Embed Size (px)
Citation preview
INTRODUCCION.
En los últimos años, la fiabilidad (es decir, la probabilidad de que un producto, un equipo o un proceso cumplan la función que tienen asignada sin fallos Y de acuerdo con condiciones determinadas durante un periodo de tiempo Dado) se ha convertido en un tema cada vez más importante cuando se trata De conseguir una mejora continua. Una mayor fiabilidad de la planta reduce Los costes del proceso (y de los fallos de los equipos) y contribuye a aumentar La producción y, en consecuencia, a conseguir un margen bruto mayor. Además, aumenta la seguridad de los puestos de trabajo y disminuye los riesgos medioambientales potencialmente graves. Las plantas de producción d deben trabajar con un nivel de fiabilidad Alto sin derrochar capital ni incurrir en costes extraordinarios. Las empresas inteligentes se esfuerzan en conseguir una cifra de ceros en defectos y accidentes. Muchas de esas organizaciones aplican asimismo la norma de “tolerancia cero” para los fallos de equipos y tienen un objetivo de cero para los fallos. Sin embargo, si los equipos se dejan sin vigilancia acabaran por fallar. Para luchar contra eso, las empresas de vanguardia están incorporando dos estrategias importantes para la gestión de equipos: El mantenimiento basado en la condición y las prácticas de fiabilidad. El factor fundamental es alcanzar el control de esos fallos anticipándose a ellos desde fases iniciales e interviniendo con procedimientos planeados y programados
Definición de confiabilidad.Según [MIL-STD 721C] es una medida del grado deOperabilidad y capacidad de un sistema para prestar elServicio requerido en cualquier momento de su tiempo deMisión, suponiendo su disponibilidad en el instante inicial.
Análisis cuantitativo de riesgos: fiabilidad de componentes e implicaciones en el mantenimiento preventivo.
La notable evolución y complejidad de determinadas instalaciones en la industria de proceso, exige cada vez más la utilización de técnicas de evaluación de riesgos más potentes, que permitan realizar un análisis riguroso de las instalaciones, aportando algo más que la simple identificación de deficiencias o la detección de desviaciones sobre estándares reglamentarios establecidos.Para la realización de un análisis cuantitativo de riesgos es necesario obtener la frecuencia-probabilidad de que se produzca un determinado accidente, que conjuntamente con el nivel de daño producido definirá el riesgo de la instalación.La determinación rigurosa de la frecuencia-probabilidad de un accidente o suceso no deseado en una instalación, se realiza mediante la construcción de un árbol de fallos y errores, que permita obtener dicha frecuencia de ocurrencia a partir de las probabilidades de fallo o indisponibilidades de los equipos que integran el sistema.
Una de las aplicaciones más importante de este tipo de análisis de riesgos consiste en la determinación de los equipos y funciones más criticas para la seguridad del sistema analizado y la planificación de actuaciones preventivas sobre las mismas, tanto en el diseño de la instalación como en las estrategias de mantenimiento preventivo, con el objeto final de aumentar el nivel de seguridad.
Datos necesariosPara obtener las indisponibilidades de los sucesos básicos que componen un determinado árbol de fallos es necesario conocer y disponer ciertos parámetros de funcionamiento e intrínsecos de los componentes o equipos (válvulas, bombas, etc.) que forman el sistema a analizar.1 Estos parámetros están almacenados unos en bases de datos de fiabilidad de componentes y otros en las especificaciones de operación y registros de averías de la planta.2 Los parámetros que a continuación se definen serán utilizados para el cálculo de las indisponibilidades de los sucesos básicos mediante las expresiones matemáticas que procedan para cada modo de fallo.3 Tasa de fallos (l): Esta determinada por el número de fallos que ocurren en un equipo dividido por el tiempo transcurrido.4 Tasa de fallos en operación (lo): Esta determinada por el número de fallos que tiene un equipo cuando está en operación dividido por el tiempo de operación en el que ocurren los fallos.
Tasa de fallos en espera (ls): Esta determinada por el número de fallos que tiene un equipo cuando está en espera dividido por el tiempo de espera en el que ocurren los fallos.
1 Indisponibilidad (q): Es el parámetro que en términos probabilísticas define la no disponibilidad de un equipo en un cierto instante de tiempo.
2 Indisponibilidad por demanda (qd): Es el número de fallos que tiene un equipo en la demanda de actuación dividido por el número de demandas efectuadas.3 Tiempo de operación (To): Es el tiempo en que un equipo está en funcionamiento o en operación.4 Tiempo entre pruebas (Tep): Es el intervalo de tiempo entre revisiones periódicas de un equipo.5 Tiempo de prueba (Tp): Es el tiempo medio que dura la prueba o revisión de un equipo.6 Tiempo de reparación (Tr): Es el tiempo medio de reparación de un equipo que se ha detectado fallado.
Modos de fallo y modelos de indisponibilidadLos equipos pueden manifestar sus fallos en tres intervalos de tiempo: mientras están en espera, cuando se demanda su actuación o cuando están en operación o funcionamiento.La función indisponibilidad, definida por la ecuación (1) se particulariza para cada modo de fallo, adquiriendo expresiones matemáticas diferentes:
Fallo en esperaSe produce en componentes que están en espera para entrar en operación y estando en este estado fallan. Ejemplos de este tipo de componentes son las válvulas de seguridad, las bombas de refrigeración, redundantes o no, pero que no estén refrigerando en ese periodo, los grupos electrógenos, las alarmas, etc.Los mecanismos por los que estos componentes fallan son dependientes del tiempo, por corrosión o suciedad, envejecimiento, etc y la tasa de fallos se ajusta a una distribución exponencial.
por lo que la indisponibilidad puntual adquiere la expresión:
Estos componentes pueden ser probados periódicamente o no, siendo la indisponibilidad media distinta en cada caso.
1 Componentes en espera sometidos a pruebas periódicas: la indisponibilidad media en el intervalo entre pruebas Tep es:
1 Componentes en espera no sometidos a pruebas periódicas: la indisponibilidad media en el tiempo que le queda al componente es:
1 donde Tvp y Tv son el tiempo de vida previsto del componente y el tiempo que lleva en funcionamiento, respectivamente
Indisponibilidad por pruebasAsociada a componentes en espera que son probados o revisados periódicamente con un intervalo Tep y en los que las revisiones les hace estar indisponibles durante el tiempo de pruebas Tp.
Indisponibilidad por mantenimiento preventivo
Asociada a componentes a los que se realiza mantenimiento preventivo con un ciclo de duración Tm, dejándolos indisponibles durante el tiempo de reparación Tr.
Fallo en demandaSe da en componentes que fallan cuando se les demanda un cambio de estado, por ejemplo cuando el componente está funcionando y se le demanda que pare o cuando el componente está en espera y se le demanda que entre en operación, fallando en el arranque. Se le asocia la distribución estadística binomial, ya que la demanda solo puede tomar dos valores, éxito o fracaso.
Donde x y n son el número de fallos en demanda y el número de demandas efectuadas, respectivamente.
Fallo en operaciónSe da en componentes que fallan durante el tiempo de operación To. La tasa de fallos se ajusta a la distribución exponencial.
Por lo que la probabilidad de que un componente en operación falle antes de que finalice el tiempo de operación esta determinada por:
Fallo humanoSon fallos producidos en componentes debido a un error humano en su operación.
Análisis de un sistema de bombeo hidráulico de una retroexcavadora.
En este apartado se presenta un caso práctico de la aplicación de los datos de fiabilidad de componentes. La aplicación de esta metodología puede ser tanto para el análisis de seguridad de las instalaciones, como para mejorar su mantenimiento preventivo.Se realiza el análisis de la disponibilidad del sistema de refrigeración de un reactor discontinuo ("batch"), representado, esquemáticamente en la figura 1..Fig.1
Retroexcavadora MF 86 HS
Comando hidráulico del cargadorPosicionado a la derecha del operador, posee control de flotación y es accionado por palanca de múltiple acción (tipo joystick) que proporciona maniobras rápidas y seguras.
ChasisReforzado en perfil del acero de alta resistencia y montado sobre estructura monobloque, lo que permite al equipo soportar grandes esfuerzos de torsión.
Plataforma del operadorLa nueva plataforma permite total visibilidad de operación y aislamiento térmico, brinda protección con vigas reforzadas y fijadas directamente al chasis de la máquina.
Eje delantero industrialConstruido para soportar servicios pesados. La viga, super-reforzada, con manga de eje con tratamiento térmico, lo que garantiza menor desgaste de los componentes y menor costo de mantenimiento.
Eje traseroCon alta capacidad de tracción, la reducción final planetaria transmite la fuerza uniformemente a las ruedas traseras, absorbiendo cargas y choques, Frenos a discos blindados en baño de aceite, 4 discos por rueda, lo que aumenta significativamente la vida útil del sistema y la capacidad de frenado
Conjunto retroexcavadoraCon gran fuerza de excavación y alta capacidad de levante, la retroexcavadora MF 86 HS ejecuta con facilidad todo tipo de tamos: desmonte, de yacimiento, limpieza, ejecución de surcos, excavaciones, canales, drenajes y otros.
Comando hidráulicoEl comando hidráulico de la retro posibilitará gran comodidad de operación gracias a su correcto posicionamiento.
Cargador frontalCon cilindros totalmente protegidos contra el impacto de material a mover y acumulación de polvo, proporcionando mayor vida útil y, consecuentemente, menor costo de mantenimiento.
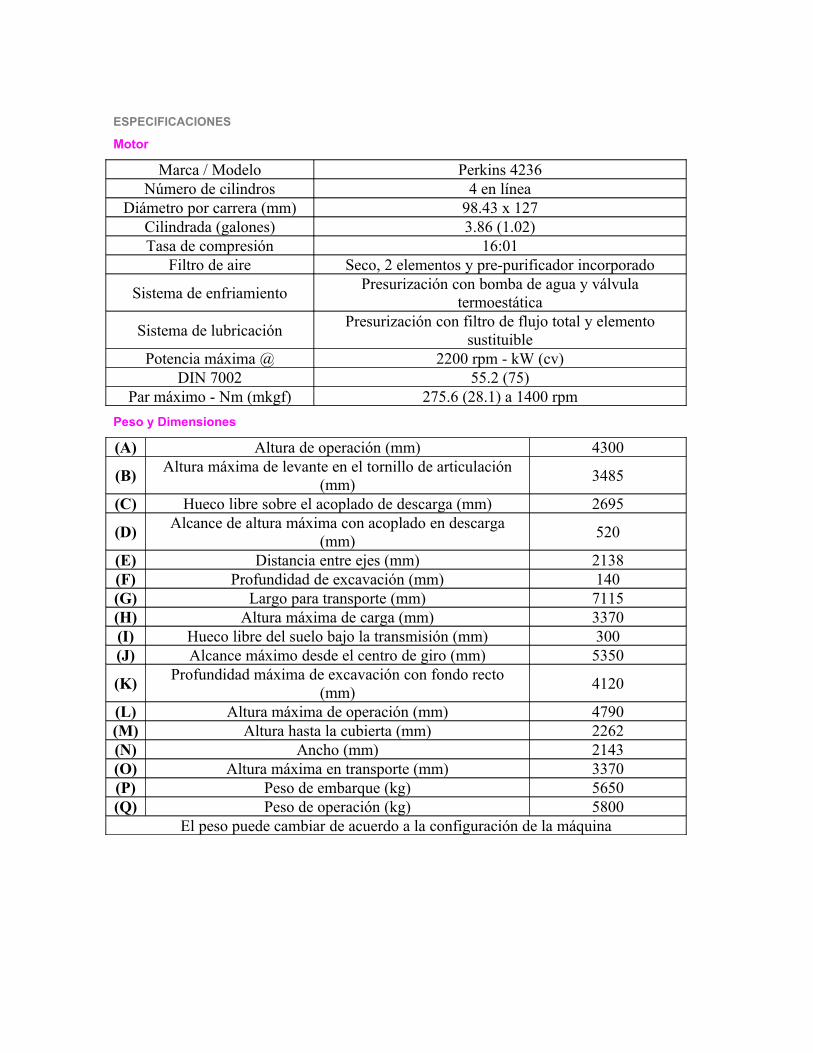
ESPECIFICACIONES
Motor
Marca / Modelo Perkins 4236Número de cilindros 4 en línea
Diámetro por carrera (mm) 98.43 x 127Cilindrada (galones) 3.86 (1.02)Tasa de compresión 16:01
Filtro de aire Seco, 2 elementos y pre-purificador incorporado
Sistema de enfriamientoPresurización con bomba de agua y válvula
termoestática
Sistema de lubricaciónPresurización con filtro de flujo total y elemento
sustituiblePotencia máxima @ 2200 rpm - kW (cv)
DIN 7002 55.2 (75)Par máximo - Nm (mkgf) 275.6 (28.1) a 1400 rpm
Peso y Dimensiones
(A) Altura de operación (mm) 4300
(B)Altura máxima de levante en el tornillo de articulación
(mm)3485
(C) Hueco libre sobre el acoplado de descarga (mm) 2695
(D)Alcance de altura máxima con acoplado en descarga
(mm)520
(E) Distancia entre ejes (mm) 2138(F) Profundidad de excavación (mm) 140(G) Largo para transporte (mm) 7115(H) Altura máxima de carga (mm) 3370(I) Hueco libre del suelo bajo la transmisión (mm) 300(J) Alcance máximo desde el centro de giro (mm) 5350
(K)Profundidad máxima de excavación con fondo recto
(mm)4120
(L) Altura máxima de operación (mm) 4790(M) Altura hasta la cubierta (mm) 2262(N) Ancho (mm) 2143(O) Altura máxima en transporte (mm) 3370(P) Peso de embarque (kg) 5650(Q) Peso de operación (kg) 5800
El peso puede cambiar de acuerdo a la configuración de la máquina
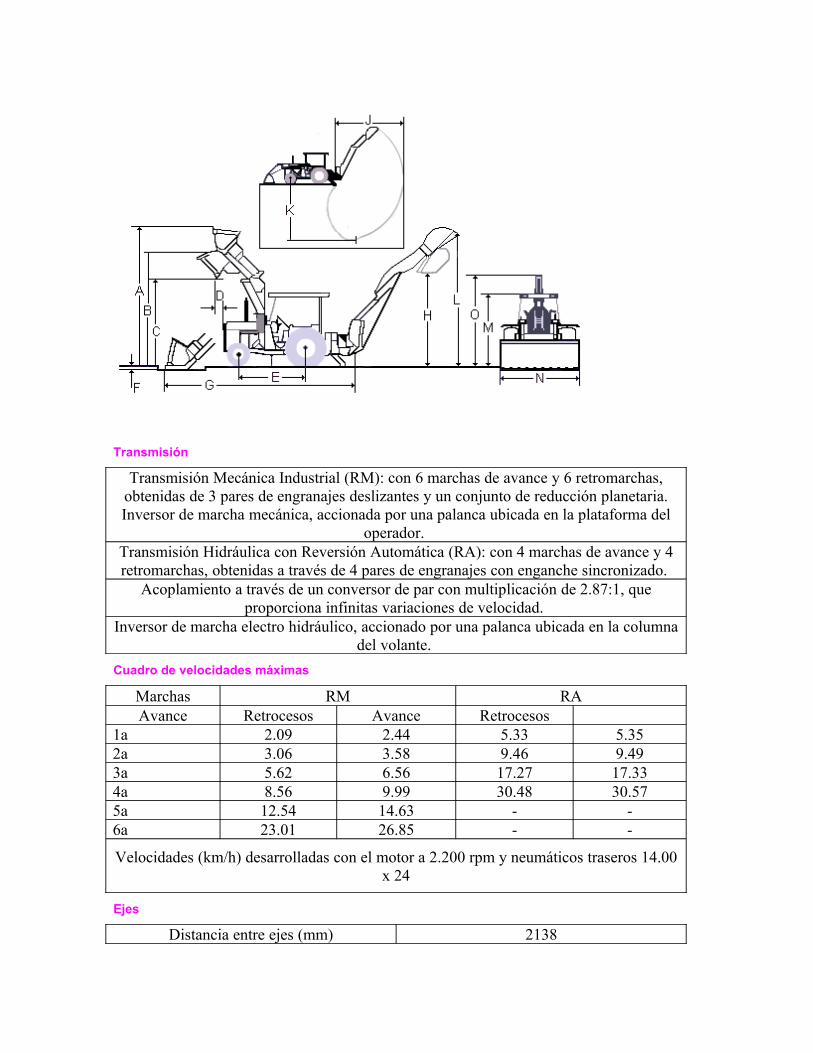
Transmisión
Transmisión Mecánica Industrial (RM): con 6 marchas de avance y 6 retromarchas, obtenidas de 3 pares de engranajes deslizantes y un conjunto de reducción planetaria. Inversor de marcha mecánica, accionada por una palanca ubicada en la plataforma del
operador. Transmisión Hidráulica con Reversión Automática (RA): con 4 marchas de avance y 4 retromarchas, obtenidas a través de 4 pares de engranajes con enganche sincronizado.
Acoplamiento a través de un conversor de par con multiplicación de 2.87:1, que proporciona infinitas variaciones de velocidad.
Inversor de marcha electro hidráulico, accionado por una palanca ubicada en la columna del volante.
Cuadro de velocidades máximas
Marchas RM RAAvance Retrocesos Avance Retrocesos
1a 2.09 2.44 5.33 5.352a 3.06 3.58 9.46 9.493a 5.62 6.56 17.27 17.334a 8.56 9.99 30.48 30.575a 12.54 14.63 - -6a 23.01 26.85 - -
Velocidades (km/h) desarrolladas con el motor a 2.200 rpm y neumáticos traseros 14.00 x 24
Ejes
Distancia entre ejes (mm) 2138
Trasero Trocha (mm) 1626
Reducción del diferencial 3455 : 1Reducción final 3140 : 1
Delantero Trocha (mm) 1424
Viga enterizada tipo industrial, con mangas de eje con tratamiento térmico especial para servicios pesados.
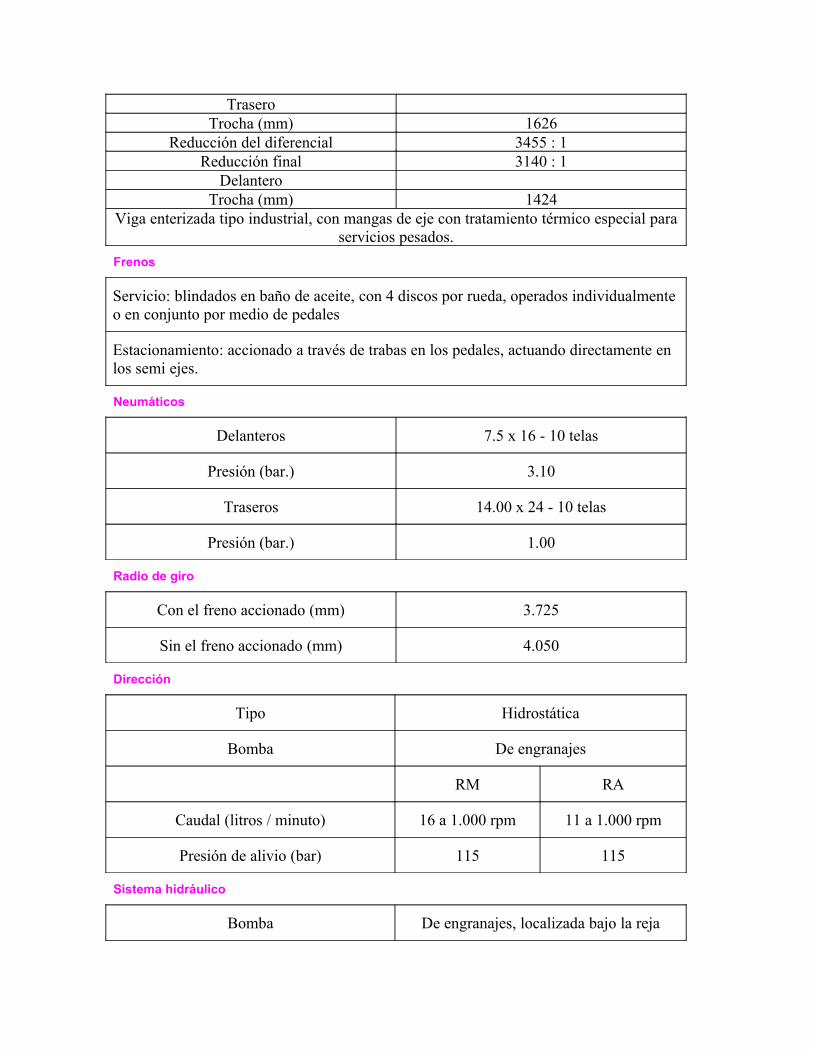
Frenos
Servicio: blindados en baño de aceite, con 4 discos por rueda, operados individualmente o en conjunto por medio de pedales
Estacionamiento: accionado a través de trabas en los pedales, actuando directamente en los semi ejes.
Neumáticos
Delanteros 7.5 x 16 - 10 telas
Presión (bar.) 3.10
Traseros 14.00 x 24 - 10 telas
Presión (bar.) 1.00
Radio de giro
Con el freno accionado (mm) 3.725
Sin el freno accionado (mm) 4.050
Dirección
Tipo Hidrostática
Bomba De engranajes
RM RA
Caudal (litros / minuto) 16 a 1.000 rpm 11 a 1.000 rpm
Presión de alivio (bar) 115 115
Sistema hidráulico
Bomba De engranajes, localizada bajo la reja
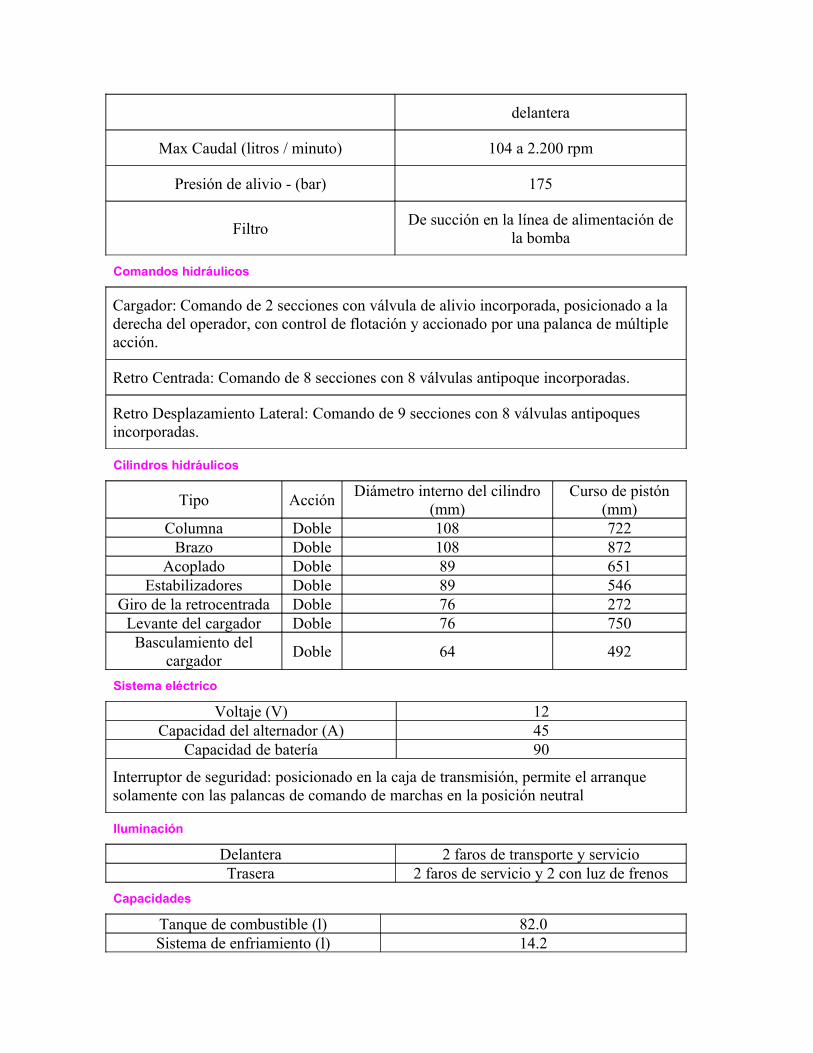
delantera
Max Caudal (litros / minuto) 104 a 2.200 rpm
Presión de alivio - (bar) 175
FiltroDe succión en la línea de alimentación de
la bomba
Comandos hidráulicos
Cargador: Comando de 2 secciones con válvula de alivio incorporada, posicionado a la derecha del operador, con control de flotación y accionado por una palanca de múltiple acción.
Retro Centrada: Comando de 8 secciones con 8 válvulas antipoque incorporadas.
Retro Desplazamiento Lateral: Comando de 9 secciones con 8 válvulas antipoques incorporadas.
Cilindros hidráulicos
Tipo AcciónDiámetro interno del cilindro
(mm)Curso de pistón
(mm)Columna Doble 108 722
Brazo Doble 108 872Acoplado Doble 89 651
Estabilizadores Doble 89 546Giro de la retrocentrada Doble 76 272
Levante del cargador Doble 76 750Basculamiento del
cargadorDoble 64 492
Sistema eléctrico
Voltaje (V) 12Capacidad del alternador (A) 45
Capacidad de batería 90
Interruptor de seguridad: posicionado en la caja de transmisión, permite el arranque solamente con las palancas de comando de marchas en la posición neutral
Iluminación
Delantera 2 faros de transporte y servicioTrasera 2 faros de servicio y 2 con luz de frenos
Capacidades
Tanque de combustible (l) 82.0Sistema de enfriamiento (l) 14.2
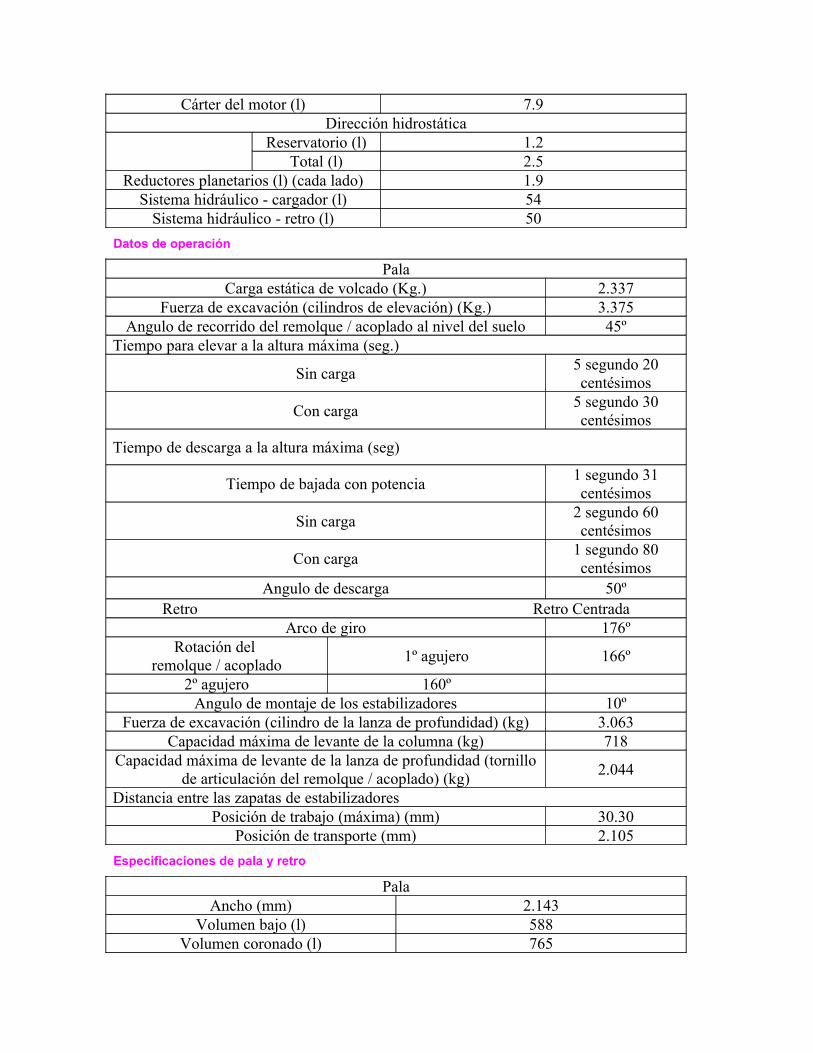
Cárter del motor (l) 7.9Dirección hidrostática
Reservatorio (l) 1.2Total (l) 2.5
Reductores planetarios (l) (cada lado) 1.9Sistema hidráulico - cargador (l) 54
Sistema hidráulico - retro (l) 50
Datos de operación
PalaCarga estática de volcado (Kg.) 2.337
Fuerza de excavación (cilindros de elevación) (Kg.) 3.375Angulo de recorrido del remolque / acoplado al nivel del suelo 45º
Tiempo para elevar a la altura máxima (seg.)
Sin carga5 segundo 20 centésimos
Con carga5 segundo 30 centésimos
Tiempo de descarga a la altura máxima (seg)
Tiempo de bajada con potencia1 segundo 31 centésimos
Sin carga2 segundo 60 centésimos
Con carga1 segundo 80 centésimos
Angulo de descarga 50ºRetro Retro Centrada
Arco de giro 176ºRotación del
remolque / acoplado1º agujero 166º
2º agujero 160ºAngulo de montaje de los estabilizadores 10º
Fuerza de excavación (cilindro de la lanza de profundidad) (kg) 3.063Capacidad máxima de levante de la columna (kg) 718
Capacidad máxima de levante de la lanza de profundidad (tornillo de articulación del remolque / acoplado) (kg)
2.044
Distancia entre las zapatas de estabilizadoresPosición de trabajo (máxima) (mm) 30.30
Posición de transporte (mm) 2.105
Especificaciones de pala y retro
PalaAncho (mm) 2.143
Volumen bajo (l) 588Volumen coronado (l) 765
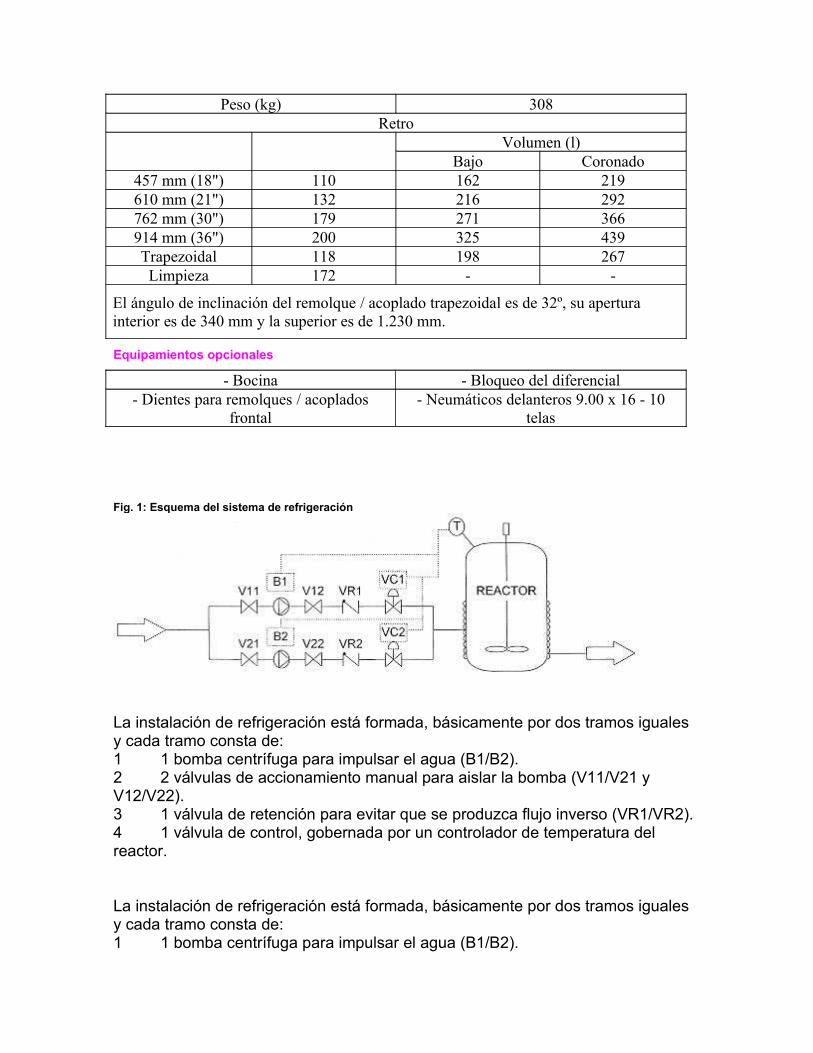
Peso (kg) 308Retro
Volumen (l)Bajo Coronado
457 mm (18") 110 162 219610 mm (21") 132 216 292762 mm (30") 179 271 366914 mm (36") 200 325 439Trapezoidal 118 198 267Limpieza 172 - -
El ángulo de inclinación del remolque / acoplado trapezoidal es de 32º, su apertura interior es de 340 mm y la superior es de 1.230 mm.
Equipamientos opcionales
- Bocina - Bloqueo del diferencial- Dientes para remolques / acoplados
frontal- Neumáticos delanteros 9.00 x 16 - 10
telas
Fig. 1: Esquema del sistema de refrigeración
La instalación de refrigeración está formada, básicamente por dos tramos iguales y cada tramo consta de:1 1 bomba centrífuga para impulsar el agua (B1/B2).2 2 válvulas de accionamiento manual para aislar la bomba (V11/V21 y V12/V22).3 1 válvula de retención para evitar que se produzca flujo inverso (VR1/VR2).4 1 válvula de control, gobernada por un controlador de temperatura del reactor.
La instalación de refrigeración está formada, básicamente por dos tramos iguales y cada tramo consta de:1 1 bomba centrífuga para impulsar el agua (B1/B2).
2 2 válvulas de accionamiento manual para aislar la bomba (V11/V21 y V12/V22).3 1 válvula de retención para evitar que se produzca flujo inverso (VR1/VR2).4 1 válvula de control, gobernada por un controlador de temperatura del reactor.
Elaboración del árbol de fallos.
En el análisis de fiabilidad del sistema de refrigeración se ha empleado la metodología de árbol de fallos y errores humanos. El paso previo a la elaboración del árbol en si, es la identificación del suceso no deseado cuya probabilidad se requiere obtener y los sucesos y circunstancias que deben concurrir para llegar al mismo. Esta etapa previa puede ser realizada por medio de:1 Un análisis histórico de accidentes en instalaciones similares, aportando experiencias similares.2 Un análisis sistemático, empleando metodologías como el análisis funcional de operabilidad (HAZOP), el análisis modal de fallos y efectos (FMEA), etc.3 La experiencia del personal de la planta y del analista.
En la figura 2 se presenta el árbol de fallos utilizado para analizar la indisponibilidad del sistema. En el presente caso la indisponibilidad estudiada es la falta de refrigeración en el reactor (suceso no deseado o Top event).Fig.
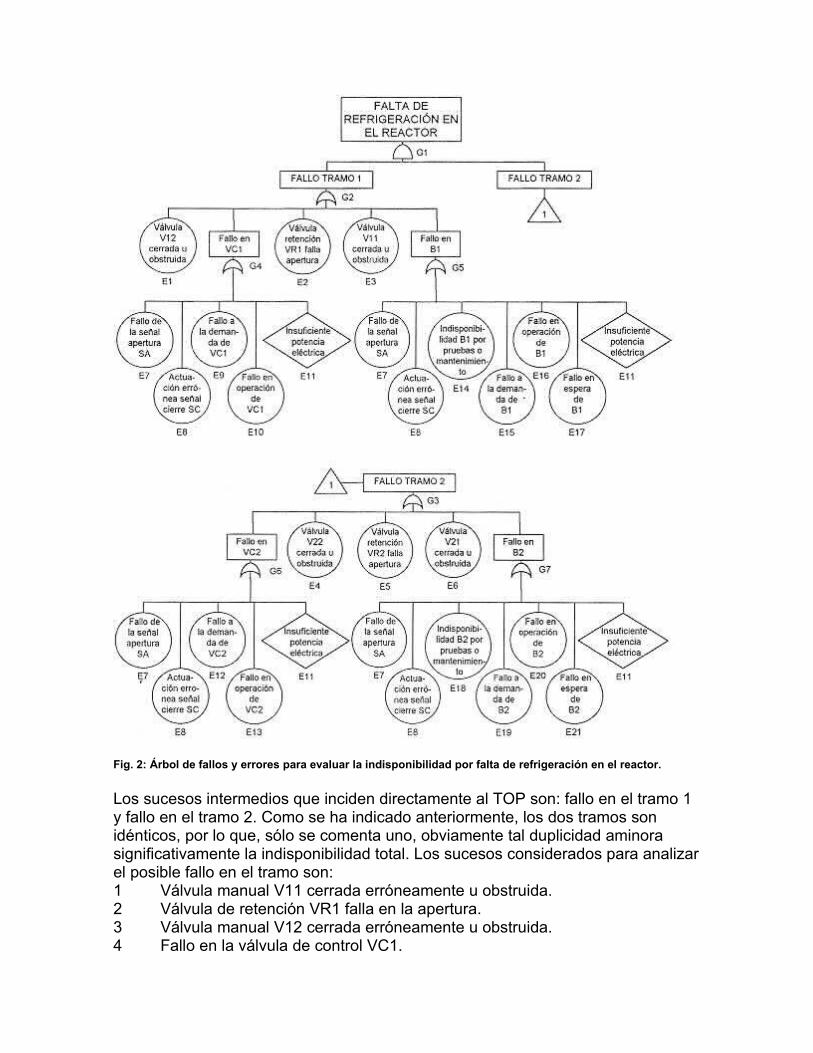
Fig. 2: Árbol de fallos y errores para evaluar la indisponibilidad por falta de refrigeración en el reactor.
Los sucesos intermedios que inciden directamente al TOP son: fallo en el tramo 1 y fallo en el tramo 2. Como se ha indicado anteriormente, los dos tramos son idénticos, por lo que, sólo se comenta uno, obviamente tal duplicidad aminora significativamente la indisponibilidad total. Los sucesos considerados para analizar el posible fallo en el tramo son:1 Válvula manual V11 cerrada erróneamente u obstruida.2 Válvula de retención VR1 falla en la apertura.3 Válvula manual V12 cerrada erróneamente u obstruida.4 Fallo en la válvula de control VC1.
5 Fallo en la bomba B1.
Los sucesos considerados por los que la válvula de control dejará de operar correctamente son, básicamente:1 Fallo del controlador de temperatura del reactor:
Fallo de la señal de apertura SA.Actuación de señal de cierre SC.
Fallo a la demanda.Fallo en operación.Fallo del suministro eléctrico.
El segundo suceso y el tercero son modos de fallo de la válvula.Los sucesos considerados por los que la bomba dejará de operar correctamente o no estará disponible son, básicamente:1 Indisponibilidad de la bomba por pruebas o por mantenimiento.2 Fallo a la demanda.3 Fallo en operación.4 Fallo en espera.5 Fallo del suministro eléctrico.6. Fallo del controlador de temperatura del reactor: Fallo de la señal de apertura SA.7. Actuación de señal de cierre SC.
Los cuatro primeros sucesos son modos de fallo de la bomba.El fallo del suministro eléctrico no se ha desglosado en más sucesos básicos, recibiendo el nombre de suceso no desarrollado. A este recurso se recurre cuando no se tiene más información para desglosar un suceso intermedio, su desarrollo no aporta más información o sus consecuencias son despreciables. En este caso, no es objeto del análisis y no aporta más información.El suceso anterior y los sucesos básicos derivados de los fallos del controlador de temperatura del reactor, en la metodología de árbol de fallos, se pueden considerar como "fallos del modo común", ya que dichos fallos también son sucesos que puedan afectar a las válvulas de control.Análisis cualitativo y cuantitativo del árbol de fallosEl análisis cualitativo del árbol de fallos consiste en identificar las combinaciones mínimas de sucesos básicos que hacen que se produzca el suceso no deseado, también denominado en la terminología de árboles de fallos, conjunto mínimo de fallos (de la nomenclatura anglosajona, minimal cut set).Para la determinación de los mismos se aplica la lógica del álgebra de Boole, suponiendo que los sucesos básicos son independientes.Con el listado de los diferentes conjuntos mínimos de fallos, se tiene una clasificación de los caminos o combinaciones de sucesos que pueden producir el suceso no deseado. Pero si lo que se pretende es hacer una clasificación por
importancia o magnitud (de más a menos importancia) deberíamos de asignar valores a cada suceso básico, realizando un análisis cuantitativo.La indisponibilidad de un conjunto mínimo de fallos viene dado por el producto de las indisponibilidades de los sucesos básicos. A su vez, la indisponibilidad total del suceso no deseado es la suma de las indisponibilidades de los conjuntos mínimos de fallos, como límite superior.La indisponibilidad de cada suceso básico se calcula con las expresiones matemáticas descritas en el apartado "Modos de fallo y modelos de indisponibilidad" de esta NTP y a partir de las tasas de fallos de los componentes y de una serie de tiempos de funcionamiento del sistema (To, Tep, Tp, etc).Las tasas de fallos pueden ser extraídas de bancos de datos de fiabilidad de reconocido prestigio internacional o de la experiencia de la planta basada en registros de fallos o averías, en concreto para el presente caso se han empleado los valores publicados por CCPs (Center for Chemical Process Safety) del AlChE (American Institute of Chemical Engineers) y los tiempos, determinados en las especificaciones de operación del sistema, se han establecido los siguientes:1 Tiempo de operación: 1,25 h (tiempo durante el cual el sistema de refrigeración debe funcionar correctamente, para cada proceso batch)2 Tiempo entre pruebas de las bombas: 2000 h.3 Tiempo en pruebas o mantenimiento de las bombas: 5 h.Realizando el análisis cualitativo y cuantitativo del presente caso (tabla 1), siguiendo la metodología descrita en la NTP-333, se ha obtenido:
84 conjuntos mínimo de fallos: 3 de orden 1.81 de orden 2.Indisponibilidad total del sistema: 8,2 10-4 procesos-1 (tabla 2), esto quiere
decir que de 1220 batch (o veces que se realice la operación), probablemente en una de ellas se producirá una falta de refrigeración del reactor.
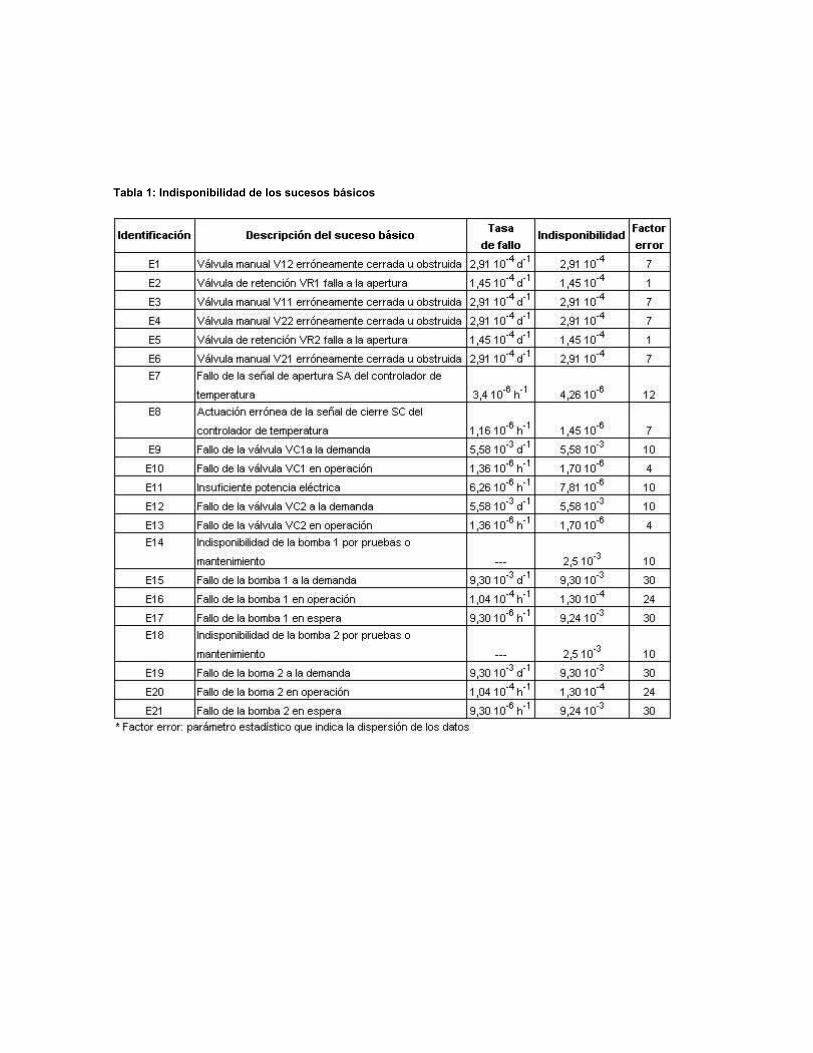
Tabla 1: Indisponibilidad de los sucesos básicos
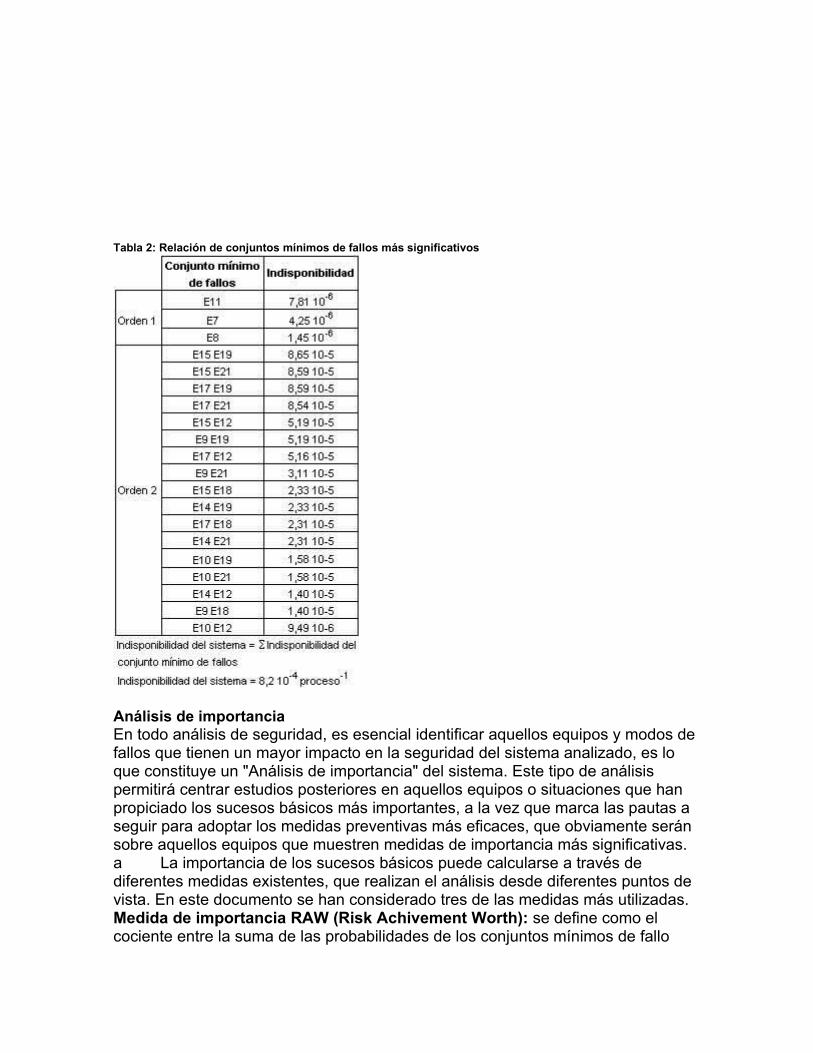
Tabla 2: Relación de conjuntos mínimos de fallos más significativos
Análisis de importanciaEn todo análisis de seguridad, es esencial identificar aquellos equipos y modos de fallos que tienen un mayor impacto en la seguridad del sistema analizado, es lo que constituye un "Análisis de importancia" del sistema. Este tipo de análisis permitirá centrar estudios posteriores en aquellos equipos o situaciones que han propiciado los sucesos básicos más importantes, a la vez que marca las pautas a seguir para adoptar los medidas preventivas más eficaces, que obviamente serán sobre aquellos equipos que muestren medidas de importancia más significativas.a La importancia de los sucesos básicos puede calcularse a través de diferentes medidas existentes, que realizan el análisis desde diferentes puntos de vista. En este documento se han considerado tres de las medidas más utilizadas. Medida de importancia RAW (Risk Achivement Worth): se define como el cociente entre la suma de las probabilidades de los conjuntos mínimos de fallo
donde aparece el componente, asumiendo para éste una probabilidad de fallo de 1 (fallo seguro), y la probabilidad total del suceso no deseado. Proporciona la degradación del sistema en caso de ocurrir el suceso básico. La ordenación obtenida está basada en la disposición estructural de los sucesos básicos en el árbol de fallos, sin tener en cuenta explícitamente los valores reales de las indisponibilidades de los sucesos.b Medida de importancia RRW (Risk Reduction Worth): se define como el cociente entre la probabilidad total del suceso TOP y la suma de las probabilidades de todos los conjuntos mínimos, asumiendo para el componente una tasa de fallo nula. Esta medida proporciona los sucesos básicos que más contribuyen al riesgo. Identifica aquellos sucesos básicos que si fueran perfectamente fiables, con indisponibilidad nula, conducirían a una reducción más importante del riesgo del sistema.c Medida de importancia de Fussell-Vesely: se define este factor respecto de un componente, como el cociente entre la suma de las probabilidades de todos los conjuntos mínimos que contienen a este componente y la probabilidad total (o suma de la probabilidad de todos los conjuntos mínimos). En esta medida influye tanto la indisponibilidad del componente como su posición estructural en el árbol de fallos.
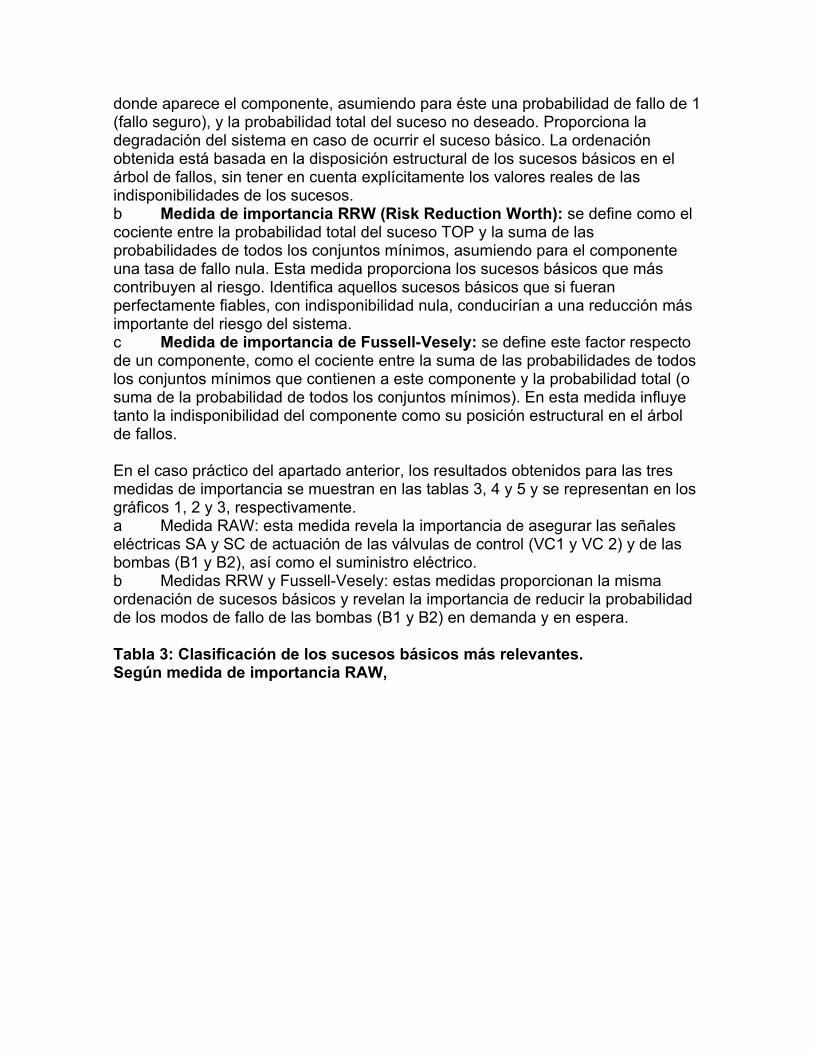
En el caso práctico del apartado anterior, los resultados obtenidos para las tres medidas de importancia se muestran en las tablas 3, 4 y 5 y se representan en los gráficos 1, 2 y 3, respectivamente.a Medida RAW: esta medida revela la importancia de asegurar las señales eléctricas SA y SC de actuación de las válvulas de control (VC1 y VC 2) y de las bombas (B1 y B2), así como el suministro eléctrico.b Medidas RRW y Fussell-Vesely: estas medidas proporcionan la misma ordenación de sucesos básicos y revelan la importancia de reducir la probabilidad de los modos de fallo de las bombas (B1 y B2) en demanda y en espera.
Tabla 3: Clasificación de los sucesos básicos más relevantes. Según medida de importancia RAW,
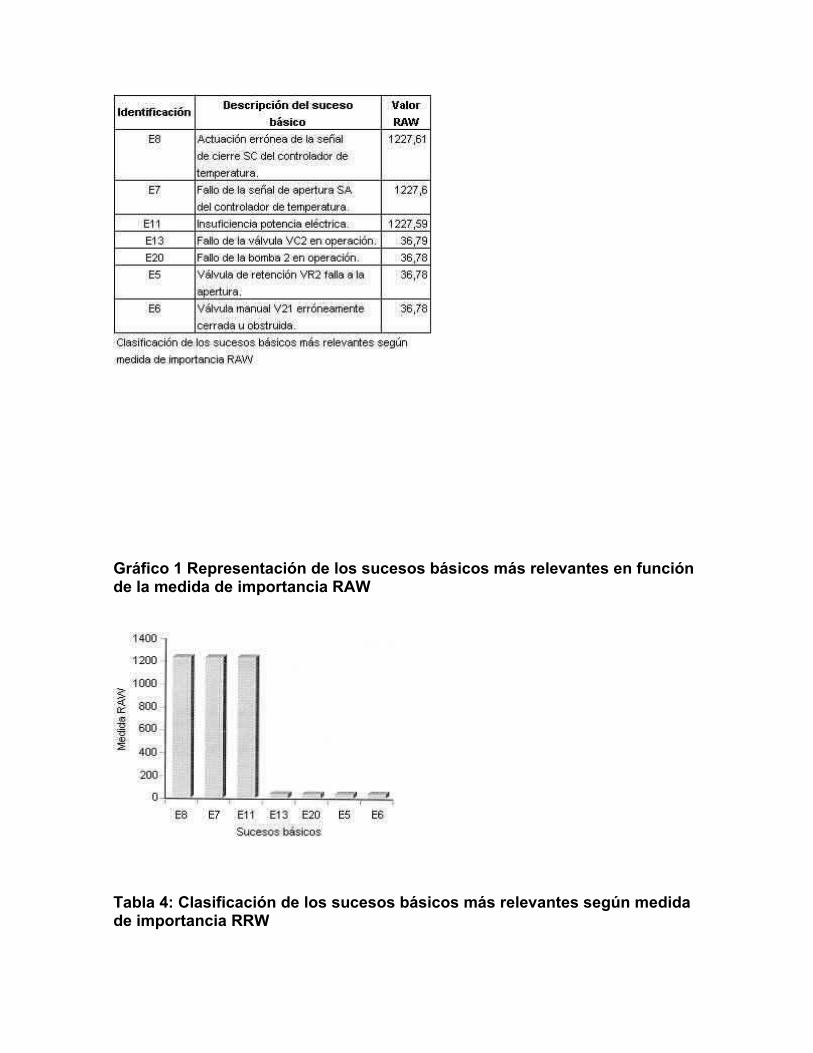
Gráfico 1 Representación de los sucesos básicos más relevantes en función de la medida de importancia RAW
Tabla 4: Clasificación de los sucesos básicos más relevantes según medida de importancia RRW
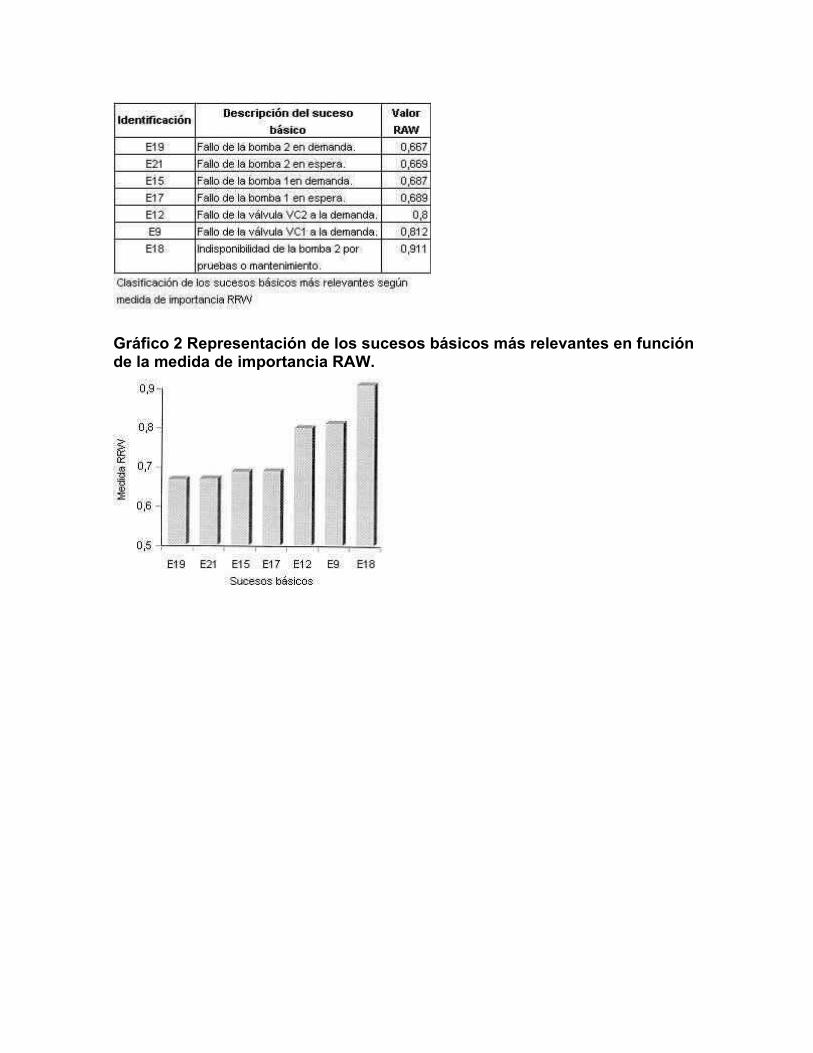
Gráfico 2 Representación de los sucesos básicos más relevantes en función de la medida de importancia RAW.
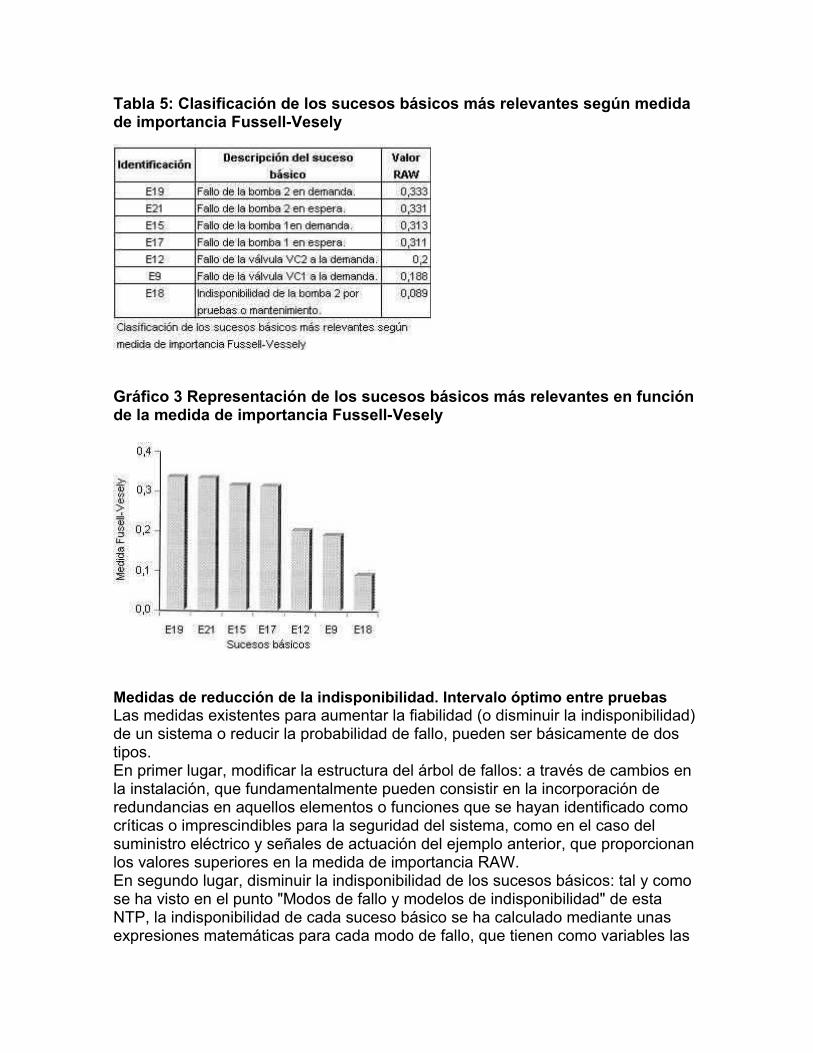
Tabla 5: Clasificación de los sucesos básicos más relevantes según medida de importancia Fussell-Vesely
Gráfico 3 Representación de los sucesos básicos más relevantes en función de la medida de importancia Fussell-Vesely
Medidas de reducción de la indisponibilidad. Intervalo óptimo entre pruebasLas medidas existentes para aumentar la fiabilidad (o disminuir la indisponibilidad) de un sistema o reducir la probabilidad de fallo, pueden ser básicamente de dos tipos.En primer lugar, modificar la estructura del árbol de fallos: a través de cambios en la instalación, que fundamentalmente pueden consistir en la incorporación de redundancias en aquellos elementos o funciones que se hayan identificado como críticas o imprescindibles para la seguridad del sistema, como en el caso del suministro eléctrico y señales de actuación del ejemplo anterior, que proporcionan los valores superiores en la medida de importancia RAW.En segundo lugar, disminuir la indisponibilidad de los sucesos básicos: tal y como se ha visto en el punto "Modos de fallo y modelos de indisponibilidad" de esta NTP, la indisponibilidad de cada suceso básico se ha calculado mediante unas expresiones matemáticas para cada modo de fallo, que tienen como variables las
tasas de fallos intrínsecas de los componentes (ls, lo) y las condiciones de operación y mantenimiento del sistema (Tep, Tp, To, Tr).Por ello, la reducción de las indisponibilidades de los sucesos básicos puede ser lograda mediante la elección de componentes con tasas de fallos bajas y adoptando adecuadas estrategias de mantenimiento preventivo.En el caso práctico analizado, las medidas de importancia RRW y Fussell-Vesely han revelado la importancia de reducir la indisponibilidad de las bombas instaladas, a las cuales se les realiza pruebas periódicas.
Intervalo óptimo entre pruebas.
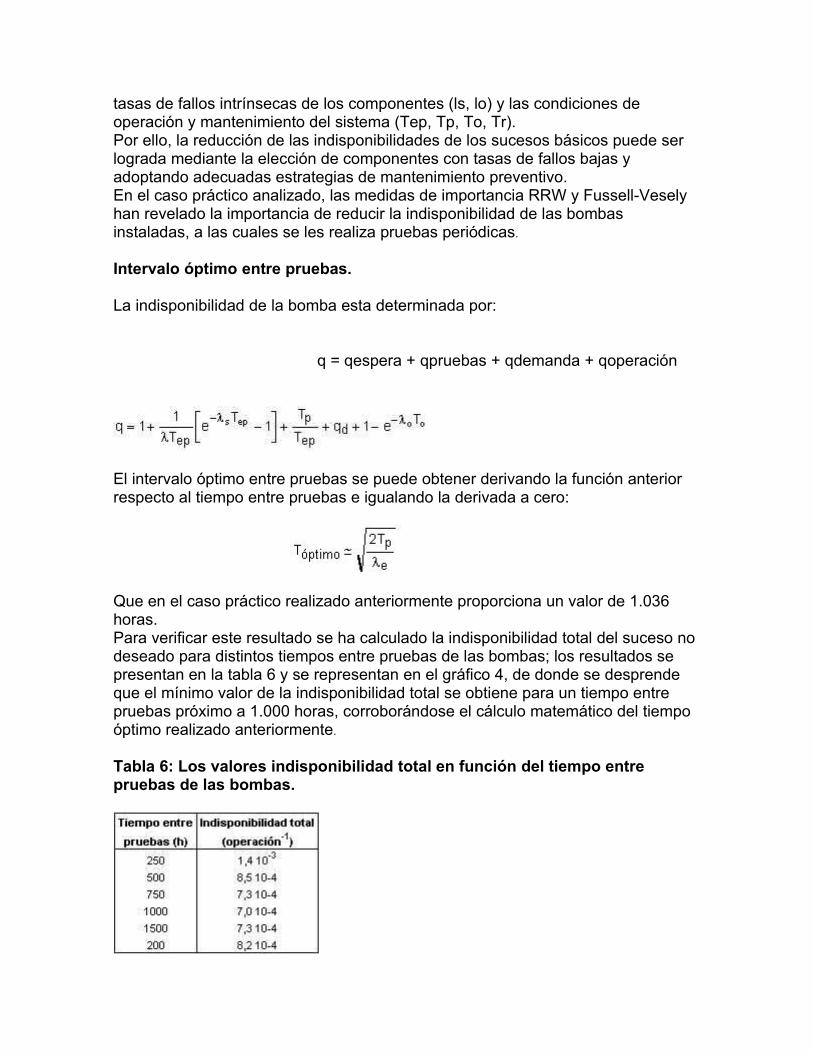
La indisponibilidad de la bomba esta determinada por: q = qespera + qpruebas + qdemanda + qoperación
El intervalo óptimo entre pruebas se puede obtener derivando la función anterior respecto al tiempo entre pruebas e igualando la derivada a cero:
Que en el caso práctico realizado anteriormente proporciona un valor de 1.036 horas.Para verificar este resultado se ha calculado la indisponibilidad total del suceso no deseado para distintos tiempos entre pruebas de las bombas; los resultados se presentan en la tabla 6 y se representan en el gráfico 4, de donde se desprende que el mínimo valor de la indisponibilidad total se obtiene para un tiempo entre pruebas próximo a 1.000 horas, corroborándose el cálculo matemático del tiempo óptimo realizado anteriormente.
Tabla 6: Los valores indisponibilidad total en función del tiempo entre pruebas de las bombas.
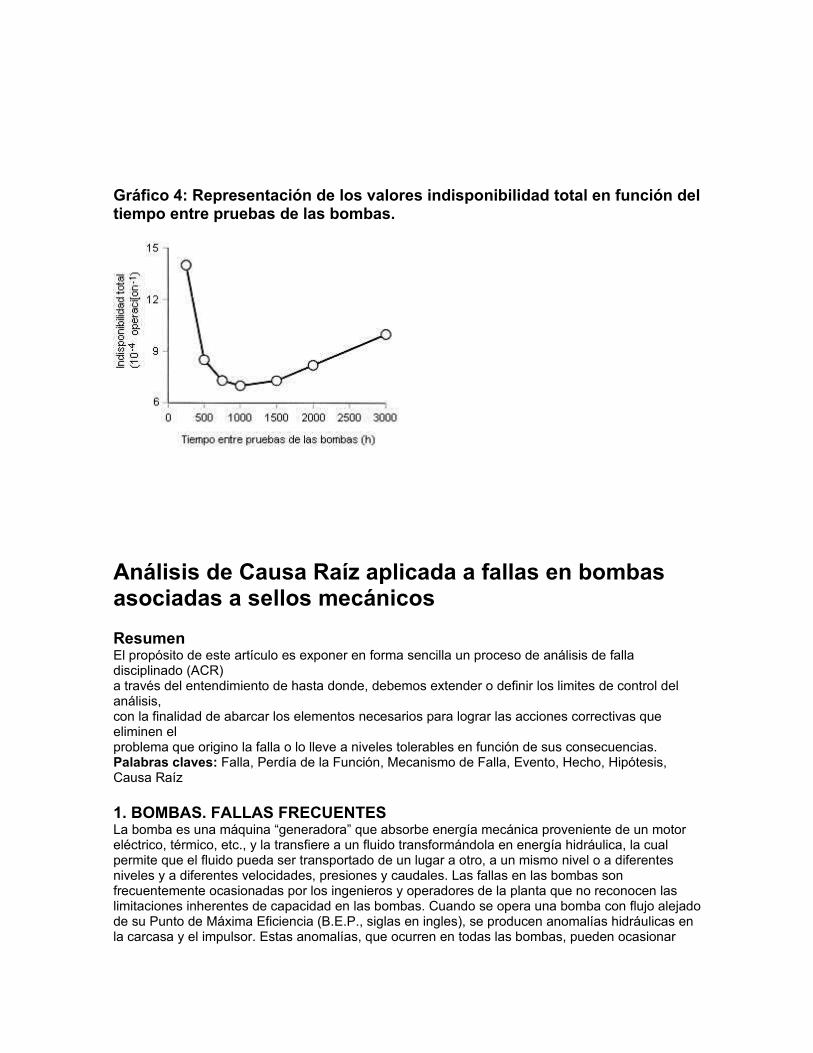
Gráfico 4: Representación de los valores indisponibilidad total en función del tiempo entre pruebas de las bombas.
