Embed Size (px)
DESCRIPTION
CADENA DE SUMINISTRO ADMINISTRACION
Citation preview

-HARVARD~BUSINESS
Transformando laCadenadesuministroInnovando para la creación de valoren todos los procesos críticos
Reuben E. SloneJ. Paul DittmannJohn T. Mentzer

Reuben E. Slone es un veterano ejecutivodel área de la cadena de suministro yun experto ampliamente reconocido enlos campos de la cadena de suministroy el e-business.
J. Paul Dittmann es el director de alianzascorporativas de la Universidad de Tennesseey director gerente de los Foros deIntegración Demanda/Oferta.
John T. Mentzer es profesor de marketing,logística y transporte de la Universidad deTennessee y miembro de la Academy ofMarketing Science.
También de interés
LeanManagement:la g_16n competitivapOI' excelencia
LeanManagementL1uís Cuatrecasas376 Págs.

Transformando la cadena de suministro

Si desea recibir información gratuitasobre nuestras publicaciones, suscríbase en:
Travessera de Gracia 18-20, 6' 2'08021 - BarcelonaTel. 93 410 97 93
e·mall: [email protected]

Reuben E. SloneJ. Paul DittmannJohn T. Mentzer
Transformando lacadena de suministro
Innovando para la creación de valoren todos los procesos críticos
PROFIT~~J editorial

Quedan rigurosamente prohibidas, sin la autorización escrita de los titulares del (opyrigllt, bajo las sanciones enablecidas por las leyes, la reproducción total o parcial de esta obra por cualquier medio oprocedimiento, comprendidos la reprografia y el tratamiento infonn:itico y la distribución de los ejemplares de ella mediante alguilcr o préstamos públicos.
La edición original de esta obra ha sido publicada en lengua inglesa por Harvard Business $choolPublishing (Est:ldos Unidos). con el título Nf:U! SlIppfy Cha;" Agrnda.Autores: Reuben E. Sloan,John T. Menrzer,j. Paul OittmannTraducción: Emili Atmetlla
2010 Harvard Business Schooll>ublishing Corporation.I>ublicado con el acuerdo de Harvard Business PressI>rofit Editorial. 2011 (ww".... prolltcditorial.com)Profit Ediloriallnmobiliaria. $.L. Barcelona, 2011
Diseilo cubiena: XicAnFotocomposición: gama. si
ISBN: 978-84-92956-52-4DepóSito legal: 8-2.193-2011Impreso por: Llberdúplex
Impreso en Espai13 - Prllltt'd itl SPIJitl

índice
1. Focalización en la cadena de suministro como el factorque genera valor para el accionista. . . . . . . . . . . . . . . . . 9Lo que aprenderá en cada capítulo . . . . . . . . . . . . . . . . . . . . 11Conrribuir a genera valor par el accionisra con la cadena de
suministro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Conrribuir a generar valor para el accionista a rravés de la
creación de beneficio económico . . . . . . . . . . . . . . . . . . 14El vinculo existente enrre el valor para el accionisra y
la excelencia de la cadena de suminisrro . . . . . . . . . . . . . . 20Hablar el idioma del direcror general y del consejo de
administración. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
2. Estrategia de la cadena de suministro y los cinco pasospara llegar a la excelencia. . . . . . . . . . . . . . . . . . . . . . . . . 41¿Qué es una estrategia de la cadena de suministro. . . . . . . . . . 41Cinco pasos para elaborar una estrategia que lleva a la excelencia
de la cadena de suministro. . . . . . . . . . . . . . . . . . . . . . . . 48Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Test de evaluación para altos ejecutivos. . . . . . . . . . . . . . . . . 60
3. Contratación del personal de talento apropiado. . . . . . . 67Competencias únicas que son necesarias. . . . . . . . . . . . . . . . 67La batalla por tener personal de talento en la cadena de
suministro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70Características esenciales de los altos ejecutivos de la cadena de
suministro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Reunir un equipo formado por personal de talenro . . . . . . . . 85Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
7

4. Selección de la tecnología apropiada . . . . . . . . . . . . . . . 91La base de la ventaja competitiva. . . . . . . . . . . . . . . . . . . . . . 91Esfuerzo ante el rendimiento . . . . . . . . . . . . . . . . . . . . . . . . 92Tecnología de la cadena de suministro.¿qué hay de nuevo? . . 94Los altos ejecutivos y la tecnología de la cadena de suministro. 96Tres reglas para una implementación eficaz. . . . . . . . . . . . . . 97Siete preguntas sobre nuevas tecnologías. . . . . . . . . . . . . . .. 109Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 111
5. Colaboración interna. . . . . . . . . . . . . . . . . . . . . . . . . . .. 113El azote de los silos funcionales. . . . . . . . . . . . . . . . . . . . . .. 113El director general en el ojo del huracán . . . . . . . . . . . . . . .. 114Empezar con el diseño de producto. . . . . . . . . . . . . . . . . . .. 116Problemas interdepartamentales que peIjudican a la cadena de
suministro. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 119Ajustar la oferta a la demanda. . . . . . . . . . . . . . . . . . . . . . .. 126Las mejores prácticas para la integración de oferta y demanda. 130Encuesta empresarial de integración de oferta y demanda. . .. 133Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 136Test de evaluación del proceso de S&OP. . . . . . . . . . . . . . .. 136
6. Colaboración externa. . . . . . . . . . . . . . . . . . . . . . . . . . .. 139¿Qué es la colaboración externa? . . . . . . . . . . . . . . . . . . . .. 139El rol del director general en la colaboración. . . . . . . . . . . .. 140¿Merece la pena la colaboración? .. . . . . . . . . . . . . . . . . . .. 141Interés creciente en la colaboración. . . . . . . . . . . . . . . . . . .. 143Tecnología y colaboración con los proveedores. . . . . . . . . .. 145Ejemplos de colaboración eficaz. . . . . . . . . . . . . . . . . . . . .. 146La salsa secreta de la receta de una colaboración eficaz . . . . .. 154Colaboración con socios internacionales. . . . . . . . . . . . . . .. 155Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 156
7. Gestión del cambio en la cadena de suministro. . . . . .. 159¿Esta demasiado ocupado el personal de la cadena de suministro? 159Problemas con los proyectos de la cadena de suministro. . . .. 160La parte más dificil de la gestión del cambio. . . . . . . . . . . . .. 169Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 174
8. Estudios del caso de la elaboración y ejecución e unaestrategia de la cadena de suministro . . . . . . . . . . . . . .. 177Estudio de caso: WhirlpooL . . . . . . . . . . . . . . . . . . . . . . . .. 178Estudio de caso: Stage Stores . . . . . . . . . . . . . . . . . . . . . . .. 190Conclusión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. 202
Notas. . . . . . . . . 203Reconocimientos . 207Sobre los autores . 209
8

1Focalización en la cadena de suministro
como el factor que genera valorpara el accionista
Si usted ha escogido este libro, lo más ptobable es que crea que su cadenade suministro no está ofreciendo excelencia, o bien podría funcionar aúnmejor. Teniendo en cuenta las tensiones económicas producidas por elfin de la energía barata, el carácter cada vez más global de la producción yde la competencia a nivel de venta al público, y la gran recesión mundial2008-2010, es posible que usted esté buscando medios de liberar capitaldentro de su organización como una alternativa a los fondos propios y alendeudamiento.
Hemos escrito este libro tratando de eliminar toda la jerga técnica quefuera posible para que así pudiera ser leído por todos los interesados enaprender más sobre el nuevo plan de trabajo de la cadena de suministro.No obstante, lo hemos dirigido sobre todo a los altos dirigentes de la cadena de suministro. Tal vez usted está buscando el medio de hacer pasarsu cadena de suministro al próximo nivel. Tal vez conoce la tremendafuerza potencial de su cadena de suministro, pero se siente frustrado porla lentitud con que su compañía avanza para aprovechar todo este potencial. Sea cual sea su caso, le aseguramos que este libro le ayudará a liberarla auténtica excelencia de la cadena de suministro en su empresa y le proporcionará un medio sostenible de reducir existencias y costes, a la vezque aumenta el porcentaje de cumplimiento de los pedidos de los clien-
9

tes. Estas acciones se traducirán en mejoras en el balance, la cuenta deresultados y el flujo de caja ocas/¡ j10lV, que juntos producirán más beniflcioeco/lómico para la empresa. Tal como mostraremos, el beneficio econónuca conecta directamente la excelencia de la cadena de sununistro convalor para el accionista.
El objetivo de este libro /lO es convencerle de que puede llevar a caboestas mejoras. Nuestro objetivo es mostrarle cómo lograrlas. Deberíamossaberlo, puesto que hemos tenido que hacerlo nosotros mismos y hemosdescubierto, a veces muy laboriosamente, los elementos básicos a lo largodel proceso que conectan la excelencia de la cadena de suministro, el beneficio econónuco y el valor para el accionista. Los tres tenemos a nuestras espaldas largas carreras profesionales, tanto en el mundo de la empresa como en el acadénlico. Hemos tenido que ofrecer la excelencia de lacadena de sununistro y también hemos visto hacerlo a otros. A los tres, laexperiencia nos ha puesto en contacto con cientos de compañías, muchasde las cuajes se han desplazado a la Universidad Tennessee para tealizarauditorías en profundidad de la cadena de sunlinistro o para asistir a losforos de la cadena de sununistro auspiciados por la universidad. Las historias de estas auditorías y de los contactos en los foros se han reunido enuna base de datos de quinientas compañías, de las cuales hemos extraídolos ejemplos, relatos y citas utilizados a lo largo del libro (véase "Procedencia de los ejemplos»).
Procedencia de los ejemplos
En este libro ilustramos los conceptos con muchos ejemplos y relatos.Los hemos obtenido de las interacciones con cientos de compañías,tanto en nuestro rol de profesionales como de consultores. A menosque se diga lo contrario, los relatos, ejemplos y citas de este libro proceden de la base de datos de quinientas compañías de la Universidadde Tennessee, que alberga los detalles de las auditorías de la cadenade suministro llevadas a cabo por la universidad, así como los contactos sostenidos con los participantes en el foro anual de la cadena desuministro de la universidad.
10 TRANSFORMANDO LA CADENA DE SUMINISTRO

Lo que aprenderá en cada capítulo--...;...--------En este capítulo explicaremos cómo focalizar a su equipo de la cadena desuministro en lo que es más importante para su empresa: e! crecimientodel valor para el accionista. Se le ayudará a traducir sus iniciativas y proyectos al idioma de la sala de juntas y a obtener la prioridad que ustednecesita. El capítulo 21e guiará en la exposición de los cinco pasos necesarios para lograr la excelencia de la cadena de suministro de su compañía. El canúno com.ienza con la creación de una estrategia de la cadena desunun.istro. Estamos firmemente convencidos de que esta estrategia debeincluir los cinco pasos que se presentan en e! capítulo 2 y que luego seexplican a fondo a lo largo del libro. En el capítulo 2 se incluye tambiénun auto-test para evaluar en qué punto del canuno se encuentra usted.En e! capítulo 3 se describe el primero de los cinco pasos: la contrataciónde personal de talento. Si usted no d.ispone de la gente adecuada, no podrá construir ni ejecutar la estrategia apropiada. Observará que encontrarpersonal de talento para los puestos de la cadena de suministro conllevaunos retos únicos, debido en gran medida a las dificultades de procesoentre departamentos y entre compañías a las que se enfrentan los ejecutivos de la cadena de sum.inistro. En e! capítulo 4 se describe e! próx.imopaso a dar en el canuno: la selección e implementación de la tecnologíade la cadena de sumin.istro apropiada. Una tecnología mal conocida oimplementada puede ocasionar graves dat'ios en lugar de mejoras. Deberátener cuidado en el proceso de selección y aplicación de tecnología. Eneste capítulo encontrará lo que debe hacer y evitar al respecto. El capítulo 5 muestra cómo cada función o departamento de su empresa desempeña un pape! crítico en una cadena de suministro eficaz y también leayudará a tener una visión clara de cómo colaboran entre sí los diferentesdepartamentos para lograr la excelencia de la cadena de sununistro. Además, al final de! capítulo, un test le ayudará a evaluar sinceramente e! estado de! proceso de alineación de las vertientes de oferta y demanda de sucompañía. El capítulo 6 se centra en e! modo en que su compañía puedelograr resultados espectaculares gracias a la externalización. Debería prestar especial atención a las mejores prácticas de colaboración con proveedores y clientes. El capítulo 7 se ocupa del último paso, pero igualmentecrítico, hacia una estrategia para la excelencia en la cadena de suministro:la gestión del cambio. Todo lo demás es en balde si no hay una ejecucióneficaz. Este capítulo le ofrecerá consejos prácticos sobre e! modo de au-
FOCALlZACIÓN EN LA CADENA De SUMINISTRO COMO EL FACTOR QUE GENERA VALOR ... 11

mentar las posibilidades de éxito. El capítulo 8 expone estudios de casodetallados de dos compañías en las que estuvimos involucrados: una industria, Whirlpool, y un comercio de venta al público, Stage Stores.Cada firma elaboró y luego puso en práctica una estrategia de cadena desuministro que llevaba a la excelencia, al beneficio económico y al valorpara el accionista. En ambos casos fuimos algo más que espectadores deprimera fila de los muchos retos que afrontaron; nosotros formamos parte de los equipos que ayudaron a obtener los resultados.
Contribuir a generar valor para el accionista con lacadena de suministro
Teniendo en cuenta la enorme publicidad que ha rodeado en los últimosdiez años la excelencia de la cadena de suministro de compañías comoWal-Mart, Toyota y Amazon, ¿por qué no la tienen todavía muchas empresas? El éxito del grupo de empresas incluidas en la Supply Chain Top25 de AMR Research, como Apple, lBM, Procter & Gamble, deberíahaber conseguido que todo el mundo se focalizara en la cadena de suministro como el factor que contribuye a generar valor para el accionista. 1
Oímos hablar mucho de la importancia de la cadena de valor, pero confrecuencia lo que se dice no coincide con lo que se hace.
La ruta más desatendida que lleva al incremento del valor para el accionista pasa por la cadena de suministro. No se trata de una argumentaciónde recorte de costes, aunque la excelencia de la cadena de suministrossuele reducir espectacularmente los costes a largo plazo. De hecho, llegar a la excelencia es caro, tanto por lo que se refiere a la atención gerencial como al desembolso efectivo de dinero. La excelencia de la cadena de suministro contribuye a generar valor para el accionista porquecontrola el pulso de la firma: el flujo esencial de materiales e información procedente de los proveedores por toda la empresa hasta llegar a losclientes. Lamentablemente, demasiadas compañías tienen una cadena desuministro en la que este flujo está deteriorado por la falta de estrategia,la ausencia de personal de talento, una mala aplicación de la tecnología,los silos externos e internos, y una carencia de disciplina básica en la gestión del cambio, temas de los que nos ocuparemos en los próximos capítulos.
12 TRANSf"ÜRMhNDO LA CADENA DE SUMINISTRO

En compallía tras compañía observamos que el comportamiento es incongruente con esta idea expansiva de la función de la cadena de suministro. Sin embargo esta visión más amplia ha estado presente dutantemuchos años (véase «Definición estándar de la cadena de suministro»).
Definición estándar de la cadena de suministro
El Council Of Supply Chain Management Professionals (CSCMP) (Consejo de Profesionales de la Gestión de la Cadena de Suministro) definela cadena de suministro como la integración de la planificación y gestiónde todas las actividades involucradas en la contratación externa y adquisición, conversión, y todas las actividades de gestión logistica. Esimportante que incluya también la coordinación y colaboración con lossocios del canal, que pueden ser proveedores, intermediarios, proveedores externos de servicios, y clientes. En esencia, la gestión de la cadena de suministro integra la gestión de la oferta y la demanda dentrode la compañía y a través de diversas compañías.
Cuando citamos la expresión cadena de suministro en este libro nos referimos a la actividad que gestiona el Jlujo de información, dinero y materiales através de la empresa extertdida, desde el proveedor hasta el cliertte, pasando por lossilos fimciOrtales de la empresa. Este libro no se ocupa, en general, de la fabricación, su atención se centra en la cadena de sununistro que se encuentra fuera de las cuatro paredes de la planta de producción.
La cadena de suministro no consiste solo en camiones, palés y almacenes.Quedarse atrapado en una visión tradicional es una de las principales razones de que pocas compañías se aprovechen de la oportunidad de generarvalor para el accionista a través de la excelencia de la cadena de suministro.Es posible que usted, como muchos ejecutivos, con lo que hemos habladosea un tanto escéptico acerca de si merece la pena invertir en esta nueva yamplia visión de la cadena de suministro. Por tanto, empezaremos con elexamen del vínculo inequívoco que hay entre la excelencia de la cadenade suministro y el valor para el accionista, focalizándonos en primer lugaren el bemificio económico, el cual es el eslabón que hay entre los dos.
FOCALlZAC¡ÓN EN LA CADENA DE SUMINISTRO COMO EL FACTOR QUE GENERA VALOR .. 13

