Embed Size (px)
Citation preview

ACTIVIDADES CENTROTENOLÓGICO DEL METAL
nº04
3 Índice
3 Editorial
4 Actividades CTMETAL
6 Noticias de actualidad
ÁREA TECNOLÓGICA
Es indudable que la supervivencia de lasempresas, tanto grandes como Pymes,tienen su apoyo fundamental en losdesarrollos tecnológicos que sean capacesde introducir en sus procesos defabricación o en el desarrollo de nuevosproductos, que les permitan competircon los actuales desafíos que a escalamundial se están produciendo.
La capacidad inventiva y la rapidez derespuesta para resolver problemas de losindustriales de nuestra región, estádemostrada a través de desarrollos dealta eficacia realizados para la industriatanto de la región como exterior(maquinaria conservera, de construcción,industria del mármol, etc.) .
Esta capacidad de inventiva se puede verfrenada, a veces, por la falta de personalcualificado o de tiempo para investigaren nuevos procesos o productos.
La contratación de doctores y tecnólogoses propiciada por la Dirección General deInvestigación que financia hasta un 75%
del coste, lo que permite a las empresasbeneficiarias abordar nuevas líneas detrabajo en las que personal altamentecualificado desarrolle nuevos productos,ponga en práctica proyectos de I+D+ique trasladen a nivel industrial losresultados obtenidos en la investigacióna través de patentes propias, a la mismavez que proporciona importantesdeducciones fiscales.
La incorporación de estos técnicosproducirá un gran salto cualitativo enlas empresas, preparándolas para los retosya presentes en el mercado nacional einternacional, e introduciendo, en su caso,una cultura tecnológica de alto nivelnecesaria para el incremento de laproductividad y calidad que son endefinitiva las claves del éxito.
Desde el Centro Tecnológico del Metalanimamos a las empresas a queincorporen a estos técnicos y a queemprendan acciones innovadoras,poniéndonos a su disposición para futurascolaboraciones.
ACTUALIDAD INFORMATIVA
28 Ayudas y subvenciones
30 Últimas adquisiciones Normas
32 Atcualidad en Legislación
36 Información Bibliográfica
38 Bienvenida nuevos asociados
Centro Tecnológico del MetalPolígono Industrial Oeste.Avda. del Descubrimiento. Par. 1530169 San Ginés – MurciaTel.: 968897065 Fax.: 968890612
Juan Carrillo Martí[email protected]
David Cegarra [email protected]
Juan Antonio Aroca BermejoEnrique Zornoza SotoFrancisco López HernándezJesús Miguel GómezJosé Pérez La FuenteLuis Bernal GonzálezMatías Garrigós MartínezSalvador Ros Torrecillas
Las ideas expuestas son responsabilidad del autor.Se autoriza la reproducción total o parcial de losartículos, con la condición de citar su procedencia,enviando un ejemplar.
El Centro Tecnológico del Metal es una asociaciónprivada sin ánimo de lucro. Fue creada por iniciativadel Instituto de Fomento de la Región de Murciajunto con la Federación Regional de Empresarios delMetal de Murcia (FREMM), y cuenta con lacolaboración de la Comisión Interministerial deCiencia y Tecnología (CICYT). Nace con el objetivofundamental de dar una respuesta eficaz a lasnecesidades tecnológicas de las empresas del sector.
Edición
Comité Editorial
Publicidad
Coordinación
08 Gestión de innovación. Medir para competir
10 Gestión de producción. Obtención de la productividad y su control (I)
14 Calidad y seguridad industrial. Cómo medir la satisfacción del cliente
18 Ingeniería del producto. Prototipado rápido (II)
22 Automatización y robótica.Componentes fundamentales en el diseño de utillajes
24 Artículo técnico. La proyección térmica y sus aplicaciones
ACTIVIDADES
Soluciones a la medida del sector metalgráfico y alimentarioAuto Rema centra sus actividades en laconstrucción de maquinaria y equiposutilizados en el sector metalgráfico yalimentario. Entre los clientes de la
empresa se encuentran importantescompañías multinacionales de todo elmundo que confían desde hace añosen esta firma de Lorquí.
Auto Rema ha recibido el premio a la Innovación
Tecnológica que otorga la Fremm por ser una
de las empresas de construcciones mecánicas
más avanzadas.
EN
ER
O nº03p á g i n a

MEDIR PARACOMPETIR: LASNECESIDADES YAPLICACIONES DE LAMEDIDA DE PRECISIÓNEN LA INDUSTRIAMURCIANA
La Jornada se planteó para recogery responder a las dudas einquietudes que pueden surgir enlas empresas y concienciar de laimportancia que ha adquirido lametrología y la calibración en elsector industrial y tecnológico.
Además de presentar y realizardemostraciones de Digitalizaciónmediante cabezal táctil y cortinaláser, José Francisco Rodríguez-MATRIMUR y Rufino Jiménez-MTORRES explicaron las ventajasque le aportan los procesos demedición y digitalización en suactividad.
SEMANA DE LACIENCIA Y LATECNOLOGÍA 2004
Con motivo de la semana de laciencia y la tecnología el CTMETALrealizó unas jornadas de puertasabiertas (11 y 12 noviembre) asícomo una exposición en el Jardínde San Esteban (12-14 noviembre).
En la jornada dir igida aprofesionales, contamos con lavisita de varias empresas asociadas,que pudieran ver funcionar losnuevos equipos que completan loslaboratorios.
En la jornada dirigida a estudiantes,contamos con la visita envarios turnos de 150 alumnoscorrespondientes al I.E.S. Franciscode Goya, I.E.S. Sanje y el I.E.S.Miguel de Cervantes, que visitaronlas instalaciones del CTMETAL yconocieron el estado de laTecnología en la Región de Murciay algunos proyectos realizados porel Centro Tecnológico del Metal encolaboración con empresas.
Entre el viernes 12 y domingo 14participamos en la exposiciónorganizada en el Jardín de SanEsteban, en la que instalamos unaaplicación robotizada para que losmás pequeños pudieran manejarla.
FERIA EUROBLECH
El pasado mes de octubree l C T M E TA L v i s i t ó ,acompañado de algunasempresas asociadas la feriaEUROBLECH que es la feriai n t e r n a c i o n a l m á simportante del sector de la
chapa metálica y se ha convertido en un acontecimientocrucial para las empresas líderes del sector a fin de mostrarsus productos y servicios.
Fue un escaparate único donde pudimos realizar interesantescontactos y comprobar la tendencia tecnológica del sectoren cuanto a productos de chapa metálica y semiacabados• Manipulación • Separación/Corte • Formación • Frío,templado o caliente • Trabajo flexible con chapametálica • Tubos/perfiles • Componentes de máquinas• Uniones/soldaduras • Tratamiento de la superficie• Herramientas/Matrices • Control/Regulación/Medición/Ensayo • Sistemas CAD/CAM/Procesamientode datos • Equipos de factoría y almacén • Protecciónambiental/seguridad en el trabajo.
FERIA FERITEC:Nuevas tecnologías
El CTMETAL participó con un standen esta feria celebrada en Albacetela primera semana de noviembre.Además de la exposición se realizó una ponencia titulada“Nuevas Tecnologías aplicadas al sector del Metal”.
Esta acción nos permitió contactar con numerosas empresasdel sector metal mecánico de Albacete que mostraron graninterés en los proyectos y servicios desarrollados en elCTMETAL.
SEMINARIO DE AUTOMATIZACIÓN YFABRICACIÓN DE MÁQUINAS SEGURAS
Organizado por el áreade Ingen i e r ía desistemas de automáticade la UMU y Tecnologíasd e C o n t r o l yAccionamientos, S.L.(TCA, S.L.), el 6 y 7 deoctubre se celebró este
seminario en la Universidad de Murcia, en que el CTMETALrealizó una ponencia sobre el expediente técnico deconstrucción y procedimiento de certificación.
El seminario contó con una gran afluencia de profesionalesy estudiantes, implicados en la fabricación de maquinaria,automatización y manejo de máquinas, que quedaron muysatisfechos por la calidad de las ponencias y la buenaorganización del seminario.
CURSO DE INTERPRETACIÓN DE CERTIFICADOSDE CALIBRACIÓN
El 16 de diciembre tuvo lugar este curso en el CTMETAL conel objetivo de proporcionar ayuda a los usuarios de equiposcalibrados sobre la forma de tratar la información contenidaen los certificados de calibración.
La importancia que tienen en todas las empresas los equiposque se emplean para asegurar la trazabilidad de las medidas,hace que deban estar calibrados.
Las medidas realizadas se emplean para tomar decisiones,como la aceptación o rechazo de un producto en funcióndel cumplimiento de unas tolerancias especificadas por elusuario o el cliente final.
PROGRAMAS DE AYUDAS GESTIONADOS ENEL CTMETAL
A través del Plan de Competitividad y consolidación de laPyme, el CTMETAL ha gestionado numerosos programas deayuda que han permitido repartir aproximadamente 180.000entre unas 85 empresas del sector metal mecánico.
Calibración de equiposCon la finalidad de fomentar la calidad y todo aquello quecontribuya al fortalecimiento de la capacidad competitivade las empresas del sector metal mecánico y afines, elCTMETAL subvencionó el 30% de los gastos realizados porlas empresas en calibración de equipos.
Prototipado rápidoDurante el año 2004 el CTMETAL hasubvencionado el prototipado rápidorealizado por las empresas murcianas.Todas las empresas que lo hansolicitado han obtenido unasubvención a fondo perdido del 30%sobre el prototipado rápido realizadoen los últimos 12 meses, obteniendode media cada empresa la cantidadde 900 euros.
Tratamientos TérmicosTodas las empresas participantes en este programa pudieronbeneficiarse de una subvención aplicada al coste total detratamientos térmicos realizados durante todo el año 2004.
Organización de la producciónConsciente de la importancia que tiene una adecudaplanificación y control de la producción, el CTMETAL facilitalas empresas el acceso y puesta en marcha de un sistemade programación y control de la producción.
Para ello se subvenciona el 30% del coste de crear un sistemade planificación y control de la producción materializadoen una herramienta informática.
EN
ER
O nº05p á g i n aE
NE
RO nº04
p á g i n a
Noticias de
Breves
EN
ER
O nº06p á g i n a
EN
ER
O nº07p á g i n a
Aprobado el Reglamento de seguridad contra incendios en losestablecimientos industriales.Este reglamento tiene por objeto conseguir un grado suficiente de seguridad en caso deincendio en los establecimientos e instalaciones de uso industrial. 17 de diciembre de 2004(BOE núm 303).
El sector agrícola regional premia por primera vez a las empresas que mástrabajan por introducir en el campo las innovaciones tecnológicas.
HIMOINSA presenta la nueva torre de iluminación Apolo 9000, más ligera, segura ytotalmente automatizada.
El mástil telescópico alcanza automáticamente una altura de 9,4 metros ysu cabeza rota 355º, lo que permite un campo de iluminación de 360º.Cualquier ángulo de trabajo es bueno para este novedoso equipo.
El grupo electrógeno es accionado por motores Lombardini, IVECO o Perkins,con una potencia que varía desde las 12,5 hasta las 39 kVA.
A partir del 1 de enero de 2005, en virtud de la Orden ITC/3662/2004 de 26de octubre, se establece la gratuidad del Servicio de Difusión Selectiva deinformación de las bases de datos del Sistema de Información Empresarial (SIE).
La Dirección General de Política de la Pequeña y MedianaEmpresa ha desarrollado un sistema informático quepermite al propio usuario establecer vía Internet su perfilde búsqueda, adaptado a sus particulares requerimientos,así como recibir de forma automática vía correoelectrónico la información pertinente.
La DGPYME prestará, desde el inicio del nuevo sistema,asesoramiento a los usuarios que lo soliciten, por la víaque se indicará en su momento.
El Servicio de Difusión Selectiva permite al usuario definirsu propio "perfil de búsqueda", de acuerdo con lainformación que desea recibir, según la actividaddesarrollada por la empresa. Los concursos públicoscargados cada día en la base, que correspondan a superfil, le serán transmitidos según la modalidad derecepción elegida: Vía FAX o Vía Correo electrónico (E-mail).
Más información en: http://wsie.ipyme.org/bases/
Las noticias, en línea.Todas las empresas del sector del Metalinteresadas en recibir en su ordenador las noticiaseconómicas y regionales de mayor interés puedensuscribirse, a través de la FREMM, al servicio queofrece la Confederación Regional de Empresariosdel Metal de Murcia (CROEM).
Con sólo enviar un fax a la FREMM (968 93 1510), los empresarios tendrán acceso a lasnovedades informativas en materia de economía,orientación profesional, empresas, formación,medio ambiente, laboral, prensa, prevención deriesgos laborales y estadísticas.
Premios Metal 2003
Metálicas Almudí ha conseguido el premio FABRICACIÓN. El objetivo principal de laempresa está basado en la distribución de la producción de sus líneas de fabricación, asícomo el de otros productos relacionados con el sector, habiendo consolidado los siguientesobjetivos: formación del personal en materia de nuevas tecnologías, prevención de riesgoslaborales, calidad, I+D y mercado exterior.
Talleres Auto Rema ha conseguido el premio INNOVACIÓN TECNOLÓGICA. AUTO REMAse ha consolidado como empresa líder en su sector potenciando la innovación tecnológicay el uso de las tecnologías de la producción más modernas, lo que les ha llevado adesarrollar un producto de alta calidad a un precio altamente competitivo.
La firma Sistema Azud, S. A. ha conseguido el premio Thanit dedicadoal Desarrollo Tecnológico Agrícola en la Optimización y Aprovechamientode Recursos Hídricos.
Agrocomponentes, S. L. Es la firma agraria murciana que mejor aplica lasvirtudes de la innovación tecnológica a su explotación agraria, según eljurado de los primeros Premios Thanit.
Riegos y Tecnología S. L. (Ritec) es la ganadora del primer Thanit a laProducción Agrícola. La firma aguileña obtiene uno de los Premios deinnovación tecnológica.
En esa misma modalidad obtuvo una mención especial la firma demaquinaria agrícola fitosanitaria Atasa (Asesores y Técnicas Agrícolas S. A.).
Premios Metal 2003Talleres Maximiliano ha conseguido el premio LABOR EMPRESARIAL. Elobjetivo fundamental de esta empresa es la fabricación de depósitos enacero al carbono y acero inoxidable, silos metálicos, maquinaria para laindustria conservera, etc. Esta empresa trabaja desde 1957 en el diseñoy fabricación de equipos y sistemas para la elaboración, manipulación,transporte y almacenamiento de productos alcanzando un alto nivel decalidad y desarrollo tecnológico.

Área Tecnológica
PROBLEMÁTICA
Las Empresas de la Región, y de suentorno, del sector Metal Mecánicoy aquellas en donde los elementosproducidos en este sector influyenfuertemente, calzados, juguetes,maquinaria y utillajes, etc. estánsufriendo una feroz competenciade productos procedentes de paísesdel este de Europa así como depaíses Asiáticos en donde losprecios de la mano de obra son de5 a 10 veces más bajos que ennuestra Región, no habiendoposible competencia en productosde poco valor añadido.
