Embed Size (px)
Citation preview
7/23/2019 2_doc.docx
http://slidepdf.com/reader/full/2docdocx 1/2
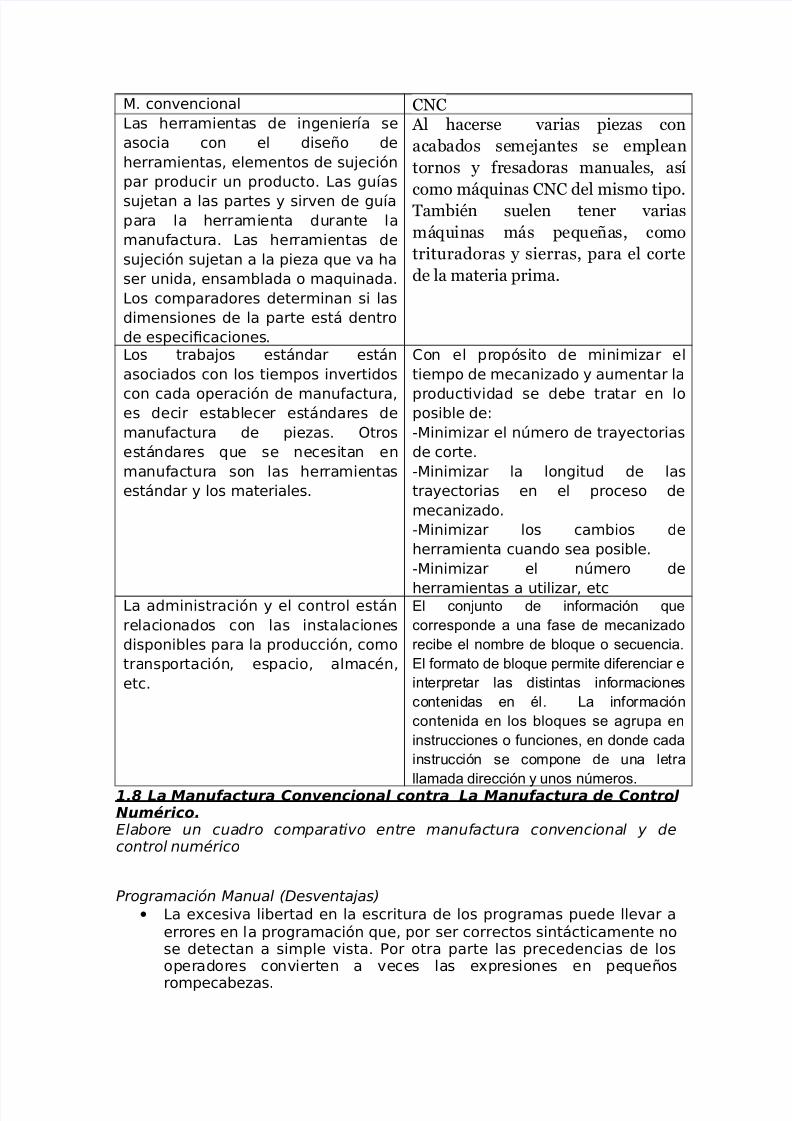
M. convencional CNCLas herramientas de ingeniería se
asocia con el diseño de
herramientas, elementos de sujeción
par producir un producto. Las guías
sujetan a las partes y sirven de guíapara la herramienta durante la
manufactura. Las herramientas de
sujeción sujetan a la pieza que va ha
ser unida, ensamblada o maquinada.
Los comparadores determinan si las
dimensiones de la parte est dentro
de especi!caciones.
Al hacerse varias piezas con
acabados semejantes se emplean
tornos y fresadoras manuales, así
como máquinas CNC del mismo tipo.Tambin suelen tener varias
máquinas más peque!as, como
trituradoras y sierras, para el corte
de la materia prima.
Los trabajos estndar estn
asociados con los tiempos invertidos
con cada operación de manufactura,es decir establecer estndares de
manufactura de piezas. "tros
estndares que se necesitan en
manufactura son las herramientas
estndar y los materiales.
