-
8/16/2019 Balanceo lineas
1/27
EN ESTE TRABAJO LOS CÁLCULOS ESTÁN BIEN LLEVADOS CABO ELPROBLEMA
ES QUE AQUÍ EMPLEAMOS LOS 3 MÉTODOS Y SOLO SEDEBE DE OCUPAR UNO. EL
OTRO ARCHIVO CONTINE LO QUE SI ESTABIEN.
PLUTARCO SÁNCHEZ DE GANTE
E S T U D I O D E L T R A B A J O II
EQUIPO:
FRANCISCO JAVIERCADENASMENESESDANIELHERNÁNDEZCERVANTESGIOVANNY
CASTRO MORENOLUCERO SÁNCHEZ ARCOSBRENDA MONTES
GÓMEZGUILLERMOLIMÓNLARIOS
DEPARTAMENTO DE ING. INDUSTRIAL
SEMESTRE: 4º
GRUPO: J1
PRACTICA: BALANCEO DE L!NEAS"
#$ % MAYO & #'1#
-
8/16/2019 Balanceo lineas
2/27
#
OBJETIVO: El Objetivo es Balancear una Línea de producción a
base de losmétodos que se presentan. Esta prácticanos da la
oportunidad de comprender
mas a fondo como funciona un balanceo de líneas de 1 !ontactos
con c"alupas#
donde entendemos por balanceo de líneas aquel procedimiento que
consiste en la
a$rupación de las actividades secuenciales de trabajo en centros
de trabajo# con
el fin de lo$rar el má%imo aprovec"amiento de la mano de obra
& equipo & de esa
forma reducir o eliminar el tiempo ocioso.
Las actividades compatibles entre sí se combinan en $rupos de
tiempos
apro%imadamente i$uales que no violan las relaciones de
precedencia# las cuales
especifican el orden en que deben ejecutarse las tareas en el
proceso deensamble.
ABSTRACT:'na estrate$ia importante para balancear la línea de
ensamble escompartir los elementos de trabajo. (os operarios o más
con al$)n tiempo ocioso
en su ciclo de trabajo pueden compartir el trabajo de otra
estación para lo$rar
ma&or eficiencia en toda la línea.
'na se$unda posibilidad para mejorar el balanceo de una línea de
ensamble es
dividir un elemento de trabajo.
*ambién una secuencia de ensamble distinta puede producir
resultados más
favorables. En $eneral# el dise+o del producto determina la
secuencia de
ensamble. ,in embar$o# no deben i$norarse las alternativas. Las
líneas de
ensamble bien balanceadas no solo son menos costosas# también
a&udan a
mantener un buen animo en los trabajadores porque e%isten
diferencias mu&
peque+as en el contenido de trabajo que reali-an en la
línea.
Los casos típicos de balanceo de línea de producción son:
1 !onocidos los tiempos de las operaciones# determinar el n)mero
de operarios
necesarios para cada operación.
/ !onocido el tiempo de ciclo# minimi-ar el n)mero de estaciones
de trabajo.
0 !onocido el n)mero de estaciones de trabajo# asi$nar elementos
de trabajo a la
misma.
-
8/16/2019 Balanceo lineas
3/27
-
8/16/2019 Balanceo lineas
4/27
4
INTROD8CCI9N
'na de los problemas más importantes que se tiene dentro de la
manufactura# es
el de ase$urar un flujo continuo & uniforme de los productos
a través de los
diferentes procesos dentro de la planta. Esto es debido a que
los tiempos de
operación por parte de las personas# es variable se$)n un
sinn)mero de factores#como lo son el cansancio# la curva de
rendimiento# el nivel de
aprendi-aje# dificultad de la operación# temperatura# etc.#
además de la mano de
obra# se cuenta con recursos que pueden limitar en un momento
dado como lo son
las máquinas# materiales# insumos# etc. "allar la distribución
de la capacidad de
manera de minimi-ar este problema es lo que se conoce como
B$#$nc!o d!,n!$.