Ante estas circunstancias el avancetecnológico y las inversiones enI+D que realicen las empresas seconvierte en uno de los pilares másimportantes del desarrollo ycrecimiento industrial, y el únicomedio de combatir la competenciaexp re sada an te r i o rmente .El desarrollo tecnológico y estudiosde I+D requieren la adquisición deequipos informáticos y sistemasde aseguramiento de la calidadque requieren inversiones muyimportantes, que en ocasiones
están fuera del alcance de lamediana y pequeña empresa. Nosreferimos concretamente a sistemasde realización de planos y proyectosasistidos por ordenador o amáquinas de medición de altaprecisión, que permitan laverificación exacta de piezas yproductos antes de la salida amontajes o a mercado, evitandoproblemas de rechazos de calidadque irán en detrimento del prestigiode la empresa con la consiguientepérdida de mercado.
ACTUACIÓN DEL CENTROTECNOLÓGICO DEL METAL
El Centro Tecnológico del Metal harealizado un importante esfuerzoen la adquisición de los antesmencionados sistemas informáticosy equipos de laboratorio (metrología,materiales, calibración, etc.) deúltima generación, para poner alservicio de las empresas de la regiónlos mismos equipos que puedantener para la obtención de la calidady desarrollo de proyectos deempresas de alto potencialeconómico y multinacionales.
DISPONIBILIDAD DE EQUIPOS
Dentro de los equipos que disponeel Centro: análisis y caracterizaciónde materiales, máquina de ensayostracción compresión, microscopiosmetalográficos, etc.
Queremos hacer resaltar por suimportancia fundamental en laseguridad en la fabricación depiezas LA MÁQUINA DE MEDIR PORCOORDENADAS, esta máquina dealta precisión realiza las siguientesfunciones:
Medición de piezas de hasta900x1200x800 mm. Con un pesomáximo de 1200Kg y precisiónde +/- 5 milésimas.
Informes de medición de piezascon las desviaciones sobre lamedida nominal de planos.
Realización de ingeniería inversa,l e p e r m i t e d o c u m e n t a rd e t a l l a d a m e n t e p i e z a sdesconocidas y generar modelosinformáticos.
Medición tridimensional desuperficies y comparación condatos CAD.
“el avance tecnológico y lasinversiones en I+D que realicenlas empresas se convierte en unode los pilares más importantesdel desarrollo y crecimientoindustrial”
Gestión de innovación
MEDIR PARA COMPETIRAPLICACIONES
La utilización de esta máquina permite:
Mediciones en la fabricación de piezas de matriceria ymoldes para asegurar su precisión e intercambiabilidad.
Enviar a clientes piezas repuesto de máquinas, matriceríay moldes con certificado de medición, evitando dudassobre la calidad del repuesto y aumentando el prestigiode la empresa suministradora.
Medir las piezas de preserie o pruebas antes de aceptarel medio de fabricación con que se ha realizado, evitandoposteriores problemas.
Medir las primeras piezas de una serie para asegurar la calidadde la producción, ante problemas que puedan surgir, comodeterioro de utillajes, problemas de material, etc.
Medición en recepción de utillajes de fabricación y controlpara asegurar su calidad.
Estudios de capacidad de máquinas (repetitividad demedidas y desviaciones sobre la nominal en piezasfabricadas por una máquina).
Utilización en ingeniería inversa con la reproducción depiezas directamente a partir de muestras: hacer planosde recambios de equipos obsoletos o de herramientasantiguas que carecen de los mismos, o piezas venidas defabricantes de otros países y que se quiere disponer deljuego de planos para la posterior realización de repuestos,
sin tener que acudir al extranjero con el consiguientealargamiento de plazos de entrega y aumento de precios.
Medición tridimensional de superficies desconocidasgenerando información para la introducción en programaCAD y posterior exportación a programa CAM demecanizado.
En realizaciones de ingeniería inversa, el Centro puedecaracterizar el tipo de acero por espectrometría, medirrugosidad para deducir el tipo de mecanizado, medidasde dureza, micro dureza y micrografía para definir tipode tratamiento térmico de las piezas a estudiar,completando la total información que hace falta para sufabricación.
CONCLUSIONES
En resumen estos equipos aseguran la calidad de susfabricados ante los clientes más exigentes y puede abrirmercados en empresas que requieran un óptimo servicio,(automóvil, aviación, etc.)
El Centro Tecnológico del Metal, tiene sus puertas abiertasa los Industriales que deseen visitar sus instalaciones ycomprobar in situ las ventajas que pueden obtener susindustrias con la aplicación de los sistemas antes descritos.
EN
ER
O nº08p á g i n a E
NE
RO nº09
p á g i n a
artículo técnico
Juan MartiniCentro Tecnológico del Metal
Área Tecnológica
Gestión de producción
artículo técnicoOBTENCIÓN DE LAPRODUCTIVIDAD Y SUCONTROL (I)
Las técnicas del estudio deltrabajo son:
Estudio de métodos ymedición del trabajo
El estudio de métodos es elregistro y examen crítico ysistemático de los modosexistentes y proyectados de llevara cabo un trabajo como mediode idear y aplicar métodos mássencillos y eficaces de reducircostos, eliminando tiemposimproductivos, y minimizando eltiempo requerido para ejecutaruna tarea.
La medición del trabajo es laaplicación de técnicas paradeterminar el tiempo que invierteun trabajador cualificado en llevara cabo una tarea definida,efectuándola según una norma deejecución preestablecida.
Su función principal es la detecciónde las posibles variaciones delmétodo, rendimiento de la máquina,anomalías en el utillaje, etc.
Procedimiento básico para elestudio del trabajo
Se realiza según las siguientesetapas:
1) Seleccionar el trabajo oproceso a estudiar.2) Registrar por observacióndirecta cuando sucede.3) Examinar los hechosregistrados con espíritu crítico.4) Idear el método máseconómico tomando en cuentatodo.5) Medir la cantidad de trabajoque exige el método elegido ycalcular el tiempo que llevahacerlo.6) Definir el nuevo método ytiempo correspondiente.7) Implantar el nuevo métodocomo práctica general aceptadacon el tiempo fijado.8) Mantener en uso lanueva práctica medianteprocedimientos de controladecuados.
Una vez seleccionado el trabajoa estudiar y registrado suprocedimiento, una de lasherramientas más eficaces parala mejora del método consisteen la técnica del interrogatorio,sometiendo sucesivamente cadaactividad a una serie sistemáticay progresiva de preguntas:
Propósito:
¿Qué se hace?¿Por qué se hace?¿Qué otra cosa podríahacerse?
Lugar:
¿Dónde se hace?¿Por qué se hace allí?¿En qué otro lugar podríahacerse?¿Dónde debería hacerse?
Sucesión:
¿Cuándo se hace?¿Por qué se hace entonces?¿Cuándo podría hacerse?¿Cuándo debería hacerse?
Persona:
¿Quién lo hace?¿Por qué lo hace esa persona?¿Qué otra persona podríahacerlo?¿Quién debería hacerlo?
Medios:
¿Cómo se hace?¿Por qué se hace de ese modo?¿De qué otro modo podríahacerse?¿Cómo debería hacerse?
Una vez realizadas las preguntasantes expuestas, darán respuestaa una serie de mejoras a aplicarsobre el proceso definiendo conseguridad un método mejorado.
Otras técnicas a aplicar en elestudio de métodos son:
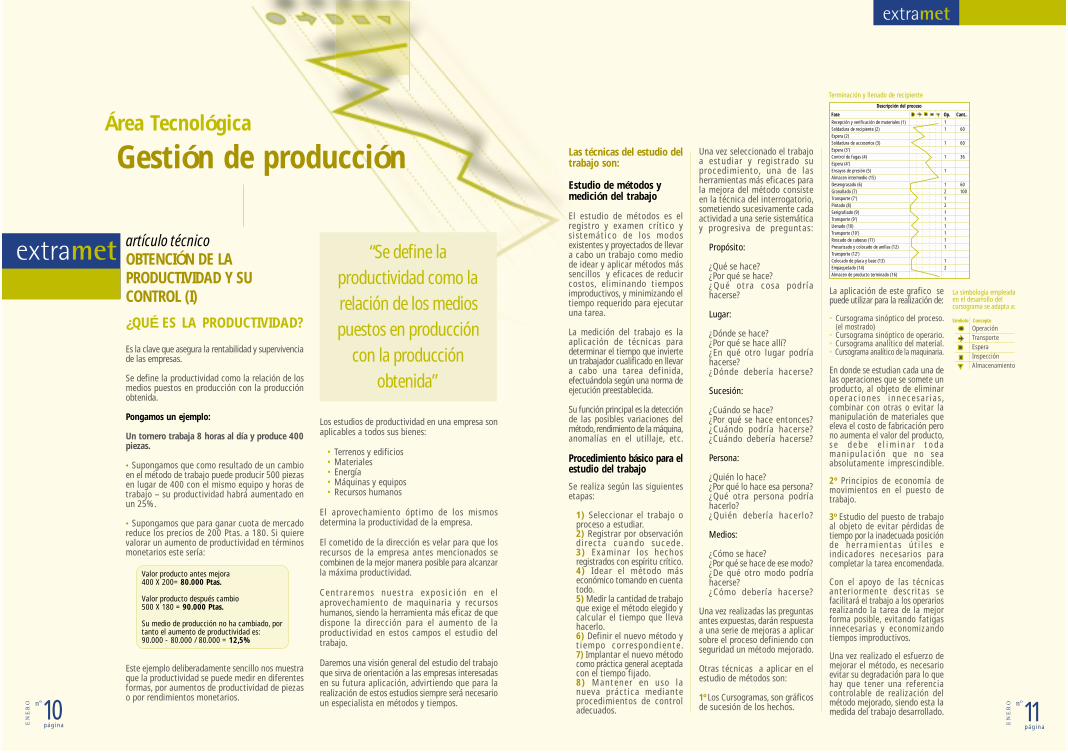
1º Los Cursogramas, son gráficosde sucesión de los hechos.
La aplicación de este grafico sepuede utilizar para la realización de:
• Cursograma sinóptico del proceso. (el mostrado)• Cursograma sinóptico de operario.• Cursograma analítico del material.• Cursograma analítico de la maquinaria.
En donde se estudian cada una delas operaciones que se somete unproducto, al objeto de eliminaroperac iones innecesar ias ,combinar con otras o evitar lamanipulación de materiales queeleva el costo de fabricación perono aumenta el valor del producto,s e d e b e e l i m i n a r t o d amanipulación que no seaabsolutamente imprescindible.
2º Principios de economía demovimientos en el puesto detrabajo.
3º Estudio del puesto de trabajoal objeto de evitar pérdidas detiempo por la inadecuada posiciónde herramientas út i les eindicadores necesarios paracompletar la tarea encomendada.
Con el apoyo de las técnicasanteriormente descritas sefacilitará el trabajo a los operariosrealizando la tarea de la mejorforma posible, evitando fatigasinnecesarias y economizandotiempos improductivos.
Una vez realizado el esfuerzo demejorar el método, es necesarioevitar su degradación para lo quehay que tener una referenciacontrolable de realización delmétodo mejorado, siendo esta lamedida del trabajo desarrollado.
EN
ER
O nº10p á g i n a E
NE
RO nº
11p á g i n a
¿QUÉ ES LA PRODUCTIVIDAD?
Es la clave que asegura la rentabilidad y supervivenciade las empresas.
Se define la productividad como la relación de losmedios puestos en producción con la producciónobtenida.
Pongamos un ejemplo:
Un tornero trabaja 8 horas al día y produce 400piezas.
• Supongamos que como resultado de un cambioen el método de trabajo puede producir 500 piezasen lugar de 400 con el mismo equipo y horas detrabajo – su productividad habrá aumentado enun 25%.
• Supongamos que para ganar cuota de mercadoreduce los precios de 200 Ptas. a 180. Si quierevalorar un aumento de productividad en términosmonetarios este sería:
Este ejemplo deliberadamente sencillo nos muestraque la productividad se puede medir en diferentesformas, por aumentos de productividad de piezaso por rendimientos monetarios.
Los estudios de productividad en una empresa sonaplicables a todos sus bienes:
• Terrenos y edificios• Materiales• Energía• Máquinas y equipos• Recursos humanos
El aprovechamiento óptimo de los mismosdetermina la productividad de la empresa.
El cometido de la dirección es velar para que losrecursos de la empresa antes mencionados secombinen de la mejor manera posible para alcanzarla máxima productividad.
Centraremos nuestra exposición en elaprovechamiento de maquinaria y recursoshumanos, siendo la herramienta más eficaz de quedispone la dirección para el aumento de laproductividad en estos campos el estudio deltrabajo.
Daremos una visión general del estudio del trabajoque sirva de orientación a las empresas interesadasen su futura aplicación, advirtiendo que para larealización de estos estudios siempre será necesarioun especialista en métodos y tiempos.
“Se define laproductividad como larelación de los mediospuestos en producción
con la producciónobtenida”
La simbología empleadaen el desarrollo delcursograma se adapta a:
OperaciónTransporteEsperaInspecciónAlmacenamiento
Símbolo Concepto
Valor producto antes mejora400 X 200= 80.000 Ptas.
Valor producto después cambio500 X 180 = 90.000 Ptas.
Su medio de producción no ha cambiado, portanto el aumento de productividad es:90.000 - 80.000 / 80.000 = 12,5%
Descripción del proceso
Fase Op. Cant..Recepción y verificación de materiales (1)Soldadura de recipiente (2)Espera (2)Soldadura de accesorios (3)Espera (3’)Control de fugas (4)Espera (4’)Ensayos de presión (5)Almacen intermedio (15)Desengrasado (6)Granallado (7)Transporte (7’)Pintado (8)Serigrafiado (9)Transporte (9’)Llenado (10)Transporte (10’)Roscado de cabezas (11)Presurizado y colocado de anillas (12)Transporte (12’)Colocado de placa y base (13)Empaquetado (14)Almacen de producto terminado (16)
11
1
1
1
1212111111
12
60
60
36
60100
Terminación y llenado de recipiente
LA MEDICIÓN DEL TRABAJO
La medición del trabajo es la aplicación de técnicaspara determinar el tiempo que invierte un trabajadoro grupo en llevar a cabo una tarea definida segúnun método preestablecido.
La medición del trabajo se hace necesaria para:
• La medición de la producción• Estudios de costos• Realización de presupuestos• Desviaciones en los procesos productivos• Plazos de entrega• Salarios e incentivos• Evaluación de los métodos de trabajo
Técnicas para la obtención de los tiempos defabricación
• Medición de tiempos con cronómetros• Muestreo estadístico• Sistema de tiempos estándar predeterminados• Datos históricos• Estimación• Cálculos de tiempos de fabricación según condiciones de mecanizado
Medidas de tiempos por cronometraje
Fases principales del estudio:1.Recogida de información sobre tarea a efectuar.2.Descomposición en partes del método operatorioy su anotación en la hoja de estudio.3.Medición de tiempos de ejecución con cronómetro.4.Juzgar actividad de la operación comparándolacon las preestablecidas como normales.5.Hallar el tiempo normal corregido con la actividadobservada.6.Determinar los suplementos a aumentar (fatiga-necesidades personales, etc.) para que pueda hacersefactible el trabajo.7.Aplicar el tiempo a la operación de producción.