Análisis de Causa Raíz aplicada a fallas en bombas asociadas a sellos mecánicos
ResumenEl propósito de este artículo es exponer en forma sencilla un proceso de análisis de falla disciplinado (ACR)a través del entendimiento de hasta donde, debemos extender o definir los limites de control del análisis,con la finalidad de abarcar los elementos necesarios para lograr las acciones correctivas que eliminen elproblema que origino la falla o lo lleve a niveles tolerables en función de sus consecuencias.Palabras claves: Falla, Perdía de la Función, Mecanismo de Falla, Evento, Hecho, Hipótesis, Causa Raíz
1. BOMBAS. FALLAS FRECUENTESLa bomba es una máquina “generadora” que absorbe energía mecánica proveniente de un motor eléctrico, térmico, etc., y la transfiere a un fluido transformándola en energía hidráulica, la cual permite que el fluido pueda ser transportado de un lugar a otro, a un mismo nivel o a diferentes niveles y a diferentes velocidades, presiones y caudales. Las fallas en las bombas son frecuentemente ocasionadas por los ingenieros y operadores de la planta que no reconocen las limitaciones inherentes de capacidad en las bombas. Cuando se opera una bomba con flujo alejado de su Punto de Máxima Eficiencia (B.E.P., siglas en ingles), se producen anomalías hidráulicas en la carcasa y el impulsor. Estas anomalías, que ocurren en todas las bombas, pueden ocasionar
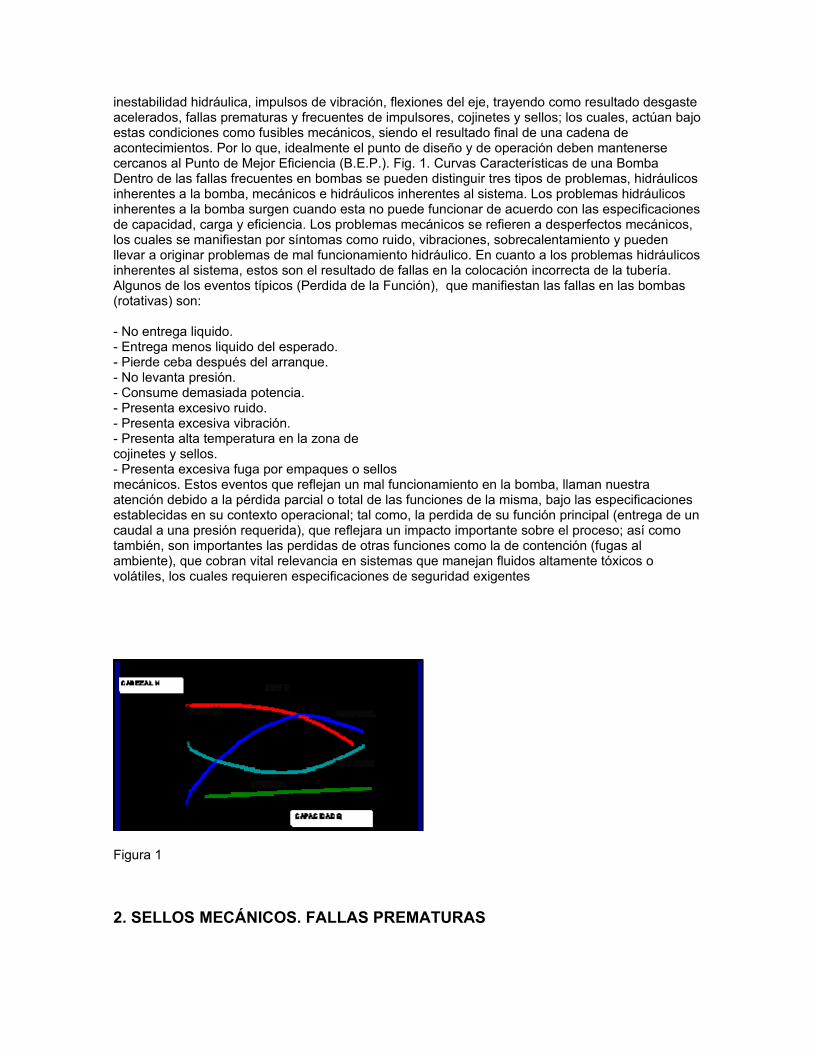
inestabilidad hidráulica, impulsos de vibración, flexiones del eje, trayendo como resultado desgaste acelerados, fallas prematuras y frecuentes de impulsores, cojinetes y sellos; los cuales, actúan bajo estas condiciones como fusibles mecánicos, siendo el resultado final de una cadena de acontecimientos. Por lo que, idealmente el punto de diseño y de operación deben mantenerse cercanos al Punto de Mejor Eficiencia (B.E.P.). Fig. 1. Curvas Características de una Bomba Dentro de las fallas frecuentes en bombas se pueden distinguir tres tipos de problemas, hidráulicos inherentes a la bomba, mecánicos e hidráulicos inherentes al sistema. Los problemas hidráulicos inherentes a la bomba surgen cuando esta no puede funcionar de acuerdo con las especificaciones de capacidad, carga y eficiencia. Los problemas mecánicos se refieren a desperfectos mecánicos, los cuales se manifiestan por síntomas como ruido, vibraciones, sobrecalentamiento y pueden llevar a originar problemas de mal funcionamiento hidráulico. En cuanto a los problemas hidráulicos inherentes al sistema, estos son el resultado de fallas en la colocación incorrecta de la tubería. Algunos de los eventos típicos (Perdida de la Función), que manifiestan las fallas en las bombas (rotativas) son:
- No entrega liquido.- Entrega menos liquido del esperado.- Pierde ceba después del arranque.- No levanta presión.- Consume demasiada potencia.- Presenta excesivo ruido.- Presenta excesiva vibración.- Presenta alta temperatura en la zona decojinetes y sellos.- Presenta excesiva fuga por empaques o sellosmecánicos. Estos eventos que reflejan un mal funcionamiento en la bomba, llaman nuestra atención debido a la pérdida parcial o total de las funciones de la misma, bajo las especificaciones establecidas en su contexto operacional; tal como, la perdida de su función principal (entrega de un caudal a una presión requerida), que reflejara un impacto importante sobre el proceso; así como también, son importantes las perdidas de otras funciones como la de contención (fugas al ambiente), que cobran vital relevancia en sistemas que manejan fluidos altamente tóxicos o volátiles, los cuales requieren especificaciones de seguridad exigentes
Figura 1
2. SELLOS MECÁNICOS. FALLAS PREMATURAS
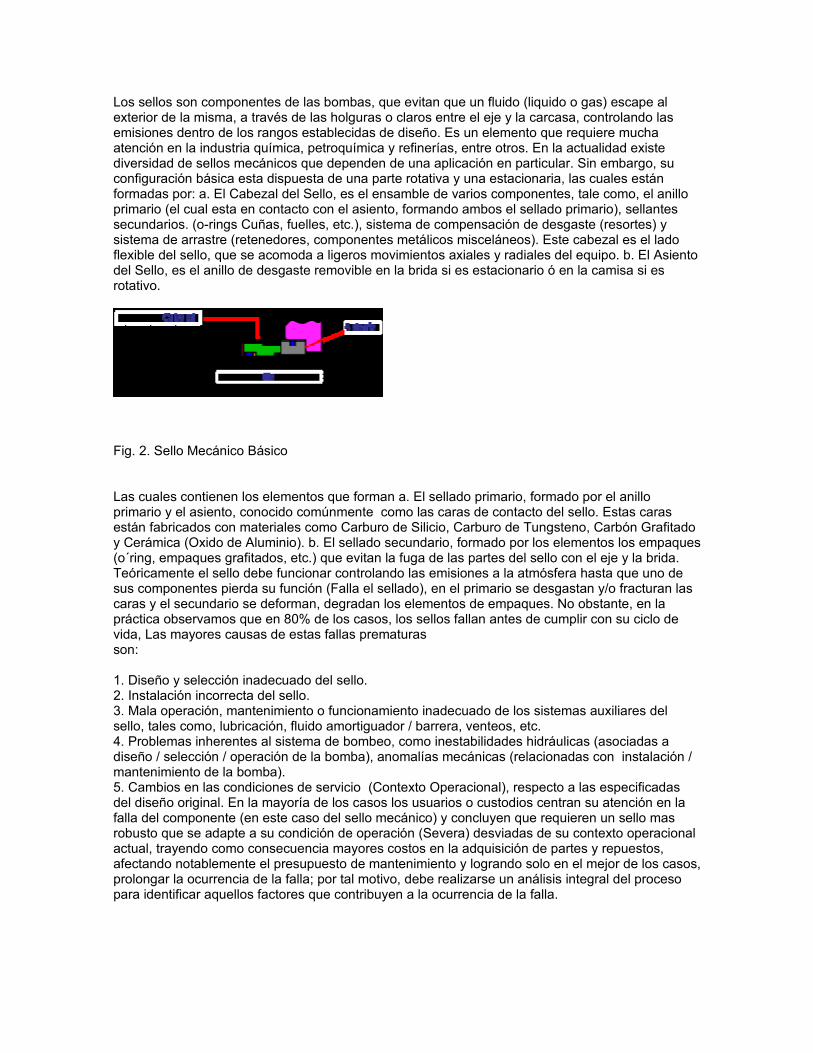
Los sellos son componentes de las bombas, que evitan que un fluido (liquido o gas) escape alexterior de la misma, a través de las holguras o claros entre el eje y la carcasa, controlando lasemisiones dentro de los rangos establecidas de diseño. Es un elemento que requiere muchaatención en la industria química, petroquímica y refinerías, entre otros. En la actualidad existe diversidad de sellos mecánicos que dependen de una aplicación en particular. Sin embargo, su configuración básica esta dispuesta de una parte rotativa y una estacionaria, las cuales están formadas por: a. El Cabezal del Sello, es el ensamble de varios componentes, tale como, el anillo primario (el cual esta en contacto con el asiento, formando ambos el sellado primario), sellantes secundarios. (o-rings Cuñas, fuelles, etc.), sistema de compensación de desgaste (resortes) y sistema de arrastre (retenedores, componentes metálicos misceláneos). Este cabezal es el lado flexible del sello, que se acomoda a ligeros movimientos axiales y radiales del equipo. b. El Asiento del Sello, es el anillo de desgaste removible en la brida si es estacionario ó en la camisa si es rotativo.
Fig. 2. Sello Mecánico Básico
Las cuales contienen los elementos que forman a. El sellado primario, formado por el anillo primario y el asiento, conocido comúnmente como las caras de contacto del sello. Estas caras están fabricados con materiales como Carburo de Silicio, Carburo de Tungsteno, Carbón Grafitado y Cerámica (Oxido de Aluminio). b. El sellado secundario, formado por los elementos los empaques (o´ring, empaques grafitados, etc.) que evitan la fuga de las partes del sello con el eje y la brida. Teóricamente el sello debe funcionar controlando las emisiones a la atmósfera hasta que uno de sus componentes pierda su función (Falla el sellado), en el primario se desgastan y/o fracturan las caras y el secundario se deforman, degradan los elementos de empaques. No obstante, en la práctica observamos que en 80% de los casos, los sellos fallan antes de cumplir con su ciclo de vida, Las mayores causas de estas fallas prematurasson:
1. Diseño y selección inadecuado del sello.2. Instalación incorrecta del sello.3. Mala operación, mantenimiento o funcionamiento inadecuado de los sistemas auxiliares del sello, tales como, lubricación, fluido amortiguador / barrera, venteos, etc.4. Problemas inherentes al sistema de bombeo, como inestabilidades hidráulicas (asociadas a diseño / selección / operación de la bomba), anomalías mecánicas (relacionadas con instalación / mantenimiento de la bomba).5. Cambios en las condiciones de servicio (Contexto Operacional), respecto a las especificadas del diseño original. En la mayoría de los casos los usuarios o custodios centran su atención en la falla del componente (en este caso del sello mecánico) y concluyen que requieren un sello mas robusto que se adapte a su condición de operación (Severa) desviadas de su contexto operacional actual, trayendo como consecuencia mayores costos en la adquisición de partes y repuestos, afectando notablemente el presupuesto de mantenimiento y logrando solo en el mejor de los casos, prolongar la ocurrencia de la falla; por tal motivo, debe realizarse un análisis integral del proceso para identificar aquellos factores que contribuyen a la ocurrencia de la falla.
3. EJEMPLO DE ACR EN FALLA DE SELLLOS MECÁNICOS EN BOMBAS CENTRIFUGAS.
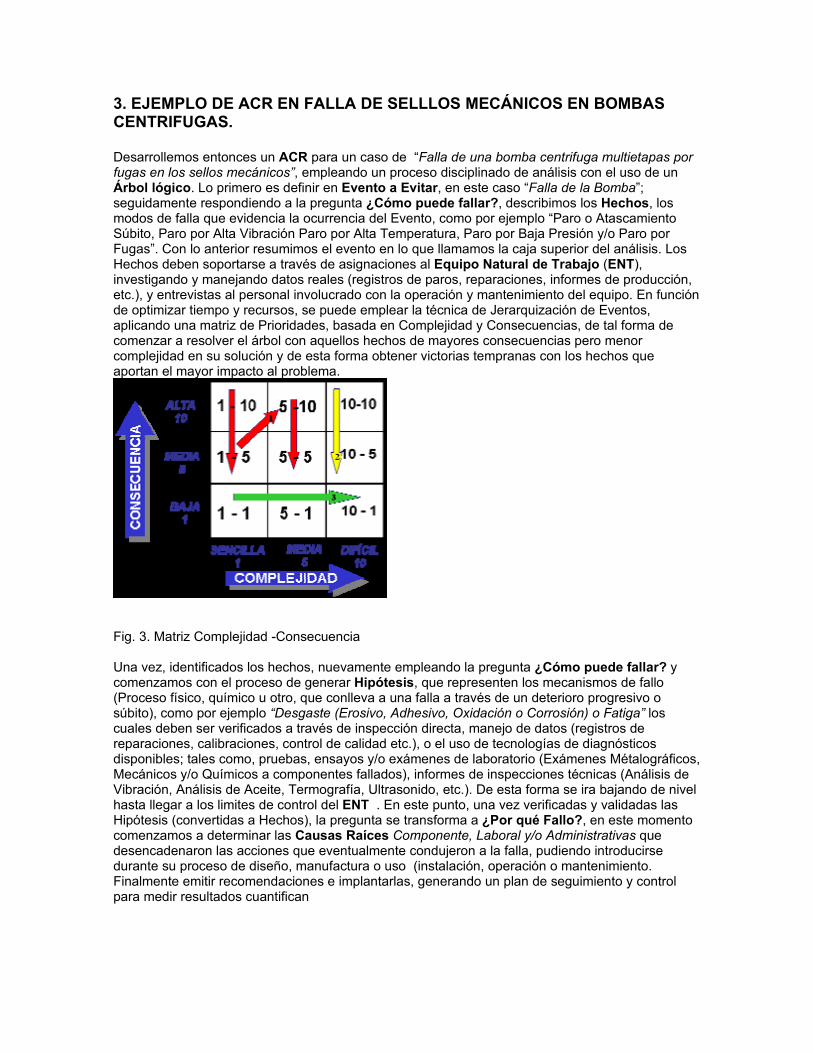
Desarrollemos entonces un ACR para un caso de “Falla de una bomba centrifuga multietapas por fugas en los sellos mecánicos”, empleando un proceso disciplinado de análisis con el uso de un Árbol lógico. Lo primero es definir en Evento a Evitar, en este caso “Falla de la Bomba”; seguidamente respondiendo a la pregunta ¿Cómo puede fallar?, describimos los Hechos, los modos de falla que evidencia la ocurrencia del Evento, como por ejemplo “Paro o Atascamiento Súbito, Paro por Alta Vibración Paro por Alta Temperatura, Paro por Baja Presión y/o Paro por Fugas”. Con lo anterior resumimos el evento en lo que llamamos la caja superior del análisis. Los Hechos deben soportarse a través de asignaciones al Equipo Natural de Trabajo (ENT), investigando y manejando datos reales (registros de paros, reparaciones, informes de producción, etc.), y entrevistas al personal involucrado con la operación y mantenimiento del equipo. En función de optimizar tiempo y recursos, se puede emplear la técnica de Jerarquización de Eventos, aplicando una matriz de Prioridades, basada en Complejidad y Consecuencias, de tal forma de comenzar a resolver el árbol con aquellos hechos de mayores consecuencias pero menor complejidad en su solución y de esta forma obtener victorias tempranas con los hechos que aportan el mayor impacto al problema.
Fig. 3. Matriz Complejidad -Consecuencia
Una vez, identificados los hechos, nuevamente empleando la pregunta ¿Cómo puede fallar? y comenzamos con el proceso de generar Hipótesis, que representen los mecanismos de fallo (Proceso físico, químico u otro, que conlleva a una falla a través de un deterioro progresivo o súbito), como por ejemplo “Desgaste (Erosivo, Adhesivo, Oxidación o Corrosión) o Fatiga” los cuales deben ser verificados a través de inspección directa, manejo de datos (registros de reparaciones, calibraciones, control de calidad etc.), o el uso de tecnologías de diagnósticos disponibles; tales como, pruebas, ensayos y/o exámenes de laboratorio (Exámenes Métalográficos, Mecánicos y/o Químicos a componentes fallados), informes de inspecciones técnicas (Análisis de Vibración, Análisis de Aceite, Termografía, Ultrasonido, etc.). De esta forma se ira bajando de nivel hasta llegar a los limites de control del ENT . En este punto, una vez verificadas y validadas las Hipótesis (convertidas a Hechos), la pregunta se transforma a ¿Por qué Fallo?, en este momento comenzamos a determinar las Causas Raíces Componente, Laboral y/o Administrativas que desencadenaron las acciones que eventualmente condujeron a la falla, pudiendo introducirse durante su proceso de diseño, manufactura o uso (instalación, operación o mantenimiento. Finalmente emitir recomendaciones e implantarlas, generando un plan de seguimiento y control para medir resultados cuantifican
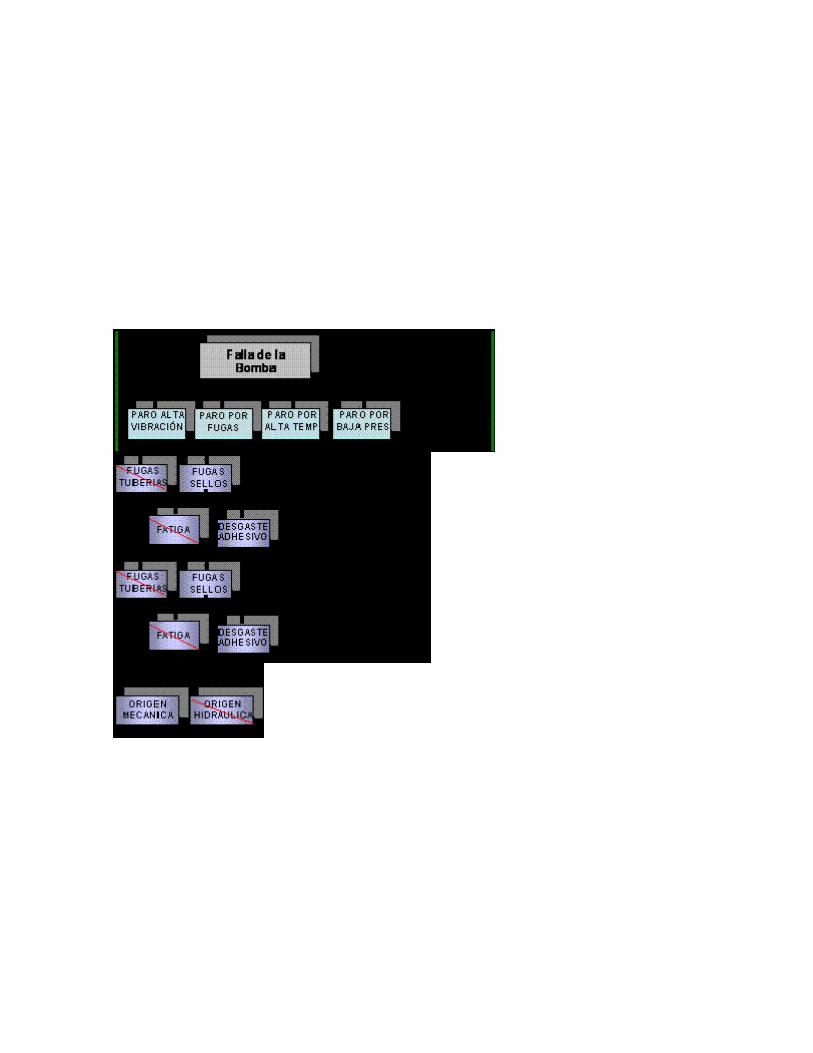
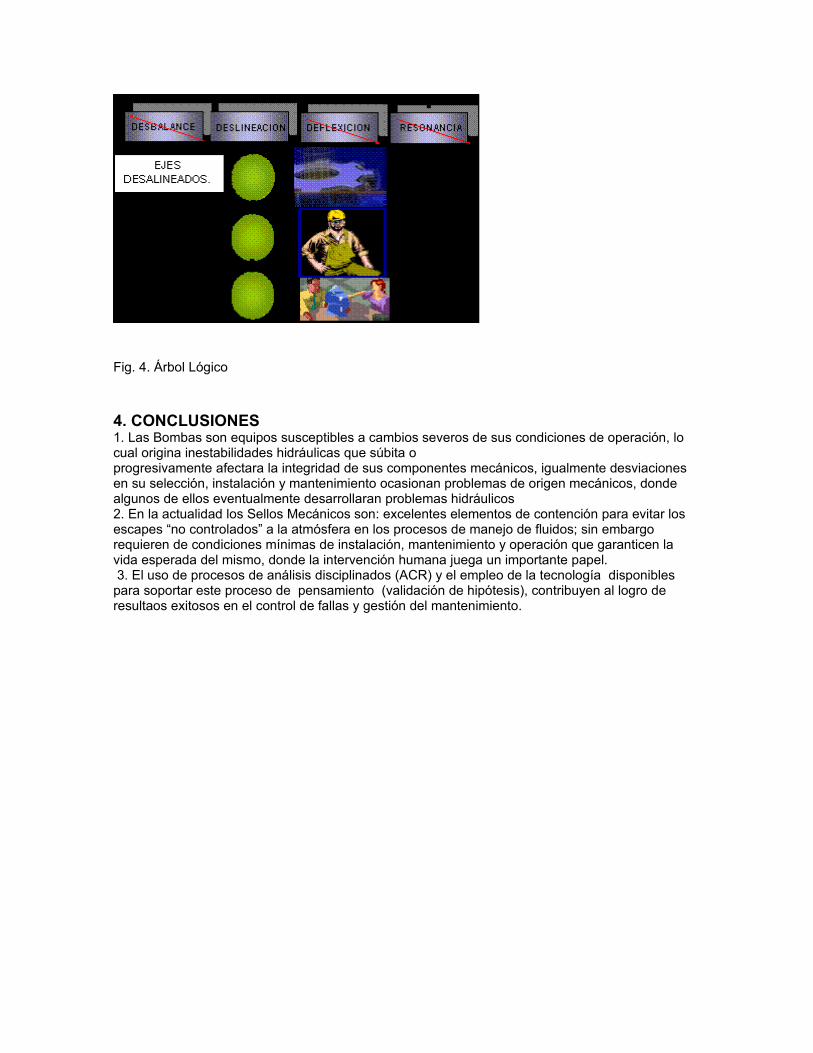
Fig. 4. Árbol Lógico
4. CONCLUSIONES1. Las Bombas son equipos susceptibles a cambios severos de sus condiciones de operación, lo cual origina inestabilidades hidráulicas que súbita o progresivamente afectara la integridad de sus componentes mecánicos, igualmente desviaciones en su selección, instalación y mantenimiento ocasionan problemas de origen mecánicos, donde algunos de ellos eventualmente desarrollaran problemas hidráulicos2. En la actualidad los Sellos Mecánicos son: excelentes elementos de contención para evitar los escapes “no controlados” a la atmósfera en los procesos de manejo de fluidos; sin embargo requieren de condiciones mínimas de instalación, mantenimiento y operación que garanticen la vida esperada del mismo, donde la intervención humana juega un importante papel. 3. El uso de procesos de análisis disciplinados (ACR) y el empleo de la tecnología disponibles para soportar este proceso de pensamiento (validación de hipótesis), contribuyen al logro de resultaos exitosos en el control de fallas y gestión del mantenimiento.
Plan de implantación general del RCM.Indice1. Generalidades.2. Aspectos preliminares.3. Descripción general de la instalación.-4. Grupo de trabajo.5. Tareas principales del análisis RCM.-
1. Generalidades.
El Mantenimiento Centrado en la Confiabilidad RCM es una metodología de análisis sistemático, objetivo y documentado, que puede ser aplicado a cualquier tipo de instalación industrial, útil para el desarrollo u optimización de un plan eficiente de mantenimiento. Desarrollada por la United Airline de Estados Unidos, el RCM analiza cada sistema y cómo puede fallar funcionalmente. Los efectos de cada falla son analizados y clasificados de acuerdo al impacto en la seguridad, operación y costo. Estas fallas son estimadas para tener un impacto significativo en la revisión posterior, para la determinación de las raíces de las causas.La idea central del RCM es que los esfuerzos de mantenimiento deben ser dirigidos a mantener la función que realizan los equipos más que los equipos mismos. Es la función desempeñada por una máquina lo que interesa desde el punto de vista productivo. Esto implica que no se debe buscar tener los equipos como si fueran nuevos, sino en condiciones suficientes para realizar bien su función. También implica que se deben conocer con gran detalle las condiciones en que se realiza esta función y, sobre todo, las condiciones que la interrumpen o dificultan, éstas últimas son las fallas.El proceso de análisis global del RCM se resume como sigue:
a. Análisis de fallos funcionales. Define el funcionamiento del componente en un equipo, su fallo funcional, y sus efectos de fallo.
b. Selección de ítems críticos. Determina y analiza que componentes, sistemas se caracterizan como funcionalmente significativos.
c. Decisión lógica del RCM. Incluye el análisis de los ítems funcionalmente significativos (IS), para determinar la consecuencia del fallo.
d. Análisis de inspección. La inspección determina qué datos son necesarios para el apoyo del análisis RCM.
e. Resumen de los requisitos de mantenimiento. Determina la agrupación de los requisitos óptimos del nivel de mantenimiento que se practica.
2. Aspectos preliminares.
El Mantenimiento Centrado en la Confiabilidad RCM, como herramienta estructurada de análisis a partir de la información específica de los equipos y la
experiencia de los usuarios, trata de determinar qué tareas de mantenimiento son las más efectivas, así mejorando la fiabilidad funcional de los sistemas relacionados con la seguridad y disponibilidad, previniendo sus fallos y minimizar el costo de mantenimiento.Para llevar a cabo la implantación del RCM, deben sostenerse según un plan definido del RCM y los procedimientos adicionales que se muestran en este trabajo.
Resumen de tareas.-Los requisitos de las tareas son el resultado del análisis del RCM que pueden tener intervalos variantes. Las tareas deben ser resumidas en grupos, con el objetivo de lograr varias tareas en el equipo, toda vez que el equipo se encuentra en un programa de mantenimiento. Resumidas las tareas se consideran los niveles e intervalos de mantenimiento en las áreas de trabajo.
Los procesos de las tareas.-Lo primero es convertir los intervalos de tarea en una medida común base (normalmente el tiempo). Todas las tareas se despliegan en función del tiempo para ver si hay agrupaciones naturales. El ajuste de los intervalos de tareas de mantenimiento se realiza con el objetivo de agrupar tareas de mantenimiento, estas agrupaciones deben ser registradas para realizar comparaciones, rediseñar y determinar los procesos más convenientes del mantenimiento fijado.
Consideraciones de las herramientas.-Las siguientes consideraciones son requisitos para la realización de un programa de mantenimiento:
• Agrupar todos los requisitos de trabajo en un área específica, sobre todo si se tiene pérdida de tiempo; sin embargo si se carga excesivamente un área de trabajo con demasiado personal de mantenimiento es un procedimiento ineficaz, el personal debe ser distribuido uniformemente en áreas de trabajo diferentes.
• El resumen de tareas de un programa de mantenimiento, afecta tales situaciones como las horas-hombre, la realización del mantenimiento, la disponibilidad del equipo, y en algunos casos la estructura organizada del mantenimiento.
3. Descripción general de la instalación.-
• Nombre de la instalación, haciendo una breve descripción de la actividad.
• Planes de crecimiento a futuro, señalando la fecha estimada de realización.
• Fecha de inicio de operaciones (únicamente para instalaciones en operación).
• Fecha estimada de inicio de operaciones del proyecto.
• Ubicación de la instalación o proyecto. Calle, ciudad, localidad, municipio, departamento, código postal, teléfono(s) y fax, u otra referencia.
• Coordenadas geográficas de la instalación o proyecto.
• Incluir planos de localización a escala, describiendo y señalando las colindancias de la instalación o proyecto y los usos del suelo en un radio de 500 metros en su entorno, así como la ubicación de zonas vulnerables, tales como: asentamientos
humanos, áreas naturales protegidas, zonas de reserva ecológica, cuerpos de agua, etc.; indicando claramente los distanciamientos de las mismas.
• Superficie total de la instalación o proyecto y superficie requerida para el desarrollo de la actividad [m2].
• Descripción de accesos (marítimos, terrestres y/o aéreos):
• Infraestructura necesaria. Para el caso de ampliaciones, deberá indicar en forma de lista la infraestructura actual y la proyectada.
• Actividades conexas (industriales, comerciales y/o de servicios) que tengan vinculación con las actividades que se desarrollan o pretendan desarrollar.
• Número de personal en la operación de la instalación.
Descripción del proceso.-
• Mencionar los criterios de diseño de la instalación o proyecto con base a las características del sitio y a la susceptibilidad de la zona o fenómenos naturales y efectos metereológicos adversos.
• Descripción detallada del proceso por líneas de producción, reacción principal y secundarias en donde intervienen materiales considerados de alto riesgo (debiendo anexar diagramas de bloques).
• Listar todas las materias primas, productos y subproductos manejados en el proceso, señalando aquellas que se encuentren en los Listados de Actividades Altamente Riesgosas, especificando sustancia, cantidad máxima de almacenamiento en kg, flujo en m3/hr, concentración, capacidad máxima de producción, tipo de almacenamiento y equipo de seguridad.
• Tipo de recipientes y/o envases de almacenamiento. Especificar: características, código o estándares de construcción, dimensiones, cantidad o volumen máximo de almacenamiento por recipiente, indicando la sustancia contenida, así como los dispositivos de seguridad instalados en los mismos.
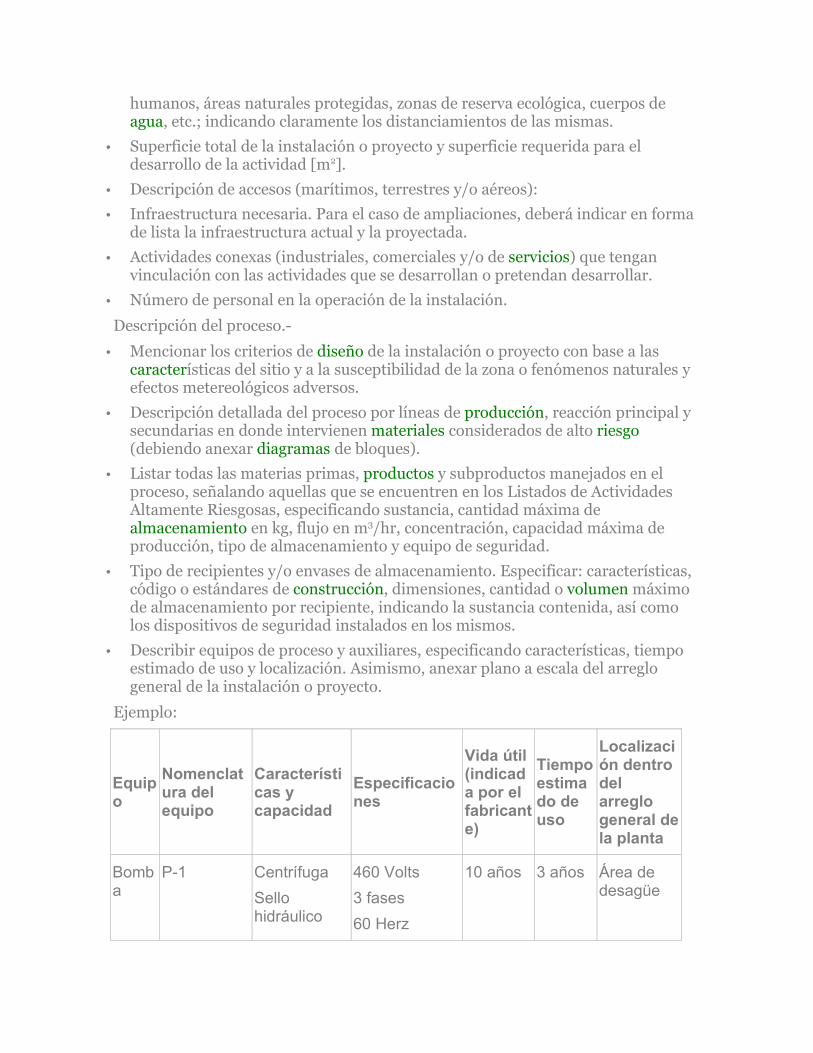
• Describir equipos de proceso y auxiliares, especificando características, tiempo estimado de uso y localización. Asimismo, anexar plano a escala del arreglo general de la instalación o proyecto.
Ejemplo:
Equipo
Nomenclatura del equipo
Características y capacidad
Especificaciones
Vida útil (indicada por el fabricante)
Tiempo estimado de uso
Localización dentro del arreglo general de la planta
Bomba
P-1 Centrífuga
Sello hidráulico
460 Volts
3 fases
60 Herz
10 años 3 años Área de desagüe
150 HP Acero inoxidable
1400 lt/min
• Condiciones de operación. Anexar los diagramas de flujo, indicando la siguiente información:
a. Balance de materia.
b. Temperaturas y presiones de diseño y operación.
c. Estado físico de las diversas corrientes de proceso.
d. Características del régimen operativo de la instalación (continuo o por lotes).
e. Diagramas de tuberías e instrumentación con base en la ingeniería de detalle y con la simbología correspondiente.
4. Grupo de trabajo.-
Naturaleza.-El grupo de trabajo es establecido y debe incluir una persona de la función de mantenimiento y de operación y un facilitador especialista en RCM. El grupo de proyecto RCM define y clasifica los objetivos y el alcance del análisis, requerimientos y políticas de criterio de aceptación con respecto a la seguridad y protección del medio ambiente. Tal como se resume a continuación.El equipo de trabajo debe ser multidisciplinario altamente proactivo, conformado por personas de los departamentos de mantenimiento, operaciones y especialistas. Estas personas deberán estar altamente familiarizadas con los temas que les competan.El grupo será dirigido por un facilitador que podrá o no provenir de los departamentos nombrados anteriormente. El mejoramiento del desempeño implica contribuciones en actitudes, organización, conocimiento, patrones culturales y resultados.
Funciones del grupo de trabajo.-Las funciones del grupo de trabajo están enmarcadas en realizar actividades de mejoramiento continuo en las operaciones de la empresa. Estas pueden ser agrupadas en dos frentes de trabajo.
• Actividades reactivas: Análisis Causa Raíz (ACR), solución de problemas.
• Actividades preactivas: Mantenimiento Centrado en la Confiabilidad (RCM). Con el análisis funcional y análisis de criticidad de equipos.
• Actividades previas.
Estos análisis nos permiten conocer el orden de implantación de las técnicas a usar, de manera de garantizar un impacto significativo en los sistemas estudiados.
Actividades a realizar.-
• Preparar el grupo de trabajo. Seleccionar personal de perfil acorde a la naturaleza del proyecto. Seleccionar reemplazos naturales para cada miembro del grupo, la mejor manera de lograr esto es tener redundancia, es decir dos
operadores (por ejemplo), pudiendo estar en cada reunión uno o ambos, garantizando ente ellos mantenerse siempre informados del avance de las actividades. Tener reemplazos que trabajen sólo en caso de emergencia, tiene asociados diversos problemas de índole práctico.
• Preparar un inventario de sistemas a analizar u oportunidades de mejora.
• Realizar el análisis funcional y de criticidad o el análisis de oportunidades de mejora.
• Preparar un orden de implantación del RCM, estimando el impacto positivo para la empresa que pudiera representar una mejoría en los mismos.
• Seleccionar el sistema o problema de mayor impacto posible y de mayor probabilidad de éxito.
• Definir claramente las funciones de los sistemas o la naturaleza de los problemas.
• Establecer una misión precisa y clara en consenso, definir los objetivos del grupo de trabajo.
• Preparar los cronogramas de actividades, la naturaleza de dicho cronograma dependerá del grupo de trabajo, de sus necesidades y limitaciones, pudiendo ser desde una reunión semanal, a reuniones diarias, quinquenales o jornadas de trabajo continuas (por semanas o proyecto).
• El cronograma de trabajo deberá llegar hasta la implantación de actividades y su seguimiento.
• Realizar plan de contingencia, para evitar cualquier retardo debido a problemas previsibles, como permisos, vacaciones de algún integrante del grupo.
• Lograr consenso con la gerencia de la planta sobre los puntos anteriores.
• Comenzar el análisis, partiendo de una sencilla pero concisa documentación de los pasos anteriores.
• Completar el análisis.
• Sugerir soluciones.
• Evaluar la factibilidad económica de las soluciones, recordar que muchas posibles soluciones no son viables desde el punto de vista económico.
• Documentar todo el proceso anterior, realizando pequeños resúmenes a presentar a la gerencia.
• Presentar los resultados a la gerencia de planta, los resultados deberán estar con un completo juicio económico que soporte su implantación.
• Convertir en realidad las sugerencias propuestas y justificadas por el equipo de trabajo.
• Realizar un seguimiento a las actividades y sus resultados, tomar medidas de ser requerido, recordar que se trata de un mejoramiento continuo y no de una mejora por salto al más alto nivel de desempeño.
• Verificar si las actividades son aplicables en otras áreas de la organización e implantarlas de ser necesario.
Del facilitador.-El facilitador es el líder del equipo de trabajo, deberá facilitar la implantación de las filosofías o técnicas a usar aprovechando las diferentes destrezas del personal que forma el equipo de trabajo, el facilitador deberá ser absolutamente competente en las siguientes áreas:
a. Técnicas a implantar.
b. Gerencia del análisis.
c. Dirección de reuniones.
d. Administración del tiempo.
e. Administración, logística y gerencia ascendente.
f. Las funciona típicas del facilitador incluyen:
• Organizar y dirigir todas las actividades inherentes al proyecto.
• Planificación, programación y dirección de reuniones. Garantizar la ejecución de reuniones en cualquier caso, por lo tanto debería manejar alternativas para solventar cualquier inconveniente con los miembros del equipo.
• Seleccionar el nivel de análisis, definir fronteras y alcance, además de estimar el impacto, la duración y los recursos requeridos para el mismo.
• Asegurar que cada plazo sea plenamente comprendido antes de su ejecución.
• Asegurar el correcto orden de implantación, evitando dar saltos metodológicos que afecten la integridad del proceso.
• Asegurar que el proyecto se cumpla dentro de lo planificado con un margen de error aceptable.
• Coordinar todo el material de apoyo para el trabajo del equipo (planos, diagramas, etc.), así como, mantener al día toda la documentación del proyecto (expedientes, avances, etc.) y compartirla en línea con el grupo.
• Ser el punto focal de comunicaciones del grupo centralizando la información relacionada al tema de trabajo. Mantener a la gerencia informada sobre todos los planes y el progreso de actividades, debe generar constantes informes de elevada calidad.
• Ser la voz técnica que aclare cualquier duda (metodológica) presentada por los miembros de los equipos durante cualquier etapa del proceso.
• En la mayoría de los casos deberá fungir como el transcriptor de la información generada.
• Investigar profundamente sobre temas tratados y no conformarse con información superficial, debiendo en muchos casos dedicarse a corroborar la información generada en las reuniones. Por lo tanto se debe tener el suficiente juicio para saber cuando la participación de un especialista es requerida.
• Debe velar por que las soluciones aportadas por el equipo de trabajo, superen el nivel de informe técnico, es decir sean implantadas realmente.
• Estar en capacidad de reconocer necesidades de adiestramiento (técnico o metodológico) de los integrantes del grupo y prestarlo cuando sea requerido y esté a su nivel.
• Asegurar el consenso de las decisiones tomadas.
• Motivar el grupo.
• Gerenciar los problemas: choques personales, interrupciones, etc.
De las reuniones.-
• Se debe garantizar que el equipo de trabajo tenga objetivos comunes y conozca ("grosso modo") la metodología y el plan de acción. Tener especial cuidado con invitados ocasionales (darles suficiente información).
• Serán programadas con sesiones de trabajo de no más de 90 minutos, con periodos de descanso de 15 minutos entre sesiones (si se programan jornadas de trabajo de más de 90 minutos). Sesión ideal 50 minutos de trabajo + 10 minutos de descanso (refrigerio).
• Recordar que las reuniones son eventos sociales y se debería hacer todo lo posible por convertirlas en eventos agradables (estos proyectos a veces duran años).
• La reunión debería ser confirmada por el punto focal en la planta, quien deberá asegurar la participación del grupo y localizar los suplentes de ser requeridos.
• De no ser posible reunir todo el equipo multidisciplinario, se pueden hacer sesiones de trabajo por especialidad, garantizando la participación de un miembro de operaciones en cada reunión.
• El facilitador preparará una agenda con objetivos a cumplir en la reunión y deberán ser verificados al final de la misma.
• Los resultados de la reunión anterior deberán darse a conocer en la reunión actual.
• Nunca suspender una reunión sin fijar en consenso la fecha y la hora de la próxima reunión.
• El ambiente de la reunión deberá ser libre de culpa. "La búsqueda de soluciones no deberá ser una búsqueda de culpables destinados a la hoguera".
• No se deben cuestionar negativamente las opiniones de los integrantes. Los problemas internos deberán ser resueltos por el grupo y quedarse entre ellos.
• Los objetivos del análisis y el diagrama de procesos deberán estar siempre visibles en el salón de reuniones.
• El facilitador deberá animar la participación de todos los integrantes de una manera entusiasta.
• El tiempo de las reuniones debe ser usado de una manera inteligente y eficaz.
• Se debe garantizar la existencia de todos los recursos a utilizar en cada reunión (manuales, planos, refrigerios, etc.)
• Deben ser realizadas en lugares cómodos y accesibles por todos los integrantes.
• Se puede hacer uso de las técnicas de análisis, como tormenta de ideas, diagramas de espina de pescado, etc.
• La información clave deberá ser validada antes de continuar trabajando en base a ella. Trabajar en torno a realidades y no a opiniones.
• Buscar soluciones a los problemas y no problemas a las soluciones.
• El incumplimiento de actividades asignadas a los integrantes del equipo para la siguiente reunión, resulta en serios tropiezos. El facilitador y el punto focal deberán garantizar los medios a los integrantes de los equipos para cumplir dichas actividades.
Entonces en todo este trance las comunicaciones juegan un papel importante, siendo canalizadas por el facilitador y el punto focal, deberán ser en sentido vertical (arriba/abajo) y horizontal.
5. Tareas principales del análisis RCM.-
Los principales elementos del análisis RCM se resumen en doce pasos como sigue:
• Estudios y preparación.
• Definición y selección de sistemas.
• Análisis funcional de la falla.
• Selección de ítems críticos.
• Tratamiento de los ítems no críticos.
• Colección y análisis de los datos.
• Análisis de los modos de fallo y sus efectos.
• Selección de las tareas de mantenimiento.
• Determinación de los intervalos de mantenimiento.
• Análisis y comparación de las estrategias de mantenimiento.
• Implantación de recomendaciones.
• Seguimiento de resultados.
Estudio y preparación.-Definir claramente los objetivos que se persiguen con el análisis que se va a realizar, ya que su definición condicionará el alcance del estudio. Se selecciona los sistemas objeto de evaluación y se establece el monograma del proyecto, identificándose los recursos necesarios.
Definición y selección de sistemas.-Después de la definición para la ejecución del análisis RCM en la planta, se consideran dos preguntas:
• ¿Para cuál de los sistemas el análisis es beneficioso, comparado con la planificación tradicional?
• ¿A qué nivel de instalación (planta, sistema, subsistemas, etc.) debe ser conducido la ejecución del RCM?
La descripción de la instalación del proceso jerárquico (registros, flujogramas) es una buena herramienta para el sistema.
Análisis funcional de la falla.-Finalizado el anterior paso, el siguiente es definir e identificar las funciones de los equipos y componentes de los equipos en estudio. Para el sistema seleccionado en el subtítulo anterior en análisis, deben considerarse los siguientes aspectos:
1. Identificar y describir las funciones de los sistemas y el criterio de ejecución.
2. Describir los requerimientos de operación del sistema.
3. Identificar las formas cómo pueden fallar las funciones de los equipos seleccionados.
La aplicación de los Modos de Fallo y Análisis del Efecto es recomendado para este análisis.
Selección de ítems críticos.-El objetivo fundamental de esta tarea es la identificación de los componentes que se consideran críticos para el adecuado funcionamiento del sistema en cuestión. La catalogación de un componente como crítico supondrá la exigencia de establecer alguna tarea eficiente de mantenimiento preventivo o predictivo que permita impedir sus posibles causas de fallo.Para la determinación de la criticidad del fallo de un equipo deben considerarse dos aspectos: su probabilidad de aparición y su severidad. La probabilidad de aparición mide la frecuencia estimada de ocurrencia del fallo considerado, mientras que la severidad mide la gravedad que el impacto que ese fallo puede provocar sobre la instalación.Si no se dispone de una base de datos fiable y eficiente para el cálculo de las probabilidades mencionadas, se puede considerar como criterio único para catalogar la criticidad de los fallos de los equipos su impacto sobre la función o funciones definidas para el sistema objeto de análisis, si bien conviene establecer las medidas adecuadas para que, en un futuro, se pudiera disponer de la información relativa al término de probabilidad. En algunos casos, puede resultar conveniente subdividir el sistema objeto de evaluación en varios subsistemas claramente delimitados para facilitar su análisis. Estos subsistemas que se analizan como si se tratase de sistemas principales, se caracterizan por desarrollar una función específica en el sistema considerado y están constituidos por uso determinados componentes o equipos.Las interfases del sistema en cuestión constituirán sus fronteras con otros sistemas de la planta y en su interior están, normalmente, todos los componentes cuya criticidad se va a analizar. En los procedimientos técnicos del proyecto RCM, normalmente se establece una lista de tipos de componentes que, con criterio general, se excluyen del análisis (por ejemplo: válvulas manuales menores de dos pulgadas, soportes rígidos, termopares, etc.).
El análisis de criticidad es, en esencia, un análisis de fiabilidad del sistema considerado y suele consumir un importante nivel de recursos. El método clásico de evaluación de la criticidad de los componentes de un sistema consiste en la determinación, en primer lugar, de las funciones que debe realizar el sistema considerado dentro del conjunto de la instalación, así como de sus fallos funcionales asociados. Para cada uno de estos fallos funcionales, se identifican aquellos componentes cuyo fallo da lugar al fallo funcional en estudio, provocando efectos negativos en la instalación. A estos componentes se les denomina "componentes críticos". Esta evaluación se realiza normalmente mediante la conocida técnica de fiabilidad denominada "Análisis de los Modos de Fallo y de sus Efectos" (FMEA).Para determinados sistemas, se suele plantear la optimización de los recursos dedicados al análisis de la criticidad de sus componentes, reduciendo el nivel sistemático del proceso de análisis que supone el desarrollo de un FMEA y el notable volumen de documentación que se genera. En tales casos, se suele usar un método simplificado de análisis, siendo la "Lista de Criticidad" uno de los más utilizados. Este método, basado en la identificación de las consecuencias negativas que pueden producir los fallos potenciales de los diferentes componentes sobre el sistema bajo estudio, consiste en la aplicación de una lista o batería de preguntas a cada componente del sistema considerado, en función de sus respuestas, catalogarlo como crítico o no crítico. Dichas preguntas tienen que ver, entre otros aspectos, con la pérdida de producción, de seguridad, de las condiciones adecuadas de operación o el incremento de contaminación ambiental.
Tratamiento de los ítems no críticos.-En el paso anterior los ítems críticos se seleccionan para el análisis extenso del RCM. Pero ocurre que en el sistema existen ítems que no son analizados, en este caso las plantas tienen un programa de mantenimiento para estos ítems no críticos, o realizar el mantenimiento según las especificaciones técnicas del proveedor.Aunque la teoría del RCM admite que a los componentes considerados como no críticos se les deje operar hasta su fallo sin aplicarles ningún tipo de mantenimiento preventivo, se recomienda efectuar una evaluación de estos componentes no críticos antes de tomar esta decisión.
Colección y análisis de los datos.-Los datos necesarios para el análisis RCM, pueden ser categorizados en los siguientes tres grupos:
• Datos de diseño.
• Datos operacionales.
• Datos de confiabilidad.
Para el análisis de los datos, se aplican las técnicas estadísticas y la probabilidad, con el ajuste apropiado a una ley de distribución de probabilidades, que proporcionan, una solución gráfica del análisis de las curvas trazadas; el tipo de análisis que relaciona los posibles modos de fallo que puede ser extendido con la revisión de las curvas anteriores.
Análisis de los Modos de Fallo y sus Efectos.-El objetivo de este paso es identificar los modos de falla dominantes, tal como se describió anteriormente usándose diferentes métodos de identificación de fallas.
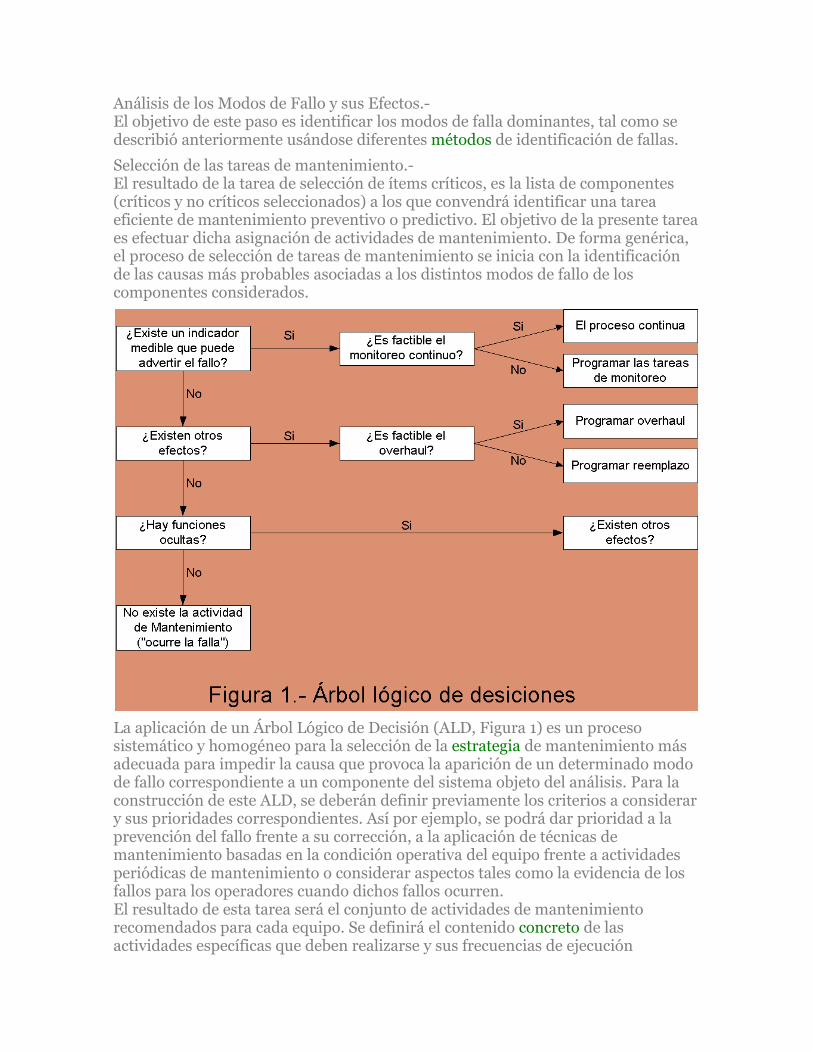
Selección de las tareas de mantenimiento.-El resultado de la tarea de selección de ítems críticos, es la lista de componentes (críticos y no críticos seleccionados) a los que convendrá identificar una tarea eficiente de mantenimiento preventivo o predictivo. El objetivo de la presente tarea es efectuar dicha asignación de actividades de mantenimiento. De forma genérica, el proceso de selección de tareas de mantenimiento se inicia con la identificación de las causas más probables asociadas a los distintos modos de fallo de los componentes considerados.
La aplicación de un Árbol Lógico de Decisión (ALD, Figura 1) es un proceso sistemático y homogéneo para la selección de la estrategia de mantenimiento más adecuada para impedir la causa que provoca la aparición de un determinado modo de fallo correspondiente a un componente del sistema objeto del análisis. Para la construcción de este ALD, se deberán definir previamente los criterios a considerar y sus prioridades correspondientes. Así por ejemplo, se podrá dar prioridad a la prevención del fallo frente a su corrección, a la aplicación de técnicas de mantenimiento basadas en la condición operativa del equipo frente a actividades periódicas de mantenimiento o considerar aspectos tales como la evidencia de los fallos para los operadores cuando dichos fallos ocurren.El resultado de esta tarea será el conjunto de actividades de mantenimiento recomendados para cada equipo. Se definirá el contenido concreto de las actividades específicas que deben realizarse y sus frecuencias de ejecución
correspondientes. A este respecto, puede resultar de utilidad la elaboración de "plantillas" en las que se recoja el conocimiento disponible sobre el mantenimiento de los distintos tipos de equipos, con el fin de establecer las apropiadas tareas y frecuencias de ejecución de forma sistemática y homogénea, en función de aspectos tales como la criticidad del equipo, su frecuencia de uso o las específicas condiciones ambientales de su entorno operativo, entre otros.
Determinación de los intervalos de mantenimiento.-Para determinar los intervalos óptimos de mantenimiento, es necesaria la información acerca de las fallas, es decir la función de razón de fallos, las consecuencias y los costos de las fallas, etc.
Análisis y comparación de las estrategias de mantenimiento.-El criterio de la selección de las tareas de mantenimiento usadas en el RCM, tiene dos requisitos:
1. Aplicabilidad.
2. Efectividad.
La aplicabilidad: un programa de mantenimiento es aplicable, cuando este puede eliminar la falla, o reducir la probabilidad de ocurrencia hasta un nivel aceptable, reduciendo el impacto de las fallas.La efectividad: significa que el costo de las tareas de mantenimiento es menor que los costos de las fallas. Las tareas del programa de mantenimiento definidas.
Implantación de recomendaciones.-Una vez seleccionadas las actividades de mantenimiento consideradas más eficientes para los diferentes componentes analizados, se establecen las recomendaciones finales del estudio RCM y se lleva a cabo su implantación. En primer lugar, se efectúa la comparación de las tareas de mantenimiento vigentes en la instalación con las recomendaciones del análisis RCM. El resultado de esta actividad es el conjunto final de tareas de mantenimiento que se propone aplicar a cada componente. Dichas tareas finales de mantenimiento habrán surgido de aplicar los siguientes criterios:
• Si una tarea vigente de mantenimiento en la planta no ha sido recomendada por el estudio RCM, se propondrá su anulación.
• Si una tarea de mantenimiento recomendada por el estudio RCM no se está aplicando en la actualidad, se propondrá su incorporación al plan de mantenimiento.
• Si una tarea vigente de mantenimiento en la planta coincide con una tarea recomendada por el estudio RCM, se propondrá su retención.
• Si la frecuencia de una tarea vigente de mantenimiento en la planta no coincide con la de una tarea recomendada por el estudio RCM con el mismo contenido, se propondrá su modificación.
A partir de dichas recomendaciones finales, se deberá proceder a la redacción del nuevo plan de mantenimiento que se propone para la instalación. Para ello, es imprescindible la aprobación de las recomendaciones propuestas por parte de la gerencia, quien además fijará los criterios de aplicación y asignará los recursos
necesarios.La elaboración del nuevo plan de mantenimiento, además de las bases técnicas de mantenimiento obtenidas con el análisis RCM, requerirá considerar otros aspectos tales como los compromisos existentes, ajenos al mantenimiento, que implican la realización de determinadas tareas y el grado de eficacia que se consigue en la agrupación de diferentes actividades de mantenimiento. En algunos casos, será preciso elaborar nuevos procedimientos de trabajo y realizar adaptaciones de los procesos informáticos existentes que pudieran estar relacionados con el tema.
Seguimiento de resultados.-El seguimiento y el análisis de los resultados que se van obteniendo en la planta con la implantación del nuevo programa de mantenimiento son tareas que resultan de capital importancia para la evaluación de su eficacia. Este proceso requerirá por una parte, la definición de los parámetros e índices de seguimiento, la implantación de los pertinentes procesos de captación de la información básica necesaria, el establecimiento del adecuado procedimiento de actuación y la correspondiente asignación de recursos.La necesidad de considerar nuevas técnicas de mantenimiento, añadir algún posible modo de fallo o componente no analizado inicialmente o revisar las hipótesis de estudio, sus conclusiones entre otras, harán conveniente la actualización global de estudio del RCM, cada cierto tiempo con el fin de minimizar la obsolescencia de las recomendaciones aportadas con el paso del tiempo.
TPM – Mantenimiento Productivo Total. Un paso más hacia la excelencia empresarial
1. Introducción
El TPM (Mantenimiento Productivo Total) surgió en Japón gracias a los esfuerzos del Japan Institute of Plant Maintenance (JIPM) como un sistema destinado a lograr la eliminación de las seis grandes pérdidas de los equipos, a los efectos de poder hacer factible la producción "Just in Time", la cual tiene cómo objetivos primordiales la eliminación sistemática de desperdicios.
Estas seis grandes pérdidas se hallan directa o indirectamente relacionadas con los equipos dando lugar a reducciones en la eficiencia del sistema productivo en tres aspectos fundamentales:
o Tiempos muertos o paro del sistema productivo.
o Funcionamiento a velocidad inferior a la capacidad de los equipos.
o Productos defectuosos o malfuncionamiento de las operacionesen un equipo.
El TPM es en la actualidad uno de los sistemas fundamentales para lograr la eficiencia total, en base a la cual es factible alcanzar la competitividad total. La
tendencia actual a mejorar cada vez más la competitividad supone elevar al unísono y en un grado máximo la eficiencia en calidad, tiempo y coste de la producción e involucra a la empresa en el TPM conjuntamente con el TQM.
La empresa industrial tradicional suele estar dotada de sistemas de gestión basados en la producción de series largas con poca variedad de productos y tiempos de preparación largos, con tiempos de entrega asimismo largos, trabajadores con una formación muy especificada y control de calidad en base a la inspección del producto. Cuando dicha empresa ha precisado emigrar desde este sistema a otros más ágiles y menos costosos, ha necesitado mejorar los tiempos de entrega, los costes y la calidad simultáneamente, es decir, la competitividad, lo que le ha supuesto entrar en la dinámica de gestión contraria a cuanto hemos mencionado: series cortas, de múltiples productos, en tiempos de operaciones cortos, con trabajadores polivalentes y calidad basada en procesos que llegan a sus resultados en "la primera".
Así pues, entre los sistemas sobre los cuales se basa la aplicación del Kaizen, se encuentra en un sitio especial es TPM, que a su vez hace viable al otro sistema que sostiene la práctica del Kaizen que es el sistema "Just in Time".
El resultado final que se persigue con la implementación del Mantenimiento Productivo Total es lograr un conjunto de equipos e instalaciones productivas más eficaces, una reducción de las inversiones necesarias en ellos y un aumento de la flexibilidad del sistema productivo.
2. Conceptos y definiciones
El objetivo del mantenimiento de máquinas y equipos lo podemos definir como conseguir un determinado nivel de disponibilidad de producción en condiciones de calidad exigible, al mínimo coste y con el máximo de seguridad para el personal que las utiliza y mantiene.
Por disponibilidad se entiende la proporción de tiempo en que está dispuesta para la producción respecto al tiempo total. Esta disponibilidad depende de dos factores críticos:
1. la frecuencia de las averías, y
2. el tiempo necesario para reparar las mismas.
El primero de dichos factores recibe el nombre de fiabilidad, es un índice de la calidad de las instalaciones y de su estado de conservación, y se mide por el tiempo medio entre averías.
El segundo factor denominado mantenibilidad es representado por una parte de la bondad del diseño de las instalaciones y por otra parte de la eficacia del servicio de mantenimiento. Se calcula como el inverso del tiempo medio de reparación de una avería.
En consecuencia, un adecuado nivel de disponibilidad se alcanzará con unos óptimos niveles de fiabilidad y de mantenibilidad. Es decir, expresado en lenguaje corriente, que ocurran pocas averías y que éstas se reparen rápidamente.
3. Evolución de la Gestión de Mantenimiento
Para llegar al Mantenimiento Productivo Total hubo que pasar por tres fases previas. Siendo la primera de ellas el Mantenimiento de Reparaciones (o Reactivo), el cual se basa exclusivamente en la reparación de averías. Solamente se procedía a labores de mantenimiento ante la detección de una falla o avería y, una vez ejecutada la reparación todo quedaba allí.
Con posterioridad y como segunda fase de desarrollo se dio lugar a lo que se denominó el Mantenimiento Preventivo. Con ésta metodología de trabajo se busca por sobre todas las cosas la mayor rentabilidad económica en base a la máxima producción, estableciéndose para ello funciones de mantenimiento orientadas a detectar y/o prevenir posibles fallos antes que tuvieran lugar.
En los años sesenta tuvo lugar la aparición del Mantenimiento Productivo, lo cual constituye la tercer fase de desarrollo antes de llegar al TPM. El Mantenimiento Productivo incluye los principios del Mantenimiento Preventivo, pero le agrega un plan de mantenimiento para toda la vida útil del equipo, más labores e índices destinamos a mejorar la fiabilidad y mantenibilidad.
Finalmente llegamos al TPM el cual comienza a implementarse en Japón durante los años sesenta. El mismo incorpora una serie de nuevos conceptos a los desarrollados a los métodos previos, entre los cuales caben destacar el Mantenimiento Autónomo, el cual es ejecutado por los propios operarios de producción, la participación activa de todos los empleados, desde los altos cargos hasta los operarios de planta. También agrega a conceptos antes desarrollados como el Mantenimiento Preventivo, nuevas herramientas tales como las Mejoras de Mantenibilidad, la Prevención de Mantenimiento y el Mantenimiento Correctivo.
El TPM adopta cómo filosofía el principio de mejora continua desde el punto de vista del mantenimiento y la gestión de equipos. El Mantenimiento Productivo Total ha recogido también los conceptos relacionados con el Mantenimiento Basado en el Tiempo (MBT) y el Mantenimiento Basado en las Condiciones (MBC).
El MBT trata de planificar las actividades de mantenimiento del equipo de forma periódica, sustituyendo en el momento adecuado las partes que se prevean de dichos equipos, para garantizar su buen funcionamiento. En tanto que el MBC trata de planificar el control a ejercer sobre el equipo y sus partes, a fin de asegurarse de que reúnan las condiciones necesarias para una operativa correcta y puedan prevenirse posibles averías o anomalías de cualquier tipo.
El TPM constituye un nuevo concepto en materia de mantenimiento, basado este en los siguientes cinco principios fundamentales:
o Participación de todo el personal, desde la alta dirección hasta los operarios de planta. Incluir a todos y cada uno de ellos permite garantizar el éxito del objetivo.
o Creación de una cultura corporativa orientada a la obtención de la máxima eficacia en el sistema de producción y gestión de los equipos y maquinarias. De tal forma se trata de llegar a la Eficacia Global.
o Implantación de un sistema de gestión de las plantas productivas tal que se facilite la eliminación de las pérdidas antes de que se produzcan y se consigan los objetivos.
o Implantación del mantenimiento preventivo como medio básico para alcanzar el objetivo de cero pérdidas mediante actividades integradas en pequeños grupos de trabajo y apoyado en el soporte que proporciona el mantenimiento autónomo.
o Aplicación de los sistema de gestión de todos los aspectos de la producción, incluyendo diseño y desarrollo, ventas y dirección.
La aplicación del TPM garantiza a las empresas resultados en cuanto a la mejora de la productividad de los equipos, mejoras corporativas, mayor capacitación del personal y transformación del puesto de trabajo.
Entre los objetivos principales y fundamentales del TPM se tienen:
o Reducción de averías en los equipos.
o Reducción del tiempo de espera y de preparación de los equipos.
o Utilización eficaz de los equipos existentes.
o Control de la precisión de las herramientas y equipos.
o Promoción y conservación de los recursos naturales y economía de energéticos.
o Formación y entrenamiento del personal.
4. Mudas (pérdidas o despilfarros) de los equipos
• Por un lado se tienen las averías y tiempos de preparación que ocasionan tiempos muertos o de vacío.
• En segundo término tenemos a el funcionamiento a velocidad reducida y los tiempos en vacío, todo lo cual genera pérdidas de velocidad del proceso.
• Y por último tenemos los pérdidas por productos y procesos defectuosos ocasionados por los defectos de calidad y repetición del trabajo.
Estas pérdidas deben ser eliminadas o reducidas a su mínima expresión.
5. Medios de mejora del mantenimiento
Para ver el cuadro seleccione la opción "Descargar" del menú superior
6. Etapas de implementación
La implementación está conformada por un total de cinco fases, las cuales comprenden una serie de fases, las cuales se resumen a continuación:
Para ver el cuadro seleccione la opción "Descargar" del menú superior
7. Actividades fundamentales
o Mantenimiento Autónomo. Comprende la participación activa por parte de los operarios en el proceso de prevención a los efectos de evitar averías y deterioros en las máquinas y equipos.