El balanceo de líneas es una técnica que nos permite determinar
la car$a de
trabajo & asi$nación de personal en el proceso de
manufactura de un producto#
con el fin de minimi-ar los tiempos muertos# así como los costos
de produccióntodo esto esta orientado de cierta manera para
aumentar en buena medida la
productividad & con ello también se aumenten las
utilidades.
Esta técnica también nos sirve para anali-ar los tiempos muertos
de las maquinas
& de operadores en un $rupo de ellos# que atienden una línea
de ensamble. Lo
conveniente e ideal será determinar los requisitos de mano de
mano de obra en
una línea de producción.
2ara ello será necesario conocer ciertas situaciones &
defectos o debilidades de la
línea# pues lle$ar a ser inefica- cuando baja la demanda o las
subidas también
forman parte importante & esencial para reali-ar el cálculo.
,i la demanda del
mercado cambia para requerir otros productos# entonces implica
la necesidad de
producir los productos. Esto se puede "acer# de cierta manera
instalando líneas de
manera separada# dedicadas para reali-ar el proceso de
fabricación de estos
productos# cabe "acer mención que desde el punto de vista
económico se menos
costoso cuando las líneas adicionales ellos mismos están
funcionando
eficientemente en el cumplimiento de la ma&or demanda. Eso
quiere decir que no
"a& solución para el elemento de 3(emanda *otal4# con la
me-cla del producto que
varia. !omo &a lo mencionamos anteriormente & como es de
suponerse se
efectuara la presente practica de 3Balanceo de Líneas4# mediante
los métodos quea continuación se presentan.
-
8/16/2019 Balanceo lineas
5/27
)
DESCRIPCION DE DESARROO DE A ACTIVIDAD;BAANCEO DE ÍNEAS<
OBJETIVO DE A PR=CTICA
El objetivo de la practica es que nosotros como alumnos de la
carrera de
in$eniería industrial e inte$rantes del equipo llevemos a cabo
la practica del
balanceo de líneas# cabe "acer mención de la importancia de la
aplicación de un
caso real acerca de los conocimientos adquiridos en la temática#
poniendo en
practica los métodos de balancear una línea que son las que se
"an estado
practicando teniendo en cuenta la mesa octo$onal precisamente
dise+ada para el
balaceo de líneas# considerando también lo que es la eficiencia
real & teórica# el
numero de estaciones# procedencia eficiencia de la línea#
eficiencia de la estación
de trabajo# así como también llevando a cabo lo que es el
calculo del numero deoperarios totales# el numero de operación por
cada estación de trabajo entre otros.
PARTES )ERRA1IENTAS >8E EST=N IN1ERSAS EN EBAANCEO
DEÍNEAS:
(e los si$uientes elementos se están considerando 1 de c5u:
a !ontacto.
b Enc"ufe.c *ornillos para la parte superior 6/ por producto.d
2arte amarilla.e 2laca de metal interior.f !"alupa.$ *ornillos para
sujetar la placa de metal con la c"alupa 6/ por
producto." !aja para empaque.
7quí se toman en cuenta "erramientas & equipos
como:
i 0 (esarmadores de cabe-a plana 6"erramienta. j 1 8esa
rotatoria 6mesa octo$onal.
-
8/16/2019 Balanceo lineas
6/27
H
F
C
D
A & B
G
E
I
*
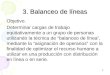
DISTRIB8CI9N DE =REA DE TRABAJO
7quí observamos la que corresponde a la 31!'$ Rot$cion$#
Octogon$#4# la cuales dise+ada & utili-ada precisamente para
balancear líneas. Esta mesa tiene la
característica de que aquí podemos establecer la velocidad a la
cual queremos
que $ire la mesa# así como determinar si queremos que el
movimiento sea
continuo o tempori-ado &a que cuando esto ocurre
determinamos también cada
que tiempo queremos que se mueva la mesa# así como también que
dirección
6derec"a o i-quierda# & también cuenta con un botón de paro
de emer$encia el
cual debe de activarse solo cuando sea necesario & "a&a
problemas con al$)n
elemento en cuestión.
