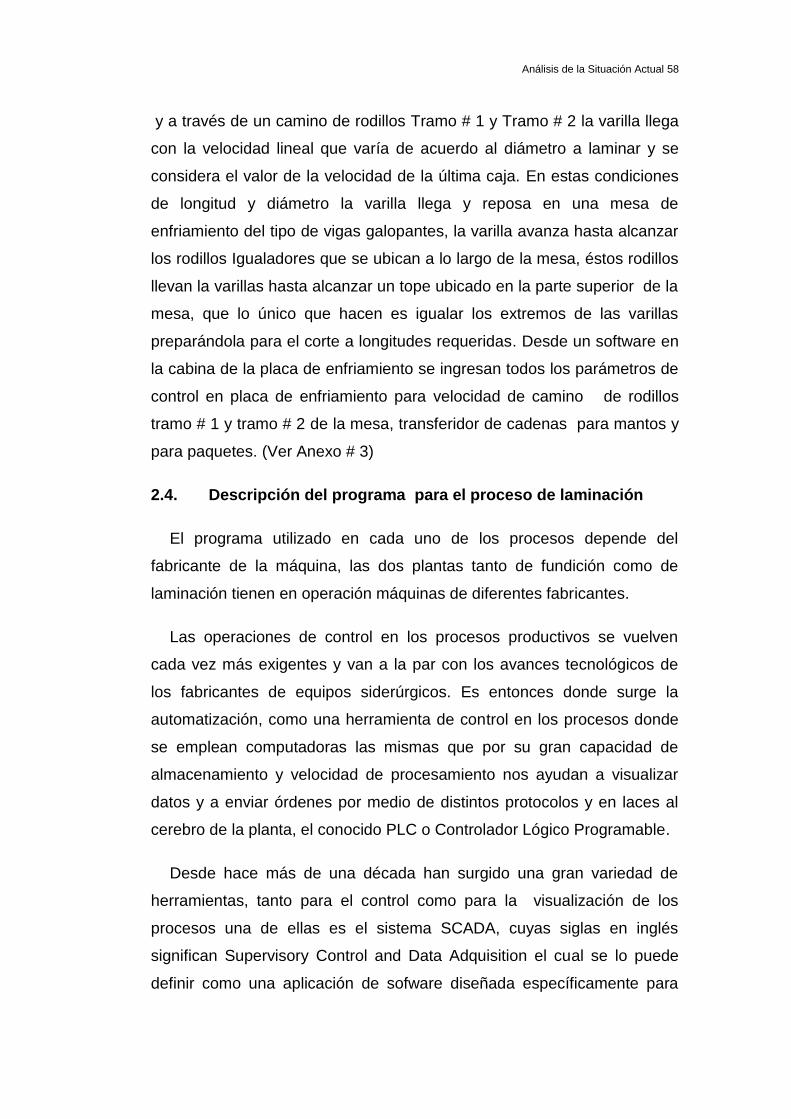
Análisis de la Situación Actual 58
y a través de un camino de rodillos Tramo # 1 y Tramo # 2 la varilla llega
con la velocidad lineal que varía de acuerdo al diámetro a laminar y se
considera el valor de la velocidad de la última caja. En estas condiciones
de longitud y diámetro la varilla llega y reposa en una mesa de
enfriamiento del tipo de vigas galopantes, la varilla avanza hasta alcanzar
los rodillos Igualadores que se ubican a lo largo de la mesa, éstos rodillos
llevan la varillas hasta alcanzar un tope ubicado en la parte superior de la
mesa, que lo único que hacen es igualar los extremos de las varillas
preparándola para el corte a longitudes requeridas. Desde un software en
la cabina de la placa de enfriamiento se ingresan todos los parámetros de
control en placa de enfriamiento para velocidad de camino de rodillos
tramo # 1 y tramo # 2 de la mesa, transferidor de cadenas para mantos y
para paquetes. (Ver Anexo # 3)
2.4. Descripción del programa para el proceso de laminación
El programa utilizado en cada uno de los procesos depende del
fabricante de la máquina, las dos plantas tanto de fundición como de
laminación tienen en operación máquinas de diferentes fabricantes.
Las operaciones de control en los procesos productivos se vuelven
cada vez más exigentes y van a la par con los avances tecnológicos de
los fabricantes de equipos siderúrgicos. Es entonces donde surge la
automatización, como una herramienta de control en los procesos donde
se emplean computadoras las mismas que por su gran capacidad de
almacenamiento y velocidad de procesamiento nos ayudan a visualizar
datos y a enviar órdenes por medio de distintos protocolos y en laces al
cerebro de la planta, el conocido PLC o Controlador Lógico Programable.
Desde hace más de una década han surgido una gran variedad de
herramientas, tanto para el control como para la visualización de los
procesos una de ellas es el sistema SCADA, cuyas siglas en inglés
significan Supervisory Control and Data Adquisition el cual se lo puede
definir como una aplicación de sofware diseñada específicamente para

Análisis de la Situación Actual 59
funcionar sobre los computadores de control de producción, comunicada
con la planta mediante una red industrial de alta velocidad y con el
usuario por medio de interfaces gráficas de alto nivel como pantallas
táctiles, lápices ópticos y ratones.
El sistema SCADA realiza tres funciones que son:
La adquisición de datos que consiste en recoger información
que se procesará y almanecerá.
La visualización de la evolución del proceso y por último
La supervisión y control que se encarga de modificar si es
necesario la evolución del proceso actuando directamente
sobre él a través de las alarmas, consignas, menús etc.
Para el caso del proceso actual de laminación se tienen dos sistemas
que están instalados en diferentes computadoras las mismas que se
encuentran en las cabinas de operación de laminación y placa de
enfriamiento para controlar las distintas partes del proceso.
Estos sistemas SCADA que se tienen son:
El operador MT versión 2.03 en el proceso de laminación y se lo
usa específicamente para controlar el horno de combustión y los
equipos auxiliares del tren Bascotecnia.
El operador permite ingresar valores de operación y monitoreo a través
de varias pantallas interactivas a los distintos accionamientos que
conforman el horno y los equipos auxiliares del tren Bascotecnia.
Son cuatro computadoras para producción y una quinta computadora
en conjunto con el software FDA cuyas siglas en español significan
Analizador Rápido de Datos la misma que captura y almacena las
variables preseleccionadas del proceso casi en tiempo real.
Intouch Wonderware versión 9.5 que controla el Tren de
Laminación Bascotencia, el Tren de laminación Danieli con sus

Análisis de la Situación Actual 60
respectivos auxiliares, para el actual proceso de evacuación y al
Tren de Laminación Pomini de una manera más eficiente.
Toda la información que se almacena en la quinta computadora sirve
de gran ayuda para interpretarla de manera gráfica y analítica cuando se
presentan anomalías en las líneas de producción.
Todas estas computadoras del proceso en conjunto con los
controladores lógicos programables, los drivers y los sistemas de Interface
hombre máquina son dispositivos sumamente importante para el
desenvolvimiento correcto y eficiente de todos los equipos y maquinas
que conforman el actual Tren.
2.5. Descripción del proceso de evacuación de varillas.
Las varillas después del corte toma el nombre de manto, se entiende
por manto a una carga en número de 40 varillas cortadas a longitudes
comerciales, Para el caso de productos normalizados, se enlista los
siguientes subprocesos que se realizan después de la laminación para
obtener el producto final:
Tope móvil
Transferidor de cadenas para varillas
Conteo de varillas
Camino de rodillos para paquetes tramo # 1
Descensor de paquetes
Atado de paquetes
Camino de rodillos para paquetes tramo # 2
Transferidor de cadenas para paquetes
Control del peso del paquete
Etiquetado del paquete de varillas
Embarque del paquete
Transporte del paquete
Desembarque del paquete y
Distribución final

Análisis de la Situación Actual 61
2.5.1. Tope móvil
El tope móvil se encuentra después de la cizalla modelo 330 (cizalla de
corte enfrío), entre el eje transversal # 19 y # 20 de la nave # 1 de
laminación. La ubicación del tope está en relación directa con el
transferidor de varillas tramo móvil. Su posición para el corte es regulado
mediante un mecanismo básico de piñón-cremallera a la distancia
requerida que pueden ser longitudes de 6 m, 9 m y 12 m. En los casos
especiales donde se requiere longitudes de 18 m se usa un camino de
rodillos adicional ubicado en la misma dirección al existente, éste camino
de rodillos se ubica después del tope móvil y con un tope fijo en el
extremo para cortar a 18 m.
La evacuación del manto de varillas cortadas a 18 m después del corte
se realiza con un botador de palanca tipo mecánico con accionamiento
neumático, hasta formar el paquete en número de varillas y peso
respectivo, y los amarres se lo realiza manualmente con la ayuda del
puente grúa y su evacuación es en dirección hacia almacenamiento.
IMAGEN # 11
TOPE MÓVIL
Fuente: Investigación directa Elaborado por: Richard Tello
Vista longitudinal del tope móvil, la regulación de la posición del tope se
la hace con una botonera de mando local ubicada en la proximidad del
mismo, lo que permite regular manualmente su posición final.

Análisis de la Situación Actual 62
2.5.2. Transferidor de Cadena para varillas
Esta máquina se ubica entre el eje transversal # 19 y # 20 de la nave #
1 de laminación. Está formado por dos tramos:
Transferidor de cadena basculante (tramo # 1)
Transferidor de cadena fijo (tramo # 2)
Una vez cortado a la medida el manto de varillas alcanza el tope fijo
con la ayuda del transportador camino de rodillos ubicado después de la
cizalla, inmediatamente el transferidor de cadena tramo # 1 es accionado
por medio de cuatros cilindros hidráulicos que basculan o pivotean desde
el eje central hasta alcanzar la línea recta o 20°. En esta posición los
motores del transferidor de cadena tramo # 1 son accionados para
transportar el manto o la carga de varillas hacia el transferidor de cadena
fijo tramo # 2, desde este lugar queda preparado la carga para iniciar el
conteo manual de varillas para conformar el paquete.
IMAGEN # 12
TRANSFERIDOR DE CADENA PARA VARILLAS
Fuente: Investigación directa Elaborado por: Richard Tello
El operador desde la cabina principal ejecuta todo los accionamientos
de los equipos mecánicos, es el operador que ejecuta los avances
necesarios hasta que el ayudante de evacuación completa el número de
varillas por paquetes.

Análisis de la Situación Actual 63
2.5.3. Conteo de varillas
Las varillas son transportadas desde el tramo basculante # 1 del
transferidor hacia el tramo fijo # 2, posición desde el cual se encuentra 5
mantos de varillas en cantidad de 45 unidades en el caso de 12 mm de ɸ.
El conteo de varillas la realiza el ayudante de evacuación, y consiste
en contar de una en una cada varilla del manto hasta completar el número
de varillas, cuando esto sucede el operador se separa el manto del resto y
el operador principal desde la cabina lleva la carga hasta el descensor de
paquetes. De este modo se forma los paquetes en longitud de 6, 9, y 12
m que se encuentra establecido en la tabla # 2; la cantidad de varillas por
paquete para cada producto determina un peso de aproximadamente
entre 2300 Kg a 2400 Kg, ésta variación del peso del paquete es un
aspecto de control físico del producto que se realiza durante el proceso de
laminación en caliente.
En este control se determina el número de varillas por paquete y luego
se compara con el valor de la tabla # 2 para todas las variedades de
productos en diámetros y longitud.
IMAGEN # 13
CONTEO MANUAL DE VARILLAS
Fuente: Investigación directa Elaborado por: Richard Tello
En la imagen # 13 se observa al ayudante operador de evacuación
realizando el conteo manual para formar el paquete, situación que se
repite para todas las medidas.

Análisis de la Situación Actual 64
En esta parte del proceso el flujo de avance del material en tránsito
cambia de dirección tomando un giro de 180° y en sentido opuesto al de
laminación. En su recorrido el paquete al llegar al transferidor cambia
nuevamente de dirección en un ángulo de 90°.
En otro proyecto de mejora continua se estudia la implantación de un
contador de varillas automático. Aquí se muestra el número de varillas por
paquete para cada medida y el peso correspondiente en Kilogramos.
En general en la empresa se vende el producto de acero laminado por
el peso en toneladas y no por el número de varillas, pero para un control
desde la zona de evacuación se realiza el conteo para conformar cada
paquete.
TABLA # 2
NUMERO DE VARILLAS Y PESO NOMINAL
PRODUCCION- ANDEC
PRODUCTO ø ( mm) 6 (m) 9 (m) 12 (m) 6 9 12
Varilla Corrugada 8 900 660 500 2132 2346 2370
Varilla Corrugada 10 550 430 330 2036 2388 2442
Varilla Corrugada 12 400 300 230 2131 2392 2450
Redondo Liso 12
Varilla Corrugada 14 220 170 2392 2464
Varilla Corrugada 16 170 130 2392 2462
Varilla Corrugada 18 130 100 2338 2398
Varilla Corrugada 20 110 80 2442 2368
Varilla Corrugada 22 90 70 2416 2506
Varilla Corrugada 25 70 50 2428 2312
Redodndo Liso 25
Varilla Corrugada 28 55 40 2392 2320
Redondo Liso 28
Varilla Corrugada 32 45 30 2556 2272
Redondo Liso 32
Cuadrado 11Fuente: Investigación directa
Elaborado por: Richard Tello
Cantidad Peso (Kg)
NUMERO DE VARILLAS Y PESO NOMINAL
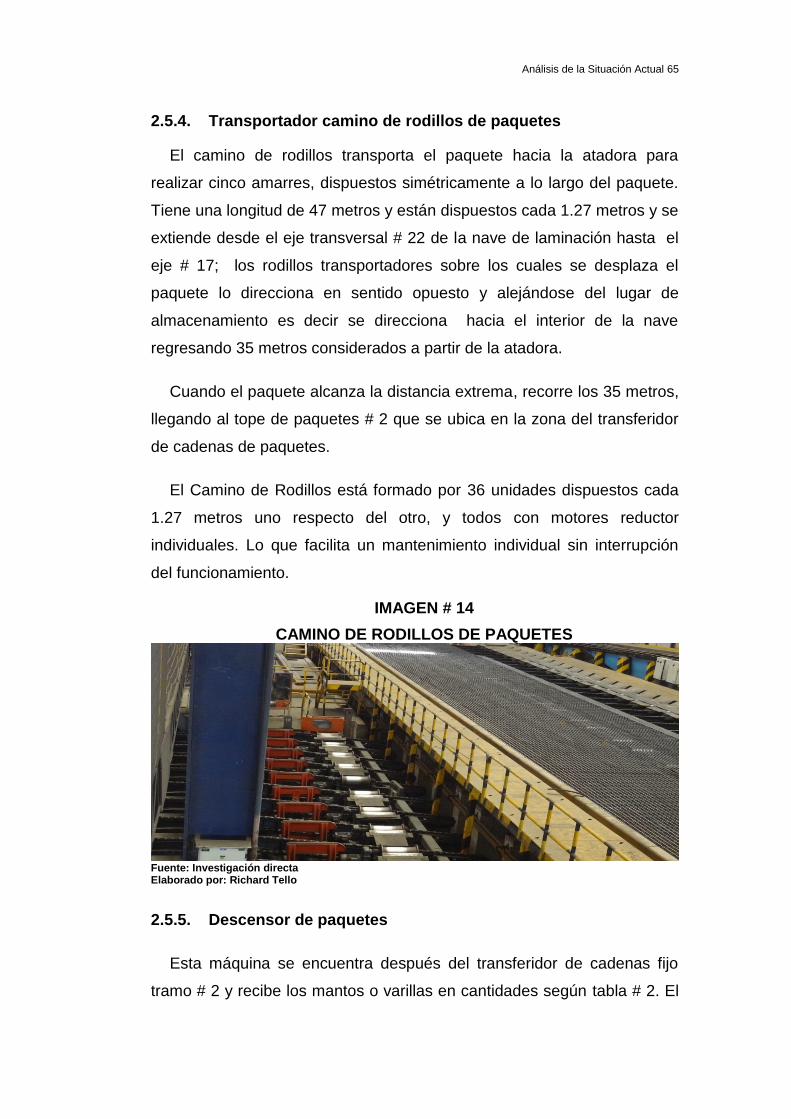
Análisis de la Situación Actual 65
2.5.4. Transportador camino de rodillos de paquetes
El camino de rodillos transporta el paquete hacia la atadora para
realizar cinco amarres, dispuestos simétricamente a lo largo del paquete.
Tiene una longitud de 47 metros y están dispuestos cada 1.27 metros y se
extiende desde el eje transversal # 22 de la nave de laminación hasta el
eje # 17; los rodillos transportadores sobre los cuales se desplaza el
paquete lo direcciona en sentido opuesto y alejándose del lugar de
almacenamiento es decir se direcciona hacia el interior de la nave
regresando 35 metros considerados a partir de la atadora.
Cuando el paquete alcanza la distancia extrema, recorre los 35 metros,
llegando al tope de paquetes # 2 que se ubica en la zona del transferidor
de cadenas de paquetes.
El Camino de Rodillos está formado por 36 unidades dispuestos cada
1.27 metros uno respecto del otro, y todos con motores reductor
individuales. Lo que facilita un mantenimiento individual sin interrupción
del funcionamiento.
IMAGEN # 14
CAMINO DE RODILLOS DE PAQUETES
Fuente: Investigación directa Elaborado por: Richard Tello
2.5.5. Descensor de paquetes
Esta máquina se encuentra después del transferidor de cadenas fijo
tramo # 2 y recibe los mantos o varillas en cantidades según tabla # 2. El

Análisis de la Situación Actual 66
descensor de paquetes tiene la función de conformar la geometría
trapezoidal de las varillas agrupadas y prepararlo de este modo para el
atado del paquete, esta forma geométrica que adopta el paquete es por la
disposición de los rodillos laterales e inclinados dispuestos a cada lado y
en toda la longitud del descensor de paquete. Su accionamiento para el
descenso con la carga de varillas para ubicarlo sobre el camino de rodillos
es a través de cuatro cilindros hidráulicos y por medio de mandos locales
operados desde la cabina de control.
Se tiene una central hidráulica para este equipo dotado con dos
bombas de desplazamiento positivo, la una en operación mientras se está
produciendo y la otra en Stan-bay para entrar en marcha cuando por A o
B motivos no funcione, solo en este caso extremo de emergencia.
GRÁFICO # 2
DESCENSOR DE PAQUETES
Fuente: Dpto. Ingeniería y Desarrollo Elaborado por: Richard Tello

Análisis de la Situación Actual 67
2.5.6. Atadora de paquetes
La máquina tiene mando local y a distancia desde la cabina de
operación central. La atadora de paquetes realiza el amarre con alambre
liso de 5.5 mm de diámetro. El operador desde la cabina realiza cinco
amarres, el primero y el último a 50 cm libre del extremo del paquete los
siguientes los hace cada 220 cm aproximadamente, pero éstas distancias
de los amarres depende de la longitud del paquete y el avance en cada
amarre lo hace el operador desde la cabina.
2.5.7. Transferidor de cadenas para paquetes
El transferidor de cadenas es semejante al transferidor de cadena para
varillas, la diferencia está en la potencia que tienen los motores para
mover 10 paquetes que equivalen aproximadamente 23 toneladas.
Después que la atadora realiza los cinco amarres descritos anteriormente,
el camino de rodillos transporta el paquete hasta llegar al transferidor de
paquetes. Éste se encuentra ubicado distante de la atadora 47 metros,
entre los ejes transversal # 17 y # 18 de la nave # 2.
IMAGEN # 15
TRANSFERIDOR DE CADENAS PARA PAQUETES
Fuente: Investigación directa Elaborado por: Richard Tello
La ubicación del transferidor ocupa dos áreas que involucra la nave # 1
y nave # 2. El transferidor está limitado por el lado Oeste la atadora, por el
lado Este la cabina de control de calidad, por el lado Sur la mesa de vigas
galopantes, y por el lado Norte se ubica el parqueo de la plataforma para

Análisis de la Situación Actual 68
embarque de los paquetes de varillas. Esta ubicación del transferidor
cambia la dirección del flujo del material, pasando de línea recta a la
forma de U.
2.6. Control del peso del paquete
Tope del paquete.
Cuando el paquete avanza desde la atadora hasta llegar al tope de
paquete ha recorrido 35 metros, en este momento el operador desde la
distancia de 50 metros observa que el paquete se detuvo y acciona el
primer tramo del transferidor de paquetes para transportarlo hasta la
báscula.
IMAGEN # 16
TOPE Y BÁSCULA DEL PAQUETE
Fuente: Investigación directa Elaborado por: Richard Tello
Báscula.-
El operador desde la cabina de la placa de enfriamiento observa la
posición del paquete, detiene la marcha del transferidor de cadena tramo
móvil y lo descarga sobre la báscula, después de 10 segundos, tiempo
durante el cual el operador de la cabina de control de calidad pesa e
identifica el paquete. Una vez identificado el paquete de varillas el
transferidor lo transporta hasta la cuna de paquetes.
Análisis de la Situación Actual 69
2.6.1. Etiquetado del paquete.
El paquete de varillas así conformado antes de pasar a la cuneta para
ser evacuado es identificado por el departamento de control de calidad
con la siguiente información básica del producto que contiene:
Grado del acero, Número de colada, Número de varillas, Longitud de la
varilla, Diámetro de la varilla, Peso del paquete, Norma INEN 2167,
Procedencia de la palanquilla, responsable del control del peso, turno de
producción, fecha y el logotipo de la empresa. El etiquetado permite
identificar al producto laminado cualquier anomalía presente que el cliente
pueda tener con el producto adquirido, el etiquetado es el soporte de
identificación inmediata y la salida a cualquier reclamo con el cliente
externo e interno.
IMAGEN # 17
ETIQUETADO DEL PRODUCTO
Fuente: Investigación directa Elaborado por: Richard Tello
2.6.2. Embarque del paquete
La operación de embarque se lo realiza con un puente grúa ubicado en
la nave # 2. La función de la grúa es evacuar el paquete desde el
transferidor embarcándolo sobre la plataforma motorizada. La cantidad de
paquetes es de 16, que equivale un peso aproximado de 36.8 toneladas.
Para realizar esta operación se tiene el siguiente personal:

Análisis de la Situación Actual 70
TABLA # 3
EMBARQUE DEL PAQUETE
Cant. Personal Función Tiempo (sg)
1 Evacuador Enganchar paquete 12
2 Operador de Grúa Transportar hasta plataforma 16
3 Ayudante despacho Desenganchar paquetes 12
1 Chofer Transportar hasta almacenamiento 420 Fuente: Investigación directa Elaborado por: Richard Tello
Ésta operación tienen lugar dentro de la segunda nave de producción,
aquí está incluida el personal que ejecuta el desembarque del paquete
desde el camión hacia los distintos cargaderos.
2.6.3. Transporte del paquete
La movilización del producto o paquete hacia almacenamiento se lo
realiza con dos plataformas de longitud 12 metros y con capacidad de
transportar 42 toneladas c/u.
IMAGEN # 18
TRANSPORTE MOTORIZADO DE PAQUETES
Fuente: Investigación directa Elaborado por: Richard Tello
En el siguiente cuadro se adjuntan los equipos utilizados para la
evacuación de paquetes o producto terminado desde el transferidor de
cadenas para paquetes hasta almacenamiento.

Análisis de la Situación Actual 71
TABLA # 4
MÁQUINAS UTILIZADOS PARA EVACUAR PAQUETES
Màquinas Cantidad Capacidad
(Ton.)
Peso
(Ton.)
Dimensiones
(LXAXH) m
Ubicación
Puente Grúa 1 5 13 20X5X2 Nave # 2
Camión Plataforma 2 42 10 16X2,5X3 Nave # 2
Grúa pórtico 6 6,3 12 19X5X7 Almacenamiento Fuente: Investigación directa Elaborado por: Richard Tello
2.6.4. Desembarque del paquete
La operación de desembarque del camión plataforma consiste en
distribuir los paquetes hasta los puntos de despacho según la medida que
corresponde. Esta operación se la realiza con la ayuda de seis grúas,
distribuidas 3 en cada nave de almacenamiento. Los puntos de
desembarque son seis identificados como cargaderos numerados desde
el # 1 hasta el # 6, en siguiente cuadro se muestra la forma como está
distribuida los diferentes medidas que se ubican en las dos naves de
almacenamiento. El área sombreada con colores indica que los paquetes
se ubican en las proximidades del cargadero señalado en la parte
superior de la tabla adjunta y señalizada en la entrada de cada punto de
despacho. En cada cargadero se despacha las siguientes medidas.
CUADRO # 4
DISTRIBUCIÓN DE PRODUCTO TERMINADO
ANDEC
Acero soldable
CARGADERO # 1 2 3 4 5 6
PRODUCTO D (m) D (m) D (m) D (m) D (m) D (m)
8
10
12
12L
14
16
18
18L
20
22
25
25L
28
28L
32
32L
ALMACENAMIENTO
TRANSPORTE DE PRODUCTO TERMINADO
ACERIAS NACIONALES DEL ECUADOR
Fuente: Investigación directa Elaborado por: Richard Tello
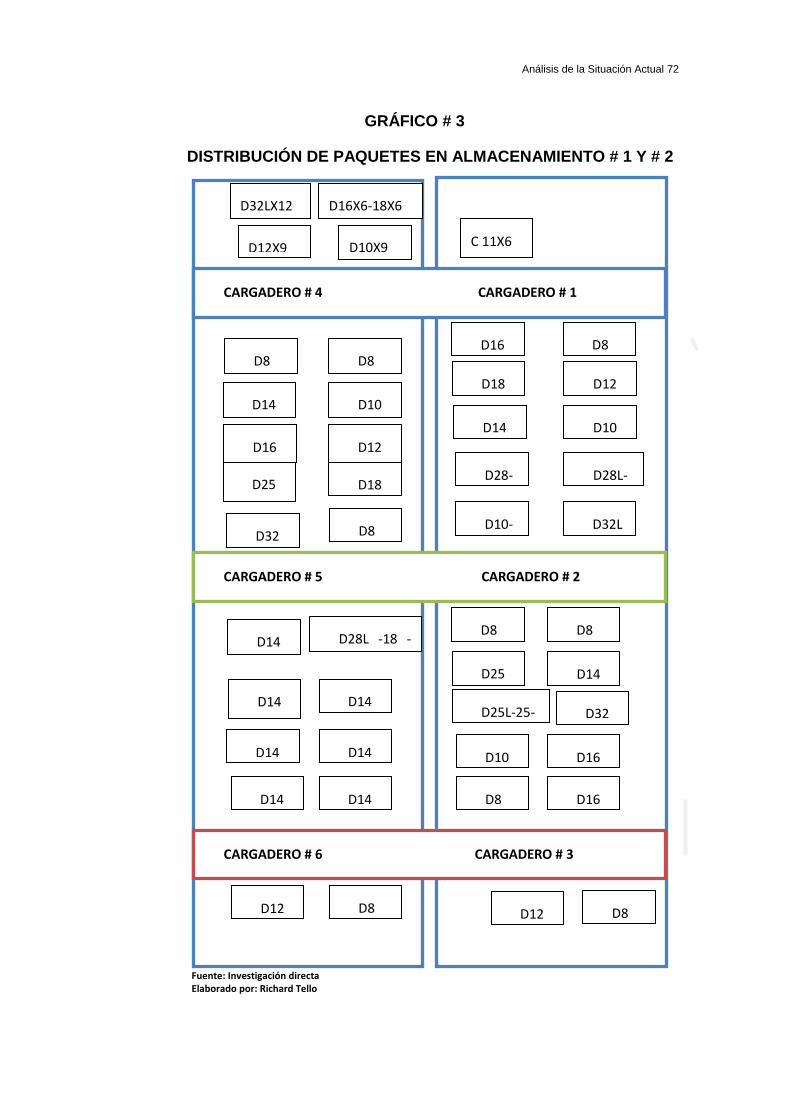
Análisis de la Situación Actual 72
GRÁFICO # 3
DISTRIBUCIÓN DE PAQUETES EN ALMACENAMIENTO # 1 Y # 2
Fuente: Investigación directa Elaborado por: Richard Tello
CARGADERO # 4 CARGADERO # 1
CARGADERO # 5 CARGADERO # 2
CARGADERO # 6 CARGADERO # 3
D16
D14
D28-
D10-
D12
D10
D28L-
D32L
D18
D8
D8
D14
D25L-25- D32
D10 D16
D8 D16
D8
D25
D8 D8
D14 D10
D16 D12
D18 D25
D8 D32
D14 D28L -18 -
D14 D14
D14 D14
D14 D14
D12 D12
D12X9
D16X6-18X6 D32LX12
D10X9 C 11X6
D8 D8
Análisis de la Situación Actual 73
2.7. Análisis del proceso
En este caso existe un problema cuyas manifestaciones pueden ser
alto consumo de recursos tales como materiales, mano de obra y tiempo,
acumulación de materiales terminados, baja eficiencia, etc. Es necesario
fijar las limitaciones de estudio, en (caso particular de este trabajo)
optimizar la zona de evacuación y salida del material terminado hacia
almacenamiento.
Herramientas para el registro y análisis de la información
Existen varias herramientas desarrolladas que permiten registrar toda
la información relacionada con el trabajo que se va a estudiar ubicado en
la zona de evacuación. Puede ser necesario utilizar combinaciones de
herramientas, las cuales no constituyen un fin por sí mismas, sino que son
solamente medios para lograr un objetivo. Los modos de registro
informativo pueden ser para diseñar un nuevo puesto de trabajo:
Diagrama de flujo de proceso
Diagrama de flujo de operaciones
Diagrama de flujo o de recorrido
Diagrama de hilos
Realizar el estudio de tiempos
Cámara de video
2.7.1. Diagrama de flujo del proceso en la zona de evacuación
Con el siguiente diagrama se explicará la situación actual y a promover
un método que permita lograr una mayor economía en la sucesión de
trabajos a realizar. Este diagrama es esencialmente útil para poner de
manifiesto costos ocultos que se incurren en el proceso como distancias
recorridas del producto terminado hacia el almacenamiento final. Además
de registrar en este diagrama todas las operaciones e inspecciones
muestran todos los traslados y retrasos con los que tropieza el paquete en
su recorrido por la planta. (Anexo # 4A, 4B y 4C).