Contribuir a generar valor para el accionista a travésde la creación de beneficio económico
El beneficio económico (Economic ProJit, EP) se define muy simplemente como e! beneficio lIIenos e! coste de! capital necesario para generar este beneficio. La importancia de! beneficio económico reside en que la compañíaesté generando rendimientos por encima del coste del capital invertido.La generación de un beneficio económico debería ser el objetivo principal de todas las empresas. La mayoría de los directores generales sabepor intuición que el beneficio económico contribuye a generar valorpara el accionista. No obstante, muchas elllpresas no colllprenden COII claridade! vinculo que se inicia en la excelencia de la cadena de sUlllinistro y que contimíahasta e! valor para e! accionista a través de! bmeficio econólllico. La excelenciade la cadena de suministro puede llevar muchas veces al máximo beneficio económico y valor para el accionista porque su potencial pleno se hainfrautilizado en e! pasado en comparación con otros proyectos corporatIvos.
El beneficio económico aumenta el valor parael accionista
Cuando el beneficio económico se incrementa a lo largo del tiempo, elvalor para e! accionista también aumenta. Stern Stewart & Co ha llevadoa cabo estudios exhaustivos sobre este concepto, al que denomina valoreconómico alladido (economic value added, EVA). A través de los análisisefectuados en muchas compañías se ha demostrado que la relación esmuy intensa, en especial a lo largo del tiempo, cuando los datos estánnornlalizados2.
Para llegar a comprender el impacto del beneficio económico, analicemos a continuación el siguiente ejemplo. Supongamos que una compañía recién constituida ha obtenido unas ganancias de diez millones dedólares sobre una base de capital de cien millones de dólares. Esta basede capital incluye tanto el capital físico, en forma de fabricas y almacenes,como el capital circulante, en forma de existencias y cuentas a cobrar3.
En este sencillo ejemplo, la compañia tiene un rendimiento sobre el capital de! diez por ciento. Supongamos, sin embargo, que el rendimiento
14 TRANSFORMANDO LA CADEN .... DE SUMINISTRO

demandado por los inversores a cambio de tener su dinero bloqueado enesta nueva aventura empresarial asciende a una expectativa inversora deltrece por ciento sobre el capital invertido. Eso significa que, aunque estaempresa está disfrutando de beneficios contables, perdió realmente el último año un tres por ciento para los accionistas en comparación con lasexpectativas que estos tenian. El beneficio económico impone una penalización a la compañía por inmovilizar el dinero de los inversores parafinanciar su actividad operacional. El capital es tan importante en el balance como lo son las ganancias en la cuenta de resultados.
Como decía Peter Drucker en un artículo publicado en Harvard BusinessReview , «A menos que un negocio genere un beneficio que sea mayorque su coste de capital, está operando con pérdidas4 ». Una serie de entrevistas que hemos sostenido con analistas bursátiles de diferentes firmas deinversión corroboran el punto de vista de Drucker. Confirman que lacotización de la acción de una empresa depende de si los inversores consideran que se está obteniendo un buen rendimiento sobre el coste delcapital a lo largo del tiempo, es decir, un buen beneficio económicoS.
La cadena de suministro contribuye a generarun beneficio económico
En un número pequetlo de empresas pero cada vez mayor, los directoresgenerales y los consejos de administración saben cual es valor que tiene lacadena de suministro para su empresa. No obstante, otros muchos directores generales, bombardeados por multitud de temas que compiten porsu atención, no ven este vínculo con claridad. Sin embargo, la conexiónestá a]Ji. Mediante la utilización de esta visión expansiva de la cadena desuministro descrita antes, la cadena de suministro controla en muchasempresas la mayor parte de las existencias, gestiona entre sesenta porciento y el setenta por ciento de los costes, es la base para generar ingresos a través de ofrecer una disponibilidad de un producto sobresaliente, ygestiona la mayoría de los activos físicos de la empresa (véase figura 1.1.).
Nosotros estamos convencidos de que la gran recesión 2008-2010 incrementará la focalización en el beneficio económico. En una era donde elcrédito está más limitado, las palancas de la cadena de suministro puedenutilizarse para liberar reservas de liquidez del balance en lugar de tenerque depender de unos mercados de crédito restringidos. La oportunidad
FOCAlIZAC¡ÓN EN lA CADENA DE SUMINISTRO COMO EL FACTOR QUE GENERA VALOR ... 15

Ingresos de venta
Dependen de quela cadena de suministro ofrezca
disponibilidad de producto
rl Ganancias ~Costes
60%-70% controlados porla cadena de suministro extendida
(abierta a la colaboracióncon socios externos) _[ Beneficio Valor para
económico el accionista
Capital circulante
Las existencias son gestionadaspor la cadena de suministro
H Activos ~Capital físico
La cadena de suministro determinala utilización de fábricas, almacenes
y espacio de estanterías enlos comercios de venta al publico
Figura 1.1. Cómo se traducen los cambios en ingresos, costes. capital circulante y capitalfísico en beneficio económico y valor para el accionista
de aumentar en el futuro el valor para el accionista consistirá en ocuparsede la cuenta de resultados y del balance a través de la excelencia de la cadena de suministro.
Creación de beneficio económico en una cadena degrandes almacenes
Un inteligente director general de una importante cadena de grandes almacenes respondió así a la pregunta que le hizo su vicepresidente ejecurivo de la cadena de suministro, respecto a lo que esperaba que ofrecierasu departamento: «Quiero la máxima disponibilidad de producto posiblecon la menor inversión en existencias y el menor cosre logístico posible»,dijo. Con esta declaración simple y directa, el director general centraba ala organización simultáneamente en los elementos clave del beneficioeconómico, a saber, crecimiento de los ingresos, reducción de los costesy baja utilización del activo. El vicepresidente ejecutivo tradujo la direc-
16 TRANSFORMANDO L.... CADENA DE SUMINISTRO
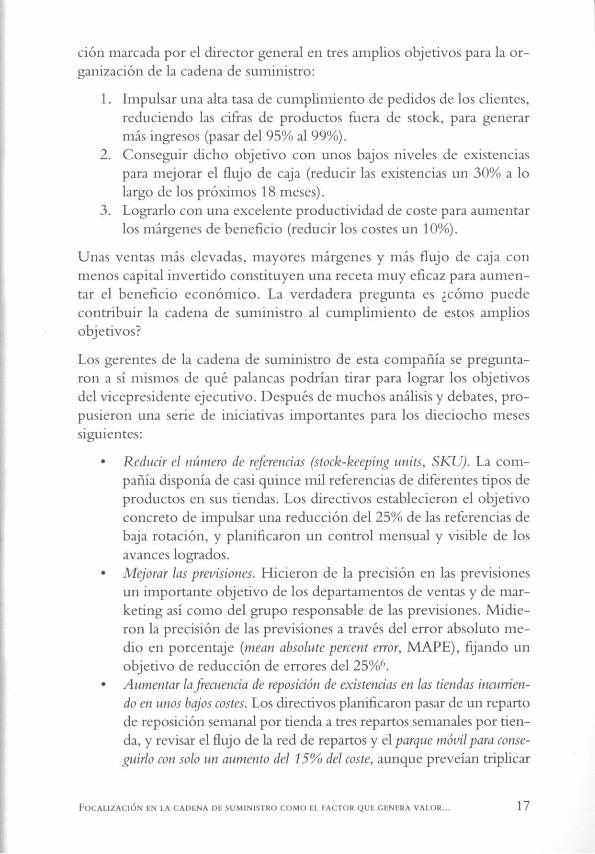
ción marcada por el director general en tres amplios objetivos para la organización de la cadena de suministro:
1. Impulsar una alta tasa de cumplimiento de pedidos de los clientes,reduciendo las cifras de productos fuera de stock, para generarmás ingresos (pasar del 95% al 99%).
2. Conseguir dicho objetivo con unos bajos niveles de existenciaspara mejorar el flujo de caja (reducir las existencias un 30% a lolargo de los próximos 18 meses).
3. Lograrlo con una excelente productividad de coste para aumentarlos márgenes de beneficio (reducir los costes un 10%).
Unas ventas más elevadas, mayores márgenes y más flujo de caja conmenos capital invertido constituyen una receta muy eficaz para aumentar el beneficio económico. La verdadera pregunta es ¿cómo puedecontribuir la cadena de suministro al cumplinuento de estos ampliosobjetivos?
Los gerentes de la cadena de suministro de esta compañía se preguntaron a sí mismos de qué palancas podrían tirar para lograr los objetivosdel vicepresidente ejecutivo. Después de muchos análisis y debates, propusieron una serie de iniciativas importantes para los dieciocho mesessiguientes:
• Reducir el número de referencias (stock-keeping units, SKU). La compañía disponia de casi quince mil referencias de diferentes tipos deproductos en sus tiendas. Los directivos establecieron el objetivoconcreto de impulsar una reducción del 25% de las referencias debaja rotación, y planificaron un control mensual y visible de losavances logrados.
• Mejorar las previsiones. Hicieron de la precisión en las previsionesun importante objetivo de los departamentos de ventas y de marketing así como del grupo responsable de las previsiones. Midieron la precisión de las previsiones a través del error absoluto medio en porcentaje (mean absolute percent error, MAPE), fijando unobjetivo de reducción de errores del 25%6.
• Aumentar lafrecuencia de reposición de existencias eH las tiendas inwrrietldo en U'IOS bajos costes. Los directivos planificaron pasar de un repartode reposición semanal por tienda a tres repartos semanales por tienda, y revisar el flujo de la red de repartos y el parque móvil para conseguir/o con solo 1m aumento del 15% del coste, aunque preveían triplicar
FOCAlIZACIÓN EN LA CADENA DE SUMINISTRO COMO El fACTOR QUE GENERA VALOR... 17

las entregas a las tiendas. Con un mayor número de repartos, esperaban mejorar en gran medida la disponibilidad de producto necesario que financiara el crecimiento de los ingresos.
• Mejorar la precis;6" de las ex;ste"cias. Tanto en las tiendas como enlos almacenes, planificaron la puesta en marcha de un proceso deciclo más disciplinado que hiciera un recuento aleatorio de pequeñas cantidades de existencias del almacén de forma continuadaa lo largo del año, que mejoró la precisión del 98% al 99,5%.
• Gestionar la introdllcci6n de "uevos productos ca" procesos de prilllerae/ase. Los directivos decidieron seguir un proceso stage-gate l parala introducción de nuevos productos puesto en práctica dos añosantes (describiremos en detalle el proceso etapa-puerta [stage-gate]en el capítulo 5). Planificaron la involucración en profundidad dela cadena de suministro en todas las decísiones clave.
• Colaborar de jorllla activa CMI los proveedores. Escogieron sus diezprincipales proveedores y planificaron compartir abiertamente lainformación relativa a previsiones y estrategias, establecer mediciones conjuntas y llevar a cabo proyectos comunes concretospara mejorar actividades tales como desperfectos y entregas atiempo.
Al final del período de dieciocho meses, estas iniciativas produjeron unosresultados impresionantes, que fueron documentados cuidadosamentepor el equipo. En algunos casos, tal como se muestra en la tabla 1.1, superaronlos objetivos previstos, y en otros, no los alcanzaron por poco.
Pero, ¿qué pasó con los objetivos globales relativos a costes, existencias ydisponibilidad de producto? ¿Fueron realmente los proyectos que se resumen en la tabla las palancas adecuadas para lanzar los componentesfundamentales del beneficio económico? Los directivos pudieron efectivamente celebrar el éxito, con unos porcentajes de cumplimiento de pedidos que pasaron del 91 al 98%, unas existencias que se redujeron en175 millones de dólares, o sea un 24%, y un porcentaje de los costes sobre las ventas que descendió en 28 millones de dólares, o sea, un 8%. Elequipo coincidió más adelante en que la mejora del cumplimiento depedidos produjo unos ingresos adicionales de 75 millones de dólares, lo
1. stage-gate: proceso de desarrollo que se divide en una serie de etapas de actividadseparadas por puertas. En cada puerta se toma la decisión de continuar o no a la siguiente etapa.
18 TRANSFORMANDO LA CADENA DIO SUMINISTRO

Iniciativa
Reducir las referencias
Mejorar la exactitud de lasprevisiones
Aumentar la frecuencia delas entregas
Mejorar la precisión de lasexistencias
Gestionar lasintroducciones de nuevosproductos
Colaborar con losproveedores
Objetivo
25% de reducción
25% de mejora MAPE
300% de aumento de losrepartos con un incremento decostes del 15%
Uegar hasta el 99,5%
seguir un proceso stage-gate einvolucrar a la cadena desuministro
Actividades de cooperación conlos diez principales proveedores
Realidad después de 18meses
15%
28%
300% de aumento con unincremento de coste del 18%
99.8%
Mejora, pero aún insuficiente
se han llevado a caboactividades de cooperación consiete proveedores
Tabla 1.1. Resultados de las iniciativas de una cadena de grandes almacenes para llegar a laexcelencia de la cadena de suministro
que a su vez produjo unas ganancias adicionales de 36 millones dólares(reducción de costes más las ganancias procedentes de unas mayores ventas). El aumento de ganancias de 36 millones de dólares junto al descensodel capital circulante de 175 millones de dólares reportó un incrementoimportante del beneficio económico (ganancias netas menos el coste delcapital).
El equipo sabía que aunque era complicado Uevar a cabo estos proyectos,el mantenimiento del cambio como modo permanente de vida sería elverdadero factor que impulsaría unos aumentos de beneficio económicosostenidos a lo largo del tiempo. La empresa siguió mejorando de farolagradual a lo largo de los dos años siguientes, y actualmente está luchandoa brazo partido para elevar el listón y conducir su rendimiento a un nivelaún más alto.
FOCAUZACIÓN EN LA CADENA DE SUMINISTRO COMO EL FACTOR QUE CENERA VALOR .. 19

El vínculo existente entre el valor para el accionistay la excelencia de la cadena de suministro
Las cadenas de suministro de primera clase mundial originan un beneficio económico cuando:
• Financian la generación de más ingresos a través de unas entregassin defectos ni fallos a los clientes.
• Reducen los costes a través de una actividad operacional cada vezmás eficiente.
• Reducen las necesidades de capital con menores existencias, menor capital circulante global, y unas redes de distribución ¡¡sicaorganizadas de forma racional.
Una gestión eficaz de la cadena de suministro significa impulsar la integración entre departamentos o funciones para dar lugar a la máxima disponibilidad de producto con el núnimo coste y la núnima inversión decapital. Con ello se aumenta el beneficio económico porque se ayuda agenerar más ingresos con unos menores costes y con un capital circulanteinferior. Un aumento del beneficio económico contribuye a generar unaumento del valor para el accionista.
En los años 90 la relación existente entre la excelencia de la cadena desuministro y el valor para el accionista no se conocía muy bien. Porejemplo, Gary Balter, gerente general de Credit Suisse, observó que probablemente pocos analistas percibieron el importante cambio producidoen Target a finales de los años 90 y los primeros años del siglo veintiuno,cuando Target pasó de tener un sistema de distribución atascado conmercancías de baja rotación a un sistemaflolV-t/¡rollg/¡, con centros de distribución dedicados a mercancías de alta rotación? Balter indicaba queesto daba lugar a una reducción importante de las existencias, junto a unamejor disponibilidad de producto. A medida que aumentaba el reconocimiento de las mejoras en su cadena de suministro, también mejoraba enel mercado bursátil comparativamente con WaI-Mart y Kmart. Curiosamente, cuando Wal-Mart inició posteriormente su programa de cadenade suministro Remix, todos los analistas bursátiles se centraron en el mismo. Wal-Mart puso de relieve el programa Remix porque, por aquelentonces, los analistas y Wall Street habían comenzado a percibir el impacto positivo y la importancia de la cadena de suministro. Un número
20 TRANSfORMANDO L.... CADENA DE SUMINISTRO
mayor de directores generales y de consejos de administración le prestanatención actualmente, debido a las preguntas sistemáticas de los analistasbursátiles sobre la situación de las cadenas de suministro de sus empresas ya la recompensa que ofrece Wall-Street por el buen funcionamiento de lacadena de suministro.
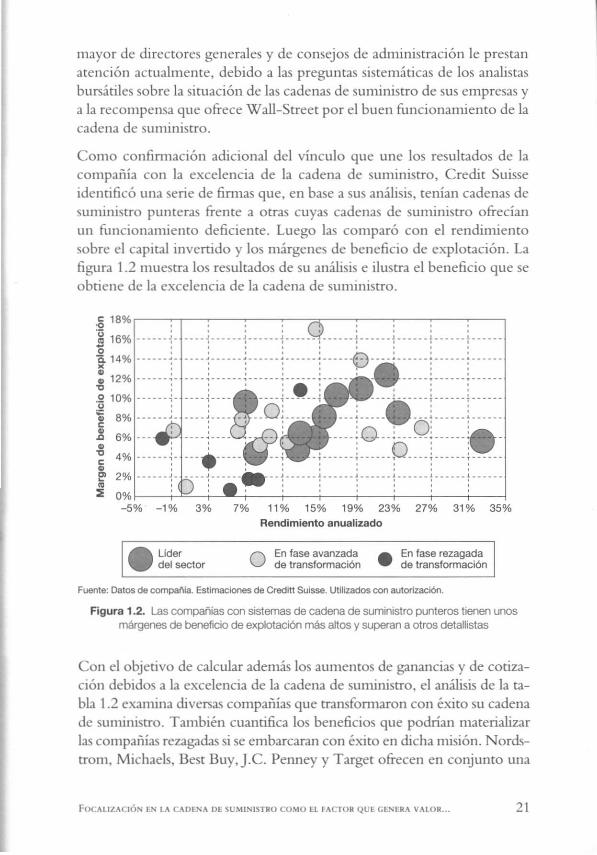
Como confimución adicional del vínculo que une los resultados de lacompañía con la excelencia de la cadena de suministro, Credit Suisseidentificó una serie de firmas que, en base a sus análisis, tenían cadenas desuministro punteras frente a otras cuyas cadenas de suministro ofrecíanun funcionamiento deficiente. Luego las comparó con el rendimientosobre el capital invertido y los márgenes de beneficio de explotación. Lafigura 1.2 muestra los resultados de su análisis e ilustra el beneficio que seobtiene de la excelencia de la cadena de suministro.
3% 7% 11% 15% 19% 23% 27% 31% 35%Rendimiento anual izado
I ., " I ,I , I , , , , ,
- _ •• ~. - - - - - ~ - - - - - - {- - - - - - i" - - - - t - - - - - - t - - _. - -+- - - - - - ¡. - - - - --· . . . . . , .::::~::::::~::::::j::.::::j:::::~:4iiIi:::::;::::::;::::::., ....., " I I ,----,---- ----,-- .. --, ---- ------,--- .. ', .. ----· . . ...... ~ ~ ..o~..... ...;.....•.0..; ; .
· . '0'"....; g". . : : :......•., I , "...•. ..~ .; ; 0- ; ; .
, , I , , , ,, , I , , , ,
--.. :_. ----.--: --.. --: --.. --: ---... :----.. :------!------
.g 18% •
~ 16% ······i·o :Q. 14% ......•.; :~ 12% ,." :.2 10% --_ .. _;u~ 8% --_ .. _~-
.l: 6% ...~
"e~
!!'.." O%I---r-'=--r---"-t--r--..,....--r----,--..----r-~
-5% -1%
•Llderdel sector O En fase avanzada • En fase rezagada
de transformación de transformación
Fuente: Datos de compañía. Estimaciones de Creditt Suisse. Utilizados con autorización.
Figura 1.2. Las compañías con sistemas de cadena de suministro punteros tienen unosmárgenes de beneficio de explotación más attos y superan a otros detallistas
Con el objetivo de calcular además los aumentos de ganancias y de cotización debidos a la excelencia de la cadena de suministro, el análisis de la tabla 1.2 examina diversas compañías que transformaron con éxito su cadenade suministro. También cuantifica los beneficios que podrian materializarlas compañías rezagadas si se embarcaran con éxito en dicha misión. Nordstrom, Michaels, Best Buy,].e. Penney y Targer ofrecen en conjunto una
FOCAlIZACIÓN EN LA CADENA DE SUMINISTRO COMO EL FACTOR Qua: CENERA VALOR .. 21