-
8/16/2019 Balanceo lineas
7/27
+
7quí podemos observar lo que corresponde una distribución
del área de trabajo
tomando en cuenta que no se mostro en la mesa rotatoria debido a
que debemos
de anali-ar las partes de las cuales están formadas &
después de que se reali-a
en calculo de los elementos de los cuales nos muestran que
actividades van en
cada estación & cuantas de ellas necesitamos entonces si lo
acomodamos en la
mesa rotacional tal & como se puede apreciar en la mesa en
círculos rojos:
PASOS PARA E?ECT8AR E BAANCEO DE ÍNEAS
1. (efinir la actividades elementales/. 9dentificar los
requerimientos de precedencia.
0. !alcular el numero minimo de estaciones de trabajo
necesarias.. 7plicar una "eurística de asi$nación para especificar
el contenido de trabajo
de cada estación 6proceso ló$ico de asi$nación de estaciones.;.
!alcular la eficiencia & la eficacia.
-
8/16/2019 Balanceo lineas
8/27
$
DESCRIPCI9N DETAADA DE A ACTIVIDAD CODI?ICACI9N
APARTIR DE 1@TODO DE 1OST :
2ara comen-ar empe-aremos diciendo que para "acer un análisis de
nuestras
líneas & balancearlas debemos de conocer los elementos que
son los que formanla pie-a con la que vamos a trabajar 6mencionadas
en la parte del material así
como también conocer lo que son los tiempos estándar de cada una
de las
operaciones & es a"í donde para conocer ellos partimos
usando lo que es el
método de sistema de tiempos predeterminados conocido como 8O,*#
debido a
que con este método observamos un desempe+o adecuado# así como
también
podemos denotar una precisión adecuada. 7 continuación mostramos
dic"o
cálculo del tiempo normal & el estándar de cada
operación:
3. Con *$no d!r!c$ '! to*$ #$ c$#u%$ ( '! co#oco !n un$ %orción
d!#$ *!'$ gir$tori$ d!'%u0' '! to*$ #$ %#$c$ d! *!t$# ( '! co#oc$
'obr!#$ c$#u%$ *i!ntr$' #$ *$no i+ui!rd$ 'o'ti!n! #o' do'
!#!*!nto':
A1B' G1 A1 B' P1A' , 4 - 1' ,40
TMU’s
A1B' G1 A1 B' P1A' , 4 - 1' ,40
TMU’s
, 4' TMU 4' TMU , 80 TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 2T18FS .42 *in.
80TMU ´ S X .00001
.0008 X 60
0.048
D GI H II III H IV
D 6.< = 1.> 61 = ?.> @ 1./STD T. NOR1A G3 H
TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ 1./ 62EA,O7LE,: ; @1;./
,*(: 6.> min 61 = .1;/ @
-
8/16/2019 Balanceo lineas
9/27
/
TSTD .&& *in
/. Con #$ *$no d!r!c$ '! to*$ un toni##o ( '! incru't$r$ !n !#
$gu!roG*i'*o +u! ti!n!n t$nto #$ c$#u%$ co*o #$ %#$c$ d! *!t$# (
'!
!nro'c$r$ con #$ *$no d$ndo $u't!' %$r$ co#oc$r !# torni##o #o
*$'c!rc$ d!# *!t$#:A1 B' G1 A1 B' P( F)4
*A'B' P' A' , ()- 1' , 350 TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# &T18FS .53 *in.
350TMU ´ S X .00001
.0035 X 600.21
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6./1 min 61 = .1/> @
TSTD .5- *in
. S! to*$ !# torni##o con #$ *$no i+ui!rd$ ( '! %$'$ $ #$ *$no
d!r!c$*i'*o +u! !' ##!"$do ! incru't$do !n !# $gu!ro G*i'*o +u!
ti!n!n
t$nto #$ c$#u%$ co*o #$ %#$c$ d! *!t$# ( '! !nro'c$r$ con #$
*$nod$ndo 54 $u't!' %$r$ co#oc$r !# torni##o #o *$' c!rc$ d!#
*!t$#:A1B' G1 A1 B' P1A' , 4 - 1' ,0
TMU’s
A' B' G' A1 B' P( F4#
A'B' P' A' , 4* - 1' , !0 TMU’s
, 4' TMU 4*' TMU , 500 TMU’s
-
8/16/2019 Balanceo lineas
10/27
1'
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# &T18FS . *in.
