Embed Size (px)
Citation preview

MAYO 2016 • N.º 225
MA
YO
201
6 •
Nº
225
26-4-16 FUND 225 MAYO 2016 CUB_81778 CUB JUNIO 08 N150 27/04/16 17:08 Página 1

26-4-16 FUND 225 MAYO 2016 CUB_81778 CUB JUNIO 08 N150 27/04/16 17:08 Página 2

26-4-16 FUND 225 MAYO 2016 CUB_81778 CUB JUNIO 08 N150 29/04/16 12:40 Página 2

MAYO 2016 • N.º 225
MA
YO
201
6 •
Nº
225
26-4-16 FUND 225 MAYO 2016 CUB_81778 CUB JUNIO 08 N150 27/04/16 17:08 Página 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION MAYO 2016 • N.º 225
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
Calle Goya, 25, 1º Izq. - 28001 MADRIDTel. 91 576 56 [email protected]
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.
EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ARTÍCULOS
MAZZON consigue la certificación ISO 14001.................... 15
Barra de fundición dúctil y laminar en colada continuahorizontalPor Carmen Alvarez, Pedro Sierra ............................ 17
Granallado y desengrasado en un solo paso (y Parte 2) ......... 20
Influencia de la temperatura de precalentamiento en lastransformaciones metalúrgicas de fundiciones de hierroen soldaduras heterogéneas con electrodos de níquel(y Parte 3ª)Por A. Martínez; V. Miguel; L. Escudero; J. Coello;A. Calatayud................................................................ 25
Solución completa de alimentación de piezas ....................... 20
ENGLISH NEWS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
EDITACAPITOLE PRESS
DISEÑOLyPrd
FUNDIDORES aparece mensual mente diez veces al año (exceptoenero y agosto). Los autores son los únicos responsables de las opi-niones y conceptos por ellos emitidos. Queda prohibida la reproduccióntotal o parcial de cualquier texto o artículos de FUNDIDORES sin previoacuerdo con la revista.

EDITORIAL
Muy interesante Stand de FENO RESINAS, HUTTENESALBERTUS, excelente conferencia de FRECH (Solucionespara la fundición inyectada FRECH: consumo energéticoe industria 4.0) y sobre 3D (Una introducción a la tecno-logía de inyección 3DP de Exone: Impreso 3D de arenade Núcleos y de moldes complejos) y otras conferencias:ver los títulos publicados en en las informaciones de la re-vista.
Muchos contactos nacionales e internacionales el 16 deJunio 2016 en Querétaro donde se van a reunir los profe-sionales de la fundición en la JORNADA FUNDICIONMEXICO 2016 (info en:
http://metalspain.com/FUNDICIONmexico.htm
Otras dos Jornadas Fundición muy interesantes en Españae India:
BILBAO: 29 Septiembre 2016:http://metalspain.com/bilbao.htm
INDIA: 17 Noviembre 2016:http://metalspain.com/india-foundry.html
Stand 390 €. Excelente networking.
Ver todas Jornadas en:http://metalspain.com/jornada.htm
Estaremos presentes en México, Bilbao e India para dar aconocer las más optimas tecnólogias y contribuir en unfuturo brillante de la fundición con las mejores tecnolo-gías.
La Redacción
NUEVAS TÉCNICAS DE MOLDEO, DIE CASTING Y DE 3DPRINTING EN LA JORNADA FUNDICIÓN MÉXICO 2016

INFORMACIONES
JORNADA FUNDICIÓN MÉXICO2016 – 16 JUNIO 2016http://metalspain.com/FUNDICIONmexico.htm
Conferencias
- Selección de refractarios y como es-cogerlos.
- Los mitos del ahorro de energia enFundición.
- Espectrómetros : novedades y mejorade productividad.
- Soluciones para la fundición inyec-tada FRECH : consumo energético eindustria 4.0.
- The efficiency of a casting processstarts in the melt shop.
- Quote from a leading die-caster andlong-time StrikoWestofen customer.
- Técnicas eficientes de combustiónpara quemadores en fundición.
- Utilización de tecnología de medi-ción 3D (Escaner 3D) para inspec-ción de piezas fundida.
- Tratamientos Térmicos de los alea-ciones de Aluminio.
- Evolución del mercado automóvil2004-2015 y nuevas tecnólogicassector fundición y fundición a pre-sión.
- Limpieza y acabados de superficiesen piezas fundidas.
- Diferentes abrasivos y consideracio-nes en los equipos de limpieza.
- The Transformation of the CastingImpregnation Process.
- Research into the significance ofpressure in the application of impreg-nation sealant for porous castings inpower train components.
- An Introduction to ExOne 3DP Bin-der Jetting Technology: 3D PrintedFoundry Sand for Complex Coresand Mold.
- Spectometers as a Quality manage-ment Tool for ferrous & non-ferrousalloy.
- A Novel approach to Process Controland Tracability in the Cast IronFoundry Industry.
- El problema de los residuos de pro-cesos en las lineas de producción in-dustria metal-mecánica, acerías yfundición.
- Soluciones a la medida para la medi-ción en 3D de partes de fundición.
- Sistemas de tratamientos de aguas deprocesos, y vertido zero.
- Más por venir.
Conferencias: 20 minutos cada confe-rencia y 10 minutos para preguntas.Para proponer una conferencia:[email protected]
Stand 399 Euros
Es interesante aprovechar esta JornadaTécnica para contactar con nuevosclientes.

INFORMACIONES
Incluido en el stand: Mesa (2,50 m x
0,75), 3 sillas, puede exponer sus Pos-
ters. Precio: $ 6,707 MN, US$ 523,99
o 399 euros.
Exitosa Jornada 2015: ver fotos y vi-
deo.
http://metalspain.com/FUNDICIONmexico.htm Asistir
La Jornada incluye conferencias (20minutos cada conferencia y 10 minu-tos para preguntas), Café, almuerzo,distribución de la revista FUNDIDO-RES publicada para el evento.
Precio: $ 1,933 MN, US$ 151 o 115euros.
A partir de 7:30 decoración de stands.A partir de 8:00 visita de stands y en-trega gafetes.9:15 Conferencias.11:30 Pausa café y visita de los stands.12:00 Conferencias.14:30 Comida.15:30 Conferencias.18:00 Final y visita de los stands
Ubicación de la Jornada:
Centro de Congresos y Hotel
HOLIDAY INN DIAMANTE
Santiago de Querétaro, Querétaro,Mexico –16 Junio 2016
Información:http://metalspain.com/FUNDICIONmexico.htm [email protected]
Servicio Lector 1
ESPECIALISTA DE LAS PRUEBASFÍSICAS, PRUEBAS DEDUREZA, METALOGRAFÍA,MICROSCOPIA YESPECTROMETRIA
Al nivel espectrómetros, destaca Be-lec, empresa alemana con mas de 25años en el mercado es proveedor lídery pionero en espectrómetros fijos ymóviles de em isión óptica y sistemasautomatizados de prueba para análisisde metales.
IACSA está presente stand 17 en la Jor-nada Fundición México 2016.IACSA está presente stand 21 en la Jor-nada Tratamientos Térmicos México2016..
Servicio Lector 2
4 FUNDIDORES. MAYO 2016

INFORMACIONES
KROWN, S.A. CONSOLIDA SU PRESENCIAEN MÉXICO
La empresa española KROWN, S.A., con más de 15años de experiencia ofreciendo servicios integralesde diseño, fabricación, distribución y mantenimientode equipos para fundiciones de Aluminio, sigue de-sarrollando su gran estrategia de expansión interna-cional que le ha permitido la firma de nuevos pro-yectos con las fundiciones más importantes del pa-norama internacional.
Desde el pasado mes de abril, a su extensa red de ex-portación, se suma la primera fábrica y centro logís-tico en Querétaro, México, consolidando así la pre-sencia en este país en el que llevan más de 10 añosestablecidos.
El objetivo principal de esta gran expansión se fija enpoder dar respuesta a las exigencias y necesidades deestos clientes mejorando así el servicio y la atenciónpersonalizada, que configuran dos de los valores másimportantes de esta firma.
Servicio Lector 3
CONSULTORES CPM
Inició operaciones en 1999 como una firma de inge-niería dedicada a servir a la industria de manufacturaLatinoamericana con tecnología de punta. Nos espe-cializamos en productos y servicios de ingenieríapara la industria de manufactura que emplea moldes,troqueles o dados en sus procesos. Consultores CPMha establecido alianzas globales para servir a lascompañías Latinoamericanas en la implementaciónde software de Ingeniería Asistida por Computadora(CAE) para la simulación de procesos de manufacturatales como forja, estampado, embutido profundo,troquelado, extrusión de perfiles, laminación de for-mas y productos planos, fundición, tratamientos tér-micos, soldadura e inyección de plásticos. Adicio-nalmente podemos auxiliarle en el diseño y fabrica-ción de moldes y troqueles y el desarrollo de
FUNDIDORES. MAYO 2016 5

INFORMACIONES
máquinas herramienta el formado de metales a través denuestros socios comerciales.
Presente con stand 5 en la Jornada Fundición México 2016y stand 5 en la Jornada Tratamientos Térmicos México2016.
Servicio Lector 4
ROSBER S.A. DE C.VRosber S.A. de C.V., esuna empresa 100% Me-xicana comercializadorade productos, equipos yrefacciones para la pre-paración de superficiesque fue fundada en1952.
Contamos desde elaño 2003 con laCertificación en elSistema de la Ges-tión de la CalidadISO 9000 cum-
pliendo con los requisitos del cliente, Mercado y el MedioAmbiente.
Desde el año 2004 implementamos el Sistema Administra-tivo SAP Business One.
ROSBER presenta una interesante ponencia en la JornadaFundición México 2016 : Limpieza y acabados de superfi-cies en piezas fundidas. Diferentes abrasivos y consideraciones en los equipos delimpieza. Tiene Stand N°21.
Servicio Lector 5
AIR LIQUIDE
• 1er trimestre 2016: Crecimiento sólido de las ventas deGases y Servicios
• Buen progreso en la adquisición de Airgas
La cifra de nego-cios del Grupo enel 1er trimestre de2016 se eleva a3.872 millones deeuros, al alza en+2,4% en creci-
miento. La cifra de negocios de Gases y Servicios, que se es-tablece en 3.548 millones de euros, está en progresión de+4,2%.
Las economías en desarrollo muestran un fuerte crecimientocon una progresión de la cifra de negocios de Gaz & Servicesde +14,1% en datos comparables.
Servicio Lector 6
APERTURA DEL CONSULADO GENERALDE JAPÓN
Con la inauguración de este Consulado General de Japón,León se convierte en el “Tokio del Bajío”, para los más de3 mil japoneses residentes en los estados de Aguascalien-tes, Jalisco, Querétaro, San Luis Potosí, Zacatecas y Gua-najuato.
Servicio Lector 7
FUNDIDORES. MAYO 2016

INFORMACIONES
JORNADA FUNDICIÓN - 29 DESEPTIEMBRE 2016 BILBAO –BARCELÓ NERVIÓN
Conferencias
- RECUPERACIÓN DE ARENAS porFRICCION.
- Evolución del mercado automóvil2004-2015 y nuevas tecnólogicassector fundición y fundición a pre-sión.
- High thermal conductivity tool steelselection for high productivity diecasting processes and oustandingcomponent quality.
- Sustainable chemistry for sustainablefoundry and aluminium industry.
- Soluciones de vacío robustas y ener-geticamente eficientes para procesosmetalúrgicos de Desgasificación envacío.
- Más por venir
FAGOR EDERLAN, GERDAU, NE-MAK, CASTINOX, SAPA PLACENCIA,JEZ, SUÑER, SEAT GEARBOX delPRAT, ANTOLIN, ALSTOM, AMU-RRIO FERROCARRIL , KONIKER, UI-POS, CISA, EDERTEK, FUCHOSA,MFA, OCA, SCMFONDERIE, BRAVOENTERPRISES, COFUNDI, COOPE-RATIVA AZCOITIANA, FAED, OLIZA-BAL Y HUARTE, JEZ SISTEMAS FE-RROVARIOS, SHANDAR TECHNO-LOGIES, SPOOL SISTEMAS, TABIRA,
TECNALIA, VILASSARENCA, URKOASE, GABI SA, GRUPO ANTOLIN,CIE AUTOMOTIVE, FESIL, FUNDI-CIONES ACEROS ESPECIALES D SL-FAED, etc ...presentes en las Jornadasanteriores.
Para proponer una ponencia, graciasenviar el título para su aprobación [email protected]
Conferencias 20 minutos cada confe-rencia y 10 minutos para preguntas.Powerpoint.
Stand 390 euros
Es interesante aprovechar esta JornadaTécnica para presentar sus solucionesen un stand y obtener más contactos.
Mesa, 3 sillas, puede exponer Posters
Precio: 390 euros.
Asistir 95 euros
La Jornada incluye conferencias, Café,almuerzo, distribución de las ponen-

INFORMACIONES
cias, distribución de la revista FUNDI-DORES publicada para el evento.
Por persona: 95 euros.
Ver VIDEO de la Jornada 2015:
https://www.youtube.com/watch?v=7yvjgF7LDwc
La simpatica comida permite seguirlas conversaciones en el Barceló Ner-vión ****
Información :http://metalspain.com/bilbao.htm
Fecha: 29 de Septiembre 2016.
Hotel Barceló Nervión ****Paseo Campo de Volantín, 1148007 Bilbao Vizcayamail: [email protected]
Es una excelente oportunidad para au-mentar sus clientes y su Networking!
Todas informaciones:http://metalspain.com/bilbao.htm [email protected]
Servicio Lector 8
INSTALACIONES DE LIMPIEZAMAS FLEXIBLES Y CON UNPROCESO MAS SEGURO
De acuerdo con la tendencia al indivi-dualismo, hoy se producen cada vez
más componentes en series pequeñas.Estos componentes plantean a me-nudo diferentes exigencias para sulimpieza. Para poder cumplir con es-tas exigencias de manera efectiva yeficiente, Weber Ultrasonics ha desa-rrollado un innovador concepto de ul-trasonidos multifrecuencia con trans-ductores sumergibles resistentes al va-cío para instalaciones de limpieza decámara. Esta solución pionera permiterealizar, con una sola instalación, ta-reas de limpieza para las que antes senecesitaban dos instalaciones.
La producción flexible de series redu-cidas es una tarea a la que se enfren-tan cada vez más fabricantes de piezashoy en día. En este contexto, la lim-pieza de los componentes tambiéntiene una elevada importancia comocriterio de calidad. Para cumplir conlas especificaciones correspondientes,con frecuencia se utilizan instalacio-

