Embed Size (px)
Citation preview

EVENTO ANUAL
ISSN: 2590-9045
AUDITORIO: JOSÉ L. ACERO JORDÁN PLAZOLETA: EMPRESARIALES
Edición primera Simposio, Edición sexta muestra agroindustrial
15-16 JUNIO-2017
MEMORIAS
MUESTRA AGROINDUSTRIAL Y SIMPOSIO DE LA
AGROINDUSTRIA REGIONAL
“La Innovación y la Investigación. Dinamizadores del
Emprendimiento Agroindustrial”
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
Auditorio José Luis Acero Jordán Plazoleta de Empresariales Universidad Francisco de Paula Santander San José de Cúcuta 15 y 16 de Junio 2017
ORGANIZADO POR: Facultad de Ciencias Agrarias y del Ambiente Plan de Estudios de Ingeniería Agroindustrial
Grupo de Investigación en Ciencia y Tecnología Agroindustrial GICITECA
Universidad Francisco de Paula Santander
Directivas de la Universidad Francisco de Paula Santander
Claudia Elizabeth Toloza Martínez, Rectora Olga Marina Vega Angarita, Vicerrector Académico Maribel Cárdenas García, Vicerrector Administrativo Jhon Hermogenes Suarez, Vicerrector Asistente de Investigación y Extensión Víctor Manuel Ardila Soto, Vicerrector de Bienestar Universitario Luz Marina Bautista Rodríguez, Vicerrector Asistente de Estudios
Comité Científico
M.Sc Lizet Alfonsina Portilla Villarreal
M.Sc Maribel Gómez Peñaranda
M.Sc Carolina Pabón
M.Sc Dora Clemencia.
M.Sc Gloria Isabel Duarte
M.Sc. Alfredo Gutiérrez
Compiladores
M.Sc (c), Diana Carolina Álvarez Rozo, Coordinadora Técnica Centro de Investigación
Programa de Ingeniería Agroindustrial
M.Sc Maribel Gómez Peñaranda
Departamento de Ciencias Agrarias y del Ambiente

Diseño y Diagramación:
UNIVERSIDAD FRANCISCO DE PAULA SANTANDER
Nit: 890500622-6
Nota: Los trabajos publicados en estas memorias se pueden reproducir parcial o
totalmente, citando la fuente y el autor.
Los autores de los trabajos asumen toda la responsabilidad que pudiera derivarse
de los mismos.
5
MUESTRA AGROINDUSTRIAL Y SIMPOSIO DE LA AGROINDUSTRIA REGIONAL
CONTENIDO
PRESENTACIÓN DEL EVENTO
7
PROGRAMACIÓN
9
PONENCIAS MODALIDAD ORAL
13
Análisis De La Producción De Biodiesel A Partir De Aceite De Fritura Por Medios Químicos Y Enzimáticos, Egresados Del Programa. Ing. Mg. Juan C. Acevedo P., Dr. Néstor Andrés Urbina S, Ing. Astrid Z. Acevedo R, Ing. Luis C. Becerra O. e Ing. Juan P. Méndez N
13
Parámetros De Producción De Hortalizas En Un Sistema Acuapónico. Ing. Lizeth Alfonsina Portilla Villarreal. Magister en Sistemas de Gestión Integral de la Calidad, Universidad de la Frontera Chile
22
Elaboración de un alimento balanceado Vegetariano para perros adultos. Ing. Marisol Murillo Angulo, Sandra Milena Guerrero Ing. M.Sc. Maribel Gómez Peñaranda
29
Estudio y diseño para la implementación de la Planta piloto de Operaciones Unitarias en la UFPS sede Campo elíseos, municipio de Los Patios, Norte de Santander. Ing. Sandra Patricia Rodríguez Quintero y Mg. Gloria Isabel Duarte Delgado. Egresado del programa y Directora De Departamento de Ciencias Agrarias y del Medio Ambiente
37
Estudio Técnico Para El Procesamiento, Empacado Y Comercialización De Café Tostado Y Molido En La Vereda La Mutis Del Municipio De Los Patios, Norte De Santander. Ing. Henny Blanco Castrillón e Ing. Msc.Maribel Gómez Peñaranda
46
Elaboración Y Caracterización Fisicoquímica De La Harina De Banano Bocadillo (Musaaa Simmonds) Ing. Eddy Milena Gómez H., Ing. Paula A. Infante Castellanos e Mg. Dora Clemencia Villada Castillo
55
Evaluar El Efecto Del Ultrasonido Sobre La Extracción el Beta-Glucano De Cereales (Cebada, Trigo Y Arroz). Ing. Yesika Neira Hurtado, Ing. Yury Florelba Suarez Ortiz Egresados del programa y Msc.Yesenia Campo Vera
61
Evaluación Fisicoquímica, Microbiológica Y Sensorial De Harina De La Vaina De Cacao (Theobroma Cacao) Variedad Ccn-51. Ing. Yessenia Lisbeth Villamizar Jaimes, Ing. Jefferson Shair Rodríguez Guerrero e Ing. Lexy Carolina León Castrillo. Egresados del Programa e Ingeniera Agroindustrial
84
PONENCIAS MODALIDAD POSTER
95
Evaluación De Una Dieta Suplementaria A Base De Chachafruto (Erythrina Edulis) 95

6
Y Cándida Utilis En La Etapa De Alevinaje Y Precria De Tilapia Roja (Oreochromis Sp) Como Alternativa De Alimentación Proteica. Egresados Del Programa. Ing. Ziara Cárdenas Carrillo e Ing. Ángela Moreno Contreras, M.Sc. Claudia Elizabeth Díaz Castañeda, Phd. Camilo Guerrero Evaluación del algarrobo (prosopis, juliflora) para la elaboración de un Sucedáneo de café como aprovechamiento agroindustria. Egresados Del Programa. Ing. Yaneth Rocio Huertas Sarria, Ing. Yury Karina Cárdenas Luna e Ing. Lexy Carolina León Castrillo
109
7
PRESENTACIÓN DEL EVENTO
La Universidad Francisco de Paula Santander a través de la facultad de Ciencias
Agrarias en el programa de Ingeniería Agroindustrial, junto al grupo de
investigación en ciencia y tecnología agroindustrial (GICITECA) se encamina de
manera constante a formar parte activa de los adelantos tecnológicos, buscando
integrar los sectores productivos con la académica, la investigación y la extensión.
En este sentido realizará con el apoyo de la Rectoría la VI Muestra Agroindustrial
y I Simposio de la Agroindustria Regional en cuyo lema establece: “La Innovación
y la Investigación. Dinamizadores del Emprendimiento Agroindustrial”,
durante los días 15 y 16 de Junio de 2017; con la finalidad de impulsar la
agroindustria como vitrina para las empresas y sectores productivos donde
convergen egresados que dinamizan el desarrollo de la región como también
empresas que ven en la agroindustria un polo de desarrollo y que durante años
han venido siendo acompañados por estudiantes y egresados del programa de
Ingeniería Agroindustrial de la UFPS.
Con este importante evento el programa académico tiene como propósitos
fundamentales:
Compartir experiencias con egresados del programa de ingeniería
agroindustrial, forjadores de empresas agroindustriales.
Integrar las empresas de la región con la académica, la investigación y la
extensión.
Socializar proyectos de investigación realizados en las áreas de la
agroindustria alimentaria y la no alimentaria, como estrategia del programa
para la formación de sus egresados.
Ser un espacio de discusión de las demandas y desafíos de la
Agroindustria regional.
Permitir a empresas o instituciones del ámbito nacional, mostrar las
tendencias mundiales de la agroindustria que permitan retroalimentar el
programa de ingeniería agroindustrial que busca encaminarse hacia la
acreditación del programa.
Este evento académico se desarrollará en las instalaciones de la Universidad
Francisco de Paula Santander donde se buscará afianzar los lazos académico e
investigativo en el desarrollo del emprendimiento Agroindustrial en el sector
empresarial.

8
OBJETIVOS
1. Socializar los diferentes proyectos realizados a través de investigaciones de
aula, tesis de grado, proyectos de semilleros y grupo a toda la comunidad
académica de la UFPS y empresarial de la región, que permita mostrar los
alcances del programa de Ingeniería Agroindustrial.
2. Mostrar a la comunidad académica y empresarial las iniciativas de innovación
de nuestros estudiantes a través de la creación de productos alimenticios y no
alimenticios.
3. Establecer un espacio de integración con los egresados del programa de
ingeniería agroindustrial en el cual se compartan experiencias significativas
como emprendedores de proyectos empresariales en la región.
4. Visibilizar desde el emprendimiento del egresado como forjador de empresa y
la proyección de la Agroindustria regional, el direccionamiento de las
oportunidades y fortalezas que tienen los futuros egresados como Ingenieros
Agroindustriales.
5. Realizar una actualización sobre el tema de emprendimiento y búsqueda de
nuevos mercados para lograr que tanto estudiantes como egresados conozcan
las oportunidades que tiene el departamento.
9
PROGRAMACIÓN
Auditorio: JOSÉ LUIS ACERO JORDÁN
Jueves 15 de JUNIO (8:00 AM – 12:00 M Y 2:00 PM – 6:00 PM)
7:15 a 8:00 am: Registro e Inscripción 8:00 a 8:45: Inauguración del evento, Himnos. Palabras de la Doctora Claudia Elizabeth Toloza Martínez: Rectora de la UFPS, Doctor Néstor Andrés Urbina: Decano Facultad Ciencias Agrarias y del Ambiente, Ingeniera Maribel Gómez Peñaranda: Directora del Programa Ingeniería Agroindustrial. 8:45 a 9:15: Conferencia Magistral: Procesos De Comercio Exterior Y Políticas De Estado Para Promoción De Exportaciones Ponente: Dra. Mayra Alejandra Arenas Rangel Asesor Agro Alimentos de PROCOLOMBIA. 9:15 a 9:45: Ponencia: Caso De Emprendimiento Exitoso, Egresados Del Programa. Ing. Fabián Romero Ortiz e Ing. Rosangela Romero Ortiz. Gerente General Grupo Industrial Romero SAS. 9:45 a 10:15: Conferencia Magistral: Transformación Agroindustrial Para Mercados Internacionales. Ponente: Dr. Arturo Infante Santos, Gerente General de la Compañía Exportadora Green West – Medellín - Empresario Agroindustrial. 10:15 a 10:30 Receso 10:30 a 11:00: Ponencia: Emprendimiento Agroindustrial Con Sentido Social, Egresados Del Programa. Ing. José David Martínez López. Director Fundación Para El Fomento Agro Empresarial, FOMAGRO. 11:00 a 11:30: Ponencia: Caso De Emprendimiento Exitoso De Egresados Del Programa. Ing. Ángelo Javier Rojas Jefe de producción empresa JAMONES PONTEVEDRA. 11:30 a 12:00: Ponencia: Valorar Habilidades, Permite Explotar Talentos, Ing. Carlos Alberto Martínez. Gerente general de Pasabocas D´CHIC. . 12:00 m: Salida 2:00 a 2:30 pm: Ponencia: Análisis De La Producción De Biodiesel A Partir De Aceite De Fritura Por Medios Químicos Y Enzimáticos, Egresados Del Programa. Ing. Mg. Juan C. Acevedo P., Dr. Néstor Andrés Urbina S, Ing. Astrid Z. Acevedo R, Ing. Luis C. Becerra O. e Ing. Juan P. Méndez N.
SIMPOSIO DE LA AGROINDUSTRIA REGIONAL
10
2:30 a 3:00: Ponencia: Guadalupe Alimentos. Caso De Emprendimiento Exitoso, Egresados Del Programa. Ing. Gerson Barrera Gerente general Grupo Aguablanka. 3:00 a 3:30: Ponencia: Parámetros De Producción De Hortalizas En Un Sistema Acuapónico. Ing. Lizeth Alfonsina Portilla Villarreal. Magister en Sistemas de Gestión Integral de la Calidad, Universidad de la Frontera Chile. 3:30 a 4:00: Receso 4:00 a 4:30: Conferencia Magistral: El Papel De La Agroindustria Frente Al Posconflicto. Ponente: Dra. Griseldina Espinel, Organización de Naciones Unidas Contra las Drogas y el Delito UNODS. 4:30 a 5:00: Conferencia Magistral: Prospectiva de la Agroindustria en el Departamento De Norte De Santander. Ponente: Invitado Especial. Ing. Oscar Francisco Serrano Gobernación de Norte de Santander, Secretaria de Desarrollo Económico. 5:00 a 5:30: Ponencia: Elaboración de un alimento balanceado Vegetariano para perros adultos. Ing. Marisol Murillo Angulo, Sandra Milena Guerrero Ing. M.Sc. Maribel Gómez Peñaranda. 5:30 a 6:00: Ponencia: Estudio y diseño para la implementación de la Planta piloto de Operaciones Unitarias en la UFPS sede Campo elíseos, municipio de Los Patios, Norte de Santander. Ing. Sandra Patricia Rodríguez Quintero y Mg. Gloria Isabel Duarte Delgado. Egresado del programa y Directora De Departamento de Ciencias Agrarias y del Medio Ambiente. 6:00 pm: Salida
Viernes 16 de Junio Jornada de la tarde Auditorio: JOSÉ LUIS ACERO JORDÁN
2:00 a 2:30pm: Ponencia: Estudio Técnico Para El Procesamiento, Empacado Y Comercialización De Café Tostado Y Molido En La Vereda La Mutis Del Municipio De Los Patios, Norte De Santander. Ing. Henny Blanco Castrillón e Ing. Msc.Maribel Gómez Peñaranda. 2:30 a 3:00: Ponencia: Elaboración Y Caracterización Fisicoquímica De La Harina De Banano Bocadillo (Musaaa Simmonds) Ing. Eddy Milena Gómez H., Ing. Paula A. Infante Castellanos e Mg. Dora Clemencia Villada Castillo. 3:00 a 3:30: Ponencia: Evaluar El Efecto Del Ultrasonido Sobre La Extracción el Beta-Glucano De Cereales (Cebada, Trigo Y Arroz). Ing. Yesika Neira Hurtado,

11
Ing. Yury Florelba Suarez Ortiz Egresados del programa y Msc.Yesenia Campo Vera. 3:30 a 4:00: Ponencia: Evaluación Fisicoquímica, Microbiológica Y Sensorial De Harina De La Vaina De Cacao (Theobroma Cacao) Variedad Ccn-51. Ing. Yessenia Lisbeth Villamizar Jaimes, Ing. Jefferson Shair Rodríguez Guerrero e Ing. Lexy Carolina León Castrillo. Egresados del Programa e Ingeniera Agroindustrial. 4:00 a 4:30 EXPOSICIÓN DE POSTER Evaluación De Una Dieta Suplementaria A Base De Chachafruto (Erythrina Edulis) Y Cándida Utilis En La Etapa De Alevinaje Y Precria De Tilapia Roja (Oreochromis Sp) Como Alternativa De Alimentación Proteica. Egresados Del Programa. Ing. Ziara Cárdenas Carrillo e Ing. Ángela Moreno Contreras, M.Sc. Claudia Elizabeth Díaz Castañeda, Phd. Camilo Guerrero. Evaluación del algarrobo (prosopis, juliflora) para la elaboración de un Sucedáneo de café como aprovechamiento agroindustria. Egresados Del Programa. Ing. Yaneth Rocio Huertas Sarria, Ing. Yury Karina Cárdenas Luna e Ing. Lexy Carolina León Castrillo 4:30 a 5:00: Clausura. Grupo Musical Son Cubano 6:00 pm Salida
Plazoleta: Empresariales “La Mona” Viernes 16 de JUNIO (8:00 AM a 12:00 M) STANDS: ESTUDIANTES PRODUCTOS DE AULA AGROINDUSTRIA LÁCTEA AGROINDUSTRIA CARNICA AGROINDUSTRIA FRUTAS Y VERDURAS (FRUVER) AGROINDUSTRIA CEREALES AGROINDUSTRIA NO ALIMENTARIA EMPRESAS EGRESADOS GRUPO AGUABLANKA PASABOCAS D´CHIC
MUESTRA AGROINDUSTRIAl

12
EMPRESAS INVITADAS CAFÉ RUCHICAL ASEO URBANO NORFOSFATOS PRODUCTOS YERMAN 8:00 a 9:00 am: Apertura de stand a visitantes y estudiantes en la VI Muestra Agroindustrial. Ing. Maribel Gómez Peñaranda Directora del programa de Ingeniería Agroindustrial 9:00 a 10:00: Evaluación de Productos y stands. Comité evaluador, Empresas invitadas 9:00 a 11:00: Grupo de Tamboras. Grupo Musical Estudiantes Agroindustria 10:00 a 12:00 Degustación de productos en la VI muestra Agroindustrial. Personal encargado de cada stand 11:30 a 12:00: Premiación Mejores proyectos Agroindustriales 12:00 m Salida

13
PONENCIAS MODALIDAD ORAL
ANÁLISIS DE LA PRODUCCIÓN DE BIODIESEL A PARTIR DE ACEITE DE FRITURA POR MEDIOS QUÍMICOS Y ENZIMÁTICOS
Juan C. Acevedo P.1, Néstor A. Urbina S.2, Astrid Z. Acevedo R.3, Luis C. Becerra O.4, Juan P. Méndez N.5
1Miembro del Grupo de Investigación EUREKA UDES. Universidad de Santander sede Cúcuta. [email protected] 2Decano de la Facultad de Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula Santander. Grupo de investigación Ambiente y Vida. [email protected] 3Ingeniera ambiental en formación. Universidad Francisco de Paula Santander. [email protected] 4Ingeniero ambiental en formación. Universidad Francisco de Paula Santander. [email protected] 5Ingeniero industrial en formación. Universidad de Santander sede Cúcuta. [email protected]
Resumen Esta investigación tiene como fin producir biodiesel a partir aceite residual de fritura (ARF), utilizando transesterificación química y enzimática para determinar el mejor proceso en cuanto a rendimiento y calidad. Lo anterior mediante la evaluación de variables como: tiempo de reacción (55 y 70 minutos), temperatura de reacción (60°C y 70°C), concentración de hidróxido de potasio (0,5% y 1%) como catalizador básico y una relación 1:6 de aceite: alcohol para la transesterificación química; y tiempos de reacción (3 y 6 horas), temperatura (35°C y 38°C), concentración de la enzima lipasa XX 25 split líquida (5% y 10%) y relación 1:3 de aceite: alcohol para la transesterificación enzimática. Se han obtenido las propiedades físico-químicas del ARF (e.g. densidad, viscosidad cinemática, humedad, viscosidad, perfil de ácidos grasos, índice de acidez, peróxidos), mostrando alto contenido de ácido oleico (42,45%) y ácido palmítico (33,52%), los cuales son fundamentales para la producción de biodiesel. Se está adelantando en la producción del biodiesel, en el cual se evaluó el número ácido y el contenido de ésteres, como variables de respuesta, para determinar la calidad y el rendimiento del proceso. La transesterificación química bajo las condiciones de 60°C, 1% KOH y 70 minutos produjo el mejor biodiesel, al presentar un considerable porcentaje de conversión de ácidos grasos en metil ésteres (89,4%) y número ácido de 1,33 mgKOH/g, que pese a no cumplir con las normas ASTM D6751 y EN 14214, se concluye que la transesterificación química permite un rendimiento significativo en la producción de biodiesel a partir de ARF. Palabras Clave: Biodiesel, Aceite residual de fritura, Transesterificación química,
14
Transesterificación enzimática.
1. INTRODUCCIÓN Actualmente se han realizado diversas investigaciones en el campo de la producción de biodiesel mediante el estudio del aceite residual de cocina como materia prima; en Colombia se ha estudiado el aceite desechado, aceite usado y aceite fresco [1] obteniendo resultados satisfactorios en la conversión de biodiesel con catálisis básica de 98,38%, 99,53% y 97,69%, respectivamente. Igualmente también se ha analizado la aplicación de catálisis enzimática con esta materia prima utilizando como biocatalizador inmovilizado Epobond de Pseudomonas cepacia [2] obteniendo conversión final de 47%; lipasa inmovilizada de Rhizopus orzyae reportando conversiones de biodiesel entre 88-90% [3]; enzima comercial lipasa de Candida antarctica inmovilizada en resina de acrílico mostrando rendimientos del 80% de FAME [4]; y empleando aceite de microalgas sintético con catalizador enzima comercial lipasa XX 25 Split líquida obteniendo conversión de biodiesel del 96,5% [5]. Debido a lo anterior, en esta investigación se estudió los procesos: (1) esterificación ácida como pre tratamiento y posteriormente una transesterificación básica, y (2) transesterificación enzimática; contribuyendo con el estudio del proceso más eficiente para, a partir de aceite residual de frituras, producir biodiesel con gran porcentaje de rendimiento; diversificando la canasta energética e incursionando en la producción de biocombustibles con el aprovechamiento de este residuo agroindustrial.
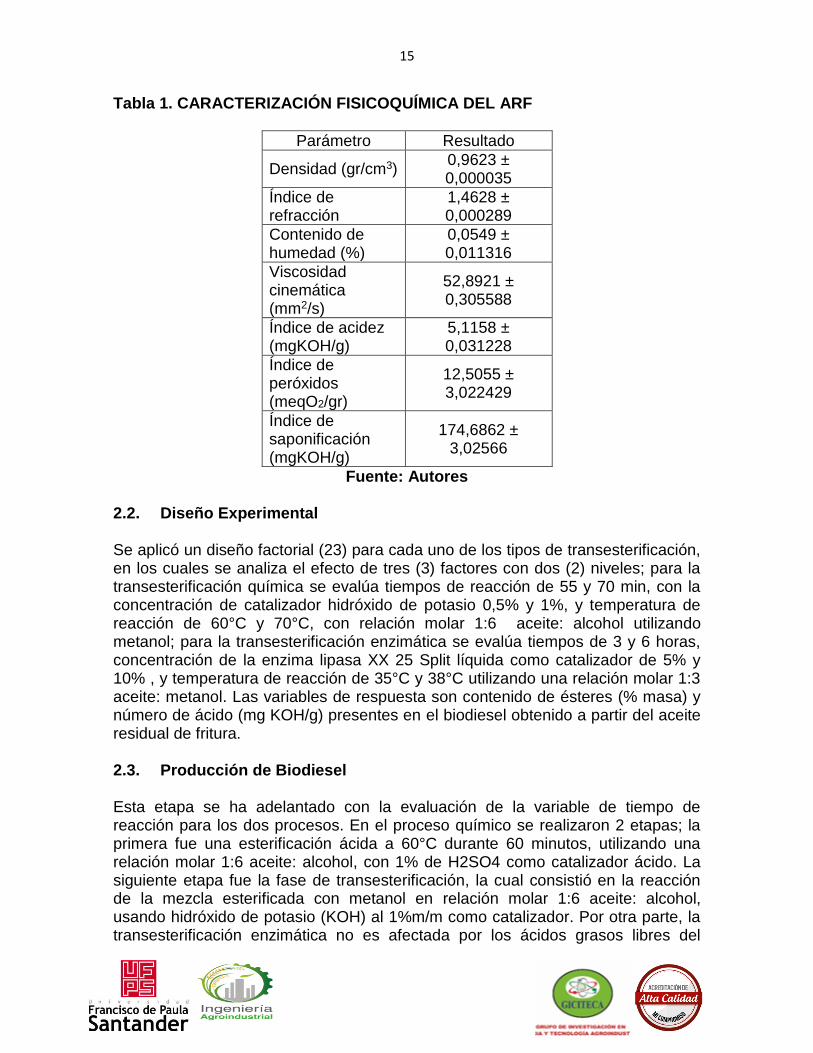
2. MATERIALES Y MÉTODOS 2.1. Caracterización fisicoquímica del aceite residual de fritura. El aceite residual de fritura presentó color oscuro y la formación de una fase viscosa. Con el fin de evaluar el tipo y la cantidad de ácidos grasos presentes en la muestra de aceite y a su vez conocer la calidad de la materia prima, se analizaron algunas características fisicoquímicas, las cuales se muestran en la Tabla 1.
15
Tabla 1. CARACTERIZACIÓN FISICOQUÍMICA DEL ARF
Parámetro Resultado
Densidad (gr/cm3) 0,9623 ± 0,000035
Índice de refracción
1,4628 ± 0,000289
Contenido de humedad (%)
0,0549 ± 0,011316
Viscosidad cinemática (mm2/s)
52,8921 ± 0,305588
Índice de acidez (mgKOH/g)
5,1158 ± 0,031228
Índice de peróxidos (meqO2/gr)
12,5055 ± 3,022429
Índice de saponificación (mgKOH/g)
174,6862 ± 3,02566
Fuente: Autores 2.2. Diseño Experimental Se aplicó un diseño factorial (23) para cada uno de los tipos de transesterificación, en los cuales se analiza el efecto de tres (3) factores con dos (2) niveles; para la transesterificación química se evalúa tiempos de reacción de 55 y 70 min, con la concentración de catalizador hidróxido de potasio 0,5% y 1%, y temperatura de reacción de 60°C y 70°C, con relación molar 1:6 aceite: alcohol utilizando metanol; para la transesterificación enzimática se evalúa tiempos de 3 y 6 horas, concentración de la enzima lipasa XX 25 Split líquida como catalizador de 5% y 10% , y temperatura de reacción de 35°C y 38°C utilizando una relación molar 1:3 aceite: metanol. Las variables de respuesta son contenido de ésteres (% masa) y número de ácido (mg KOH/g) presentes en el biodiesel obtenido a partir del aceite residual de fritura. 2.3. Producción de Biodiesel Esta etapa se ha adelantado con la evaluación de la variable de tiempo de reacción para los dos procesos. En el proceso químico se realizaron 2 etapas; la primera fue una esterificación ácida a 60°C durante 60 minutos, utilizando una relación molar 1:6 aceite: alcohol, con 1% de H2SO4 como catalizador ácido. La siguiente etapa fue la fase de transesterificación, la cual consistió en la reacción de la mezcla esterificada con metanol en relación molar 1:6 aceite: alcohol, usando hidróxido de potasio (KOH) al 1%m/m como catalizador. Por otra parte, la transesterificación enzimática no es afectada por los ácidos grasos libres del
16
aceite residual de fritura, por tal motivo no se llevó a cabo la esterificación ácida; este procedimiento se desarrolló de acuerdo a lo reportado por [5] al utilizar la enzima Lipasa XX 25 Split líquida como catalizador enzimático. Luego de la reacción, se realizó una decantación estática durante 12 horas, para separar las fases generadas (i.e. biodiesel, glicerol). El biodiesel obtenido de la transesterificación química fue neutralizado mediante la adición de H3PO4, para anular los restos de catalizador básico que no llegaron a reaccionar; al finalizar se producen sales de fosfato de potasio que son separadas del biodiesel. Al biodiesel obtenido se realizó 5 lavados por aspersión de agua, los cuatro primeros con tiempos de decantación de 15 minutos, y el último con un tiempo de 12 horas. Como último paso, para eliminar los restos de agua y metanol en el biodiesel, la muestra se llevó a un Rotavapor R-210/215. 2.4. Evaluación de la calidad del biodiesel obtenido Se analizaron las variables de respuesta definidas en el diseño experimental, en donde se exige para el contenido de ésteres mínimo 96,5% (w/w) y para el número ácido máximo 0,50 mgKOH/g [6]. Se evaluó la eficiencia de los procesos de transesterificación mediante la interpretación de los resultados obtenidos en cuanto a la calidad y rendimiento que tuvo cada proceso en la producción de biodiesel a partir de aceite residual de fritura, teniendo en cuenta que se seleccionó una sola muestra de biodiesel producidos por cada proceso para determinar el contenido de ésteres, siendo esta la que haya presentado mejores condiciones en cuanto a los parámetros que exigen los estándares de calidad. Además, se desarrollaron otros ensayos para evaluar los parámetros descritos en la Tabla 2. 3. RESULTADOS Y DISCUSIÓN 3.1. Caracterización fisicoquímica del aceite de fritura De acuerdo a la caracterización fisicoquímica elaborada al aceite residual de fritura (Tabla 1), éste presenta una densidad ligeramente mayor a la reportada por [7] con un valor de 0,901 gr/cm3 para aceite de cocina usado; el índice de refracción es similar a lo reportado por [8] con un valor de 1,4670 para la misma materia prima; un contenido de humedad considerablemente bajo en comparación con el calculado por [1] con un valor de 0,1406 % para aceite residual; en cuanto a la viscosidad cinemática, el ARF reporta un valor muy alto de acuerdo a lo expuesto por [9] quienes determinaron viscosidades entre 30,05 mm2/s y 33,47 mm2/s para diferentes muestras de aceite usado de cocina; el índice de acidez fue muy similar a lo reportado por [10] con un valor de 5,61 mgKOH/g; el índice de peróxidos es superior a lo calculado por [8] con un valor de 10,4483 meqO2/g, por último, para el índice de saponificación el resultado fue muy similar a lo reportado por [11] con un valor de 170,94 mgKOH/g para residuos grasos de pollo. Por otra parte, altos valores en parámetros como el contenido de humedad del aceite puede llevar a afectar el rendimiento de la producción de biodiesel, puesto que el triglicérido reacciona con el catalizador básico, consumiendo éste, en presencia de
17
agua dando lugar a la formación de jabones [8]; también se plantea que el índice de acidez ideal para la materia prima (aceite) debe ser menor a 5 mgKOH/gr [12], es por esto que un valor alto de la acidez afecta directamente la reacción de transesterificación disminuyendo la conversión de los triglicéridos en biodiesel. El índice de saponificación mide la cantidad de ácidos grasos totales (ácidos grasos y ácidos grasos libres), lo que indica que entre mayor es el índice menor es el rendimiento, debido a que favorece la reacción de formación de sales orgánicas [13]. 3.2. Perfil de ácidos grasos del ARF por cromatografía de gases con detector selectivo de masa. La determinación del perfil de ácidos grasos del aceite residual de fritura arrojó que los ácidos grasos predominantes en el aceite son el ácido palmítico (C16:0) con un 33.52 % en área, el ácido oleico (C18:1) con un 42,45 % en área y el ácido esteárico (C18:0) con un 7.44 % en área. Según el perfil cromatográfico se confirma la gran presencia del ácido monoinsaturado (ácido oleico) que es característico de los aceites vegetales. Igualmente, este aceite presenta una similitud al perfil cromatográfico reportado para el aceite de palma crudo, el cual contiene un 42,4% de ácido oleico, un 37,1% de ácido palmítico y con un 5,4% de ácido esteárico [14]. Basado en lo anterior, se ratifica que el aceite residual de fritura es una materia prima potencial para la producción de biodiesel, teniendo en cuenta el contenido de ácidos grasos similares a la muestra registrada en aceite de palma. Una vez identificada la composición de los ácidos grasos predominantes en la muestra, se procedió a hallar el peso molecular del aceite de fritura, dato primordial para los cálculos estequiométricos; al aplicar la fórmula tomada de [9], la muestra de aceite presentó un peso molecular de 753,25 gr/mol. 3.3. Producción de biodiesel a escala laboratorio utilizando dos métodos Se obtuvieron volúmenes de biodiesel de 551 ml y 556 ml para los experimentos Q1 y Q2, respectivamente, y obteniendo volúmenes de glicerol de 211 ml y 207 ml para cada experimento de transesterificación química. Por otra parte, el volumen de biodiesel obtenido en el proceso enzimático es menor del obtenido por medios químicos, con volúmenes de 466 ml y 477 ml para los experimentos E1 y E2, respectivamente, y en el caso del subproducto los volúmenes fueron de 51 ml y 37 ml para cada una de las muestras. 3.4. Caracterización fisicoquímica del biodiesel obtenido El número ácido en las muestras Q1 y Q2 presentó gran disminución de acuerdo al valor que evidenció la materia prima, sin embargo, es mayor al valor exigido por los estándares de calidad para el biodiesel; en cambio E1 y E2 presentaron mayor número ácido entre todas las muestras. El biodiesel que presentó mayor valor del número ácido, es aquel que puede conducir a la corrosión del motor y en el que se aumenta la velocidad de degradación [15]; siendo una de las variables principales
18
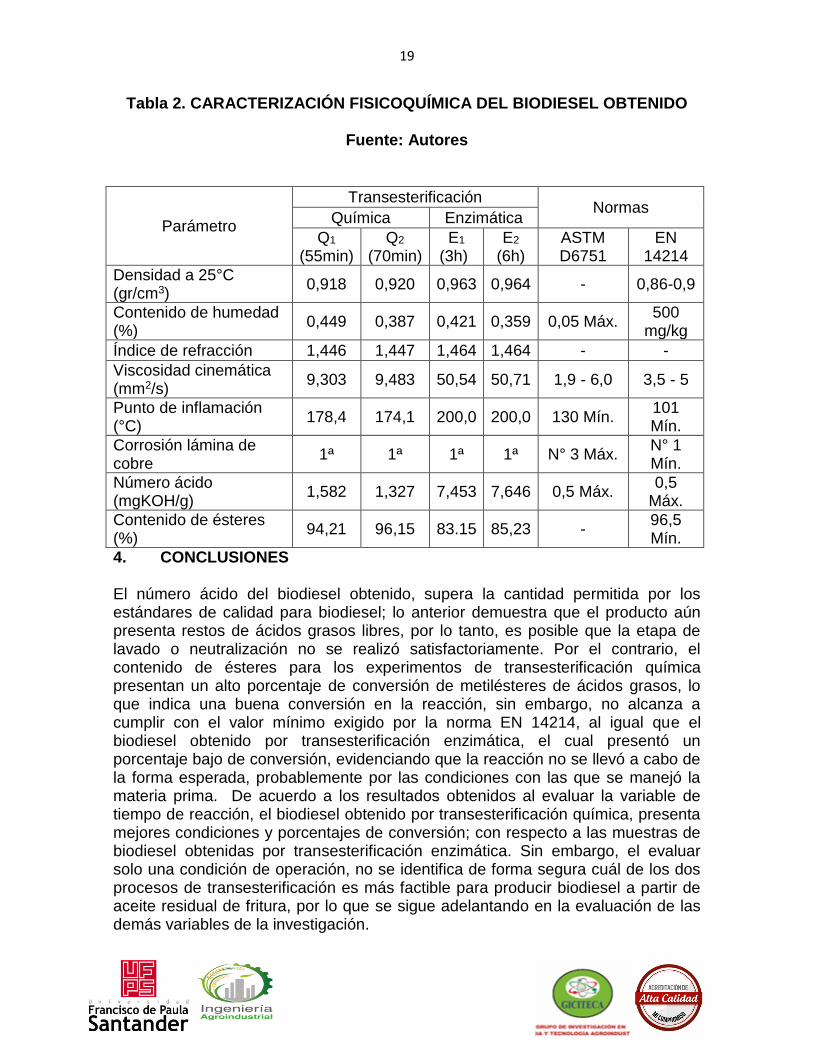
para evaluar la calidad del biodiesel, los resultados arrojados para este parámetro no son satisfactorios, lo cual evidencia falencias en la etapa de neutralización del biodiesel. Al contrario del número ácido, el contenido de ésteres metílicos de ácidos grasos (FAME), demuestra el rendimiento de las reacciones de transesterificación al presentar un valor de 89,4% para el experimento seleccionado de Q2, a diferencia del experimento seleccionado de E1 en el cual se obtuvo un porcentaje bajo del 50%, evidenciando que los procesos de transesterificación química con tiempo de reacción (70 min), obtienen mejores rendimientos a la hora de producir biodiesel a partir de esta materia prima en comparación con la transesterificación enzimática a 3h, a pesar de que el biodiesel obtenido no alcanzó el valor mínimo estipulado por los estándares de calidad. Con respecto a los demás parámetros evaluados en el biodiesel, los tratamientos Q1 y Q2 presentaron una disminución considerable de la densidad (0,92 gr/cm3) y la viscosidad cinemática (9,39 mm2/s), en comparación con las condiciones que presentó la materia prima, similar a lo ocurrido en el estudio elaborado por [12] en donde la viscosidad cinemática disminuyó luego de llevar a cabo la reacción de transesterificación; sin embargo para E1 y E2 no se reportaron cambios significativos en la densidad luego de transcurrida la reacción, pero se evidencia una reducción leve de la viscosidad a pesar de que se mantuvo en el rango en el que se encontraba el aceite. En cuanto al contenido de humedad, todas las muestras presentaron un aumento significativo en el porcentaje de agua a diferencia de lo reportado por [16] en donde la presencia de agua disminuyó luego de la transesterificación. El punto de inflamación para el biodiesel obtenido por Q1 y Q2 se encuentra en un promedio de 176,25°C de cierta forma similar a los reportados por [8] con un punto de inflamación de 170,67°C ± 0,5774; para el caso del biodiesel obtenido por E1 y E2 superó los 200°C. La corrosión en lámina de cobre para el biodiesel obtenido por los dos procesos de transesterificación arrojó resultados satisfactorios al encontrarse en el nivel (1a) de acuerdo a las tiras patrón de la ASTM D-130. El estudio de las anteriores características fisicoquímicas permitió identificar que el biodiesel hasta ahora obtenido por estos tratamientos solo cumple con dos de las especificaciones exigidas por la ASTM D6751 y EN14214, tales como: el punto de inflamación y corrosión en lámina de cobre.
19
Tabla 2. CARACTERIZACIÓN FISICOQUÍMICA DEL BIODIESEL OBTENIDO
Fuente: Autores
4. CONCLUSIONES El número ácido del biodiesel obtenido, supera la cantidad permitida por los estándares de calidad para biodiesel; lo anterior demuestra que el producto aún presenta restos de ácidos grasos libres, por lo tanto, es posible que la etapa de lavado o neutralización no se realizó satisfactoriamente. Por el contrario, el contenido de ésteres para los experimentos de transesterificación química presentan un alto porcentaje de conversión de metilésteres de ácidos grasos, lo que indica una buena conversión en la reacción, sin embargo, no alcanza a cumplir con el valor mínimo exigido por la norma EN 14214, al igual que el biodiesel obtenido por transesterificación enzimática, el cual presentó un porcentaje bajo de conversión, evidenciando que la reacción no se llevó a cabo de la forma esperada, probablemente por las condiciones con las que se manejó la materia prima. De acuerdo a los resultados obtenidos al evaluar la variable de tiempo de reacción, el biodiesel obtenido por transesterificación química, presenta mejores condiciones y porcentajes de conversión; con respecto a las muestras de biodiesel obtenidas por transesterificación enzimática. Sin embargo, el evaluar solo una condición de operación, no se identifica de forma segura cuál de los dos procesos de transesterificación es más factible para producir biodiesel a partir de aceite residual de fritura, por lo que se sigue adelantando en la evaluación de las demás variables de la investigación.
Parámetro
Transesterificación Normas
Química Enzimática
Q1
(55min)
Q2
(70min) E1
(3h) E2
(6h) ASTM D6751
EN 14214
Densidad a 25°C (gr/cm3)
0,918 0,920 0,963 0,964 - 0,86-0,9
Contenido de humedad (%)
0,449 0,387 0,421 0,359 0,05 Máx. 500
mg/kg
Índice de refracción 1,446 1,447 1,464 1,464 - -
Viscosidad cinemática (mm2/s)
9,303 9,483 50,54 50,71 1,9 - 6,0 3,5 - 5
Punto de inflamación (°C)
178,4 174,1 200,0 200,0 130 Mín. 101 Mín.
Corrosión lámina de cobre
1ª 1ª 1ª 1ª N° 3 Máx. N° 1 Mín.
Número ácido (mgKOH/g)
1,582 1,327 7,453 7,646 0,5 Máx. 0,5
Máx.
Contenido de ésteres (%)
94,21 96,15 83.15 85,23 - 96,5 Mín.