'"'"
-;•>z~•>zg">~e~>em
~•Z~
Rendimientos Margen de beneficio Rotación de Margen bruto por Ventas poranualizados de explotación existencias pie cuadrado pie cuadrado
Total Relativos Antes Después Aumento Antes Después Aumento Antes Después Aumento Antes Después Aumentopuntosbásicos
Nordstrom 33,1% 25,2% 2,6% 10,6% 804 4,1x 5,5x 33% 121$ 171$ 42% 340$ 437$ 28%
Michaels 20,6% 7,4% 5,7% 10,4% 470 2,4x 2.7x 13% 61$ 81$ 32% 184$ 216$ 17%
Bes! Buy 28,1% 17,3% 3,6% 5,6% 200 7,8x 7,4x -6% 212$ 238$ 13% 938$ 951$ 1%
J.C. Penney 34,7% 26.8% 3,1% 9,7% 660 2,2x 3,3x 53% 57$ 76$ 33% 171$ 193$ 13%
Target 10,0% 2,9% 3,9% 8,5% 458 7,2x 6,5x -9% 69$ 106$ 58% 227$ 321$ 41%
Promedio 25% 16% Promedio 518 Promedio 17% Promedio 35% Promedio 20%
Fuente: Datos de compai'iia. Estimaciones de ereda Suisse. Bloomberg.• Rendimientos totales relativos al indice del comercio detallista del S&P 500
Tabla 1.2. Análisis de Credit Suisse del impacto, real o potencial, de la excelencia de la cadena de suministro sobre varias cadenas de comerciosde venta al público
mejora media de su beneficio de explotación de 518 puntos base (hasis poil1lS, BPS\), un aumento medio del 17% en las rotaciones de existencias, yun incremento medio del 200/0 de las ventas por pie cuadrado.
Cómo una empresa industrial generó un beneficioeconómico más elevado
Existen otros medios para generar beneficio económico, entre ellos nuevos productos, nuevos programas de marketing, adquisiciones y sencillamente recortando costes y activos. La mayoría de las empresas han trabajado a fondo en estos aspectos durante muchos años. La cadena desununistro es a menudo un aspecto nuevo a considerar que posee unenorme potencial. Veamos el caso de una compañía que lo había probado todo para aumentar el valor para el accionista. A la desesperada, el director general y el director general financiero dirigieron su atención a lacadena de suminisrro.
El director general y el director general financiero de una empresa debienes de consumo duradero que formaba parte de la lista de Fortlll1e 150tenían un problema. Regresaban de la reunión donde se trataron los resultados del último trimestre, doliéndose aún de los palos recibidos por ellamentable estado del flujo de caja corporativo. Aunque la cifra de lasganancias era excelente, los números del flujo de caja y del beneficioeconómico eran decepcionantes para los inversores. Sabían que debíanponer en marcha con rapidez un plan de acción enérgico, no solo pararespaldar la cotización de las acciones de la compañía, sino también paraasegurar la viabilidad a largo plazo de la misma. Decidieron implementarun plan creativo y radicalmente diferente que aumentara el flujo de caja.Habían estado discutiendo durante varios meses sobre si debían utilizar laorganización de la cadena de suministro como catalizador que presionaraa la baja el capital circulante y mejorara el flujo de caja. Se dieron cuentade que el tiempo de las discusiones había pasado.
El director general financiero se dirigió apresuradamente a su oficina ehizo una llamada al vicepresidente de la cadena de suministro y al vicepresidente de producción convocándolos a una reunión illll1ediata.
1. BPS (Punto Base) = unidad equivalente a una centésima parte de punto porcentual. 1% = 100 puntos base. 0,01% = 1 puntos base.
FOCAUZACIÓN EN LA CADENA DE SUMINISTRO COMO El fACTOR QUE GENERA V.... LOR ... 23
Cuando estuvieron juntos los cuatro, el director general y el director general financiero les hicieron ver la necesidad crítica de generar más flujode caja. Dijeron que querían probar al totalmente diferente. El plan consistía en potenciar la cadena de suministro de la compañía para reducirdrásticamente el capital circulante. La empresa tenía cerca de 1.200 millones de dólares inmovilizados en capital circulante. Los ejecutivos plantearon un reto extremo: recortar el capital circulante en un cincuenta porciento a través de mejoras en la cadena de sum.inistro. Y había otra cosamás... hacerlo en los siguientes veinticuatro meses.
Cuando el director general financiero les asignó este cometido, los vicepresidentes de la cadena de suministro y de producción se m.iraron el unoal otro y se d.ieron cuenta al momento de que ambos estaban pensando lomismo: .Me gustaría ser capaz de recordar la definición de capital circulante, pero tengo demasiada vergüenza para preguntarlo ahora». Evidentemente, el proyecto tenía un humilde comienzo, pero la empresa alcanzó el objetivo en el plazo marcado. Con la potenciación de la cadena desum.inistro se redujo el capital circulante a la mitad y se consiguió liberarseiscientos millones de liquidez. Los beneficios complementarios dieronlugar a la reducción de los gastos de explotación y a mejoras en la disponíbilidad de producto, puesto que tocaron todas las teclas que afectabanal beneficio económ.ico. Pero en cualquier caso, no fue tarea facil.
Al capital circulante se le ha denom.inado .el capital que no trabaja». Estáahí quieto en forma de ex.istencias y cuentas a cobrar, y consume la liquidez de la compañía. Todo negocio es mucho más sano con sus activos enmovim.iento. Desde la perspectiva de la cadena de suministro, una expresión más descriptiva para el término capital circulante sería la de tiempoque dura el ciclo que empieza con dinero (pago) y temuna con d.inero(cobro) o velocidad del activo.
En general, el capital circulante esta formado en la mayoría de las empresaspor cuatro componentes: (1) ex.istencias de productos temunados; (2) ex.istencias de materias primas y productos en curso; (3) cuentas a pagar, y (4)cuentas a cobrar. Dicho de otro modo, el capital circulante es básicamenteel total de ex.istencias más las cuentas a cobrar menos las cuentas a pagar.
Con el objetivo del capital circulante establecido, la compañía constituyóun equipo de capital circulante de la cadena de suministro para que elaborara una estrategia encam.inada al logro del objetivo. Los nuembros delequipo pusieron en marcha d.iferentes proyectos para los cuatro compo-
24 TRANSfORMANDO LA CADENA DE SUMINISTRO

nentes, empezando por el campo que más dominaban: existencias deproductos terminados. Confeccionaron un plan detallado para racionalizar las existencias de productos temunados al cincuenta por ciento de sunivel actual, una reducción de 250 nllllones de dólares, sin afectar negativamente a la disponibilidad de producto.
1. Existencias de productos terminados
El plan de reducción de existencias se basaba en cuatro tareas:
1. Reducir el número de referencias para gestionar ¡as existencias deun menor número de productos terminados.
2. Mejorar la flexibilidad de L1bricación para reaccionar más rápidamente a los cambios de la demanda.
3. Ocuparse de las existencias de baja rotación -el treinta por ciento de las existencias no se vendían- y crear una estrategia desegmentación de productos que pernlitiera a las referencias demayor rotación gozar del stock más alto. (Antes de esta iniciativa,la rentabilidad se veía peIjudicada porque se servía a los clientesde referencias de alta rotación con los nusmos niveles de existencias que había para las referencias de baja rotación).
4. Gestionar la demanda para ajustar mejor las capacidades y competencias de la cadena de suministro. En este caso, el objetivo consistía en reducir las existencias al mínimo a través de gestionar lademanda hasta niveles que pudieran ser satisfechos con rapidezpor las plantas de fabricación y el servicio logístico. Esto exigíóuna nueva colaboración interdepartamental interna, con ventas,marketing, fabricación y logística remando en la misma direccióne importantes cambios de carácter cultural.
Las cuatro iniciativas exigieron una forma de pensar totalmente nueva yla colaboración entre departamentos. Afortunadamente, el director general ofreció la capacidad de liderazgo y el apoyo que el equipo precisabapara tener éxito.
Gestión de la complejidad de referencias y productos
Los miembros del equipo sabían que la firma tenía una gran cantidad deexistencias repartidas entre miles de de modelos, y aún peor, sabían que
FOCAUZACIÓN EN LA CADENA DE SUMINISTRO COMO EL FACTOR QUE GENERA VALOR .. 25

no disponían de de un procedimiento formalizado para eliminar las referencias antiguas de escaso o nulo rendimiento. La mayoría de las empresas ignoran las referencias obsoletas y de escasa rotación, a veces, duranteaños. Los dirigentes no quieren pensar en ello, porque saben que desembarazarse de este material supondrá un recorte de márgenes. Finalmente,sin embargo, la compañía debe tratar este tema, aunque solo sea por laenorme cantidad de espacio que ocupan las mercancías en los almacenes.Presas del pánico, las empresas suelen poner en marcha un programa paradeshacerse de la mercancía causante del conflicto, generalmente a travésde rebajarla o deshacerse de ella. Este proceso, como las estaciones delaño, se va repitiendo internunablemente.
Esta empresa no era una excepción. Los componentes del equipo se dieron cuenta de que la única solución definitiva era poner en marcha unproceso mensual que eliminara las referencias de escaso rendinuento,deshaciéndose periódicamente de pequeñas camidades freme a la opciónde deshacerse de grandes cantidades bajo presión. También sabían por suexperiencia anterior que el departamento de la cadena de suministro, talcomo estaba organizado en la actualidad, nunca sería capaz de liderar conéxito un proyecto de reducción de referencias. Podían hacer un análisisperfecto, pero simplemente no disponían del poder para reducir el número de referencias. La gestión de las referencias era potestad del departamemo de marketing. Por tanto, entregaron esta parte del proyecto alvicepresidente de marketing, pero el director general exigió la presentación de informes regulares sobre los avances conseguidos.
Primeramente, los miembros del equipo de capital circulante se plantearon el objetivo de reducir el número de referencias en un veimicinco porciento. Luego extendieron este objetivo a todas las combinaciones individuales de producto/marca de la empresa. Como ayuda para llevar acabo la reducción de referencias, el equipo detern,inó entonces los costesque conlleva una referencia (véase tabla 1.3).
La empresa descubrió que solamente los costes de producción y logísticaascendían a más de cien mil dólares para cada referencia. Sorprendidos yescandalizados por ran elevado cosre, los nuembros del equipo decidieron emprender un enérgico plan de acción. Sabían que para donunar estecoste tenían que disnunuir el número de referencias y luego manteneresta cifra. Esto dio lugar al esrablecimiento de una serie de normas dedecisión autonláticas:
26 TRANsr-ORMt\NOO LA CADENA DE SUMINISTRO

1. Cuando ¡as ventas de una referencia caían en el último trimestrepor debajo del umbral prefijado de cien unidades, esta se transfería a una dista de vigilancia)),
2. Tteinta días después, se reclasificaba como «dejada de fabricar»,pero con el mismo precio aún en vigor.
3. Otros treinta dias después, se clasificaba como «obsoleta», y suprecio se reducía automáticamente en un 20%.
4. Cada mes, el precio se reducía en otro 20%.5. En algún punto entre el 40% Yel 60% del precio original, si aún
quedaban unidades de producto, este se desechaba, se donaba ainstituciones benéficas, o se llevaba a una subasta de eBay.
Ahora disponían de un procedimiento que les permitía desembarazarsede referencias antieconómicas al final de su ciclo vital. Pero eso era solola mitad de la batalla. También necesitaban disciplina al principio del ciclo vital. Por ello, a¡;adieron una política corporativa «al;ada una-quiteuna» que exigía la retirada de una referencia antigua siempre antes de
Categorfa Elemento de coste
Costes de fabricación CambiosCostes de programar el cambioGestión de piezas/componentesMantenimiento de utillaje específicoGestión de existencias de productos en cursoGastos generales necesarios para gestionar la complejidadañadida
Costes logísticos Costes de almacén y planta de producciónGestión de existenciasGastos generales para gestionar la complejidad añadida
Costes de ventas y marketing FormaciónComunicacionesLiquidaciones
Aprovisionamiento Gestión de suministrosGestión de materiales
Ingeniería/Diseño Desarrollo y mantenimiento de las características técnicas dediseñoPruebas
Clientes Espacio de almacénEspacio para materialCambios de exposiciónCoste de mantenimiento de existencias
Tabla 1.3 El coste de una referencia
FOCALlZAC¡ÓN EN LA CADENA DE SUMINISTRO COMO EL FACTOR QUE GENERA VALOR .. 27

introducir una nueva, a menos que hubiera una razón de peso que lojustificase.
Por supuesto, la retirada de referencias obsoletas significó también la eliminación del volumen de existencias que las acompañaban. Algunos directivos de la cadena de suministros nos dicen que cuando solicitan fondos para deshacerse de existencias obsoletas, se instaura la parálisis en laempresa. No pueden librarse de las existencias porque no hay reservaseconómicas para ello. El impacto negativo de una eliminación de existencias sobre la cuenta de resultados podría conllevar el incumplimientode las ptevisiones de beneficio para el trimestre en cuestión. Sin embargo, en este caso, la compañia disfrutaba afortunadamente de un año bastante bueno y se liberaron algunas reservas económicas para este fin.(Una de las empresas de nuestra base de datos aparta rutinariamente cadames una suma para cancelaciones y elimina mensualmente una modestacantidad de existencias obsoletas. De este modo evita que el problema sehaga demasiado grande).
Flexibilidad de producción
Los componentes del equipo de capital circulante observaron que susactividades de producción interna no teJúan la flexibilidad suficiente parareaccionar frente a cambios producidos en la demanda. En esta empresala producción se llevaba a cabo en grandes plantas, cada una de las cualesempleaba a miles de personas. Los planes de producción se reajustabanmensualmente y se dejaban fijos. Las grandes series de producción eran lanorma. Había dos problemas: (1) el período de congelación de treintadías era demasiado tíempo para poder estar en síntonía con los cambiosde la demanda, y (2) las grandes series de producción significaban que lacompañia solo podía fabricar veínte modelos en un día normal. Por tanto, se tardaba un mes aproximadamente para redondear el ciclo a travésde las quinientas referencias que se producían en una planta de fabricación típíca.
El equipo atacó el problema en ambos frentes, con un nuevo proceso apoyado por nueva tecnología. Los sistemas de planificación pasaron de cíclosmensuales a semanales y al final, diarios. Se exigía a todos los proveedoresimportantes que suministraran las piezas/componentes en unos plazos deentrega cada vez más cortos. Todo ello se basaba en una nueva mentalidaden la que la velocidad y la flexibilidad eran esencíales, lo que dio a lugar a
28 TRANSFORM.... NDO LA CADENA DE SUMINISTRO