Recogida la información de la tarea ydescomposición, pasaremos al cronometraje.
La toma de tiempos con cronómetro suele hacerseen distintas unidades siendo las más usuales elsegundo y centésima de minuto.
Número de lecturas
Dependiendo de la exactitud que queramos obtener,realizaremos más o menos lecturas. Éstas vendránfijadas por tablas ábacos o fórmulas estadísticasrealizadas por la propia empresa.La toma de tiempos se refleja en un formulario deestudios que puede ser de ciclo completo o de ciclobreve.
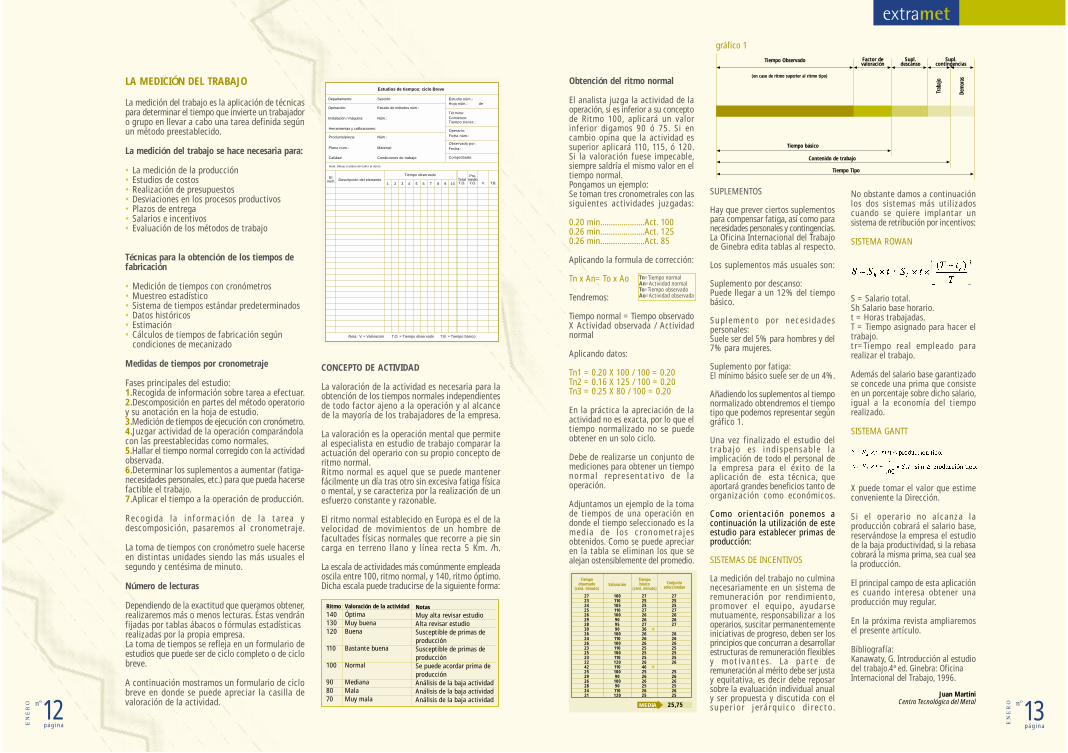
A continuación mostramos un formulario de ciclobreve en donde se puede apreciar la casilla devaloración de la actividad.
Obtención del ritmo normal
El analista juzga la actividad de laoperación, si es inferior a su conceptode Ritmo 100, aplicará un valorinferior digamos 90 ó 75. Si encambio opina que la actividad essuperior aplicará 110, 115, ó 120.Si la valoración fuese impecable,siempre saldría el mismo valor en eltiempo normal.Pongamos un ejemplo:Se toman tres cronometrales con lassiguientes actividades juzgadas:
0.20 min…………………Act. 1000.26 min…………………Act. 1250.26 min…………………Act. 85
Aplicando la formula de corrección:
Tn x An= To x Ao
Tendremos:
Tiempo normal = Tiempo observadoX Actividad observada / Actividadnormal
Aplicando datos:
Tn1 = 0.20 X 100 / 100 = 0.20Tn2 = 0.16 X 125 / 100 = 0.20Tn3 = 0.25 X 80 / 100 = 0.20
En la práctica la apreciación de laactividad no es exacta, por lo que eltiempo normalizado no se puedeobtener en un solo ciclo.
Debe de realizarse un conjunto demediciones para obtener un tiemponormal representativo de laoperación.
Adjuntamos un ejemplo de la tomade tiempos de una operación endonde el tiempo seleccionado es lamedia de los cronometrajesobtenidos. Como se puede apreciaren la tabla se eliminan los que sealejan ostensiblemente del promedio.
SUPLEMENTOS
Hay que prever ciertos suplementospara compensar fatiga, así como paranecesidades personales y contingencias.La Oficina Internacional del Trabajode Ginebra edita tablas al respecto.
Los suplementos más usuales son:
Suplemento por descanso:Puede llegar a un 12% del tiempobásico.
Suplemento por necesidadespersonales:Suele ser del 5% para hombres y del7% para mujeres.
Suplemento por fatiga:El mínimo básico suele ser de un 4%.
Añadiendo los suplementos al tiemponormalizado obtendremos el tiempotipo que podemos representar segúngráfico 1.
Una vez finalizado el estudio deltrabajo es indispensable laimplicación de todo el personal dela empresa para el éxito de laaplicación de esta técnica, queaportará grandes beneficios tanto deorganización como económicos.
Como orientación ponemos acontinuación la utilización de esteestudio para establecer primas deproducción:
SISTEMAS DE INCENTIVOS
La medición del trabajo no culminanecesariamente en un sistema deremuneración por rendimiento,promover el equipo, ayudarsemutuamente, responsabilizar a losoperarios, suscitar permanentementeiniciativas de progreso, deben ser losprincipios que concurran a desarrollarestructuras de remuneración flexiblesy mot ivantes . La parte deremuneración al mérito debe ser justay equitativa, es decir debe reposarsobre la evaluación individual anualy ser propuesta y discutida con elsuper ior jerá rquico directo .
No obstante damos a continuaciónlos dos sistemas más utilizadoscuando se quiere implantar unsistema de retribución por incentivos:
SISTEMA ROWAN
S = Salario total.Sh Salario base horario.t = Horas trabajadas.T = Tiempo asignado para hacer eltrabajo.tr=Tiempo real empleado pararealizar el trabajo.
Además del salario base garantizadose concede una prima que consisteen un porcentaje sobre dicho salario,igual a la economía del tiemporealizado.
SISTEMA GANTT
X puede tomar el valor que estimeconveniente la Dirección.
Si el operario no alcanza laproducción cobrará el salario base,reservándose la empresa el estudiode la baja productividad, si la rebasacobrará la misma prima, sea cual seala producción.
El principal campo de esta aplicaciónes cuando interesa obtener unaproducción muy regular.
En la próxima revista ampliaremosel presente artículo.
Bibliografía:Kanawaty, G. Introducción al estudiodel trabajo.4ª ed. Ginebra: OficinaInternacional del Trabajo, 1996.
Juan Martini Centro Tecnológico del Metal
EN
ER
O nº12p á g i n a E
NE
RO nº13
p á g i n a
CONCEPTO DE ACTIVIDAD
La valoración de la actividad es necesaria para laobtención de los tiempos normales independientesde todo factor ajeno a la operación y al alcancede la mayoría de los trabajadores de la empresa.
La valoración es la operación mental que permiteal especialista en estudio de trabajo comparar laactuación del operario con su propio concepto deritmo normal.Ritmo normal es aquel que se puede mantenerfácilmente un día tras otro sin excesiva fatiga físicao mental, y se caracteriza por la realización de unesfuerzo constante y razonable.
El ritmo normal establecido en Europa es el de lavelocidad de movimientos de un hombre defacultades físicas normales que recorre a pie sincarga en terreno llano y línea recta 5 Km. /h.
La escala de actividades más comúnmente empleadaoscila entre 100, ritmo normal, y 140, ritmo óptimo.Dicha escala puede traducirse de la siguiente forma:
Tiempo Observado
(en caso de ritmo superior al ritmo tipo)
Factor devaloración
Supl.descanso
Supl.contingencias
Trab
ajo
Dem
oras
Tiempo básico
Contenido de trabajo
Tiempo TipoEl.
núm. Descripción del elemento1 2 3 4 5 6 7 8 9 10
Tiempo observadoTotalT.O.
Pro-medioT.O. V. T.B.
Estudios de tiempos: ciclo Breve
Departamento: Sección:
Operación: Estudio de métodos núm.:
Instalación / máquina: Núm.:
Herramientas y calibraciones:
Producto/pieza: Núm.:
Plano núm.: Material:
Calidad: Condiciones de trabajo:
Estudio núm.:Hoja núm.: de
Término:Comienzo:Tiempo transc.:
Operario:Ficha núm.:
Observado por:Fecha:
Comprobado:
Nota: Dibuje el plano del taller al dorso
Nota: V. = Valoración T.O. = Tiempo observado T.B. = Tiempo básico
Ritmo140130120
110
100
908070
Valoración de la actividadÓptimaMuy buenaBuena
Bastante buena
Normal
MedianaMalaMuy mala
NotasMuy alta revisar estudioAlta revisar estudioSusceptible de primas deproducciónSusceptible de primas deproducciónSe puede acordar prima deproducciónAnálisis de la baja actividadAnálisis de la baja actividadAnálisis de la baja actividad
27232425262928392624262325232242252926282421
1001101051101009095901001101001101001101201101009010090110120
27252527262627362626262525252646252626252625
27252527262627
26262625252526
252626252625
Tiempoobservado
(cent. minuto)Valoración
Tiempobásico
(cent. minuto)Conjunto
selecciondao
MEDIA 25,75
Tn=Tiempo normalAn=Actividad normalTo=Tiempo observadoAo=Actividad observada
gráfico 1

artículo técnicoCÓMO MEDIR LA SATISFACCIÓN DEL CLIENTE
Área TecnológicaCalidad y Seguridad Industrial
La norma UNE-EN-ISO 9001/2000nos evidencia un nuevo concepto decalidad. En la versión del 94, calidadera sinónimo de cumplimiento deespecificaciones del cliente, por elcontrario en la versión 9001/2000CALIDAD = SATISFACCIÓN DELCLIENTE.
Así pues la norma establece en elpunto 8.2.1 “...la organización deberealizar el seguimiento de lainformación relativa a lapercepción del cliente conrespecto al cumplimiento de susrequisitos por parte de laorganización....”, o en otraspalabras, la diferencia existenteentre lo que el cliente espera y loque el cliente percibe de undeterminado producto/servicio.
La evaluación de la satisfacciónde los clientes puede indicar enocasiones la existencia deproblemas; esos problemaspueden ser o no potenciales. Lamayoría de las empresas cumplende forma sistemática todos losrequisitos de su producto oservicio, lo que no significa quelos c l ientes tengan unapercepción positiva de formaglobal de la organización.
Es por ello que deberíamos utilizarla evaluación de la satisfaccióndel cliente para orientar nuestrosesfuerzos en mejorar aquellosaspectos que los clientes noconsideran tan satisfactorios.
Pero una pregunta lógica de lasorganizaciones es ¿Qué beneficiosreporta a la empresa la mediciónde la satisfacción de los clientes?
La razón más poderosa pararealizar cualquier cosa en elmundo de los negocios es queincremente los beneficios. Puesbien, evaluar la satisfacción delcliente y actuar conforme a losresultados de forma apropiadaincrementará las ganancias.
No tenemos que caer en un merocumplimiento del punto 8.2.1 dela norma ISO 9001/2000, sinosacarle todo el partido a lainformación que nos remite elcliente e intentar mejorar enaquellos aspectos que el clienteno tiene una percepción muypositiva.
Debemos de tener muy claro queun cliente satisfecho es un clientefiel que a la larga estará máscomprometido con nuestrae m p r e s a . L o s c l i e n t e scomprometidos permanecen mástiempo y a su vez:
Compran con más frecuencia
Compran más (variedad)
Son menos susceptibles a losprecios
Recomiendan más
Se sienten comprometidos connuestra empresa
SEGMENTACIÓN DECLIENTES
Actualmente existe una grandiversidad de clientes en elmercado por muchos factores, espor ello que debemos establecerunos criterios o factores que nospermitan segmentarlos en gruposhomogéneos. Diferente va a serla percepción que tenga denuestra empresa un clientepotencial que nos facture muchode otro que nos efectúe compraso contrataciones puntuales de unvalor muy bajo.
El establecer grupos o segmentosde clientes debería realizarse conel objetivo de identificar lasnecesidades actuales o futuras denuestros clientes e intentarsatisfacerlas, incluso proponernuevas l íneas de negocioestratégicas. Asimismo esto nospermite aunar esfuerzos enaspectos muy concretos y destinarrecursos en aquellos grupos declientes que sean prioritarios paranosotros.
Como ejemplos de segmentaciónpara formar grupos homogéneosde clientes podríamos citar:
Criterio geográfico: Podríamosestablecer grupos de clientes máso menos homogéneos en función
del tamaño de la comunidad autónoma, porregiones, clientes nacionales o internacionales,mercado europeo e internacional, etc.
Criterio de facturación: Consistirá en establecergrupos de clientes homogéneos en función desu peso específico en la facturación de la empresa.Por ejemplo, a la hora de enviar cuestionarios desatisfacción de clientes podríamos escoger a los20 clientes de mayor facturación y de este modoobtendríamos la satisfacción de los clientes quesuponen un porcentaje muy elevado de nuestrafacturación.
MÉTODOS PARA MEDIR LASATISFACCIÓN DEL CLIENTEExisten diversos métodos para obtener lasatisfacción del cliente, a continuación se indicanalgunos de ellos:
Mailing: Envío por correo de los cuestionarios desatisfacción habiendo elegido previamente losclientes a los que se va a enviar. La realizaciónde este método no es compleja y los costes sonbajos, sin embargo el proceso para conseguirdatos sólidos es largo porque se reciben pocosresultados de los clientes, además los que sereciben tienen por regla general una altadicotomía, resultados excesivamente favorableso en contra).
Fax: Es el sistema más utilizado por regla generalen las empresas aunque con grandesinconvenientes que reducen su fiabilidad. Primeropuede ocurrir que no conteste el cuestionario lapersona que ha recibido el servicio o finalmenteutiliza los productos vendidos y, en segundo lugar,mediante este método los clientes no suelendevolver el cuestionario. Por otra parte, estesistema sólo puede utilizarse en transaccionesentre empresas, ya que el consumidor tradicionalno tiene equipo de fax en su domicilio, limitandode esta forma el tipo de empresas que puedenutilizar este método.
Servicio de Reclamaciones: Mediante los Informesde Reclamaciones se puede detectar el nivel desatisfacción de los clientes. Los datos obtenidos
indican los aspectos de mayor insatisfacción delos clientes, por lo que deben crearse las accionescorrectivas que corrijan la causa o causas quegeneraron la reclamación y verificar su eficaciapara ser incorporados definitivamente en elservicio que prestamos.