500TMU ´ S X .00001
.005 X 60
0.3
D GI H II III H IV
D 6.< = 1.> 61 = 0.< @ <
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @
-
8/16/2019 Balanceo lineas
11/27
11
&. Sin 'o#t$r !# d!'$r*$dor '! ##!"$ $ci$ dond! '! !ncu!ntr$
!# '!gundotorni##o ( !' co#oc$do con %r!ci'ión ( dico torni##o !'
$%r!t$do con 4"u!#t$' con #$ *$no d!r!c$ '! d!$ !# d!'$r*$dor !n #$
*!'$:
A'B' G' A1 B' P( F*
A1B' P1 A' , 1# - 1' , #"0 TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 35T18FS ./5 *in.
120TMU ´ S X .00001
.0012 X 60
0.072
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.?/ min 61 = .1/> @
TSTD .23 *in
-. D!'%u0' con #$ *$no i+ui!rd$ '! to*$ un cont$cto ( '! co#oc$
!n #$%$rt! dond! '! !ncu!ntr$ #$ on$ %$r$ co#oc$r#o'ubic$do !n
#$
%#$+uit$ +u! u! co#oc$d$ !n #$ c$#u%$:
A1 B' G1 A1 B' P1 A' , 4 - 1' ,40
TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 4T18FS .54 *in.
40TMU ´ S X .00001
.0004 X 60
0.024
D GI H II III H IV
D 6.< = 1.> 61 = ?.> @ 1./
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ 1./ 62EA,O7LE,: ; @1;./
-
8/16/2019 Balanceo lineas
12/27
1#
,*(: 6./ min 61 = .1;/ @
TSTD .5/ *in
/. D!'%u0' con #$ *$no i+ui!rd$ '! to*$ un $%$g$dor ( '! co#oc$
!n #$
%$rt! dond! '! !ncu!ntr$ #$ on$ ubic$do !n #$ %#$+uit$ +u!
u!co#oc$d$ !n #$ c$#u%$:
A1 B' G1 A1 B' P1 A' , 4 - 1' ,40
TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 4T18FS .54 *in.
40TMU ´ S X .00001
.0004 X 60
0.024
D GI H II III H IV
D 6.< = 1.> 61 = ?.> @ 1./
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ 1./ 62EA,O7LE,: ; @1;./
,*(: 6./ min 61 = .1/> @
TSTD .5/ *in2. D!'%u0' con #$ *$no d!r!c$ '! to*$ #$ %#$c$
$*$ri##$ ( !' ##!"$d$
dond! '! !'tán $r*$ndo tod$' #$' %i!$' d!'%u0' '! co#oc$
*i!ntr$'#$ *$no i+ui!rd$ $c! un$ %!+u!L$' %r!'ión %$r$ +u! no '!
*u!"$n#$' %i!$':
A1 B' G1 A1 B' P(A' , * - 1' , *0
TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# -T18FS .- *in.60TMU ´ S X .00001
.0006 X 60
0.036
D GI H II III H IV
-
8/16/2019 Balanceo lineas
13/27
1(
D 6.< = 1.> 61 = ?.> @ 1./
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.0< min 61 = .1/> @
TSTD .4 *in
D!'%u0' con #$ *$no d!r!c$ '! to*$ un toni##o ( '! incru't$r$ !n
!#$gu!ro G*i'*o +u! ti!n!n t$nto #$ c$#u%$ co*o #$ %#$c$ d! *!t$# (
#$ %#$c$$*$ri##$ ( '! !nro'c$r$ con #$ *$no d$ndo 32 $u't!' %$r$
co#oc$r !#torni##o #o *á' c!rc$ d!# *!t$#:
A1
B' G1 A1 B' P( F(#A'B' P' A' ,
($- 1' , 380 TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 2T18FS .552 *in.