Análisis de la Situación Actual 74
2.7.2. Diagrama de flujo de operaciones en zona de evacuación
Transporte de paquetes hacia máquina atadora
Realizar 5 amarres en paquetes de varillas
Transporte del paquete hacia el tope fijo # 2
Transporte del paquete hacia báscula
Pesar paquete
Etiquetear e identificar el paquete
Transporte de paquete hacia cuna
Enganche de paquete desde cuna
Transporte de paquetes desde cuna hacia camión
Desenganche del paquete desde camión
Transporte de paquetes hacia cargadero # 1
Enganche de paquetes desde la grúa pórtico
Transporte hacia la ruma de paquetes
Distribución de los paquetes
Almacenamiento
1
1
2
3
4
2
5
3
6
4
7
8
1
1
2

Análisis de la Situación Actual 75
2.7.3. Diagrama de recorrido
El diagrama de recorrido es un complemento del diagrama de flujo y
servirá para desarrollar el nuevo planteamiento de recorrido propuesto
específicamente en la zona de evacuación objeto del estudio. Antes de
poder acortar la distancia por transporte que se recorre para el
almacenamiento, es necesario visualizar las áreas expansiòn para poder
modificar las estaciones de que actualmente ocupa la maquinaria y que
permita acortar distancias. La herramienta AUTOCAD servirá para la
elaboración de este diagrama e identificar con líneas de distinto color su
recorrido y cuantos metros innecesariamente se recorre para almacenar el
producto final. Se tomará un plano de la distribución existente de las
áreas a considerar en la planta y se trazará en él, las líneas de flujo que
indica el movimiento del material en su distribución (Ver Anexo # 7).
TABLA # 5
CUANTIFICACIÓN DE LAS DISTANCIAS HACIA
ALMACENAMIENTO
Fuente Investigación directa Elaborado por: Richard Tello
Es un complemento valioso del diagrama de curso de proceso o
conocido también como el diagrama de operaciones, pues en él, puede
trazarse el recorrido inverso y encontrar las áreas de posible
congestionamiento y facilita así el poder lograr una mejor distribución de
la planta. (Benjamìn, INGENIERÌA INDUSTRIAL MÈTODOS TIEMPOS Y
MOVIMIENTOS, 1996)
CARGADERO 1 2 3 4 5 6
PRODUCTO Distancia (m) Distancia (m) Distancia (m) Distancia (m) Distancia (m) Distancia (m)
VARILLAS ɸ 8 668 584 524 231 329 377
VARILLAS ɸ 10 692 596 536 242 - 389
VARILLAS ɸ 12 680 584 524 254 317 -
VARILLAS ɸ 14 692 596 - 254 341 377
VARILLAS ɸ 16 668 608 524 242 - 377
VARILLAS ɸ 18 680 - - - - 389
DISTANCIA DESDE TRANSFERIDOR DE PAQUETES HASTA CARGADERO

Análisis de la Situación Actual 76
2.7.4. Diagrama de Hilos
GRÁFICO # 4
DIAGRAMA DE HILOS
Almacenamiento
Desde Evacuación a Almacenamiento
Distancia = 692 m
Tren de Laminación Distancia = 596 m
Distancia = 536 m
Línea # 1 varillas Línea # 2 Bobinas
Proceso Tempcore
Placa de enfriamiento Monoblock
Bobinadora
Evacuación Enfriamiento
Almacenamiento
Producto Terminado
Horno 40 Ton/h
Cargadero # 1
Cargadero # 2
Cargadero # 3
Cargadero # 4
Cargadero # 5
Cargadero # 6
Análisis de la Situación Actual 77
2.7.5. Estudio de tiempos en la zona de evacuación de paquetes
Los resultados de algunos tipos de actividad de medición del trabajo,
es un estándar de producción llamado también un estándar de tiempo. Un
estándar se puede definir formalmente como una cantidad de tiempo que
se requiere para ejecutar una tarea cuando un operador capacitado
trabaja bajo un método preestablecido. Una vez limitado el área a
estudiar por las observaciones directas se procede a realizar la toma de
tiempos de cada una de las actividades para establecer un estándar de
tiempo que se desarrollan en el área. Esto permitirá establecer un
estándar de medición del proceso actual para poder tomar como punto de
partida y poder evaluar la implantación del nuevo método propuesto. El
estudio para la medición del tiempo se considera desde que el
transportador de paquete camino de rodillos lo lleva hasta la máquina
atadora para realizar los cinco atados con alambrón diámetro 5.5 mm al
paquete de varillas, ésta consideración de punto de partida para el estudio
de tiempos es por las siguientes razones:
Porque se cambiará de posición la máquina atadora de paquetes
Porque se aumentará otra máquina atadora de paquetes con las
mismas características técnicas
Porque se acortará la distancia actual desde la atadora hasta el
tope de paquetes # 2
Porque se cambiará de posición o se reubicará el transferidor de
cadenas para paquetes
Todas estas actividades descritas señaladas en el siguiente párrafo
están cronometradas e identificadas en la siguiente tabla # 6.
Transporte de paquete por rodillos tramo # 1
Atadora de paquetes
Transporte de paquetes por rodillos tramo # 2
Transfiere el paquete hasta báscula
Pesar paquete
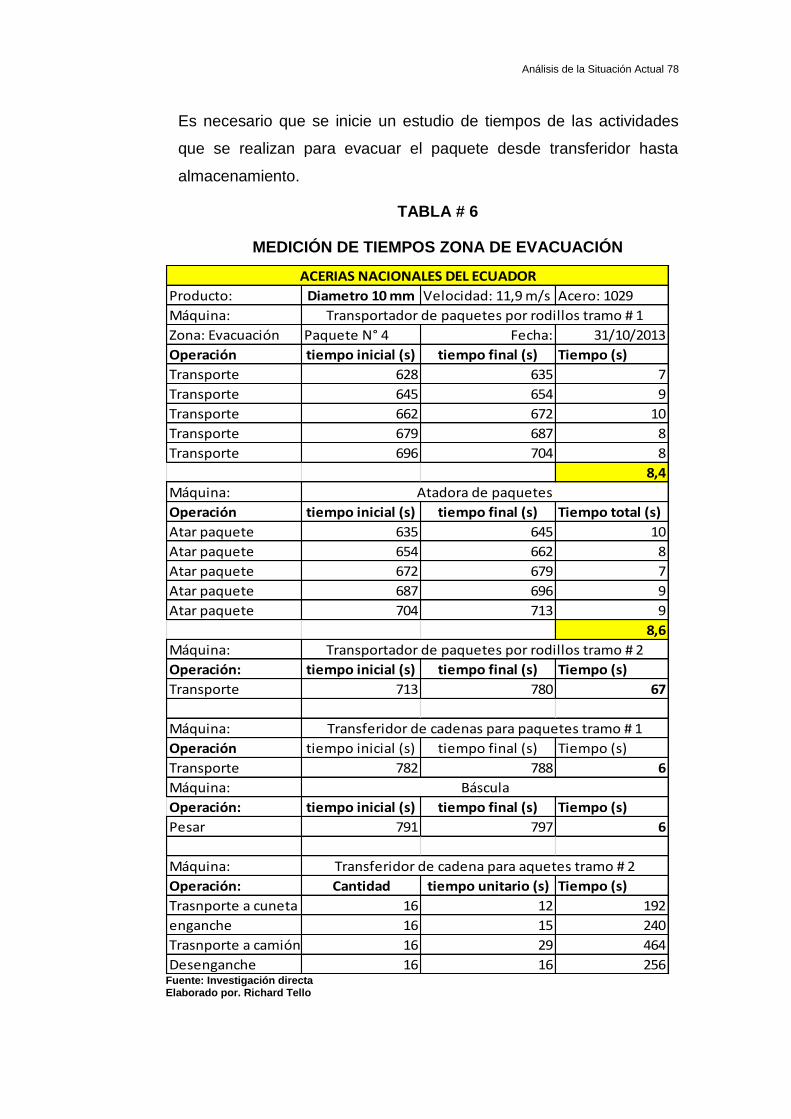
Análisis de la Situación Actual 78
Es necesario que se inicie un estudio de tiempos de las actividades
que se realizan para evacuar el paquete desde transferidor hasta
almacenamiento.
TABLA # 6
MEDICIÓN DE TIEMPOS ZONA DE EVACUACIÓN
Producto: Diametro 10 mm Velocidad: 11,9 m/s Acero: 1029
Máquina:
Zona: Evacuación Paquete N° 4 Fecha: 31/10/2013
Operación tiempo inicial (s) tiempo final (s) Tiempo (s)
Transporte 628 635 7
Transporte 645 654 9
Transporte 662 672 10
Transporte 679 687 8
Transporte 696 704 8
8,4
Máquina:
Operación tiempo inicial (s) tiempo final (s) Tiempo total (s)
Atar paquete 635 645 10
Atar paquete 654 662 8
Atar paquete 672 679 7
Atar paquete 687 696 9
Atar paquete 704 713 9
8,6
Máquina:
Operación: tiempo inicial (s) tiempo final (s) Tiempo (s)
Transporte 713 780 67
Máquina:
Operación tiempo inicial (s) tiempo final (s) Tiempo (s)
Transporte 782 788 6
Máquina:
Operación: tiempo inicial (s) tiempo final (s) Tiempo (s)
Pesar 791 797 6
Máquina:
Operación: Cantidad tiempo unitario (s) Tiempo (s)
Trasnporte a cuneta 16 12 192
enganche 16 15 240
Trasnporte a camión 16 29 464
Desenganche 16 16 256
Báscula
Transferidor de cadena para aquetes tramo # 2
ACERIAS NACIONALES DEL ECUADOR
Transportador de paquetes por rodillos tramo # 1
Atadora de paquetes
Transportador de paquetes por rodillos tramo # 2
Transferidor de cadenas para paquetes tramo # 1
Fuente: Investigación directa Elaborado por. Richard Tello

Análisis de la Situación Actual 79
El cuadro corresponde a un ejemplo de la medición del tiempo de las
actividades en la zona de evacuación de un paquete a un ritmo normal.
2.7.6. Tiempos en el traslado del material hacia almacenamiento
Los datos de longitud, tiempo, origen y destino del movimiento ayudan
a conocer y analizar el esquema de distribución de planta, además del
sistema de manejo de material. En la siguiente tabla # 7 se tabula el
tiempo de las actividades que ayudan a transportar el producto hacia
almacenamiento.
TABLA # 7
TIEMPO HACIA CARGADERO # 1 (O PUNTO DE EMBARQUE)
Fuente: Investigación directa Elaborado por: Richard Tello
Objetivos del estudio de tiempos en la zona de evacuación
Minimizar el tiempo requerido para la ejecución del trabajo.
Eliminar o reducir los movimientos ineficientes, que se observa en
la zona de evacuación.
Conservar los recursos y minimizar los costos de operación
Efectuar la producción sin perder de vista la disponibilidad de
energía.
Un estudio de tiempos en el proceso de evacuación de varillas se lleva
a cabo por las siguientes razones, cuando:
ANDEC
Producto: Diámetro 10 Actividades Cant. t. un. (s) t. total (s)
Operador Desde Transferidor hacia almacenamiento
Evacuador Enganche de paquetes desde cuneta 16 15 240
Gruero-Producción Transporte de paquete hacia camión 16 29 464
Despachador Desenganche desde camión 16 16 256
Chofer camión Transporte de paquetes hacia cargadero # 1 16 34 544
Despachador Enganche desde camión en cargadero # 1 16 20 320
Gruero-Despacho Transporte hacia punto de destino final 16 30 480
Despachador Distribución del paquete y desenganche de cadenas16 67 1072
TOTAL 3376
ACTIVIDADES ESPECÍFICAS DEL PROCESO DE EVACUACIÓN DE PAQUETES

Análisis de la Situación Actual 80
Se va a ejecutar una nueva operación. Esta nueva operación
consiste en la misma evacuación del producto pero con otro
método de trabajo.
Se encuentran tiempos muertos de algunas máquinas.
o En este caso el transporte motorizado que permanece por el
tiempo necesario de 30 minutos hasta completar 16 paquetes
que equivale a 36.8 toneladas de acero terminado.
o El tiempo de 16 minutos que permanece el paquete sobre el
transferidor hasta que el puente grúa continuamente
descargue el paquete sobre la plataforma
Se realizan actividades innecesarias.
La operación de transporte del paquete hacia el
almacenamiento
El manipuleo del paquete
La operación de embarque y desembarque
2.7.7. Manejo de material
Uno del requerimiento elemental del proceso productivo por la
naturaleza física del producto en la planta de laminación ha sido el
transportador camino de rodillos, aplicación de diseño que se usa desde
que se abastece la materia prima hasta que sale como producto
terminado, se ha obtenido buenos resultados y por tales razones se
quiere aplicar en la evacuación del paquete para transportarlo hacia
almacenamiento.
2.7.8. Tipo de flujo de material
El flujo de material o para el caso de estudio del paquete de varillas
requiere que el transporte hacia el almacenamiento no sea costoso
porque éste se sumaría al costo total de la producción, y dentro de los
objetivos de calidad la producción propuesta anual fue de 220.000
toneladas por año, entonces revisando la información de producción se
puede observar que por la naturaleza de la empresa de producir grandes

Análisis de la Situación Actual 81
volúmenes de productos si se justifica que el transporte por
almacenamiento anual sea reducido al más mínimo costo.
El tipo de flujo identificado en la empresa según la sucesión y
disposición de máquinas y tomando una vista general tiene un flujo bien
irregular, se inicia en línea recta luego cambia al del tipo de flujo S.
2.7.9. Tipo de distribución de planta
El tipo de distribución identificado en el actual proceso de laminación es
del tipo de Distribución por producto en cadena o en serie:
Distribución por producto
Llamado también en cadena o en serie cuando toda la maquinaria y
equipos necesarios instalados desde que entra la materia prima hasta que
sale transformada se agrupan en línea o en serie siguiendo la secuencia
de las operaciones que deben seguirse sobre el material.
La distribución de planta por producto se usan cuando uno solo o un
conjunto de productos estrechamente relacionados como son todas las
varillas en todo los diámetros a producir, son fabricados en volúmenes
altos, en el caso particular de la empresa el tren continuo instalado así
como también parte del proceso de evacuación están diseñado para un
tipo de flujo en línea recta, donde se requiere un mínimo manipuleo del
material en proceso, mínimos tiempos de fabricación y simplificación de
tareas. Esta distribución consta de:
Proceso de trabajo.- Los puestos de trabajo se ubican según el
orden establecidos
Material en curso de fabricación.- El material se desplaza de un
puesto a otro, lo que conlleva a la mínima cantidad del mismo es
decir hay menor manipulación y recorrido en transporte.
Versatilidad.- Es la distribución más adecuada para la fabricación
intermitente, facilitándose la programación de los puestos de
trabajo al máximo de carga posible.

Análisis de la Situación Actual 82
Continuidad de funcionamiento.- Un problema que surge en un
puesto no incide en el funcionamiento de los restantes, por lo que
no se causan retrasos en la fabricación.
Incentivo.- El incentivo logrado por cada operario es únicamente
función de su rendimiento personal.
Calificación de mano de obra.- Se requiere mano de obra muy
calificada.
Tiempo unitario.- Se obtiene menores tiempos unitarios de
fabricación que en los otros tipos de distribución.
La distribución de planta en línea de montaje, se resuelve el problema
de balanceo de la línea frecuentemente determinando el mejor conjunto
de tareas/ actividades que deben desempeñarse en cada función.
2.7.10. Análisis de la distribución de planta actual
Para el análisis de la distribución actual se ha considerado tres
parámetros que se detalla a continuación: (Muther, Mètodo S.L.P., 1973)
Relaciones: Que indica el grado relativo de proximidad deseado o
requerido entre máquinas, departamentos o áreas en cuestión.
Espacio: Indicado por la cantidad, clase o forma o configuración de
los equipos a distribuir.
Ajuste: Que será el arreglo físico de los equipos, maquinaria,
servicios en condiciones reales.
En primer lugar se combinará la información sobre el material a fabricar
(tamaño, forma o volumen, peso y condición) y el camino que debe seguir
entre departamentos en un diagrama de flujo de actividades, en el que las
distintas áreas o departamentos están geográficamente esquematizadas
sin consideración al espacio físico que cada una requiere.
En la consideración de los requerimientos de espacio el análisis se
hará, en base al proceso de fabricación y los equipos necesarios. (Ver
Anexo # 8).

Análisis de la Situación Actual 83
2.8. Problemas en zona de evacuación de paquetes
GRÁFICO # 5
DIAGRAMA ISHIKAWA
Efecto
Mét
od
o
Flu
jo d
e
mat
eria
l
Pro
du
cto
term
inad
o
Pro
du
cció
n e
n
línea
Acu
mu
laci
ón
de
mat
eria
l en
nav
e #
2
Exce
sivo
re
corr
ido
del
mat
eri
al
Maq
uin
aria
Ord
enar
segú
n f
lujo
Falt
an m
áqu
inas
Med
io a
mb
ien
te
Cal
or
ence
rrad
o
Gen
erac
ión
de
hu
mo
s
Ineficiente
sistema de
evacuación de
varillas de acero
Exce
sivo
man
ipu
leo

Análisis de la Situación Actual 84
Lista de los problemas del trabajo en el área
El producto terminado o paquete de varillas ɸ 12 mm recorre
2082.4 m para su almacenamiento en el cargadero o punto de
embarque # 1. El tiempo empleado para transportar el material
o producto terminado (36.8 ton) es 6073.6 segundos.
En el movimiento de recorrido el paquete de varillas
compromete a las dos naves. Desde que realiza la atadora el
último amarre ubicada en la nave # 1 avanzando en sentido
opuesto al avance de laminación 35 metros hasta llegar al
transferidor para luego ingresar a la nave adyacente # 2.
El flujo del material en proceso ya no es en línea, se sale de la
definición de Distribución de planta por producto, toma otra
geometría tipo “S”, desde que sale del descensor de paquete, la
atadora realiza el amarre, llega a la báscula, luego avanza al
transferidor, operación de embarque y el transporte del
producto.
Excesivo manipuleo del embarque del producto terminado, esto
implica la operación de colocar las cadenas del balancín del
puente grúa de la nave # 2 para embarcarlo en el transporte
motorizado utilizado, para luego sacar las cadenas con la ayuda
de otro operador desde la plataforma del transporte.
Transporte del producto hacia almacenamiento.
Distribución del producto según el mayor tonelaje de
producción y en forma descendente en el área de
almacenamiento, más cercano posible a producción (punto de
embarque # 1).
Acumulación del calor generado por la placa de enfriamiento
Acumulación de humos generados por el camión plataforma
Analizar los problemas identificados del trabajo
El primer punto a analizar esta centrado en la dirección de
avance del producto con respecto al punto de almacenamiento
final. Lo normal es seguir con la misma secuencia de

Análisis de la Situación Actual 85
movimiento del flujo de materiales, es decir continuar hacia el
punto de despacho. Actualmente el producto regresa hacia el
interior de la nave.
El segundo punto es consecuencia del sentido de avance del
producto, regreso con el producto hacia el interior de la nave #
1 la distancia de 35 metros. Aquí no hay economía de
movimiento y por tanto existe operación innecesaria.
El tercer punto, la descripción del flujo de materiales se
transforma en una “S”. Se inicia en la nave # 1, regresa en la
misma nave en dirección opuesta hasta el transferidor de
paquetes para llegar hasta la nave contigua # 2, de aquí en
adelante otra vez regresa el material hacia almacenamiento.
El tiempo que emplea el paquete para llegar a la báscula es de
74 segundos y es por la razón antes explicada que se refiere a
la distancia que existe entre la atadora y la báscula de pesaje.
El manipuleo del paquete para la operación de embarque y
desembarque se puede evitar con el mismo principio de
funcionamiento del camino de rodillos pero en este caso
direccionado hacia almacenamiento, no como está actualmente.
El trasporte motorizado es una operación que se añade al
proceso de evacuación y produce la contaminación ambiental.
La distribución del producto se logra con el nuevo camino de
rodillos instalado en una longitud de 12 m y en las dos naves de
despacho, con la instalación del nuevo transferidor de paquetes
y nueva Atadora de paquetes.
El método de trabajo actual produce el congestionamiento
vehicular con los clientes en los puntos de carga para
despachar el producto y en los puntos de embarque del
paquete desde el transferidor de paquetes. Esta operación de
despacho trabajará en coordinación con la producción, para que
la Grúa Portal se ubique en el punto de almacenamiento según
la medida a distribuir y a producir en cada campaña, ésta
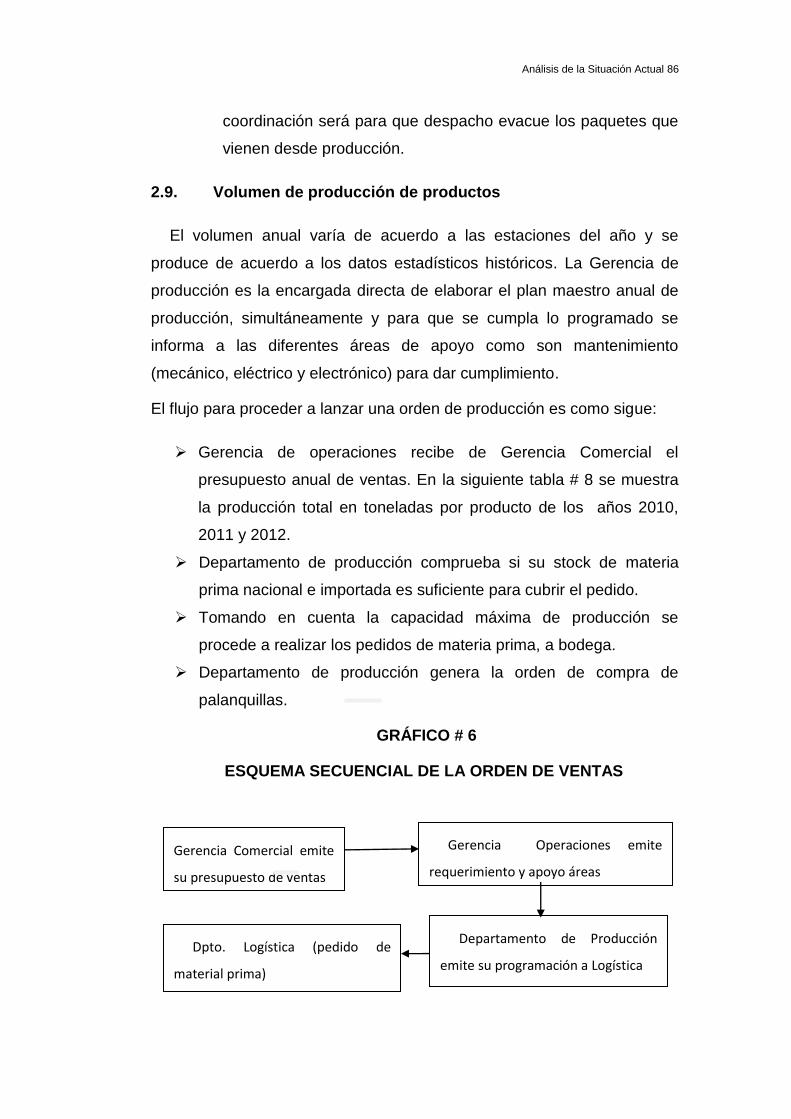
Análisis de la Situación Actual 86
coordinación será para que despacho evacue los paquetes que
vienen desde producción.
2.9. Volumen de producción de productos
El volumen anual varía de acuerdo a las estaciones del año y se
produce de acuerdo a los datos estadísticos históricos. La Gerencia de
producción es la encargada directa de elaborar el plan maestro anual de
producción, simultáneamente y para que se cumpla lo programado se
informa a las diferentes áreas de apoyo como son mantenimiento
(mecánico, eléctrico y electrónico) para dar cumplimiento.
El flujo para proceder a lanzar una orden de producción es como sigue:
Gerencia de operaciones recibe de Gerencia Comercial el
presupuesto anual de ventas. En la siguiente tabla # 8 se muestra
la producción total en toneladas por producto de los años 2010,
2011 y 2012.
Departamento de producción comprueba si su stock de materia
prima nacional e importada es suficiente para cubrir el pedido.
Tomando en cuenta la capacidad máxima de producción se
procede a realizar los pedidos de materia prima, a bodega.
Departamento de producción genera la orden de compra de
palanquillas.
GRÁFICO # 6
ESQUEMA SECUENCIAL DE LA ORDEN DE VENTAS
Gerencia Comercial emite
su presupuesto de ventas
Gerencia Operaciones emite
requerimiento y apoyo áreas
Departamento de Producción
emite su programación a Logística
Dpto. Logística (pedido de
material prima)

Análisis de la Situación Actual 87
TABLA # 8
VOLUMEN DE PRODUCCIÓN
Fuente: Departamento de producción Elaborado por : Richard Tello (*)La producción anual total es 216.091,41 ton.
ANDE
CPr
oduc
tos:
2010
2011
(*)
2012
TOTA
LAl
ambr
ón14
.430,3
0
18.25
3,69
15
.973,0
8
48.65
7,07
An
g. Es
trutu
ral
594,1
6
-
-
59
4,16
Pletin
as38
8,39
-
-
388,3
9
Ro
llo C
orru
gado
Ext.
1.920
,37
1.093
,15
1.200
,33
4.213
,85
Varil
la Co
rruga
do Ex
t.85
1,98
845,1
5
-
1.6
97,13
Varil
la co
rruga
do so
ldable
182.2
40,80
192.1
64,01
174.4
34,35
548.8
39,16
Varil
la Lis
a Sold
able
1.657
,29
2.203
,28
2.814
,35
6.674
,92
Varil
la Cu
adra
da2.3
08,17
1.5
32,13
2.7
50,99
6.5
91,29
TOTA
L20
4.391
,46
19
6.744
,57
19
7.173
,10
61
7.655
,97
PROD
UCCIO
N AN
UAL
ACER
IAS N
ACIO
NALE
S DEL
ECUA
DOR
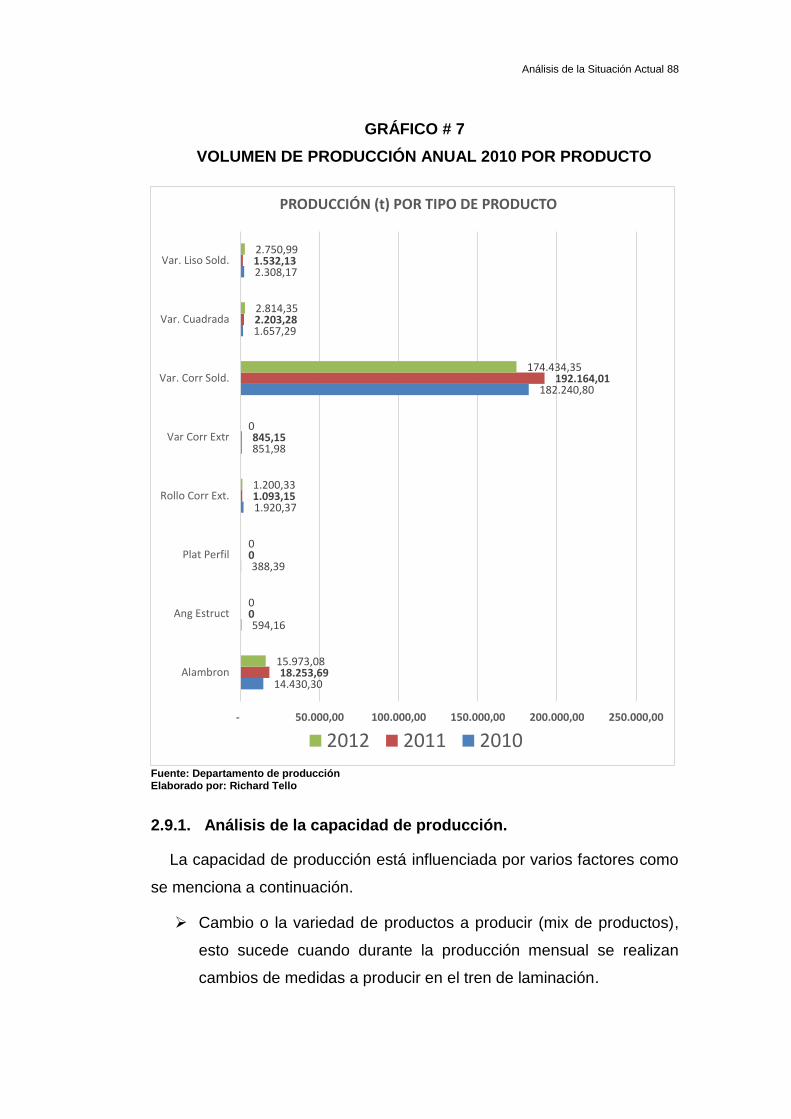
Análisis de la Situación Actual 88
GRÁFICO # 7
VOLUMEN DE PRODUCCIÓN ANUAL 2010 POR PRODUCTO
Fuente: Departamento de producción Elaborado por: Richard Tello
2.9.1. Análisis de la capacidad de producción.
La capacidad de producción está influenciada por varios factores como
se menciona a continuación.
Cambio o la variedad de productos a producir (mix de productos),
esto sucede cuando durante la producción mensual se realizan
cambios de medidas a producir en el tren de laminación.
14.430,30
594,16
388,39
1.920,37
851,98
182.240,80
1.657,29
2.308,17
18.253,69
0
0
1.093,15
845,15
192.164,01
2.203,28
1.532,13
15.973,08
0
0
1.200,33
0
174.434,35
2.814,35
2.750,99
- 50.000,00 100.000,00 150.000,00 200.000,00 250.000,00
Alambron
Ang Estruct
Plat Perfil
Rollo Corr Ext.
Var Corr Extr
Var. Corr Sold.
Var. Cuadrada
Var. Liso Sold.
PRODUCCIÓN (t) POR TIPO DE PRODUCTO
2012 2011 2010

Análisis de la Situación Actual 89
La demanda real en el mercado nacional es otro factor que se
considera determinante en la capacidad de unidades producidas.
La estación invernal es otro factor que influye en la capacidad de
unidades producidas. El nivel de las ventas baja por lo que no se
produce.
En la siguiente tabla # 9 se muestra el porcentaje en la utilización del
tren dentro de toda la capacidad de producción instalada.
TABLA # 9
UTILIZACIÓN DEL TREN
Fuente: Departamento de producción Elaborado por: Richard Tello
ANDEC RENDIMIENTO METALICO UTILIZACION DEL TREN CONSUMO COMBUSTIBLE g/t
PERIODO 2009 2010 OBJ. 2009 2010 OBJ. 2009 2010 OBJ.
ENE 96,47 96,29 96,1 70,87 70,41 71 9,86 9,34 10
FEB 96,73 96,06 96,1 68,62 73,08 71 9,50 8,99 10
MAR 96,09 96,13 96,1 69,28 75,27 71 10,03 8,83 10
1ER. TRIM. 96,41 96,15 96,1 69,47 72,95 71 9,80 9,05 10
ABR 96,04 96,30 96,1 70,54 71,48 71 10,41 8,76 10
MAY 95,70 96,34 96,1 62,53 73,69 71 10,59 9,16 10
JUN 96,52 96,41 96,1 74,46 73,60 71 10,15 9,33 10
2DO. TRIM. 96,25 96,35 96,1 71,61 72,92 71 10,30 9,09 10
1ER. SEM. 96,34 96,25 96,1 70,39 72,94 71 10,02 9,06 10
JUL 96,15 96,55 96,1 69,17 75,08 71 11,40 8,70 10
AGO 96,00 96,28 96,1 69,59 71,29 71 10,68 8,78 10
SEP 96,38 95,55 96,1 75,42 55,04 71 9,48 9,27 10
3ER. TRIM. 96,18 96,20 96,1 124,44 66,60 71 10,46 8,87 10
OCT 95,78 96,31 96,1 69,81 70,97 71 9,63 8,40 10
NOV 96,05 96,77 96,1 67,55 76,43 71 9,32 9,31 10
DIC 95,62 96,71 96,1 68,64 73,51 71 8,78 8,58 10
4TO. TRIM. 95,82 96,62 96,1 70 73,62 71 9,27 8,80 10
2DO. SEM. 96,01 96,43 96,1 70,22 70,26 71 9,91179 8,83 10
ANUAL 96,18 96,34 96,1 70,22 71,52 71 10,0 8,94 10
UTILIZACIÓN DEL TREN DE LAMINACIÓN

Análisis de la Situación Actual 90
TABLA # 10
UNIDADES DE PRODUCCIÓN DE VARILLAS DE ACEROS 2010
ANDEC 2010
Productos Horas ton./hora
Programadas Efectiva Efectiva Efectiva
8 mm AS V. Corrug. 38.550,00 33.793,226 1.162,35 29,07
10 mm AS V.Corrug. 28.435,80 28.596,027 682,85 41,88
12 mm AS V.Corrug. 69.980,00 74.165,244 1.700,75 43,61
36 mm V.Corrug 880,00 851,978 21,10 40,38
14 mm AS V.Corrug. 14.320,00 15.954,478 373,30 42,74
16 mm AS V.Corrug. 9.640,00 10.621,198 243,42 43,63
18 mm AS V.Corrug. 2.960,00 3.322,132 75,43 44,04
20 mm AS V.Corrug. 3.960,00 3.942,672 94,03 41,93
22 mm AS V.Corrug. 2.060,00 2.125,270 48,02 44,26
25 mm AS V.Corrug. 4.080,00 4.218,410 100,23 42,09
28 mm AS V.Corrug. 830,00 953,466 21,50 44,35
32 mm AS V.Corrug. 4.395,00 4.685,384 105,47 44,43
28 mm AS V.Liso 500,00 569,766 12,78 44,57
32 mm AS V.Lisa. 700,00 729,664 17,80 40,99
25 mm AS V.Lisa. 950,00 1.009,374 25,22 40,03
TOTAL 182.240,80 185.538,289 4.684,25 41,87
RESUMEN MENSUAL DE PRODUCCIÓN
Toneladas
GRÁFICO # 8
TONELAJE PROGRAMADO V.S. EFECTIVO DE VARILLAS
Fuente: Departamento de producción Elaborado por: Richard Tello
0,00010.000,00020.000,00030.000,00040.000,00050.000,00060.000,00070.000,00080.000,000
GRÀFICO DE TONELAJE PROGRAMADO V.S. EFECTIVO ANUAL DEL 2010
PROGRAMADA
EFECTIVA