Encuestas post-servicio: Cuestionariospresentados al cliente en el momento que hafinalizado la prestación del servicio o del producto.Con este método el cliente contesta sobre lasensación percibida en ese momento y no lotrasmite con posterioridad.
Visitas de comerciales: Sin duda los que mejorconocen a los clientes de una empresa son loscomerciales. En sus continuas reuniones conéstos, los comerciales no sólo hacen la laborpropia de comercial, sino que además conocenqué esperan los clientes de nuestra empresa(rapidez en las entregas, habilidad de losmontadores, servicio posventa, etc...); es por estoque por medio de unos informes comercialeséstos podrían analizar cuáles son las expectativasde los clientes y ponerlos a disposición de ladirección para que actúe de la forma más eficaz.
Además de los señalados anteriormente indicamosalgunos más:
EN
ER
O nº14p á g i n a E
NE
RO nº15
p á g i n a
“La evaluación de la satisfacción de los clientes
puede indicar en ocasiones la existencia de
problemas; esos problemas pueden ser o no
potenciales.”
Aspectos diferenciales
Concepto de Calidad
Orientación del Sistema
ISO 9001:94
Cumplimiento de especificaciones
Aseguramiento de la calidad
ISO 9001: 2000
Satisfacción del cliente
Gestión de la calidad
TÉCNICA
Telefónica
Visita aclientes
(encuestadores)
Internet
Grupos dediscusión
COMPLEJO
No
Sí
Sí
Sí
FIABILIDAD
Media
Alta
Alta
Alta
A TENER EN CUENTA
El personal que realiza la encuestadebe recibir un curso de formaciónprevio y conocer el verdaderoobjetivo de la encuesta. Cuando unencuestado lleva un número deencuestas determinadas, empiezaa ser subjetivo por lo qued e b e r í a m o s c a m b i a r d eencuestadores.
El método resulta costoso perotiene una eficacia elevada. Losencuestadores deben renovarsepara mantener su objetividad.
Es todavía muy novedoso paramedir el nivel de satisfacción. Senecesitan especialistas informáticosque gestionen la página web osubcontratar esta actividad.
Es fundamental seleccionaradecuadamente al coordinador yal grupo de clientes para que searepresentativo sobre el objetivoperseguido.
•
•
•
•
•
NOTA: PARA EL DESARROLLO DE ESTECASO PRÁCTICO NO SE HAN TENIDO
EN CUENTA LAS HERRAMIENTASESTADÍSTICAS MUY ÚTILES PARA LA
DETERMINACIÓN DE MUESTRASREPRESENTATIVAS, LA TENDENCIA
CENTRAL (MEDIA, MEDIANA YMODA) Y LA VARIABILIDAD
(DISPERSIÓN DE LA INFORMACIÓN).SE HA REALIZADO PARA
MICROPYMES QUE NO TENGAN LACAPACIDAD PARA ANALIZARLO
ESTADÍSTICAMENTE O QUE QUIERANHACERLO MÁS SENCILLO.
Satisfecho Muy satisfecho
45% 46%
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
55100
Trato y atención telefónica
Satisfecho Muy satisfecho
45% 46%
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
55100
Horario de atención al público
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
37100
Respuesta ante problemas administrativos
64% 27%
Satisfecho
Muy satisfecho
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
45200
Eficacia de la persona que le atendió
46% 36%
Satisfecho Muy satisfecho
Satisfecho Muy satisfecho
55% 36%
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
46100
Atención de reclamaciones
Satisfecho Muy satisfecho
45%55%
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
56000
Nuestro servicio en general
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
38000
Rapidez en resolución de problemas
Satisfecho
Muy satisfecho
27%73%
Muy SatisfechoSatisfechoIndiferentePoco SatisfechoInsatisfecho
65000
Cumplimiento en plazos de entrega
Satisfecho
Muy satisfecho
45% 55%
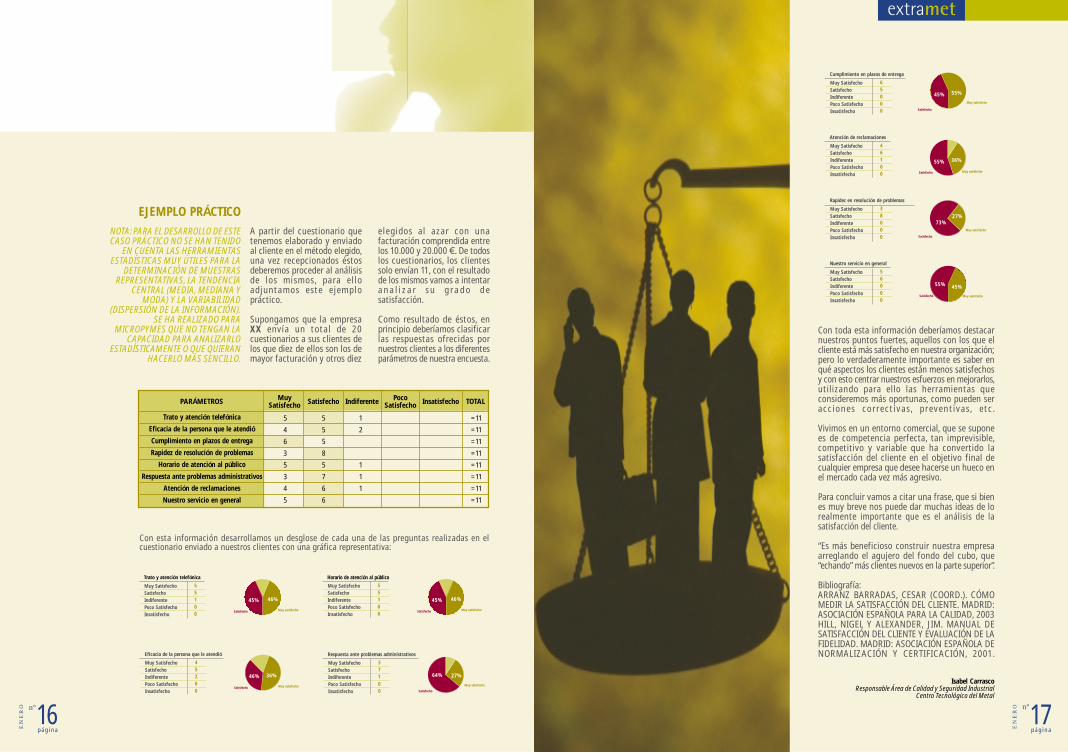
A partir del cuestionario quetenemos elaborado y enviadoal cliente en el método elegido,una vez recepcionados éstosdeberemos proceder al análisisde los mismos, para elloadjuntamos este ejemplopráctico.
Supongamos que la empresaXX envía un total de 20cuestionarios a sus clientes delos que diez de ellos son los demayor facturación y otros diez
elegidos al azar con unafacturación comprendida entrelos 10.000 y 20.000 €. De todoslos cuestionarios, los clientessolo envían 11, con el resultadode los mismos vamos a intentarana l i z a r s u g r ado desatisfacción.
Como resultado de éstos, enprincipio deberíamos clasificarlas respuestas ofrecidas pornuestros clientes a los diferentesparámetros de nuestra encuesta.
Con esta información desarrollamos un desglose de cada una de las preguntas realizadas en elcuestionario enviado a nuestros clientes con una gráfica representativa:
Trato y atención telefónica
Eficacia de la persona que le atendió
Cumplimiento en plazos de entrega
Rapidez de resolución de problemas
Horario de atención al público
Respuesta ante problemas administrativos
Atención de reclamaciones
Nuestro servicio en general
PARÁMETROS MuySatisfecho Satisfecho Indiferente Poco
Satisfecho Insatisfecho TOTAL
5
4
6
3
5
3
4
5
5
5
5
8
5
7
6
6
1
2
1
1
1
=11
=11
=11
=11
=11
=11
=11
=11
EJEMPLO PRÁCTICO
EN
ER
O nº16p á g i n a E
NE
RO nº17
p á g i n a
Con toda esta información deberíamos destacarnuestros puntos fuertes, aquellos con los que elcliente está más satisfecho en nuestra organización;pero lo verdaderamente importante es saber enqué aspectos los clientes están menos satisfechosy con esto centrar nuestros esfuerzos en mejorarlos,utilizando para ello las herramientas queconsideremos más oportunas, como pueden seracciones correct ivas, prevent ivas, etc .
Vivimos en un entorno comercial, que se suponees de competencia perfecta, tan imprevisible,competitivo y variable que ha convertido lasatisfacción del cliente en el objetivo final decualquier empresa que desee hacerse un hueco enel mercado cada vez más agresivo.
Para concluir vamos a citar una frase, que si bienes muy breve nos puede dar muchas ideas de lorealmente importante que es el análisis de lasatisfacción del cliente.
“Es más beneficioso construir nuestra empresaarreglando el agujero del fondo del cubo, que“echando” más clientes nuevos en la parte superior”.
Bibliografía:ARRANZ BARRADAS, CESAR (COORD.). CÓMOMEDIR LA SATISFACCIÓN DEL CLIENTE. MADRID:ASOCIACIÓN ESPAÑOLA PARA LA CALIDAD, 2003HILL, NIGEL Y ALEXANDER, JIM. MANUAL DESATISFACCIÓN DEL CLIENTE Y EVALUACIÓN DE LAFIDELIDAD. MADRID: ASOCIACIÓN ESPAÑOLA DENORMALIZACIÓN Y CERTIFICACIÓN, 2001.
Isabel CarrascoResponsable Área de Calidad y Seguridad Industrial
Centro Tecnológico del Metal

artículo técnicoPROTOTIPADO RÁPIDO II“COLADAS A BAJA PRESIÓN CON RESINAS DE POLIURETANO”
Área TecnológicaIngeniería del producto
INTRODUCCIÓNEn el primer artículo nos centramos en presentar unanueva tecnología, el Prototipado Rápido, dóndeidentificábamos la importancia de integrar estaherramienta en el proceso convencional de diseño,siendo vital a la hora de lanzar un nuevo producto almercado.
En esta segunda entrega vamos a enfocar el artículoen lo que sería una aplicación que se identifica comoel siguiente paso del prototipado rápido en ResinaAcrílica.
El Prototipado Rápido en Resina Acrílica está enfocadopara validar el nuevo producto, debido al proceso defabricación y al material con el que se fabrica, laspropiedades mecánicas de las piezas fabricadas son lasóptimas para validar el diseño de la pieza final.
Hay ocasiones en que la finalidad del PrototipadoRápido es la de simular comportamientos mecánicosde las futuras piezas a inyectar y por qué no, habráocasiones en que se pidan un número de piezas derepetición algo elevado, por lo que, seguramente, puederesultar interesante, desde un punto de vista económico,aplicar una técnica para repetir un número determinadode piezas.
En el mercado existen una serie de fabricantes deresinas que ofrecen productos calificados de "materialsemi-bueno", por las características mecánicas queposeen y que los hacen similares a los más habitualestipos de plásticos industrialmente utilizados, emulandotanto materiales rígidos como elastómeros. Estos
materiales pueden ser transparentes, translúcidos uopacos y es posible, además, colorearlos.
Cuando la necesidad del cliente se amplía a una pequeñaserie de piezas (no más de 20 ó 25 según la complejidadde la pieza a realizar), o por tener piezas "semi-buenas",se puede barajar la posibilidad de utilizar moldes desilicona y coladas bajo vacío. En cualquiera de los casosserá imprescindible disponer previamente de una piezainicial (MASTER), la cual se podría fabricar con técnicassimilares a la utilizada en el Centro Tecnológico delMetal.
La pieza MASTER deberá ser lo menos porosa posibley con una alta calidad en el acabado, debido a que apartir de esta pieza, se fabricará el molde de siliconay con ella se obtendrán todas las repeticiones finales.Por este motivo se recomienda una pieza realizada enresina.
Las siliconas utilizadas para este proceso reproducencon extraordinaria fidelidad cualquier detalle de lapieza MASTER, incluidos pequeños rasguños e inclusohuellas digitales, por lo que resulta necesario realizarun detallado proceso de depuración de la misma, hastaobtener un elemento libre de cualquier defecto ytotalmente limpio.
En el caso de desear acabados superficiales específicos,por ejemplo emulación de un texturizado, o un acabadobrillante (efecto espejo), el proceso deberá llevarse acabo en este paso inicial.
PREPARACIÓN DEL MOLDEEs necesario preparar un contenedor suficientemente robusto,y cuyas dimensiones permitan contener cómodamente alelemento MASTER, dejando unas paredes entre pieza y extremosdel molde de entre 10 - 20 cm. Esta dimensión podrá variar enfunción de la pieza a replicar. Se ha de conseguir un grueso depared mínima tal que sea suficientemente robusta como paraevitar deformaciones que puedan afectar posteriormente a lasdimensiones, pero que, a su vez, permita el posterior desmoldeode las piezas generadas.
También en este caso es necesario efectuar una cuidadosalimpieza de todas las partes que posteriormente estarán encontacto con la silicona(sobre todo eliminandocualquier resquicio degrasas o aceites), con el finde evitar posibles reaccionesde ésta que alteren suscaracterísticas o suscapacidades de copiado.
EN
ER
O nº19p á g i n aE
NE
RO nº18
p á g i n a
INTRODUCCIÓN
PREPARACIÓN DEL MASTERUna vez pulido y limpioel MASTER, se sitúa unacinta adhesiva quedefina las zonas deunión entre las partesdel molde final. Estacinta suele colorearsecon el fin de facilitar elposterior corte de losmoldes.
Por su parte, es necesario realizar un estudio de la pieza,con el fin de determinar qué orientación es la másadecuada para facilitar la salida de las burbujas de lacolada o, en su caso, preverque dichas burbujas quedenen las zonas menoscomprometidas de la pieza.
Por último se colocarántanto lo separadores, comoel bebedero y salidas dematerial sobrante
PREPARACIÓN DE LA SILICONAUna vez efectuada la mezclade base y reactivo de lasilicona, siguiendo lasindicaciones del fabricante,ésta se introduce en lamáquina de vacío con el finde desgasificar la mezclaobtenida y eliminar en loposible las burbujas de aireque pudiera contener.
Realizada esta operación,ya se está en condicionesde proceder al colado de lasilicona en el recipientepreviamente preparado conla pieza MASTER en suinterior.
Nuevamente se introduceen la cámara de vacío y se realiza un segundodesgasificado, con el fin de eliminar las burbujas quepudieran haber quedado atrapadas en el último proceso.Por último se deja reposar en una superficie nivelada.
DIVISIÓN DEL MOLDEUna vez curada la silicona, yextraído el molde de sucorrespondiente contenedor,se procede a quitar losseparadores que en sumomento se habían colocado.
Con las herramientas adecuadas se inicia el proceso decorte del molde, empezando éste desde una esquina.
E s t e p roceso puedeayudarse mediante lautilización de expansoresadecuados.