una serie de iniciativas que utilizaban conceptos de leall manufac(uring'como la base desde donde atacar los plazos del ciclo de producción.
La empresa superó con éxito su período de fabricación prefijado desdetreinta días a tres semanas y luego a dos semanas. El período prefijado ocongelado era el plazo de tiempo en que el programa de producciónquedaba cerrado y no se podía reaccionar a los cambios que se experimentasen en los pedidos de los clientes. En dicho momento se puso elobjetivo de reducirlo a un día, comenzando con un período congeladode diez días y el propósito de pasarlo a cinco. Entonces, los sistemas deplanificación podían pasar a una nueva programación de producción apartir de sexto día y no del día treinta. Este importante progreso de laflexibilidad perm.itió reducir las existencias de forma espectacular.
A continuación, el equipo atacó el problema de las largas series de producción. De acuerdo con la aplicación de los conceptos de lean manufac(uring, elnúmero de referencias que las fabricas podían producir diariamente se duplicó y luego se triplicó. Lo consiguieron a base de reducir de forma enérgica los tiempos de puesta en marcha y los tiempos de cambio de modeloen casi todos los procesos, una tarea que puede calificarse de pesada y dífícil.Solo con los progresos conseguidos en flexibilidad de fabricación se generóuna importante reducción de existencias de productos terminados, porquela compañia pudo a partir de entonces reaccionar a los cambios de la demanda con flexibilidad de fabricación, y no simplemente con existencias.
Al principio, una serie de personas del departamento de producción seopusieron a los cambios. Después de todo, tenían que cumplir unos difíciles objetivos de costes, y su intuición les decía que a mayor flexibilidadmayor coste. Pero el director general de operaciones se interesó personalmente en la iniciativa y se adhirió a la necesidad de tener mayor flexibilidad. Sabía que el futuro de la compañía y su retribución variable dependían de servir a los clientes más rápidamente que la competencia.También sospechaba que al utilizar conceptos de lean mallufacturing sepodría conseguir más flexibilidad sin que ello supusiera incurrir en costesadicionales. Recomendó encarecidamente al personal de producciónque se esforzara por la flexibilidad. Al final descubrieron que más flexibilidad no significaba necesariamente más costes.
l. lean manufacturing: es una filosofia de gestión enfocada a la reducción del despilfarro en la fabricación de productos: sobreproducción, tiempo de espera, transporte,exceso de procesado, inventario, movimiento, defectos, etcétera.
FOCALlZACIÓN EN LA CADENA DE SUMINISTRO COMO EL FACTOR QUE GENERA VALOR .. 29

Segmentación de existencias
Los componentes del equipo llegaron a la conclusión de que no podíanalcanzar sus objetivos y a la vez tener la misma cantidad de existencias detodos los modelos. Sabían que muchas empresas empleaban un sistemade segmentación de productos denominado clasificación de existenciasABe. Decidieron implementarlo y sacarle todo el jugo. Definieron losproductos A como de alta rotación. Estos constituían e! primer 50% de!número total de modelos ordenados de mayor a menor venta y generaban el 85% de las ventas. A continuación definieron los productos B querepresentaban e! segundo 25% del número toral de modelos y generabane! 10% de las ventas. El equipo cambió muy pocas cosas en estas dos categorías de productos. Sin embargo, implementaron un cambio drásticopara los productos C de baja rotación: el 25% de modelos restantes quegeneraban tan solo el 5% de las ventas. Para estos productos, la empresainstituyó un plazo de entrega de tres semanas, de modo que se podíanfabricar sobre pedido y no hacía falta disponer de existencias. Con ello seeliminaba del todo el problema crónico de tener una cantidad tremendamente desproporcionada de existencias para estos modelos de bajo volumen de ventas y escasa rotación
Al principio el departamento de ventas se opuso con fuerza, preocupadopor una potencial pérdida de cuota de mercado. Un gerente de ventasdijo: «Tal vez ni siquiera podamos poner a la venta los modelos e. Vamos a perder un montón de ventas en beneficio de nuestros competidores". El proyecto estuvo a punto de encallar a causa de esta resistencia.Cuando el director general se enteró de! problema, comunicó a la organización que estaba dispuesto a correr el riesgo y que deseaba ver comolos diversos departamentos colaboraban entre sí. (Su perspectiva era lacorrecta. Tan solo estaban arriesgando e! 5% de! volumen de negocio.)Por tanto, finalmente, el departamento de ventas aceptó testar el concepto en un mercado piloto. Los gerentes de ventas estaban convencidosde que e! plazo de entrega de tres semanas ocasionaría pérdidas de ventasy aniquilaría claramente e! proyecto. Sin embargo, e! test de mercadomostró un aumento del volumen de negocio total. Cuando se entrevistóa los detallistas, estos manifestaron que e! aumento de ventas se debió auna mejor disponibilidad de producto de los modelos que tealmente sevendían
30 TR.ANSfORMANDO lA CADENA DE SUMINISTRO

Existencias de rotación lenta
La segmentación de las existencias ABC fue eficaz, pero hacían más esfuerzos, puesto que muchas existencias obsoletas y de rotación lenta seguían atascando los almacenes, muchas de ellas allí presentes duranteaños. El equipo de capital circulante acordó definir las existencias de rotación lenta como aquellas que superaban los treinta días desde el suministro. Asombrados, descubrieron que casi el treinta por ciento de lasexistencias caían dentro de esta categoría. Era imposible reducir el montante total de las existencias sin emprender una acción enérgica en estefrente. Luego, el resto de iniciativas ofrecerían resultados. La reducciónde referencias encajó perfectamente con esta iniciativa. La recién adquirida flexibilidad de fabricación implicaba que la empresa podía evitar largas series de producción con excesiva anticipación a la demanda real. Y lasegmentación ABC significaba que las existencias de bajo volumen de ventas, productos de previsión imposible, se podían mantener a niveles muybajos.
Gestión de la demanda para ajustarse al suministro
Seguía existiendo un problema dificil que necesitaba abordarse. El departamento de ventas no se preocupaba de la capacidad de fabricación ode suministro, y el personal de aprovisionamiento solía ignorar las previsiones de venta, que creían ficticias en su mayor parte. La empresanecesitaba desesperadamente un proceso que pusiera en línea la ofertacon la demanda. Se decidió por un proceso que muchas compañías denominan planificación de ventas y operaciones (sales al/d operatio,lS plal/I/ir'g, S&OP). Este proceso de ámbito interdepartamental involucra aventas, 111arketing, cadena de sunl.inistro, producción, finanzas, etcétera,en una actividad que busca llegar al consenso sobre la alineación de oferta y demanda (describimos la S&OP con más detalle en el capítulo 5).La compañía instinlYó una serie de reuniones tanto a nivel de directivoscomo de ejecutivos para conseguir un acuerdo total entre todos los departamentos. Aunque no era perfecto, el proceso ofrecía un excelenteforo en el que se impulsaba el objetivo de la alineación y se apoyaban lasdemás iniciativas interdepartamentales. Al final, el departamento de ventas tenía un plan de demanda y el de operaciones un plan de producciónque estaban mejor alineados entre sí.
FOCAUZACl6N EN LA C.... DEN.... DE SUMINISTRO COMO EL fACTOR QUE GENERA V.... LOR ... 31

Resultados en las existencias de productos terminados
Las cuatro iniciativas se combinaron para ayudar a generar 250 millonesde dólares procedentes de las existencias de productos terminados a lolargo de los tres años siguientes. La disponibilidad de producto mejoró apesar del descenso de existencias. Como decía Taiichi Ohno, el padre dellean mant-ifactun°rIg: «(Cuantas más existencias se tengan, menos cantidad setendrá de lo que realmente se necesita». Esta aparente contradicción deviene cierta cuando las existencias se mueven en sintonía con la demanda. La compañía aprendió que podía reducir las existencias de un modoespectacular sin petjudicar el servicio al cJjente centrando sencillamentesu mejorada flexibilidad de fabricación sobre los modelos que realmentese vendían. El equipo estaba perfectamente encaminado al logro de suobjetivo.
2. Existencias de materias primas y productosen curso
Incluso los comercios minoristas y sus proveedores podrían aprender delas accíones emprendidas por esta empresa industrial para reducir susexistencias de materias primas y productos en curso. Al mismo tiempoque se ejecutaba la iniciativa relativa a los productos terminados, una parte del equipo atacó simultáneamente el problema de las existencias dematerias primas en las plantas de producción.
Estas existencias de materias primas y productos en curso (Raw artd Work¡rt-Process ¡rtVerttory, R W¡P) constituían la totalidad de las existencias delas fabricas antes de convertirse en productos terminados. El volumende estas existencias estaba determinado por una serie de factores distintosque en el caso de productos terminados. Se pusieron en práctica variosproyectos en cuatro áreas con el ambiciosos objetivo de reducir las existencias de materias primas y productos en curso en un 70% -es decir, amenos de una tercera parte de su nivel original-lográndose finalmenteuna reducción de 75 millones de dólares a lo largo de los dos años siguientes. El plan se dividía en cuatro partes:
1. Reducir complejidad en las piezas/componentes. Un número menor de piezas en las fabricas simpJjfica los procesos y ayuda a disluinuir costes.
32 TRANSfORMANDO LA CADIONA DE SUMINISTRO

2. Colaborar con los seiscientos proveedores principales para reducirlos plazos de entrega de las piezas, disminuir costes y mejorar lacalidad.
3. Reducir los cuarenta millones de dólares invertidos en materialque no es de fabricación como e! material de mantenimiento.
4. Seguir implementando técnicas de producción de primera clase(Ieo/l).
El equipo descubrió muchos ejemplos notorios de complejidad en las piezas desbordándose fuera de control. Por ejemplo, un producto tenía treinta tipos de arneses de cables, y cada arnés tenía de quince a veinticincocables. En dos de estos arneses, todo era exactamente igual, excepto queun cable era 6,3 milímetros más largo que e! mismo cable del otro arnés.Era evidente que los ingeníeros de diseño no tenían incentivo alguno paraestandarizar las piezas, situación que exigía una revisión de sus objetivos,entre los que se deberían incluir otros aspectos apane de la miním.i.zaciónde! coste de la pieza. Con la implementación de las mediciones adecuadas,se consiguió con e! tiempo una reducción signíficativa de piezas.
La empresa trabajó con cada proveedor principal con e! objetivo de reducir Jos plazos de entrega. A cambio, todas las previsiones internas de lacompañía se compartieron con la base de proveedores. Casi e! treinta porciento de las piezas se adaptaron a una base de existencias gestionadapor los proveedores (verldor-lIIa1laged ¡rlVfIltory has;s, VMI), donde los proveedores eran responsables de las existencias y de su reposición cuando seagotasen.
Todos estos proyectos consiguieron reducir los días de existencias disponíbles de dieciocho dias desde e! sun1.inístro a menos de cinco, lo queincluía también e! material que no era propiamente de fabticación. Lareducción de existencias a lo largo de un período de dos al'ios ascendió a75 millones de dólares.
3. Cuentas a pagar
El equipo de capital circulante de la cadena de suminístro se aventuró acontinuación en un terreno que estaba lejos de sus responsabilidades tradicionales y se preparó a abordar las cuentas a cobrar y las cuentas a pagar.Este personal, que no era especialista en finanzas, se tomó su tiempo para
FOCAlIZACIÓN EN LA CADEN .... DE SUMINISTRO COMO EL FACTOR QUE CENERA V.... LOR... 33

conocer y comprender en deralJe el impacro posirivo de las cuenras a pagar sobre el capital circulanre. Al igual que exisre un colesterol bueno yun colesterol malo, también hay un capit.11 circulante bueno (cuentas apagar) y un capital circulante malo (cuentas a cobrar). La compa.iía tenía300 millones de dólares en cuentas a pagar y quería incrementar esta cifrahasta los 450 millones de dólares Al principio, la forma de incrementar lascuenras a pagar tenia algo de misterio para e! equipo, pero con la colaboración con los proveedores extemos, encontraron un camino. Los plazosde pago a los proveedores oscilaban entre los treint.1 y los cuarenta y cincodías. El objetivo era encontrar un medio de conseguir que el mayor número posible de proveedores aceptara e! pago a noventa días. Con plazosde pago a noventa días, la suma de las cuenras a pagar se doblaba frente alos antiguos plazos a cuarenta y cinco dias. La fimla podía disponer de suliquidez durante más tiempo, reduciendo la suma del capital circulante.
Probablemenre, la empresa tenía la influencia suficiente sobre muchos desus proveedores para obligarles simplemente a alargar los plazos de pago.No obstante, el equipo de capital circulanre comprendió que a largo plazo esta presión sería conrraproducente. Sus miembros querían llegar a unacuerdo beneficioso para ambas partes y trabajaron con cada uno de losprincipales proveedores para encontrar un camino que ayudara a compensar e! alargamiento de los plazos de pago. Esto conllevó una combinación de mayor cifra de negocio para los proveedores principales, contraros a más largo plazo, y compartimiento abierto de datos, tecnología yestrategía para el futuro. Además, desarrollaron un sistema de información online, de modo que los proveedores podían ver la fecha en que sufactura estaba programada para el pago. Ello pemutía a los proveedoresdecidir si querían esperar hasta entonces a recibir e! pago ínregro o bienvenderla a una institución financiera y recibir e! pago al día siguiente. Aúnmejor, en general podían vender la factura sobre la base de la calificacióncrediticia de las inversiones de su clienre. Durante los tres años siguientes,el aumento de los plazos de pago supuso un aumento de 150 millones dedólares de la suma de cuentas a pagar.
4. Cuentas a cobrar
El área más difícil que tenían que abordar los nuembros de! equipo erala de cuentas a cobrar. La enorme suma de 800 nullones de dólares era la
34 TRANSFORMANDO LA CADENA I)l; SUMINISTRO

parte más importante del capital citculante y no podia pasarse por alto siquerian alcanzar el objetivo. Los excelentes progresos logrados en lasotras tres áreas significaban que las cuentas a cobrar tenian que reducirse«solamente. en un veinte por ciento o 175 millones de dólares para conseguir la disminución global del capital circulante en un cincuenta porciento. ¿Podía conseguirse esto utilizando herramientas de la cadena desuministro? Una técnica habitual que las empresas emplean para recortarlas cuentas a cobrar es simplemente venderlas a una institución financiera, una táctica conocida con el nombre de Jactorillg. Cualquiera puedevender cuentas a cobrar, pero lo que se preguntaba el equipo de capitalcirculante era, ¿cómo podemos reducirlas de verdad' Así pues, el equipose focalizó entonces en la colaboración externa, en el otro extremo de lacadena de suministro, es decir, con sus clientes.
Por supuesto, las cuentas a cobrar dependen de los plazos de pago. Encierto sentido, la negociación de plazos de pago con los clientes es prácticamente igual a la negociación de precios, y suele ser liderada por el departamento de ventas. Lamentablemente, no es frecuente encontrar unacompaliía cuyo departamento de ventas sepa cómo utilizar la cadena desuministro en estas negociaciones. Los gerentes de ventas deben involucrar al grupo de la cadena de suministro en las negociaciones con losclientes o conocer a fondo el impacto sobre los costes derivado de laaceptación de determinados métodos de almacenamiento y entrega. Esoes exactamente lo que hizo este equipo.
Los miembros del equipo de capital circulante decidieron utilizar comopalanca de negociación un reabastecimiento más rápido. Como compensación de este beneficio, la empresa solicitó una reducción de veintedías de los plazos de pago desde el nivel original de sesenta días. Esto permitió disminuir las cuentas a cobrar en 95 millones de dólares. ¿Por quérazón aceptaria el cliente esta modificación de los plazos de pago? Porquela empresa mostró a su cliente detallista cómo podia recortar en gran medida ¡as existencias que soportaba gracias a un reabastecimiento muchomás rápido Era un acuerdo beneficioso para ambas partes. El proveedorrecortó su capital circulante (cuentas a cobrar) y también lo hizo el cliente (existencias). Además, el comercio redujo los costes de mantenimientoy almacenaje de las existencias.
FOCAl.l.lACl6N EN LA CADENA DI' SUMINISTRO COMO EL FACTOR QUli CENERA VALOR ... 35