#on el propósito de minimizar el
tiempo de mecanizado y aumentar la
productividad se debe tratar en loposible de$
%Minimizar el n&mero de trayectorias
de corte.
%Minimizar la longitud de las
trayectorias en el proceso de
mecanizado.
%Minimizar los cambios de
herramienta cuando sea posible.
%Minimizar el n&mero de
herramientas a utilizar, etcLa administración y el control estn
relacionados con las instalaciones
disponibles para la producción, como
transportación, espacio, almac'n,
etc.
El conjunto de información que
corresponde a una fase de mecanizado
recibe el nombre de bloque o secuencia.
El formato de bloque permite diferenciar e
interpretar las distintas informaciones
contenidas en él. La información
contenida en los bloques se agrupa en
instrucciones o funciones, en donde cada
instrucción se compone de una letra
llamada dirección y unos números.
1.8 La Manufactura Convencional contra La Manufactura de Control
Numérico.
Elabore un cuadro comparativo entre manufactura convencional y decontrol numérico
Programación Manual (Desventajas)• La e(cesiva libertad en la escritura de los programas puede llevar a
errores en la programación que, por ser correctos sintcticamente nose detectan a simple vista. )or otra parte las precedencias de losoperadores convierten a veces las e(presiones en pequeños
rompecabezas.
7/23/2019 2_doc.docx
http://slidepdf.com/reader/full/2docdocx 2/2
• #arece de instrucciones de entrada*salida, de instrucciones paramanejo de cadenas de caracteres, con lo que este trabajo queda parala librería de rutinas, con la consiguiente p'rdida de transportabilidad.
• +i!cultad y lentitud en la codi!cación.
• ienen sus aplicaciones muy reducidas, se centran bsicamente en
aplicaciones de tiempo real, control de procesos y de dispositivoselectrónicos-sta programación se realiza a pie de mquina y como su propio nombreindica, consiste en mantener una especie de conversación con la mquina.-sta conversación se realiza desde el panel de control de la propia mquina,comunicndole a 'sta los datos que te vaya solicitando en cada momento.-ste tipo de programación, al ser ms intuitiva que las anteriores, norequiere de un operario tan especializado en lenguajes de programación.Programación Conversacional
Programación CADCAMTambién hay que recordar que se intenta que las mquinas trabajen de manera
automtica sin que nadie las tenga que estar controlando permanentemente. Estoimplicara en la mayor!a de los casos programas muy largos con cambios deherramienta incluido. Es fundamental saber conser"ar las herramientas, conocer sustiempos de "ida y no permitir que se rompan. El dise#o del producto y suscomponentes pueden haberse obtenidos en un sistema $%&'$%(, bajo esto elprogramador de control numérico recupera la base de datos de dise#o resultante,incluyendo la definición geométrica de cada parte, a fin de usarla como la geometr!ainicial de la programación de partes. Esta recuperación ahorra un tiempo "alioso encomparación con la reconstrucción de la parte desde cero, usando enunciados degeometr!a de la %)T.
El rompimiento de una herramienta que ocupa uno de los primeros lugares en el ordende mecanización comporta casi siempre automticamente el rompimiento de muchasde las herramientas que "an detrs. *o hace falta decir el coste que podr!a tener unhecho como este en horas de mquina perdidas, en costo económico directo en laspropias herramientas, de la pieza y hasta de la propia mquina.
%lgunas secciones de las herramientas estn automatizadas y generan trayectorias deuna ruta, tales como el perfilado por fresado en la superficie de una parte, el fresadode una ca"idad dentro de la superficie de una parte, la elaboración de contornos ensuperficies y operaciones punto a punto. El programador de partes solicita estasrutinas como comandos macroespaciales. +u uso produce ahorros significati"os en eltiempo y esfuerzo de programación.
La programación #+*#M se utiliza cuando las geometrías son mscomplicadas y cuando la pieza ya es una !gura con de!niciones en /+





