Análisis de la Situación Actual 91
GRÁFICO # 9
PRODUCTIVIDAD ANUAL 2010
Fuente: Departamento de producción Elaborado por: Richard Tello
27
,82
36
,07
38
,70
32
,59
36
,39
36
,65
36
,10
35
,68
33
,50
36
,43
34
,58
35
,88
6,6
2
29
,17
33
,33
24
,39
39
,33
41
,01
31
,55
40
,55
40
,38
40
,51
35
,52
34
,56
37
,66
39
,73
38
,25
7,5
5
30
,40
35
,42
29
,07
41
,88
43
,61
40
,38
42
,74
43
,63
44
,04
41
,93
44
,26
42
,09
44
,35
44
,43
44
,57
40
,99
40
,03
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
40,00
45,00
50,00
GRÀFICO COMPARATIVO DE PRODUCTIVIDAD (t/h) ANUAL 2010
PROGR.
NOMINAL
EFECTIVA
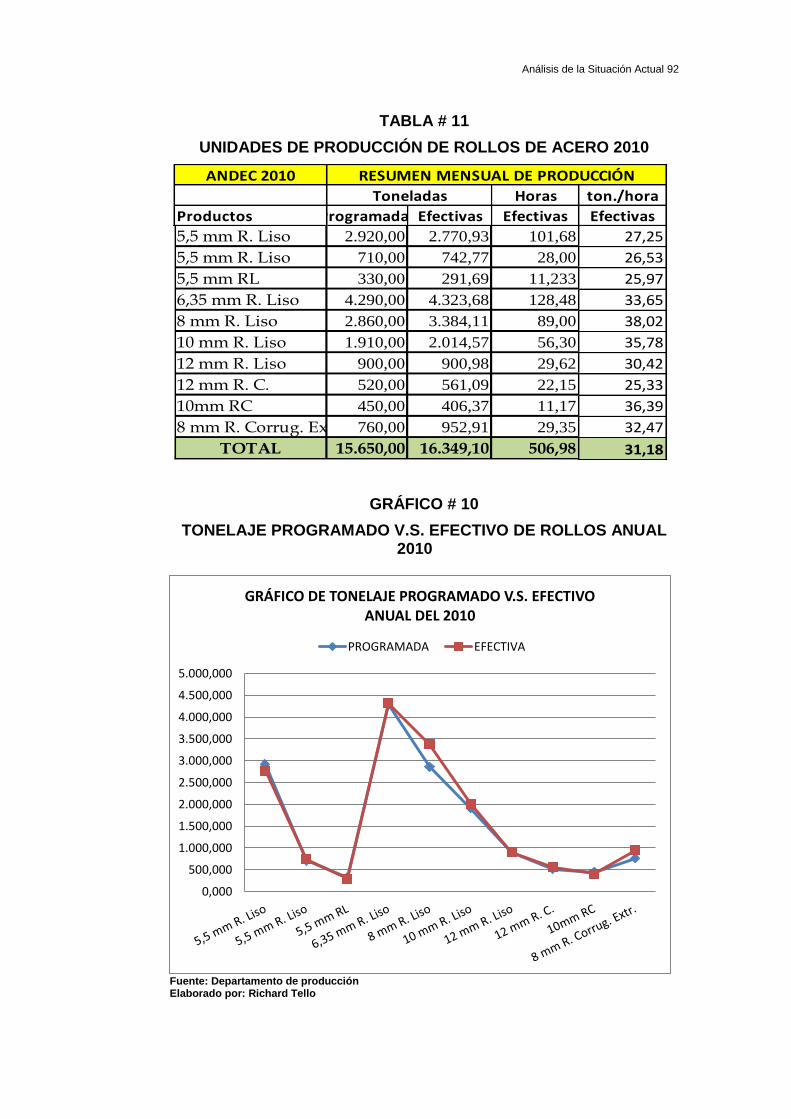
Análisis de la Situación Actual 92
TABLA # 11
UNIDADES DE PRODUCCIÓN DE ROLLOS DE ACERO 2010
ANDEC 2010
Horas ton./hora
Productos ProgramadasEfectivas Efectivas Efectivas
5,5 mm R. Liso 2.920,00 2.770,93 101,68 27,25
5,5 mm R. Liso 710,00 742,77 28,00 26,53
5,5 mm RL 330,00 291,69 11,233 25,97
6,35 mm R. Liso 4.290,00 4.323,68 128,48 33,65
8 mm R. Liso 2.860,00 3.384,11 89,00 38,02
10 mm R. Liso 1.910,00 2.014,57 56,30 35,78
12 mm R. Liso 900,00 900,98 29,62 30,42
12 mm R. C. 520,00 561,09 22,15 25,33
10mm RC 450,00 406,37 11,17 36,39
8 mm R. Corrug. Extr. 760,00 952,91 29,35 32,47
TOTAL 15.650,00 16.349,10 506,98 31,18
Toneladas
RESUMEN MENSUAL DE PRODUCCIÓN
GRÁFICO # 10
TONELAJE PROGRAMADO V.S. EFECTIVO DE ROLLOS ANUAL 2010
Fuente: Departamento de producción Elaborado por: Richard Tello
0,000
500,000
1.000,000
1.500,000
2.000,000
2.500,000
3.000,000
3.500,000
4.000,000
4.500,000
5.000,000
GRÁFICO DE TONELAJE PROGRAMADO V.S. EFECTIVO ANUAL DEL 2010
PROGRAMADA EFECTIVA
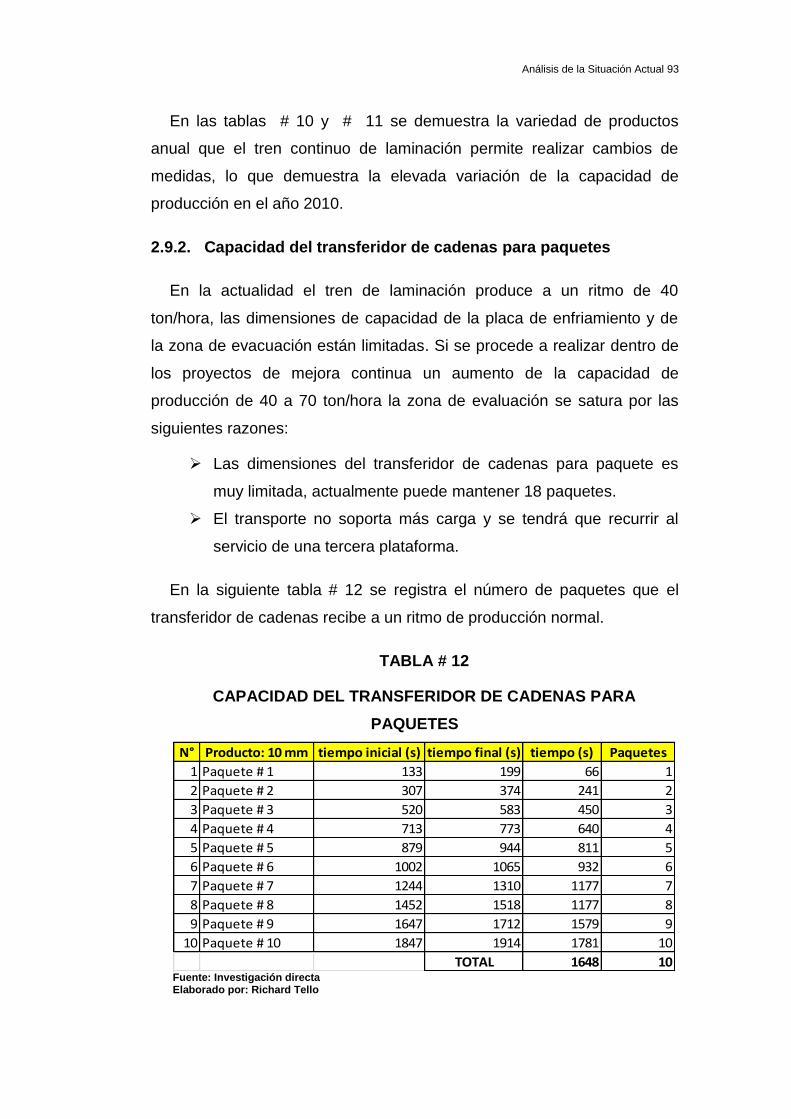
Análisis de la Situación Actual 93
En las tablas # 10 y # 11 se demuestra la variedad de productos
anual que el tren continuo de laminación permite realizar cambios de
medidas, lo que demuestra la elevada variación de la capacidad de
producción en el año 2010.
2.9.2. Capacidad del transferidor de cadenas para paquetes
En la actualidad el tren de laminación produce a un ritmo de 40
ton/hora, las dimensiones de capacidad de la placa de enfriamiento y de
la zona de evacuación están limitadas. Si se procede a realizar dentro de
los proyectos de mejora continua un aumento de la capacidad de
producción de 40 a 70 ton/hora la zona de evaluación se satura por las
siguientes razones:
Las dimensiones del transferidor de cadenas para paquete es
muy limitada, actualmente puede mantener 18 paquetes.
El transporte no soporta más carga y se tendrá que recurrir al
servicio de una tercera plataforma.
En la siguiente tabla # 12 se registra el número de paquetes que el
transferidor de cadenas recibe a un ritmo de producción normal.
TABLA # 12
CAPACIDAD DEL TRANSFERIDOR DE CADENAS PARA
PAQUETES
N° Producto: 10 mm tiempo inicial (s) tiempo final (s) tiempo (s) Paquetes
1 Paquete # 1 133 199 66 1
2 Paquete # 2 307 374 241 2
3 Paquete # 3 520 583 450 3
4 Paquete # 4 713 773 640 4
5 Paquete # 5 879 944 811 5
6 Paquete # 6 1002 1065 932 6
7 Paquete # 7 1244 1310 1177 7
8 Paquete # 8 1452 1518 1177 8
9 Paquete # 9 1647 1712 1579 9
10 Paquete # 10 1847 1914 1781 10
TOTAL 1648 10 Fuente: Investigación directa Elaborado por: Richard Tello

Análisis de la Situación Actual 94
Esto significa que el transferidor de cadenas para paquetes ubicado en
la zona de evacuación se llena muy rápidamente a velocidades mayores
de 10.2 m/s, que es la que actualmente con la que se lamina la varilla de
diámetro 10 mm. Sí la proyección futura de ANDEC es de aumentar la
Capacidad de Producir de 40 a 70 ton/hora la actual maquinaria no
responde, pues su diseño está para una producción de 220.000,00
toneladas anuales. La capacidad promedio según la tabla # 12 es de 18 a
20 paquetes/hora.
2.9.3. Análisis de área de embarque y desembarque
La distancia para embarcar el paquete desde transferidor hasta camión
plataforma es mínima 5 metros. El equipo utilizado para embarcarlo es el
puente grúa de 5 toneladas de capacidad, el mismo que puede ser
operado desde la altura de la cabina de grúa o bien puede ser con la
botonera manual en manos del operador permitiendo de este modo
realizar la actividad de enganchar el paquete desde el transferidor.
El problema que se tiene en ésta área, es en el momento de salir, los
carros de transporte de carga en el momento de despacho que se
intersectan, originando demoras en el transporte del producto hacia el
destino y la demora en el regreso del mismo, ya que en ésta operación de
desembarque también se coordina con el personal de despacho; Todos
estos puntos señalados influyen en el tiempo de permanencia del
producto hasta du deposición final. Las mismas grúas que se emplean
para desembarcar el paquete producto terminado, son utilizadas para el
despacho del producto hacia el cliente externo.
El área de desembarque tiene lugar a una distancia de
aproximadamente 692 metro, si se refiere al cargadero # 1 para
almacenar las medidas de producto diámetros 8 mm, 10 mm, 12 mm 16
mm y 14 mm que viene a ser el punto más distante; y si se refiere al
cargadero # 4 la distancia según tabla # 5 tomada desde del diagrama de
recorrido es de 242 metros. La máquina utilizada para este fin es la grúa

Análisis de la Situación Actual 95
pórtico que realiza el desembarque del mismo a una velocidad de
traslación en el sentido longitudinal de la nave de 5 m/min.
2.9.4. Sistema de almacenamiento para productos terminados
El sistema adoptado para el destino final del producto terminado es el
almacenamiento volumétrico que permite colocar los paquetes uno sobre
otros hasta alcanzar una altura de 6 metros que equivalen a 16 paquetes
hacia arriba. La ruma de paquetes está compuesta de 16 filas por 12
columnas, con esta disposición se alcanza a almacenar 192 paquetes,
que equivale a 442 toneladas repartidas en un área de almacenamiento
de 58 m2.
IMAGEN # 19
ALMACENAMIENTO VOLUMÉTRICO DE PAQUETES
Fuente: Investigación directa Elaborado por: Richard Tello
2.10. Levantamiento planimétrico en la zona de evacuación
Consiste en la descripción del área donde se desarrollará la nueva
distribución de la maquinaria a implantar. Se inicia desde el eje
transversal # 23 de la nave de laminación y se extiende hasta el eje 25.
Es necesaria la descripción de la misma (Ver Anexo # 9). Para verificar
Los niveles relativos de altura de la maquinaria, ejes de simetría de todos
los equipos instalados en la zona de evacuación.
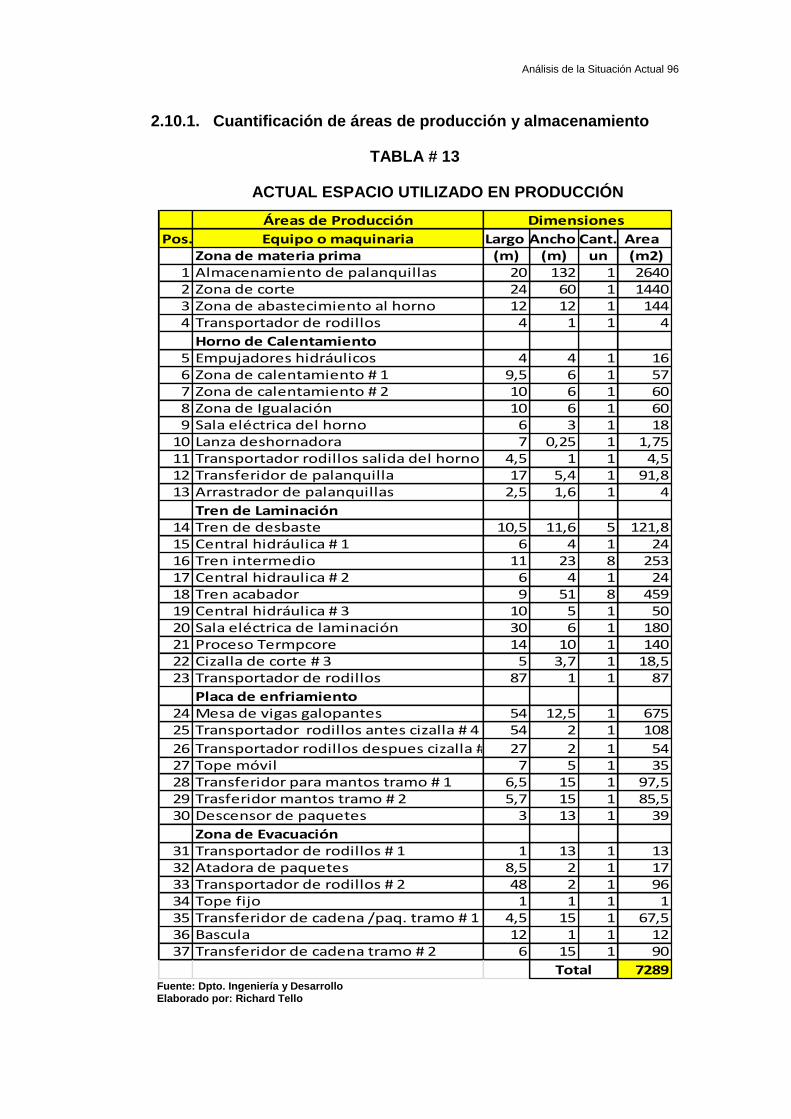
Análisis de la Situación Actual 96
2.10.1. Cuantificación de áreas de producción y almacenamiento
TABLA # 13
ACTUAL ESPACIO UTILIZADO EN PRODUCCIÓN
Fuente: Dpto. Ingeniería y Desarrollo Elaborado por: Richard Tello
Áreas de Producción
Pos. Equipo o maquinaria Largo Ancho Cant. Area Zona de materia prima (m) (m) un (m2)
1 Almacenamiento de palanquillas 20 132 1 26402 Zona de corte 24 60 1 14403 Zona de abastecimiento al horno 12 12 1 1444 Transportador de rodillos 4 1 1 4
Horno de Calentamiento5 Empujadores hidráulicos 4 4 1 166 Zona de calentamiento # 1 9,5 6 1 577 Zona de calentamiento # 2 10 6 1 608 Zona de Igualación 10 6 1 609 Sala eléctrica del horno 6 3 1 18
10 Lanza deshornadora 7 0,25 1 1,7511 Transportador rodillos salida del horno 4,5 1 1 4,512 Transferidor de palanquilla 17 5,4 1 91,813 Arrastrador de palanquillas 2,5 1,6 1 4
Tren de Laminación14 Tren de desbaste 10,5 11,6 5 121,815 Central hidráulica # 1 6 4 1 2416 Tren intermedio 11 23 8 25317 Central hidraulica # 2 6 4 1 2418 Tren acabador 9 51 8 45919 Central hidráulica # 3 10 5 1 5020 Sala eléctrica de laminación 30 6 1 18021 Proceso Termpcore 14 10 1 14022 Cizalla de corte # 3 5 3,7 1 18,523 Transportador de rodillos 87 1 1 87
Placa de enfriamiento24 Mesa de vigas galopantes 54 12,5 1 67525 Transportador rodillos antes cizalla # 4 54 2 1 108
26 Transportador rodillos despues cizalla # 4 27 2 1 5427 Tope móvil 7 5 1 3528 Transferidor para mantos tramo # 1 6,5 15 1 97,529 Trasferidor mantos tramo # 2 5,7 15 1 85,530 Descensor de paquetes 3 13 1 39
Zona de Evacuación31 Transportador de rodillos # 1 1 13 1 1332 Atadora de paquetes 8,5 2 1 1733 Transportador de rodillos # 2 48 2 1 9634 Tope fijo 1 1 1 135 Transferidor de cadena /paq. tramo # 1 4,5 15 1 67,536 Bascula 12 1 1 1237 Transferidor de cadena tramo # 2 6 15 1 90
7289
Dimensiones
Total

Análisis de la Situación Actual 97
TABLA # 14
ACTUAL ALMACENAMIENTO # 1 DE VARILLAS DE ACERO
Almacenamiento Nave # 1
Pos. Cargadero # 1 Largo Ancho Cant. Area
Paquetes de varillas (m) (m) un (m2)
1 Producto 8 mm 12 15 1,5 2702 Producto 16 mm 12 15 1 180
3 Producto 12 mm 12 15 1,5 270
4 Producto 18 mm 12 9 1 108
5 Producto 14 mm 12 15 1 180
6 Producto 10 mm 12 15 1,5 270
7 Producto 28 mm 9 3 1 27
8 Producto 22 mm 9 3 1 27
9 Producto 28L mm 9 3 2 54
10 Producto 16L mm 9 3 1 27
11 Producto 25L mm 9 3 1 27
12 Producto 32L mm 9 3 1 27
Cargadero # 2 0
13 Producto 8 mm 12 15 2 360
14 Producto 25 mm 12 4 1 48
15 Producto 25L mm 12 4 1 48
16 Producto 14 mm 12 6 1 72
17 Producto 20 mm 12 4 1 48
18 Producto 32 mm 12 9 1 108
19 Producto 10 mm 12 9 1 108
20 Producto 16 mm 12 9 1 108
Cargadero # 3 0
21 Producto 12 mm 12 20 1 240
22 Producto 10 mm 12 20 1 240
23 Area no aprovechable a lo largo 218
de la nave # 1 0
3065
Dimensiones
Fuente: Dpto. Ingeniería y Desarrollo Elaborado por : Richard Tello
En conclusión las tablas # 13, # 14, y # 15 se tiene un área aproximada
sobre los cuales descansa la actual maquinaria para el proceso en
estudio de 12.192 m2. Pero ésta no es toda el área utilizada, por tal razón
se está desarrollando el estudio de una nueva distribución de planta que
permita economizar espacios para futuros proyectos de ampliación.
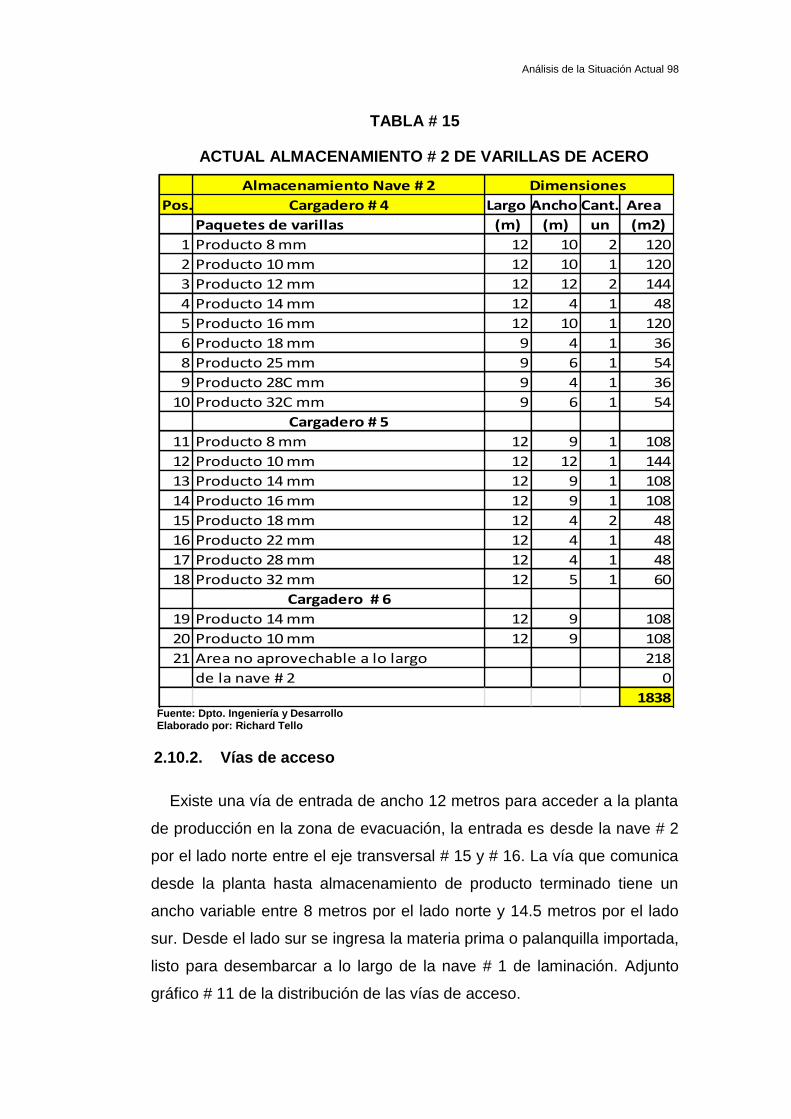
Análisis de la Situación Actual 98
TABLA # 15
ACTUAL ALMACENAMIENTO # 2 DE VARILLAS DE ACERO
Almacenamiento Nave # 2
Pos. Cargadero # 4 Largo Ancho Cant. Area
Paquetes de varillas (m) (m) un (m2)
1 Producto 8 mm 12 10 2 120
2 Producto 10 mm 12 10 1 120
3 Producto 12 mm 12 12 2 144
4 Producto 14 mm 12 4 1 48
5 Producto 16 mm 12 10 1 120
6 Producto 18 mm 9 4 1 36
8 Producto 25 mm 9 6 1 54
9 Producto 28C mm 9 4 1 36
10 Producto 32C mm 9 6 1 54
Cargadero # 5
11 Producto 8 mm 12 9 1 108
12 Producto 10 mm 12 12 1 144
13 Producto 14 mm 12 9 1 108
14 Producto 16 mm 12 9 1 108
15 Producto 18 mm 12 4 2 48
16 Producto 22 mm 12 4 1 48
17 Producto 28 mm 12 4 1 48
18 Producto 32 mm 12 5 1 60
Cargadero # 6
19 Producto 14 mm 12 9 108
20 Producto 10 mm 12 9 108
21 Area no aprovechable a lo largo 218
de la nave # 2 0
1838
Dimensiones
Fuente: Dpto. Ingeniería y Desarrollo Elaborado por: Richard Tello
2.10.2. Vías de acceso
Existe una vía de entrada de ancho 12 metros para acceder a la planta
de producción en la zona de evacuación, la entrada es desde la nave # 2
por el lado norte entre el eje transversal # 15 y # 16. La vía que comunica
desde la planta hasta almacenamiento de producto terminado tiene un
ancho variable entre 8 metros por el lado norte y 14.5 metros por el lado
sur. Desde el lado sur se ingresa la materia prima o palanquilla importada,
listo para desembarcar a lo largo de la nave # 1 de laminación. Adjunto
gráfico # 11 de la distribución de las vías de acceso.
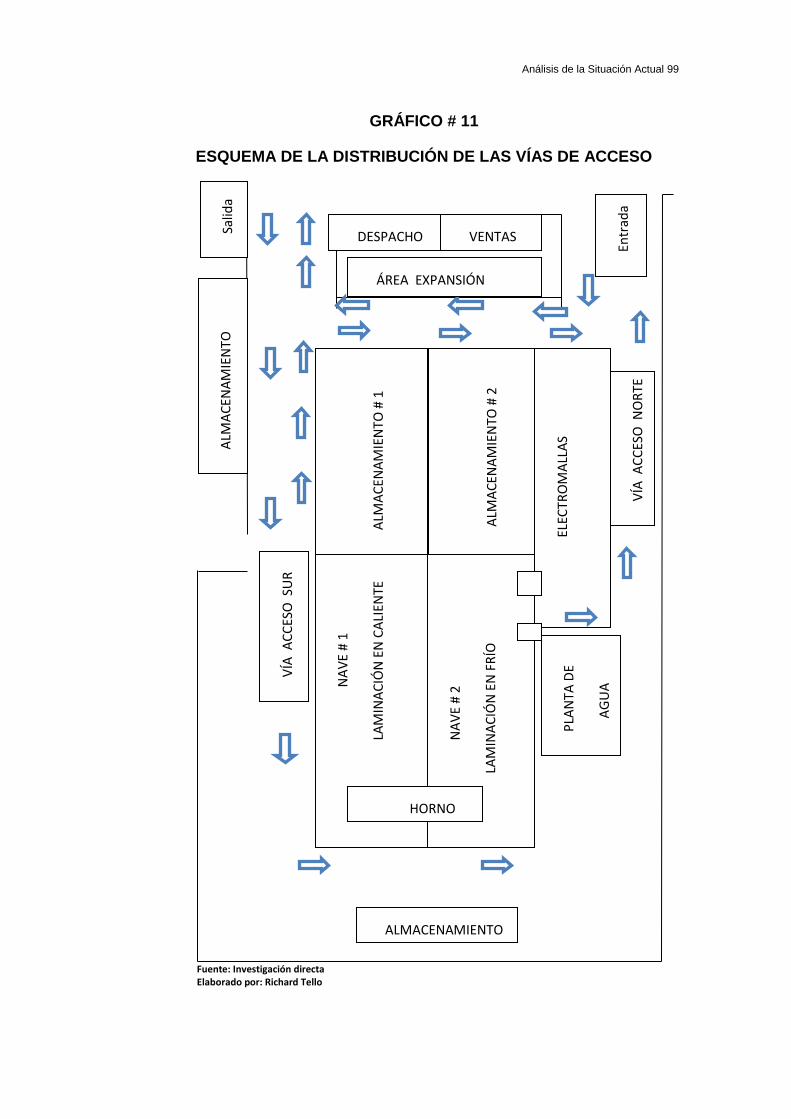
Análisis de la Situación Actual 99
GRÁFICO # 11
ESQUEMA DE LA DISTRIBUCIÓN DE LAS VÍAS DE ACCESO
Fuente: Investigación directa Elaborado por: Richard Tello
N
AV
E #
1
LA
MIN
AC
IÓN
EN
CA
LIEN
TE
NA
VE
# 2
LA
MIN
AC
IÓN
EN
FR
ÍO
ELE
CTR
OM
ALL
AS
PLA
NTA
DE
A
GU
A V
ÍA A
CC
ESO
SU
R
DESPACHO VENTAS
HORNO
Salid
a
ALM
AC
ENA
MIE
NTO
# 1
ALM
AC
ENA
MIE
NTO
# 2
VÍA
AC
CES
O N
OR
TE
ALM
AC
ENA
MIE
NTO
Entr
ada
ÁREA EXPANSIÓN
ALMACENAMIENTO
1
1

Análisis de la Situación Actual 100
2.10.3. Área de expansión
Analizando el esquema de la distribución de las vías de acceso, se
observa la posibilidad de expansión de las dos naves de almacenamiento
de producto terminado. Existe espacio suficiente para cubrir la
modificación del Layout existente al redistribuir
Máquina Atadora de paquetes
Transportador por Rodillos para paquetes
Transferidor de cadenas para paquetes
Nuevo transferidor de cadenas para paquetes
Sí se desplaza la nave # 1 y # 2 por la reubicación de los equipos, será
hasta un límite máximo de 36 metros de longitud hacia el Oeste. El área
proyectada como de expansión en el gráfico # 11 será el soporte para
futuras ampliaciones. ANDEC dispone actualmente un área de 2300
metros cuadrados.
2.11. Costo Operativo del Proceso de Evacuación
En el actual proceso se considera las siguientes actividades que son
relevantes para la determinación de lo que cuesta evacuar el producto
mensualmente.
Para el cálculo de la mano de obra empleada se ha considerado en el
turno “A” las horas ordinarias y el sobre tiempo.
En el turno “B” el recargo nocturno como sobretiempo son 88 horas y
que son consideradas a partir de las 20H00.
Para el cálculo del sobretiempo del turno de la amanecida o turno “C”
son consideradas 176 horas al mes.
Análisis de costo de la mano de obra
Se procede a estimar el costo de la mano de obra por turno, se puede
concluir que el que más gasto representa a la empresa es el turno “C”.