INFORMACIONES
nes de limpieza de cámara con siste-mas de ultrasonidos. Dado que la fre-cuencia de las ondas sonoras creadaspor el generador de ultrasonidos esclave para conseguir el efecto limpia-dor deseado, la mayoría de los siste-mas de limpieza están diseñados parallevar a cabo un proceso definido. Enel momento en que cambia la tarea delimpieza o la gama de piezas, a me-nudo ya no es posible realizar la tareade forma óptima con esa instalación.Por eso son necesarias las instalacio-nes de limpieza de uso flexible.
Reducción del número deinstalaciones de limpieza necesarias
Con el sistema SONOPOWER 3S de25/50 kHz, Weber Ultrasonics, uno delos principales fabricantes de compo-nentes de ultrasonidos del mundo, pre-senta una solución de ultrasonidos in-novadora que permite utilizar ultraso-nidos multifrecuencia ahora tambiénen instalaciones de limpieza de cámaraal vacío. Gracias a este nuevo sistema,la flexibilidad y las posibilidades de usode estas instalaciones aumentan clara-mente. Los transductores sumergiblesresistentes al vacío con frecuencias deultrasonidos conmutables de 25 y 50kHz proporcionan un efecto limpiadoroptimizado tanto en la limpieza gruesacomo en la fina. Esto permite cumplirlas especificaciones de limpieza defini-das de forma segura y eficiente con unasola instalación, incluso aunque cam-bie o se modifique la gama de piezas.Una ventaja que merece la pena espe-cialmente en la fabricación de piezasen series pequeñas, que hasta ahora so-lía hacer necesario el uso de dos insta-laciones de limpieza. La base de estenuevo desarrollo pionero es el nuevogenerador de ultrasonidos multifre-cuencia SONOPOWER 3S con hasta3.000 W de potencia de salida. Este in-novador dispositivo listo para conectary usar funciona de manera completa-mente digital, y convence por la má-xima seguridad del proceso, su rendi-miento y su sencillísimo manejo.
Efecto limpiador optimizado
Una absoluta novedad de esta solu-ción avanzada de ultrasonidos es eluso de transductores sumergibles enprocesos de limpieza mediante vacío.
En el vacío, el punto de ebullición delagente de limpieza baja. De estemodo se refuerza el efecto de cavita-ción de las ondas sonoras de propaga-ción plana, y con ello el efecto limpia-dor. Al mismo tiempo, la disminuciónde la presión hace que el aire que seencuentra en los orificios y otros hue-cos de las piezas sea extraído. De estemodo se consigue una limpieza máseficaz, sobre todo en componentescon una geometría compleja. Adap-tando la configuración a cada con-cepto de instalación correspondiente,Weber Ultrasonics fabrica transducto-res sumergibles individuales resisten-tes al vacío con la más moderna tec-nología de simulación.óptima, consi-guiéndose así una seguridad adicionalen procesos y operaciones.
Los nuevos desarrollos están disponi-bles tanto individualmente como enun paquete compuesto por un genera-dor y dos transductores sumergiblesresistentes al vacío.
Servicio Lector 9
LA COLABORACIÓN CON ELSECTOR DE LA AUTOMOCIÓNPERMITE LA GESTIÓN DEDATOS SOBRE SOLDADURA YUNIÓN DE MATERIALESESENCIALES EN EL DISEÑO YLA SIMULACIÓN
Las nuevas herramientas, creadas deacuerdo a las mejores prácticas, aho-rran tiempo y dan soporte al ciclo devida completo de las propiedades demateriales
Granta Design ha anunciado hoy lasnuevas herramientas de GRANTA MIpara la gestión de datos sobre propie-dades de materiales relacionados conla soldadura y otras técnicas deunión. Estos datos tienen un alto valorpara las organizaciones del sector au-tomovilístico que busquen asegurar laprecisión durante el diseño y la simu-lación. Sin embargo, esta informaciónrara vez se gestiona de forma sistemá-tica, lo que da lugar a ineficiencias, in-consistencias y riesgos.
Los miembros del consorcio AutoMa-tIC (entre ellos General Motors, PSAPeugeot Citroën y Jaguar Land Rover)utilizan GRANTA MI™, el sistema lí-der para la gestión de la informaciónsobre materiales en empresas de inge-niería, para gestionar su informacióncorporativa de materiales.
SOBRE GRANTA DESIGN LTD
Granta son los expertos en tecnologíade información sobre materiales. Lacompañía desarrolla el software líderen el mercado para la gestión de la in-formación sobre materiales y procesosen empresas de ingeniería, además deuna serie de herramientas para la apli-cación de estos datos en las decisionesclave sobre diseño de materiales y pro-ductos en la industria. Granta ofrecesus servicios a sectores tan diversoscomo el sector aeroespacial, defensa,energía, productos sanitarios, automo-ción, deportes de motor, fabricación deequipamiento industrial y de consumo,producción de materiales y sector edi-torial. Sus clientes logran beneficios demillones de euros en reducción de cos-tes, mejoras del rendimiento del pro-ducto, mejora de la calidad y cambiosmás rápidos en el diseño.
Servicio Lector 10
9FUNDIDORES. MAYO 2016

INFORMACIONES
EL FUTURO DE LA FUNDICION CONSOLUCIONES INNOVADORAS
ASK CHEMICALS OFRECESOLUCIONES SOSTENIBLES ALAS FUNDICIONES
INOTEC: la solución de aglomerantesinorgánicos
ASK Chemicals da especial protago-nismo a su innovadora tecnología deaglomerantes inorgánicos INOTEC, lacual ya ha demostrado su idoneidadpara la producción en serie. La tecno-logía patentada INOTEC no sólo per-mite eliminar las emisiones, sino quetambién tiene un efecto positivo sobrelas propiedades de los materiales de lapieza fundida. Asimismo, INOTECofrece ventajas en lo referente al pro-ceso en comparación con otros proce-sos convencionales. Entre ellas desta-can especialmente el importante au-mento de la productividad y ladrástica reducción del consumo de re-cursos en las labores de manteni-miento y puesta a punto (Fig. 1). En2014 la tecnología INOTEC fue distin-guida con el premio BMW InnovationAward for Sustainability, que reco-noce las innovaciones sostenibles.
Tecnología a base de agua MIRATECpara la producción en serie de piezasfundidas
Los recubrimientos a base de agua MI-RATEC son recubrimientos de alto ren-dimiento recomendados especialmentepara su uso en el ámbito de la automo-ción. Ofrecen tiempos de manipula-ción reducidos, algo fundamental paraconseguir rebajar al mínimo los tiem-pos de ciclo, aumentando con ello laproductividad. Los recubrimientos MI-
Fig. 1. INOTEC aumenta significativamente laproductividad del proceso de fundición.
RATEC garantizan una capa de recubri-miento uniforme, en particular en elcaso de los paquetes de machos com-plejos o de los machos con formascomplicadas. Gracias a su formulaciónespecial y a sus características adapta-das (como, por ejemplo, la permeabili-dad a los gases), los recubrimientos debase agua MIRATEC reducen los defec-tos de fundición y ofrecen un excelenteacabado superficial.
Mayor rendimiento y productividadgracias a la tecnología deminimazarotas EXACTCAST
Los manguitos de fibra se emplean amenudo en aplicaciones de fundiciónde acero. Estos manguitos convencio-nales contienen, además de fibras,cáscaras de arroz que pueden ocasio-nar defectos de fundición. Por otraparte, estos manguitos fabricados conmezcla húmeda no utilizan todo suvolumen para contrarrestar los defec-tos de contracción, por lo que su ren-dimiento efectivo es de sólo el 30%. El70% del volumen restante se usa paramantener el calor en el 30% del metalfundido necesario para la alimenta-ción.
Es aquí precisamente donde entran enjuego las minimazarotas aglomeradasen caja fría EXACTCAST KMV, que su-ponen una solución sin fibras para lafundición de acero (Fig. 2).
Permiten reducir el volumen de la ma-zarota sin que ésto afecte negativa-mente al rendimiento de alimentación.
Fig. 2. Gracias a su reducido volumen dealimentación y a su formulación exotérmica,las minimazarotas EXACTCAST ofrecen un
atractivo potencial de ahorro en aplicacionesde fundición de acero, al mismo tiempo que
permiten mejorar el rendimiento.
El compuesto exotérmico sustituye almaterial no destinado a la alimentacióny hace que el metal conserve su estadofundido. De este modo, las minimaza-rotas KMV constituyen una alternativaeficiente y fiable a los manguitos con-vencionales de mezcla húmeda.
Las mazarotas EXACTCAST OPTIMA,disponibles en versión de silicato desodio o de caja fría, aumentan nota-blemente la eficiencia de las fundicio-nes. Estas minimazarotas disponen deuna pieza metálica-casquillo en laparte inferior (boquilla) y varilla rígidadiseñada para alcanzar un punto deruptura perfectamente definido y, ade-más, reducir los costes de rebarbado(Fig. 3).
Otra de las ventajas de las mazarotasEXACTCAST OPTIMA es su manguito,que presenta una fricción práctica-mente nula, y la tapa para mazarotaintegrada, la cual sirve para evitar quelas partículas que se desprendan va-yan a parar al molde durante el pro-ceso de compactación. Cuando se uti-lizan mazarotas con varilla rçigida, és-tas suelen deshacerse durante lacompactación, de modo que las partí-culas que se desprenden de la maza-rota pueden caer dentro del molde, loque hace preciso retirarlas con airemás adelante. Ésto mismo puede suce-der al utilizar varillas rígidas a presio-nes de compactación elevadas. El sis-tema de las mazarotas EXACTCASTOPTIMA evitan la friabilidad que otrasmazarotas presentan previniendo, de
Fig. 3. EXACTCAST OPTIMA dispone de uncasquillo inferior y la correspondiente varilla
para favorecer el moldeo y producir unaruptura óptima posterior de la mazarota
residual, reduciendo los costes de desbarbado.
10 FUNDIDORES. MAYO 2016

INFORMACIONES
esta forma, la contaminación delmolde y reduciendo los defectos defundición derivados de esa contami-nación, aumentando la eficiencia y elrendimiento de fabricación de moldesy de piezas.
Servicio Lector 11
EL SOFTWARE DE MEDICIÓN DEBLUM EN SAMMER O COMOMEDIR FORMAS COMPLEJASCON UN SOLO CLIC
En la industria del automóvil, el nivelde exigencia en lo que respecta a lacalidad es cada vez mayor. Todavíamás importante es controlar las carac-terísticas de calidad de la cadena deprocesos, desde el principio y con lamáxima minuciosidad. Para alcanzarlos elevados grados de precisión quese requieren, la compañía SammerModell- und Formenbau GmbH hadecidido apostar por el software demedición FormControl de Blum-No-votest. El software permite controlarlas piezas por completo sin retirarlasde la fijación original y con sólo unoscuantos clics, ya se trate de piezas congeometrías estándar o de superficiesde forma libre.
La compañía Sammer Modell- undFormenbau GmbH, con sede en la lo-calidad autríaca de Eugendorf, cuentaentre sus clientes con empresas de re-nombre como BMW, AVL o Nemak,
Figura 1. En Sammer se fabrican moldes yprototipos de plástico, por ejemplo, para
culatas (Fig. orientativa).
para las que fabrica principalmentemoldes para culatas, cárteres, cajas decambios, etc. Cada una de las piezasfresadas se mide en el centro de meca-nizado con el software de mediciónFormControl de Blum-Novotest, queestá instalado en siete centros de me-canizado de 3 y 5 ejes. Se pueden me-dir superficies de forma libre, orificios,ángulos, distancias, etc. “Una granventaja del software es que nos per-mite medir nuestras piezas cuando es-tas aún se encuentran en su atada ori-ginal en el centro de mecanizado. Deeste modo, ahorramos mucho tiempo,porque podemos rectificarlas inme-diatamente cuando es necesario”, ex-plica Johann Pucher, jefe de produc-ción. Y añade: “Gracias al software, seacabó aquel costoso proceso: soltar lapieza, transportarla hasta la máquinade medición, medirla, volver a fijarlaen la sujeción, alinearla, rectificarla.”
En Sammer, es habitual trabajar con to-lerancias muy ajustadas de hasta cincocentésimas. FormControl es un soft-ware de medición muy completo queofrece todo lo necesario para poder ce-ñirse a estas tolerancias. Y es que lostrabajadores de la zona de produccióndiseñan, trabajan y miden cada compo-nente personalmente. En primer lugarse cargan los datos CAD en el softwarede medición. En el programa, se pue-den optimizar los puntos de medición,añadirlos al PC o desplazarlos con solounos clics del ratón. Con el control au-tomático de colisiones instalado en elPC se evita que la pieza choque por ac-cidente con el sensor de medición. Seenvía el programa al control y se puedeiniciar el proceso de medición. Los re-sultados de las mediciones realizadasse envían de nuevo al PC, donde sepueden ver los distintos puntos de me-dición por colores. Esto permite detec-tar fácilmente los puntos donde no secumplen las tolerancias. Al final delproceso, se puede exportar un proto-colo de medición en el que se presen-tan los datos correspondientes a los di-ferentes puntos de medición en formatode informe.
Gracias a FormControl, los empleadosde esta empresa austriaca se sientenseguros y pueden demostrar fácil-mente que las piezas que fresan tienenla calidad exigida: y es que antes,cuando había un fallo en el procesode fundición del cliente, éste le devol-vía el molde a Sammer para que lo co-rrigiera. Hoy, en cambio, gracias alprotocolo de medición, esta empresafamiliar puede demostrar que los mol-des fresados satisfacen el nivel de cali-dad exigido simplemente presentandoun documento. De hecho, el proto-colo se ha convertido ya en una parteimprescindible del proceso; algunosclientes ya lo solicitan. Y, además,sirve como ayuda para responder acualquier consulta que se reciba unavez entregada la pieza. Por eso, en Eu-gendorf se crea y se guarda un proto-colo por cada una de las piezas fabri-cadas. Al fin y al cabo, esto no suponeningún esfuerzo adicional para losempleados del área de producción.Más bien al contrario: el protocolo secrea prácticamente por sí solo, y sepuede corregir y modificar inmediata-mente siempre que sea necesario. Losmateriales sintéticos utilizados tienen
Figura 2. El sensor de medición por infrarrojosTC50 de Blum-Novotest permite medir moldes
muy complejos en cuestión de segundos.
11FUNDIDORES. MAYO 2016