380TMU ´ S X .00001
.0038 X 60
0.228
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.//> min 61 = .1/> @
TSTD .5&/ *in
K. D!'%u0' con #$ *$no d!r!c$ '! to*$ !# otro toni##o ( '!
incru't$r$
!n !# $gu!ro G*i'*o +u! ti!n!n t$nto #$ c$#u%$ co*o #$ %#$c$
d!*!t$# ( #$ %#$c$ $*$ri##$ ( '! !nro'c$r$ con #$ *$no d$ndo 3
$u't!'%$r$ co#oc$r !# torni##o #o *$' c!rc$ d!# *!t$#:
A1
B' G1 A1 B' P( F1*A'B' P' A' ,
##- 1' , ""0 TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 55T18FS .35 *in.
-
8/16/2019 Balanceo lineas
14/27
14
220TMU ´ S X .00001
.0022 X 60
0.132
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.10/ min 61 = .1/> @
TSTD .342 *in
3.D!'%u0' con #$ *$no d!r!c$ '! to*$ !# d!'$r*$dor ( !'
co#oc$docon %r!ci'ión 'obr! !# torni##o *i'*o +u! '!rá $u't$do con
"u!#t$':
A1 B' G1 A1 B' P( F1* A'
B' P' A' , ## - 1' , ""0 TMU’s
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 55T18FS .35 *in.
220TMU ´ S X .00001
.0022 X 60
0.132
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.10/ min 61 = .1/> @
TSTD .342 *in33.Sin 'o#t$r !# d!'$r*$dor '! ##!"$ $ci$
dond! '! !ncu!ntr$ !# '!gundo
torni##o ( !' co#oc$do con %r!ci'ión ( dico torni##o !' $%r!t$do
con "u!#t$' con #$ *$no d!r!c$ '! d!$ !# d!'$r*$dor !n #$ *!'$.
A'B' G' A1 B' P( F* A'
B' P' A' , 1' - 1' , #00 TMU’s
-
8/16/2019 Balanceo lineas
15/27
1)
TIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 3T18FS .- *in.
100TMU ´ S X .00001
.001 X 60
0.06
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.< min 61 = .1/> @
TSTD .-/ *in
35.Con #$ *$no d!r!c$ '! d!$ !# d!'$r*$dor 'obr! #$ *!'$ ( con
#$*$no i+ui!rd$ '! 'u!t$ #$ c$$ ( 'obr! !# *i'*o *o"i*i!nto
'!d!%o'it$ !# %roducto t!r*in$do d!ntro d! #$ *i'*$ %o't!rior*!nt!
'!ci!rr$ #$ c$$ con *o"i*i!nto d! *$no ( '! d!$ 'obr! #$ *!'$.
A' B' G' A1 B' P1 A' , # - 1' , "0
TMU’sA1 B' G1 A' B' P( A' , )' - 1' ,
50 TMU’s
A' B' G' A1 B' P1 A1 , ( - 1' , 30
TMU’sTIE1PO ESTANDAR DE A OPERACI9N.
Tot$# 3T18FS .- *in.
100TMU ´ S X .00001
.001 X 60
0.06
D GI H II III H IV
D 6.< = 1.> 61 = ;. @ ?.>
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ ?.> 62EA,O7LE,: ; @1/.>
,*(: 6.< min 61 = .1/> @
-
8/16/2019 Balanceo lineas
16/27
1*
TSTD .-/ *in
TOTAL DE TMU’s $ "330
Aquí observamos el tiempo estándar general de todo el
proceso para armar el
producto:
TIE1PO ESTANDAR
Tot$# 5 T18FS 3.K *in.
2330 Mo d' s X .00001
.0233 X 60
1.398
D GI H II III H IV
D 6.< = 1.> 61 = 1.; @ 0.F
STD T. NOR1A G3 H TOERANCIAS
*OLEA7!97,: 6C7*9D7: ( @ 0.F 62EA,O7LE,: ; @>.F
,*(: 61.0F min 61 = .>F @
TSTD 3.&3/3 M 3.&3 *in
POR E 1@TODO BASADO EN PRECEDENCIA
Partiendo de los tiempos anteriormente obtenidos. Y ahora
considerando lossiguiente se realiza el cálculo para el método
anteriormente mencionado,suponiendo esto
D!*$nd$: 2 %i!$'.Eici!nci$: 3.To#!r$nci$': 3& /5
*inuto'.Turno: 2 or$' 42 *inuto'.