20
5. REFERENCIAS [1] B. Murcia Ordoñez, M. Andredy Murcia, W. Rodríguez Pérez, E.R. Alvarado y L. C. Chaves, “Caracterización de biodiesel obtenido de aceite residual de cocina”, Revista Colombiana de Biotecnología, vol. XV, pp. 61-70, 2013. [2] C. G. Lopresto, S. Naccarato, L. Albo, M. G. De Paola; S. Chakraborty, S. Curcio y V. Calabrò, “Enzymatic transesterification of waste vegetable oil to produce biodiesel”, Ecotoxicology and Environmental Safety, vol. 121, pp. 229 – 235, 2015. [3] G. Chen, Y. Ming y L. Weizhun, “Enzymatic conversion of waste cooking oils into alternative fuel-biodiesel”, Applied Biochemistry and Biotechnology, vol. 129-132, 911-921, 2006. [4] L. Azócar, Proceso enzimático para la producción de metil ésteres de ácidos grasos utilizando aceites residuales de fritura en mezcla con aceite de raps como materia prima, Chile: Universidad de la Frontera, 2011. [5] I. García y. Y Rangel, Diseño de un proceso de transesterificación enzimática para la obtención de biodiesel utilizando aceite de microalgas sintético, Colombia: Universidad Francisco de Paula Santander, 2015. [6] National Renewable Energy Laboratory. Biodiesel Handling and Use Guide (4th Ed.), Springfield, VA: REL/TP-540-43672, 2008. [7] P. Duc Luc, N. Takenaka, B. Van Luu, L. N. Pham, K. Imamura, y Y. Maeda, “Co -solvent method produce biodiesel from waste cooking oil with small pilot plant”, Energy procedia, vol. 61, pp. 2822 -2832, 2014. [8] J. Herrera y A. Vélez, Caracterización y aprovechamiento del aceite residual de frituras para la obtención de un combustible (biodiesel), Colombia: Universidad Tecnológica de Pereira, 2008 [9] A. Phan, y T. Phan, “Biodiesel production from waste cooking oils”, Fuel, vol. 87, pp. 3490–3496, 2008. [10] M. Cifuentes, Obtención de Biodiesel a partir de aceite usado de cocina por transesterificación en dos etapas, con dos tipos de alcoholes, Colombia: Universidad Libre, 2010 [11] C. Galeano y E. Marulanda, Aprovechamiento y caracterización de los residuos grasos del pollo para la producción de un biocombustible (Biodiesel). Colombia: Universidad Tecnológica de Pereira, 2011 [12] E. Bulla, Diseño del proceso de producción de biodiesel a partir de aceites de fritura. Colombia: Universidad Nacional de Colombia, 2014.
21
[13] A. F. Rojas, M. J. Canchala y H. G. Torres, “Producción de Biodiesel a partir de Aceites Usados de Cocina Utilizando Catalizadores Adsorbidos en Matrices Sólidas”, en Proc. Memorias del IV Simposio de Química Aplicada, 2009. [14] J. Acevedo, J. Hernández, C. F. Valdés, y S. K. Khanal, “Analysis of operating costs for producing biodiesel from palm oil at pilot-scale in Colombia”. Bioresource Technology, vol. 188, pp. 117–123, 2015 [15] E. G. García Sánchez, Y. A. Alfaro López, y M. E. Ruiz Ortega, Estudio de pre factibilidad para la generación de biodiesel a partir de aceite quemado en el restaurante Tip Top, Estelí, Nicaragua, Managua: Universidad Nacional de Ingeniería, 2012 [16] P. Felizardo, N. Joana, R. Idalina, M. Joao, B. Rui; y B. Joao, “Production of biodiesel from waste frying oils”, Waste Management, vol. 26, pp. 487 – 494, 2005.
22
PARÁMETROS DE PRODUCCIÓN DE HORTALIZAS EN UN SISTEMA ACUAPÓNICO
Lizeth Alfonsina Portilla Villarreal. Ingeniera Agroindustrial. Magister en Sistemas de Gestión Integral de la Calidad. Docente
Programa de Ingeniería Agroindustrial. Universidad Francisco de Paula Santander.
Resumen La población colombiana, se ha concentrado en las ciudades, donde la demanda de alimentos y los problemas de desnutrición y de hambre son cada vez más notables; sin embargo existen alternativas limpias de producción de alimentos, aprovechando los espacios de los hogares urbanos, haciendo uso eficiente de pequeñas cantidades de agua y sin la utilización de agroquímicos, plaguicidas ni fertilizantes. La acuaponia es la bio-integración de la acuicultura y la hidroponía, permitiendo la interacción de peces y plantas en un mismo sistema de recirculación de agua; los efluentes ricos en nutrientes de los tanques de los peces son usados para fertilizar la producción hidropónica, lo que indica que los agroquímicos y fertilizantes, son sustituidos por los nutrientes aportados por éstos efluentes, disminuyendo los costos de producción y evitando tratamientos exigentes requeridos por los cultivos convencionales. La acuaponia permite incrementar la densidad de plantas por unidad de superficie, realizando siembras en vertical; no se requiere preparación del suelo, no existe control de malas hierbas, no es necesaria la rotación de cultivos, existen poca cantidad de insectos debido a la recirculación del agua, tampoco hay enfermedades en las raíces, hay un control completo y estable de nutrientes para todas las plantas pues éstos están disponible en las cantidades precisas. Éste estudio, buscó identificar los parámetros de producción de hortalizas en un sistema acuapónico, diseñado e implementado para tal fin en la finca demostrativa “La Caldera” de la Fundación Emssanar, en el Departamento de Nariño Colombia. Palabras Clave: Acuaponia, Hidroponía, Acuicultura.
1. INTRODUCCIÓN La acuaponia es un proceso de aprovechamiento de los efluentes ricos en nutrientes de los tanques de peces para la producción de hortalizas, ésta producción se realiza sin la adición de fertilizantes químicos. Este tipo de sistema, está constituido por dos partes, el estanque donde se encuentran los peces y el sistema de recirculación del agua proveniente de los efluentes, donde se encuentran ubicadas las plantas que tomarán de éstos los nutrientes para alimentarse y crecer. Los desechos orgánicos producidos por algún organismo acuático (generalmente peces) son convertidos, a través de acción bacteriana, en nitratos, que sirven como fuente de alimento para plantas. Estas a su vez al tomar

23
estos nitratos, limpian el agua para los peces actuando como filtro biológico. [1] (Gómez et al., 2009) Todo el sistema parte de la premisa según la cual los desechos de los peces son muy similares a los requerimientos de las plantas para crecer y desarrollarse. El líquido del tanque de los peces pasa a las camas de crecimiento. En estas camas se siembran las plantas, ya sea como semilla, o luego de un período variable de crecimiento en algún tipo de semillero. La presente investigación evaluó dos parámetros que determinan el adecuado crecimiento de lechuga, en un sistema de producción acuapónico, la distribución constante de nutrientes y la adaptabilidad de las hortalizas y los peces al sistema. 2. METODOLOGÍA Se seleccionó un espacio de 80 metros cuadrados en la finca demostrativa de la fundación Emssanar, de la vereda La Caldera del Departamento de Nariño Colombia, para realizar un montaje constituido por cuatro tuberías por donde recircularon los efluentes de un tanque de 250 litros de agua, ubicando 30 plantas por tubería; la investigación fue llevada a cabo en las siguientes etapas: Etapa 1. Selección del espacio físico donde se realizó la construcción e implementación del montaje del sistema acuapónico. Etapa 2. Evaluación de la especie de hortalizas y peces con mejor adaptabilidad a condiciones ambientales nuevas. Etapa 3. Construcción del sistema acuapónico: se instalaron cuatro tubos de pvc de 3 pulgadas y 6 metros de largo con treinta orificios cada una, unidos a un tanque de 250 litro. (Ver Imagen 1. Montaje Sistema Acuapónico).
24
Imagen 1. Montaje Sistema Acuapónico
Fuente: Elaboración propia
El ascenso del agua desde el tanque a las tuberías se realizó, usando una electrobomba de ½ hp; al sistema se le incluyó un temporizador, que apagaba la electro bomba, mientras el agua se encontraba circulando a la tubería para cultivo de hortalizas. (Ver imagen 2. Electrobomba y temporizador)
Imagen 2. Electrobomba y temporizador
Fuente: Elaboración propia
Etapa 4. Germinación en bandejas de lechuga Batavia y lechuga crespa hasta un tamaño
de 10 cm.
Etapa 5. Consecución de alevines de carpa roja y tilapia.
25
Etapa 6. Integración de las hortalizas y los peces seleccionados al sistema acuapónico. Etapa 7. Seguimiento y monitoreo del crecimiento de las hortalizas y de la capacidad de adaptación de las especies de peces en el sistema acuapónico. Etapa 8. Comparación de los resultados obtenidos con la información documental. 3. RESULTADOS Y DISCUSIÓN 3.1 Determinación de las especies de hortalizas cultivadas: El proceso de germinación de las variedades de lechuga duró 7 días para la lechuga crespa y de 6 días para la lechuga batavia, el medio de germinación fue algodón sin la aplicación de nutrientes hidropónicos, se usó solamente agua, la temperatura ambiental en el periodo de germinación osciló entre los 10- 15 °C en bandejas de germinación de 20x 30 cm. Después de 20 días de geminación se observó el crecimiento de 2-3 hojas en las plántulas, éstas se trasladaron al sistema acuapónico donde ya se encontraban los peces adaptados a las nuevas condiciones ambientales. (Ver: Imagen 3. Lechuga Crespa, Imagen 4. Lechuga Batavia)
Imagen 3. Lechuga Batavia
Fuente: Elaboración propia
26
Imagen 4. Lechuga Crespa
Fuente: Elaboración propia
Para la introducción de las plántulas a los orificios del sistema acuapónico, se usó un alambre sujeto al tallo de las plántulas, evitando que sean arrastradas por la corriente de agua re circulante. (Ver Imagen 5: plántula en el sistema acuapónico)
Imagen 5. Plántula en sistema acuapónico
Fuente: Elaboración propia
En un cultivo convencional con tierra, el periodo de crecimiento completo de la lechuga es de 20 a 90 días, dependiendo de las condiciones ambientales, en verano el tiempo promedio es de 20 días. En el sistema acuapónico de estudio, el periodo total de crecimiento después de la introducción de las plántulas al sistema fue de 12 días para la lechuga batavia y 17 para la lechuga crespa, en condiciones de re circulación contante de los efluentes del tanque de peces. Sin embargo es
27
importante establecer condiciones constantes de recirculación de agua, asegurando el bombeo permanente de los efluentes ricos en nutrientes hacia las plantas; si el agua es impulsada por bombas eléctricas hacia las tuberías, se deben establecer mecanismos alternativos de flujo constante y suficiente de agua, en caso de que el sistema eléctrico presente fallas, para cubrir los requerimientos nutricionales de las plantas. De los resultados obtenidos se concluyó que la lechuga batavia presenta mejor adaptabilidad al medio y menor tiempo de crecimiento desde la etapa de implantación al sistema acuapónico hasta la etapa de cosecha. 3.2 Determinación de las especies de peces cultivadas: Los peces que se cultivan en estanque, están sometidos a una densidad (número de organismos por unidad de área o volumen), muy superior al que encuentran en su medio natural, por lo que se ven sometidos a condiciones de mayor competencia por espacio, alimento y oxígeno, entre otras variables. Mientras más intensiva (mayor número de peces por unidad de área) sea la explotación piscícola, mayor es el estrés causado por esta competencia y mayor es la probabilidad de que aparezcan enfermedades. (Balbuena, 2011)[2]. Al introducir los 120 alevines de tilapia al tanque de crecimiento, se observó muerte de casi el 40 % de la población de peces durante la primera semana; los alevines provenían de un estanque natural de aproximadamente 100 metros de diámetro y 40 metros de profundidad, en una región donde la temperatura oscila entre los 24-28 ° C y fueron introducidos a un tanque de 250 litros a temperaturas de 25- 30 ° C, éstos cambios provocaron la muerte de la población que no logró adaptarse a las condiciones del nuevo tanque de crecimiento. Existen varios aspectos ambientales que también pueden afectar a los peces, entre ellos: la cantidad y calidad de agua de la fuente de abastecimiento, los volúmenes requeridos deben permitir el llenado del estanque y reponer pérdidas por infiltración y evaporación; además, se debe determinar si es necesario remover parcial o totalmente el agua del estanque, cuando la calidad del agua se deteriore. Se recomienda vaciar totalmente los estanques antes de cada siembra para que los rayos solares eliminen todos los posibles patógenos que puedan encontrarse en el fondo. (Balbuena, 2011) [2]. Posteriormente se introdujeron 50 peces adultos de carpa roja, que es una extraordinaria "recolectora" de todo aquello que no han consumido las otras especies y que se haya depositado en el fondo del estanque; éstos peces se adaptaron con facilidad al tanque alimentándolas solamente con lombriz californiana, no se observaron pérdidas durante el tiempo que duró el estudio, sin embargo, se protegió la entrada de agua del tanque a la electrobomba con una malla de orificios pequeños, porque algunos alevines, fueron succionados por la electro bomba.(Gonzáles et al. ,1989) [3]. Para propiciar el desove, se introdujeron piedras en el fondo del estanque, los huevos según las especies de peces, caen al fondo (huevos bentónicos), o flotan en la superficie, (huevos pelágicos), el desove es espontaneo, pero todos los huevos de una misma hembra no son liberados de una sola vez; la potencia de la electrobomba fue suficiente para alimentar el sistema de pantas pero fue

28
demasiado alta impidiendo el desove adecuado en el fondo del tanque (Fundación Alfonso Martín Escudero [FUNDAME] 2004) [4]. 4. CONCLUSIONES Y RECOMENDACIONES La distribución constante de nutrientes, depende del flujo de los efluentes del tanque de peces, se recomienda implementar un sistema de bombeo que garantice la entrada de agua al sistema con la frecuencia requerida. La adaptación de la variedad de lechuga al sistema acuapónico, depende del tiempo y tamaño de germinación de la plántula y de la calidad y cantidad del flujo de agua. La adaptabilidad de los peces al sistema acuapónico, dependen de la temperatura del estanque, del volumen de peces en el mismo, de la disponibilidad de alimento, del tipo y calidad de agua y de la potencia controlada de succión de los efluentes hacia las tuberías. 5. REFERENCIAS [1] Gómez E., Hurtado H., Ramírez D., Rodríguez D., Sabogal D. 2009. Montaje y evaluación preliminar de un sistema acuapónico goldfish-lechuga. Facultad de Ciencias Básicas, Universidad Militar de Nueva Granada [en línea]. 2011. [Consultado 01 de junio de 2017]. Disponible en: http://www.umng.edu.co/documents/63968/70312/MONTAJE.pdf [2] Balbuena, E; Ministerio de Agricultura y Ganadería; Viceministerio de ganadería; Manual básico de sanidad piscícola. [En línea]. 2011. [Consultado 01 de junio de 2017]. Disponible en: http://www.fao.org/3/a-as830s.pdf [3] Gózales, C; Rey, R; Trujillo, J y C Useche; El policultivo, la mejor alternativa de producción. [En línea]. 1989. [Consultado 01 de junio de 2017]. Disponible en: http://www.cib.uaem.mx/pdf/el_policultivo.pdf [4] La acuicultura. Biología, Regulación, Fomento, Nuevas Tendencias y Estrategia comercial Fundación Alfonso Martín Escudero [FUNDAME], tomo 1[en línea]. 2004. [Consultado 01 de junio de 2017]. Disponible en: http://www.fundame.org/cientificas/pdfs/acuicultura/Acui_capitulo8_01.pd
29
ELABORACIÓN DE UN ALIMENTO BALANCEADO VEGETARIANO PARA PERRO ADULTOS
Marisol Murillo Angulo2. Sandra Milena Guerrero Cárdenas2. Maribel Gómez Peñaranda3. 1Facultad de Ciencias Agrarias y del ambiente. Universidad Francisco de Paula Santander. Grupo de Investigación en Ciencia y Tecnología Agroindustrial. (GICITECA) E-mail. [email protected]. 2Facultad de Ciencias Agrarias y del ambiente. Universidad Francisco de Paula Santander. Grupo de Investigación en Ciencia y Tecnología Agroindustrial. (GICITECA) E-mail. [email protected]. 3Facultad de Ciencias Agrarias y del ambiente. Grupo de Investigación en Ciencia y Tecnología Agroindustrial. (GICITECA) Universidad Francisco de Paula Santander. E-mail: [email protected] Resumen Las dietas veganas o vegetarianas adecuadamente formuladas, pueden proporcionar una alternativa sana tanto para gatos como para perros, eliminando los numerosos riesgos inherentes en el alimento para mascotas Está investigación consistió en la elaboración de un concentrado para perro adultos sin la utilización de productos o subproductos cárnicos balanceado que cumpliera con los requerimientos nutricionales y además que fuera palatable para ellos. Se realizó un estudio utilizando 4 posibles formulaciones F-0, F1, F2 y F3 las cuales presentaban diferente porcentajes de inclusión de las materias primas, así como fuentes proteicas diferentes y dos de ellas fueron formulas en el límite máximo permitido y las otras dos en el límite mínimo permitido del requerimiento nutricional del perro adulto propuesto por la Asociación Americana para el Control de la Alimentación (Association of American Feed Control Officials, AAFCO) [1]. Se evaluaron parámetros fisicoquímicos, microbiológicos y una prueba de palatabilidad. Los resultados evidenciaron que las formulas F-2 y F-1 no cumplieron en su totalidad con los requerimientos nutricionales de los perros adultos, las formulas F-2 y F-3 si lo hicieron y al hacerles las pruebas de palatabilidad a 36 perros, mostraron una preferencia por la formula F-3 que correspondía a la formula con menos torta de soya y más torta de alverja y con el límite mínimo permito como requerimiento nutricional, igualando este preferencia con el concentrado comercial cárnico. Concluyendo que se puede lograr un balance nutricional solo con alimentos de origen vegetal, eliminando el riesgo de microorganismos presentes en los subproductos cárnicos. Palabras Clave: Concentrado, Balaceado, Perros, Vegetariano.

30
1. INTRODUCCIÓN Para la realización de un alimento balanceado vegetariano es necesario realizar una investigación sobre el proceso evolutivo, proceso digestivo, requerimientos de nutrientes etc. Del perro, con el fin de que este correctamente formulado y así evaluar su grado de palatabilidad frente al animal. Las dietas veganas o vegetarianas adecuadamente formuladas, pueden proporcionar una alternativa sana tanto para gatos como para perros, eliminando los numerosos riesgos inherentes en el alimento para mascotas con ingredientes cárnicos. Las dietas veganas contienen todos los nutrientes necesarios empleando solo fuentes vegetales, minerales y sintéticas. Cada especie necesita nutrientes dietarios particulares, antes que ingredientes específicos. Ahora un creciente número de fabricantes produce dietas veganas para animales de compañía Sánchez, Ángel [9]. Muchas personas con un estilo de vida vegetariano o veganos que poseen o desean tener perros, pero debido a sus planteamientos morales, religiosos, filosóficos o de salud, no compran productos derivados de animales, es importante para ellos proporcionarles de forma segura una dieta vegetariana a los perros (O´Heare, James [6]. Hay muchos malentendidos, tergiversación y desinformación sobre las dietas veganas para perros. La creencia de que los gatos y, en menor medida, los perros, no pueden vivir sin carne, sigue vigente y la comparten inclusive los veterinarios Rosales, Cristian [8], Sin embargo, una búsqueda reciente de literatura bio-médica solo ofreció un estudio donde se muestren efectos negativos en gatos vegetarianos. Esta dieta era conocida por ser nutricionalmente deficiente. Por otro lado, al menos diez estudios científicos han demostrado los crecientes riesgos de que perros y gatos adquieran una serie de enfermedades después de ser alimentados durante años con dietas basadas en la carne, incluyendo enfermedades que afectan al hígado, riñón, corazón, y enfermedades neurológicas, visuales, neuromusculares y de la piel. Como es el caso de los humanos, las tasas de las llamadas enfermedades degenerativas, como la obesidad, el cáncer, las afecciones cardíacas y renales están llegando a perros y gatos a niveles inquietantes como lo dice el doctor Andrew, Knight [3], por otra parte numerosos estudios han mostrado los beneficios asociados a la salud al seguir una alimentación vegetariana en perros y gatos: incremento de la vitalidad y la salud en general, menor incidencia de cáncer, infecciones, hipotiroidismo o ectoparásitos, desaparición de la halitosis, mejora del aspecto del pelo, desaparición de alergias, control del peso, remisión de artritis y diabetes, prevención de cataratas, etc. Sánchez, Ángel [9]. Posiblemente la proliferación de colorantes artificiales, aromatizantes, preservantes, estabilizantes y productos adulterados provenientes de los mataderos en los alimentos balanceados comerciales sean la causa del aumento de las alergias en los animales de compañía. Como lo remarca el veterinario
31
especializado en alergias Alfred, Plechner [2] los productos animales causan las más variadas alergias, comenzando por la carne vacuna como la primera razón de alergias en perros y gatos. Cambiar a otra marca comercial no siempre resuelve el problema, porque los ingredientes utilizados son similares Plechner & Zucker [7], de ahí la importancia de elaborar un producto vegetariano que cumpla con los requerimientos nutricionales y que además sirva como dieta para animales que no sean tolerantes a la proteína animal. Los ingredientes, las dietas para los perros, gatos u otras especies deberían ser formuladas teniendo en cuenta la palatabilidad, el valor nutricional y todos los requerimientos para cada especie. En realidad, muchos alimentos veganos comerciales o las dietas caseras veganas vienen manteniendo a muchos perros y gatos en un excelente estado de salud Weisman, E [12]. Por esta razón se elabora un concentrado vegetariano para proporcionar una alternativa sana de alimentación para perros adultos que no contenga productos, ni subproductos cárnicos, que cumpla con los requerimientos nutricionales propuestos por la AAFCO, que las materias primas utilizadas en su elaboración sean de buena calidad y digestibilidad alta y sobretodo que sea palatable, como se afirmó arriba se realizaron cuatro formulaciones a las cuales se les llevo a cabo pruebas fisicoquímicas de las cuales dos cumplieron con los perfiles nutricionales, posteriormente se analizó su calidad microbiológica y finalmente las pruebas de palatabilidad en perros adultos. 2. MATERIALES Y MÉTODO Para conocer el contenido bromatológico de cada una las materias primas utilizadas en la elaboración del concentrado se usó como referencia las tablas de la Fundación Española para el Desarrollo de la Nutrición Animal (FEDNA 2010-2015), las tablas brasileñas para aves y cerdos 2011 (Composición Nutricional de Materias Primas), las tablas de composición de alimentos para Centroamérica INCAP 2012 (Instituto de Nutrición de Centro América y Panamá) y la base de datos del Departamento de Agricultura de los Estados Unidos (United States Department of Agriculture, USDA), los cuales sirvieron como guía sobre cuáles son los alimentos que se están utilizando actualmente en la alimentación animal, disponibilidad, digestibilidad y el límite de inclusión. Con respecto a lo anterior se realizaron 4 formulaciones donde las formulas F-0 y F-2 contienen las mismas materias primas pero con límites de inclusión distintos, de igual modo con las formulas F-1 y F-3. Por otra parte las formulas F-0 y F-1 se formularon en el límite máximo y F-2 y F-3 en el límite mínimo del requerimiento nutricional de los perros adultos permitido por la AAFCO, considerando que exista un margen de error en la composición nutricional de algunas materias primas que son importadas y otras nacionales. Las pruebas de palatabilidad de los concentrados se realizaron en el albergue de la fundación mi mejor amigo, el cual alberga más de 160 animales entre perros y perras de distintas razas, tamaño y edades. Resaltando, que se tuvo en cuenta que todos los perros que se escogieron para la prueba fueran adultos y estuvieran

32
en buenas condiciones de salud. En el albergue se realizó prueba de aceptación y prueba de preferencia según la metodología de Griffin, 1996, la cual consistió en: Volumen Total: Determina la capacidad de una dieta de mantener el interés del animal a lo largo del tiempo, esto se mide viendo cuanto tiempo del total de la prueba el animal prefiere un alimento específico. 3. RESULTADOS Y DISCUSIÓN
Tabla 1. Resultados de análisis fisicoquímicos
Análisis Parámetro
%
Resultados de Formulas
F-0 F-1 F-2 F-3
Proteína 21-25 31,2 28,8 23,85 21,74
Grasa 10-20 17,03 15,30 18,63 15,56
Fibra 4 max 1,62 1,45 1,35 1,57
Ceniza 8 max 6,68 5,07 7,34 5,34
Humedad 8-12 12 12 9,60 11,67
Valor Calórico
4000 5178 5020 4662 3975
En la tabla 1. Se observan los resultados de los análisis fisicoquímicos realizados a las fórmulas de concentrado F-0, F-1, F-2 y F-3, en los resultados de la prueba de proteína se aprecian niveles altos en las formulas F-0 y F-1, que se pudo deber al porcentaje de inclusión de harina de gluten de maíz y al uso de harina de soja, ya que en las formulas F-2 y F-3 la inclusión de gluten de maíz es menor y no se utilizó harina de soya si no torta de soya logrando que en las formulas F-2 y F-3 disminuyera el contenido de proteína quedando dentro de lo establecido por la AAFCO con lo referente a los resultados de grasa las cuatro fórmulas presentaron un nivel intermedio el cual hace que sea más palatable para el perro, en cuanto a la fibra aunque está dentro de lo permitido, si se esperaba que fuera más alta sobre todo en las formulas F-2 y F-3 ya que él % de materia prima (arveja, harina de arroz, harina de maíz amarilla) que es buena fuente de fibra se aumentó, la ceniza está dentro de lo permitido, la humedad en las formulas F-0 y F-1 quedo en el límite máximo permitido, por lo que para las formulas F-2 y F-3 se manejó más baja, con respecto a la energía los valores de las formulas F-0 y F-1 son altos, por tal razón se corrigieron y se logró que disminuyeran un poco para las formulas F-2 y F-3. Según los resultados obtenidos en las pruebas fisicoquímicas 2 de las 4 formulaciones evaluadas no cumplían en su totalidad con los requerimientos nutricionales de los perros adultos, por esta razón fueron descartadas las formulas F-0 y F-1, continuando con los respectivos análisis microbiológicos y pruebas de palatabilidad las formulas F-2 y F-3. Los resultados del análisis microbiológico fueron muy favorables ya que no hubo crecimiento de ningún tipo de
33
microorganismo, ni siquiera de aquellos que tienen límites permisibles como es el caso de los Mesofilos, Hongos, Coliformes y Clostridium lo cual nos indica que las materias primas de origen vegetal son menos susceptibles al deterioro. 3.1 Resultados prueba de palatabilidad 3.1.1 Método de aceptación A partir de los resultados obtenidos en la prueba de palatabilidad por el método de un solo alimento o prueba de aceptación, se evidencio: De los 11,250 g de la formula F-2 ofrecida a los perros los 10 días que duró la prueba, consumieron 8,800 g (78%), quedando un total de 2,450 g (22%) de alimento no consumido. de los 11,250 g de la formula F-3 ofrecida a los perros los 10 días que duró la prueba, consumieron 10,950 g (97,3%), quedando un total de 300 g (2,7%) de alimento no consumido. En consecuencia, se puede decir que la formula F-3 les resulto más palatable que la formula F-2, además hay que mencionar que F-2 es más rico nutricionalmente ya que sus niveles de proteína y grasa son más altos, esto comprueba lo de Silva, C [10], quien considera “la aceptación o el rechazo de un alimento es independiente de si la formulación de la dieta entrega o no todos los nutrientes esenciales, ya que un alimento altamente aceptado puede o no cubrir las necesidades nutricionales del perro, aclarando que las dos muestras de concentrado ofrecida a los perros corresponden con los perfiles nutricionales propuestos por la AAFCO. De los 18 perros analizados en esta prueba un perro presento reacciones digestivas después de consumir el alimento, esto se pudo deber a que no se había adaptado muy bien al cambio de alimento. 3.1.2 Método de preferencia Como la preferencia es la medida cuantitativa de la variación de la palatabilidad, La hipótesis general es que si un perro consume más de uno de los dos alimentos evaluados, es porque prefiere dicha dieta Thombe, A. G. [11]. Según Griffin, R [4], Las pruebas de se miden mediante el índice de preferencia (IR) el cual corresponde a: Donde A y B son los consumos de alimentos diarios de un animal individual de cada uno de los diferentes alimentos. Las proporciones mayores de 50% indican una preferencia por dicho alimento, cualquier animal con una proporción mayor de 0,51, puede clasificarse como que prefiere el alimento A, mientras que los animales con valores menores de 0,49 pueden ser clasificados como preferentes

34
del grupo B, Aquellos animales entre 0,49 y 0,51 son clasificados sin ninguna preferencia. A: Formulas evaluadas. B: Formula testigo. A cada perro se le identifico su IR, obteniéndose:
Tabla 2. Resultados método de preferencia.
F-2
Preferencia A 56 % Preferencia B 33 % Sin preferencia
1 %
Tabla 2. Resultados método de preferencia.
F-3
Preferencia A 67 % Preferencia B 1 % Sin preferencia 22 %
Los resultados obtenidos por el método de preferencia, como se observa en la tabla 27, indica algo similar a lo que ocurre con la prueba de aceptación hay una predilección por el concentrado F-3 del 67% por encima del concentrado F-2 que es 56% , con respecto a la formula testigo cuando se suministraba con F-2 mostro una preferencia de 33%, que cuando se hacía con F-3 que fue 1% y solo 3 de los 18 perros evaluados no mostro preferencia por los concentrados ya que consumieron de los dos en su totalidad. Según lo señalado por Houpt, Hintz y Shepherd, [5], el sentido del olfato en los perros está bastante desarrollado, por lo tanto el olor es un factor clave en la aceptación del alimento, en esta prueba de preferencia también se evalúa esto determinando a cuál de los dos concentrados ofrecidos el perro dirige su primer bocado motivado por el olor. Como se observa en el grafico 2, el 33% de los perros dirigieron su primer bocado hacia la fórmula que consumen habitualmente (testigo), mientras que el 67% dirigió su primer bocado a las formulas evaluadas, mientras que el grafico 3, nos indica que el 59% de los perros dirigieron el primer bocado hacia la formula F-3 y un 41% hacia la formula F-2. En cuanto al tiempo de consumo en promedio se demoraron consumiendo de las formulas evaluadas 1.8 minutos y las formulas testigo 1.9 minutos.
35
4. CONCLUSIONES Y RECOMENDACIONES Se pudo concluir que con las materias primas utilizadas, se estandarizaron las formulas del alimento sin necesidad de utilizar materia prima de origen animal. El análisis fisicoquímico realizado al concentrado y su comparación con los perfiles nutricionales propuestos por la AAFCO, permite concluir que el alimento realizado cumple con los requerimientos nutricionales de un perro adulto. El análisis microbiológico, no detectó crecimiento de ningún indicador de contaminación, ni de microorganismo patógenos E. coli o Salmonella sp, dado que las materias primas de origen vegetal tienen menor riesgo de contaminación por lo tanto son mucho más seguras para la alimentación animal. La prueba de palatabilidad realizada a los 36 perros dio como resultado, que de los 22.5 kg (100%) de alimento suministrado a los 18 perros utilizados en la prueba de aceptación, consumieron 19,13 kg (88,13%) del concentrado y los otros 18 perros utilizados en la prueba de preferencia consumieron 3,55 kg (79%) de los 4,5 kg (100%) del alimento suministrado, de esta manera se concluye que el concentrado fue de gran aceptación para los perros. 5. REFERENCIAS [1] Association of American Feed Control Officials (AAFCO). (2002). Official Publication. Atlanta, USA. AAFCO Inc. 464 p. [2] Alfred Plechner, médico veterinario experto en alergias. [3] Andrew Knight, veterinario experto en ciencias del bienestar animal, ética y derecho, y presidente del partido animalista del Reino Unido, autor del sitio www.vegePets.info [4] Griffin, R. (1995) Palatability testing: lab versus home setting. En: Proceedings. Focus on Palatability. Petfood Industry; 124-145. [5] Houpt, D.A., Hintz, H.A. y Shepherd, P. (1978) The role of olfaction in canine food preferences. [6] O´Heare, James. (2008). Perros veganos, nutrición compasiva. BehaveTech Publishing. [7] Plechner, Alfred J. & Zucker, Martin. Pet Allergies. Inglewood, CA, US: Very Healthy Enterprises. 1986:20. [8] Rosales, G, Cristian. (2004). Determinación de la calidad nutricional de alimentos secos comercializados en chile para perros adultos en etapa de
36
mantención. (Tesis de grado). Universidad Austral de Chile, facultad de ciencias agrarias. Chile. [9] Sánchez, Ángel. (2014, 20 de febrero). Alimentación vegana para perros y gatos: Para alargar y mejorar su vida. [10] Silva, C. Aceptabilidad y digestibilidad de una dieta que contiene harina de carne hueso de ovinos como fuente de proteína animal en una fórmula de alimento para perros adultos. Tesis, Médico Veterinario. Santiago, Chile. Universidad de Chile, Facultad de Ciencias Veterinarias y Pecuarias, 2009. 77 p. Chemical Senses and Flavor;3: 281-290. [11] Thombe, A. G. (2004) Oral delivery of medications to companion animals: palatability considerations. Advanced Drug Delivery Reviews; 56: 1399-1413. [12] Weisman E. Personal communication to Andrew Knight re: Evolution Di-et vegan pet food. 24 Feb. 2004.
37
ESTUDIO Y DISEÑO PARA LA IMPLEMENTACION DE LA PLANTA PILOTO DE OPERACIONES UNITARIAS EN LA U.F.P.S SEDE CAMPOS
ELISEOS, MUNICIPIO DE LOS PATIOS, NORTE DE SANTANDER Rodríguez Quintero, Sandra Patricia1. Duarte Delgado, Gloria Isabel2. 1 Facultad de Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula Santander. [email protected] 2 Facultad de Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula Santander. [email protected] Resumen El presente proyecto permitió dotar a la Universidad Francisco de Paula Santander, de un laboratorio para prácticas de termodinámica, mecánica de fluidos y operaciones unitarias I y II, buscando mejorar las condiciones del desarrollo experimental. Se estableció un diagnóstico del componente práctico en que están enmarcados los fundamentos teóricos de las áreas de estudio, se evaluaron los requerimientos técnicos de maquinaria y equipo, se determinó la ubicación espacial en planta de las áreas funcionales de acuerdo a las necesidades de infraestructura y distribución establecidas en los contenidos programáticos de las asignaturas en el marco de los parámetros normativos y se diseñó la infraestructura física de la planta piloto. El diseño establecido cumplió con los requerimientos técnicos de maquinaria, equipo e infraestructura que facilitaron su ejecución y puesta en marcha en el año 2013, con la dotación inicial de catorce equipos a escala piloto, que posteriormente fue ampliada hasta alcanzar la dotación actual de diecinueve equipos en los que se realizan prácticas de clase, proyectos de aula y proyectos de investigación en las asignaturas propuestas, implementando además prácticas en las áreas de balance de materia y energía, tratamiento de aguas residuales, procesos unitarios, bioprocesos y energías renovables. Palabras Clave: Diseño, Equipos, Infraestructura, Laboratorio, Maquinaria.
1. INTRODUCCIÓN El trabajo de laboratorio debe ser un componente fundamental de la enseñanza/aprendizaje de las ciencias. [1] Dicha actividad consiste en el uso de material de laboratorio para reproducir un fenómeno o para analizar una parte del mundo a estudiar, [2] lo que permite al estudiante desarrollar su potencialidad para abordar objetivos relacionados con el aprendizaje de conocimiento conceptual y procedimental, aspectos relacionados con la metodología científica, la promoción de capacidades de razonamiento, concretamente de pensamiento crítico y creativo, y el desarrollo de actitudes como de apertura de mente, de objetividad y de desconfianza ante aquellos juicios de valor que carecen de las evidencias necesarias [3] [4]. Así mismo el trabajo práctico puede jugar un papel
38
esencial en el aprendizaje comprensivo de las ciencias, de la naturaleza del conocimiento científico [5] y en la promoción de competencias valoradas en egresados de carreras científico-tecnológicas. [6] El mejoramiento en la calidad de los mecanismos, sistemas y prácticas pedagógicas, hace que el profesional cumpla con los propósitos de formación esperados, donde se desarrollen saberes que lo hagan competitivo, creador e innovador, frente a situaciones del contexto donde el manejo y conservación de la materia prima en condiciones ideales, amerita el estudio de fenómenos. El conocimiento de las operaciones unitarias entendidas como cada una de las acciones necesarias de transporte, adecuación y/o transformación de las materias primas [7], permiten que los estudiantes adquieran destrezas en el diseñog, optimización y creación de procesos, partiendo de los postulados teóricos establecidos y permitiendo demostrar su relevancia y comprobar su validez con el trabajo experimental en el laboratorio. La Universidad Francisco de Paula Santander (U.F.P.S), no contaba con una infraestructura, maquinaria y equipos adecuados que permitieran la realización de las prácticas de laboratorio de operaciones unitarias y algunas áreas afines como termodinámica y mecánica de fluidos, situación que condicionaba y dificultaba los procesos de aprendizaje en dichas áreas debilitando la actividad institucional y la calidad del conocimiento. Dicha carencia, hizo necesario el estudio y diseño para la implementación de la planta piloto de operaciones unitarias de la U.F.P.S, proyecto con el que se logró dotar a la universidad de un área con todas las condiciones de diseño e infraestructura, que permite albergar un total de diecinueve equipos a escala piloto para el estudio de los procesos experimentales relacionados con las operaciones unitarias y áreas afines. 2. MÉTODO PROPUESTO Se realizó un diagnóstico que permitió establecer las condiciones iniciales con las que se llevaba a cabo el desarrollo práctico de las operaciones unitarias y áreas afines evaluando infraestructura, dotación de equipos, materiales de laboratorio, requerimientos auxiliares y se comparó con las condiciones en las que otras universidades de Colombia realizan las prácticas de esas mismas áreas. Se evaluaron todos los programas académicos ofertados en la Universidad Francisco de Paula Santander para determinar cuáles de ellos, incluían en su malla curricular las asignaturas relacionadas con las operaciones unitarias, termodinámica y mecánica de fluidos. Se recolectó la información correspondiente a los contenidos programáticos en las asignaturas evaluadas de los programas de ingeniería de la U.F.P.S, contando con el apoyo de los decanos de la Facultad de Ciencias Agrarias y del ambiente y la Facultad de Ingeniería, los directores de departamento los directores de programa y docentes de las carreras adscritas a estas dependencias, quienes además determinaron cuales prácticas realizaban externamente, información que también fue recopilada.