INFORMACIONES
buenas características para el fresadoy permiten utilizar velocidades decorte muy elevadas. Sin embargo, al-gunos moldes requieren un fresadomuy complejo y permanecen hasta 50horas fijados al centro de mecanizado.No hace falta decir que ya sólo losprolongados tiempos de funciona-miento de la máquina hacen de estaspiezas componentes extremadamentecaros. En estos casos resulta aún másimportante evitar cualquier error demecanizado. En el caso de los compo-nentes de gran tamaño, se superan rá-pidamente los 100 puntos de medi-ción que se utilizan para medir lapieza. Cuando las tolerancias son muyajustadas, los empleados de Sammerfijan además varios puntos adicionalesa mano, para asegurarse.
En plástico se produce una gran canti-dad de moldes, que puede llegar ahasta 5 y 8 al día. Los costes varíanenormemente, puesto que los especia-listas de Sammer no se limitan única-mente a recibir datos de fresado y a fre-sar, sino que a menudo se encarganademás de procesar los datos CAD, dediseñar las piezas antes de fresarlas y enocasiones incluso de fabricar y montartoberas ranuradas o sistemas de expul-sión o eyección. Teniendo en cuenta,pues, el esfuerzo y las horas de trabajoque son necesarias para fabricar cadauna de las piezas y los costes derivadosde ello, es vital asegurarse de que todoslos pasos son correctos y llevar un es-tricto control de calidad. Ésta es una delas razones por las que FormControl seha convertido en una herramienta muyvaliosa para la empresa desde que seinstalara en el año 2010. Una de las ca-racterísticas que más seducen del soft-
Figura 3. La representación gráfica de la piezapermite evaluar rápida y fácilmente la calidad
de los componentes.
ware es su fácil manejo. Johann Pucherlo resume así: “Conseguí dominar elsoftware en un cursillo de sólo mediajornada, y después pude explicarles sinproblemas a mis compañeros cómo seutilizaba. Y también estamos extrema-damente satisfechos con el servicio engeneral y con la colaboración conBlum en particular.”
Servicio Lector 12
JORNADA FUNDICIÓN ENINDIA, EL 17 DE NOVIEMBRE2016
Es la segunda Jornada organizada enPune. Stand es 390 €. Todas informa-ciones en:http://metalspain.com/india-foundry.html
Servicio Lector 13
HEXAGON ADQUIERE AICON3D SYSTEMS, PROVEEDORLÍDER DE METROLOGÍA 3DÓPTICA
Hexagon AB, proveedor líder interna-cional de tecnologías de la informa-
ción que impulsan la productividad yla calidad a través de aplicacionespara empresas del sector industrial ygeoespacial, ha anunciado hoy la ad-quisición de AICON 3D Systems, pro-veedor líder de sistemas de medición3D sin contacto ópticos y portátilespara la fabricación industrial.
Fundada en 1990 y con sede enBraunschweig, Alemania, AICONodrece tecnológica que incluye má-quinas portátiles de medición de coor-denadas para aplicaciones universalesy sistemas de medición 3D ópticos es-pecializados que permiten la supervi-sión, el aseguramiento de la calidad yel control de máxima eficiencia y pre-cisión en la producción.
“AICON es una marca reconocida conuna extraordinaria competencia téc-nica entre sus equipos de desarrollo.Su oferta de escáneres constituye todoun ajuste estratégico”, comentó OlaRollén, Presidente y Director generalde Hexagon. “También somos cons-cientes de las oportunidades de ex-pansión internacional de la oferta deproductos de AICON a través de lapresencia global de Hexagon”.
Los Directores generales de AICON3D Systems, Carl-Thomas Schneider yWerner Bösemann, comentaron porsu parte: “Incorporarnos a Hexagon esuna excelente oportunidad de hacerllegar los productos de escaneo de AI-CON de primera clase a un grupo declientes más amplio en todo elmundo”.
Servicio Lector 14
12 FUNDIDORES. MAYO 2016

INFORMACIONES
STRATASYS REINVENTA LAIMPRESIÓN 3D CON LAREVOLUCIONARIAIMPRESORA J750 QUE VA ATRANSFORMARCOMPLETAMENTE ELMERCADO
La única impresora 3D del mundo quecrea prototipos y piezas de múltiplesmateriales y a todo color en una solaimpresión 3D, con lo que se eliminanlos procesos lentos y se acelera la con-cepción, el diseño, la toma de decisio-nes y el plazo de entrega de los pro-ductos.
El realismo integral de los objetos im-presos en 3D permite obtener prototi-pos idénticos al producto real y unrendimiento sin precedentes en térmi-nos de costes y recursos
La Stratasys J750, principal incorpora-ción a la serie de impresoras 3D ObjetConnex de múltiples materiales y co-lores, ofrece a los clientes una selec-ción de más de 360 000 tonalidadesde color además de propiedades demateriales muy variadas, de rígidos aflexibles y de opacos a transparentes.Los prototipos pueden incluir una am-plia gama de colores, materiales y pro-piedades en la misma pieza, lo queacelera la producción de modelos,prototipos y piezas realistas práctica-mente para cualquier aplicación. Ade-más, ofrece una incomparable versati-lidad de impresión 3D para producirherramientas, moldes, guías y fijacio-nes y mucho más.
La J750 permite una toma de decisio-nes prácticamente inmediata gracias ala agilización del diseño, la evalua-ción y la comercialización de los pro-ductos. Esta nueva impresora 3Dconstituye todo un hito en el sector: seespera que su capacidad para aumen-tar la productividad permita mejorar elcoste total de propiedad, mediante la
eliminación de numerosos procesoscomplejos tradicionales y la reduc-ción del tiempo y los recursos necesa-rios para crear prototipos idénticos alproducto real. Tan solo unas horasdespués del desarrollo del conceptoinicial, los diseñadores e ingenieros yapueden probar físicamente prototiposde producto reales para validar inme-diatamente el diseño y la funcionali-dad, con los grupos internos y losusuarios finales. Las decisiones sobreel diseño pueden tomarse de inme-diato y con total seguridad para ayu-dar a acelerar los plazos de entrega delos productos.
“En la actualidad, la cadena de sumi-nistro tiene en cuenta las oportunida-des de transformación que puedenmaterializarse gracias al potencial dela impresión 3D. Esta tecnología abrela puerta a nuevas oportunidades denegocio al acelerar el diseño y laspruebas de los productos en desarrolloy la fabricación de productos indus-triales y comerciales. (Las tecnologíasde impresión 3D) también revelan“nuevas posibilidades” gracias a laproducción de nuevos diseños que no
La capacidad única de la Stratasys J750 paracombinar impresión 3D a todo color, con
múltiples materiales, es toda una innovaciónen el sector: elimina procesos lentos y
complejos, y permite acelerar la concepción,el diseño, la validación, la toma de decisiones
y los plazos de entrega.
podrían realizarse con las tecnologíasde fabricación tradicionales, al tiempoque suprimen el montaje, mejoran elrendimiento y aumentan la calidad delas piezas”, declararon Michael Shan-ler, director de investigación, y PeteBasiliere, Vicepresidente de investiga-ción para Servicios de imágenes e im-presión, Gartner.*
El tiempo que se ahorra al eliminar losprocesos de pintura y montaje agilizalos plazos de entrega de los productos.La impresora J750 es un sistema mul-tiuso que también puede crear herra-mientas de producción, moldes de fa-bricación, ayudas didácticas y otrosmodelos, lo que realmente eleva el lis-tón en lo que a versatilidad de la im-presión 3D se refiere”.
Polivalencia todo en uno queresponde a las necesidades de todotipo de aplicaciones
Entre las muchas empresas y organiza-ciones que pueden beneficiarse de laJ750, se incluyen las empresas de pro-ductos de consumo, las de servicios,las de diseño, las universidades e insti-tuciones de investigación, los fabri-cantes de dispositivos médicos, loshospitales, las facultades de Medicina,y las empresas de animación y efectosespeciales.
Servicio Lector 15
SSAB PRESENTA CINCONUEVAS FAMILIAS DEPRODUCTO ADAPTADAS ANECESIDADES ESPECÍFICAS DECLIENTES
SSAB presenta cinco nuevas gamas deproducto o «familias». Cada una deellas incluye productos optimizadospara satisfacer necesidades específicasde nuestros clientes, adaptarse a pro-cesos de producción y maximizar elrendimiento de productos finales. Estose manifiesta además en los nombresque reciben: SSAB Domex, SSAB Bo-
13FUNDIDORES. MAYO 2016

INFORMACIONES
ron, SSAB Form, SSAB Laser® Plus ySSAB Weathering.
“Los clientes desean saber lo quepuede ofrecer cada producto, nodónde o cómo se fabrica, por esonuestros productos se agrupan en fun-ción de su uso”, afirma Olavi Huhtala,director de SSAB Europe. “Esto facili-tará en gran medida la identificacióndel producto correcto para cada apli-cación. Hemos creado esta oferta opti-mizada combinando productos de re-ciente desarrollo con una selección delos mejores productos de las gamas yaexistentes”.
Las nuevas gamas de producto tam-bién ofrecen a los clientes de SSAB unacceso directo a la gran oferta de ser-vicios y asistencia de la empresa. Invi-tamos a los clientes a ponerse en con-tacto con SSAB para obtener informa-ción sobre recomendaciones de usoen taller y asistencia técnica para me-jorar su productividad.
La fusión entre SSAB y Ruukki ha dadocomo resultado la reestructuración delcatálogo de aceros de SSAB. La pre-sentación de nuevo productos que yarealizó la empresa el año pasado,junto a esta presentación de productosy el próximo relanzamiento de lamarca Docol para la industria de laautomoción, constituyen la nuevaoferta de SSAB.
Las marcas de productos de SSAB quese presentan hoy incluyen productos dechapa gruesa laminada en calienteflejelaminado en caliente y en frío, revesti-dos metálicos y tubos y secciones.
Los nuevos productos de acero yservicios optimizados de SSAB son:
SSAB Domex. SSAB Domex incluyeuna amplia gama de acero estructuralversátil con unas excelentes propieda-des de conformado en frío que permi-ten alcanzar una alta productividad yun rendimiento fiable.
SSAB Boron. SSAB Boron es un aceroendurecible fabricado para facilitar laproducción homogénea de productosresistentes al desgaste templados enlas instalaciones del cliente.
SSAB Form. SSAB Form es la elecciónideal para estampado, estiramiento, em-butición profunda, plegado, compre-sión y otros procedimientos de confor-mación, en particular para la produc-ción en masa de productos con unaspropiedades exactas y consistentes.
SSAB Laser® Plus. SSAB Laser® Pluses un acero estructural muy eficazpara corte por láser, agua o plasma,que mejora el rendimiento y la calidaddel producto ya que garantiza la plani-tud tras el corte, una baja tensión inte-rior y una superficie lisa.
SSAB Weathering. SSAB Weathering yCOR-TEN® ofrece a los clientes unagama excepcionalmente amplia y fle-xibilidad en los pedidos de grados deacero de alta resistencia resistente a lacorrosión.
Servicio Lector 16
PROYECTO DYNAMILL(2012-2015)
A finales de2015 se pre-sentó el in-forme defini-tivo del pro-
yecto DYNAMILL, un proyectoeuropeo de colaboración dentro del 7ºPrograma Marco impulsada por IPTFraunhofer que ha tenido como obje-tivo la mejora del mecanizado de pie-zas de paredes delgadas, donde hancooperado 10 empresas europeas de 7países diferentes, y en la cual FRES-MAK ha participado como experto ensistemas de amarre.
El mecanizado de las piezas mencio-nadas supone un quebradero de ca-beza para todos los fabricantes. El he-cho de que sean piezas delgadas yalargadas produce durante su mecani-zado una fuente de vibraciones quehacen que el acabado sea muy proble-mático. Los malos acabados (rayas,marcas, etc.) hacen necesaria unaoperación final de pulido de las piezasque a veces hay que realizar de forma
manual. Todo esto lleva a un númeroelevado de piezas rechazadas y un en-carecimiento del proceso. Para ello elproyecto DYNAMILL se dividió en tresmódulos de trabajo: planificación delproceso, dispositivos de amarre adap-tativos y condiciones de corte.Fresmak ha trabajado exclusivamenteen el 2º módulo, el cual ha constadode cinco fases con la intención de de-sarrollar la tecnología final. En primerlugar se ha estudiado la importanciadel amarre y su influencia. Despuéshan introducido sistemas pasivos deamortiguamiento. Luego se ha traba-jado con sistemas de localizadoresadaptables. Más tarde se ha estudiadola integración de sensores en los dis-positivos de amarre. Por último, se haanalizado las posibilidades de usaresos sensores para crear dispositivosde amarre activos. Durante 2015 se profundizó en el es-tudio de lo que puede ofrecer unamordaza en la amortiguación pa-siva.Para ello se ha estudiado el com-portamiento de diferentes tipos de bo-cas montadas bien en la mordaza SC obien en una mordaza estándar MB-2.Se ha utilizado bocas de “maxidamp”material de gran capacidad de amorti-guación, bocas de bronce, bocas dealuminio, bocas hidráulicas, etc.Con todas ellas se han realizado prue-bas reales de mecanizado y estudiadolos resultados por medio de un rugosí-metro.El instituto Fraunhofer por su parte uti-lizando una mordaza SC ha desarro-llado un modelo con amortiguaciónactiva a base de introducir en la mor-daza sensores y activadores basadosen la tecnología “piezo eléctrica”.La participación en este proyecto hasupuesto un reto importante paraFRESMAK y ha permitido introducirseen el mundo de las vibraciones produ-cidas por el mecanizado y sus conse-cuencias. Además ha posibilitado pormedio del estudio de elementos finitosmejorar el diseño de las mordazasau-tocentrantes de FRESMAK, SC.
Servicio Lector 17
14 FUNDIDORES. MAYO 2016