Es importante que la líneade corte que se está
realizando sea curva o quebrada con el fin de facilitary asegurar posteriormente la correcta alineación entrelas partes del molde.
El corte se realizará deforma que irá buscando entodo momento la líneacoloreada que en sumomento se realizó sobrela cinta adhesiva.
Este proceso se llevará a cabo a lo largo de la periferiade todo el molde, hasta conseguir desprender las dospartes.
Se extraerá e lmodelo MASTERutilizado (en el casod e e l e m e n t o sf r á g i l e s , e s t aoperación puedeser destructiva), ypor último tambiénse extraerá la cinta
adhesiva, que en su momento sirvió para indicarvisualmente la zona de partición previamenteestablecida.
IMPAR 2INTERIOR
EN
ER
O nº20p á g i n a
PREPARACIÓN DEL MATERIAL A COLA
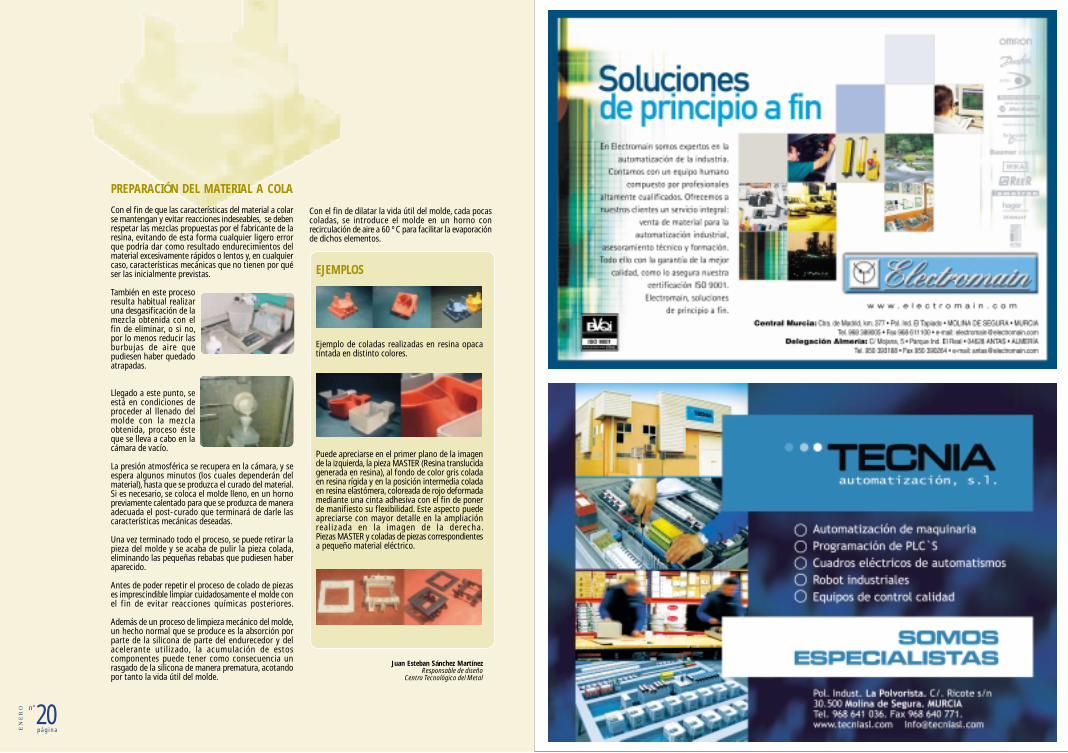
Con el fin de que las características del material a colarse mantengan y evitar reacciones indeseables, se debenrespetar las mezclas propuestas por el fabricante de laresina, evitando de esta forma cualquier ligero errorque podría dar como resultado endurecimientos delmaterial excesivamente rápidos o lentos y, en cualquiercaso, características mecánicas que no tienen por quéser las inicialmente previstas.
También en este procesoresulta habitual realizaruna desgasificación de lamezcla obtenida con elfin de eliminar, o si no,por lo menos reducir lasburbujas de aire quepudiesen haber quedadoatrapadas.
Llegado a este punto, seestá en condiciones deproceder al llenado delmolde con la mezclaobtenida, proceso ésteque se lleva a cabo en lacámara de vacío.
La presión atmosférica se recupera en la cámara, y seespera algunos minutos (los cuales dependerán delmaterial), hasta que se produzca el curado del material.Si es necesario, se coloca el molde lleno, en un hornopreviamente calentado para que se produzca de maneraadecuada el post-curado que terminará de darle lascaracterísticas mecánicas deseadas.
Una vez terminado todo el proceso, se puede retirar lapieza del molde y se acaba de pulir la pieza colada,eliminando las pequeñas rebabas que pudiesen haberaparecido.
Antes de poder repetir el proceso de colado de piezases imprescindible limpiar cuidadosamente el molde conel fin de evitar reacciones químicas posteriores.
Además de un proceso de limpieza mecánico del molde,un hecho normal que se produce es la absorción porparte de la silicona de parte del endurecedor y delacelerante utilizado, la acumulación de estoscomponentes puede tener como consecuencia unrasgado de la silicona de manera prematura, acotandopor tanto la vida útil del molde.
Con el fin de dilatar la vida útil del molde, cada pocascoladas, se introduce el molde en un horno conrecirculación de aire a 60 º C para facilitar la evaporaciónde dichos elementos.
EJEMPLOS
Ejemplo de coladas realizadas en resina opacatintada en distinto colores.
Puede apreciarse en el primer plano de la imagende la izquierda, la pieza MASTER (Resina translucidagenerada en resina), al fondo de color gris coladaen resina rígida y en la posición intermedia coladaen resina elastómera, coloreada de rojo deformadamediante una cinta adhesiva con el fin de ponerde manifiesto su flexibilidad. Este aspecto puedeapreciarse con mayor detalle en la ampliaciónrealizada en la imagen de la derecha.Piezas MASTER y coladas de piezas correspondientesa pequeño material eléctrico.
Juan Esteban Sánchez MartínezResponsable de diseño
Centro Tecnológico del Metal
“Cuando pregunto sobre las mayores dificultades queencuentran en muchas de las fábricas que visito, larespuesta usual es breve: producción diversificada, enbajos volúmenes individuales. Cuando profundizo algomás inquiriendo por qué producción diversificadaconstituye un problema, la dificultad principal quegeneralmente aflora es la necesidad de numerosasoperaciones de cambio de útiles / preparación demáquinas – calibraciones, cambios de útiles yherramientas, etc. – Son frecuentes los cambios necesariospara producir mercancías variadas en pequeños lotes.Sin embargo, aunque el número de cambios de útilesno pueda reducirse, el tiempo de los mismos puedebajar radicalmente” Shigeo Shingo <<Una revoluciónen la producción>>.
De un tiempo hasta ahora la inclusión de robots enla industria de diferentes sectores es un hecho quecada vez cobra más importancia. Una vez implantadala célula robotizada, lo que marcará un nivel deutilización óptimo no será tanto la programacióndel robot o mantenimiento de la misma como eldisponer de utillajes flexibles, robustos y precisoscapaces de adaptarse al vertiginoso ritmo deproducción.
Sin duda, aun para los casos en los que el procesode producción no esté automatizado y la mayorparte de las operaciones se sigan realizando a mano,el contar con un buen utillaje facilita la tarea deloperario con aumentos considerables de laproducción.
En este número vamos a mostrar una serie decomponentes comerciales para utillaje de bajo costey de fácil adquisición en el mercado.
ELEMENTOS DE APOYO
Existe una amplia gama de componentes de apoyoque son de gran utilidad a la hora de regular y apoyardiferentes partes de máquina y elementos.
Apoyo pendular de bola lisa y bola dentada: Estecomponente puede ir solidario a partes móviles quenecesiten posicionarse con precisión.
Pie de rótula: Muy útil en el posicionamiento decomponentes en ángulo.
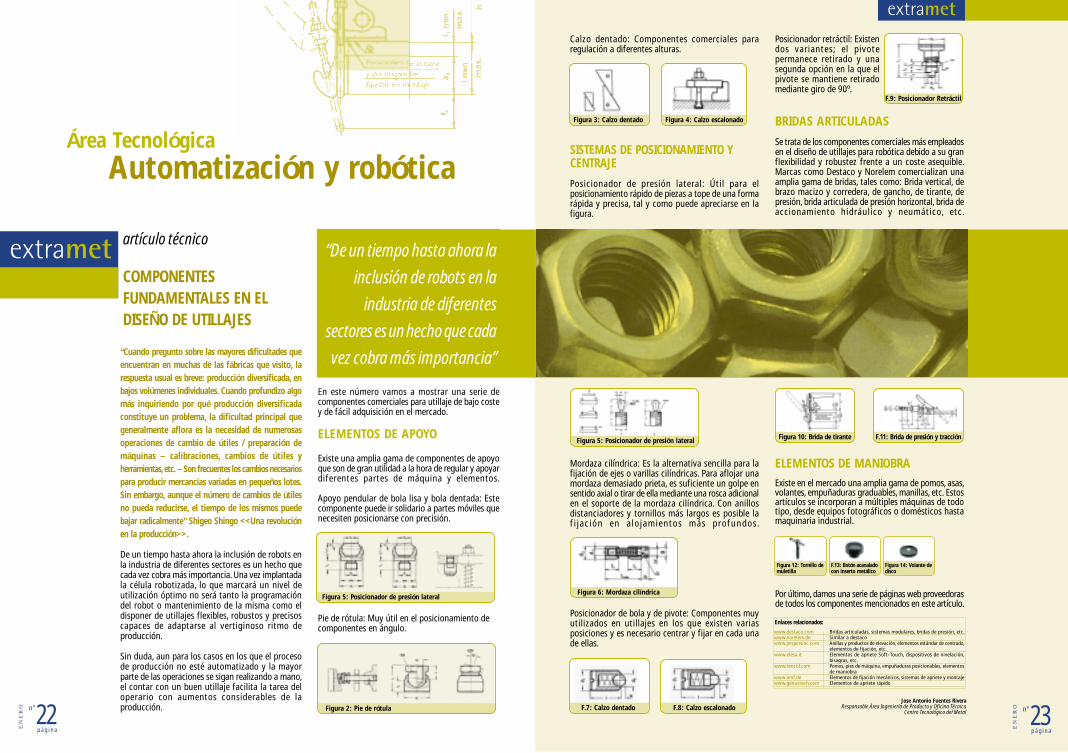
Calzo dentado: Componentes comerciales pararegulación a diferentes alturas.
SISTEMAS DE POSICIONAMIENTO YCENTRAJE
Posicionador de presión lateral: Útil para elposicionamiento rápido de piezas a tope de una formarápida y precisa, tal y como puede apreciarse en lafigura.
Mordaza cilíndrica: Es la alternativa sencilla para lafijación de ejes o varillas cilíndricas. Para aflojar unamordaza demasiado prieta, es suficiente un golpe ensentido axial o tirar de ella mediante una rosca adicionalen el soporte de la mordaza cilíndrica. Con anillosdistanciadores y tornillos más largos es posible laf i jación en alojamientos más profundos.
Posicionador de bola y de pivote: Componentes muyutilizados en utillajes en los que existen variasposiciones y es necesario centrar y fijar en cada unade ellas.
Posicionador retráctil: Existendos variantes; el pivotepermanece retirado y unasegunda opción en la que elpivote se mantiene retiradomediante giro de 90º.
BRIDAS ARTICULADAS
Se trata de los componentes comerciales más empleadosen el diseño de utillajes para robótica debido a su granflexibilidad y robustez frente a un coste asequible.Marcas como Destaco y Norelem comercializan unaamplia gama de bridas, tales como: Brida vertical, debrazo macizo y corredera, de gancho, de tirante, depresión, brida articulada de presión horizontal, brida deaccionamiento hidráulico y neumático, etc.
ELEMENTOS DE MANIOBRAExiste en el mercado una amplia gama de pomos, asas,volantes, empuñaduras graduables, manillas, etc. Estosartículos se incorporan a múltiples máquinas de todotipo, desde equipos fotográficos o domésticos hastamaquinaria industrial.
Por último, damos una serie de páginas web proveedorasde todos los componentes mencionados en este artículo.
artículo técnico
COMPONENTESFUNDAMENTALES EN ELDISEÑO DE UTILLAJES
“De un tiempo hasta ahora la
inclusión de robots en la
industria de diferentes
sectores es un hecho que cada
vez cobra más importancia”
Área TecnológicaAutomatización y robótica
EN
ER
O nº22p á g i n a E
NE
RO nº23
p á g i n a
Figura 2: Pie de rótula
Figura 3: Calzo dentado Figura 4: Calzo escalonado
Figura 5: Posicionador de presión lateral
Figura 5: Posicionador de presión lateral
Figura 6: Mordaza cilíndrica
F.7: Calzo dentado F.8: Calzo escalonado
F.9: Posicionador Retráctil
Figura 12: Tornillo demuletilla
F.13: Botón acanaladocon inserto metálico
Figura 14: Volante dedisco
Figura 10: Brida de tirante
Jose Antonio Fuentes RiveraResponsable Área Ingeniería de Producto y Oficina Técnica
Centro Tecnológico del Metal
www.destaco.comwww.norelem.dewww.jergensinc.com
www.elesa.it
www.rencol.com
www.amf.dewww.genustech.com
Bridas articuladas, sistemas modulares, bridas de presión, etc.Similar a destacoAnillas y productos de elevación, elementos estándar de centrado,elementos de fijación, etc.Elementos de apriete Soft-Touch, dispositivos de nivelación,bisagras, etc.Pomos, pies de máquina, empuñaduras posicionables, elementosde maniobraElementos de fijación mecánicos, sistemas de apriete y montajeElementos de apriete rápido
Enlaces relacionados:
F.11: Brida de presión y tracción

LA PROYECCIÓN TÉRMICA YSUS APLICACIONES
••••••
•
u otra técnica la más adecuada. Como ejemplo, latécnica del plasma, cuya temperatura máxima dellama puede alcanzar los 20.000 °C es adecuadapara materiales altamente refractarios, tipo cerámico,cuyas temperaturas de fusión resultan demasiadoelevadas para otros procesos. En caso de tecnologíascomo la alta velocidad (HVOF), la detonación, laenergía cinética de las partículas alcanza velocidadessupersónicas, consiguiendo recubrimientosextremadamente densos y con elevadas adherencias.La siguiente tabla muestra las principalescaracterísticas de cada una de las tecnologías.
Una de las principales ventajas de la proyeccióntérmica con respecto a otros tratamientossuperficiales es la gran versatilidad y flexibilidad delmétodo, puesto que permite la adecuación a medidadel material de aportación según la aplicación encuestión. Basta cambiar el material de aportación,y adecuar los parámetros de recubrimiento (mezclade gases, cantidad de material aportado, cinéticasde deposición, etc.) para obtener un recubrimientocon propiedades totalmente diferentes. El rango demateriales empleados es ilimitado: metales y susaleaciones, cerámicos o materiales tipo cermet(partículas de material cerámico distribuidos en unamatriz metálica).