Objetivo conseguido
En resumen, los miembros del equipo consiguieron su objetivo y obtuvieron seiscientos millones de dólares del capital circulante. Tambiénmejoraron ligeramente los porcentajes de cumplimiento de los pedidosde los clientes. Una menor cantidad de existencias significaba menor coste de mantenimiento de existencias y también menor necesidad de capital para el almacén. Para contribuir a lograr estas mejoras con la cadena desuministro, utilizaron tecnología y colaboraron externamente con losproveedores y los clientes, e internamente a través de los silos departamentales. Tuvieron a su disposición un procedimiento disciplinado paragestionar el cambio y hacer que los planes se llevaran a cabo. Por tanto, elequipo tocó todas las teclas que influían en el beneficio económico. Redujeron de fornla importante la suma del capital invertido, lo que indirectamente redujo costes y contribuyó al crecimiento de ingresos con lamejora de la disponibilidad de producto.
Hablar el idioma del director general y del consejode administración
En el caso que acabamos de describir, el director general e,..plicó pacientemente el concepto y los matices del capital circulante a los ejecutivosde la cadena de suministro. Todos los directivos de la cadena de suministro debían garantizar que tanto ellos como el personal de sus departamentos conocían y comprendían los ratios financieros esenciales para elcomité directivo y el consejo de la compañía, entre ellos:
• Margen de beneficio neto = beneficio neto de explotación después de impuestos. (Net Operatil1g Profit Afier Tax, NOPAT).
• Rotación de capital = ingresos divididos por el capital total. (Capital TI/mover, CT/0).
• Coste promedio ponderado del capital. (Weighted Averajie Cost oJCapital, WACC).
• Rendimiento sobre el capital invertido = margen de beneficioneto multiplicado por la rotación de capital 00 mismo que beneficio neto de explotación después de impuestos dividido por elcapital total). (Retl/m 011 ll/vested Capital, ROIC).
36 TRANSI'ORMANDO tA CADENA 01: SUMINISTRO

• Beneficio Económico = NOPAT menos WACC. (ECOllOl11ic Profit, EP).
¿Puede ayudar el director general a traducir a los ejecutivos de la cadenade suministro cómo su trabajo contribuye a generar NOPAT, CT/O,R.OIC YEP' Si lo hace, desencadenará la potencia de la cadena de suministro de una fonna que es imposible imaginar de antemano. Los ejecutivos de la cadena de suministro tienen que saber cómo las acciones queemprenden influyen en estos ratios y contribuyen a generar beneficioeconómico para sus empresas. En primer lugar, tienen que mejorar sucomprensión de los ratios, lo cual puede precisar cierta formación y recurrir a fuentes que están habitualmente disponibles8.
Los ejecutivos de la cadena de suministro han de comprender claramentepor qué deben hablar el mismo idioma del director general y del consejo.La respuesta es la misma que dio el famoso ladrón Willie Surtan cuandole preguntaron por qué robaba bancos: 'Porque allí es donde se encuentra el dinero•. Es una calle de dos direcciones. Si la organización de lacadena de suministro quiere disponer de los recursos necesarios para hacer mejoras en la cadena de suministros, tiene que traducirlas en cómoinfluyen en el beneficio económico (véase tabla 1.4).
Ngunas compañías como OfficeMax ya han aprovechado la oportunidadde lograr la excelencia en la cadena de suministro y están empleando elidioma del consejo para comunicar temas relativos a la cadena de suminis-
Lenguaje del director general y delcomité directivo
NOPAT. CT/O. WACC. ROIC
COGS '. SG&A ,
Capital circulante, flujo de caja, OSO 3
Valor para el accionista. ratio PE "
EBITDA'
Beneficio económico
Lenguaje de la cadena de suministro
Tasa de cumplimiento pedidos, entregas. y costes
Costes de transporte, costes de almacén
Rotación de existencias
Raramente mencionado
Coste, coste, coste
Raramente mencionado
1. COGS (Cast Of Goods Sale!) :::: Coste de los productos vendidos.2. SG&A (SeIling General and Administrativa Expensss)= Gastos de venta, generales y administrativos.3. OSO (Days Sales Outstanding) =Perioclo medio de cobro a clientes.4. PEA (Price to Eamings Ratio) =Ratio precio por acción !beneficio esperado poi" acción.5. EBITOA (Eamings Befare Interests, Taxes, Depreciation and Amorlization)= Resultado bruto deexplotación antes de deducir intereses (carga financiera), impuestos, amortizaciones y depreciaciones.
Tabla 1.4. Terminología de la cadena de suministro frente a terminologíadel director general y del comité directivo
FOCALlZACIÓN EN LA CADENA DE SUMINISTRO COMO El fACTOR QUE GENERA VALOR .. 37

tro (Reuben Slone, uno de los autores del libro, rlirige y gestiona la cadenade suministro en OfliceMax). Todas las iniciativas de la cadena de suministro de OfliceMax se evalúan sobre la base de su impacto en el beneficioeconómico. Por ejemplo, el equipo de la cadena de suminisrro no midesimplemente rlias de existencias (número de rlias que un artículo está enstock antes de su venta), sino también el coste de los días de existencias y deese modo también el impacto que tiene sobre el beneficio económico eldescenso de los rlias de existencias. Veamos a continuación el cálculo:
o Días de existencias actuales: 55 días (6,5 rotaciones por año).o Valoración de las existencias. 1.068 millones de dólares.o Inversión por día de mantenimiento de existencias. 19,4 millones
de dólares.o Coste del capital: 8%.o Coste por día de existencias: 1,55 millones de dólares9
La organización de la cadena de suministro debería buscar formas sencillas de comunicación para lograr que su trabajo cobre vida a los ojos deldirector general, el comité directivo y el consejo de administración. Debemostrar la relación clara que existe entre los proyectos de la cadena desuministro y los rendimientos para el accionista. Para ver más ejemplosde cómo OfliceMax traduce las iniciativas de la cadena de suministros enbeneficio económico, véase la tabla 1.5.
El comité de dirección de OfliceMax piensa que la cadena de suministrodesempetia un papel en todos los componentes que influyen en el beneficio económico y es un factor crítico para ayudar a generar beneficioeconómico en todas las dimensiones
Iniciativa de la cadena de suministro
Aumento de la velocidad de la cadena desuministro
Uso más eficiente de los activos físicos,como almacenes y programaciones de lasplantas de fabricación
Mejor disponibilidad de producto y mejorservicio al cliente
Menos costes de distribución
Refonnulación de cada iniciativa en factor quecontribuye a generar beneficio económico
Menos existencias y menos capital circulante,en general
Menos capital físico
Más ventas
Mejores márgenes
38
Tabla 1.5. ~nculo del beneficio económico con los proyectos de la cadenade suministro en OfficeMax
TRANSFORMANDO LA CAD~NA DE SUMINISTRO

Conclusión
Un número aún pequeño, pero cada vez mayor, de compaiiías dice quepotencia su cadena de SUITtiniStro para mejorar su capital circulante y suflujo de caja con el objetivo de genetar beneficio econóntico y valor parael accionista. Las organizaciones o departamentos de la cadena de suministro del nltllro deben focal izarse en algo más que en reducir costes ymejorar la disponibilidad de producto. También tienen que convertirseen motores de la mejora económico-financiera global de sus compañías.Las compañías inteligentes utilizarán la innovación en la cadena de SUlrunistro para generar la liquidez que financie futuras innovaciones en suslíneas de productos y crecimiento en sus negocios.
Cuando los mercados de crédito se congelaron en el período 2008-2009,unas cuantas empresas se dieron cuenta de que podían liberar liquidezinternamente sin tener que recurrír al sistema bancario. Existen enorn1essumas de liquidez. Un estudio realizado por AlixPartners mostraba quehay 562.000 millones de dólares atrapados en forma de capital circulanteen mil compallías pertenecientes a cincuenta y seis sectores de actividadde Estados Unidos 10
Una lección importante que hemos aprendido en nuestro trabajo conmuchas empresas es que esta focalización debe ser impulsada desde lacima de la compañía. Sin un apoyo fuerte y sistemático del director general, del director general financiero y del director general de operaciones no podría haber tenido éxito un proyecto como el que se ha descritoen este capítulo, debido al alinealruento masivo de silos funcionales quese precisa. La enseñanza fundamental del caso descrito es como la cadenade suntinisrro puede ser utilizada como palanca para dislrunuir el capitalcirculante de forn1a espectacular y mejorar el flujo de caja. Dado que estos cambios influyen positivamente en el beneficio econóntico, los inversores premian estos esfuerzos, ya que producen mayor valor para elaccionista.
La cadena de suministro no contribuirá a generar beneficio económico sino hay una estrategia de la cadena de suntinistro. Después de trabajar concientos de firmas, hemos descubierto un número sorprendentementebajo de ellas con una verdadera estrategia de la cadena de suministro. Enel próximo capítulo se describe en detalle cómo elaborar dicha estrategia
FOCAUZACIÓN EN LA CADENA DE SUMINISTRO COMO El FACTOR QUE CENERA VALOR ... 39

y las medidas a tomar para concebirla. Pero hay un prerrequisito básico.La organización de la cadena de suministro debe desafiarse a sí nusma aadoptar una perspectiva amplia basada en el beneficio econónuco, y debeentender el idioma del director general y del consejo de adnunistración.
PLAN DE ACCiÓN
1. Traducir las acciones de cadena de sun'linistro al lenguaje del directorgeneral y del consejo de administración.
2. Focalizar la estrategia de la cadena de sununistro en la generación debeneficio econón'lico y poner en marcha proyectos de la cadena de sununistro que tiren claramente de las palancas del beneficio econón'lico.Comunicar abiertamente dicha estrategia a lo largo de la corporación.
3. Utilizar la cadena de sun'linistro no solo para atacar los costes y mejorar la disponibilidad de producto, sino también para contribuir a reducir el capital circulante en todos los frentes. Hacer de la cadena desun'linistro una fuerza creadora de flujo de caja y una fuerza impulsorade beneficio econón'lico.
40 TRANSFORMANDO LA CADENA DE: SUMINISTRO

2Estrategia de la cadena de suministro y los
cinco pasos para llegar a la excelencia
Una cadena de suministro que funcione a un rendimiento óptimo puedeser una poderosa arma competitiva y un motor que ayuda a generar beneficio económico. Pero sin una hoja de ruta, las empresas no materializarán todo el potencial de la excelencia de la cadena de suministro. Cualquier esfuerzo dirigido a la transformación de una cadena de suministroque es puramente funcional en otra que genere un valor significativodebe comenzar con una estrategia clara. Esto puede parecer evidente,pero en las auditorías de cadena de suministro que hemos hecho, muypocas empresas han sido capaces de elaborar una estrategia de la cadenade suministro con una hoja de ruta de varios años para lograr la excelencia. (Según nuestros datos, menos del quince por ciento de las empresastienen documentada y en funcionamiento una estrategia de suministro.)El test que figura al final del presente capítulo le ayudará a determinardónde se encuentra su firma.
¿Qué es una estrategia de la cadena de suministro?
Una estrategia de la cadena de suministro arranca con las mismas características de cualquier otra estrategia, pero incluye los retos y características
41
únicas de la cadena. Es una hoja de ruta que guiará la evolución de la cadena de suministro a lo largo de los tres a cinco años siguientes.
Una estrategia de la cadena de suministro debe iniciarse forzosamentecon las necesidades actuales y futuras de los clientes. Debe incluir lasamenazas generadas por la competencia nacional y extranjera. Debeidentificar los escenarios demográficos y socioeconómicos que tenganmás probabilidades de acontecer. Debe evaluar con sinceridad los puntosfuertes, los puntos débiles, las oportunidades y las amenazas que afronta laempresa (análisis SWOT). La estrategia debe dar cuenta de la tecnologiaactual y futura disponible. Debe satisfacer los objetivos del beneficio económico de la compañía. Y, por último, debe generar un conjunto deacciones que den lugar a las competencias que la empresa necesitará en elfuturo. Todo ello fOl11la parte de una planificación estratégica bastanteestándar. Así pues, ¿qué hay de especial en la estrategia de la cadena desunlinistro?
Flujo ininterrumpido de productos
A diferencia de otras áreas de la empresa, la cadena de de suministro es unproceso horizontal que va de punta a punta de la empresa guiando el flujo ininterrumpido de productos. Los productos circulan desde los proveedores hasta los clientes a través de la empresa y deben superar sinproblemas las barreras funcionales verticales. Además, las necesidades delos clientes deben guiar el flujo y circular sin problemas en sentido contrario y superando las barreras funcionales.
En otras palabras, aunque los productos circulen por toda la empresa,desde los proveedores hasta los clientes, las necesidades estratégicas y deinformación deberían hacerlo en sentido contario, comenzando en lasnecesidades de los clientes, tal como se ilustra en la figura 2.1.
Una estrategia eficaz incluye la selección de los clientes a atender, el conocimiento de lo que estos valoran de la cadena de suministro, la planificación de los productos y servicios, y la selección de los socios de la cadena de suministro apropiados con el objetivo de ofrecer dicho valor.
Por su naturaleza, la estrategia va más allá de los plazos trimestrales, e incluso anuales, a lo largo de los cuales las empresas ponen en línea suscompetencias operacionales de la cadena de suministro. Los transportes,
42 TRANSFORMANDO LA CADENA DE SUMINISTRO

-----1. Flujo de productos ___
__prO_Veed_or_es--..J~I__La_em_p_re_sa---,~I__C_lie_nt_es__
Flujo de información
Necesidades estratégicas
Figura 2.1. Cómo debería circular el material y la información a lo largo de la cadenade suministro extendida
las existencias, la gestión de las plantas de producción, la gestión de lospedidos y el flujo de caja, todas esas funciones operacionales puedentener cabida en un horizonte de planificación más corto, pero son esenciales para el cumplimiento de cualquier plan estratégico. Asimismo, sinestrategia, las actividades operacionales estarán mal gestionadas y seránineficaces. Tampoco pueden funcionar de forma independiente. Laorientación estratégica tiene que equilibrarse con los imperativos operacionales para que ambos sean importantes, pero también para que uno noeclipse al otro.
La forma de pensar a corto plazo como barrera
En una reciente encuesta realizada en el marco de nuestro foro anual, lainmensa mayoría de los ejecutivos de cadena de suministro dijeron que elpensamiento a corto plazo vigente en sus compañías era la principal barrera para conseguir la excelencia de la cadena de suministro. Como consecuencia de la rutina inflexible de esta orientación a corto plazo nos encontramos con ¡as bruscas oleadas de final de trimestre que atormentan atantas compañías que cotizan en el mercado bursátil.
Observe cómo la innecesaria variabilidad trimestral trastoca el flujo natural de productos hacia el mercado. En algunos casos, unas ventas flojasdurante la mayor parte del trimestre se inflan con una oleada brusca al fi-
ESTRATEGIA DE LA CADENA DE SUMINISTRO Y lOS CINCO PASOS PARA LLEGAR A LA EXCELENCIA 43

nal del mismo. En otros, los productos se venden con fuerza durante casitodo el trimestre, pero se hacen disminuir las ventas en el último mes.Ambos fenómenos son ocasionados por estrategias de venta mal alineadascon los objetivos de planificación de la cadena de suministro. Este comportam.iento ilógico se manifiesta de muchas fom1as no intencionadas.Como confesaba un comerciante detallista: «Estoy construyendo dos nuevos almacenes para aprovecharme del empujón de colocación de producto de final de trimestre de un proveedor». Las oleadas de final de trimestredestruyen el beneficio económico y provocan una mayor cantidad mediade existencias, costes más altos y problemas de disponibilidad de producto para Jos clientes.
La necesidad apremiante de un aumento brusco
Veamos el caso de una importante empresa de productos de consumocuya demanda trimestral de muchos comercios de venta al público seguíauna pauta trimestral de ventas bajas el primer y segundo mes y altas eltercero. En una reunión con el director general, el director de la cadenade suministró señaló los elevados costes y las alteraciones de suministrode los pañales desechables ocasionados por un ciclo trimestral caracterizado por dos meses de sobrecapacidad y acumulación de existencias, a losqlle seguían un tercer mes de producción y entregas a toda prisa.
El director general dudaba de que se pudiera hacer algo al respecto. Después de todo, ¿no era esta la pauta natural de la demanda? Bien, no exactamente. El director de la cadena de suministro comentó diplomáticamenteal director general que la auténtica demanda subyacente era estable, y quelas flucruaciones eran provocadas enteramente por la presión que él haciasobre la compañía para alimentar bruscamente las cifras al final del trimestre. Al aceptar la subordinación de la gestión a las cifras de ventas trimestrales, el director general estaba indicando sutilmente a los comercios que,cuando la compañía no estaba llegando al objetivo de ventas trimestral,ofreceria grandes descuentos de precio para poder cumplir las previsiones.De ese modo, los clientes detallistas se aprovisionaban para un periodopara tres meses en el último mes de cada trimestre para que las «ventas bajas» de los dos primeros meses del trimestre siguiente ocasionaran otraoleada de descuentos.
Como decía el director general: «Esto fue una auténtica revelación paranú. Los bebés hacen pipí de fonna regular, pero la demanda de pañales
44 TRANSFORMANDO LA CADl:.NA DE SUMINISTRO

oscilaba muchísimo. Habíamos enseñado a nuestros "socios" detallistas aaprovecharse de nosotros y a hacet pedidos solamente en el último mesde cada trimestre, cuando nosotros tratábamos de llegar a nuestras previsiones». PosteriOnllente, la compañía ofreció un precio unifonlle y plazos de entrega cada mes, lo que ahorró decenas de millones de dólares encostes de la cadena de suministro. (Estos costes habían consistido en elimpacto conjunto de las horas extra durante la oleada de ventas con descuento, y los tiempos muertos y la mano de obra desperdiciada durantelos meses de pocas ventas, y los costes de existencias más altos en previsión de la próxima oleada.) La compañia compartió sus ahorros de costesde la cadena de suministro con los socios detallistas, que disfrutaron deunos precios netos mejores que bajo el anticuado y costoso juego de lacadena de suministro caracterizado por la necesidad apremiante de oleadas bruscas de ventas.
Cuando las compañias venden a oleadas al final del trimestre, se han tenido que acumular por anticipado suficientes existencias para hacer frenteal pico de demanda. No obstante, como se empieza a acumular con bastante anticipación, a menudo el material no es el adecuado en otro momento posterior. La disponibilidad de producto y los porcentajes decumplimiento de pedidos sufren un revés y gran parte de las existenciassiguen en los almacenes sin venderse, consumiendo liquidez y destruyendo beneficio económico. La empresa debe también despachar el producto con prontitud a un elevado coste y a toda prisa para cubrir la previsióndel trimestre, algunas veces siguiendo la marcha de las entregas cada hora.Por si esto no fuera por sí solo suficientemente nocivo, además engendrainevitablemente un coste adicional para el mes siguiente, debido a la capacidad inutilizada resultante.
Algunos ejecutivos nos comentan que la detención de las oleadas de ventas de fin de trimestre es prácticamente imposible. Indican con razón quesu remuneración directa está vinculada a la cuenta de resultados, y su remuneración total suele estar ligada a opciones sobre acciones y, por tanto, a la cotización de la acción. Si se tiene en cuenta que el precio de laacción suele estar influido a corto plazo por los resultados trimestrales, eldirector general y el consejo deben tener mucho valor para sacar a lacompatlía de las oleadas de venta artificiales de fin de trimestre. La únicaposibilidad de que esto suceda es cuando la organización de la cadena desuministro demuestra con claridad al comité directivo que esta prácticaorigina a la larga más coste que beneficio.
ESTRATEGIA DE LA CADENA DE SUMINISTRO Y lOS CINCO PASOS PARA LLEGAR A LA EXCELENCIA 45