Como prueba de la gran sensibilidad de nuestra empresacon relación a la protección del medio ambiente, en elaño 2015 hemos conseguido la Certificación ISO 14001,la norma de referencia para los sistemas de gestión a ni-vel internacional.
Muchas inversiones se han realizado en los últimos añospara lograr este resultado.
En primer lugar se han instalado modernos sistemas dereducción entre los cuales un bio-filtro que consta de 4contenedores llenos de biomasas: las moléculas olorosasen el aire aspirado, desde los departamentos de produc-ción, son bien absorbidas y neutralizadas.
Otro proyecto se refiere al desarollo de la instalación depurificación del agua de la planta, con la implantaciónde un sistema físico-químico y biológico: el agua de llu-
via y el agua procedente de la planta de producción setrata y es reutilizada de nuevo.
En el ámbito de la seguridad contra incendios registra-mos la ampliación de la planta con la reciente instala-ción de unos depósitos de agua con una capacidad de 90m3 y dos grupos de bombeo independientes, que entra-rían en servicio si fallase el suministro de agua de la redgeneral de suministro.
El subsuelo se monitoriza y supervisa mediante muestreoy análisis del agua subterránea a través de tubos piezo-métricos, a 40 metros de profundidad, colocados dentrode la zona de producción y aguas arriba y aguas abajodel asentamiento.
En julio de 2015 se obtuvo la Autorización Ambiental In-tegrada (AIA), en conformidad con los principios estable-cidos por la Comunidad Europea, destinados a evitar to-
MAZZON CONSIGUE LA CERTIFICACIÓN ISO 14001
15FUNDIDORES. MAYO 2016

das las formas de contaminación y riesgo ambiental. Esrecinte la intervención de la obra de mejora de nuestrasestructuras también para la obtención del Certificado deIdoneidad Sísmica.
Además de invertir en la máxima modernización denuestros reactores, plantas químicas, tanques subterrá-neos, etc… supervisamos con rigor los procedimientossobre toda la gestión de las actividades más simplescomo la recogida selectiva: papel, plástico, hierro, barro,son separados y transferidos a empresa de eliminaciónautorizadas.
Nuestro compromiso con el medio ambiente y la calidadde los productos y servicios están certificados por DNVGL, la autoridad más importante de certificación euro-pea, líder en la evaluación del cumplimiento de las nor-mas.
Nuestra Política Ambiental permite hoy en día:
- Implementar programas de mejoras, previniendo y mi-nimizando los riesgos.
- Hacer más sostenible nuestra actividad.
- Comunicar de una manera transparente las acciones afavor del medio ambiente - dentro y fuera de la em-presa - para la protección de los trabajadores y del ba-rrio.
La consecución de la Certificación ISO 14001 demuestrala sensibilidad de la empresa con el medio ambiente y elcompromiso concreto para el desarrollo sostenible, asícomo la dedicación a la formación continua de nuestropersonal sobre los productos químicos y de las normati-vas que están en constante evolución.
¡Queremos ser tu mejor alternativa ecológica!
EUSKATFUND, nuestro representante y distribuidor paraEspaña y Portugal, atenderá todas sus consultas.
Servicio Lector 30
16 FUNDIDORES. MAYO 2016
BREVES
ACERONANOESTRUCTURADOS
NanoSteel®, líder en materiales de acero
nanoestructurados, acaba de anunciar la en-
trega de su primer acero avanzado de alta
resistencia (AHSS, por sus siglas en inglés)
a General Motors para la prueba inicial. Di-
señado para ofrecer a los fabricantes de au-
tomóviles un nuevo estándar en rendi-
miento de materiales, el nuevo acero está
listo para acelerar las iniciativas de reduc-
ción de peso de los vehículos, orientadas a
satisfacer de manera asequible las mayores
exigencias reglamentarias mundiales en
materia de economía de combustible. La
producción del material, dirigida a la indus-
tria del acero automotriz, un mercado que
supera los 100 mil millones de dólares, es el
resultado de un programa de varios años de
desarrollo conjunto entre NanoSteel y AK
Steel Corporation, un importante innovador
en la industria del desarrollo de productos
de acero.

Este artículo tiene como objetivo la difusión a nivel nacio-nal de este tipo de proceso (colada continua) aplicado a lafundición gris laminar y esferoidal, intentando paliar la la-guna informativa que existe en España en el mundo de lafundición de hierro y sus usuarios respecto a esta temática.Basta observar las cifras indicadas a continuación para con-firmar lo afirmado: “entre estos 4 países Alemania, Francia,Reino Unido e Italia consumen aproximadamente del or-den de 70.000 a 80.000 tns/año de colada continua; en Es-paña 2.000 tns/ año una proporción de 40:1”. Compare-mos la cantidad de piezas consumidas de fundición gris es-feroidal y laminar, fabricadas por otros procesos diferentesde la colada continua (moldeo, coquilla metálica, centri-fuga, etc.) en esos cuatro países y las fabricadas en Españay entenderemos que algo está fallando en la difusión deeste proceso a nivel nacional. En Europa hay solamente seisfundiciones de colada continua; de las cuales dos pertene-cen a nuestro Grupo UCB, UCB UK en el Reino Unido yUCB Cast Profil, S.A. en España. Esta última presta sus ser-vicios en su planta en Zaragoza desde hace 38 años
A. COMPONENTES BASICOS DEL PROCESOCONCAST-BAR
La colada continua horizontal consiste en 4 items funda-mentalmente.
1. Un horno de mantenimiento llamado horno de colada(“receiver”) de 4/5 tns de capacidad similar a un Press-Pour pero adaptado a la propia línea de colada, estehorno lleva una piquera para echar el caldo y una bocade colada que conforma el frente de colada, ahí se aco-pla un especie de bastidor llamado marco donde es in-sertado el sistema de refrigeradores y coquillas. Los refri-geradores son intercambiadores de calor por donde se
hace circular agua, van en contacto con la coquilla queda forma a la barra. Una adecuada colocación del mate-rial refractario (hormigón + pissé-refractario + aislantes)y posicionamiento-configuración del sistema de refrige-ración, constituye el know-how de este proceso.
2. Una unidad de tiro de la barra, esta comprende rodi-llos horizontales de apoyo, mesas con rodillos verticalesguía y unos motores de arrastre con rodillos paso-pere-grino + pisones neumáticos. Cada línea de colada re-quiere tantos motores como número máximo de barrasindividuales por línea sean deseadas. Líneas de máximo6 barras son posibles. Cuando se producen barras grue-sas los motores son alineados 2 a 2 (ó 3 a 3) dependiendodel tamaño de la barra.
3. La unidad de partición de la barra, requiere una uni-dad de marcaje de longitud y una tronzadora para hacerhendidura-entalla a las longitudes deseadas y disposi-ción de los pisones correspondientes para partir la barra.
4. Un panel de control que regula el caudal del agua yTªentrada y por lo tanto Tª de salida, controlando22/28ºC Tª de agua. Además se controla la velocidad deextracción de la barra, la longitud de tiro (stroke) y eltiempo de espera entre tiro y tiro (dwell). Todos estos pa-rámetros están estandarizados según dimensión y cali-dad de la barra. La Tª de la fundición líquida y la Tª de labarra sólida son permanentemente controladas.
NOTA.-Para el comienzo de la producción de la colada, son utilizadasbarras tiradores con inserto delante, para conseguir solidificación diri-gida en esos primeros cm de la barra. La barra es traccionada mediantemotores de arrastre y pisones de sujeción conectados con el meca-nismo de control automático. La barra es marcada a las longitudes de-seadas, se realiza hendidura-corte y se parte por presión de un rodillo-pisón vertical.
BARRA DE FUNDICIÓN DÚCTIL Y LAMINAR EN COLADA CONTINUAHORIZONTAL
Carmen Álvarez (Dirección de Calidad ); Pedro Sierra (Dirección ) - UCB CAST-PROFIL S.A.
17FUNDIDORES. MAYO 2016

B. VENTAJAS DE LA BARRA DE COLADA CONTINUAEN GENERAL
- PERMANENTE Y ALTA (0.7/1.3mts) PRESION FE-RROSTÁTICA Y AUSENCIA DE ENTRADA DE OXIDOS,ESCORIA ETC EN EL CANAL DE ALIMENTACION DE LABARRA. Como se puede apreciar fig. 1 croquis de Línea decolada horizontal, el líquido fluye horizontalmente en lacoquilla, mediante diseño de bebedero apropiado, sincontacto con la atmósfera. La presión mantenida del lí-quido es muy superior a la que tenemos en bebederos ymazarotas diseñadas en la fundición de moldeo y por ello,se evita toda la defectología atribuible a la deficiencia enla alimentación de las piezas. Este hecho asegura una es-tructura homogénea y de excelente cohesión en toda lasección de la barra. El rápido enfriamiento del exterior dela barra da una estructura fina que mostrará una excelentesuperficie de acabado en el mecanizado de las piezas co-rrespondientes (ejemplos: > = 300 nódulos /mm2 en barraesferoidal o grafito tamaño 7/8 en barra laminar). Mejorasrespecto a la resistencia a la fatiga por ausencia de peque-ños puntos de heterogeneidad son conseguidas debido aesa permanente y alta presión metalostática .
- MEJORA DE LA MAQUINABILIDAD PROLON-GANDO VIDA DE HERRAMIENTA. La superficie deconcast bar está exenta de las irregularidades típicas delmoldeo (dartas, rechupes,etc.) favoreciendo la mecani-zación de esas superficies y por tanto el rendimiento dela herramienta de mecanizado.
- AUSENCIA DE MODELO. Este hecho implica disminu-ción de gasto para el cliente sobre todo cuando se tratade pequeñas series de piezas. Los métodos avanzados deautomatización y precisión del mecanizado (CNC,etc.)cobran su importancia en la compensación del costeañadido que supone la mecanización de la barra te-niendo en cuenta además el perfecto acabado de lapieza conseguido.
- STOCK PERMANENTE Y VERSATILIDAD. Barras deunas determinadas medidas valen para multitud de pie-zas. El stock del cliente es totalmente optimizable con laconsiguiente disminución del gasto.
- OPTIMO CONTROL DE PROCESO Y PRODUCTO.TRAZABILIDAD. En la fundición de moldeo no es senci-llo controlar qué piezas pertenecen a una determinadacaja de moldeo que a su vez pertenece a una determi-
Fig. 1. Línea de colada horizontal1. Horno de colada con inductor en zona inferior; 2. Sistema
refrigeración: refrigeradores + coquillas + marco-sistema-alimentacion; 3. Sensor infrarrojos temperatura; 4. Control velocidad
barra, longitud-tiro-stroke,tiempo-reposo-dwell y caudal +tª agua;5. Motores de arrastre barras; 6. Marcaje y partición de barras;
7. Depósito de barras y retirada de producción.
nada cuchara y ésta a su vez a una determinada hornada.En la colada continua de la barra se controla permanen-temente el caldo del Horno de Colada de la Linea y lasposibles variaciones de las cucharas se compensan conlas 2-3 tns de caldo remanente del Horno de Colada.
- NO NECESIDAD RECOCIDO CONTRATENSIONES.-En las piezas obtenidas por moldeo son posibles tensio-nes acumuladas debido a la variabilidad de sección quepueden provocar micro-grietas , por ello el cliente exigeen ocasiones tratamiento contra-tensiones. En la colada-continua el tratamiento contratensiones (permanencia450ºC por ejemplo) puede conseguirse fácilmente con-trolando perfectamente el proceso de enfriamiento de labarra. Además no existen las tensiones originadas porefectos de entalla excepto para barras muy despropor-cionadas (anchura>>altura pletinas,etc.)
- AUSENCIA DE CARBUROS (cementita). Independien-temente del control de la calidad metalúrgica, en piezasde moldeo con ciertos espesores críticos, una rápida ve-locidad de enfriamiento puede provocar aparición decarburos no deseados y ello implica la necesidad del tra-tamiento de eliminación de los mismos con la consi-guiente incertidumbre del resultado del recocido,cuando lo que se pretende es fundición “as cast” brutode colada (esferoidal o laminar, p. ejemplo GJL 250 oGJS 500-7). En la barra de colada continua hay un trata-miento de eliminación de carburos característico en lí-nea mediante un control absoluto de la velocidad de en-friamiento en el paso por Tª eutéctica, imposible de apli-car en la fundición de moldeo.
- VENTAJAS TIPICAS DE LA FUNDICION sobre el aceroson naturalmente aplicables a la barra de colada conti-nua de fundición gris y esferoidal. Facilidad de mecani-zado por grafito lubrificante, capacidad de amortigua-miento por el grafito, capacidad calorífica, coeficientedilatación, resistencia choque térmico, etc. En caso defundición dúctil mejor comportamiento con respecto aaceros normales (SAE 1045 p-ejemplo) referido a la Tª detransición rotura dúctil-frágil (Tas<<0ºC) y al límite elás-tico, aún con menores valores del ensayo Charpy pro-beta resiliencia (16 Julios frente a 22 Julios acero) y me-nores alargamientos (concast bar 600Mpa con 10%elongación es posible) respectivamente.
C. CLASES, ESTRUCTURA, DUREZA YCARACTERÍSTICAS MECÁNICAS… UCB UNITEDCAST BAR
En UCB CAST-PROFIL se fabrican todas las calidades re-flejadas de EN-1561 y EN-1563. EN-16482 es norma es-pecífica de concast bar. Las características mecánicasresponden a lo indicado en las normas. Todos los tiposde tratamiento aplicables a la fundición son factibles porsupuesto en concast bar (nitrurado, sulfinizado, cro-mado, temple evitando masivo naturalmente, etc.).
Barra de fundición laminar. Estructura exterior con gra-fito fino tamaño ID 7/8 y estructura interior grafito ta-maño IA 4/5/6 según dimensión barra. (Ver estructurascon grafito ID en periferia. a) Totalmente perlítica, b) Fe-rrítica 20% perlita.)
18 FUNDIDORES. MAYO 2016