Tiene especial trascendencia la aplicación práctica de las Cinco "S". Una característica básica del TPM es que son los propios operarios de producción quieres llevan a término el mantenimiento autónomo, también denominado mantenimiento de primer nivel. Algunas de las tareas fundamentales son: limpieza, inspección, lubricación, aprietes y ajustes.
o Aumento de la efectividad del equipo mediante la eliminación de averías y fallos. Se realiza mediante medidas de prevención vía rediseño-mejora o establecimiento de pautas para que no ocurran.
o Mantenimiento Planificado. Implica generar un programa de mantenimiento por parte del departamento de mantenimiento. Constituye el conjunto sistemático de actividades programadas a los efectos de acercar progresivamente la planta productiva a los objetivos de: cero averías, cero defectos, cero despilfarros, cero accidentes y cero contaminación. Este conjunto de labores serán ejecutadas por personal especializado en mantenimiento.
o Prevención de Mantenimiento. Mediante los desarrollo de ingeniería de los equipos, con el objetivo de reducir las probabilidades de averías, facilitar y reducir los costos de mantenimientos. Se trata pues de optimizar la gestión del mantenimiento de los equipos desde la concepción y diseño de los mismos, tratando de detectar los errores y problemas de funcionamiento que puedan producirse como consecuencia de fallos de concepción, diseño, desarrollo y construcción del equipo, instalación y pruebas del mismo hasta que se consiga el establecimiento de su operación normal con producción regular. El objetivo es lograr un equipo de fácil operación y mantenimiento, así como la reducción del período entre la fase de diseño y la operación estable del equipo y la elevación en los niveles de fiabilidad, economía y seguridad, reduciendo los niveles y riesgos de contaminación.
o Mantenimiento Predictivo. Consistente en la detección y diagnóstico de averías antes de que se produzcan. De tal forma pueden programarse los paros para reparaciones en los momentos oportunos. La filosofía de este tipo de mantenimiento se basa en que normalmente las averías no aparecen de repente, sino que tienen una evolución. Así pues el Mantenimiento Predictivo se basa en detectar estos defectos con antelación para corregirlos y evitar paros no programados, averías importantes y accidentes. Entre los beneficios de su aplicación tenemos: a) Reducción de paros; b) Ahorro en los costos de mantenimiento; c) Alargamiento de vida de los equipos; d) Reducción de daños provocados por averías; e) Reducción en el número de accidentes; f) Más eficiencia y calidad en el funcionamiento de la
planta; g) Mejoras de relaciones con los clientes, al disminuir o eliminar los retrasos. Entre las tecnologías utilizadas para el monitoreo predictivo tenemos: a) análisis de vibraciones; b) análisis de muestras de lubricantes; c) termografía; y, d) Análisis de las respuestas acústicas.
8. Conclusiones
La búsqueda de una más eficaz y eficiente utilización de las máquinas y equipos hace menester tanto su planificación, como la capacitación del personal, pero para ello es fundamental que antes los directivos tomen conciencia de todos lo que está en juego a tras de un excelente sistema de mantenimiento. Tanto sea a nivel industrial cómo de servicios, tanto los costos, como la productividad, la calidad, la seguridad, la satisfacción del cliente y el cumplimiento de plazos depende en gran medida del no sólo buen funcionamiento de los equipos sino del muy buen funcionamiento que de ellos pueda obtenerse. Cómo en el caso del control de calidad, incrementar los costos en materia preventiva termina generando no sólo un menor coste total de mantenimiento, sino también un menor coste total.
La notable importancia que tiene el TPM en la eliminación de desperdicios le confiere un lugar especial tanto en el Sistema Kaizen como en el Sistema Just in Time. Todavía una multitud de pequeñas y medianas empresas no han sabido tomar en debida consideración la gran importancia que tiene para el mejoramiento de sus resultados económicos la implementación de sistemas destinados a mejorar el mantenimiento de los equipos, el cambio rápido de herramientas, la reducción de los tiempos de preparación, la mejora del layout en la planta y oficinas, el mejoramiento en los niveles de calidad, el control y reducción en el consumo de energía, la mayor participación de los empleados vía círculos de control de calidad, círculos de incremento de productividad y sistemas de sugerencias entre otros. Son numerosas las armas de las cuales pueden disponer las pequeñas y medianas empresas, y notables los resultados que de ellas pueden obtener.
Un mejor mantenimiento implica no sólo reducir los costes de reparaciones y los costes por improductividades debidos a tiempos ociosos, sino también elimina la necesidad de contar con inventariosde productos en proceso y terminados destinados a servir de "colchón" ante las averías producidas. Al mejorar los servicios a los clientes y consumidores reduce la rotación de estos y reduce el coste de obtención de nuevos clientes, facilitando las ventas de bienes y servicios con carácter repetitivo. Por supuesto que un mejor mantenimiento alarga la vida útil del equipo, como así también permite un mejor precio de reventa. El mejor funcionamiento de las máquinas no sólo evita la generación de productos con fallas, también evita la polución ambiental, elimina los riesgos de accidentes y con ellos disminuye los costes del seguro, reduce o elimina los niveles de contaminación y las consecuente multas, incrementa los niveles de productividad, y por tanto los costes de producción. Todos éstos son motivos más que suficientes para considerar muy seriamente su implantación.
Cabría hacerse la pregunta de porqué existiendo instrumentos o metodologías tan significativas para mejorar los rendimientos de las empresas, las mismas no son utilizadas? Las razones son numerosas y exponerlas lleva a la necesidad de otras
investigaciones y exposiciones, pero entre las principales tenemos: una visión corto placista en la cual se privilegia la obtención de utilidades inmediatas en oposición a la generación sostenida de beneficios a mediano y largo plazo, un segundo factor tiene que ver con la supervivencia de paradigmas taylorianos y fordista propios de otra era del proceso económico productivo. Y un tercer y último factor a mencionar cómo importante es la tradicional resistencia al cambio.
Propuesta para la implementación del mantenimiento total productivo (TPM1
1. Introducción2. Tema y titulo de investigación3. Justificación4. Problema5. Hipótesis6. Objetivos7. Marco teórico8. Marco conceptual9. Cronograma de actividades10. Factibilidad del proyecto11. Anexos12. Bibliografía.
INTRODUCCIÓN(TPM por sus siglas en inglés), es un concepto nuevo en cuanto al envolvimiento del personalproductivo en el mantenimiento de plantas y equipos. La meta del TPM es incrementarnotablemente la productividad y al mismo tiempo levantar la moral de los trabajadores y susatisfacción por el trabajo realizado. El sistema del TPM nos recuerda el concepto tan popular deTQM "Manufactura de Calidad Total" que surgió en los 70's y se ha mantenido tan popular en elmundo industrial. Se emplean muchas herramientas en común, como la delegación de funciones yresponsabilidades cada vez más altas en los trabajadores, la comparación competitiva, asi comola documentación de los procesos para su mejoramiento y optimización. Este texto describe alTPM en detalle y valora sus debilidades y cualidades como filosofía de mantenimiento y discutesus procedimientos de implementación.Se presentan también algunos ejemplos de implementación exitosa.1. TEMA DE INVESTIGACIÓN:Mantenimiento Industrial2. TITULO DE LA INVESTIGACIÓN:
Propuesta para la implementación del Mantenimiento Total Productivo (TPM) en la Industria deBocines GMB Ltda.3. JUSTIFICACIÓNEsta investigación es importante para la empresa porque no existe un tipo de mantenimientoespecífico, y se pretende que la empresa adquiera un Programa de Mantenimiento que ayude en elárea de Producción y organización de la planta mediante el mantenimiento total productivo (TPM).4. PROBLEMAAl no existir un programa de Mantenimiento Total Productivo en la Industria GMB Ltda, seocasionará dentro de ella ineficiencia en el proceso de producción en cuanto a incumplimiento depedidos, paros en el Proceso y porqué no un incremento en el Costo de la Producción, así comotambién desinterés por parte de quienes hacen posible el proceso productivo de bocines en laIndustria.Ver Anexos # 1 y # 25. HIPÓTESIS2¿Será que al realizar la Propuesta para el Manual con el Programa de Mantenimiento TotalProductivo en la Industria GMB Ltda, se solucionarán los paros en la producción, se ampliarán lospedidos y se creará un programa de liderazgo y capacitación a los empleados?6. OBJETIVO GENERALProponer un sistema de Mantenimiento Total Productivo (TPM) en la Industria de Bocines GMBLtda.7. OBJETIVOS ESPECÍFICOS1. Visitar la Industria de Bocines GMB Ltda.2. Determinar el Tipo de mantenimiento utilizado en la Industria de Bocines GMB Ltda..3. Revisar las maquinas de la Industria de Bocines GMB Ltda.4. Detectar las fallas existentes en el mantenimiento implementado en la Industria de BocinesGMB Ltda.5. Sugerir el TPM (Mantenimiento Total Productivo) como solución a las fallas presentadas enla Industria de Bocines GMB Ltda.6. Proponer un Manual de Mantenimiento para la Industria de Bocines GMB Ltda.7. Presentar la propuesta para la posible aplicación38. MARCO TEÓRICO
INTRODUCCIÓN AL MANTENIMIENTO TOTAL PRODUCTIVO T.P.M.8.1 DEFINICIÓNPodríamos definir Mantenimiento Total Productivo T.P.M. como unSISTEMA de GERENCIA de Mantenimiento, que busca la mejora CONTINUA de la Maquinaria y ellogro del 100% de EFICIENCIA del proceso - de PRODUCCIÓN, involucrando a todo elPERSONAL de la Empresa.8.2 ESTRATEGIASPara alcanzar tan ambiciosas metas se implementa un programa general, que se divide enprogramas paso a paso, con tareas específicas, desarrolladas con pequeños grupos, de acuerdo atécnicas desarrolladas primero por la Industria Japonesa en los años 80 y luego adaptadas por laIndustria Norte Americana y difundida a otros países.Estos programas paso a paso son los siguientes:8.2.1 programa de mantenimiento autónomo: Enfocado en el mejoramiento del equipo,tomándolo desde el estado de deterioro en que se encuentre, para ir mejorándolo lenta peroininterrumpidamente, hasta dejarlo .como nuevo y juego mejorado en su diseño y automatización.El equipo se limpia lentamente para ir buscando defectos y para entrenarse en el conocimiento delequipo y de técnicas de mantenimiento. Luego viene un programa inspección planificada ycorrección de la causa raíz de los daños. Sigue un programa de lubricación específica para elequipo donde la identificación visual de los puntos de lubricación y la estandarización delubricantes es lo más importante. Siguen programas de redacción de estándares demantenimiento. Enfoque en la calidad del mantenimiento. Programas específicos de seguridadindustrial y de protección ambiental. Se entrena al personal para que sea autosuficiente para queluego de 3 o 5 años, cada persona haga las labores de mejoramiento sin necesidad de supervisióny con amplia autonomía. Se requiere desde juego programas de auditoria de mantenimiento y degestión. También se requiere parar programadamente los equipos y dedicar recursos para mejorasapoyo de técnicos especialistas y entrenamiento. Pero lo más importante es el compromiso real detodos los empleados y especialmente de los, directivos y dueños dé la Empresa. Al menos 10
Empresas Colombianas ya han desarrollado parcialmente este Programa.8.2.2 programa de mejoramiento de producción: Enfocado a eliminar las 16 Grandes PerdidasIdentificadas en el Proceso de Producción: Faltas frecuentes del Equipo, Perdidas en Ajustes yPuesta a Punto, Perdidas en Tiempo por cambio de Dispositivos, Perdidas en arranque inicial,Paradas menores, Perdidas por reducción de velocidad de las maquillas, Defectos y Retrabajos,Tiempos perdidos en despeje de Líneas, Perdidas por mal manejo Administrativo, Perdidas porTiempos y Movimientos, Perdidas por distribución de Personal, Perdidas Logísticas en Compras,Perdidas en .ajustes, Defectos de Calidad, Perdidas por uso inadecuado de Energía y otrosservicios, Perdidas por uso de herramientas y dispositivos inadecuados. Habrá un grupointerdisciplinario compuesto por personal administrativo, encargado del análisis y solución de estosproblemas a través de técnicas y gráficas de control, seguimiento y definición de metas.8.2.3 programa de manejo inicial del equipo: Se fijarán los procedimientos escritos adecuadospara la compra, puesta en marcha y operación de los equipos de la empresa, para garantizar queno se dañen en el arranque, que los encargados del equipo lo sepan operar hasta en su másmínimo detalle y les sepan dar el mantenimiento adecuado.8.2.4 programa de liderazgo: Crea y entrena líderes de actividades de mantenimiento y gestión.Cada persona de la organización debe ser líder de al menos un proyecto o programa.8.2.5. programa de mantenimiento progresivo: Implementa tecnologías y conceptos deMantenimiento Predictivo, de Mantenimiento Sistémico, de Mantenimiento correctivo Planeado y deMantenimiento Preventivo.8.2.6 programa de organización de recursos humanos: Define las políticas de perfil paracontratación de empleados, capacitación y curvas salariales acordes con el desempeño y aporte delos empleados a la Organización.4Algunas Empresas que han adoptado T.P.M. pagan el 85 % del sueldo como salario básico osegún conocimiento y experiencia y el 15% ó según eficiencia conseguida por la Empresa como
conjunto, Todo el personal está atento a seguir y mejorar diariamente los índices de eficienciaporque se reflejará en su sueldo mensual.8.2.7 programa de educación y entrenamiento: De acuerdo a las necesidades detectadas en lasreuniones de Mantenimiento Autónomo y de otro Programas, los mismos empleados solicitan quecapacitación requieren. No se trata de rondar inicialmente especialistas mecánicos o eléctricos oadministradores, sino dar la formación practica básica, que realmente se requiera para mantenerun determinado equipo o liderar con éxito un programa específico. Normalmente personas de lamisma Empresa dan los entrenamientos asesorados por especialistas.8.2.8 programas de calidad del mantenimiento: Se enfoca al análisis de Indicadores de Gestiónde Mantenimiento, como: Órdenes de Trabajo ejecutadas vs Ordenes Recibidas. Tiempos de Parode Equipo vs Horas Producidas. Tiempos entre fallas. Costos de Mantenimiento vs Costos deProducción. Horas de Mantenimiento Preventivo vs Horas de Correctivo, etc.8.2.9 programas especificas de seguridad, ambiental y buenas practicas: Cada grupo demantenimiento autónomo define y pone por escrito usando gráficos, los procedimientos seguros,no contaminantes y de buenas practicas de manufactura antes de iniciar un procedimiento demantenimiento y lo estandarizan para que no se malgaste tiempo en volverlo a redactar, parapracticas similares. Sin embargo debe existir un grupo de especialistas internos o externos queasesoren en la implementación y seguimiento de este programa.8.3 T.P.M EN OFICINAS Y ADMINISTRACIÓN.Se aplica igual que para producción, considerando que el producto de gestión administrativa es elmanejo información contable y de recursos humanos. Similar que en Producción se basa en las 5S: Seleccionar y Ordenar, Situar y Organizar, Sanear y Limpiar, Sostener y Estandarizar, Seguir yDisciplinar.Se empieza con la Limpieza y organización de Escritorios y Archivos, eliminando lo innecesario yutilizando el COMPUTADOR, para disminuir al máximo el material escrito visible, cuyos registrosde respaldo se microfilmarán o irán a archivos. Las comunicaciones entre empleados será por email.
Se realiza estudio asesorado por expertos externos, para definir flujo de trabajo, reasignación defunciones que presenten duplicidad o ineficiencias. Se darán los entrenamientos realmentenecesarios.Se realizará una modificación de las instalaciones para trabajar en el ambiente más agradableposible, buscando la máxima eficiencia de los Empleados.8.4 POR QUE IMPLEMENTAR T.P.M.Hay Tres razones principales por las que la mayoría de Empresas Multinacionales y algunasNacionales han adoptado los programas de T.P.M. :8.4.1 Resultados Tangibles Significativos: Luego de una inversión en Tiempo, recursoshumanos y financieros se logra una drástica reducción de datos en los equipos, minimización detiempos en vacío y pequeñas paradas, disminución de defectos de calidad, elevación de laproductividad, reducción de los costos de Personal, inventarios y accidentes.8.4.2. Transformación del Entorno de la Planta: A través del T.P.M una planta sucia, cubierta deaceite y grasa, con fugas de vapor, aire comprimido y desperdicios, puede transformarse en unentorno de trabajo grato y seguro. Los clientes y visitantes quedan gratamente impresionados porestos cambios y aumenta su confianza en los productos y en la calidad de la gestión de laEmpresa.8.4.3 Transformación de los trabajadores de la planta: A medida que las actividades de T.P.Mempiezan a rendir resultados concretos. Los trabajadores se motivan aumenta su integración en eltrabajo y proliferan las sugerencias de mejora.8.5 T.P.M EN LA PEQUEÑA INDUSTRIA5Los conceptos de T.P.M. aunque fueron concebidos inicialmente para Medianas y Grandesindustrias, son en todo aplicables también a la Pequeña Industria, a Empresas de Servicios y atodo tipo de asociaciones con o sin ánimo de lucro.Ya que la filosofía de T.P.M es la mejora continua y la búsqueda de la eficiencia, Pilares como elde Mantenimiento Autónomo que busca la mejora continua de los equipos en forma lenta, o T.P.M.en Oficinas que busca la mejora en la eficiencia de Personas con funciones administrativas y de
sus medios de trabajo, o el Pilar de Liderazgo que busca formar Líderes con sentido depertenencia de la Empresa para la que trabajan, son aplicables en sus conceptos para mejorar laeficiencia en cualquier actividad humana. Veamos la historia de una Micra Empresa que en vista desus ineficiencias decidió invertir en educación en T.P.M. y logró importantes resultados en cortotiempo.Era una pequeña Empresa de fabricación de galletas, que nació como micra empresa familiar ylogró adquirir algunas máquinas para automatizar su proceso. .El proceso parte de la preparación de la masa y de otros aditivos como jaleas. Pasa a una procesode formado de la galleta. Luego pasa a un proceso de llameado: Sigue un proceso de adición dejaleas u otros aditivos. Viene el proceso de empaque en bolsas de polipropileno en pequeñaslíneas de producción y finalmente la disposición por docenas en cajas de cartón. Todo esto sehacia parcialmente en forma manual y parcialmente con alguna maquinaria semi automática.En la parte de producción un familiar Ingeniero Industrial supervisaba el proceso y a 14 personas: 2personas con preparación de insumos, 2 en horneado, 6 en dos mini líneas de empaque, 1encargado de mantenimiento, 2 empacadores y 1 en oficios varios. Eran continuas las paradas porajuste de equipos, desperdicios de material de empaque y de producto final. En ocasiones separaba durante horas al personal por falta de materiales o para reempacar producto defectuoso. Laempresa a veces no podía cumplir con los pedidos, el personal con cierta antigüedad, trabajabadesmotivado y otros se cambiaban frecuentemente.La Empresa decide enviar al encargado de la producción a un curso introductorio práctico deT.P.M. de 120 horas, con una entidad especializada, para tratar de buscar alguna solución a susineficiencias de producción. Como resultado de este curso el jefe de producción decideReúne al personal y les da una charla de 4 horas con base en el material del curso de T.P.M. yprograma 2 horas diarias durante 1 mes, con todo el personal, para aplicar en forma práctica lastécnicas de Mantenimiento Autónomo, en su fase inicial de Limpieza para inspección.
El siguiente mes programa 2 horas diarias, con todo el personal, para tratar de discutir y recibirsugerencias sobre el Pilar de Mejoramiento de Producción, enfocado a eliminar las Perdidas quenormalmente se presentan en un proceso de Producción.Surgen más de 100 sugerencias practicas sobre mejora en el manejo de la materia prima: comoadicionar aditivo a la masa para que no se cuarteara tan fácilmente, de ajuste de equipos: comoque el técnico de mantenimiento capacitara al personal en ajustes rápidos que el grupo especificó,de mejora en el diseño de algunas máquinas: por ejemplo colocar guía de teflón en área de senadode la senadora de bolsas para mejorar el sellado, de necesidad de compra de algunos equipos:como una máquina galletera pequeña, que forma la galleta y otra de senado automático con bandatransportadora, de distribución de personal: como aprovechar el tiempo libre de los horneadoresdurante el proceso de cocción, para que ayudaran a empaque, etc.Se logra una activa participación del personal, un mayor sentido depertenencia y de cooperación.Se implanta la meta de área y equipo siempre limpios, asignando líderes por semana paracoordinación de esta meta.Se implementa buzón de sugerencias con premio mensual, para la mejor sugerencia, elegida porun comité, de almuerzo de domingo, para la Familia del Ganador; con todos los gastos pagos, enun conocido Restaurante de la Ciudad.Luego de un estudio Técnico la Empresa decide comprar 2 máquinas usadas, recomendadas enlas sugerencias, haciendo una inversión total no mayor a los $20 millones de pesos.Después de 6 meses de que se empezó a implementar T.P.M. el cambio en la apariencia del área6producción fue evidente el producto final con defectos fue menor, y se llenan ahora algunosgráficos de eficiencia de producción, que son mostrados semanalmente al personal en un tablero ala entrada de la Empresa.Otra Empresa de auto partes que exporta parte de su producción decidió contratar todo elentrenamiento, control y seguimiento del programa de T.P.M. con una compañía especializada,instalándose una oficina en su propia Empresa.
8.6 MANTENIMIENTO TOTAL PRODUCTIVO TPM (Total Productive Maintenance)El Mantenimiento. Total Productivo no es una forma nueva de hacer. Mantenimiento, es unafilosofía o forma de pensar, que cambia nuestras actitudes en la búsqueda de la eficiencia y mejoracontinua de la maquinaria y de su entorno.Está orientado en 3 principios básicos:T.P.M. = Principio Preventivo + Principio cero Defectos + Participación de TodosEl principio Preventivo implica implementar todos los programas y buscar los recursos necesariospara prevenir que:� Los equipos fallen� Que ocultan problemas� Que haya se presenten pérdidas de cualquier tipo� Que se presenten accidentes .� Que se presenten defectos de calidadEl principio cero defectos implica implementar todos los programas y buscar los recursosnecesarios para lograr.� Cero defectos: 100 % Productos de Calidad� Cero paradas de equipos: Cero paradas no planeadas� Cero incidentes 1, cero accidentes,� Cero desperdicios: Ningún retrabajo, ninguna pérdida de tiempo. Uso electivo de lasdestrezas y recursos-Participación de todos implica involucrar a todo el persona! de la empresa en la múltiples tareasque se derivan de los programas de T.P.M.Todos trabajarán como un solo equipo tras una meta común, que es la licencia en todas lasactividades y en la búsqueda de la mejora continua de las maquillas. Cada persona será líder deun proyecto o tarea especifica, con roles que se pueden intercambiar segÚn las necesidades de losprogramas de T.P.M.El Mantenimiento Total Productivo está soportado en 10 grandes pilares o Programas generales:A. LIDERAZGOB. ORGANIZACIÓNC. ENFOQUE EN EL MEJORAMIENTO CONTINUOD. MANTENlMIENTO AUTÓNOMOE. MANTENlMIENTO PROGRESIVOF. EDUCACIÓN y ENTRENAMIENTOG. MANEJO INICIAL DEL EQUIPOH. CALIDAD EL MANTENIMIENTO .I. ADMINISTRACIÓN y SOPORTE: T.P.M DE OFICINAS.
J. HIGIENE, SEGURIDAD INDUSTRIAL Y MANEJO AMBIENTAL78.7 ADMINISTRACIÓN y SOPORTE: T.P.M. DE OFICINASLa técnica de las 5 eses:Similarmente al Mantenimiento Total Productivo T.P.M. enfocado a Producción, el T.P.M.Administrativo se basa en la implementación de las' 5 S ' o 5 etapas de mejoramiento:8.7.1 Etapa 1: SEIRI (Ordenar y Seleccionar)Retirar del sitio todos los objetos que no son necesarios, dejando únicamente lo necesario, en lascantidades necesarias y solo cuando es necesario.8.7.2 Etapa 2: SEITON (Organizar y Situar)Es el arreglo de los elementos necesarios, de manera que sean fáciles de usar y estén marcadosde tal forma que sean fáciles de encontrar y quitar.8.7.3 Etapa 3: SEISO (Limpiar y Sanear )Eliminar cualquier desperdicio, suciedad o material extraño al sitio de trabajo, logrando:� Mantener limpio los equipos y. mejorar su eficiencia.� Mantener limpios las paredes, pisos y los elementos del área.� Detectar y eliminar los focos de generación de suciedad y contaminación.8.7.4 Etapa 4: SElKETSU ( Sostener y Estandarizar)Es el estado que existe cuando las tres primeras etapas son mantenidas, ayudando a:� Mejorar el entorno del trabajo� Mantener cero accidentes� Mantener las tres primeras 'S', para establecer procedimientos de estandarización.8.7.5 Etapa 5: SHITSUKE (Disciplinar y Seguir)Es hacer de los procedimientos correctos de limpieza y mantenimiento unhabito y así lograr:� Sostener y promover mejoramientos� Estricto cumplimiento de acciones� Disminuir errores y tiempos� Mejorar las relaciones humanas� Desarrollar el medio para futuros mejoramientos. .LAS OTRAS 4 S ADICIONALES A LAS 5 S:Relacionadas con la mejora de Usted mismo:8.7. 6. Shikari (Constancia)Es la capacidad de toda persona para mantenerse firmemente en una línea de acción. La voluntadde lograr una meta. La constancia en una actividad: mente positiva para el desarrollo de hábitos ylucha por alcanzar un objetivo. Shikari significa perseverancia para el logro de algo, pero esa
perseverancia nace del convencimiento y entendimiento de que el fin buscado es necesario, útil yurgente para la persona y para la sociedad.8.7.7. Shitsukoku (Compromiso)Es cumplir con lo pactado. Cuando se empeña la palabra se hace todo lo posible por cumplir. EslIDa ética que se desarrolla en los lugares de trabajo a partir de una alta moral personal.Relacionadas con la Organización y la Empresa:8.7.8. Seishoo (Coordinación)Esta S tiene que ver con la capacidad de realizar un trabajo con método y teniendo en cuenta lasdemás personas que integran el equipo de trabajo. Busca aglutinar los esfuerzos para el logro deun objetivo establecido. .8.7.9. Seido (Sincronización)Seido implica normalizar el trabajo, debe existir un plan de acción, normas específicas queindiquen lo que cada persona debe realizar. Los procedimientos y estándares ayudarán aarmonizar el trabajo.Se trata de lograr como en una orquesta, que los músicos logren la mejor interpretación para elpúblico, donde los instrumentos principales y secundarios actúan bajo una sincronización perfecta,8de acuerdo a un orden establecido en la partitura.8.8 MANTENIMIENTO PREVENTIVOEl Mantenimiento Preventivo no es un método o procedimiento que se deba seguir al pié de, laletra. Es más bien una ideología que formula unos principios básicos que cada persona interpreta yadecua a sus propias necesidades, según el tipo de empresa y de equipos, pero siguiendo lossiguientes principios básicos:8.8.1. principios básicos de mantenimiento preventivo.1. Inspecciones programadas para buscar evidencia de falla de equipos o instalaciones, paracorregirlas en un lapso de tiempo que permita programar la reparación, sin que haya parointempestivo.2. Actividades repetitivas de Inspección, lubricación, calibraciones, ajustes ylimpieza.3. Programación de esas actividades repetitivas con base a frecuenciasdiarias, semanales, quincenales, mensuales, anuales, etc.4. Programación de actividades repetitivas en fechas calendario perfectamente definidas,
siguiendo la programación de frecuencias de actividades, que deberán respetarse oreprogramarse en casos excepcionales.5. Control de esas actividades repetitivas con base a formatos de ficha técnica, ordenes osolicitud de trabajo, hoja de vida, programa de Inspección, programa de lubricación,programa de calibraciones, etc.8.8.2. ventajas preventivo de un programa de mantenimientoUn programa de. Mantenimiento Preventivo tiene entre otras las siguientesventajas:1. Con el tiempo se disminuyen los paros imprevistos de equipos, que son reemplazados por parosprogramados.2. Se mejora notoriamente la eficiencia de los equipos y por lo tanto de la producción.3. Mejora notablemente la imagen del Departamento de Mantenimiento, al entregar reparacionesmás confiables.4. Después del tiempo de estabilización del programa, _e obtienen una reducción real de costos:4.1. Al disminuir las fallas repetitivas.4.2 Por disminución de duplicación de reparaciones: una para desvarar el equipo y otra pararepararlo adecuadamente.4.3 Por disminución de grandes reparaciones, al programar oportunamentelas falIas incipientes.4.4 Por mejor control del trabajo debido a la utilización de programas y procedimientos adecuados.4.5 Menores costos de producción por menos cantidad de productos defectuosos, debido a lacorrecta graduación de los equipos.4.6 Por disminución de los pagos por tiempo extra al disminuir los paros intempestivos.4.7 Por disminución de accidentes durante la ejecución de mantenimientos, debido al trabajoprogramado según procedimientos escritos y no trabajos de emergencia bajo alta presión, paraentregar el equipo lo mas pronto posible.8.8.3. limitaciones del mantenimiento preventivo no obstante el mantenimiento preventivo tieneciertas limitaciones:1. Inicialmente pueden aumentarse aparentemente los costos de mantenimiento. debido a que sedeben seguir programas de frecuencias y fechas calendario que antes no se llevaban a cabo, sino
que se trabajaba, hasta que el equipo se dañara. Igualmente los costos de lubricantes y otrosinsumos posiblemente aumenten, ya que anteriormente no se gastaban con la frecuencia requeridapara lograr el correcto funcionamiento del equipo.2. Se generan costos administrativos por de diseño de formatos, registro de equipos, búsqueda deinformación consignación de datos, programación., etc. Posiblemente se requiera mínimo, una9persona adicional para encargarse de esas labores.3. Cuando se requieran operarios para desarrollar trabajos de mantenimiento correctivo, alcomienzo del programa preventivo, éstos pueden estar ocupados en trabajos programados demantenimiento preventivo.4. Posiblemente se debe parar más veces la producción que antes, al menos inicialmente, paracumplir los programas de inspecciones, lubricación etc. Sin embargo estos paros seránprogramados, permitiendo a producción adecuar sus propios programas con la debida anticipación.5. Como no todos los equipos se pueden incluir inicialmente en un programa preventivo, cuandofallen algunos y se deba realizar mantenimiento correctivo, se pueden generar críticas destructivasdel programa.6. Si no se respetan las fechas y frecuencias programadas, el programa nofuncionará.7. El líder de un programa preventivo debe tener una excelente comunicación y relaciones contodos los departamentos de la empresa, si no se cumple ésta condición será muy difícil sacaradelante el programa.8. No se pueden esperar resultados importantes hasta después de 1 año de implementación de unprograma de Mantenimiento Preventivo.8.8.4. como establecer un programa de mantenimiento preventivoPara establecer con éxito un programa de mantenimiento preventivo, se deberán tener en cuentalas siguientes recomendaciones:1. Recoger toda la información histórica posible de tiempo de paro de las máquinas. Para poderestablecer bases contra las que se puedan comparar los beneficios del programa preventivo adesarrollar. .2. Realizar un examen detallado de todos los equipos para determinar:
2.1 Que equipos requieren tanto mantenimiento correctivo programado, quejustifiquen más bien su reemplazo u obsolescencia.2.2 Que equipos formarán parte del programa inicial de mantenimientopreventivo,2.3 Que trabajos se deben efectuar2.4 Cual seria el costo del mantenimiento correctivo programado para los, equipos seleccionados,2.5 Cual seria el tiempo y las necesidades de personal para realizar elcorrectivo, programado y el preventivo programado,3. Realizar mantenimiento correctivo programado inicial, a los equipos seleccionados, para que unavez iniciado el programa preventivo, no empiecen a fallar intempestivamente y alteren totalmentelas frecuencias y fechas programadas de trabajos.4. Establecer costos separados del programa de actualización de equipos o mantenimientocorrectivo programado inicial.5. Realizar la cedulación o sea, dar un número de identificación a todos los equipos de la planta, deacuerdo a unas normas previamente establecidas.6. Seleccionar los equipos que entrarán en el programa de mantenimiento preventivo, dejando elresto de equipos, con la forma tradicional de mantenimiento que se esté llevando hasta esemomento. .7. Diseñar los formatos de ficha técnica, ordenes de trabajo, hoja de vida, formato de como realizaruna inspección, de programación de inspecciones, de programación de lubricación, deprogramación de, calibraciones, etc.8. Realizar un programa inicia! de frecuencias y fechas 'calendario para las actividades repetitivasde mantenimiento preventivo, para los equipos seleccionados, de uno 6 meses de duración, al finalde los cuales se evaluarán los resultados del programa contra el histórico de paros de los equipos,para introducir los correctivos necesarios, o para incluir nuevos equipos.8.8.5. como determinar que equipos incluir en programa de mantenimiento preventivo10inicial.Para determinar que equipos incluir inicialmente se podrán seguir los siguientes criterios e incluir:1. Los equipos que se consideren más críticos del proceso y que estén presentando más fallas, loscuales al parar pueden detener toda la línea deproducción o puedan dañar gran cantidad d_ materia prima o producto en
o proceso.2. Los equipos básicos de servicios y que estén presentando más fallas, como: calderas,compresores, bombas de agua que alimentan la materia prima del proceso, etc. .3. Los equipos que al fallar podrían poner en riesgo la vida humana, como: equipos a alta presión,equipos que controlen procesos riesgosos, ascensores. sistemas de conducción de líquidospeligrosos. etc.8.8.6. como determinar que y como inspeccionarPara tener una guía de que y como inspeccionar, se recomienda:1. Leer detenidamente el manual de operación del equipo, y si no existe, tratar de conseguir otromanual, con el proveedor o con otras empresas que tengan equipos similares.2. Consultar con los proveedores del equipo o de equipos similares.3. Revisar detenidamente las hojas de vida del equipo y las órdenes de trabajo que se le hayanhecho, para determinar los puntos más frecuentes de fallas.4. Consultar con el personal técnico de la empresa, de más conocimientos yexperiencia técnica confiable.5. Emplear el sentido común, para incluir los puntos de más desgastemecánico o con mayor tiempo de funcionamiento.8.8.7. cedulación de equiposLa identificación o cedulación de equipos se hace necesaria para la sistematización y organizaciónde la información, pudiendo cargar a un código especifico los gastos ocasionados por un equipo, yen general sistematizar todo el proceso de contable y de mantenimiento preventivo.Cada planta puede escoger el sistema que mejor se adapte a sus necesidades, pero se dan acontinuación algunos criterios que pueden servir de base:1. Para plantas pequeñas quizás baste con un código de, 2 letras y 4 números. Las letrasindicarían el tipo de equipo y los números el consecutivo asignado a ese equipo en particular, asípor ejemplo:1.1 CP 0018 Identificaría un compresor al que se le asigna el número 00181.2 CL 0002 Identificaría a una caldera a la que se le asigna el número 00021.3 80 0897 Identificaría a una bomba a la que se le asigna el número 08972. Por centro de costos, que normalmente coincide con el número contable asignado porcontabilidad. Puede constar de 3 números iniciales y 3 números finales, ejemplo:2.1 El número 341-1, identificaría a. un montacargas perteneciente al Departamento de Almacén,identificado con el número 341, en que al montacargas se le ha asignado el número consecutivo
117.2.2 El número 238- 025 identificaría a una prensa perteneciente a la Sección de Ensamble detimbres, identificada con el número 238, en que a la prensa se le ha asignado el númeroconsecutivo 0253. Para Empresas medianas y grandes se puede utilizar un sistema basado en dividir la planta en:Sistemas, Subsistemas, Equipos y Componentes.3.1 Sistemas: Son procesos de operación o áreas completamente definidasen la planta. Ejemplo:3.1.1 SI 100 Identificaría el área donde se fabrican concentrados para avesen una empresa agroquímica .3.1.2 SI 200 Identificaría el área donde se fabrican concentrados paraganado en una empresa agroquímica.3.2 Subsistemas: Identifica procesos o áreas de operación dentro del sistema. Ejemplo:113.2.1 SS 300 Identificarías el área de tanques de almacenamiento de materiaprima de Sección de fabricación de concentrados para ganado.3.2.2 SS 440 Identificaría el área de hornos de la sección de fabricación deconcentrados para aves.3.3 Identificación de Equipos: Se asigna un código de 5 caracteresnuméricos.3.3.1 El primer dígito indica la clase de maquina. Ejemplo:3.3.1.1 Oxxxx Bombas3.3.1.2.1 xxxx Ventiladores.3.3.1.3 2 xxxx Equipos de manejo de Energía Eléctrica Vapor y Aire 3.3.1.4 3xxxx Equipos delRestaurante de la empresa.3.3.2 El segundo dígito indica el Tipo de equipo dentro de la Clase de equipo. Ejemplo:3.3.2.1.0.1 xxx Bombas Centrífugas3.3.2.2.0.2 xxx Bombas Sumergibles3.3.2.3.0.4 xxx Bombas dosificadoras3.4 Componente: Indica Un elemento importante e independiente de un equipo. Ejemplo:3.4.1 C - 001 Reductor de velocidad3.4.2 C - 002 Motor eléctrico trifásico3.4.3 e - 003 Control de mando3.4.4 C - 259 Válvula de control automático de paso de vaporEsta división en Sistemas, Subsistemas, Equipos y componentes permite la rápida y fácilidentificación de un equipo. Por ejemplo:Equipo SI 200 / SS 440 ¡. O 1012 / C - 002Es un motor eléctrico trifásico, de una bomba centrifuga, ubicada en el área de Hornos, de la
sección de fabricación de concentrados para ganado, de W1a Empresa agroquímica, como seexplica a continuación:SI 200 Área de Fabricación de concentrados para ganadoSS 440 Área de Hornos01012 Bomba centrífuga (01) identificada con el número 012C - 002 Motor eléctrico trifásico.Simultáneamente con la codificación de todos los equipos de la planta, se procede a recoger todala información de tiempos de paro y de costos de mantenimiento de todos los equipos,resumiéndola en gráficos o tablas comparativas. Dicha! información se debe buscar en el históricode los equipos. en ordenes de compra, información de contabilidad, ordenes de trabajo si existen,informes de producción., libros de registro de producción y en ultimo caso en información verbal deTécnicos y Funcionarios confiables.La información recogida servirá de base para seleccionar los equipos que entrarán en el programade mantenimiento preventivo y para demostrar los beneficios reales del programa a medida que sedesarrolla, con datos estadísticos y cifras numéricas.8.9 IMPLEMENTACIÓN DEL T.P.M.La Implementación del T.P.M. es un proceso al que se le debe prestar la máxima atención y sedebe buscar la mejor asesoría posible, pues es un programa a largo plazo de 3 a 5 años, en el quese invertirá un altísimo esfuerzo, no solo de los directivos, sino de todo el personal.8.9.1. implementaciónEl T.P.M se implementa normalmente en cuatro fases, que pueden descomponerse en doce pasos:� Preparación� Introducción� Implantación� Consolidación128.9.1.1 fase de preparaciónSe debe elaborar una planificación extremadamente 'cuidadosa, tratando de tener en cuenta hastalos más mínimos detalles, tratando de desarrollar los siguientes pasos:8.9.1.1.1 PASO 1: La alta gerencia anuncia su decisión de introducir el T.P.M. Todos losempleados deben comprender el porque de la introducción del T.P.M. en su empresa y estarconvencidos de su necesidad.
Muchas empresas adoptan el T.P.M para resolver complejos problemas internos y luchar contra lasturbulencias económicas. .Sin embargo, cuando la alta gerencia formule su compromiso, debe dejar claro su intención deseguir el programa T.P.M. hasta su finalización.La etapa de Implementación del T.P.M. comienza con éste anuncio.8.9.1.1.2 PASO 2: Educación introductoria para el T.P.M.Normalmente las empresas contratan con Institutos o Empresas especializadas esta capacitación,puesto que por ser un programa tan amplio, requiere de una gran experiencia y de mediosdidácticos adecuados, lo cual no se consigue simplemente leyendo libros sobre el tema oasistiendo a una charla de un día sobre el tema.La capacitación la recibe un grupo de directivos y empleados que a su vez divulgaran lainformación adquirida al resto de empleados ayudados por la Empresa Contratante para que alfinal todos los empleados tengan un conocimiento básico, sólido y comprendan sus fundamentos ytécnicas8.9.1.1.3 PASO 3: Crear una organización de promoción del T.P.M.El T.P.M. se promueve a través de una estructura de pequeños grupos que se solapan en toda laorganización. Como se muestra en las figura 1 y 2, en este sistema los líderes de pequeños gruposde cada nivel de la organización son miembros de pequeños grupos del siguiente nivel máselevado. También la alta dirección constituye en si misma un pequeño grupo.Figura 2Cabeza o líderMiembrosEstructura de un GrupoFigura 1GerentesSub GerentesSupervisoresTrabajadoresDistribución de los Grupos dentro de la Estructura Piramidal de la Organización13Se debe establecer una oficina de implementación del T.P.M que se responsabilice de desarrollar ypromover estrategias eficaces para el entrenamiento y seguimiento de todos los pasos. Para se
eficaz la oficina debe funcionar con personal permanente de plena dedicación, ayudado por varioscomités y subcomités. Sus funciones incluyen tareas como preparar el plan maestro de T.P.M. Ycoordinar su promoción. Crear procedimientos para mantener las diversas actividades de T.P.M.por el camino previsto, dirigir campañas sobre temas específicos, diseminar información, organizarla publicidad y coordinar el entrenamiento.Algunas empresas inicialmente no requieren personal dedicado tiempo completo como una oficinade T.P.M. sino que se dedica medio tiempo a un Ingeniero o Coordinador de Mantenimiento a esteprograma y en cambio se contrata asesoría externa permanente para ésta labor.8.9.1.1.4 PASO 4: Establecer políticas y objetivos básicos de T.P.M.Las políticas y objetivos de T.P.M. deben estar en todo de acuerdo a la VISIÓN y MIS ION de laempresa, esto es a sus metas estratégicas como negocio.Hay que fijar objetivos numéricos en el máximo grado posible.Los objetivos deben ser desafiantes, pero alcanzables a mediano y largo plazo.Se deberán definir objetivos concretos, metas, estrategias)' medidas para cada uno de los 10Pilares o Programas de T.P.M.Cada Empresa fija sus propios objetivos, pero es deseable que se solicite la asesoría de Institutoso Empresas Externas especialistas en T.P.M, para que los revise aconseje para evitar perdidas detiempo o incorrectas orientaciones.Para diseñar un plan maestro de implementación de T.P .M. primero hay que decidir lasactividades a poner en practica para lograr los objetivos.Se deberán definir Tareas específicas para cada Objetivo de los 10 Pilares de T.P.M. y planearloscomo un todo, para que no haya duplicación de funciones o de tareas y para que se aproveche almáximo las actividades y reuniones de cada grupo.Una vez diseñado el Plan Maestro de T.P.M. es aconsejable que sea revisado por Institutos oEmpresas externas especialistas en T.P.M. si es que ellas no han intervenido directamente comoasesores en su diseño.Debe tenerse en cuenta que las actividades necesitan PRESUPUESTOS Y ORIENTACIONESclaras y que deben supervisarse apropiadamente al menos en su fase inicial.8.9.2 fase de introducción ( paso 6 )La Fase de Introducción es el saque inicial del Proyecto T.P.M.
Se hace el lanzamiento oficial del proyecto empresarial de T.P.M. y normalmente se oficializa enuna reunión a la que se invitan a clientes y proveedores externos.En dicha reunión de carácter social, la Dirección confirma su compromiso de Implementar el T.P.M.y se informan los planes desarrollados y el trabajo realizado en la Etapa de Preparación. .De esta forma la Dirección queda comprometida al apoyo al programa T.P.M. hasta sus Últimasconsecuencias.8.9.3 fase de implementaciónSe implementan todos los programas Y actividades conducentes a maximizar la eficiencia deproducción. Esta Fase puede tomar de 3 a 5 años.Se implementan y desarrollan entre otros, los siguientes programas:1.3.1 Entrenamiento y capacitación que requiera el personal en mantenimiento, operación deequipos, aspectos administrativos, comunicación eficaz, solución de problemas. etc.1.3.2 Se implementa paso a paso cada una de las etapas del Programa deMantenimiento Autónomo, enfocado en la mejora continua de los equipos, empezando conLimpieza para Inspección y la practica en una maquilla modelo.1.3.3 Desarrollo de cada uno de los Programas o Pilares en que se Basa T.P.M.8.9. 4 fase de consolidaciónSe afinan detalles y se consideran objetivos cada vez más elevados, como mejora en el diseño delequipo. Se incorporan las Tecnologías de Punta que sean las apropiadas en ese momento. Se14introducen fases adicionales con objeto de ganar un premio Internacional en Implementación deT.P.M. para crear una cultura de sana competencia Internacional.8.10 TIEMPO REQUERIDO PARA ACTIVIDADES DE T.P.M.Se aconseja que el tiempo mínimo dedicado a actividades de T.P.M sea inicialmente de 2 horaspor semana: 1 hora en actividades de Mantenimiento Autónomo y 1 Hora en reuniones de grupo.Algunas Empresas dedican hasta un turno semanal de 8 horas durante el primer mes deImplementación para consolidar el programa, luego fijan un tiempo programado semanal, deacuerdo a los volúmenes de producción. Sea cual sea el tiempo asignado, se deberá respetar y porningún motivo incumplir el programa, pues esta es la causa principal por la cual algunas empresas
terminan abandonado el programa de T.P.M. antes de ver los frutos tangibles y todo el esfuerzo demuchas personas se pierde.8.11. COSTOS ESTIMADOS PARA IMPLEMENTAR T.P.M.Una forma muy empírica de estimar los costos que ocasionará la implementación de un programade T.P.M. es considerar el tiempo asignado a los empleados para desarrollar labores de T.P.M, porejemplo 2 horas diarias y multiplicarlas por el numero de empleados involucrados: esto constituiráel 50% del Costo. Se asume otro costo igual, o sea, otro 50% distribuido en 30% para gastos demateriales para modificación de equipos, o sea, corrección de daños y un 20% para gastos deconsultaría, educación y entrenamiento.En la figura 3 se muestra la distribución los costos según lo explicado.Costos Estimados ParaImplementar T.P.M.0102030405060708090100ConsultoríaEducación yEntrenamientoMano de Obra Modificación deEquiposPorcentajes15Figura 29. MARCO CONCEPTUAL9.1 Control de calidad: Proceso seguido por una empresa de negocios para asegurarse de quesus productos o servicios cumplen con los requisitos mínimos de calidad establecidos por la propiaempresa. Con la política de Gestión (o administración) de Calidad Óptima (GCO) toda laorganización y actividad de la empresa está sometida a un estricto control de calidad, ya sea de losprocesos productivos como de los productos finales.
9.2 Mantenimiento: Conjunto de actividades que deben realizarse a instalaciones y Equipos con elfin de prevenir o corregir fallas, buscando que estas continúen prestando el Servicio para el cualfueron diseñados.9.3 Mantenimiento Correctivo: Esta encaminado a corregir una falla que se presenta endeterminado momento, El Equipo es el que determina las paradas. La función primordial de estetipo de mantenimiento es poner en marchas el Equipo lo más rápido y con el menor tiempo posible.9.4 Mantenimiento Periódico: Es el que se realiza generalmente después de un Periodo deTiempo largo (entre 6 y 12 meses), consiste en realizar grandes paradas en los Equipos con el finde efectuar mantenimientos mayores. Este mantenimiento se realiza en plantas de procesosquímicos, petroquímicos, azucareros, papeleras, cementeras, etc.9.5 Métodos: Son parte importante de un procedimiento e indican la manera de realizar una laborespecífica. En una organización donde se deseen cometer el mínimo de errores es necesarioelaborar un informa de instrucciones que puede ser utilizado cuando Kurgan dudas sobre la formade actuar en una situación específica.9.6 Objetivos: Son el resultado final que se persigue, hacia ellos se orientan todos los esfuerzos ysu consecución (logro) debe ser constante, preocupación de todos los miembros de laorganización, por ejemplo elevar el cumplimiento de las labores de mantenimiento a un 98 %.9.7 Organización: Es el hecho de dar forma a lo planeado, según los recursos de la Empresadefiniendo una estructura por funciones, se debe realizar una división clara y efectiva de laautoridad evitando cruces de funciones y obligaciones.9.8 Políticas: Son las normas que enmarcan y orientan el pensamiento a la acción en la toma dedecisiones para lograr un objetivo, por ejemplo realizar lo que no se puede contratar.9.10 Presupuestos: Son las metas por alcanzar en diferentes aspectos como Mano de Obra,Consumo de Materiales, Horas Extras, Maquinaria.9.11 Procedimiento: Son una serie de labores interrelacionadas para realizar cronológicamente untrabajo. Se deben definir claramente para lograr coordinación entre las diferentes partes del
proceso, son unas guías reacción y consecución, los procedimientos tienen una jerarquía deimportancia según el proceso a realizar.9.12 Programas: Son las listas o gráficos que indican exactamente quien, cuando, con que y encuanto tiempo debe realizarse una labor, con esto se logra la coordinación de los recursos paracubrir las necesidades.10. CRONOGRAMA DE ACTIVIDADESPresentación del ProyectoElaboración del ProyectoPresentación del AnteproyectoAnálisis de los Datos encontrad.Recolección de la InformaciónVisitar la Industria de Bocines621611. FACTIBILIDAD DEL PROYECTOFord, Eastman Kodak, Dana Corp., Allen Bradley, Harley Davidson; son solamente unas pocas delas empresas que han implementado TPM con éxito. Todas ellas reportan una mayor productividadgracias a esta disciplina. Kodak por ejemplo, reporta que con 5 millones de dólares de inversión,logró aumentar sus utilidades en $16 millones de beneficio directamente derivado de implementarTPM. Una fábrica de aparatos domésticos informa de la reducción en cambio de dados en sustroqueladoras de varias horas a sólo 20 minutos! Esto equivale a tener disponibles el equivalente ados o tres máquinas más, con valor de un millon de dólares cada una, pero sin haber que tenidoque comprarlas o rentarlas. En algunas de sus divisiones, Texas Instruments reporta hasta un 80%de incrementos de su productividad. Prácticamente todas las empresas mencionadas aseguranhaber reducido sus tiempos perdidos por fallas en el equipo en 50% o más, también reducción eninventarios de refacciones y mejoramiento en la puntualidad de sus entregas. La necesidad desubcontratar manufactura también se vió drásticamente reducida en la mayoría de ellas.Hoy con una competitividad mayor que nunca antes, es indudable que el TPM es la diferencia entreel éxito o el fracaso para muchas empresas. Ha quedado demostrada su eficacia no sólo en
plantas industriales, también en la construcción, el mantenimiento de edificios, transportes y variasotras actividades incluidos varios deportes (NT). Los empleados de todos los niveles deben sereducados y convencidos de que TPM no es "el programa del mes", sino que es un plan en el quelos más altos niveles gerenciales se hallan comprometidos para siempre, incluida la gran inversiónde tiempo mientras que dure su implementación. Si cada quien se compromete como debe, losResultados serán excelentes comparados con la inversión realizada.
Almacén de Repuestos de Mantenimiento
CARACTERÍSTICAS DE LOS ALMACENES
1. FUNCIÓN DE ALMACENES Y SU ORGANIZACIÓN
Entre los elementos que forman la estructura del sistema logístico, en las empresas industriales o comerciales, el almacén es una de las funciones que actúa en las dos etapas del flujo de materiales, el abastecimiento y la distribución física, constituyendo una de las actividades importantes para el funcionamiento de al empresa; sin embargo, muchas veces fue olvidada por considerársele como la bodega o depósito donde se guardaban los materiales que producción o ventas requería.
Su dependencia de los elementos mencionados, se basaba en la necesidad de contar con los materiales y pro eso se destinaba a trabajar en él personal de confianza de los dirigentes.
ALMACÉN
El almacén es una unidad de servicio en la estructura orgánica y funcional de una empresa comercial o industrial con objetivos bien definidos de resguardo, custodia, control y abastecimiento de materiales y productos.
2. FUNCIONES DEL ALMACÉN
La manera de organizar u administrar el departamento de almacenes depende de varios factores tales como el tamaño y el plano de organización de la empresa, el grado de descentralización deseado, a variedad de productos fabricados, la flexibilidad relativa de los equipos y facilidades de manufactura y de al programación de la producción. Sin embargo, para proporcionar un servicio eficiente, las siguientes funciones son comunes a todo tipo de almacenes:
o Recepción de Materiales
o Registro de entradas y salidas del Almacén.
o Almacenamiento de materiales.
o Mantenimiento de materiales y de almacén.
o Despacho de materiales.
o Coordinación del almacén con los departamentos de control de inventarios y contabilidad.
1. PRINCIPIOS BÁSICOS DEL ALMACÉN
El almacén es un lugar especialmente estructurado y planificado para custodiar, proteger y controlar los bienes de activo fijo o variable de la empresa, antes de ser requeridos
para al administración, la producción o al venta de artículos o mercancías.
Todo almacén puede considerarse redituable para un negocio según el apoyo que preste a las funciones productoras de utilidades: producción y ventas.
Es importante hacer hincapié en que lo almacenado debe tener un movimiento rápido de entrad y salida, o sea una rápida rotación.
Todo manejo y almacenamiento de materiales y productos es algo que eleva el costo del producto final sin agregarle valor, razón por la cual se debe conservar el mínimo de existencias con el mínimo de riesgo de faltantes y al menor costo posible de operación.
Los siguientes principios son básicos para todo tipo de almacén:
o La custodia fiel y eficiente de los materiales o productos debe encontrarse siempre bajo la responsabilidad de una solo persona en cada almacén.
o El personal de cada almacén debe ser asignado a funciones especializadas de recepción, almacenamiento, registro, revisión, despacho y ayuda en el control de inventarios.
o Debe existir un sola puerta, o en todo caso una de entrada y otra de salida (ambas con su debido control).
o Hay que llevar un registro al día de todas las entradas y salidas.
o Es necesario informar a control de inventarios y contabilidad todos los movimientos del almacén (entradas y salidas) y a programación de y control de producción sobre las existencias.
o Se debe asignar una identificación a cada producto y unificarla por el nombre común y conocido de compras, control de inventario y producción.
o La identificación debe estar codificada.
o Cada material o producto se tiene que ubicar según su clasificación e identificación en pasillos, estantes, espacios marcados para facilitar su ubicación. Esta misma localización debe marcarse en las tarjetas correspondientes de registro y control.
o Los inventarios físicos deben hacerse únicamente pro personal ajeno al almacén.
o Toda operación de entrada o salida del almacén requiriere documentación autorizada según sistemas existentes.
o La entrada al almacén debe estar prohibida a toda persona que no esté asignada a él, y estará restringida al personal autorizado por la gerencia o departamento de control de inventarios.
o La disposición del almacén deberá ser lo más flexible posible para poder realizar modificaciones pertinentes con mínima inversión.
o Los materiales almacenados deberá ser fáciles de ubicar.
o La disposición del almacén deberá facilitar el control de los materiales.
o El área ocupada por los pasillos respecto de la del total del almacenamiento propiamente dicho, debe ser tan pequeña como lo permitan las condiciones de operación.
1. TIPOS DE ALMACÉN
El almacén puede ser una empresa manufacturera, distribuidora, o una tienda de productos de consumo.
Los almacenes se pueden diferenciar según:
A. Organización:
Los almacenes pueden estar centralizados o descentralizados. Se da el primer caso cuando del establecimiento (fábrica) reúne en su propia sede todos los almacenes, mientras que se presenta el segundo caso cuando hay sectores del almacén situados en otros lugares.
En cuanto a la conformación interna, los almacenes pueden estar constituidos por locales únicos o por una serie de locales separados o secciones comunicadas. La disponibilidad de un local único obliga a tener reunidos todos los materiales, por lo que su control se hace más difícil, especialmente si tal local resulta muy grande y contiene columnas o estanterías que dificultan la visibilidad.
B. Movimiento de Material
Desde el punto de vista del movimiento de los materiales podemos distinguir almacenes con transporte mecanizado (fijo, semi-fijo, móviles) mas o menos elevado y almacenes sin mecanización.
C. El Techo
o Aquellos que se pueden tener en la intemperie sin necesidad alguna de protección y para los cuales no hay duda alguna sobre su resistencia a las inclemencias del tiempo.
o Los que pueden estar a la intemperie con la condición de que la estancia sea durante corto tiempo, y bajo particulares sistemas de protección.
o Los que tienen que ser puestos a cubierto (y aquí se distinguen aún en condiciones de conservación.)
A. Según las Operaciones
Para el ejercicio racional del almacenaje, existen en general, locales para las siguientes exigencias:
o Recepción de los materiales, los cuales pueden ser a su vez distribuidos en locales de llegada y estancia eventual ( a veces
incluso bajo la responsabilidad del suministrador), en espera de ser registrados contablemente e ingresados en el propio local de recepción donde tienen lugar las operaciones de desembalaje y control (numérico y de control)
o Espera de las mercancías, antes de la conformidad de la verificación.
o Desembalaje de los productos, hay casos en que es conveniente destinar locales separados a tal exigencia.
o Almacenamiento propiamente dicho.
A. Tipo de Material
La mercancía que resguarda, custodia, controla y abastece un almacén puede ser la siguiente:
o Almacén de Materia Prima y Partes Componentes:
Este almacén tiene como función principal el abastecimiento oportuno de materias primas o partes componentes a los departamentos de producción.
o Almacén de Materias Auxiliares:
Los materiales auxiliares o también llamados indirectos son todos aquellos que no son componentes de un producto pero que se requieren para envasarlo o empacarlo. Podemos mencionar los lubricantes, grasa, combustible, etiquetas, envases, etc.
o Almacén de Productos en Proceso:
Si los materiales en proceso o artículos semi-terminados son guardados bajo custodia y control, intencionalmente previstos por la programación, se puede decir que están en un almacén de materiales en proceso.
o Almacén de Productos Terminados:
El almacén de productos terminados presta servicio al departamento de ventas guardando y controlando las existencias hasta el momento de despachar los productos a los clientes.
o Almacén de Herramientas:
Un almacén de herramientas y equipo, bajo la custodia de un encargado especializado para el control de esas herramientas, equipo y útiles que se prestan a los distintos departamentos y operarios de producción o de mantenimiento.
Cabe mencionar: brocas, machuelos, piezas de esmeril, etc.
o Almacén de Materiales de Desperdicio:
Los productos partes o materiales rechazados por el departamento de control y calidad y que no tienen salvamento o reparación, deben tener un control separado; este queda por lo general, bajo el cuidado del departamento mismo.
o Almacén de Materiales Obsoletos:
Los materiales obsoletos son los que han sido descontinuados en la programación de la producción por falta de ventas, por deterioro, por descomposición o por haberse vencido el plazo de caducidad. La razón de tener un almacén especial para este tipo de casos, es que los materiales obsoletos no deben ocupar los espacios disponibles para aquellos que son de consumo actual.
o Almacén de Devoluciones:
Aquí llegan las devoluciones de los clientes, en el se separan y clasifican los productos para reproceso, desperdicio y/o entrada a almacén.
1. LAS ÀREAS DEL ALMACÉN
Normalmente una planta manufacturera o una empresa comercializadora debe tener tres áreas en el almacén, como base de su planeación:
o Recepción.
o Almacenamiento.
o Entrega.
El tamaño y distribución de estas tres áreas depende del volumen de operaciones y de la organización de cada empresa en lo particular. Estas pueden estar completamente separadas e independientes unas de otras, o bien, dentro de un solo local.
1. Área de Recepción:
El flujo rápido del material que entra, para que esté libre de toda congestión o demora, requiere de la correcta planeación del área de recepción y de su óptima utilización.
Las condiciones que impiden el flujo rápido son:
o Espacio de Maniobra Restringido o Inadecuado.
o Medios de Manejo de Materiales Deficiente.
o Demoras en la Inspección y Documentación de Entrada.
El espacio necesario para el área de recepción depende del volumen máximo de mercancía que se descarga y del tiempo de su permanencia en ella.
El tiempo de permanencia de las mercancías en el área de recepción debe ser lo más corta posible, pues el espacio y el costo de operación depende de la fluidez con que estas se pasan del vehículo del proveedor al almacén.
Todo estancamiento innecesario eleva el costo del producto.
1. Área de Almacenamiento:
En la zona de almacenamiento se estudia el espacio que se requiere para cumplir con las finalidades del almacén, ya que ello exige realizar las operaciones que forman el ciclo de almacenamiento, para lo cual es indispensable disponer de espacio suficiente donde se pueda actuar organizadamente, sin inconvenientes ni tropiezos.
a. Características de la Zona de Almacenamiento:
El estudio que se haga para elegir una zona de almacenamiento o para distribuir una zona ya elegida, tiene que realizarse en función de tres factores:
o Entidad a la cual se va servir.
o El espacio de que se dispone.
o Los artículos que en él se van a guardar.
Para determinar en relación a ellos, las características que debe reunir.
a. Principios Básicos en el Área de Almacenamiento:
o Primera entrada, primera salida para evitar que los artículos permanezcan mucho tiempo en almacén sin ser entregados, por cuanto la llegada de nuevas remezas condenan a las existencias antiguas a continuar en almacén mientras las nuevas son despachadas.
o Colocar los artículos de mayor demanda más al alcance de las puertas de recepción y entrega para reducir recorrido y tiempo de trabajo.
o Reducir las distancias que recorren los artículos así como el personal. Esta es una manera de reducir los costos de la mano de obra.
o Reducir movimientos y maniobras. Cada vez que se mueve una mercancía hay una ocasión más para estropearla.
o Prohibir la entrada al área del almacén a personal extraño a el. Solo se permitirá ingreso al personal autorizado.
o Controlar las salidas de mercancía del área de almacenamiento a través de documentación adecuada.
o Llevar registros de existencias al día.
o Eliminar el papeleo superfluo.
o Reducir el desperdicio de espacio, diseñando la estantería con divisiones a la medida de lo que se almacena.
o El área ocupada por los pasillos respecto a la totalidad del área de almacenamiento, debe representar un porcentaje tan bajo como lo permitan las condiciones de operación.
o El pasillo principal debe recorrer a lo largo del almacén. Los transversales perpendiculares al principal, deben permitir el fácil acceso a los casilleros, bastidores o pilas independientes de artículos.
o El punto de recepción debe estar ubicado en el extremo del pasillo principal y el punto de distribución en el opuesto.
Si el espacio es muy limitado o crítico por el crecimiento de sus operaciones, puede pensarse en lo siguiente:
o Una mejor ubicación de los medios de almacenamiento: estantes, tarimas, etc.
o Un nuevo diseño de estantería, de tipo flexible, que aproveche mejor el espacio existente.
o Una distribución y colocación de la mercancía que permita ahorrar espacio por el sistema de almacenamiento diversificado.
o Un aprovechamiento del espacio cúbico con el diseño de entre pisos o estantería de varios niveles sobrepuestos.
o Reducción de pasillos con la utilización de sistemas de estanterías movibles o en bloques.
o Eliminación del almacenamiento de cosas obsoletas o extrañas al almacén.
o Reducción de existencias por medio de los sistemas y fórmulas en el estudio de control de inventarios.
1. Área de Entrega:
La mercancía que ha sido tomada del área de almacenamiento y llevada al área de entrega debe:
o Ser trasladada con el medio mecánico más adecuado.
o Ser acompañada de un documento de salida, una nota de remisión o una factura.
o Ser revisada en calidad y cantidad, mediante el cotejo de la mercancía con el documento de salida.
1. PROBLEMAS EN LOS ALMACENES
Son varios los problemas que pueden derivarse de la escasa disponibilidad de locales, o el hecho de que estos sean poco racionales o inadecuados a las exigencias de la empresa.
Para los almacenes de productos terminados y de materiales son igualmente válidas análogas consideraciones.
a. El Espacio y el Personal es insuficiente.
El llenado excesivo de los locales puede causar daño a los materiales y aumentar la eventualidad de reclamos y devoluciones por parte de los clientes. Puede hacer difícil la rotación de los materiales, favoreciendo la acumulación de mercancías superadas y de difícil venta. Puede también ser inoportuna la atención de los pedidos, lo creará dificultades a la organización de las ventas.
b. El Personal es incapaz por falta de Entrenamiento.
Muchas veces se deja que se vaya acumulando trabajo con el fin de liquidarlo en un momento determinado; la plantilla del personal se dispone en función de estas necesidades extremas, con lo cual lo único que se consigue es que en los momentos de
menos trabajo se produzca una situación de bajo rendimiento que ocasiona costos y gastos perfectamente evitables.
c. El Almacén está mal localizado o existe una mala distribución.
Con demasiada frecuencia hay que recorrer trayectos y pasillos trazados sin obedecer ningún tipo de sistema y muchas veces se van atendiendo los pedidos recogiendo de manera memorista o según el parecer del operario. Así se originan trayectos largo se inútiles además de la necesidad de mayor tiempo de aprendizaje para acostumbrarse a esta carencia sistemática.
d. Deficiente colocación de la mercadería que dificulta la localización rápida para acomodar y/o surtir la demanda.
En el almacén se espera demasiado tiempo, se espera pro ejemplo con los documentos relacionados con los pedidos y que tiene que venir de las oficinas, esperan los medios de transporte, la carga y entrega de los productos solicitados. Estos tiempos prueban una mala organización.
e. Equipo de Almacenamiento Inadecuado, obsoleto o en mal estado.
f. Equipo de Manejo de Materiales Insuficiente o Inadecuado.
CAPÍTULO III
MARCO TEÓRICO DE REDUCCIÓN DE COSTOS
1. DFDSGINTRODUCCIÓN
En términos generales, existen dos tipos principales de contabilidad que normalmente, son conocidas como "Contabilidad Financiera" y "Contabilidad de Gestión", que además abarcan el cálculo de costos.
La Contabilidad Financiera se concentra en el registro de todas las transacciones financieras, de todos los cobros y pagos de tesorería y del seguimiento de los dineros adeudados. Todo ello culmina con la elaboración de estados financieros globales tales como los Estados de Ganancias y Pérdidas, el Balance de Situación, Valor Añadido y los Orígenes y Aplicaciones de los Fondos. Estos estados son globales en el sentido en que se refieren tanto a la empresa en su totalidad como a algunas áreas autónomas dentro de ella.
La Contabilidad de Gestión y el Cálculo de Costes sin embargo, conciernen en un análisis más detallado de los costos e ingresos que figuran en los estados de Ganancias y Pérdidas. Este análisis detallado se utiliza para facilitar las funciones de planificación, de control y de toma de decisiones de los directivos respecto a los recursos, los departamentos, productos y actividades.
Los costos logísticos pertenecen a la Contabilidad de Gestión, pues la toma de decisiones debe ser a través de los costos operativos propios del área y no por los costos históricos y financieros de la empresa.
1. GESTIÓN DE COSTOS
1. UNIDADES DE COSTO Y CENTRO DE COSTO
Un "costo" es cualquier gasto que puede ser atribuido a un ítem o actividad particular y que puede estar relacionado con acontecimientos del pasado o con actividades presupuestadas.
Una "unidad de costo" es un producto o servicio al cual se pueden cargar costes. El término no se restringe sólo al producto o servicio final suministrado a los clientes, sino que incluye también a los productos y servicios intermedios transferidos internamente en la empresa.
Un "centro de costo", por otro lado, no es una unidad de output (salida) sino una localización física en una organización, a saber un departamento o sección, o incluso una pieza de equipo. Estas localizaciones se identifican por tener un único número en el sistema de codificación.
Los centros de costos y las unidades de costo, a veces se asemejan en que los costos en los centros de costo son todos cargados, de algún modo, a las unidades de costo a efectos de control, la fijación de precios y la toma de decisiones.
2. CLASIFICACIÓN DE LOS COSTOS
a. De acuerdo a la Función Administrativa:
o Costos de Producción: son aquellos costos que asociados con la actividad de fabricación, se relacionan con la producción de un artículo.
o Costos de Distribución y Ventas: son los que se incurren en el área que se encarga de llevar el producto desde la empresa hasta el último consumidor, citamos por ejemplo la publicidad, el transporte, las comisiones, etc.
o Costos de Administración: son los que se originan en el área administrativa como son por ejemplo los sueldos del gerente, personal de oficina, etc.
o Costos Financieros: se relacionan con la obtención de fondos para la operación de la
empresa, tenemos por ejemplo el costo de intereses que la empresa paga pro préstamos, costos de otorgación de créditos a los clientes, etc.
a. De acuerdo con el Grado de Medida:
o Costo Total:es el valor de los bienes y servicios consumidos para fabricar un conjunto de unidades de productos.
o Costo Unitario: el es valor de los bienes y servicios consumidos para fabricar una unidad de producto. Este costo es obtenido dividiendo el costo total de artículos manufacturados entre el número de unidades producidas. Los costos unitarios facilitan el cálculo del inventario y el costo de productos vendidos.
a. De acuerdo con su Facultad de Atribución:
o Costos Directos: son aquellos que se pueden atribuir directamente al producto, la mano de obra pro ejemplo.
o Costos Indirectos: son aquellos que prestan algún grado de dificultad para atribuir directamente en el producto, el salario de los supervisores, alquileres, por ejemplo.
a. De acuerdo con su comportamiento con el Nivel de Actividad:
o Costos Variables: son aquellos en los cuales el costo total cambia en proporción directa a los cambios en el volumen de producción, mientras que el costo unitario permanece constante. Tenemos por ejemplo la materia prima, las comisiones de venta, etc.
o Costos Fijos: son aquellos en los cales se mantiene fija la cantidad asignada de dinero sea cual sea la cantidad producida. Por ejemplo tenemos los alquileres, los salarios administrativos, etc.
o Costos Mixtos: estos costos contienen características de ambos componentes.
a. De acuerdo con el Tipo de Costo Incurrido:
o Costos Desembolsables: son aquellos que implican una salida de efectivo, dichos costos se convertirán las tarde en costos históricos. (la mano de obra).
o Costos de Oportunidad: son aquellos que se originan al tomar una determinada decisión para adecuarse a una alternativa abandonando los beneficios de otras opciones, por ejemplo cuando consideramos la decisión de producir más unidades o adquirir maquinaria para reducir costos en un determinado porcentaje.