Análisis de la Situación Actual 101
TABLA # 16
COSTO MANO DE OBRA TURNO A
Fuente: Departamento de Personal Elaborado por: Richard Tello
Nomb
reSue
ldoDia
sSob
re
Tiemp
o
Incre.
100%
Total
ganado
Aport
e
IESS
valor
a
pagar
13avo
14avo
Fondo
Reser
va
Vacac
io
nesIES
SIEC
ESEC
A P
Costo
mes
Costo
anual (
$)
Evacua
dor
776
3072
465,6
1241
,611
6,09
1125
,5110
3,47
64,67
103,4
751
,7313
8,46,2
16,2
117
15,79
20
.589,4
5
Gruero
Prod
.82
630
7249
5,613
21,6
123,5
711
98,03
110,1
368
,8311
0,13
55,07
147,4
6,61
6,61
1826
,34
21.91
6,09
Despa
chado
r77
630
7246
5,612
41,6
116,0
911
25,51
103,4
764
,6710
3,47
51,73
138,4
6,21
6,21
1715
,79
20.58
9,45
Chofe
r Plat
af.77
630
7246
5,612
41,6
116,0
911
25,51
103,4
764
,6710
3,47
51,73
138,4
6,21
6,21
1715
,79
20.58
9,45
Despa
chado
r77
630
7246
5,612
41,6
116,0
911
25,51
103,4
764
,6710
3,47
51,73
138,4
6,21
6,21
1715
,79
20.58
9,45
Gruero
Desp.
826
3072
495,6
1321
,612
3,57
1198
,0311
0,13
68,83
110,1
355
,0714
7,46,6
16,6
118
26,34
21
.916,0
9
Despa
chado
r77
630
7246
5,612
41,6
116,0
911
25,51
103,4
764
,6710
3,47
51,73
138,4
6,21
6,21
1715
,79
20.58
9,45
Opera
dor d
e table
ro827
3072
496,2
1323
,212
3,72
1199
,4811
0,27
68,92
110,2
755
,1314
7,56,6
26,6
218
28,55
21
.942,6
3
168.7
22,08
TURN
O A

Análisis de la Situación Actual 102
TABLA # 17
COSTO MANO DE OBRA TURNO B
Fuente: Departamento de Personal Elaborado por: Richard Tello
Nomb
reSue
ldoDia
sIncrem
.
25%
Sobret
iempo
Total
ganado
Aport
e
IESS
a paga
r13a
vo14a
vo
Fondo
Reserv a
Vacacio nes
IESS
IECESEC
A P
Costo
mes
Costo
anual (
$)
Evacua
dor776
3088,
0071,
13847
,1379,
21767
,9370,
5964,
6770,
5935,
3094,
464,2
44,24
1.191,
21142
94,55
Gruero
Prod.
82630
88,00
75,72
901,72
84,31
817,41
75,14
68,83
75,14
37,57
100,54
4,514
,511.2
67,97
15215,
59
Despac
hador
77630
88,00
71,13
847,13
79,21
767,93
70,59
64,67
70,59
35,30
94,46
4,244
,241.1
91,21
14294,
55
Chofer
Plataf
.776
3088,
0071,
13847
,1379,
21767
,9370,
5964,
6770,
5935,
3094,
464,2
44,24
1.191,
21142
94,55
Despac
hador
77630
88,00
71,13
847,13
79,21
767,93
70,59
64,67
70,59
35,30
94,46
4,244
,241.1
91,21
14294,
55
Gruero
Desp.
82630
88,00
75,72
901,72
84,31
817,41
75,14
68,83
75,14
37,57
100,54
4,514
,511.2
67,97
15215,
59
Despac
hador
776,00
3088,
0071,
13847
,1379,
21767
,9370,
5964,
6770,
5935,
3094,
464,2
44,24
1.191,
21142
94,55
Opera
dor de
tabler
o827
,0030
8875,
81902
,8184,
413818
,396
75,23
68,9
75,234
37,62
100,7
4,54,5
1126
9,515.
234,02
117137
,97
TURNO
B

Análisis de la Situación Actual 103
TABLA # 18
COSTO MANO DE OBRA TURNO C
Fuente: Departamento de Personal Elaborado por: Richard Tello
Nomb
reSue
ldoDia
sInc
re.
25%
Sobret
iempo
Total
ganado
Aport
e
IESS
a paga
r13a
vo14a
vo
Fondo
Reserv a
Vacacio nes
IESS
IECESEC
A P
Costo
mes
Costo
anual
($)
Evacua
dor776
22176
142,3
918,27
85,86
832,40
976,
5247,
4276,
5238,
26102
,44,5
94,59
1268,5
6 1
5.222,
77
Gruero
Prod.
82622
176151
,4977
,4391,
39886
,043
81,45
50,48
81,45
40,73
1094,8
94,89
1350,3
0 1
6.203,
61
Despac
hador
77622
176142
,3918
,2785,
86832
,409
76,52
47,42
76,52
38,26
102,4
4,594
,59126
8,56
15.2
22,77
Chofer
Plataf
.776
22176
142,3
918,27
85,86
832,40
976,
5247,
4276,
5238,
26102
,44,5
94,59
1268,5
6 1
5.222,
77
Despac
hador
77622
176142
,3918
,2785,
86832
,409
76,52
47,42
76,52
38,26
102,4
4,594
,59126
8,56
15.2
22,77
Gruero
Desp.
82622
176151
,4977
,4391,
39886
,043
81,45
50,48
81,45
40,73
1094,8
94,89
1350,3
0 1
6.203,
61
Despac
hador
77622
176142
,3918
,2785,
86832
,409
76,52
64,67
76,52
38,26
102,4
4,594
,59128
5,81
15.4
29,70
Opera
dor de
tabler
o82722
176151
,6978
,6291,
501887
,116
81,55
68,9
81,551
40,78
109,1
4,94,8
9137
0,31
16.4
43,76
125.17
1,76
TURNO
C
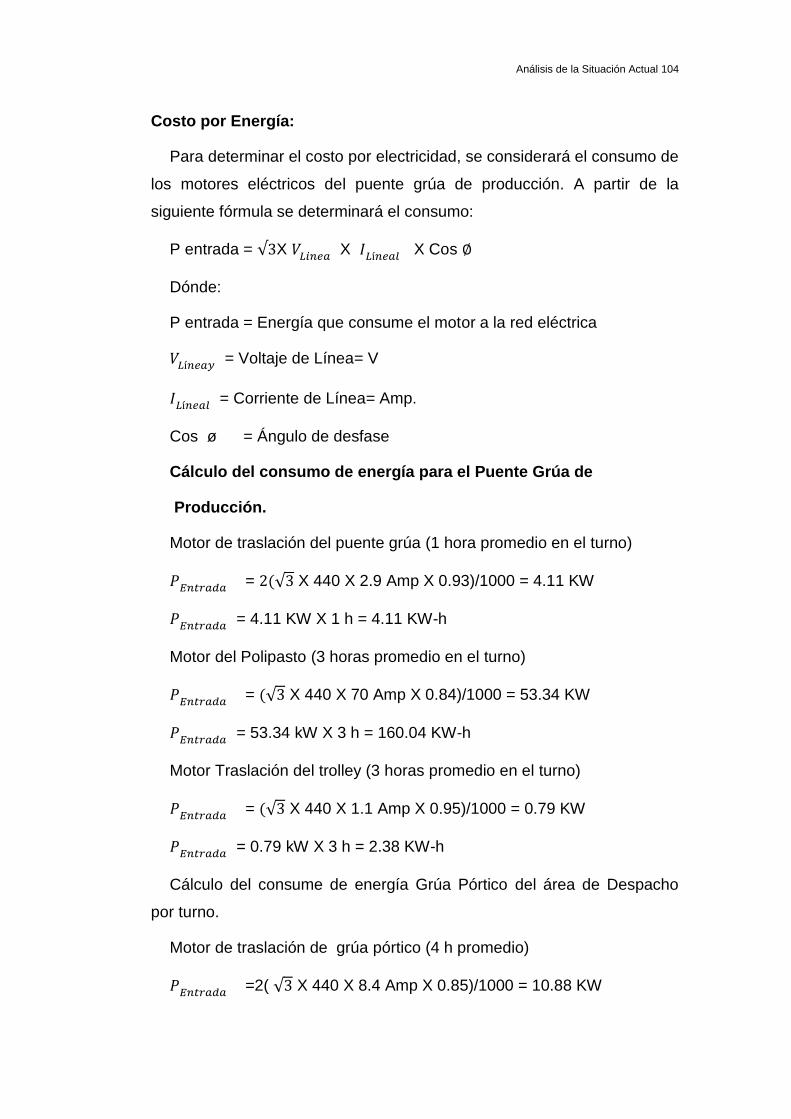
Análisis de la Situación Actual 104
Costo por Energía:
Para determinar el costo por electricidad, se considerará el consumo de
los motores eléctricos del puente grúa de producción. A partir de la
siguiente fórmula se determinará el consumo:
P entrada = X X X Cos
Dónde:
P entrada = Energía que consume el motor a la red eléctrica
= Voltaje de Línea= V
= Corriente de Línea= Amp.
Cos ø = Ángulo de desfase
Cálculo del consumo de energía para el Puente Grúa de
Producción.
Motor de traslación del puente grúa (1 hora promedio en el turno)
= X 440 X 2.9 Amp X 0.93)/1000 = 4.11 KW
= 4.11 KW X 1 h = 4.11 KW-h
Motor del Polipasto (3 horas promedio en el turno)
= X 440 X 70 Amp X 0.84)/1000 = 53.34 KW
= 53.34 kW X 3 h = 160.04 KW-h
Motor Traslación del trolley (3 horas promedio en el turno)
= X 440 X 1.1 Amp X 0.95)/1000 = 0.79 KW
= 0.79 kW X 3 h = 2.38 KW-h
Cálculo del consume de energía Grúa Pórtico del área de Despacho
por turno.
Motor de traslación de grúa pórtico (4 h promedio)
=2( X 440 X 8.4 Amp X 0.85)/1000 = 10.88 KW

Análisis de la Situación Actual 105
= 10.88 kW X 4 h= 43.52 KW-h
Motor del Polipasto (2 h promedio)
= X 440 X 18 Amp X 0.75)/1000= 10.28 KW
= 10.28 kW X 2 h= 20.57 KW-h
Motor Traslación del trolley (3 h promedio)
= X 440 X 2 Amp X 0.85)/1000= 1.29 KW
= 1.29 Kw X 3 h = 3.88 Kw-h
Costo de consumo de energía eléctrica de los rodillos (5 h promedio)
=( X 440 X 3.3 Amp X 0.83)/1000 = 2.08 KW
= 2.08 kW X 5 h = 10.43 KW-h
Costo de consumo de energía del transferidor de paquetes (3 h
promedio)
= X440X21.5AmpX0.84)/1000=27.52KWX 3h =82.56kw-h
= 2( X 440X15 Amp X 0.84)/1000= 19.2 KW X 3 = 57.60 KW-h
TABLA # 19
COSTO DE ENERGÍA ACTUAL EN ZONA DE EVACUACIÓN POR
TURNO
Cant. Máquina/Equipo Troley Traslación Polipasto Consumo $/Kw-h total ($)
1 Grúa de Producción 2,38 4,11 160,04 166,53 0,065 10,82
1 Grúa de Despacho 3,88 43,52 20,57 67,97 0,065 4,42
47
Transferidor de
Rodillos para 10,43 490,21 0,065 31,86
1
Transferidor de
cadenas paquetes 140,16 140,16 0,065 9,11
1
Atadora nueva de
paquetes 12 12 0,065 0,78
57,00
Motor (Kw) CostoANDEC-2011
COSTO ENERGIA ELÉCTRICA EN ZONA DE EVACUACIÓN
Fuente: Dpto. Eléctrico Elaborado por: Richard Tello

Análisis de la Situación Actual 106
El costo indirecto por energía eléctrica por turno es $ 57, por los tres
turnos sería $ 171 y finalmente por los 355 días hábiles será de $ 60.705
Costo de Movilización interna de producto terminado
El costo para movilizar el producto desde la zona de evacuación hasta
almacenamiento se considerara las siguientes situaciones tabla # 20:
TABLA # 20
DATOS GENERALES DE TRANSPORTE DE PAQUETES
Productos viajes/tur paq/viaje paq/tur Peso (ton) ton./tur
Varilla diametro 8 - 10 mm 7 16 112 2,3 257,6
Varilla diametro 12 - 32 mm 8 16 128 2,3 294,4
Fuente: Investigación directa Elaborado por: Richard Tello
En el año de producción 2011 tomado como ejemplo tienen un costo
de 0.5 $/ton, lo cual representa un costo total anual de. $ 98.372,25.
En la siguiente tabla # 21 se representa el volumen de producción que
se movilizó internamente hacia almacenamiento durante los últimos tres
años.
TABLA # 21
COSTO ANUAL POR MOVILIZACIÓN INTERNA DE PAQUETES
ANDEC
Productos 2010 2011 2012 $/ton
Ang. Estructural 594,19 - -
Pletinas 388,39 - -
V. C. externas 851,98 845,15 -
V. C. Soldable 182.240,80 192.164,01 174.434,35
V. cuadrada 1.657,29 2.203,28 2.814,35
V. L. Soldable 2.308,17 1.532,13 2.750,99
VOLUMEN TOTAL 188.040,82 196.744,57 179.999,69 0,5
COSTO TOTAL ($) 94.020,41 98.372,29 89.999,85 282.392,54
MOVILIZACIÓN INTERNA ANUAL DE VARILLAS
Fuente: Dpto. Producción y Ventas Elaborado por: Richard Tello

Análisis de la Situación Actual 107
Ésta tabla explica lo que a la empresa ANDEC le cuesta movilizar la
producción anual, y se ha tomado como ejemplo sólo los tres últimos años
de producción que bordean los $ 282.393,00. Pero este método de
trabajo se viene desarrollando desde el año 2007, año en que se realizó
la Ampliación del tren de laminación. El costo por movilización funciona
de la siguiente manera:
Justificativo del costo ($/ton) por movilización interna
Para poder transportar diariamente la producción de acero la empresa
subcontrata a terceros, dos plataformas de capacidad 42 ton c/u, el
contrato contempla la contratación de las dos plataforma por las 24 hora
del día sin chofer por un costo de $ 0.5 por cada tonelada de transporte
interno del producto terminado. Existe un reporte y registro de la cantidad
de acero que diariamente se evacua desde la nave # 2 de producción
hacia almacenamiento, este registro sirve a su vez para poder facturar
según el tonelaje transportado, es decir que el costo de la transportación
está en proporción directa con la producción diaria transportada. En
estas condiciones la empresa tiene que disponer de un chofer en un
horario rotativo para las faenas de transporte.
Costo Total Operativo Anual
TABLA # 22
COSTO TOTAL OPERATIVO ANUAL Y ACTUAL EN ZONA DE EVACUACIÓN
Descripciòn Valor ($) Ton. producidas 2011 C. un. $/ton
M.O.D. 411.031,81
E.E. 60.705,00
TRANSPORTE 98.372,28
TOTAL 570.109,09 196.744,57 2,90 Fuente: Dpto. Nóminas, Eléctrico, Despacho y Producción
Elaborado por: Richard Tello
En la tabla # 22 se observa que durante la producción del año 2011, el
costo de transformación en las actuales condiciones de trabajo es $ 2.90
por cada tonelada producida.

CAPITULO III
PLANTEAMIENTO DE SOLUCIÓN Y EVALUACIÓN ECONÓMICA
DE LA IMPLANTACIÓN
3.1. Planteamiento de la alternativa de distribución de planta
El desarrollo de este capítulo consiste en el análisis y la propuesta de
nueva alternativa de distribución de planta por medio de la aplicación del
Planteamiento Sistemático de la Distribución de Planta Systematic Layout
Planning “SLP” método desarrollado por Richard Muther, también se
presenta el análisis económico de la alternativa.
3.2. Descripción de la distribución ideal
El diseño de la alternativa ideal para la producción actual de la planta
debería contar con las siguientes características:
La geometría del terreno debe ser rectangular de 44 metros de
ancho y 18 metros de largo, lo que significa que se requieren 792
metros cuadrados para la nueva distribución.
En la parte Oeste en dirección hacia almacenamiento se
prolongará la línea de producción, manteniendo con esto el
concepto de distribución por producto donde toda la maquinaria
será dispuesta en el orden y secuencia de las operaciones que se
den al material en proceso.
En la nueva área de expansión se instalará a continuación del
descensor de paquetes, dos máquinas atadoras de paquetes a
ubicarse en la nave # 1 entre el eje transversal # 22 y # 23.
Esta distribución deberá contar con la ayuda de un puente grúa
que se mueva sobre la nueva distribución de máquinas, para
facilitar la operación de evacuar el paquete en caso sea necesario

Planteamiento de Solución y Evaluación Económica de la Implantación 109
desde la cuneta del transferidor hacia la ruma de paquetes, ubicada entre
el eje # 24 y Tiene que aumentarse dos pórticos en la nave # 1 y # 2 que
sería los dos nuevos y últimos ejes transversales de la nave Eje # 24 y
Eje # 38 que viene a ser el final de la nave de almacenamiento.
En la nave # 1 se instalará un transportador de rodillos para
paquetes ubicado a continuación del descensor de paquetes. Este
nuevo camino de rodillos permitirá transportar el paquete hasta la
báscula para ser pesado y posteriormente para ser transportado
desde el eje # 24 hasta el eje # 31 de la nave de almacenamiento.
El transferidor de cadenas para paquetes existente a reubicarse en
la nave # 1 servirá para absorber cualquier acumulación de
material de despacho mientras se está produciendo. La actual
capacidad del transferidor está diseñada para18 paquetes y en una
hora se producen entre 19 y 20 paquetes según tabla # 12.
Fabricación e instalación del nuevo transferidor de cadenas para
paquetes, a ubicarse en la nave # 2.
3.3. Análisis de la nueva alternativa
El planteamiento sistemático de la distribución en planta S.L.P.es un
método desarrollado por Richard Muther y es un procedimiento
relativamente simple para la solución de problemas de distribución de
planta. Este método establece una serie de fases y técnicas que permiten
identificar, valorar y visualizar todos los elementos involucrados en la
implantación y las relaciones existentes entre ellos. Estas fases son:
Localización: Es necesario establecer el área que se pretende organizar.
Planteamiento general: Es preciso disponer de toda la superficie a
plantear. Planteamiento detallado: Aquí se determina el emplazamiento
efectivo de cada máquina y finalmente Instalación: que comprende la
preparación de la instalación y los desplazamientos necesarios de las
máquinas. En el siguiente gráfico se muestra el esquema de la

Planteamiento de Solución y Evaluación Económica de la Implantación 110
Planeación Sistemática de la Distribución de Planta S.L.P. (Muther,
Anàlisis de la nueva alternativa por medio del Mètodo S.L.P. , 1973)
GRÁFICO # 12
PROCESO DE PLANTEAMIENTO S.L.P.
Análisis de Producto-cantidad
El análisis de la información referente a los productos y cantidades a
producir es el punto de partida para la aplicación del método. Para éste
análisis se elaborará una tabla # 23 en forma de histograma de
frecuencias, en la que las abscisas representan los diferentes productos y
en las ordenadas las cantidades de producción de cada uno de los
productos del período Enero-diciembre del año 2011.
Análisis P-Q
Recorrido de los
productos
Relaciones entre
las actividades
Diagrama relacional de
Recorrido y/o actividades
Necesidad de
espacios
Espacios
disponibles
Diagrama relacional de
espacios
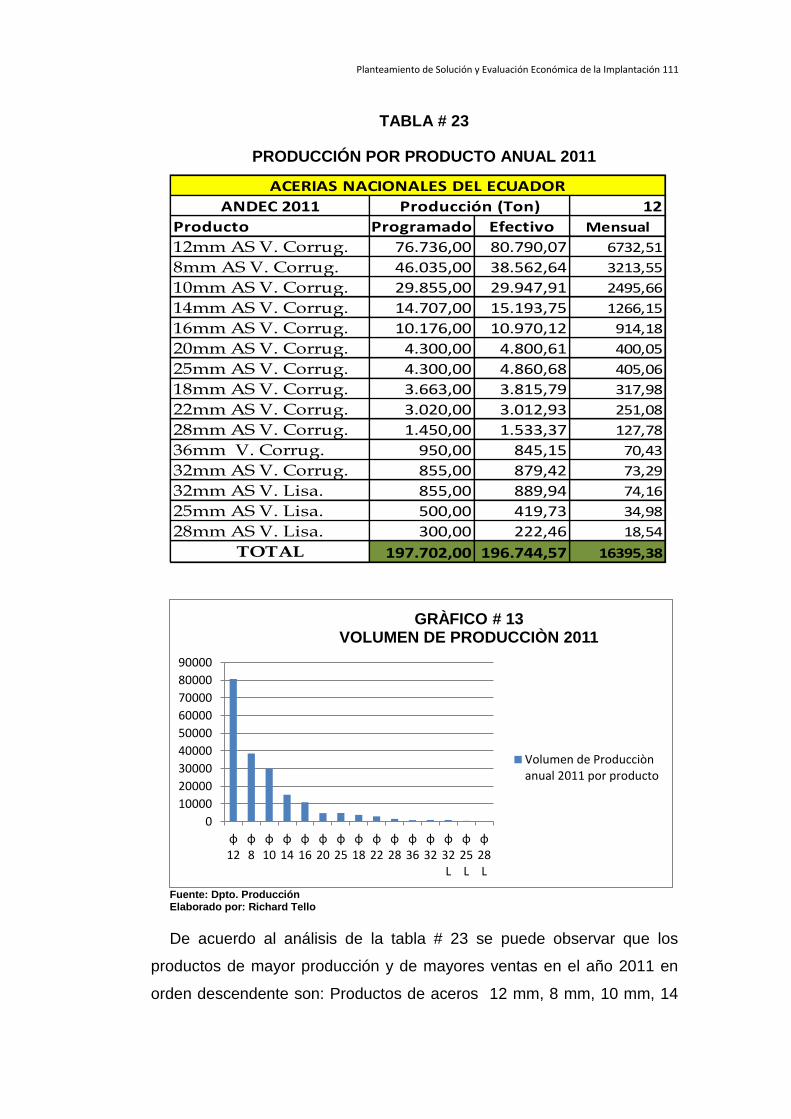
Planteamiento de Solución y Evaluación Económica de la Implantación 111
TABLA # 23
PRODUCCIÓN POR PRODUCTO ANUAL 2011
ANDEC 2011 12
Producto Programado Efectivo Mensual
12mm AS V. Corrug. 76.736,00 80.790,07 6732,51
8mm AS V. Corrug. 46.035,00 38.562,64 3213,55
10mm AS V. Corrug. 29.855,00 29.947,91 2495,66
14mm AS V. Corrug. 14.707,00 15.193,75 1266,15
16mm AS V. Corrug. 10.176,00 10.970,12 914,18
20mm AS V. Corrug. 4.300,00 4.800,61 400,05
25mm AS V. Corrug. 4.300,00 4.860,68 405,06
18mm AS V. Corrug. 3.663,00 3.815,79 317,98
22mm AS V. Corrug. 3.020,00 3.012,93 251,08
28mm AS V. Corrug. 1.450,00 1.533,37 127,78
36mm V. Corrug. 950,00 845,15 70,43
32mm AS V. Corrug. 855,00 879,42 73,29
32mm AS V. Lisa. 855,00 889,94 74,16
25mm AS V. Lisa. 500,00 419,73 34,98
28mm AS V. Lisa. 300,00 222,46 18,54
TOTAL 197.702,00 196.744,57 16395,38
Producción (Ton)
ACERIAS NACIONALES DEL ECUADOR
Fuente: Dpto. Producción Elaborado por: Richard Tello
De acuerdo al análisis de la tabla # 23 se puede observar que los
productos de mayor producción y de mayores ventas en el año 2011 en
orden descendente son: Productos de aceros 12 mm, 8 mm, 10 mm, 14
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
ɸ 12
ɸ 8
ɸ 10
ɸ 14
ɸ 16
ɸ 20
ɸ 25
ɸ 18
ɸ 22
ɸ 28
ɸ 36
ɸ 32
ɸ 32 L
ɸ 25 L
ɸ 28 L
GRÀFICO # 13 VOLUMEN DE PRODUCCIÒN 2011
Volumen de Producciònanual 2011 por producto

Planteamiento de Solución y Evaluación Económica de la Implantación 112
mm, 16 mm, 20 mm, 25 mm, 18 mm, 22 mm, 28mm 36 mm, 32 mm, 25L
mm y 28L mm.
Se deduce también que los productos que requieren mayor espacio de
almacenamiento son los que más se producen y los que más se venden,
por lo cual un criterio para la ubicación del producto en las alternativas de
distribución, será con respecto a volumen de ventas demandado, volumen
de producción y menor distancia recorrida por movilización hacia el punto
final de evacuación.
Recorrido de los Productos.
El análisis de recorrido implica la determinación de la secuencia de los
movimientos de los paquetes de varillas desde transferidor hasta
almacenamiento. (Ver Anexo # 7)
Relaciones entre las Actividades.
Se estudia el recorrido de los productos para poder organizar con
seguridad el planteamiento en función de los desplazamientos de los
productos dentro de los sectores afectados. Paralelamente se analiza las
relaciones entre las actividades, de donde se extrae la necesidad de
incluir las zonas de los servicios auxiliares. (Ver gráfico # 14). La tabla de
relaciones se presenta como sigue a continuación:
En la columna de la izquierda se colocan las actividades.
Las sucesivas columnas van reduciendo su tamaño
progresivamente hasta que desaparece quedando una
estructura triangular.
Diagrama relacional de Recorrido y Actividades.
Posteriormente se combinan estos dos estudios de recorrido de los
productos y relación entre las actividades, resultando el diagrama
relacional de recorridos y/o actividades, donde las distintas actividades,
servicio y zonas se orientan geográficamente los unos respecto de los
otros. (Ver cuadro # 8 y gráfico # 15).
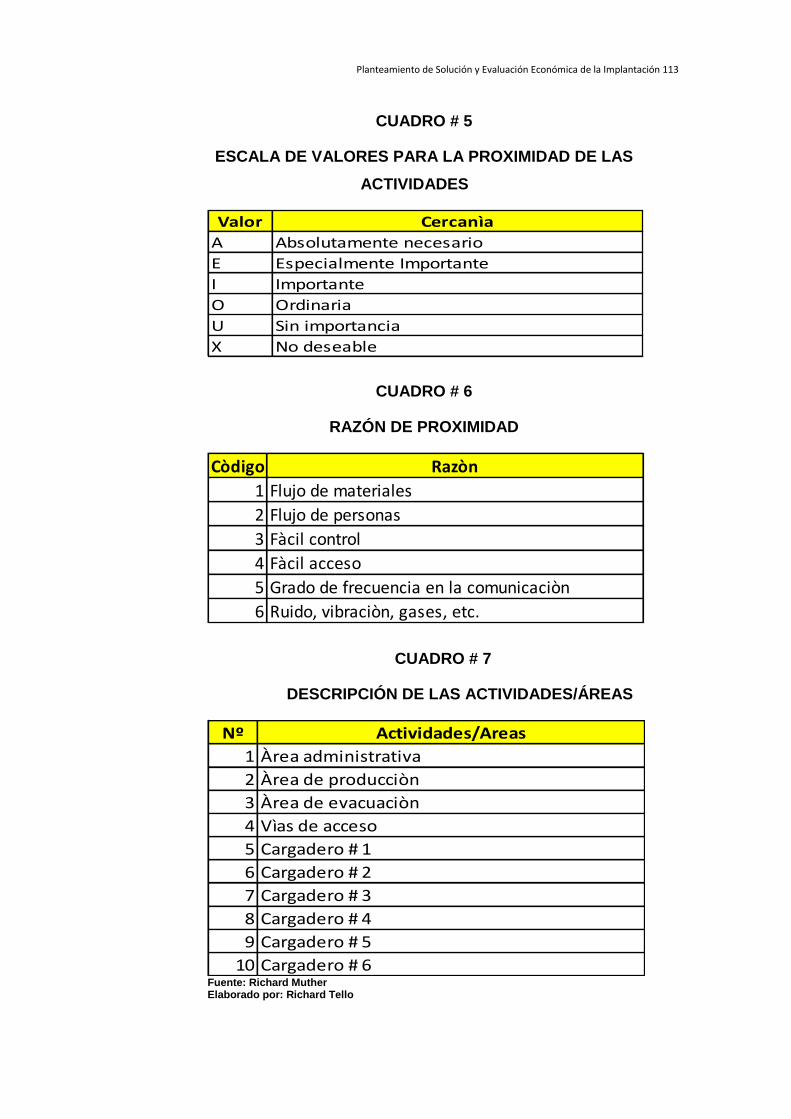
Planteamiento de Solución y Evaluación Económica de la Implantación 113
CUADRO # 5
ESCALA DE VALORES PARA LA PROXIMIDAD DE LAS
ACTIVIDADES
Valor Cercanìa
A Absolutamente necesario
E Especialmente Importante
I Importante
O Ordinaria
U Sin importancia
X No deseable
CUADRO # 6
RAZÓN DE PROXIMIDAD
Còdigo Razòn
1 Flujo de materiales
2 Flujo de personas
3 Fàcil control
4 Fàcil acceso
5 Grado de frecuencia en la comunicaciòn
6 Ruido, vibraciòn, gases, etc.
CUADRO # 7
DESCRIPCIÓN DE LAS ACTIVIDADES/ÁREAS
Nº Actividades/Areas
1 Àrea administrativa
2 Àrea de producciòn
3 Àrea de evacuaciòn
4 Vìas de acceso
5 Cargadero # 1
6 Cargadero # 2
7 Cargadero # 3
8 Cargadero # 4
9 Cargadero # 5
10 Cargadero # 6 Fuente: Richard Muther Elaborado por: Richard Tello

Planteamiento de Solución y Evaluación Económica de la Implantación 114
GRÁFICO # 14
RELACIÓN DE ACTIVIDADES/ÁREAS PROPUESTO
Fuente: Investigación directa Elaborado por: Richard Tello
Cada celda de este triángulo se divide en dos, indicando en la parte
superior la proximidad requerida entre las dos actividades afectadas y en
la parte inferior el motivo de esta proximidad.

Planteamiento de Solución y Evaluación Económica de la Implantación 115
CUADRO # 8
RESUMEN DEL DIAGRAMA RELACIONAL DE RECORRIDOS
GRÁFICO # 15
DIAGRAMA RELACIONAL DE RECORRIDOS
Fuente: Investigación directa Elaborado por: Richard Tello
A
Posiciòn Àrea Proximidades Color linea
3 Àrea de Evacuaciòn 5, 6, 7, 8, 9, 10. Rojo
5 Cargadero # 1 3, 6. Rojo
6 Cargadero # 2 3, 5, 7, 9. Rojo
7 Cargadero # 3 3, 6, 10. Rojo
8 Cargadero # 4 3, 9. Rojo
9 Cargadero # 5 3, 6, 8. Rojo
10 Cargadero # 6 3, 7, 9. Rojo
E
2 Producciòn 3 Azul
5 Cargadero 3 1 7 Azul
8 Cargadro # 4 10 Azul
I
1 4 Anaranjado
2 5, 6, 7, 8, 9, 10. Anaranjado
Absolutamente necesario
Especialmente importante
Importante
1
1 1
2
5
3 4
7
6
8
10
9
9
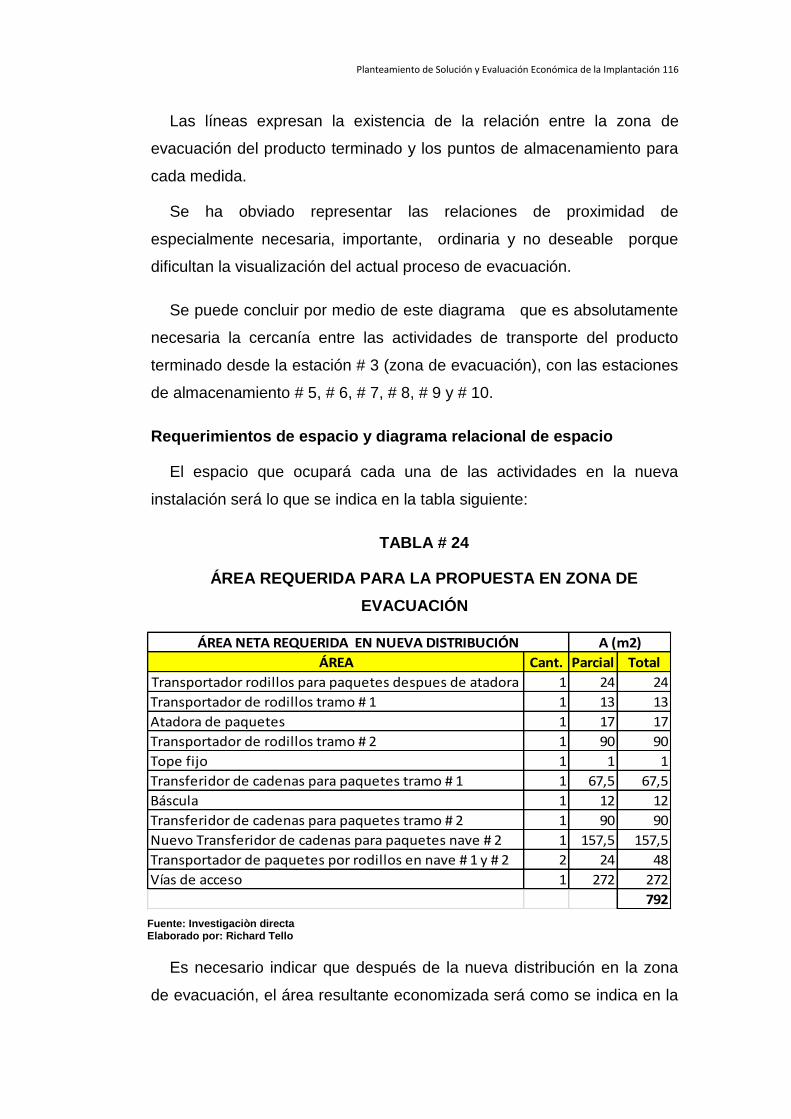
Planteamiento de Solución y Evaluación Económica de la Implantación 116
Las líneas expresan la existencia de la relación entre la zona de
evacuación del producto terminado y los puntos de almacenamiento para
cada medida.
Se ha obviado representar las relaciones de proximidad de
especialmente necesaria, importante, ordinaria y no deseable porque
dificultan la visualización del actual proceso de evacuación.
Se puede concluir por medio de este diagrama que es absolutamente
necesaria la cercanía entre las actividades de transporte del producto
terminado desde la estación # 3 (zona de evacuación), con las estaciones
de almacenamiento # 5, # 6, # 7, # 8, # 9 y # 10.
Requerimientos de espacio y diagrama relacional de espacio
El espacio que ocupará cada una de las actividades en la nueva
instalación será lo que se indica en la tabla siguiente:
TABLA # 24
ÁREA REQUERIDA PARA LA PROPUESTA EN ZONA DE
EVACUACIÓN
ÁREA Cant. Parcial Total
Transportador rodillos para paquetes despues de atadora 1 24 24
Transportador de rodillos tramo # 1 1 13 13
Atadora de paquetes 1 17 17
Transportador de rodillos tramo # 2 1 90 90
Tope fijo 1 1 1
Transferidor de cadenas para paquetes tramo # 1 1 67,5 67,5
Báscula 1 12 12
Transferidor de cadenas para paquetes tramo # 2 1 90 90
Nuevo Transferidor de cadenas para paquetes nave # 2 1 157,5 157,5
Transportador de paquetes por rodillos en nave # 1 y # 2 2 24 48
Vías de acceso 1 272 272
792
A (m2)ÁREA NETA REQUERIDA EN NUEVA DISTRIBUCIÓN
Fuente: Investigaciòn directa Elaborado por: Richard Tello
Es necesario indicar que después de la nueva distribución en la zona
de evacuación, el área resultante economizada será como se indica en la
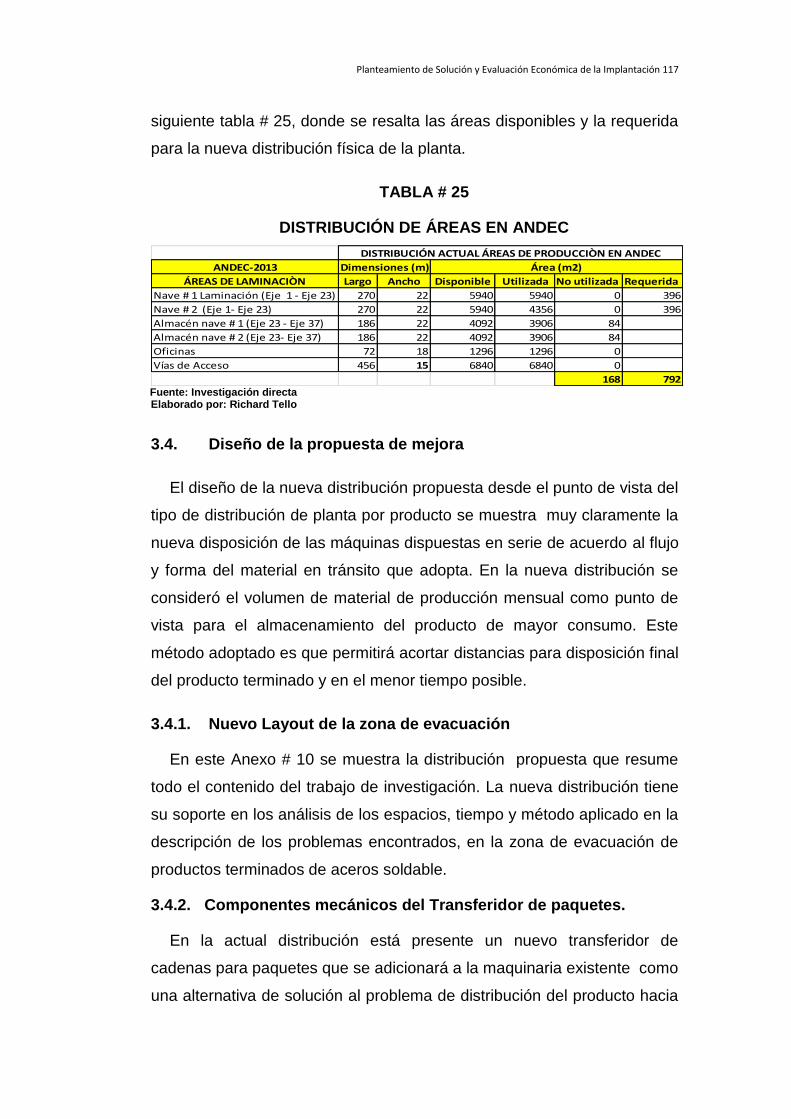
Planteamiento de Solución y Evaluación Económica de la Implantación 117
siguiente tabla # 25, donde se resalta las áreas disponibles y la requerida
para la nueva distribución física de la planta.
TABLA # 25
DISTRIBUCIÓN DE ÁREAS EN ANDEC
ANDEC-2013 Dimensiones (m)
ÁREAS DE LAMINACIÒN Largo Ancho Disponible Utilizada No utilizada Requerida
Nave # 1 Laminación (Eje 1 - Eje 23) 270 22 5940 5940 0 396
Nave # 2 (Eje 1- Eje 23) 270 22 5940 4356 0 396
Almacén nave # 1 (Eje 23 - Eje 37) 186 22 4092 3906 84
Almacén nave # 2 (Eje 23- Eje 37) 186 22 4092 3906 84
Oficinas 72 18 1296 1296 0
Vías de Acceso 456 15 6840 6840 0
168 792
DISTRIBUCIÓN ACTUAL ÁREAS DE PRODUCCIÒN EN ANDEC
Área (m2)
Fuente: Investigación directa Elaborado por: Richard Tello
3.4. Diseño de la propuesta de mejora
El diseño de la nueva distribución propuesta desde el punto de vista del
tipo de distribución de planta por producto se muestra muy claramente la
nueva disposición de las máquinas dispuestas en serie de acuerdo al flujo
y forma del material en tránsito que adopta. En la nueva distribución se
consideró el volumen de material de producción mensual como punto de
vista para el almacenamiento del producto de mayor consumo. Este
método adoptado es que permitirá acortar distancias para disposición final
del producto terminado y en el menor tiempo posible.
3.4.1. Nuevo Layout de la zona de evacuación
En este Anexo # 10 se muestra la distribución propuesta que resume
todo el contenido del trabajo de investigación. La nueva distribución tiene
su soporte en los análisis de los espacios, tiempo y método aplicado en la
descripción de los problemas encontrados, en la zona de evacuación de
productos terminados de aceros soldable.
3.4.2. Componentes mecánicos del Transferidor de paquetes.
En la actual distribución está presente un nuevo transferidor de
cadenas para paquetes que se adicionará a la maquinaria existente como
una alternativa de solución al problema de distribución del producto hacia