Barra de fundición esferoidal. Estructura exterior con300 nod.grafito/mm2 y estructura interior con 80/200nod. grafito según dimensión barra.
La calidad UNIBAR 500-PLUS producida “as cast” –vermicro c) - (bruto de colada) corresponde a nuestra ba-rra esferoidal más solicitada, presenta las característicasmecánicas exigidas para GJS-400-15 y GJS-500-7, es de-cir, cumple los valores de R-tracción y L-elástico corres-pondientes a GJS-500-7 y la Elongación de GJS-400-15con una dureza de 170-185HB (< 15% perlita) y con au-sencia total de carburos por nuestro procedimiento espe-cial y único de recocido en línea. Mayoritariamente fe-rrítica presenta extraordinaria facilidad al mecanizadoque es lo que espera el cliente para ese tipo de calidad,sin necesidad de tratamiento en horno con las dificulta-des derivadas, flecha, fenómenos de oxidación, encare-cimiento del producto, etc.
D. BARRA PARA PIEZAS ADI. ESTRUCTURABAINÍTICA
Es interesante señalar respecto a la posibilidad de fabri-car concast bar destinadas a ADI que nuestro 700-2 so-metido al tratamiento “Austempering” –ver micro d)-(proceso de transformación isotérmica de la austenitapara obtener bainita inferior-superior etc.) que en la ma-yor parte de las especificaciones se consiguen las carac-terísticas exigidas sin alear con % importantes de Mo, Ni,Cu utilizados habitualmente para consecución de la es-tabilidad estructural de la bainita debido a la superior co-hesión indicada (zona periférica 300n/mm2) en compa-ración con el moldeo. Además nuestro concast bar evitala dificultad planteada en ocasiones sobre la necesidadde un recocido de eliminación de carburos previo al tra-tamiento de austempering porque en nuestro proceso se
a) Periferia-Rim-ID Graphite…Concast Bar UB 350.
b) Periferia-Rim-ID Graphite…Concast Bar UB 250.
c) Concast Bar UB 500-PLUSPerlita<15%.
d) Concast BarUB 700-2 ( posibleADI) > = 90%perlita.
obtiene la barra esferoidal en bruto de colada con au-sencia de carburos con 260-300HB lo cual hace posibleel mecanizado y la obtención de dimensiones práctica-mente finales. Así una vez realizado el temple isotérmicosolo necesitamos pequeños ajustes de cotas.
E. ESTRUCTURA PERIFERIA EN CONCASTBAR
Exterior de Barra de fundición gris grafito esferoidal. De-bido al rápido enfriamiento durante la solidificación, lazona exterior contiene una mayor cantidad de nódulos yde menor tamaño comparada con la zona del interior de labarra.
Exterior de Barra fundición gris grafito laminar. Debido alrápido enfriamiento durante la solidificación, la zona ex-terior contiene grafito tipo ID con tamaño 7/8 y estructuraferrítica en calidades GJL 250, pero >90% perlítica en ca-lidad GJL-350. Como vemos en tabla indicadora de dure-zas y estructuras esperadas según calidades. Como fabri-cantes de barra de colada continua es muy importante se-ñalar sobre este aspecto (presencia de grafito ID en elanillo exterior de la barra) que es un error pensar como aveces se sostiene desde ciertos ámbitos del mundo de lafundición, que el simple hecho de tener grafito ID descali-fica la estructura respecto al posible grafito IA. En nuestraopinión el concepto de grafito ID no deseable frente altipo A es consistente si estamos hablando de tamaños si-milares p. ejemplo IA 6/7 frente a ID6/7, el primero por sudistribución homogénea demostrará indudablemente máscohesión que en segundo, pero si comparamos una distri-bución IA 4/5 frente a ID 7/8 con el mismo tipo de estruc-tura de la matriz p. ejemplo 90% perlita, la 1ª estructurademostrará una cohesión indudablemente mucho menorque la 2ª. Este hecho está avalado por la realización demultitud de ensayos de tracción en ese tipo de escenarios.Además una barra totalmente perlítica se fabrica especial-mente en colada continua con grafito exclusivamenteID7/8 en toda la sección de la barra. Este material tieneunas características de cohesión (Resistencia a la tracción>280/300 Mpa) muy superiores a cualquier calidad perlí-tica con grafito IA sencillamente porque los tamaños máspequeños de este tipo de grafito (IA) nunca llegan a alcan-zar el tamaño 8 del tipo ID, naturalmente para un deter-minado espesor de la barra.
Servicio Lector 31
Barra fundición esferoidal noexiste diferencia en tipo de grafito
entre exterior de la barra y elinterior.
Barra fundición laminar seobserva matiz entre el tipo degrafito ID del exterior y el tipo
grafito IA del interior.
19FUNDIDORES. MAYO 2016

¿Cómo utilizar correctamente este tratamiento?
Sólo hay que seguir unos pocos pasos prácticos:
1. Se determina el grado de contaminación en las piezasgranalladas y en la granalla, sometiendo esta última ala prueba de la burbuja de agua o supervisando la hu-mectación de la superficie granallada con agua otinta.
2. Se vacuna la granalladora con una primera dosis deaditivo, para crear una mezcla base. El aditivo mues-tra inmediatamente su efecto. En las granalladoras sepueden comprobar los primeros avances tras 15-30minutos. En las cabinas de chorro obviamente se ne-cesita más tiempo, normalmente varios días.
3. En la operación siguiente el aditivo es retirado deforma continua junto con la contaminación. La canti-dad correspondiente de aditivo debe ser añadida denuevo, también sin interrupción.
Estos procesos pueden realizarse manualmente. Para ellodisponemos de un manual de instrucciones con los indi-cadores de cantidad y tiempos.
GRANALLADO Y DESENGRASADO EN UN SOLO PASO(y PARTE 2ª )
FUNDIDORES. MAYO 201620
(Viene del número anterior)

¿Este tratamiento se utiliza siempre de forma manual?
La aplicación del tratamiento de PantaTec también puederealizarse con el dosificador automático INJECTO 05.
De esta manera se puede mejorar la fiabilidad del pro-ceso y consecuentemente también su calidad. Asimismo,aumenta también la efectividad y la eficacia del sistema,ya que la recogida del aditivo puede realizarse en la fasemás favorable del proceso. Con el correspondiente con-trol del proceso con agua o más exactamente con tintasde prueba se puede calcular el volumen del aditivo ne-cesario. Este está definido por la dosis controlada porSPS, considerada repetible y estable de forma duradera.
¿Se puede probar este tratamiento también en equiposya existentes? ¿Es decir, se puede adaptar?
El tratamiento de PantaTec, así como el dosificador auto-mático, pueden integrarse en granalladoras nuevas asícomo adaptarse a granalladoras que están en funciona-miento, independientemente del fabricante de la má-quina.
La inversión para el modelo estándar INJECTO 05-01 esde 6000€. INJECTO ha sido diseñado como sistemaplug-and-play para su autoinstalación. Se prevé untiempo de entre 3 y 4 horas para su instalación y puestaen marcha.
¿Quién utiliza el tratamiento PantaTec?
En este tiempo el sistema ha sido instalado por más de800 usuarios. Aproximadamente el 50% de los mismosse dedica a recubrimientos anticorrosivos, como lacadoen húmedo, recubrimiento en polvo y revestimiento dezinc.
Cerca del 25% de los usuarios del tratamiento vienen desectores de la fundición así como del tratamiento tér-mico de metales.
La página Web de PantaTec contiene un listado de em-presas de referencia, que diariamente confían en esteproducto.
¿Dónde se puede ver cómo funciona?
En nuestra nueva página Web están descritos de formamás detallada todos los procesos y funciones. Estos tam-bién están recogidos en vídeos realizados sobre prácticasreales.
www.pantatec.de
Servicio Lector 32
21FUNDIDORES. MAYO 2016
BREVES
ACERIA DEL ECUADORC.A. (“ADELCA”)
Alcance y objetivo del proyecto:
El proyecto de Adelca consiste en laconstrucción, desarrollo y operaciónde una nueva acería de última gene-ración ubicada en el cantón de SanFrancisco de Milagro, en la provin-cia de Guayas, a unos 40 kilómetrosde Guayaquil. La acería contará conun nuevo laminador con una capaci-dad instalada de 400.000 toneladasmétricas al año, una planta de fundi-ción con una capacidad instalada de400.000 toneladas métricas al año,playas de almacenamiento, talleres,almacenes e infraestructura auxiliar.
Se calcula que el costo total del pro-yecto ascenderá a US$156 millones.El préstamo de la CII, de hastaUS$30 millones (que se prevé estaráparcialmente garantizado por SACES.p.A., la agencia italiana de créditoa la exportación), se utilizará para fi-nanciar la compra de los principalesequipos y maquinaria para el pro-yecto.
Adelca, que l leva más de cin-cuenta años operando en Ecuador,es un productor integrado de aceroy una de las empresas líderes en elsector acerero del país. Adelca uti-liza sobre todo chatarra con basede acero en un proceso de fundi-ción para producir palanquillas
que, a su vez, se utilizan en los la-minadores para producir formasestructurales largas, como barrasde acero. Adelca, con más de 13centros de operación en Ecuador,distribuye y comercializa sus pro-ductos sobre todo en el mercadointerior. Adelca del Litoral S.A. esuna subsidiaria de Adelca creadapara desarrollar el proyecto.
El Proyecto incrementará la capaci-dad instalada de producción deacero en Ecuador en 400.000 tonela-das métricas por año y aportará unanueva línea de un producto de acerocon valor agregado (el alambrón),que actualmente se importa.

4. RESULTADOS Y DISCUSIÓN
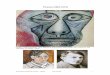
En la Fig.6 pueden apreciarse las zonas diferenciadas dela unión soldada. Las estructuras que se mencionan pue-den aparecer en diferentes proporciones, dependiendodel precalentamiento efectuado.
En las Fig. 7 a 12 se muestran las microestructuras carac-terísticas obtenidas en cada una de las zonas típicas de launión soldada.
Fig.6. Zonas diferenciadas localizadas en la soldadura. 1, metal deaportación; 2, metal parcialmente fundido; 3 y 4, zonas afectadas
térmicamente; 5, metal base no afectado térmicamente.
Fig.7: Metal de aportación (zona 1). Básicamente Ni, con nódulos degrafito. Ataque Nital1. a: 400X; b: 1000X.
Fig. 8. Zona de transición (zona 2). Fundición blanca, colonias de perlitatroostítica y nódulos de grafito. Ataque Nital1. a: 400X; b: 1000X.
Fig. 9. Zona de transición (zona 2). Bainitas (oscuras) en una matriz demartensita (clara) y placas de grafito. Ataque Nital1. a: 400X; b: 1000X.
Fig.10. Zona afectada térmicamente (zona 3). Perlita fina, de tipo troostítico,martensita, bainita y láminas de grafito. Ataque Nital1. a: 400X; b: 1000X
INFLUENCIA DE LA TEMPERATURA DE PRECALENTAMIENTO EN LASTRANSFORMACIONES METALÚRGICAS DE FUNDICIONES DE HIERRO ENSOLDADURAS HETEROGÉNEAS CON ELECTRODOS DE NÍQUEL (y PARTE 3ª )
Por A. Martínez (1); V. Miguel (1); L. Escudero (1); J. Coello (1); A. Calatayud (1)(1) Instituto de Desarrollo Regional. Laboratorio de Ciencia e Ingeniería de Materiales.
Universidad de Castilla-La Mancha.Avda. España s/n 02006 (Campus Universitario) Albacete, España
FUNDIDORES. MAYO 201622
(Viene del número anterior)
Fig.11. Zona afectada térmicamente (zona 4). Perlita fina, de tipotroostítico, y láminas de grafito. Ataque Nital1. a: 400X; b: 1000X.

.
En la Tabla 2 se indica el estado microestructural obte-nido ara cada zona de la unión soldada con las diferen-tes condiciones térmicas evaluadas.
El significado de cada procedimiento es:
- SPCA: Soldadura sin precalentamiento y enfriamientoal aire.
- SPCH: Soldadura sin precalentamiento y enfriamientoen horno.
- P600A: Soldadura con precalentamiento a 600ºC y en-friamiento al aire.
- P300A: Soldadura con precalentamiento a 300ºC y en-friamiento al aire.
- P150A: Soldadura con precalentamiento a 150ºC y en-friamiento al aire.
La relación de microconstituyentes:
- AP: material de aporte.- FB: fundición blanca.- PT: perlita fina, de tipo troostítico.- M: martensita.- B: bainita.- PL: perlita gruesa, de tipo laminar.- G: grafito laminar.
En la Tabla 3 se obtienen los valores de dureza para lasdiferentes zonas de las uniones soldadas y para los dife-rentes tratamientos térmicos evaluados.
En la Tabla 4 se indica la resistencia a la tracción de lasdiferentes muestras soldadas.
Fig.12. Zona no afectada térmicamente (zona 5). Perlita laminar yláminas de grafito. Ataque Nital1. a: 400X; b: 1000X.
Tabla 2. Relación de constituyentes en cada zona de la unión enfunción del tratamiento térmico efectuado.
Tabla 3. Dureza HV0,5 para cada zona y cada procedimiento.
Tabla 4. Resistencia a la tracción (Rm), promedio para cadaprocedimiento.
Como puede apreciarse de los ensayos de tracción, lasresistencias obtenidas para todos los procedimientos hansido similares. Todas las roturas ocurrieron por la zonano afectada térmicamente (zona 5).
Esto es lógico tratándose de fundición gris, ya que setrata de un material muy frágil y con resistencia mecá-nica baja. Todas las estructuras creadas en las cercaníasde las soldaduras tras los procesos de soldeo son igual-mente frágiles, como ocurre con la fundición blanca,martensita, bainita, y perlita troostítica con grafito lami-nar, pero más resistentes que la propia fundición gris.
Todo esto nos indica que, para este tipo de material,cualquier proceso de soldadura de los que se han apli-cado podría ser válido para reparación de piezas fractu-radas.
Los resultados podrían ser muy diferentes cuando el ma-terial base se trate de algún tipo de fundición dúctil,como las fundiciones maleables o las de grafito nodular.En estas, además de la resistencia mecánica de los mi-croconstituyentes creados por la afectación térmica, de-bemos considerar la fragilidad de los mismos, ya que elfallo de la pieza ocurriría con mucha probabilidad por elcomportamiento fragilizador de uno de los constituyen-tes, con una pérdida importante de tenacidad.
Como puede apreciarse en las Tablas 2 y 3, los procedi-mientos sin precalentamiento, con o sin calentamientoposterior, no aportan mejora estructural y de dureza, yaque no impiden la aparición de fundición blanca en lainterfase con la zona afectada térmicamente. Podríatransformarse parcialmente la martensita, dura y frágil,mediante un calentamiento posterior, pero sin evitar laaparición de fundición blanca no se introduce mejora al-guna. Por lo tanto, no serían aconsejables los procedi-mientos sin precalentamiento para la soldadura de pie-zas de fundiciones dúctiles.
Respecto a los procedimientos con precalentamiento, to-dos consiguen evitar la aparición de fundición blanca enla interfase (zona 2). No obstante, en las Tablas 2 y 3 seaprecia que se consiguen mejoras estructurales impor-tantes para las temperaturas de 300 y 600ºC, pero nopara la temperatura de 150ºC, ya que aparece martensitaen la zona 2. Por tanto, podemos desechar temperaturasbajas de tratamiento para una mejora importante de ca-racterísticas mecánicas.
Para las temperaturas de precalentamiento de 300 y600ºC se obtienen mejoras similares, por lo que lo másviable es la utilización de la más baja (300ºC). Además,temperaturas de ese orden pueden ser aplicadas local-mente a las piezas antes de proceder al soldeo, con so-plete de llama, por ejemplo.
4.- CONCLUSIONES
Para las fundiciones grises ha quedado de manifiesto lano necesidad de precalentamientos en las uniones solda-
23FUNDIDORES. MAYO 2016