39
El contenido programático de termodinámica, mecánica de fluidos y operaciones unitarias fue evaluado en cada uno de los programas de ingeniería, en la medida en que de acuerdo al perfil profesional, se hace énfasis en ciertos aspectos específicos de cada una de las asignaturas estudiadas. Se establecieron contenidos generales y fundamentales que se desarrollan en común en todas las carreras al ver estas asignaturas. Los aspectos teóricos recopilados permitieron relacionar los aspectos prácticos necesarios para aplicar en el laboratorio las teorías y postulados estudiados en las aulas. Los componentes prácticos establecidos fueron comparados con las prácticas ya implementadas en universidades del país como la Universidad Nacional de Colombia, Universidad del Valle, Universidad Autónoma del Caribe, Universidad Industrial de Santander y Universidad de Antioquia, con el fin de determinar la relación con el contexto académico desarrollado en otras instituciones de educación superior y corresponder a ese nivel académico y práctico ya establecido. De allí, se determinó que equipos eran necesarios en cada uno de los componentes prácticos identificados y sus requerimientos como: espacio móvil, demanda de agua, suministro de energía eléctrica, drenaje, ubicación y características especiales, emisiones de sustancias, intensidad vibratoria y elementos auxiliares requeridos para su funcionamiento. Posteriormente se estableció el diseño de la infraestructura física teniendo en cuenta los principios y factores de diseño y las necesidades específicas de cada uno de los equipos seleccionados. 3. RESULTADOS Y DISCUSIÓN 3.1 Diagnóstico Se determinaron las condiciones generales con las que se llevaba a cabo el desarrollo práctico de las asignaturas y se determinó que se presentaban carencias y dificultades en todas las áreas evaluadas. Ante la ausencia de equipos para la realización de prácticas de operaciones unitarias I y II, el componente práctico se llevaba a cabo con visitas a otras universidades o empresas donde la U.F.P.S debía asumir parte de los costos de traslado y hospedaje de los estudiantes así como costear los gastos de servicio de laboratorio en las universidades visitadas. Igualmente los estudiantes debían asumir los costos restantes de traslado, hospedaje y alimentación para la realización de las prácticas y no para todos los estudiantes era posible ser partícipes de estas actividades principalmente por factores económicos. Las prácticas de mecánica de fluidos se realizaban en algunos equipos que fueron desarrollados por estudiantes en modalidad de trabajo de grado y que pueden observarse en la figura 1, los cuales no contaban con las condiciones ideales para el trabajo en el laboratorio, lo que limitaba su uso a fines

40
netamente demostrativos donde algunos de los componentes no funcionaba o funcionaban de manera incompleta lo que afectaba el desarrollo adecuado de las prácticas de laboratorio.
Figura 1.Equipos de mecánica de fluidos
Fuente: (Laboratorios de fluidos e hidráulicas U.F.P.S, 2007) Las prácticas de termodinámica no se realizaban, los contenidos programáticos solo incluían el componente teórico y el desarrollo práctico quedaba limitado a demostraciones teóricas mediante el desarrollo de ejercicios relacionados con la asignatura. Así mismo, de acuerdo a la malla curricular de las carreras profesionales adscritas a las facultades de ciencias agrarias e ingeniería, se relacionó el componente teórico general para las materias de operaciones unitarias I y II, termodinámica y mecánica de fluidos y se determinó cuáles serían los componentes prácticos necesarios para la demostración y aplicación del conocimiento teórico en el laboratorio. En la tabla 1 se evidencian los componentes prácticos requeridos para cada una de las asignaturas evaluadas.
Tabla 1. Componentes prácticos de las asignaturas evaluadas
Asignatura Prácticas
Termodinámica
Volumen Específico, Temperatura y Coeficiente de Expansión Térmica
para líquidos.
El barómetro y los Manómetros
Comportamiento PVT de los Gases Ideales
41
Propiedades PVT del Vapores
Balances Térmicos
Balances de Energía Mecánica
Mecánica de
fluidos
Viscosidad
Número de Reynolds
Ariete Hidráulico
Pérdidas en tuberías y accesorios
Medidores de flujo
Calibración de bombas
Bombas en serie y paralelo
Vertederos
Resalte hidráulico
Compuertas
Flujo con pendiente variable
Operaciones
unitarias I
Operación de cristalización
Operación de liofilización
Operación de secado
Operación de evaporación
Operación de destilación
Operación de biorremediación
Operaciones
unitarias II
Operación de esterilización
Operación de tamizado
Operaciones de molienda
Operación de agitación y mezcla
Operación de filtración
Operación de lixiviación
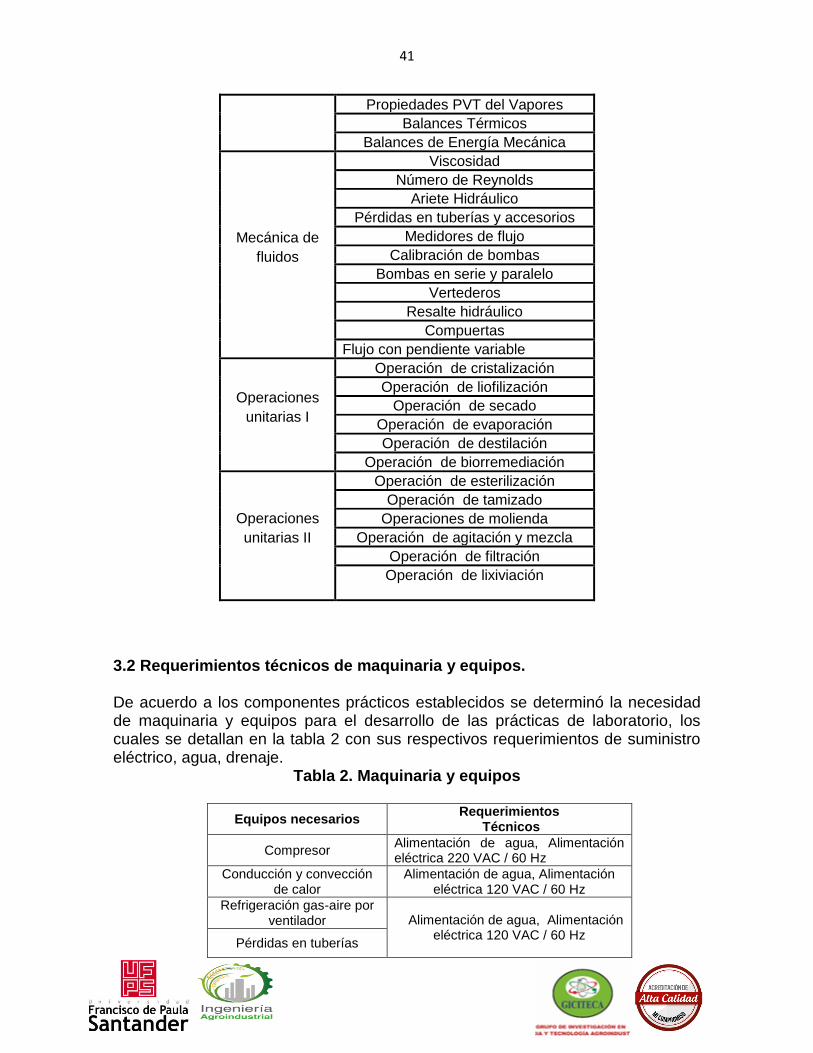
3.2 Requerimientos técnicos de maquinaria y equipos. De acuerdo a los componentes prácticos establecidos se determinó la necesidad de maquinaria y equipos para el desarrollo de las prácticas de laboratorio, los cuales se detallan en la tabla 2 con sus respectivos requerimientos de suministro eléctrico, agua, drenaje.
Tabla 2. Maquinaria y equipos
Equipos necesarios Requerimientos
Técnicos
Compresor Alimentación de agua, Alimentación eléctrica 220 VAC / 60 Hz
Conducción y convección de calor
Alimentación de agua, Alimentación eléctrica 120 VAC / 60 Hz
Refrigeración gas-aire por ventilador Alimentación de agua, Alimentación
eléctrica 120 VAC / 60 Hz Pérdidas en tuberías
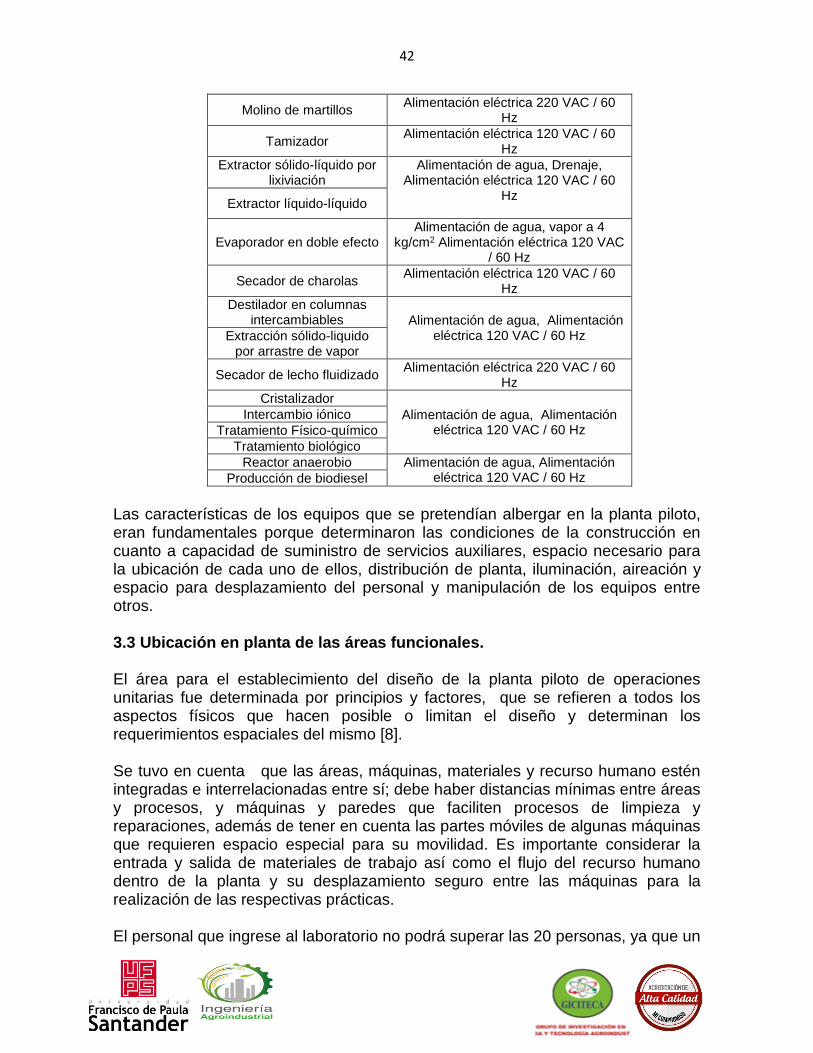
42
Molino de martillos Alimentación eléctrica 220 VAC / 60
Hz
Tamizador Alimentación eléctrica 120 VAC / 60
Hz
Extractor sólido-líquido por lixiviación
Alimentación de agua, Drenaje, Alimentación eléctrica 120 VAC / 60
Hz
Extractor líquido-líquido
Evaporador en doble efecto Alimentación de agua, vapor a 4
kg/cm2 Alimentación eléctrica 120 VAC / 60 Hz
Secador de charolas Alimentación eléctrica 120 VAC / 60
Hz
Destilador en columnas intercambiables Alimentación de agua, Alimentación
eléctrica 120 VAC / 60 Hz Extracción sólido-liquido por arrastre de vapor
Secador de lecho fluidizado Alimentación eléctrica 220 VAC / 60
Hz
Cristalizador
Alimentación de agua, Alimentación eléctrica 120 VAC / 60 Hz
Intercambio iónico
Tratamiento Físico-químico
Tratamiento biológico
Reactor anaerobio Alimentación de agua, Alimentación eléctrica 120 VAC / 60 Hz Producción de biodiesel
Las características de los equipos que se pretendían albergar en la planta piloto, eran fundamentales porque determinaron las condiciones de la construcción en cuanto a capacidad de suministro de servicios auxiliares, espacio necesario para la ubicación de cada uno de ellos, distribución de planta, iluminación, aireación y espacio para desplazamiento del personal y manipulación de los equipos entre otros. 3.3 Ubicación en planta de las áreas funcionales. El área para el establecimiento del diseño de la planta piloto de operaciones unitarias fue determinada por principios y factores, que se refieren a todos los aspectos físicos que hacen posible o limitan el diseño y determinan los requerimientos espaciales del mismo [8]. Se tuvo en cuenta que las áreas, máquinas, materiales y recurso humano estén integradas e interrelacionadas entre sí; debe haber distancias mínimas entre áreas y procesos, y máquinas y paredes que faciliten procesos de limpieza y reparaciones, además de tener en cuenta las partes móviles de algunas máquinas que requieren espacio especial para su movilidad. Es importante considerar la entrada y salida de materiales de trabajo así como el flujo del recurso humano dentro de la planta y su desplazamiento seguro entre las máquinas para la realización de las respectivas prácticas. El personal que ingrese al laboratorio no podrá superar las 20 personas, ya que un
43
ascenso en dicho número limitaría las posibilidades de aprendizaje de los estudiantes y no garantizaría la seguridad de los mismos al interior de la planta. Este número corresponde a las capacidades del diseño, de las máquinas y del personal de laboratorio a cargo de la planta. La planta piloto contaría con un segundo piso que, obedeciendo al principio del espacio cúbico, ubicaría en él aquellas máquinas que no produzcan como derivación de su funcionamiento, vibraciones u otros fenómenos físicos fuertes que puedan deteriorar la estructura a largo plazo. El espacio elegido para la localización de la planta obedece a las fuerzas locativas que facilitan el adecuado funcionamiento de la misma, teniendo en cuenta factores naturales, económicos, técnicos y normativos. 3.4 Montaje de la planta piloto de operaciones unitarias La infraestructura física de la planta piloto de operaciones unitarias de la U.F.P.S fue terminada en el año 2012 y hacia el año 2013 se realizó la adquisición de los primeros catorce equipos a escala piloto como se observa en la figura 2, que integraron el primer piso del laboratorio en el que se contó con dos áreas funcionales abiertas con un mesón central en acero inoxidable dotado con sistemas para el lavado de material.
Figura 2. Dotación de equipos
Fuente: (U.F.P.S, 2013)
Hacia el fondo del laboratorio se ubicaron tres áreas que corresponden al almacén de reactivos, un área para la distribución y lavado de material de laboratorio y un área de oficina. En el año 2013 se inició la construcción del segundo piso en el que se ubicaron dos áreas abiertas con un mesón central al igual que en el primer piso y un área aislada para albergar equipos para el tratamiento de aguas residuales.
La dotación se continuó hasta alcanzar en el año 2017, la totalidad de 19 equipos
44
y se espera ampliar la adquisición de equipos en un futuro. En la figura 3 se observa una de las áreas actuales del laboratorio de operaciones unitarias de la U.F.P.S
Figura 3. Planta piloto de operaciones unitarias de la U.F.P.S
Fuente: (U.F.P.S, 2017)
4. CONCLUSIONES
El estudio de los componentes teóricos como base fundamental para determinar y establecer las prácticas de laboratorio, permitió interrelacionar ambas partes del conocimiento y complementarlas de manera tal, que la praxis permitiera demostrar los postulados estudiados en las aulas haciendo que el estudiante asocie en el aprendizaje practico, las leyes que gobiernan la transformación de la materia. El diseño técnico establecido para la planta piloto de operaciones unitarias de la Universidad Francisco de Paula Santander cumplió con los requerimientos técnicos de maquinaria y equipo y con los requerimientos técnicos de infraestructura óptimos para facilitar y complementar los procesos cognoscitivos realizados en las aulas garantizando al estudiante una instrucción experimental completa en el área de operaciones unitarias y áreas afines. 5. REFERENCIAS [1] C. Tenreiro Vieira y. R. Marques Vieira, «Diseño y validación de actividades de laboratorio,» Eureka, vol. 3, nº 3, pp. 452-466, 2006. [2] L. Leite, Contributos para uma utilização mais fundamentada do trabalho, Lisboa: Ministério da Educação, 2001. [3] D. Hodson, The place of practical work in science education, Braga: Universidade do Minho. , 2000. [4] J. Wellington, Re-thinking the role of practical work in science education, Braga: Universidade do Minho. , 2000. [5] A. Caamaño, «Trabajos prácticos investigativos en química en relación con
45
el modelo atómico-molecular de la materia, planificados mediante un diálogo estructurado entre profesor y estudiantes,» Educación química, vol. 16, nº 1, pp. 10-19, 2005. [6] J. Martínez Torregrosa, J. Domenech Blanco, M. Menargues Marcilla y G. Romo Guadarrama, «La integración de los trabajos prácticos en la enseñanza de la química como investigación dirigida,» Educación química, vol. 23, nº 1, pp. 112-126, 2012. [7] J. López, Curso de ingeniería química: introducción a los procesos, las operaciones unitarias y los fenómenos de transporte, Barcelona: Reverté, 2003. [8] F. E. Meyers, Diseño de instalaciones de manufactura y manejo de materiales, Mexico: Pearson-Prentice Hall, 2006. [9] A. Ibarz y A. Ribas, Operaciones unitarias en la ingeniería de alimentos, Madrid: Mundi-Prensa, 2005.

46
ESTUDIO TÉCNICO PARA EL PROCESAMIENTO, EMPACADO Y COMERCIALIZACIÓN DE CAFÉ TOSTADO Y MOLIDO EN LA VEREDA LA MUTIS DEL MUNICIPIO DE LOS PATIOS, NORTE DE SANTANDER
Henny Blanco Castrillón1. Maribel Gómez Peñaranda2. 1Facultad de Ciencias Agrarias y del ambiente. Universidad Francisco de Paula Santander. Grupo de Investigación en Ciencia y Tecnología Agroindustrial (GICITECA) E-mail. [email protected] 2Facultad de Ciencias Agrarias y del ambiente. Universidad Francisco de Paula Santander. Grupo de Investigación en Ciencia y Tecnología Agroindustrial (GICITECA) E-mail: [email protected]
Resumen Este proyecto se centra en la formulación de una investigación de mercado y estudio técnico para el procesamiento, empacado y comercialización de café tostado y molido en la vereda La Mutis del Municipio de Los Patios, Norte de Santander, para Asociación de Mujeres Campesinas y Emprendedoras Nuestra Señora de la Paz “ASOMCENUSP”. El estudio adopta y adapta la estructura del Instituto Colombiano de Desarrollo Rural “INCODER” y por ello inicia con las generalidades del proyecto donde entre otras cosas, se da a conocer la estructura administrativa de la Asociación, empresa beneficiaria del proyecto; se realiza una investigación de mercados para determinar la demanda, oferta y las variables de la mezcla de mercadeo. En el componente técnico se define el tamaño y la ingeniería del proyecto, se determinó el estudio financiero se determinaron los costos totales del proyecto, el flujo de caja y los indicadores financieros que favorecen la toma de decisiones en la inversión para procesar, empacar y comercializar café tostado y molido, tomando como población las tiendas y supermercados del municipio de Los Patios, con una muestra representativa de 181 negocios, esta investigación deja como conclusiones que existe una demanda de café tostado y molido de 53% equivalente a 38516 kg/año de café tostado y molido en tres presentaciones (50 g; 125 g y 250 g) con empaque sache tipo almohada, lo que determina una oportunidad de negocio para este tipo de asociaciones , permitiendo agregar valor y dejar de comercializar materias primas con poco o ningún valor agregado. Palabras Clave: Comercialización, estudio, mercados, procesamiento.

47
1. INTRODUCCIÓN La finalidad de este proyecto es formular un estudio técnico para el procesamiento, empacado y comercialización de café tostado y molido en La Vereda La Mutis del Municipio de Los Patios, Norte de Santander, para la Asociación de Mujeres Campesinas y emprendedoras nuestra Señora de la Paz “ASOMCENUSP”. Primero se realiza el reconocimiento del contexto y luego se hacen los componentes de la formulación del proyecto como lo estructura INCODER como lo son: información general, componentes comercial, técnico, ambiental, socio-cultural, organizativo y financiero. Ésta estructura apunta a buscar financiación participando en alguna convocatoria pública, como alternativas de solución, para plasmar la idea del proyecto. Dado que el problema radica en que el Municipio de Los Patios no tiene industrialización dedicada al aprovechamiento agrario y a la falta de consecución de recursos que financien los proyectos productivos existentes en progreso y nacientes. (Alcaldía de Los Patios, 2005), se quiere aprovechar que ASOMCENUSP ya es una asociación que se dedica a la explotación mixta y entre sus actividades produce café y que en la actualidad mencionado cultivo es patrimonio nacional y a la vez es un producto de buena aceptación cuando tiene como valor agregado, procesos de tostión y molienda para ser adquirida como bebida de consumo. Otro aliciente que hace más llamativo este plan es que ya es un proyecto productivo liderado por mujeres emprendedoras productoras de café variedad Castillo®; variedades resistentes a plagas o enfermedades…” como “la roya y la enfermedad de la cereza de café (CBD)”, además ésta es una variedad que está dentro de “las alternativas más económicas que tienen los productores de café para consolidar una agricultura rentable, sostenible y amigable con el medio ambiente”. (Café de Colombia, 2013) Por eso al finalizar el proyecto se logra el estudio técnico para el procesamiento, empacado y comercialización de café tostado y molido como producto terminado, el cual requiere de una inversión inicial de $97.679.495 para permanecer con liquidez durante los 10 años de proyección y con un Valor Presente Neto (VPN) de $497.397.622, siendo este mayor al ingreso por ventas, con una Tasa Interna de Retorno (TIR) de 89.22%, indicando que está por encima de Tasa de Oportunidad (TIO = 20.84%). Información que concluye viabilidad y aceptación del proyecto. 2. OBJETIVOS Objetivo general. Formular un estudio técnico para el procesamiento, empacado y comercialización de café tostado y molido para la Asociación de Mujeres Campesinas y Emprendedoras Nuestra Señora de la Paz “ASOMCENUSP” de La Vereda La Mutis del Municipio de Los Patios. 2.1 Objetivos específicos

48
Realizar un diagnóstico a la Asociación ASOMCENUSP que permita conocer su estructura administrativa y la disponibilidad de la materia prima. Analizar el mercado potencial del café molino en el Municipio de los Patios, que permita promover e impulsar el producto en el segmento escogido. Establecer los requerimientos técnicos para el montaje y puesta en marcha de la tostadora de café en la asociación ASOMCENUSP. Conocer el impacto socio-cultural y los factores legales, ambientales y organizacionales necesarios para la implementación del proyecto. Analizar los costos totales del proyecto que determinarán la conveniencia del proyecto. 3. MATERIALES Y METODOLOGÍA La formulación del estudio técnico se realizó en las instalaciones de INCODER – Seccional Norte de Santander, contando como beneficiarios, a la Asociación de Mujeres Campesinas y Emprendedoras Nuestra Señora de la Paz “ASOMCENUSP” con residencia en La Vereda La Mutis del Municipio de Los Patios, Norte de Santander. 3.1 Materiales. Para formular el proyecto se emplearon los siguientes materiales: Cuestionario, 181 Encuestas escritas, elementos de papelería, ofimática y recursos TIC’s 3.2 Tipo de investigación. Este proyecto en la modalidad pasantía es una investigación exploratoria- descriptiva porque permite una formulación más precisa del problema de investigación, mediante recolección de información por muestreo se buscó conocer las características del mercado relacionado con los consumidores actuales y potenciales del producto, sus necesidades o expectativas, identificando las variables que intervienen en el estudio como son la oferta y la demanda, el comportamiento del cliente y las alternativas que se conocen acudiendo a técnicas específicas como la observación, las entrevistas y encuestas que favorecen las demás áreas del proyecto por ser sometidas a un proceso de codificación, tabulación y análisis estadístico (Méndez, 1995). 3.3 Población y Muestra. 3.3.1 Población. La población objetivo está conformada por 340 tiendas y supermercados del Municipio de Los Patios que según la cámara de comercio.

49
3.3.2 Muestra. Ésta se halló mediante fórmula para población conocida y corresponde a 181 encuestas. 3.4 Etapas a cumplir en la formulación del proyecto. Etapa I. Se realizó trabajo de campo mediante entrevista oral y un cuestionario para conocer la información general del proyecto: estructura administrativa de ASOMCENUSP y la disponibilidad de materia prima con la que se cuenta. Etapa II. En esta etapa se analizó el mercado potencial del café tostado y molido del Municipio de Los Patios, aplicando una encuesta estructurada y de esta manera saber que estrategias se debían crear para promover e impulsar un nuevo producto en el segmento escogido. Además, se establecieron los requerimientos técnicos para el montaje de una tostadora de café en la Asociación beneficiaria. Etapa III. Con el apoyo de los componentes anteriores se formuló el impacto socio-cultural y los factores legales, ambientales y organizacionales necesarios para la implementación del proyecto. Finalizando con el análisis de los costos totales del mismo para determinar la conveniencia de dicho proyecto. 3.5 Técnicas de recolección de datos. Se llevó a cabo mediante material fotográfico, entrevista personal; encuestas elaboradas, realizadas y tabuladas por la autora del proyecto. 3.6 Técnicas de Análisis. Para analizar la información recolectada se elaboró una encuesta estructura por 11 preguntas en Google Drive, el cual permitió arrojar los resultados a través de tablas y gráficas. También se emplearon hojas de cálculo de Excel para tabular de manera más efectiva las repuestas de la pregunta 5 de la encuesta, correspondiente a la cuantificación de la demanda. Además, se hizo apoyo de Excel para analizar los costos de conveniencia para el proyecto. 4. RESULTADOS Para este proyecto se siguió la estructura de formulación del Instituto Colombiano de Desarrollo Rural - INCODER, así: Diagnóstico de ASOMCENUSP e información general del proyecto. El cuestionario implementado dio a conocer que ASOMCENUSP está compuesta por 14 familias, entre las cuales existen 02 desplazadas. Además, que, como empresa, no tienen terreno propio donde pueda tener sus instalaciones, por lo tanto, trabajan desde sus predios arrendados o propios. Otra encuesta dio a conocer que la disponibilidad de material prima (café) es de 23533 kg/año
50
4.1 Componente comercial. Una vez realizadas, tabuladas y analizadas las 181 encuestas, se encontró que el Municipio de Los Patos existe Buena rotación del café tostado y molido en la Tiendas y supermercados en presentaciones tipo sachet de 50g, 125 g y 250g. Dentro del mismo análisis se visualizó que el consumo total de café tostado y molido de todas las marcas es de 11.374,8 Kg/mes. Para determinar el mercado potencial para la nueva marca se tomó el consumo total por el 53% de la población que respondió que está dispuesto a comercializar la nueva marca, encontrándose que es 5998.64 Kg/mes. Además, se estima para el primer año una participación del 20% en este mercado; dando como resultado una probabilidad de ventas para el Municipio de Los Patios de 1200 Kg mensuales. Además, se hizo estudio de marca y slogan mediante una encuesta en Google drive de 2 preguntas, encontrándose que la marca y slogan que favorecen el sentido de pertenencia es “Café Mucafé” “Nuestro Café”, marca que puede competir en precio, calidad y servicio con las marcas líderes: Café Sello Rojo y Café Galaviz. 4.2 Componente técnico. En este componente se realiza el análisis técnico, que es donde se definió que la capacidad instalada es de 18’532.800 kg/año; su capacidad utilizada es 115.015,7 kg/año y que la capacidad real es 23.003,14 kg/año. Además, se localizó la empresa en la Vereda la Mutis del Municipio de Los Patios y se especificó las técnicas de proceso, que garanticen la calidad de un café especial, con café excelso. Para ello se propuso una distribución de planta, y de maquinaria (Trilladora, tostadora, Molino, peso, gramera, elementos básicos de laboratorio entre otros) ajustada a las condiciones de la realidad pero que a la vez cumpla con la normatividad vigente para la industria alimentaria. 4.3 Componente organizacional, socio-cultural y ambiental del proyecto. Componente organizacional: En este ítem se da conocer el impacto socio-cultural y los factores legales, ambientales y organizacionales necesarios para la implementación del proyecto. La marca MUCAFE debe tener la siguiente estructura orgánica:

51
Imagen 1. Estructura orgánica para “MUCAFÉ”
Requiriendo de un Gerente, quien a la vez será el mercaderista, preventista y venderor. También se contará con una secretaria de medio tiempo y un encargado de producción quien debe ser tostado y barista. Para este proyecto se propuso un manual de funciones para cada cargo, se diseñó un logo-símbolo que identifique la empresa con su respectivo horizonte institucional (misión, visión, política de calidad). También su manual de procedimientos. Dentro del marco legal se estableció por escrito el procedimiento para constitución de la marca comercial. Además, todo lo relacionado con la legislación vigente que debe cumplir un producto alimentario como es el café tostado y molido. 4.3 Impacto socio-cultural y ambiental. Impacto socio-cultural. El impacto generado en este proyecto es positivo, por las siguientes razones: Crea un ambiente familiar en torno al cultivo del café y se propicia la calidad y ampliación del entorno cafetero. Favorece la motivación de la administración pública para que coloque en funcionamiento el centro de salud que tiene La Vereda La Mutis y que en las escuelas de la localidad se incentive el conocimiento sobre el cultivo del café como producto de calidad y su proceso de transformación. Además de permitir visitas escolares a la empresa MUCAFÉ. Propiciará el emprendimiento de otros integrantes de la comunidad, como fabricantes de dulces de café y otro tipo de gastronomía, al igual que motivación del turismo y senderos ecológicos.
52
Se produce un café de consumo, pero a la vez especial debido a que es transformado, empacado y comercializado por mujeres campesinas. Además, tener relaciones mutuamente beneficiosas con los proveedores, en especial con los caficultores donde se puedan capacitar sobre el manejo pre-cosecha, cosecha y post-cosecha del café, para que sean granos de calidad y por ende contar con la calidad en la cadena productiva del café tostado y molido. Garantíza del primer empleo, salud y seguridad, condiciones laborales favorables, remuneración, representación de la mujer como líder del emprendimiento en el Municipio y la Región Impacto ambiental. El proceso de tostión y molienda está libre de emisiones nocivas al medio ambiente. Los residuos sólidos como el pergamino que se desprende del grano durante la trilla y la membrana que se despega de la almendra en la tostión, se puede retornar a la tierra previo compostaje del residuo. Éste subproyecto se puede delegar a otra integrante de la Asociación y de esta forma crear una tecnología limpia en el proceso. También se resalta que no se genera consumo de agua significativo. Solo se emplea agua para la limpieza de la empresa. 4.4 Componente financiero. En este componente se presenta la información financiera a diez años como lo requiere el INCODER, con el fin de saber si el proyecto es conveniente para ASOMCENUSP. Al estructurar la inversión según la formulación dada, se encontró que la inversión inicial para el montaje de MUCAFÉ, ($97’679.495) está prevista para ser manejada por ASOMCENUSP directamente, apoyada por financiación externa y de éste modo demostrar que la inversión inicial sostendrá la marcha de la marca mientras esta misma logra funcionar con los recursos aportados por la ventas de café tostado y molido en sache tipo almohada en presentaciones de 50g, 125g y 250 g, las cuales serán distribuidas en las tiendas y supermercados del Municipio de Los Patios y se proyecta ampliar la oferta a las localidades vecinas. Además, en los resultados analizados en Excel se encontró que el VPN = $497.397.622, indica que el proyecto es factible porque el valor dado es positivo. Además, como la TIR es 89.22%, valor que es mayor a la TIO (20.84%) indica que el proyecto se acepta. Para finalizar este componente se propone el siguiente cronograma para iniciar la ejecución del proyecto:
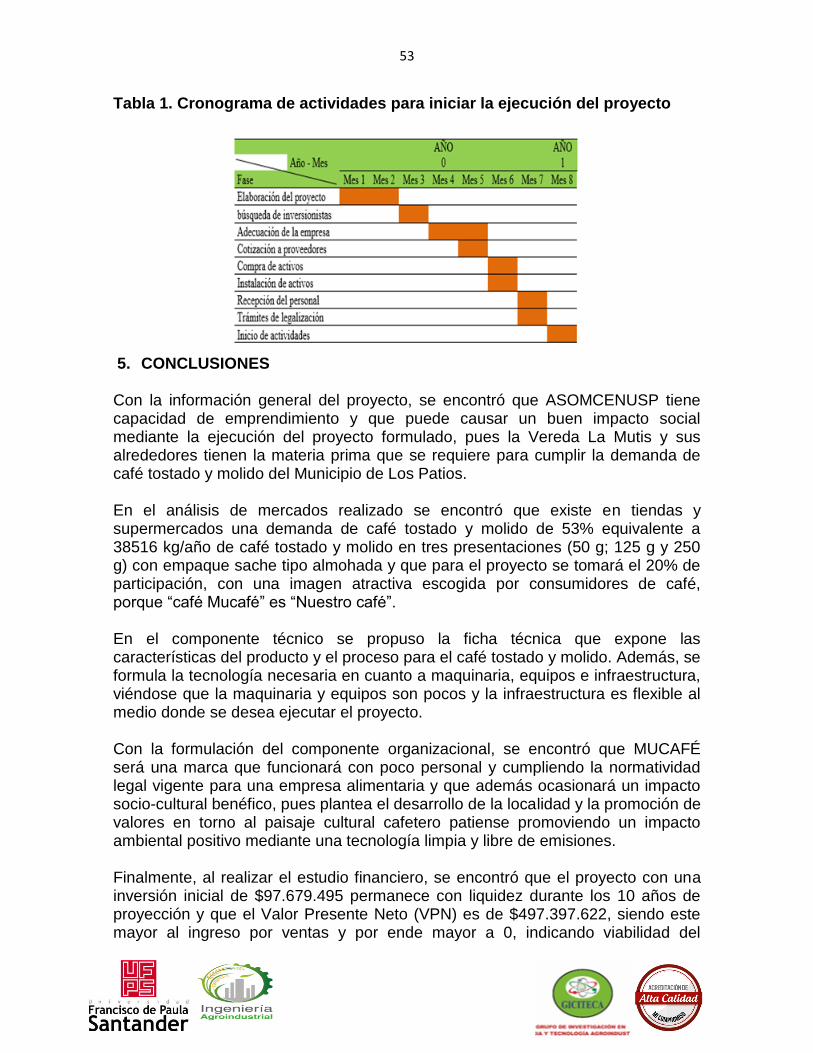
53
Tabla 1. Cronograma de actividades para iniciar la ejecución del proyecto
5. CONCLUSIONES Con la información general del proyecto, se encontró que ASOMCENUSP tiene capacidad de emprendimiento y que puede causar un buen impacto social mediante la ejecución del proyecto formulado, pues la Vereda La Mutis y sus alrededores tienen la materia prima que se requiere para cumplir la demanda de café tostado y molido del Municipio de Los Patios. En el análisis de mercados realizado se encontró que existe en tiendas y supermercados una demanda de café tostado y molido de 53% equivalente a 38516 kg/año de café tostado y molido en tres presentaciones (50 g; 125 g y 250 g) con empaque sache tipo almohada y que para el proyecto se tomará el 20% de participación, con una imagen atractiva escogida por consumidores de café, porque “café Mucafé” es “Nuestro café”. En el componente técnico se propuso la ficha técnica que expone las características del producto y el proceso para el café tostado y molido. Además, se formula la tecnología necesaria en cuanto a maquinaria, equipos e infraestructura, viéndose que la maquinaria y equipos son pocos y la infraestructura es flexible al medio donde se desea ejecutar el proyecto. Con la formulación del componente organizacional, se encontró que MUCAFÉ será una marca que funcionará con poco personal y cumpliendo la normatividad legal vigente para una empresa alimentaria y que además ocasionará un impacto socio-cultural benéfico, pues plantea el desarrollo de la localidad y la promoción de valores en torno al paisaje cultural cafetero patiense promoviendo un impacto ambiental positivo mediante una tecnología limpia y libre de emisiones. Finalmente, al realizar el estudio financiero, se encontró que el proyecto con una inversión inicial de $97.679.495 permanece con liquidez durante los 10 años de proyección y que el Valor Presente Neto (VPN) es de $497.397.622, siendo este mayor al ingreso por ventas y por ende mayor a 0, indicando viabilidad del
54
proyecto y con una Tasa Interna de Retorno (TIR) de 89.22%, la cual visualiza que está por encima de Tasa de Oportunidad (TIO = 20.84%), concluyendo que el proyecto es aceptable. 6. REFERENCIAS Alcaldía de Los Patios (2005). Plan de Desarrollo Municipal de los Patios Recuperado de: http://cdim.esap.edu.co/BancoMedios/Documentos%20PDF/pd%20- %20los%20patios%20n.%20santander%20%20generalidades%20(88%20p%C3%A1g.%20-%20318%20kb).pdf Café de Colombia. (2013). Variedad Castillo®: resistencia a la roya y a la CBD, adaptación a las regiones y calidad. Recuperado de: http://www.cafedecolombia.com/cci-fnc-es/index.php/comments/cci2-pnvariedad_ castillo/
55
ELABORACIÓN Y CARACTERIZACIÓN FISICOQUÍMICA DE LA HARINA DE BANANO BOCADILLO (MUSAAA SIMMONDS)
Dora Clemencia Villada Castillo1. Eddy Milena Gómez Hernández2. Paula Andrea Infante Castellanos2. 1. Docente Investigador. Grupo de Investigación en Ciencia y Tecnología Agroindustrial. (GICITECA). Universidad Francisco de Paula Santander. Cúcuta. Colombia. Correo electrónico: [email protected] 2. Joven Investigador. Grupo de Investigación en Ciencia y Tecnología Agroindustrial. (GICITECA). Universidad Francisco de Paula Santander. Cúcuta. Colombia. RESUMEN El banano bocadillo (MusaAA Simmonds) es producido en la Zona Andina y Orinoquia Colombiana. Su aprovechamiento agroindustrial ha sido poco y, las pérdidas de poscosecha son de 85% aproximadamente. El objetivo de la investigación fue evaluar las características fisicoquímicas de la harina banano bocadillo verde (HBBV) y evaluar su calidad con las harinas comerciales de plátano verde (HPV) y trigo (HT). El banano fue adquirido en Central de Abastos (CENABASTOS) Cúcuta. Los bananos se procesaron hasta obtener harina con una humedad 10+2%H y un tamaño de partícula de 212 micras. El rendimiento obtenido de la harina fue de 300g/kg de pulpa. Los resultados fisicoquímicos de la HBBV fueron 11,5 %H, 0.50% grasa, 3.075% cenizas, 10,49% Fibra, 3.5% proteína, 70,20% CHO disponibles por diferencia y 280 Kcal/100 g de valor calórico. Realizando una comparación proximal entre las harinas, se puede observar que la HBBV presento bajo contenido de grasa y proteína respecto a la HPV de 0,80% y 3.6% y HT con 4,6% y 8.9%. La fibra obtenida en la HBBV fue 13,50% inferior a la de HT con 31,0% y superior a la HPV con 12,40%, el valor calórico y carbohidratos de la HBBV respecto con HT es mayor con 2.80%, 60,20% menor con la HPV 3.14%, 71,1%, las HPV, HT contienen un menor % en cenizas al de la HBBV con 3.75%. Con estos resultados se puede concluir que, la HBBV puede ser una materia prima alternativa e interesante en el desarrollo de nuevos productos agroalimentarios por sus aportes nutricionales, especialmente en fibra y carbohidratos. Palabras Clave: Banano bocadillo, Carbohidratos, Fibra, Harina, Proteína.
1. INTRODUCION El bananito, (MusaAA Simmonds), también llamado banano bocadillo o “baby banana”. Presenta un sabor más dulce, por ser de menor tamaño y peso; oscila

56
entre los 10 y 12 cm. de longitud y los 20 a 40 gr, tiene una gran ventaja ya que es una fruta que se da todo el año y tiene grandes beneficios para la salud porque es rico en magnesio, potasio y hierro los cual es importante y vital para las personas con gran actividad física y para los niños activos, Ortega, et al. (2004). La producción de harinas se considera un proceso sencillo y de bajo costo que permite obtener productos con mejores características de almacenamiento, ya que, al eliminar un porcentaje alto de agua de la fruta, se disminuye la actividad acuosa (aw), no requiere la cadena del frío, puede aplicarse con el excedente de producción, permite el aprovechamiento de la fruta de rechazo, puede apoyar al control de la oferta y precio de la materia prima. Madrigal-Ambriz, L.V et al. (2008). El elevado contenido de almidón resistente, (en un rango de 79 a 95%), en los frutos verdes de banano y plátano, Pacheco-Delahaye & Testa. (2005), así como el conocimiento actual del impacto positivo sobre el estado de salud que se deriva de la ingestión de almidón resistente Dongowski et al., (2005), ha hecho que en las últimas décadas se haya incrementado el interés para determinar las propiedades físicas, químicas y funcionales de las harinas y almidón de banano, Bello-Pérez et al. (1999). Sin embargo, las investigaciones en este campo han sido principalmente con variedades tradicionalmente cultivadas como el plátano macho. En Colombia, Morales et al. (1998) hicieron un recuento histórico sobre muestras de harina de diferentes híbridos de musáceas para el Eje Cafetero y encontraron que la mayoría de trabajos se concentraron en esta región en particular, y no existen investigaciones sobre manejo poscosecha y producción de harina compuesta de las variedades cultivadas en esta zona del país. En el Norte de Santander la produccion total es del 21% del cual, presentando un 79% de perdida en poscosecha afectando directamente a productores y generando contaminación, Secretaria de Agricultura del N de S. (2015). Conforme a lo anterior, el objetivo de la investigación fue evaluar la harina precocida obtenida del banano bocadillo caracterizándola a nivel fisicoquímica y comparándola con dos harinas comerciales (plátano y trigo).
2. MATERIALES Y METODOS 2.1 Materia prima El banano bocadillo verde fue adquirido en la Central de Abastos (CENABASTOS) de Cúcuta (N de S). 2.1.2 Estandarización de la harina Los bananos bocadillo fueron lavados, desinfectados con hipoclorito a 200ppm por 3-5 min, escaldados a 80ºC por 3 min para evitar el pardeamiento enzimático, pelados tozados en rodajas de 3 a 5 mm. Las rodajas fueron sumergidas en luan solución de ácido cítrico al 0.3% por 3 min, escurridas, deshidratados en un horno de charolas a 50ºC por 4 hr hasta alcanzar una humedad de 10 a 12 %. La harina

57
se obtuvo pasando las rodajas deshidratas por un molino casero marca victoria motor eléctrico adaptado .el tamizado se realizó en una torre de tamizes marca ASTM, para obtener una harina con 212µ por 30 min. El empacado fue realizado en bolsas de polietileno de cierre hermético evitando que ingrese humedad del ambiente, y almacenado en un lugar fresco y seco para los posteriores análisis 2.1.3 Caracterización fisicoquímica Los análisis de humedad y cenizas se realizaron en los laboratorios Generales de Agroindustria de la Universidad Francisco de Paula Santander (UFPS) sede Los Patio (N de S) y grasa, proteínas, fibra, carbohidratos, valor calórico en el laboratorio de Quimiproyectos de la ciudad de Bucaramanga. Humedad. AOAC 925.10 (2000). Se determinó por desecación a 100°C durante 2 horas, hasta obtener un peso constante. Cenizas. Se determinó por el método AOAC 923.03 (2000). Por calcinación a 550°C por dos horas, hasta la obtención total de cenizas. Grasa bruta. Método AOAC 920.39 (2000). Método Soxhlet, con extracción discontinua con éter de petróleo, realizada la evaporación del solvente se registró el peso del extracto etéreo. Proteínas. Método AOAC 979.09 (2000) Método de Kjel-dahl, con tratamiento de ácido sulfúrico concentrado. Fibra dietaría total. Método AOAC 985.29 (2000) Método enzimático-gravimétrico se determina la fibra dietaría como el residuo indigerible por los sucesivos tratamientos enzimáticos. Carbohidratos. Cálculo por diferencia (se resta de 100 la suma de todos los macronutrientes, incluida la fibra dietaría, y la humedad). Valor calórico. Cálculo de kcal. Por 100 g. de porción comestible en crudo.
3. RESULTADOS Y DISCUCIONES 3.1 Composición proximal de la harina de banano bocadillo Los resultados fisicoquímicos obtenidos de la harina fueron realizados por triplicado y se muestran en la tabla 1.

58
Tabla 1. Caracterización de la harina banano bocadillo (g /100 g en base
seca).
Harina de banano bocadillo variedad (MusaAA Simmonds)
Composición fisicoquímica
Muestra (Nª días Cosecha)
Humedad
Cenizas
Proteínas
Grasa
Fibra dietética
Valor calórico
COH
5 11.5±3 3.75±0.04
3.5±0.14
0.50±0.2
12.50±0.19
2.80 60.20
7 10.9±2 3.73±0:03
3.4±0.11
0.48±0.1
12.45±0.16
2.75 60.13
9 10.03±2 3.69±0.02
3.3±0.10
0.47±0.08
12.42±0.14
2.72 59.12
Analizando los resultados reportados en la tabla 1, se puede concluir que hay cambios en su composición fisicoquímica, esto es debido a que a medida que trascurre el número de días de cosecha, su composición proximal respecto a de humedad, cenizas, proteínas, grasas, fibra dietética, valor calórico, carbohidratos van disminuyendo debido a los cambios fisiológicos que se presentan durante el proceso de maduración del fruto. Fernández, et al. (1979). 3.2 Comparación proximal de las harinas En la tabla 2. Se muestra la comparación fisicoquímica proximal de la HBBV con las HPV y HT. Se puede apreciar qué, el porcentaje de humedad en la HBBV con respecto a las harinas comerciales es mayor, probablemente porque en el contenido de agua en la pulpa aumenta no solo por la hidrólisis del almidón, sino también por el movimiento osmótico del agua de la cáscara hacia la pulpa. Fernández, et al. (1979). Analizando los resultados con lo reportado por Cardeñosa. (1955) se puede concluir que la fibra es mayor en frutos verdes y menor en frutos maduros, lo cual explica el contenido de fibra obtenido en la HBBV
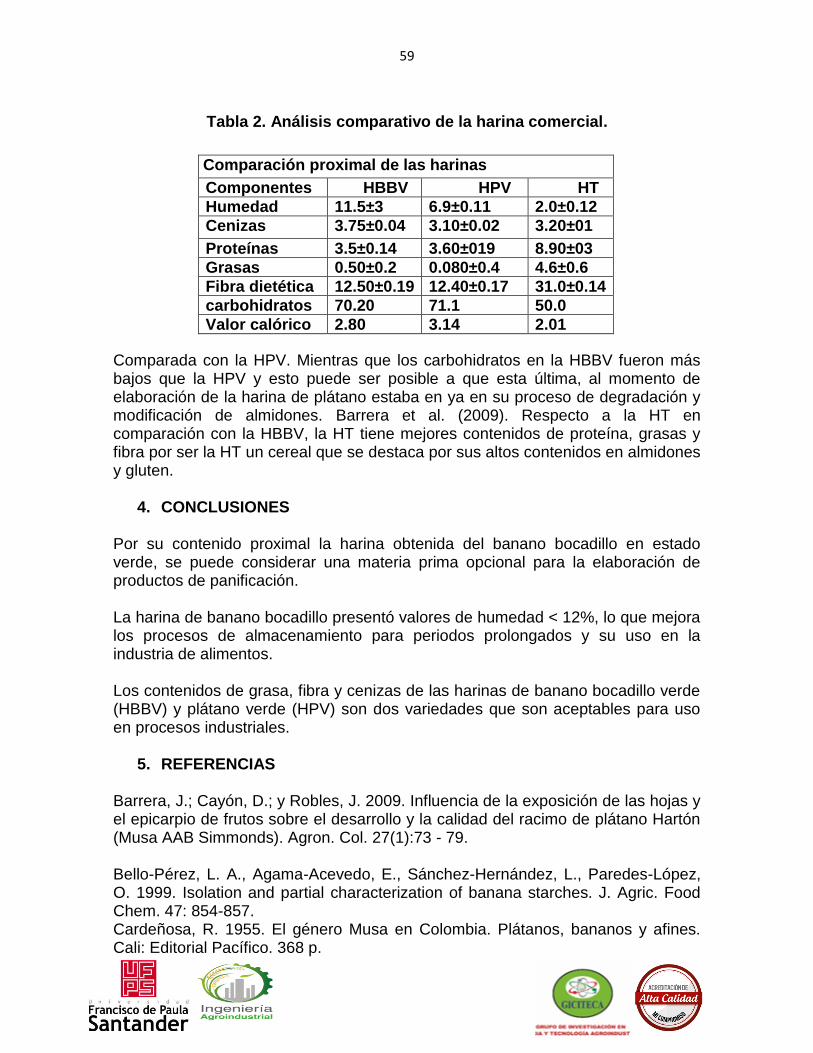
59
Tabla 2. Análisis comparativo de la harina comercial.
Comparada con la HPV. Mientras que los carbohidratos en la HBBV fueron más bajos que la HPV y esto puede ser posible a que esta última, al momento de elaboración de la harina de plátano estaba en ya en su proceso de degradación y modificación de almidones. Barrera et al. (2009). Respecto a la HT en comparación con la HBBV, la HT tiene mejores contenidos de proteína, grasas y fibra por ser la HT un cereal que se destaca por sus altos contenidos en almidones y gluten.
4. CONCLUSIONES Por su contenido proximal la harina obtenida del banano bocadillo en estado verde, se puede considerar una materia prima opcional para la elaboración de productos de panificación. La harina de banano bocadillo presentó valores de humedad < 12%, lo que mejora los procesos de almacenamiento para periodos prolongados y su uso en la industria de alimentos. Los contenidos de grasa, fibra y cenizas de las harinas de banano bocadillo verde (HBBV) y plátano verde (HPV) son dos variedades que son aceptables para uso en procesos industriales.
5. REFERENCIAS Barrera, J.; Cayón, D.; y Robles, J. 2009. Influencia de la exposición de las hojas y el epicarpio de frutos sobre el desarrollo y la calidad del racimo de plátano Hartón (Musa AAB Simmonds). Agron. Col. 27(1):73 - 79. Bello-Pérez, L. A., Agama-Acevedo, E., Sánchez-Hernández, L., Paredes-López, O. 1999. Isolation and partial characterization of banana starches. J. Agric. Food Chem. 47: 854-857. Cardeñosa, R. 1955. El género Musa en Colombia. Plátanos, bananos y afines. Cali: Editorial Pacífico. 368 p.
Comparación proximal de las harinas
Componentes HBBV HPV HT
Humedad 11.5±3 6.9±0.11 2.0±0.12
Cenizas 3.75±0.04 3.10±0.02 3.20±01
Proteínas 3.5±0.14 3.60±019 8.90±03
Grasas 0.50±0.2 0.080±0.4 4.6±0.6
Fibra dietética 12.50±0.19 12.40±0.17 31.0±0.14
carbohidratos 70.20 71.1 50.0
Valor calórico 2.80 3.14 2.01
60
Dongowski, G., Jacobash, G. & Schmiedl, D. 2005. Structural stability and prebiotic properties of resistant starch type 3 increase bile acid turnover and lower secondary bile acid formation. J. Agric. Food Chem. 53:9257-9267 Fernández, K. M.; Carvalo de V.D. and Calvidal, J. A. Research Note Physical changes during ripening of silver bananas. En: Journal of food science. 1979. Vol. 44. p. 1254, 1255. Luisa Fernanda Casallas Malaver (2012). Evaluación Del Análisis Fisicoquímico Del Banano Común (Musa sapientum l) Transformado Por Acción De La Levadura Cándida guilliermondii. Tesis de pregrado. Microbiología Industrial Y Nutrición Y Dietética Facultad De Ciencias Pontificia Universidad Javeriana Bogotá, D.C. p. 24. Madrigal-Ambriz, L.V et al (2008).Producción y Caracterización Físico-química de Harinas de Bananos FHIA-17, FHIA-23 y Plátano FHIA-20, para su incorporación en panificación. http://www.respyn.uanl.mx/especiales/2008/ee-08-2008/documentos/A048.pdf. Consultado en abril 2017. Morales, H.; Belalcázar, S.; y Cayón, D. G. 1998. Efecto de la época de cosecha sobre la composición fisicoquímica de los frutos en cuatro clones comerciales de musáceas. En: Postcosecha y Agroindustria del Plátano en el Eje Cafetero Colombia. CORPOICA, Universidad del Quindío,Asiplat, Comité Departamental de Cafeteros Quindío, Colciencias, FUDESCO. p. 59 - 70. Official Method of Analysis of AOAC International. 17th Edition. Washington DC, USA. Association of Official Analytical Chemists. (AOAC) 2000. Ortega, J., Marrugo, J.; y Alvis, A. 2004. Alternativa agroindustrial para el aprovechamiento de los excedentes de la producción de plátano en el Departamento de Córdoba. Universidad de Córdoba. Vicerrectoría Académica. Centro de Investigaciones – CIUC. p 85. Pacheco-Delahaye, E. & Testa, G. 2005. Evaluación nutricional, física y sensorial de panes de trigo y plátano verde. Interciencia, 30:300-304. Secretaria de Desarrollo Económico de Cúcuta. Gobernación Norte de Santander. Octubre 2015

61
EVALUAR EL EFECTO DEL ULTRASONIDO SOBRE LA EXTRACCION DEL
BETA–GLUCANO DE CEREALES (CEBADA, TRIGO Y ARROZ)
Yesika Neira Hurtado1. Yury Florelba Suarez Ortiz2. 1. Facultad de Ciencias Agrarias y del Ambiente, Universidad Francisco De Paula Santander, [email protected] 2. Facultad de Ciencias Agrarias y del Ambiente, Universidad Francisco De Paula Santander, [email protected] RESUMEN Los Beta-glucanos son polímeros de glucosa (polisacáridos) de elevado peso molecular que se encuentran en forma na¬tural en la pared celular (endospermo) de diversos organismos vivos como bacterias, levaduras, hongos y plantas (cereales como avena, trigo, arroz y cebada). Además, antecedentes científicos aseguran que su consumo se asociaría a efectos beneficiosos para la salud del ser humano como la disminución de la concentración plasmática de colesterol total y la reducción del índice glicémico de los alimentos que lo incluyen, entre otros beneficios. El objetivo de este proyecto era evaluar el efecto del ultrasonido sobre la extracción de beta-glucanos en los cereales (cebada, trigo y arroz) y la cantidad de beta-glucanos que habían en cada cereal para así poder comparar cuál de ellos tenía mayor concentración de acuerdo a las variables de temperatura y tiempo, en la cual se obtuvo como resultado que el tratamiento 8 con una temperatura de 40 °C y un tiempo de 30 min, el cual fue óptimo para la cebada y el arroz, con unas concentraciones de 0,0945854 µ/ml y 0,0734821 µ/ml respectivamente. Por otro lado el trigo tuvo una concentración de 0,0047656 µ/ml a una temperatura de 20 °C y tiempo de 10 min, siendo la de menor cantidad en los 3 cereales. A comparación de la muestra control que no se aplicó ultrasonido los resultados fueron concentraciones muy mininas de beta-glucanos lo cual comprueba que la asistencia del ultrasonido en la extracción influyo notablemente en el proceso. Palabras Clave: beta-glucanos, cereales, ultrasonido, concentración
1. INTRODUCCION La importancia de la fibra dietética como parte de una dieta equilibrada para la salud del ser humano está amplia¬mente reconocida. Los β-glucanos son un tipo de fibra soluble para los cuales se han propuesto efectos sobre la glicemia, los niveles de insulinemia, el colesterol y la inmunidad. Cereales como la cebada y la avena son reconocidos como buenas fuentes de β-glucanos pero también se pueden encontrar en algas y hongos. Asimismo, sus propiedades parecen estar relacionadas con su peso molecular, estructura química y características

62
reológicas, las cuales pueden variar según el origen del β-glucano. En los cereales, los β-glucanos se encuentran concentra¬das en las paredes celulares del endospermo, cuyo desarrollo es dependiente de las condiciones geoclimáticas; estas, por lo tanto, inciden en el contenido de Beta-glucano del cereal. En esta investigación se extrajo beta-glucanos de los cereales (cebada, trigo y arroz) teniendo una muestra control y nueve tratamientos que fueron asistidos por el ultrasonido, con unas variables de temperatura de (20, 40 y 60°C) y tiempo (10, 20, 30 min). La extracción fue llevaba a cabo con el método químico de Wood et al., (1978) con algunas modificaciones de Din et al., (2011) y las aplicadas en este trabajo de investigación, y en la cuantificación se utilizó el método químico de Dubois et al, 1956) todo lo anterior con el fin de evaluar el efecto del ultrasonido para la extracción y así poder comparar la concentración de beta-glucanos que hay en los tres cereales de acuerdo a los diez tratamientos estudiados. Las tecnologías emergentes o verdes, son de gran importancia en la industria alimentaria ya que ellas nos permiten reducir el efecto contaminante en el medio ambiente. Por tanto, el ultrasonido pertenece a este grupo, es una tecnología emergente que, recientemente, ha sido estudiada para propósitos de inactivación microbiana y enzimática, pero que durante años ha sido objeto de investigación en la industria de alimentos, especialmente, en el tema de control de calidad. Adicionalmente, el ultrasonido, por su capacidad para destruir paredes y membranas biológicas, se considera una tecnología promisoria tanto para la destrucción de microorganismos a temperaturas de procesamiento inferiores a las utilizadas durante la esterilización, como para acompañar otras tecnologías de proceso como lo son la extracción, las altas presiones, la pasteurización, entre otras. Se ha encontrado que la extracción asistida por ultrasonido es más eficiente que los métodos de extracción tradicionales, y más económica y sencilla que los métodos de extracción no tradicionales como la extracción asistida por microondas.
2. METODOLOGIA La realización de este proyecto se llevó a cabo en la Universidad Francisco De Paula Santander, sede Campos Elíseos, donde el proceso se ejecutó en los laboratorios de suelos, microbiología y biotecnología. El presente proyecto de investigación se ejecutó de forma aplicada y cuasi-experimental puesto que se evaluó el efecto que tiene el ultrasonido en la extracción de cereales (cebada, trigo y arroz), por consiguiente se cuantifico el contenido de beta-glucano con el método químico de Dubois 1956, que se extrajo por el método de Wood et al., (1978) con algunas modificaciones de Din et al., (2011), y la comparación de la concentración de beta-glucano obtenido en cada cereal (cebada, trigo y arroz).

63
2.1 Extracción de beta-glucano por el método de wood.
Moler los granos. Se deben moler los granos de cebada, trigo y arroz, hasta que se obtenga un diámetro de 2 mm por grano molido. Pesar la muestra. Se debe pesar 80 gramos de cada uno de los cereales utilizados (cebada, trigo y arroz). Preparar las suspensiones. Los 80 gramos de cada cereal se mezclan con 200ml de agua destilada al 40%. Se toman 10ml de cada suspensión de cereal y una muestra control. Aplicar el ultrasonido. Se empleara un equipo Branson 1510 (40 KHz) y como medio de transmisión agua desionizada. El tratamiento de ultrasonido se llevara a cabo a temperatura de 20, 40, 60 ºC durante 10, 20 y 30 minutos, dando lugar a nueve tratamientos diferentes de ultrasonido de cada muestra de los cereales cebada, trigo y arroz (tabla 1). Refrigerar. Las muestras se guardan en refrigeración (5 ± 2 ºC). Ajustar el pH a 10 con Na2CO3 (20% v/w). Para reducir el pH a 10 se aplica carbonato de sodio (Na2CO3) a (20% v/w) Y se agita vigorosamente durante 30 minutos a temperatura ambiente. Centrifugar. La mezcla se centrifugo a 1500 rpm a una temperatura de 4ºC por 15 minutos Ajustar el pH del sobrante. El sobrenadante se ajustó a un pH de 4.5 con HCL 2M Centrifugar. Se volvió a centrifugar durante 20 minutos a 2100 rpm a una temperatura de 4 °C. Se separó la proteína precipitada la cual se desechó. Se precipito el β-glucano. Se precipito el beta-glucano añadiendo un volumen igual de etanol (95%) al sobrenadante con una agitación suave. Centrifugar. El precipitado se recuperó por centrifugación a 3300 rpm durante 10 minutos, dejándolo reposar toda la noche en un desecador al vacío. Extraer el β-glucano. El beta-glucano extraído se almaceno. Tabla 1. Tratamientos con ultrasonido para las suspensiones de las harinas de los cereales.
TRATAMIENTO ULTRASONIDO(KHz) TEMPERATURA
ºC TIEMPO (minutos)
1 40 20 10
2 40 40 10
3 40 60 10
4 40 20 20
5 40 40 20
6 40 60 20
7 40 20 30
8 40 40 30
9 40 60 30
64
2.2 Cuantificación del beta-glucano por el método de dubois. Se preparó la muestra patrón (glucosa), partiendo de 0.01% que indica que por cada 0,1 g de glucosa se debe agregar 1000 ml de agua destilada (0,1/1000 ml). Posterior a ello se tomaron alícuotas (pequeñas muestras) para 8 tubos de ensayos que serán el total de las muestras a diferentes concentraciones. Cada tubo debe completar 1.0 ml entre la muestra patrón y agua destilada. La relación va de la siguiente manera: 0.1 ml de muestra patrón se complementa con 0.9 ml de agua destilada. 0.2 ml de muestra patrón se complementa con 0.8 ml de agua destilada. 0.3 ml de muestra patrón se complementa con 0.7 ml de agua destilada. 0.4 ml de muestra patrón se complementa con 0.6 ml de agua destilada. 0.5 ml de muestra patrón se complementa con 0.5 ml de agua destilada. 0.6 ml de muestra patrón se complementa con 0.4 ml de agua destilada. 0.7 ml de muestra patrón se complementa con 0.3 ml de agua destilada. 0.8 ml de muestra patrón se complementa con 0.2 ml de agua destilada. Una vez los tubos contienen la muestra, se debe adicionar la solución de fenol al 5% y el ácido sulfúrico concentrado. El fenol se encuentra en estado sólido, se diluyó en agua destilada para obtener fenol al 5%. Posteriormente se agregó 1.0 ml de fenol a cada tubo de ensayo, después se procedió a agregar 5.0 ml de ácido sulfúrico concentrado (H2SO4), éste se debe realizar lentamente; la combinación de estos químicos produce un aumento de temperatura y reacciona generando el color amarillo-naranja. Los tubos de ensayo se dejan en reposo por 5 minutos, para luego introducirlo en un recipiente con agua a temperatura ambiente durante 10 minutos, se saca del agua y se agita durante 30 segundos, para su posterior lectura en el espectrofotómetro. Por otro lado se empleó el blanco, como su nombre lo indica es una solución que contiene 1.0 ml agua destilada, 1.0 ml de fenol y 5.0 ml de ácido sulfúrico depositado en un tubo de ensayo, este tubo se introduce en un recipiente con agua a temperatura ambiente por 10 minutos. Pasado este tiempo se saca y se agita para depositarlo en la celda del espectrofotómetro. Este blanco, permite calibrar el espectrofotómetro. Es decir, el procedimiento se basa en agregar la solución contenida en el tubo a la celda del espectrofotómetro y programar la longitud de onda a 490 nm. Este proceso arroja un número que me indica la lectura del blanco, seguidamente se calibra el espectrofotómetro a absorbancia igual a cero, ósea 100% de transmitancia. Con el equipo calibrado se procede a leer la absorbancia de los tubos de ensayo con la muestra patrón. Para iniciar el proceso de lectura se debe realizar una limpieza de la celda del espectrofotómetro, que se realiza agregando agua destilada. Se procede al alistamiento de los tubos de ensayo que contienen la muestra patrón a diferentes concentraciones.
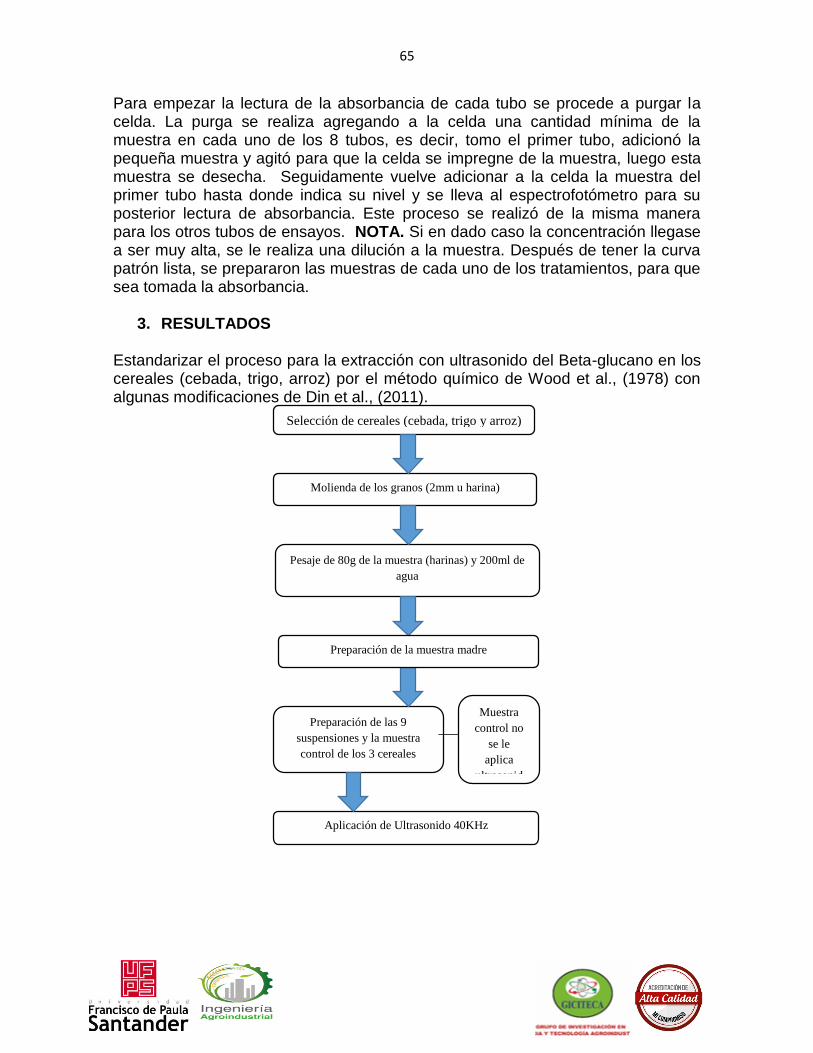
65
Para empezar la lectura de la absorbancia de cada tubo se procede a purgar la celda. La purga se realiza agregando a la celda una cantidad mínima de la muestra en cada uno de los 8 tubos, es decir, tomo el primer tubo, adicionó la pequeña muestra y agitó para que la celda se impregne de la muestra, luego esta muestra se desecha. Seguidamente vuelve adicionar a la celda la muestra del primer tubo hasta donde indica su nivel y se lleva al espectrofotómetro para su posterior lectura de absorbancia. Este proceso se realizó de la misma manera para los otros tubos de ensayos. NOTA. Si en dado caso la concentración llegase a ser muy alta, se le realiza una dilución a la muestra. Después de tener la curva patrón lista, se prepararon las muestras de cada uno de los tratamientos, para que sea tomada la absorbancia.
3. RESULTADOS Estandarizar el proceso para la extracción con ultrasonido del Beta-glucano en los cereales (cebada, trigo, arroz) por el método químico de Wood et al., (1978) con algunas modificaciones de Din et al., (2011).
Selección de cereales (cebada, trigo y arroz)
Molienda de los granos (2mm u harina)
Pesaje de 80g de la muestra (harinas) y 200ml de
agua
Preparación de las 9
suspensiones y la muestra
control de los 3 cereales
Aplicación de Ultrasonido 40KHz
Muestra
control no
se le
aplica
ultrasonid
Preparación de la muestra madre