La necesidad apremiante de reducir bruscamente
Otra empresa de productos de consumo es ejemplo de una variación adicional, aunque rara, de la necesidad apremiante de oleadas: la necesidadapremiante de refrenar ventas. Por ejemplo, la demanda de los clientesdetallistas de una compañía seguía una pauta trimestral de ventas aIras losdos primeros meses, y bajas el tercero. Ello disparaba una mayor capacidad de producción y unos mayores gastos en los dos primeros meses, yluego las existencias se acumulaban en el tercero. Como era de esperar,creaba también alteraciones operacionales a los proveedores de la compañía. Cuando el líder de la cadena de suministro presentó el problema aldirector general, ninguno de los dos sabía explicarse al principio las razones de esta pauta estacional trimestral que parecía afectar a todos los productos de la compaliía. Al igual que los pañales, los productos de estacompañía eran artículos de primera necesidad para los supennercados yno había ninguna explicación lógica para este extraño patrón de comportamiento de compra de los clientes. De hecho, los análisis mostraban quela demanda anual a nivel de consumidor final era bastante estable en unaconsideración mes a nles.
Así pues, ¿por qué los clientes detallistas hacían los pedidos de una fon".tan ilógica' Después de reflexionario a fondo, el director de la cadena desuministro llegó a la conclusión de que los clientes eran realmente obligados a actuar así por la red de ventas de la compañía, cuyo plan de retribución incorporaba el pago de una comisión que incluía una prima porexactitud en las previsiones de ventas. El director general, que procedíade ventas, quería motivar el «rigor.. en el cumplimiento de estas cuotas.La motivación se traducía en fom1a de comisiones que se recortaban a lamitad por lo que respecta a la parte de las ventas que superaba la previsióntrimestral. Desde el punto de vista del director general, ello enseñaría alos vendedores a hacer previsiones de forena más precisa. Si establecíanunas previsiones demasiado altas, perdían la prima ofrecida por exactituden las previsiones; si las establecían demasiado bajas, sus comisiones sobreel exceso de ventas se reducían a la mitad.
Siguiendo la lógica de la naturaleza humana, los vendedores se sentíanmotivados a apuntar bajo y luego dejaban de vender activamente una vezhabían alcanzado sus prudentes objetivos. El saber popular de la compaliía decía que los vendedores eran excelentes pronosticadores. No hayduda de que sí lo parecían. Durante los dos primeros meses de cada tri-
46 TR.... NSFORMANDO LA C.... OEN.... DE SUMINISTRO

mestre vendían diligentemente hasta que alcanzaban sus cuotas y, después de ello, rechazaban tomar cualquier pedido adicional de los detallistas. ¿Por qué razón habían de aceptar pedidos que les harían ganar tansolo la nutad de la conusión normal y les harían perder además las primaspor exactitud en sus previsiones'
Después de reconocer lo que ocurria, el líder de la cadena de sunlinistroaprovechó todas las oportunidades de que dispuso para destacar el impacto negativo de esta práctica sobre el servicio al cliente, las existencias ylos costes de la cadena de sununistro. Las encuestas realizadas a los clientes ponían de manifiesto que la queja principal que tenían de la compallíaera la dificultad (por no decir la imposibilidad) de aprovisionarse de productos al final del trimestre. Los clientes mencionaban la inexplicable yciclica falta de disponibilidad de producto. Gracias a la implacable persistencia del líder de la cadena de suministro, el director general finalmentecomprendió que, en realidad, estaba retribuyendo a su red de ventas paraque trastocara sus propias cadenas de sunlinistro y dejara insatisfechos alos clientes; todo ello para lograr la i/llSiólI de la excelencia en las previsiones. Al igual que con la necesidad aprenuante de la oleada de ventas, estasacciones destruyen beneficio econónuco a través de trastocar el flujonormal de productos, retener las existencias, deprimir el flujo de caja yprovocar unos costes adicionales a medida que la actividad operacionalreacciona para reequilibrar la capacidad.
Antídoto para dejar de pensar a corto plazo
El medio para lograr la excelencia y el beneficio econónuco es una estrategia que consta de cinco pasos. Una buena estrategia empieza con laobservación de las mejores prácticas que se dan en muy diversos sectores de actividad. Sin embargo, muchas empresas no se retan a sí nlismascon el bellc¡'lIIarkillg externO de mejores prácticas en el área de cadenade suministro. Por ejemplo, una importante compañía farmacéutica sesentía cómoda con rotaciones de existencias de dos veces al año, es decir, seis meses de sununistro de existencias, lo que daba lugar a unas existencias medias de seis meses, aunque sus competidores actuaban muchomejor y liberaban cientos de millones de dólares en liquidez a través deuna gestión muy activa de las existencias y del capital circulante en general.
ESTRATEGIA DE LA CADENA DE SUMINISTRO y lOS CINCO PASOS PARA llEGAR A L.... EXCELENCIA 47
La ausencia de un benchlllarking de mejores prácticas tal vez no sea el problema más importante. Muchas empresas agravan esta focalización haciadentro mediante la creación y el reporte de unas mediciones de la cadenade suministro que, de hecho, pueden llegar a encubrir la existencia deproblemas porque no tienen en cuenta infonllación crucial. Por ejemplo, una empresa de materiales para la construcción comunicaba .buenadisponibilidad de producto» si las existencias para poder cumplimentarun nuevo pedido estaban en algún lugar del sistema, sin tener en cuentasi el pedido se entregó al cliente en plazo. OfficeMax solía reportar un96% de disponibilidad semanal solo a nivel de categoría de producto y,por tanto, no tenía una visión detallada de la experiencia del cliente desde una perspectiva de tienda. Cuando Reuben Slone (uno de los autoresdel libro) ocupó el puesto de vicepresidente ejecutivo de la cadena desuministro, cambió la medición para poder controlar la disponibilidadde producto a diario y por localización de rienda, con el objetivo de queOfficeMax pudiera medir (y gestionar) lo que estaba experimentando elcliente. Incluso con esta medición más estricta focalizada en el cliente,OfficeM<Lx está reportando actualmente cifras de disponibilidad de producto cercanas al 99%.
Una vez que la empresa se ha desafiado a sí mima con un punto de vistaexterno orientado al cliente y conoce y comprende las mejores prácticasde la cadena de suministro, se encuentra preparada para crear su estrategiamediante la utilización de los cinco pasos que llevan a la excelencia de lacadena de suministro.
Cinco pasos para elaborar una estrategia que lleva ala excelencia de la cadena de suministro
Hemos explicado en el capítulo 1 que el beneficio económico es la piezaclave que hay entre valor para el accionista y la excelencia de la cadena desuministro. Pero ¿qué es lo que realmente da lugar a la excelencia de lacadena de suministro? Basándonos en nuestro análisis permanente decientos de empresas, se destacan claramente cinco elementos fundamentales como los componentes de la excelencia de la cadena de suministroy, por tanto, son cinco los pasos que deberían constituir la base de la estrategia para llegar a la excelencia de la cadena de suministro. El resto del
48 TRANSFORMANDO l .... C.... l)lNA DE SUMINISTRO

libro describe estos pasos junto a las acciones concretas a emprender quele guiarán en su camino. En este capítulo se expone brevemente cada unode los pasos.
1. Seleccionar los líderes adecuados y perfeccionarpersonal de talento en el área de la cadena de suministro
Descubrir y desarrollar al personal de talento apropiado es el primer paso,por una razón. Nada es más importante que disponer de las personasapropiadas con las competencias y habilidades apropiadas en los puestosde trabajo apropiados (véase capítulo 3). Sin embargo, al estudiar esta áreanos hemos encontrado con algunas situaciones curiosas y alarmantes.
Competencias que precisan los ejecutivos de la cadena desuministro
Las conversaciones que hemos sostenido con diversos directores generales nos enseñan que muchos de ellos no se han dado cuenta de que la cadena de suministro se ha convertido en un conjunto de actividades tancomplejas -que entra en contacto con muchas funciones y procesos denegocio, extiende su ámbito más allá de la propia empresa, propulsadapor tecnologías que cambian con rapidez, y ofrece toda una gama deoportunidades estratégicas- que no puede ser gestionada por personassin formación ni experiencia, independientemente de cuál sea su nivelde capacidad y competencia a nivel general. La disciplina de la cadena desutninistro es, COlnc 111ínimo, tan c0l11pleja C01110 cualquier otra, y susaltos ejecutivos deberían poseer una fonnación y experiencia importanteen administración y gestión de la cadena de suministro. Sin embargo,observamos múltiples ejemplos de personas sin ningún historial en elcampo de la cadena de suministro que son nombrados directores generales de esta área. Esto tiene la misma lógica que rotar a alguien de marketing al puesto de interventor o tesorero corporativo.
Volar sin la red de seguridad de personal de talento
En una importante empresa de piezas de recambio para el automóvil,uno de los directivos más prometedores fue ascendido desde marketing ala dirección de la cadena de suministro. Se le estaba preparando para un
ESTRATECIA DE LA CADENA DE SUMINISTRO y lOS CINCO PASOS PARA llEGAR A LA EXCELENCIA 49

puesto corporativo aún más importante y se creía que este cometido seríaun elemento clave en su proceso de formación y desarrollo. Con cuarenta y dos años, no se podía pennitir ningún paso en falso en este momento de su carrera profesional. Lamentablemente, poco después de hacersecargo del puesto, se produjo una repentina oleada de la demanda de automóviles híbridos, de los que su empresa era una proveedora muy rentable de piezas clave altamente rentables. Al principio, no se vio afectadaporque había existencias suficientes en el sistema. Sin embargo, una persona con experiencia en la cadena de suministro se habría dado cuentainmediatamente del amenazante problema de una rotura de stocks inminente y habría reaccionado muy enérgicamente.
En este caso, sin embargo, no se emprendió una acción apropiada durante cerca de dos meses, un período de tiempo excesivo para evitar unainterrupción importante del suministro para los clientes de la empresaautomovilística. Con la rotura de stocks a la vuelta de la esquina, el fabricante de automóviles se dirigió a un proveedor suplementario, detuvo lascompras de forma permanente y traspasó este negocio extraordinariamente rentable a otra compañía. El nuevo jefe de la cadena de suministrose encontró a sí mismo escalando una curva de aprendizaje prácticamentevertical en medio de una crisis importante, la receta ideal para un desastre. Al cabo de un atio, este prometedor directivo, ahora con la reputación empañada, descarriló de la vía que lleva a la cima y fue trasladado aotra área. El director general aprendió de esta experiencia e incorporóa un veterano experto en gestión de la cadena de suministro de fuera de lacompañía para que enderezara las cosas. El nuevo líder de la cadena desunun..istro puso en 111archa un sistelna de gestión de existencias, sistenlasde alerta precoz y herramientas de visibilidad de existencias que fuerancapaces de garantizar que la empresa no se volvería a paralizar nunca más.
2. Mantenerse al corriente de las tendencias y tecnologíasde la cadena de suministro
El segundo elemento de la excelencia es el rápido desarrollo que experimenta la tecnologia de la cadena de suministro (capítulo 4). Es útil pensaren la tecnología de la cadena de suministro en cuatro aspectos diferenciados (véanse ejemplos en la tabla 2.1).
50 TRANSFORMANDO LA CADENA DE SUMINISTRO

Categoría de la tecnologíade la cadena de suministro
Software
Tecnologias de e-business
ViSibilidad y productividad
Avances de proceso (aplicarestos primero)
Ejemplos
Sistemas de previsiónSistemas de gestión de transportesSistemas de gestión de almacenesPlanificación de necesidades de distribuciónSoftware de optimización de existenciasSoftware de simulación y optimización de redSoftware de optimización de producciónSoftware de colaboraciónSistemas de planificación de recursos empresarialesSistemas de gestión de relaciones con los clientes
Avisos automáticos de embarqueIntercambio electrónico de datosAutomatización de los procesos internos de solicitud demateriales y productosIntercambio de datos y comunicación con base en la webFacturación y pago electrónicos, vinculado a entregas!recepcionesCanjes/subastasSistemas de alerta precoz y visibilidadWeb 2.0 para colaboración
Código de barrasTransmisión de datos por radiofrecuenciaIdentificación por radiofrecuenciaPíck to Iight (.)Pick to voice (0)Picking automatizadoSeguimiento por móvillvía satéliteSistemas de carrusel y cinta transportadoraSistemas automatizados de almacenamiento y recuperación.Gestión de incidencias: visibilidad con alertas en tiempo real.
Lean manufacturingSeis SigmaReposición gestionada por el proveedorPlanificación, previsión y reposición colaborativaCoste basado en la actividadGestión del impacto en el medio ambiente
nPick to IightlPick to voice: sistemas que por via luminosa o por voz guían al operario hasta las ubicacionesexactas del almacén donde recogen los articulos del pedido.
Tabla 2.1. Muestra de tecnologías de la cadena de suministro
Conocer y comprender las tecnologías disponibles
Las tecnologías sofisticadas penniten aprovechar la mayoría de las más prometedoras oportunidades de la cadena de suministro. Por tanto, no solo losejecutivos de la cadena de suministro, sino también el director general y
ESTRATEGIA DE LA CADENA DE SUMINISTRO Y LOS CINCO PASOS PARA LLEGAR A LA EXCELENCIA 51

otros altos ejecutivos deberian dedicar tiempo a conocerlas con ciertodetalle. Las cadenas de suministro suelen ser densamente complejas.Conllevan una participación interdepartamental y generan beneficios anivel de toda la compaliía. Penetran en profundidad por toda la empresay, como se ha mencionado anteriormente, son más eficaces cuando inspiran la cooperación de socios externos.
Los importantes avances en el campo del software han posibilitado la optimización de los sistemas de planificación de producción y distribución,gestión de existencias, almacenamiento y transporte. Para apoyar unagestión sofisticada de la cadena de suministro han surgído tecnologíasdiversas, como las etiquetas de identificación por radiofrecuencias (radiofreqllerlcy identificatian, RFID), el software utilizado de un modo aún másinnovador, las herramientas de e-bllsiness y otras nuevas tecnologías. Además, se están aplicando a la totalidad de la cadena de suministro potentesherramientas de proceso, como le0l1 1n00llifaetllring para reducir el tiempodel ciclo de producción y Seis Sigma para teducir la variabilidad.
La mayoria de las empresas que han adquirido sistemas de la cadena desuministro innovadores reconocen que usan tan solo una pequeña partede la capacidad real del software y una parte aún más pequeña de la capacidad prometida. Un alto ejecutivo interesado puede añadir peso y autoridad al proceso de gestión del cambio, ayudando a conseguir la aceptación del usuario y a asegurarse de que se pongan en marcha el apoyo y laformación adecuada por parte del proveedor y otros recursos. Los altosejecutivos que conocen y comprenden las nuevas tecnologías desempeñan un papel critico, tanto motivando a la organización a estar al día en elcampo de una tecnología rápidamente cambiante como haciendo las preguntas apropiadas que garanticen que la organización permanece focalizada en el plan de negocio. En el capítulo 4 exponemos un marco conceptual para la adopción de nueva tecnología de la cadena de suministro.
Por otra parte, los altos ejecutivos que conocen a fondo las dificultades deponer en funcionamiento costosos y complejos sistemas pueden ayudar asus compañías a evitar los clásicos errores. La directora general de unaempresa fabricante de equipamiento industrial nos reconoció que sucompañía había experimentado este tipo de dificultades: «Invertimos 518millones de dólares en la puesta en funcionamiento de un paquete deplanificación de recursos empresariales (euterprise resollrces plallllillg, ERP)en nuestra compañía, y lo único que hicimos fue traer tecnología más
52 TRANSfORMANDO LA CADENA DE SUMINISTRO