das, ya que la unión es suficientemente eficiente. La ro-tura ocurre, en todos los casos, por el material base, frá-gil y de resistencia mecánica baja. Por tanto, el procesode soldadura con electrodo de Ni recubierto es válidopara la reparación de piezas fracturadas de fundicióngris.
Para las fundiciones dúctiles, como las maleables o lasde grafito nodular, debemos evitar la aparición de cons-tituyentes frágiles como la martensita y la fundiciónblanca, que mermarían considerablemente la tenacidaddel material. Para este tipo de fundiciones parece ser ne-cesario un precalentamiento a temperaturas superiores alos 300 ºC, bien localmente mediante el uso de llamas ointroduciendo toda la pieza en hornos. Esto últimoaporta muchas ventajas respecto de la velocidad de disi-
pación térmica, pero puede ser de muy difícil ejecución,sobre todo para piezas voluminosas.
El postcalentamiento no queda justificado en ningúncaso, ya que no elimina la fundición blanca, por lo queno aporta mejoras substánciales a la tenacidad de lasuniones soldadas.
5.- BIBLIOGRAFIA
[1] Welding Handbook. vol.4, Metals and their weldabi-lity, 7th ed., American Welding Society, USA, 1982.
[2] Unfried, J.y Tabares, E., Soldabilidad de fundicionesgrises con materiales de aporte tipos RBCuZn-A, ER-CuAl-A2 y ERNiFe-CI-A, DYNA, nº141, Medellín,marzo 2004.
Servicio Lector 33
24 FUNDIDORES. MAYO 2016
BREVES
ENFOQUE EN LA CALIDAD PARA
LOS PROVEEDORES DE LA
INDUSTRIA AUTOMOTRIZ EN
EXPANSIÓN DE MÉXICO
Con las continuas inversiones en el sectorautomotriz de México, el cual se encuen-tra en constante expansión, las empresasen la cadena de suministro, incluidas lasfundiciones y los fabricantes de compo-nentes, están enfocándose cada vez másen la calidad.
Ford es el fabricante de equipos origina-les (OEM) que anunció más reciente-mente la creación de una nueva fábricaen México; planea invertir USD 1.6 bi-llones en una planta automotriz en SanLuis Potosí, creando 2800 puestos de tra-bajo para el año 2020. Actualmente, Mé-xico es el cuarto país más grande de fa-bricación para Ford.
Otro proyecto importante es la empresaconjunta conformada por Daimler y laAlianza Renault-Nissan, que fabricará lapróxima generación de vehículos com-pactos de primera línea para Mercedes-Benz e Infiniti, en Aguascalientes, Mé-xico.
El Secretario de Economía de México elSr. Ildefonso Guajardo Villareal, consi-dera que la clave para el crecimiento delsector automotriz es avanzar en el as-pecto de sofisticación tecnológica yatraer a las marcas más importantes.
“El enfoque en el impulso de la calidad esevidente en la cadena de suministro”, ex-presó Stephen Hynes, director del área deComercialización de Ultraseal Internatio-
nal, empresa que exporta productos alre-dedor del mundo a los fabricantes de au-tomóviles y a proveedores de todo elmundo. La empresa es líder mundial en labúsqueda de soluciones al problema deporosidad en la fundición: esta consisteen orificios microscópicos dentro de unapieza de metal fundido que pueden cau-sar que ciertos componentes de un auto-móvil, como el bloque del motor, tenganpérdidas.
“Ultraseal es un participante de larga tra-yectoria en el mercado mexicano; hemossido testigos de un importante creci-miento del sector automotriz y este conti-núa expandiéndose. Los fabricantes seenfocan en la calidad: por ejemplo, ennuestro campo, el de la impregnación defundición, todos nuestros clientes estáneligiendo tecnología moderna de reci-clado en lugar de los métodos tradiciona-les.
Otro indicador significativo de que la ca-lidad se ha convertido en una prioridad esque los fabricantes en México estánusando la impregnación de fundicióncomo una mejora rutinaria de la calidadpara las piezas que tienen que mantenerun sellado hermético, principalmente losbloques de motor y los componentes delos sistemas de propulsión.
Los selladores reciclables como Rexeal100™ conservan el agua, utilizan menosquímicos y producen menos aguas resi-duales que la impregnación de fundicióntradicional: todas estas cualidades soncruciales en un país como México, quecuenta con muchas áreas áridas natura-les”.
Las inversiones en México inicialmentese concentraban cerca de las fronterascon Estados Unidos, su mercado princi-pal para productos automotrices, peromás recientemente la industria y su ca-dena de suministro han comenzado a es-tablecer bases en la zona central de Mé-xico, alrededor de Aguascalientes, Gua-najuato y San Luis Potosí.
Audi ha estado entrenando a algunos tra-bajadores mexicanos en Alemania paraprepararlos para la producción del Q5 enSan José Chiapa. BMW planea comenzarla producción en 2019 en San Luis Po-tosí; Toyota construirá automóviles com-pactos Corolla en Guanajuato.
Actualmente, México es el séptimo pro-ductor más grande de vehículos en elmundo, después de superar a Brasil en2014. Produjo 3,4 millones de vehículosen 2015, y tiene como objetivo alcanzarlos 5 millones para el año 2020. En el ru-bro de piezas automotrices, es el quintomás grande.
Casi todos los OEM automotrices princi-pales del mundo y 89 de las 100 empresaslíderes en autopartes están presentes enMéxico, incluidas BMW, Audi, Merce-des, Toyota, Volvo, Nissan, VW, Chrys-ler, Ford y GM.
Ultraseal International tiene su sede prin-cipal en el Reino Unido, y cuenta conempresas conjuntas en China e India, unaoficina en Japón, operaciones en EstadosUnidos y Europa, y una red de agentes ydistribuidores en todo el mundo, incluidouno en México.

Ribinerf Presenta su solución estándard robotizada paraalimentar piezas partiendo de piezas que vengan desor-denadas en un contenedor, colgadas en balancinas o so-bre cinta transportadora.
1. Solución estándar BinPicking:
En esta solución, la piezas vienen a granel, desordena-das, dentro de un contenedor. El sistema 3D localiza laspiezas dentro, sin importar el contenedor, analiza quepiezas puede el robot arrancar y cuales de estas la garrano colisionará con ninguna pieza o con el contenedor.
Beneficios:
• Trabaja con piezas desordenadas en caótico dentrodel contenedor.
• Permite contenedores deformados.• Mínimo coste para nuevos formatos.
• Tiempo zero de cambio de formato.
Ejemplos:
2. Solución estándar CartPicking.
En esta solución, las piezas vienen colgadas en carros,
balancinas… El robot lleva embarcado el cabezal 3D,
determina la posición de la pieza en el espacio y la coge.
Beneficios:
• Trabaja con piezas mal colgadas en carros o balanci-
nas.
• Permite contenedores, carros o balancinas deforma-
das.
• Permite control de calidad de la pieza, comparándola
con el modelo en CAD.
• Mínimo coste para nuevos formatos.
• Tiempo zero de cambio de formato.
SOLUCION COMPLETA DE ALIMENTACION DE PIEZAS
25FUNDIDORES. MAYO 2016

Ejemplos:
3. Solución estandard piezas sobre cinta(Autopacking).
Las piezas vienen desordenadas sobre una cinta trans-portadora, El sistema la localiza en 3D y los robots la co-gen de cinta.
Beneficios:
• Sistema de localización 3D es inmune al color, sucie-dad o cortes de la cinta.
• Ignora los recortes de hierro, selecciona la spiezas quecoinciden con el modelo CAD programado.
• Piezas montadas o apiladas una encima de la otra.• Mínimo coste para nuevos formatos.• Tiempo zero de cambio de formato.
Ejemplos:
Funciones/prestaciones en todos los casos:
• Sistema de localización CIRRUS 3D de piezas, com-parando con el modelo en CAD.
• El sistema CIRRUS realiza una simulación en realidadvirtual, para determinar qué piezas no están dema-siado enterradas para que el robot la pueda arrancar ycuales la garra podrá coger sin colisionar con otraspiezas, o con el contenedor.
• No importa si al contenedor, carro, balancina, etc…Está deformado o mal colocado, puesto que busca lapieza dentro de un volumen determinado.
• Garra dinámicamente adaptativa para coger piezaspor múltiples caras que se presenten.
• Dispositivo de volteo para cambiar la cara de la piezay dejarla siempre por la misma cara.
• Dispositivo de visión 2D par dejar la pieza con preci-sión.
• Sistema de programación usando el modelo CAD dela pieza y de la garra, simplifica la programación.
Servicio Lector 34
26 FUNDIDORES. MAYO 2016
BREVES
ESCUADRADO CONMAXIMILL 491: CONCEPTOINTELIGENTE YTÉCNICAMENTE ÚNICO
Manejo fácil, rentabilidad excepcional, ren-dimiento máximo y una calidad sin igual:es así como se presenta el nuevo sistema deescuadrado MaxiMill 491 de Cutting Solu-tions by CERATIZIT. Gracias a plaquitasde precisión de ocho filos de corte, es posi-ble generar perfiles exactos de 90°.
Rentabilidad excepcional gracias a ochofilos utilizables
Las plaquitas de ocho filos en las calidadesBLACKSTARTM y SILVERSTARTM sonen gran medida responsables de la rentabili-dad excepcional del sistema de escuadradoMaxiMill 491. El sistema MaxiMill 491ofrece un precio por filo muy atractivo frentea los productos de la competencia”, precisaMario Wolf, jefe de producto “Fresado” deCutting Solutions by CERATIZIT. Además,
es posible reducir los tiempos de cambios deherramientas, ya que el sistema MaxiMill491 se presta tanto para el desbaste comopara el acabado. En la mayoría de los casos,puede omitirse una pasada en acabado poste-rior, dado que el ángulo de ataque es exacta-mente de 90° y se obtienen muy buenas cali-dades superficiales.
Rendimiento máximo y calidad sin igual
“No conozco ningún otro sistema de escua-drado dotado con plaquitas radiales de ochofilos de corte utilizables que disponga de unángulo de ataque exacto de 90°. La combi-nación de todas sus características, hace elsistema único en su género”, afirma con ab-soluta certeza Mario Wolf. Gracias a la tec-nología de fabricación más reciente, lasplaquitas de precisión (tolerancia H) asegu-ran una planitud y una concentricidad per-fectas, una larga vida útil y acabados super-ficiales de alta calidad. Las fresas con pasodiferencial, en combinación con plaquitasperfectamente posicionadas, garantizan unmecanizado silencioso y un corte suave,
con un bajo requerimiento de potencia demáquina.
Gama de lanzamiento para aplicacionesmúltiples
El sistema de escuadrado puede ser utilizadode manera universal: planeado, escuadrado,fresado periférico, cajeado, ranurado tron-coidal etc. La gama de lanzamiento Maxi-Mill 491 comprende herramientas con diá-metros nominales comprendidos entre 32 y160 mm así como plaquitas en el tamaño de12 mm y con un radio de punta de 0,8 mm.Cutting Solutions by CERATIZIT proponeahora fresas sin mango, con mango y conmango roscado en dimensiones métricas y apartir de junio de 2016 igualmente en pulga-das. Las fresas sin mango están disponiblescon paso reducido y con paso amplio. Losrompevirutas combinados con la tecnologíade recubrimiento más reciente cubren lasaplicaciones en las gamas ISO P (aceros),ISO K (fundiciones), ISO M (aceros inoxi-dables) e ISO N (aluminio).

FOUNDRY CONGRESS MEXICO –JUNE 16TH 2016http://metalspain.com/FUNDICIONmexico-foundry.htm
Papers
- Refractory Overview and Selection.- Energy Saving Myths.- FRECH solutions for Die Casting : Energy and Industrie
4.0: consumo energético e industria 4.0.- The efficiency of a casting process starts in the melt
shop.- Quote from a leading die-caster and long-time
StrikoWestofen customer.- Energy Efficient Combustion Techniques for Foundry.- Spectometers : Heat Treatment of Aluminium castings.- Evolution of Automobile 2004-2015 : new techniques,
new challenges.- 3D measurement technology for inspection of cast parts.- The Transformation of the Casting Impregnation Process.- Research into the significance of pressure in the
application of impregnation sealant for porous castingsin power train components.
- Limpieza y acabados de superficies en piezas fundidas.- Diferentes abrasivos y consideraciones en los equipos de
limpieza..- An Introduction to ExOne 3DP Binder Jetting
Technology: 3D Printed Foundry Sand for ComplexCores and Mold.
- El problema de los residuos de procesos en las lineas deproducción industria metal-mecánica, acerías yfundición.
- A Novel Approach to Process Control and Tracability inthe Cast Iron Foundry Industry.
- Spectometers as a Quality management Tool for ferrous& non-ferrous alloy.
- Sistemas de tratamientos de aguas de procesos, y vertidozero.
- Soluciones a la medida para la medición en 3D departes de fundición.
- More to come
Presentation is 20 minutes + 10 for questions. Powerpoint.
Send tittle of the presentation for approval [email protected]
The audience is composed of professionals of mainMexican foundries and die casters.
Stand 399 euros
You can take advantage of the quality of the audience andpapers by renting a stand : an excellent opportunity to getnew contacts.
Including a table ( 2,5 m x 0,75) , 2 chairs and a poster.
Reservation package stand : $ 523,99 or euros 399
Payment by card, Paypal, Bank transfer in US$ or Euroshttp://metalspain.com/paypal-mexico-fundicion.html
27FUNDIDORES. MAYO 2016

See Congress 2015 and Videohttp://metalspain.com/FUNDICIONmexico-foundry.htm
Be present
Registration includes coffee-break, Lunch,documents. Inscription rights : US$ 151or € 115 Payment by cardhttp://metalspain.com/paypal-mexico-fundicion.html orBank transfer in Euros or US$
Lunch with clients is veryappreciated in Mexico.
Congress Center and Hotel
HOLIDAY INN DIAMANTE - Querétaro
Directs flights from Dallas, Houston …to QueretaroInternational Airport
Querétaro, Mexico June 16th, 2016
Information:http://metalspain.com/FUNDICIONmexico-foundry.htm
SPARE A THOUGHT FOR CRITICAL SPARESPump failures at oil production facilities globally—be itthe Persian Gulf or the Mexican Gulf—are anoccupational hazard, resulting in halted production andthe loss of several thousand dollars of revenue andproductivity for the business. It is mission critical to get theproduction line up and running quickly.
While this scenario occurs frequently, many companiesfail to anticipate it. Consequently, maintenance crews areusually scrambling to find spare parts, which if on hand,are likely to have been in storage for a few years, and are
28 FUNDIDORES. MAYO 2016