66
Figura 1. Diagrama de flujo del proceso químico para la extracción de beta-glucanos.químico para la extracción de beta-glucanos. Se eligió el betag-lucano para ser extraído, porque es un compuesto que trae muchos beneficios a la salud ya que, es un tipo de fibra soluble que juega un papel importante en la reducción del colesterol, entre otras ventajas. De acuerdo con World's Healthiest Foods, se adhiere a los ácidos biliares y los excreta del cuerpo en forma de heces. Cuando estos ácidos biliares, que son generados por el hígado usando las reservas corporales de colesterol, son expulsados del cuerpo, se requiere que el hígado utilice más colesterol con el fin de hacer nuevos ácidos biliares. De esta manera, los niveles de colesterol del cuerpo se pueden disminuir. Siendo así, de suma importancia en la salud humana ya que se encarga de combatir cierto tipo de enfermedades degenerativas.
67
En el transcurso de la realización del método de Wood, se hicieron algunas modificaciones ya que afectaban la eficiencia del proceso. Según la teoría de Wood, se debían macerar en un mortero los granos de cereal (cebada, trigo, arroz) pero debido al grosor y resistencia del grano, se utilizó una licuadora para que la muestra se moliera y así se obtuvo harina de una manera rápida y un grano molido de 2mm de diámetro aproximadamente, todo esto para que la harina de cebada, trigo y arroz se pudiera disolver completamente en agua. Las suspensiones fueron llevadas al 40% para hacerlas más concentradas ya que al realizar varios intentos la cantidad de betaglucano obtenida era mínima. También fue cambiada la cantidad inicial de suspensión a extraer de cada cereal, porque al introducirla al ultrasonido se lograba perder cierta cantidad y no favorecía para el resto del proceso, por tal motivo se tomaron 10ml de suspensión. La temperatura de 10ºC en los tratamientos 1,4 y 7 acordada al principio para la aplicación de ultrasonido, fue cambiada ya que, se destemplaban las paredes del ultrasonido porque este, no soporta bajas temperaturas. Sin embargo también hubo la necesidad de cambiar la temperatura en la agitación propuesta por el método, ya que con 45ºC reducía en gran cantidad el volumen de la muestra por la temperatura alta a largo tiempo y más que está en continua agitación; por consiguiente no alcanzaba para los procesos previos. Por otro lado, se estandarizo la agitación magnética a 300 rpm. También en el proceso de primer y segundo centrifugado no se pudieron manejar altas revoluciones ya que los laboratorios no disponían de equipos con esas especificaciones. A medida que se fue realizando el proceso de extracción a las muestras de cada cereal, se fueron creando incógnitas que ameritaron analizar y buscar respuesta. Por tanto se decide realizar prueba de proteína y almidón a las muestras. Lo anterior con el fin de comprobar dos situaciones: 1. Si el ultrasonido eliminaba totalmente el almidón y las proteínas. 2. Si en lo que se desechaba después de los centrifugados habían aun, residuos de proteína. De acuerdo al método de Wood, en el segundo centrifugado se desecha la proteína, quisimos saber si la teoría era cierta y utilizamos la prueba de biuret la cual dio negativa, esto quiere decir que el proceso de centrifugado separa muy bien los componentes los cuales se pueden eliminar fácilmente y más si se han realizado dos centrifugados consecutivos. También se le realizo la prueba de biuret a las muestras después de la aplicación del ultrasonido para verificar que este no influía en tal proceso, y dio positivo para proteína, comprobando que el ultrasonido no alcanza a eliminar totalmente este componente. Delgado en el 2011, asegura que la aplicación del ultrasonido elimina totalmente el almidón, ya que el mecanismo de acción de la cavitación genera burbujas que a cierta temperatura colapsan debido al efecto de vibración. El ultrasonido hace una cocción primera la cual gelatiniza primero el almidón y aumenta considerablemente la temperatura los puntos internos, tanto así que se estallan las
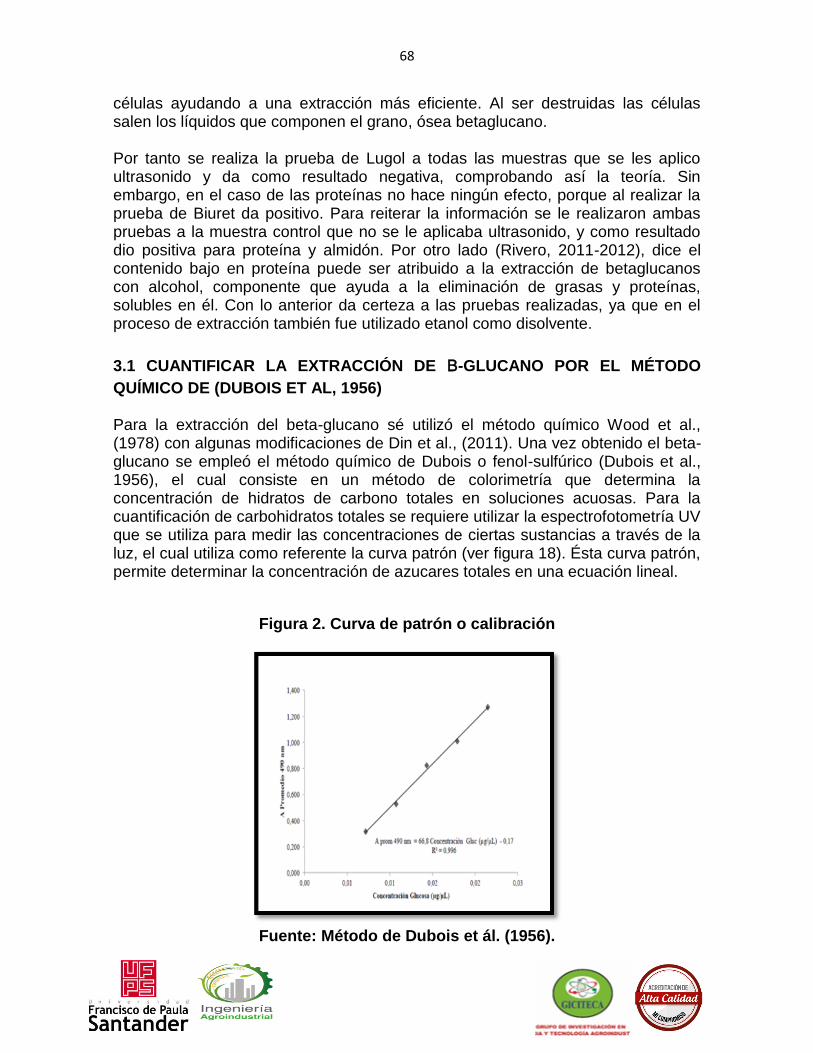
68
células ayudando a una extracción más eficiente. Al ser destruidas las células salen los líquidos que componen el grano, ósea betaglucano. Por tanto se realiza la prueba de Lugol a todas las muestras que se les aplico ultrasonido y da como resultado negativa, comprobando así la teoría. Sin embargo, en el caso de las proteínas no hace ningún efecto, porque al realizar la prueba de Biuret da positivo. Para reiterar la información se le realizaron ambas pruebas a la muestra control que no se le aplicaba ultrasonido, y como resultado dio positiva para proteína y almidón. Por otro lado (Rivero, 2011-2012), dice el contenido bajo en proteína puede ser atribuido a la extracción de betaglucanos con alcohol, componente que ayuda a la eliminación de grasas y proteínas, solubles en él. Con lo anterior da certeza a las pruebas realizadas, ya que en el proceso de extracción también fue utilizado etanol como disolvente.
3.1 CUANTIFICAR LA EXTRACCIÓN DE Β-GLUCANO POR EL MÉTODO
QUÍMICO DE (DUBOIS ET AL, 1956) Para la extracción del beta-glucano sé utilizó el método químico Wood et al., (1978) con algunas modificaciones de Din et al., (2011). Una vez obtenido el beta-glucano se empleó el método químico de Dubois o fenol-sulfúrico (Dubois et al., 1956), el cual consiste en un método de colorimetría que determina la concentración de hidratos de carbono totales en soluciones acuosas. Para la cuantificación de carbohidratos totales se requiere utilizar la espectrofotometría UV que se utiliza para medir las concentraciones de ciertas sustancias a través de la luz, el cual utiliza como referente la curva patrón (ver figura 18). Ésta curva patrón, permite determinar la concentración de azucares totales en una ecuación lineal.
Figura 2. Curva de patrón o calibración
Fuente: Método de Dubois et ál. (1956).

69
3.2 LA GLUCOSA COMO ELEMENTO FUNDAMENTAL PARA ESTABLECER LA CURVA PATRÓN. La glucosa es un monosacárido que se hallan en los alimentos, la agrupación de monosacáridos conforma un polisacárido, este polisacárido es un Beta-glucano. Todos los azúcares como oligosacáridos y polisacáridos pueden ser determinados, a través de la reacción bajo hidrólisis ácida que producen monosacáridos. La forma en que procede la reacción no es estequiometrica y depende de la estructura del azúcar, por lo tanto se realiza una curva patrón (Nielsen, 1998). A continuación se explica cómo reacciona un polisacárido en medio acido, figura 3.
Figura 3. Reacción química no estequiometrica del método Fenol-Sulfúrico
En conclusión esta reacción química que ocurre, depende de la deshidratación de sacáridos derivados de hidrolisis a furfural (aldosas) y de 5-hidroximetilfurfural (cetosas) en medio fuertemente ácido y deshidratantes, condición proporcionada por el ácido sulfúrico, que en medio ácido se protona generando un carbocatión que reacciona con el fenol presente en el medio formando un compuesto resonante que absorbe a 490nm. El derivado formado entra en procesos de protonación/ desprotonacion debido al medio ácido y es reconocido por el fenol en exceso, presente en el medio, formándose el color amarillo/naranja. Solo los azucares o compuestos que forman este tipo de derivados de furfural pueden ser determinados con esta técnica (Jiménez et al., 2008).
3.3 Resultado de la elaboración de la curva patrón En un comienzo se pretendió duplicar las muestras de cada uno de los 8 tubos de ensayo, con el propósito de lograr mayor cantidad de solución y poder realizar tres posibles lecturas, para promediar y ser más asertivos en los resultados. Este fundamento no tuvo sustento debido que los resultados por colorimetría no fueron evidentes con relación a los establecidos por Dubois. Apoyados en estos

70
resultados se reafirma emplear el método químico de Dubois para la cuantificación de beta-glucanos de los cereales cebada, trigo y arroz sin duplicar las muestras. Posterior a esto se elaboró la curva patrón establecida en el plano cartesiano donde la abscisa es el equivalente a la concentración y la ordenada es el equivalente a la absorbancia. La grafica se obtuvo al ingresar los datos de concentración que llamamos (X) y la absorbancia (Y) se establece la ecuación para el cálculo (en Microsoft Excel), arrojando la pendiente e intersecto para hallar la concentración de cada uno de los tratamientos en los cereales (cebada, trigo y arroz) multiplicado por el factor de dilución en caso de que se halla hecho. A continuación se muestran los resultados utilizados para la gráfica de la curva patrón.
Tabla 2. Concentración Vs Absorbancia
En la siguiente figura 4, se muestra el resultado obtenido de la curva patrón realizado con la glucosa.
PENDIENTE 6776,190
INTERSECTO 0,163571
X (CONCENTRACION)
Y (ABSORBANCIA)
0,00001 0,238
0,00002 0,293
0,00003 0,360
0,00004 0,430
0,00005 0,514
0,00006 0,573
0,00007 0,640
0,00008 0,700
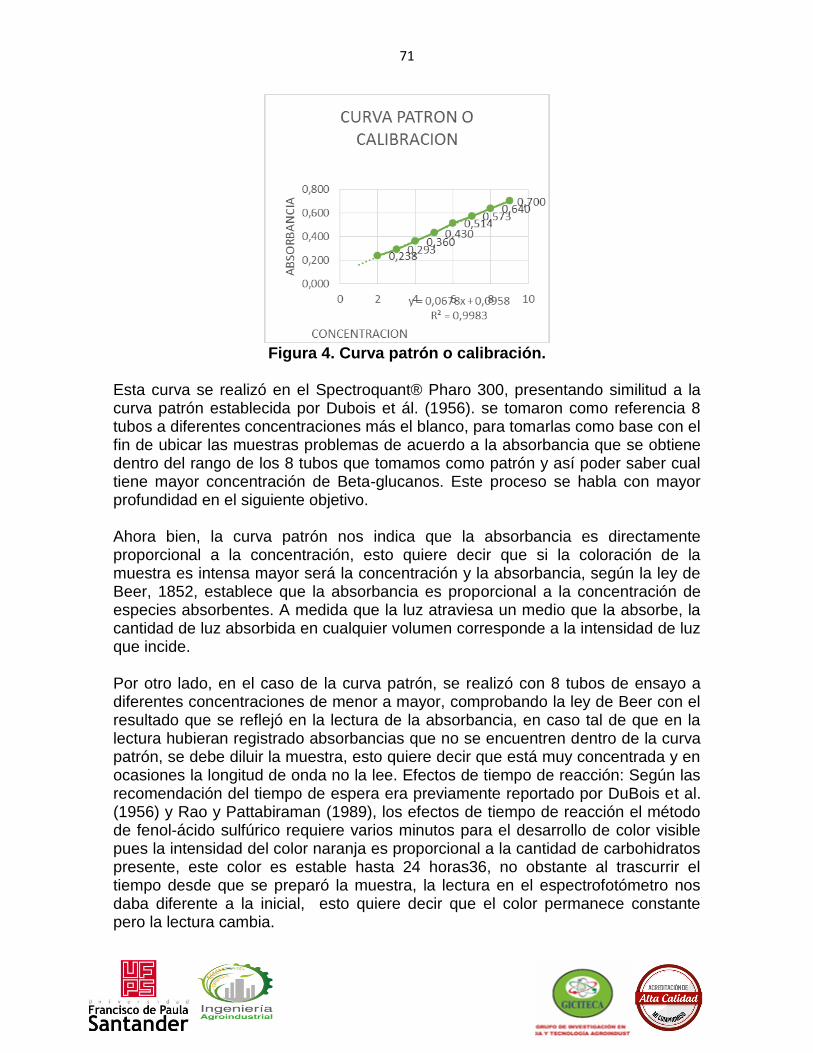
71
Figura 4. Curva patrón o calibración.
Esta curva se realizó en el Spectroquant® Pharo 300, presentando similitud a la curva patrón establecida por Dubois et ál. (1956). se tomaron como referencia 8 tubos a diferentes concentraciones más el blanco, para tomarlas como base con el fin de ubicar las muestras problemas de acuerdo a la absorbancia que se obtiene dentro del rango de los 8 tubos que tomamos como patrón y así poder saber cual tiene mayor concentración de Beta-glucanos. Este proceso se habla con mayor profundidad en el siguiente objetivo. Ahora bien, la curva patrón nos indica que la absorbancia es directamente proporcional a la concentración, esto quiere decir que si la coloración de la muestra es intensa mayor será la concentración y la absorbancia, según la ley de Beer, 1852, establece que la absorbancia es proporcional a la concentración de especies absorbentes. A medida que la luz atraviesa un medio que la absorbe, la cantidad de luz absorbida en cualquier volumen corresponde a la intensidad de luz que incide. Por otro lado, en el caso de la curva patrón, se realizó con 8 tubos de ensayo a diferentes concentraciones de menor a mayor, comprobando la ley de Beer con el resultado que se reflejó en la lectura de la absorbancia, en caso tal de que en la lectura hubieran registrado absorbancias que no se encuentren dentro de la curva patrón, se debe diluir la muestra, esto quiere decir que está muy concentrada y en ocasiones la longitud de onda no la lee. Efectos de tiempo de reacción: Según las recomendación del tiempo de espera era previamente reportado por DuBois et al. (1956) y Rao y Pattabiraman (1989), los efectos de tiempo de reacción el método de fenol-ácido sulfúrico requiere varios minutos para el desarrollo de color visible pues la intensidad del color naranja es proporcional a la cantidad de carbohidratos presente, este color es estable hasta 24 horas36, no obstante al trascurrir el tiempo desde que se preparó la muestra, la lectura en el espectrofotómetro nos daba diferente a la inicial, esto quiere decir que el color permanece constante pero la lectura cambia.
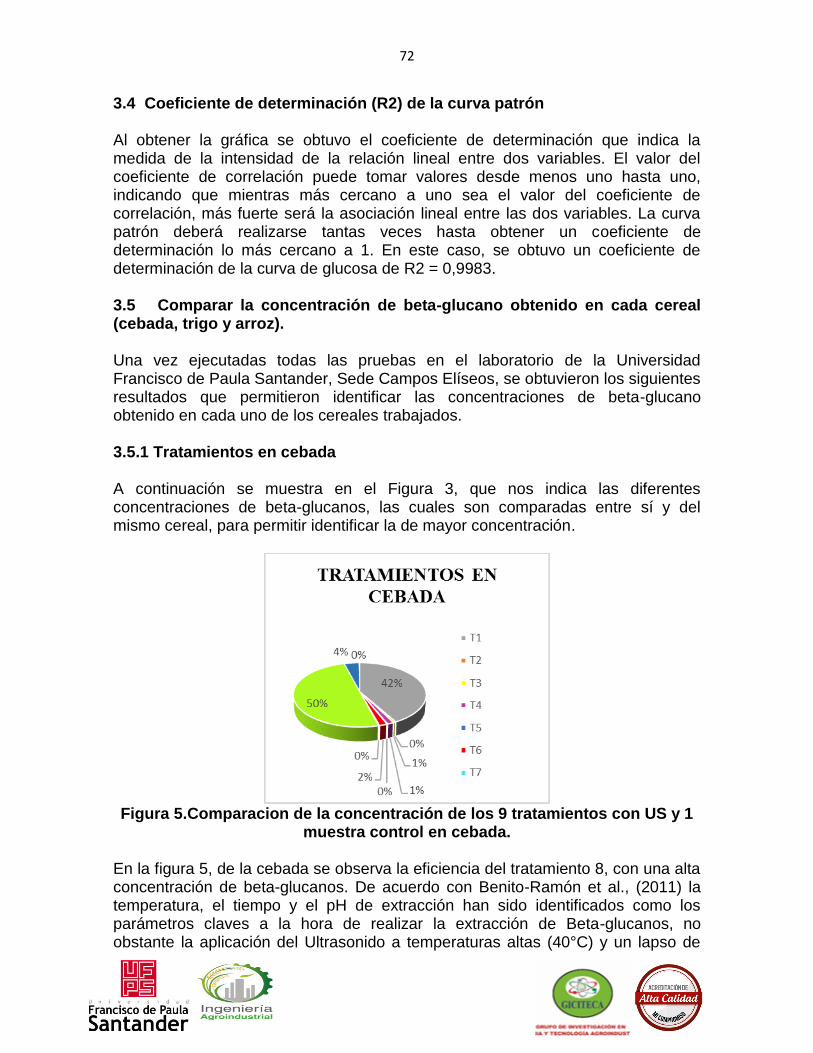
72
3.4 Coeficiente de determinación (R2) de la curva patrón Al obtener la gráfica se obtuvo el coeficiente de determinación que indica la medida de la intensidad de la relación lineal entre dos variables. El valor del coeficiente de correlación puede tomar valores desde menos uno hasta uno, indicando que mientras más cercano a uno sea el valor del coeficiente de correlación, más fuerte será la asociación lineal entre las dos variables. La curva patrón deberá realizarse tantas veces hasta obtener un coeficiente de determinación lo más cercano a 1. En este caso, se obtuvo un coeficiente de determinación de la curva de glucosa de R2 = 0,9983. 3.5 Comparar la concentración de beta-glucano obtenido en cada cereal (cebada, trigo y arroz). Una vez ejecutadas todas las pruebas en el laboratorio de la Universidad Francisco de Paula Santander, Sede Campos Elíseos, se obtuvieron los siguientes resultados que permitieron identificar las concentraciones de beta-glucano obtenido en cada uno de los cereales trabajados. 3.5.1 Tratamientos en cebada A continuación se muestra en el Figura 3, que nos indica las diferentes concentraciones de beta-glucanos, las cuales son comparadas entre sí y del mismo cereal, para permitir identificar la de mayor concentración.
Figura 5.Comparacion de la concentración de los 9 tratamientos con US y 1
muestra control en cebada.
En la figura 5, de la cebada se observa la eficiencia del tratamiento 8, con una alta concentración de beta-glucanos. De acuerdo con Benito-Ramón et al., (2011) la temperatura, el tiempo y el pH de extracción han sido identificados como los parámetros claves a la hora de realizar la extracción de Beta-glucanos, no obstante la aplicación del Ultrasonido a temperaturas altas (40°C) y un lapso de
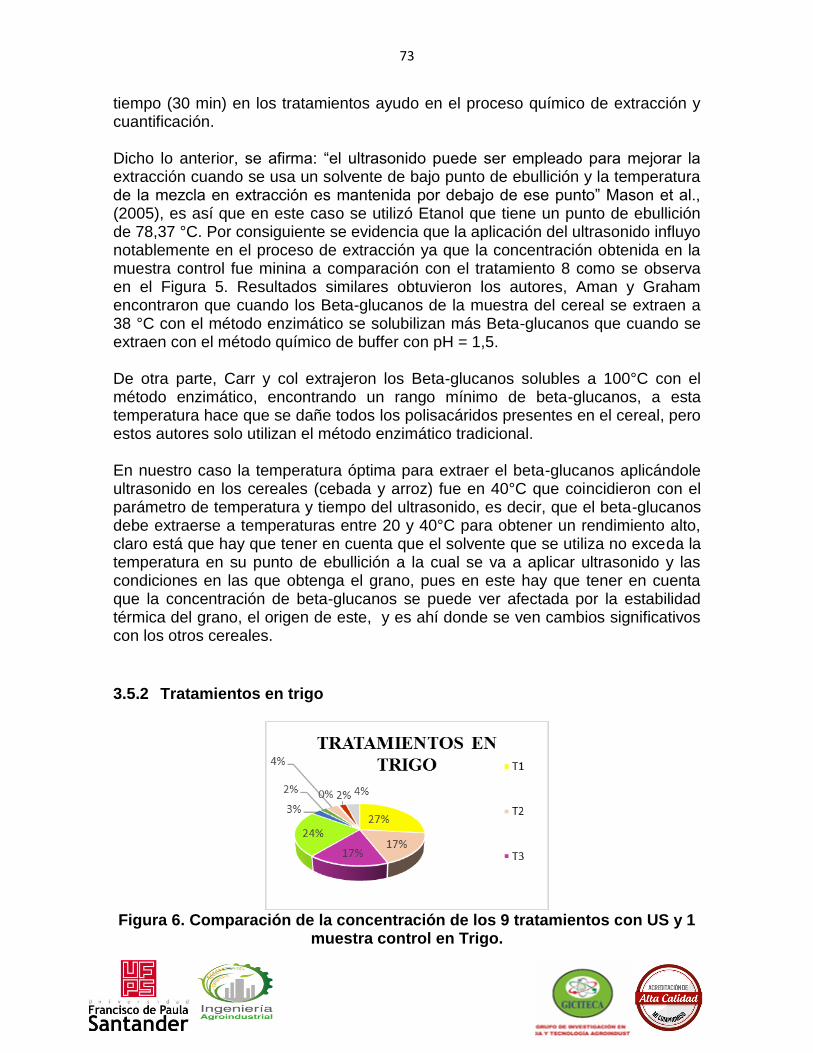
73
tiempo (30 min) en los tratamientos ayudo en el proceso químico de extracción y cuantificación. Dicho lo anterior, se afirma: “el ultrasonido puede ser empleado para mejorar la extracción cuando se usa un solvente de bajo punto de ebullición y la temperatura de la mezcla en extracción es mantenida por debajo de ese punto” Mason et al., (2005), es así que en este caso se utilizó Etanol que tiene un punto de ebullición de 78,37 °C. Por consiguiente se evidencia que la aplicación del ultrasonido influyo notablemente en el proceso de extracción ya que la concentración obtenida en la muestra control fue minina a comparación con el tratamiento 8 como se observa en el Figura 5. Resultados similares obtuvieron los autores, Aman y Graham encontraron que cuando los Beta-glucanos de la muestra del cereal se extraen a 38 °C con el método enzimático se solubilizan más Beta-glucanos que cuando se extraen con el método químico de buffer con pH = 1,5. De otra parte, Carr y col extrajeron los Beta-glucanos solubles a 100°C con el método enzimático, encontrando un rango mínimo de beta-glucanos, a esta temperatura hace que se dañe todos los polisacáridos presentes en el cereal, pero estos autores solo utilizan el método enzimático tradicional. En nuestro caso la temperatura óptima para extraer el beta-glucanos aplicándole ultrasonido en los cereales (cebada y arroz) fue en 40°C que coincidieron con el parámetro de temperatura y tiempo del ultrasonido, es decir, que el beta-glucanos debe extraerse a temperaturas entre 20 y 40°C para obtener un rendimiento alto, claro está que hay que tener en cuenta que el solvente que se utiliza no exceda la temperatura en su punto de ebullición a la cual se va a aplicar ultrasonido y las condiciones en las que obtenga el grano, pues en este hay que tener en cuenta que la concentración de beta-glucanos se puede ver afectada por la estabilidad térmica del grano, el origen de este, y es ahí donde se ven cambios significativos con los otros cereales.
3.5.2 Tratamientos en trigo
Figura 6. Comparación de la concentración de los 9 tratamientos con US y 1
muestra control en Trigo.

74
En la Figura 6, se observa que la mayor concentración de beta-glucano para el trigo se dio en el tratamiento 1 cuya temperatura fue de 20°C y un tiempo de 10 min. Esto nos enseña que la estructura del grano trigo es más susceptible a las temperaturas del ultrasonido que se necesitan para obtener beta-glucanos. En el trigo se necesitó menor temperatura y menor tiempo a diferencia de las que se aplicaron en los tratamientos de arroz y cebada, que fueron expuestas a mayor temperatura y mayor tiempo, y esto se debe posiblemente al factor genético que es considerado más importante que las condiciones medioambientales en la concentración de Beta-glucanos. En este caso del grano del trigo posiblemente el grosor de sus paredes celulares ayudo en la extracción, ya que como dice (Moreano, 2001) El mayor grosor de las paredes celulares, como las del endospermos sub–aleuronico de muchos cultivares, ejerce una mayor resistencia a la extracción. 3.5.3 Tratamientos en arroz
Figura 5. Comparación de la concentración de los 9 tratamientos con US y 1 muestra control en Arroz.
En la Figura 5, la mayor concentración de beta-glucanos se observa en el tratamiento 8, cuya temperatura fue de 40 °C y un tiempo de 30 min. Esto indica, que la extracción del betaglucano es notable cuando el cereal es sometido al ultrasonido en una cantidad de tiempo prudente de 30 minutos, a comparación de los otros tratamientos que trabajaron con menores tiempos. La extracción acuosa a 65 °C de los Beta-glucanos no es muy efectiva y, aunque rompe algunos enlaces covalentes cruzados con la pared celular, no rompe los enlaces proteína- Beta-glucano, haciéndolos inaccesibles a la enzima hidrolítica. El cereal utilizado como materia prima fue arroz integral; emplear éste arroz insidio en la concentración de beta-glucanos. A diferencia del arroz integral, el arroz blanco carece de sus componentes nutricionales debido a que en los procesos descascarillado y pulido que son requeridos para su posterior almacenamiento, hace que el arroz blanco pierda sus propiedades (vitaminas, minerales y

75
oligoelementos) esto conlleva a una concentración mínima de beta-glucanos, en conclusión esta variación en los datos no solo es debido al método empleado, si no que puede estar asociada con el genotipo del cereal y a factores ambientales relacionados con el crecimiento del grano( tiempo, localización geográfica). El objetivo primordial de este trabajo investigativo es evaluar el efecto del ultrasonido sobre la extracción de Beta-glucano, de acuerdo a los resultados obtenidos de concentración en cada uno de los tratamientos que se aplicó Ultrasonido, fue evidente que si influyo en el proceso de extracción, pues el ultrasonido puede ser el método más simple para extraer los componentes intracelulares como son: enzimas, endotoxinas, polisacáridos, proteínas y partículas subcelulares, causado por el efecto de cavitación y cambios de presión (Stumpf et al., 1945), de la misma manera el Ultrasonido de potencia sirve para acompañar otras tecnologías de proceso como lo son la extracción, las altas presiones, la pasteurización, limpieza y desinfección, mezclado y emulsificación, impregnación, filtración, cristalización y precipitación, congelación, deshidratación y extracción (Mason, 1999). Ahora bien, el Ultrasonido de alta intensidad (UAI) puede ser utilizado en la industria de alimentos para la limpieza y desinfección al provocar la destrucción microbiana, así como la inactivación enzimática, favorecer reacciones químicas y la extracción de ciertos compuestos (Lopez malo et al., 2005). Cuando se realizan extracciones por métodos químicos como el de Wood et al., (1978) con algunas modificaciones de Din et al., (2011), donde se requiere de un solvente para extraer Beta-glucanos y que se basan principalmente en la selección del solvente, temperatura o agitación, con el fin de incrementar la solubilidad de los materiales y la tasa de transferencia de masa ( Gao & liu, 1997), donde se separan los compuestos con base en sus solubilidades por dos líquidos inmiscibles, usualmente agua y un solvente orgánico. En la industria, este proceso se realiza continuamente bombeando una corriente orgánica y otra acuosa dentro de una mezcladora, donde se mezclan ambos componentes y se permite el intercambio iónico hasta que se logra un equilibrio (Wikipedia 2006). Por consiguiente Vinatoru, (2001), dice que el ultrasonido puede mejorar la extracción siempre y cuando se utilice solventes con un punto de ebullición bajo y la temperatura de extracción se mantenga por debajo del punto de ebullición de la mezcla, en nuestro caso se utilizó como solvente el Etanol, la cual su temperatura de ebullición es de 78,37 °C y la máxima temperatura en el Ultrasonido fue de 60 °C. La aplicación de ultrasonido y tratamiento térmico suave (<100°C, habitualmente entre 50 y 60 °C) ha dado lugar al procedimiento denominado termoultrasonicación, este no se excedió el rango de temperatura, pudo haber sido un factor clave a la hora de la extracción asistida por ultrasonido, ya que la introducción de un transductor ultrasonido dentro de la unidad de la extracción, puede incrementar considerablemente la eficiencia del método, debido a que, por lo general se utilizan solventes fríos.
76
De acuerdo a los estudios realizados por (Vinatoru et al., 1997). Las técnicas clásicas de extracción de solventes a partir de materiales vegetales se basan en la correcta elección del solvente y condiciones como temperaturas y agitación, demostró que la extracción por solvente de compuestos orgánicos en materiales vegetales significativamente más eficientes utilizando ultrasonido de poder (Mason 1999). Sin embargo el uso de US como tecnología asistente se ha reportado como más ventajosa que el emplear procesos como extracción con fluidos súper críticos, microondas y extracción acelerada con solventes. (Joyce y Mason 2008). El mejoramiento en la extracción de compuestos debido al uso del ultrasonido se atribuye a la presión de la sondas propagadas que resultan en el fenómeno de cavitación, la elevada fuerza de cizalla incrementa la transferencia de masa de los extractantes debido a la implosión de las burbujas generadas que provocan macro turbulencia y la colisión de interparticulas a alta velocidad y la perturbación en los micro poros de las partículas de la biomasa que acelera difusión por remolino y la interna ( Jian Bing et al., 2006). De la misma manera el efecto del ultrasonido interacciona con el material alterando sus propiedades físicas y químicas y el efecto de cavitación favorece la liberación de los compuestos a extraer y mejora el transporte de masa debido al rompimiento de la pared celular (Chemat et al., 2011). Tal y como lo plantearon (Knorr y cols., 2004) (Vega y col., 2005). Estos autores sostienen que a mayor frecuencia de tratamiento el efecto de la cavitación es menor, ya que el tiempo dado a las burbujas para crecer y afectar el sistema es más corto. Por otro lado los factores que afectan la cavitación son: las propiedades físicas del solvente, la temperatura, la frecuencia de irradiación, la presencia de gases disueltos, la limpieza del sistema de reacción, la frecuencia del ultrasonido, la presión hidrostática, la tensión superficial y la potencia de irradiación (Young, 1989). La extracción asistida por el ultrasonido utiliza sonidos de alta frecuencia, con el fin de desprender el compuesto buscado del material vegetal. Las partículas sólidas y liquidas vibran y se aceleran ante la acción ultrasónica, como resultado el soluto pasa rápidamente dela pase solida al solvente (Gao y Liu, 2005), según (Rostagno et al., 2003) esta técnica es la más económica y tiene los requerimientos entre las técnicas de extracción desarrolladas. En los procesos de la tecnología de cereales y aceites, estos se ven beneficiados en la fermentación, aumento de rendimiento de los aceites y extracción de almidones (Volman et al., 2008) dicho de esta manera el ultrasonido si elimina el almidón un 85% pues la aplicación del ultrasonido de poder en la extracción de compuestos de origen vegetal ha demostrado tener efectos beneficios, derivados de la acción mecánica de incrementar la penetración del solvente en el producto, aumentando la transferencia de masa en la interface. Se supone que esos beneficios están relacionados con el aumento de la difusión celular por la penetración provocada por la cavitación (Mason, 1999). En conclusión el ultrasonido, por ser una tecnología no destructiva, puede mejorar los procesos, las características nutricionales, la digestibilidad al actuar sobre cadenas largas de aminoácidos y los procesos de homogenización y conservación, Según estudios, el ultrasonido tiene una eficiencia 70 veces mayor que la extracción por solventes,

77
11 veces mayor que la extracción por destilación y 35 veces mayor que la extracción por soxhlet. Se concluye que el método de extracción asistida por el ultrasonido por su eficiencia, bajo costo, y posibilidad de extracción a bajas temperaturas, se convertirá en una herramienta ampliamente aplicada tanto en la industria como en el laboratorio pues el aumento de la eficiencia del proceso no solo depende del método de extracción, sino, también, del material por extraer, la temperatura, el solvente, y el tiempo. La aplicación del Ultrasonido en los alimentos ofrece ventajas en la industria en términos de productividad, rendimientos y selectividad, ya que se obtienen mejores tiempos de proceso, mejora la calidad, reduce riesgos químicos y físicos y se considera ambientalmente amigable. Actualmente esta técnica a través de la cavitación permite modificar las propiedades de los alimentos, por la inducción de cambios mecánicos, físicos y bioquímicos lo cual reduce el tiempo de reacción e incrementa el rendimiento bajo en condiciones moderadas a comparación con los procesos tradicionales, debido a que típicamente emplea menos tiempo, agua y energía (Chemat et al., 2011) a comparación de los métodos tradicionales el ultrasonido permite mantener o mejorar los atributos de calidad, y conservación, garantizando la producción de alimentos de alto valor e inocuos. Esta tecnología emergente como el Ultrasonido (US) es una técnica no invasiva y simple que puede utilizarse para estimar la composición de alimentos (carne, pescados, productos lácteos, monitorear las propiedades estructurales y fisicoquímicas (emulsiones, productos lácteos, jugos) y detectar contaminación por metales y otros materiales extraños (en productos enlatados, productos lácteos, cereales, etc).
4. CONCLUSIONES Teniendo en cuenta el análisis de los tratamientos se pudo observar en el proceso de extracción de acuerdo en los resultados que se obtuvieron como base para estandarizar el proceso realizando algunas modificación en el método químico de Wood, llegamos a la conclusión de que las condiciones del grano inciden en el contenido de beta-glucano en el cereal (origen, condiciones climáticas, los granos pre-tratados, genética, y humedad entre otros) es una pieza clave a la hora de realizar la extracción, sin embargo el ultrasonido ayudo en el dicho proceso ya que en el momento de la cavitación las células del grano se destruyen permitiendo la salida de los líquidos que lo componen, dando así una extracción eficiente en la concentración de beta-glucanos. En síntesis, el método químico de Dubois permitió cuantificar la concentración de betaglucanos presentes en los cereales, ya que la acción del ácido sulfúrico desdobla los polisacáridos convirtiéndolos en glucosa, pues este deshidrata dichos enlaces. Por otra parte en el momento de la preparación de las muestras se pudo observar que el tiempo influye en el proceso, ya que a mayor tiempo la lectura en el espectrofotómetro varía considerablemente. Sin embargo la realización de la

78
curva patrón es indispensable en el momento de cuantificar porque ella nos da la base mediante fórmulas para hallar la concentración de Beta-glucanos presentes en el cereal. Si bien mirando los resultados de las concentraciones de beta-glucano en los tres cereales la que mayor obtuvo beta-glucano fue la cebada con una concentración de 0,0945854 µ/ml a comparación del trigo que obtuvo una minina concentración de 0,0047656 µ/ml. El arroz y la cebada tuvieron una alta concentración con respecto al trigo ya que estas coincidieron en las condiciones de temperatura (40°C) y el tiempo (30 min), esto quiere decir que a mayor tiempo y a mayor temperatura es más eficiente el proceso de obtención de beta-glucanos. En resumen la utilización del ultrasonido como una tecnología emergente para la extracción de beta-glucanos si ayudo en el proceso ya que fue eficiente a comparación con método convencional, sin embargo a la muestra que no se le aplico ultrasonido tuvo una concentración demasiado minina de beta-glucano, el ultrasonido también se recomienda ya que es amigable con el medio ambiente, es económico y rápido, trae consigo muchos beneficios no solo en la extracción de cereales si no en los demás alimentos como carne, leche, frutas, verduras, hortalizas, bebidas entre otros, siendo este el boom para la industria alimentaria. Al aplicar el método químico de Fenol- sulfúrico en las muestras a analizar, ocurrió incidente donde las muestras se quemaron, ya que no sabíamos que cantidad de concentración había en ellas por tal motivo se debió hacer una dilución previo.
5. REFERENCIAS Ahmad, d. (2011). Extracción y utilización de b-glucano de cebada para la preparación de bebidas funcionales. Mundo alimentario, 16-17. Aman, P. and Graham, H. (1987). Analysis of total and insoluble mixed-linked (1-3), (1-4)- Beta-glucans in barley and oats. J. Agric. Food Chem. 35 (5) 704. Análisis de alimentos, 2da edición, editorial acriba s.a zaragoza España (2013).dimler, r.j. and w.c.shasfer t.o.s.wise and c.e.rist. 1952. analchem. 124: 1411. Ariza, Mayorga y Afanador. (2000). Validación de una técnica para la determinación de beta-glucanos totales y beta-glucanos solubles en la fracción soluble acida (FSA) del grano de cebada (hordeum vulgare). Revista colombiana de química, volumen 29, no. 2 de 2000. Azuola, R., Vargas, P. (2007). Extracción de sustancias asistidas por ultrasonido (EUA). Revista tecnología en marcha. Vol 20-4.p.30-40. Carr, J. M.; Glatter, S.; Jeraci, J.L and Lewis, B. A (1990). Enzymatic determination of Beta-glucan in cereal base food products, Cereal Chem 67. (3) 226.