Ti!*%o: 42 *inuto'.
OPERACI9N TIE1POEST=NDAR
EN 1IN
TIE1POEST=NDAR
EN SE
PRECEDENCIA
1 '.')) '(.(' &&&# '.#(* 14.1* '1
-
8/16/2019 Balanceo lineas
17/27
1 # ( 4 ) * + $ /
1'
11
1#
1(
1 # ( 4 ) * + $ /
1'
11
1#
1(
(.( 14.1* 14.4$ $.$$ 4.$* 1.*# 1.*# #.4' 1).4#
$.$$
$.$$
4.'#
4.'#
1+
( '.((( 14.4$ '#4 '.14$ '$.$$ '() '.')1 '4.$* '4* '.'1+ '1.*#
')+ '.'#+ '1.*# '*$ '.'4' '#.4' '+/ '.#)+ 1).4# '$1' '.14$ '$.$$
'/11 '.14$ '$.$$ '1'1# '.'*+ '4.'# '111( '.'*+ '4.'# '1#
PASO 3: EABORAR A RED
A+u, '! *u!'tr$ un$ r!d d! dond! '! *u!'tr$ #$ %r!c!d!nci$.
PASO 5: CAC8O DE PESO POSICIONA.
,e calculo el peso posicional sumando el tiempo de la operación
en cuestión# mas
todos los tiempos de las operaciones que le si$uen:
-
8/16/2019 Balanceo lineas
18/27
1$
PASO : ORDENAR OS TIE1POS DE OS PESOS POSICIONAES ASOPERACIONES
ASOCIADAS DE 1ANERA DECRECIENTE.
(espués se "ace el cálculo del peso posicional 6sumar los
tiempos de las
operaciones que le si$uen a la operación a calcular# estos
cálculos son en base a
la precedencia o la red anteriormente mostrada tal & como
aparece a
contuanucion:
OPERACIONES
PESOPOSICIONAE
S'1 /$.'4'# /4.+4'( $'.)$'4 *'.*'') )1.+#'* 4*.$*'+ 4).#4
'$ 4(.*#'/ 41.##'1' #).$''11 1*./#'1# '$.'4'1( '4.'#
PASO 4: CAC8AR E TIE1PO DE CICO DE SISTE1A.
(espués se procede alos cálculos si$uientes:
C$#cu#$r !# ti!*%o d! cic#o d! 'i't!*$.
T . C . S .=(Tiempo disponiblede operario
)( Eficiencia)
Producciondiariao demora
-
8/16/2019 Balanceo lineas
19/27
1/
T . C . S .=(24480 seg.)(1.0)
800=30.6 seg/ pza
T . C . S .=(408)(1.0)
800 =0.01min/ pza
PASO &: ASINAR AS OPERACIONES DETER1INAR E N81ERO
DEESTACIONES
!ontinuamos con la asi$nación de las operaciones &
determinar el n)mero de
estaciones# tal & como se muestra a continuación:
OPERACIONES
PESOPOSICIONAE
S
TIE1POEST=NDAR
TIE1POAC818AD
O
N81ERODE
ESTACI9N'1 /$.'4 '(.(' '(.(' I'# /4.+4 14.1* 1+.4*'( $'.)$ 1/./$
1/./$
II'4 *'.*' '$.$$ #$.$*') )1.+# '4.$* '4.$*
III'* 4*.$* '1.*# '*.4$'+ 4).#4 '1.*# '$.1''$ 4(.*# '#.4'
1'.)''/ 41.## 1).4# #)./#
'1' #).$' '$.$$ '$.$$
IV'11 1*./# '$.$$ 1+.+*
'1# '$.'4 '4.'# #1.+$'1( '4.'# '4.'# #).$'
PASO -: CAC8AR PROD8CCI9N TE9RICA E?ICIENCIA REAPROD8CCI9N REA
DE A ÍNEA BAANCEADA
2rose$uimos con calcular la producción teórica# eficiencia real#
producción real# de
la línea balanceada# tal & como se muestra a
continuación:
Tiempo disponible de1 ) ( Eficiencia Planeada)
¿¿ Produccion(Teorica)=¿
¿ (24480 )(1.0)
28.86 =848.232 pzas /t urno
-
8/16/2019 Balanceo lineas
20/27
-
8/16/2019 Balanceo lineas
21/27
#1
7 continuación se si$uen una serie de formulas que nos
permiten "acerloscálculos
adecuados# aquí se si$ue una metodólo$a que &a fue
mencionada al inicio:
!umero de Estaciones (Teorico)=(Tiempo total de traba%o
por unidad )( "emanda)
TiempoTotal Prducti&o teorico
(98.04 seg/unidad )(800)24480
=3.20394
ProduccionMa$ . "iaria= (Tmpo . "isponible/ turno
)
Tpo . deCiclo o cuellode otella
24480 seg
28.86=848.23 pzs/ turno
T . C . S .=(Tiempo deisponiblede operario
)( Eficiencia)
Producciondiariao demora
T . C . S .=(24480 seg.)(1.0)
800
=30.6 seg/ pza
E't$ción 3 5 4Tot$#!