now covered in rust. If the crew is lucky, the spare partworks. If not, more time and money is lost in trying to fixthe old part or find a new one.
With engineers focused on operations, this scenario is notas rare as it should be. Support services such aspreservation of spares are often overlooked andconsidered of low priority. Too often, critical spares arestored with no protection at all. Responsibilities aredivided between departments, and discussions on whosebudget they fall under are protracted. This disastrousscenario can be avoided with a little forethought andplanning, minimizing downtime and ensuring operationsare kept running at peak performance.
Preservation specialists at Cortec® work with asset ownersin developing best in class, zero-defect, low-costpreservation solutions. Since many oil, gas, and powergen operations have warehouses full of spares that mayhave already rusted, critical spare preservation often startswith restoration. Non-toxic rust removers such as VpCI®-422 can effectively clean the rust off parts to restore themto usable condition on the same day. Biobased cleanerssuch as EcoLine® Cleaner Degreaser remove greases, oils,and other contaminants to prepare the parts forpreservation.
ENERGY SAVING MYTHS
This presentation will discuss the pros and cons of variousenergy saving ideas for aluminum melting and holdingfurnaces. The discussion will center around such items asrecuperation, regenerative burners, fixed heat loss, moltenmetal circulation, and others. The emphasis will be onwhat works with cost effective Returns on Investments.Attendees will leave with at least nine (9) energy andmoney saving ideas for their aluminum melting andholding furnaces.
Interesting paper at MEXICO FOUNDRY CONGRESS2016 – June 16th 2016 - See all papers athttp://metalspain.com/FUNDICIONmexico-foundry.htm
Non-toxic rust removers such as VpCI®-422 can effectively clean therust off parts to restore them to usable condition on the same day.
DÜRR ECOCLEAN STRIVES FOR FASTEREXPANSION OF THE GLOBAL MARKET ANDTECHNOLOGY LEADERSHIP
After the successful refocusing under the umbrella of theDürr Group, the Dürr Ecoclean Group has become theinternational market and technology leader in industrialparts cleaning over the last few years. Now, variousstrategic options for the future alignment and furthergrowth of Dürr Ecoclean are reviewed. The goal is tostrengthen the company’s international presence and theproximity to customers as well as to enhance the spectrumof applications and products.
“The heterogeneous target groups of the Ecocleanbusiness require different structures in research,development, production and sales as well as inmarketing than those present at the Dürr Group. In astrategic partnership with another company or with aninvestor we see the opportunity to respond more flexiblyto the demands of our markets and therefore to accelerateour growth”, explains Chairman of the Board MichaelFörster, who runs the company together with CEO FrankRingat.
The further global growth of the Ecoclean Group alsorequires a consolidation of the strongly fragmentedcompetitive environment. This may be realized forexample by the acquisition of relevant companies. “In theglobally growing market for industrial cleaning technology
29FUNDIDORES. MAYO 2016

it is important to further expand our global presence. It isour goal to strengthen our competitiveness and tosignificantly boost the group’s market share withinnovative solutions tailored to the specific needs of ourversatile target groups. We will be even closer to ourexisting and potential customers, additionally we will beable to react in a faster and more focused manner”, statesFrank Ringat confidently.
The Dürr Ecoclean Group has ten sites with approximately825 employees in eight countries around the world. Theygenerated around € 200 million turnover and an EBITmargin of around 6% in 2015. Customers are, on the onehand, the automotive industry and its suppliers, on theother, the company provides industrial cleaning machinesand systems for the broadly diversified industrial market,including aviation, mechanical engineering, optics,medical engineering, electronics and semiconductorindustry. With individually tailored technology from DürrEcoclean, customers can exploit potential savings forexample in unit costs, energy consumption and processtime.
SPAIN FOUNDRY CONGRESS 2016SEPT 29TH 2016 – BILBAO
http://metalspain.com/foundry-bilbao.html
Every year the most outstanding Foundry and Die Castingprofessionals meet in Bilbao.
2016 Congress is the 6th edition, after 2011, 2012, 2013,2014 and 2015 events, all located in the same Congresscenter and Hotel in Bilbao, the most dynamic area ofSpain for investment.
Papers
- Sand reclamation - Friction.- High thermal conductivity tool steel selection for high
productivity die casting processes and oustandingcomponent quality.
- Evolution of Automobile 2004-2015 : new techniques,new challenges.
- Sustainable chemistry for sustainable foundry andaluminium industry.
- Modern Degazing in Foundry.- More to come.
20 minutes for each presentation + 10 minutes foraudience questions.
Papers have to present CASE STUDY in a practical pointof view for Foundry or Die Casting technologies. Pleases send tittle for approval [email protected]
The audience is composed of professionals of the mainSpanish foundries.
STAND is 390 euros
Including table, 3 chairs and a poster place.
Registration
Inscription rights : 95 euros includes coffee break, lunch,documentation.
FAGOR EDERLAN, GERDAU, NEMAK, CASTINOX, SAPAPLACENCIA, JEZ, SUÑER, SEAT GEARBOX del PRAT,ANTOLIN, ALSTOM, AMURRIO FERROCARRIL ,KONIKER, UIPOS, CISA, EDERTEK, FUCHOSA, MFA,OCA, SCMFONDERIE, BRAVO ENTERPRISES, COFUNDI,COOPERATIVA AZCOITIANA, FAED, OLIZABAL YHUARTE, JEZ SISTEMAS FERROVARIOS, SHANDARTECHNOLOGIES, SPOOL SISTEMAS, TABIRA,TECNALIA, VILASSARENCA, URKO ASE, GABI SA,GRUPO ANTOLIN, CIE AUTOMOTIVE, FESIL,FUNDICIONES ACEROS ESPECIALES D SL- FAED ...arepresent in previous events
See video of previous congress and Infohttp://metalspain.com/[email protected]
FL SALES SELLS THE ASSETS OF THE FORMERB&W STEEL FOUNDRY Fl Sales has been chosen to sell the assets of the formerB&W steel foundry located in Barberton, Ohio. The steelfoundry was closed in July 2015 and features arc furnaces,bridge cranes, new 2014 Tinker omega mobile mixer,
30 FUNDIDORES. MAYO 2016

2012 and 2009 Waltz Holtz Dustar dust collection, 200915’ x 50’ car bottom heat treat, much more. Theliquidation will continue through September of 2016.
FL Sales has also been chosen to sell the assets of the Zurnfoundry located in Erie, Pa. the foundry will be closing intwo phases beginning in May, 2016 and October 2016.The foundry added a new melt shop and dust collection in2012.
ASK CHEMICALS IS 50
HALF A CENTURY SUSTAINABLE SOLUTIONS FROMSPECIALISTS
The roots of the present ASK Chemicals GmbH in Hilden,the headquarters of the ASK Chemicals Group, go back tothe founding of ADM Giesserei Chemikalien GmbH withparticipation in Kernfest KG in 1966.
Only four years later, the company changed its name toAshland-Süd-Chemie-Gießerei- Chemikalien GmbH & Co.KG. The two chemical concerns involved, Ashland andSüd- Chemie, agreed on wanting to offer the globalfoundry industry a joint and comprehensive range ofproducts that usefully complemented each other andshone a light on new and innovative solutions forfoundries throughout the world. Hence, Ashland-Süd-Chemie- Gießerei-Chemikalien GmbH & Co. KG servicedthe market from then on with products for core makingand mold sand binders. The company which changed itsname again in 1975 to Ashland-Südchemie-KernfestGmbH had by then made it its goal to develop andproduce innovative and efficient binding agents andrefractory coatings.
In 2014 ASK Chemicals was acquired by Rhône Capital –“a positive step for the future development of thecompany,” to quote ASK Chemicals CEO Frank Coenen.“Our owners are providing ASK Chemicals with valuableresources to make our company more successful long-term. To that end, we are deliberately investing in ourpresence in key markets, in R&D, and in ourmanufacturing capacities. For only in this way will we beable to offer our customers solutions and services in thefuture that bring lasting success.”
Important milestones in the company’s history are thedevelopment of the cold box and the inorganic INOTECtechnology.
TRITECH-WREXHAM SELECTS RETECH SYSTEMSTO SUPPLY A NEW EQUIAX VACUUM MELTINGAND CASTING SYSTEMBased in Wales, Tritech-Wrexham has been providingfully integrated manufacturing solutions to the aerospace,defense and related industries since 1982.
Founded as a center of excellence for investment casting,Tritech has expanded capacity and evolved to supportcustomer demand through added machining & finishingequipment. Tritech has ISO 9001 & AS 9100 approvals aswell as accreditation from NADCAP for NDT, TIGwelding, heat treatments and technical processing.
The new 50kg Vacuum Induction Melting (VIM) system,designed by Retech Systems LLC in Ukiah, CA, has beencustomized specifically to meet the demandingrequirements of Tritech and its customers. This meltingsystem will provide added capability for casting a range ofproducts and materials through a number of cost and timesaving features developed at Retech. John McKellar, ofRetech Systems, stated that “This 50kg VIM is ideallysuited to meet the needs of Tritech and their customers.
Nowhere else will they find a similar configuration whatcan and will improve capacity, composition andconsistency that they will see in this system.”
As a part of the SECO/WARWICK group of companies,Retech can take advantage of the global manufacturingcapabilities for this system, improving time and costsavings. Delivery is stated for late in 2016 with startup tobegin shortly thereafter.
FOUNDRY & DIE CASTING CONFERENCE -NOV. 17TH 2016 – PUNE, INDIAhttp://metalspain.com/india-foundry.html
India is 1,300,000,000 people. The highest GNP growthof Asia. Producing more than 4.000.000 vehicles
31FUNDIDORES. MAYO 2016

Pune is home to one of TATA MOTORS, BAJAJ AUTO,DAIMLER AG, MAN, THYSSENKRUPP, FIAT INDIA,TREMEC, SKF, JOHN DEERE, AMV MOTORS, BHARATFORGE, EATON, MAHINDRA & MAHINDRA, GENERALMOTORS, VOLSKWAGEN, MTU Friedrichshafen ...Apartfrom the auto giants, a large number of engineering,electronic, and electrical industries have set up bases. Theindustrial township of Pimpri Chinchwad, adjacent to themain city, is dotted with over 4,000 manufacturing units.
Call for Papers
The audience is composed of professionals of Indianfoundries and die casters.
Presentation is 20 minutes + 10 for questions. Powerpoint.
Please send tittle of the presentation for approval [email protected]
Stand
You can take advantage of the audience and the quality ofthe papers by renting a stand, to increase your contacts.
Including a table ( 2 ft width x 6 ft length) , 3 chairs and aposter.
Reservation package stand: euros 390
Upon reception of your payment, your stand is confirmed.
Payment by card, Paypal, Bank transfer in US$ or Euroshttp://metalspain.com/indiafoundry-paypal-euro.html
Sponsors
See video 2015 Event ahttp://metalspain.com/india-foundry.html
Be present
Inscription rights: euros 95 includes tea-break, lunch,documentation.
Payment by card, Paypal, Bank transfer in US$ or Euroshttp://metalspain.com/indiafoundry-paypal-euro.html Congress Center and Hotel
THE WESTIN PUNE KOREGAON PARK****
36/3-B, Koregaon Park Annexe, Mundhwa Road,Ghorpadi, Pune 411001
DID 020.6721.0000 F 020.6721.0021RESERVATIONS 18002582555 (Toll Free)[email protected] info at http://metalspain.com/[email protected]
S.S. ENGINEERING - INDIAS.S. Engineering, introduce themselves as one of theLeading Manufacturer and exporters of Pressure DieCasting Machine, with its allied equipments.
We have a team of qualified engineers who have been inthe machine tool manufacturing line for more than 25years. Strict Quality Assurance Policies are observed in allour Manufacturing and Assembly activities ofthe Company. Our products are ISO certified and CEmarked for quality.
We provide machinery with comprehensive package oftechnological support including product & industryconsultancy, operation/maintenance training and aftersales service to ensure that our machines give outstandingperformance at all times.
Our product line includes:-
1. Cold chamber Pressure Die Casting Machines.2. Low Pressure Die Casting Machines.3. Gravity Die Casting Machines.4. Hot chamber Pressure Die Casting Presses. 5. Plunger Lubrication.6. Auto Ladler Machine.7. Auto Sprayer Machine8. Auto Extractor Machine
SS undertakes refurbishing / reconditioning of Pressure DieCasting Machines of any ‘make’ at our site and on siteboth..
32 FUNDIDORES. MAYO 2016

Two manufacturing plants:
Unit I - located at New DelhiUnit II - located at IMT, Manesar
S.S. ENGINEERING WORKS is also a channel partner ofthe ABB Robotic division for Automation Equipment fordie casting purpose.
ULTRASEAL AMERICA INC TO DEMONSTRATETO DIECASTERS THE LATEST SOLUTIONS FORCOMBATING POROSITY
Many manufacturers nowinclude casting impregnation asa routine quality enhancementand Ultraseal’s latestinnovation, the R-FL-DuplexPlus, makes it easier than everbefore to incorporate theprocess into a just-in-timeproduction line.
Fully automated with robotics, the R-FL-Duplex Plus’sdesign eliminates one of the three stages of a traditionalcasting impregnation process. The new two stageimpregnation process has a modular design and with theaddition of multiple hot cure modules, this means that itcan process up to 45 components an hour whilst stillachieving world class sealing quality.
Being compact, it takes up far less floor space thanconventional casting impregnation equipment, thusreducing overheads. Fully compatible with Ultraseal’srecycling sealant Rexeal 100™, the R-FL Duplex Plusrecycles both sealant and water and produces minimalwastewater when compared to a conventional castingimpregnation process.
Stephen Hynes, Marketing Director, Ultraseal, said: “TheR-FL-Duplex Plus is an exciting development in castingimpregnation and is ideally suited to manufacturers in theautomotive supply chain who have to attain the highestquality standards.
“It has never been easier to incorporate effective castingimpregnation into a just-in-time production line to ensureleak-free parts and avoid the publicity and cost of aproduct recall, or costly compensation for failing parts.”
Ultraseal works with almost all of the major automotiveOEMs and Tier One suppliers and has a global reach, withoperations in Europe, the United States, China, India andJapan. Ultraseal International, the parent company ofUltraseal America Inc., is based in Coventry, UK.
The company offers a number of solutions to combatporosity: while companies with small or varied productionruns may choose to send parts out to jobshops where theycan access Ultraseal’s proven technologies, those withlarge production runs of single parts often prefer to investin their own casting impregnation equipment.
OPTIMIZATION OF TIME AND TEMPERATUREFOR THERMAL RECLAMATION OF FURANRESIN BONDED SAND
The moulding sand is an important material in foundriesto produce the castings and there is no suitable substitutefor this sand invented so far. The availability of goodquality high silica sand suitable for foundry industry isbecoming scarce due to high demand and also strictrestriction in mining of sand due to ecological reasons.The reclamation of used sand is becoming mandatory inorder to avoid the scarcity and also disposal of used sandhas become a serious issue due to environment reasons.Hence an attempt has been conducted in detail on furanresin bonded used sand collected from various foundriesin and around Coimbatore area. The furan based usedsand properties like loss on ignition (LOI), total gasevolution, sulphur content & PH were measured.Experiments were conducted in muffle furnace oncollected samples at different time and temperature toidentify the suitable and feasible properties of thermallyreclaimed sand with fresh/new sand.
Interesting paper presented at FOUNDRY & DIE CASTINGConference INDIA Pune 2016http://metalspain.com/india-foundry.html
WHEN CASTING MOLDS ARE NO LONGERCAST BUT PRINTED - WORLD’S LARGEST 3DPRINTING SYSTEM GOES INTO OPERATION INTHE US
voxeljet increases itspresence in the USgrowth market with thestart-up of the largest 3D
printing system in Michigan. With the VX4000 3D printer,one of the leading providers of large-format 3D printersand on-demand parts services underlines its importantposition in the US market. This benefits in particular theUS foundry industry, which is a direct consumer of theseservices. For example, 3D printers can be used to
33FUNDIDORES. MAYO 2016