También los materiales sobre los que se puede aplicarun recubrimiento son extremadamente variados,siendo los más comunes metales de cualquier tipoy sus aleaciones (aleaciones ligeras, aceros, fundicióngris, etc.). Recubrimientos sobre otros materialestales como vidrio, cerámicos, polímeros, textiles eincluso papel son posibles. La elección del materiala recubrir dependerá de la aplicación y laspropiedades que deseamos obtener, así como de lacompatibilidad termofísica y química entre substratoy material de aportación. También la aplicación decapas combinadas, esto es, la deposición de variosrecubrimientos superpuestos (bien térmicos u otrostales como lacas poliméricas) es posible.
Las elevadas velocidades ded e p o s i c i ó n suponen o t raconsiderable ventaja con respectoa otros tratamientos superficialescomo la deposición electroquímica.Los rangos de deposición de losprocesos galvánicos oscilan entre10 y 60 _m/h, mientras que contécnicas de proyección térmica,capas de hasta 300 _m puedenalcanzarse en cuestión desegundos. Además, algunosprocesos de electrodeposiciónestán sometidos a cada vez másrest r icc iones por mot ivosmedioambientales (como lageneración de cromo hexavalenteen el caso del cromo duro) por loque la proyección de materiales cerméticos tipoCr3C2-NiCr o WC/Ni (y en particular la técnica deHVOF por sus altas adherencias y bajas porosidadesde capa) se presenta como una alternativa fiable yeconómica para la sustitución de este tipo deprocesos.
Por último, otra característica diferenciadora conrespecto a otras técnicas, es la posibilidad en algunasde sus variantes, de la portabilidad de los equipospara la proyección “in situ”.
˝Se podría definir la proyección
térmica como un proceso
mediante el cual partículas de
material en estado fundido o
semifundido son aceleradas y
depositadas sobre un substrato
en cuya superficie solidifican.”
[Pawlowski].
•
artículo técnicoPROCESO
LLAMA
ARCOELÉCTRICO
PLASMA DC(APS)
HVOF
DETONACIÓN
GAS FRÍO
FUENTEENERGÉTICA
Combustión
Arco eléctrico
Arco eléctricoDC / Plasma
Combustión
Combustióndiscontinua
Airecomprimido/Intercambiadorde calor
TEMPERATURAMÁXIMA DE
LLAMA
3100°C
4000 °C
20.000 °C
3200 °C
3200 °C
No hay llama
VELOCIDADPARTÍCULA
60 - 150 m/s
150 - 170 m/s
200 – 400 m/s
400 – 800 m/s
600 m/s
500 – 1500 m/s
MATERIALESAPORTACIÓN
Metales, polímeros
Metales y aleacionesmetálicas
Materiales refractarios,óxidos cerámicos
Metales y aleacionesCermets, algunoscerámicosMetales refractarios,Cermets, algunoscerámicosMetales de bajo puntode fusión
GRADO DEDEPOSICIÓN
6 – 8 Kg/h
8 – 200 Kg/h
4 – 8 Kg/h
2 – 8 Kg/h
4 – 8 Kg/h
4 – 10 Kg/h
POROSIDADTÍPICA
6 – 12 %
3 – 10 %
1 – 10 %
0,2 – 2 %
0,2 – 2%
0,1 – 1%
La proyección térmica es una tecnología que seengloba en el ámbito de la ingeniería de superficieo tecnologías superficiales.
Se podría definir la proyección térmica como unproceso mediante el cual partículas de material enestado fundido o semifundido son aceleradas ydepositadas sobre un substrato en cuya superficiesolidifican. [Pawlowski].
El principal objetivo consiste en la modificación delas propiedades superficiales de un material, parala mejora o adecuación de sus propiedadesmecánicas, químicas, eléctricas, térmicas, etc. Setrata de la deposición de capas superficiales conlas propiedades requeridas para una determinadaaplicación de modo que no sea necesario recurrira un material macizo.
La proyección térmica es una tecnología totalmenteconsolidada en zonas eminentemente industrialescomo Norte América, Centroeuropa o Japón. Noobstante, esta tecnología sigue siendo una grandesconocida en la industria española. Los comienzosde la proyección térmica datan ya de principios delsiglo XX, cuando se desarrollaron las primeras yrudimentarias técnicas de metalización. Undesarrollo exponencial de esta técnica ha tenidolugar desde finales de los años setenta hastanuestros días.
Existen distintas tecnologías de deposiciónenglobadas dentro de la proyección térmica.Generalizando, los criterios diferenciadores sondos:
La fuente energética empleada para fundir elmaterial de aportación (que puede ser, plasma,arco eléctrico, combustión entre gas o fuelcombustible y comburente o láser). De este modo,el modo de generación de la energía térmica ycinética aplicada a las partículas en estado fundidoo semifundido varía en función del métodoempleado.
El estado del material de aportación (polvo, hiloo varilla). El material a proyectar es fundido osemifundido en la fuende de calor, y aceleradohacia el substrato con el objetivo de obtenerun recubrimiento compacto. (Ver figura 1).
Técnicas de proyección térmicay características
Los métodos más extendidos a nivel industrial son:
LlamaArco eléctricoAlta velocidad (HVOF)Plasma (tanto atmosférico APS como en vacío VPS)DetonaciónGas frío (cold gas)
En función de la técnica empleada y los parámetrosutilizados se obtienen unas características de capadistintas, puesto que la energía térmica y cinéticaaportada a las partículas de deposición sondiferentes. Así pues, en función de las característicasdel material de aportación (punto de fusión,composición, forma *) y de las del recubrimientoque queremos obtener (porosidad, espesor de capa,contenido en óxidos, sustrato, etc.) resultará una
EN
ER
O nº24p á g i n a E
NE
RO nº25
p á g i n a
Pieza a recubrir
Material de proyección(en forma de polvo, hilo o varilla)
Aparato de proyección
Refrigeración simultánea(aire comprimido o CO2)
Deposiciónenfriamiento rápidosolidificacióncontracción
Material fundido o semifundidoacelerado hasta el sustrato
Fuente energética:Arco eléctricoPlasmaCombustiónLaser
Fig. 1 Dibujo esquemático: principios de la proyección térmica Fig. 1 equipo de proyección HVOF

Fases de la proyección térmica
El proceso de la proyección térmica suele seguir lossiguientes pasos:
1) Activación de la superficie
En esta primera fase se limpia y desengrasa la pieza(o zona) a recubrir, y se procede a un granalladode la misma. Con esto se pretende básicamente poruna parte la eliminación de películas de grasa uóxidos, que influyen negativamente en la adherenciadel recubrimiento, así como la obtención de unarugosidad superficial que aumente el área decontacto y mejore el anclaje mecánico de la capa.Además del granallado o arenado existen otrastécnicas para la obtención de esta rugosidadsuperficial, como el agua a presión, mecanizado finoo por láser.
2) Proyección térmica
Etapa en la que se deposita el material sobre lasuperficie. Los grosores de capa varían en funcióndel material depositado y del método derecubrimiento empleado. Estos espesores suelenoscilar, dependiendo de la aportación, la aplicacióny el método de proyección empleado, entre 50 y600 _m. Actuando sobre los parámetros dedeposición se influyen las propiedades delrecubrimiento (porosidad, contenido de óxidos,adhesión, etc.) lo que influye en las propiedadesmecánicas del mismo. Es por esto que unaadecuación previa de parámetros suele ser necesaria..En a lgunos casos una fase previa deprecalentamiento del substrato tiene lugar paramejorar la adhesión sobre el mismo.
3) Acabado de la superficie
En caso de que sea necesario se procederá a unacabado superficial de la superficie para conseguirlas calidades y tolerancias superficiales necesariaspara cada aplicación. Las adherencias de losrecubrimientos térmicos (incluso por encima de los
100 MPa en algunos casos) permiten el mecanizadode los mismos.
Para algunas aplicaciones, es necesario, previo a lafase de granallado y de proyección, el “enmascarado”de las partes que no se desean recubrir.
El proceso de recubrimiento suele estar automatizadopara una adecuada reproducibilidad y fiabilidad. Laspistolas de proyección están normalmente operadaspor brazos robot, y los parámetros de deposicióncontrolados mediante un panel de control. Tambiénexisten sistemas de análisis “on line” de la calidadde la llama durante el proceso, lo que asegura latotal reproducibilidad de los recubrimientos. (Verfigura 2).
Campos de aplicación
Las áreas de aplicación de los recubrimientos térmicosson múltiples. Algunas de ellas son la proteccióncontra la corrosión, protección al desgaste (adhesivo,abrasivo o erosivo), mejora o modificación depropiedades eléctricas (tanto conductor comoaislante), protección contra cavitación, mejoras encoeficientes de fricción, obtención de propiedadesde lubricación sólida, barreras térmicas, e inclusoaplicaciones decorativas.
Las industrias donde esta tecnología se encuentramás arraigada son la automovilística, papelera,aeronáutica y aeroespacial, generación de energía,textil, naval, petroquímica, biomedicina e ingenieríacivil, entre otras.
La siguiente tabla resume alguna de las aplicacionesmás comunes de la proyección térmica agrupadaspor sectores industriales:
Fig. 2 Proceso de proyección térmica mediante la técnica de alta velocidad(HVOF) sobre un rodillo para la industria papelera
LA PROYECCIÓN TÉRMICA Y SUS APLICACIONES SECTOR
Automoción
Aeronáutica
Generación de energía
Industria papeleraIndustria petroquímica
Medicina
Industria naval
Industria del plástico
Industria del acero y metalurgia
Industria textil
Industria del vidrioBienes de consumo
APLICACIONES TÍPICAS
Segmentos, pistones, válvulas, cilindros,sondas lambda, cigueñales, anillos desincronización, rodamientos, células decombustible...Compresores, álabes, cámaras decombustión...Cámaras de combustión, turbinasKaplan, turbinas Pelton, cojinetes,asientos de cojinetes, vástagos, camisasde cilindros, pistones...Cilindros, rodillos, guías...Válvulas de bola, tuberías, vástagos,compuertas...Implantes de cadera y rodilla, prótesisdentales, herramientas quirúrgicas...Hélices, pistones, camisas, segmentos,válvulas, ejes...Matrices, tornillos de extrusión,laminadoras...Laminadoras, cucharas, lingoteras,poleas, herramientas...Pasahilos, rodillos, cilindros, tensores,protección balística...Matrices, moldes...Sartenes, cubertería, planchas, ollas...
Daniel López MartínezIngeniero [email protected]
Antonio Candel RuizIngeniero [email protected]
IMTCCC, Institute for Manufacturing Technologiesof Ceramic Components and CompositesSurface Technologies and CompositesAllmandring 7-bD-70569 Stuttgart (Germany)www.uni-stuttgart.de/[email protected]
A continuación se muestran algunos casos prácticosdesarrollados en el departamento de tecnologíassuperficiales del IMTCCC (Institute for ManufacturingTechnologies of Ceramic Components andComposites, University of Stuttgart, Germany):
Recubrimiento interno de cilindrospara la obtención de un sistemat r i bo lóg i co me jo rado conpropiedades de lubricación sólidaen motores de aleación ligera.
R e c u b r i m i e n t o d eelectrodo (AlSi 88/12) ydieléctrico (Al2O3) sobrev i d r i o p a r a t u b o sozonizadores.
Recubrimiento anti-erosión depistones de motores dieselpropulsión marina con NiCrWCo.
Recubrimiento biocerámico de TCPsobre implantes y prótesisbiodegradables.
EN
ER
O nº26p á g i n a E
NE
RO nº27
p á g i n a
Actualidad informativaAYUDAS Y SUBVENCIONES
SUBVENCIONES GESTIONADAS POR EL CTMETAL (PLAN DE COMPETITIVIDADY CONSOLIDACIÓN DE LA PYME)
INNOVACIÓN Y DESARROLLO TECNOLÓGICOSubvención de hasta un máximo del 45% en términos de subvención bruta del coste total del proyecto.
a) Desarrollar proyectos de carácter tecnológico, encaminados a la mejora del posicionamiento de la empresa en unmercado cada vez más competitivo, como pueden ser:
b) Mejorar la adaptación a los mercados de los productos fabricados por la industria murciana, mediante el desarrollode nuevos productos y rediseño de los existentes que incorporen los conocimientos y técnicas de diseño.
PROGRAMA DE AYUDAS DEL INSTITUTO DE FOMENTO DE LA REGIÓNDE MURCIA
•
••
PROGRAMA DE AYUDA CALIDADSubvención a fondo perdido de hasta un máximo del 50% en términos de subvención bruta sobre el gastosubvencionable aprobado.
Proyectos realizados por pymes del sector industrial y sus asociaciones que finalicen en:Certificación de sistemas de gestión de la calidad, sistemas de gestión de la seguridad, medio ambiente y, en general,sistemas de normalización.Implantación de sistemas de mejora continua de la calidad y de la excelencia en las organizaciones, como modelo EFQM.Obtención del registro del sistema comunitario de gestión y auditoría medioambientales (EMAS).
FOMENTO DE LAS TECNOLOGÍAS DE LA INFORMACIÓNSubvención a fondo perdido de hasta un máximo del 40% en términos de subvención bruta sobre el gastosubvencionable aprobado.
Apoyar el efecto demostración y proyectos piloto, de acciones innovadoras de implantación de servicios y aplicacionesbasados en Tecnologías novedosas de la Información y la Comunicación que mejoren y aporten valor añadido a los métodosde organización, gestión, producción y, en general, cualquier área de actividad de la empresa.
TRANSFERENCIA DE TECNOLOGÍASubvención de hasta un máximo del 50% en términos de subvención bruta del coste total del proyecto.
a) Realizar proyectos que tenga como objetivo el establecimiento de acuerdos de cooperación tecnológica y transferenciade tecnología que permitan a las empresas de la Región de Murcia incorporar tecnologías novedosas, así como a lacomercialización en el exterior de las tecnologías desarrolladas por empresas de la Región.
b) Desarrollar acciones de sensibilización y dinamización de la cooperación tecnológica y transferencia de tecnología quemejoren la competitividad de las empresas de la Región de Murcia.
•
•
AYUDA A LA APERTURA DE NUEVOS MERCADOS– APEXLa subvención podrá alcanzar hasta el 50 % de los costes elegibles.
La apertura y desarrollo de nuevos mercados internacionales olanzamiento de nuevos productos en otros mercados internacionales.
Apoyar los proyectos de cooperación en el ámbito internacional,entre dos o más sociedades que finalicen en la firma de un acuerdoo creación de una nueva sociedad compartida.
AYUDA A LA APERTURA DE NUEVOS MERCADOSIMPLEXEste programa tiene por objetivo favorecer y apoyar la consecuciónde proyectos de implantación en el extranjero por parte de las pequeñasy medianas empresas, que desarrollen actividades productivas y deservicios radicadas en la Región de Murcia.
PROGRAMA DE AYUDAS A LA FINANCIACIÓNCON MICROCRÉDITOS PARA EMPRENDEDORESSubvención de 2,5 puntos de interés de los préstamos que losbeneficiarios obtengan de las Entidades Financieras que tengansuscrito Convenio específico de colaboración con el Instituto deCrédito Oficial.