1. ELEMENTOS DEL COSTO LOGÍSTICO
A continuación se describen los diferentes tipos de costos que guardan relación con las actividades logísticas y que deben ser conocidos por los ejecutivos del área para poder analizarlos, controlarlos y evaluarlos en pro de una mejor administración de aquellos insumos, materiales que maneja el área de logística.
A. Costo Unitario: se refiere al precio de compra, más los gastos relacionados con los fletes, aduanas, transporte a destino, etc, en los materiales importados con que se abastece a producción o ventas. En el caso de los materiales nacionales, se considera como un costo unitario al precio de los artículos puestos en los almacenes de la empresa.
B. Costo de Renovación: también llamado precio de adquisición. Es la suma de todos los gastos inherentes al abastecimiento de materiales en un lapso determinado (un año normalmente) dividido entre el número de órdenes de compra emitidos en el mismo periodo de tiempo. Los gastos que se efectúan para la renovación de las existencias o para su adquisición se pueden clasificar en:
Gastos de Ordenar: es la suma de todos los gastos efectuados desde la preparación de la requisición hasta la emisión de la orden de compra y su envío al proveedor.
Gastos de Seguimiento:corresponde a la suma de todos los gastos efectuados para lograr que el proveedor cumpla con remitir la mercadería oportunamente en la fecha ofrecida.
C. Costos de Posesión o Almacenaje: contar con las existencia cuesta a la empresa una fuerte cantidad de dinero en las diversas actividades relacionadas con el mantenimiento y el control de los materiales que almacena, por ello es que a mayor cantidad almacenada es mayor el costo anual de poseer materiales. Estos costos se expresan como un porcentaje del promedio anual del valor del inventario, en el cual se consideran gastos de caja y
costos intangibles pero reales en que se incurren por tener existencias, los costos de posesión se clasifican en:
Costo de Capital: corresponden a este rubro los intereses sobre el capital invertido en las existencias. El dinero produce intereses y cuando no se tiene cuesta conseguirlo. Los inventarios forman gran parte del capital de trabajo de una empresa, que la transformarse en materiales no produce intereses mientras no tiene movimiento. Es como mantener dinero ocioso que al estar convertido en materiales no puede invertirse en otras actividades productivas.
Por este motivo, muchas empresas se encuentran faltas de liquidez pero con enormes cantidades de stocks.
Costo de Seguros: tenr materiales implica el riesgo de perderlos por robo, incendio, deterioro, etc, y por ello las empresas aseguran sus existencias; el valor de la prima del seguro que toma la empresa es un gasto que corresponde al costo de poseer materiales en almacenes y que generalmente es fijado como un porcentaje sobre el valor promedio del inventario.
Costo de Almacenamiento: tener materiales en los almacenes exige cuidarlos, ubicándolos en un determinado espacio y mantenerlos para evitar su deterioro, así como controlarlos para eliminar los desperdicios, la obsolescencia y la acumulación de materiales sin movimiento. Esto origina horas hombre para el control y cuidado de todos y cada uno de los artículos almacenados, que lógicamente, es mayor cuanto mayor es el volumen y la variedad de los materiales con que cuenta la empresa.
D. Costo de faltantes o rotura de stock: la no existencia de un artículo o materia prima necesaria par ala empresa, cuando esta lo necesita, tiene un costo que en algunos casos llega a ser de consideración, por cuanto la falta de este material puede interrumpir las operaciones de la industria, generando mano de obra y equipo ociosa, elevando el costo de fabricación o a veces realizar compras de "último momento" a un mayor precio que el que pudo obtenerse de haber tenido existencias en almacén.
E. OBJETIVOS DE LA GESTIÓN DE COSTOS
La gestión de costos proporciona información para la gerencia, entre los objetivos a cumplir se encuentran:
o Determinar los costos para precios de valorización de inventarios y mediar las utilidades.
o Determinar el costo de producción, costo de productos fabricados y costo de productos vendidos.
o Determinar el valor de los inventarios iniciales y finales de las materias primas, los productos en proceso y los productos acabados.
o Ofrecer información a la gerencia para el planeamiento y control sistemático de las operaciones y actividades de rutina de la empresa.
o Análisis del comportamiento de costo.
o Determinación del punto de equilibrio.
o Determinación del volumen de producción.
o Determinación del precio.
o Evaluación del desempeño.
1. GESTIÓN ESTRATÉGICA DE COSTO
Es una perspectiva a largo plazo, para reducir los costos de un producto. Reducir costos en el presente para desarrollar en el futuro comprende:
o Análisis Financiero.
o Análisis de la Cadena de Valor.
o Posicionamiento Estratégico.
o Análisis de Direccionadores de Costo.
1. REDUCCIÓN DE COSTOS
Durante más de una década se ha hecho hincapié en la reducción de costos, esta, se impulsa por varios factores:
o Es necesario reducir los costos por unidad a fin de ser competitivo tanto en el mercado interno, frente a las importaciones, como en el mercado exterior.
o El personal es muy costoso.
o En épocas de recesión, hay escasas perspectivas de crecimiento del mercado, por lo que se hace hincapié en las ganancias mejorando los resultados contables mediante la reducción de costos.
La reducción de costos siempre resulta atractiva para la administración, en general, es un área de escaso riesgo y el costo ahorrado se traduce en un
aumento inmediato de las ganancias que los ingresos provenientes de nuevos negocios.
En todos los negocios se busca la forma de reducir costos. Si en el proceso de producción se reduce el espesor de una lámina de acero de 25 cm a 5 cm, los costos de mano de obra se reducirían a la mitad y la energía en un 30%.
Las organizaciones engordan gracias a los buenos tiempos, por lo que la reducción de costos produce, al principio, grandes beneficios. Pero los beneficios disminuyen mas y mas a medida que se eliminan esta gordura fácil Los beneficios competitivos de la reducción de costos aparecen temprano si sus principales competidores reducen sus costos lentamente, pero tan pronto como estos comiencen a mantener el ritmo desaparecerá la ventaja competitiva. En consecuencia, la reducción de costos como ejercicio periódico y el control de costos como actitud permanente darán buenos resultados inmediatos, pero los beneficios no serán continuos. La estrategia no es suficiente.
La reducción de costos tiene el mismo peligro que la eficiencia, existe el riesgo de olvidar el futuro y reducir tanto lso costos que se ponga en peligro el futuro desarrollo. Algunas actividades no se pueden justificar con juicio en el presente, sino que necesitan una potencial redistribución en el futuro. Si se abandonan tales actividades, el balance mejra momentáneamente, pero no hay nada que alimente el futuro. Se postergan los proyectos sino pueden justificar inmediatamente sus costos. Por ejemplo la adquisición de un montacargas.
Esta permanente actitud de conciencia de los costos puede conducir con facilidad a una peligrosa mezquindad.
No se trata solo de optar por renunciar al beneficio sino justifica el costo. Se trata de hallar maneras de obtener el mismo beneficio a menor costo.
¿Qué es mejor: controlar los costos en todo momento o realizar ejercicios periódicos de reducción de costos? La respuesta es sencilla, debemos optar por ambas cosas.
La respuesta real depende de la naturaleza de la empresa. Si se necesita escaso riesgo, sería preferible un estricto control de costos a fin de evitar su desviación. Pero si la empresa sí exige riesgos puede ser conveniente los ejercicios periódicos de reducción de costos, ya que el control de costos podría inhibir nuevos riesgos.
1. SISTEMAS Y TÉCNICAS PARA REDUCIR COSTOS
A. ACTITUD D EMEJORAR LOS COSTOS:
B. PLANIFICACIÓN Y PRESUPUESTO DE COSTOS:
C. EVITAR COSTOS:
D. REDUCCIÓN DE COSTOS:
E. CONTROL DE COSTOS:
o Costos Estandarizados: se establecen estándares para controlar los costos de las actividades.
o Control Presupuestal: implica que cada parte de la organización prepare su presupuesto de ingreso y/o gastos para el siguiente periodo.
o Control de Pérdidas: implementar procedimientos precautorios que incluyan auditorías y sistemas de control de inventarios. Para minimizar el robo y extravío de bienes, materiales, herramientas, tiempo de trabajo, llamadas telefónicas, dinero, etc, cometidos por el personal interno, de servicios, o externo a la organización.
A. EFECTIVIDAD DE COSTOS: un gasto que genere un ahorro.
o Inversiones de Capital: considerar alternativas que generen cambios estructurales en el proceso de producción y que a mediano y largo plazo produce beneficios económicos.
o Análisis de Costo Beneficio: evalúa oportunidades de inversión potenciales para establecer prioridades entre ellas.
o Informática, Mecanización y Automatización: de ser necesario para reducir los costos después de su aplicación.
CAPITULO IV
ALMACENES DE DISTRIBUCION
1. INTRODUCCION
El almacén es responsable de guardar los materiales, conservándolos en condiciones optimas para su utilización. Existen almacenes de materias primas, artículos en proceso y productos terminados; así como almacenes externos ubicados en otras áreas, incluyendo también los almacenes de las empresas distribuidoras.
Se consideran como elemento del sistema logístico a todos los tipos de almacenes, esté considera al almacén como un elemento que actúa en las dos etapas del flujo de materiales y este comprende: desde su origen o fuente (Abastecimiento), hasta la entrega del ultimo usuario (Distribución), constituyendo una de las actividades importantes para el funcionamiento de fa empresa.
La función de almacenaje es compleja y es por ello que debe ser estudiada analíticamente. La dirección de la empresa tiene que examinar el problema del almacenaje según dos aspectos esenciales.
2. El que se refiere a su estructuración, lo que se refiere a fijar su emplazamiento, sus dependencias, e identificar las exigencias de coordinación con los distintos sectores de la empresa.
3. El que atañe a la organización de su funcionamiento, que se centra en la fijación de las normas practicas para la marcha del almacén.
Nosotros nos fijaremos en el segundo punto por ser el área donde podremos realizar aportes y poder tomar decisiones; lo que no se podría hacer respecto al primero que determina la ubicación y la jerarquía que corresponde a la empresa en general.
La finalidad del presente capitulo es mostrar cada una de las actividades que se realizan para el almacenamiento de productos terminados, teniendo en cuenta especialmente que se almacenan productos alimenticios.
4. ORGANIZACIÓN
1. MISION
En la organización es muy importante la identificación de la misión del almacén.
El área de distribución tiene la misión siguiente para todos sus almacenes:
"Complacer a nuestros clientes con productos y servicios de excelente calidad en tiempo oportuno y a un bajo costo".
2. ACTIVIDADES
En la organización de la empresa tiene que observarse el reparto de las actividades en funciones, designando estas a los correspondientes órganos. También se puede confiar, varias actividades a la misma persona; en el caso que la empresa sea de condiciones limitadas.
Las actividades que realiza almacenes son:
o Recepción de artículos.
o Estiba de artículos
o Inspección de artículos
o Ubicación de artículos
o Manipulación de artículos
o Despacho de mercadería
o Control de inventarios
o Mantenimiento de almacén
Todas estas actividades están a cargo del jefe de almacén quien verifica que los obreros o estibadores realicen correctamente su trabajo.
1. FUNCIONES DEL PERSONAL
a) Jefe de Almacén: Se encarga de
o Controlar el manipuleo, transporte de materiales.
o Controlar el ingreso y salida de productos al almacén
o Controlar la rotación de los productos con mayor vencimiento
o Contratar los servicios de transporte para despacho.
o Controlar la labor del personal de almacén
b) Despachador
o Apoyar al jefe del almacén en la labor de despacho y recepción.
o Controlar las cantidades y calidades de los productos.
c) Estibadores
o Despachar los productos a los distribuidores
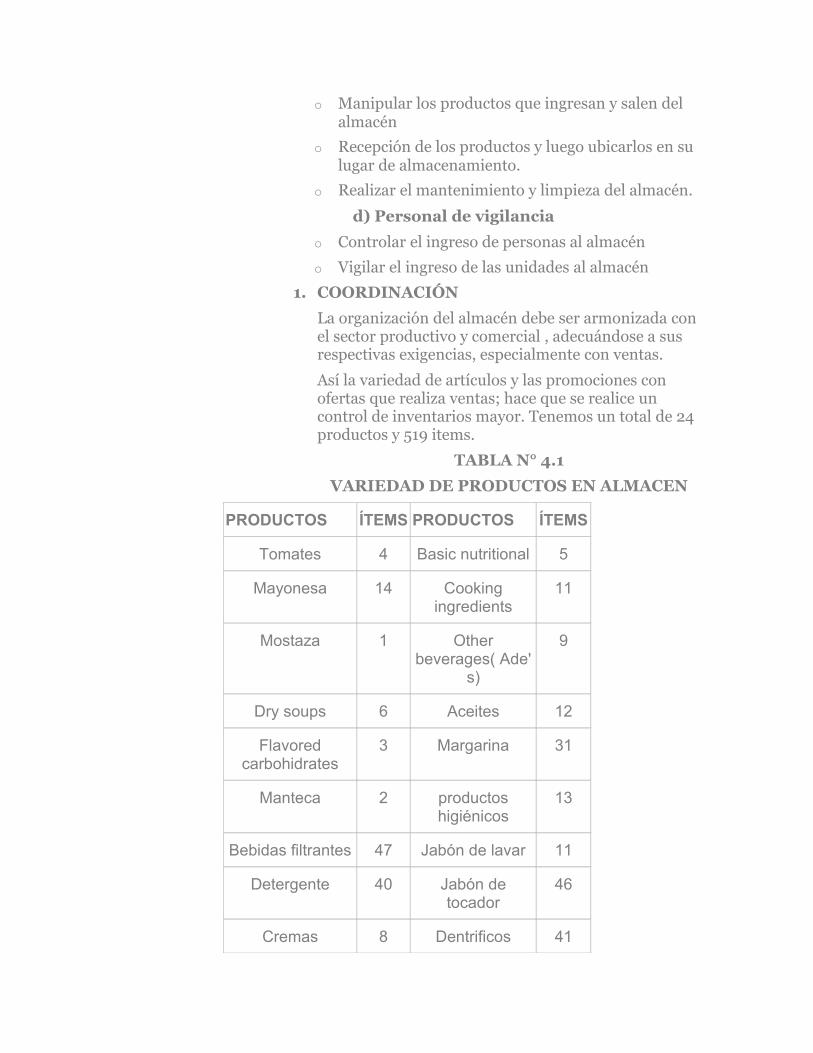
o Manipular los productos que ingresan y salen del almacén
o Recepción de los productos y luego ubicarlos en su lugar de almacenamiento.
o Realizar el mantenimiento y limpieza del almacén.
d) Personal de vigilancia
o Controlar el ingreso de personas al almacén
o Vigilar el ingreso de las unidades al almacén
1. COORDINACIÓN
La organización del almacén debe ser armonizada con el sector productivo y comercial , adecuándose a sus respectivas exigencias, especialmente con ventas.
Así la variedad de artículos y las promociones con ofertas que realiza ventas; hace que se realice un control de inventarios mayor. Tenemos un total de 24 productos y 519 items.
TABLA N° 4.1
VARIEDAD DE PRODUCTOS EN ALMACEN
PRODUCTOS ÍTEMS PRODUCTOS ÍTEMS
Tomates 4 Basic nutritional 5
Mayonesa 14 Cooking ingredients
11
Mostaza 1 Other beverages( Ade'
s)
9
Dry soups 6 Aceites 12
Flavored carbohidrates
3 Margarina 31
Manteca 2 productos higiénicos
13
Bebidas filtrantes 47 Jabón de lavar 11
Detergente 40 Jabón de tocador
46
Cremas 8 Dentrificos 41
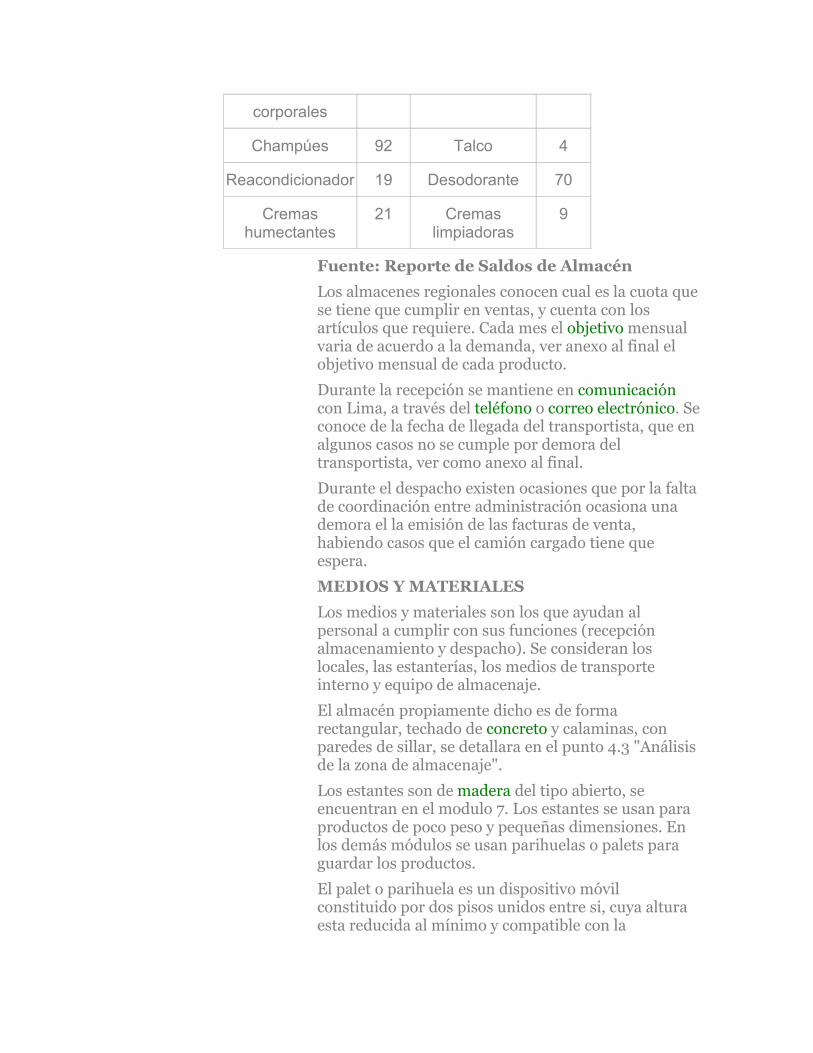
corporales
Champúes 92 Talco 4
Reacondicionador 19 Desodorante 70
Cremas humectantes
21 Cremas limpiadoras
9
Fuente: Reporte de Saldos de Almacén
Los almacenes regionales conocen cual es la cuota que se tiene que cumplir en ventas, y cuenta con los artículos que requiere. Cada mes el objetivo mensual varia de acuerdo a la demanda, ver anexo al final el objetivo mensual de cada producto.
Durante la recepción se mantiene en comunicación con Lima, a través del teléfono o correo electrónico. Se conoce de la fecha de llegada del transportista, que en algunos casos no se cumple por demora del transportista, ver como anexo al final.
Durante el despacho existen ocasiones que por la falta de coordinación entre administración ocasiona una demora el la emisión de las facturas de venta, habiendo casos que el camión cargado tiene que espera.
MEDIOS Y MATERIALES
Los medios y materiales son los que ayudan al personal a cumplir con sus funciones (recepción almacenamiento y despacho). Se consideran los locales, las estanterías, los medios de transporte interno y equipo de almacenaje.
El almacén propiamente dicho es de forma rectangular, techado de concreto y calaminas, con paredes de sillar, se detallara en el punto 4.3 "Análisis de la zona de almacenaje".
Los estantes son de madera del tipo abierto, se encuentran en el modulo 7. Los estantes se usan para productos de poco peso y pequeñas dimensiones. En los demás módulos se usan parihuelas o palets para guardar los productos.
El palet o parihuela es un dispositivo móvil constituido por dos pisos unidos entre si, cuya altura esta reducida al mínimo y compatible con la
manipulación por medio de carretillas elevadoras con horquillas.
El uso de parihuelas debe ser obligatorio, por razones técnicas, Los palets o parihuelas debe reunir las condiciones adecuadas para que puedan ser utilizadas con seguridad para el producto.
La parihuela debe tener la siguientes medidas:
Largo: 1.20 mt.
Ancho: 1.10 mt
Espesor:0.15 mt
En el almacén se cuenta con 913 parihuelas pero con dimensiones diferentes, desgastadas y astilladas por el uso.
Los transportes internos son cinco carretas de 4 ruedas y dos carretillas de 2 ruedas de jebe; para realizar desplazamientos para transportar materiales en cajas y de poco peso.
Existe una carretilla hidráulica para levantar las parihuelas o palets y hacer desplazamientos, carga bolsas, baldes, latas es decir para materiales pesados.
TABLA N° 4.2
TIPO Y PESO DE CARRETAS
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Fuente: Elaboración Propia
El equipo de almacenaje que se cuenta además son: escalera movible, mantas térmicas, cartones, bolsas, etc.
2. DESCRIPCION DE PROCEDIMIENTOS
A. RECEPCIÓN DEL PRODUCTO
o Se recibe productos terminados procedente de fabricas y almacenes, estos se recepcionan en forma apilada en el camión de transporte.
o Los estibadores preparan los medios de trasporte para empezar la descarga, de acuerdo a la variedad de productos.
o El responsable de ingreso al almacén verifica que la documentación este conforme para autorizar el ingreso de los productos.
o El jefe de almacén verificara la disponibilidad de espacio en módulos y designara la zona donde se depositan los productos, de acuerdo a las áreas demarcadas para cada línea de producto.
o Los productos procedentes de planta y almacenes ,vienen estibados con separadores de cartón entre "cama" y "cama". Y algunos cubiertos con mantas térmicas. La manipulación de los productos se realiza según Anexo A.
B. DESCARGA
o La descarga se realiza con 4 operarios. La descarga empieza con uno alcanzando los productos y los otros dos apilando.
o Durante la descarga se inspecciona visualmente el producto para seleccionar los que estuvieran defectuosos, indicando brevemente el tipo de defecto juego se procede a su selección y recuperación ver (Anexo B).
o La documentación correspondiente para verificar las cantidades es a través de la Guía de Remisión para el caso de transferencia de plantas o almacenes.
o Los diversos tipos de transporte, hacen que en ocasiones se empiece descargando a veces por el centro y no por la plataforma de descarga. E incluso algunos productos se lanzan por encima del camión debido a que si se abre la puerta los productos se caerían.
o No existe el espacio adecuado entre la orilla del camión y las cargas estibadas para evitar que inicie la descarga pisando los productos.
o Luego de finalizada la descarga el jefe del almacén ingresa al sistema con el numero de documento interno y hace el parte de recepción y se coteja con la guía de remisión y se archiva. En caso de haber diferencias debe anotar la observación respectiva en la guía e informar al jefe administrativo y el responsable del envió.
C. ESTIBA
o Conforme se va descargando el producto este se debe apilar en las paletas o parihuelas, cuidando que no exceda la altura máxima determinada en el Patrón de estiba de productos terminados (Anexo C
). Asimismo, se debe seguir las instrucciones, respecto al sentido de apilamiento de las mismas.
o Si son pesados(aceites) y en mayor cantidad(margarinas) los productos se colocan de frente en la paleta, si son ligeros y poca cantidad( productos de limpieza) se apilan en los transportes; y se llevan a su lugar.
o Los estibadores aseguran que la primera "cama" este bien colocada sobre la parihuela o transporte, cuidando que los productos no sobresalgan de las orillas de la palet .
o Terminada la estiba, previa verificación de las disponibilidad de espacio y designación del área dentro de los módulos donde se depositan los productos, los encargados del transporte (estibadores) procederán al traslado de la mercadería desde la zona de recepción hasta la zona de almacenaje.
D. ALMACENAMIENTO
o Los productos almacenados se encuentran distribuidos por línea de producto en módulos de acuerdo al Plano de Distribución en:
Modulo 1: Aceites en balde y lata
Modulo 2: Aceites en caja y manteca
Modulo 3: Margarinas y otros
Modulo 4: Bebidas filtrantes y otros
Modulo 5: Detergente y jabón de lavar
Modulo 6: Champúes y jabones de tocador
Modulo 7: Desodorantes
Modulo 8: Productos de desecho
o Durante el almacenamiento, el principal factor que se considera es la rotación de los productos. Los productos de mayor rotación se almacenan cerca de la salida de los módulos. Incluso los productos con fecha de vencimiento reciente se ponen cerca de la vista y los de mayor vencimiento atrás.
o La rotación de productos terminados debe seguir el Método FIFO — Primeras entradas primeras
salidas, para ello se deben utilizar adecuadamente los tableros de identificación .
o Cada unidad paletizada tiene identificada con un letrero adherido que indique fecha de recepción ,tipo de producto y encargado de unidad de transporte, se usa como un control interno.
o Los productos no se almacenan en cámaras de conservación, las condiciones ambientales del lugar permite conservar los productos. (Anexo D).Los productos se encuentran almacenados sobre parihuelas y no sobre el piso, para protegerlos de la humedad, de los derrames de liquido y de la suciedad.
o Los productos se apilan de acuerdo a la experiencia, siguiendo un patrón de colocación o sentido de colocación de los productos. Según la Paletización de Productos. Ver Anexo E.
o La ubicación exacta se da a través del tipo de productos en los módulos y luego por el nombre y código. En caso de productos de rápido vencimiento además de los datos anteriores se busca por el código de vencimiento.
o La búsqueda de los productos se realiza de acuerdo a la experiencia del despachador y en algunos casos a la búsqueda de palet caja por caja.
D. REPOCISION DE PRODUCTOS
o Realizado el despacho, el sistema descarga los productos faltantes. Indica la cantidad existente. Y al final de la jornada se coteja con el reporte diario de existencias.
o Se realiza un control diario, especialmente con los productos con mayor vencimiento, al finalizar el día de trabajo.
o Se realizan envíos desde el almacén central hasta cumplir la cuota de venta. En el almacén siempre se cuenta 40% de la cuota para cubrir la demanda hasta la llegada del envió.
F. DESPACHO
SALIDA A STOCKISTA PROVINCIAL
o El despacho se inicia con una orden de venta del vendedor de la empresa por pedido del distribuidor.
o El jefe de almacén se contacta con el transportistas disponible o con transportistas eeepara la zona
para llevar la carga.
o El sistema emite una orden de despacho por transportista, y con este documento se despacha las cantidades.
o De acuerdo a la cantidad y al tipo de producto se cargan los productos en el transporte o se levantan con el pato hidráulico y se llevan a la zona de despacho.
o Se despachan productos que estén en buen estado. En caso de detectarse productos defectuosos, se separaran de la carga y se procederá de acuerdo al anexo selección y recuperación de productos defectuosos (anexo B). El encargado del despacho debe llevar el control de los productos defectuosos detectados en el despacho y comunicar al administrador.
o La estiba en los vehículos de transporte debe realizase cumpliendo las disposiciones de los instructivos de manipulación y según el patrón de estiba correspondiente, respetando los niveles de altura máxima .
o El transportista debe verificar la cantidad y calidad que se carga, para evitar los reclamos del cliente.
o La carga es protegida con toldos o mantas. Si la carga incluye margarinas, el camión debe proteger el producto con mantas térmicas.
o La carga en las unidades de transporte se realiza con 3 o también 4 operarios. Mientras uno coloca los productos los otros 2 alcanzan al camión.
o La documentación debe estar conforme con la Guía de Remisión, Factura o con las facturas respectivas.
SALIDAS LOCALES
o El despacho se inicia con una orden de venta que ingresa al sistema el vendedor por demanda del distribuidor local.
o El sistema emite una orden de despacho por transportista, y con este documento se despacha las cantidades.
o El transporte se encuentra ya disponible en el almacén, el distribuidor llega con su unidad y estibadores( 4 o 5 como mínimo).
o El transportista de turno estará en la obligación de presentar su unidad con todos los requisitos que exige el formato de check List vehicular el cual se realizara todos los días lunes antes del inicio de actividades.
o Para despachos locales cada unidad trabaja con su personal de estibaje totalmente independiente uno del otro con el fin de evitar malos entendidos
o El personal de vigilancia es el encargado de verificar si se cumple este requisito, de lo contrario no podrán ingresar a las instalaciones del almacén.
o La documentación debe estar conforme con la Guía de Remisión, Factura o con las facturas respectivas por ser un despacho local.
G. DEVOLUCIONES
o Las devoluciones se presentan generalmente en la zona local y se presenta por los motivos siguientes:
o El transportista regresa con los productos no aceptados, por vencimiento o por calidad del producto. Ver Anexo F.
o El jefe de almacén los acepta y los coloca en el almacén de productos vencidos. Aquellos recuperables se trata de venderlos y se les coloca en el almacén normal.
o Aprovechando un transporte hacia Lima se despachan los productos vencidos.
A continuación se presenta los procedimientos en el ciclo de almacenamiento.
1. ANÁLISIS DE LA ZONA DE ALMACENAJE
El espacio que se dispone para almacenar propiamente ha sido dividido. Los distintos materiales a almacenar se han agrupado según sus características en distintos almacenes llamados módulos, distinguiéndose los siguientes:
1. Modulo 1: Lugar donde se almacena todos los aceites en latas, y baldes.
2. Modulo 2: Se almacenan aceites en caja y mantecas.
3. Modulo 3 y 4:Se almacenan margarinas, mayonesa, mostaza, maicena las infusiones de hierbas, cremas, puré, ingredientes para la cocina.
4. Modulo 5: Se almacenan los detergentes y jabones de lavar.
5. Modulo 6: En este modulo se almacenan los productos de limpieza personal como: champúes jaboncillos, dentrificos.
6. Modulo 7: Se almacenan en estantes desodorantes, talcos, cremas.
7. Modulo 8: Productos de desecho y de caducidad, como los provenientes por devolución.
1. DISTRIBUCIÓN FÍSICA DEL ALMACÉN
La forma física del almacén es de forma rectangular de 40 metros de largo y 35 metros de ancho ; con un área total de 1400 m2. Las operaciones se realizan en un único piso, utilizando parihuelas para colocarlas y guardarlas cierta cantidad formando una pila o ruma constituyendo una unidad de carga.
No se pueden colocar demasiado productos encima de otro, porque dañaría al que esta mas abajo. Por eso no se usa la altura del almacén y porque no tiene los medios para alcanzarlos.
Por tratarse de productos perecibles con ciertas condiciones especiales de almacenamiento. No se requiere equipo especial de conservación, las condiciones ambientales de la ciudad hace que los artículos se conserven.
En el almacén existen pasillos por donde se realiza el transito y movimiento de materiales. Existen pasillos de 1.50 mts. considerados principales y pasillos secundarios o laterales de 1.20 mts.
Para permitir mejor circulación del aire, facilitar la limpieza y un mejor control de insectos y roedores, se debe dejar los espacios correspondientes entre paredes y rumas (0.50-0.80 mts.).
Por ello se realiza una labor de Limpieza y Sanatización( Anexo G). Igualmente debe haber espacio entre fila de rumas (0.20-0.30 mts.),y entre la ultima cama y techo de los módulos (1.5-2.0 mts.).
El almacén cuenta con iluminación de luz blanca con fluorescente. En cada modulo así como en oficinas las instalaciones eléctricas están protegidas para evitar accidentes.
El tema de seguridad esta implementado a través de un plano de seguridad con la ubicación de los
extintores, botiquín para emergencias, cilindros de aserrín en caso de derrame de aceite.
La elaboración de un reporte de actividades inseguras por los estibadores, aseguran un mejoramiento tanto para los artículos y el personal. Ver Anexo H.
Modulo 1
Ubicada a la entrada de recepción, en el se guardan aceites de lata y aceite en baldes. la distribución de las parihuelas es perpendicular a la entrada de los vehículos por recepción. Su techo es de dos aguas, con calamina y sus columnas son reforzadas con acero, para protegerlas de los vehículos cuando ingresan para cargar o descargar. El piso es de cemento cubierto con una capa de brea.
En esta área también se encuentra la zona de recuperación de baldes dañados.
Modulo 2 – 3 y 4
Es el modulo mas grande del almacén, existe un pasillo principal de 1.60 mt de ancho que recorre el lado horizontal del modulo; dos pasillos segundario que se juntan al principal de 1.20 mts. Las parihuelas están dispuestas en forma perpendicular al pasillo principal asegurando un aprovechamiento máximo del espacio. Su techo es de concreto y piso de cemento y esta señalado con letras de A-Z.
Modulo 5
Ubicado al costado de las oficinas de administración, aquí se guardan los detergentes y jabones de lavar, al igual que el modulo 1, tiene techo de dos aguas con soportes de madera, un pasillo de 1.60 mts de ancho que pasa el modulo. Las parihuelas están distribuidas perpendicular al pasillo. Tiene dos salidas una por el modulo 2 y otra por el modulo 1.
Modulo 6
Se encuentra al lado del parqueo del almacén, es el modulo de los productos de limpieza y cuidado personal, por eso tiene techo de concreto y piso de cemento. Tiene 2 pasillos de 1.50 mts de ancho a lo largo del modulo.
Tiene una puerta de 2 mts para la entrada y salida, por donde se realizan las operaciones de almacén.
Modulo 7
Ubicado a lado de la oficina de almacén, su área de 21 m2, contiene productos pequeños y de poco peso, colocados en estantes de madera y metálicos.
Modulo 8
En este modulo al lado del patio y parqueo del almacén guarda los productos vencidos o que sus características físicas están dañadas y no se pueden recuperar. Igualmente guarda las promociones de algunos productos como baldes, bolsas, expendedores, etc.
A continuación se muestra la capacidad física y en toneladas de cada módulo del almacén y su distribución física:
TABLA N° 4.3
CAPACIDAD DE MODULOS EN ALMACEN
Modulo 9 2-3-4 5 6
Capacidad en palets 75 689 91 58
Existencia en palets - - - -
Capacidad promedio (TN)
94.5 434 114.66 73.08
Existencia promedio ( TN)
- - - -
Área del modulo (m2) 110.25 608.0 133.77 85.26
Fuente: Archivos de Almacén
2. ZONA DE RECEPCIÓN Y DESPACHO
Para la recepción se reciben 3 camiones de 30 TN a la semana procedente del almacén central en Lima. Como promedio se envía 25 TN . a continuación se muestra el cuadro de envíos con su peso:
TABLA N°4.4COSTO DE TRASPORTE POR PESO
Flete(S/.) Peso( Kg)
2,626.08 29,179.00
2,515.27 27, 947.00
2,426.21 26, 958.00
2,647.28 29,420.00
2,822.82 31, 365.00
258.78 2,875.00
2,144.90 23, 832.00
2,509.66 27, 885.00
1,700.14 18, 890.00
2,653.44 29,483.00
2,534.99 28,167.00
2,667.93 29, 644.00
2,463.39 27,371.00
2,499.25 27,769.00
Fuente: Parte de Recepción
El despacho se realiza con una frecuencia de 2 camiones a la semana. Las zonas mas importantes y la cantidad despachada se muestran a continuación.
TABLA N° 4.5
ZONAS DE DISTRIBUCIÓN
Distribuidor Zona Flete Despachado
TN
Hispánica EIRL Arequipa S1.15 80
Makisur Camana y Mollendo
S/.42 20
Importadora J. Luis Tacna S1.75 20
Tecnología Importaciones
Juliaca
Juliaca S/.70 40
Fuente: Elaboración Propia
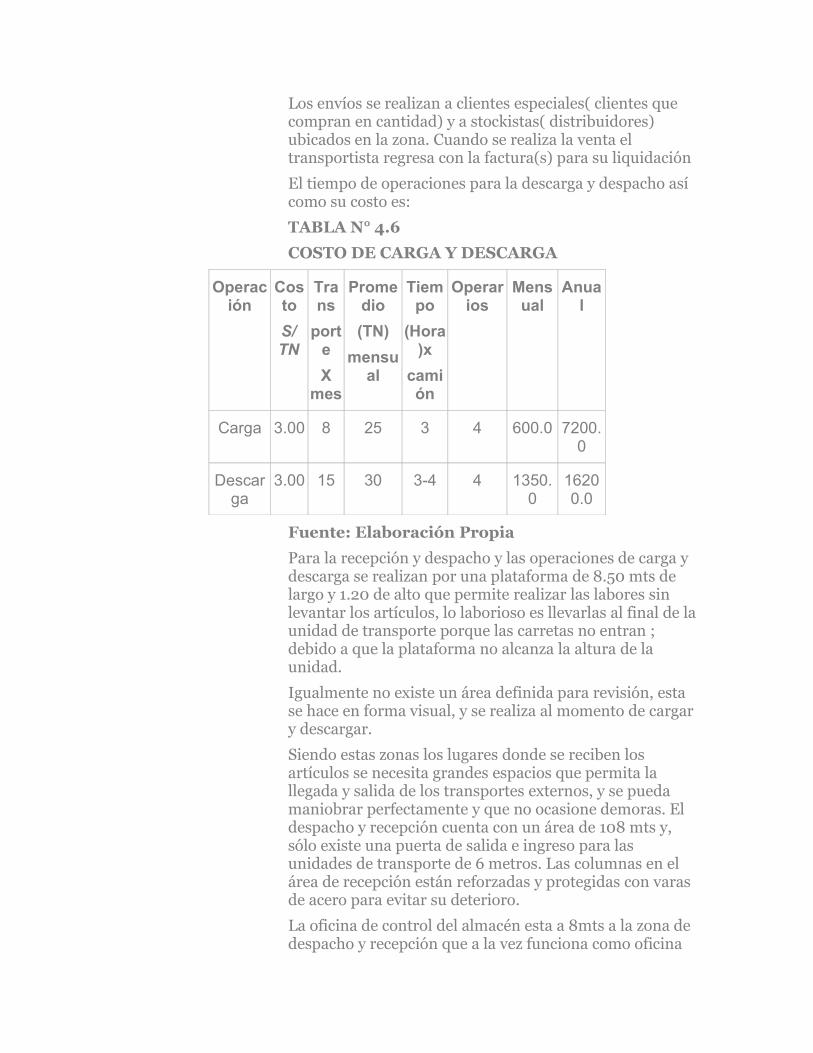
Los envíos se realizan a clientes especiales( clientes que compran en cantidad) y a stockistas( distribuidores) ubicados en la zona. Cuando se realiza la venta el transportista regresa con la factura(s) para su liquidación
El tiempo de operaciones para la descarga y despacho así como su costo es:
TABLA N° 4.6
COSTO DE CARGA Y DESCARGA
Operación
Costo
S/ TN
Trans
porte
X mes
Promedio
(TN)
mensual
Tiempo
(Hora)x
camión
Operarios
Mensual
Anual
Carga 3.00 8 25 3 4 600.0 7200.0
Descarga
3.00 15 30 3-4 4 1350.0
16200.0
Fuente: Elaboración Propia
Para la recepción y despacho y las operaciones de carga y descarga se realizan por una plataforma de 8.50 mts de largo y 1.20 de alto que permite realizar las labores sin levantar los artículos, lo laborioso es llevarlas al final de la unidad de transporte porque las carretas no entran ; debido a que la plataforma no alcanza la altura de la unidad.
Igualmente no existe un área definida para revisión, esta se hace en forma visual, y se realiza al momento de cargar y descargar.
Siendo estas zonas los lugares donde se reciben los artículos se necesita grandes espacios que permita la llegada y salida de los transportes externos, y se pueda maniobrar perfectamente y que no ocasione demoras. El despacho y recepción cuenta con un área de 108 mts y, sólo existe una puerta de salida e ingreso para las unidades de transporte de 6 metros. Las columnas en el área de recepción están reforzadas y protegidas con varas de acero para evitar su deterioro.
La oficina de control del almacén esta a 8mts a la zona de despacho y recepción que a la vez funciona como oficina
del jefe de almacén, donde se realizan los reportes y registro de inventario.
2. CONCLUSIONES
o No existe un sistema de ubicación para los almacenes, lo que origina que la búsqueda de los materiales en almacén sea lenta, originando demoras y retraso en la atención de los clientes.
o La presencia de ciertos materiales defectuosos producto de su tratamiento y condiciones ambientales.
o No existe un equilibrio en la carga de trabajo , ya que unos días las tareas son mas pesadas que otras, debido a variación de la demanda
o El despacho de los artículos podría mejorarse con un desnivel que llegue hasta la altura de la plataforma del vehículo.
o Existe una acumulación inadecuada de las paletas no utilizadas, dificultando en transito y ocupación de espacio.
o Se presentan demoras en el conteo de artículos en la descarga y despacho, y se cometen errores por terminar rápido.
o Por lo observado la mayoría de los pisos están dañados. ocasionado mayor esfuerzo y dañando las unidades de transporte.
o El movimiento de entrada y salida de los materiales se realiza por una sola puerta. Así mismo el área de recepción y despacho es reducido.
o Poco control con los productos con mayor vencimiento, ya que el sistema no los controla.
CAPITULO V
CONTROL DE INVENTARIOS
1. INTRODUCCIÓN
Se denominan existencias o inventarios a la variedad de materiales que se utilizan en la empresa y que se guardan en sus almacenes a la espera de ser utilizados, vendidos o consumidos, permitiendo a los usuarios desarrollar su trabajo sin que se vean afectados por la falta de continuidad en la fabricación o por la demora en la entrega por parte del proveedor.
Los inventarios varían en razón de su consumo o la venta de cada articulo que los componen, lo que da lugar al movimiento de las existencias por ingresos de nuevas cantidades y salida de estas a solicitud de los usuarios, produciendo la rotación de los materiales y la generación de utilidades en función de dicha rotación.
El movimiento que se produce en los almacenes, de cada articulo en existencia, obliga a mantener en ellos una cantidad determinada de cada uno, la cual debe estar de acuerdo con el tiempo y la frecuencia de consumo, así como el lapso en que se renueva, es decir la demora que se produce desde que se revisa la existencia para emitir la requisición, hasta que los materiales estén disponibles en el almacén para satisfacer las necesidades de los usuarios o consumidores.
2. CONTROL DE INVENTARIOS
Cada empresa debe analizar sus existencias en relación a su variedad y cantidad, para clasificarlas de acuerdo a las características que cada articulo o grupo de artículos presenta, de manera de facilitar el control.
También estar al tanto de su movimiento o detención, y lograr renovaciones adecuadas en relación a la necesidad que se tenga de cada articulo, así como variedades que se pueden reducirse.
1. ANÁLISIS DE INVENTARIOS
o El control de los artículos es a través del Sistema. TNVT plus ( Ver Anexo 1).
o Los formatos que utiliza para controlar el almacén son: Reporte de Ordenes en Transito.
Parte de Recepción.
Orden de Pedido.
Orden de Venta.
Valoración del Inventario (saldos). Ver Anexos J — N.
o Existe un formato interno en los palets de mayor vencimiento (margarinas), como control personal del jefe de almacén, tipo kardex, que proporciona los siguientes datos:
Nombre del articulo
Código del artículo
Código de vencimiento
Fecha de ingreso y de salida
Cantidad de salidas e ingresos
Transportista que entrega la mercadería
Saldos
o La información que presenta no es actualizada ya que se realiza ocasionalmente cuando llega el producto y solo es para los productos de rápido vencimiento. Este tipo de control interno es para detectar reclamos o quejas del cliente.( Ver Anexo O)
o No existe un lugar físico que se dedique al control de inventarios, todos los controles los hace el jefe de almacén, descuidando en ocasiones el control de las existencias por estar pendiente de ventas.
o Se realizan inventarios diarios y mensuales.
Inventarios diarios: Al finalizar el día el sistema emite un reporte de saldos, haciendo una comparación con las unidades físicas reales y los despachos realizados en el día, verificando cantidades.
Inventarios mensuales: Se realizan al termino del mes cuando el almacén ha terminado de recibir todos los artículos.
1. CLASIFICACION DE EXISTENCIAS
El almacén regional trabaja con productos terminados destinados al consumo de la población, por tanto los clasifica según:
o Según su uso y movimiento
o Según el proceso productivo
o Según su obtención
Según su uso y movimiento
El inventario normal o activo; son materiales de uso cierto y constante que deben existir permanentemente en los almacenes y cuya renovación se regula en función del consumo y el tiempo de demora en contar con ellos. El sistema los clasifica como A1
Existen productos con ofertas promociones que por su condición especial necesitan ser controlados, el sistema los clasifica como A4
Hay también inventarios obsoleto, formado por materiales declarados fuera de uso, que no tienen movimiento o posibilidades de consumo, por haberse dejado de utilizar en la empresa. Su permanencia en los almacenes causan gastos y perdidas a la empresa por los espacios que ocupan. El sistema los clasifica como N1
Según el proceso productivo
Son productos que provienen de planta, en general son los artículos que salen de la línea de producción; es decir son los productos que fabrica la empresa.
Según su obtención
Son artículos adquiridas en el extranjero y productos nacionales por subcontratación. Los países de donde se importa son: Argentina, Chile, Ecuador.
1. PLANEAMIENTO Y CONTROL DE INVENTARIOS
o El sistema que cuenta la empresa clasifica los artículos por módulos y grupos, esto es según tipo de productos.
o Así mismo el sistema clasifica los productos por valor, según el costo de producción. No utiliza la clasificación ABC.
o Existe una cuota determinada por los consumos mensuales, la cual se renueva cada vez.
o Los planes de la empresa son de tratar de cumplir la cuota de cada producto. Por tanto se llena el almacén hasta completar la cuota .
o Se recibe la cantidad de artículos que según los planes de ventas se demandan. La reposición se realiza dentro de las primeras dos semanas hasta cumplir la cuota.
o Con el consumo mensual se calcula la cuota pero no se mide niveles de máximos y mínimos de los artículos, el punto de pedido, la cantidad a pedir, el numero de envíos.
o Hay planes de crecimiento de ventas, considerando que nunca se cumplirá con la demanda. Por lo cual se recibe la cantidad pedida independiente que si almacén dispone del producto, incrementándose la cuota para el siguiente mes.
o La cantidad pedida ( envió de la cuota) se podría considerar constante con pequeñas diferencias por la variación del consumo.
o Un adecuado plan con los proveedores de transporte y buenas relaciones asegura tener los mejores costos de transporte.
o Un plan de mantenimiento y mejora de las instalaciones permite reducir los accidentes, mejorar la eficiencia, a través del reporte de los operarios en el quehacer de sus operaciones.
o La gran diversificación de productos así como la comercialización de productos con oferta por temporadas, hace mas costoso el control.
o No se consideran los costos de almacenamiento y mantenimiento. Y lo mas importante el costo por faltantes.
o Hay artículos que varían de temporada y se dejan de producir. 0 también productos que cambian en su presentación o composición. Que originan rezagos en algunos productos pero que no rotan en el almacén.
o La frecuencia de faltantes es alta, especialmente con los productos de vencimiento rápido.
o La frecuencia de rotación no se conoce. Pero por la experiencia la salida de productos es la cuotas de cada producto. ( Ver Anexo P)
1. PROCEDIMIENTOS
A. INVENTARIO MENSUAL:
o Para realizar el inventario el sistema emite un documento llamado control de etiquetas. Contiene el código del producto, nombre del producto y su ubicación.( Ver Anexo Q).
o Es en forma manual y se realiza a fin de mes. Se empieza en el modulo 1 y se cuenta la pila existente en la palet o parihuela.
o El responsable de llevar a cabo el inventario es el jefe del almacén con el administrador del almacén. Se elige un día de poco movimiento y disponibilidad de tiempo. Ambos realizan un conteo de los productos
o Al final del inventario se cotejan las cantidades registradas en la etiquetas, con las encontradas físicamente. Después se digita las cantidades encontradas al sistema; emitiendo luego las diferencias; y en caso erróneo se vuelve a realizar el conteo del inventario.
B. RENOVACIÓN DE EXISTENCIAS
o Para renovar las existencias no se compran los productos, existe una cuota que se envía del almacén central.
o La cuota es la cantidad que será demandada en un mes. Pero en ocasiones se envía un 50% mas de acuerdo a la demanda histórica.
o La renovación de la cuota completa o solo una parte, porque el producto no se dispone o porque han priorizado otros almacenes.
o El control de las existencias para renovación se encargan en el almacén central en Lima, a través del sistema que controla la demanda del producto ( El almacén regional no emite un pedido de renovación).
o El jefe de almacén solo verifica la cantidad de productos que faltan para completar la cuota. Por tal motivo se procura contar siempre, de acuerdo a la experiencia y al conocimiento del mercado, con 40% del objetivo mensual evitando rotura de stocks.
o Este porcentaje de seguridad, en ocasiones falla porque no se envía la cuota porque el programa de producción ha paralizado, o porque se envía a otro almacén.
C. ROTACIÓN DE EXISTENCIAS
1. La mercadería se encuentra ubicada de acuerdo al orden de llegada y a los códigos de productos.
2. La mercadería se encuentra identificada en los módulos y en los palets y/o estantes de acuerdo a la experiencia en el manejo de almacén.
3. La salida de los productos terminados se realiza de acuerdo al formato interno para los de mayor vencimiento y la siguiente secuencia:
o Primero el producto con fecha de vencimiento mas cercana a la fecha actual.
o Luego se prosigue con las identificadas con la siguiente fecha hasta agotarlas. Del mismo modo se debe proceder para los productos con menor vencimiento. Concluido este ciclo ,se identificarán nuevamente con el formato interno las rumas con las fechas de vencimiento.
1. El encargado de los Módulos del almacén es el responsable de efectuar una ubicación e identificación de los productos recién ingresados para una adecuada rotación.
2. El Administrador del almacén debe verificar periódicamente que se aplique adecuadamente la rotación de los productos para asegurar el cumplimiento del sistema de Rotación basada en el Método FIFO.
1. UBICACION DE LA EXITENCIAS
Almacenar productos o materiales obliga al personal a conocer en cualquier momento el lugar donde se encuentra cada uno de lo artículos sin tener para ello, que recurrir a la memoria o a recordar donde se puso cada articulo cuando ingresó.
Sin embargo se recurre a la memoria especialmente de los productos pequeños y con mayor variedad recordando donde se puso cada articulo cuando ingresa al almacén.
En el capitulo de almacenes dijimos, que esta distribuido en módulos y en él existen parihuelas o palets que constituyen una unidad de carga de un determinado peso o tamaño donde se colocan de una manera especial sobre su base.
2. CODIGO DE UBICACIÓN
La codificación es indispensable para la buena administración de un almacén de materiales así como de productos terminados listos para la venta. Todo articulo debe tener un nombre y un numero que sirve de identificación en todos las áreas.
Existen dos codificaciones:
o El código del producto que lo tienen todos los productos y
o El código de producción que poseen las margarinas, detergentes, aceites. es decir los de vencimiento rápido
El código del producto sirve para identificar a los productos y el código de producción o vencimiento sirve; para realizar la rotación de la mercadería y evitar su deterioro. Ver vida útil de productos terminados Anexo R.
Todas las operaciones en el sistema de información se realizan por el código del producto. Por esto algunos productos, debido a su variedad, llegan con el código en sus empaques, especialmente si son importados para evitar confusiones en el almacenamiento y en la entrega al cliente.
El código de vencimiento esta formada de la siguiente manera
AA MM DD—To
VENCE: AA MM DD - T
Donde: AA: Últimos dígitos del año de fabricación o vencimiento
MM: Dígitos del mes de fabricación o vencimiento
DD: Dígitos del día de fabricación o vencimiento
T: Turno de producción
El código del producto esta formada por dos campos el primero tendrá las 3 primeras letras del nombre del producto; el segundo un número progresivo de 4 cifras, de la siguiente manera:
DAN 07642 Margarina La Danesa 24 x 50 GR
DOR 5864 Margarita Dorina clásica 30 x 250 GR
CIL 5124 Aceite Cii x 12 Litros Botella
1. CONCLUSIONES
o No hay manera de establecer con exactitud el requerimiento de artículos. ya que se envían según cuota ya establecida.
o La verificación y control de los artículos se resumen únicamente a cantidades realizando un control visual de artículos dañados.
o Igualmente el conocimiento de las fechas de vencimiento de los productos se realiza en forma visual, no habiendo un documento que lo indique.
o No se aprovecha el espacio total, el desorden que existente por la mala colocación de los productos, habiendo perdido de tiempo.
o La planificación y control de inventarios constituye una pieza clave para el funcionamiento correcto de la dependencia logística.
DIAGRAMA DE PARETO1.- INTRODUCCIÓNEste documento sirve de guía para la utilización de los Diagramas de Pareto enaquellas situaciones en que se requiere resaltar la diferente importancia de losfactores o elementos que contribuyen a un efecto.De forma sencilla y sistemática describe el proceso que se debe seguir para suconstrucción, explica los conceptos que introduce, muestra ejemplos prácticos desu utilidad e indica cómo obtener la máxima información y efectividad de estaherramienta.
2.- OBJETIVO Y ALCANCEDefinir las reglas básicas a seguir para la construcción y la utilización delDiagrama de Pareto, resaltando las situaciones en que puede o debe serutilizado.Es de aplicación a aquellos estudios o situaciones en que es necesario priorizar lainformación proporcionada por un conjunto de datos o elementos.Su utilización será beneficiosa para el desarrollo de los proyectos abordados porlos Equipos y Grupos de Mejora y por todos aquellos individuos u organismosimplicados en la mejora de la calidad.Además se recomienda su uso como herramienta de trabajo dentro de lasactividades habituales de gestión.
3.- RESPONSABILIDADESa) Grupo de trabajo o persona responsable del estudio:- Seguir las reglas que señala el procedimiento para la construcción de unDiagrama de Pareto y para su correcta interpretación.b) Dirección de Calidad- Asesorar, a los que así lo soliciten, en las bases para la construcción yutilización del Diagrama de Pareto.
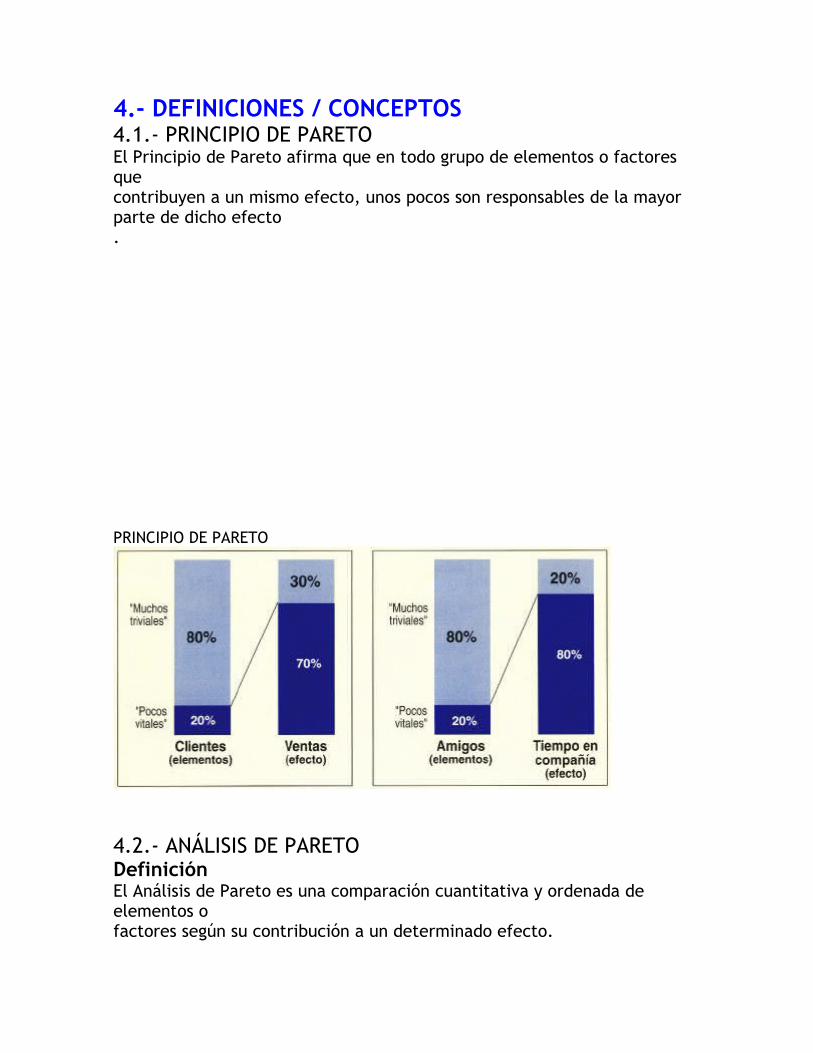
4.- DEFINICIONES / CONCEPTOS4.1.- PRINCIPIO DE PARETOEl Principio de Pareto afirma que en todo grupo de elementos o factores quecontribuyen a un mismo efecto, unos pocos son responsables de la mayor parte de dicho efecto.
PRINCIPIO DE PARETO
4.2.- ANÁLISIS DE PARETODefiniciónEl Análisis de Pareto es una comparación cuantitativa y ordenada de elementos ofactores según su contribución a un determinado efecto.
El objetivo de esta comparación es clasificar dichos elementos o factores en doscategorías: Las "Pocas Vitales" (los elementos muy importantes en sucontribución) y los "Muchos Triviales" (los elementos poco importantes en ella).Características principalesA continuación se comentan una serie de características que ayudan acomprender la naturaleza de la herramienta.PriorizaciónIdentifica los elementos que más peso o importancia tienen dentro de un grupo.Unificación de CriteriosEnfoca y dirige el esfuerzo de los componentes del grupo de trabajo hacia unobjetivo prioritario común.Carácter objetivoSu utilización fuerza al grupo de trabajo a tomar decisiones basadas en datos yhechos objetivos y no en ideas subjetivas.4.3.- TABLAS Y DIAGRAMAS DE PARETODefiniciónLas Tablas y Diagramas de Pareto son herramientas de representación utilizadaspara visualizar el Análisis de Pareto.El Diagrama de Pareto es la representación gráfica de la Tabla de Paretocorrespondiente.
Características principalesA continuación se comentan una serie de características fundamentales de lasTablas y los Diagramas de Pareto.SimplicidadTanto la Tabla como el Diagrama de Pareto no requieren ni cálculos complejos nitécnicas sofisticadas de representación gráfica.Impacto visualEl Diagrama de Pareto comunica de forma clara, evidente y de un "vistazo", elResultado del análisis de comparación y priorización.
TABLA DE PARETO DIAGRAMA DE PARETO
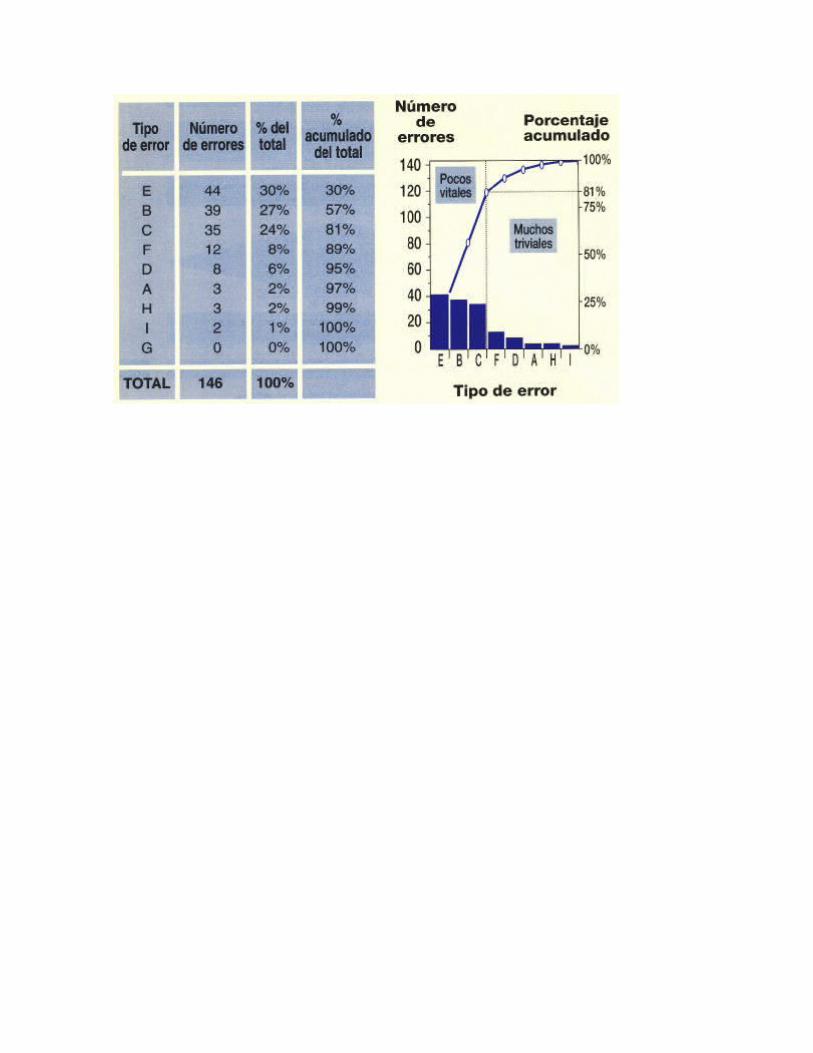
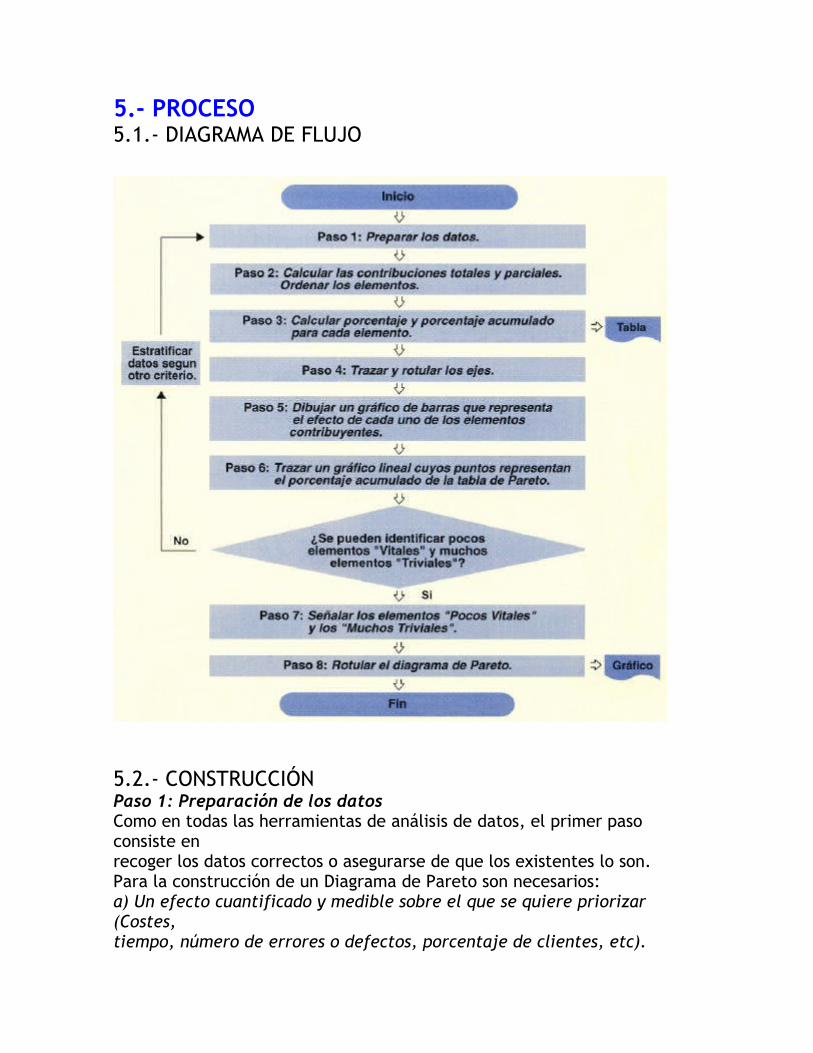
5.- PROCESO5.1.- DIAGRAMA DE FLUJO
5.2.- CONSTRUCCIÓNPaso 1: Preparación de los datosComo en todas las herramientas de análisis de datos, el primer paso consiste enrecoger los datos correctos o asegurarse de que los existentes lo son.Para la construcción de un Diagrama de Pareto son necesarios:a) Un efecto cuantificado y medible sobre el que se quiere priorizar (Costes,tiempo, número de errores o defectos, porcentaje de clientes, etc).
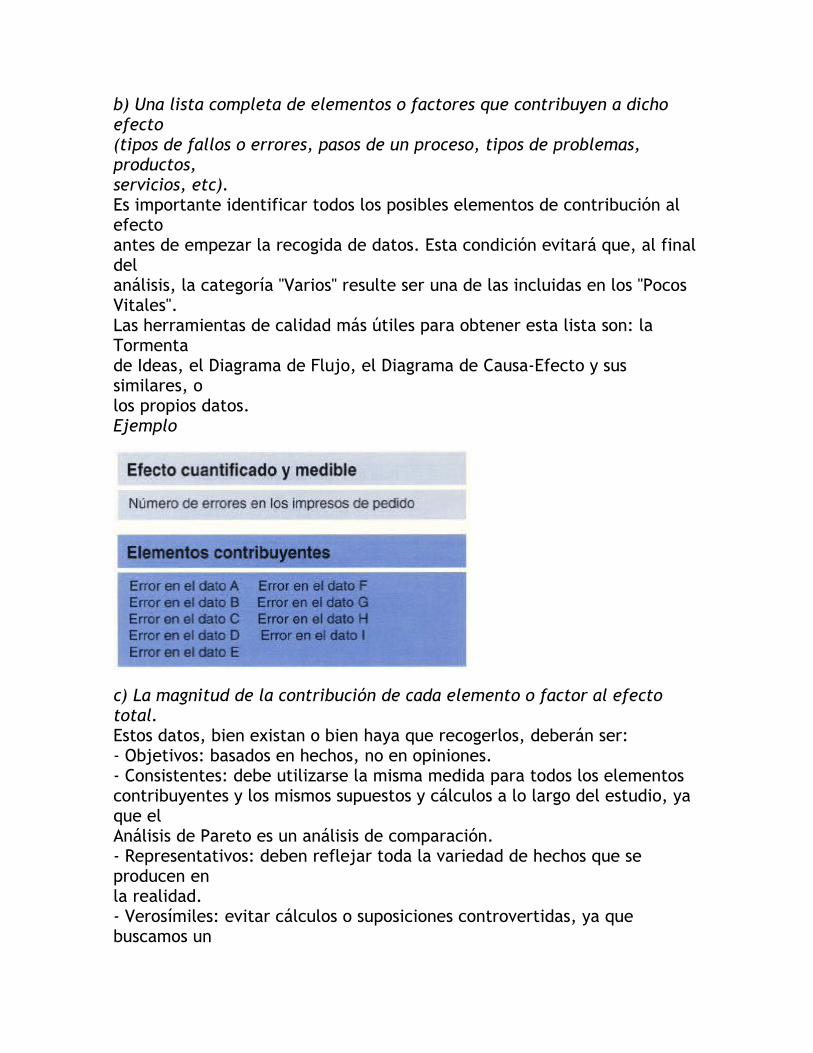
b) Una lista completa de elementos o factores que contribuyen a dicho efecto(tipos de fallos o errores, pasos de un proceso, tipos de problemas, productos,servicios, etc).Es importante identificar todos los posibles elementos de contribución al efectoantes de empezar la recogida de datos. Esta condición evitará que, al final delanálisis, la categoría "Varios" resulte ser una de las incluidas en los "PocosVitales".Las herramientas de calidad más útiles para obtener esta lista son: la Tormentade Ideas, el Diagrama de Flujo, el Diagrama de Causa-Efecto y sus similares, olos propios datos.Ejemplo
c) La magnitud de la contribución de cada elemento o factor al efecto total.Estos datos, bien existan o bien haya que recogerlos, deberán ser:- Objetivos: basados en hechos, no en opiniones.- Consistentes: debe utilizarse la misma medida para todos los elementoscontribuyentes y los mismos supuestos y cálculos a lo largo del estudio, ya que elAnálisis de Pareto es un análisis de comparación.- Representativos: deben reflejar toda la variedad de hechos que se producen enla realidad.- Verosímiles: evitar cálculos o suposiciones controvertidas, ya que buscamos un
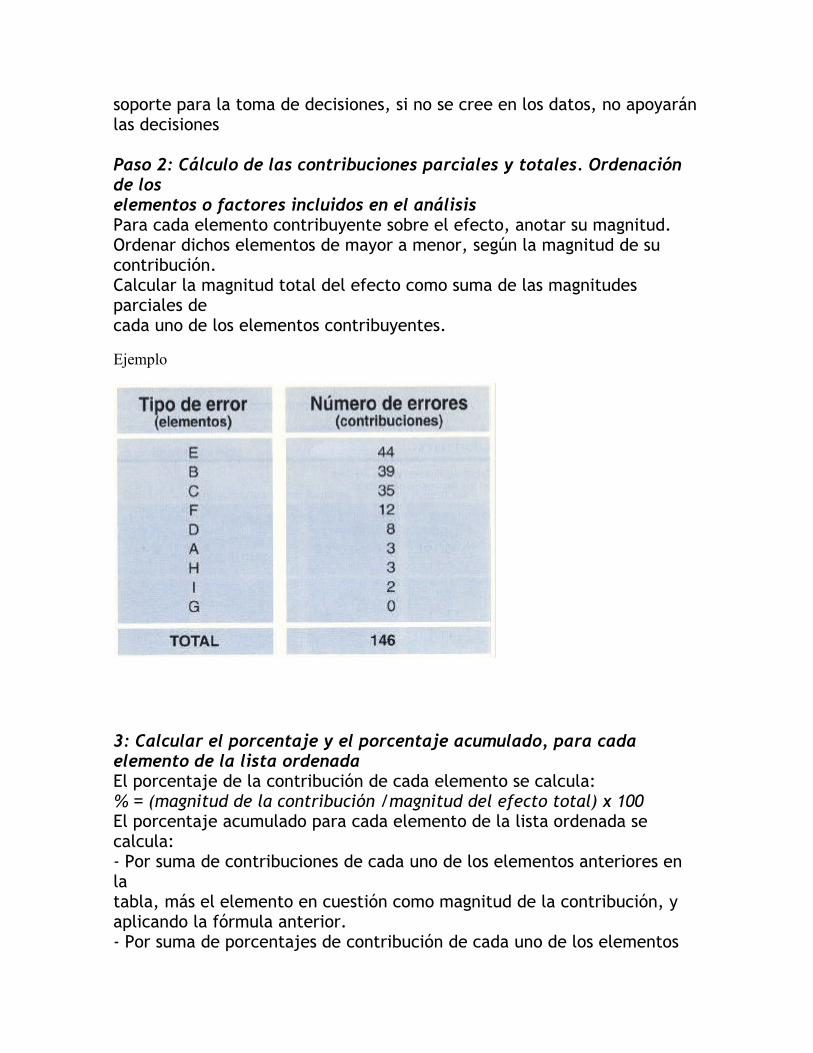
soporte para la toma de decisiones, si no se cree en los datos, no apoyarán las decisiones
Paso 2: Cálculo de las contribuciones parciales y totales. Ordenación de loselementos o factores incluidos en el análisisPara cada elemento contribuyente sobre el efecto, anotar su magnitud.Ordenar dichos elementos de mayor a menor, según la magnitud de sucontribución.Calcular la magnitud total del efecto como suma de las magnitudes parciales decada uno de los elementos contribuyentes.