' d!
8ti#i$ciónTi!*%o
Producti"o1?.
<
/>.>
<
/;.F
/
/;.
>
F>. 98.04
122.4∗100 >.1
Ti!*%oCic#o
0.< 0.< 0.< 0.
<
0.< GGGGGGGGGGGGGGGG
G
GGGGGGGGGGGGG
Ti!*%oocio'o
10.1
1.? . .> /.0< 24.36
122.4∗100 1F.F
T%&'(). *& C%+,) *&S%s-&'
#$.$* #$.$* #$.$* #$.$* 11).44
T%&'() O+%)s) 11.4 ' #./4 (.'4 1+.($0
-
8/16/2019 Balanceo lineas
22/27
##
de utilizacion= 98.04
115.44∗100=0.849=84.9
ocio= 17.38115.44
∗100=0.0150=15.05
7"ora considerando lo anterior tenemos:
D!*$nd$2
T.C.S.- '!g
N. d! !'t$cion!'4
Et$%$'d! #$
)!ur,'tic$
E't$ción
Act.!#!gib#!
'
Act.S!#!ccion$d
$
Dur$ción G'!g.
T. NoA'ign$ció
n;Ocio'o<
Act.E#!gib#!
1 I A A (.( ('.*&(.( ,#+.(
B
# I B B 14.1* #+.(&14.1*, 1(.14
&&&&&&&&&&&&&&
( II C C 1/./$ ('./*&1/./$ ,
1'.*#
D
4 II D D $.$$ 1'.*#&$.$$,1.+4
&&&&&&&&&&&&&&
) III E E 4.$* ('.*&4.$*,#).+4
F
* III F F 1.*# #).+4&1.*#,#4.1#
G
+ III G G 1.*# #4.1#&
1.*#,##.)
H
$ III H H #.4 ##.).4,#'.1
I
/ III I I 1).4# #'.1&1).4#,
4.*$
&&&&&&&&&&&&&&&
1' IV J J $.$$ ('.*&
-
8/16/2019 Balanceo lineas
23/27
#(
$.$$,#1.+#
11 IV $.$$ #1.+#&$.$$,1#.$4
L
1# IV L L 4.'# 1#.$4&
4.'#,$.$#
M
1( IV M M 4.'# $.$#&4.'#,4.$
&&&&&&&&&&&&&&
E't$ción 3 5 4 Tot$#!' d!
8ti#i$ción
Ti!*%oProducti"
o
1+.4* #$.$* #)./# #).$ /$.'4 98.04122.4
∗100$'.1'0
Ti!*%oCic#o
('.* ('.* ('.* ('.* ('.*
&&&&&&&&&&&&&&&&&
&&&&&&&&&&&&&
Ti!*%oocio'o
1(.14 1.+4 4.*$ 4.$ #4.(* 24.36122.4
∗1001/./'0
de utilizacion= 98.04
115.44∗100=0.849=84.9
ocio= 17.38
115.44∗100=0.0150=15.05
Eficiencia Real= 98.04
(30.6 )(4)=0.8009=80.09
ProduccionTeorica=24480(1.0)
30.6=800
Produccion Real=(800 ) ( .8090 )=640.72 pzas /
turno
TRABAJAR TIEMPO E-TRA
-
8/16/2019 Balanceo lineas
24/27
#4
!omo podemos darnos cuenta al i$ual que el método anterior nos
faltan pie-as
para completar las > que se nos demandaron es por ello que
consideramos dar
esta solución:
D!b!r,$*o' $u*!nt$r !# n6*!ro d! o%!r$rio' o *$+uin$'. O !n
'u
d!!cto !'t$b#!c!r or$' !7tr$' tr$b$$d$' %$r$ cu*%#ir con
#$d!*$nd$.