79
Chemat F., Zill--‐e--‐Huma, Muhammed Kamran Khan. 2011. Applications of ultrasound in food technology. Processing, preservation and extraction. Ultrasonic
Sonochemistry 18:813--‐835. Chemat, F., I. Grondin, P. Costes, L. Moutoussamy, A.S.C. Sing and J. Smadja. 2004. High power Ultrasound effects on lipid oxidation of refined sunflower oil. Ultrason. Sonochem.11, 281–285. Delgado, j.(2011). Aplicación del ultrasonido en la industria de los alimentos. Revista especializada en ingeniería de procesos en alimentos y biomateriales. P.142-152. Din, a. F. (2009). Extraction and utilization of barley b-glucan for the preparation of functional beverange. Vol 11. Din, a., f.m. anjum, t. Zahoor and h. Nawaz, 2009. Extraction and utilization of barley b-glucan for the preparation of functional beverage. Int.j. Agric. Biol., 11: 737–740. Din, a., f.m. anjum, t. Zahoor and h. Nawaz, 2011. Extracción y utilización de beta-glucano de cebada para la preparación de bebidas funcionales. Revista Mundo alimentario, p.16-20. Dubois m, Gilles a, Hamilton j.k, Rebers, and Smith f. Colorimetric Method for determination of sugars and related substances.division of bioquemestry.st. paul minn. pág. 350. Dubois, h, Gilles ka, Hamilton, jk, Rebers, pa, y Smith, f 1956, 'método colorimétrico para la determinación de azúcares y sustancias relacionadas' analytical chemistry, vol. 28, no. 3, pp 350-356. Espert, M., Periche, A., Heredia, A., Castelló, M. (2012). Aplicación de ultrasonidos o energía de microondas a la extracción de compuestos antioxidantes en infusiones de hoja de estevia. Universidad politécnica de valencia. Valencia, España. Figueroa, J. (1985). Métodos para evaluar la calidad maltera en cebada. Mexico, Insurgentes Sur. p. 1-115. GAO, M & LIU, C.2005. “Comparison techniques for the extraction of flavonoides from cultures cells of Saussurea medusa Maxim”. World Journal of Microbiology & Biotechnology. 21: 1461-1463. Gomez y Diaz (2009). Aplicaciones del ultrasonido en tratamientos de alimentos. Revista temas selectos de ingeniería de alimentos 3-1: 59-73.

80
Gonzales G. 2005. Aplicación de Ultrasonidos para la estabilización de sistemas alimentarios. En: II Congreso de Desarrollo Agroindustrial. Instituto Universitario de la Paz UNIPAZ Barrancabermeja. 1-5. Gonzales, 2004. Efecto de la utilización de los β-glucanos del salvado de la cebada en las propiedades reológicas y nutricionales de una matriz alimenticia “tipo alfajor”. Tesis de ingeniero en alimentos, universidad técnica de Ambato, ecuador. Gonzales, G., Martínez, M., Usaquen, X. (2006). Evaluación del efecto de pretratamientos con ultrasonido sobre el nivel de extracción y la actividad de sustancias antioxidantes contenidas en el bagazo de la uva (vitis vinífera). Universidad de la sabana, Colombia.
J.L.Xiang--‐hong,C.Mein--‐qiang and X. Zhi--‐chao. 2006. Improvement of leaching
process of Geniposide with ultrasound. Ultrasonics Sonochemistry. 13:455--‐462. Jadhav, S., Edney, M. y Jelaca, S. Barley. (1998). Chemistry and values – added processing. Critical reviews in food science, 38(2), 123-171.
Jiang--‐Bing Jiménez a, Iván a.; Villegas h, juan m. y Ferrer (2008). Joyce A.M. and T.J. Mason. 2008. Sonication used as a biocide. A review:
Ultrasound Alternative to chemical biocides?. Chemistry Today. 26(6):22--‐26 Knorr D., M. Zenker, V. Heinz and D.U Lee. 2004. Application and Potential of
ultrasonic in Food processing. T. Food Science & Technol. 15:261--‐266. Knorr, D., Zenker, M., Heinz, y Lee, D. 2004. Applications and Potential of Ultrasonics in Food Processing, Trends in Food En: Science & Technology, 15. 261 – 266. Kuo, Feng-jui, Sheng, Chung-teh, Ting Ching-hua. 2008. Evaluation of ultrasonic propagation to measure sugar content and viscosity of reconstituted orange juice. En: Journal of Food Engineering. 86,84-90. Ley de beer, (1852). Lopez-Malo, A., Palou, E., Jimenez, M., Alzamora, S. M, y Guerrero, S. 2005. Multifactorial fungal inactivation combining thermosonication and antimicrobials. Journal of food Engineering. 67(1): 87-93. M. Chemat, F., Huma, Z y Khan, “Applications of ultrasound in food technology: Processing, preservation and extraction,” Ultrasonics Sonochemistry, vol. 18, pp. 813–835, 2011.
Mason t.j. 1998. Power ultrasound in food processing. The way forward. Pp.17--‐29 in: ultrasound in food processing. Povey j.j.w. and mason t. Eds. Blakie academic and proffesional london.

81
Mason t.j. paniwnyk l and chemat f. 2003. Ultrasound as a preservation
technology. Pp.303--‐337 food preservation techniques. Wood head publishing limited and crc press. Mason t.j., l. Paniwnyk and j.p. lourimer. 1996. The uses of ultrasound in food technology. Ultrasonics sonochem. Proc. Symp. Chem. Eff. Ultrasound 1995 int. Chem. Congr. Pac. Basin Mason, i. L. (1996). A world dictionary of livestock breeds, types and varities. 4 ed. Cabi Mason, T. J. 1999. Sonochemistry. Oxford University Primer Series No. 70. Oxford Science Publications. En: D. Sun (Ed). Emerging techologies for food processing. Elsevier. Londres. Gran Bretaña. P. 768. Mason, t. J. 1990. Chemistry with ultrasound. London; new york: new york, ny, usa: Mason, t. J. 1996. The uses of ultrasound in food technology in: ultrasonics sonochemistry. 3, 253-260. Mason, T. J. 1998. Power ultrasound in food processing the way forward. En M. J. W. Povey, y T. J. Mason, (Eds). Ultrasound in food processing. Blackie Academic and Professional. EE.UU. p. 264. Mason, t. J. 1998. Power ultrasound in food processing-the way forward. In: ultrasounds in food processing. Ed. Povey, m. J. W., y mason, t. M. Blackie academic and professional, london, 105. Mason, T. J. 1999. “Sonochemistry: current use and future prospects in the chemical and processing industries” Philosophical Transactions of the Royal Society A: Mathematical Physical and Engineering Sciences.357 (1751):355-369. Mason, t. J. 1999. Sonochemistry. Oxford university primer series no. 70. Oxford science publications. En: d. Sun (ed). Emerging technologies for food processing. Elsevier. Londres. Gran bretaña p.768. Mason, t. J. Y lorimer, j p. 2002. Applied sonochemistry. The uses of power ultrasound in chemistry and processing. Wiley-vch, weinheim. 15-28 Mason, T. J., Riera, E., Vercet, A. y Lopez-Buesa, P. 2005. Application of ultrasound. En: D. sun (Ed). Emerging techologies for food processing. Elsevier. Londres.Gran Bretaña. Pp-323-351. Mason, t. J., riera, e., vercet, a. Y lopez-buesa, p.2005. Application of ultrasound. En: : d. Sun (ed). Emerging technologies for food processing. Elsevier. Londres. Gran bretaña p. 323-351. Mason, t.j. 1998. Power ultrasound in food processing the way forward. En m. J.w. povey, y t.jmason, (eds). Ultrasound in food processing. Blackie academic and professional. Ee.uu. P.264 Mason, t.j., paniwnyk, l., lorimer, j.p. (1996). The uses of ultrasound in food technology. Ultrasonics sonochemistry 3 (1996) s253-s260.

82
Mazza,G. (2000). Alimentos funcionales; aspectos bioquimicos y de procesado. España, Acribia.p.1-32. Mccleary. B.v. and glennie.h.m. (1985). Enzymatic quantification of (l-3),( l-4)-p-d-glucan in barley and malt. J. Inst. Brew. 91 285. Megazyme, Mixed-Linkage Beta-glucan. Irlanda, Megazyme International Ireland Limited. p. 1-14. Método colorimétrico fenol-sulfúrico para micro determinación de carbohidratos totales”. 29 de marzo del 2011. Molina, j. (1989). La cebada. Morfología, fisiología, genética,. Madrid: mundi-prensa. Madrid. Moreano, f. (2011). Determinación del contenido de beta-glucanos en líneas avanzadas y en variedades de cebada, procesada y no procesada, por medio de un método enzimático. En tesis de grado. Ambato. Moreno, C., Iza, P., Porras, M. (2010). Mejoramiento nutricional de la Machica utilizando cebada (Hordeum vulgare), quinua () y amaranto Muhammad k., abert-vian m., fabiano-tixier, dangles o., chemat f. (2009).ultrasound-assisted extraction of polyphenols (flavanone glycosides) from orange (citrus sinensis l.) Peel. Food chemistry 119 (2010) 851–858. Nielsen, (1998). O. Benito- Roman, E. Alonso, S Lucas (2011). Optimization of the B-glucan extration conditions from diferent waxy barley cultivars. Journal of Cereal Science 53, 271-276. Rivero,m. (2011). Extracción y reología de β-glucanos de cebada y elaboración de masas de pan sin gluten enriquecidas con los extractos. Tesis de master en calidad, desarrollo e innovación de alimentos, universidad universidad de valladolid, españa. Robles Ozuna, L.E; Ochoa Martínez, L.A. (2012). Ultrasonido y sus aplicaciones en el procesamiento de alimentos. Revista Iberoamericana de Tecnología Postcosecha, vol.13, num.2, pp. 109-122. Robles-Ozuna. e1. Y Ochoa-Martínez. l.a. (2013). Ultrasonido y sus aplicaciones en el procesamiento de alimentos. Revista mundo alimentario p. 14-24. Romero (2007). Elaboración de hojuelas a partir de cebada (Hordeum vulgare). Proyecto previo a la obtención del título de Ingeniería Agroindustrial. Quito, Escuela Politécnica Nacional, p. 1-13.

83
Rostagno, M., Palma, M. & Barroso, C. 2003. “Ultrasound-assisted extraction of soy isoflavones” Journal of Chromatogrphy A. 1012: 119-128. Ulloa.J., rosas.p , ramírez.j, ulloa.b.(2013). Ultrasonido: aplicaciones en el campo de los alimentos. Revista nueva época año 4, no. 14, julio - septiembre 2013 issn 2007 – 0713 Universidad de cuenca. Laboratorio de alimentos y nutrición. Manual de calidad. pág 23. Vinatoru, m. (2001). An overview of the ultrasonically assisted extraction of bioactive principles from herbs. Ultrasonics sonochemistry. 8(3): 303-313. Vinatoru, M. 2001. “An overview of the ultrasonically assisted extraction of bioactive principles from herbs”. Ultrasonics Sonochemistry. N. °8: 303-313. Volman JJ, Ramakers JD, Plat J. Dietary modulation of immune function by beta-glucans. Physiol Behav 2008 May 23; 94 (2):276-84. Wikipedia, 2006. Internet. www.wikipedia.com Wood PJ, Weisz J, Blackwell B. Structural Studies of (1-3) (1-4)-beta-D-Glucans by 13C-nuclear magnetic-resonance spectroscopy and by rapid analysis of cellulose-like regions using high-performance anion-exchange chromatography of oligosaccharides released by lichenase. Cereal Chem. 1994; 71(3):301–7. Wood PJ. Cereal β-glucans in diet and health. J Cereal Sci. 2007; 46(3):230-8. Wood, p. J. And weaiz, j. (1984). Use of calcofluor in analysis of oat p-glucan. Cereal chem. 61 (1) 73. Wood, p. J.; weiz, j. And blackwell, b. (1991). Molecular characterization of cereal p-dglucan. Strucmral analysis of oat p-dp-glucan and rapid structural evaluation of p-d-glucans from different sources by high-performance liquid chromatography of oligosaccharides released by lichenase. Cereal chem. 68(1)31. Zhang, D., Doehlert, D., y Moore, W. (1998). Rheological properties of (1-3), (1-4)-B-D-Glucans form raw, roasted, and steamed oat groats. American association of cereal chemists, 75(4), p. 1-5. Zheng, L., Sun, D.W. (2006 innovative applications of power ultrasound during food freezing-a reviez. En: Trends in food Science and Technology. 17, 16-23).
84
EVALUACIÓN FISICOQUÍMICA, MICROBIOLÓGICA Y SENSORIAL DE HARINA DE LA VAINA DE CACAO (THEOBROMA CACAO) VARIEDAD
CCN-51
Yessenia Lisbeth Villamizar Jaimes1. Jefferson Shair Rodríguez Guerrero2. Lexy Carolina León Castrillo3. 1 Facultad Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula Santander. [email protected]. 2 Facultad Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula Santander. [email protected]. 3 Facultad Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula Santander. [email protected]
Resumen En Colombia el Gobierno Nacional ha considerado de alta importancia económica la producción de cacao, el Ministerio de Agricultura y Desarrollo Rural (MADR) estima aumentar para el año 2020 las áreas de siembra. En la explotación cacaotera solo se aprovecha la semilla, que representa aproximadamente un 10% del peso del fruto. Los desechos generados están constituidos por la vaina del fruto, foco para la propagación de Phytophora spp, causa principal de pérdidas económicas de la actividad cacaotera (López et al., 1984). La investigación tiene como objetivo aprovechar la vaina de cacao (Theobroma cacao) variedad CCN-51, para obtener una harina a partir de dicha vaina. Primero se estandarizó un proceso para la elaboración de la harina donde se realizaron 2(dos) tratamientos (T) de secado; T1 secado natural (luz solar) por 5(cinco) días y un tratamiento T2 en un secador por charolas, la harina obtenida fue sometida a unas pruebas fisicoquímicas y microbiológicas. En los resultados de los análisis microbiológicos se compararon con la NTC 267 de la harina de trigo determinando que la harina secada en el T1 no cumple, al contrario la harina del T2 que si cumple con la normativa vigente, por lo que se decide realizar a ésta las pruebas funcionales y un análisis sensorial para evaluar la calidad de la harina. Palabras Clave: Aprovechamiento, Cacao, Harina.
Abstract In Colombia, the National Government has considered cocoa production to be of great economic importance, and the Ministry of Agriculture and Rural Development (MADR) estimates that by 2020 it will increase the number of sowing areas. Only the seed, which represents about 10% of the fruit's weight, is used in the cocoa harvest. The waste generated consists of the fruit pod, the focus for the propagation of Phytophora spp, the main cause of economic loss of cocoa (López

85
et al., 1984). The research aims to take advantage of the cocoa pod (Theobroma cacao) variety CCN-51, to obtain a flour from this pod. First a process for the preparation of the flour was standardized where two (2) treatments (T) of drying were carried out; T1 natural drying (sunlight) for 5 (five) days and a T2 treatment in a dryer by trays, the obtained flour was submitted to a physicochemical and microbiological tests. In the results of the microbiological analyzes were compared with the NTC 267 of the wheat flour determining that the flour dried in the T1 does not comply, on the contrary the flour of the T2 that if it complies with the current regulation, reason why it is decided to make The functional tests and a sensorial analysis to evaluate the quality of the flour. Keywords: Exploitation, natural drying, quality, Theobroma cacao L., tray dryer.
1. INTRODUCCIÓN El cacao es una planta originaria de las regiones tropicales de centro y Suramérica, donde crece espontáneamente desde hace unos 6000 años. Theo- broma cacao L., llamado así científicamente hace referencia al árbol de cacao, Theobroma en griego significa “alimento de los dioses” y cacao deriva de los Naua de Mesoamérica. (De La Mota, I.2007). El cacao es un árbol que necesita de humedad y calor, puede alcanzar hasta 10 metros de altura, pero en cultivos se mantiene a una altura de 2 a 3 metros para facilitar el control del fruto, con flores durante todo el año, aunque solo en dos épocas son fértiles. El fruto denominado comúnmente mazorca nace directamente del tallo; tiene forma de calabacín alargado, pesa entre 450 y 500 g cuando madura, puede llegar a medir de 15 a 20 cm de largo y 7 a 10 cm de ancho. En la explotación cacaotera solo se aprovecha económicamente la semilla, que representa aproximadamente un 10% del peso del fruto fresco. Los desechos generados están constituidos en su mayoría por la cáscara, que además se considera un foco para la propagación del hongo Phytophora spp. causante de la mazorca negra, causa principal de pérdidas económicas de la actividad cacaotera (López et al., 1984) Esta circunstancia se ha traducido en serios problemas ambientales tales como la aparición de olores fétidos y el deterioro del paisaje, así como también problemas de disposición. Norte de Santander debido a sus condiciones de suelos y clima participa en la producción nacional con diferentes variedades de cacao. La variedad del cacao Clon 51 (CCN-51) representa nume- rosas hectáreas del cultivo en la región, siendo considerado un árbol precoz de alta calidad y productividad, tolerante a las enfermedades, con mazorcas y semillas grandes y de fácil manejo ya que no alcanza grandes alturas. El desarrollo del proceso de estandarización en la elaboración de la harina a base de la vaina del cacao se realizó utilizando los residuos de cáscara procedentes de la finca el Níspero, ubicada en el municipio de San Cayetano, Norte de Santander. El desarrollo del proceso de estandarización en la elaboración de la harina a base de la vaina de cacao se realizó utilizando los subproductos del cacao procedentes de la finca el Níspero, ubicada en el municipio de San Cayetano, Norte de Santander. La presente investigación tiene como objetivo aprovechar la vaina del

86
cacao (Theobroma cacao L.) variedad CCN-51 en la agroindustria, subproducto potencial en la actividad cacaotera para obtener una harina a partir de dicha vaina determinando sus propiedades fisicoquímicas, microbiológicas y sensoriales.
2. Materiales y métodos El proyecto se encuentra enmarcado dentro de una investigación evaluativa y cuasi – experimental. La población está conformada por 5 toneladas de plantas de cacao (Theobroma cacao L.) variedad CCN-51 del municipio de San Cayetano, Norte de Santander y la muestra de este trabajo de inves- tigación son los 40 kilos de cáscara de cacao los cuales se toman de un 4% del total de 1 tonelada de producción que corresponde a un 20% de la finca el Níspero. Se plantearon las siguientes fases: Fase 1. Estandarización del proceso de elaboración de harina a partir de cáscara de cacao (Theo- broma cacao L.). Se realizó de forma controlada y con buenas prácticas de manufactura cada proceso. En la elaboración de la harina se realizó adecuadamente cada operación con su debido protocolo y de esta forma obtener un producto inocuo y de alta calidad. Fase 2. Determinación de las propiedades fisicoquímicas y microbiológicas obtenidas de las harinas de cáscara de cacao (Theobroma cacao L.) variedad CCN-51 por dos métodos de secado. 2.1 Pruebas fisicoquímicas. Se aplicaron las siguientes: Determinación de la humedad. AOAC 925.10 18th Edición – Gravimétrico. Determinación de proteína. Procedimiento interno validado-Mé- todo Kjeldahl. Determinación de cenizas. AOAC 18th Edición - Extracción por Soxhlet. Determinación de grasa. AOAC 920.85 18th Edición - Extracción por Soxhlet. Determinación de carbohidratos. Resolución 333 de 2011. Deter- minación de fibra. AOAC 923.03 18th Edición. Pruebas microbiológicas. Las muestras de la harina de cáscara de cacao (Theobroma cacao L.), se llevaron al laboratorio de microbiología de la Facultad de Ciencias Agrarias y Medio Ambiente de la Universidad Francisco de Paula Santander, donde se les realizó los análisis microbiológicos reglamentarios (Aerobios mesófilos, Escherichia coli, Salmonella, Mohos y levaduras, Staphylo- coccus aereus). Se usaron dos técnicas para el recuento de microorganismos: • Método recuento en placa (Camacho et al. 2009). • Método número más probable. (Camacho et al. 2009).

87
Se preparó la suspensión inicial y se realizaron las diluciones para las muestras microbiológicas con agua peptonada 0.1%. Para la preparación de las diluciones se hizo lo recomendado por el instituto nacional de salud (Luna, 1991).
Aerobios mesófilos. A partir de las diluciones descritas anteriormente, se lleva a cabo la inocula- ción de está en cajas con agar SPC (Standard Plate Count agar, Oxoid) (Parentelli et al., 2007), incu- badas luego a 35±2ºC durante 24-48 horas. Escherichia coli: A partir de las diluciones descritas anteriormente, se lleva a cabo la inocu- lación de está en cajas con agar EMB (agar lactosa, eosina-azul de metileno, Oxoid) (Serm- kiattipong et al., 2002), incubadas luego a 44ºC durante 24-48 horas. Salmonella: Primero se realizó un pre-enriqueci- miento: Se tomó 25 gramos de la muestra, para ser mezclados en 225 ml de agua de peptona tampo nada, incubadas luego a 35±2ºC durante 18-20 horas. A continuación, se inocula 1 ml del cultivo anterior en 10 ml de caldo Rapaport, incubando a 42 ºC durante 18-24 horas; llevando a cabo la inoculación en agar base XLD (agar xilosa, lisi- na-desoxicolato, Oxoid) (Parentelli et al., 2007), incubadas a 35±2ºC durante 48-72 horas. Mohos y levaduras. Se inoculó 0.1 ml, de la dilu- ción correspondiente sobre la superficie de las cajas de agar PDA (agar papa dextrosa, Oxoid) (Sermkiattipong et al., 2002), se deja absorber e incuba invertidas las cajas a 25°C por 3 a 5 días. Staphylococcus aereus coagulasa positiva. Partiendo de las diluciones decimales, sembrar, por duplicado, en placas Baird Parker, mediante extensión en superficie. Incubar a 37ºC durante 48 ± 2 horas. Después de la incubación, examinar las placas para ver la presencia de colonias sospechosas de S. aureus (Departamento de microbiología y genética Universidad de Salamanca, 2015). Fase 4. Evaluación de las características sensoriales de la harina de la vaina de cacao seleccionada mediante inclusiones con una harina comer- cial (Harina de trigo) elaborando galletas. Se realizó una evaluación sensorial al producto con panelistas no entrenados, se expresa su reacción subjetiva ante el producto, indicando si le disgusta o le gusta, si lo acepta o no lo acepta (Larmond, 1997), esto se hace a través de una escala hedónica de referencia, (Stone y Sidel, 2004), cuyas respuestas son analizadas por análisis de varianza (Anova) empleando el método de Tukey.
3. Resultados y discusiones Fase 1. Estandarización del proceso de elaboración de harina a partir de cáscara de cacao (Theobroma cacao L.) Variedad CCN-5.
Tabla 1. Procesos de elaboración de harina a partir de cáscara de cacao (Theobroma cacao L.) Variedad CCN-51
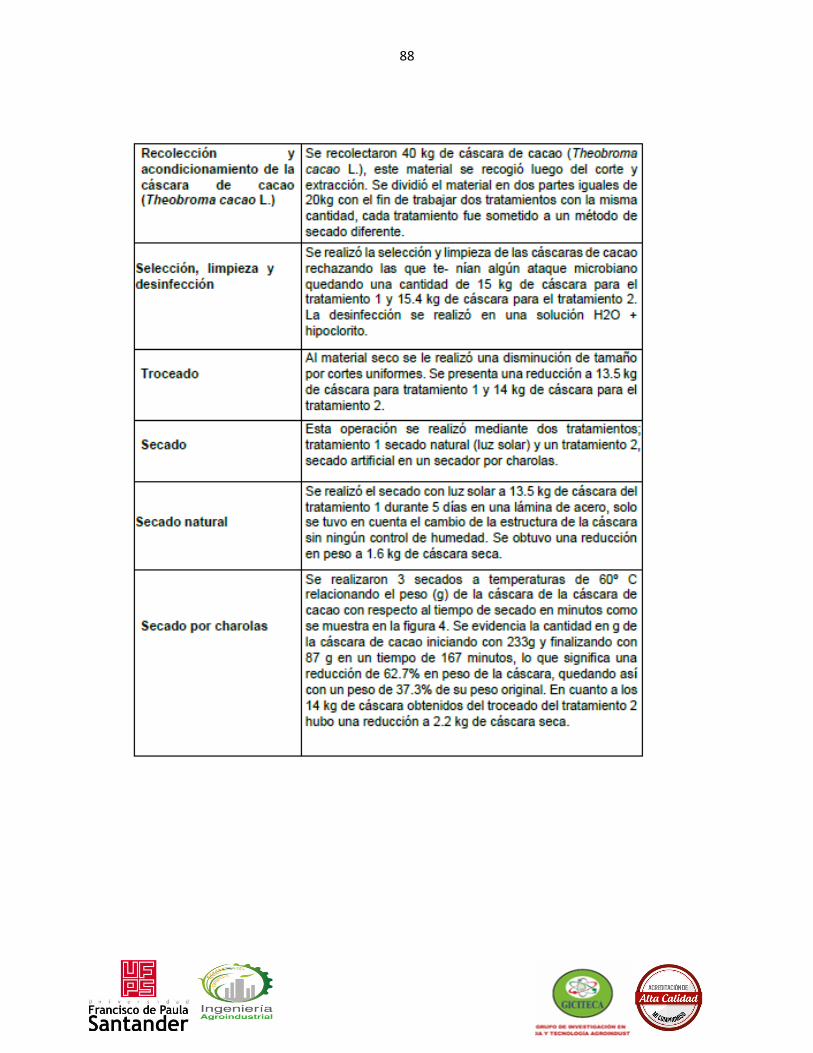
88
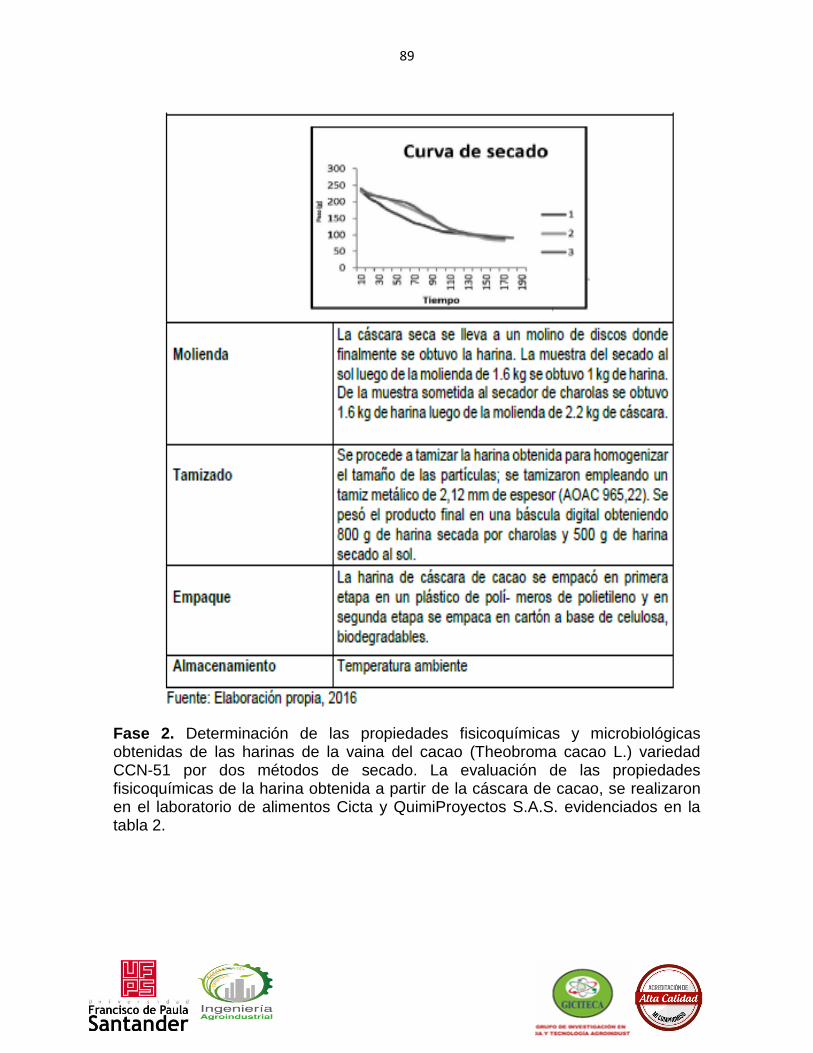
89
Fase 2. Determinación de las propiedades fisicoquímicas y microbiológicas obtenidas de las harinas de la vaina del cacao (Theobroma cacao L.) variedad CCN-51 por dos métodos de secado. La evaluación de las propiedades fisicoquímicas de la harina obtenida a partir de la cáscara de cacao, se realizaron en el laboratorio de alimentos Cicta y QuimiProyectos S.A.S. evidenciados en la tabla 2.

90
Tabla 2. Resultados fisicoquímicos.
La vaina tiene altos contenidos de humedad como ya se había referenciado en otros estudios donde la cáscara de cacao tiene humedad inicial de 85% (Corpoica, 2000). La humedad final en el secado natural fue la más baja con 6.67%, mientras en el secado por charolas se presentó una humedad final de la harina de 10.77%, según la norma técnica colombiana 267 sobre harina de trigo se habla de una humedad que puede ir hasta un rango máximo de 14.5. Los dos métodos presentaron humedades finales aceptables. La proteína que presento el mayor contenido fue la de secado natural con 6.30%, mientras la del secado por charolas fue del 5.68%. En la norma de la harina de trigo NTC 267 se habla de un contenido mínimo de 7. Las cenizas que presentaron las muestras para el secado natural fue de 11.39% mayor al presente de 10.77% en el secado por charolas. Normalmente una harina de trigo tiene menos del 1% contenido de cenizas (NTC 267); en algunos estudios realizados anteriormente a la cáscara de cacao se encontraron contenidos de cenizas del 10.06 y 9.54% (Larragan A. 1958). La grasa presento un contenido de 0.71% para secado natural en la muestra de harina, un poco más bajo respecto al 3.12% que presento el secado por charolas. Se evaluaron las muestras obtenidas de harina por duplicado, según el tratamiento de cada secado, realizando las siguientes pruebas microbioló- gicas: recuento de aerobios mesófilos, recuento de Escherichia Coli, recuento de Staphylococcus aureus coagulasa positiva, recuento de mohos y levaduras, detección de Salmonella. Las pruebas se realizaron en la universidad Francisco de Paula Santander, obteniendo los siguientes resultados. Dónde: m = índice máximo permisible para indicar nivel de buena calidad. M = índice máximo permisible para indicar nivel de calidad aceptable. Secador de charolas: T2. Secado Natural: T1

91

92
En las tablas anteriores se hace una comparación de los resultados obtenidos con la exigencia de la Norma Técnica Colombiana 267 harina de trigo, para evaluar si es apta para el consumo humano. La muestra de la harina secada al sol (T) no cumple con los parámetros exigidos por la norma vigente y la muestra de la harina sometida al secado por charolas (T) si cumple con todos los parámetros exigidos por dicha norma, por lo que se decide continuar el proyecto con la harina obtenida del secado por charolas para desarrollar los análisis funcionales; siendo la harina del T descartada. Fase 3. Evaluación de las características sensoriales de la harina de la vaina de cáscara de cacao mediante inclusiones con una harina comercial (harina de trigo) elaborando galletas. Los resultados en la tabla 9 representan la media de los veinte panelistas no entrenados más el error estándar. Las letras indican una diferencia significativa evaluada con la prueba de Tukey que tiene un nivel de significancia de 0.05, generando un nivel de confiabilidad del 95%. Las inclusiones de harina de trigo y harina de cáscara de cacao se clasificaron en los siguientes tratamientos (T): T1: 60% harina pastelera + 40% harina cáscara prolongado al aire libre es atacada por microorganismos no deseados que pueden influir de manera negativa en el proceso de obtención de la harina. El rendimiento de obtención de la harina en el secado por charolas es de un 4%, aunque no es el esperado hay que resaltar que se está aprovechando un residuo agroindustrial con altos contenidos de fibra para la cocina saludable.
Después de realizar los análisis fisicoquímicos y microbiológicos a los dos tratamientos de secado se logró determinar que la harina sometida al secado natural (luz solar) no cumple con los están- dares normativos necesarios para ser comercializada como producto de consumo humano; por el contrario la harina sometida al secado por charolas si cumple con todos los parámetros exigidos por la NTC 267 de la harina de trigo, continuando el proyecto con ésta harina para desarrollar los análisis funcionales y la evaluación sensorial. El análisis sensorial permitió ver el nivel de agrado del consumidor. Respecto a la textura y el color todos los tratamientos obtuvieron gran aceptación, en cuanto al sabor y sabor residual hubo un nivel de preferencia por el tratamiento 1(uno); determinando que es necesario la inclusión de la harina de trigo en un 60% en la elaboración de la galleta para lograr la aceptación del consumidor final. El rendimiento de obtención de harina en el secado por charolas es de un 4%, siendo este no muy alto, pero en
93
vista que se está aprovechando un residuo agroindustrial y dando un valor a la cáscara, podemos apreciar un producto innovador que puede ser aplicado en la industria alimentaria, debido a su alto contenido en fibra que se evidenció con un porcentaje de 23.26 %, siendo la harina un producto agradable para la cocina saludable.
4. REFERENCIAS Abrazarte, H., Sangronis, E. y Unai, E. (2008). La cáscara de cacao (Theobroma cacao L.): Una posible fuente comercial de pecti- nas. Sociedad latinoamericana de nutrición ALAN, 58(1). Barazarte, Humberto, Sangronis, Elba, & Unai, Emaldi. (2008). La cáscara de cacao (Theo- broma cacao L.): Una posible fuente comer- cial de pectinas. Archivos Latinoamericanos de Nutrición, 58(1), 64-70. Batista, L. (2009). Guía técnica del cultivo de cacao en la Republica Dominicana. Centro para el desarrollo agropecuario y forestal CEDAF, 250. Camacho, A., Giles, M., Ortegón, A., Palao, M., Serrano, B. y Velázquez, O. (2009). Téc- nicas para el análisis microbiológico de alimentos. México: Facultad de Química, UNAM, 9. De La Mota, I. (2007). El libro del chocolate. Ma- drid, España: Pirámide. Federación Nacional de Cafeteros de Colombia. (2012). Cartilla Cafetera Plan de mejora- miento Continuo, Código de Conducta Ca- fetera 4C.,31 Instituto Colombiano de Normas Técnicas. (2009). Análisis sensorial. Identificación y selección de descriptores para establecer un per- fil sensorial por una aproximación multidimensional. (NTC 3932), 39. Instituto Colombiano de Normas Técnicas. (2013). Harina de trigo. (NTC 267), 11. Larragan, A. (1958). La cáscara de cacao en el engorde de bovinos. (Tesis de magister). Instituto Intermericano de Ciencias Agrícolas, Costa Rica, 82. Luna, G. (1991). Manual operativo de análisis microbiológicos para alimentos. Universidad Francisco de Paula Santander, 158. Ministerio de Agricultura y Desarrollo Rural (MADR) (2015). Recuperado de https:// www.minagricultura.gov.co/Paginas/de- fault.aspx Parentelli, C., Ares, G., Corona, M., Lareo, C., Gambado, A., Soubes, M. y Lema, P. (2007). Sensory and microbiological quality of Shii- take mushrooms in modified

94
atmosphere packages. Journal of the Science of Food and Agriculture, 87(9), 1645-1652.