Ejemplo
3: Calcular el porcentaje y el porcentaje acumulado, para cadaelemento de la lista ordenadaEl porcentaje de la contribución de cada elemento se calcula:% = (magnitud de la contribución /magnitud del efecto total) x 100El porcentaje acumulado para cada elemento de la lista ordenada se calcula:- Por suma de contribuciones de cada uno de los elementos anteriores en latabla, más el elemento en cuestión como magnitud de la contribución, yaplicando la fórmula anterior.- Por suma de porcentajes de contribución de cada uno de los elementos
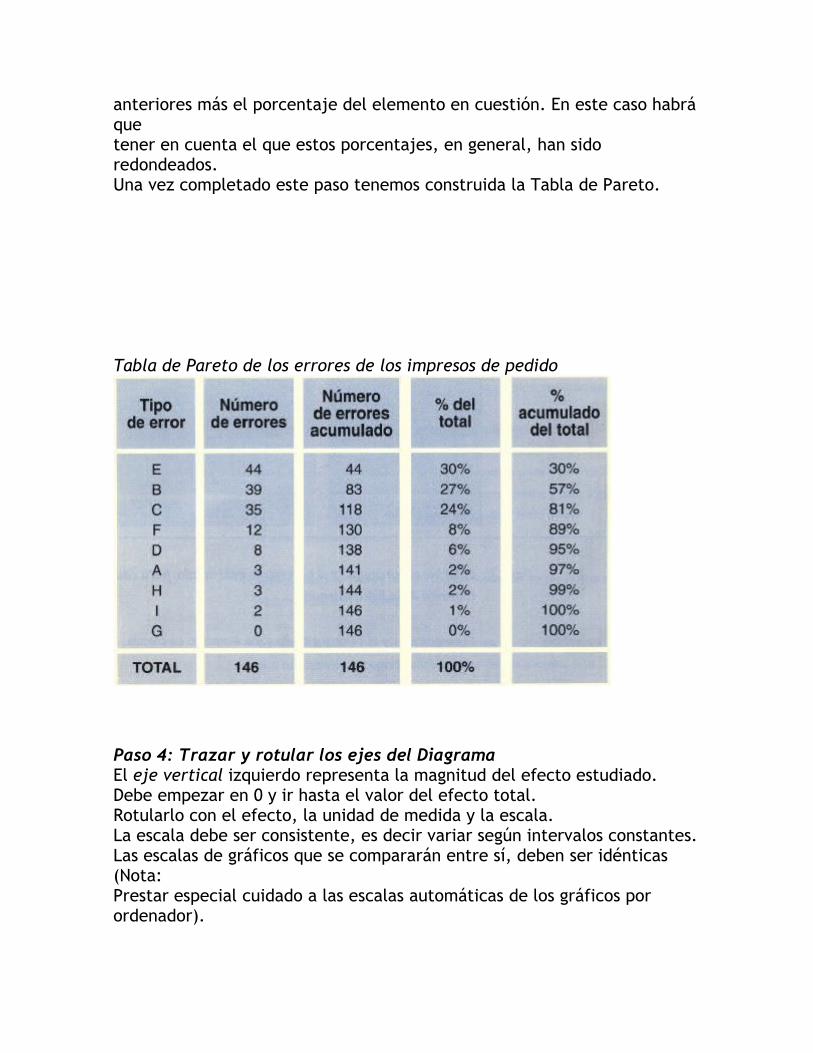
anteriores más el porcentaje del elemento en cuestión. En este caso habrá quetener en cuenta el que estos porcentajes, en general, han sido redondeados.Una vez completado este paso tenemos construida la Tabla de Pareto.
Tabla de Pareto de los errores de los impresos de pedido
Paso 4: Trazar y rotular los ejes del DiagramaEl eje vertical izquierdo representa la magnitud del efecto estudiado.Debe empezar en 0 y ir hasta el valor del efecto total.Rotularlo con el efecto, la unidad de medida y la escala.La escala debe ser consistente, es decir variar según intervalos constantes.Las escalas de gráficos que se compararán entre sí, deben ser idénticas (Nota:Prestar especial cuidado a las escalas automáticas de los gráficos porordenador).
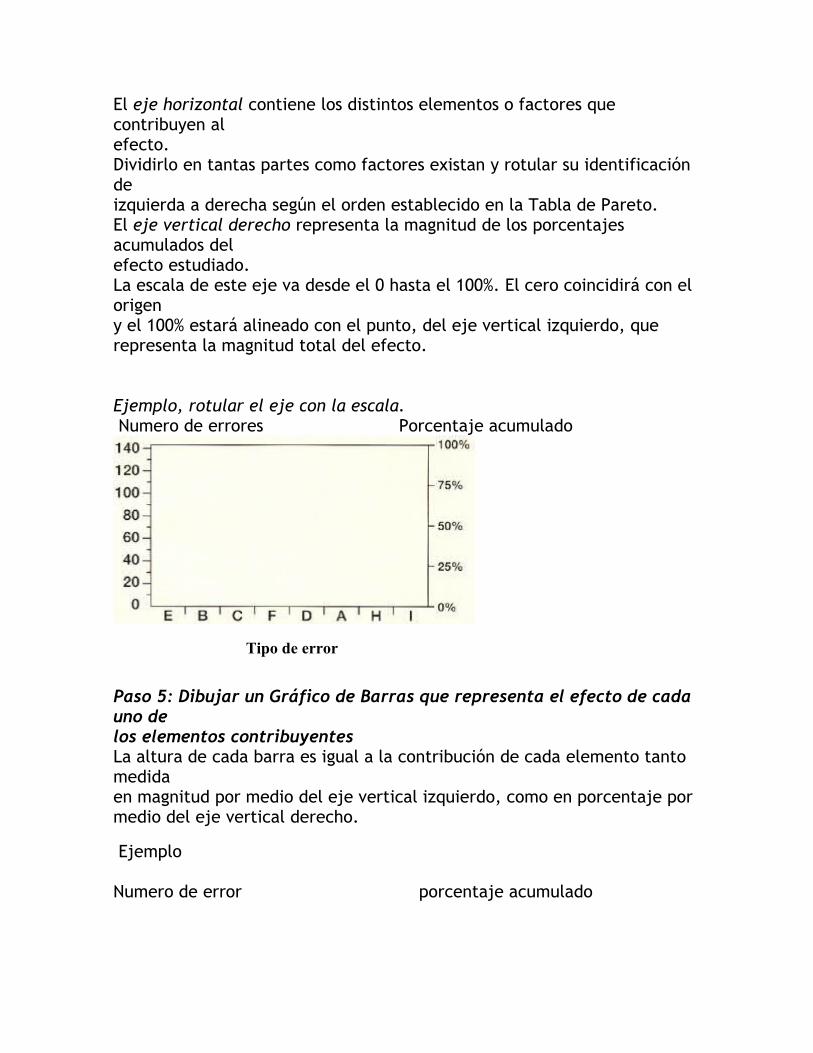
El eje horizontal contiene los distintos elementos o factores que contribuyen alefecto.Dividirlo en tantas partes como factores existan y rotular su identificación deizquierda a derecha según el orden establecido en la Tabla de Pareto.El eje vertical derecho representa la magnitud de los porcentajes acumulados delefecto estudiado.La escala de este eje va desde el 0 hasta el 100%. El cero coincidirá con el origeny el 100% estará alineado con el punto, del eje vertical izquierdo, que representa la magnitud total del efecto.
Ejemplo, rotular el eje con la escala. Numero de errores Porcentaje acumulado
Tipo de error
Paso 5: Dibujar un Gráfico de Barras que representa el efecto de cada uno delos elementos contribuyentesLa altura de cada barra es igual a la contribución de cada elemento tanto medidaen magnitud por medio del eje vertical izquierdo, como en porcentaje por medio del eje vertical derecho.
Ejemplo
Numero de error porcentaje acumulado
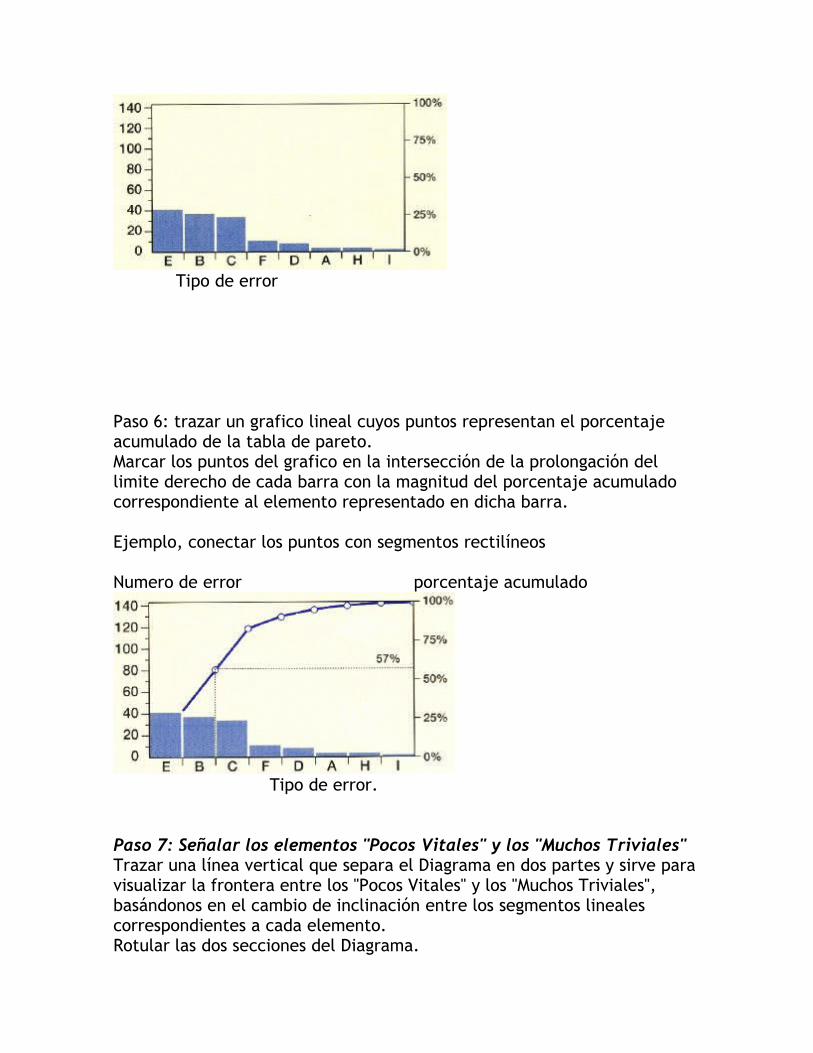
Tipo de error
Paso 6: trazar un grafico lineal cuyos puntos representan el porcentaje acumulado de la tabla de pareto.Marcar los puntos del grafico en la intersección de la prolongación del limite derecho de cada barra con la magnitud del porcentaje acumulado correspondiente al elemento representado en dicha barra.
Ejemplo, conectar los puntos con segmentos rectilíneos
Numero de error porcentaje acumulado
Tipo de error.
Paso 7: Señalar los elementos "Pocos Vitales" y los "Muchos Triviales"Trazar una línea vertical que separa el Diagrama en dos partes y sirve paravisualizar la frontera entre los "Pocos Vitales" y los "Muchos Triviales",basándonos en el cambio de inclinación entre los segmentos linealescorrespondientes a cada elemento.Rotular las dos secciones del Diagrama.
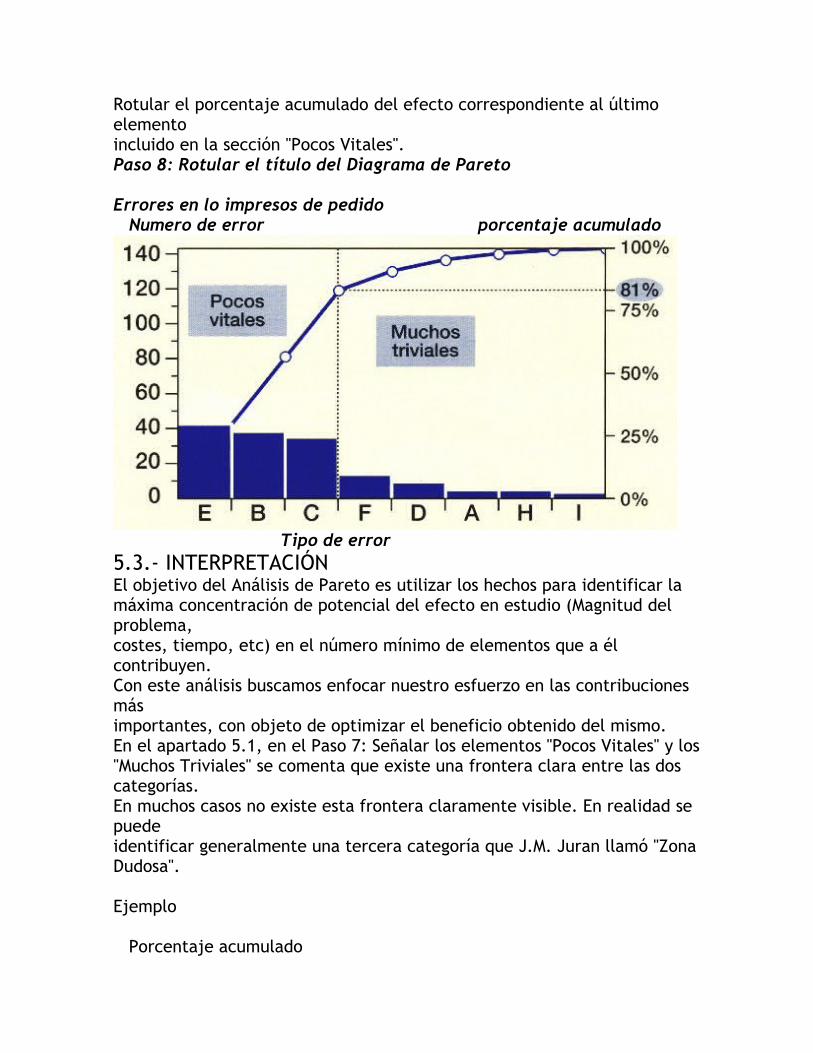
Rotular el porcentaje acumulado del efecto correspondiente al último elementoincluido en la sección "Pocos Vitales".Paso 8: Rotular el título del Diagrama de Pareto
Errores en lo impresos de pedido Numero de error porcentaje acumulado
Tipo de error5.3.- INTERPRETACIÓNEl objetivo del Análisis de Pareto es utilizar los hechos para identificar lamáxima concentración de potencial del efecto en estudio (Magnitud del problema,costes, tiempo, etc) en el número mínimo de elementos que a él contribuyen.Con este análisis buscamos enfocar nuestro esfuerzo en las contribuciones másimportantes, con objeto de optimizar el beneficio obtenido del mismo.En el apartado 5.1, en el Paso 7: Señalar los elementos "Pocos Vitales" y los"Muchos Triviales" se comenta que existe una frontera clara entre las doscategorías.En muchos casos no existe esta frontera claramente visible. En realidad se puedeidentificar generalmente una tercera categoría que J.M. Juran llamó "Zona Dudosa".
Ejemplo
Porcentaje acumulado
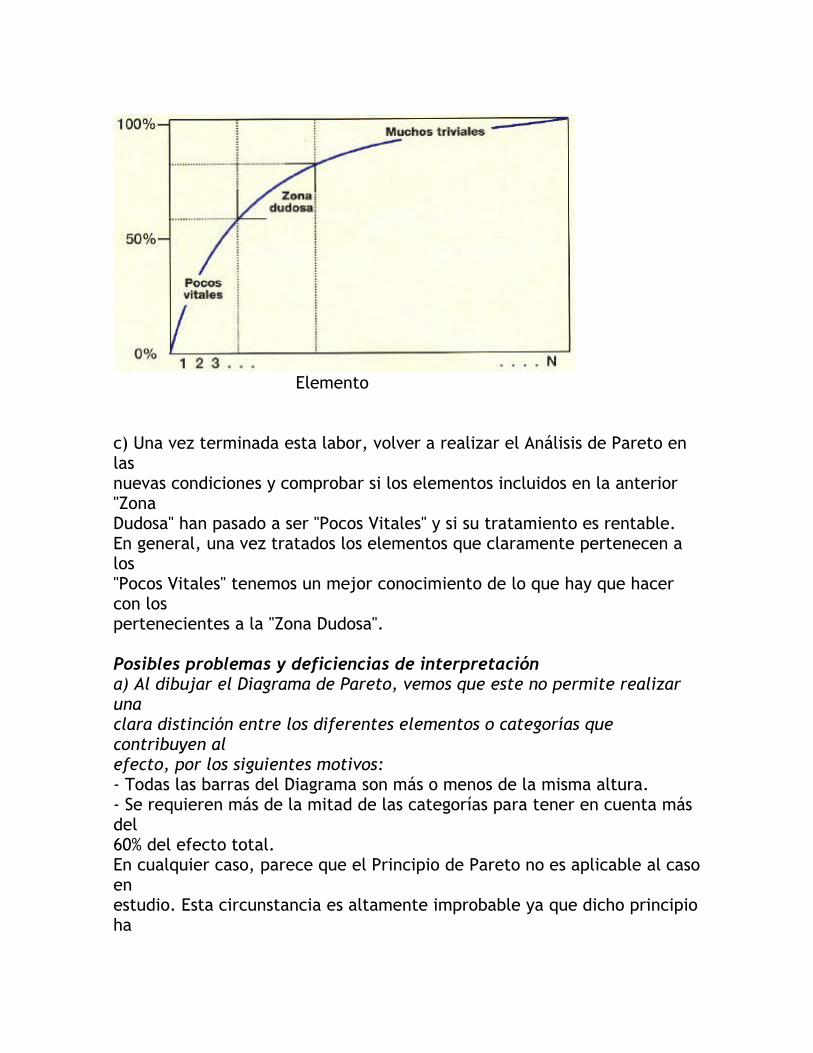
Elemento
c) Una vez terminada esta labor, volver a realizar el Análisis de Pareto en lasnuevas condiciones y comprobar si los elementos incluidos en la anterior "ZonaDudosa" han pasado a ser "Pocos Vitales" y si su tratamiento es rentable.En general, una vez tratados los elementos que claramente pertenecen a los"Pocos Vitales" tenemos un mejor conocimiento de lo que hay que hacer con lospertenecientes a la "Zona Dudosa".
Posibles problemas y deficiencias de interpretacióna) Al dibujar el Diagrama de Pareto, vemos que este no permite realizar unaclara distinción entre los diferentes elementos o categorías que contribuyen alefecto, por los siguientes motivos:- Todas las barras del Diagrama son más o menos de la misma altura.- Se requieren más de la mitad de las categorías para tener en cuenta más del60% del efecto total.En cualquier caso, parece que el Principio de Pareto no es aplicable al caso enestudio. Esta circunstancia es altamente improbable ya que dicho principio ha
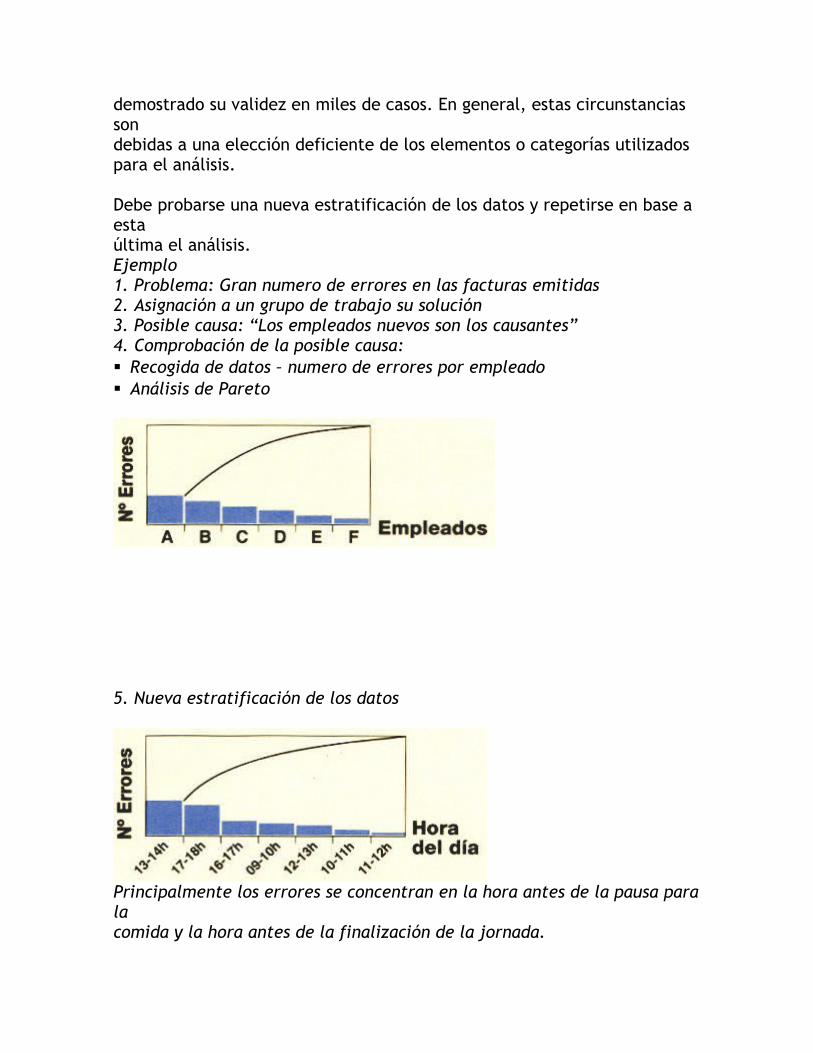
demostrado su validez en miles de casos. En general, estas circunstancias sondebidas a una elección deficiente de los elementos o categorías utilizados para el análisis.
Debe probarse una nueva estratificación de los datos y repetirse en base a estaúltima el análisis.Ejemplo1. Problema: Gran numero de errores en las facturas emitidas2. Asignación a un grupo de trabajo su solución3. Posible causa: “Los empleados nuevos son los causantes”4. Comprobación de la posible causa:Recogida de datos – numero de errores por empleadoAnálisis de Pareto
5. Nueva estratificación de los datos
Principalmente los errores se concentran en la hora antes de la pausa para lacomida y la hora antes de la finalización de la jornada.
) Obtención de priorizaciones erróneas debido a deficiencias en los datosiniciales (Los datos no eran objetivos, consistentes, representativos y/overosímiles).Deberán conseguirse nuevos datos sujetos a dichas condiciones.c) Uno de los elementos "Pocos Vitales" es la categoría "Varios". En este caso sedebe replantear la clasificación de categorías realizada profundizando en elfenómeno o efecto estudiado y repetir el análisis efectuado.5.4.- UTILIZACIÓNEl Análisis de Pareto sirve para establecer prioridades y para enfocar y dirigir lasacciones a desarrollar posteriormente.Por otra parte permite basar la toma de decisiones en parámetros objetivos, portanto, permite unificar criterios y crear consenso.Utilización en las fases del proceso de solución de problemas:Este Análisis es aplicable en todos los casos en que se deban establecerprioridades para no dispersar el esfuerzo y optimizar el resultado de dichainversión. En particular:- Para asignar prioridades a los problemas durante la definición y selección deproyectos.- Para identificar las causas claves de un problema.- Para comprobar los resultados de un grupo de trabajo una vez implantada lasolución propuesta por el mismo.A este fin se compara el Diagrama de Pareto de la situación inicial con el de lasituación actual y se comprueba que la contribución de los elementosinicialmente más importantes haya disminuido notablemente.
6.- ANEXOSEjemplo 1 Hurtos en un gran almacénUn gran almacén, que registraba elevados costes por hurtos, encargó a un grupode trabajo resolver el problema. Como el almacén disponía de varias plantas y
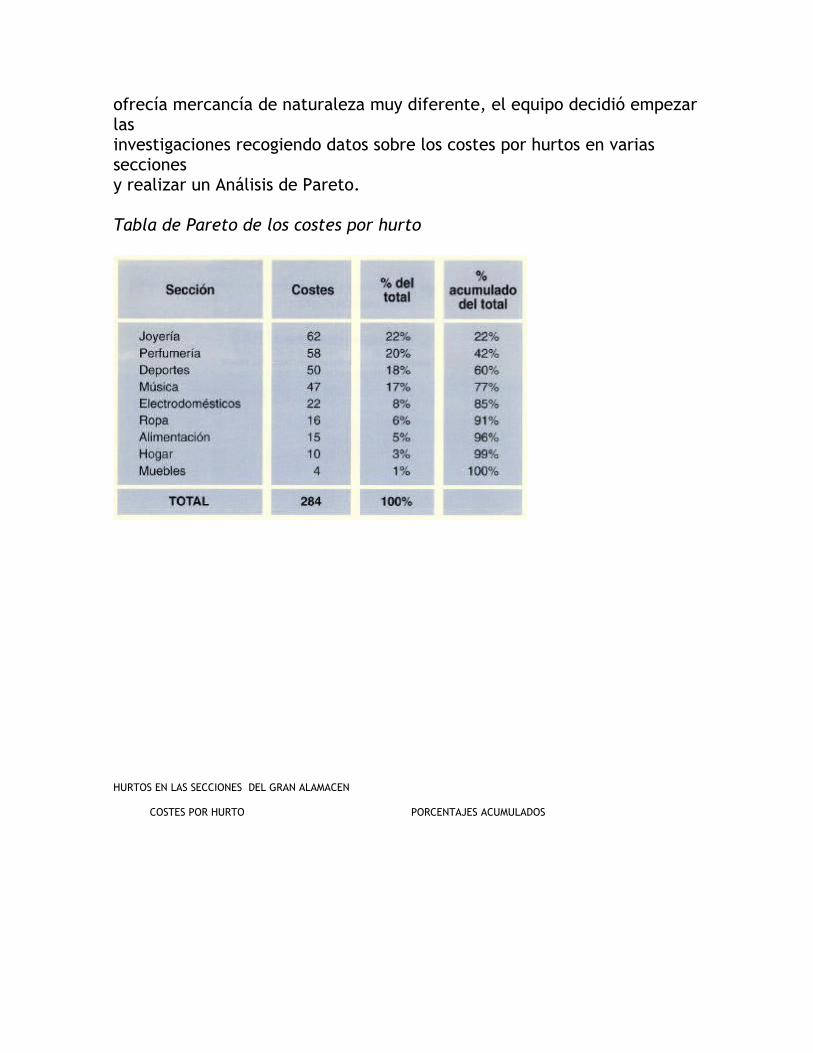
ofrecía mercancía de naturaleza muy diferente, el equipo decidió empezar lasinvestigaciones recogiendo datos sobre los costes por hurtos en varias seccionesy realizar un Análisis de Pareto.
Tabla de Pareto de los costes por hurto
HURTOS EN LAS SECCIONES DEL GRAN ALAMACEN
COSTES POR HURTO PORCENTAJES ACUMULADOS
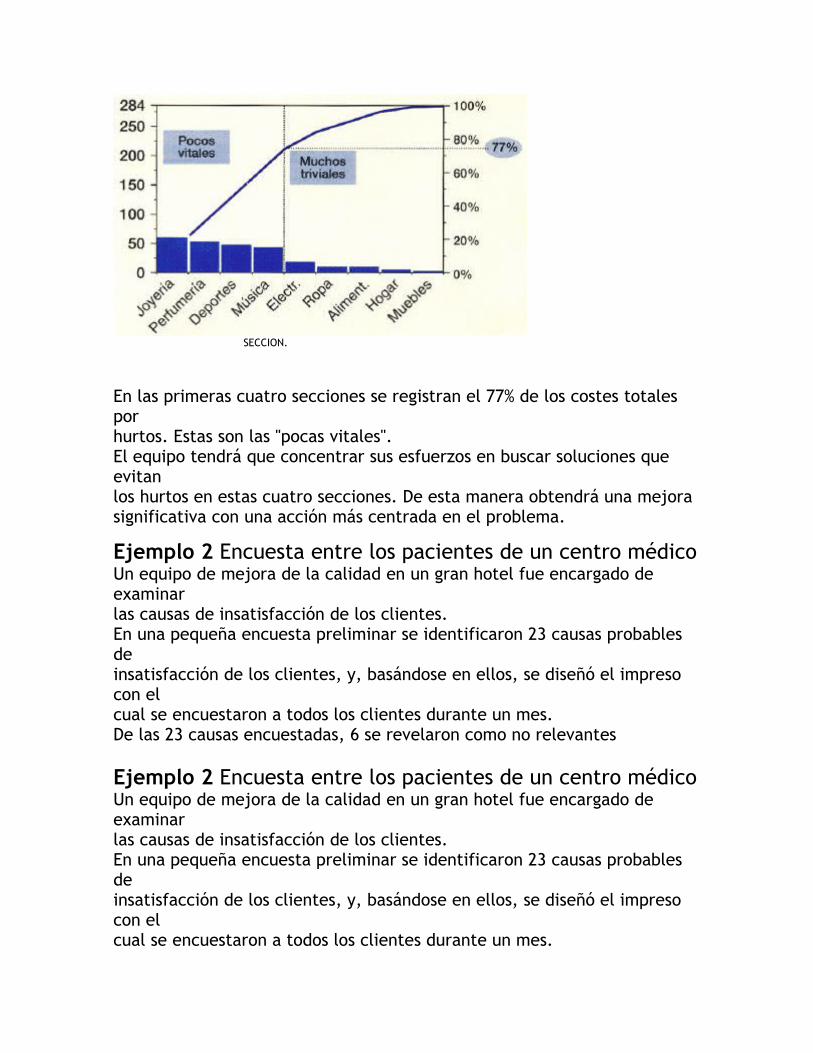
SECCION.
En las primeras cuatro secciones se registran el 77% de los costes totales porhurtos. Estas son las "pocas vitales".El equipo tendrá que concentrar sus esfuerzos en buscar soluciones que evitanlos hurtos en estas cuatro secciones. De esta manera obtendrá una mejora significativa con una acción más centrada en el problema.
Ejemplo 2 Encuesta entre los pacientes de un centro médicoUn equipo de mejora de la calidad en un gran hotel fue encargado de examinarlas causas de insatisfacción de los clientes.En una pequeña encuesta preliminar se identificaron 23 causas probables deinsatisfacción de los clientes, y, basándose en ellos, se diseñó el impreso con elcual se encuestaron a todos los clientes durante un mes.De las 23 causas encuestadas, 6 se revelaron como no relevantes
Ejemplo 2 Encuesta entre los pacientes de un centro médicoUn equipo de mejora de la calidad en un gran hotel fue encargado de examinarlas causas de insatisfacción de los clientes.En una pequeña encuesta preliminar se identificaron 23 causas probables deinsatisfacción de los clientes, y, basándose en ellos, se diseñó el impreso con elcual se encuestaron a todos los clientes durante un mes.
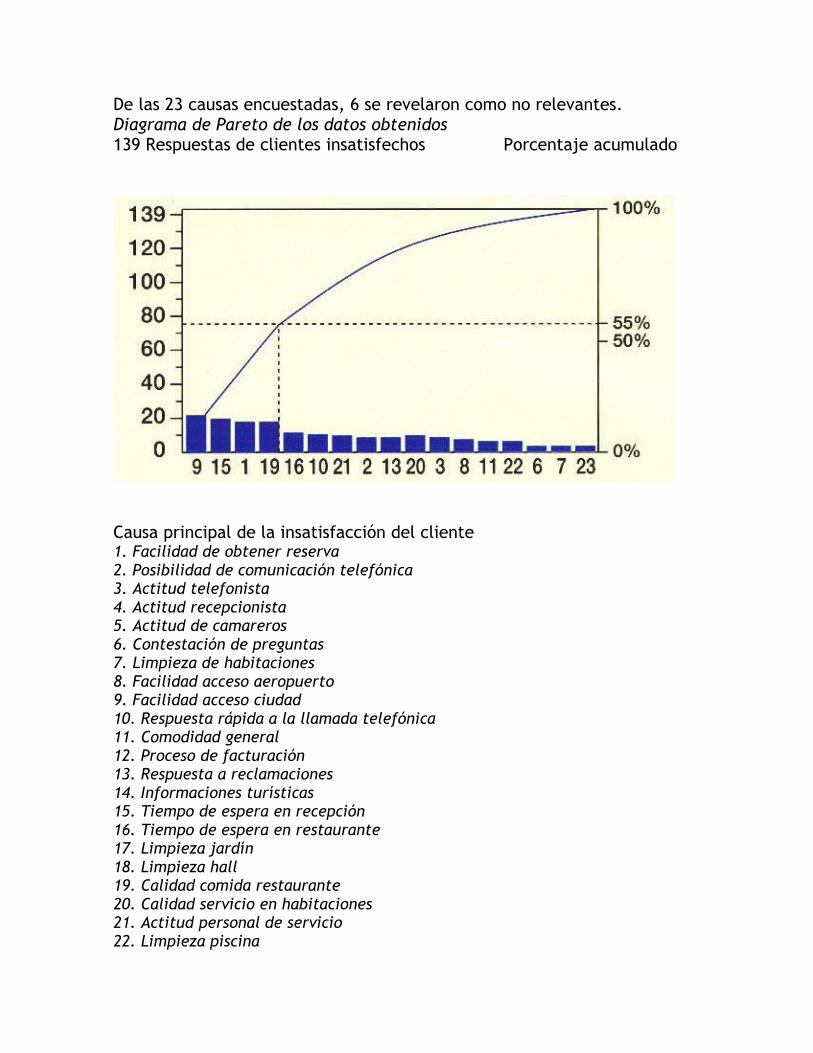
De las 23 causas encuestadas, 6 se revelaron como no relevantes.Diagrama de Pareto de los datos obtenidos139 Respuestas de clientes insatisfechos Porcentaje acumulado
Causa principal de la insatisfacción del cliente1. Facilidad de obtener reserva2. Posibilidad de comunicación telefónica3. Actitud telefonista4. Actitud recepcionista5. Actitud de camareros6. Contestación de preguntas7. Limpieza de habitaciones8. Facilidad acceso aeropuerto9. Facilidad acceso ciudad10. Respuesta rápida a la llamada telefónica11. Comodidad general12. Proceso de facturación13. Respuesta a reclamaciones14. Informaciones turísticas15. Tiempo de espera en recepción16. Tiempo de espera en restaurante17. Limpieza jardín18. Limpieza hall19. Calidad comida restaurante20. Calidad servicio en habitaciones21. Actitud personal de servicio22. Limpieza piscina
23. Satisfacción generalAtacando sólo 4 de las 23 causas, había un potencial de mejora de la satisfacciónde los clientes de más del 50%.Este caso matiza además la importancia de basarse en datos y no en suposicionesu opiniones internas, puesto que la clasificación de "facilidad acceso ciudad"como la principal causa de insatisfacción era absolutamente inesperada por el equipo.
7.- UTILIZACIÓN DE LA HERRAMIENTALa herramienta es muy útil para: La herramienta es útil para:- Priorización de Causas- Identificación de Proyectos- Evaluación de la Solución Implantada- Determinación de causas
8.- RELACIÓN CON OTRAS HERRAMIENTASLa herramienta está fuertementerelacionada con:La herramienta está débilmenterelacionada con:- Gráficos de Gestión- Hojas de Comprobación y Recogida deDatos- Tormenta de ideas.
ABC: EL SISTEMA DE COSTOS BASADO EN LAS ACTIVIDADES.
El modelo de costos tradicionalmente aplicado a las empresas en los últimos tiempos, la eficiencia productiva no se remite únicamente a la maximización de la producción y a la minimización de El modelo de costos tradicionalmente aplicado a las empresas en los últimos tiempos ha perdido validez, ya que la eficiencia productiva no se remite únicamente a la maximización de la producción y a la minimización de los costos.El mundo, la sociedad, las organizaciones, los individuos y el entorno tienden a cambiar rápidamente, es por ello que todas las cosas que rodean estos sistemas tienen que acoplarse al ritmo de substitución de las normas que rigen el nuevo orden social y para el caso que compete a este artículo, el productivo y empresarial.
El modelo de calculo de los costos para las empresas es de suma importancia, ya que estos son los que determinan la viabilidad del negocio, los que determinan mayoritariamente el grado de productividad y eficacia en la utilización de los recursos, por eso un modelo de costos no puede basarse solamente en asignar los costos sobre un factor determinado, que para el orden empresarial puede ser insignificante o poco representativo de lo que en realidad simboliza.
A continuación se presentará una explicación clara del fundamento y los componentes del sistema de costos basado en las actividades (Activity based costing).
Contexto Teórico
A=ACTIVITY B=BASED C= COSTING
Las actividades son todo el conjunto de labores y tareas elementales cuya realización determina los productos finales de la producción.
EL ABC DE LOS COSTOS
Las empresas no pueden seguir realizando tareas que no le generen valor, deben eliminarse todas aquellas tareas que entorpezcan o no ayuden al desempeño eficaz de los factores productivos, por que este valor es lo que le da el posicionamiento privilegiado o menospreciado que se tenga el mercado, medido esto por la calidad de sus productos, la eficacia de los servicios, los precios bajos , crédito remanente, etc.
El modelo de costos debe aplicarse a la formación de la cadena de valor de la empresa, distribuyendo los costos de la manera menos arbitraria posible.
El sistema de costos basado en las actividades pretende establecer el conjunto de acciones que tienen por objetivo la creación de valor empresarial, por medio del consumo de recursos alternativos, que encuentren en esta conexión su relación causal de imputación. "La contabilidad de costos por actividades plantea no sólo un modelo de calculo de costos por actividades empresariales, siendo el calculo de los productos un subproducto material, pero no principal, de este enfoque, sino que constituye un instrumento fundamental del análisis y reflexión estratégica tanto de la organización empresarial como del lanzamiento y explotación de nuevos productos, por lo que su campo de actuación se extiende desde la concepción y diseño de cada producto hasta su explotación definitiva".
Fases para implementar el ABC
El modelo de costeo ABC es un modelo que se basa en la agrupación en centros de costos que conforman una secuencia de valor de los productos y servicios de la actividad productiva de la empresa. Centra sus esfuerzos en el razonamiento de gerenciar en forma adecuada las actividades que causan costos y que se relacionan a través de su consumo con el costo de los productos. Lo más importante es conocer la generación de los costos para obtener el mayor beneficio posible de ellos, minimizando todos los factores que no añadan valor.
Las actividades se relacionan en conjuntos que forman el total de los procesos productivos, los que son ordenados de forma secuencial y simultanea, para así obtener los diferentes estados de costo que se acumulan en la producción y el valor que agregan a cada proceso. Los procesos se definen como "Toda la organización racional de instalaciones, maquinaria, mano de obra, materia prima, energía y procedimientos para conseguir el resultado final". En los estudios que se hacen sobre el ABC se separan o se describen las actividades y los procesos, a continuación se relacionan las más comunes:
Actividades
1Homologar productos
2Negociar precios
3Clasificar proveedores
4Recepcionar materiales
5Planificar la producción
6Expedir pedidos
7Facturar
8Cobrar
9Diseñar nuevos productos, etc.
Procesos
1Compras
2Ventas
3Finanzas
4Personal
5Planeación
6 Investigación y desarrollo, etc.
Las actividades y los procesos para ser operativos desde del punto de vista de eficiencia, necesitan ser homogéneos para medirlos en funciones operativas de los productos.
Identificación de actividades
En el proceso de identificación dentro del modelo ABC se debe en primer lugar ubicar las actividades de forma adecuada en los procesos productivos que agregan valor, para que en el momento que se inicien operaciones, la organización tenga la capacidad de responder con eficiencia y eficacia a las exigencias que el mercado le imponga. Después que se hayan especificado las actividades en la empresa y se agrupen en los procesos adecuados, es necesario establecer las unidades de trabajo, los transmisores de costos y la relación de transformación de los factores para medir con ello la productividad de los inputs y para transmitir racionalmente el costo de los inputs sobre el costo de los outputs.
Un estudio de la secuencia de actividades y procesos, unido a sus costos asociados, podrá ofrecer a las directivas de la organización una visión de los puntos críticos de la cadena de valor, así como la información relativa para realizar una mejora continua que puede aplicarse en el proceso creador de valor. Al conocer los factores causales que accionan las actividades, es fácil aplicar los inductores de eficiencia (Perfomance drivers) que son aquellos factores que influyen decisivamente en el perfeccionamiento de algún atributo de eficiencia de la actividad cuyo afinamiento contribuirá a completar la armonía de la combinación productiva. Estos inductores suelen enfocarse hacia la mejora de la calidad o características de los procesos y productos, a conseguir reducir los plazos, a mejorar el camino crítico de las actividades centrales y a reducir costos.
Por último es necesario establecer un sistema de indicadores de control que muestren continuamente como va el funcionamiento de las actividades y procesos y el progreso de los inductores de eficiencia. Este control consiste en la comparación de el estado real de la acción frente al objetivo propuesto, estableciendo los correctores adecuados para llevarlos a la cadena de valor propuesta.
EL SISTEMA DE COSTEO ABC ESTA BASADO EN DOS ETAPAS, LA PRIMERA CARGA COSTOS GENERALES A POOLS DE COSTOS BASADOS EN LA ACTIVIDAD Y LA SEGUNDA UTILIZA UNA SERIE DE RATIOS BASADOS EN LOS COST DRIVERS PARA ASIGNAR LOS COSTOS DE LOS POOLS A LAS LÍNEAS DE PRODUCTOS
Instrumentación del ABC
Al tener identificadas y establecidas las actividades, los procesos y los factores que miden la transformación de los factores, es necesario aplicar al modelo una fase operativa de costos ya que es sabido que toda actividad y proceso consume un costo, como así los productos y servicios consumen una actividad. En este modelo los costos afectan directamente la materia prima y la mano de obra frente a los productos finales, distribuyendo entre las actividades el resto, ya que por una parte se consumen recursos y por otras son utilizadas para obtener los outputs.
Como las actividades cuentan con una relación directa con los productos, con el sistema de costos basado en las actividades se logra transformar los costos indirectos respecto a los productos en costo directo respecto de las actividades, lo que conlleva a una forma más eficaz de la transformación del costo de los factores en el costo de los productos y servicios.
Después de realizar los anteriores pasos, se deben agrupar los costos de las actividades de acuerdo a su nivel de causalidad para la obtención de los productos y servicios en:
1Actividades a nivel interno del producto (Unit level)
2Actividades relacionadas con los pedidos de producción (Batch-level)
3Actividades relacionadas con el mantenimiento del producto (Product-level)
4Actividades relacionadas con el mantenimiento de la producción (Product-sustaining)
5Actividades relacionadas con la investigación y desarrollo (Facility-level)
6Actividades encaminadas al proceso continuo de apoyo al cliente (Customers- level)
Asignación de los costos
En un sistema de costeo ABC, se asigna primero el costo a las actividades y luego a los productos, llegando a una mayor precisión en la imputación.
Etapas para la asignación
Primera etapa: En esta etapa, los costos se clasifican en un conjunto de costos generales o pool para los cuales las variaciones pueden explicarse mediante un solo cost-driver.
Segunda etapa: En esta etapa, el costo por unidad de cada pool es asignado a los productos. Se hace utilizando el ratio de pool calculado en la primera etapa y la medida del montante de recursos consumidos por cada producto. El cálculo de los costos asignados desde cada pool de costo a cada producto es:
Costos generales aplicados = Ratios de pool * Unidades utilizadas de cost- driver
El total de costos generales asignados de esta forma se divide por el número de unidades producidas. El resultado es el costo unitario de costos generales de producción. Añadiendo este coste al unitario por materiales y por mano de obra directa, se obtiene el costo unitario de producción.
Factores de asignación
Los factores de asignación, están relacionados con las etapas frente a su diseño y operatividad de forma directa. Estos factores son la elección de pools de costos, la selección de medios de distribución de los costos generales a los pools de costos y la elección de un cost-drivers para cada pool de costo. Estos factores representan el mecanismo básico de un sistema ABC.
Finalidad del modelo ABC
Los estudiosos de este sistema tienen variadas teorías sobre la finalidad del modelo, dentro de las más utilitarias se pueden extractar:
1 Producir información útil para establecer el costo por producto.
2 Obtención de información sobre los costos por líneas de producción.
3 Análisis ex-post de la rentabilidad.
4 Utilizar la información obtenida para establecer políticas de toma de decisiones de la dirección.
5 Producir información que ayude en la gestión de los procesos productivos.
Instauración un sistema de costeo ABC en la empresa
Beneficios
1 Facilita el costeo justo por línea de producción, particularmente donde son significativos los costos generales no relacionados con el volumen.
2 Analiza otros objetos del costo además de los productos.
3 Indica inequívocamente los costos variables a largo plazo del producto.
4 Produce medidas financieras y no financieras, que sirven para la gestión de costos y para la evaluación del rendimiento operacional.
5 Ayuda a la identificación y comportamiento de costos y de esta forma tiene el potencial para mejorar la estimación de costos.
Limitaciones
1 Existe poca evidencia que su implementación mejore la rentabilidad corporativa.
2 No se conocen consecuencias en cuanto al comportamiento humano y organizacional.
3 La información obtenida es histórica.
4 La selección de cost-drivers y costos comunes a varias actividades no se encuentran satisfactoriamente resueltos.
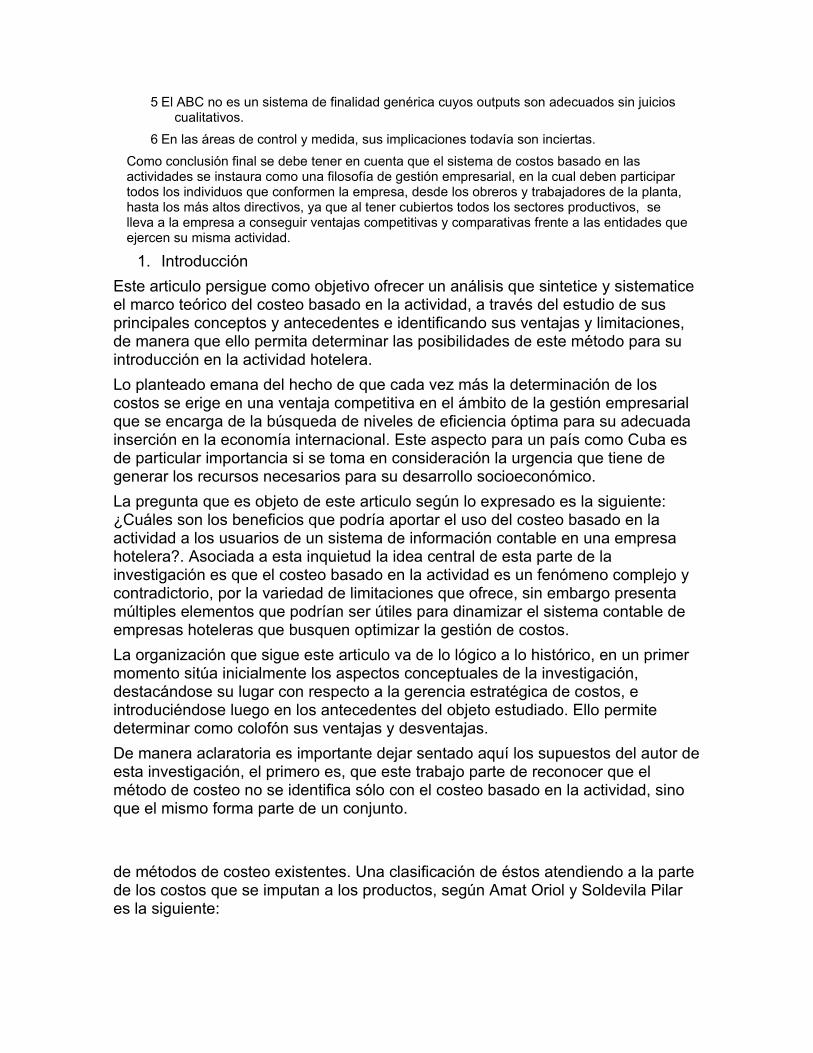
5 El ABC no es un sistema de finalidad genérica cuyos outputs son adecuados sin juicios cualitativos.
6 En las áreas de control y medida, sus implicaciones todavía son inciertas.
Como conclusión final se debe tener en cuenta que el sistema de costos basado en las actividades se instaura como una filosofía de gestión empresarial, en la cual deben participar todos los individuos que conformen la empresa, desde los obreros y trabajadores de la planta, hasta los más altos directivos, ya que al tener cubiertos todos los sectores productivos, se lleva a la empresa a conseguir ventajas competitivas y comparativas frente a las entidades que ejercen su misma actividad.
1. Introducción
Este articulo persigue como objetivo ofrecer un análisis que sintetice y sistematice el marco teórico del costeo basado en la actividad, a través del estudio de sus principales conceptos y antecedentes e identificando sus ventajas y limitaciones, de manera que ello permita determinar las posibilidades de este método para su introducción en la actividad hotelera.
Lo planteado emana del hecho de que cada vez más la determinación de los costos se erige en una ventaja competitiva en el ámbito de la gestión empresarial que se encarga de la búsqueda de niveles de eficiencia óptima para su adecuada inserción en la economía internacional. Este aspecto para un país como Cuba es de particular importancia si se toma en consideración la urgencia que tiene de generar los recursos necesarios para su desarrollo socioeconómico.
La pregunta que es objeto de este articulo según lo expresado es la siguiente: ¿Cuáles son los beneficios que podría aportar el uso del costeo basado en la actividad a los usuarios de un sistema de información contable en una empresa hotelera?. Asociada a esta inquietud la idea central de esta parte de la investigación es que el costeo basado en la actividad es un fenómeno complejo y contradictorio, por la variedad de limitaciones que ofrece, sin embargo presenta múltiples elementos que podrían ser útiles para dinamizar el sistema contable de empresas hoteleras que busquen optimizar la gestión de costos.
La organización que sigue este articulo va de lo lógico a lo histórico, en un primer momento sitúa inicialmente los aspectos conceptuales de la investigación, destacándose su lugar con respecto a la gerencia estratégica de costos, e introduciéndose luego en los antecedentes del objeto estudiado. Ello permite determinar como colofón sus ventajas y desventajas.
De manera aclaratoria es importante dejar sentado aquí los supuestos del autor de esta investigación, el primero es, que este trabajo parte de reconocer que el método de costeo no se identifica sólo con el costeo basado en la actividad, sino que el mismo forma parte de un conjunto.
de métodos de costeo existentes. Una clasificación de éstos atendiendo a la parte de los costos que se imputan a los productos, según Amat Oriol y Soldevila Pilar es la siguiente:
-Sistemas de Costos Parciales: incluyendo al sistema de costos directos, costos directos evolucionados, costos variables, costos variables evolucionados. Y por otra parte, están los Sistemas de Costos Completos siendo los más conocidos los siguientes: Sistemas de costos por secciones y los Sistemas de costos basados en la actividad.
Sin embargo por la importancia que en la literatura contable se le viene dando al método de costeo basado en la actividad, la presente investigación coloca la atención en este tema. El segundo supuesto es que tampoco se abandona la concepción más general del costo de producción como la expresión monetaria de los recursos materiales, humanos y financieros empleados para la obtención de un producto o servicio, y que deberán ser recuperados con la venta de la producción terminada y/o por los ingresos obtenidos en la prestación de servicios.
2. Aspectos Conceptuales básicos
Para el lector no familiarizado con la temática, es conveniente aclarar que el término costeo basado en la actividad proviene de su homólogo en inglés Activity Based Costing, el cual se identifica en la literatura sobre el tema a modo de simplificación como ABC.
Básicamente el ABC esta actividad está asociado a productos o servicios que se obtienen como consecuencia de actividades sucesivas, que exigen del consumo de recursos o factores humanos, técnicos y financieros. De lo que se deriva que los costos que soporta una empresa son resultado de la realización de determinadas actividades, las cuales, a su vez, son consecuencia de la obtención de productos o servicios que vende la empresa.
Consumen Consumen
Para ver el gráfico seleccione la opción ¨Bajar trabajo¨ del menú superior
Figura 1.1 Filosofía de ABC. (Fuente: Elaboración Propia)
El objetivo de la aplicación del ABC, no es obtener información más exacta o una apropiación más correcta de los costos.
La diferencia básica entre el método ABC y el tradicional, es que el primero considera los costos desde el punto de vista de las actividades, miéntras que el tradicional los hace desde el punto de vista de las funciones. Esta diferencia se debe al tipo de información requerida por los niveles superiores. El ABC, precisamente, deriva de un requerimiento efectuado por el gerenciamiento basado en las actividades (Activity Based Management - ABM).
Dentro de este enfoque de gerenciamiento lo que interesa es controlar y analizar las actividades para poder decidir acerca de una correcta disposición de los recursos disponibles. Una vez determinado su costo podrá decidirse acerca de sí conviene modificar la actividad, contratarla a terceros, o eliminarla.
Deberemos modificar aquellas actividades de las cuales tengamos expectativas ciertas de mejoras. Deberemos derivar una actividad a un tercero que, en función de su estructura operativa (menores costos fijos con mayor grado de especialización en la tarea o servicio) nos brinde un costo de actividad mucho más bajo que él nuestro o un nivel de satisfacción muy superior al nuestro. El
último escalón a considerar, estimo que debería ser la eliminación de la actividad. Para tal consideración dicha actividad no debería agregar ningún valor al producto o servicio que estemos considerando.
La filosofía ABC se basa en el principio de que la actividad, es la causa que determina la incurrencia en costos y de que los productos o servicios consumen actividades. Una actividad se puede definir, como el conjunto de tareas que generan costos y que están orientadas a la obtención de un output para elevar el valor añadido de la organización.
Las actividades, son acciones o conjunto de acciones necesarias para alcanzar las metas y objetivos de una función. Entendemos por actividad, "el conjunto de tareas establecidas de tal forma que los costos respecto a ellas se puedan determinar de la manera más directa posible y, a la vez, que permitan encontrar un generador de costo que posibilite trasladar al producto el consumo que de esa actividad hace, en la medida en que ello sea factible".
Las actividades suelen clasificarse según diversos criterios:
- Según las funciones de la empresa en las que se incluyen (investigación y desarrollo, logística, producción, comercialización, administración y dirección).
- Según su relación con los productos o servicios que produce o comercializa la empresa: en este sentido existen las actividades principales(relacionadas directamente con los productos o servicios) y las actividades auxiliares (apoyan a las actividades principales).
Para identificar las actividades es necesario un diagnóstico previo, así como un profundo conocimiento de la empresa, sus características y procesos aplicados. Si se seleccionan muchas actividades se puede complicar y encarecer el proceso de cálculo de costos. Por el contrario, si se seleccionan pocas actividades se reducen las posibilidades de análisis. Por lo tanto se debe seleccionar él número óptimo de actividades que posibilite el funcionamiento adecuado del sistema.
Es importante diferenciar las actividades de las tareas. En principio una actividad está integrada por un conjunto de tareas y para hacer operativo el sistema de costos, es imprescindible seleccionar actividades que aglutinen un conjunto de tareas. Una diferencia significativa entre actividad y tarea es que la primera está orientada a generar un output, mientras que la segunda es un paso necesario para la finalización de la actividad.
Tomando como referencia su relación con el producto, según Cooper (1990) se distinguen cuatro categorías: a nivel unitario, a nivel de lote, a nivel de producto y a nivel de fábrica.
A escala unitaria (unit-level) se enmarcan aquellas actividades cuyos costos aumentan o disminuyen dependiendo del volumen en número de unidades, por lo que sus costos suelen ser variables.
A nivel de lote (batch-level) las actividades se caracterizan porque sus costos están relacionados con él número de lotes de producción fabricados. Consecuentemente, el costo que de ellas le corresponda a cada unidad de cantidad de producto variara en función de que se realice un lote completo o no. También en este caso los costos que las forman suelen ser variables.
A nivel de producto (product-sustaining level) o a nivel de línea están las actividades que sirven de apoyo a los productos. Se considera que sus costos son, fundamentalmente, fijos y directos respecto de un producto concreto.
Al nivel de fábrica (facility-level) o a nivel de empresa se hallan las actividades de apoyo a la organización, es decir, las que recogen los costos generales de planta, de ahí que no puedan asociarse a un producto u organización concretos por ser comunes a todos ellos.
Del análisis planteado se hace evidente que el costo de las tres primeras categorías de actividades puede distribuirse entre los productos, usando bases de distribución que mantengan en gran medida la relación causa-efecto entre las actividades y los productos. En el caso de las actividades al nivel de fábrica es muy difícil asignarla a los productos, por lo que entre varias variantes se recomienda como la mejor, considerarla como una agrupación de costos y repartir su costo entre el resto de las actividades con que tenga relación.
Así como las secciones, o centro de costos, están relacionadas con el organigrama de la empresa y tienen una persona que es responsable de sus objetivos y de sus costos, las agrupaciones de costos (cost-pools) son unidades de menor dimensión y están relacionadas directamente con las actividades. Las agrupaciones de costos se utilizan para localizar costos indirectos en relación con los productos u otros objetivos de costos. En cierto modo podría decirse que los centros de costos son agrupaciones de costos. En cambio no todas las agrupaciones de costos constituyen centros de costos. Por lo tanto él número de centros de costos de una empresa es menor que él numero de agrupaciones de costos que se utilizan en el modelo ABC.
Otros de los aportes importantes del ABC, es que hace referencia a la medición de las actividades. Estas actividades se miden a través de los llamados inductores de costos (cost drivers, del inglés) que en definitiva son los causantes de los costos o los factores de variabilidad de los costos. Los inductores de costos no están tan relacionados con el volumen, sino que en ocasiones, puede ser más interesante analizar el comportamiento de la actividad y de los costos que recaen sobre ella, en función de indicadores no relacionados con el volumen, como por ejemplo en función del número de veces que se debe realizar una actividad.
Los inductores de costos se clasifican en dos tipos: Los inductores de costos de primer nivel, aquellos que se utilizan para distribuir los elementos de gastos al conjunto de actividades, y los inductores de costos de segundo nivel que son las bases de reparto a través de las cuales se distribuye el costo de las actividades entre los productos.
El sistema ABC permite la determinación del costo del servicio o producto a través de un proceso que consta como regla general de las siguientes etapas:
1. Los costos directos se asignan directamente a los productos o servicios.
2. Dividir la empresa en secciones o áreas de responsabilidad.
3. Decidir los criterios a utilizar para cargar los costos indirectos en las secciones o áreas de responsabilidad.
4. Repartir los costos indirectos por secciones o áreas de responsabilidad según los criterios seleccionados.
5. Definir por cada área de responsabilidad las actividades que se utilizarán en el sistema, además de determinar cuales son las actividades principales y cúales las auxiliares.
6. Localizar los costos de las secciones en agrupaciones de costos correspondientes a las actividades.
7. Cargar los costos de las actividades auxiliares a las actividades principales.
8. Seleccionar los inductores de costos de las actividades principales.
9. Calcular el costo por inductor.
10. Imputar los costos de las actividades principales a los productos u otros objetivos de costos a través de los inductores de costos de segundo nivel.
En resumen podemos decir que el modelo ABC, tiene como objetivo fundamental la asignación de los costos indirectos a los productos y servicios. Para lo cual se desarrollan tres grandes pasos: el primero consistirá en la distribución de los costos indirectos entre las agrupaciones de costos, el segundo consiste en repartir a las distintas actividades las agrupaciones de costos y el tercero consiste en el reparto del costo de las actividades a los productos.
Los aspectos planteados permiten concebir el ABC, como un sistema en cierto modo perpendicular a los sistemas tradicionales, que surge como consecuencia de su filosofía inherente y que pone de manifiesto la necesidad de gestionar las actividades, en lugar de gestionar los costos, que es la orientación adoptada por los sistemas contables tradicionales.
Esta afirmación no pretende invalidar los sistemas de costos convencionales, sino destacar que los sistemas basados en las actividades, en ocasiones, incrementan de forma muy significativa la fiabilidad de la información de costos. Se trata de conseguir nuevas formas, en la concepción y utilización de la información empresarial, acorde con las características externas e internas de la empresa.
Para ver el gráfico seleccione la opción ¨Bajar trabajo¨ del menú superior
Figura 2.2 Reparto de los costos a los productos y/o servicios en un sistema ABC.
Fuente: Elaboración propia.
Desde este enfoque, se trata de concebir un sistema de costos que permita vincular cada concepto de costo a una única actividad, puesto que lo que determina el consumo de los factores son las tareas que deben acometerse y la forma en que éstas se ejecutan. De esta forma se evita vincular los costos con los elementos que constituyen el objetivo final de la operación. Esta orientación en torno a las actividades, permite conocer las verdaderas causas que motivan la ocurrencia en costos, para adoptar los cursos de acción que llevan a la empresa a conseguir una estructura de costos competitiva, y también para poder identificar y suprimir los costos vinculados a actividades estériles o innecesarias.
La filosofía del costeo basado en la actividad se erige en el principio de que la actividad es la causa que determina la incurrencia en costos y de que los productos consumen actividades, por tal motivo, el ABC pone de manifiesto la necesidad de gestionar las actividades, en lugar de gestionar los costos. Esencialmente, cada componente de los costos indirectos es causado por alguna actividad, es por ello que el principio del ABC es que cada producto debiera ser cargado por la parte del componente en que participa, basándose en la proporción que causa en esa actividad.
A partir de este principio los análisis que se realizan sobre el ABC colocan el énfasis en las actividades, resaltando los siguientes rasgos de esta filosofía:
1. Gestionar las realizaciones, lo que se hace más, que lo que se gasta. Significa la necesidad de controlar las actividades más que los recursos.
2. Intentar satisfacer al máximo las necesidades de los clientes. Ellos serán quiénes realmente determinen qué actividades tenemos que realizar.
3. Analizar las actividades como partes integrantes de un proceso de negocios y no de forma aislada.
4. Eliminar las actividades que no añaden valor a la organización, en lugar de mejorar lo que es realmente suprimible.
5. Las actividades deben enmarcarse en un plan de actuación global.
6. Respaldar, comprometer y buscar el consenso de aquellos directamente implicados en la ejecución de las actividades, pues son ellos los que realmente encuentran posibilidades de mejora y diferenciación en las actividades que realizan habitualmente.
7. Mantener un objetivo de mejora permanente en el desarrollo de las actividades, y la presunción de que siempre existe una forma de mejora en el desempeño de las actividades.
3. ABC y su interrelación con la Gerencia Estratégica de Costos .
Hasta aquí, básicamente se sitúan las características esenciales que definen él costeo basado en la actividad, sin embargo, todavía queda por esclarecer su nivel de interrelación con el enfoque de la Gerencia Estratégica de Costos (GEC), el cual ha pasado a ocupar un lugar recurrente en los análisis que se realizan de la década del 90’, a partir del hecho de que se tienden a declarar obsoletos los sistemas de costos utilizados por las grandes compañías. Entre sus principales difusores se encuentran J. Shank y V. Govindarajan con su obra Gerencia Estratégica de Costos (1993), en ésta los autores demuestran que la GEC es el primer esquema analítico en relacionar la información apropiada con la estrategia de la empresa.
Para responder al supuesto que explique la interrelación del (ABC) y la GEC, es necesario situar el concepto de GEC, éste consiste en la utilización que la gerencia hace de la información de costos en una o más de las cuatro etapas de la gerencia estratégica, la que se concreta en la gerencia de los negocios, concebida como un proceso cíclico continuo de: 1) Formulación de estrategias, 2) Comunicaciones de estas estrategias a la organización, 3) Desarrollo y utilización de tácticas para implementar las estrategias, 4) Desarrollo y establecimiento de
controles para supervisar el éxito en las etapas de implementación y, en consecuencia, medición del grado de éxito en alcanzar los objetivos estratégicos.
La aparición de la GEC resulta de la combinación de tres temas fundamentales, cada uno de ellos tomado de las publicaciones de gerencia estratégica: análisis de la cadena de valor, análisis de posicionamiento estratégico y análisis de causales de costos.
Sobre el análisis de la cadena de valores y su relación con el ABC un artículo de Rubio Misas M. plantea lo siguiente: Se suele afirmar (Johnson, 1988) que la filosofía de la gestión de las actividades tiene su antecedente en los trabajos de Porter (1985) sobre la cadena de valor; para Porter la cadena de valores en cualquier área de la empresa define el conjunto interrelacionado de actividades creadoras de valor, que se extiende durante todos los procesos, que van desde la consecución de fuentes de materias primas para proveedores de componentes, hasta que el producto terminado se entrega finalmente en las manos del consumidor. Aquí la pregunta es ¿Qué supone este concepto?.
Supone varias cosas, primero un enfoque externo a la empresa, considerando a cada compañía en el contexto de la totalidad de la cadena de actividades creadoras de valor de la cual la empresa es sólo una parte, abarcando desde los componentes básicos de las materias primas hasta el consumidor final. Sugiere un análisis de las actividades de la empresa, considerando el valor añadido que implica para el cliente la realización de cada una de ellas.
Entendiéndose pues, según Johnson, que las empresas para que sean competitivas necesitan que sus directivos identifiquen y eliminen actividades que no generan valor y para que sean rentables,
Por consiguiente, el concepto de cadena de valores al colocar él énfasis en la actividad se conecta con el ABC, de lo que se deriva que éste, forma parte del enfoque de la GEC. Por otra parte, se puede puntualizar que este concepto es diferente del de valor agrégado, ya que desde el punto de vista estratégico, este segundo concepto según criterios comienza demasiado tarde y termina muy temprano, debido a que el hecho de iniciar el análisis de costos con las compras, hace perder todas las oportunidades de aprovechar los lazos existentes con los proveedores de la compañía.
Los niveles de interrelación del ABC y la GEC se hacen más nítidos, si se realiza un examen sobre las causales de costos, en el campo del segundo aspecto, en este, se acepta el hecho de que los costos son causados o impulsados por muchos factores, los que se interrelacionan en forma compleja. Por lo tanto entender el comportamiento de los costos significa comprender la compleja reciprocidad del conjunto de las causales de costos que funcionan en una situación determinada.