PROGRAMA DE GESTORES DE INFORMACIÓNCOMPARTIDOS GEXCOMSubvención del 40% de los gastos subvencionables, con un topemáximo de subvención por empresa y año de 7.000 €.
PROGRAMA DE EQUIPAMIENTOS ECONÓMICOSFomentar la promoción de infraestructuras y equipamientos económicosde interés estratégico regional que combinen aspectos urbanísticos-territoriales con la correcta localización de la actividad económica,tanto industrial, comercial o de servicios.
1/2 pg
EN
ER
O nº28p á g i n a
ORGANIZACIÓN DE LA PRODUCCIÓN
El CTMETAL ofrece a las empresas de la Región de Murcia la posibilidad de obtener una subvención del 30% por coste decrear un sistema de planificación y control de la producción materializado en una herramienta informática desarrolladaen la que se llevará a cabo la programación de la producción.
EN
ER
O nº39p á g i n a
Últimas adquisicionesNORMAS
Normas UNEAEN/CTN 23 Seguridad Contra Incendios
UNE EN 671-1Instalaciones fijas de lucha contra incendios. Sistemasequipados con mangueras. Parte 1: Bocas de incendioequipadas con mangueras semirrígidas
UNE EN 12845Sistemas fijos de lucha contra incendios. Sistemas derociadores automáticos. Diseño, instalación ymantenimiento.
UNE EN 3-7Extintores portátiles de incendios. Parte 7:Características, requisitos de funcionamiento y métodosde ensayo.
UNE 23110-15Lucha contra incendios. Extintores portátiles deincendios. Parte 15: Documento de interpretación dela Norma Europea EN 3.
AEN/CTN 36 Siderurgia
UNE 19049-1Tubos de acero inoxidable para instalaciones interioresde agua fría y caliente. Parte 1: Tubos.
UNE 36420Determinación del alargamiento bajo carga máximaen productos de acero para armaduras de hormigónarmado.
UNE EN ISO 2566-1Acero: Conversión de valores de alargamiento. Parte1: Aceros al carbono.
AEN/CTN 38 Metales Ligeros y sus Aleaciones
UNE EN 755-9Aluminio y aleaciones de aluminio. Barras, tubos yperfiles extruidos. Parte 9: Perfiles, toleranciasdimensionales y de forma.
UNE 38054Perfiles extruidos de aluminio y sus aleaciones. Perfilesen U. Medidas y tolerancias.
UNE 38049Perfiles extruidos de aluminio y sus aleaciones. Perfilesangulares de lados iguales. Medidas y tolerancias.
UNE 38053Perfiles extruidos de aluminio y sus aleaciones. Perfilesangulares de lados iguales. Medidas y tolerancias.
AEN/CTN 41 ConstrucciónUNE 41959-1 INSuperficies deportivas de hierba natural. Parte 1:sistemas de construcción para superficies deportivasde fútbol, rugby y golf.
UNE 41959-2 INSuperficies deportivas de hierba natural. Parte 2:sistemas de riego automático en superficies de hierbanatural para fútbol y rugby.
AEN/CTN 53 Plásticos y CauchoUNE EN ISO 4892-2Plásticos. Métodos de exposición a fuentes luminosasde laboratorio. Parte 2: Fuentes de arco de xenón.
AEN/CTN 62 Bienes de equipo para la IndustriaQuímicaUNE EN 734Bombas de aspiración lateral PN 40. Punto nominalde servicio, dimensiones principales, sistema dedesignación.
UNE EN 735Dimensiones generales de bombas centrífugas a ejelibre. Tolerancias.
AEN/CTN 74 AcústicaUNE 74100Acústica. Medida del ruido exterior emitido por lasmáquinas para movimiento de tierras. Condiciones deensayo estáticas.
AEN/CTN 78 Industrias de la FundiciónUNE EN ISO 945Fundición. Designación de la microestructura del grafito.
UNE EN 1563Fundición. Fundición de grafito esferoidal.
UNE EN 1559-3Fundición. Condiciones técnicas generales de suministro.Parte 3: Requisitos adicionales para las piezas moldeadasde fundición de hierro.
AEN/CTN 81 Prevención y Medios deProtección personal y colectiva en eltrabajo.
UNE EN ISO 140122-3Seguridad de las máquinas. Medios deacceso permanente a máquinas einstalaciones industriales. Parte 3:Escaleras, escaleras de peldaños yguardacuerpos.
UNE EN ISO 14122-2Seguridad de las máquinas. Medios deacceso permanente a máquinas einstalaciones industriales. Parte 2:Plataformas de trabajo y pasarelas.
UNE EN ISO 14122-1Seguridad de las máquinas. Medios deacceso permanente a máquinas einstalaciones industriales. Parte 1:Selección de medios de acceso fijos entredos niveles.
AEN/CTN 82 Metrología y Calibración
UNE 82503Instrumentos de medida. Instrumentosdestinados a medir la opacidad ydeterminar el coeficiente de absorciónluminosa de los gases de escape demotores de encendido por comprensión(diesel).
UNE EN 22768-1Tolerancias generales. Parte 1: Toleranciaspara dimensiones lineales y angulares sinindicación individual de tolerancia.
AEN/CTN 85 Cerramiento de Huecosen Edificación y sus Accesorios
UNE EN 12604Puertas industriales, comerciales, de garajey portones. Aspectos mecánicos.Requisitos.
UNE EN 12635Puertas industriales, comerciales, de garajey portones. Instalación y uso.
UNE EN 12605Puertas industriales, comerciales y degaraje y portones. Aspectos mecánicos.Métodos de ensayo.
AEN/CTN 112 Corrosión y Protecciónde Materiales Metálicos
UNE EN ISO 1463Recubrimientos metálicos y capas deóxido. Medida del espesor. Método decorte micrográfico.
UNE 37505Recubrimientos galvanizados en calientesobre tubos de acero. Características ymétodos de ensayo.
UNE 7183Método de ensayo para determinar launiformidad de los recubrimientosgalvanizados, aplicados a materialesmanufacturados de hierro y acero.
AEN/CTN 115 Maquinaria paraMovimiento de TierrasUNE 115440Maquinaria para el movimiento de tierras.Luces de alumbrado, señalización y posicióny dispositivos reflectantes (catadiópticos).
UNE 115442Maquinaria para movimiento de tierras.Excavadoras hidráulicas. Capacidad deelevación.
UNE 115231Maquinaria para movimiento de tierras.Excavadoras hidráulicas. Ensayos del a b o r a t o r i o y r e q u i s i t o s d ecomportamiento para estructuras deprotección del operador.
UNE 115224Maquinaria para movimiento de tierras.Hilos y cables eléctricos. Principios deidentificación y marcado.
UNE 115229Maquinaria para movimiento de tierras.Pictograma de seguridad y peligro.Principios generales.
UNE 115216Maquinaria para movimiento de tierras.Operación y mantenimiento. Presentacióny contenido de los manuales técnicos.
AEN/CTN 131 Cobre y sus Aleaciones
UNE EN 1254-3Cobre y aleaciones de cobre. Accesorios.Parte 3: Accesorios de compresión paratuberías de plástico.
UNE CR 13388Cobre y aleaciones de cobre. Compendiode composiciones y de productos.
AEN/CTN 135 Equipamiento para laSeñalización Vial
UNE 135360Señalización vertical. Balizamiento. Hitosde vértice en material poliédrico.Características, medidas y métodos deensayo.
AEN/CTN 140 Eurocódigos EstructuralesUNE EN 1991-1-2Eurocódigo 1: Acciones en estructuras.Parte 1-2: Acciones generales. Accionesen estructuras expuestas al fuego.
AEN/CTN 143 AdhesivosUNE EN 1465Adhesivos. Determinación de la resistenciaa la cizalladura por tracción de juntaspegadas de substratos rígidos.
AEN/CTN 208 CompatibilidadElectromagnéticaUNE EN 61000-4-30Compatibilidad electromagnética (CEM).
Parte 4-30: técnicas de ensayo y demedida. Métodos de medida de la calidadde suministro.
Normas extranjeras
CEN CR 12361Destructive test on welds in metallicmaterials - Etchants for macroscopic andmicroscopic examination.
DIN 82Knurls.
ASME B 46.1Surface texture (Surface roughness,waviness, and lay).
MSS SP 6Standard finishes for contact faces ofpipe flanges and connecting-End flangesof valves and fittings.
ISO 6892Metallic materials. Tensile testing atambient temperature.
ISO 3046-1Reciprocating internal combustionengines - Performance - Part 1:Decrarations of power, fuel and lubricatingoil consumptions, and test methods-Additional requirements for engines forgeneral use.
ISO 3046-3Reciprocating internal combustionengines- Performance- Parte 3: Testmeasurements.
NFPA 13Installation of sprinkler Systems.
BSI 474-5Earth-moving machinery-Safety. Part 5:Requirements for hydraulic excavator.
EN
ER
O nº30p á g i n a E
NE
RO nº31
p á g i n a

Actualidad en legislación
EN
ER
O nº33p á g i n aE
NE
RO nº32p á g i n a
Julio
1 de julio de 2004 (BOE núm. 158)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOCIRCULAR de 18 de junio de 2004, de la SecretaríaGeneral de Comercio Exterior, relativa al procedimientoy tramitación de las importaciones e introduccionesde mercancías y sus regímenes comerciales.
2 de julio de 2004 (BOE núm. 159)
MINISTERIO DE EDUCACIÓN Y CIENCIAORDEN ECI/2172/2004, de 29 de junio, por la que seestablecen las bases de concesión y se hacen públicaslas convocatorias para el año 2004, de ayudas para larealización de Acciones Complementarias en el marcode algunos Programas Nacionales del Plan Nacionalde Investigación Científica.
7 de julio de 2004 (BOE núm. 163)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOCORRECCIÓN de errores de la Circular de 18 de juniode 2004, de la Secretaría General de Comercio Exterior,relativa al procedimiento y tramitación de lasimportaciones e introducciones de mercancías y susregímenes comerciales.
9 de julio de 2004 (BOE núm. 165)
MINISTERIO DE EDUCACIÓN Y CIENCIACORRECCIÓN de errores de la Orden ECI/1231/2004,de 3 de mayo, por la que se establecen las bases y sehacen públicas las convocatorias de concesión deayudas correspondientes al año 2004 del ProgramaNacional de Cooperación Internacional de Ciencia yTecnología.
CORRECCIÓN de errores de la Orden ECI/1839/2004,de 7 de junio, por la que se establecen las bases deconcesión y se hace pública la convocatoria para elaño 2004, de ayudas para el desarrollo y fortalecimientode las Oficinas de Transferencia de Resultados deInvestigación en el marco del Programa Nacional deApoyo a la Competitividad Empresarial del Plan Nacionalde Investigación Científica, Desarrollo e InnovaciónTecnológica 2004-2007.
RESOLUCIÓN de 23 de junio de 2004, de la DirecciónGeneral de Política Tecnológica, por la que se publicanlas ayudas correspondientes a la convocatoria 2002del Programa de Fomento de la Investigación Técnica.
12 de julio de 2004 (BOE núm. 167)
MINISTERIO DE ASUNTOS EXTERIORES Y DECOOPERACIÓNMODIFICACIONES del Reglamento de Ejecución delTratado de Cooperación en Materia de Patentes (PCT)(publicado en el "Boletín Oficial del Estado" de 7 denoviembre de 1989), adoptadas en la 27 Sesión de laAsamblea de la Unión Internacional de Cooperaciónen materia de Patentes el 29 de septiembre de 1999.
13 de julio de 2004 (BOE núm. 168)
MINISTERIO DE AGRICULTURA, PESCA Y ALIMENTACIÓNCORRECCIÓN de errores de la Orden APA/1894/2004,de 15 de junio, por la que se deroga la Orden de 30 dejulio de 1975, por la que se amplían, modifican yrefunden diversas Ordenes referentes a la normalizaciónde envases de conservas y semiconservas de pescado.
14 de julio de 2004 (BOE núm. 169)
MINISTERIO DE ASUNTOS EXTERIORESY DE COOPERACIÓNMODIFICACIONES del artículo 22 delTratado de Cooperación en materiade Patentes (PCT), modificaciones delReglamento de ejecución del PCT(publicados en el "Boletín Oficial delEstado", de 7 de noviembre de 1989),Decisiones sobre la entrada en vigory disposiciones transitorias ymodificaciones de la tabla de tasas
ajenas al Reglamento de ejecucióndel PCT, adoptadas en la 30 Sesión dela Asamblea de la Unión Internacionalde Cooperación en materia dePatentes, el 3 de octubre de 2001.
15 de julio de 2004 (BOE núm. 170)
MINISTERIO DE ASUNTOS EXTERIORESY DE COOPERACIÓNRESOLUCIÓN de 23 de junio de 2004,de la Presidencia de la AgenciaE s p a ñ o l a d e C o o p e r a c i ó nInternacional, por la que se corrigeerror de la de 23 de septiembre de2003, por la que se dispone lapublicación de las ayudas ysubvenciones de cooperacióninternacional concedidas en el primersemestre del año 2003.
MINISTERIO DE EDUCACIÓN YCIENCIAORDEN ECI/2357/2004, de 5 de julio,por la que se modifica la OrdenCTE/3185/2003, de 12 de noviembre,por la que se regulan las bases, elrégimen de ayudas y la gestión delPlan Nacional de InvestigaciónCientífica, Desarrollo e InnovaciónTecnológica2004-2007, en la parte dedicada alFomento de la Investigación Técnica.
ORDEN ECI/2358/2004, de 5 de julio,por la que se modifica la OrdenCTE/3700/2003, de 23 de diciembre,por la que se efectúa la convocatoriadel año 2004, para la concesión deayudas para apoyo a CentrosTecnológicos.
RESOLUCIÓN de 24 de junio de 2004,d e l C o n s e j o S u p e r i o r d eInvestigaciones Científicas, por la quese convocan becas de postgrado paraformación y especialización en líneasde investigación de interés para elsector industrial.
16 de julio de 2004 (BOE núm. 171)
MINISTERIO DE INDUSTRIA, TURISMOY COMERCIORESOLUCIÓN de 28 de junio de 2004,de la Dirección General de DesarrolloIndustrial, por la que se amplían losAnexos I, II y III de la Orden de 29 denoviembre de 2001, por la que sepublican las referencias a las normasUNE que son transposición de normasarmonizadas, así como el período decoexistencia y la entrada en vigor delmarcado CE relativo a varias familiasde productos de construcción.
17 de julio de 2004 (BOE núm. 172)
MINISTERIO DE INDUSTRIA, TURISMOY COMERCIORESOLUCIÓN de 15 de julio de 2004,de la Secretaría de Estado deTelecomunicaciones y para la Sociedadde la Información, por la que seconvocan ayudas en el año 2004 pararealizar actuaciones de I+D mediantela formación de consorcios quedesarrollen proyectos de TIC, incluidasen el Plan Nacional de InvestigaciónCientífica, Desarrollo e InnovaciónTecnológica (2004-2007), en laparte dedicada al Fomento de la
Investigación Técnica dentro del áreatemática de tecnologías de la sociedadde la información.