95
PONENCIAS MODALIDAD POSTER
EVALUACIÓN DE UNA DIETA SUPLEMENTARIA A BASE DE CHACHAFRUTO (Erythrina edulis) y Candida utilis EN LA ETAPA DE ALEVINAJE Y PRECRIA DE TILAPIA ROJA (Oreochromis sp) COMO
ALTERNATIVA DE ALIMENTACIÓN PROTEICA
Ziara Cárdenas Carrillo1, Ángela Moreno Contreras2, Claudia Elizabeth Díaz Castañeda3, Camilo Guerrero4 [email protected] [email protected] Facultad de Ciencias Agrarias y del Ambiente, Universidad Francisco de Paula Santander
RESUMEN Con la finalidad de evaluar los efectos de un alimento de origen microbiano Candida utilis (CAN) y una leguminosa Chachafruto (CHA), como una dieta suplementaria para la alimentación de tilapia roja (Oreochromis sp.) en las etapas de alevinaje y precría, se evaluaron 4 dietas durante un periodo de 60 días en el laboratorio de peces ornamentales de la UFPS sede campos elíseos, donde se midieron talla, peso y porcentaje de supervivencia semanalmente, haciendo una biometría total al comienzo y al finalizar el estudio, y una biometría parcial cada 8 días tomando una repetición por tratamiento; se utilizaron un total de 180 alevinos con pesos iniciales de 2±0,5g y una talla 5,4 cm, los cuales fueron distribuidos completamente al azar en un pool de 15 individuos en 12 acuarios siguiendo el diseño experimental con los siguientes tratamientos: T1:15% CAN- 15% CHA; T2: 15% CAN- 30%CHA; T3: 30%CAN- 15%CHA y T4: 30%CAN-30%CHA. La dieta fue suministrada de acuerdo a la biometría registrada semanalmente comenzando con un 5,3% y terminando con un 10% de biomasa. Los resultados para peso y talla fueron: T1: 9,54±5,18 g y 3,27±1,42 cm; T2: 10,30±5,72g y 3,35±1,39 cm; T3: 8,28±4,34g y 3,35±1,39 cm y T4: 9,60±3,32g y 3,56±0,86cm y un porcentaje de supervivencia: T1: 87,18%; T3: 76,92%; T2 y T4: 89,74%, según el análisis de varianza ANOVA no presentaron diferencias significativas (P<0,05), por lo que se puede decir que es viable el uso de proteína unicelular y de chachafruto en las dietas de tilapia roja. Palabras Clave: Chachafruto, Proteína unicelular, Candida utilis, alevines, tilapia roja (Oreochromis sp)
96
1. INTRODUCCIÓN
La tilapia es la especie acuícola más cultivada en el mundo ya que se presenta como alternativa más ventajosa para la producción de proteína sana y barata, dado sus altos rendimientos, debido a que su crecimiento es mayor que el de otras especies en sistemas de cultivo intensivo (Toledo & García, 2000). El principal problema que presenta la producción de tilapia a nivel nacional es la falta de materia prima para la elaboración del alimento balanceado, debido a que los principales componentes como lo es la harina de pescado son importados de países como Perú y Ecuador, esto sumado a la falta de investigación hace que los piscicultores no se atreven a incluir recursos provenientes del país, pues no se garantiza su calidad y su eficiencia en el desarrollo del pez. Por tal razón, se exploraron alternativas proteicas, de las que se puede beneficiar tanto el piscicultor como la economía local. Una de estas es el chachafruto, esta materia prima es usada artesanalmente por el agricultor, según Acero (2002) el chachafruto puede ser utilizado en su totalidad (fruto, hoja, vaina y corteza) dado que sus niveles de proteína pueden fluctuar entre un 18 y 22% de proteína bruta (PB) según la región del país. Aunque en Norte de Santander la plantación de chachafruto solo se da de forma silvestre, y no se le da ningún aprovechamiento. Así mismo los subproductos agroindustriales, se muestran como otra alternativa proteica, debido a que no solo trae ventajas económicas por su fácil obtención y bajo precio, sino también medioambientales; como es el caso del lactosuero, este subproducto con el uso de microorganismos probióticos, se le puede conferir un valor adicional, por tal razón en esta investigación se utilizó una levadura como la Candida utilis, para producir proteína microbiana. Entre las principales bondades que tiene la proteína microbiana o PUC podemos encontrar su rápido crecimiento, puede elaborarse en cualquier época del año puesto que no dependen del clima ni de la estación del año en que nos encontremos para reproducirse, adicionalmente la cantidad de proteína y su calidad en cuanto aminoácidos esenciales es buena porque incluso puede suplir la cantidad de lisina y metionina en el alimento, además se reproducen en cualquier clase de sustrato según las características de la cepa. Con base en lo anterior, el objetivo de esta investigación fue evaluar si la incorporación tanto de chachafruto como de biomasa de Candida utilis en la alimentación, favorecía el crecimiento de tilapia roja en las etapas de alevinaje y precría. 2. MATERIALES Y MÉTODOS Fase 1. Estudio del crecimiento exponencial de la Candida utilis.

97
Preparación del sustrato. El sustrato utilizado fue lactosuero dulce en polvo reconstituido al 7% hidrolizado con enzima lactasa PROQ 5300 NLU/g, con el fin de lograr un grado de hidrolisis del 95%. Reactivación de la cepa. La reactivación de la cepa se efectuó inoculando 4 colonias en caldo extracto levadura y llevándolo a incubación a 37°C durante 24 horas, como lo indica el protocolo de Perdomo et al. (2007). Determinación del comportamiento cinético de Candida utilis utilizando lactosuero dulce hidrolizado (LDH) como medio de cultivo para su producción a escala de laboratorio. La determinación del comportamiento cinético de la levadura se desarrolló en la Universidad de Santander (UDES), mediante la curva de crecimiento, para esto se utilizó caldo extracto levadura (CEL) como tratamiento control (T0) y lactosuero dulce hidrolizado (SFH) reconstituido al 10%, en cada uno de ellos se inoculo el 5% del preinóculo hecho previamente, y se mantuvo a una temperatura de 37°C, 1vvm de aireación (volumen de aire/ volumen de medio / minuto) y un volumen de trabajo de 800 ml. En el monitoreo de las primeras 12 horas de trabajo se establecieron intervalos de tres horas. Luego de realizar la determinación del comportamiento cinético de la levadura y del pico máximo en la fase exponencial, se realizó la producción del microorganismo agregando a cada biorreactor 2,8 L de lactosuero dulce hidrolizado inoculado con preinóculo, se dejó actuar para luego secarlo. El proceso de secado se llevó a cabo en el laboratorio de agroindustria de la universidad Francisco de Paula Santander sede Campos Elíseos. Elaboración De Harina De Chachafruto. El chachafruto se obtuvo en el municipio de Ragonvalia, Norte de Santander; la adecuación se realizó en la planta de fruver de la Universidad Francisco de Paula Santander sede Campos Elíseos, allí se realizó la etapa de selección, clasificación e higienización. Posteriormente llevo al horno a una temperatura de 50°C durante 24 horas. Finalmente se realizó el proceso de molienda, tamizaje y envasado. Fase 2. Formulación de las dietas. Se formularon cuatro dietas con un contenido de proteína de 30% y 26% PB empleando como fuentes proteicas principales Candida utilis y Chachafruto (Erithryna edulis) para las tilapias en las etapas de alevinaje y precría. El balance de las dietas se realizó en una hoja de cálculo de Excel.
98
Elaboración de los Pellets. Las dietas experimentales se elaboraron en el laboratorio de Nutrición Animal y Análisis de Alimentos en la Universidad Francisco de Paula Santander. Fase 3. Evaluación de las dietas suplementarias. Adecuación de los acuarios. Antes de recibir los alevines fue necesario adecuar los acuarios ubicados en el laboratorio de peces ornamentales en la Universidad Francisco de Paula Santander en la sede campos Elíseos, municipio de Los Patios; para ello los acuarios fueron higienizados, posteriormente se enjuago con abundante agua y se llenaron hasta ¾ de su capacidad. Los acuarios se dejaron llenos durante 24 horas para que bajaran los niveles de cloro presentes en el agua. Adaptación de las tilapias. Las tilapias fueron adquiridas en la piscícola AGUALINDA en el municipio de Cumaral, Meta. En total 300 crías, fueron mantenidas en aclimatación durante 15 días en dos acuario provistos de aireación constante y a una temperatura de 26 ° C. Fase 4. Evaluación del alimento en las tilapias en cuanto a la talla, el peso y % de supervivencia. Periodo experimental. Concluida la fase de adaptación, se realizó una selección de los alevines a través de una biometría; los individuos de estudio iniciaron con un peso promedio de 2,00±0,5 g y una longitud total de 5,4 cm, fueron distribuidos en pool de quince (15) organismos en doce (12) acuarios rotulados e identificados, siguiendo el diseño experimental organizado en 4 tratamientos y tres repeticiones. El periodo experimental comprendió 60 días, el aporte de alimento correspondió al 5,3% suministrado 4 veces al día en el mismo horario de la fase de adaptación en la etapa de alevinaje; en la etapa de precría el aporte de alimento correspondió al 10% suministrado 8 veces al día.

99
3. RESULTADOS.
Figura 1. Curva de crecimiento descrita por Candida utilis en medio
Lactosuero hidrolizado al 7% En la figura 1, se puede evidenciar la fase logarítmica enmarcada en dos momentos diferentes, uno entre las 3 y 9 horas de cultivo y otro entre las 21 y 24 horas, respectivamente; observándose a las 9 horas el inicio de la fase estacionaria. Basándose en este grafico del comportamiento del microorganismo, se decidió seleccionar un período de incubación de 9 horas como el tiempo en el que los microorganismos experimentan su máximo potencial de crecimiento. Tabla 2. Comportamiento cinético de C. utilis a escala de 800 mL en los dos medios evaluados LSH y CEL.
Medios
Velocidades específicas
de crecimiento
(µ)
Tiempos de duplicación
(td)
LSH 1,25 h-1 0,55 h
CEL 2,70 h-1 0,25 h Los resultados para las velocidades específicas de crecimiento y los tiempos de duplicación obtenidos por C. utilis en los dos medios evaluados fueron, para el Caldo Extracto de Levadura (CEL) tiempos de 0,25 h (Aprox. 15,4 min) y velocidad especifica de 1,25 h-1, mientras que para el LSH se lograron tiempos de 0.55 h (Aprox. 33,3 min) y velocidad especifica de 2,70 h-1. (Ver Tabla 2). Formulación completa del suplemento destinado a la alimentación de tilapia roja a base de chachafruto y Candida utilis mediante su bromatología. Se plantearon dos niveles de proteína 26% y 30%, en cuanto a los perfiles de grasa (EE), fibra (FB)
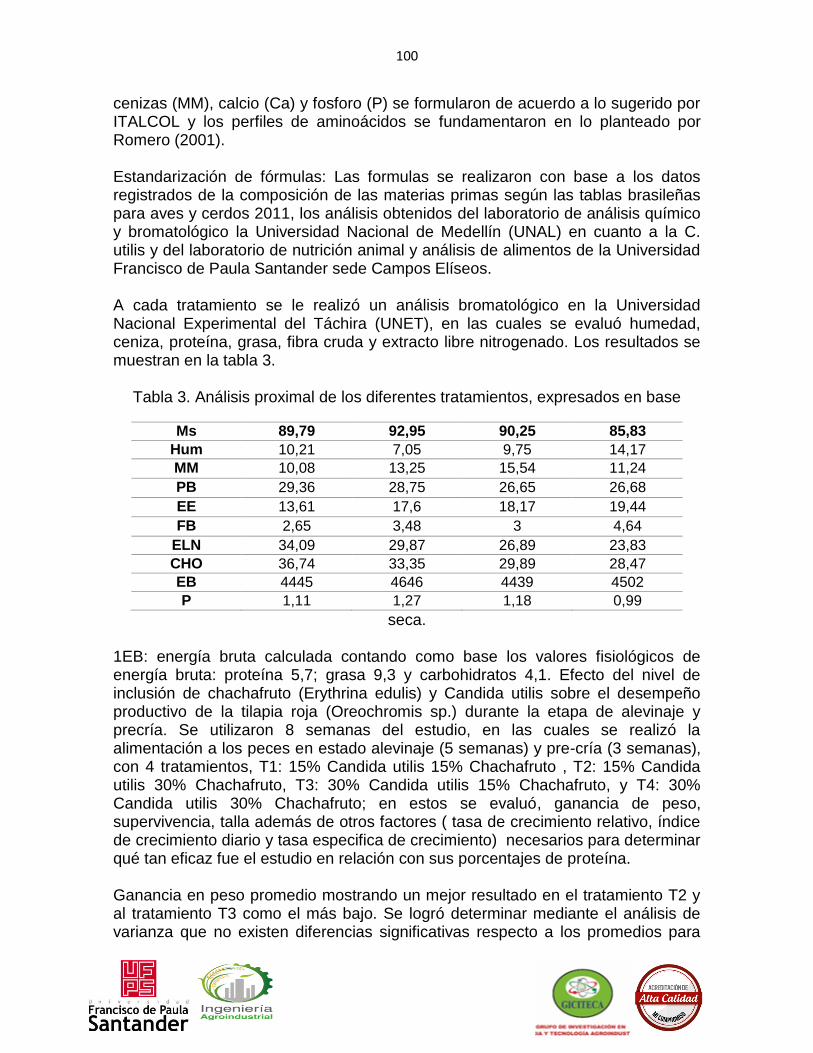
100
cenizas (MM), calcio (Ca) y fosforo (P) se formularon de acuerdo a lo sugerido por ITALCOL y los perfiles de aminoácidos se fundamentaron en lo planteado por Romero (2001). Estandarización de fórmulas: Las formulas se realizaron con base a los datos registrados de la composición de las materias primas según las tablas brasileñas para aves y cerdos 2011, los análisis obtenidos del laboratorio de análisis químico y bromatológico la Universidad Nacional de Medellín (UNAL) en cuanto a la C. utilis y del laboratorio de nutrición animal y análisis de alimentos de la Universidad Francisco de Paula Santander sede Campos Elíseos. A cada tratamiento se le realizó un análisis bromatológico en la Universidad Nacional Experimental del Táchira (UNET), en las cuales se evaluó humedad, ceniza, proteína, grasa, fibra cruda y extracto libre nitrogenado. Los resultados se muestran en la tabla 3.
Tabla 3. Análisis proximal de los diferentes tratamientos, expresados en base
seca. 1EB: energía bruta calculada contando como base los valores fisiológicos de energía bruta: proteína 5,7; grasa 9,3 y carbohidratos 4,1. Efecto del nivel de inclusión de chachafruto (Erythrina edulis) y Candida utilis sobre el desempeño productivo de la tilapia roja (Oreochromis sp.) durante la etapa de alevinaje y precría. Se utilizaron 8 semanas del estudio, en las cuales se realizó la alimentación a los peces en estado alevinaje (5 semanas) y pre-cría (3 semanas), con 4 tratamientos, T1: 15% Candida utilis 15% Chachafruto , T2: 15% Candida utilis 30% Chachafruto, T3: 30% Candida utilis 15% Chachafruto, y T4: 30% Candida utilis 30% Chachafruto; en estos se evaluó, ganancia de peso, supervivencia, talla además de otros factores ( tasa de crecimiento relativo, índice de crecimiento diario y tasa especifica de crecimiento) necesarios para determinar qué tan eficaz fue el estudio en relación con sus porcentajes de proteína. Ganancia en peso promedio mostrando un mejor resultado en el tratamiento T2 y al tratamiento T3 como el más bajo. Se logró determinar mediante el análisis de varianza que no existen diferencias significativas respecto a los promedios para
Ms 89,79 92,95 90,25 85,83
Hum 10,21 7,05 9,75 14,17
MM 10,08 13,25 15,54 11,24
PB 29,36 28,75 26,65 26,68
EE 13,61 17,6 18,17 19,44
FB 2,65 3,48 3 4,64
ELN 34,09 29,87 26,89 23,83
CHO 36,74 33,35 29,89 28,47
EB 4445 4646 4439 4502
P 1,11 1,27 1,18 0,99
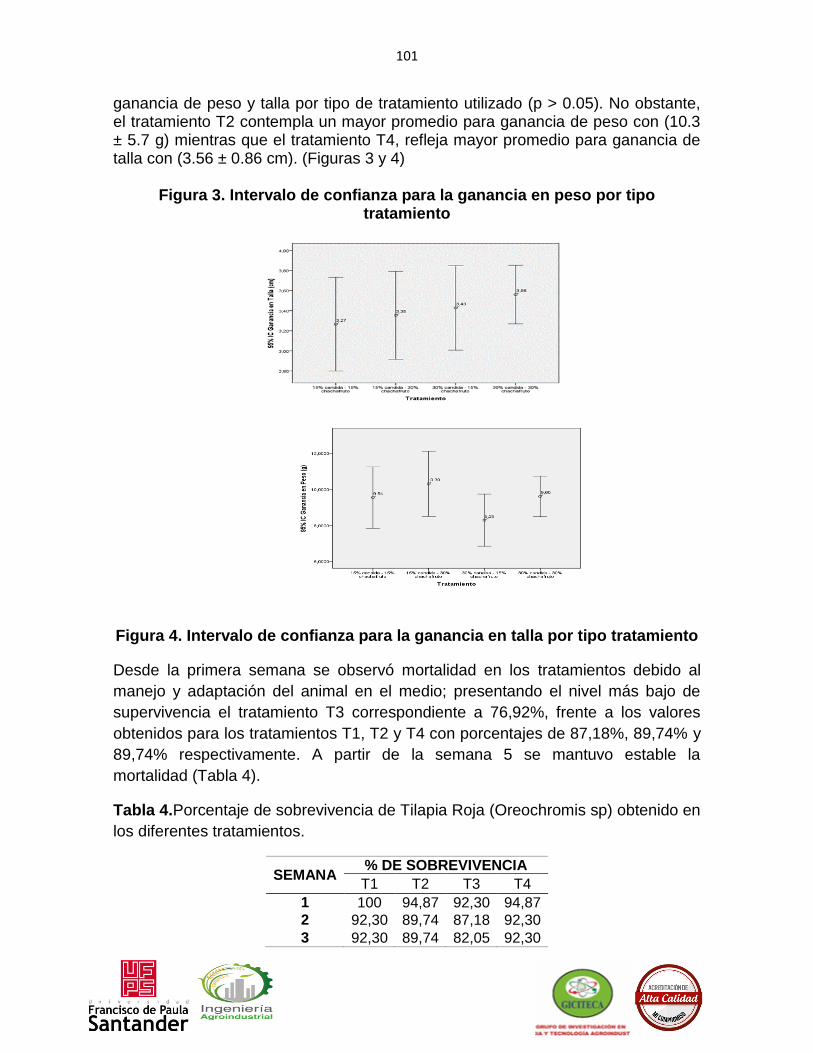
101
ganancia de peso y talla por tipo de tratamiento utilizado (p > 0.05). No obstante, el tratamiento T2 contempla un mayor promedio para ganancia de peso con (10.3 ± 5.7 g) mientras que el tratamiento T4, refleja mayor promedio para ganancia de talla con (3.56 ± 0.86 cm). (Figuras 3 y 4)
Figura 3. Intervalo de confianza para la ganancia en peso por tipo tratamiento
Figura 4. Intervalo de confianza para la ganancia en talla por tipo tratamiento
Desde la primera semana se observó mortalidad en los tratamientos debido al
manejo y adaptación del animal en el medio; presentando el nivel más bajo de
supervivencia el tratamiento T3 correspondiente a 76,92%, frente a los valores
obtenidos para los tratamientos T1, T2 y T4 con porcentajes de 87,18%, 89,74% y
89,74% respectivamente. A partir de la semana 5 se mantuvo estable la
mortalidad (Tabla 4).
Tabla 4.Porcentaje de sobrevivencia de Tilapia Roja (Oreochromis sp) obtenido en
los diferentes tratamientos.
SEMANA % DE SOBREVIVENCIA
T1 T2 T3 T4
1 100 94,87 92,30 94,87
2 92,30 89,74 87,18 92,30
3 92,30 89,74 82,05 92,30

102
4 92,30 89,74 76,92 92,30
5 87,18 89,74 76,92 89,74
6 87,18 89,74 76,92 89,74
7 87,18 89,74 76,92 89,74
8 87,18 89,74 76,92 89,74
En cuanto a los parámetros de eficiencia del alimento, se puede apreciar que el
tratamiento T2 es el de mejor resultados, mientras que el tratamiento T3 arrojo
0,15 g en la tasa de crecimiento absoluto (TCA) resultado que se encuentra por
debajo de la media (0,17 g), de igual manera en la tasa de crecimiento relativo
(TCR). (Ver Tabla 5).
Tabla 5. Parámetros de eficiencia del alimento
Parámetros productivos
15% CAN- 15% CHA
15% CAN- 30% CHA
30% CAN- 15% CHA
30% CAN- 30%CHA
IP1 4,77±2,59 5,15±2,86 4,16±2,19 4,79±1,68
TEC2 3,10±0,90 3,21±0,94 2,90±0,90 3,24±0,53
TCA3 0,18±0,09 0,19±0,10 0,15±0,08 0,18±0,06
TCR4 9,00±4,89 9,72±5,39 7,86±4,14 9,05±3,18
1Incremento de peso medio (g); 2Tasa específica de crecimiento (%gd-1); 3Tasa
de Crecimiento absoluto (g); 4 Tasa de crecimiento relativo (%)
4. DISCUSIÓN
Comportamiento cinético de Cándida utilis utilizando lactosuero en polvo
reconstituido como medio de cultivo para su producción a escala de laboratorio.
Los resultados registrados en la figura 1 muestran un buen desarrollo de la
Cándida utilis a una concentración al 7% de lactosuero, presentando una fase de
latencia a las 3 horas y en dos momentos diferentes la fase logarítmica,
considerando como máximo potencial de crecimiento del microorganismo a la hora
9 del proceso con una concentración de 1,08x109 UFC/ml, de esta forma se
corroboran los resultados obtenidos por Álvarez (2009) y Fuentes (2005) quienes
afirman que pequeñas variaciones en la concentración del sustrato afectan
apreciablemente el desarrollo de este microorganismo y los expresados por
Angarita et al. (2011) los cuales alcanzaron concentraciones de 1,5x109 UFC/ml a
las 18 horas en su estudio con Lactobacillus casei en este mismo sustrato. De
igual manera los resultados obtenidos por Gualtieri et al. (2007) evidencian que al
utilizar un sustrato a base de residuos de pulpa de café a diferentes
concentraciones facilita el crecimiento de la Cándida utilis a las 8 horas de iniciado
103
el proceso, razón por la cual se afirma que el lactosuero es un medio ideal para la
producción de proteína unicelular. Cury et al. (2014) afirma en su investigación
que el mayor crecimiento fue de 3,08 x 108 UFC/ml en el lactosuero
desproteinizado y de 2,88 x 108 UFC/ml en el entero, a las 96h de fermentación.
Por otro lado, Álvarez (2009) y Fuentes (2005), afirman que bajos tiempos de
duplicación en el desarrollo de un microorganismo implica claramente altas tasas
de velocidad específica de crecimiento (μ). Al analizar los resultados obtenidos por
el comportamiento cinético de la Cándida utilis reportado en Tabla 2. Donde se
utilizó el lactosuero hidrolizado (LSH) y el caldo extracto de levadura (CEL) para la
producción de la proteína de la Cándida utilis la concentración es al 7%,
lográndose velocidades específicas de crecimiento de LSH de 1.25 h-1 (Aprox.:
33.3 min) en comparación con el CEL que logro un tiempo de 2.70 h-1 (Aprox.:
15.4 min) lo cual confirma lo citado por Álvarez (2009) y Fuentes (2005). Estos
valores sobrepasan lo obtenido por Angarita et al. (2011) con un tiempo de
duplicación de 0,81 h y velocidad de crecimiento de 0,86 h-1. De igual manera
Cori et al. (2006) observo el crecimiento de Kluyveromyces marxianus en suero
dulce en polvo desproteinizado estuvo caracterizado por una fase exponencial con
una duración de 6 a 7 horas aproximadamente. El valor de la velocidad máxima de
crecimiento específico (µmax) fue de 0,42 h–1 (promedio de 5 procesos
fermentativos independientes) lo que corresponde a un tiempo de generación de
1,65 h.
Formulación completa del suplemento destinado a la alimentación de tilapia roja a
base de chachafruto y Cándida utilis mediante su bromatología. El crecimiento de
los peces está dado por un correcto balance en la formulación del alimento, de ello
depende la rapidez del mismo en el aumento de peso y talla y una correcta
formación ósea, uno de los principales componentes en la dieta de cualquier pez
son las proteínas, sobre todo en las primeras etapas de crecimiento, diversos
autores sugieren niveles de proteína entre 35 y 50 % para las etapas de alevinaje
y precría, así mismo la empresa ITALCOL en su portafolio ofrece para estas
etapas alimento con contenido de proteína entre el 40% y 34%, sin embargo,
algunos investigadores como Shiau, et al, (1989) reportan un buen desarrollo de
alevines de tilapia (Oreochromis niloticus x O. aureus) con niveles de proteína del
24% al reemplazar el 30 % de harina de pescado por harina de soya y no
encontraron diferencias significativas en las dietas evaluadas. Dado lo anterior, se
puede afirmar que los niveles de proteína utilizados en esta investigación,
concuerdan con dichas afirmaciones ya que se obtuvieron crecimientos
satisfactorios, sopesando la baja cantidad de proteína, esto debido a la calidad
nutricional de cada ingrediente donde los niveles de aminoácidos como la lisina y
la metionina fueron cubiertos en su totalidad.
104
Efecto del nivel de inclusión de chachafruto (Erythrina edulis) y Cándida utilis
sobre el desempeño productivo de la tilapia roja (Oreochromis sp.) durante la
etapa de alevinaje y precría. Guevara (2003) afirma que la presencia de
microorganismos probióticos en las dietas para tilapia roja (Oreochromis sp.)
estimula positivamente en la ganancia en peso y talla. El tratamiento T2 el mejor
resultado, mientras que para la talla se aprecia que fue el tratamiento T4 Angarita
et al. (2011) señala que Coopezca tiene establecido como referencia un peso igual
o superior a 5g para que los alevines pasen a la etapa de precría y el lapso de
tiempo para el paso de una etapa a la otra, se encuentra establecido en 45 días
como mínimo. Teniendo en cuenta lo anterior y observando los resultados, a los
35 días se obtuvo el peso de 5g suministrando los diferentes tratamientos lo cual
refleja10 días de reducción, estos resultados se asemejan a lo reportado por
Angarita et al (2011); y por Rodríguez (2006) quien afirma que las crías de tilapia
nilotica (Oreochromis niloticus) alimentadas con dietas suplementadas con
probióticos y levaduras muestran mayor crecimiento, eficiencia alimenticia y
menores tiempos de producción, lo que indica que estos microorganismos son un
aditivo apropiado para estimular el crecimiento en tilapia. La etapa de precría
finalizó con un peso de 11,54 g, 12,3 g, 10,28 g y 11,81 g para los tratamientos T1,
T2, T3 y T4, respectivamente. Así mismo Corella et al. (2001) reporta en su trabajo
de alevines de tilapia roja pesos finales de 11,24 g, 11,49 g, 10,49 g y 8,9 g para el
mismo periodo de alimentación con pulpa de café. Igualmente, Gonzáles et al.
(2013) obtuvo un peso final de 10,52 g al alimentar tilapia roja con 12% de harina
de lemna (lenteja de agua) y una proteína bruta del 30%. En cuanto al crecimiento
absoluto (TEC), los resultados obtenidos no reportaron diferencias significativas
entre sí, para Macedo-Viegas et al., (1996) reportó valores desde 0,52 hasta 1,47
al evaluar el comportamiento productivo en C. macropomum alimentado al 14, 18,
22 y 26% de PC con 3.200 kcal ED/Kg.
En cuanto a la supervivencia los tratamientos T1, T2 y T4 reportaron en la última
semana 87,18%, 89,74% y 89,74% de supervivencia, estos resultados están
dentro de los parámetros de supervivencia según lo reportado por Ashraf (2000),
afirmando que los índices de sobrevivencia superiores al 85% garantizan una
buena producción. De igual manera “Ceballos & Velázquez (1988) afirman que los
estadios de alevines y de dedinos (precría) reportan sobrevivencias del 85% en
sistemas de tinas de vidrio para alevines” (Montaña, 2013, p. 31). A excepción del
T3 que reportó 76,92% de supervivencia, estos resultados no dependieron de la
calidad de agua o el alimento, ni de factores patógenos, sino del comportamiento
del animal en el medio.
105
5. CONCLUSIONES
Comparando los dos medios de cultivos estudiados, los resultados arrojan que el
caldo extracto de levadura tiene mejor tiempo de duplicación y velocidad
especifica de crecimiento, sin embargo, el lactosuero hidrolizado a pesar de no ser
un medio especializado para su crecimiento, tiene un comportamiento similar en la
hora 15 con 6,60E+08 células por mililitro lo cual lo hace un sustrato óptimo para
su crecimiento. El lactosuero constituye una fuente rica en nutrientes para el
crecimiento de microorganismos como Cándida utilis a bajos costos, puesto que
para las industrias queseras supone un residuo en la producción, realizando
convenios con estas industrias para su recolección, se garantiza la inocuidad y la
reducción del impacto ambiental generado por el lactosuero.
La mezcla de C.utilis y chachafruto en los diferentes tratamientos, no tuvo
diferencias significativas (>0,05) en la ganancia en peso y en talla de los alevinos
de tilapia. Caso contrario sucede cuando se suministra un porcentaje de inclusión
del 30% de chachafruto ya que este presento una mejor ganancia en peso y talla
en las dos dietas con este nivel de inclusión.
Se evidencio una reducción de 10 días en la duración de la etapa de precría, paso
de 45 días según lo estimado en COOPEZCA a 35 días registrado en el presente
estudio, lo cual indica un aumento en la eficiencia productiva y una reducción de
costos operativos para el piscicultor, en cuanto a los porcentajes de supervivencia
registrados en los tratamientos T1, T2 y T4 mostraron un mejor desempeño, al ser
superiores al 87%, lo que hace que sea una opción conveniente para el piscicultor,
caso contrario al tratamiento T3 el cual tuvo un 76,92%, sin embargo, esto se
debió principalmente al comportamiento de los alevines por competencia entre
cabezas y colas.
Esta investigación demostró que la proteína unicelular junto con la proteína
vegetal es favorable para el desarrollo de la tilapia roja en las etapas de alevinaje
y precría, a su vez arrojo que los tratamientos que obtuvieron resultados
satisfactorios en cuanto a ganancia en peso (GP) y talla (GT) y a los porcentajes
de sobrevivencia (%S) son el tratamiento T2 (15%CAN-30%CHA) con un GP de
10.3 ± 5.7 g; GT 3,35±1,39 cm y T4 (30%CAN-30%CHA), un GP de 9,60±3,32;
GT 3,56±0,86 cm y %S de 89,74% para cada tratamiento.
6. REFERENCIAS
Arrobo, A., & Peñafiel, C. (2008). Evaluación de amaranto (Amaranthus caudatus)
como alternativa alimenticia en tilapia roja (Oreochromis sp.) Y cachama
(Colossoma macropomum) en Santo Domingo de Los Tsáchilas. (Informe técnico).
Escuela Politécnica Del Ejército, Santo Domingo – Ecuador. Recuperado de:

106
http://repositorio.espe.edu.ec/bitstream/21000/2530/1/T-ESPE-IASA%20II-
002055.pdf
Acero, L.E. 2002. Guía para el cultivo y aprovechamiento del chachafruto o balú
Erythrina edulis Triana ex Micheli. Convenio Andrés Bello. Recuperado de:
http://babel.banrepcultural.org/cdm/ref/collection/p17054coll10/id/1300
Aguilar FA. 2010. Modelos matemáticos no lineales como herramienta para
evaluar el crecimiento de tilapia roja Oreochromis spp y tilapia nilótica
Oreochromis niloticus Var. Chitralada alimentadas con dietas peletizadas o
extruidas. Recuperado de: Dirección Nacional De Bibliotecas (26 Jan. 2011.).
Universidad Nacional de Colombia: Repositorio institucional UN.
Bdigital.unal.edu.co http://www.bdigital.unal.edu.co/2813/
Álvarez, S., & Sierra, Y. (2009) Producción de proteína unicelular en base a
Candida utilis, a partir del lactosuero dulce como suplemento alimenticio para la
alimentación de pollos de engorde. (Doctoral dissertation, Tesis de pregrado].
Colombia: Universidad de Santander).
Ashraf, A. (2000). Probiotics in fish farming – Evaluation of a candidate bacterial
mixture. Vattenbruks institutionen. Rapport 19, Umeå. 18 pp
Cantelmo, O. A. (1993). Niveis de proteína e energía en dietas para o crecimiento
do pacú Piaractus mesopotamicus (Holmberg, 1887). Recuperado de:
http://dx.doi.org/10.1590/S1516-35982001000300003
CHINAPPI, I.; SÁNCHEZ, J. 2000. Producción de biomasa de Kluyveromyces
fragilis en suero de leche desproteinizado. Acta Científica Venezolana 51: 223-
230. Recuperado de: http://acta.ivic.gob.ve/51-4/articulo3.pdf
Corella, E., Acosta, Y., Santos, N., Cook, E., Gómez, A., Tellez, V. y Cerdá, M.
(2002). Utilización de la pulpa de café en la alimentación de alevines de tilapia
roja. Revistaaquatic.com. recuperado de:
http://www.revistaaquatic.com/ojs/index.php/aquatic/article/view/167/
Cury Regino, K., Arteaga Márquez, M., Martínez Flórez, G., Luján Rhenals, D., &
Durango Villadiego, A. (2014). Evaluation of acid whey fermentation (whole and
deproteinized) using Lactobacillus casei. Revista Colombiana de Biotecnología,
16(1), 137-145. https://dx.doi.org/10.15446/rev.colomb.biote.v16n1.44281
David, C.; Bravo, R. (2004). El manejo técnico del cultivo de la cachama.
Fundación para el Fomento de la Iniciativa Empresarial FUNDAEMPRESA.1era
edición. Bogotá, Colombia.