Este asunto tiene sus particularidades según el grado de análisis que se derive, en la contabilidad gerencial tradicional, el costo es básicamente función de una sola causal de costos: el volumen de producción. En la GEC, el volumen de producción
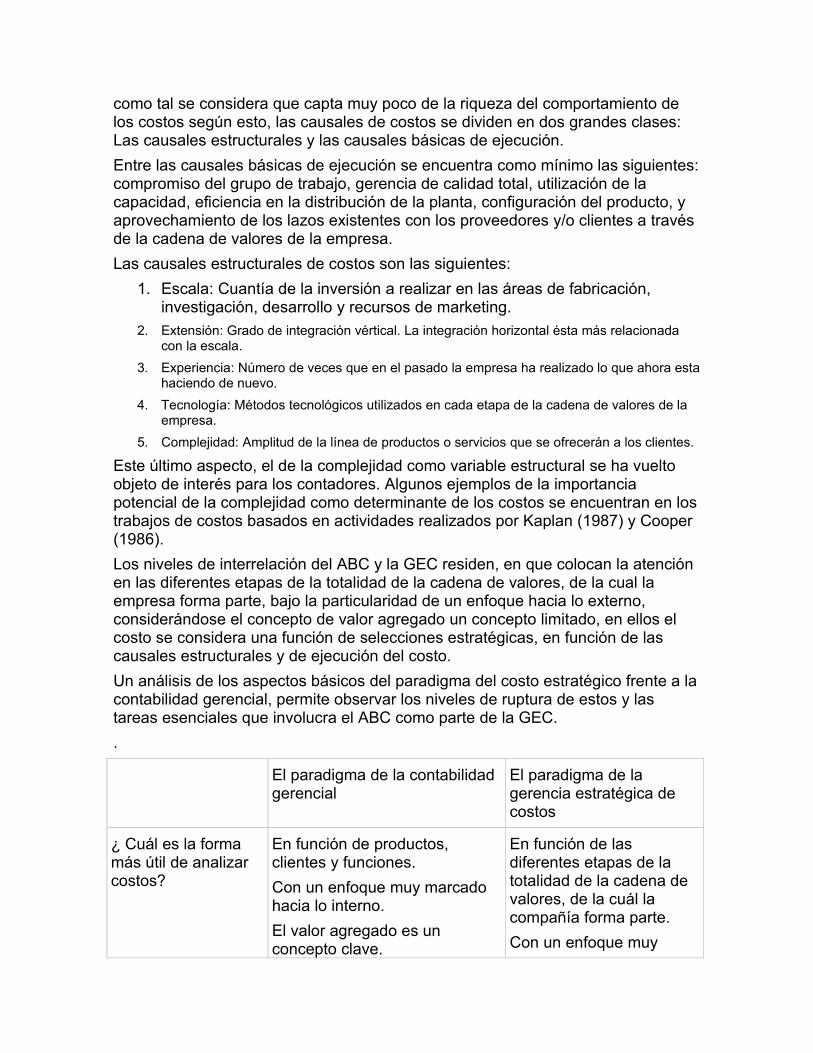
como tal se considera que capta muy poco de la riqueza del comportamiento de los costos según esto, las causales de costos se dividen en dos grandes clases: Las causales estructurales y las causales básicas de ejecución.
Entre las causales básicas de ejecución se encuentra como mínimo las siguientes: compromiso del grupo de trabajo, gerencia de calidad total, utilización de la capacidad, eficiencia en la distribución de la planta, configuración del producto, y aprovechamiento de los lazos existentes con los proveedores y/o clientes a través de la cadena de valores de la empresa.
Las causales estructurales de costos son las siguientes:
1. Escala: Cuantía de la inversión a realizar en las áreas de fabricación, investigación, desarrollo y recursos de marketing.
2. Extensión: Grado de integración vértical. La integración horizontal ésta más relacionada con la escala.
3. Experiencia: Número de veces que en el pasado la empresa ha realizado lo que ahora esta haciendo de nuevo.
4. Tecnología: Métodos tecnológicos utilizados en cada etapa de la cadena de valores de la empresa.
5. Complejidad: Amplitud de la línea de productos o servicios que se ofrecerán a los clientes.
Este último aspecto, el de la complejidad como variable estructural se ha vuelto objeto de interés para los contadores. Algunos ejemplos de la importancia potencial de la complejidad como determinante de los costos se encuentran en los trabajos de costos basados en actividades realizados por Kaplan (1987) y Cooper (1986).
Los niveles de interrelación del ABC y la GEC residen, en que colocan la atención en las diferentes etapas de la totalidad de la cadena de valores, de la cual la empresa forma parte, bajo la particularidad de un enfoque hacia lo externo, considerándose el concepto de valor agregado un concepto limitado, en ellos el costo se considera una función de selecciones estratégicas, en función de las causales estructurales y de ejecución del costo.
Un análisis de los aspectos básicos del paradigma del costo estratégico frente a la contabilidad gerencial, permite observar los niveles de ruptura de estos y las tareas esenciales que involucra el ABC como parte de la GEC.
.
El paradigma de la contabilidad gerencial
El paradigma de la gerencia estratégica de costos
¿ Cuál es la forma más útil de analizar costos?
En función de productos, clientes y funciones.
Con un enfoque muy marcado hacia lo interno.
El valor agregado es un concepto clave.
En función de las diferentes etapas de la totalidad de la cadena de valores, de la cuál la compañía forma parte.
Con un enfoque muy
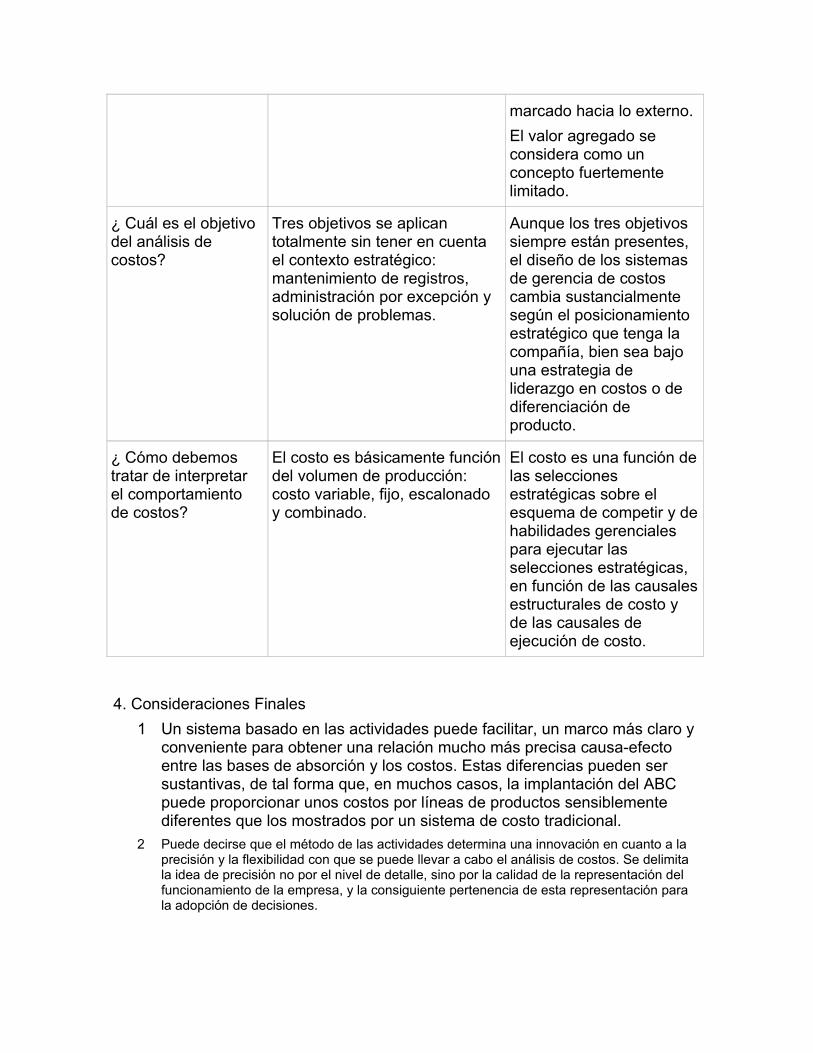
marcado hacia lo externo.
El valor agregado se considera como un concepto fuertemente limitado.
¿ Cuál es el objetivo del análisis de costos?
Tres objetivos se aplican totalmente sin tener en cuenta el contexto estratégico: mantenimiento de registros, administración por excepción y solución de problemas.
Aunque los tres objetivos siempre están presentes, el diseño de los sistemas de gerencia de costos cambia sustancialmente según el posicionamiento estratégico que tenga la compañía, bien sea bajo una estrategia de liderazgo en costos o de diferenciación de producto.
¿ Cómo debemos tratar de interpretar el comportamiento de costos?
El costo es básicamente función del volumen de producción: costo variable, fijo, escalonado y combinado.
El costo es una función de las selecciones estratégicas sobre el esquema de competir y de habilidades gerenciales para ejecutar las selecciones estratégicas, en función de las causales estructurales de costo y de las causales de ejecución de costo.
4. Consideraciones Finales
1 Un sistema basado en las actividades puede facilitar, un marco más claro y conveniente para obtener una relación mucho más precisa causa-efecto entre las bases de absorción y los costos. Estas diferencias pueden ser sustantivas, de tal forma que, en muchos casos, la implantación del ABC puede proporcionar unos costos por líneas de productos sensiblemente diferentes que los mostrados por un sistema de costo tradicional.
2 Puede decirse que el método de las actividades determina una innovación en cuanto a la precisión y la flexibilidad con que se puede llevar a cabo el análisis de costos. Se delimita la idea de precisión no por el nivel de detalle, sino por la calidad de la representación del funcionamiento de la empresa, y la consiguiente pertenencia de esta representación para la adopción de decisiones.
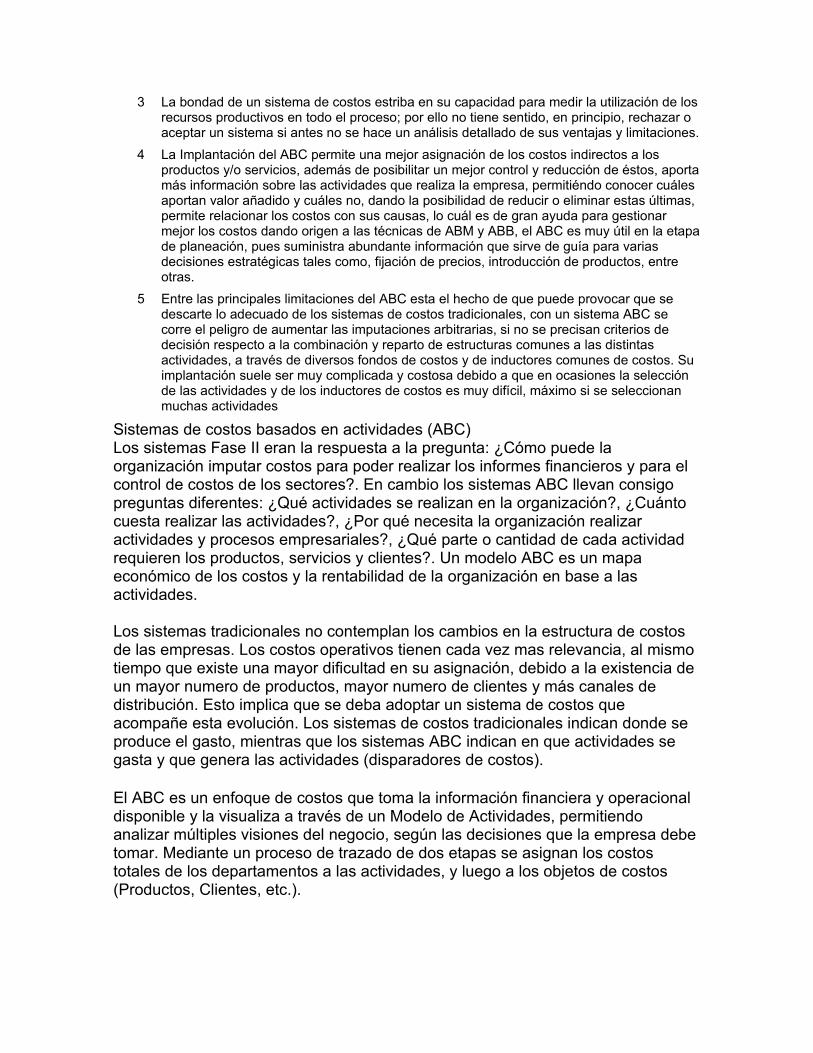
3 La bondad de un sistema de costos estriba en su capacidad para medir la utilización de los recursos productivos en todo el proceso; por ello no tiene sentido, en principio, rechazar o aceptar un sistema si antes no se hace un análisis detallado de sus ventajas y limitaciones.
4 La Implantación del ABC permite una mejor asignación de los costos indirectos a los productos y/o servicios, además de posibilitar un mejor control y reducción de éstos, aporta más información sobre las actividades que realiza la empresa, permitiéndo conocer cuáles aportan valor añadido y cuáles no, dando la posibilidad de reducir o eliminar estas últimas, permite relacionar los costos con sus causas, lo cuál es de gran ayuda para gestionar mejor los costos dando origen a las técnicas de ABM y ABB, el ABC es muy útil en la etapa de planeación, pues suministra abundante información que sirve de guía para varias decisiones estratégicas tales como, fijación de precios, introducción de productos, entre otras.
5 Entre las principales limitaciones del ABC esta el hecho de que puede provocar que se descarte lo adecuado de los sistemas de costos tradicionales, con un sistema ABC se corre el peligro de aumentar las imputaciones arbitrarias, si no se precisan criterios de decisión respecto a la combinación y reparto de estructuras comunes a las distintas actividades, a través de diversos fondos de costos y de inductores comunes de costos. Su implantación suele ser muy complicada y costosa debido a que en ocasiones la selección de las actividades y de los inductores de costos es muy difícil, máximo si se seleccionan muchas actividades
Sistemas de costos basados en actividades (ABC)Los sistemas Fase II eran la respuesta a la pregunta: ¿Cómo puede la organización imputar costos para poder realizar los informes financieros y para el control de costos de los sectores?. En cambio los sistemas ABC llevan consigo preguntas diferentes: ¿Qué actividades se realizan en la organización?, ¿Cuánto cuesta realizar las actividades?, ¿Por qué necesita la organización realizar actividades y procesos empresariales?, ¿Qué parte o cantidad de cada actividad requieren los productos, servicios y clientes?. Un modelo ABC es un mapa económico de los costos y la rentabilidad de la organización en base a las actividades.
Los sistemas tradicionales no contemplan los cambios en la estructura de costos de las empresas. Los costos operativos tienen cada vez mas relevancia, al mismo tiempo que existe una mayor dificultad en su asignación, debido a la existencia de un mayor numero de productos, mayor numero de clientes y más canales de distribución. Esto implica que se deba adoptar un sistema de costos que acompañe esta evolución. Los sistemas de costos tradicionales indican donde se produce el gasto, mientras que los sistemas ABC indican en que actividades se gasta y que genera las actividades (disparadores de costos).
El ABC es un enfoque de costos que toma la información financiera y operacional disponible y la visualiza a través de un Modelo de Actividades, permitiendo analizar múltiples visiones del negocio, según las decisiones que la empresa debe tomar. Mediante un proceso de trazado de dos etapas se asignan los costos totales de los departamentos a las actividades, y luego a los objetos de costos (Productos, Clientes, etc.).
¿Qué podemos hacer con la información resultante de un sistema ABC?La obtención de información útil para la gestión no hace a las empresas exitosas, es la toma de decisiones a partir de esa información la que genera la diferencia. En este sentido las decisiones pueden tomarse en relación a múltiples aspectos, a continuación presentamos algunos sobre los cuales creemos que los efectos pueden ser los más significativos.
Decisiones sobre clientes En este caso son válidas las mismas consideraciones que para los productos, pudiendo obtener la rentabilidad de cada tipo de cliente. El ABC ayuda a comprender la fuente de pérdida, el análisis de las actividades revela la naturaleza del problema con cada cliente y la oportunidad de realizar acciones para solucionarlo. En el análisis de clientes debemos tener especial cuidado, dado que son el objeto principal de la existencia de la empresa, de esta forma podemos clasificarlos en:
>> Clientes rentables:El núcleo de nuestro negocio y nuestro primer objetivo de retención. >> Clientes estratégicos:No son muy rentables, pero tienen alto potencial de crecimiento. Más que retenerlo, el énfasis está en que realmente crezcan, por ejemplo usando cross-selling. >> Clientes no rentables (bajo cero): Clientes que probablemente nunca generarán suficientes ganancias para justificar invertir en servirlos.
Decisiones sobre productos Con un sistema ABC se puede obtener la rentabilidad por producto individual y de esa forma identificar los productos con los cuales la empresa gana, y aquellos en
los que el precio de venta no llega a cubrir los costos de elaboración y comercialización. A diferencia de los sistemas tradicionales el costeo por actividades permite una adecuada asignación de los costos indirectos a los productos y clientes, identificando productos con operativas más complejas.
Un elemento adicional es que conocemos perfectamente como se compone el costo de los productos (por actividades), convirtiendo este análisis en otro elemento importante para focalizar los esfuerzos de reducción de costos.
Decisiones de racionalización de actividadesLa utilización de un sistema ABC permite identificar las actividades que consumen más recursos dentro de la organización (por lo general el 20% de las actividades consume más del 80% de los
recursos). A su vez, se pueden clasificar las actividades mediante la utilización de atributos como pueden ser: actividades percibidas por el cliente y no percibidas por el cliente, subcontratables, si es realizada para prevenir, detectar o corregir problemas de calidad, etc.. Estos análisis permiten focalizar los esfuerzos de reducción de costos.
Decisiones de rediseño de procesosEl costeo de los procesos del negocio permite identificar oportunidades de reingeniería de procesos, así como realizar un benchmarking interno para identificar las mejores prácticas dentro de la organización.
Decisiones relacionadas con proveedoresLos departamentos de compra son evaluados por el precio que obtienen por los insumos a adquirir sin importar los costos de las actividades relacionadas con esa compra. Sin embargo, los mejores proveedores son los que pueden entregar con el costo más bajo, no el precio más bajo, el precio de compra es únicamente un componente del costo total de adquisición de materiales. Sólo un sistema ABC permite a la empresa determinar los costos totales de trabajar con un proveedor individual.
Conclusión.
Los costos basados en actividades es una herramienta muy útil que nos sirve para identificar y asignar costos a cada una de las tareas que se realizan en un proyecto, este acercamiento a los costos nos permitirá tener un mayor control sobre los gastos que se realizan para el logro de un proyecto de tal manera que podamos identificar más fácilmente aquellas actividades que llevan una carga importante del costo total del proyecto y verificar la validez de esta información.
ABC: EL SISTEMA DE COSTOS BASADO EN LAS ACTIVIDADES
MODELO DE TAMAÑO DEL LOTE ECONÓMICO BÁSICO (EOQ) 1. I. INTRODUCCIÓN. Esta técnica es relativamente fácil de usar pero hace una gran cantidad de suposiciones. Las más importantes son:1. 1. la demanda es conocida y constante2. 2. el tiempo de entrega, esto es, el tiempo entre la colocación de la orden y la
recepción del pedido, se conoce y es constante.3. 3. La recepción del inventario es instantánea. En otras palabras, el inventario de una
orden llega en un lote el mismo momento.4. 4. Los descuentos por cantidad no son posibles.5. 5. Los únicos costos variables son el costo de preparación o de colocación de una
orden (costos de preparación) y el costo del manejo o almacenamiento del inventario a través del tiempo (costo de manejo).
6. 6. Las faltas de inventario (faltantes) se pueden evitar en forma completa, si las órdenes se colocan en el momento adecuado.
La gráfica de utilización del inventario a través del tiempo tiene la forma de dientes de serrucho como en la figura 1. En ésta, la letra Q representa la cantidad que se está ordenando. Si la cantidad es de 500 vestidos todos llegan en el mismo momento (cuando se recibe una orden). Por lo tanto, el nivel del inventario salta de 0 a 500 vestidos. En general, un inventario crece de 0 a Q unidades cuando llega la orden.Si la demanda es constante en un rango de tiempo, el inventario cae en una tasa uniforme a través del tiempo. (línea con pendiente de la figura). Cuando un nivel de inventario llega a 0, se coloca una nueva orden y se recibe y el nivel del inventario vuelve a saltar a unidades Q (representadas por las líneas verticales). Este proceso continúa a través del tiempo. Nivel de inventario Tasa de utilizaciónCantidad ordenada = Q(nivel máximo de inventario) Inventario promedio (Q/2) 0 TiempoInventario mínimo

Figura 1. Utilización del inventario a través del tiempo.
2. II. VARIABLES Q = número de piezas por orden.Q* = número óptimo de piezas por orden (EOQ).D = demanda anual en unidades para el producto del inventario.S = costo de preparación para cada orden.H = costo de manejo del inventario por unidad por año.N = número esperado de órdenes.T = tiempo esperado de órdenes.CT = costo total
3. III. FORMULAS.
1. 1 Costo anual de preparación = (Número de órdenes colocadas/año)(Costo de preparación/orden)
2. 2 Costo anual de manejo = (Nivel promedio de inventario)(Costo de manejo/unidad/año)
( )
( )
H2
Q
H2
Q
/añounidad/manejodecosto2
ordenadacantidad
=
=
=
La cantidad óptima de cada orden se encuentra cuando el costo anual de preparación es igual al costo anual de manejo, es decir:
H2
QS
Q
D=
3. 3. Para resolver Q*, sencillamente se multiplican los términos, el denominador por el numerador del miembro contrario y se despeja Q a la izquierda del signo de igual.
4. 4. Número esperado de órdenes colocadas durante el año (N) y el tiempo transcurrido entre
las órdenes (T).
(1.3)N
añolaborales/díasdeNumeroTórdeneslasentreesperadoTiempo
(1.2)*Q
D
ordendadaCantidad
DemandaN órdenes de esperado Número
==
===
5. 5.
(1.4)H2
QS
Q
DCT +=
Costo total anual = Costo de preparación + Costo de manejo
IV. DESARROLLO DEL MÉTODO EJEMPLO 1 Sharp, Inc., una empresa que comercializa las agujas hipodérmicas indoloras en los hospitales, desea reducir sus costos de inventario mediante la determinación del número de agujas hipodérmicas que debe obtener en cada orden. La demanda anual es de 1000 unidades; el costo de preparación o de ordenar es de 10 dólares por orden; y el costo de manejo por unidad de año es de 50 centavos de dólar. Utilizando estos datos, calcule el número óptimo de unidades por orden (Q*), el número de órdenes (N), el tiempo transcurrido (T), y el coso total anual del inventario. Utilizar un año laboral de 250 días.
unidades200Q*
40000Q*
0.50
)2(1000)(10Q*
H
2DSQ*1.
==
=
=
Solución: utilizando las ecuaciones (1.1), (1.2), (1.3), y (1.4), tenemos:
añoporórdenes5N200
1000N
*Q
DN 2.
=
=
=
$100TC
$50$50TC
0)(100)($0.5(5)($10)TC
($0.50)2
200($10)
200
1000 TC
H2
QS
Q
DTC4.
=+=
+=
+=
+=
órdenesentredías50T
órdenes5
añolaborales/días250T
N
añolaborales/díasdeNúmero3.T
=
=
=
El modelo EOQ tiene otra distinción importante; es un modelo robusto. El modelo robusto se refiere a que éste proporciona respuestas satisfactorias aun con variaciones substanciales a otros parámetros. Un modelo robusto es ventajoso. El costo total del EOQ cambia un poco en las cercanías del mínimo. Esto significa que los costos de preparación, los costos de manejo, la demanda y aun el EOQ representan pequeñas diferencias en el costo total. EJEMPLO 4:Utilizando los datos del ejemplo 3. Si la administración subestima la demanda total anual en un 50% (por decir, que en realidad sea de 1500 unidades en lugar de las 1000 unidades) mientras que se utiliza la misma Q, el costo anual del inventario se incrementa sólo en 25 dólares (1000 dólares contra 125 dólares) o 25 % como se muestra abajo. En forma similar, si la administración recorta el tamaño de la orden en un 50% de 200 a 100, el costo se incrementa en 25 dólares (100 dólares contra 125 dólares) o 25 por ciento: a) Si la demanda del ejemplo 3 es en realidad de 1500 en lugar de 100, pero la administración utiliza una EOQ de Q = 200 (cuando debe ser Q = 244.9 basándose en D = 1500), el costo total se incrementa en 25%.
00.125$00.50$00.75$
)50.0($2
200)10($
200
1500
2
=+=
+=
+= HQ
SQ
DanualCosto
b) Si el tamaño de la orden se reduce de 200 a 100, pero todos los demás parámetros permanecen constantes, el costo también se incrementa el 25%:
$125.00$25.00$100.00
($0.50)2
100($10)
100
1000anualCosto
=+=
+=
Calcular niveles de reorden
¿Cómo realizo un estudio estadístico para determinar los niveles de reorden en unos repuestos si no cuento con datos históricos fiables?
Tratar, con la realización de cualquier estudio estadístico en el que los datos de la muestra con los que contamos no sean fiables, de obtener conclusiones que contengan el debido rigor estadístico es bastante complicado. Cualquier proceso de tratamiento de información, en cuyo input del proceso se utilicen "datos basura", en su output se obtendrán igualmente "datos basura".
No obstante, voy a tratar de contestar a tu pregunta. Entremos en situación:
Para determinar el punto de reorden, es necesario considerar el tiempo que transcurre antes de recibirse el inventario ordenado. Y es necesario hacer el pedido antes de que se agote el presente inventario, considerando el número de días necesarios para que el proveedor reciba y procese la solicitud, más el tiempo en que los artículos estarán en tránsito (plazo de entrega).
Se utiliza normalmente en empresas industriales. Suele consistir en la existencia de una señal (por ejemplo: papel, requisición colocada en casillero de existencias, sistema informático de gestión de stocks, etc.) al departamento de compras indicando que un cierto artículo ha llegado a un nivel en que debe hacerse un nuevo pedido (punto de pedido).
Existen dos factores determinantes para calcular el punto de pedido, la demanda y el plazo de entrega.
Si la demanda es aleatoria y el plazo de entrega conocido, necesariamente deberemos basarnos en los datos estadísticos anteriores, lo que nos ayudará a conocer la distribución (normal). Además, deberemos tener en cuenta los cambios futuros previsibles (gustos de los consumidores, etc.) y, cada cierto tiempo, corregir las posibles desviaciones que se produjeran por el mismo método.
Si no se disponen de datos estadísticos confiables, como es tu caso, se deberá determinar la cifra de partida mediante suposiciones y estar atento a las desviaciones para corregirlas conforme pase el tiempo.
Te voy a dar un método que ya hace bastantes años, aplicamos precisamente en un almacén de repuestos y que te puede ayudar a determinar la demanda con bastante exactitud, sobre todo si se trata de piezas cuya vida en uso es más o menos conocida. Deberás pedir información al departamento técnico sobre las posibles necesidades de piezas de repuesto en un plazo de tiempo más o menos largo, para que de esta manera puedas planificar la gestión de esas piezas acertadamente.
También puedes recabar información de los que utilizan el utillaje y los repuestos, ya que ellos son los que mejor conocen el material que están utilizando.
Además, te aconsejo que tengas en cuenta el que en algunas piezas es posible que su utilización sufra variaciones estacionales y presentes a lo largo del año puntos sensibles. Así que, a sus salidas o utilización, estarás obligado a imputarle en algunos momentos coeficientes de aumento o disminución (desviaciones).
Una vez calculada la demanda y conocido el plazo de entrega será relativamente sencillo calcular el nivel de reorden para las diferentes piezas.
Aunque queda algo que es el meollo de la cuestión; dirimir por qué los datos con los que cuentas no son confiables y ¿qué debe hacerse para contar con datos que garanticen la fiabilidad de los resultados para futuras observaciones?
Destreza
La palabra destreza se construye por substantivación del adjetivo «diestro». Una persona diestra en el sentido estricto de la palabra es una persona cuyo dominio reside en el uso de la mano derecha. «Diestro» tiene también la acepción de referirse a toda persona que manipula objetos con gran habilidad.
Antiguamente se creía que el lado derecho tenía relación con Dios, y el izquierdo con el Diablo. En algunas lenguas romances, como el italiano, se mantiene todavía el vocablo «siniestro» para el zurdo.
El significado de «destreza» reside en la capacidad o habilidad para realizar algún trabajo, primariamente relacionado con trabajos físicos o manuales.
Muchas sugerencias que parecen tan atractivas y de sentido común en los artículos de las revistas educativas son poco efectivas en el aula real y concreta, ya que el número de estudiantes puede ser grande, y muchos de ellos no han tenido la oportunidad de fijar los conceptos previos necesarios, o no tienen suficiente capacidad de razonamiento lógico abstracto. Las nuevas tendencias pedagógicas ponen énfasis en la naturaleza, y estructura de la ciencia, y el proceso de indagación científica. El problema que se presenta al enseñante, es decir el de transmitir, una concepción particular o estructura de conocimiento científico a los estudiantes, de forma que se convierta en componente permanente de su propia estructura cognoscitiva.== Véase también ==
• Habilidad
• Aptitud
Identificación o Detección de necesidades de capacitación y Educación Continua (DNC)1. ¿Qué es el DNC?
2. ¿Cuándo hacer un DNC?
3. ¿Cuáles son las fases de acción que derivan en un DNC?
4. Entrevista
5. ¿Se aplican por igual los procedimientos y técnicas para la obtención de información que lleven al DNC?
6. ¿Qué elementos contiene un DNC?
7. Bibliografía
Una de las preguntas que aparecen de manera constante por parte de los empleadores que tienen la preocupación de hacer más productivo el trabajo de su organización es: ¿en qué debo capacitar a mis empleados o colaboradores?. En algunos casos, no se cuenta con un plan claro que responda a las necesidades de la
empresa o institución. En otros, dicho plan parte justamente de una identificación de necesidades, lo que le proporcionará un valor agregado al plan de capacitación.
En el mejor de los casos, suele suceder, que los interesados preguntan directamente a sus colaboradores para tratar de identificar las necesidades de capacitación. Desgraciadamente, una de las prácticas más frecuentes para el caso es creer exclusivamente en "la intuición" y se solicita o contrata el servicio de capacitación de lo que parecería ser útil para los propósitos de la organización. Otras ocasiones, se practica el modelo de "oferta de capacitación", es decir, el responsable de recursos humanos selecciona los cursos o talleres más económicos o inmediatos que se difunden en diversos medios de comunicación.
Por otro lado, cuando se realiza un estudio de Detección de Necesidades de Capacitación (DNC), en muchas de las ocasiones los resultados de estos estudios quedan en apuntes o notas que jamás se registran en los archivos correspondientes. Resultado, cuando un nuevo directivo solicita información al respecto, no hay información que pueda orientar nuevas estrategias que deriven en la productividad como consecuencia de la capacitación.
La DNC es un excelente apoyo para estructurar planes de trabajo para el fortalecimiento de conocimientos, habilidades o actitudes en los participantes de una organización.
Detección de Necesidades de Capacitación
A fin de apoyar al proceso de planeación de la Capacitación y la Educación Continua, en los siguientes párrafos se responde a algunas preguntas frecuentes con respecto a las técnicas para el Diagnóstico de Necesidades de Capacitación (DNC) o para la actualización de los miembros de una organización, así como los elementos básicos de un reporte de estudio diagnóstico de necesidades.
¿QUÉ ES EL DNC?
El Diagnóstico de Necesidades de Capacitación (DNC) es el proceso que orienta la estructuración y desarrollo de planes y programaspara el establecimiento y fortalecimientos de conocimientos, habilidades o actitudes en los participantes de una organización, a fin de contribuir en el logro de los objetivos de la misma.
Un reporte de DNC debe expresar en qué, a quién (es), cuánto y cuándo capacitar.
¿CUÁNDO HACER UN DNC?
La atención hacia un DNC puede derivar de:
• Problemas en la organización
• Desviaciones en la productividad
• Cambios culturales, en Políticas, Métodos o Técnicas
• Baja o Alta de personal
• Cambios de función o de puesto
• Solicitudes del personal
A su vez, las circunstancias que imponen un DNC, pueden ser:
• Pasadas. - Experiencias que han demostrado ser problemáticas y que hacen evidente el desarrollo del proceso de capacitación.
• Presentes.- Las que se reflejan en el momento en que se efectúa el DNC.
• Futuras.- Prevención que la organización identifica dentro de los procesos de transformación y que implica cambios a corto, mediano y largo plazo.
¿CUÁLES SON LAS FASES DE ACCIÓN QUE DERIVAN EN UN DNC?
Aunque existen diversas procedimientos para el desarrollo del proceso de Diagnóstico de Necesidades de Capacitación, entre las principales fases del proceso del DNC se pueden identificar:
• Establecimiento de la Situación Ideal (SI) que, en términos de conocimientos, habilidades y actitudes, debería tener el personal, de acuerdo su función o al desempeño laboral. Para obtener información que define la situación ideal, es recomendable la revisión de la documentación administrativa, con relación a:
o Descripción de puestos
o Manuales de procedimientos y de organización
o Planes de expansión de la empresa
o Nuevas o futuras necesidades de desempeño (cuando hay planes de cambio).
• Descripción de la situación real (SR). Conocimientos, habilidades y actitudes con los que cuenta el personal, de acuerdo con su función o al desempeño laboral. Para obtener información que define la situación ideal, es recomendable obtener información sobre el desempeño del personal (para cada persona) por parte del jefe inmediato, los supervisores o el personal involucrado con el puesto. Estas personas deberán aportar datos precisos, verídicos y relevantes (en cuanto a conocimientos, habilidades y actitudes)
• Registro de información. Es necesario contar con instrumentos (formatos) que registren la información para los fines correspondientes. A su vez, estos registros deberán permitir su clasificación y calificación futura. Se recomienda que los registros asienten información individual de las personas analizadas.
Los métodos y técnicas para obtener la información son diversos, entre ellas:
• Análisis de tareas por medio de lista de cotejo
• Análisis documental. Expedientes, Manuales de Puesto, función o procedimientos, o reportes.
• Análisis grupales
• Encuesta
• Escala estimativa de desempeño
• Grupos binarios
• Inventario de habilidades
• Lluvia de ideas
• Phillip´s 66
• Registros observacionales directos
• Conferencia de Búsqueda
• TKJ (Planeación prospectiva)
• Cuestionario de evaluación de conocimientos
• Escala estimativas de actitudes
• Entrevista
A continuación se describen las últimas cinco estrategias, toda vez que son las más usuales dentro del contexto que nos ocupa:
Estrategias para el trabajo participativo
Conferencia de búsqueda
Objetivo.- Alcanzar una dimensión más concreta del problema o caso a analizar y generar opciones novedosas que permitan entablar relaciones más estrechas entre quienes, a causa de una aparente incompatibilidad o conocimiento parcial, no habían podido llegar a un acuerdo.
Características.- Se desarrolla en un lugar sin distractores y aislado. Tiempo sugerido: De tres a cinco días. Los participantes no necesitan ser expertos en la materia, más bien requiere que sean participantes de la situación a analizar.
Síntesis del procedimiento
• Los participantes comparten sus puntos de vista sobre los principales problemas y tendencias derivadas del pasado y que consideran seguirán influyendo sobre un futuro predeterminado. Se sugiere tomar como referencia de 1 a 5 años, dependiendo de las tendencias de cambio que se presentan en el entorno.
• Identificar nuevos problemas y tendencias que puedan surgir durante este período.
• Enfocar el problema específico, los participantes deben elaborar una imagen o una descripción que represente la situación actual.
• Elaborar un cuadro del futro deseable.
• Retomar al presente y plantear las limitaciones para el logro del futuro delineado o situación ideal.
• Formular objetivos o situaciones concretas que servirán de plataforma alcanzar la situación ideal.
• Considerar las estrategias de acción que pueden apoyar el logro del futuro delineado y aquellas que pueden amortiguar o eliminar las situaciones limitantes.
• Determinar las políticas posibles a considerar para asegurar el logro de los objetivos.
• Asumir compromisos de colaboración en las diversas fases o etapas a desarrollar.
Aplicaciones
• Análisis del futuro probable, deseable y posible.
• Identificación de las variables que inciden en poro o contra de la Situación ideal
• Planteamiento de estrategias, programas y políticas a corto, mediano y largo plazos.
Limitaciones.- Requiere de una preparación cuidadosa y una planeación conjunta entre el personal o participantes y los organizadores del proceso.
Un grupo muy heterogéneo puede inhibirse o manipular la participación la participación de los menos expertos. Para ello, debe cuidarse el trabajo con equipos equilibrados, en los que las diversas tendencias sean proporcionales.
Inversión económica para sufragar costos de alquiler del área, alimentos, estancia, etc.
KJ o TKJ
Objetivo.- Obtener una aproximación científica y sistemática de información que oriente la solución de problemas.
Síntesis del procedimiento
• Definir en forma breve el problema a investigar o analizar.
• Cada participante escribe en tarjetas, papeletas u hojas de papel (fichas) los factores o variables que están provocando o promoviendo el problema. Una ficha por situación.
• Se muestran las fichas de cada participante y se agrupan o integran – a la vista de los demás- por la relación estrecha que guardan entre sí.
• Buscar y expresar con flechas o líneas las relaciones existentes entre los grupos de fichas. Explicar resultados en forma escrita o verbal.
• Identificar los grupos de mayor incidencia de situaciones problemáticas y aquellos que deben ser atendidos con prioridad.
• Con los resultados de ésta experiencia se puede usar la misma técnica u otra, como la Conferencia de Búsqueda, para aportar posibles formas de atender el o los problemas identificados.
Aplicaciones
• Análisis de la realidad.
• Determinación inicial de estrategias de trabajo.
• Formulación de objetivos generales y particulares, así como los planes y acciones a seguir para su logro.
Limitaciones.- El conductor debe estar ubicado o ser uno más de los conocedores de la situación a analizar y comportarse con imparcialidad al seleccionar la información que emane de las participaciones.
Ventajas.- Permite la ubicación concreta y concisa de la problemática.
La elaboración de la hipótesis del problema es generada por quienes viven la situación a analizar, desde varios puntos de vista y reales.
Conjuga la experiencia de los participantes y su reflexión como parte del proceso que se vive.
Cuestionario
Objetivo.- Obtener información, en términos de opinión, sobre un asunto o tema determinado, con datos que permitan identificar las medidas de tendencia central: media (promedio), mediana y moda y la relación matemática de sus variables.
Síntesis del procedimiento
• Se delinean los indicadores o las variables que componen el objeto de estudio o problema.
• Para cada indicador de construyen preguntas cuyas posibles respuestas nos acerquen a la realidad del objeto de estudio.
• Elegir los reactivos más adecuados y comprensibles
• Con el conjunto de preguntas o reactivos se construye el instrumento o cuestionario.
• Aplicar el cuestionario a un grupo piloto, para depurar posibles fallas de redacción o contenido. Cuidar la consistencia interna, validez y confiabilidad.
• Aplicar a los participantes del estudio.
• Las respuestas que se obtiene de su aplicación se registran en hojas de cálculo para obtener las medidas de tendencia central.
• Con los datos estadísticos se formulan afirmaciones acerca de la opinión de la mayoría de los encuestados.
Aplicaciones
• Cuando el tamaño de la muestra impide un contacto personal como el que se da en una entrevista.
• Cuando se requiere una gran cantidad de información sobre opiniones diversas.
• Cuando se cuenta con la herramienta para el procesamiento de los datos.
Limitaciones.- Tiempo para la elaboración de los reactivos y su piloteo. Requiere el apoyo de un conocedor de la aplicación de pruebas estadísticas y la interpretación de los resultados.
Ventajas.- Puede aplicarse de manera colectiva, la información cualitativa se convierte en cuantitativa, se involucra a los participantes del caso y se les toma opinión.
Crear un ambiente de confianza a fin de que la gente responda sin inhibiciones pues se mantiene el anonimato. Las respuestas pueden reflejar de mejor forma lo que, en otros casos, los participantes opinan.
Escala estimativa de actitudes
Objetivo.- Medir las actitudes de la población involucrada en la situación problema o caso y las tendencias de opinión que ésta tiene.
Determinar la dirección e intensidad de la actitud.
Síntesis del procedimiento
• Similar a la elaboración de cuestionario, pero en este caso cada enunciado se expresa afirmando o negando situaciones favorables o desfavorables de las variables que se identificaron.
• Para cada reactivo se da la oportunidad de respuesta según su grado de acuerdo o desacuerdo Usualmente se permite responder entre cinco opciones que van desde el Total acuerdo, hasta el Total desacuerdo.
• Es necesario explicar claramente las instrucciones a los interrogados y asegurarse que han comprendido lo que deben hacer.
• Los datos se computan y se obtienen las tendencias matemáticas de las actitudes.
Aplicaciones
• Para medir actitudes sobre planteamientos posibles o reales
Limitaciones.- Requiere inversión de tiempo, aunque un poco menos que el cuestionario. Las actitudes no siempre representan compromisos
Ventajas.- Por su fácil elaboración no se requiere entrenamiento complejo a los diseñadores del instrumento. Puede aplicarse de manera colectiva.
Crear un ambiente de confianza a fin de que la gente responda sin inhibiciones pues se mantiene el anonimato.
Entrevista
Cuando hablamos de identificar necesidades para la capacitación y la Educación Continua, es indispensable poder contar con la mayor información posible que nos permita delimitar de una manera más congruente los cursos y programas a ofrecer. No olvidemos que en la medida en que tengamos más claridad de lo que necesitan nuestros clientes potenciales, ya sea al interior de una organización, o en el caso de un Centro de Educación Continua los nichos de mercado identificados, nuestro éxito será mayor.
Es en este contexto que cobra especial atención la entrevista como una herramienta que precisamente permite optimizar el trabajo a desarrollar en el ámbito de la identificación de necesidades. Para este fin, se requiere contar con bases metodológicas para llevar a cabo una entrevista amena, atinada y que deje en el entrevistado la sensación de haber recibido a un entrevistador sensible que le orientó para analizar e identificar sus necesidades de capacitación o actualización profesional, en un marco de respeto en cuanto a sus puntos de vista y conocimientos previos. La entrevista suele ser muy socorrida en los métodos "informales" para la identificación de necesidades.
En una entrevista, -incluso en alguna que dure sólo unos cuantos minutos- se deben considerar una serie de aspectos para fortalecer el cumplimiento de los objetivos y metas del personal responsable de llevar a cabo la identificación de necesidades.
A continuación, se presentan cinco elementos a considerar – desde el trabajo previo hasta el cierre de la entrevista misma- para la realización de una entrevista
en el marco de la identificación de necesidades de capacitación, considerando que las fases de esta técnica son: El rapport, el desarrollo, la cima y el cierre.
I.-Trabajo previo a la entrevista
Los aspectos que el entrevistador debe considerar antes de iniciar el trabajo de la entrevista, toda vez que reflejan la importancia –y compromiso- con el proceso de identificación de necesidades son:
• La cultura y el compromiso de trabajo dentro de su Centro
• La imagen personal
• La imagen institucional
• La comunicación organizacional (intra e interpersonal entre los miembros de la organización)
II.- Premisas para el entrevistador
Los entrevistadores deberán formular una lista de puntos básicos que habrán de considerar –y acotar- para iniciar el trabajo de entrevista, a saber:
• El objetivo de la entrevista
• Centrar la atención en su entrevistado
• Considerar los apoyos vs. las limitaciones en antesala
• La idea principal
• El producto final
• La amistad
III.- Recomendaciones para el rapport
Para establecer un rapport durante la entrevista, es importante que el entrevistador refleje las actitudes de:
• Empatía (saber ponerse en "el lugar del otro y que el otro se ponga en mi lugar")
• Confort emocional (confianza)
• Identidad del entrevistado
• La transferencia
En el caso de la transferencia, cabe mencionar que al principio de una relación interpersonal, los tres primeros minutos suelen ser los más representativos para causar una impresión de quienes somos. En el contexto de la entrevista, se procura en los primeros momentos guardar una distancia (esfera emocional) que salvaguarde la integración de ambas partes. Segundos después –y a través de un buen rapport– se deben logran acercamientos que permitan un encuentro, entre entrevistador y entrevistado, como dos personas con mutuos intereses y características similares. Habiendo establecido una adecuada empatía y confianza, el entrevistado suele transmitir mensajes al entrevistador transfiriendo sus
inquietudes o requerimientos, sean estos encubiertos o abiertos. Durante el proceso de la entrevista, se desarrolla un trabajo interactivo de "toma y daca" de información donde el entrevistador debe guiar la orientación hacia el logro del objetivo. Antes de terminar la entrevista, es recomendable reubicar los roles individuales iniciales para evitar una codependencia.
IV.- Puntos importantes para facilitar la cima
Es de suma importancia comprender la relevancia de la fase de cima y los elementos para orientarla hacia los intereses del estudio de identificación de necesidades de capacitación. Lo anterior implica considerar:
• La autoestima de la persona
• La necesidad de logro
• La retroalimentación y comunicación bilateral
• El reforzamiento diferencial y,
• El cierre
El momento crucial de la entrevista, la cima, requiere haber realizado una fase de desarrollo inicial eficaz, lo cual implica la detección de las necesidades del entrevistado, —principalmente las de logro, que incluyen a las profesionales—. En suma, en la fase de cima se debe reflejar el logro del objetivo buscado.
V.- Importancia del cierre
Para lograr un efectivo cierre de entrevista, los entrevistadores deberán tener en cuenta los siguientes elementos:
• El cierre global (al concluir la entrevista)
• El cierre parcial (dejando un espacio para retomar más adelante una comunicación)
• La evaluación
• El seguimiento (continuidad en los objetivos)
El cierre no es sólo una despedida cordial, es el resumen de una interacción cordial, efectiva y objetiva entre el entrevistador y el entrevistado. Debe procurarse un cierre parcial para evidenciar una continuidad futura. Como parte del trabajo integral, se debe realizar una evaluación inmediatamente. En esta se realiza el listado de errores y aciertos generales y los específicos con el entrevistado. Las notas obtenidas permitirán entonces hacer un seguimiento objetivo por parte del entrevistador o por quien le sustituya o supervise. El compromiso es seguir ofreciendo alternativas al entrevistado (colaboradores del Centro o en general usuarios potenciales de la capacitación) para generar una "cultura" para la identificación de necesidades de capacitación y Educación Continua.
¿SE APLICAN POR IGUAL LOS PROCEDIMIENTOS Y TÉCNICAS PARA LA OBTENCIÓN DE INFORMACIÓN QUE LLEVEN AL DNC?
La selección de los métodos o técnicas para la obtención de información se aplican considerando:
• Nivel ocupacional al que se va evaluar: Directivo, gerencial o mandos medios, administrativo, operativo.
• Número de personas
• Recursos humanos, temporales, materiales y financieros que se tienen para el estudio.
Requerimientos del personal, en términos de nivel del manejo de la información, donde el colaborador:
• Tiene conocimiento de la información
• Comprende la información
• Utiliza la información
• Es capaz de capacitar a otros sobre el tema que domina
• Contribuye a la ampliación de la información.
Con base en los objetivos planteados se podrá hacer la jerarquía de los grupos a atender y las prioridades.
¿QUÉ ELEMENTOS CONTIENE UN DNC?
Un reporte detallado del DNC debe contener:
• Nombre de la organización o empresa
• Título del estudio
• Fecha de elaboración
• Responsable principal y colaboradores en el estudio (con firmas de responsiva)
• Índice o capitulario del documento, con la paginación respectiva
• Introducción. Antecedentes o Estado del Arte que dio motivo al DNC
• Justificación
• Resumen del documento
• Método de trabajo.
• Características del personal del que se obtuvo información
• Escenario(s) en los que se obtuvo la información
• Apoyos materiales. Formatos e instrumentos
• Procedimiento
• Resultados
• Prioridades de conocimientos, habilidades o actitudes a atender
• Un cuadro integrador de información que defina áreas, personas y necesidades de capacitación.
• Problemas identificados que no pueden atenderse por medio de la capacitación y posibles áreas que pueden intervenir para su solución
• En su caso, limitaciones u obstáculos para la realización del estudio
• Recomendaciones para próximos estudios
• Anexos de toda evidencia que permita el análisis del estudio
Los detalles relacionados con los procedimientos que derivan en un DNC son materia de diversos profesionales. Es recomendable acudir a éstos para realizar un DNC objetivo.
Influencia de los factores de motivación en el desempeño laboral
Influencia de los factores de motivación en eldesempeño laboral1. Resumen2. Introducción3. El comportamiento humano y la motivación4. Clases de motivos y características5. Teorías de motivación6. Modelo de procesos7. Factores de motivación y su relación con el desempeño laboral8. Conclusiones9. AnexosRESUMENEl presente trabajo se enmarca dentro de la investigación cuantitativa, ofrece losresultados de un estudio descriptivo correlacional de la Influencia de los Factores deMotivación en el Desempeño de los Trabajadores.El presente estudio nos permite realizar un diagnóstico situacional inicial sobre losfactores de motivación y su influencia respecto al desempeño laboral, así mismo,permite identificar nudos críticos que sirven de insumo para el planteamiento futurode un plan de acción en el manejo del potencial humano que permita mejorar losfactores de motivación de los trabajadores e incentive un desempeño efectivo y undesarrollo organizacional que incidan positivamente en la calidad de enseñanza –aprendizaje brindada a los estudiantes de la Universidad.Palabras Claves: Motivación, incentivos, remuneración, capacitación, relacionesinterpersonales, ambiente físico, desempeño.1. INTRODUCCIÓNEn todos los ámbitos de la existencia humana interviene la motivación comomecanismo para lograr determinados objetivos y alcanzar determinadas metas, yaque representa un fenómeno humano universal de gran trascendencia para losindividuos y la sociedad, es un tema de interés para todos porque puede serutilizada por los administradores de recursos humanos, el psicólogo, el filósofo, eleducador, etc.La motivación es de importancia para cualquier área, si se aplica en el ámbitolaboral se puede lograr que los empleados motivados se esfuercen por tener unmejor desempeño en su trabajo. Una persona satisfecha que estima su trabajo, lotransmite y disfruta de atender a sus clientes, si eso no es posible, al menos lointentará. La motivación consiste fundamentalmente en mantener culturas yvalores corporativos que conduzcan a un alto desempeño, se puede mencionar que
las culturas positivas las construyen las personas, por tal motivo se debe pensar¿qué puede hacer para estimular a los individuos y a los grupos a dar lo mejor deellos mismos?, de tal forma que favorezca tanto los intereses de la organizacióncomo los suyos propios.La motivación es un elemento importante del comportamiento organizacional, quepermite canalizar el esfuerzo, la energía y la conducta en general del trabajador,permitiéndole sentirse mejor respecto a lo que hace y estimulándolo a que trabajemás para el logro de los objetivos que interesan a la organización.Así mismo, la evaluación del desempeño constituye una técnica de direcciónimprescindible en el proceso administrativo. Mediante ella se pueden encontrarproblemas en el desenvolvimiento del trabajo del recurso humano. El desempeñode los empleados es la piedra angular para desarrollar la efectividad y el éxito deuna institución.Igualmente, la apreciación del desenvolvimiento de una persona en el cargo al cualha sido asignado es útil para determinar si existen problemas en relación a lasupervisión del personal, a su integración a la organización, desacuerdos, como eldesaprovechamiento del potencial humano quien podría desempeñarse mejor enotro cargo, etc. En resumidas cuentas, puede decirse que la evaluación deldesempeño es determinante para verificar si la política de recursos humanos deuna organización es la correcta o no.Por tal razón, una evaluación del desempeño trae beneficios tanto al que lo realizacomo al que se le aplica. Para un supervisor es de suma importancia evaluar a susempleados, ya que puede determinar fortalezas y debilidades, tomar medidascorrectivas, establecer una comunicación más fluida y directa con los mismos paramejorar su desarrollo en la labor que se está realizando. Y lo más importante, semejoran las relaciones humanas en el trabajo al estimular la productividad y lasoportunidades para los subordinados.¿En qué medida los factores de motivación influyen en el desempeño laboral?En esta realidad problemática el presente trabajo tiene como significación prácticael realizar por primera vez, en la Universidad Nacional del Altiplano (UNA) Puno, undiagnóstico situacional inicial sobre los factores de motivación y su influenciarespecto al desempeño laboral de la facultad de ciencias de la Educación, apoyadoen concepciones actuales sobre esta temática abriendo la posibilidad de que losjefes inmediatos (DECANOS) de la Facultad de Ciencias de la Educación y otrasFacultades puedan enriquecer sus políticas laborales a partir de lasrecomendaciones que sugiere la presente investigación.2. EL COMPORTAMIENTO HUMANO Y LA MOTIVACIÓNa) El Comportamiento Humano y la Motivación:En el desarrollo de este tema es necesario comprender el comportamiento humanopara lo cual es importante conocer la motivación humana. Estas posicionespresuponen la existencia de ciertas leyes o principios que pueden explicar elcomportamiento humano y los procesos motivacionales desde varios puntos devista.El concepto de motivación se ha utilizado con diferentes sentidos. En general,motivo es el impulso que lleva a la persona a actuar de determinada manera, esdecir, que origina un comportamiento específico, este impulso a actuar puede serprovocado por un estímulo externo que proviene del ambiente o generado porprocesos mentales de la persona.Todos de alguna u otra forma vivimos con algún motivo, las cuales se basan ennecesidades primarias (aire, alimento, sueño, etc.), o en necesidades secundarias(autoestima, afiliación, etc.) un sentimiento que nos lleva, nos impulsa a realizar loque deseamos para luego sentirnos satisfechos. En cualquier modelo de motivaciónel factor inicial, es el motivo para actuar, la razón, el deseo, la necesidad
inadecuadamente satisfecha, los motivos hacen que el individuo busque larealización e inicie la acción, los motivos pueden satisfacer en muchas formas.La motivación representa la acción de fuerzas activas o impulsoras, sólo secomprende parcialmente, implica necesidades, deseos, tensiones, incomodidades yexpectativas. Esto implica que existe algún desequilibrio o insatisfacción dentro dela relación existente entre el individuo y su medio: Identifica las metas y siente lanecesidad de llevar a cabo determinado comportamiento que varía de individuo aindividuo, tanto los valores y los sistemas cognitivos, así como las habilidades parapoder alcanzar los objetivos personales, éstas necesidades, valores personales ycapacidades varían en el mismo individuo en el transcurso del tiempo, está sujeta alas etapas por las que atraviesa el hombre, desde niño busca culminar sus estudioso cuando es trabajador tiene otras aspiraciones y motivaciones.El proceso que dinamiza el comportamiento humano, es más o menos, semejanteen todas las personas, a pesar de las diferencias mencionadas anteriormente.Según Chiavenato (1994) "Administración de los Recursos Humanos" existen trespremisas que explican el comportamiento humano.• El Comportamiento es causado: Es decir, existe una causa interna o externaque origina el comportamiento humano producto de la influencia de la herenciay del medio ambiente. El comportamiento es causado por estímulos internos yexternos.• El comportamiento es motivado: En todo comportamiento existe un"impulso", un "deseo", una "necesidad", una "tendencia", exposiciones quesirven para indicar los motivos del comportamiento.• El Comportamiento está orientado hacia objetivos: En todocomportamiento humano existe una finalidad, dado que hay una causa que logenera. El comportamiento no es causal ni aleatorio, siempre está dirigido yorientado hacia algún objetivo.La conducta motivada requiere de voluntad. Asimismo, lamotivación presenta ciertos componentes tales como:• Una necesidad, son los anhelos de satisfacer alguna carencia o desequilibriofisiológico (necesidad de agua, alimentos, etc.) y psicológicos (necesidad decompañía, de adquirir algo, etc.) son fundamentales para la especie, pueden serinnatas o adquiridas, como las presenta Maslow la jerarquía está determinadapor necesidades fisiológicas – sociales.• Los estímulos, es todo agente concreto o simbólico que al actuar sobre elorganismo y ser percibido mediante los órganos de los sentidos, sistemanervioso, se interioriza, puede darse y estar en el ambiente o dentro del mismoorganismo, además tiene estructura y fuerza.• Un impulso, es el estado resultante de la necesidad fisiológica, o un deseogeneral de lograr una meta.No conviene confundir la necesidad con los estímulos ni con los impulsos, los tresimpulsan a actuar, pero su origen y sus funciones son muy diferentes.El hombre, generalmente vive ligado a la importancia que le da motivo y todos loscomponentes mencionados anteriormente, forman parte de la composición delmotivo. Es el hombre quien interioriza el estímulo dándole un sentido, dirección,respeto a lo que quiere alcanzar, teniendo que ser persistente.3. CLASES DE MOTIVOS Y CARACTERÍSTICASa) Clases de motivosMuchos psicólogos distinguen 3 clases de motivos: los fisiológicos, sociales ypsicológicos.• Los motivos Fisiológicos: Se originan en las necesidades fisiológicas y losprocesos de autorregulación del organismo, son innatos, es decir que estánpresentes en el momento del nacimiento ejemplo: necesidad de aire, de dormir,
etc.• Los motivos sociales: Son adquiridos en el curso de la socialización dentro deuna cultura determinada, se forman con respecto a las relacionesinterpersonales, valores sociales, las normas se deben tener en cuenta que unavez despertado un motivo influye sobre la conducta independientemente de suorigen.• Los motivos psicológicos: Se desarrollan mediante procesos de aprendizaje,solamente aparecen cuando se han satisfecho las necesidades fisiológicas estetipo de motivación varía de un individuo a otro, y esa está en función de susexperiencias pasadas y de la clase de aprendizaje que haya tenido.b) Características:1. Las necesidades o motivos se caracterizan porque no son estáticos,por el contrario, son fuerzas dinámicas y persistentes que provocancomportamientos. Con el aprendizaje y la repetición (refuerzo), loscomportamientos se vuelven más eficaces en la satisfacción deciertas necesidades.2. Por otra parte una necesidad satisfecha no es motivadora decomportamiento, ya que no causa tensión o incomodidad. Unanecesidad puede ser satisfecha, frustrada o compensada(transferencia a otro objeto). En el ciclo motivacional muchas vecesla tensión provocada por el surgimiento de una necesidad, encuentrauna barrera o un obstáculo para su liberación.Al no encontrar la salida normal, la tensión del organismo busca unmedio indirecto de salida, ya sea por vía psicológica (agresividad,descontento, tensión emocional, apatía, indiferencia, etc.), o por lavía fisiológica (tensión nerviosa, insomnio, repercusiones cardiacas ydigestivas, etc.)En otras ocasiones, la necesidad no es satisfecha, no frustrada, sinotransferida o compensada. Ello ocurre cuando la satisfacción de otranecesidad reduce la intensidad de una necesidad que no puede sersatisfecha, por ejemplo cuando el motivo de una promoción para uncargo superior es compensado por un aumento de salario o por unnuevo puesto de trabajo.3. La satisfacción de algunas necesidades es temporal. Ya que alquedar satisfecha una necesidad, aparecen otros. Es decir, lamotivación humana es cíclica y orientada por diferentes necesidadesya sean psicológicas, fisiológicas o sociales.El comportamiento es casi un proceso de resolución de problemas, desatisfacción de necesidades, cuyas causas pueden ser específicas ogenéricas. El motivo busca un curre al motivo y trata de hacerleactuar mediante la promesa del logro de una necesidad urgente.4. En cualquier modelo de motivación, el factor inicial es el motivo paraactuar, la razón, el deseo, la necesidad inadecuadamente satisfecha.Los motivos hacen que el individuo busque la realización e inicie laacción, inicialmente los motivos pueden satisfacer en muchas formas.La existencia del motivo mismo determina inmediatamente el cursofinal del comportamiento.5. El incentivo es la fuerza imantada que atrae la atención delindividuo, porque le promete recompensas y logros que puedensatisfacer sus deseos y motivos. La consideración principal de estepunto se centra en el grado de satisfacción que logrará mediante elesfuerzo dedicado a ellos si el esfuerzo es eficaz y si percibe larecompensa prometida.
El trabajador como empleado potencial investiga sus propias aptitudes yconocimientos para determinar si se considera capaz de trabajar para lograrla recompensa anticipada, analiza los recursos de que dispone, consideratambién el grado y tipo de ayuda que puede esperar de sus superiores,compañeros y demás personal del que puede depender.Es por ello que el comportamiento humano, es un proceso de resolución deproblemas, de satisfacción de necesidades, cuyas causas pueden serespecificadas o genéricas. Las necesidades humanas específicas cambiancon el tiempo, y con cada persona, un motivo urgente hoy puede dejar deserlo mañana.Esto significa que un incentivo que puede servir en determinado momento,puede perder su fuerza después, por lo que hay que descubrir otrosincentivos que concuerden con otros nuevos motivos. Estas característicasestán en relación con las experiencias vividas y las expectativas de laspersonas, por lo que debemos pensar en dar un incentivo igual a todas laspersonas, cada individuo es diferente.4. TEORÍAS DE MOTIVACIÓNTEORÍAS DE MOTIVACIÓN:A continuación mencionaremos las principales teorías de motivación que sustentannuestro estudio.1. Teoría de las necesidades de MaslowLa teoría de jerarquía de las necesidades del hombre, propuesta por Maslow, partedel supuesto que el hombre actúa por necesidades, nuestro objetivo es mostrar laimportancia de esta teoría, tan trascendental para el comportamientoorganizacional.Cofer, Maslow. (2000) contempla a la motivación humana en términos de unajerarquía de cinco necesidades que las clasifica a su vez en necesidades de ordeninferior y necesidades de orden superior.Entre las necesidades de orden inferior se encuentran.• Fisiológicas: Son necesidades de primer nivel y se refieren a la supervivencia,involucra: aire, agua, alimento, vivienda, vestido, etc.• Seguridad: Se relaciona con la tendencia a la conservación, frente asituaciones de peligro, incluye el deseo de seguridad, estabilidad y ausencia dedolor.Entre las necesidades de orden superior se encuentran:• Sociales o de amor: El hombre tiene la necesidad de relacionarse deagruparse formal o informalmente, de sentirse uno mismo requerido.• Estima: Es necesario recibir reconocimiento de los demás, de lo contrario sefrustra los esfuerzos de esta índole generar sentimientos de prestigio deconfianza en si mismo, proyectándose al medio en que interactúa.• Autorrealización: Consiste en desarrollar al máximo el potencial de cada uno,se trata de una sensación autosuperadora permanente. El llegar a ser todo loque uno se ha propuesto como meta, es un objetivo humano inculcado por lacultura del éxito y competitividad y por ende de prosperidad personal y social,rechazando el de incluirse dentro de la cultura de derrota.Esta teoría sostiene que la persona está en permanente estado de motivación, yque a medida que se satisface un deseo, surge otro en su lugar.El enfoque de Maslow, aunque es demasiado amplio, representa para laadministración de recursos humanos un valioso modelo del comportamiento de laspersonas, basado en la carencia (o falta de satisfacción e una necesidad específica)y complacencia que lo lleva al individuo a satisfacer dicha necesidad. Sin embargouna vez que sea cubierta disminuirá su importancia y se activará el siguiente nivelsuperior. En esta forma una necesidad no tiene que satisfacerse por completo antes
de que emerja la siguiente.En las sociedades modernas muchos trabajadores ya han satisfecho susnecesidades de orden inferior y están motivados por necesidades psicológicas deorden superior. Sin embargo esto sucederá en países altamente desarrollados, peroen países como el nuestro aún existe mucha gente que trabaja para satisfacernecesidades primarias.5. MODELO DE PROCESOSSe mencionan a continuación las dos teorías de procesos que mejoran y explicanlas formas de motivar al trabajador para un desempeño adecuado.a. Teoría de las expectativas de VroomFue, otro de los exponentes de esta teoría contemporánea que da explicacionesampliamente aceptadas acerca de la motivación, en la que reconoce la importanciade diversas necesidades y motivaciones individuales. Adopta una apariencia másrealista que los enfoques propugnados por Maslow y Herzberg.Furnham Adrián (2000) "Psicología organizacional" propone un modelo deexpectativas de la motivación basado en objetivos intermedios y graduales(medios) que conducen a un objetivo final. De esta manera Vroom se acerca alconcepto de "Armonía de objetivos" en donde las personas tienen sus propiasmetas que son a su vez diferentes a los de la organización, pero posibles dearmonizar ambas como un todo. Esta teoría es consistente tal como se percibe enel "sistema de administración por objetivos".Según este modelo la motivación es un proceso que regula la selección de loscomportamientos. El modelo no actúa, en función de necesidades no satisfechas, ode la aplicación de recompensas y castigos, sino por el contrario, considera a laspersonas como seres pensantes cuyas percepciones y estimaciones deprobabilidades de ocurrencia, influyen de manera importante en sucomportamiento.La teoría de las expectativas supone que la motivación no equivale al desempeñoen el trabajo, sino es uno de varias determinantes. La motivación, junto con lasdestrezas, los rasgos de personalidad, las habilidades, la percepción de funciones ylas oportunidades de un individuo también se combinan para influir en eldesempeño del trabajo. Es importante reconocer que la teoría de las expectativasconsidera con gran objetividad a través de los años, se han adoptado y modificadolas ideas fundamentales.Al parecer es más ajustable a la vida real, el supuesto de que las percepciones devalor, varían de alguna manera entre un individuo y otro, tanto en diferentesmomentos como en diversos lugares. Coincide además con la idea de que losadministradores deben diseñar las condiciones ideales para un mejor desempeño.b) Teoría de Porter y Lawler (1988)Basándose en gran medida en la teoría de las expectativas de Vroom, Porter yLawler arribaron a un modelo más completo de la motivación que lo aplicaronprimordialmente en instituciones. Así tenemos que este modelo de teoría sostiene:• Que el esfuerzo o la motivación para el trabajo es un resultado de lo atractivoque sea la recompensa y la forma como la persona percibe la relaciónexistente entre esfuerzo y recompensa.• La segunda parte de este modelo es la relación entre el desempeño y lasrecompensas. Las personas esperan quienes realicen los mejores trabajossean quienes perciban los mejores salarios y obtengan mayores y más rápidaspromociones.Lawler concluyó que su teoría tiene tres fundamentos sólidos:• Las personas desean ganar dinero, no sólo por que este les permite satisfacersus necesidades fisiológicas y de seguridad, sino también porque brinda lascondiciones para satisfacer las necesidades sociales, de autoestima y de
autorrealización. El dinero es un medio, no un fin.• Si las personas perciben y creen que su desempeño es, al mismo tiempo,posible y necesario para obtener más dinero, ciertamente, se desempeñarán dela mejor manera posible.• Si las personas creen que existe relación directa o indirecta entre el aumento dela remuneración y el desempeño, el dinero podrá ser motivador excelente.Se establece que se podría mejorar el desempeño con la implantación de sistemasde remuneraciones sensibles y justas, basadas en méritos (sistemas deadministración del desempeño) en administrar las recompensas con un valorpositivo para los trabajadores. Es un error suponer que ha todos los trabajadoresles interesan las mismas recompensas que otorgan sus compañías, algunasreconocen la importancia de sueldos, otros mayor número de días de vacaciones ,mejores prestaciones de seguro, guarderías para sus hijos, etc., con esto son cadavez más las empresas que instituyen planes de prestaciones a la carta: sistemas deincentivos en los que los empleados eligen sus prestaciones de un menú de posiblesopciones, esto puede ser una estrategia efectiva de motivación.Así mismo la teoría de las expectativas, ayuda explicar por qué muchos empleadosno están motivados en sus trabajos y simplemente hacen lo mínimo necesario paramantenerse, por lo que se deben dar importancia al diseño de los tipos derecompensas basadas en las necesidades individuales del empleado, y no caer en elerror de que todos los empleados quieren lo mismo, en consecuencia pasan por altolos efectos de la diferencia de las recompensas en la motivación.Se infiere que las teorías presentadas de manera breve, coinciden en ver alempleador como el ser que busca el reconocimiento dentro de la organización y lasatisfacción de sus necesidades, al satisfacer estos dos objetivos, su motivación seconvertirá en el impulsor para asumir responsabilidades y encaminar su conductalaboral a lograr metas que permitirán a la organización a lograr su razón de ser,con altos niveles de eficacia. Las motivaciones se dan cuando los objetivos de laorganización y los objetivos individuales están alineados y se satisfacenmutuamente.El desarrollo de un clima organizacional que origine una motivación sostenida hacialas metas de la organización es de suma importancia por lo que se debe combinarlos incentivos propuestos por la organización con las necesidades humanas y laobtención de las metas y objetivos.El clima organizacional está ligado al grado de motivación de los empleados.Cuando tienen una gran motivación, el clima motivacional permite establecerrelaciones satisfactorias de animación, interés colaboración, etc. cuando lamotivación es escasa por frustración o por impedimentos para la satisfacción denecesidades, el clima organizacional tiende a enfriarse, desinterés, apatía,descontento, hasta llegar a estados de inconformidad.Por consiguiente, la motivación es resultado de la interacción entre el individuo y lasituación, y que el grado de ella varía en todas las personas e individualmente,según el momento y la manera en que cada empleado valore los estímulos de laorganización como satisfactores de sus necesidades. Es por ello que no puedehablarse de motivación del empleado sin dejar presente que la organización sólo lafacilitará o dificultará al estimular al empleado, conociéndolo y dándole aquellosincentivos que considera lo impulsarán hacia el logro de las metas.6. FACTORES DE MOTIVACIÓN Y SU RELACIÓN CON EL DESEMPEÑOLABORAL1. Relacionar las recompensas con el rendimiento, individualizarlas,que sean justas y valoradas: En este punto nos referimos al sistema desalarios y políticas de ascensos que se tiene en la organización. Este sistemadebe ser percibido como justo por parte de los empleados para que se
sientan satisfechos con el mismo, no debe permitir ambigüedades y debeestar acorde con sus expectativas.En casi todas las teorías contemporáneas de la motivación se reconoce quelos empleos no son homogéneos, todos tienen diferentes necesidades,también difieren en términos de actitudes, personalidad y otras importantesvariables individuales.Es preciso que los empleados perciban que las recompensas o resultadosson proporcionales a los insumos invertidos. José Rodríguez (2001);manifiesta que en el sistema de recompensa se deberá ponderarprobablemente los insumos en diferentes formas para encontrar lasrecompensas adecuadas para cada puesto de trabajo. Se dice que elincentivo más poderoso que pueden utilizar los gerentes es elreconocimiento personalizado e inmediato.Los gerentes tendrán que usar sus conocimientos de las diferencias entre losempleados, para poder individualizar las recompensas, en virtud de que losempleados tienen necesidades diferentes, lo que sirve de reforzador con unode ellos, puede ser inútil con otro, esto hace que las personas se den cuentaque se aprecia sus aportaciones, mencionamos algunas de las recompensasque se usan: el monto de paga, promociones, autonomía, establecimientode metas y en la toma de decisiones.2. Se debe mencionar también El dinero (salario) es un incentivo complejo,uno de los motivos importantes por los cuales trabaja la mayoría de laspersonas, que tiene significado distinto para las personas. Para el individuoque está en desventaja económica, significa preverse de alimento, abrigo,etc., para el acaudalado, significa el poder y prestigio. Debido a estesignificado, no puede suponerse que un aumento de dinero dará comoresultado mayor productividad y satisfacción en el trabajo.Se le considera como un reforzador universal, probablemente uno de lospocos que tiene ese carácter de universalidad; con él se pueden adquirirdiversos tipos de refuerzos, se puede acumular previendo necesidadesfuturas o usarse para producir más dinero. La gente no trabaja por el dineroen sí mismo, que es un papel sin valor intrínseco; trabaja porque el dineroes un medio para obtener cosas. Sin embargo el dinero no es la única fuentede motivación en el trabajo.Aunque en los últimos años los beneficios cobraron mayor trascendencia,para Koontz y Werhrich (1999) el salario básico sigue siendo el factor másimportante de motivación: "Hay teorías que sostienen que el sueldo nomotiva. Esto no es así. Es verdad que cuando uno se levanta a la mañana nolo hace pensando en la plata."Una compensación inteligente debería incluir salario fijo y variable,beneficios, buen ambiente de trabajo y nombre y mística de la empresa",dice Koontz "El escenario de cinco años a esta parte en materia decompensaciones y beneficios cambió mucho -continúa-. Antes los empleadosreclamaban mejores sueldos. Hoy los reclamos pasan por no recortarsalarios o mantener la fuente de trabajo."En este contexto, entonces, es necesario cambiar las reglas del juego. "Hayque desarrollar una administración de remuneración inteligente. Ya que haypoco para repartir, al menos que esté bien administrado. Por eso, hoy másque nunca, se debe componer un programa a medida de cada persona",recomienda Koontz.Habitualmente los administradores piensan que el pago es la únicarecompensa con la cual disponen y creen además, que no tienen nada paradecir con respecto a las recompensas que se ofrecen. Es creencia general
que sólo la administración superior puede tomar estas decisiones. Sinembargo, hay muchos otros tipos de recompensa o incentivos que podríanser realmente apreciadas por el personal, pueden concederse en otrasespecies. Muchas compañías llevan a cabo programas de reconocimiento deméritos, en el curso de los cuales los empleados pueden recibir placasconmemorativas, objetos deportivos o decorativos, certificados e inclusodías especiales de vacaciones con goce de sueldo, tiempo libre, banquetes,excursiones, asistencia a seminarios o eventos de capacitación pagados etc.Como síntesis podría decirse que lo más importante para el administrador esque sepa contemplar las recompensas con las que dispone y saber ademásqué cosas valora el trabajador.3. Debe considerarse también como factor de motivación la Capacitación delPersonal: La necesidad de capacitación (sinónimo de entrenamiento) surgede los rápidos cambios ambientales, el mejorar la calidad de los productos yservicios e incrementar la productividad para que la organización siga siendocompetitiva es uno de los objetivos a alcanzar por las empresas.Debe basarse en el análisis de necesidades que parta de una comparacióndel desempeño y la conducta actual con la conducta y desempeño que sedesean. El entrenamiento para Chiavenato es un proceso educativo a cortoplazo, aplicado de manera sistemática y organizada, mediante el cual laspersonas aprenden conocimientos, actitudes y habilidades, en función deobjetivos definidos. El entrenamiento implica la transmisión deconocimientos específicos relativos al trabajo, actitudes frente a aspectos dela organización, de la tarea y del ambiente, y desarrollo de habilidades.Cualquier tarea, ya sea compleja o sencilla, implica necesariamente estostres aspectos.Ésta repercute en el individuo de diferentes maneras: Eleva su nivel devida ya que puede mejorar sus ingresos, por medio de esto tiene laoportunidad de lograr una mejor plaza de trabajo y aspirar a un mejorsalario. También eleva su productividad: esto se logra cuando el beneficioes para ambos, es decir empresa y empleado. Las actividades decapacitación de desarrollo no solo deberían aplicarse a los empleados nuevossino también a los trabajadores con experiencia. Los programas decapacitación y desarrollo apropiadamente diseñados e implantados tambiéncontribuyen a elevar la calidad de la producción de la fuerza de trabajo.Cuando los trabajadores están mejor informados acerca de los deberes yresponsabilidades de sus trabajos y cuando tienen los conocimientos yhabilidades laborales necesarios son menos propensas a cometer errorescostosos en el trabajo. La obsolescencia, también es una de las razones porla cual, las instituciones se preocupan por capacitar a sus recursos humanos,pues ésta procura actualizar sus conocimientos con las nuevas técnicas ymétodos de trabajo que garantizan eficiencia.La capacitación a todos los niveles constituye una de las mejores inversionesen Recursos Humanos y una de las principales fuentes de bienestar para elpersonal y la organización.Cómo Beneficia la capacitación a las organizaciones:• Conduce a rentabilidad más alta y a actitudes más positivas.• Mejora el conocimiento del puesto a todos los niveles.• Crea mejor imagen.• Mejora la relación jefes-subordinados.• Se promueve la comunicación a toda la organización.• Reduce la tensión y permite el manejo de áreas de conflictos.• Se agiliza la toma de decisiones y la solución de problemas.