29 de julio de 2004 (BOE núm. 182)
MINISTERIO DE EDUCACIÓN YCIENCIACORRECCIÓN de errores de la OrdenECI/1372/2004, de 12 de mayo, porla que se establecen las bases y sehace pública la convocatoria deconcesión de ayudas para lareal ización de proyectos deinfraestructura científica.
Septiembre
3 de septiembre de 2004 (BOE núm.213)
MINISTERIO DE FOMENTORESOLUCIÓN de 25 de agosto de2004, de la Subsecretaría, por la quese hace pública la convocatoria parael año 2004, de las ayudas a lareal ización de proyectos deinvestigación, desarrollo e innovacióntecnológica en el área de transportesy otras áreas del Departamento.
21 de septiembre de 2004 (BOEnúm. 228)
MINISTERIO DE AGRICULTURA, PESCAY ALIMENTACIÓNORDEN APA/3016/2004, de 16 deseptiembre, por la que se modifica laOrden APA/2222/2003, de 1 de agosto,por la que se establecen las basesreguladoras y la convocatoria de laconcesión de ayudas a las sociedadesmixtas.
24 de septiembre de 2004 (BOEnúm. 231)
MINISTERIO DE EDUCACIÓN YCIENCIAORDEN ECI/3042/2004, de 10 deseptiembre, por la que se establecenlas bases de concesión y se hacepública la convocatoria para el año2004, de ayudas para la realizaciónde proyectos de investigacióncorrespondientes a la AcciónEstratégica de Nanociencia yNanotecnología en el marco del PlanNacional de Investigación Científica,Desarrollo e Innovación Tecnológica2004-2007.
BOE
Actualidad en legislación
25 de septiembre de 2004 (BOE núm. 232)
MINISTERIO DE EDUCACIÓN Y CIENCIARESOLUCIÓN de 6 de septiembre de 2004, de laDirección General de Investigación, por la que seordena la publicación de las ayudas a centros deinvestigación y desarrollo para financiar lacontratación de personal técnico de apoyo en lamodalidad de técnicos de transferencia (programapersonal técnico de apoyo).
28 de septiembre de 2004 (BOE núm. 234)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOORDEN ITC/3071/2004, de 15 de septiembre, por laque se regulan las bases, el régimen de ayudas y lagestión del Programa Nacional de Espacio (PlanNacional de Investigación Científica, Desarrollo eInnovación Tecnológica 2004-2007) en la partededicada al fomento de la investigación técnica, y seconvocan las ayudas para el año 2004.
Octubre
5 de octubre de 2004 (BOE núm. 240)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOORDEN ITC/3158/2004, de 23 de septiembre, por laque se actualizan los anexos I y II del Real Decreto2028/1986, de 6 de junio, sobre las normas para laaplicación de determinadas Directivas de la CE,relativas a la homologación de tipo de vehículosautomóviles, remolques, semirremolques, motocicletas,ciclomotores y vehículos agrícolas, así como de partesy piezas de dichos vehículos.
8 de octubre de 2004 (BOE núm. 243)
MINISTERIO DE EDUCACIÓN Y CIENCIAORDEN ECI/3223/2004, de 30 de septiembre, por laque se establecen las bases y se hace pública laconvocatoria del Programa Torres Quevedo parafacilitar la incorporación de personal I+D (doctoresy tecnólogos) a empresas, centros tecnológicos yasociaciones empresariales.
14 de octubre de 2004 (BOE núm. 248)
MINISTERIO DE LA PRESIDENCIAORDEN PRE/3297/2004, de 13 de octubre, por la quese incluyen nuevos Anexos en el Real Decreto2163/1994, de 4 de noviembre, por el que se implanta
el sistema armonizado comunitario de autorizaciónpara comercializar y utilizar productos fitosanitarios.
ORDEN PRE/3298/2004, de 13 de octubre, por la quese modifica el Anexo IX "Masas y Dimensiones", delReglamento General de Vehículos, aprobado por RealDecreto 2822/1998, de 23 de diciembre.
16 de octubre de 2004 (BOE núm. 250)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOREAL DECRETO 1937/2004, de 27 de septiembre, porel que se aprueba el Reglamento de ejecución de laLey 20/2003, de 7 de julio, de protección jurídica deldiseño industrial.
23 de octubre de 2004 (BOE núm. 256)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOREAL DECRETO 2016/2004, de 11 de octubre, por elque se aprueba la Instrucción técnica complementariaMIE APQ-8 "Almacenamiento de fertilizantes a basede nitrato amónico con alto contenido en nitrógeno".
25 de octubre de 2004 (BOE núm. 257)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIORESOLUCIÓN de 21 de septiembre de 2004, de laDirección General de Desarrollo Industrial, por la quese autoriza a la Asociación Española de Normalizacióny Certificación (AENOR), para asumir funciones denormalización en el ámbito del control técnico deriesgos en la edificación.
1 de noviembre de 2004 (BOE núm. 263)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOORDEN ITC/3544/2004, de 26 de octubre, por la quese establecen las bases reguladoras y se convocanayudas en la modalidad de créditos reembolsablesdestinadas a proyectos empresariales de formaciónprofesional en el campo de las telecomunicacionesy la sociedad de la información.
6 de noviembre de 2004 (BOE núm. 268)
MINISTERIO DE SANIDAD Y CONSUMOORDEN SCO/3617/2004, de 21 de octubre, por la quese modifica la Orden SCO/709/2002, de 22 de marzo,por la que se convoca la concesión de ayudas parael desarrollo de redes temáticas de investigacióncooperativa.
EN
ER
O
nº43p á g i n a
EN
ER
O nº34p á g i n a
Noviembre
9 de noviembre de 2004 (BOE núm. 270)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOREAL DECRETO 2097/2004, de 22 de octubre, por el que se aplaza, para determinadosequipos, la fecha de aplicación del Real Decreto 222/2001, de 2 de marzo, por elque se dictan las disposiciones de aplicación de la Directiva 1999/36/CE del Consejo,de 29 de abril de 1999, relativa a los equipos a presión transportables.
11 de noviembre de 2004 (BOE núm. 272)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOORDEN ITC/3662/2004, de 26 de octubre, por la que se modifica la OrdenECO/512/2002, de 7 de febrero, y se establece la gratuidad del servicio de difusiónselectiva de información de las bases de datos del sistema de información empresarialde la Dirección General de Política de la Pequeña y Mediana Empresa.
16 de noviembre de 2004 (BOE núm. 276)
MINISTERIO DEL INTERIORORDEN INT/3716/2004, de 28 de octubre, por la que se publican las fichas deintervención para la actuación de los servicios operativos en situaciones deemergencia provocadas por accidentes en el transporte de mercancías peligrosaspor carretera y ferrocarril.
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOORDEN ITC/3747/2004, de 12 de noviembre, por la que se efectúa convocatoriaextraordinaria de ayudas para actuaciones de reindustrialización en el año 2004.
25 de noviembre de 2004 (BOE núm. 284)
MINISTERIO DE AGRICULTURA, PESCA Y ALIMENTACIÓNResolución de 2 de noviembre de 2004, de la Secretaría General de Agricultura yAlimentación, por la que se resuelve dar publicidad a subvenciones concedidas enel segundo semestre de 2004, con cargo al programa: «Comercialización ycompetitividad de la industria agroalimentaria y calidad y seguridad alimentaria».
Resolución de 2 de noviembre de 2004, de la Secretaría General de Agricultura yAlimentación, por la que se resuelve la publicación de las subvenciones concedidasen el tercer trimestre de 2004, con cargo al programa: «Comercialización ycompetitividad de la industria agroalimentaria y calidad y seguridad alimentaria».
26 de noviembre de 2004 (BOE núm. 285)
MINISTERIO DE ASUNTOS EXTERIORES Y DE COOPERACIÓNResolución de 16 de noviembre de 2004, de la Secretaría General Técnica, relativaal Acuerdo sobre transportes internacionales de mercancías perecederas y sobrevehículos especiales utilizados en esos transportes (ATP) hecho en Ginebra el 1 deseptiembre de 1970 (publicado en el «Boletín Oficial del Estado» de 22 de noviembrede 1976) con las modificaciones introducidas el 7 de noviembre de 2003.
17 de diciembre de 2004 (BOE núm. 303)
MINISTERIO DE INDUSTRIA, TURISMO Y COMERCIOReal Decreto 2267/2004, de 3 de diciembre, por el que se aprueba el Reglamentode seguridad contra incendios en los establecimientos industriales.
LEGISLACIÓN BORMAgosto
16 de agosto de 2004
Consejería de Economía, Industria e Innovación18103 11003 Orden de 4 de agosto de 2004, por la que se establece una ampliaciónde plazo para la presentación de solicitudes a la convocatoria del ejercicio 2004prevista en la orden de 11 de junio de 2001, que regula la concesión de ayudasintegradas en el plan de consolidación y competitividad de la PYME 2000-2006.

Informaciónbibliográfica
Últimas adquisiciones
Máquinas prontuario:Técnicas, máquinas,herramientasLarburu, N.Madrid: Paraninfo, 2004
Se trata del compendio máscompleto sobre técnicas,máquinas y herramientas.Estructurado en secciones yfichas para la localización rápidade los e lementos y susaplicaciones.
Índice.Tablas generales y trazadosgeomé t r i co s - S i s t emaInternacional de Unidades -Propiedades físicas de loscuerpos - Movimiento y fuerza- Hidráulica y electricidad -Resistencia de materiales -Técnicas gráficas - Calidadessuperficiales - Órganos detracción y sustentación.Engranajes - Cabezales ydivisores circunferenciales parafresado - Útiles de corte yabrasivos - Operaciones demecanizado - Roscas, tornillosy arandelas, pasadores ychavetas, conos.
Recomendaciones parael proyecto de puentesmetálicos para carreterasRPM-95Dirección General de CarreterasMadrid: Dirección General deCarreteras. Ministerio deFomento, 2003
Estas Recomendaciones serefieren al Proyecto de PuentesMetálicos construidos con acerosde las calidades especificadas yque deben soportar las cargasdefinidas en las Instruccionesespañolas vigentes para puentesde carreteras y pasarelaspeatonales, aunque pueden sertambién de aplicación a otrostipos de estructuras.
En el caso de puentes especialespor su tipo (puentes atirantados,colgantes u otros de tipologíasingular), por su procesoconstructivo (construccionesevolutivas complejas), por sugeometría, por los materialesempleados o por las cargas qued e b a n s o p o r t a r , l a sespecificaciones de estasRecomendaciones requieren sercomplementadas de acuerdo conel estado de la técnica en cadamomento.
En cualquier caso, el autor delProyecto ha de conocer y teneren cuenta lo especificado en laspresentes Recomendaciones;pero, previa justificación, podráutilizar criterios diferentes a losaquí expuestos.
Si por parte de la AdministraciónPública se hubiera designado unDirector del Proyecto, el Autor deéste ha de seguir cumplidamentelos criterios y líneas generales deactuación fijadas por el Director,durante todo el proceso deredacción del trabajo.
Soldadura. Ensayos ypruebas. 2ª ediciónAENORMadrid: AENOR, 2004
Esta segunda edición del manualde Ensayos y pruebas enSoldadura recoge las normasUNE publicadas hasta elmomento en materia deexámenes y ensayos, tantod e s t r u c t i v o s c o m o n odestructivos, de soldaduras.
La importancia de las normaseuropeas incluidas en estemanual reside en que sonaplicables a las construccionesso ldadas po r fu s ión yconstituyen el soporte para elcumplimiento de algunos de losrequisitos esenciales de lasD i re c t i v a s d e l C o n s e j o87/404/CEE sobre Recipientes apresión simple (modificadas porlas Directivas 90/488/CEE y93/68/CEE) y 97/23/CEE sobreEquipos a presión.
Las Directivas del Consejo87/404/CEE y 90/488/CEE estántranspuestas a la legislaciónnacional por medio del RealDecreto 1495/1991, de 11 deoctubre (BOE número 247, de 15de octubre de 1991) mientrasque la Directiva 93/68/CEE estádesarrollada mediante el RealDecreto 2468/1994, de 23 dediciembre (BOE número 20, de24 de enero de 1995).
Manual de satisfacción delcliente y evaluación de la fidelidadNigel Hill; Jim AlexanderMadrid: AENOR, 2003
Esta obra responde a las necesidades de unnúmero creciente de empresas conscientesde la importancia del cliente y de su relacióndirecta con los beneficios, pero que carecende la experiencia y las herramientas paradesarrollar estrategias para su satisfaccióny ponerlas en práctica.
El libro ofrece un riguroso examen de cómoutilizar las técnicas de investigación paracomprender y utilizar la satisfacción y lafidelidad del cliente en favor de la empresa.Se explica en detalle el proceso deinvestigación, desde el diseño decuestionarios hasta su posterior análisis yla generación de informes eficaces. Ademásse explica cómo planificar un proyecto desatisfacción del cliente así como la maneramás eficiente de establecer con él unacomunicación fluida.
También se analiza el sentido de la fidelidaddel cliente, un tema muy confuso, yestablece pautas para su evaluación.Finalmente se orienta al lector acerca decómo interpretar las conclusiones de estosestudios de mercado y tomar las decisionesmás convenientes para la solución de losproblemas detectados. En definitiva, se tratade una obra de gran interés y utilidad paradirectivos de áreas de marketing, calidad yatención al cliente, entre otras.
Maquinaria agrícolaMarquez, LuisMadrid: Blakey y Helsey España S.L., 2004
Este libro incluye toda la maquinariaagrícola habitualmente accionada por eltractor y sus funciones, desde la preparaciónprimaria del suelo hasta la protección delos cultivos:• Preparación primaria• Trabajo del suelo• Siembra, plantación y transplante• Distribución de fertilizantes• Protección de los cultivos
Análisis de los incentivosfiscales a la innovaciónDirección General de Investigación,Consejería de Educación Comunidad deMadridM a d r i d : D i re c c i ó n G e n e ra l d eInvestigación, Consejería de EducaciónComunidad de Madrid, 2004
Informe del sistema madri+d, en el cualse estudia el nuevo marco legal,reglamentario y fiscal relativo a lasactividades de I+D+I en España. Estetrabajo argumenta, en primer lugar, lanecesidad de una herramienta fiscal paramejorar la situación de la I+D+I enEspaña, para pasar a continuación adetallar la normativa fiscal aplicable alas actividades de I+D+I vigentes ennuestro país. Seguidamente expone lasventajas e inconvenientes que se derivande su aplicación, así como una serie dereflexiones y propuestas necesarias paraasegurar la eficacia de su aplicación. Elinforme incluye además un ejemplopráctico de aplicación de dichosincentivos, así como un anexo legislativoque aporta el texto de media docena deleyes aplicables al respecto.
EN
ER
O nº36p á g i n a E
NE
RO nº37
p á g i n a
01
02
03
04
05
06
01 02 03
04 05 06

Bienvenidanuevos asociados
TALLERES MAXIMILIANO, S.L.FRANCISCO PELLICER, S.L.PRAMAC IBÉRICA, S.A.





