107
de Mendoza, M. E. C., Rivas, N., Dorta, B., de Delahaye, E. P., & Bertsch, A.
(2006). Obtención y caracterización de dos concentrados proteicos a partir de
biomasa de Kluyveromyces marxianus var. marxianus cultivada en suero lácteo
desproteinizado. Revista Científica, 16(3), 315-324.
http://www.saber.ula.ve/handle/123456789/28456
Fernández González, C. A., & Polania Lavao, V. A. (2016). Comportamiento de la
enzima hepática gamma glutamil transferasa (ggt) en novillas de la raza Holstein
en su último tercio de gestación alimentadas con rosa y clavel en una finca del
municipio de Nemocón, Cundinamarca. Recuperado de:
http://repository.lasalle.edu.co/bitstream/handle/10185/17518/14062089_2015.pdf?
sequence=3
Gualtieri, M. J., Villalta, C., Díaz, L. E., Medina, G., Lapenna, E., & Rondón, M. E.
(2007). Producción de biomasa de Saccharomyces cerevisiae y Candida utilis
usando residuos de pulpa de Coffea arabica L. Rev. Inst. Nac. Hig, 38(2), 31-37.
Guevara, J. E., Mateus, R. I., & Quintero, L. G. (2003). Evaluación de la utilización
de probióticos en la fase de levante del ciclo de producción de mojarra roja
Oreochromis sp. Memorias del IV Seminario Internacional de Acuicultura. Bogotá
Colombia, 78-81.
Lanna, E. A. T., Pezzato, L. E., Furuya, W. M., Vicentini, C. A., Cecon, P. R., &
Barros, M. M. (2004). Fibra bruta e óleo em dietas prácticas para alevinos de
tilapia do Nilo (Oreochromis niloticus). Revista Brasileira de Zootecnia, 33(6),
2177-2185. Recuperado de http://hdl.handle.net/11449/13997
Llanes, J., Toledo, J., Fernández, I., y Lazo de la Vega, J. (2000). NUTRICIÓN Y
ALIMENTACIÓN DE TILAPIAS. Actas del IV Simposium Internacional de Nutrición
Acuícola, La Paz, BCS, 15-18. Recuperado de:
http://www.actaf.co.cu/revistas/Revista%20ACPA/2006/REVISTA%2004/27%20N
UTRICION%20TILAPIAS.pdf
Macedo-Viegas, E. M., Castagnolli, N., & Carneiro, D. J. (1996). Níveis de proteína
bruta em dietas para o crecimiento do Tambaquí, Colossoma macropomum,
Cuvier 1818 (Pisces, Characidae). Revista Unimar, 18, 321-333.
Montaña, C. A. (2013). Crecimiento y sobrevivencia en el levante de alevinos de
trucha arcoíris (Oncorhynchus mykiss) en sistemas cerrados de recirculación de
agua (tesis de pregrado, Universidad Militar Nueva Granada). Recuperado de:
http://repository.unimilitar.edu.co/bitstream/10654/397/1/MontanaCamilo2009.pdf
Morillo, M. (2013). Alimentación de alevines de Colossoma macropomum con
108
dietas a base de Erythrina edulis y soya. Interciencia, 38(2), 121-127. Recuperado
de: http://www.interciencia.org/v38_02/121.pdf
National Research Council. NRC. 1993 Nutrient requirements of fish. Recuperado
de: http://www.bouillettes-dependance-
baits.com/res/site19627/res588041_nutriments.pdf
Salas, R. G., Cruz, O. R., Navarro, M. V., & Palafox, J. P. (2016). Lenteja de agua,
una opción en dietas para tilapia roja. Revista AquaTIC, (38). Recuperado de:
http://revistaaquatic.com/ojs/index.php/aquatic/article/view/101/90
Sánchez, J. A. M., Moyetones, F., & Cerdá, M. J. (2009). Influencia del contenido
proteico en el crecimiento de alevines de bagre yaque, Leiarius marmoratus,
alimentados con concentrados comerciales. Zootecnia Tropic, 27, 187-194.
Recuperado de:
https://www.researchgate.net/profile/Jose_Mora_Sanchez/publication/229150634_I
nfluencia_del_contenido_proteico_en_el_crecimiento_de_alevines_de_bagre_yaq
ue_Leiarius_marmoratus_alimentados_con_concentrados_comerciales/links/0fcfd
5006eb7d38f0f000000.pdf
Shiau, SY, y Huang, SL (1989). Optimal nivel de proteína dietética para tilapia
híbrida (Oreochromis niloticus × O. aureus) criados en agua de mar. Aquaculture,
81 (2), 119-127. https://doi.org/10.1016/0044-8486(89)90237-8
Toledo, P. S. J., & García, C. M. C. (2000). Nutrición y alimentación de tilapia
cultivada en América Latina y el Caribe. Actas del IV Simposium Internacional de
Nutrición Acuícola, La Paz, BCS, 15-18.
Uribe, E. A., & Luna-Figueroa, J. (2003). Efecto de dietas con diferente contenido
proteico en las tasas de crecimiento de crías del Bagre del Balsas Ictalurus
balsanus (Pisces: Ictaluridae) en condiciones de cautiverio. Revista Aquatic, (18),
39-47. Recuperado de: http://www.revistaaquatic.com/aquatic/pdf/18_7.pdf
Villarruel, C. y Ángel, A. (2011). Efectividad de dos Eclosionadores Prototipo en la
Eclosión de Ovas de Tilapia Roja (Oreochromis Sp) Y Tilapia Negra (Oreochromis
niloticus) en Yahuarcocha Imbabura. Recuperado de
http://repositorio.utn.edu.ec/handle/123456789/211
109
EVALUACIÓN DEL ALGARROBO (Prosopis, Juliflora) PARA LA
ELABORACIÓN DE UN SUCEDÁNEO DE CAFÉ COMO
APROVECHAMIENTO AGROINDUSTRIAL
Yaneth Rocio Huertas Sarria1. Yury Karina Cárdenas Luna2. Lexy Carolina
León Castrillo3.
1 Facultad Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula
Santander. [email protected].
2 Facultad Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula
Santander. [email protected].
3 Facultad Ciencias Agrarias y del Ambiente. Universidad Francisco de Paula
Santander. [email protected]
Resumen
La elaboración de bebidas que brinden una alternativa al consumo del café se ha
venido realizando como resultado de la búsqueda de alimentos que aporten
nutrientes a la dieta diaria, beneficios para la salud y que permita ser consumidos
por todas las personas sin ninguna restricción. En concordancia a lo anterior,
dichas bebidas son preparadas a partir de sucedáneos o sustitutos del café en
diferentes lugares del mundo, utilizando como materia prima cereales y
leguminosas como el algarrobo. Por lo tanto, se caracterizó la semilla del
algarrobo (Prosopis, Juliflora) para la elaboración de un sucedáneo de café como
aprovechamiento agroindustrial (prosopis juliflora) mediante la elaboración de una
harina, en el cual se incluyó cuatro tipos de formulaciones HA (Harina de
Algarrobo), T1, T2, T3 y un tratamiento T4 como tratamiento control (100% café),
donde se manejaron temperaturas (130°C, 160°C y 180°C). Los resultados
obtenidos evidenciaron que el tratamiento T3 (180°) fue el de mayor preferencia
pese a que los sólidos solubles se incrementaron considerablemente, no
cumpliendo con la norma NTC 3534 de 2007.
Palabras Clave: Algarrobo, Harina, Sucedáneo.
Abstract
The elaboration of the beverages that offer an alternative to the consumption of the
coffee has been carried out as a result of the search of foods that contribute the
foods to the daily diet, the benefits for the health and that can be consumed by all
the people without any restriction. Accordingly, the beverages are prepared from
substitutes or substitutes for coffee in different parts of the world, using as
feedstock cereals and legumes such as algarrobo. Therefore, it is characterized by

110
the seed of the algarrobo (Prosopis, Juliflora) for the elaboration of a successful
agroindustrial coffee (prosopis juliflora) by means of the elaboration of a flour, in
which four types of formulations HA were included Algarrobo), T1, T2, T3 and a T4
treatment (100% coffee), where temperatures are maintained (130 ° C, 160 ° C
and 180 ° C). The obtained results evidenced that the treatment T3 (180 °) was the
one of greater preference although the soluble solids increased considerably, not
complying with the standard NTC 3534 of 2007.
Key words: Carob, Flour, Substitute.
1. INTRODUCCIÓN
La población mundial crece de manera acelerada y se espera que para finales del
2016 se supere los 7400 millones de habitantes (United States Census, 2016,). En
el 2013 se predijo que la población aumentará de manera espectacular en las
regiones más pobres del mundo (OUNU 2013). En consecuencia los países en
desarrollo experimentarán un crecimiento de 2.300 millones de personas hasta el
año 2050, mientras que la población de las regiones desarrolladas seguirá estable
(RT, 2013,).
Se considera un alimento sucedáneo a cualquier producto agroindustrial que sin
fines engañosos o fraudulentos pretenda sustituir parte o todo un alimento.
Igualmente, los sucedáneos de café como la semilla de algarrobo son productos
no derivados de este alimento debido a que carecen de cafeína, por el cual no es
un producto dañino al consumo humano porque no genera estimulaciones al
sistema nervioso ni dependencia a él, este sucedáneo no pretende igualarse al
café tradicional sino que es una variante lograda para cubrir gran demanda en
aquellas personas que por indicaciones médicas deben omitir o reducir su
consumo, logrando así imitar el uso del café.
Por otra parte, si se tiene en cuenta las características nutricionales de la semilla
de algarrobo esta se puede considerar un recurso de gran importancia para el
hombre, uno de los principales nutrientes lo constituye la proteína, la misma que
hoy en día es difícil de conseguir a bajo costo. Con la industrialización de dicha
semilla podría competir con otras fuentes de proteína del mercado, tales como la
harina de trigo y soja (“ La población mundial"). Por tal razón, el algarrobo es
recomendado por la organización de las naciones unidas para agricultura y
alimentación (FAO) para combatir la desertificación y recuperar ecosistemas
degradados. Además, numerosas universidades de Latinoamérica han hecho
múltiples estudios que han evidenciado las excelentes propiedades nutricionales
de su fruto que pueden ser procesados agroindustrialmente (Bendek, 2007).
111
De acuerdo a lo anterior, esta investigación se realizó con el fin de aprovechar y
transformar la semilla del Algarrobo (prosopis juliflora) en un producto innovador,
teniendo como objetivo la elaboración de un sucedáneo de café. De manera que,
se pudo determinar cuál tratamiento cumple con la aceptabilidad en comparación
con las características organolépticas del café como lo son aroma, sabor, color,
sabor residual y amargo. Además, se comprobó que el sucedáneo de café cumple
con lo estipulado según la norma técnica (NTC 3534,2007), siendo así T3 un
producto de buena calidad e inocuo para el ser humano.
2. METODOLOGÍA
La elaboración de un sucedáneo de café a partir del fruto de algarrobo (prosopis
juliflora), incluyó cuatro tipos de formulaciones HA (Harina de Algarrobo), T1, T2,
T3 y T4 como tratamiento control, donde se manejaron temperaturas de 130⁰C,
160⁰C y 180⁰C, para determinar cuál tratamiento cumple con la aceptabilidad en
las características físicas del café como lo son aroma, sabor, color, sabor residual
y amargo. Según la norma técnica (NTC 3534,2007). Para la elaboración de los
tratamientos se requirió 20 kilos de fruto de Algarrobo (Prosopis Juliflora), obtenido
de los cultivos del municipio de Villa del Rosario en Norte de Santander.
Fase I -Estandarizar la obtención de la harina del fruto de algarrobo (prosopis
juliflora) para elaboración de un sucedáneo de café.
2.1.1. Selección y adecuación de la materia prima para el sucedáneo de café.
Se seleccionó y recolecto el fruto de algarrobo (prosopis juliflora) de forma manual,
enteros, sin manchas ni oscurecimiento, sin presencia de ataque de plagas. Luego
se pesaron y se lavaron para retirar impurezas, a continuación se expuso el fruto
de algarrobo al sol durante 5 días para retirar un poco el exceso de humedad.
2.1.2. Troceado
Consistió en una disminución de tamaño del fruto de algarrobo (prosopis juliflora)
de 3 a 4 cm aproximadamente de manera arbitraria y manual, con el fin de facilitar
la trituración y así obtener un mejor resultado en las demás etapas.
2.1.3. Secado
Después del secado durante 5 días al sol se llevaron a un secador de charolas,
donde se eliminó gran parte de la humedad que se encuentra en el fruto,
manejando dos temperaturas iniciales, de 57⁰C y 60⁰C, donde se evaluó el grado
de humedad de cada uno. La temperatura inicial de 57⁰C cumplió con lo requerido
según la NTC 3534, por lo tanto se descartó por completo la otra temperatura

112
inicial.
2.1.4. Tostado
Se tomó 250 g del fruto de algarrobo (prosopis juliflora) e introdujo en una olla
industrial a altas temperaturas por un tiempo de 15 a 20 minutos en constante
movimiento para evitar que la materia prima se queme. El fruto de algarrobo sufre
una transformación donde se hincha, cambia su color característico amarillo a
marrón oscuro, además desprende un olor característico al café. Las temperaturas
manejadas son: 130⁰C, 160⁰C y 180⁰C.
2.1.5. Trituración y tamizado
El fruto de algarrobo ya tostado se trituro en una licuadora marca Oster a una
velocidad manual. Luego se pasó por un tamiz metálico de calibre (2 mm a 720
μm) obteniéndose una harina; la cual se pesó para para hallar rendimiento en el
proceso.
2.1.6. Empaque
Se utilizó bolsas tripaca metalizadas color plata de 250 g diseñadas para
almacenar café, evitando la pérdida de aroma, alargando la vida útil y la calidad
del producto final, estas se conservan a temperatura ambiente.
2.2. Fase II-Caracterización Fisicoquímica de la Harina de Algarrobo.
Se practicaron pruebas fisicoquímicas de la harina de Algarrobo y al producto final,
para determinar la efectividad y la calidad del proceso, de acuerdo con lo
estipulado en la norma técnica colombiana NTC 3534,2007. Estasse realizaron por
duplicado para obtener un grado de confiabilidad más significativo.
2.2.1 Humedad
Se determinó según la norma NTC 2558. Consistió en depositar 0,5 g de harina en
una capsula previamente pesada. Que se llevó a una estufa a 103°C por un
tiempo de 2 horas ± 0,1 h. Por otro lado, se tomaron dos muestras de fruto de
Algarrobo que se enviaron a secado en charolas a 57°C y a 60°C por 4 horas,
luego pasaron a una estufa a 103°C por 2 horas ± 0,1 h.
2.2.2. Cenizas TotalesTécnica empleada (AOAC, 1990).
El procedimiento consistió en pesar 5 gramos de la muestra en crisoles de
porcelana, que se llevaron a la mufla con una temperatura de 300 ⁰C por
aproximadamente 20 minutos para carbonizar la muestra (humo). Una vez
carbonizada, la muestra se llevó a una temperatura de 550-600°C. A partir del

113
momento que la mufla marque 600 ⁰C se empezó a contabilizar el tiempo de
incineración que va entre 1 a 2 horas, hasta obtener cenizas blancas o en algunos
casos grises claros.
2.2.3. pH
Para la determinación del pH se empleó un pH-metro Standard (Hanna
Instruments, HI-1208, Italia) Tomando como muestra 10 g de harina de Algarrobo,
que se mezclaron en 20 ml de agua destilada, posteriormente se midió el valor de
pH para cada una de las muestras. Esto se determinó por duplicado, siguiendo la
metodología de la AOAC (1990).
2.2.4. Grados ºBrix
La concentración en grados ⁰ Brix se mide por medio de un refractómetro
colocando 1 ml de muestra de harina de Algarrobo sobre el prisma, el valor se lee
directamente en la pantalla del equipo, este proceso se realizó por triplicado.
2.2.5. Análisis Microbiológicos
La preparación de la suspensión inicial y de diluciones decimales para las
muestras microbiológicas se efectuaron según lo indicado en la NTC 3534-07.
2.2.5.1. Recuento de Mohos y Levaduras (NTC- 4132:1997)
Para la elaboración de esta prueba se utilizó agar SDA (Sabouraud Dextrosa). Se
diluyó 10 g de harina de fruto de Algarrobo y de Sucedáneo de Café en 90 ml de
agua peptonada, luego sus respectivas diluciones en 10ˉ2, 10ˉ3, 10ˉ4. La siembra
se realizó por extensión llevando 0.1 mL de la muestra (10ˉ2, 10ˉ3) sobre la
superficie del agar, con un asa y llevado a incubar a 25 ⁰C por un periodo de 72
horas.
2.3. Caracterización Fisicoquímica del Sucedáneo de Algarrobo Fase II.
Se practicaron pruebas fisicoquímicas al producto final, para determinar la calidad
del sucedáneo de café, de acuerdo con lo estipulado en la norma técnica
colombiana NTC 3534 de 2007. Estos e realizaron por duplicado.
2.3.1. Humedad
Esta se determinó según la NTC 2558 de 2000. Usando como muestra de 0,5 g (el
sucedáneo de café), realizando el procedimiento descrito 2.2.1. Después se
escogió la que cumplió con el requisito de la NTC 3534 de 2007. Luego, se llevó al
proceso de tostado en el cual se evaluó la humedad a los tres tratamientos a
diferentes temperaturas, tratamiento I (130⁰C), tratamiento II (160⁰C) y tratamiento

114
III (180⁰C), y se realizó nuevamente lo que indica la norma.
2.3.2. Cenizas Totales
Técnica empleada (AOAC, 1990). Se realizó según el procedimiento descrito con
anterioridad en 2.2.2. Los resultados se determinaron mediante la fórmula % C.
2.3.3Solidos Solubles.
La norma NTC 4602-01 establece un método para determinar el rendimiento en la
extracción de los sólidos solubles de la bebida de café, el cual se ha denominado
método por goteo, utilizado en los diferentes tratamientos propuestos. Este
método se recomienda para evaluar el café tostado y molido establecido por la
NTC 3534 de 2007.
La extracción del sucedáneo de café tostado y molido con agua caliente, consistió
es secar una capsula metálica con su tapa colocada a un lado en una estufa a una
temperatura de 103⁰C ± 1⁰C durante 2 horas. Posteriormente se dejó enfriar
ambas en un desecador hasta alcanzar la temperatura ambiente para poder
pesarlas. Por otro parte, se pesó un vaso de precipitado completamente seco con
porta filtro y papel filtro, Se agregaron 18 g de sucedáneo de café sobre el filtro y
se adicionaron 300 ml de agua en ebullición en forma lenta, continua y con
movimientos circulares en un tiempo de 30 segundos. Luego se pesaron, 10 g de
bebida en la capsula.Se llevó a la estufa durante 4 horas ± 10 minutos a una
temperatura de 103⁰C ±1⁰C. Transcurrido este tiempo se retiró la capsula de la
estufa y se colocó dentro de un desecador por 45 minutos, cuando alcanzo la
temperatura ambiente se pesó.
2.3.4. Grado Tostado
Esta norma específica un método para la determinación del grado de tostado, en
el café molido mediante mediciones de color, directamente por un colorímetro
(CHROMA METERR CR-410, Konica Minolta), en el cual se efectuó como
referencia la NTC 2442 del 2004. Para el sucedáneo de café se toman
aproximadamente 100g por cada tratamiento de muestra tostado, la humedad de
la muestra no debe ser superior al 5%, y se mantiene a una temperatura ambiente
, se distribuye uniformemente en el porta muestras del equipo, se enrasa sin
compactar y se toma la lectura directamente siguiendo las instrucciones del
colorímetro . La lectura se tomó por duplicado.
2.3.5. Acidez.
La norma NTC 5247 del 2004 describe un método para la determinación de la
acidez química titulable en el café tostado, en grano o molido, utilizando como

115
técnica la potenciometría. En un vaso de precipitado se agregó los 50 ml de
extracto del sucedáneo de café obtenido, con una pipeta volumétrica, se agitó
magnéticamente y se colocó el electrodo del potenciómetro previamente calibrado,
se tituló con el hidróxido de sodio valorado, agregando volúmenes de 0,1 ml hasta
el punto en que el pH llegue a 6,5, este fue el punto de equivalencia.
2.3.6. pH.
Se utilizó el método potencio métrico empleando un pH-metro Standard (Hanna
Instruments, HI-1208, Italia). Se determinó tomando dos muestras de 10 g de
Sucedáneo de Café mezclándose en 20 ml de agua destilada. Posteriormente se
midió el valor de pH para cada una de las muestras realizándolo por duplicado
siguiendo la metodología de la AOAC (1990).
2.3.7. Grados ⁰ Brix.
La concentración en grados ° Brix se midió por medio de un refractómetro
adicionando 1 ml de muestra de sucedáneo de café sobre el prisma, el valor se
leyó directamente en la pantalla del equipo, este proceso se realizó por triplicado.
2.3.8. Análisis Microbiológicos
2.3.8.1. Recuento de Mohos y Levaduras (NTC- 4132:1997).
Para la realización de esta prueba se utilizó agar SDA (Sabouraud Dextrosa),
inicialmente se diluyo 10 g de Harina de Fruto de Algarrobo y de Sucedáneo de
Café en 90 ml de agua peptonada, luego sus respectivas diluciones en
10ˉ2,10ˉ3,10ˉ4, se realizó siembra por extensión llevando 0.1 mL de la muestra
(10ˉ2,10ˉ3) sobre la superficie del agar y se llevó a incubar a 25 ⁰C por un periodo
de 72 horas.
2.4. Fase III- Pruebas Sensoriales.
El grado de aceptabilidad del Sucedáneo de Café para obtener como bebida
caliente, a diferentes tratamientos de tostado Tratamiento I (130⁰C), Tratamiento II
(160 ⁰C), Tratamiento III (180 ⁰C), respectivamente se determina mediante un
panel sensorial de 20 panelistas escogidos al azar para cada tratamiento. Usando
el “Métodos para test de respuesta subjetiva la escala hedónica de 5 puntos para
la evaluación sensorial de los alimentos”.
2.5 Formulación del Sucedáneo de Café.
La muestra está constituida por un Sucedáneo de Café previamente tostado y
tamizado. Para el tamizado se emplearon tamices superpuestos con tamaños

116
entre 2 mm a 720 μm. Posteriormente se emplearon 3 tratamientos con diferente
grado de temperatura, a 130°C, 160°C y 180°C. Un cuarto tratamiento
mencionado corresponde a un patrón compuesto por 100 % café comercial
presente para el estudio comparativo con los demás tratamientos.
2.5. Elaboración de la bebida del sucedáneo de café
Para la elaboración del sucedáneo de café a partir del fruto de algarrobo (prosopis
juliflora), en tostado y molido como lo indica la NTC 3534 de 2007, se requirió de
los siguientes pasos. Se colocó la muestra compuesta dentro de un filtro (funda de
tela) utilizando una relación de 60 g de producto por cada litro de agua a una
temperatura de 90-95°C. Se recogió el líquido filtrado y se depositó dentro de un
recipiente adecuado añadiendo azúcar o leche al gusto.
3. RESULTADOS Y DISCUSIÓN
3.1 Fase I- harina de algarrobo.
Los resultados son expresados en la medida en que cada uno de ellos permitió la
obtención de cada objetivo específico establecido en la investigación.
3.1.1. Caracterización Fisicoquímica del Fruto De Algarrobo
(prosopisjuliflora)
Las pruebas fisicoquímicas permitieron determinar las características nutricionales
a la harina del fruto de algarrobo y al producto final. Teniendo en cuenta lo
parámetros enunciados en la norma NTC 3534 de 2007.
3.2. 1. Humedad en Base Seca Fase II.
Obteniendo como resultado un porcentaje promedio de HA (Harina de Algarrobo).
En base seca de 10,64 contra un 12% máximo que exige la NTC 3534. Este
resultado permite concluir que el valor obtenido de humedad para el fruto seco se
encuentra dentro de los límites establecidos por la norma si se desea utilizar en la
producción de sucedáneos de café.
3.2.2. Humedad En Base Seca, en punto de venta máximo Fase II.
En cuanto a la humedad en base seca final los tratamiento T1, T2 y T3, obtuvieron
diferentes valores T1= 4,0%, T2=3,5% y T3=3,7. Estos valores cumplen con lo
establecido en la NTC 3534 (2007) siendo favorable para evitar la contaminación
en el proceso de almacenamiento y alargar la vida útil del sucedáneo de café.

117
3.2.3. Potencial De Hidrogeno (pH) Fase II.
En cuanto al pH los cuatro tratamientos obtuvieron valores diferentes; HA (Harina
de Algarrobo) 4,0; T1= 4,8; T2 = 5,0 y T3= 4,5. Estos resultados representa en la
escala de pH un valor acido (Puerta, 2010). Así que el café representa un pH entre
el 4,9 y 5,6, con un promedio de 5,2. Por lo tanto el pH en el sucedáneo de café
manejo un rango parecido al del café siendo un pH acido con un promedio de 5,0
máximo
3.2.4. Ceniza Total Fase II.
Las cenizas del café se determinan mediante la calcinación del grano seco y
molido, y contienen los minerales y elementos químicos.
Figura 1. Porcentaje de cenizas.
En la figura 1, se puede observar que los 4 tratamientos de sucedáneo de café
tostado y molido difieren significativamente en relación al porcentaje de cenizas,
siendo el T3 (6,5) la de mayor contenido de cenizas, los tratamientos T1 Y T2 (5,0)
representan el mismo resultado y la HA (Harina de Algarrobo), (4,5) siendo la de
menos contenido, cada tratamiento se manejó por duplicado. Ninguna Norma
Técnica Colombiana establece como requisito para el café tostado y molido un
porcentaje máximo de cenizas, por lo cual se ha investigado cual es el requisito
máximo de ceniza para el café con otras Normas, las Normas NTON 03077-07 de
Nicaragua y NSO 67.31.02:04 del Salvador establecen como requisito para el café
tostado y molido un máximo de cenizas de 5.0%, por lo cual se puede indicar que
los tratamientos HA (Harina de Algarrobo), T1 y T2 cumplen con lo establecido
según las normas que se investigó y el T3 no cumple con lo requerido ya que
contiene (6,5) de ceniza respectivamente.
3.2.5. Acidez Fase II

118
La prueba de acidez titulable en el sucedáneo de café se determinó mediante la
NTC 5247 del 2004 para Café tostado, en grano o molido. Esta cumplió con el
parámetro de calidad expuesto en la norma, el cual indica que el índice de acidez
en los tratamientos del sucedáneo de café debe de ser de 4,9-5,2 %, por lo que se
considera un producto de calidad similar al café.
3.2.6. Grados Brix Fase II
Se determinó los grados °Brix por duplicado en un refractómetro marca (ABBE-
REF1) de los tratamientos de HA (Harina de Algarrobo), T1, T2 y T3 del
sucedáneo de café; obteniendo como resultado los valores de la tabla 2.
La determinación de los grados °Brix en los tratamientos realizados nos indica que
cumplen con los establecido, siendo así el sucedáneo de café una bebida rica en
azúcar (sacarosa) similar al café.
3.2.7. Tostado Fase II
El tostado del sucedáneo de café se realizó en una olla industrial a fuego lento y
con una variación de tiempo de 15 minutos aproximadamente y una temperatura
de (130°C, 160°C y 180°C), con la ayuda de un termómetro y una cuchara, se
mantuvo uniforme el color en el fruto de algarrobo evitando que se quemara la
materia prima y perdiera sus propiedades. En la tabla 15. (L*) las coordenadas
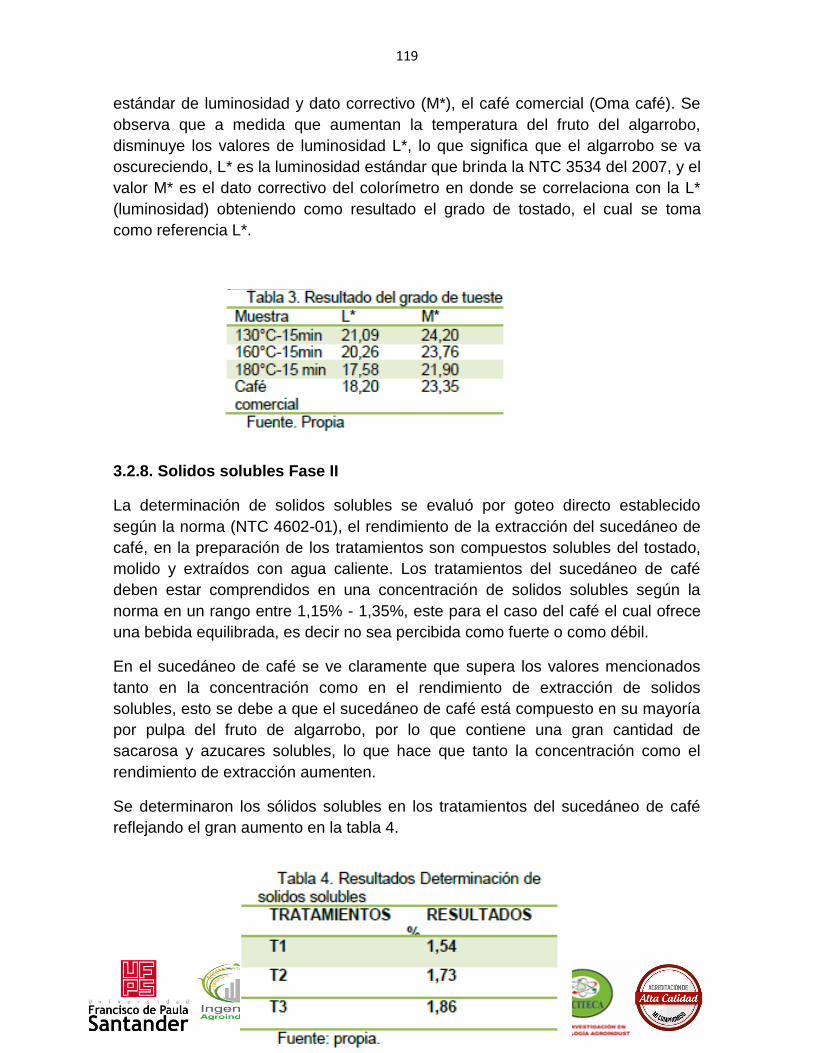
119
estándar de luminosidad y dato correctivo (M*), el café comercial (Oma café). Se
observa que a medida que aumentan la temperatura del fruto del algarrobo,
disminuye los valores de luminosidad L*, lo que significa que el algarrobo se va
oscureciendo, L* es la luminosidad estándar que brinda la NTC 3534 del 2007, y el
valor M* es el dato correctivo del colorímetro en donde se correlaciona con la L*
(luminosidad) obteniendo como resultado el grado de tostado, el cual se toma
como referencia L*.
3.2.8. Solidos solubles Fase II
La determinación de solidos solubles se evaluó por goteo directo establecido
según la norma (NTC 4602-01), el rendimiento de la extracción del sucedáneo de
café, en la preparación de los tratamientos son compuestos solubles del tostado,
molido y extraídos con agua caliente. Los tratamientos del sucedáneo de café
deben estar comprendidos en una concentración de solidos solubles según la
norma en un rango entre 1,15% - 1,35%, este para el caso del café el cual ofrece
una bebida equilibrada, es decir no sea percibida como fuerte o como débil.
En el sucedáneo de café se ve claramente que supera los valores mencionados
tanto en la concentración como en el rendimiento de extracción de solidos
solubles, esto se debe a que el sucedáneo de café está compuesto en su mayoría
por pulpa del fruto de algarrobo, por lo que contiene una gran cantidad de
sacarosa y azucares solubles, lo que hace que tanto la concentración como el
rendimiento de extracción aumenten.
Se determinaron los sólidos solubles en los tratamientos del sucedáneo de café
reflejando el gran aumento en la tabla 4.
120
Se determinaron el rendimiento en los sólidos solubles en los tratamientos del
sucedáneo de café en la tabla 5, se muestra el gran aumento en el rendimiento de
los sólidos solubles.
HA (Harina de Algarrobo), y del sucedáneo de café, cumplen con los parámetros
fijados en la norma NTC 3534 de 2007, siendo un producto de buena calidad de
acuerdo a las pruebas del recuento de mohos y levaduras donde hubo una
ausencia total expresada en ‹1x104 UFC/g de muestra.
Figura 1. Resultado Microbiológica.
Fuente. Propia. Resultados de mohos y levaduras de harina de algarrobo y
sucedáneo de café.
121
4. EVALUACIÓN SENSORIAL DE UN SUCEDÁNEO DE CAFÉ, PARA
DETERMINAR EL MEJOR TRATAMIENTO FASE III.
Los resultados estadísticos de análisis varianza (ANOVA) obtenidos del estudio de
prueba sensorial para cada atributo (Aroma, Color, Sabor, Sabor Residual y
Amargo), de las formulaciones de los Tratamientos I, II, III y IV (Tratamiento I
“Sucedáneo de café 130 ⁰ C”, Tratamiento II “Sucedáneo de café 160 ⁰ C”,
Tratamiento III “Sucedáneo de café 180 ⁰ C”, Tratamiento IV “Control de café
genuino) se interpretaron a través de análisis estadístico ANOVA realizado al
panel sensorial de los tratamientos observándose que el tratamiento con el mejor
grado de preferencia, correspondió al tratamiento T3 (sucedáneo café 180⁰C),
donde se tuvo en cuenta las preferencias significativas de los atributos aroma,
color, sabor, sabor residual, amargo y percepción final, de acuerdo a los
resultados.
5. CONCLUSIONES.
El sucedáneo de café cumplió con los parámetros fisicoquímicos resaltando que
los porcentajes en las variables de ceniza y de solidos solubles presentaron un
rango mayor a lo permitido por la NTC sin afectar la calidad del producto, en
cuanto a los parámetros microbiológicos se puede observar que cumplió con lo
establecido por la NTC 3534 2007, siendo un producto inocuo de excelente
calidad cumpliendo con los requerido en la investigación encaminado al
aprovechamiento agroindustrial del fruto de algarrobo (prosopis juliflora).
Los sólidos solubles y el rendimiento en el sucedáneo de café están por encima
del rango expuesto por la NTC 3534 2007, esto quiere decir que son más altos
que el café comercial rendimiento de solidos solubles 18% -22% y la
concentración de solidos solubles 1,15%- 1,35%, debido a que el fruto de
algarrobo está constituido por más contenido de azucares solubles, contenido de
fructosa y sacarosa.
Para la determinación del grado de tostado del sucedáneo de café, se cumplió con
lo requerido en la NTC 3534, 2007 en donde la medición de las muestras se
realizó con un colorímetro marca (CHROMA METER CR-410, Konica Minolta) en
el laboratorio de la empresa cafetera Oma en la ciudad de Bogotá, en el que el
tratamiento T3 (180°C) determino un grado de tostado oscuro similar al café
comercial (Oma café) siendo el valor entre los tratamientos el más preciso.
El sucedáneo café presenta un alto potencial agroindustrial, pues el tratamiento T3
cumplió con la similitud sensorial del café comercial (café sello rojo) arrojando
resultados con favorabilidad a diferencia de los otros tratamientos establecidos,
esto quiere decir que el tratamiento T3 cumple con lo planteado en la investigación
122
que es buscar una bebida natural, parecida al café, con un alto valor energético
para la alimentación humana, sin causarle daño por ser un producto el cual no
contiene cafeína.
En la elaboración del sucedáneo de café, cabe destacar que fue elaborado en el
mes de Agosto del 2016, logrando a obtener una vida útil de 6 meses sin perdidas
de sus características organolépticas como lo son su aroma, su sabor, y textura, el
método de conservación para su respectivo almacenamiento realizo en bolsas de
tripaca metalizadas con válvula de aire, con una capacidad de 250 g.
6. RECOMENDACIONES
Se recomienda al momento de hacer la trituración pasar más de una vez para así
disminuir perdidas. También, evaluar el tiempo de vida útil del sucedáneo de café,
el tipo de envase para su almacenamiento y la realización de pruebas sensoriales
con un panel sensorial adecuado para este tipo de captación para obtener
resultados exactos.
Por otra parte, llevar a cabo la investigación aumentando los tiempos y
temperatura en el proceso de tostado del fruto de algarrobo (Prosopis juliflora);
pero considerando las condiciones óptimas del proceso, temperatura y tiempo con
las cuales se desarrolló el presente estudio
Al efectuar la determinación de grado de tostado realizar un estudio en cuanto a
diferencias de temperatura o tiempo. Así mismo se recomienda determinar el
grado de color a la harina sin tostar.
7. REFERENCIAS
Arnero Chavez, M. (2015). La vaina del Mezquite (prosopis spp) en la alimentación
del ganado. (Tesis de pregrado). Recuperado de:
http://repositorio.uaaan.mx:8080/xmlui/bitstream/handle/123456789/6922/MIGUEL
%20ANGEL%20ARNERO%20CHAVEZ.pdf?sequence=1.
Cortez González, C. J. (2010). Definición de parámetros de calidad del café de
algarroba para la elaboración de una norma técnica (tesis de pregrado).
Recuperado de:
https://pirhua.udep.edu.pe/bitstream/handle/123456789/1494/ING_488.pdf?seque
nce=1
Decreto 3075 (1997). Invima. Recuperado de:
https://www.invima.gov.co/images/stories/aliementos/decreto_3075_1997.pdf
José, C. (1999). Característica de la Tostion de algunos subproductos de la trilla

123
de café. Cenicafe. Recuperado de:
http://www.cenicafe.org/es/publications/arc050(04)259-285.pdf
"MARCO NORMATIVO MATERIAS". (s.f). Origen reglamento tecnico. Recuperado
de http://portal.colorquimica.com.co/portal/pls/portal/docs/1/188032.PDF
"La población mundial", " (s.f). Recuperado de:
http://repositorio.ug.edu.ec/bitstream/redug/3499/2/TESIS.pdf
Prodromus Systematis Naturalis Regni Vegetabilis. (1825). Prosopis juliflora.
conabio. Recuperado de
http://www.conabio.gob.mx/conocimiento/info_especies/arboles/doctos/46-
legum44m.pdf
Rivas Ditta, J. M. (2015). Estudio de factibilidad para la produccion y
comercialización de alimentos a base del fruto seco del p. juliflora. (Trupillo).
(Tesis de pregrado). Recuperado de
http://repositorio.cuc.edu.co/xmlui/bitstream/handle/11323/475/TRABAJO%20DE%
20GRADO,%20JAZMANNYS%20MANUELLE%20RIVAS%20DITTA.pdf?sequenc
e=1
United States Census (2016). U.S and Worl Population Clock. Recuperado de
http://www.census.gov/main/www/popclock.html