• Promueve el desarrollo con vistas a la promoción.• Contribuye a la formación de líderes y dirigentes.• Cómo beneficia la capacitación al personal:• Ayuda al individuo para la toma de decisiones y solución de problemas.• Alimenta la confianza, la posición asertiva y el desarrollo.• Contribuye positivamente en el manejo de conflictos y tensiones.• Forja líderes y mejora las aptitudes comunicativas.• Sube el nivel de satisfacción con el puesto.• Permite el logro de metas individuales.• Desarrolla un sentido de progreso en muchos campos.• Elimina los temores a la incompetencia o la ignorancia individual.1. Se considera también que aumenta la motivación el Alentar laparticipación, colaboración y la interacción social (relacionesinterpersonales). Los beneficios motivacionales derivados de la sinceraparticipación del empleado son sin duda muy altos. Pero pese a todos losbeneficios potenciales, creemos que sigue habiendo jefes o supervisores quehacen poco para alentar la participación de los trabajadores. Las personastratan de satisfacer parte de sus necesidades, colaborando con otros, lasinvestigaciones han demostrado que la satisfacción de las aspiraciones semaximiza, cuando las personas son libres para elegir las personas con lasque desea trabajar.Solana (1973) afirma que cualquier interacción de dos o más personas, lacual no se da solo en la organización sino en todas partes. Las RelacionesHumanas crean y mantienen entre los individuos relaciones cordiales,vínculos amistosos, basados en ciertas reglas aceptadas por todos y,fundamentalmente, en el reconocimiento y respeto de la personalidadhumana. El buen trato con los semejantes, respetando las opiniones de lossubordinados. Así el problema de la convivencia se reduce a los términos delrespeto recíproco que es uno de los engranajes esenciales de las RelacionesHumanasTodo este mecanismo se torna más viable cuando mayor es el grado decultura general de las partes, por eso es importante que la empresa propiciela cultural organizacional de sus integrantes, la que estará constituida poruna serie de conductas y valores que son aceptadas o rechazados dentro dela organización y que permitirá contar con un material más humano y másrico.Los hombres trabajan porque se sienten bien con sus compañeros detrabajo, con los supervisores y los jefes. El grupo de trabajo, que comienzasiendo un medio para un fin, se convierte con el paso del tiempo en un finen sí mismo; la persona va a trabajar porque es importante estar en unacompañía de sus colegas, haciendo lo mismo que ellos hacen, disfrutando desu mismo estatus, teniendo sus mismos intereses, actitudes y obligaciones.2. También el Proporcionar las condiciones físicas, ambientales, materiasprimas, las instalaciones y el ambiente general de una organizaciónpueden influir grandemente en la actitud y energía de losempleados. ¿Está montada la organización de tal manera que anime a losempleados a trabajar juntos, o crea divisiones que desalientan y mina lacooperación y la colaboración? La mayoría de los trabajadores pasanaproximadamente la tercera parte de su vida en el trabajo. El lugar detrabajo debe ser un sitio cómodo, acogedor, donde las personas deseenpasar tiempo en vez de huir.En la actualidad la Organización Internacional del Trabajo, según PalominoAntonio (2000), viene difundiendo mundialmente el gran aporte de las
buenas condiciones físico-ambientales de trabajo sobre la productividad.Expone también, cómo empleados que trabajan dentro de adecuadascondiciones y bajo principios y diseños ergonómicos mejoran su nivelmotivacional e identificación con su empresa.La lista de condiciones de trabajo incluye:• Almacenamiento y manipulación de materiales, para un uso más efectivo delespacio disponible y la eliminación de esfuerzos físicos innecesarios.• Diseño del puesto de trabajo, mejorando posturas y haciendo el trabajo máseficiente y seguro.• Uso eficiente de maquinaria, utilizando sistemas de alimentación y expulsiónpara incrementar la productividad y reducir los riesgos que presentan lasmaquinarias.• Control de sustancias peligrosas, para proteger la salud de los trabajadoresevitando el contacto y la inhalación de sustancias químicas.• Iluminación, uso al máximo de la luz natural, evitando el resplandor y zonas desombra. Seleccionando fondos visuales adecuados.• Servicios de bienestar en el lugar de trabajo. Provisión de agua potable, pausasy lugares de descanso. La provisión de ropa de trabajo, armarios y cuartos paracambiarse, lugares para comer, servicios de salud, medios de transporte yrecreo, así como servicios para el cuidado de los niños, constituyen factoresclaves para elevar la productividad, el nivel de motivación y de compromiso conla empresa.• Organización del trabajo, trata sobre los flujos de trabajo y materiales, eltrabajo en grupo, nos presenta reglas para elevar la productividad.• Locales industriales, debe haber un diseño adecuado de los locales industriales,protegidos del calor y frío. Aprovechamiento del aire y mejora de la ventilación,eliminación de fuentes de contaminación. Prevención de incendios y accidentesde trabajo.Los empleados se interesan en su ambiente de trabajo tanto para elbienestar personal como para facilitar el hacer un buen trabajo. Los estudiosdemuestran que los empleados prefieren ambientes físicos que no seanpeligrosos e incómodos. La temperatura, la luz, el ruido, y otros factoresambientales no deberían estar tampoco en el extremo, en instalacioneslimpias y más o menos modernas, con herramientas y equipos adecuadosque permitan realizar un desempeño eficaz y de acuerdo a las necesidadesrequeridas.7. CONCLUSIONESSobre MotivaciónAl enfocar el tema de Motivación dentro del manejo de recursos humanos, seaprecia que existen diferentes puntos de vista, las mismas que se dan de acuerdo ala posición que se adopten, lo que coincidimos que la motivación buscafundamentalmente en el ser humano, resaltar lo mejor de cada persona, abarcadesde las necesidades primarias, alentando las iniciativas individuales, hastarecompensar los logros.Al hablar de motivación, se debe entender que ésta busca o se orienta a lasatisfacción en el trabajo, aumentar la producción, a recompensar sus logros, yaque el potencial humano en las organizaciones es lo más valioso, que tienemúltiples necesidades, busca la seguridad en el trabajo, y arrastra consigomúltiples problemas.Esta preocupación por el conocimiento del ser humano, es necesario para poderrealizar un manejo adecuado del recurso humano, en el caso de gerentes, jefes opersonas que tienen bajo su responsabilidad a personas, deben manejareficientemente programas sobre motivación, que busca que el ser humano sea más
competitivo y pueda cumplir los objetivos y metas institucionales, con el fin decrear y mantener permanentemente un ambiente de trabajo positivo.La motivación depende que las personas tengan objetivos claros, desarrollen laautomotivación, y que los jefes retribuyan sus esfuerzos con recompensas justas yoportunas, que los gerentes faciliten o crean los medios y condiciones favorablespara que pueda desarrollarse favorablemente la motivación y no la dificulten, paraque se pueda lograr el cumplimiento de objetivos personales y empresariales.Sobre DesempeñoLa evaluación del desempeño laboral busca conocer el estándar de desempeño deltrabajador de acuerdo a ciertos parámetros que se establecen para tal fin, comouna forma de medida del desempeño que tiene el recurso humano, en lasdiferentes actividades tareas que realiza sin embargo existen factores internos yexternos que inciden en este desempeño que tenga dentro de la institución.Sobre este tema se ha revisado que los diferentes autores han conceptualizado eldesempeño laboral como el efecto neto del esfuerzo de una persona que se vemodificado por sus habilidades, rasgos y por la forma en que percibe su papel,entendiéndose que el esfuerzo es sinónimo de gasto de energía, sea física o mental,o de ambas , que es gastada cuando las personas realizan su trabajo, pudiéndoseconcluir que el rendimiento profesional de las personas varía según sus esfuerzos,habilidades, rasgos y direccionalidad en que este se realice.Es conveniente que entendamos que el desempeño laboral tiene diferentes factoresincidentes en el mismo, como pueden ser factores motivacionales, ampliamenteconocidos, o la existencia de fuerzas ambientales que puedan estar incidiendo en sudesempeño. Cuando son ambientales, muchas veces pueden ser consideradas comopretextos para excusar la baja producción del trabajador, otras como malascondiciones de trabajo, equipos defectuosos, falta de cooperación, supervisióndefectuosa, e información insuficiente obstaculiza el verdadero rendimiento deltrabajador.Así mismo, los sistemas de evaluación sobre el rendimiento profesional, existendiferentes enfoques, y los especialistas han planteado una serie de formas deevaluación, las mismas que coinciden en que miden el esfuerzo desplegado por eltrabajador, teniendo aspectos importantes que tratan de medir lo que hace eltrabajador como parte del cumplimiento de sus obligaciones, identifican fortalezas ydebilidades del trabajador. Estas evaluaciones deben ser aplicadas por personalcapacitado, periódicamente y sobre todo se debe dar retroalimentación al personalevaluado para que se puedan corregir fallas.ANEXO ICUESTIONARIO DE MOTIVACIÓN LABORALI. DATOS GENERALESEDAD:SEXO:TIEMPO DE TRABAJO EN LA INSTITUCIÓN……………………….CONDICIÓN DE TRABAJO: Nombrado ( ) Contratado ( )II. INFORMACIÓN ESPECÍFICA1. ¿Ha recibido Ud. incentivos y/o reconocimientos (resolución, carta defelicitación, o beca de capacitación), durante los dos últimos años queviene laborando en la Universidad.a. Más de uno ( )b. Uno ( )c. Ninguno ( )1. ¿La remuneración que percibe Ud. responde al trabajo realizado?a. Siempre ( )b. A veces ( )
c. Nunca ( )2. ¿De qué manera las condiciones del ambiente físico de su trabajo influyenen la forma que desempeña su trabajo?a. Me ayuda mucho ( )b. Me ayuda poco ( )c. Ni una cosa ni otra ( )3. ¿Considera Ud. que la disposición de equipos y recursos materiales queemplea su institución para la atención es apropiada?a. Siempre ( )b. A veces ( )c. Nunca ( )4. ¿Cómo considera la relación entre Ud. y su Jefe inmediato?a. Buena ( )b. Regular ( )c. Mala ( )5. ¿Cómo considera la relación entre Ud. y sus compañeros de trabajo?a. Buena ( )b. Regular ( )c. Mala ( )6. ¿Considera Ud. que la capacitación recibida por su institución para eldesempeño de sus funciones ha sido?a. Buena ( )b. Regular ( )c. Mala ( )7. ¿Cuántas capacitaciones ha percibido en los dos últimos años?a. Más de 4 ( )b. De 2 a 4 ( )c. De 0 a 1 ( )8. ¿Actualmente cómo considera Ud. su desempeño laboral?a. Bueno ( )b. Regular ( )c. Malo ( )9. ¿En su situación personal, que tendría que mejorarse en la organización?a. Remuneración ( )b. Reconocimientos ( )c. Relaciones interpersonales ( )d. Ambiente físico/disposición de recursos ( )e. Capacitación ( )10. ¿Cómo considera Ud. su nivel de productividad?a. Aceptable ( )b. Inaceptable ( )c. No medible ( )11. ¿Cree Ud. que existe justicia en el pago de remuneraciones para todos lostrabajadores de la institución?a. Creo que sí ( )b. Creo que no ( )c. No opino ( )12. ¿En relación a la institución donde labora que es lo que debería de mejorarseprioritariamente?a. Relaciones interpersonales ( )b. Remuneraciones ( )c. Reconocimientos ( )d. Ambiente físico/disposición de recursos ( )
e. Capacitación ( )13. ¿Considera Ud. que su institución debería dar incentivos y/o reconocimientosa su personal en base a los méritos alcanzados?a. Siempre ( )b. A veces ( )c. Nunca ( )ANEXO Nº 02CUESTIONARIO DE EVALUACIÓN DE DESEMPEÑO LABORALI. INFORMACIÓN ESPECÍFICALea cuidadosamente los rangos de valoración y factores de la calificación.Marque la opción que mejor identifique a su docente.25 45 65 85 100ÍTEMS(a)Muyinferior(b)Inferior(c)Satisfactorio(d)Sobresaliente(e)ExcelenteDominio de conceptos,métodos y técnicas.Destrezas para utilizarconocimientos.Cumplimiento deresponsabilidades.Desarrollo dealternativas de accióny aprovechamiento derecursosEntrega de trabajos.Volumen de entregade resultados deacuerdo aproyecciones ynecesidadesNivel de compromiso.Disposición pararealizar trabajosConfidencialidad ylealtad.Habilidad paramanejar situaciones.Capacidad de recibirsugerencias, brindaraportes y toma dedecisiones.Puntualidadorganización de
documentos y cuidadode equipos.Suma de puntuación de Items / 12
Selección del personal
Indice1. Proceso de selección2. Objetivos y desafios de la selección de personal3. Selección de personal: panorama general4. Formula de la razón de selección5. Concepto global de selección6. Recepción preliminar de solicitudes7. Pruebas de idoneidad8. Entrevista de selección9. El Proceso de Entrevista10. Verificación de datos y referencias11. Examen médico12. Resultados y retroalimentación
1. Proceso de selección
Una vez que se dispone de un grupo idóneo de solicitantes obtenido mediante el reclutamiento, se da inicio al proceso de selección. Esta fase implica una serie de pasos que añaden complejidad a la decisión de contratar y consumen cierto tiempo. Estos factores pueden resultar irritantes, tanto para los candidatos, que desean iniciar de inmediato, como para los gerentes de los departamentos con vacantes.
El proceso de selección consiste en una serie de pasos específicos que se emplean para decidir qué solicitantes deben ser contratados. El proceso se inicia en el momento en que una persona solicita un empleo y termina cuando se produce la decisión de contratar a uno de los solicitantes.
Contratación
En muchos departamentos de personal se integran las funciones de reclutamiento y selección en una sola función que puede recibir el nombre de contratación. En los departamentos de personal de grandes dimensiones se asigna la función de contratación a un gerente específico. En los más pequeños, el gerente del departamento desempeña esta labor.
La función de contratar se asocia con el departamento de personal, pero además el proceso de selección tiene importante radical en la administración de recursos humanos. Por lo tanto, la selección adecuada es esencial en la administración de personal e incluso para el éxito de la organización.
2. Objetivos y desafios de la selección de personal
Tres elementos esenciales
Los departamentos de personal emplean el proceso de selección para proceder a la contratación de nuevo personal. La información que brinda el análisis de puesto proporciona la descripción de las tareas, las especificaciones humanas y los niveles de desempeño que requiere cada puesto; los planes de recursos humanos a corto y largo plazos, que permiten conocer las vacantes futuras con cierta precisión , y permiten asimismo conducir el proceso de selección en forma lógica y ordenada, y finalmente, los candidatos que son esenciales para disponer de un grupo de personas entre las cuales se puede escoger. Estos tres elementos determinan en gran medida la efectividad del proceso de selección. Hay otros elementos adicionales en el proceso de selección, que también deben ser considerados: la oferta limitada de empleo, los aspectos éticos, las políticas de la organización y el marco legal en el que se inscribe toda la actividad
3. Selección de personal: panorama general
El proceso de selección consta de pasos específicos que se siguen para decidir cuál solicitante cubrirá el puesto vacante. Aunque el número de pasos que siguen diversas organizaciones varía, prácticamente todas las compañías modernas proceden a un proceso de selección. La función del administrador de recursos humanos consiste en ayudar a la organización a identificar al candidato que mejor se adecue a las necesidades específicas del puesto y a las necesidades generales de la organización.
Selección Interna
Búsqueda Interna
Los desafíos internos generados por la organización misma presentan el siguiente dilema: por lo general, los gerentes de los diversos departamentos desean llenar las vacantes de manera rápida, con las personas más calificadas para ejercer la función. Los gerentes tienden a esperar a que se produzca una vacante para proceder a llenar una solicitud de personal nuevo. Es probable que la política interna de la compañía determine, por ejemplo, que el puesto se debe ofrecer al personal interno por un mínimo de dos semanas, antes de ofrecerlo en el mercado externo. Al mismo tiempo, tomar decisiones rápidas en esta área implica una disminución en el número de candidatos idóneos. Es muy probable que el administrador de recursos humanos se vea sometido a presiones fuertes.
Razón de Selección
Contar con un grupo grande y bien calificado de candidatos para llenar las vacantes disponibles constituye la situación ideal del proceso de selección. Algunos puestos son más difíciles de llenar que otros. Particularmente los que requieren conocimientos especiales. Cuando un puesto es difícil de llenar, se habla de baja
razón de selección. Cuando es sencillo llenarlo, se define como un puesto de alta razón de selección.
La razón de selección es la relación que existe entre el número de candidatos finalmente contratados y el número total de solicitantes.
4. Formula de la razón de selección
La razón de selección se determina mediante la fórmula:
Número de candidatos contratados
= Razón de la selección Número total de solicitantes
Cuando en una organización se presentan con frecuencia razones de selección bajas, se puede inferir que el nivel de adecuación al puesto de los solicitantes y de las personas contratadas será bajo.
El Aspecto Ético
Comportamiento Antiético
Dado el papel central que desempeñan los especialistas de personal en la decisión de contratar, la conciencia de lo importante de su labor y la certidumbre de que cualquier acción poco ético se revertirá en su contra es fundamental. Los favores especiales concedidos a los "recomendados", las gratificaciones y obsequios, el intercambio de servicios y toda otra práctica similar resultan no sólo éticamente condenables, sino también de alto riesgo. El administrador de recursos humanos debe recordar que una contratación obtenida mediante un soborno introduce a la organización a una persona que no solamente no será idónea y que se mostrará refractaria a todas las políticas de personal, sino que también se referirá al administrador con el desprecio que merece un funcionario corrupto
Desafíos de la Organización
Limitantes Internas
El proceso de selección no es un fin en sí mismo, es un medio para que la organización logre sus objetivos. La empresa impondrá límites, como sus presupuestos y políticas que influyen en el proceso. Limitantes en ocasiones, estos elementos contribuyen a largo plazo a la efectividad de la selección. Las metas de la empresa se alcanzarán mejor cuando se impongan pautas claras, propias de la circunstancia específica en que se desempeña, y que contribuyan no solamente al éxito financiero de la compañía, sino también al bienestar general de la comunidad.
Flexibilidad
Sería un mejor interés de una empresa planear políticas flexibles, modernas e inteligentes que complementen factores diferentes al lucro a corto plazo. El profesional de la administración de recursos humanos enfrenta en este campo uno de los retos más significativos de su actividad y las empresas en que trabajará esperan que él aporte enfoques más sociales y humanos a sus políticas de selección.
5. Concepto global de selección
Sistema De Selección
El concepto global de selección consta de una serie de pasos. En ocasiones, el proceso puede hacerse muy simple, especialmente cuando se seleccionan empleados de la organización para llenar vacantes internas. Mediante los sistemas de selección internas se pueden equiparar el capital humano con potencial de promoción por una parte, y las vacantes disponibles, por la otra. Lo empleados con más características compatibles con el puesto (y por lo tanto, con más alta puntuación) se consideran los candidatos idóneos. A pesar de algunas limitaciones, por ejemplo, que los programas no consideran factores como el deseo del empleado por aceptar el puesto, estos sistemas han tenido gran difusión.
6. Recepción preliminar de solicitudes
Empleados Y Empresas
El proceso de selección se realiza en dos sentidos: la organización elige a sus empleados y los empleados potenciales eligen entre varias empresas. La selección se inicia con una cita entre el candidato y la oficina de personal o con la petición de una solicitud de empleo. El candidato empieza a formarse una opinión de la organización a partir de ese momento. Muchos candidatos valiosos pueden sentirse desalentados si no se les atiende adecuadamente desde el principio.
Es frecuente que se presenten solicitudes "espontáneas" que decidan solicitar personalmente un empleo. Durante esta entrevista preliminar, puede iniciarse el proceso de obtener información sobre el candidato, así como una evaluación preliminar e informal.
El candidato entrega a continuación una solicitud formal de trabajo (proporcionada durante la entrevista preliminar). Los pasos siguientes de selección consisten en gran medida en la verificación de los datos contenidos en la solicitud, así como de los recabados durante la entrevista.
7. Pruebas de idoneidad
Procedimento
Las pruebas de idoneidad son instrumentos para evaluar la compatibilidad entre los aspirantes y los requerimientos del puesto. Alguna de estas pruebas consisten en exámenes psicológicos; otras son ejercicios que simulan las condiciones de trabajo.
Los puestos de nivel gerencial son con frecuencia demasiado complejos y es difícil medir la idoneidad de los aspirantes. Se computan los resultados, se obtienen los promedios y el candidato logra una puntuación final. No es necesario agregar que el procedimiento resulta considerablemente costoso y aconsejable sólo en determinadas circunstancias.
Validación de Pruebas
Validez
La validez de una prueba de inteligencia significa que las puntuaciones obtenidas mantienen una relación significativa con el desempeño de una función con otro aspecto relevante.
Para demostrar la valides de una prueba se pueden emplear dos enfoques: el de demostración practica y el racional.
Demostración práctica y enfoque racional
El enfoque de la demostración practica: se basa en el grado de validez de las predicciones que la prueba permite establecer.
El enfoque racional: se basa en el contenido y el desarrollo de la prueba. Este se emplea cuando la demostración practica no se puede aplicar debido a que él numero insuficiente de sujetos examinados no permite la validación.
Instrumentos para la Administración de Exámenes y una Palabra de Cautela
Existe una amplia gama de exámenes psicológicos para apoyar el proceso de selección, pero es importante tener en cuenta que cada examen tiene utilidad limitada y no se puede considerar un instrumento universal.
Las pruebas psicológicas se enfocan en la personalidad. Se cuentan entre las menos confiables. Su validez es discutible, porque la relación entre personalidad y desempeño con frecuencia es muy vaga y sugestiva.
Las pruebas de conocimiento son más confiables porque determinan información o conocimientos que posee el examinador.
Las pruebas de desempeño miden la habilidad de los candidatos para ejecutar ciertas funciones de su puesto.
Las pruebas de respuestas gráficas miden las respuestas fisiológicas a determinados estímulos.
La pruebas idoneidad que se emplean en el proceso de selección, finalmente solo constituyen una de las técnicas empleadas. Su uso se limita a la medición de factores examinables y comprobables. En el caso de una cajero una prueba de actitud numérica y concentración puede informar sobre barios aspectos mensurables de su personalidad.
8. Entrevista de selección
Preguntas Claves
La entrevista de selección consiste en una platica formal y en profundidad, conducida para evaluar la idoneidad para el puesto que tenga el solicitante. El entrevistador se fija como objeto responder a dos preguntas generales: ¿Puede el candidato desempeñar el puesto? ¿Cómo se compara con respecto a otras personas que han solicitado el puesto?.
Las entrevistas de selección constituyen la técnica mas ampliamente utilizada; su uso es universal entre las compañías latinoamericanas.
Las entrevistas permiten la comunicación en dos sentidos: los entrevistados obtienen información sobre el solicitante y el solicitante la obtiene sobre la organización.
Tipos de Entrevista
Las entrevistas se llevan a cabo entre un solo representante de la compañía y un solicitante (entrevistado).
Las preguntas que formule el entrevistador pueden ser estructuradas, no estructuradas, mixtas, de solución de problemas o de provocación de tensión.
En la practica la estructura mixta es la mas empleada, aunque cada una de las otras desempeña una función importante.
Entrevistas no estructuradas
Permite que el entrevistador formule preguntas no previstas durante la conversación. El entrevistador inquiere sobre diferentes temas a medida que se presentan, en forma de una practica común.
Lo que es aun más grave; en este enfoque pueden pasarse por alto determinadas áreas de aptitud, conocimiento o experiencia del solicitante.
Entrevistas estructuradas
Entrevista estructurada se basan en un marco de preguntas predeterminadas. Las preguntas se establecen antes de que inicie la entrevista y todo solicitante debe responderla.
Este enfoque mejora la contabilidad de la entrevista, pero no permite que el entrevistador explore las respuestas interesantes o poco comunes. Por eso la impresión de entrevistado y entrevistador es la de estar sometidos a un proceso sumamente mecánico. Es posible incluso que muchos solicitantes se sientan desalentados al participar en este tipo de proceso.
Entrevistas mixtas
En la practica, los entrevistadores despliegan una estrategia mixta, con preguntas estructurales y con preguntas no estructurales. La parte estructural proporciona una base informativa que permite las comparaciones entre candidatos. La parte no estructurada añade interés al proceso y permite un conocimiento inicial de las características especificas del solicitante.
Entrevista de solución de problemas
Se centra en un asunto que se espera que se resuelva el solicitante. Frecuentemente se trata de soluciones interpersonales hipotéticas, que se presentan al candidato para que explique como las enfrentaría.
Entrevista de provocación de tensión
Cuando un puesto debe desempeñarse en condiciones de gran tensión se puede desear saber como reacciona el solicitante a ese elemento.
9. El Proceso de Entrevista
Consta de cinco etapas:
Preparación del entrevistador
El entrevistador debe prepararse antes de dar inicio a una entrevista. Esta preparación requiere que se desarrollen preguntas especificas. Las preguntas que se den a estas preguntas indicaran la idoneidad del candidato. Al mismo tiempo, el
entrevistador debe considerar las preguntas que probablemente le harán el solicitante.
Como una de las metas del entrevistador es convencer a los candidatos idóneos para que acepten las ofertas de la empresa.
Creación de un ambiente de confianza
La labor de crear un ambiente de aceptación recíproca corresponde al entrevistador. Él debe representar a su organización y dejar en sus visitantes una imagen agradable, humana, amistosa. Inicie con preguntas sencillas. Evite las interrupciones. Ofrezca una taza de café. Aleje documentos ajenos a la entrevista. Es importante que su actitud no trasluzca aprobación o rechazo.
Intercambio de información
Se basa en una conversación. Algunos entrevistadores inician el proceso preguntando al candidato si tiene preguntas. Así establece una comunicación de dos sentidos y permite que el entrevistador pueda a empezar a evaluar al candidato basándose en las preguntas que le haga.
El entrevistador inquiere en una forma que le permita adquirir el máximo de información. Es aconsejable evitar las preguntas vagas, abiertas. La figura incluye un muestrario de preguntas específicas posibles, las cuales un entrevistador imaginativo puede aumentar en forma considerable.
Terminación
Cuando el entrevistador considera que va acercándose al punto en que ha completado su lista de preguntas y expira el tiempo planeado para la entrevista, es hora de poner fin a la sesión. No es conveniente indicarle qué perspectivas tiene de obtener el puesto. Los siguientes candidatos pueden causar una impresión mejor o peor, y los otros pasos del proceso de selección podrían modificar por completo la evaluación global del candidato.
Evaluación
Inmediatamente después de que concluya la evaluación el entrevistador debe registrar las respuestas específicas y sus impresiones generales sobre el candidato. En la figura se ilustra una forma llamada lista de verificación pos entrevista que se utiliza para la evaluación que lleva a cabo el entrevistador. De una entrevista muy breve puede obtenerse considerable información.
Errores del Entrevistador
La figura sintetiza algunos de los errores de fondo más comunes en un entrevistador. Una entrevista es débil cuando no hay clima de confianza, se omite hacer preguntas claves. Existe otra fuente de errores, los que se originan en la aceptación o rechazo del candidato por factores ajenos al desempeño potencial. Una entrevista con errores puede redundar en el rechazo de personas idóneas o
(igualmente grave) en la contratación de personas inadecuadas para el puesto.
Errores del Entrevistado
Los cinco errores más comunes cometidos por los entrevistadores son : intentar técnicas distractoras, hablar en exceso, jactarse de los logros del pasado, no escuchar y no estar debidamente preparado para la entrevista.
10. Verificación de datos y referencias
Los especialistas para responderse algunas preguntas sobre el candidato recurren a la verificación de datos y a las referencias. Son muchos los profesionales que muestran un gran escepticismo con respecto a las referencias personales, la objetividad de estos informes resulta discutible.
Las referencias laborales difieren de las personales en que describen la trayectoria del solicitante en el campo del trabajo. Pero también ponen en tela de juicio dichas referencias ya que los antiguos superiores, pueden no ser totalmente objetivos. Algunos empleadores pueden incurrir incluso en prácticas tan condenables como la comunicación de rumores o hechos que pertenezcan por entero al ámbito de la vida privada del individuo.
El profesional de recursos humanos debe desarrollar una técnica depurada que depende en gran medida de dos hechos capitales: uno, el grado de confiabilidad de los informas que recibe en el medio en que se encuentra; dos, el hecho de que la práctica de solicitar referencias laborales se encuentra muy extendida en toda Latinoamérica.
11. Examen médico
Es conveniente que en el proceso de selección incluya un examen médico del solicitante. Existen poderosas razones para llevar a la empresa a verificar la salud de su futuro personal: desde el deseo de evitar el ingreso de un individuo que padece una enfermedad contagiosa, hasta la prevención de accidentes, pasando por el caso de personas que se ausentarán con frecuencia debido a sus constantes quebrantos de salud.
12. Resultados y retroalimentación
El resultado final del proceso de selección se traduce en el nuevo personal contratado. Si los elementos anteriores a la selección se consideraron cuidadosamente y los pasos de la selección se llevaron de forma adecuada, lo más probable es que el nuevo empleado sea idóneo para el puesto y lo desempeñe productivamente. Un buen empleado constituye la mejor prueba de que el proceso de selección se llevó a cabo en forma adecuada.
AUDITORÍA DE MANTENIMIENTO
Una Auditoria es un instrumento de seguimiento que colabora en la toma de decisiones, gestión y control del mantenimiento.
Por qué llevar a cabo una auditoría ?
Las auditorías son procesos llevados a cabo de manera voluntaria, que surgen de motivaciones tales como conocer el estado de la maquinaria, medir la efectividad del mantenimiento y reducir los costos de mantenimiento,
En forma general, se puede decir que las auditorías permiten conocer la situación del mantenimiento en la empresa, establecer y priorizar las necesidades y sus medidas correctivas.
Beneficios de realizar una Auditoria
Progresiva disminución de los costos.
Minimiza problemas actuales y futuros prevención .
Identifica ahorros potenciales.
Racionaliza los recursos disponibles.
Conoce el estado de los equipos.
Evalúa la gestión de mantenimiento.
GESTIÓN DE LA INFORMACIÓN EN LA UTILIZACIÓN DELPROCESO ANALÍTICO JERÁRQUICO PARA LA TOMA DE
DECISIONES DE NUEVOS PRODUCTOS
Resumen: A pesar de que existe abundante software para la automatización de lautilización de diversos modelos que sirven de apoyo a los procesos de toma de decisiones
empresariales, es necesario que a éstos se les suministre la informaciónadecuada para que su funcionamiento sea eficiente. Para alcanzar este fin, es indispensable
que exista una interacción con el Sistema de Información Empresarial,de manera tal que el modelo se vea alimentado por la información provenientetanto de fuentes internas como externas a la organización, lo cual conlleva una
gestión eficiente y eficaz de los recursos informacionales relacionados con el mismo.Palabras clave: Gestión de Información, Nuevos productos, Modelos Multiatributo.Abstract: Despite there is plenty of software for the automation of several business
decision making supporting models, these must be provided with adecuate informationin order to work efficiently. To achieve this aim, an interaction with the
Business Information System is essential, so that the model can be fed with informationcoming both from the organization inner sources and from external ones,
which means an effective management of the information resources related to it.Keywords: Information Management, new products, Multiattribute Models
1. INTRODUCCIÓNLa información es la savia vital de la organización. Vincula la organización con su
entorno y es el lubricante de las operaciones internas. Como consecuencia, la informacióndebe gestionarse igual que cualquier otro recurso valioso.
Independientemente de la fase evolutiva de la información en una organización enparticular, el proceso de información es básicamente el mismo. El sistema de gestión dela información debe asegurar que se proporcione a los centros de decisión la cantidad ycalidad adecuada de información interna y externa, en el momento preciso y de carácter
relevante.La información es un input clave en el proceso de toma de decisiones. Cuando los
directivos toman decisiones intentan actuar de manera racional y sistemática. Sin embargo,debido a diversos factores los responsables de la toma de decisiones han de asumir
una racionalidad limitada. Estas condiciones incluyen la complejidad de la mayor partede los problemas organizativos, la incertidumbre de la tecnología y del entorno, las
limitaciones del proceso cognitivo humano, las emociones individuales y las preferenciasindividuales.
La teoría económica, y especialmente la de raíz microeconómica, usualmente consideraa sus agentes económicos racionales como entes que ordenan sus decisiones posibles según
un único criterio que define sus preferencias. La óptica de la modelización clásica es lamodelización unicriterio, y su objetivo consiste en llegar a un problema de optimización
con restricciones en el que la solución óptima representa la mejor alternativa.La modelización multicriterio proporciona al decisor una libertad de juicio que le es negada
por la modelización monocriterio. La modelización multicriterio es mucho más realistapuesto que considera las pseudo-restricciones como elementos de la decisión, es decir,
criterios. Una consecuencia de ello es que el modelo va a tener sentido para el decisor y portanto es posible un análisis interactivo.
Es evidente que algo primordial en la implantación de un modelo de decisión en elSistema de Información Empresarial radica en la información con que éste se alimente,por lo que un elemento fundamental para ello será el estudio de los diferentes flujos de
información que están involucrados en el proceso. Es por esto que consideramos necesariosistematizar la implementación del análisis de la información para los modelos de
toma de decisiones, tomando como punto de partida las metodologías más modernas deplanificación y desarrollo de Sistemas de Información.
2. LAS DECISIONES SOBRE NUEVOS PRODUCTOSCultura, tecnología, cualificación e información son las nuevas claves de la competitividad
en las organizaciones, dentro de un contexto de mercados cada vez más global,con mayores exigencias de servicio, de calidad, ciclos de vida más cortos de los productos,
etc.Tal como menciona Griffiths (1989), respecto a aquellos elementos que deben darse
para que una organización adquiera ventajas competitivas gracias al uso de Tecnologíasde la Información, está la "identificación de oportunidades de negocio que puedan derivarse
de su aplicación estratégica". Disponer de una capacidad de identificación de nuevasoportunidades por el uso de estas tecnologías será necesario para todas aquellas
organizaciones que no deseen perder competitividad, gestionando adecuadamente unanueva relación directa con los clientes, determinando necesidades, jerarquía de valores y
todos aquellos elementos que supongan una relación directa con la organización.Se sabe que el ritmo del cambio es acelerado, lo cual reduce el tiempo disponible paradar respuestas. Por tanto, será necesario desarrollar nuevas herramientas y habilidades
de Marketing.Las habilidades requeridas para controlar el consumidor, redefinen las estrategias demarketing. El desarrollo de productos deviene en una combinación de experiencia
técniGESTIÓN y adquisición de componentes y productos existentes desarrollando valor añadido
para el consumidor. Esto significa que la investigación de las necesidades del consumidory la creación de una afinidad entre el consumidor y la empresa es indispensable para
el éxito de un nuevo producto. En la actualidad, el desarrollo de productos está altamenteconcentrado en el diseño. Según las tecnologías de la información ganan en importancia,
los diseñadores necesitan comprender como producir nuevos productos quesean consistentes con la relación que la firma tiene con el consumidor. La empresa debecambiar la función de desarrollo de nuevos productos de la basada casi exclusivamente
en el diseño del producto a otra centrada en la gestión de sus relaciones con el consumidor.Las empresas no pueden alcanzar sus objetivos en beneficios y participación de mercadoa largo plazo sin tener en cuenta la satisfacción del consumidor como la guía fundamental
para definir sus políticas y prácticas. La clave para el éxito es orientar más laorganización hacia una óptica de Marketing. El Marketing debe estar presente comoparte activa en la actuación de cada elemento de la empresa, desde los recepcionistas
hasta los máximos ejecutivos. La tarea de todos debe ser integrar al consumidor al diseñodel producto, y diseñar un proceso sistemático de interacción que pueda consolidar
esta relación. Los consumidores necesitan cambios, luego las ofertas de nuevos productosson necesarias para alcanzar el éxito.
Ahora bien, la concepción de un nuevo producto no tiene significado económico algunosi no se dispone de métodos adecuados para su selección, producción y lanzamiento
al mercado. De ahí la necesidad de plantear un proceso que permita establecer,de la mejor manera posible, los dispositivos para que el nuevo producto llegue a manos
de sus consumidores.A partir de este planteamiento se ha elaborado una variada gama de modelos que en
cada momento han tenido mayor o menor fortuna en cuanto a sus posibilidades de utilización
en la realidad con éxito. La situación de nuestros días, caracterizada por un altogrado de incertidumbre, exige una profunda revisión de las técnicas utilizadas hasta
ahora.Nadie pone en duda que, en general, los mercados actuales se caracterizan por una
creciente exigencia de renovación de unos productos por otros, ya sea por necesidadesde diferenciación respecto a la competencia o de personalización de productos y servicios
para la aplicación del Micromarketing. Esta característica es más acusada en lospaíses más desarrollados económicamente. En ellos se puede constatar que la mayor
parte de la facturación anual corresponde a productos lanzados al mercado en los últimosaños y a veces en los últimos meses. Por otra parte, se puede constatar un hecho
importante: los gustos de los consumidores cambian de tal manera que exigen la sustitucióncada vez más frecuente de los productos. En otras palabras, la vida de los productos
es cada vez más corta y la necesidad de lanzamiento de los nuevos cada vez másfrecuente.
Se puede afirmar, sin duda alguna, que el lanzamiento de nuevos productos es unelemento cada vez más importante en la finalidad última de la empresa: el mantenimiento
de la capacidad generadora de riqueza, perpetuando y aumentando si es posible,el beneficio, a través del mantenimiento y mejora de su posición e el mercado, junto con
la necesaria modernización de los medios de producción y la conservación de la estabilidadfinanciera.
Aunque el desarrollo de nuevos productos es importante para alcanzar el éxito, esteproceso también tiene su lado negativo. El desarrollo de nuevos productos es costoso,
lleva mucho tiempo y es comporta riesgo. Los costos de desarrollo son muy difíciles decalcular de forma exacta y el gasto de tiempo es también impredecible, algunos productos
pueden demorar años en salir al mercado. Las causas del éxito del proceso estánrelacionadas con los siguientes factores:
• La concordancia entre el producto y las necesidades del consumidor• El valor total para el consumidor
• El grado de innovación del producto• Superioridad técnica del producto
• Efectividad mostrada• El entorno competitivo
• La comunicación entre las funciones de la empresa• La infraestructura y organización de la empresa para el nuevo producto
• Las políticas, procedimientos y procesos dedicados al desarrollo del nuevo producto• Un ciclo corto de desarrollo de ideas.
3. EL PROCESO ANALÍTICO JERÁRQUICO (AHP)La denominada Toma de Decisiones Multiatributo (Multiple Attribute Decision Making)
es una parte del MCDM La MADM aborda problemas en los que el número dealternativas es finito y se conoce su evaluación sobre distintas características (denominadas
atributos), de carácter cuantitativo o cualitativo.La Toma de Decisiones Multiatributo MADM trabaja con un número finito, generalmente
pequeño, de alternativas predeterminadas, A = { A1 , A2 , . . . , Am } del cualse conoce además su evaluación sobre cada uno de los atributos, X1 , X2 , . . . , Xn , que
no tiene que ser necesariamente cuantificable y que se representa a través de la denominadamatriz de decisión.
X1 X2 . . . Xj . . . XnA1 x11 x12 . . . x1j . . . x1nA2 x21 x22 . . . x2j . . . x2n
GESTIÓN DE LA INFORMACIÓN EN LA UTILIZACIÓN DEL PROCESO... 59anales de documentación, n.º 3, 2000
. . . . . . . . . . . . . . . . . . . . .Ai xi1 xi2 . . . xij . . . xin. . . . . . . . . . . . . . . . . . . . .
Am xm1 xm2 . . . xmj . . . xmnDenotaremos esta matriz por D = ( xij ) ∈Mmxn donde xij es el resultado alcanzadopor la alternativa Ai , j = 1, . . . , n. Además, en general, se conoce la condición de
cambio deseable para cada atributo. Así, a partir de los valores más preferidos por eldecisor sobre cada uno de los atributos, xj*, se puede formar la alternativa ideal A*= (
x1*, . . . , xn* ), definida anteriormente.La decisión final consistirá en la elección de una o más alternativas de A como la
“mejor” o “mejores”, basándonos en la información aportada por el decisor acerca desus preferencias sobre los atributos y/o las alternativas.
A continuación plantearemos una serie de conceptos básicos en la Toma de DecisionesMulticriterio (MCDM), que ya hemos utilizado basándonos en su interpretación
intuitiva, pero que consideramos conveniente definir formalmente.DECISOR: es aquella persona que se plantea el problema de decisión.
ANALISTA: será quien utilice todos sus conocimientos y toda la información disponiblepor parte de del decisor para ayudar a éste en su decisión.
Existen dos escuelas dentro de la MCDM: la de origen anglosajón, más normativa(en el sentido de cómo deben ser las preferencias y de cómo debe tomar una decisión un
agente económico racional), y la francesa, más positiva, que pretende estudiar las preferencias
reales del decisor, y cuyo principal objetivo es ayudar a éste a elegir la soluciónmás compatible con tales preferencias.
En nuestro trabajo estudiaremos los métodos de toma de decisiones para el caso deun único decisor, aunque también existen numerosas investigaciones sobre MCDM para
el caso de múltiples decisores.ALTERNATIVA: es cada uno de los objetos, decisiones o proyectos mutuamente
excluyentes que serán explorados en el proceso de decisión. El conjunto de las posiblesalternativas, que denotaremos por A2, puede estar definido por extensión (enumerandotodos sus elementos) o por compresión (enunciando las propiedades o características de
los elementos del conjunto).El conjunto de alternativas no es una realidad objetiva. Su definición forma parte de
la actividad de modelización y puede condicionar el resto del proceso. No obstante, lamayor parte de los métodos de MCDM suponen la existencia de un conjunto de alternativas
dado, sobre el cual el analista aplicará una serie de técnicas con objeto de encontrar la "mejor" solución. Muy pocos estudios se han dedicado a la generación de
alternativas, aunque Zeleny en su obra "Multiple Criteria Decision Making" plantea que éste es uno de los aspectos más importantes del proceso de decisión
ATRIBUTOS: son aquellos valores que el decisor utiliza para caracterizar las distintasalternativas, es decir, las componentes, características y propiedades de los objetos
estudiados en el proceso de decisión. Estos valores pueden medirse con relativa independencia
de los deseos y necesidades del decisor, siendo generalmente susceptibles deexpresarse como una función matemática de las variables de decisión. Cuando el número
de atributos es muy grande, éstos suelen presentarse en una estructura jerárquica.Cada grupo de la jerarquía suele tener alrededor de siete elementos. Esto tiene su origenen la Teoría de Miller (1965) según la cual siete aspectos (más-menos dos) es la mayor
cantidad de información que un observador puede dar sobre un objeto en base a un juicio es uno de los aspectos más importantes del proceso de decisión absoluto.
El AHP utiliza una matriz formada con la información del decisor y cuyos elementosson comparaciones de criterios por pares tipo ratio.
La información que se demanda del decisor es una matriz nxn W=( wij ), donde wijes la medida subjetiva de la importancia relativa del criterio i frente al j, según una
escala normalizada de 1 (la misma importancia) a 9 (absolutamente más importante),desglosada como sigue:
1 Igual importancia para dos criterios3 Débil importancia de uno sobre el otro
5 Importancia esencial o fuerte de un criterio sobre el otro7 Importancia demostrada de un criterio sobre otro
9 Importancia absoluta de un criterio sobre otro2, 4, 6, 8 Valores intermedios entre dos juicios adyacentes, que se emplean cuando
es necesario un término medio entre dos de las intensidades anteriores.GESTIÓN DE LA INFORMACIÓN EN LA UTILIZACIÓN DEL PROCESO... 61
anales de documentación, n.º 3, 2000Y entonces, la matriz W de juicios relativos sobre los atributos tendría la siguiente
forma:w11 w12 … w1n w1/w1 w1/w2 … w1/wnw21 w22 … w2n w2/w1 w2/w2 … w2/wn
. . . . . .W= . . . = . . .
. . . . . .
. . . . . .wn1 wn2 … wnn wn/w1 wn/w2 … wn/wn
En esta matriz W todos los elementos son positivos y verifican las siguientes propiedades:1. Reciprocidad: wij = 1/wji Para todas i, j = 1, ..., n.
2. Consistencia: wij = wik/wjk Para todas i, j, k = 1, ..., n.Y se puede asumir sin perder generalidad que ∑n
j=1 wj = 1Siendo todos los elementos de W positivos, por el teorema de Frobenius - Perron,
existe siempre un autovalor λ > 0 dominante, tal que su autovector asociado v = (v1,..., vn) que cumple ∑n
j=1 vj = 1 tiene todos sus componentes positivos.Dentro de los MADM, se consideramos eficiente para las decisiones sobre nuevos
productos el Método AHP, por las siguientes razones:• Permite una organización jerárquica del problema en distintos niveles, lo cual conjuga
perfectamente con el análisis de los diferentes atributos a considerar, los cualesa su vez son desagregables en subatributos.
• Para desarrollar una metodología que nos permita gestionar adecuadamente la información
necesaria para la ejecución de esta tarea, lo cual constituye uno de losobjetivos de este trabajo, es conveniente realizar una explosión de la situación por
niveles.• Incluye en el método la asignación de pesos a los atributos, lo cual facilita la tarea
de "extraer" de la mente del decisor esta información de una forma confiable. ElMétodo del Vector Propio de Saaty ha sido aplicado por Saaty y otros investigadorespor su elegancia en multitud de situaciones de decisión, aunque debemos señalar que
siempre ha despertado cierta polémica respecto al significado exacto de los pesos obtenidos.
Por otra parte el AHP tiene grandes méritos:- Detecta y acepta, dentro de ciertos límites la incoherencia de los decisores humanos.
- Permite emplear de forma natural una jerarquización de los criterios, cosa que nopueden hacer los métodos que exigen comparaciones globales de las alternativas.
- No se necesita información cuantitativa acerca del resultado que alcanza cada alternativaen cada uno de los criterios considerados, sino tan sólo los juicios de valor del
centro decisor.4. LA GESTIÓN DE LA INFORMACIÓN PARA LA IMPLEMENTACIÓN DEL
AHP EN LAS DECISIONES DE NUEVOS PRODUCTOS.Una vez planteado claramente en los epígrafes anteriores de este trabajo la conveniencia
de la utilización del Proceso Analítico Jerárquico en la decisión sobre alternativasde desarrollo de nuevos productos, se hace evidente la necesidad de formalizar lasvías de implantación de este método de Toma de Decisiones Multiatributo para su
aplicación.Para alcanzar este fin, es preciso definir de antemano una serie de etapas intermedias,
que permitan el conocimiento de la organización y de los objetivos generales de lamisma, y también resulta ineludible para el éxito del proceso analizar cómo se utiliza o
no la información para este tipo de toma de decisiones y por quiénes.Asimismo, se hace necesaria una adaptación progresiva de todas las personas implicadas
en la obtención y utilización del recurso información, por un lado los responsablesde la dirección de información, y por otro, los responsables de la gestión de la organización
en el ámbito de la elección de nuevos productos para su desarrollo.El propósito de este capítulo es desarrollar una primera aproximación de lo que será
una metodología que viabilice la implantación del Proceso Analítico Jerárquico para latoma de decisiones de nuevos productos para su explotación en el sistema de información
de la empresa.Es evidente que lo primordial de dicha implantación radica en la información con
que se alimente el modelo, por lo que un elemento fundamental para ello será el estudiode los diferentes flujos de información que están involucrados en el proceso. Es por ello
que las bases de la metodología que se planteará, estarán en las metodologías más modernas
de planificación y desarrollo de Sistemas de Información.Entre estas metodologías se encuentran:
• Merise (Francia)• SSADM (Inglaterra)
• Métrica (España).Estos métodos son un conjunto de procedimientos, técnicas y ayudas a la documentación
para el desarrollo de sistemas de información. En ellos se explica paso a paso todaslas actividades a realizar para lograr el producto deseado en tiempo y con un costoaceptado, señalando además, qué personas deben participar en el desarrollo de cada
actividad y qué documentación se produce, así como las técnicas y herramientas que seutilizan en cada paso.
El esquema preliminar de la metodología propuesta es el siguiente:ACTIVIDAD 1: DETERMINACIÓN DE NECESIDADES DE INFORMACIÓN
Tarea 1.1: Identificación del problema y los atributos.Productos a obtener:
• Lista de atributos y subatributos.• Lista de alternativas.
• Diagrama de jerarquía AHP.Técnicas:
• Entrevistas y encuestas.• Reuniones de grupo con los implicados.
• Método AHP.Tarea 1.2: Determinación de los recursos de información.
Productos a obtener:• Hojas de trabajo de los recursos de información de los atributos.
• Diagrama de contexto.• Diagrama de Flujos de Datos del primer nivel (atributos).
Técnicas:• Diagrama de Flujo de Datos.
• Hojas de trabajo de recursos de información.Tarea 1.3: Identificación de los parámetros correspondientes a los subatributos.
Productos a obtener:• Listas de parámetros.
• Hojas de trabajo de los recursos de información de los subatributos.• Mapas de los recursos de información de los subatributos.
• Diagramas de Flujo de Datos del segundo nivel (subatributos).Técnicas:
• Entrevistas y/o encuestas.• Hojas de trabajo de recursos de información.
• Mapas de actividad-contenido.• Diagrama de Flujo de Datos.
ACTIVIDAD 2: APLICACIÓN DEL PROCESO ANALÍTICO JERÁRQUICO DESAATY.
Tarea 2.1: Asignación de ponderaciones.Productos a obtener:
• Matrices de comparaciones binarias.• Vectores de pesos.
Técnicas:• Método del vector propio de Saaty.
• Operaciones algebraicas con matrices: cálculo del vector propio.Tarea 2.2: Determinación de la alternativa más conveniente.
Productos a obtener:• Prioridades Globales.• Respuesta de elección.
Técnicas:• Método AHP.
ACTIVIDAD 3: DISEÑO DE LA ARQUITECTURA FÍSICATarea 3.1: Diseño de la estructura.
Productos a obtener:• Conjunto de actividades físicas
• Actividades físicas con características de desarrollo comunes.• Diagrama de estructura.
Tarea 3.2: Descripción de interfaces.Productos a obtener:
• Descripción detallada de interfaces internas del proceso.• Descripción detallada de las interfaces usuario.
• Descripción detallada de interfaces con el Sistema de Información.Técnicas:
• Informáticas.Tarea 3.3: Definición de componentes.
Productos a obtener:• Definición de los componentes del sistema.
• Descripción detallada de cada uno de los componentes del sistema.ACTIVIDAD 4: PRUEBAS
Tarea 4.1: Diseño y preparación de pruebas.Productos a obtener:
• Lista de pruebas a realizar.• Plan de pruebas.
Tarea 4.2: Realización de pruebas.Productos a obtener:• Informe de pruebas.
Técnicas:• Técnicas de prueba.5. CONCLUSIONES
• Dada la importancia estratégica de las decisiones sobre el desarrollo de nuevosproductos para las empresas, es necesario utilizar herramientas de apoyo cada vez
más eficaces para el proceso de selección de las nuevas ideas y evaluación del negocio.• Los recursos de información son un elemento determinante en este tipo de decisiones,
por lo cual se hace indispensable una gestión eficiente de los mismos para garantizarresultados eficaces y eficientes de las herramientas utilizadas por los que
tienen que tomar las decisiones.• De los dos planteamientos anteriores, se desprende que es vital para la implementación
de cualquier herramienta de apoyo a la toma de decisiones su interacción conlos sistemas de información existentes en la organización.
IMPORTANCIA DEL ANALISIS DEL ABC
El análisis ABC es un procedimiento de planificación para clasificar un gran número de datos (de productos o de procedimientos). Se ofrecen los datos utilizando criterios como las ventas, los beneficios, el precio de compra, el consumo anual de producción o las necesidades en las tres categorías, lo que representa un alto (clase A), medio (clase B) o baja (clase C) del valor del consumo de los productos o procesos.El análisis ABC, muestra sólo una imagen de la situación real, por ejemplo en relación a las siguientes preguntas:¿Qué productos y servicios son importantes para el volumen de negocios?¿Qué cuentas clave (cliente principales) o proveedores están en la empresa?Una vez que estas preguntas se responde, se centran los objetivos y medidas estratégicas en las respuestas.La clasificación del Análisis ABCLas tres clases son las siguientes para especificar la ubicación de el valor límite para cada una de las tres categorías sobre la base de la experiencia operacional y puede variar de un caso a otro fluctuando ligeramente:Clase A - gran importancia Alta importancia, con un número relativamente pequeño de elementos que tienen un alto porcentaje del total de ingresos está tomando. Así, por ejemplo, del 5 al 10 por ciento de las piezas producidas por una cuota de alrededor del 60 al 80 por ciento de los ingresos del resultado global.Clase B - normal / importancia media Normal / media de importancia: este grupo de elementos aporta aproximadamente proporcional al resultado observado. Por ejemplo, llegar a 15 a 25 por ciento de las piezas producidas por un porcentaje del total de ingresos de alrededor de 15 a 25 por ciento. Clase C - baja importanciaBaja importancia: un número relativamente grande de elementos tiene sólo a dar pequeño porcentaje del resultado global. Por ejemplo, aproximadamente el 50 al 75 por ciento de las piezas producidas da un valor de 5 a 10 por ciento. Aplicación y ejecuciónÁreas de aplicaciónDebido a la simple aplicación del método, la independencia de la materia que se investiga y la restricción de la planificación en los principales factores asociados y el tiempo y los ahorros de costes, el análisis ABC en muchas áreas diferentes de su aplicación:Campo de planificación: El establecimiento de las zonas de acceso de a cuerdo a la frecuencia.Gestión de proyectos división en grandes, medianos y pequeños proyectos.- Marketing: segmentación de clientes o territorios de ventas.
- Análisis económico: para identificar los productos representativos.- Ubicación: El examen de la relación dominante de transporte.- Gestión de flujo de materiales: El examen de las relaciones de transporte dominante.- La garantía de la calidad: para identificar las causas más comunes de fallos y su eliminación.
INDICADORES FINANCIERO.
Qué es un indicador financiero?�
Un indicador financiero es un relación de las cifras extractadas de los estados financieros y demás informes de la empresa con el propósito de formase una idea como acerca del comportamiento de la empresa; se entienden como la expresión cuantitativa del comportamiento o el desempeño de toda una organización o una de sus partes, cuya magnitud al ser comparada con algún nivel de referencia, puede estar señalando una desviación sobre la cual se tomaran acciones correctivas o preventivas según el caso.
La interpretación de los resultados que arrojan los indicadores económicos y financieros está en función directa a las actividades, organización y controles internos de las Empresas como también a los períodos cambiantes causados por los diversos agentes internos y externos que las afectan.
Mencione cuatro estándares de comparación utilizados en el análisis de razones.�
Los cuatro estándares de comparación utilizados en el análisis de razones son:
• Estándares mentales del analista, comprende al criterio de este basado por la experiencia y sus conocimientos.
• Los registros históricos de la empresa; es decir indicadores de otros años.
• Los indicadores calculados con base a los presupuestos o los objetivos propuestos para el periodo en estudio.
• Los indicadores promedio del sector el cual pertenece la empresa.
¿Qué son y cuál es la utilidad de los indicadores de liquidez?�
A través de los indicadores de liquidez se determina la capacidad que tiene la Empresa pare enfrentar las obligaciones contraídas a corto plazo; en consecuencia más alto es el cociente, mayores serán las posibilidades de cancelar las deudas a corto plazo; lo que presta una gran utilidad ya que permite establecer un conocimiento como se encuentra la liquidez de esta, teniendo en cuenta la estructura corriente.
¿Cuáles son los indicadores de liquidez más utilizados? Interprete su significado y determine los� supuestos implícitos en estos indicadores.
Los indicadores de liquidez más utilizados son: Capital de Trabajo, la razón corriente, la prueba ácida y ebitad.
• Capital de Trabajo: Expresa en términos de valor lo que la razón corriente presenta como una relación. Indica el valor que le quedaría a la empresa, representando en efectivo u otros pasivos corrientes, después de pagar todos sus pasivos de corto plazo, en el caso en que tuvieran que ser cancelados de inmediato.
Capital de trabajo = Activo corriente - Pasivo corriente (Unidades Monetarias)
• Razón Corriente: También denominado relación corriente, este tiene como objeto verificar las posibilidades de la empresa afrontar compromiso; hay que tener en cuenta que es de corto plazo.
Normas de desempeño para empresas (indicadores.
GENERALIDADES:
Existen tres grandes tipo de normas para hacer la evaluación del desempeño en las empresas:
a. NORMAS DE EFECTIVIDAD: Son las que miden el desempeño general de las ventas y las tendencias de venta según la segmentación de la compañía.
b. NORMAS DE EFICIENCIA: Son normas relacionadas con los costos relativos.
c. NORMAS DE EFECTIVIDAD - EFICIENCIA: Son las que mezclan el desempeño de ventas contra el desempeño de los costos para generar indicadores que se relacionan con las utilidades de la empresa.
Análisis: Existen normas o indicadores que miden el desempeño de ventas, el desempeño de los costos y las que muestran el desarrollo de las utilidades.
INDICADORES DE EFECTIVIDAD
Existen dos tipos de indicadores para medir la gestión de efectividad.
a. Los indicadores o criterios de venta.
b Las medidas de satisfacción de los clientes.
Criterios de venta:
Ventas totales: Cantidad total de ingresos percibidos por la venta de productos.
Ventas por línea de producto: Cantidad total de ventas por producto o líneas de productos.
Ventas por zona geográfica: Cantidad total de ventas según el lugar. Dependiendo de la magnitud de la empresa se pueden obtener datos de ventas en países, regiones, localidades, o tiendas.
Ventas por vendedor: Este criterio, sirve además para hacer la evaluación del personal de ventas.
Ventas por tipo de cliente: Determinar si el comprador es corporativo, consumidor final, consumo del Gobierno etc.
Ventas por segmento del mercado: Importante con este indicador tener claros los criterios de segmentación: Sexo, Edad, Educación o escolaridad y nivel de ingresos.
Ventas por tamaño del pedido: Este indicador sirve mucho para determinar, los tipos de compradores más importantes y los nichos de mercado. Gracias a este indicador se pueden determinar las políticas de preferencias: (clientes especiales promociones, descuentos, atención personalizada etc).
Ventas por intermediario: Este indicador nos sirve para determinar, con quién debemos hacer alianzas y qué tipos de intermediarios se ajustan a los productos de la empresa. (almacenes de retail, grandes distribuidores, ventas a través de familias etc).
Participación del mercado (market share): Determina la posición relativa de la empresa frente a sus competidores.
Cambio porcentual en las ventas: Determina si la empresa aumenta o
disminuye su volumen de negocio.
Un seguimiento adecuado de los indicadores de gestión de la empresa, permite detectar rápidamente los errores en que incurre la empresa, ahorrando y mejorando la efectividad en el largo plazo.
Criterios de satisfacción de los clientes:
Cantidad comprada: Cantidad consumida de producto por cada cliente o usuario.
Grado de lealtad a la marca: Determinar si el comprador es frecuente, y
habitual, o si es ocasional.
Índices de repetición de compra: Determinar con qué frecuencia el
comprador necesita, compra y utiliza el producto.
Calidad percibida: Determinar la noción de calidad del producto y también la
imagen de la empresa si es el caso.
Imagen de marca: Aceptada o no aceptada, conocida o desconocida etc...
Número de quejas y reclamos: Este indicador, se utiliza mucho para determinar la capacidad de servicio al cliente de la empresa.
INDICADORES DE EFICIENCIA:
Los indicadores de eficiencia se relacionan estrictamente con los costos y siguen los mismos parámetros que las ventas:
Costos totales.
Costos por producto o línea de producto: Importante determinar aquí el impacto de costos de transporte y distribución.
Costos por zona geográfica.
Costos por vendedor: Sirven también para evaluación del desempeño del trabajador.
Costos por tipo de cliente: Generalmente los costos aumentan si el comprador es corporativo en la presentación del producto, pero disminuyen debido al volumen de venta.
Costos por segmento de mercado.
Costos por tamaño de pedido: Relacionado con el ítem 5.
Costo por territorio de ventas.
Costos por intermediario.
Cambio porcentual en costos: Este indicador es clave para determinar la viabilidad de la empresa en el largo plazo.
NORMAS DE EFECTIVIDAD EFICIENCIA
Ya que resultan de las relaciones de ingresos menos gastos, determinan la efectividad del negocio y siguen la misma secuencia que se ha seguido hasta el momento.
Utilidades totales.
Utilidades por producto o línea de producto.
Utilidades por zona geográfica.
Utilidades por vendedor.
Utilidades por tipo de cliente
Utilidades por segmento de mercado.
Utilidad por tamaño de pedido.
Utilidades por territorio de ventas.
Utilidades por intermediario.
Cambio porcentual en las utilidades.
CONSIDERACIONES FINALES:
• Como es lógico, la determinación óptima de las estrategias de la empresa, deberá enfocarse en los segmentos de mercado que mayores volúmenes de negocio y utilidades generan. El crecimiento sin control, puede generar pérdidas en el largo plazo, por lo que es necesario balancear adecuadamente la parte de volumen de negocio y crecimiento, con la parte de costos.
•
• En muchas ocasiones, los estudios de costos mal realizados, hacen que la gerencia tome decisiones de expansión exageradas, generando costos irrecuperables.