moderna para aplicar sobre unos procesos de la cadena de suministro queestaban anticuados desde hace cuarenta años. Yo esperaba que esta tecnología redujera los costes de la cadena de suministro de forma espectacular, pero nada ha cambiado. Mi error fue esperar que la tecnología solucionara un problema de proceso». Actualmente, ella está liderando lacompañía a través de una tarea importante para que se conozcan y entiendan los procesos existentes, se identifiquen oportunidades de mejorade los mismos y se adapten al nuevo sistema para que este apoye a los rediseñados procesos de la cadena de suministro.
Para sobresalir en el área tecnológíca, los altos ejecutivos deberían serinformados periódicamente y tener un conocimiento de alto nivel acercade las tecnologías de cadena de suministro. También deberían tener unconocimiento a fondo de cómo la empresa aplica estas tecnologías y sercapaces de plantear preguntas difíciles -y reconocer las respuestas correctas- antes de que se concrete, adquiera o ponga en marcha cualquier nueva tecnología.
Recompensa enorme
Cuando la tecnología de cadena de suministro es eficaz, la recompensa esenorme. Una empresa fabricante de bienes de consumo envasado implementó un sistema de planificación y programación avanzada (advancedplanning and schedulirzg, APS) en 2002 que permitía hacer avances significativos en la gestión de las existencias. Uno de los beneficios principalesera la capacidad de planificar el stock de seguridad para cada referencia encada uno de sus cuarenta almacenes. Esto permitía a la empresa dirigircon precisión las existencias a las referencias de las ubicaciones concretasque más las necesitaban. La disponibilidad de producto para el clientemejoró de fornla significativa y se eliminaron existencias por valor dedoscientos millones de dólares. ¿Se debió todo esto únicamente a la instalación de nuevo software? Por supuesto que no, pero lo que sí hizo elsoftware fue estandarizar y automatizar el nuevo proceso de gestión deexisrencias al nivel micro, es decir, para cada referencia en cada almacén.
Dicho esto, la implementación de módulos APS está llena de peligros.Un ejecutivo nos habló de un proyecto APS que «saltó totalmente porlos aires». El sistema APS no solo determinaba en su compañía las necesidades de producción para las plantas de fabricación, sino que tambiénespecificaba cómo desplegar las existencias en la red de almacenes. Pocas
ESTRATEGIA DE LA CADENA DE SUMINISTRO Y LOS CINCO "",sos PARA LLEGAR A LA EXCElI'.NCIA 53

decisiones son más criticas que estas para una compa"ía industrial, y loserrores se exageran muchísimo. Por tanto, este tipo de proyectos tienenun enorme potencial de recompensa, per a su vez conllevan un riesgosignificativo.
3. Eliminar las perjudiciales desconexiones entredepartamentos
El tercer paso hacia la excelencia de la cadena de suministro tiene que vercon el alineamiento de las distintas funciones/departamentos para querespalden un funcionamiento sobresaliente de la cadena de suministro(véase capítulo 5). El proceso de la cadena de suministro es el procesointerdepartamental principal, que se extiende desde los proveedores hastalos clientes pasando por toda la empresa. Sin embargo, uno se pregunta sien algunas empresas el equipo dirigente e incluso el director general soncapaces de explicar el verdadero rol que tiene cada función en impulsar lageneración de resultados a través de las áreas funcionales.
La gestión de las referencias es un ejemplo clásico de desconexión interdepartamental. Las funciones operativas de la cadena de suministro perciben claramente el coste y el peso de las existencias que son consecuenciade un número mayor de referencias y de sus consiguientes complejidadesoperacionales. También saben que cuantas más referencias ofrezcan, másdificultades tendrán para mantener la disponibilidad de producto, puestoque las existencias estarán muy diseminadas en muchas más referencias.Por otra parte, los departamentos de ventas y marketing perciben con lamisma intensidad que tienen que luchar con la competencia en todos loscampos, y que tienen que aparecer como auténticamente innovadoresante sus clientes, lo que da lugar a su fuerte motivación a aumentar lavariedad y complejidad de las líneas de productos. La mayoria de las empresas tienen problemas con esta tensión funcional y a menudo no hacennada al respecto. Todas las compañías deben tener el número apropiadode referencias que les permita enfrentarse a la competencia y favorecer lainnovación, pero la mayoria tienen muchas más de las necesarias. ¿Porqué no pueden enfrentarse a fondo con este dilema interdepartamental?
Una importante empresa de bienes de consumo duradero parecía estarpor delante de la mayoría de las compallías. El director general se diocuenta del problema de las referencias después de que el responsable de la
54 TRANsr"ÚRMANOO LA CADENA DE SUMINISTRO

cadena de suministro le mostrara un convincente análisis del coste de lasproliferantes referencias para la empresa. Encargó al vicepresidente demarketing la tarea de reducir las referencias en un veinte por ciento.Sin embargo, el vicepresidente de marketing creyó que otros objetivos-aumento de la cuota de mercado, por ejemplo- eran más importantesque el de las referencias, así que no hizo ningún progreso al respecto. Talcomo lo expresaba el vicepresidente: .Si sigo incrementando la participación de mercado, mi jefe no me molestará con el tema del número dereferencias•. Aún cuando el director general estaba fimlemente convencido de la reducción del número de referencias (había sido muy rentableen su anterior compañia), le faltaban los conocimientos necesarios parartransmitir al vicepresidente que era un objetivo igualmente urgente. Estose debió en parte a que el director general no conocía muy a fondo lasactividades operacionales de la cadena de suministro para saber por qué laconsecución de dicho objetivo había sido rentable en su anterior compa,ua. Ese déficit de conocimientos puso en peligro su capacidad de persuadir al vicepresidente de su extrema importancia.
Las existencias son otro pozo negro interdepartamental. En una compañía tras otra, el departamento de ventas no utilizará las rebajas para colocar existencias obsoletas, porque las mediciones del departamento deventas no tienen en cuenta los costes que conllevan dichas existencias. Laenlpresa incurre entonces tanto en los costes de Inantenirniento COtl10-algunos años después- en los costes de los inevitables descuentos.Esto destruye el beneficio económico en dos frentes. Las existencias crecen y deprimen el flujo de caja, y los márgenes de beneficio desciendeninevitablemente cuando la empresa aborda finalmente el problema.
Para evitar dichas ineficiencias innecesarias, los altos dirigentes de la compat'iía deberían involucrarse personalmente en un proceso de planificaciónde ventas y operaciones (véase capítulo 5). La complejidad del número dereferencias debería controlarse y reducirse, como también debería hacersecon las existencias obsoletas. Operaciones, cadena de suministro, ventas ymarketing deberían ser igualmente responsables del servicio al cliente y lasexistencias. Los líderes de la cadena de suministro deberían ayudar a conciencia al director general a entenderlo, para que pueda contribuir a armonizar la interacción de prioridades interdepartamentales y de la cadenade suministro. Un proceso horizontal que fluya sin problemas desde losproveedores hasta los clientes no puede gestionarse de forma eficientecon silos funcionales verticales que obstruyan el camino.
ESTRATEGIA DE LA CADENA DE SUMINISTRO Y LOS CINCO PASOS PARA LLEGAR A LA EXCELENCIA 55

Los incentivos y las mediciones apropiadas
Lo que se mide se recompensa y lo que se recompensa se lleva a cabo.Veamos los problemas que tuvo una importante compañía ferroviarianorteamericana con este concepto. Aunque los clientes más rentables dela ferroviaria eran sobradamente conocidos dentro de la compañía, losgerentes de terminal, que eran evaluados por el número de vagones quevendían con las locomotoras dísponibles, no reflejaban este conocimiento a nivel operacional. La medición del rendimiento motivaba a los gerentes de terminal a conceder estatus de prioridad a los trenes con másvagones, aun cuando esto pudíera dejar languideciendo en la terminaldurante días los repartos de clientes muy rentables. En un caso, las mercancías de un cliente de cien millones de dólares no se entregaron regularmente en el plazo establecido porque las locomotoras eran sistemáticamente desviadas a trenes cargados con mercancías de escasa rentabilidadque se despachaban con prontitud a pesar de que ello no era estrictamente necesario.
Alineación de mediciones
Toda nueva estrategia exige nuevas formas de actuar, y las medicionesdeben respaldar estas nuevas conductas. Ningún otro comportamiento esmás importante para la excelencia de la cadena de suministro que el hecho de que todas las funciones/departamentos remen al unísono en lanuslln dirección para contribuir a generar beneficio econónuco a travésde servir a los clientes sin fallos con el menor coste y la menor inversiónen activos que sea posible. Cuando las mediciones son precisas y estánalineadas a nivel funcional, puede ocurrir algo muy especial. CuandoPaul Dittman (uno de los autores del libro) estaba en 1998 en Whirlpool,la compañía puso en práctica una serie de mediciones para controlar laefectividad de las diversas funciones y, sobre todo, de la cadena de suministro, en su ofensiva de reducción del capital circulante. Como consecuencia, la compallía recortó a la mitad el período medio de cobro aclientes y se convirtió en líder del sector de electrodomésticos. En cuanto se haya puesto en marcha una buena serie de mediciones alineadas querespalden la estrategia, los altos ejecutivos deberían establecer programasde premios e incentivos que animasen a los empleados a comportarse defonna que beneficiasen a la totalidad de la firma y no tan solo a sus propios departamentos.
56 TRANSI·ORMANDO lA CAl)bNA DE SUMINISTRO

Por ejemplo, el director general y único propietario de una empresa deproductos de alimentación lideró la organización a través de un exhaustivo análisis de los procesos de la cadena de suministro. El resultado fueun ambicioso plan estratégico para aprovechar la gestión de la cadena desuministro a través de la empresa y con sus socios externos. El objetivo-ahorrar a la compañía unos tres millones de dólares anuales- estabadirigido directamente al incremento de ganancias. El mayor reto del planestratégico era que exigía cambios importantes en el modo de gestionardiversos aspectos de sus operaciones internas. El proceso de planificaciónestratégica culminó cuando el director general se reunió con el comitédirectivo para revisar el lanzamiento del plan a lo largo de un horizontede dos años. En un momento dado de la reunión, interrumpió con la siguiente observación: «Ustedes están hablando de poner tres millones dedólares en mi bolsillo, y me da la impresión de que yo soy el único queestá entusiasmado con ello». A continuación prometió la creación de unareserva anual para gratificaciones por valor de un millón de dólares que seañadiría al sistema normal de gratificaciones de la compañía. Todo aquelempleado que pudiera demostrar que había desempeñado un papel importante en el éxito de la cadena de suministro tendría derecho a unaparte de esta reserva económica. El director general definió el éxito comola consecución de la mejora de las ganancias de la compañía por un importe de tres nuIJones de dólares.
«En cualquier alio en que esto suceda, la reserva de gratificación especialse hará efectiva», comentaba. Luego dio instrucciones a sus tres subordinados directos para que diseñaran un sistema de mediciones y de retribución (que él personalmente revisaría) que cuantificara las aportacionesindividuales al éxito del plan y que determinara cómo deberían pagarselas gratificaciones. Repentinamente, todo el personal de la compaliía seconvirtió en un entusiasta de la cadena de suministro.
El propietario de esta compañía era un hombre muy inteligente. ¿Cómote aseguras de que puedes saltar una barrera de tres nuIJones de dólares?Apuntando muy por encima de esta suma. En el primer año de implementación del plan de reforma de la cadena de suministro y su prima especial, las ganancias no aumentaron en tres nullones de dólares sino en3,75 millones de dólares. Los empleados pusieron tanto empeño en lograr el objetivo de los tres millones de dólares que lo sobrepasaron en larealidad, sirviendo dicho exceso para pagar las tres cuartas partes de suspropias gratificaciones.
ESTRATEGIA DE LA CADENA DE SUMINISTRO v lOS CINCO PASOS PARA LLEGAR A LA EXCELENCIA 57

4. Colaborar con proveedores y clientes
El cuarro paso hacia la excelencia de la cadena de suministro exige disponer de la capacidad de colaborar externamente con proveedores y clientes (véase capítulo 6). Para crear el flujo ininterrumpido de productoshacia el cliente y el flujo ininterrumpido de información en sentido contrario, desde el cliente a la empresa, la colaboración debe extenderse fuera de las paredes de la propia empresa. La empresa de productos de alimentación de nuestro ejemplo anterior tenía seis proveedores clave y trescomercios de venta al público clave con los que colaborar. A solicituddel director de la cadena de suministro, el director general se reunió personalmente con los directores generales de cada firma proveedora, lesexplicó detalladamente la estrategia y prometió que cada año en que unproveedor cooperara a fondo y el objetivo de mejora se consiguiera, lacompañía no presionaría al proveedor para que le rebajara el precio.Además, todos aquellos ahorros para la compat'iía que fueran directamente atribuibles a los esfuerzos del proveedor se compartirían al cincuentapor ciento. En esencia, la compañía pagaba ahora a los proveedores paraque contribuyeran a que su estrategia de la cadena de sumínistro funcionara. La compaliia llegó a acuerdos similares con los comercios detallistas.Conlo consecuencia, la elllpresa de alinlentación tenía una cadena desuministro con seis proveedores clave y tres comercios clave, todos ellostrabajando en sintonía -y eran premiados por ello- para que el planestratégico funcionara. No es raro que así ocurriera.
En el capítulo 6 se entra en el detalle de las mejores prácticas de la colaboración a nível externo que se ilustran con varios estudios de caso, quedescriben el camino para el éxito. Lamentablemente, las barreras suelenencontrarse dentro de la propia empresa. Las consideraciones de la cadena de suministro (y los conocimientos y experiencia) deberían ser elementos esenciales de la planificación de negocio -entre ellas las promociones de ventas y marketing- y de las negociaciones contractuales conclientes y asociados. Se debería priorizar a clientes y proveedores y tratarlos correspondientemente. Si no se puede priorizar a los clientes no setiene ninguna posibilidad de establecer una colaboración eficaz. En cuanto se han establecido las prioridades, es posible conseguir resultados muyimportantes a través de la colaboración con los proveedores y clientesverdaderamente esenciales.
58 TRANSfORMANDO LA CADENA DE SUMINISTRO

5. Implementar un proceso disciplinado de gestión deproyectos y del cambio
El quinto y último paso que lleva a la excelencia de la cadena de suministro es posiblemente el más crítico. Sin un proceso disciplinado que consiga que los planes se lleven a cabo, roda lo demás es irrelevante (véasecapítulo 7). Los altos ejecutivos deben matcat la pauta de la gestión delcambio. Los altos ditectivos deben tenet la disciplina de comunicat constantemente un mensaje claro y sencillo una y atta vez.
Los proyecros de la cadena de suministro consumen sistemáticamente lamayor parte de los tecursos de TI de las emptesas, y la organización dela cadena de suministro abotda constantemente proyecros que, por sunaturaleza, rebasan el ámbito de los departamentos e incluso de la propiacompañía. La necesidad de la excelencia en las prácticas de gestión deproyectos debe comenzar en el despacho del director genetal y con elcomité directivo alineado tras él para asegurar que esros dificiles proyecros interdepartamenrales de la cadena de suministro tengan éxito. El director general debe exigir que los equipos de proyecto trabajen en lascausas raíz de los problemas y no solo en los sínromas. Debe animarlesa gestionar detenidamente los proyecros de la cadena de suministro enrodo su alcance para que sean manejables. Debe insistirles constantemente en que permanezcan focalizados en los beneficios y en el plan de negocio. Debe asegurarse de que los equipos de proyecro hayan identificadolos riesgos y dispongan de un plan de mitigación de los mismos. Por último, sabiendo que los problemas de personal son el mayor riesgo a la horade la implementación, debe exigir que rodas las ptincipales iniciativas seanacompañadas de un plan de gestión del cambio, tanto para la implementación como para el mantenimiento del cambio.
Una cultura de éxiro de proyecros arranca en la cima de la compañía. Unavez arrancado, lograr que los planes se lleven a cabo en un ámbito de lacadena de suministro que rebasa departamentos e incluso la propia compallía exige la presencia de un proceso disciplinado de gestión de proyectos y de gestión del cambio. En el capítulo 7 se describen los peligros másimportantes que se pueden encontrar los proyectos de la cadena de suministro y las mejores prácticas para conseguir que se ejecuten.
ESTRATEGO A DE LA CADENA DE SUMINISTRO V LOS CINCO PASOS PARA LLEGAR A LA EXCELENCIA 59