Planteamiento de Solución y Evaluación Económica de la Implantación 118
la nave # 2 de almacenamiento. Adjunto los siguientes planos de
referencia que son para la construcción local del nuevo transferidor de
cadena para paquetes. A continuación se tienen los planos constructivos
del transferidor de paquete.
TABLA # 26
LISTADO DE PLANOS DEL TRANSFERIDOR DE PAQUETE
Item Nº Plano Des cripciòn
1 #-II-3 Bastidor de rodillos Tramo 1
2 #-II-3.1 Soporte de moto-reductor
3 #-II-3.2 Bastidor de rodillos Tramo 2
4 #-II-4 Conjunto Placa tope de paquetes
5 #-II-4.1 Placa tope de paquetes
6 #-II-4.2 Eje de placa tope
7 #-II-4.3 Casquillo del eje
8 #-II-4.4 Chaveta plana
9 #-II-5 Rodillos
10 #-II-6 Bastidor de transferidor tramo mòvil # 1
11 #-II-7 Bastidor de transferidor tramo fijo # 2
13 #-II-8 Riel y Viga para rodaje de cadena tramo # 1
14 #-II-9 Riel y Viga para rodaje de cadena tramo # 2
15 #-II-10 Soporte tubo cuadrado de tramo basculante
16 #-II-11 Templador de cadena
17 #-II-12 Soporte viga de rodaje cadena
18 #-II-13 Conjunto de Bàscula
19 #-II-14 Bastidor de bàscula
20 #-II-14.1 Detalles de bàscula
21 #-II-15 Cuna de paquetes
22 #-II-15.1 Detalle de Cuna de paquetes
23 #-II-17 Plano de conjunto transferidor Fuente: Dpto. Ingeniería y Desarrollo Elaborado por: Richard Tello
Adicionalmente se adjunta los anexos correspondientes para cada
plano constructivo los Anexos de materiales desde el # 37 hasta el # 48.
3.4.3. Plano estructural
Los planos estructurales comprende la ampliación de dos pórtico de las
dos naves de producción, ésta ampliación permitirá al puente grúa
desplazarse sobre la zona del transferidor de paquetes, lo que permitirá
su evacuación en caso de emergencia, cuando por algún motivo la grúa

Planteamiento de Solución y Evaluación Económica de la Implantación 119
de despacho no pueda evacuar el paquete que sale de producción. (Ver
Anexo # 12).
En el plano se indica los pórticos eje transversal 24 y eje 38, que
mantienen las mismas medidas que la estructura existente,
adicionalmente se anexará al plano una tabla # 27 en el que señala el
despiece de los componentes estructurales con el peso correspondiente.
Se indica el peso de la estructura para el estimativo del costo por
fabricación y montaje de la estructura metálica y la cantidad de metros
cuadrados para el estimativo del costo por la instalación de las planchas
de Steel panel para la cubierta.
TABLA # 27
AMPLIACIÓN DE ESTRUCTURA METÁLICA NAVE # 1 Y # 2
ANDEC
Cant. Descripción Longitud (m) Unidad Peso kg/m Peso Total (kg) Costo Un Costo Total ($)
1 Ampliaciòn Eje # 24
4 Viga de cubierta HEB 600 10,95 Kg 212,00 9.285,60 0,94 8.728,46
3 viga de amarre HEB 450 18,00 Kg 171,00 9.234,00 0,94 8.679,96
3 Columna HEB 800 12,56 Kg 262,00 9.872,16 0,94 9.279,83
8 viga de cubierta HEB 450 10,95 Kg 171,00 14.979,60 0,94 14.080,82
4 Vigas Carrileras HEA 700 18,00 Kg 241,00 17.352,00 0,94 16.310,88
4 Mensulas HEB 300 1,20 Kg 117,00 561,60 0,94 527,90
36 Correas HEB 100 30,00 Kg 20,40 22.032,00 0,94 20.710,08
36 Angulos 50x50x5 6,17 Kg 3,70 821,84 0,92 756,10
16 Angulos 50x50x5 5,97 Kg 3,70 353,42 0,92 325,15
48 Placas de 200X200X6 1,00 Kg 1,88 90,43 0,9 81,39
1 Ampliaciòn eje # 38 525,60 m2 6.720,04 1,2 8.064,05
1 Fabricación y Montaje de Estructura1.314,00 m2 84.582,66 1,02 86.274,31
1 Suministro e instalaciòn planchas steel1314 m2 11,351 14.915,21
188.734,15
Fabricación y Montaje de Estructura Metálica e instalación de Planchas Steel Panel
Fuente: Oferta del Proyecto Nueva Máquina de Colada Continua Elaborado por: Richard Tello
3.4.4. Plano de Obra Civil
Esto implica la ubicación de los cimientos y anclajes para la ampliación
de los dos pórticos en la nave de laminación # 1 y # 2 y la fundación para
la nueva distribución de la maquinaria. Los cálculos de cargas se obvian
en este trabajo, puesto que se trata de realizar una nueva distribución con
las mismas máquinas. En el siguiente Anexo # 11 se muestra las
dimensiones del dado y plinto de las columnas, éstas son 3 en el pórtico #
24 y 3 columnas en el pórtico # 38, que corresponde éste último a la parte
extrema de la nave de almacenamiento.

Planteamiento de Solución y Evaluación Económica de la Implantación 120
TABLA # 28
AMPLIACIÓN DE NAVE CIMIENTOS PARA COLUMNAS
Fuente: Cámara de la Construcción dic-2013 Elaborado por: Richard Tello
Para la nueva distribución de la maquinaria se requiere de las bases
de los pórticos # 24 y # 38. Adjunto tabla # 29.
TABLA # 29
AMPLIACIÓN NAVE BASE PARA MAQUINARIA
Item Descripción Un. Cant. Costo Un. Costo Total ($)
1 Trazado Y Replanteo m2 1300 1,80 2.340,00
2 Excavación, demoliciòn y desalojo interno m3 981 13,42 13.165,02
3 Relleno y compactación m2 439 6,53 2.866,67
4 Replantillo 5 cm (hormigón Fc= 140 Kg/cm2) m3 65 119,24 7.750,60
5 Concreto 280 Kg/cm2 en el piso esp. 1,5 m y cargaderom3 250 435,63 108.907,50
6 Cimientos para camino de rodillos 280 Kg/cm2a en el piso m3 120 435,63 52.275,60
TOTAL 187.305,39
Volumenes de Obra civil para maquinaria en nave # 1 y # 2
Fuente: Cámara de la Construcción dic-2013 Elaborado por: Richard Tello
3.5. Costo de Implantación de la alternativa de solución
El costo estimado para la implantación de la nueva distribución de la
maquinaria en la zona de evacuación se ha realizado en base a los costos
unitarios establecidos en la Cámara de la Construcción que data con
fecha de diciembre del 2013, y del último proyecto de modernización del
actual proceso de Acerías.
En la siguiente tabla # 30 se describe los costos unitarios y totales para
la implantación de la propuesta tanto civil, mecánica y eléctrica.
Item Descripción Un. Cant. Costo Un. Costo Total ($)
1 Trazado Y Replanteo m2 54 1,80 97,20
2 Excavación y desalojo interno m3 243 13,42 3.261,06
3 Relleno y compactación m2 108 6,53 705,24
4 Replantillo 5 cm (hormigón Fc= 140 Kg/cm2) m2 2,7 119,24 321,95
5 Concreto, Pilntos y Dados cimentaciòn fc=280 Kg/cm2)m3 26,4 435,63 11.500,63
15.886,08
Volumenes de Obra civil para ampliación de Nave Ejes 24 y 25

Planteamiento de Solución y Evaluación Económica de la Implantación 121
TABLA # 30
COSTO DE INVERSIÓN PARA LA IMPLANTACIÓN DE LA
PROPUESTA
Item Descripciòn Cant. Costo Un. Costo Total ($)
1 Cimiento para ampliaciòn Nave # 1 y # 2 6 2.647,68 15.886,08
2 Base para màquinas Gb - 187.305,39
3 Ampliaciòn de Estructura Metàlica Eje # 24 y # 25 Gb - 188.734,15
4 Suministro y Montaje de nuevo Transferidor 1 40.000,00 40.000,00
5 Desmontaje y Montaje de Transferidor existente 1 18.000,00 18.000,00
6 Desmontaje y Montaje de Atadora existente 1 12.000,00 12.000,00
7 Montaje de nueva atadora de paquetes de varillas 1 10.000,00 10.000,00
8 Desmontaje y montaje de camino de rodillos existente 44 400,00 17.600,00
9 Instalaciòn elèctrica de equipos y tuberia hidràulica Gb 7.800,00 7.800,00
TOTAL 497.325,62 Fuente: Ofertas de proyecto Laminación Tren Danieli
Elaborado por: Richard Tello
3.6. Métodos de Evaluación del Proyecto
Para iniciar con la evaluación económica se empezará con la
estimación de los costos operativos resultantes del nuevo método. La
optimización en la asignación de los recursos tanto humano como
máquinas en la zona de evacuación de paquetes ha sido de gran
importancia en el momento de estimar el cálculo operativo. La mano de
obra empleada en esta propuesta de diseño es optimizada con la
implantación de las nuevas máquinas y ordenamiento de áreas de
trabajo.
El trabajo de evacuación se realiza con 4 personas, las 3
restantes se emplearán para otra actividad dentro del turno.
Adjunto la siguiente tabla # 31. En esta parte se evidencia la
reducción de personal cumpliendo con el objetivo de
optimizar los recursos tanto humano, como máquinas.
Reducción en el manipuleo del paquete o producto
terminado. Trae como beneficio la eliminación de riesgos del
despachador que trabaja desde la plataforma enganchando
paquetes.

Planteamiento de Solución y Evaluación Económica de la Implantación 122
TABLA # 31
COSTO MANO DE OBRA POR TURNO NUEVO MÉTODO
Fuente: Dpto. Talento Humano Elaborado por: Richard Tello
TURN
O A
Suel
doDi
asSo
bre
Tiem
po
Incr
e.
100%
Tota
l
gana
do
Apor
te
IESS
a pag
ar13
avo
14av
oFo
ndo
Rese
rv
a
Vaca
cio
nes
IESS
IECE
SECA P
Cost
o
mes
Cost
o an
ual
($)
Desp
acha
dor
776
3072
465,
612
41,6
116,
0911
25,5
110
3,47
64,6
710
3,47
51,7
313
8,4
6,21
6,21
1715
,79
2
0.58
9,45
Desp
acha
dor
776
3072
465,
612
41,6
116,
0911
25,5
110
3,47
64,6
710
3,47
51,7
313
8,4
6,21
6,21
1715
,79
2
0.58
9,45
Grue
ro D
esp.
826
3072
495,
613
21,6
123,
5711
98,0
311
0,13
68,8
311
0,13
55,0
714
7,4
6,61
6,61
1826
,34
2
1.91
6,09
Oper
ador
de t
able
ro827
3072
496,
213
23,2
123,
7211
99,4
811
0,27
68,9
211
0,27
55,1
314
7,5
6,62
6,62
1828
,55
2
1.94
2,63
TOTA
L63
.095
,00
TURN
O B
Suel
doDi
asIn
crem
.
25%
Sobr
et
iem
po
Tota
l
gana
do
Apor
te
IESS
a pag
ar13
avo
14av
oFo
ndo
Rese
rv
Vaca
cio
nes
IESS
IECE
SECA P
Cost
o
mes
Cost
o an
ual (
$)
Desp
acha
dor
776
3088
,00
71,1
384
7,13
79,2
176
7,93
70,5
964
,67
70,5
935
,30
94,4
64,
244,
241.
191,
2114
294,
55
Desp
acha
dor
776
3088
,00
71,1
384
7,13
79,2
176
7,93
70,5
964
,67
70,5
935
,30
94,4
64,
244,
241.
191,
2114
294,
55
Grue
ro D
esp.
826
3088
,00
75,7
290
1,72
84,3
181
7,41
75,1
468
,83
75,1
437
,57
100,
544,
514,
511.
267,
9715
215,
59
Oper
ador
de t
able
ro827
3088
,00
75,8
190
2,81
84,4
181
8,40
75,2
368
,92
75,2
337
,62
100,
664,
514,
511.
269,
5015
234,
02
TOTA
L59
038,
72
TURN
O C
Suel
doDi
asIn
cre.
25%
Sobr
et
iem
po
Tota
l
gana
do
Apor
te
IESS
a pag
ar13
avo
14av
oFo
ndo
Rese
rv
Vaca
cio
nes
IESS
IECE
SECA P
Cost
o
mes
Cost
o an
ual
($)
Desp
acha
dor
776
2217
614
2,3
918,
2785
,86
832,
409
76,5
247
,42
76,5
238
,26
102,
44,
594,
5912
68,5
6
15.
222,
77
Desp
acha
dor
776
2217
614
2,3
918,
2785
,86
832,
409
76,5
247
,42
76,5
238
,26
102,
44,
594,
5912
68,5
6
15.
222,
77
Grue
ro D
esp.
826
2217
615
1,4
977,
4391
,39
886,
043
81,4
550
,48
81,4
540
,73
109
4,89
4,89
1350
,30
1
6.20
3,61
Oper
ador
de t
able
ro827
2217
615
1,6
978,
6291
,50
887,
116
81,5
550
,54
81,5
540
,78
109,
14,
894,
8913
51,9
4
16.
223,
23
TOTA
L46
.649
,15
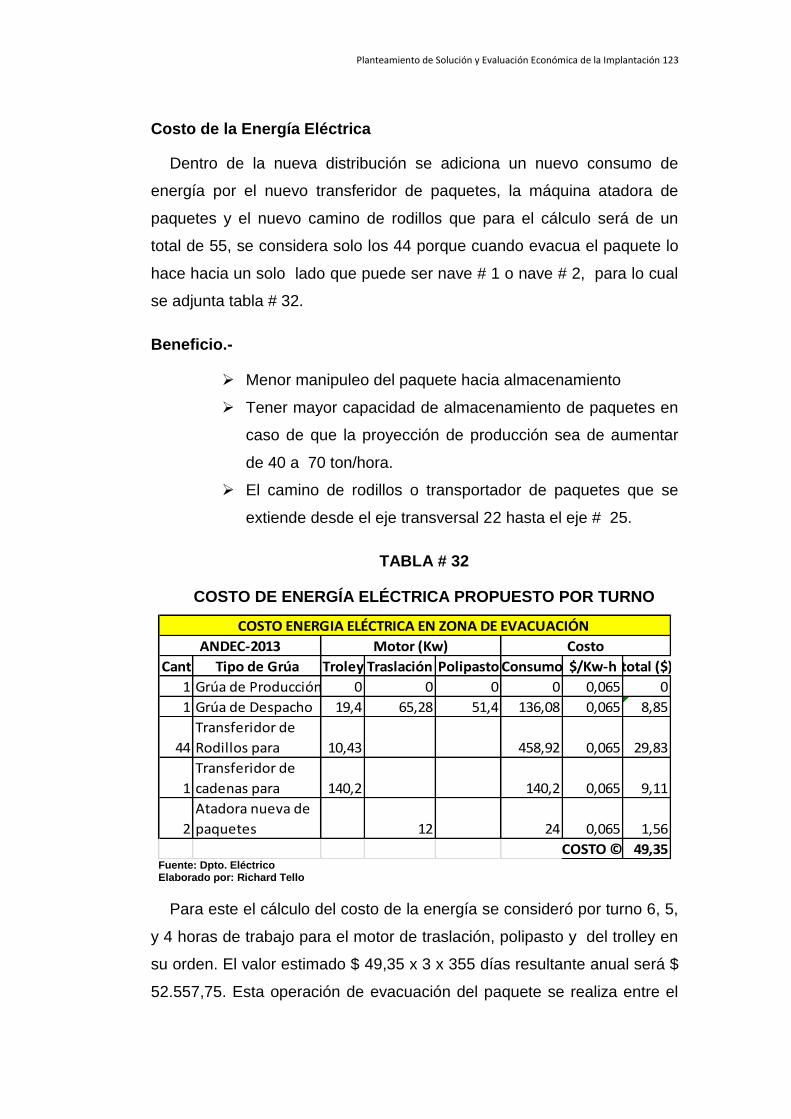
Planteamiento de Solución y Evaluación Económica de la Implantación 123
Costo de la Energía Eléctrica
Dentro de la nueva distribución se adiciona un nuevo consumo de
energía por el nuevo transferidor de paquetes, la máquina atadora de
paquetes y el nuevo camino de rodillos que para el cálculo será de un
total de 55, se considera solo los 44 porque cuando evacua el paquete lo
hace hacia un solo lado que puede ser nave # 1 o nave # 2, para lo cual
se adjunta tabla # 32.
Beneficio.-
Menor manipuleo del paquete hacia almacenamiento
Tener mayor capacidad de almacenamiento de paquetes en
caso de que la proyección de producción sea de aumentar
de 40 a 70 ton/hora.
El camino de rodillos o transportador de paquetes que se
extiende desde el eje transversal 22 hasta el eje # 25.
TABLA # 32
COSTO DE ENERGÍA ELÉCTRICA PROPUESTO POR TURNO
Cant. Tipo de Grúa Troley Traslación Polipasto Consumo $/Kw-h total ($)
1 Grúa de Producción 0 0 0 0 0,065 0
1 Grúa de Despacho 19,4 65,28 51,4 136,08 0,065 8,85
44
Transferidor de
Rodillos para 10,43 458,92 0,065 29,83
1
Transferidor de
cadenas para 140,2 140,2 0,065 9,11
2
Atadora nueva de
paquetes 12 24 0,065 1,56
COSTO © 49,35
COSTO ENERGIA ELÉCTRICA EN ZONA DE EVACUACIÓN
ANDEC-2013 Motor (Kw) Costo
Fuente: Dpto. Eléctrico Elaborado por: Richard Tello
Para este el cálculo del costo de la energía se consideró por turno 6, 5,
y 4 horas de trabajo para el motor de traslación, polipasto y del trolley en
su orden. El valor estimado $ 49,35 x 3 x 355 días resultante anual será $
52.557,75. Esta operación de evacuación del paquete se realiza entre el
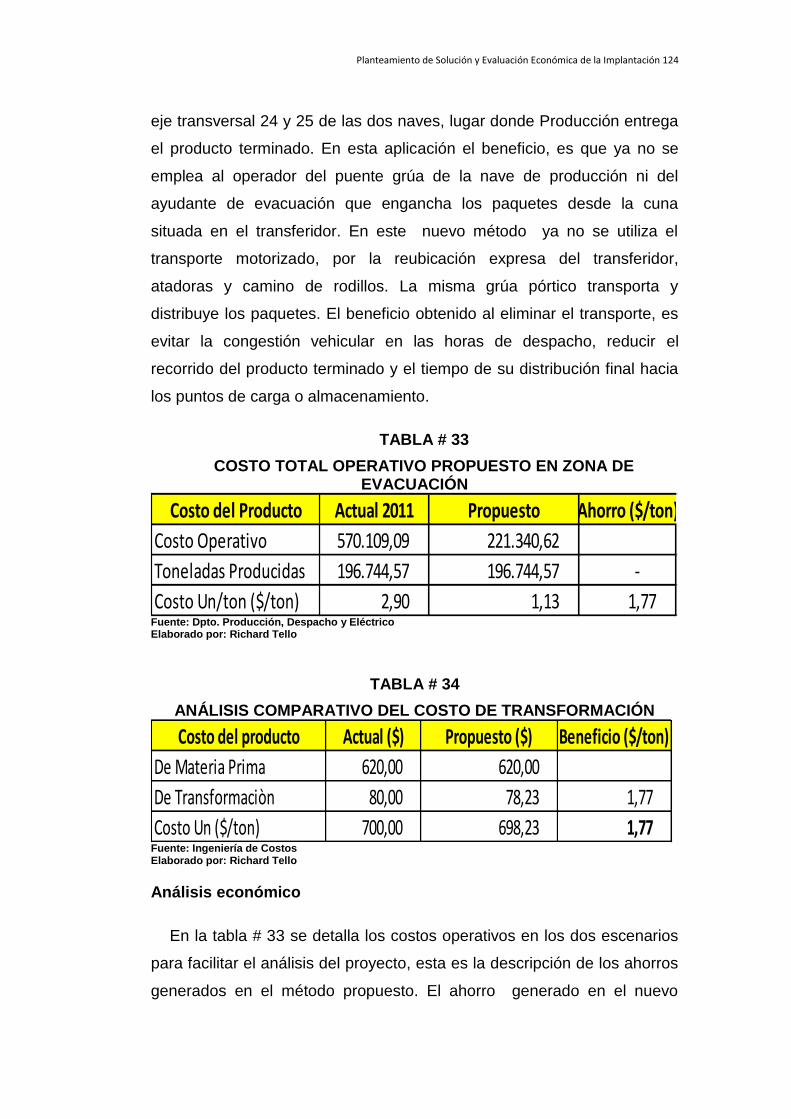
Planteamiento de Solución y Evaluación Económica de la Implantación 124
eje transversal 24 y 25 de las dos naves, lugar donde Producción entrega
el producto terminado. En esta aplicación el beneficio, es que ya no se
emplea al operador del puente grúa de la nave de producción ni del
ayudante de evacuación que engancha los paquetes desde la cuna
situada en el transferidor. En este nuevo método ya no se utiliza el
transporte motorizado, por la reubicación expresa del transferidor,
atadoras y camino de rodillos. La misma grúa pórtico transporta y
distribuye los paquetes. El beneficio obtenido al eliminar el transporte, es
evitar la congestión vehicular en las horas de despacho, reducir el
recorrido del producto terminado y el tiempo de su distribución final hacia
los puntos de carga o almacenamiento.
TABLA # 33
COSTO TOTAL OPERATIVO PROPUESTO EN ZONA DE EVACUACIÓN
Costo del Producto Actual 2011 Propuesto Ahorro ($/ton)
Costo Operativo 570.109,09 221.340,62
Toneladas Producidas 196.744,57 196.744,57 -
Costo Un/ton ($/ton) 2,90 1,13 1,77
Fuente: Dpto. Producción, Despacho y Eléctrico Elaborado por: Richard Tello
TABLA # 34
ANÁLISIS COMPARATIVO DEL COSTO DE TRANSFORMACIÓN
Costo del producto Actual ($) Propuesto ($) Beneficio ($/ton)
De Materia Prima 620,00 620,00
De Transformaciòn 80,00 78,23 1,77
Costo Un ($/ton) 700,00 698,23 1,77 Fuente: Ingeniería de Costos Elaborado por: Richard Tello
Análisis económico
En la tabla # 33 se detalla los costos operativos en los dos escenarios
para facilitar el análisis del proyecto, esta es la descripción de los ahorros
generados en el método propuesto. El ahorro generado en el nuevo

Planteamiento de Solución y Evaluación Económica de la Implantación 125
método de trabajo se refleja sobre el costo de producción en 1.77 dólares
por cada tonelada producida.
TABLA # 35
BENEFICIO NETO ANUAL GENERADOS CON EL NUEVO MÉTODO
ANDEC
Descripción Actual Propuesto Ahorro ($) Ahorro %
Mano de Obra 411.031,81 168.782,87
Energía Eléctrica 60.705,00 52.557,75
Transporte Interno 2011 98.372,28 -
570.109,09 221.340,62 348.768,47 61,18
COSTO ANUAL
Fuente: Dpto. Talento Humano, Eléctrico y Despacho Elaborado por: Richard Tello
En la tabla # 35, no se presenta el costo por movilización interna del
método propuesto, porque en el nuevo escenario el ordenamiento de las
áreas de trabajo ya se ajusta a la distribución de planta por producto.
A continuación se demostrará si el proyecto agrega o no valor a la
empresa mediante el cálculo de los siguientes indicadores económicos
aplicados a este proyecto de inversión empresarial. El criterio de
selección de evaluación del proyecto es desde el punto de vista privado
(inversionista empresarial) donde la ganancia es el único interés.
VAN (Valor Actual Neto)
TIR (Tasa Interna de Retorno)
PRI (Período de Recuperación de la Inversión)
3.6.1. Valor Actual Neto (VAN)
Es un método de evaluación de proyectos de inversión que resulta de
restar la suma de los flujos descontados a la inversión inicial. (Gabriel,
Evaluaciòn de Proyectos, 2001)
VAN = ∑
VAN = Valor Actual Neto
= Inversión inicial