•• La atención y servicio al cliente, mas la clara determinación de las
ventajas competitivas de la empresa, son factores fundamentales que maximizan los ingresos y disminuyen los costos.
•• La generación de utilidades es el factor 1a para cualquier
inversionista. Ellos en la actualidad no perdonan los errores, así que el control es vital.
Un excelente control y seguimiento de la empresa será fundamental, para determinar su viabilidad de largo plazo.
EL DESEMPEÑO.
RESUMEN
Se formulan, miden y evalúan indicadores de desempeño clave (IDC) para un programa académico de postgrado de gerencia en una universidad pública venezolana, empleando la Gerencia de Sistemas Conductuales (GSC) (Yáber, Malott y Valarino, 1998) y el enfoque sistémico de organización y gestión (CGRV, 1999a). Se analizó el programa desde el punto de vista funcional considerando sus procesos de apoyo, clave y de dirección. Se encontraron oportunidades de mejora para el programa en los procesos de dirección, particularmente en lo que concierne a la formulación de la misión y a la generación de indicadores de gestión. Se formuló una declaración de misión y un conjunto de indicadores que permiten autoevaluar, orientar y monitorear continuamente la gestión del programa. Se propone extender este trabajo al resto de los programas académicos así como a todos los departamentos académicos de la universidad. La evidencia sugiere que Gerencia de Sistemas Conductuales puede emplearse extensivamente como recurso para el desarrollo de sistemas de control interno de gestión de programas académicos universitarios de postgrado.
Palabras clave: indicadores de calidad; gerencia educativa; postgrado.
KEY PERFORMANCE INDICATORS TO ACADEMIC
GRADUATE PROGRAMS
ABSTRACT
Key performance indicators (KPI) for a Management graduate program in a public university in Venezuela are proposed, measured and evaluated, using the Behavioral Management Systems (BMS) (Yáber, Malott and Valarino, 1998) and the systemic view of organization and management (CGRV, 1999a). The program was analyzed from a functional point of view considering its support, key and management. Opportunities to improve the program were found in the management process, particularly in the formulation of the mission and the generation of management indicators. Amission statement and a group of indicators were formulated that allowed self-evaluation, orientation and continuous monitoring of the program implementation. It is been proposed to extend this work to the rest of the academic programs and to all the academic departments at the university. The evidence suggests that the Behavioral Management Systems can be used extensively as a resource for the development of management internal control systems in academic graduate programs in universities.
Key Words: quality indicators; education management; graduate school.
Recibido: 20/11/2004 Aprobado: 07/04/2005
Introducción
Las instituciones de educación superior públicas latinoamericanas han sido descritas como ineficientes, caracterizadas por su baja calidad, escasa cobertura y la poca pertinencia social de sus actividades (Salcedo, 1999). Los mecanismos estatales de asignación de recursos operan frecuentemente de forma inercial y automática sin una vinculación con la calidad, el desempeño, la productividad y los resultados (Martínez, 1997). Para abordar y corregir estos problemas, se han venido implantando en Latinoamérica diversas políticas, entre las cuales se incluyen la evaluación y acreditación de programas e instituciones. El Consejo Superior de Educación de Chile (CINDA, 1993), la Secretaría de Políticas Universitarias del Ministerio de Educación de Argentina y el Consejo Nacional de Acreditación de Colombia (CNA, 1996), han venido realizando actividades orientadas a la evaluación y acreditación de las instituciones de educación superior en sus respectivos países en los últimos 10 años. Los Comités Interinstitucionales para la Evaluación de la Educación Superior (CIEES) y el Consejo de Acreditación de la Enseñanza de la Ingeniería (CACEI) en México, la Coordenação de Aperfeiçoamento de Pessoal de Nivel Superior (CAPES) en Brasil, el Consejo Consultivo Nacional de Post-Grado (CCNPG), órgano asesor del Consejo Nacional de Universidades (CNU), y el Sistema de Evaluación y Acreditación de Universidades, SEA (Villarroel, 2000) en Venezuela, son otros ejemplos de la evaluación y acreditación de programas, cuyo alcance se ha intentado ampliar en los últimos años.
Villarroel (1998) propone un proceso sistemático de evaluación institucional con dos dimensiones: una autorreguladora que debería rendir cuenta a la propia institución y al Estado, garantizando la calidad básica de los postgrados, y la otra, de acreditación, donde se explica directamente a la sociedad lo que se estaría haciendo para promover la competitividad en los niveles de excelencia.
Para realizar procesos de evaluación y acreditación se requiere informar y documentar la gestión que llevan adelante los programas, unidades o instituciones. Esta documentación generalmente está dispersa o es poco accesible, lo que trae
como consecuencias que los procesos se retrasen o no puedan llevarse adelante de una manera satisfactoria. Es por ello que resulta de gran importancia el adecuado control interno de la gestión. Éste consiste en las actividades que realizan los gerentes para auto-examinar y auto-evaluar su gestión así como para implantar mecanismos que mejoren el cumplimiento de la misión de la unidad u organización (CGRV, 1999b).
Una forma de evaluar y llevar adelante el control interno de gestión que permita documentar los logros de una institución, unidad académica o programa, lo constituyen el uso combinado de la Gerencia de Sistemas Conductuales (Yáber, Malott, y Valarino, 1998) y el enfoque sistémico de organización y gestión de la Contraloría General de la República de Venezuela (CGRV, 1999a).
Yáber y Valarino (2002) reportaron la aplicación combinada de estos modelos como estrategia para desarrollar el control interno de gestión en una unidad académica universitaria de postgrado. Este sistema permite el monitoreo del cumplimiento de la misión de la unidad, la documentación de su productividad y calidad, así como la implantación de correctivos y reconducción de planes y programas.
El presente estudio aplica y extiende los resultados obtenidos con el modelo de Gerencia de Sistemas Conductuales (Yáber, Malott y Valarino, 1998; Yáber y Valarino, 2002), para ayudar a desarrollar el sistema de control interno de gestión de un programa académico de postgrado, de una universidad pública en Venezuela.
Método
Unidad de análisis
En una universidad nacional, pública, venezolana, la Universidad Simón Bolívar (USB), se seleccionó intencionalmente un programa académico, el Programa de Especialización en Gerencia de la Empresa (PEGE), uno de los 64 programas de postgrado que se dictaban en la USB para el año 2001, en las áreas de Ciencias Básicas, Ingeniería y Tecnología, y Ciencias Sociales y Humanidades. Abierto el 3 de julio de 1991, el PEGE, es el único programa que ofrece la Coordinación de Ingeniería Empresarial (CIE), una de las 27 coordinaciones adscritas al Decanato de Estudios de Postgrado (DEP). En promedio, desde 1991 hasta el año 2000, 65 estudiantes ingresaron anualmente al programa bajo la figura de estudiante regular y otros 28 ingresaron bajo la figura de ocasional, lo cual totaliza alrededor de 96 nuevos estudiantes promedio cada año. En el quinquenio comprendido entre 1994 y 1998 se graduaron 42 estudiantes en promedio por año.
Materiales e instrumentos
Se empleó la información proporcionada por la Dirección de Admisión y Control de Estudios (DACE) de la USB, con la autorización de la coordinación académica del postgrado de ingeniería empresarial. Se elaboraron planillas ad-hoc para la recolección de los datos que luego se colocaron en una hoja de cálculo para su análisis.
Diseño y procedimiento
Se emplearon las fases de la Gerencia de Sistemas Conductuales: análisis, especificación, diseño, implementación, evaluación y reciclaje. En la fase de análisis se recolectó el organigrama de la Institución para analizar su estructura organizacional y la de la coordinación de ingeniería empresarial. Luego se utilizó el "análisis de pasos, actividades y tareas" (Rummler y Brache, 1995, p. 49) para desarrollar el mapa de procesos funcionales de la unidad. Se identificaron los procesos de dirección, claves y de apoyo de la CIE. En la fase de especificación se empleó el "sistema de desempeño total" (Malott, 1999, p. 34), con el cual se identificaron y analizaron los componentes del sistema conductual de la CIE. Estos insumos facilitaron el desarrollo del esquema de análisis sistémico de la organización y gestión propuesto por la Contraloría General de la República de Venezuela (CGRV, 1999a) para el desarrollo del Sistema de Control Interno de Gestión. En la fase de diseño se seleccionaron las intervenciones de acuerdo con lo obtenido en las fases de análisis y especificación. Posteriormente, en la fase de implementación, se elaboró una declaración de misión preliminar, se diseñaron los indicadores de gestión y se recolectaron los datos para su medición. En la fase de evaluación se analizaron los resultados y se esbozaron las mejoras propuestas. En la fase de reciclaje se implantaron en la evaluación dichas propuestas.
Resultados
Análisis
El análisis consiste en la identificación del proceso o procesos que caracterizan el sistema conductual (Yáber y Valarino 2002), que en este caso es el Programa de Especialización en Gerencia de la Empresa (PEGE). Para la realización del análisis se ubicó el organigrama de la institución, la Universidad Simón Bolívar, y se elaboró el organigrama de la Coordinación de Ingeniería Empresarial, con el propósito de examinar la estructura de la dependencia y la relación con el resto de la universidad. Seguidamente se diseñó el mapa orgánico funcional para identificar los procesos que se llevan adelante en la unidad. Con estos datos se procedió a la fase de especificación donde se elaboró el "sistema de desempeño total" el cual describe el sistema en su totalidad. Finalmente, como producto del análisis realizado, se presentó el mapa orgánico funcional de los procesos de la unidad.
Mapa orgánico funcional
Se levantó el mapa orgánico de los procesos de la Coordinación de Ingeniería Empresarial. Se identificaron los procesos clave, de apoyo y de dirección. Un proceso es un conjunto de pasos, actividades y tareas que los sistemas conductuales cumplen para transformar el requerimiento de un cliente en un producto o servicio. Un proceso clave es la esencia de la actividad que realiza la organización o dependencia (producir un bien o prestar servicios). Un proceso de apoyo es aquel que contribuye indirectamente al resultado pero no es la esencia del proceso (el proceso de compras es importante para conseguir insumos para el de producción pero no es el esencial en una organización). Los procesos de dirección son los que proporcionan orientación y sentido a la gestión de la unidad o dependencia. Incluyen la planificación, la evaluación del desempeño de la unidad, la gestión de recursos y asignación de responsabilidades.
Procesos clave
La actividad principal del CIE es la formación y acreditación de profesionales como especialistas en áreas relacionadas con la Gerencia de Empresas, tales como: Finanzas, Desarrollo Organizacional, Proyectos, Mercadeo y Gerencia de Tecnología. En este proceso, la coordinación ofrece cupos, los estudiantes solicitan el ingreso, se seleccionan y se les proporcionan las condiciones para la formación, los participantes cumplen las actividades contempladas y al final del proceso reciben el grado académico correspondiente. Por esta razón, cada programa se puede considerar como un subproceso de la formación en postgrado. En el caso de la Coordinación de Ingeniería Empresarial, se trata de un solo programa: la Especialización en Gerencia de la Empresa.
Procesos de apoyo
Contribuyen a la obtención de los resultados pero no son parte esencial del proceso. Para identificarlos se analizaron las distintas actividades que desempeña la CIE y se realizó una entrevista con el coordinador a fin de validar los procesos detectados. Éstos son internos de la dependencia y no se deben confundir con los procesos de apoyo que se identificaron para la organización en su conjunto al inicio del proceso de reingeniería de la Universidad. Estos procesos son: ingresos, financiamiento, reingresos, trabajo de grado, inscripciones, prórrogas, equivalencias, convalidaciones, procesos extemporáneos, apertura y reglamentación de programas.
Procesos de dirección
Se identificaron tres procesos de dirección: planificación estratégica, evaluación del desempeño institucional y captación de recursos, con la consecuente asignación de responsabilidades. El CIE tiene el deber de planificar los objetivos y metas para la unidad; evaluar su desempeño, y captar recursos tanto interna como externamente, para luego establecer las responsabilidades en la asignación de estos recursos.
Una vez identificados los procesos de dirección, claves y de apoyo de la unidad académica, se incorporaron al sistema de desempeño total, durante la fase de especificación.
Especificación
Con los procesos identificados, se siguió a la fase de especificación empleando el sistema de desempeño total, el cual incluye ocho elementos: misión del sistema conductual, productos o servicios, clientes, recursos, proceso, realimentación del proceso, realimentación del cliente y la competencia (Malott, 1999). Las relaciones entre estos elementos para la CIE se examinan en el gráfico 1.
Gráfico 1. Sistema de desempeño total de la CIE
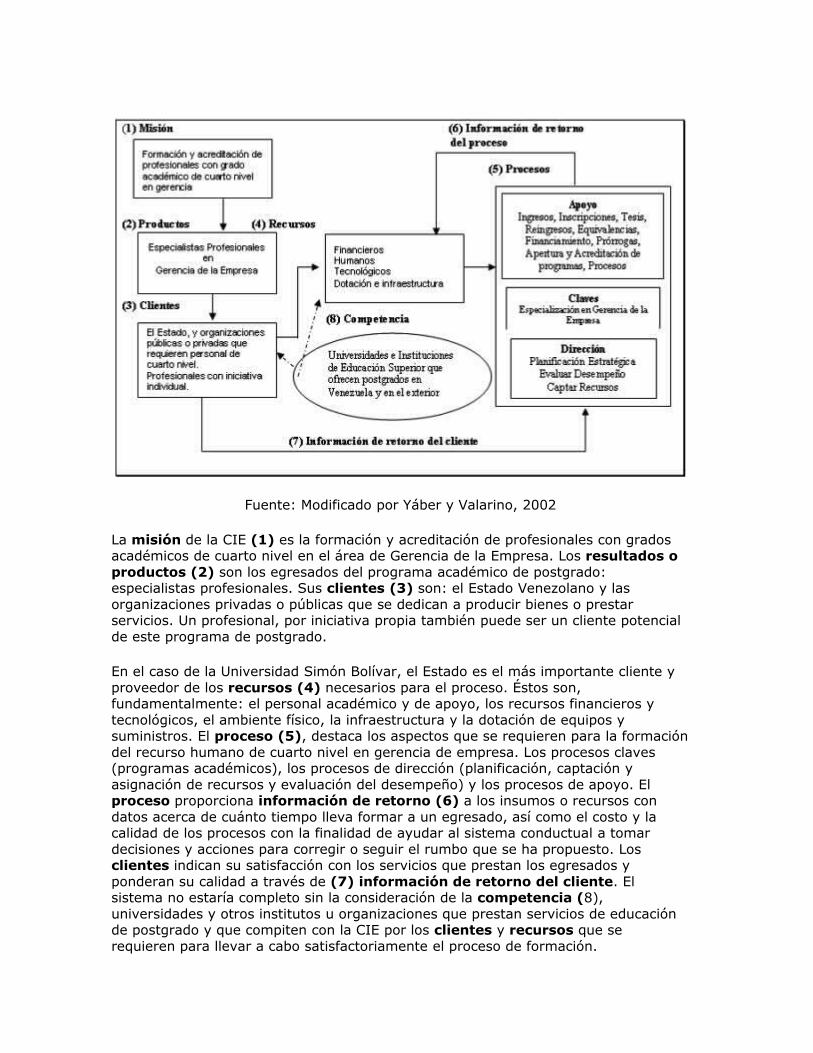
Fuente: Modificado por Yáber y Valarino, 2002
La misión de la CIE (1) es la formación y acreditación de profesionales con grados académicos de cuarto nivel en el área de Gerencia de la Empresa. Los resultados o productos (2) son los egresados del programa académico de postgrado: especialistas profesionales. Sus clientes (3) son: el Estado Venezolano y las organizaciones privadas o públicas que se dedican a producir bienes o prestar servicios. Un profesional, por iniciativa propia también puede ser un cliente potencial de este programa de postgrado.
En el caso de la Universidad Simón Bolívar, el Estado es el más importante cliente y proveedor de los recursos (4) necesarios para el proceso. Éstos son, fundamentalmente: el personal académico y de apoyo, los recursos financieros y tecnológicos, el ambiente físico, la infraestructura y la dotación de equipos y suministros. El proceso (5), destaca los aspectos que se requieren para la formación del recurso humano de cuarto nivel en gerencia de empresa. Los procesos claves (programas académicos), los procesos de dirección (planificación, captación y asignación de recursos y evaluación del desempeño) y los procesos de apoyo. El proceso proporciona información de retorno (6) a los insumos o recursos con datos acerca de cuánto tiempo lleva formar a un egresado, así como el costo y la calidad de los procesos con la finalidad de ayudar al sistema conductual a tomar decisiones y acciones para corregir o seguir el rumbo que se ha propuesto. Los clientes indican su satisfacción con los servicios que prestan los egresados y ponderan su calidad a través de (7) información de retorno del cliente. El sistema no estaría completo sin la consideración de la competencia (8), universidades y otros institutos u organizaciones que prestan servicios de educación de postgrado y que compiten con la CIE por los clientes y recursos que se requieren para llevar a cabo satisfactoriamente el proceso de formación.
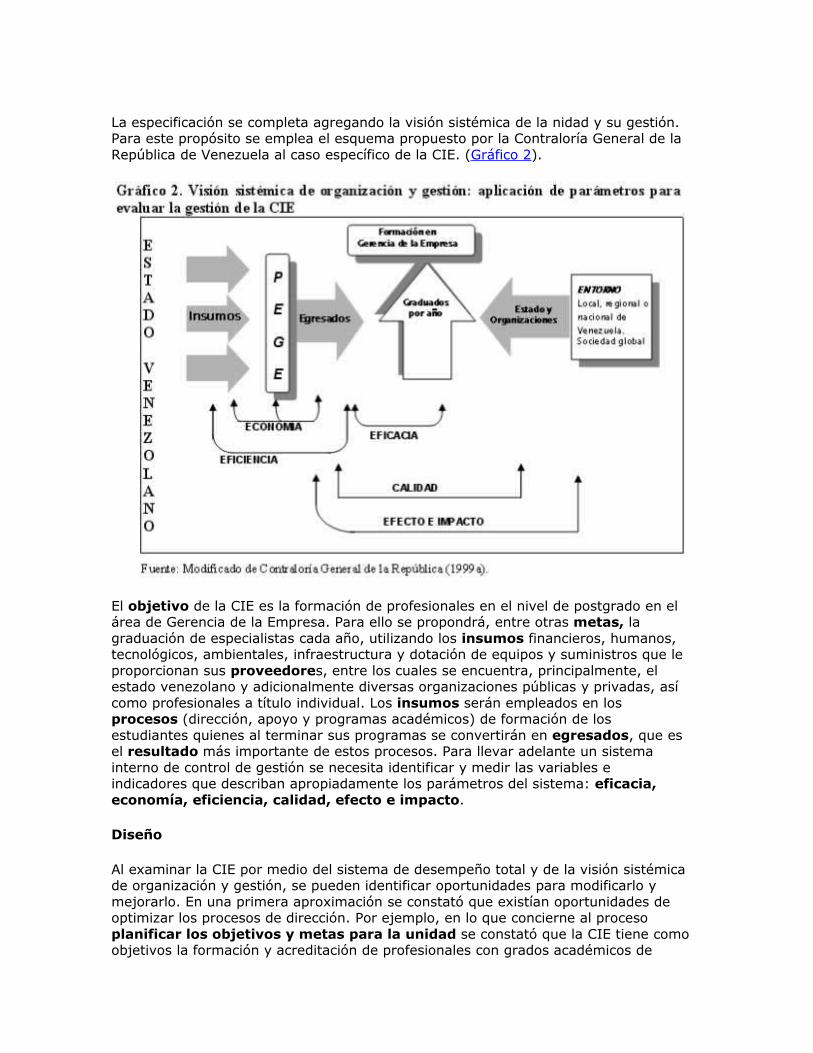
La especificación se completa agregando la visión sistémica de la nidad y su gestión. Para este propósito se emplea el esquema propuesto por la Contraloría General de la República de Venezuela al caso específico de la CIE. (Gráfico 2).
El objetivo de la CIE es la formación de profesionales en el nivel de postgrado en el área de Gerencia de la Empresa. Para ello se propondrá, entre otras metas, la graduación de especialistas cada año, utilizando los insumos financieros, humanos, tecnológicos, ambientales, infraestructura y dotación de equipos y suministros que le proporcionan sus proveedores, entre los cuales se encuentra, principalmente, el estado venezolano y adicionalmente diversas organizaciones públicas y privadas, así como profesionales a título individual. Los insumos serán empleados en los procesos (dirección, apoyo y programas académicos) de formación de los estudiantes quienes al terminar sus programas se convertirán en egresados, que es el resultado más importante de estos procesos. Para llevar adelante un sistema interno de control de gestión se necesita identificar y medir las variables e indicadores que describan apropiadamente los parámetros del sistema: eficacia, economía, eficiencia, calidad, efecto e impacto.
Diseño
Al examinar la CIE por medio del sistema de desempeño total y de la visión sistémica de organización y gestión, se pueden identificar oportunidades para modificarlo y mejorarlo. En una primera aproximación se constató que existían oportunidades de optimizar los procesos de dirección. Por ejemplo, en lo que concierne al proceso planificar los objetivos y metas para la unidad se constató que la CIE tiene como objetivos la formación y acreditación de profesionales con grados académicos de
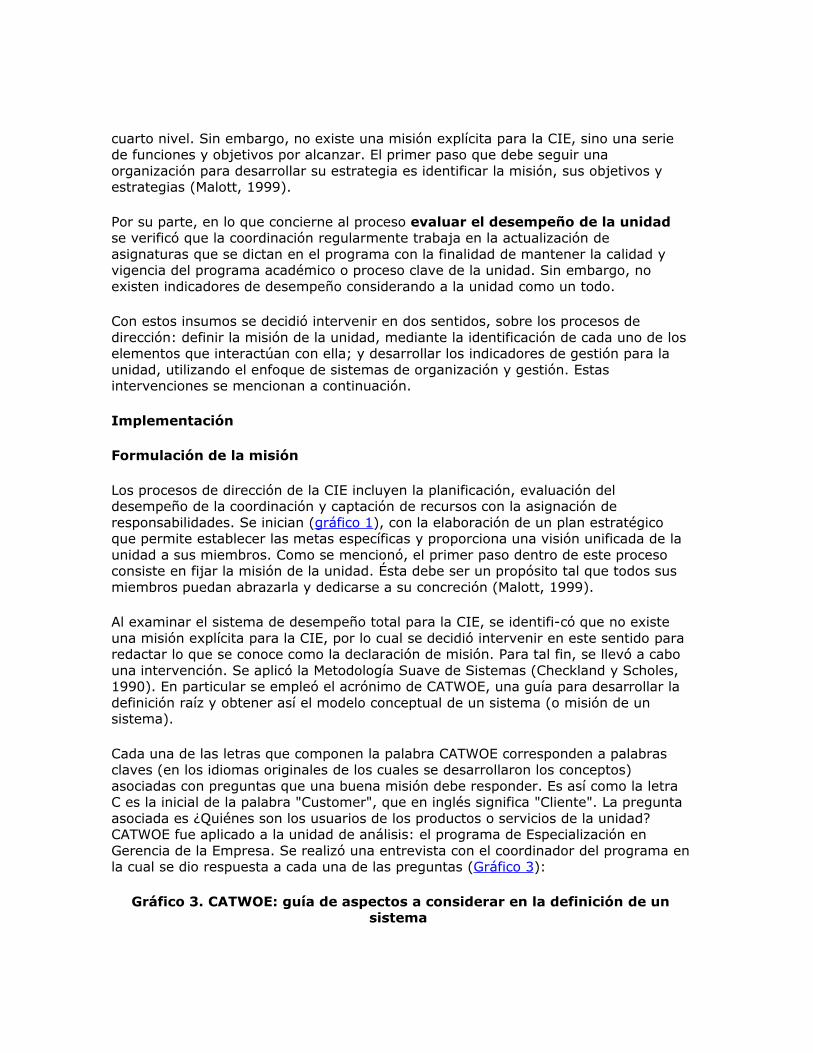
cuarto nivel. Sin embargo, no existe una misión explícita para la CIE, sino una serie de funciones y objetivos por alcanzar. El primer paso que debe seguir una organización para desarrollar su estrategia es identificar la misión, sus objetivos y estrategias (Malott, 1999).
Por su parte, en lo que concierne al proceso evaluar el desempeño de la unidad se verificó que la coordinación regularmente trabaja en la actualización de asignaturas que se dictan en el programa con la finalidad de mantener la calidad y vigencia del programa académico o proceso clave de la unidad. Sin embargo, no existen indicadores de desempeño considerando a la unidad como un todo.
Con estos insumos se decidió intervenir en dos sentidos, sobre los procesos de dirección: definir la misión de la unidad, mediante la identificación de cada uno de los elementos que interactúan con ella; y desarrollar los indicadores de gestión para la unidad, utilizando el enfoque de sistemas de organización y gestión. Estas intervenciones se mencionan a continuación.
Implementación
Formulación de la misión
Los procesos de dirección de la CIE incluyen la planificación, evaluación del desempeño de la coordinación y captación de recursos con la asignación de responsabilidades. Se inician (gráfico 1), con la elaboración de un plan estratégico que permite establecer las metas específicas y proporciona una visión unificada de la unidad a sus miembros. Como se mencionó, el primer paso dentro de este proceso consiste en fijar la misión de la unidad. Ésta debe ser un propósito tal que todos sus miembros puedan abrazarla y dedicarse a su concreción (Malott, 1999).
Al examinar el sistema de desempeño total para la CIE, se identifi-có que no existe una misión explícita para la CIE, por lo cual se decidió intervenir en este sentido para redactar lo que se conoce como la declaración de misión. Para tal fin, se llevó a cabo una intervención. Se aplicó la Metodología Suave de Sistemas (Checkland y Scholes, 1990). En particular se empleó el acrónimo de CATWOE, una guía para desarrollar la definición raíz y obtener así el modelo conceptual de un sistema (o misión de un sistema).
Cada una de las letras que componen la palabra CATWOE corresponden a palabras claves (en los idiomas originales de los cuales se desarrollaron los conceptos) asociadas con preguntas que una buena misión debe responder. Es así como la letra C es la inicial de la palabra "Customer", que en inglés significa "Cliente". La pregunta asociada es ¿Quiénes son los usuarios de los productos o servicios de la unidad? CATWOE fue aplicado a la unidad de análisis: el programa de Especialización en Gerencia de la Empresa. Se realizó una entrevista con el coordinador del programa en la cual se dio respuesta a cada una de las preguntas (Gráfico 3):
Gráfico 3. CATWOE: guía de aspectos a considerar en la definición de un sistema
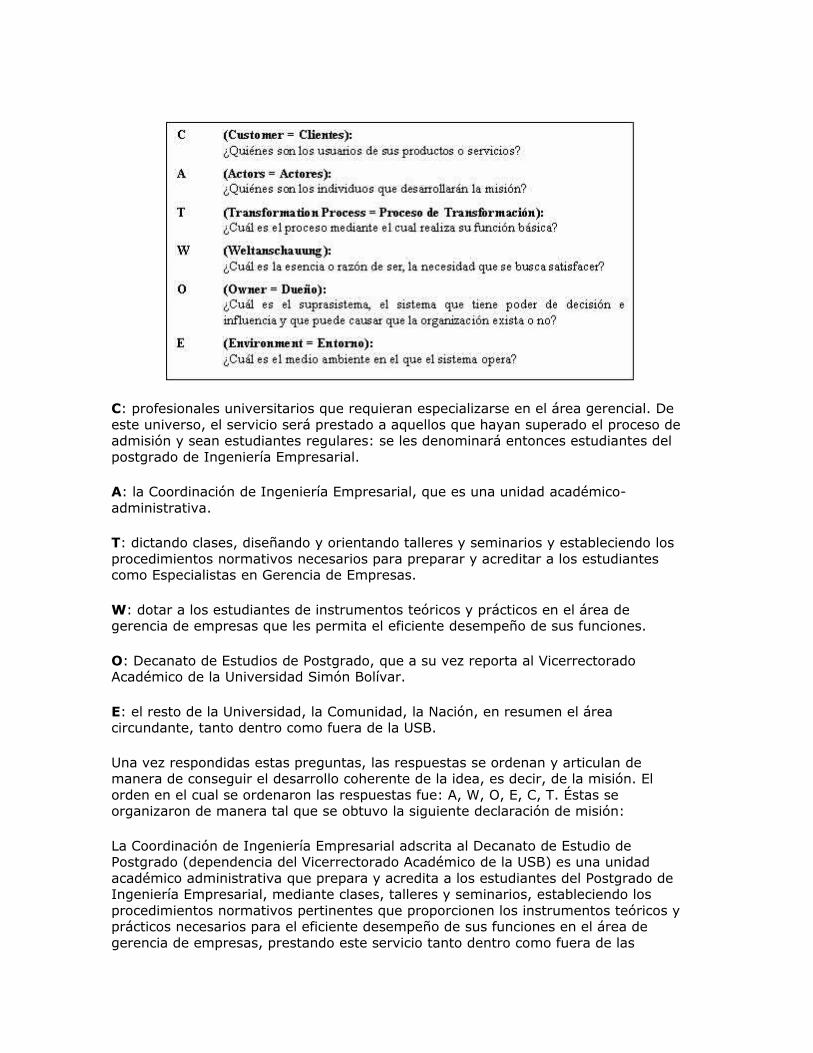
C: profesionales universitarios que requieran especializarse en el área gerencial. De este universo, el servicio será prestado a aquellos que hayan superado el proceso de admisión y sean estudiantes regulares: se les denominará entonces estudiantes del postgrado de Ingeniería Empresarial.
A: la Coordinación de Ingeniería Empresarial, que es una unidad académico-administrativa.
T: dictando clases, diseñando y orientando talleres y seminarios y estableciendo los procedimientos normativos necesarios para preparar y acreditar a los estudiantes como Especialistas en Gerencia de Empresas.
W: dotar a los estudiantes de instrumentos teóricos y prácticos en el área de gerencia de empresas que les permita el eficiente desempeño de sus funciones.
O: Decanato de Estudios de Postgrado, que a su vez reporta al Vicerrectorado Académico de la Universidad Simón Bolívar.
E: el resto de la Universidad, la Comunidad, la Nación, en resumen el área circundante, tanto dentro como fuera de la USB.
Una vez respondidas estas preguntas, las respuestas se ordenan y articulan de manera de conseguir el desarrollo coherente de la idea, es decir, de la misión. El orden en el cual se ordenaron las respuestas fue: A, W, O, E, C, T. Éstas se organizaron de manera tal que se obtuvo la siguiente declaración de misión:
La Coordinación de Ingeniería Empresarial adscrita al Decanato de Estudio de Postgrado (dependencia del Vicerrectorado Académico de la USB) es una unidad académico administrativa que prepara y acredita a los estudiantes del Postgrado de Ingeniería Empresarial, mediante clases, talleres y seminarios, estableciendo los procedimientos normativos pertinentes que proporcionen los instrumentos teóricos y prácticos necesarios para el eficiente desempeño de sus funciones en el área de gerencia de empresas, prestando este servicio tanto dentro como fuera de las
instalaciones de la USB.
Esta misión tiene carácter preliminar y puede servir a la coordinación para canalizar los esfuerzos de los miembros del sistema en la consecución de los objetivos comunes.
Desarrollo de indicadores de gestión
En la revisión de los procesos de dirección se verificó que no existían medidas del desempeño de la CIE como unidad académico-administrativa. Debido a la ausencia de estas medidas el responsable de la coordinación no tiene criterios para determinar si el desempeño de la unidad está alineado con las metas de la organización y, por tanto, no le es posible llevar a cabo un adecuado control interno de gestión. Por esta razón se decidió trabajar con este proceso de dirección: Evaluación del desempeño del Programa de Especialización en Gerencia de la Empresa de la CIE.
El control interno de gestión es el conjunto de actividades que realizan los responsables de unidades organizacionales para examinar y evaluar el trabajo de una dependencia así como para implantar mecanismos de mejora del cumplimiento de la misión de la unidad. Un conjunto de estas actividades tiene que ver con el proceso de dirección: evaluar el desempeño del Programa de Especialización en Gerencia de la Empresa de la CIE.
Para llevar adelante este proceso se requiere disponer de indicadores que permitan evaluar la gestión y que sirvan de base para tomar decisiones y llevar adelante acciones de mejora del cumplimiento de la misión de la unidad académica. Ante la ausencia de estos indicadores se procedió a elaborarlos siguiendo las pautas generales sugeridas por la Contraloría General de la República (CGRV, 1999a).
Para el establecimiento de los indicadores se procedió como sigue:
1. En primer lugar se identificaron las variables relevantes para describir el desempeño del sistema conductual bajo estudio: la CIE.
2. Se seleccionaron las variables relacionadas a los parámetros de efecto, impacto, eficacia, eficiencia, calidad y economía, con el fin de diseñar los indicadores pertinentes.
3. Se calcularon los indicadores y, finalmente,
4. Se analizaron los resultados.
Las variables que se consideran para la elaboración de los indicadores son: matrícula anual promedio por año fiscal, nuevos ingresos por año fiscal y graduados por año fiscal (Tabla 1 y Gráfico 4).
Tabla 1. Nuevos ingresos, egresados y matrícula anual promedio en la Especialización de Gerencia de la Empresa entre 1991 y 2001
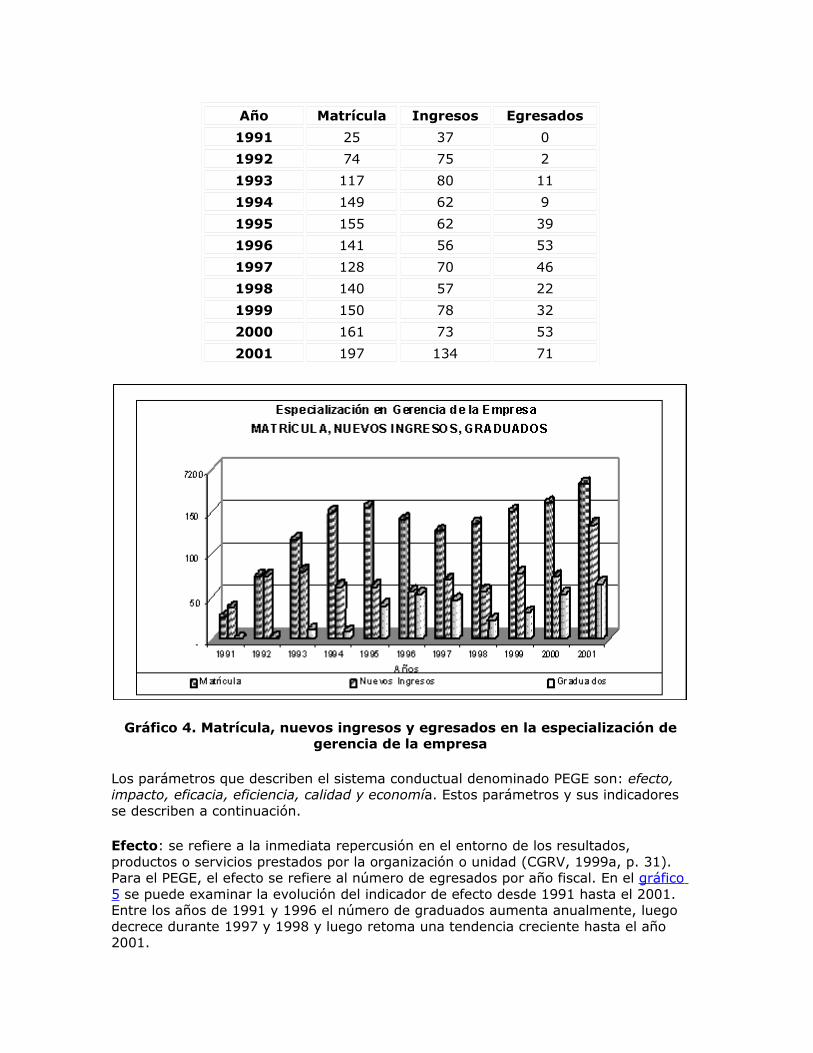
Año Matrícula Ingresos Egresados
1991 25 37 0
1992 74 75 2
1993 117 80 11
1994 149 62 9
1995 155 62 39
1996 141 56 53
1997 128 70 46
1998 140 57 22
1999 150 78 32
2000 161 73 53
2001 197 134 71
Gráfico 4. Matrícula, nuevos ingresos y egresados en la especialización de gerencia de la empresa
Los parámetros que describen el sistema conductual denominado PEGE son: efecto, impacto, eficacia, eficiencia, calidad y economía. Estos parámetros y sus indicadores se describen a continuación.
Efecto: se refiere a la inmediata repercusión en el entorno de los resultados, productos o servicios prestados por la organización o unidad (CGRV, 1999a, p. 31). Para el PEGE, el efecto se refiere al número de egresados por año fiscal. En el gráfico 5 se puede examinar la evolución del indicador de efecto desde 1991 hasta el 2001. Entre los años de 1991 y 1996 el número de graduados aumenta anualmente, luego decrece durante 1997 y 1998 y luego retoma una tendencia creciente hasta el año 2001.
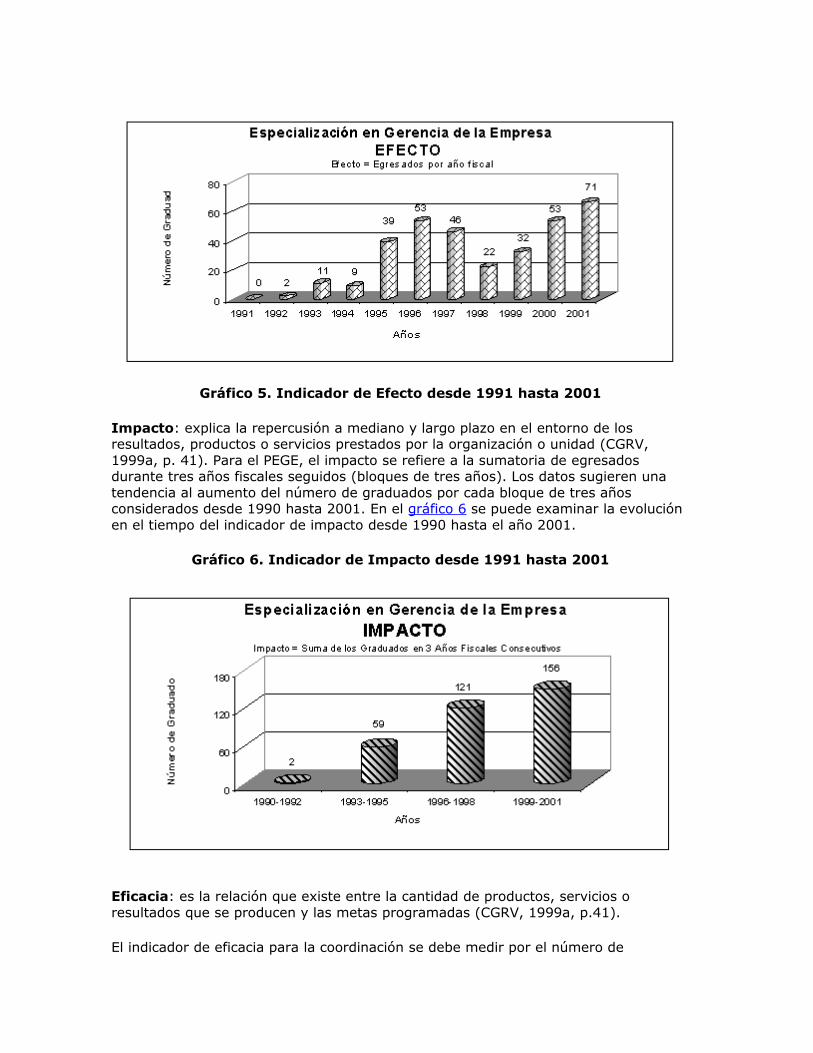
Gráfico 5. Indicador de Efecto desde 1991 hasta 2001
Impacto: explica la repercusión a mediano y largo plazo en el entorno de los resultados, productos o servicios prestados por la organización o unidad (CGRV, 1999a, p. 41). Para el PEGE, el impacto se refiere a la sumatoria de egresados durante tres años fiscales seguidos (bloques de tres años). Los datos sugieren una tendencia al aumento del número de graduados por cada bloque de tres años considerados desde 1990 hasta 2001. En el gráfico 6 se puede examinar la evolución en el tiempo del indicador de impacto desde 1990 hasta el año 2001.
Gráfico 6. Indicador de Impacto desde 1991 hasta 2001
Eficacia: es la relación que existe entre la cantidad de productos, servicios o resultados que se producen y las metas programadas (CGRV, 1999a, p.41).
El indicador de eficacia para la coordinación se debe medir por el número de

egresados por año fiscal dividido entre la meta programada de egresados para el mismo período. Hasta el presente, en el PEGE, no se habían establecido metas de graduados por año fiscal, por lo cual este parámetro de gestión no puede ser calculado por esta vía. Se propone una meta tentativa para los años 2001 y 2002 partiendo de una ecuación de regresión.
Mediante una Regresión Lineal Simple se relacionaron los ingresos (variable X) de un año en particular con los graduados (variable Y) tres años después. Los datos para los nuevos ingresos fueron tomados desde 1991 hasta 1997 mientras que para los graduados sólo desde 1994 hasta 2000. La ecuación de regresión obtenida fue:
Y = 0,974 X + (- 25,230)
De acuerdo con esta ecuación, el número de graduados estimados para el año 2001 se obtiene multiplicando el número de ingresos del año 1998 por un factor de 0,974 y al valor resultante se le resta el factor 25,230. El cálculo para el año 2001 arrojó un valor de 31 alumnos graduados. En el año 2001 graduaron un total de 71 alumnos. Con la misma relación, después de incluir los ingresos para los años 1999, 2000 y 2001, se estiman 51 graduados para al año 2002, 46 graduados para el 2003 y 106 graduados para el 2004, ya que se considera que el proceso de formación se cumple en un período de tres años. Estos valores pueden ser utilizados como una referencia para que el PEGE establezca metas de graduados para los próximos años.
Eficiencia: es la relación entre los resultados y la cantidad de recursos empleados para su obtención (CGRV, 1999a, p.40). En el PEGE, se midió la Eficiencia dividiendo el Efecto (egresados por año) entre el número de admitidos 3 años antes, multiplicado por 100. Este indicador no toma en cuenta el año de ingreso del egresado. La eficiencia de la coordinación entre 1994 y 2001 se puede observar en el gráfico 7. Otro indicador desarrollado se obtuvo al dividir la suma de estudiantes egresados en los años (n+1)+(n+2)+(n+3) entre el número de ingresos del año n, multiplicado por 100. A este otro indicador de Eficiencia se le denomina Eficiencia II ó Eficiencia por Cohorte -porque toma en cuenta el año de ingreso (cohorte) del egresado-. El gráfico 8 presenta la evolución en el tiempo de este indicador entre 1991 y 1998.
Gráfico 7. Indicador de eficiencia para el PEGE, desde 1994 hasta 2001
Gráfico 8. Indicador de Eficiencia II (o Eficiencia por Cohorte) para el PEGE, desde 1991 hasta 1998
Calidad: Se refiere a la cantidad, grado y oportunidad en que el servicio o producto satisface la necesidad del beneficiario o usuario (CGRV, 1999a, p. 41). Para el PEGE no se diseñó ningún indicador de Calidad.
Economía: consiste en utilizar apropiadamente los insumos (calidad y cantidad), con el menor costo posible, con relación a los programas de la organización y con las condiciones que presenta el mercado (CGRV, 1999a, p. 40). Para el PEGE no se diseñó ningún indicador de Economía.
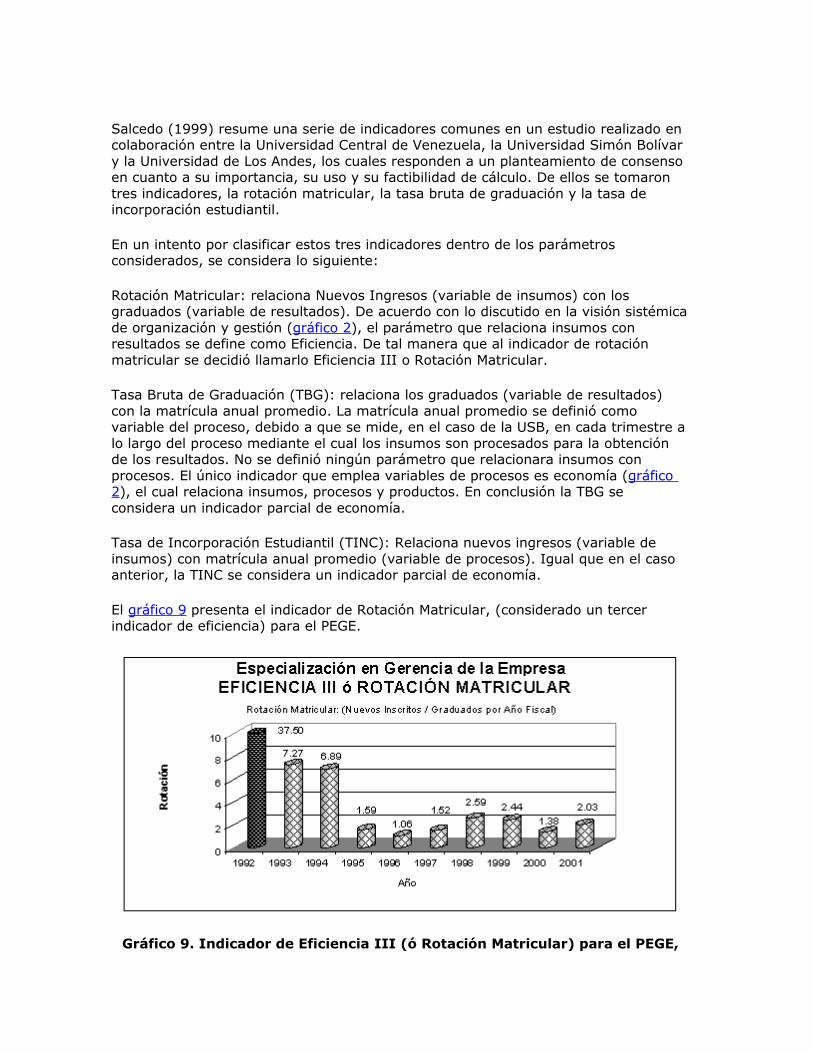
Salcedo (1999) resume una serie de indicadores comunes en un estudio realizado en colaboración entre la Universidad Central de Venezuela, la Universidad Simón Bolívar y la Universidad de Los Andes, los cuales responden a un planteamiento de consenso en cuanto a su importancia, su uso y su factibilidad de cálculo. De ellos se tomaron tres indicadores, la rotación matricular, la tasa bruta de graduación y la tasa de incorporación estudiantil.
En un intento por clasificar estos tres indicadores dentro de los parámetros considerados, se considera lo siguiente:
Rotación Matricular: relaciona Nuevos Ingresos (variable de insumos) con los graduados (variable de resultados). De acuerdo con lo discutido en la visión sistémica de organización y gestión (gráfico 2), el parámetro que relaciona insumos con resultados se define como Eficiencia. De tal manera que al indicador de rotación matricular se decidió llamarlo Eficiencia III o Rotación Matricular.
Tasa Bruta de Graduación (TBG): relaciona los graduados (variable de resultados) con la matrícula anual promedio. La matrícula anual promedio se definió como variable del proceso, debido a que se mide, en el caso de la USB, en cada trimestre a lo largo del proceso mediante el cual los insumos son procesados para la obtención de los resultados. No se definió ningún parámetro que relacionara insumos con procesos. El único indicador que emplea variables de procesos es economía (gráfico 2), el cual relaciona insumos, procesos y productos. En conclusión la TBG se considera un indicador parcial de economía.
Tasa de Incorporación Estudiantil (TINC): Relaciona nuevos ingresos (variable de insumos) con matrícula anual promedio (variable de procesos). Igual que en el caso anterior, la TINC se considera un indicador parcial de economía.
El gráfico 9 presenta el indicador de Rotación Matricular, (considerado un tercer indicador de eficiencia) para el PEGE.
Gráfico 9. Indicador de Eficiencia III (ó Rotación Matricular) para el PEGE,
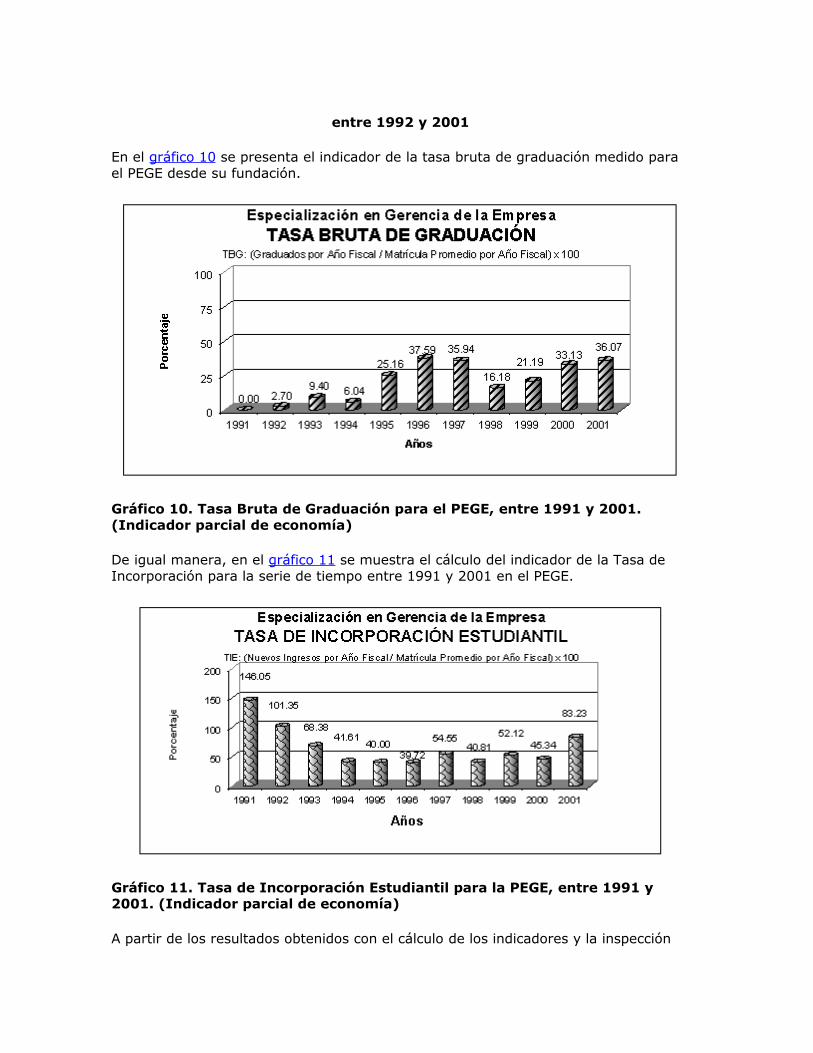
entre 1992 y 2001
En el gráfico 10 se presenta el indicador de la tasa bruta de graduación medido para el PEGE desde su fundación.
Gráfico 10. Tasa Bruta de Graduación para el PEGE, entre 1991 y 2001. (Indicador parcial de economía)
De igual manera, en el gráfico 11 se muestra el cálculo del indicador de la Tasa de Incorporación para la serie de tiempo entre 1991 y 2001 en el PEGE.
Gráfico 11. Tasa de Incorporación Estudiantil para la PEGE, entre 1991 y 2001. (Indicador parcial de economía)
A partir de los resultados obtenidos con el cálculo de los indicadores y la inspección
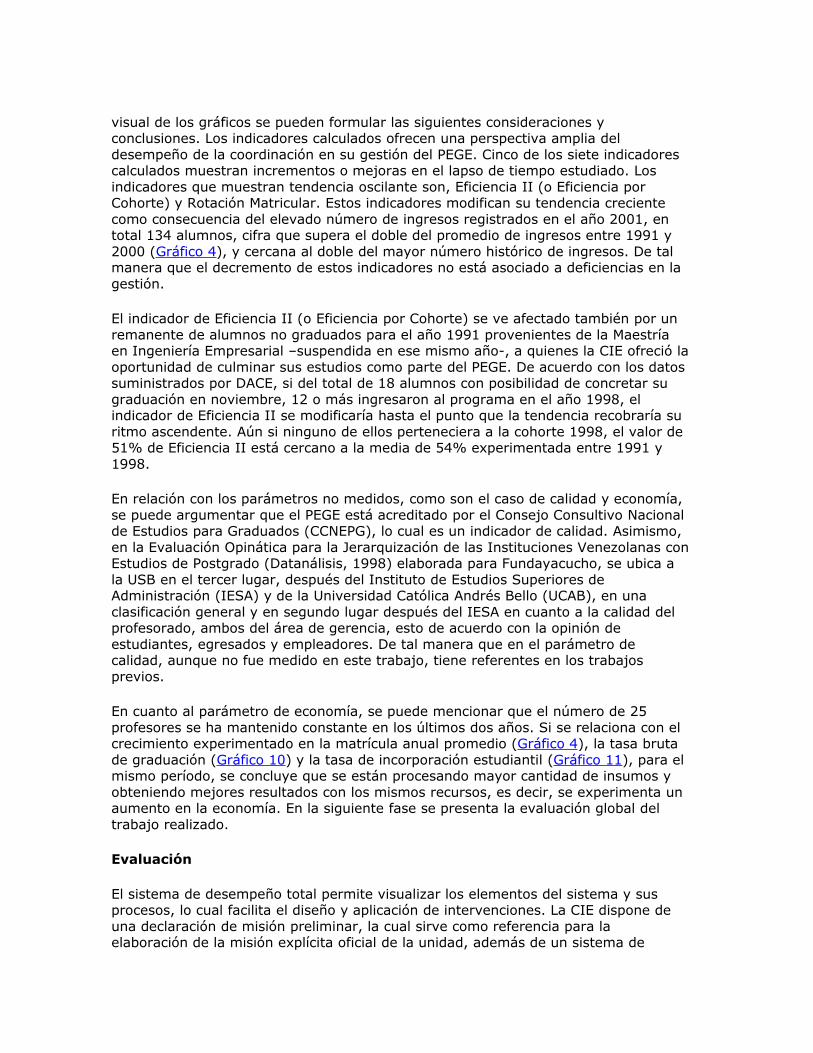
visual de los gráficos se pueden formular las siguientes consideraciones y conclusiones. Los indicadores calculados ofrecen una perspectiva amplia del desempeño de la coordinación en su gestión del PEGE. Cinco de los siete indicadores calculados muestran incrementos o mejoras en el lapso de tiempo estudiado. Los indicadores que muestran tendencia oscilante son, Eficiencia II (o Eficiencia por Cohorte) y Rotación Matricular. Estos indicadores modifican su tendencia creciente como consecuencia del elevado número de ingresos registrados en el año 2001, en total 134 alumnos, cifra que supera el doble del promedio de ingresos entre 1991 y 2000 (Gráfico 4), y cercana al doble del mayor número histórico de ingresos. De tal manera que el decremento de estos indicadores no está asociado a deficiencias en la gestión.
El indicador de Eficiencia II (o Eficiencia por Cohorte) se ve afectado también por un remanente de alumnos no graduados para el año 1991 provenientes de la Maestría en Ingeniería Empresarial –suspendida en ese mismo año-, a quienes la CIE ofreció la oportunidad de culminar sus estudios como parte del PEGE. De acuerdo con los datos suministrados por DACE, si del total de 18 alumnos con posibilidad de concretar su graduación en noviembre, 12 o más ingresaron al programa en el año 1998, el indicador de Eficiencia II se modificaría hasta el punto que la tendencia recobraría su ritmo ascendente. Aún si ninguno de ellos perteneciera a la cohorte 1998, el valor de 51% de Eficiencia II está cercano a la media de 54% experimentada entre 1991 y 1998.
En relación con los parámetros no medidos, como son el caso de calidad y economía, se puede argumentar que el PEGE está acreditado por el Consejo Consultivo Nacional de Estudios para Graduados (CCNEPG), lo cual es un indicador de calidad. Asimismo, en la Evaluación Opinática para la Jerarquización de las Instituciones Venezolanas con Estudios de Postgrado (Datanálisis, 1998) elaborada para Fundayacucho, se ubica a la USB en el tercer lugar, después del Instituto de Estudios Superiores de Administración (IESA) y de la Universidad Católica Andrés Bello (UCAB), en una clasificación general y en segundo lugar después del IESA en cuanto a la calidad del profesorado, ambos del área de gerencia, esto de acuerdo con la opinión de estudiantes, egresados y empleadores. De tal manera que en el parámetro de calidad, aunque no fue medido en este trabajo, tiene referentes en los trabajos previos.
En cuanto al parámetro de economía, se puede mencionar que el número de 25 profesores se ha mantenido constante en los últimos dos años. Si se relaciona con el crecimiento experimentado en la matrícula anual promedio (Gráfico 4), la tasa bruta de graduación (Gráfico 10) y la tasa de incorporación estudiantil (Gráfico 11), para el mismo período, se concluye que se están procesando mayor cantidad de insumos y obteniendo mejores resultados con los mismos recursos, es decir, se experimenta un aumento en la economía. En la siguiente fase se presenta la evaluación global del trabajo realizado.
Evaluación
El sistema de desempeño total permite visualizar los elementos del sistema y sus procesos, lo cual facilita el diseño y aplicación de intervenciones. La CIE dispone de una declaración de misión preliminar, la cual sirve como referencia para la elaboración de la misión explícita oficial de la unidad, además de un sistema de
indicadores que le permite orientarse, planificar y tomar decisiones lo cual facilita el control interno de gestión. Para completar el sistema de indicadores es necesario medir los parámetros de Calidad y Economía.
En la siguiente fase, reciclaje, se ofrecen las acciones que se recomiendan al reiniciar el proceso de mejoramiento del sistema.
Reciclaje
El mejoramiento de los sistemas conductuales siempre produce efectos que pueden impactar otros sistemas dentro de una organización. En el presente trabajo, los procesos clave o medulares y los procesos de apoyo no fueron intervenidos. La misión preliminar, redactada con la ayuda de la guía CATWOE debe ser compartida con todos los participantes del sistema: profesores, empleados y estudiantes, con la finalidad de mejorarla mediante la incorporación de las ideas y sugerencias que cada uno de ellos puedan aportar, mediante sondeos de opinión, y posteriormente, para dar a conocer la razón de ser de la unidad. La generación, medición y evaluación de los indicadores de gestión para los procesos de dirección del PEGE, son el primer paso hacia el conocimiento detallado de su funcionamiento para detectar fortalezas y oportunidades de mejora de la unidad. Se recomienda a la coordinación construir los indicadores de Calidad y Economía. En la siguiente fase se espera el desarrollo de la declaración de misión definitiva, y el diseño y establecimiento de indicadores de gestión asociados a los parámetros de calidad y economía que complementen el grupo de indicadores aquí presentados.
Conclusiones
El presente trabajo se proponía diseñar, implantar y evaluar indicadores de gestión, en el Programa de Especialización en Gerencia de la Empresa. Para ello se empleó una visión sistémica de la organización (Katz y Kahn, 1977 [1966], CGRV, 1999a) y la Gerencia de Sistemas Conductuales (Yáber, Malott y Valarino, 1998) como enfoques para desarrollar los indicadores de gestión del Programa de Especialización en Gerencia de la Empresa. Los resultados incluyeron la descripción y análisis del sistema conductual denominado Programa de Especialización en Gerencia de la Empresa, así como el desarrollo de una misión preliminar de la unidad y de sus indicadores de gestión.
El programa de especialización ha venido creciendo en los últimos años. Esta expansión demandará en el corto plazo mayor cantidad de recursos (profesores, aulas, material bibliográfico, etc.) y servicios, los cuales deben ser previstos por la coordinación. Los resultados amplían y extienden la aplicación de la Gerencia de Sistemas Conductuales como herramienta efectiva para el desarrollo de sistemas de control interno de gestión de unidades académicas universitarias. Las leyes de: Contraloría General de la República (1995) y la Ley Orgánica de la Contraloría General de la República y del Sistema Nacional de Control Fiscal (2001) por una parte, y el proceso de reingeniería de la Universidad Simón Bolívar (Equipo coordinador, 1999) así como la disposición general de los miembros de la comunidad para el cambio y mejora de la institución, por otra, constituyeron factores externos e internos, respectivamente, que contribuyeron favorablemente a los resultados. Estos enfoques pueden aplicarse a otras coordinaciones y departamentos académicos de las instituciones de Educación Superior como una metodología para desarrollar el control
interno de la gestión académica en la Educación Superior.
Referencias
1. Checkland, P. y Scholes, J. (1990). Soft systems methodology in action. Chichester: Wiley
2. CINDA. (1993). Acreditación universitaria en América Latina. Santiago de Chile: Centro Universitario de Desarrollo.
3. Consejo Nacional de Acreditación (CNA). (1996). Lineamientos para la Acreditación. Santa Fe de Bogotá: Sistema Nacional de Acreditación, Serie Documentos.
4. Contraloría General de la República de Venezuela (CGRV) (1999a). Metodología para la Auditoría de Gestión. En Cuadernos de Auditoría Nº 3.
5. Contraloría General de la República de Venezuela (CGRV) (1999b). Guía metodológica para la evaluación del control interno. Cuadernos de Auditoría Nº 4.
6. DATANÁLISIS. (1998). Evaluación opinática para la jerarquización de las instituciones venezolanas con estudios de postgrado en las áreas de medicina, economía, gerencia, ingeniería y educación de acuerdo a la opinión de estudiantes, egresados y empleadores. Caracas: Fondo Editorial Fundayacucho.
7. Equipo coordinador. (1999, Octubre). Presentación ante el Consejo Directivo Universitario de la Universidad Simón Bolívar. Sartenejas, Venezuela: Autor. [Datos no publicados].
8. Katz, D. y Kahn, R. L. (1977). La psicología social de las organizaciones. México: Trillas. (Trabajo original publicado en 1966).
9. Malott, M. (1999). Creating Lasting Organizational Changes. Performance improvement, 38(2), 33-36.
10. Martínez, E. (1997). La evaluación de la educación superior. En E. Martínez y M. Letelier (eds.). Evaluación y acreditación universitaria: metodologías y experiencias. Caracas: Nueva Sociedad/UNESCO/OUI/USACH.
11. Ley Orgánica de la Contraloría General de la República de Venezuela. (1995). Gaceta Oficial de la República de Venezuela, 5.017, (Extraordinario), Diciembre 13. 1995.
12. República Bolivariana de Venezuela. (1999). Gaceta Oficial de la República Bolivariana de Venezuela, 5453, marzo 3, 2000.
13. Ley Orgánica de la Contraloría General de la República y del Sistema Nacional de Control Fiscal. (2001). Gaceta Oficial de la República Bolivariana de Venezuela,
37.347. Diciembre 17, 2001.
14. Rummler, G. A. y Brache, A. P. (1995). Improving performance: how to manage the white space on the organization chart. San Francisco: Jossey-Bass
15. Salcedo, H. (1999). Indicadores de gestión para las universidades venezolanas: un proyecto de alcance nacional. Agenda Académica, 6(1), 63-91.
16. Villarroel, C. (1998). Del postgrado y su acreditación. Agenda Académica, 4(2), 3-18.
17. Villarroel, C. (2000). Sistema de evaluación y acreditación de las universidades (SEA). Caracas: OPSU.
18. Yáber, G., Malott, M. y Valarino, E. (1998). Gerencia de sistemas conductuales y cambio organizacional. Revista Latinoamericana de Psicología, 30(2), 279-291.
19. Yáber, G. y Valarino, E. (2002). Indicadores de desempeño clave para unidades académicas universitarias. Revista Venezolana de Gerencia, 20(4), 639-653.
©

6. BIBLIOGRAFÍAAndreu, Rafael; Ricart, Joan E. y Valor, Josep: “Estrategia y Sistemas de Información”,
Ed. McGraw Hill, 2da. Ed., 1996.Bagozzi, Richard P.: “Marketing Management”. Ed. Prentice Hall, 1998.
Ballestero, E. y Cohen, D.: “Metodología multicriterio en las decisiones empresariales”.Dirección y Organización, No. 19, 1998.
Barba Romero, Sergio: “Técnicas de apoyo a la toma de decisiones en la Administración
Pública”. Instituto Nacional de Administración Pública. Madrid, 1984.Barba Romero, Sergio: “Decisiones Multicriterio: fundamentos teóricos y utilización
práctica”. Universidad de Alcalá, 1997.Booz, Allen y Hamilton: “New Product Management”. New York, 1982.
Cash, James I. Jr.; McFarlan, F. Warren y McKeeney, James L.: “Gestión de los sistemasde información en la empresa: los problemas que enfrenta la alta dirección”.
Alianza Editorial, 1990.Cornellá, Alfons: “Los recursos de la Información: Ventajas Competitivas de las
empresas".Ed. McGraw Hill, 1994.
Gaitero Gordillo, Domingo: “Metodología Métrica: un enfoque práctico”. Ed. EvergráficasS.L., 1997.
Gallagher, C.A. y Watson, H.J.: “Métodos Cuantitativos para la Toma de Decisionesen Administración”. McGraw Hill, 1982.
Gil Lafuente, Jaime: “Marketing para el nuevo milenio: Nuevas técnicas para la GestiónComercial.” Ed. Pirámide, 1997. Pág. 200.
BIBLIOGRAFÍA:
ANUIES (1990). Revista de la Educación Superior. Programas nacionales para el mejoramiento de las funciones de la educación superior, Número 73, enero -
marzo. México: ANUIES.
BIBLIOGRAFÍASENA, Manual de Mantenimiento de Fedemetal, 1986, Bogotá D.C.
www.universitycommerce.edu/ingindustrial/tpm.htm20
Trabajo Aportado por:JAVIER SANCHEZ ROZO
[email protected] de Estudios:V SEMESTRE – TECNOLOGÍA INDUSTRIAL
Institución:UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS – BOGOTÁ
D.C.COLOMBIACategoría: INGENIERÍA
,
.
BIBLIOGRAFÍA
Grimaldi-Simonds. La Seguridad Industrial Su Administración. Alfaomoga México 1985.
D. Keith Denton. Seguridad Industrial. Mc Graw-Hill. 1984. México.
.
5. REFERENCIAS Y BIBLIOGRAFIA(1) KENNERH J. MCNAUGTON. Bombas.Selección, Uso y Mantenimiento. México.
McGRAW-HILL. N° 373 p. 1999.(2) ENGINEERING RELIABILITY AND
MANAGEMENT. Fundamentos deSelección, Operación y Mantenimiento de
Bombas. Curso. 2005(3) ANSI/API Standard 610. Centrifugal Pumps
for Petroleum, Petrochemical and NaturalGas Industries. 10th Edition. 2004(4) INSTITUTO DE ENERGÍA Y
TERMODINÁMICA. Curso de Bombas.Compañía de Sudamericana de Seguros
S.A. Nº Pág. 8. 2002.(5) J.D.SUMMERS-SMITH. Mechanical Seal
Practice for Improved Performance,Londres; editorial MEP, N° 216 p. 1992.
(6) J.D.SUMMERS-SMITH. An IntroductoryGuide To Industrial Tribology. Londres;
editorial MEP, N° 201 p. 1994.(7) ROBERT J. LATINO, SR. VP, RELIABILITY
CENTER, INC. Calidad del Proceso y elAnálisis de Causa Raíz Parte 1, 2 y 3.Reliability Center, Inc. N° pag. 7. 2001.
(8) WOODHOUSE PARTNERSHIP LTD.Análisis Causa - Raíz. Curso. CIED.
Tamare.1998(9) ENGINEERING RELIABILITY ANDMANAGEMENT - ER & M. Técnicas de
Análisis de Falla Centradas enConfiabilidad, con Énfasis en Causa Raíz.
Curso. 2005
Bibliografía
(1) AMERICAN INSTITUTE OF CHEMICAL ENGINERS Guidelines for process Equipment Reliability Data - 1989.
(2) BESTRATÉN, MANUEL NTP-238 Los análisis de peligros y de operabilidad en instalaciones de proceso- 1989.
(3) DIRECCIÓN GENERAL DE PROTECCIÓN CIVIL - MINISTERIO DEL INTERIOR Guía Técnica. Métodos cuantitativos para el análisis de riesgos -
1994.(4) HAUPTMANNS, ULRICH Análisis de Árboles de Fallos.
(5) LEES, FRANK P. Loss Prevention in the Process Industries - 1980.(6) PIQUE, TOMAS Y CEJALVO, ANTONIO NTP-333 Análisis probabilístico de
riesgos: Metodología del "Árbol de fallos y errores" - 1994. © INSHT