Produc cion Real
Tiempo "isponible=640.72
24480=0.0261
0.0261−−¿1seg160−−¿ $
160 (1 seg)=0.0261 $
160 seg=0.029 $
160 seg
0.0261= $
6130.26 seg= $
$=102.17min
Aor$ %ro'!gui*o' %$r$ #o +u! '! *!ncion$ $ continu$ción:
CAC8O PARA E N1ERO DE OPERARIOS
S! to*$ #o cu!nt$ #o 'igui!nt!:
Turno2 or$' 42 *inuto'To#!r$nci$' 3&Eic. P#$n!$d$ 3
-
8/16/2019 Balanceo lineas
25/27
#)
D!*$nd$ 2 %i!$'.
2rimero se calcula el índice de producción.
(p= "emanda
t . disponiblede un )perador
(p=800
408=1.906min/ pza
!o=∑ T . E .∗ (p
E
!o=(1.634 )(1.906)
4.0 =3.204 operarios
!omo nos damos cuenta las demás operaciones &a fueron
calculadas
anteriormente podemos decir que nuestra líneas están
completamente
balanceadas.
!o=[ T . E . ()peracion ) ] (p
E
O2356789
T.E.3 ;5
-
8/16/2019 Balanceo lineas
26/27
#*
) '.'$1 1./* 1 '.1)$+** '.'#+ 1./* 1 '.')#/#+ '.'#+ 1./* 1
'.')#/#$ '.'4 1./* 1 '.'+$4/ '.#)+ 1./* 1 '.)'(+#
1' '.14$ 1./* 1 '.#/''$11 '.14$ 1./* 1 '.#/''$1# '.'*+ 1./* 1
'.1(1(#1( '.'*+ 1./* 1 '.1(1(#
CONC8SIONES:
2ara concluir con la prácticapodemos mencionar que en este
pro&ecto llevamos a
cabo el 3Balanceo de Líneas4 el cual como lo pudimos notar fue
reali-ado con uncontacto# un apa$ador# tornillos# 1 c"alupa# /
placas & una caja donde lo primero
que llevamos a cabo fue la obtención del tiempo estándar de
nuestro producto por
cada pie-a se reali-o se reali-o la distribución de los
operarios con el numero
respectivo de estaciones teóricamente# & por ende pudimos
observar que
teníamos un !uello de Botella demasiado $rande el cual nos
condujo a obtener
solo trabajadores# e "i-o que la operación fuera un poco mas
fácil para nuestro
operador.
Esta practica fue totalmente diferente a todas las demás
anteriores cu&a
característica principal fue que nosotros tuvimos que desempe+ar
la tarea de ser los operarios & esto en ocasiones fue
difícil debido a que al$uno de los que
inte$ramos el equipo jamás "a trabajado & eso dificulta la
posibilidad de "acer un
trabajo mas rápido# & Cue debido a que no contábamos con las
e%periencia
necesaria# pero conforme la fuimos obteniendo todo se facilito e
"i-o mas sencillo.
!on esto nos dimos cuenta que teníamos que balancear nuestras
líneas &a con
mas e%actitud para poder cubrir la demanda del producto &a
que a"ora tiene el
sostén de cubrir lo que se nos requirió# & después podemos
reali-ar otro estudio
para balancear de nuevo.
ANEQO:
7né%o de un cd el cual contiene un video el cual muestra
como se reali-a la
actividad del ensamble de nuestro producto con ma&or
detalle# solo es el
ensamble de un solo producto.
-
8/16/2019 Balanceo lineas
27/27
#+