Planteamiento de Solución y Evaluación Económica de la Implantación 126
FN = Flujo netos efectivo de beneficios generados del periodo t
n = número de periodos de vida del proyecto
i = tasa de recuperación mínima
VAN = ∑
VAN = 31.400,41 + 278.036,08 + 248.246,50 – 497.325,62
VAN = 837.682,99 – 497.325, 62
VAN = $ 340.357,40
Interpretación del VAN
Esto significa que $ 340.357,40 será la rentabilidad sobre la alternativa
y el proyecto en mención vale la pena o, en otras palabras, la decisión de
invertir es buena dado el signo positivo que se obtuvo del VAN. Cuando el
VAN > 0 la inversión produciría ganancias por tanto el Proyecto es
Rentable. Si el VAN < 0 el Proyecto se recomienda desecharlo.
3.6.2. Tasa Interna de Retorno (TIR)
Es la tasa porcentual que indica la rentabilidad promedio anual que
genera el capital que permanece invertido en el proyecto. Es la tasa que
iguala la suma de los flujos descontados a la inversión inicial. (Gabriel,
Evaluaciòn de Proyectos, 2001)
VAN = 0 = TIR = ∑
0 = ∑
0 = 234.268,70 + 157.358,94 + 105.698,40 – 497.325,62
0 = 497.325,62 – 497.325,62 = 0
El TIR obtenido refleja un valor mayor que la tasa de descuento del
inversionista privado (ANDEC), lo cual significa que se acepta TIR =
48.88 > 12 %
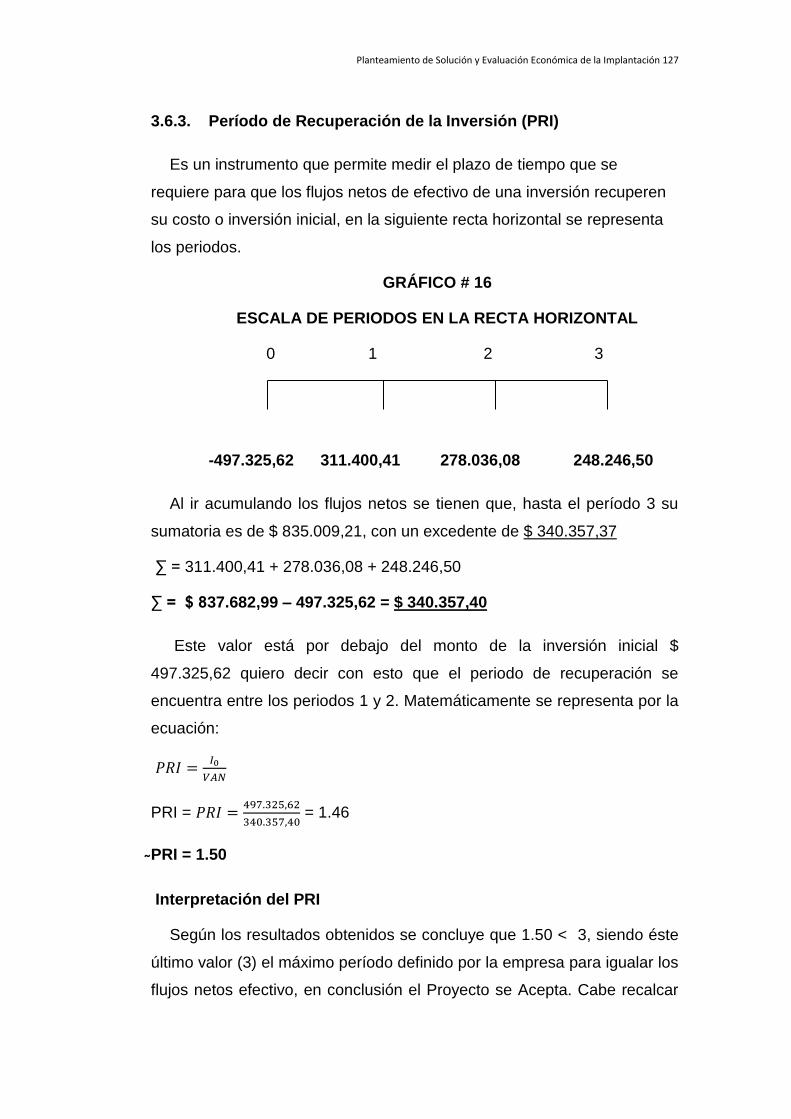
Planteamiento de Solución y Evaluación Económica de la Implantación 127
3.6.3. Período de Recuperación de la Inversión (PRI)
Es un instrumento que permite medir el plazo de tiempo que se
requiere para que los flujos netos de efectivo de una inversión recuperen
su costo o inversión inicial, en la siguiente recta horizontal se representa
los periodos.
GRÁFICO # 16
ESCALA DE PERIODOS EN LA RECTA HORIZONTAL
0 1 2 3
-497.325,62 311.400,41 278.036,08 248.246,50
Al ir acumulando los flujos netos se tienen que, hasta el período 3 su
sumatoria es de $ 835.009,21, con un excedente de $ 340.357,37
∑ = 311.400,41 + 278.036,08 + 248.246,50
∑ = $ 837.682,99 – 497.325,62 = $ 340.357,40
Este valor está por debajo del monto de la inversión inicial $
497.325,62 quiero decir con esto que el periodo de recuperación se
encuentra entre los periodos 1 y 2. Matemáticamente se representa por la
ecuación:
PRI =
= 1.46
PRI = 1.50
Interpretación del PRI
Según los resultados obtenidos se concluye que 1.50 < 3, siendo éste
último valor (3) el máximo período definido por la empresa para igualar los
flujos netos efectivo, en conclusión el Proyecto se Acepta. Cabe recalcar
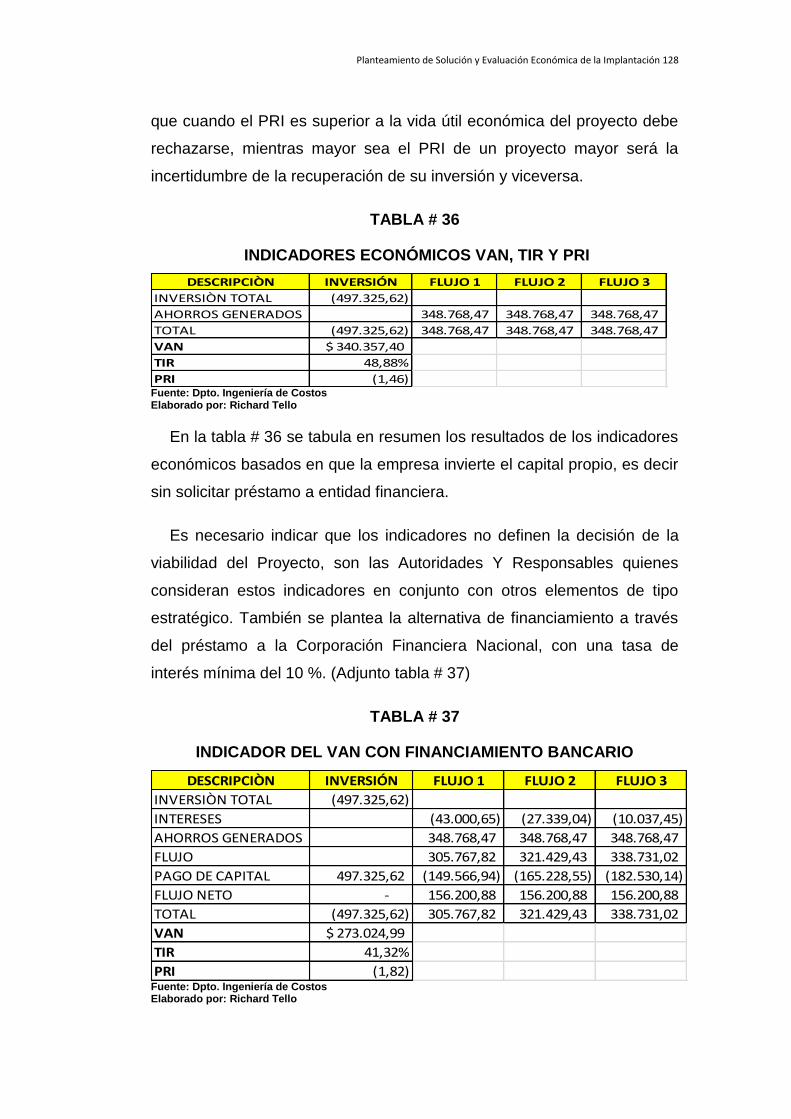
Planteamiento de Solución y Evaluación Económica de la Implantación 128
que cuando el PRI es superior a la vida útil económica del proyecto debe
rechazarse, mientras mayor sea el PRI de un proyecto mayor será la
incertidumbre de la recuperación de su inversión y viceversa.
TABLA # 36
INDICADORES ECONÓMICOS VAN, TIR Y PRI
DESCRIPCIÒN INVERSIÓN FLUJO 1 FLUJO 2 FLUJO 3
INVERSIÒN TOTAL (497.325,62)
AHORROS GENERADOS 348.768,47 348.768,47 348.768,47
TOTAL (497.325,62) 348.768,47 348.768,47 348.768,47
VAN $ 340.357,40
TIR 48,88%
PRI (1,46) Fuente: Dpto. Ingeniería de Costos Elaborado por: Richard Tello
En la tabla # 36 se tabula en resumen los resultados de los indicadores
económicos basados en que la empresa invierte el capital propio, es decir
sin solicitar préstamo a entidad financiera.
Es necesario indicar que los indicadores no definen la decisión de la
viabilidad del Proyecto, son las Autoridades Y Responsables quienes
consideran estos indicadores en conjunto con otros elementos de tipo
estratégico. También se plantea la alternativa de financiamiento a través
del préstamo a la Corporación Financiera Nacional, con una tasa de
interés mínima del 10 %. (Adjunto tabla # 37)
TABLA # 37
INDICADOR DEL VAN CON FINANCIAMIENTO BANCARIO
DESCRIPCIÒN INVERSIÓN FLUJO 1 FLUJO 2 FLUJO 3
INVERSIÒN TOTAL (497.325,62)
INTERESES (43.000,65) (27.339,04) (10.037,45)
AHORROS GENERADOS 348.768,47 348.768,47 348.768,47
FLUJO 305.767,82 321.429,43 338.731,02
PAGO DE CAPITAL 497.325,62 (149.566,94) (165.228,55) (182.530,14)
FLUJO NETO - 156.200,88 156.200,88 156.200,88
TOTAL (497.325,62) 305.767,82 321.429,43 338.731,02
VAN $ 273.024,99
TIR 41,32%
PRI (1,82) Fuente: Dpto. Ingeniería de Costos Elaborado por: Richard Tello

Planteamiento de Solución y Evaluación Económica de la Implantación 129
En la tabla # 38 se muestra la amortización para un periodo de 3 años.
TABLA # 38
TABLA DE AMORTIZACIÓN DEL PRÉSTAMO CFN
Fecha 29-abr-14 (al vencimiento)
Monto: 497.326
Tasa: 10%
Periodos: 36
No
. D
ivid
en
do
Fe
ch
a
Ca
pit
al
Inte
res
Div
ide
nd
o
Sa
ldo
1 29/05/2014 11.902,92 4.144,38 $16.047,30 485.422,70
2 28/06/2014 12.002,11 4.045,19 $16.047,30 473.420,59
3 28/07/2014 12.102,13 3.945,17 $16.047,30 461.318,46
4 27/08/2014 12.202,98 3.844,32 $16.047,30 449.115,49
5 26/09/2014 12.304,67 3.742,63 $16.047,30 436.810,82
6 26/10/2014 12.407,21 3.640,09 $16.047,30 424.403,61
7 25/11/2014 12.510,60 3.536,70 $16.047,30 411.893,01
8 25/12/2014 12.614,86 3.432,44 $16.047,30 399.278,15
9 24/01/2015 12.719,98 3.327,32 $16.047,30 386.558,17
10 23/02/2015 12.825,98 3.221,32 $16.047,30 373.732,19
11 25/03/2015 12.932,86 3.114,43 $16.047,30 360.799,32
12 24/04/2015 13.040,64 3.006,66 $16.047,30 347.758,68
13 24/05/2015 13.149,31 2.897,99 $16.047,30 334.609,37
14 23/06/2015 13.258,89 2.788,41 $16.047,30 321.350,49
15 23/07/2015 13.369,38 2.677,92 $16.047,30 307.981,11
16 22/08/2015 13.480,79 2.566,51 $16.047,30 294.500,32
17 21/09/2015 13.593,13 2.454,17 $16.047,30 280.907,19
18 21/10/2015 13.706,41 2.340,89 $16.047,30 267.200,78
19 20/11/2015 13.820,63 2.226,67 $16.047,30 253.380,16
20 20/12/2015 13.935,80 2.111,50 $16.047,30 239.444,36
21 19/01/2016 14.051,93 1.995,37 $16.047,30 225.392,43
22 18/02/2016 14.169,03 1.878,27 $16.047,30 211.223,40
23 19/03/2016 14.287,10 1.760,20 $16.047,30 196.936,30
24 18/04/2016 14.406,16 1.641,14 $16.047,30 182.530,14
25 18/05/2016 14.526,21 1.521,08 $16.047,30 168.003,92
26 17/06/2016 14.647,27 1.400,03 $16.047,30 153.356,66
27 17/07/2016 14.769,33 1.277,97 $16.047,30 138.587,33
28 16/08/2016 14.892,40 1.154,89 $16.047,30 123.694,92
29 15/09/2016 15.016,51 1.030,79 $16.047,30 108.678,42
30 15/10/2016 15.141,65 905,65 $16.047,30 93.536,77
31 14/11/2016 15.267,83 779,47 $16.047,30 78.268,95
32 14/12/2016 15.395,06 652,24 $16.047,30 62.873,89
33 13/01/2017 15.523,35 523,95 $16.047,30 47.350,54
34 12/02/2017 15.652,71 394,59 $16.047,30 31.697,83
35 14/03/2017 15.783,15 264,15 $16.047,30 15.914,68
36 13/04/2017 15.914,68 132,62 $16.047,30 0,00
Tablas de Amortizacion
Fuente: Ingeniería de costos Elaborado por: Richard Tello

Planteamiento de Solución y Evaluación Económica de la Implantación 130
3.7. Tiempo de Implementación del Proyecto
La programación del proyecto implica que a todas las actividades del
proyecto les sea impuesta una secuencia y se les asigne un tiempo de
ejecución. El tiempo de implementación se puede desarrollar sin
interrumpir el actual proceso de producción, los trabajos de obra civil, los
trabajos de ampliación de la estructura de las dos naves se desarrollarán
sin ningún contratiempo ya que es externo al área de producción.
Cuando el montaje mecánico se termine de realizar, la instalación del
transferidor de paquetes y de la atadora , entonces desde ahí se inicia el
paro de la producción por 15 días, para desconectar el actual transferidor
y atadora y reubicarlo luego en la posición de la nave # 2 y # 1
respectivamente. El tiempo que tardará la aplicación del nuevo método
será de 90 días, se adjunta diagrama de Gantt (Anexo # 14) en Project.
En resumen para cualquier método que se adopte, la programación
servirá para varios propósitos. (RENDER, 2009)
Muestra la relación de cada actividad con las otras actividades y
con el proyecto completo.
Identifica las relaciones de precedencia entre las actividades.
Promueve el establecimiento de tiempos y costos realistas para
cada actividad.
Ayuda a utilizar de mejor manera a las personas, al dinero y a
los recursos materiales al identificar los cuellos de botella
críticos.
3.8. Financiamiento del Proyecto
Para el financiamiento del proyecto la Gerencia de cada área al inicio
del año tiene asignado un desembolso para su presupuesto de capital.
Sin embargo para efecto demostrativo se elabora otra tabla # 37 y
adicionalmente una tabla # 38 de amortización, donde se indica el VAN y
los pagos de capital anual con los intereses, respectivamente.

Planteamiento de Solución y Evaluación Económica de la Implantación 131
3.9. Conclusiones
El estudio realizado en la empresa Siderúrgica ANDEC, mediante la
aplicación de los diagramas de proceso, de recorrido y análisis de tiempos
en el proceso de evacuación de paquetes hacia almacenamiento, se ha
logrado identificar los problemas existentes y al mismo tiempo ha
permitido mejorar notablemente el actual método de trabajo. Como
consecuencia de este estudio se la logrado una evaluación de la
distribución física que sirve como el antecedente para tomar decisión de
aplicar los Principio de Distribución de Plantas.
En lo que respecta a la evacuación del producto de mayor demanda en
la producción de varillas de diámetro ø 12 mm, se concluye que su actual
distancia recorrida para almacenar 37 toneladas de producto terminado
en el cargadero # 1 en el tiempo (t) es de:
ANDEC ACTUAL PROPUESTO DIFERENCIA %
DISTANCIA (m) 2.082,40 716,80 1.365,60 65,58
TIEMPO (s) 6.073,60 2.205,60 3.868,00 63,69
MÈTODO RESULTADOS
Se puede observar la eficiencia dentro de la alternativa de propuesta
por medio de la distancia recorrida del producto y en el menor tiempo
posible, es decir a menor distancia existe menor tiempo muerto en
transporte. Se ha aplicado el método de planeación sistemática de la
distribución de planta para solucionar el problema identificado en la zona
de evacuación, y se ha desarrollado la Distribución de Planta, bajo el
principio de la Mínima distancia, que ha permitido mover el producto
terminado a la distancia más corta posible.
Con el nuevo método de trabajo el costo de la mano de obra se reduce,
generando finalmente un ahorro que actualmente tiene un valor anual de
$ 348.768,47 US y se ha logrado una economía de espacio, ya que la
nave de producción # 2 queda libre para futuros trabajos de ampliación.
Planteamiento de Solución y Evaluación Económica de la Implantación 132
3.10 Recomendaciones
Se recomienda urgente la ejecución del Proyecto Optimización del
proceso de evacuación de varillas de acero en la empresa ANDEC, por
cuanto el ahorro generado anualmente es de $ 348.768,47 US. Lo que
equivale también a decir $ 1.77 US de ahorro por cada tonelada
producida de acero. La distribución tiene flexibilidad en el sentido de que
puede ser ajustada la ordenación de la maquinaria con el mínimo de
interrupciones en el proceso de producción de varillas de acero, y
consecuentemente con un costo mínimo. Además con la adaptación del
nuevo método propuesto se ha ordenado las áreas de trabajo en estudio
siguiendo la misma secuencia en que se transforma el material.
Se recomienda mantener la definición de la Distribución de planta
por producto en la empresa Siderúrgica ANDEC que maneja grandes
volúmenes de producción y variedad de productos de acero para el sector
de la construcción.
GLOSARIO DE TÉRMINOS
Atadora de paquetes.- Es el término asignado a una máquina que
realiza la operación de amarrar el paquete con alambre liso.
Camino de Rodillos.- Es el término asignado a un transportador de
rodillos que transporta el paquete hacia evacuación.
Control de Calidad.- Operación del proceso que consiste en controlar
no solo la tolerancia dimensional, geométrica, acabado superficial, y
características metalúrgicas, sino también realizar los ensayos de
doblado tracción y límites de fluencia según la norma INEN 2167.
Distribución de Planta por Producto.- Es aquella distribución donde
toda la maquinaria y equipos necesarios para la fabricación de un
determinado producto se agrupan en una misma zona, siguiendo la
secuencia de las operaciones que deben realizarse sobre el material.
Evacuación.- Es el término asignado en la última parte del proceso
para identificar el lugar donde el producto ya es embalado en forma de
paquete y transportado desde el transferidor hasta almacenamiento o
destino final.
Ensayo de doblado.- Operación de control que consiste en doblar a
180º la varilla y comprobar la ausencia de grietas en el radio exterior del
doblez, según método establecido por INEN 110.
Ensayo de tracción.- Operación de control que se toma como probeta
el mismo diámetro de la varilla, según método establecido por INEN 109.

Glosario de Términos 134
Manto.- Es la carga de varillas en número que varía según diámetro y
se disponen sobre el transferidor de cadenas para ser contadas.
Materia prima.- Se entiende por materia prima para el proceso de
laminación en cliente la palanquilla de sección cuadrada.
Laminación en caliente.- Es el proceso mediante el cual el acero a la
temperatura de aproximadamente 1250 ºC sufre una deformación
plástica a través de dos rodillos que giran en sentidos opuestos
entregando una barra ensanchada, alargada y reducida en sección.
Layout.- Término en inglés que traducido hace referencia a la
distribución, disposición o diseño que tiene lugar en una planta industrial.
Paquete.- Es el producto de varillas de acero embalado en longitudes
de 6, 9, y 12 m y cuyo peso es aproximadamente entre 2300 y 2400 Kg.
Palanquilla o lingote.- Es una barra de acero de sección cuadrada de
130X130 mm y cuya composición química varía de acuerdo al tipo d
acero que se esté laminando.
Placa de enfriamiento.- En la tercera parte del proceso de obtención
de la varilla y su función es enfriar la varilla y prepararla para el corte.
Slitting.- Es una operación que tiene lugar en el tren terminador y
consiste en dividir la varilla es dos o más ramificaciones el acero.
Scrap.- Es toda impureza acumulada de material a la entrada de los
rodillos laminadores.
Systematic Layout Planning.- Planificación sistemática de plantas
industriales

Glosario de Términos 135
Stand.- Es la caja de laminación compuesta por dos rodillos cuya
disposición puede ser horizontal o vertical.
Tren de laminación.- Es el conjunto de cajas de laminación con
rodillos en disposición horizontal o vertical, que están agrupadas según la
operación de transformación del acero en tren de desbaste, tren
intermedio y tren terminador.
Transferidor de paquetes.- Máquina transferidora del tipo de cadena
que transfiere el paquete hacia la cuna de paquetes.

ANEXOS

Anexo 137
ANEXO # 1 A
CALIBRACIÓN TREN DE DESBASTE
Fuente: Archivos Dpto. Producción Elaborado por: Richard Tello
Velo
cida
d (m
/sg)
7,1
7,1
7,1
7,1
7,1
1110
,17,
17,
110
,3
Prod
ucci
òn (t
/h)
34,6
34,6
34,6
34,6
34,6
3640
4540
42
Prod
ucto
(mm
)5,
5L6,
5L10
L6,
35-1
212
RC8C
10C
12C
12L
14C
TREN
CAJA
SM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uz
1 H
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
2 V
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
3 H
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
4 H
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
5 H
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
62,3
X56,
5/12
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
Velo
cida
d (m
/sg)
7,9
6,3
5,1
4,2
3,25
3,25
2,6
2,6
33
Prod
ucci
òn (t
/h)
4340
4040
4040
4040
4540
Prod
ucto
(mm
)16
C18
C20
C22
C25
C25
L28
C28
L32
C32
L
TREN
CAJA
SM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uz
1 H
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
80X1
54/1
0 80
X154
/10
2 V
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
82X1
07/1
082
X107
/10
3 H
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
54X1
15/9
4 H
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
39X1
21/7
,539
X121
/7,5
5 H
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
63X5
7/13
D E S B A S T E D E S B A S T E
TABL
A D
E CA
LIBR
ACI
ÒN
PA
RA L
AM
INA
CIÒ
N E
N C
ALI
ENTE
DE
VA
RILL
AS
CA
LIB
RA
CIÒ
N T
RE
N D
E D
ES
BA
ST
E

Anexo 138
ANEXO # 1B
CALIBRACIÓN TREN INTERMEDIO
Fuente: Archivo Dpto. Producción Elaborado por: Richard Tello
Velo
cida
d (m
/sg)
7,1
7,1
7,1
7,1
7,1
1110
,17,
17,
110
,3Pr
oduc
cion
(t/h
)34
,634
,634
,634
,634
,636
4045
4042
Prod
ucto
(mm
)5,
5L6,
5L10
L6,
35-1
212
RC8C
10C
12C
12L
14C
TREN
CAJA
SM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uz
6H29
X77/
829
X77/
829
X77/
829
X77/
829
X77/
829
X77/
829
X77/
829
X77/
830
X70/
929
X77/
8
7H44
X44/
1044
X44/
1044
X44/
1044
X44/
1044
X44/
1043
X44/
1044
X44/
1044
X44/
1045
X46,
2/9
44X4
4,5/
10,2
8H22
X57,
4/6
21,5
X59/
5,8
21,5
X59/
5,8
21,5
X59/
5,8
21,5
X59/
5,8
24X5
9/5,
824
X59/
5,8
24X5
9/5,
824
X59/
5,8
24X5
9/5,
8
9 V
32X3
2/5,
832
X32/
5,8
32X3
2/5,
832
X32/
5,8
32X3
2/5,
832
X32/
5,8
32X3
2/5,
832
X32/
5,8
30X3
0/4
32X3
2/5,
8
10H
19X3
9/4,
318
,8X4
0/4,
419
X39/
4,5
19X3
9/4,
518
,5X3
9/4,
318
,5X3
9/4,
318
,5X3
9/4,
318
,5X3
9/4,
320
,8X3
4,6/
4,4
18,5
X39,
2/4,
4
11 V
24,2
X24,
2/4,
324
,3X2
4,3/
3,8
24,5
X24,
5/4,
524
,5X2
4,5/
4,5
24X2
4/4,
224
,5X2
5/4,
324
,4X2
4,5/
4,4
24,4
X24,
4/4,
420
,8X3
1,8/
4,8
24,2
X24/
4,4
Velo
cida
d (m
/sg)
7,9
6,3
5,1
4,2
3,25
3,25
2,6
2,6
33
Prod
ucci
on (t
/h)
4340
4040
4040
4040
4540
Prod
ucto
(mm
)16
C18
C20
C22
C25
C25
L28
C28
L32
C32
L
TREN
CAJA
SM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uzM
edid
as/L
uz
6H29
X77/
829
X77/
829
,5X7
7/8,
529
,5X7
7/8,
530
,5X7
6/9
30,5
X76/
931
,5X7
3/9
31,5
X73/
936
X70/
1036
X70/
10
7H44
X44,
5/10
,244
X44,
5/10
,244
X44,
5/10
,245
X45/
10,2
45,5
X45/
10,5
45,5
X45/
10,5
46,4
X45/
11,3
46,4
X45/
11,3
48X4
5/12
48X4
5/12
8H24
X59/
5,8
24X5
9/6
24X5
9/6
24X5
9/6,
225
,5X5
7/6,
225
,5X5
7/6,
227
X55/
6,6
27X5
5/6,
632
,5X4
9/8
32,5
X49/
8
9 V
32X3
2/5,
832
,5X3
2,5/
632
,5X3
2,5/
632
,5X3
2,5/
633
,8X3
3/6
33,8
X33/
6,5
36X3
6/8,
534
X34/
941
X39/
10,7
41X3
9/10
,7
10H
18,5
X40/
4,6
19,9
X38,
3/5,
219
,9X3
8,3/
5,6
21,3
X39/
6,5
11 V
24,2
X24,
4/4,
425
,5X2
5,2/
5,1
25,5
X25,
5/5,
526
,5X2
6,5/
6,5
CA
LIB
RA
CIÒ
N T
RE
N IN
TE
RM
ED
IO
TABL
A D
E CA
LIBR
ACI
ÒN
PA
RA L
AM
INA
CIÒ
N E
N C
ALI
ENTE
DE
VA
RILL
AS
I N T E R M E D I O I N T E R M E D I O

Anexo 139
ANEXO 1C
CALIBRACIÓN TREN TERMINADOR
Fuente: Archivo Dpto. Producción Elaborado por: Richard Tello
V (
m/s
g)7
,17
,17
,17
,17
,11
11
0,1
10
,11
0,1
10
,3
Pro
du
ccio
n (
t/h
)3
4,6
34
,63
4,6
34
,63
4,6
36
40
45
40
42
Pro
du
cto
(m
m)
5,5
L6
,5L
10
L6
,35
-12
12
RC
8C
10
C1
2C
12
L1
4C
TREN
CA
JAS
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
12
H1
4,5
X3
,4/4
CA
NA
LO
N
13
V1
9,2
X1
9,2
/4C
AN
AL
ON
14
H1
0,6
X2
5/2
14
,7X
31
,2/3
,41
4,7
X3
0,7
/3,6
14
,5X
34
/41
4,2
X3
0/3
,21
1,8
X3
5/1
1,8
15
,5X
30
,5/4
,9
15
V1
5,6
X1
5,7
/2,2
19
,4X
20
/4,1
20
X1
9,7
/4,3
19
,2X
19
,2/2
19
,2X
19
,6/3
,83
3,8
X1
2/6
19
,5X
20
/2,2
16
H1
0,3
X1
9/1
,51
0,8
X2
6,5
/2,5
10
,8X
27
/2,1
10
,6X
25
/2,4
10
,2X
27
/1,4
11
,2X
38
/0,7
13
X2
3,8
/13
14
,5X
29
/14
,51
9,5
X3
4,7
/31
4X
31
,4/2
,5
17
V1
3,7
/2,7
16
,2X
16
,3/2
,61
5,7
X1
5,7
/2,3
15
,6X
15
,7/2
,21
4,9
X1
4,9
/21
1,8
X3
9/0
,71
3,8
X2
0,2
/4,1
16
,6X
25
/41
7,6
X3
7,9
/1,5
19
,5X
19
/3,1
18
H6
,3X
16
,5/0
,71
2,5
X2
4,1
/1,8
14
,9X
29
/2,1
10
,6X
48
,4/2
12
,5X
25
,8/2
,5
19
H9
,5X
9,5
/0,6
11
,4X
25
,8/0
,951
4,2
X3
3/0
,51
5X
30
/1,0
16
,2X
16
/1,2
20
H5
,2X
14
/0,7
7,2
X1
7,4
/1,4
8,5
X1
9/1
,88
,3X
21
,8/1
,89
,5X
22
,3/2
21
H7
,2/1
,15
9,3
/1,4
11
,2/0
,71
2/0
,61
3,1
/1,9
V (
m/s
g)7
,96
,35
,14
,23
,25
3,2
52
,62
,63
3
Pro
du
cciò
n (
t/h
)4
34
04
04
04
04
04
04
04
54
0
Pro
du
cto
(m
m)
16
C1
8C
20
C2
2C
25
C2
5L
28
C2
8L
32
C3
2L
TREN
CA
JAS
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
Med
ida
s/Lu
zM
edid
as/
Luz
12
H-1
5V
CA
NA
LO
N
16
H1
6X
29
,3/2
,91
8X
30
,5/5
,51
7X
31
/3,3
19
,4X
31
,5/5
,22
1,5
X4
0,5
/4,5
20
,4X
39
,5/6
24
X4
5/5
,62
4,5
X3
8,2
/3,5
30
X4
6,5
/52
8,5
X4
4/5
17
V1
9,2
X1
9,5
/2,2
21
,9X
21
,7/5
,31
9,1
/2,7
21
,2/2
,62
3,4
/3,5
25
/2,7
26
,8/4
,12
8/4
,03
0,5
/5,3
32
X3
2/5
18
H1
1,5
X2
4/1
,85
15
X2
5,8
/5,8
CA
NA
LO
N
19
H1
5,3
/2,1
17
,1/2
,3C
AN
AL
ON
20
H-2
1H
CA
NA
LO
N
CA
LIB
RA
CIÒ
N T
RE
N T
EM
INA
DO
R
TAB
LA D
E CA
LIB
RA
CIÒ
N P
AR
A L
AM
INA
CIÒ
N E
N C
ALI
ENTE
DE
VA
RIL
LAS
T E R M I N A D O R
T E R M I N A D
O R

Anexo 140
ANEXO # 2
VARILLA SOLDABLE DE ACERO AL CARBONO
ANDEC
Norma: INEN 2167
Diametro
nominalÀrea (cm2) Perìmetro (cm) Masa (Kg/m) 6 m 9 m 12 m
8 0,5027 2,5133 0,395 2,37 3,55 4,74
10 0,7854 3,1416 0,617 3,702 5,553 7,404
12 1,131 3,7699 0,888 5,328 7,992 10,656
14 1,5394 4,3982 1,208 7,248 10,872 14,496
16 2,0106 5,0266 1,578 9,468 14,202 18,936
18 2,5447 5,6549 1,998 11,988 17,982 23,976
20 3,1416 6,3832 2,466 14,796 22,194 29,592
22 3,8013 6,9115 2,984 17,904 26,856 35,808
25 4,9088 7,854 3,853 23,118 34,677 46,236
28 6,1575 8,7965 4,834 29,004 43,506 58,008
32 8,0425 10,0531 6,313 37,878 56,817 75,756
36 10,1788 11,3098 7,99 47,94 71,91 95,88
40 12,5664 12,5664 9,865 59,19 88,785 118,38
Masa (Kg)Fluencia: fy 4200 Kg/cm2
Fuente: Dpto. Control de Calidad Elaborado por: Richard Tello
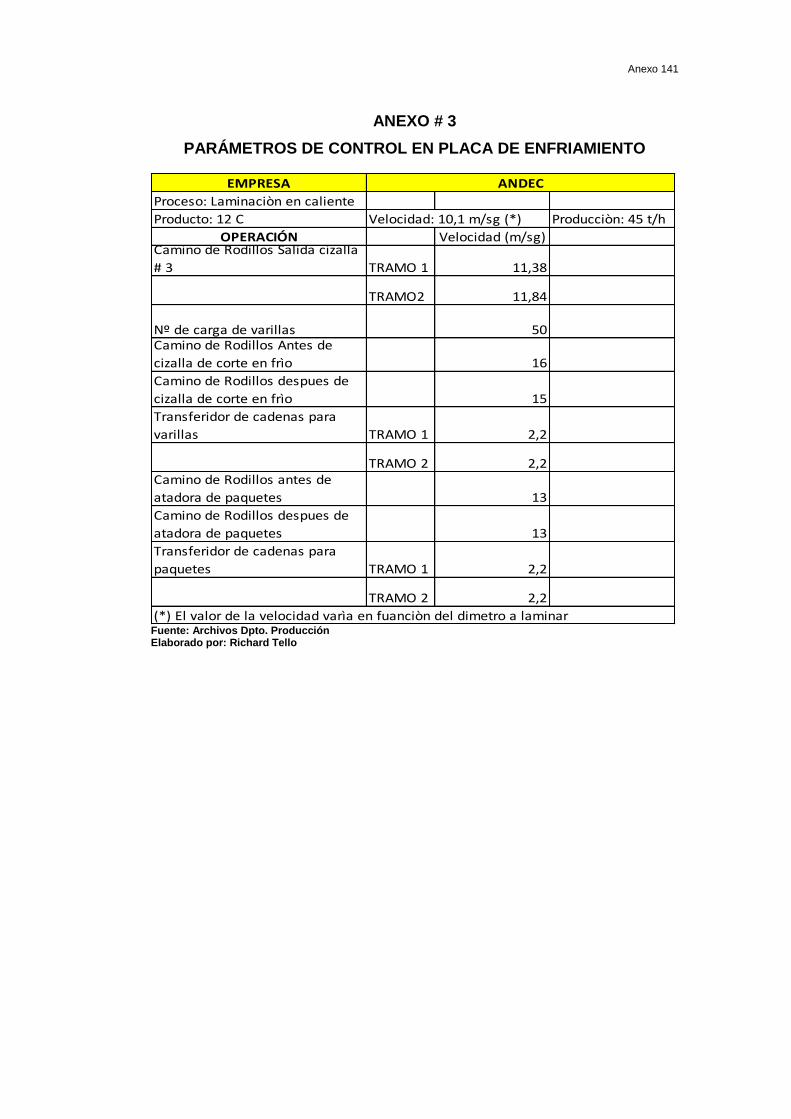
Anexo 141
ANEXO # 3
PARÁMETROS DE CONTROL EN PLACA DE ENFRIAMIENTO
EMPRESA
Proceso: Laminaciòn en caliente
Producto: 12 C Velocidad: 10,1 m/sg (*) Producciòn: 45 t/h
OPERACIÓN Velocidad (m/sg)Camino de Rodillos Salida cizalla
# 3 TRAMO 1 11,38
TRAMO2 11,84
Nº de carga de varillas 50Camino de Rodillos Antes de
cizalla de corte en frìo 16
Camino de Rodillos despues de
cizalla de corte en frìo 15
Transferidor de cadenas para
varillas TRAMO 1 2,2
TRAMO 2 2,2Camino de Rodillos antes de
atadora de paquetes 13
Camino de Rodillos despues de
atadora de paquetes 13
Transferidor de cadenas para
paquetes TRAMO 1 2,2
TRAMO 2 2,2
(*) El valor de la velocidad varìa en fuanciòn del dimetro a laminar
ANDEC
Fuente: Archivos Dpto. Producción Elaborado por: Richard Tello
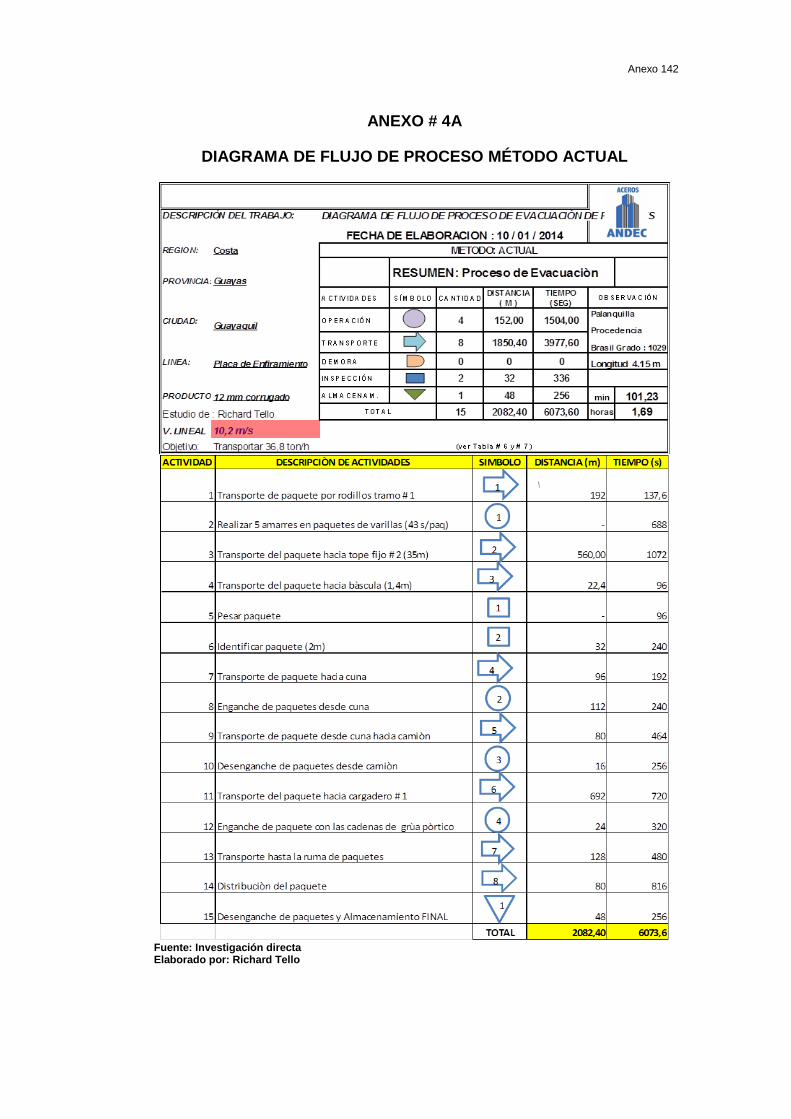
Anexo 142
ANEXO # 4A
DIAGRAMA DE FLUJO DE PROCESO MÉTODO ACTUAL
Fuente: Investigación directa Elaborado por: Richard Tello
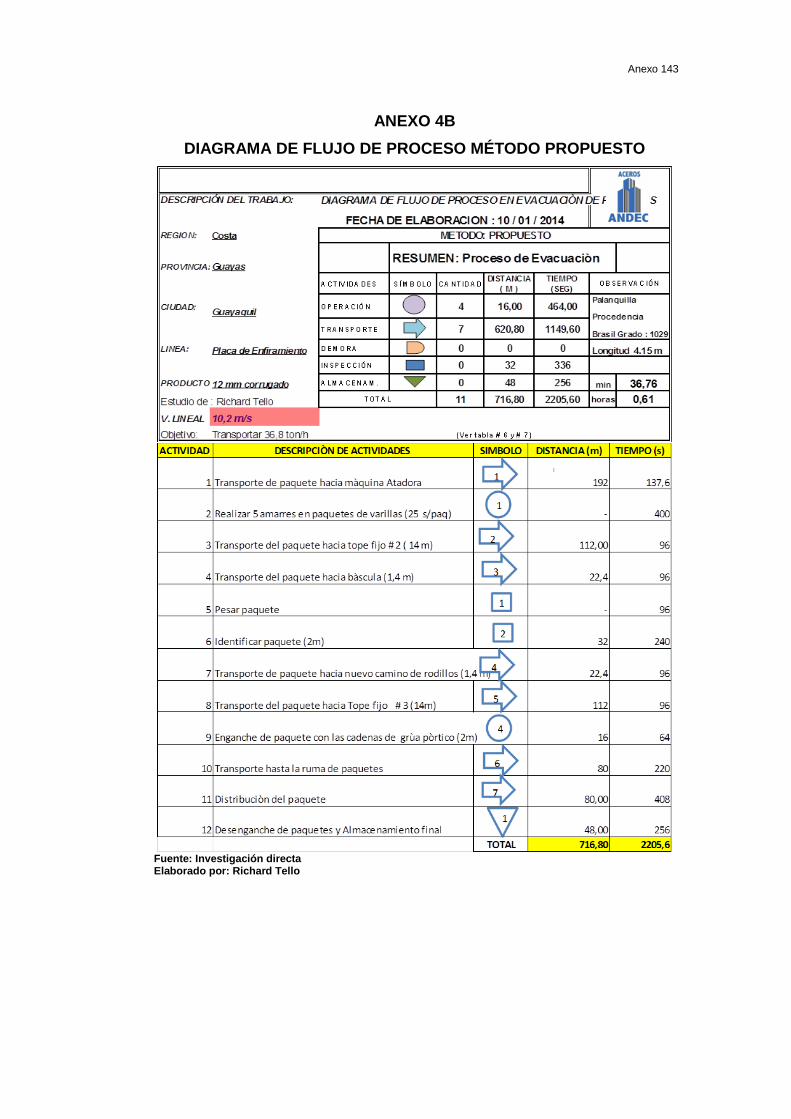
Anexo 143
ANEXO 4B
DIAGRAMA DE FLUJO DE PROCESO MÉTODO PROPUESTO
Fuente: Investigación directa Elaborado por: Richard Tello