manufacture large rotors and turbines – and usually muchmore quickly and cost-effectively than using traditionalmethods.
No other 3D printing system for sand molds offers largercontinuous build volumes. At 4000 x 2000 x 1000 mm(LxWxH), the build space more or less corresponds to thesize of a VW Golf car. David Tait, Managing Director ofvoxeljet America, commented the expanded capacities ofthe voxeljet equipment fleet and range of services in theUS as follows: “The market for cast parts in the US hasalways focused on size. With the VX4000, we not onlyproduce the largest sand molds in the world, but can alsocombine these with smaller mold components. Theresulting flexibility provides for rapid delivery times andcost-efficient production.”
Printing process especially adapted to large designs
The VX4000 is very fast and easy to operate. In addition toensuring cost-effective production processes for very largeindividual molds, this huge 3D printer can also be used toproduce small series parts or a combination of the two. Inaddition, it also prints stable side walls, which means thatthe size of the build space can be adjusted as needed. Noother comparable system is able to adjust the build speedto the build volume in such a way.
Another feature: The layer building method has beenespecially adapted for this printer. Therefore the buildingplatform is not lowered during the printing process, butrather the print head is raised with each layer. Themachine thus easily supports the heavy weight of thebuilding platform, which can also be quickly replaced viaa rail. This allows for virtually permanent printing.
The molds are created with the layer-wise application ofthe particle material quartz sand, which is glued togetherwith a binding agent. After the printing process iscomplete, the mold only has to be unpacked, i.e. cleanedof excess sand. Since sand molds are created directly fromCAD data, they set the trend in terms of richness of detailand precision.
Conquering the US market for 3D printing
Although voxeljet has specialized in additivemanufacturing for the foundry industry, in general everycompany that uses casting processes – hence designs,processes, uses or optimizes cast parts – can benefit fromvoxeljet’s technology.
With the decision to introduce the VX4000 in the UnitedStates, voxeljet completes its service range for the on-demand 3D printing of large sand molds in this market.“We decided to place our largest printing system in the US
in order to service growing demand in the US marketdirectly on location. Our objective is to strengthen ourmost important growth market with a diversified portfolioof machines, materials and processes,” is how RudolfFranz, COO of voxeljet AG, describes the great potentialof the US market. Indirect beneficiaries of this high-endtechnology are the automotive industry, the specialmachine building sector and the spare parts industry inparticular.
3D printing offers clear cost advantages
Demand for 3D-printed sand casting molds and plasticmodels has grown considerably, particularly in the US,which is considered the largest growth market for 3Dprinting. In terms of total costs, 3D printing is much morecost-effective than traditional methods due to thecomplete lack of tool costs, at least up to a certain batchsize. The smaller the batch size, the greater the costadvantage offered by voxeljet’s technology. Particularly inthe case of complex geometries, 3D printing is still themost economical alternative even for batch sizes ofseveral hundred units.
Advantages of 3D-printed sand molds and cores at aglance:
• Economical production: Sand molds and cores areprinted in one piece without complex and expensivetool production.
• Large-format printing: Large molds can be produced ona build platform measuring 4000 x 2000 x 1000 mm (Lx W x H).
• Fast availability: Express delivery in only 3 workingdays.
• Complex components: Nearly unlimited geometriesand even undercuts can be implemented.
• Precise sand molds and cores with high surface quality:With 300 μm thin quartz sand layers.
• Familiar features: Quartz sand and furan resin withseries-comparable mold and casting properties.
• Suitable for sand-casting all castable metals, such asaluminum, brass, magnesium, iron and steel casting aswell as all common alloys.
• Combinations possible: 3D printed cores can becombined with traditional sand molds, and vice versa.
• Simple core removal: A low binder content means thatthe behavior during outgassing and core removal issimilar to traditional methods.
• Ideal for prototype production and tool optimization:The development and improvement of e.g. tools using3D printing is faster, more flexible and moreeconomical.
34 FUNDIDORES. MAYO 2016

BUEHLER CONSOLIDATES EUROPEANMETALLOGRAPHY AND HARDNESS TESTINGBUSINESS IN ESSLINGEN/GERMANY
Roland Prauss, European Commercial Director at BuehlerITW Test & Measurement GmbH: “By consolidating ourEuropean operations at our Esslingen site, we are now ableto provide our customers with access to all our technologiesfrom sample preparation to automated hardness testingfrom a single source, and under one roof.”
Buehler ITW Test & Measurement a leading manufacturerof equipment, consumables and accessories formetallography and hardness testing, has combined itsbusiness sectors Metallography, formerly based inDüsseldorf/Germany, and Hardness Testing, still widelyknown under its previous name, Wilson Hardness, andtraditionally based in Esslingen am Neckar in Germany.
The facilities at the new ‘Buehler Solutions Centre’ inEsslingen offer Buehler ITW Test & Measurement adequatespace for development, training, production, sales andwarehousing. They even allow for a future expansion ofthese activities, providing customers from the German-speaking region, France and the UK with direct access to ateam of highly qualified professionals in all matters of theprocurement, operation and servicing of equipment andsystems, as well as a central warehouse for spare parts andconsumables. In addition, Buehler is represented in 50countries worldwide through distributors.
Buehler is present at MEXICO FOUNDRY CONGRESS2016 with its representative in Mexico.
JC RAPID MFG (SZ) CO., LTD
Many designers in Europe/US/AU have 3D printingcapacity but not the ability to offer cost effective nextstage option of production in metal (brass, alloy, stainlesssteel etc) .
After early stage , resonable price in mass production alsocan be very helpful to develo business .
Our main products are CNC machining parts, plasticinjection mould and plastic injection parts .Price is 3-4times cheaper than Europe/US/AU/JP
Advantag :
1. Price is 3-4 times cheaper than Europe/US/AU/JP. 2. Precision dimension 100mm tolerance: 0.02-0.04mm. 3. Daily shipments above 15,000 pcs. 4. Welcome to enquiry through mail or phone.
QUICKLY AND INEXPENSIVELY ENSURE YOURPLATENS AND MOLD HALVES ARE PROPERLYALIGNED AND FREE OF DEFECTS WITH MOLD-ALIGN®
Mold-Align is a thin sensor film that quickly revealspressure distribution along the parting line of your twomold halves. When placed between halves that arecompressed together, it instantaneously changes color toreveal precisely how pressure is distributed. This makes iteasy to scrutinize and correct areas of high and lowcontact pressure along the parting line which lead to flash,burns and other defects. Though its primary purpose is toindicate mold face planarity, Mold-Align can also be usedto correct the contact pressure of clamps and tiebars.
LOW YOUR COSTS, NOT YOUR QUALITY!Use E-ECO Technology to provide the highest demandsof Shotblasting and Shotpeening
The new E-ECO Complete Process Monitoring Technology(CPMT) is Surface Treatment Revolutionary Technology.With the latest E-ECO Superior Wheel and AADAutomatic Abrasive Dosing integrated into a CompleteProcess Monitoring we can provide the best results for ourcustomers.
Aleš Jurman, sales and technical director E-ECO BlastingTechnology (Extra Efficiency, Economy, Ecology, Energysaving, Extra lasting).
• E-ECO Highly Efficient Turbines With Dosing Valve-Siapro Development.
• Machines Price Optimization (Basic, Junior, SuperiorSolutions).
• Good Price for Delivered Quality and RobustConstruction
• Optimized for Low Maintenance.• Users friendly with Moving Panels etc.
35FUNDIDORES. MAYO 2016

USED MACHINES FROM EUROPE• Idra 220 ton Price 13 lacs
• Ital press 550 ton Price 21.5 LACS
• Triulzi 400 ton Price 22 lacs
USED MACHINES IN STOCK• 250 ton Toyo Fully Reconditioned 13 lacs
• 350 ton Toyo 16 lacs
• 400 ton SS 15 LACS
• HMT 250 TONS -2 Nos
• HMT 160 TONS -2 Nos
• HMT 120 TONS -1 Nos
• HMT 80 TONS -1 Nos
• HMT 60 TONS -1 Nos
For any other information please do contact us.
Kind Regards
Ajit Khanna
BUSCAMOS TÉCNICO-COMERCIAL,preferible Ingeniero, con conocimiento en fundicion ferrica,
especialmente en hornos, para desarrollo de Proyecto enhornos de induccion a nivel Europa y America.
Interesados enviar CV a [email protected]
EU HILDEGARDO LOPES,tenho 38 anos de idade, trabalhei em uma fundição de grande
porte na cidade de Contagem/MG/Brasil quase 18 anosatuando em cargos de Ajudante de Produção, Auxiliar Técnico
de Produção, Supervisor Técnico de Fusão e Supervisor deProdução, sou Técnico de Fundição/metalurgia, Engenheiro deProdução e Pós graduado em engenharia de Recursos minerais
pela UFMG. Atualmente estou desempregado em busca denovas oportunidades no mercado. Tenho disponibilidade detrabalhar e morar na Espanha. Se porventura tiver algumaempresa de fundição na Espanha que esteja contratando e
puder me indicar, ficarei eternamente grato.
Desde já agradeço total apoio e dedicação,
Atenciosamente,
Hildegardo Lopes <[email protected]>
OPORTUNIDADES EN EQUIPO SEMINUEVO en Monterrey
GRUPO PRODENSA · Carretera Miguel Aleman ·Ciudad Apodaca, NL 66633 · Mexico
Juan Carlos Rivera [email protected]
CincinnatiMarca: Cincinnati
Modelo: VH 500-54, Año de Fabricación 1998En Funcionamiento
Ubicación: Monterrey Nuevo León
Belken BL378-Año 2006Marca: Belken
Modelo: L378.0, Año de Fabricación 2006En Funcionamiento
Ubicación: Torreon, Coahuila
JSWMarca: JSW
Modelo: J500 CE, Año de Fabricación 1994En Funcionamiento
Ubicación: MonterreyCincinnati Milacron NT935 Año: 2002
Marca: CincinnatiModelo: NT935, Año de Fabricación 2002
En FuncionamientoUbicación: Monterrey
Más informaciones en http://metalspain.com/empleo.htm
36 FUNDIDORES. MAYO 2016
GRANALLADORA DE GANCHO DE OCASIÓN
– MARCA: ALJU– MODELO: REGINA
161-A– INTERIOR TODO DE
MANGANESO– TOTALMENTE
REVISADA YGARANTIZADA
GRANALLATECNICTel. 93 715 00 00FAX 93 715 11 52
Email:[email protected]

LISTADO DE EQUIPAMIENTOS• 2 MAQUINAS DE MOLDEO INT. ALONSO
mod. /JA-2 automáticas revisadas CE.• 1 PARRILLA DE DESMOLDEO medidas 2500 x 2500
mm.• 1 VENTILADOR de 4000 m3 de alta eficiencia.• 1 POLIPASTO monorraíl motorizado de 4 TN M/JASO.• 1 ESPECTOMETRO SPECTROCAST. 19 canales para
hierro laminar, esferoidal y aceros de baja aleación.Sistema operativo Microsoft MS-DOS.
• 1 CONJUNTO de mesa de corte y lijadoras deModelista.
• MOTORES ELECTRICOS de varias potencias.• 1 TALADRO HIDRAULICO (TCA-32 ENLO).• 1 TALADRO ROSCADORA MOD AIKARTU.• 1 RETRACTILADORA 50 CICLOS.• 1 SIERRA STARRET motor MEC-POWER.• 6 BANDEJAS Vibrantes URBAR Motor ABS 70/100
V-33.• 2 BANDEJAS Vibrantes URBAR Motor ABS 30/66
V-23.• 1 ENVIADOR DE 12 TN/HORA.• 1 ENVIADOR DE 8 TN/HORA.• 1 PRENSA HIDRAULICA DE 40 TN.• 1 COMPRESOR MOD. INGERSOLL-RAND DE 20 CV.
Con SECADOR Y DEPOSITO ACUMULADOR.
FEBRERO 2016• Accesorios para revestimiento de las cuchasas con
kaltex.• 1 CAZO DE 1 TN. para carga de horno.• 1 CUCHARA DE capacidad 3 TN con BUZA.• 3 CUCHARAS DE 1.000 KG con BUZA.• 1 CUCHARA DE 1.000 KG DE TETERA.• 1 MANIPULADOR neumático, tipo SOPAME.• 1 MARMOL grado “0” LAN FLAT 1,5Mx1M.• 1 ASPIRADORA NILFISK 3 MOTORES.• 1 MESA PARA CORTAR POLIESTIRENO.• 1 ANALIZADOR DE partículas magnéticas.• 1 GASIFICADOR, M/Arabamendi de 1 ½ “, año 2002.• 1 BÁSCULA ELECTRÓNICA CAP. 150 Kgs, sensibilidad
20 gramos.• MUFLA de 250ºC, M/SELECTA.
EUSKATFUND, S.L.Pol. Ind. GoiainC/. Padurea 8
Telf.945465581 Fax.94546595301170 Legutiano (Álava)
E-mail: [email protected]
Sr. Juan Medina. Móvil 649 961497
Info: http://metalspain.com
37FUNDIDORES. MAYO 2016
FUNDICION COMPLETA EN VENTA PORLOTES.
FALESA (Vitoria)
1 Horno de Inducción INDUCTOTHERM, 500 KW,1200 Kg.
1 Horno de Inducción INDUCTOTHERM, 500 KW,800Kg.
2 Mezcladoras continuas ODARLAN 5 Tm/h.
1 Volteador, caja 1200x800 con carrusel.
1 Sistema Recuperación mecánica de arena de6 Tm/h completo con parilla de 1,5mx1,5m, Tolvasde arena nueva y usada, tromel , enfriador, torre yemisores.
1 Granalladora de gancho MEBUSA.
1 Disparadora de machos LORAMENDI, 16 l.
1 Horno de tratamientos eléctrico, COEL.
1 Espectrómetro para aleaciones de Acero, JOBINYBON.
1 Máquina de ensayo tracción HOYTON.
1 Medidor ultrasonidos KRAUTKRÄMER.
1 Medidor partículas magnéticas MAGISCOP.
1 Durómetro portátil.
1 Sistema de marcado de piezas.
1 Sistema de rebarbado arco-aire.
1 Sistema de Aspiración para 2 puestos de rebarbado4300m3/h. MOYVEN.
1 Sistema de Aspiración para 7 puestos de rebarbado38.000m3/h. MOYVEN.
Puentes Grúa DEMAG de 5 Tm, 3,2 Tm, 2 Tm.
Polipastos, grúas para rebarbado, carretillaselevadoras, etc.
Mov. +34 666 447946 (Sr. Alonso)
E-mail. [email protected]
Web. www.foundryglobal.com

FUNDIDORES. MAYO 201638

FUNDIDORES. MAYO 2016 39
GUIA

GUIA
40 FUNDIDORES. MAYO 2016