Anexo 144
ANEXO # 4C
DIAGRAMA DE FLUJO DE OPERACIONES

Anexo 145
ANEXO # 5
DISTANCIAS DESDE TRANSFERIDOR DE PAQUETES HACIA
CARGADEROS
ANDEC
AREA: ALMACENAMIENTO
CARGADERO # 1 2 3 4 5 6
PRODUCTO D (m) D (m) D (m) D (m) D (m) D (m)
8 668 584 524 231 329 377
10 692 596 536 242 389
12C 692 584 524 254 317
12L
14 692 596 254 341 377
16 668 608 524 242 377
18 680 341 389
18L
20 596
22 608 329
25 608 341
25L
28 608 341
28L 329
32 608 536 317
32L 329
11 72Distancia = D Metros = m
DISTANCIAS DESDE TRANSFERIDOR DE PAQUETES HASTA CARGADERO
TRANSPORTE DE PRODUCTO TERMINADO
ACERIAS NACIONALES DEL ECUADOR
DESDE
TRANSFERIDOR
DE PAQUETES
HASTA
CARGADEROS
Fuente: Dpto. Producción Elaborado por: Richard Tello
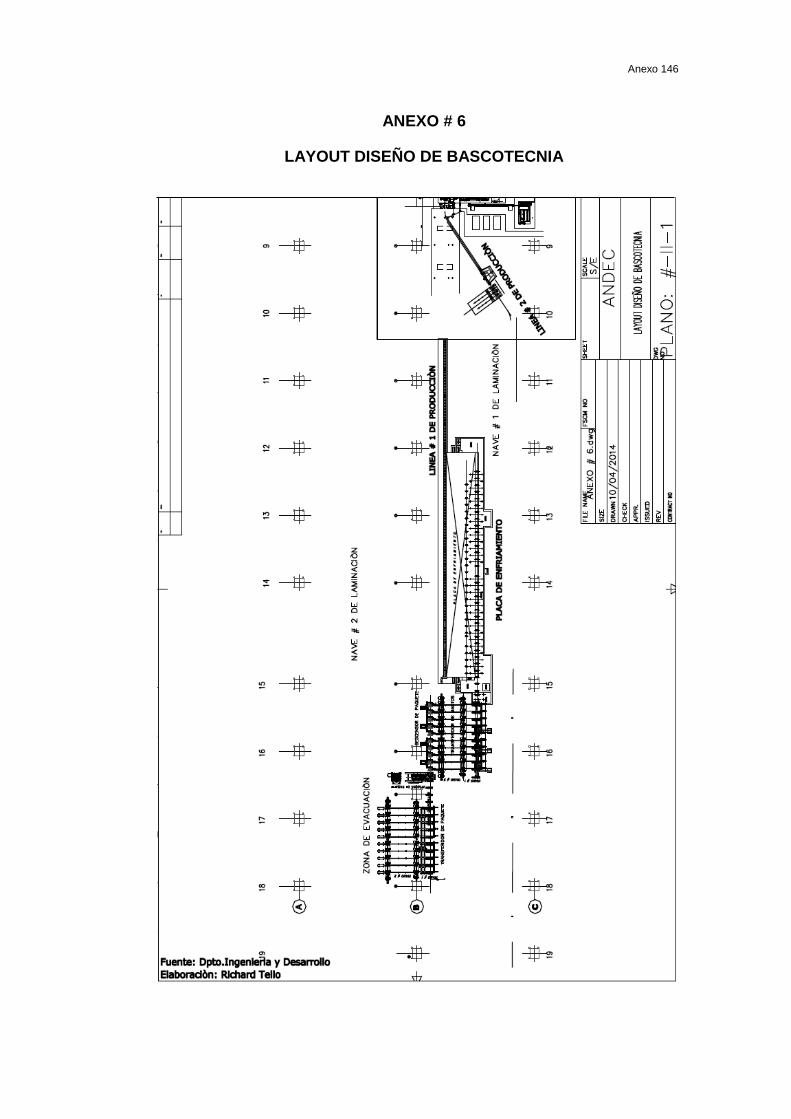
Anexo 146
ANEXO # 6
LAYOUT DISEÑO DE BASCOTECNIA
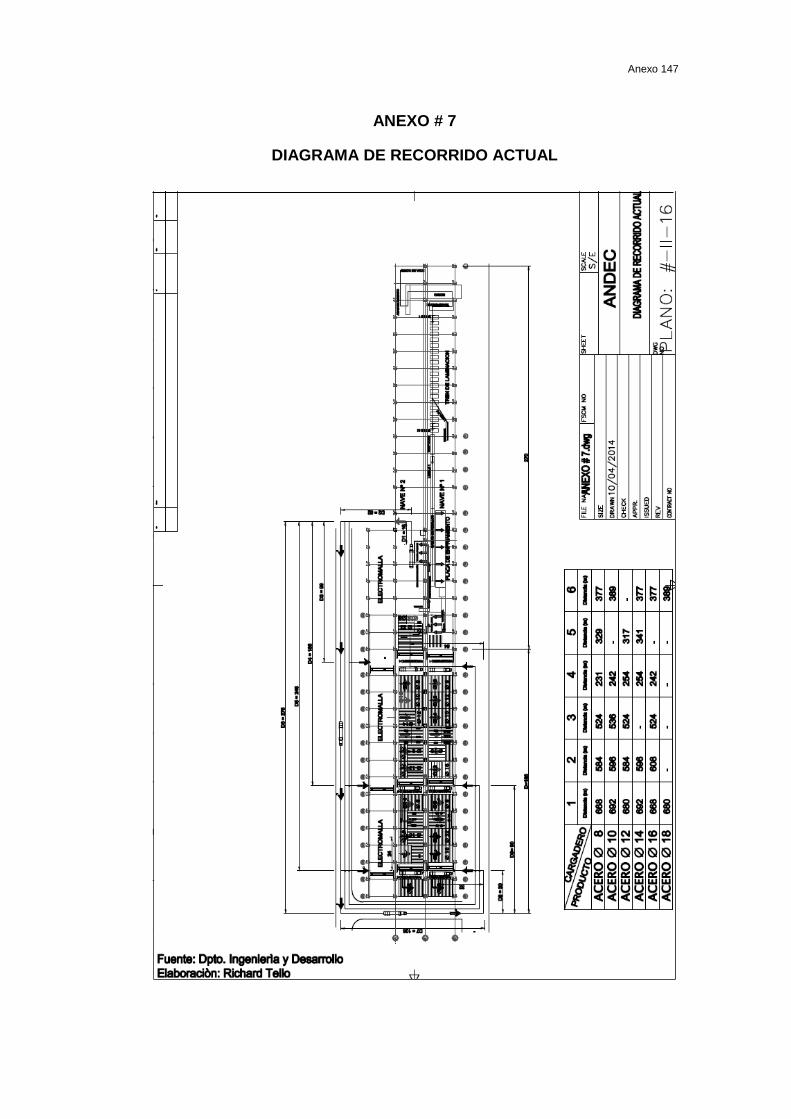
Anexo 147
ANEXO # 7
DIAGRAMA DE RECORRIDO ACTUAL
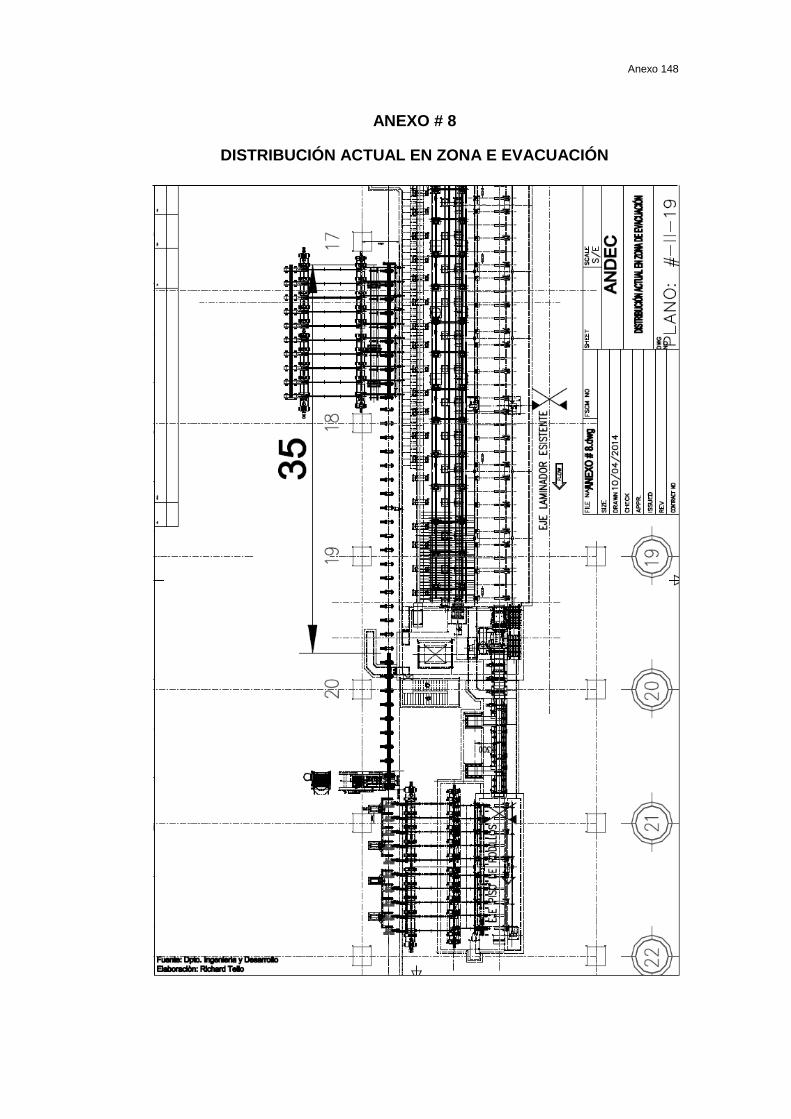
Anexo 148
ANEXO # 8
DISTRIBUCIÓN ACTUAL EN ZONA E EVACUACIÓN

Anexo 149
ANEXO # 9
PLANIMÈTRICO ZONA DE EVACUACIÓN
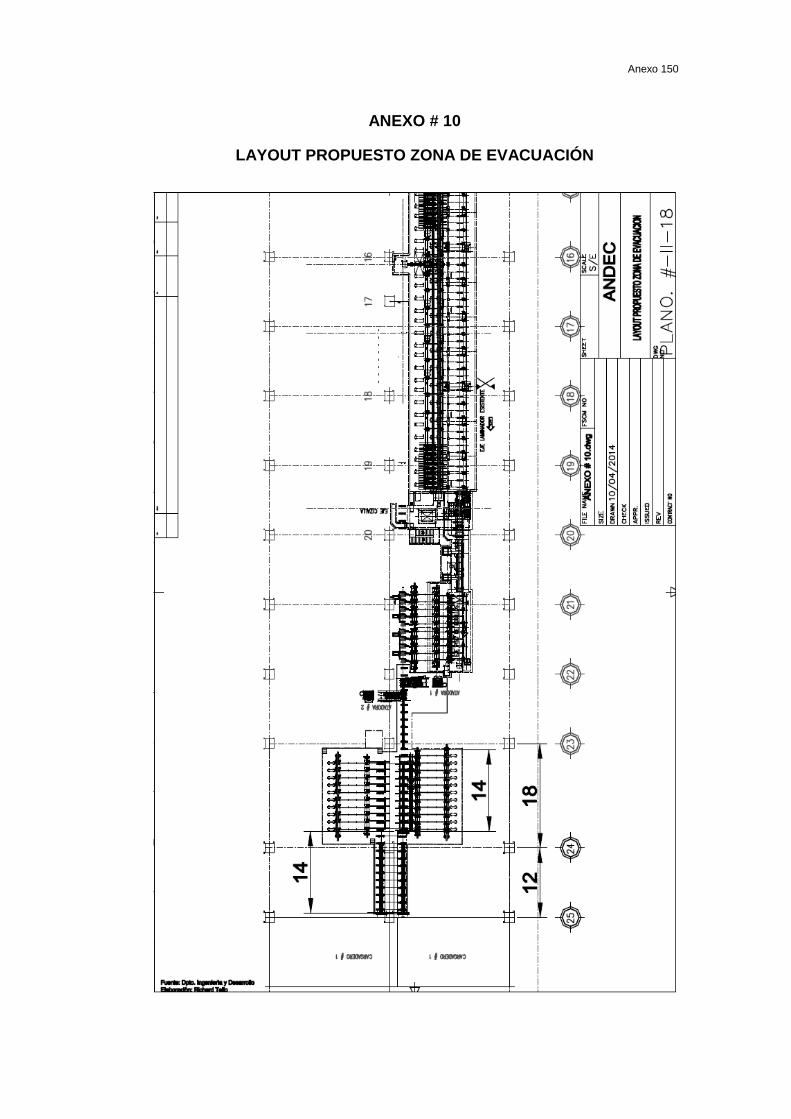
Anexo 150
ANEXO # 10
LAYOUT PROPUESTO ZONA DE EVACUACIÓN

Anexo 151
ANEXO # 11
DETALLE DE DADO Y PLINTO DE NAVE # 1 Y # 2

Anexo 152
ANEXO # 12
AMPLIACIÓN DE NAVE # 1 Y # 2
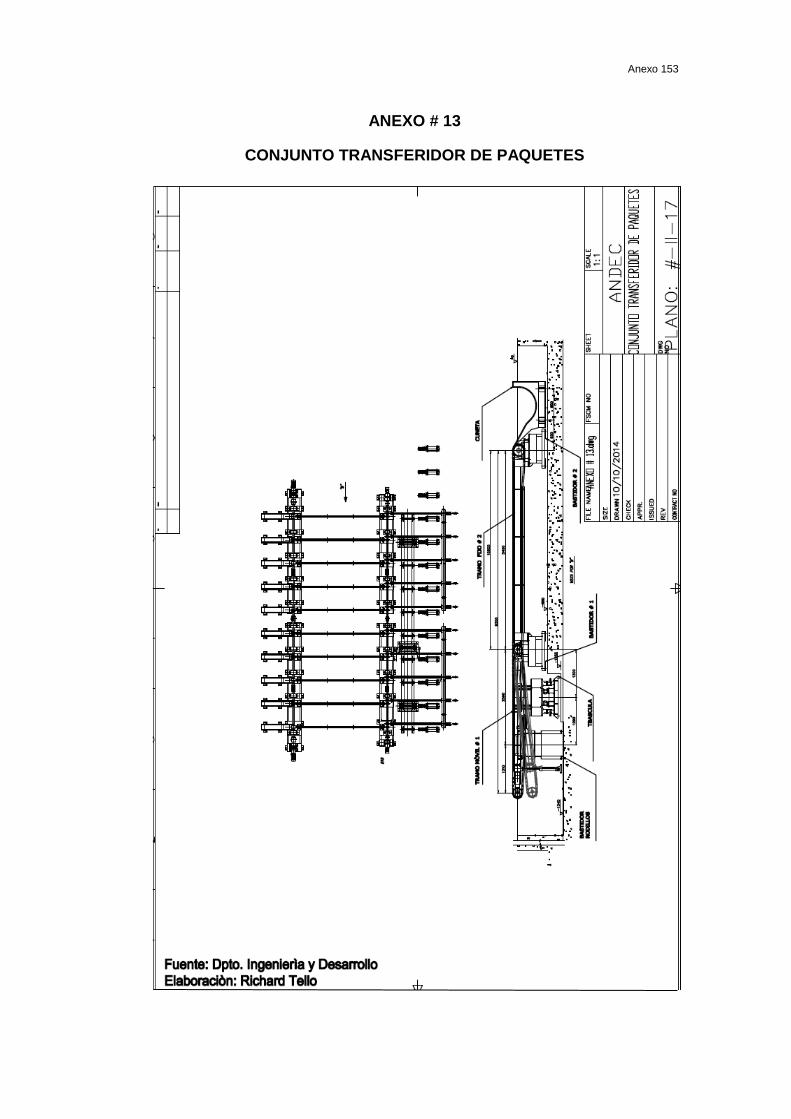
Anexo 153
ANEXO # 13
CONJUNTO TRANSFERIDOR DE PAQUETES

Anexo 154
ANEXO # 14
DIAGRAMA DE GANTT PARA LA IMPLEMENTACIÓN DEL PROYECTO

Anexo 155
ANEXO # 15
BASTIDOR DE RODILLOS TRAMO # 1

Anexo 156
ANEXO # 16
SOPORTE DE MOTO REDUCTOR

Anexo 157
ANEXO # 17
BASTIDOR DE RODILLOS TRAMO # 2

Anexo 158
ANEXO # 18
CONJUNTO PLACA TOPE DE PAQUETES

Anexo 159
ANEXO # 19
PLACA TOPE DE PAQUETES
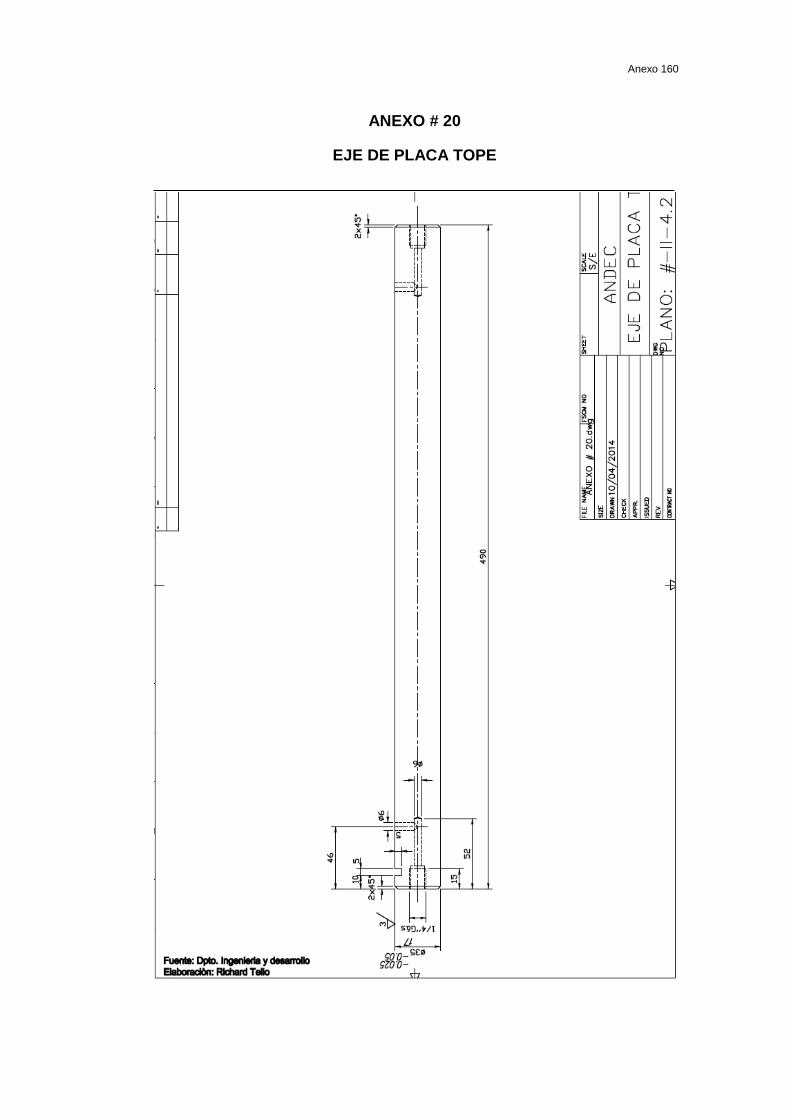
Anexo 160
ANEXO # 20
EJE DE PLACA TOPE
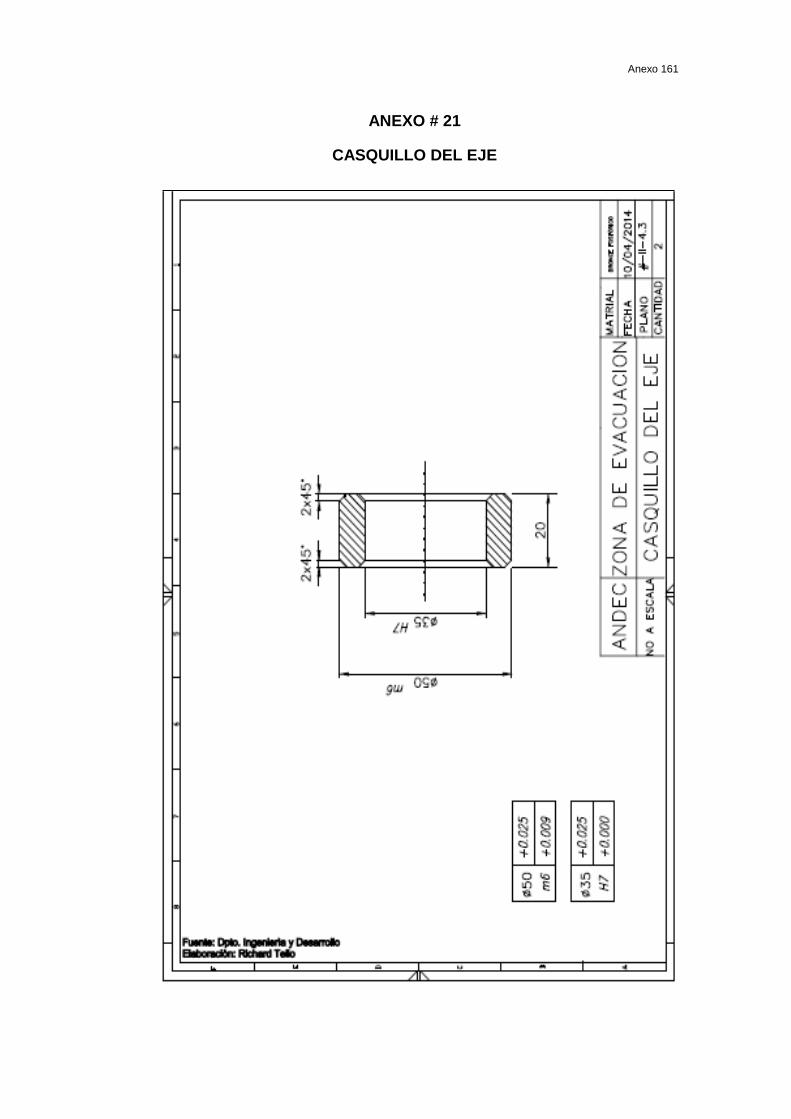
Anexo 161
ANEXO # 21
CASQUILLO DEL EJE
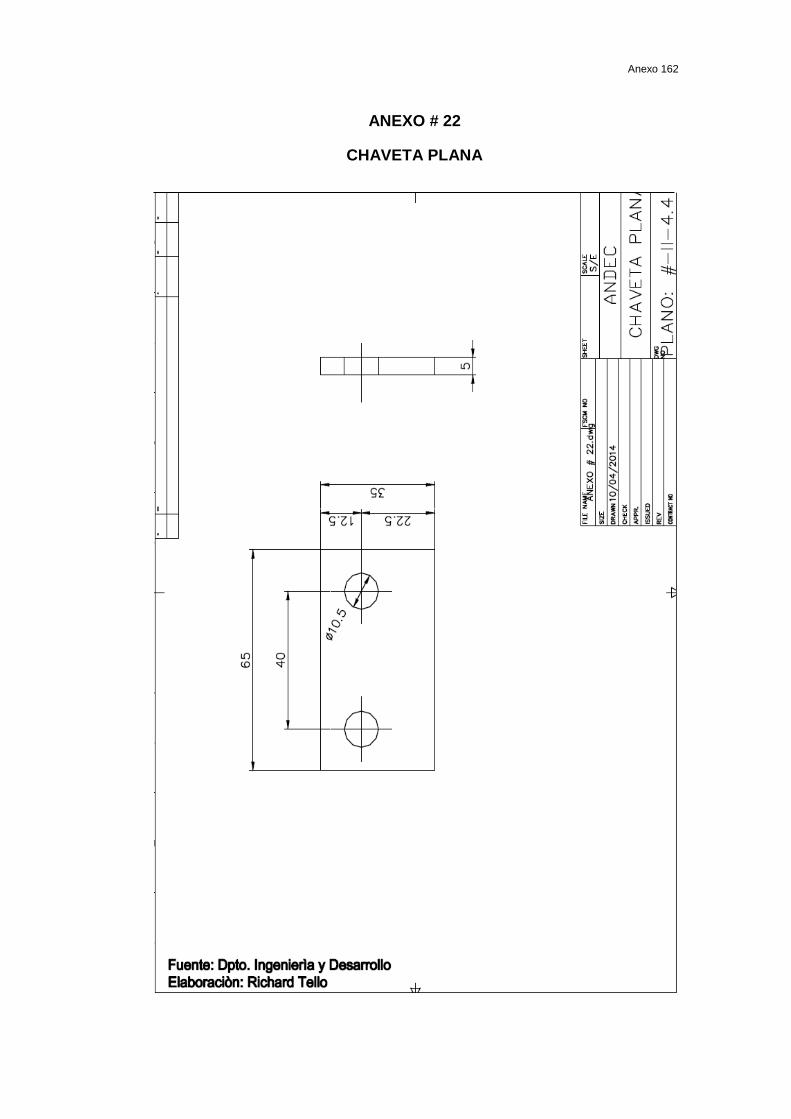
Anexo 162
ANEXO # 22
CHAVETA PLANA
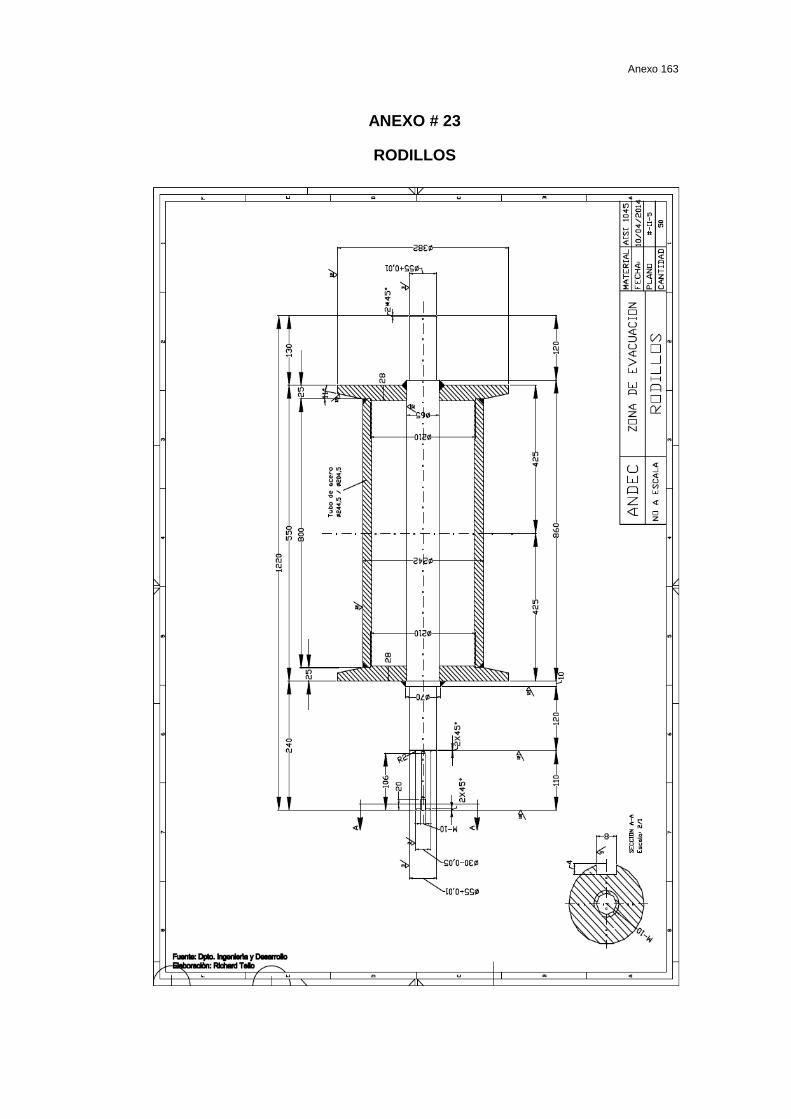
Anexo 163
ANEXO # 23
RODILLOS

Anexo 164
ANEXO # 24
BASTIDOR DE TRANSFERIDOR TRAMO MÓVIL # 1

Anexo 165
ANEXO # 25
BASTIDOR DE TRANSFERIDOR TRAMO FIJO # 2

Anexo 166
ANEXO # 26
RIEL Y VIGA DE RODAJE DE CADENA TRAMO # 1
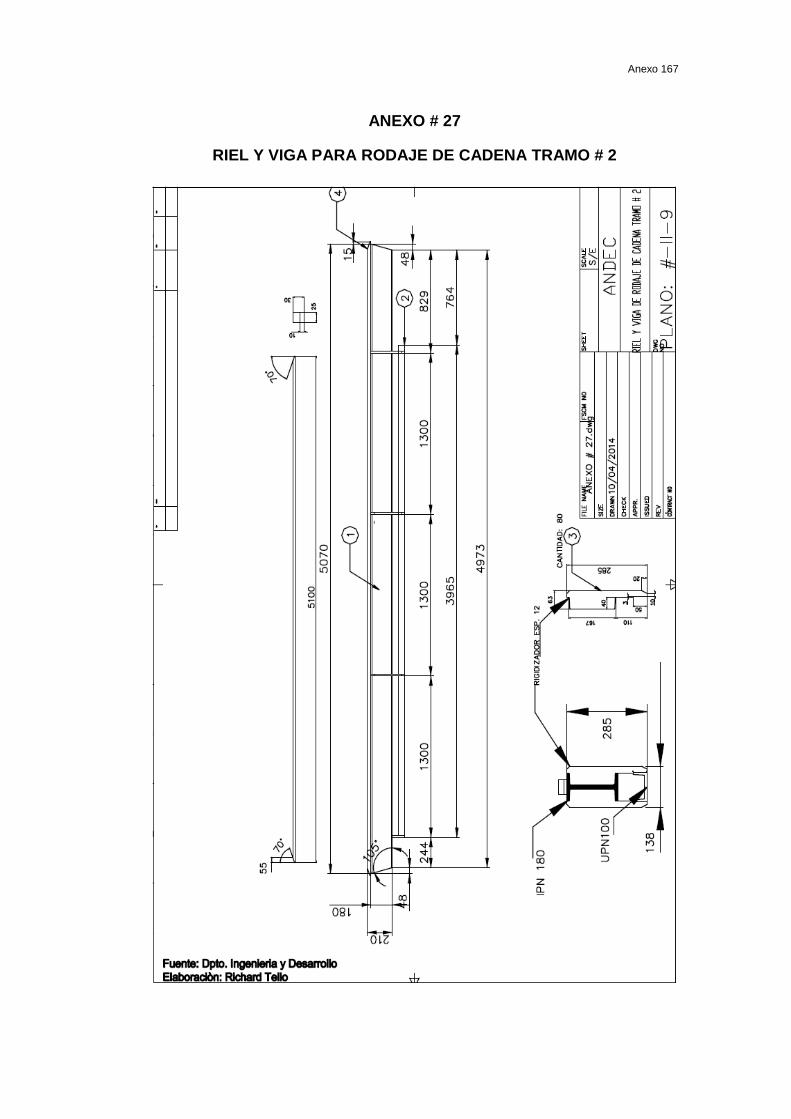
Anexo 167
ANEXO # 27
RIEL Y VIGA PARA RODAJE DE CADENA TRAMO # 2
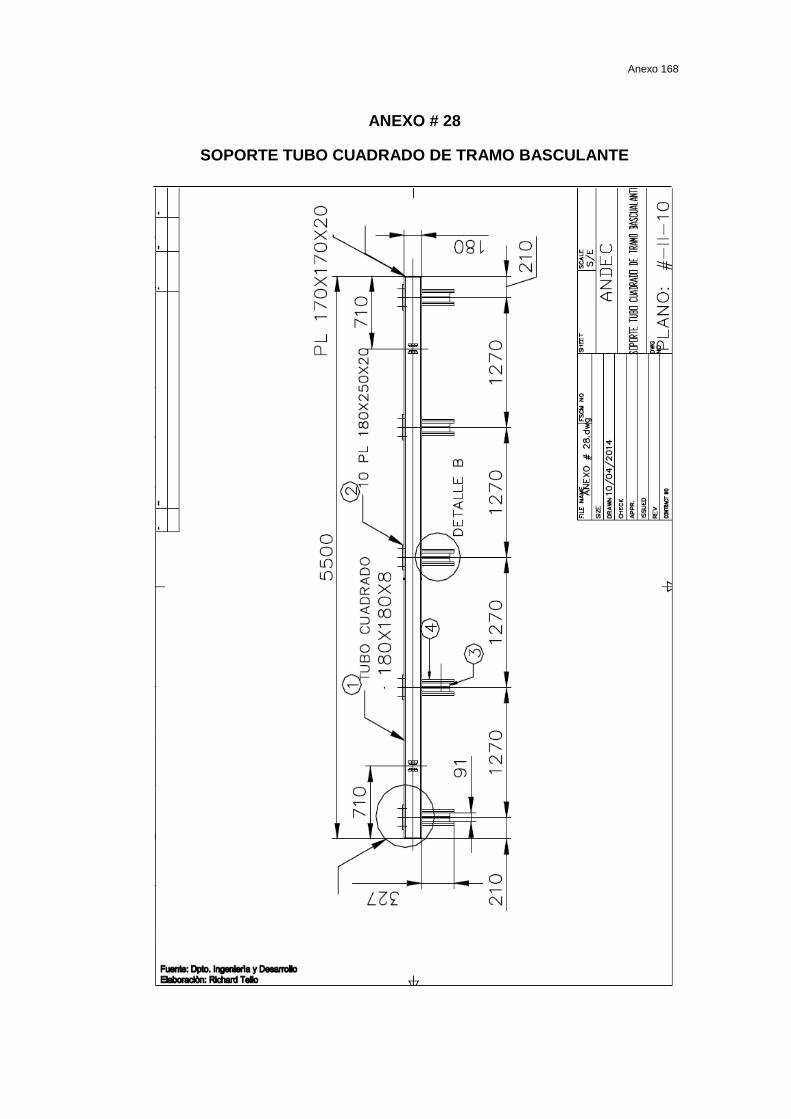
Anexo 168
ANEXO # 28
SOPORTE TUBO CUADRADO DE TRAMO BASCULANTE

Anexo 169
ANEXO # 29
DETALLE DE TUBO CUADRADO

Anexo 170
ANEXO # 30
TEMPLADOR DE CADENA

Anexo 171
ANEXO # 31
SOPORTE VIGA DE RODAJE PARA CADENA

Anexo 172
ANEXO # 32
CONJUNTO DE BÁSCULA

Anexo 173
ANEXO # 33
BASTIDOR DE BÁSCULA
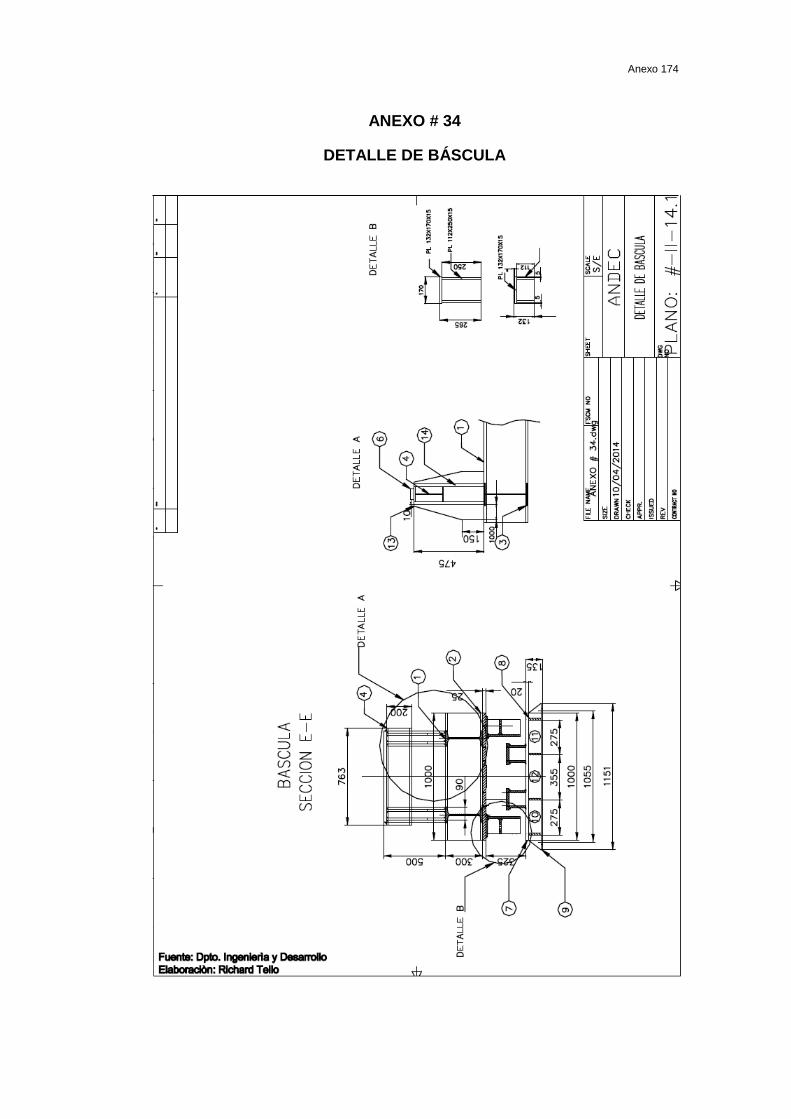
Anexo 174
ANEXO # 34
DETALLE DE BÁSCULA
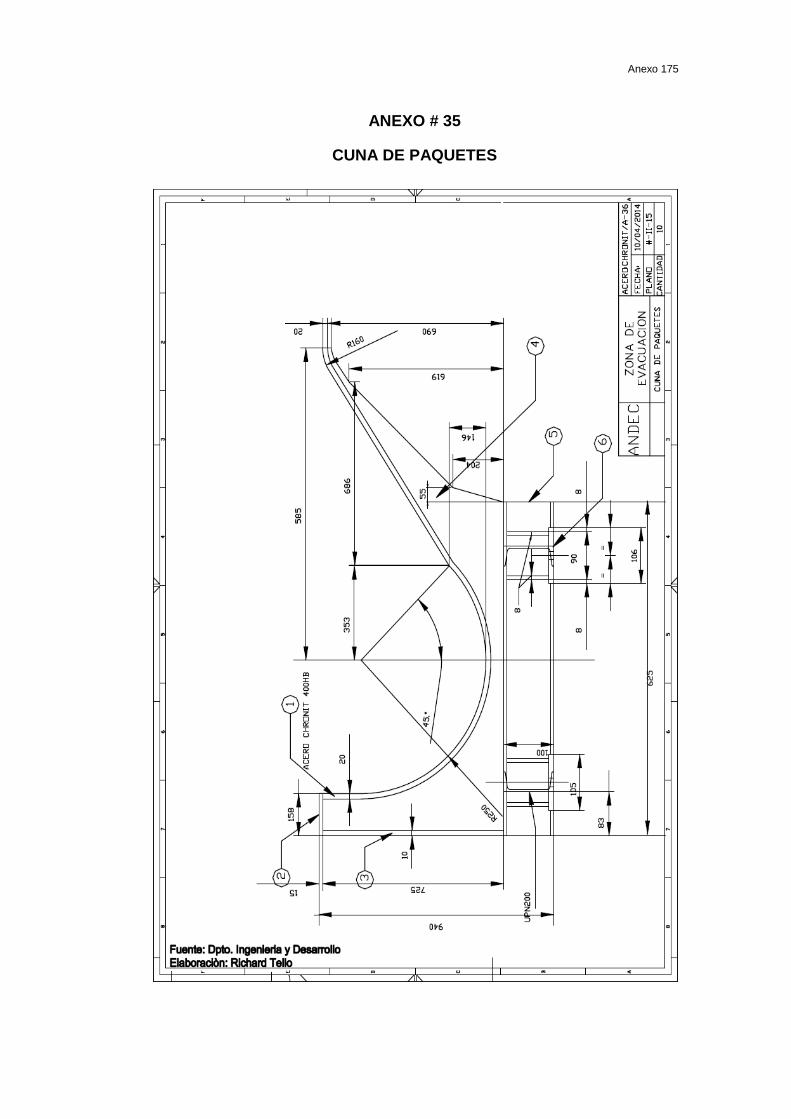
Anexo 175
ANEXO # 35
CUNA DE PAQUETES

Anexo 176
ANEXO # 36
DETALLE DE CUNA DE PAQUETES

Anexo 177
ANEXO # 37
LISTADO DE MATERIAL BASTIDOR DE RODILLOS TRAMO # 1
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: BASTIDOR DE RODILLOS TRAMO # 1 #-II-3
CANTIDAD 2
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 UPN 200X5520 E.N.10025S275JR 139,65 279,3
2 5 UPN 200X610 E.N.10025S275JR 15,43 77,15
3 6 UPN 200X550 E.N.10025S275JR 13,91 83,46
4 10 PLACA 125X240X20 ASTM A-36 4,71 47,1
5 20 UPN 160X170 E.N.10025S275JR 3,19 63,8
6 20 PLACA 138X55X12 ASTM A-36 7,15 143
7 10 UPN 160X370 E.N.10025S275JR 6,95 69,5
8 10 PLACA 90X320X20 ASTM A-36 4,52 45,2
9 5 PLACA138X150X20 ASTM A-36 3,25 16,25
824,76
1649,52 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello
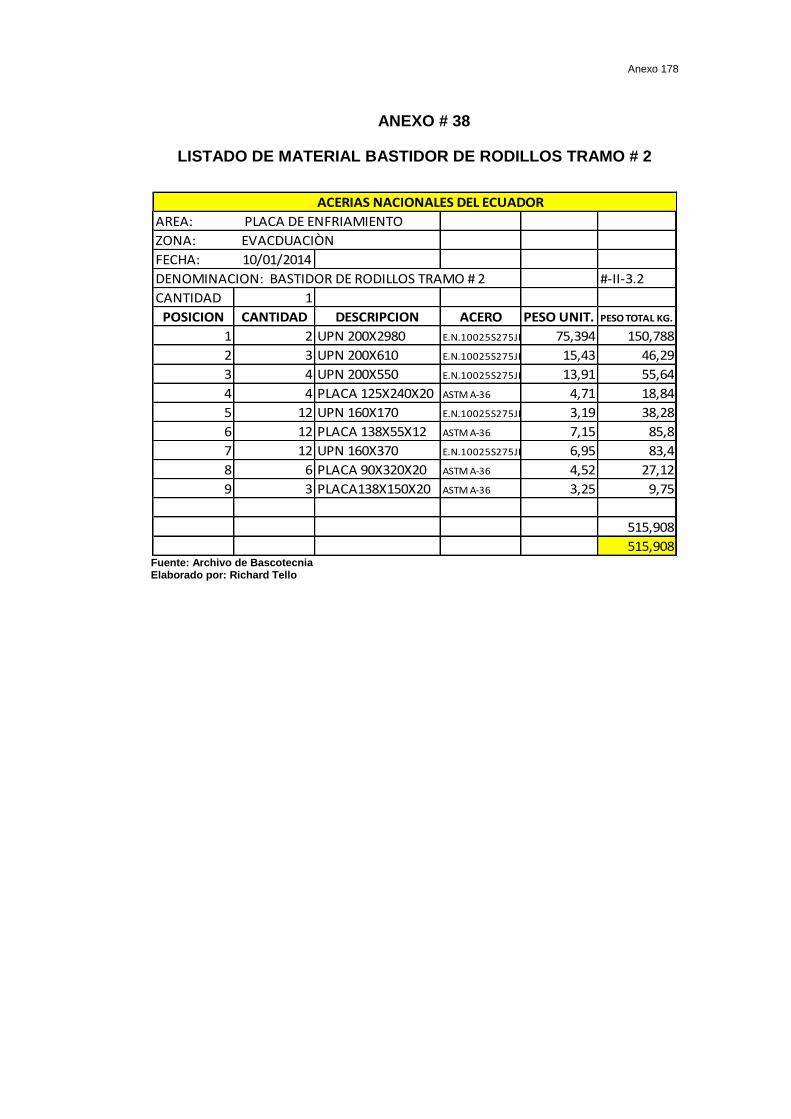
Anexo 178
ANEXO # 38
LISTADO DE MATERIAL BASTIDOR DE RODILLOS TRAMO # 2
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACDUACIÒN
FECHA: 10/01/2014
DENOMINACION: BASTIDOR DE RODILLOS TRAMO # 2 #-II-3.2
CANTIDAD 1
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 UPN 200X2980 E.N.10025S275JR 75,394 150,788
2 3 UPN 200X610 E.N.10025S275JR 15,43 46,29
3 4 UPN 200X550 E.N.10025S275JR 13,91 55,64
4 4 PLACA 125X240X20 ASTM A-36 4,71 18,84
5 12 UPN 160X170 E.N.10025S275JR 3,19 38,28
6 12 PLACA 138X55X12 ASTM A-36 7,15 85,8
7 12 UPN 160X370 E.N.10025S275JR 6,95 83,4
8 6 PLACA 90X320X20 ASTM A-36 4,52 27,12
9 3 PLACA138X150X20 ASTM A-36 3,25 9,75
515,908
515,908 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 179
ANEXO # 39
LISTADO DE MATERIAL CONJUNTO PLACA TOPE DE PAQUETES
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: CONJUNTO PLACA TOPE DE PAQUETES #-II-4
CANTIDAD 1 #-II-4.1-4.4
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG
1 1 PLACA 20X885X700 ASTM A-36 97,26 97,26
2 2 PLACA 20X885X400 ASTM A-36 55,57 111,14
3 1 PLACA 20X750X440 ASTM A-36 51,81 51,81
4 1 PLACA 25X555X700 ASTM A-36 76,243 76,243
5 1 TUBO DIAMETRO 70x50x135 SAE 1024 2,95 2,95
6 1 PERNO M30X265 AISI 1045 1,63 1,63
7 2 TUERCA M30 GRADO 8 0,186 0,372
8 1 MUELLE 0
9 2 ANILLO PLANO DIAMETRO 32X60X4 ASSAB760 0,074 0,148
10 1 EJE DIAMETRO 35X490 AISI 1045 3,67 3,67
11 4 PLACA 20X85X110 ASTM A-36 1,46 5,84
12 2 CASQUILLO BRONCE FOSF. 0,14 0,28
13 1 CHAVETA A-36 0,09 0,09
351,43
351,43
ACERIAS NACIONALES DEL ECUADOR
Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 180
ANEXO # 40
LISTADO DE MATERIAL BASTIDOR TRANSFERIDOR
TRAMO # 1 MÓVIL
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: BASTIDOR DE TRANSFERIDOR TRAMO MÒVIL # 1 #-II-6
CANTIDAD 2
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 UPN 200X7000 E.N.10025S275JR 177,1 354,2
2 7 UPN 200X800 E.N.10025S275JR 20,24 141,68
3 6 UPN 200X1060 E.N.10025S275JR 26,81 160,86
4 10 UPN 200X160 ASTM A-36 3,03 30,3
5 12 UPN 160X185 E.N.10025S275JR 3,92 47,04
6 6 PLACA 300X1160X20 ASTM A-36 49,92 299,52
7 5 PLACA 725X880X25 E.N.10025S275JR 30,61 153,05
8 4 PLACA 250X460X20 ASTM A-36 49,73 198,92
9 1 PLACA 330X780X20 ASTM A-36 100,16 100,16
10 1 PLACA 330X600X20 ASTM A-36 54,4 54,4
11 12 TUBO D.i 50XD.E62x60SAE 1024 0,54 6,48
1546,61
3093,22 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 181
ANEXO # 41
LISTADO DE MATERIAL BASTIDOR DE TRANSFERIDOR
TRAMO # 2 FIJO ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACION
FECHA: 10/011/2014
DENOMINACION: BASTIDOR DE TRANSFERIDOR TRAMO # 2 FIJO #-II-7
CANTIDAD 2
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 UPN 200X7000 E.N.10025S275JR 177,1 354,2
2 12 UPN 200X800 E.N.10025S275JR 20,24 242,88
3 6 UPN 200X1060 E.N.10025S275JR 26,81 160,86
4 10 UPN 200X120 ASTM A-36 3,03 30,3
5 12 UPN 160X155 E.N.10025S275JR 3,92 47,04
6 6 PLACA 300X1060X20 ASTM A-36 49,92 299,52
7 4 PLACA 250X780X20 E.N.10025S275JR 30,61 122,44
8 4 PLACA 360X880X20 ASTM A-36 49,73 198,92
9 1 PLACA 725X880X20 ASTM A-36 100,16 100,16
10 1 PLACA 450X770X20 ASTM A-36 54,4 54,4
11 1 PLACA 420X500X20 ASTM A-36 32,97 32,97
12 5 PLACA 240X640X30 ASTM A-36 36,17 180,85
13 12 TUBO D.i 50XD.E62x60 SAE 1024 0,54 6,48
1831,02
3662,04 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 182
ANEXO # 42
LISTADO DE MATERIAL RIEL Y VIGA DE RODAJE TRAMO # 1
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: RIEL Y VIGA PARA RODAJE DE CADENA TRAMO # 1 #-II-8
CANTIDAD 10
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 1 IPN 180X2960 E.N.10025S275JR 64,824 64,824
2 1 RIEL 25X30X3215 ASTM A-36 18,928 18,928
3 5 PLACAS 180X250X12 ASTM A-36 7,065 35,325
4 6 PLACAS 63X172X12 ASTM A-36 1,02 6,12
0
0
0
0
0
125,197
1251,97 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 183
ANEXO # 43
LISTADO DE MATERIAL RIEL Y VIGA DE RODAJE DE CADENA TRAMO # 2
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACION DE PAQUETES
FECHA: 10/01/2014
DENOMINACION: RIEL Y VIGA DE RODAJE DE CADENA TRAMO # 2 #-II-9
CANTIDAD 10
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 1 IPN 180X5070 E.N.10025S275JR 111,033 111,033
2 1 UPN 100X3965 E.N.10025S275JR 42,029 42,029
3 2 PLACAS 83X285X12 ASTM A-36 2,228 4,456
4 1 RIEL 25X30X5100 ASTM A-36 30,026 30,026
187,544
1875,44Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello
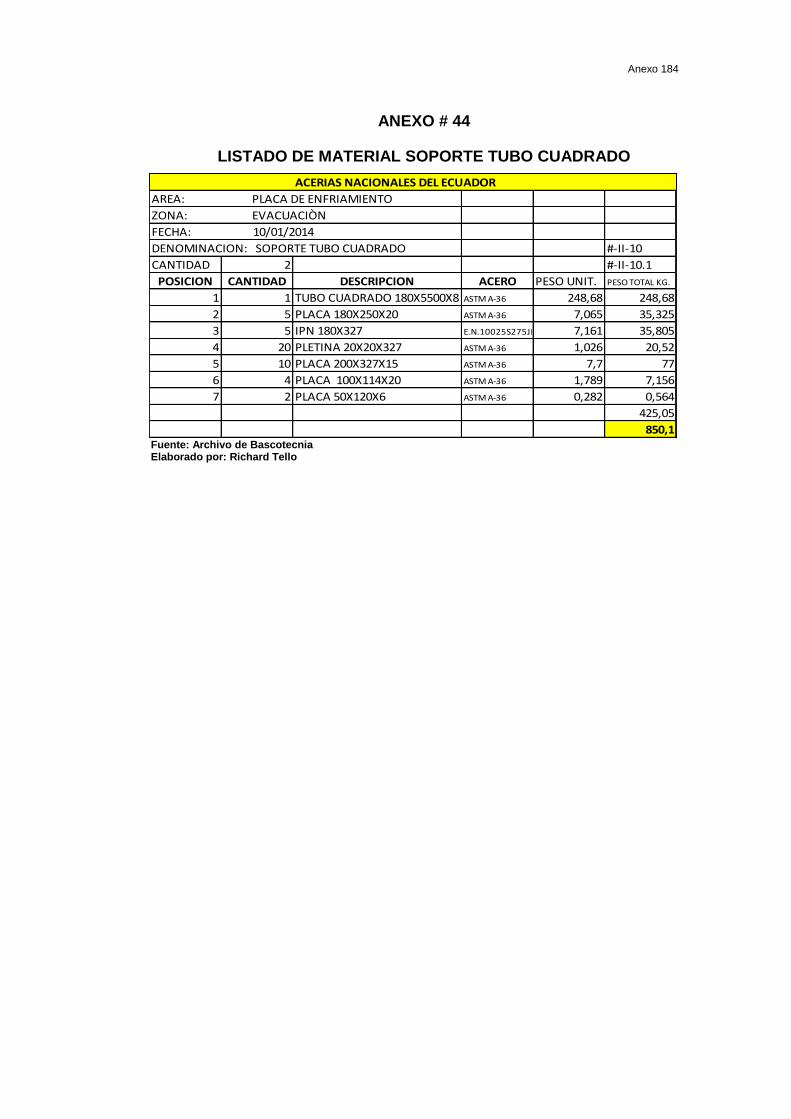
Anexo 184
ANEXO # 44
LISTADO DE MATERIAL SOPORTE TUBO CUADRADO
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: SOPORTE TUBO CUADRADO #-II-10
CANTIDAD 2 #-II-10.1
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 1 TUBO CUADRADO 180X5500X8 ASTM A-36 248,68 248,68
2 5 PLACA 180X250X20 ASTM A-36 7,065 35,325
3 5 IPN 180X327 E.N.10025S275JR 7,161 35,805
4 20 PLETINA 20X20X327 ASTM A-36 1,026 20,52
5 10 PLACA 200X327X15 ASTM A-36 7,7 77
6 4 PLACA 100X114X20 ASTM A-36 1,789 7,156
7 2 PLACA 50X120X6 ASTM A-36 0,282 0,564
425,05
850,1 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 185
ANEXO # 45
LISTADO DE MATERIAL TEMPLADOR DE CADENA
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: TEMPLADOR DE CADENA #-II-11
CANTIDAD 10
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 PLACA 130X560X25 ASTM A-36 14,287 28,574
2 1 PLACA 110X130X25 ASTM A-36 2,806 2,806
3 2 PLACA 80X110X25 ASTM A-36 1,727 3,454
4 2 PERNO M24X250 ASTM A-36 0,02 0,04
0
34,874
348,74 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 186
ANEXO # 46
LISTADO DE MATERIAL SOPORTE VIGA DE RODAJE DE CADENA
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014
DENOMINACION: SOPORTE VIGA DE RODAJE DE CADENA #-II-12
CANTIDAD 30
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 PLACA 200X395X20 ASTM A-36 12,403 24,806
2 1 PLACA 320X250X20 ASTM A-36 12,56 12,56
37,366
1120,98 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

Anexo 187
ANEXO # 47
LISTADO DE MATERIAL BASTIDOR DE BÁSCULA
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACION DE PAQUETES
FECHA: 10/01/2014 #-II-13
DENOMINACION: BASTIDOR DE BÀSCULA #-II-14#-II-14.1
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 2 IPN 300X11800 E.N.10025S275JR 639,56 1279,12
2 3 IPN 300X1000 E.N.10025S275JR 54,2 162,6
3 4 IPN 300X600 E.N.10025S275JR 32,52 130,08
4 10 IPN 300X763 E.N.10025S275JR 17,091 170,91
5 3 PLACAS 400X1000X25 ASTM A-36 78,5 235,5
6 11 PLACAS 713X70X25 ASTM A-36 9,794 107,734
7 3 PLACAS 450X1000X20 ASTM A-36 70,65 211,95
8 12 PLACAS 100X600X15 ASTM A-36 7,065 84,78
9 3 PLACAS 600X1151X15 ASTM A-36 81,318 243,954
10 6 PLACAS 100X275X15 ASTM A-36 3,238 19,428
11 6 PLACAS 100X260X15 ASTM A-36 3,061 18,366
12 6 PLACAS 100X340X15 ASTM A-36 4,003 24,018
13 80 PLACAS 105X475X15 ASTM A-36 5,872 469,76
14 40 PLACAS 125X475X20 ASTM A-36 9,321 372,84
3531,04 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello
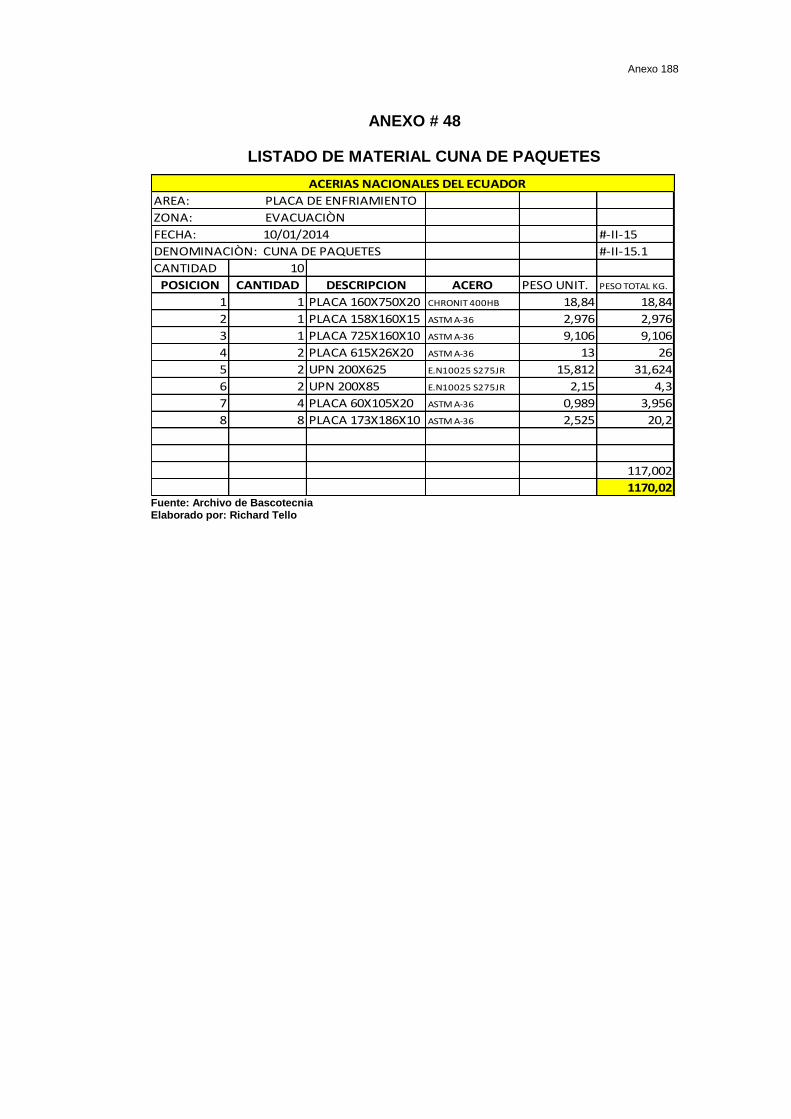
Anexo 188
ANEXO # 48
LISTADO DE MATERIAL CUNA DE PAQUETES
ACERIAS NACIONALES DEL ECUADOR
AREA: PLACA DE ENFRIAMIENTO
ZONA: EVACUACIÒN
FECHA: 10/01/2014 #-II-15
DENOMINACIÒN: CUNA DE PAQUETES #-II-15.1
CANTIDAD 10
POSICION CANTIDAD DESCRIPCION ACERO PESO UNIT. PESO TOTAL KG.
1 1 PLACA 160X750X20 CHRONIT 400HB 18,84 18,84
2 1 PLACA 158X160X15 ASTM A-36 2,976 2,976
3 1 PLACA 725X160X10 ASTM A-36 9,106 9,106
4 2 PLACA 615X26X20 ASTM A-36 13 26
5 2 UPN 200X625 E.N10025 S275JR 15,812 31,624
6 2 UPN 200X85 E.N10025 S275JR 2,15 4,3
7 4 PLACA 60X105X20 ASTM A-36 0,989 3,956
8 8 PLACA 173X186X10 ASTM A-36 2,525 20,2
117,002
1170,02 Fuente: Archivo de Bascotecnia Elaborado por: Richard Tello

BIBLIOGRAFÍA
Benjamìn, N. (1996). INGENIERÌA INDUSTRIAL MÈTODOS TIEMPOS Y
MOVIMIENTOS. Mèxico: McGrawHill.
Benjamìn, N. (1996). Ingenierìa Industrial Mètodos, Tiempos y
Movimientos. Mèxico: McGraw Hill.
Gabriel, B. U. (2001). Evaluaciòn de Proyectos. Mèxico: McGraw-Hilll.
Gabriel, B. U. (2001). Evaluaciòn de Proyectos. Mèxico: McGraw-Hill.
Muther, R. (1956). Distribución de Planta. Barcelona: HispanoEuropea.
Muther, R. (1973). Anàlisis de la nueva alternativa por medio del Mètodo
S.L.P. . En R. Muther, Systematic Layout Planning. Michigan:
Cahners.
Muther, R. (1973). Mètodo S.L.P. En R. Muther, Systematic Layout
Planning. Michigan: Cahners.
Niebel, B. (1996). Ingenierìa Industrial Mètodos, Tiempos y Movimientos.
Mèxico: McGraw Hill.
RENDER, J. H. (2009). PRINCIPIOS DE ADNINISTRACIÒN DE
OPERACIONES (Vol. 7 ma ). Mèxico: PEARSON EDUCACIÒN.
Recommended

