Conclusión---------En resumen, la excelencia de la cadena de suministro fluye de una estrategia de cadena de suministro construida sobre los cinco elementos de laexcelencia de la cadena de suministro:
Excelencia de la cadenade suministro
iEstrategia de la cadena de suministro
I I I I IPersonal Tecnología Colaboración Colaboración Gestión
de talento externa interna del cambio
Figura 2.2. La excelencia de la cadena de suministro fluye de una estrategia construidasobre los cinco elementos de la excelencia de la cadena de suministro
En los próximos capítulos se analiza cada uno de estos cinco pasos. Elcapitulo 8 contiene dos estudios de caso que muestran cómo una estrategia de la cadena de suministro basada en los cinco pasos que llevan a laexcelencia puede ayudar a generar beneficio económico y valor para elaccionista.
Test de evaluación para altos ejecutivos
¿Conocen el director general, los miembros del consejo y los altos ejecutivos los cinco pasos que son necesarios para llegar a la excelencia de lacadena de suministro? Esta herramienta de evaluación mide la calidad yprofundidad de la involucración de los altos ejecutivos en la estrategia dela cadena suministro a través de la valoración de los programas que se hanpuesto y no se han puesto en práctica. Muestra asimismo el grado de di-
60 TRANSfORMANDO LA CAOENA OE SUMINISTRO

ficultad aleccionador al que se enfrentan los líderes de la cadena de suministro en la formación de! personal de la compañia. Una guía de puntuación aco111paña a este instrutnento de evaluación.
Una baja puntuación quiere decir que se deberían tomar medidas rápidal11ente.
•
•
•
•
•
•
Comenzar con la contratación de los mejores profesionales de lacadena de suministro que estén disponibles.Involucrarse personalmente en las cuestiones interdepartamentales como S&OP, gestión de complejidad y gestión de capital circulante.Alejar gradualmente a la compañia de las alteraciones de fin detrimestre, aunque es extremadamente dificil.Recompensar el comportamiento de la cadena de suministro quebeneficie a la compañía en su conjunto.Dedicar tiempo a profundizar en los últimos avances experimentados en el campo de la cadena de suministro, entre ellos la profusión de nuevas tecnologías.Utilizar e! bellc¡'lIIark¡IIg y potenciar e! asesoramiento de expertosexternos.
Una buena puntuación en el test de evaluación no significa que se puedeperder el tiempo recreándose en ella, sino que se debe aprovechar laoportunidad de construir activamente sobre los puntos fuertes de la compañía y de ayudar a la organización a aumentar su ventaja sobre la competencia.
Evalúe su nivel de liderazgo en el campo de la cadena desuministro
Responda las seis preguntas de la columna de la izquierda de la tabla 2.2.Asigne una puntuación entre 1 y 9, según su nivel actual de liderazgo ene! campo de la cadena de suministro. Las frases de cada columna le ayudarán a decidir dónde se encuentra usted dentro de! espectro delliderazgo. Encontrará una guía de la puntuación en la tabla 2.3.
ESTKATEGIA DE LA CADENA DE SUMINISTRO y lOS CINCO PASOS I'IIRA UEGAR A LA EXC¡:LENCIA 61

'"IV
Pregunta 2 3 4 5
Puntuación
6 7 8 9
..;">~3"<>zoo;n>o2>g~
e<~~
"O
1. ¿Tíene una estrategia de lacadena de suministro respaldadapor las mediciones y losincentivos apropiados?
2. ¿Es la cadena de suministrouna ruta de carrera profesionalvalorada en su compañía?
3. ¿Colabora a nivel externo consus proveedores y clientes?
No existe una estrategia de lacadena de suministro en lacompañía.
No hace falta que usted seinvolucre en la planificación decarrera profesional del personal dela cadena de suministro de sucompañia.
No entiende por qué el director dela cadena de suministro debe tenerexperiencia en dicho campo.
No hay mediciones relativas losclientes ni tampoco se han puestoen práctica estados de situación delos proveedores.
No prioriza formalmente a susproveedores y clientes.
No sabe si 58 han reclutado sociosexternos de la cadena desuministro para que apoyen susobjetivos de la cadena desuministro.
Existe el documento de laestrategia, pero no puede resumirtodos los elementos clave del plan.
Usted está elaborando un planpara formar o perfeccionar alpersonal de talento de la cadenade suministro de su compañía.
Observa que la cadena desuministro tiene un impactoimportante en el éxito de sucompañía.
Hay algunas mediciones deproveedores y clientes y se trabajapara que sean más realistas yfiables.
Hay algunos proyectos en marchapara compartir datos y estrategiascon sus proveedores y clientes.
Se trabaja en proyectos de mejoramutua.
Existe una estrategia completa dela cadena de suministro que laorganización acepta y que estárespaldada por excelentesincentivos y mediciones.
Usted ha seleccionado unprofesional de la cadena desuministro experimentado paradirigir el departamento de lacadena de suministro.
Está involucrado en la contratacióndel personal de talento clave de lacadena de suministro.
Los datos y las estrategias secomparten integramente con losproveedores y clientes clave.
Tiene en marcha proyectos demejora mutua y algunos de ellos sehan implementado con éxito.

Tabla 2.2. Test para altos ejecutivos. Véase gula de la puntuación en la tabla 2.3
"'~•>-;mn¡:O•>n>OmZ>O•·e•Z~•O<
§nZ8~~•>•>rr
~>•>r>rX
"rrrZn¡:
'"'"
4. ¿Están alineadas susfunciones/departamentosinternos?
5. ¿Conoce las tecnologías ytendencias importantes de lacadena de suministro?
6. ¿Tiene implementado unproceso disciplinado para quelos planes se lleven a cabo?
Usted no está involucrado en laformulación de incentivos yobjetivos para los líderesfuncionales para asegurarse deque están alineados y apoyan lacadena de suministro.
Tiene poco interés en nuevastecnologfas de la cadena desuministro y deja este tema enmanos de los expertos.
No hay un proyecto formal niprocesos de gestión del cambio.
Usted tiene algunos conocimientosde cómo los programas deremuneración, gratificaciones ycomisiones podrian perjudicarinvoluntariamente alfuncionamiento de la cadena desuministro y a los beneficios de lacompai'iía.
Periódicamente actualiza susconocimientos y siente curiosidadpor los avances producidos en latecnología de la cadena desuministro.
ExIste un proceso de gestión delcambio, pero los resultados de laimplementación han sidodesiguales.
Usted apoya activamenterecompensar a los empleados.proveedores y clientes quecontribuyan a la eficiencia de lacadena de suministro.
Tiene un buen conocimiento de lastecnologías de la cadena desuministro y de los planes paraaplicarlas en su empresa.
Cree que conoce las preguntasapropiadas y difíciles que hay quehacer sobre las tecnologías de lacadena de suministro.
Reivindica que hay procesosdIsciplinados de proyecto y degestión del cambio, cuyaimplementación ha demostrado sersistemáticamente eficaz.

Una puntuación de 4 o menos en cualquier pregunta esuna bandera ámbar. Es conveniente una acción deremedio inmediato en dicha área.
Una puntuación total de 21 o menos es una bandera rojapara cualquier alto ejecutivo de una empresa industrial, dedistribución o de comercio de venta al público; la falta defocaJización en la cadena de suministro puede ser fatal.
Con una puntuación total entre 22 y 42 puntos larecuperación es posible si se hace caso de las sugerencias.
Con una puntuación total entre 43 y 54 puntos la cadenade suministro puede ser una verdadera ventajacompetitiva.
61 % de las compañías.
Se dio en 2 de las 35 compañías.
El 94% de las compañías puntuódentro de este intervalo.
Ninguna de las 35 compañíaspuntuó en esta categoría.
Tabla 2.3. Puntuaciones obtenidas por altos ejecutivos de 35 compañías
¿Qué puntuación obtienen los ejecutivos en este test?
Treinta y cinco compañias participaron en este test de evaluación en unreciente foro de la cadena de suministro celebrado en la Universidad deTennessee. La distribución de las puntuaciones se muestra en la figura 2.3.
Estas empresas reCOrren toda la gama de tamaños y tipos: desde cien millones de dólares hasta 95.000 mil millones de dólares de facturación. EntreeUas, empresas industriales, comercios de venta al público y proveedoresde servicios a lo largo de un amplio espectro sectorial. Un representante de cada compal;ía cumplimentó el test y respondió como pensaba quelo habría hecho su director general. La tabla 2.3 muestra cómo puntuaron las empresas en general frente a los estándares descritos.
¿Cuáles son la áreas que constituyen el principalproblema?
¿Cuál es el área de la cadena de suministro calificada como de peor problema cuando se evalúan los datos? Todas eUas son cuestiones problemáticas importantes, pero algunas son peores que otras. Se enumeraron unaserie de problemas, de /IIerlOS problemáticos a más problemáticos, según lapuntuación media recibida:
• La cadena de suministro valorada como una carrera profesionaldentro de la empresa.
64 TRANSFORMANDO LA CADENA DE SUMINISTRO

40
.. 35'0o
'" 30~" 25..'O.." 20o~
~ 15Bo~ 10~ol1. 5
O
Puntuaciones del test
Figura 2.3. Distribución de las puntuaciones obtenidas en el test realizado a 35 compañías
o El conocimiento y comprensión razonables de la tecnología decadena de suministro.
o La colaboración con proveedores y e/ientes.o Un proceso disciplinado para hacer que los planes se lleven a
cabo.o Un adecuado alineamiento interdepartamentaJ.o Ausencia de una estrategía de la cadena de suministro, la fonna de
pensar a corto plazo domina el proceso de toma de decisiones.
La focalización a largo plazo en la toma de decisiones parece ser la peorenfermedad que atonnenta la efectividad de la cadena de suministro, seguida de cerca por la falta de alineamiento interdepartamentaJ. Evidentemente, los aJtos ejecutivos de la compañía, con el apoyo coordinador dellíder de la cadena de sununistro, deben desempeñar el papel clave paraatacar estas dos barreras que se oponen a la excelencia. En el aspecto positivo, es bueno observar la emergencia del valor de la cadena de sununistro como ruta de caITera profesional.
ESTRATECIA DE LA CADENA DE SUMINISTRO Y lOS CINCO .'ASOS PARA llEGAR A LA EXCELENCIA 65

PLAN DE ACCiÓN
l. Elaborar una estrategia de la cadena de suministro que se base en loscinco pasos y respaldarla con el apropiado conjunto de mediciones eincentivos.
2. Seleccionar al líder adecuado de la organización/departamento de lacadena de suministro (capítulo 3).
3. Mantenerse al corriente de la tecnologia y tendencias de la cadena desuministro (capítulo 4).
4. Eliminar las desconexiones interdepartamentales que deterioran elbuen funcionamiento de la cadena de suministro (capítulo 5).
5. Colaborar con proveedores y clientes (capítulo 6).
6. Implementar un proceso disciplinado de proyecto y de gestión delcambio que consiga que los planes se lleven a cabo con éxito (capítulo 7).
66 TRANSFORMANDO LA CAOENA DE SUMINISTRO

3Contratación del personal
de talento apropiado
El primer paso hacia la estrategia que lleva a la excelencia de la cadenade suministro es reunir al personal de talento adecuado. Si no se dispone de la gente correcta no se puede elaborar una estrategia apropiada y,desde luego, no se podrá poner en práctica. Encontrar personal de talento para los puestos de la cadena de suministro conlleva unos retos únicosque se deben en gran parte a las dificultades del proceso entre departamentos y entre compañías que tienen que afrontar los ejecutivos de lacadena de suministro.
Competencias únicas que son necesarias
En diversas conversaciones que sostuvimos en 2007 y 2008 con ejecutivos de empresas que facturan miles de millones de dólares, descubrimosuna sorprendente falta de conocimiento y comprensión de la auténticanaturaleza del proceso moderno de cadena de suministro. En algunoscasos, los entrevistados definieron la cadena de suministro de un modoextremadamente restringido como el proceso que trata con los proveedores de la empresa. Desgraciadamente, muchas empresas viven aún coneste punto de vista tan pasado de moda.
67

Hace diez años el director de la cadena de suministro de la mayoría de lascompañías tema el titulo de vicepresidente de logística. Era un rol en granparte de ámbito funcional que se basaba en la competencia técnica en áreasespecificas: conocimiento de rutas de envio, familiaridad con el equipamiento de de almacenes y con las ubicaciones y superficies de los centrosde distribución y un dominio sólido de las tarifas de transporte y los costes de combustible. Reportaba al director general de operaciones o al director general financiero, tema pocas posibilidades de ascender en la empresa, y era poco visible para el comité de dirección de la empresa. La fomlaen que las compañias tienen que pensar sobre el ejecutivo contemporáneode la cadena de suministro ha cambiado de modo espectacular.
Más allá de los conocimientos y de la experiencia
Los ejecutivos de la cadena de suministro tienen que ser expertos en gestión de las jimciolles de la cadena de suministro como transportes, almacenes, gestión de existencias y planificación de producción. Por otraparte, el proceso de la cadena de suministro se extiende de punta a puntade la empresa, e incluso fuera de ella, incluyendo las relaciones con proveedores y clientes sobre una base global. Las fimlas líderes contemplanactualmente al líder de la cadena de suministro como al ejecutivo necesario que coordina el proceso de la cadena de suministro de punta a punta, aunque no lo domine todo. A causa de esta dimensión úiadida decoordinación entre departamentos y entre compañías, los altos ejecutivos de la cadena de suministro deben poseer una serie de característicassingulares, que describiremos en detalle a continuación. En nuestroscontactos, hemos observado que muchas empresas todavía no han llegado a entenderlo así. En un estudio realizado por SIIpply ella;" Ma"age/l/e'" Review, el sesenta por ciento de las compañías no tienen aún unejecutivo que gestione el conjunto de funciones que habitualmentecomponen la cadena de suministro'. Además, según nuestra experiencia,del cuarenta por ciento que sí tienen esta posición en su organigrama, lainmensa mayoría todavía no han dotado a dicho ejecutivo de la autoridad plena para que coordine el proceso de la cadena de suministro depunta a punta.
El director general, en particular, debería saber que la lucha por tenerpersonal de talento de la cadena de suministro tiene que centrarse en la
68 TRANSFORMANDO LA CAOENA DE SUMINISTRO

contratación de personas que tengan conocimientos y experiencia de proceso, y no simplemente competenciajimciofla/. El cambio de mentalidad ala consideración de la cadena de suministro como un proceso da lugarinevitablemente a un cambio en el rol del ejecutivo de la cadena de suministro, que pasa de una focalización funcional a otra de proceso, y afonl1ar parte del comité direcrivo de la compalua.
Parte del comité de dirección
En un número aún pequeño pero creciente de finnas, los directores de lacadena de suministro de compañías de alto rendimiento no solo tienenacceso a su junta directiva, sino que fomlan parte de ella. Ese rol precisaaportar valor no solo en educar al director general y al consejo en estecampo y en dotarles del vocabulario necesario para poder hablar acercade la cadena de suministro y de su papel crítico en la creación de beneficio económico, sino también en descubrir e impulsar oportunidades queaumenten dicho beneficio económico. En estas empresas progresistas,esta posición ya no es preferentemente funcional, sino que desempeñaun papel estratégico clave que puede influir en el 60-70% de los costestotales de una compañía, en todas sus existencias y en la mayor parte delos aspectos del servicio al cliente.
El líder de la cadena de suministro de estas empresas progresistas tiene laresponsabilidad general de coordinar procesos a través de silos funcionales como ventas, 1+D y finanzas, así como la responsabilidad funcional deactividades como aprovisionamientos, logística y planificación de producción, y servicio al cliente. Prestan tanta atención a la vertiente de lademanda como a la planificación de materiales y producción, y sabenqué es lo que hace falta para entregar sin fallos los productos a los clientesy para crear mecanismos que pemlÍtan averiguar lo que los clientes tengan que decir. En algunas empresas el rol del líder de la cadena de suministro se amplía hasta el punto de convertirse básicamente en directorgeneral de operaciones, sobre todo en aquellas compañías en las que eldirector general de operaciones no tiene tradicionalmente responsabilidad sobre ventas, marketing o lIIerc/talldisiflg.
En este mundo transfomlado, hasta los directores generales que antes tenían poco contacto con el director de la cadena de sunlÍnisrro deben morademostrar conocimientos y e>:periencia en dicho campo. De hecho, los lí-
CONTRATACiÓN DEL PERSONA.l DE TALENTO APROPIADO 69

deres de la cadena de suministro se han convertido incluso en posibles candidatos a suceder a su director general. El anterior director general de WalMart, Lee Smart, que previamente había dirigído el área de transportes,distribucíón, y luego logística, es uno de los ejemplos. Michael Duke, susucesor, tiene también una amplia experiencia en el área de la cadena desuministro. «La cadena de suministro ha subido de nivel y se ha posicionadocomo uno de los puntos principales del espectro de riesgo de una empresaque se discute en los comités de auditoría y en las reuniones del consejo»,decía Mayo A. Shattuck lll, presidente y director general de ConstellationEnergy Group. «El director general tiene que ser realmente un experto dela cadena de suministro y no puede delegar toda esta responsabilidad enotra personal." Está en manos de los profesionales de la cadena de suministro de la compañía encontrar el modo de educar al director general. Porejemplo, un líder de la cadena de suministro nos comentaba que tras unapersecución incansable, habló con su jefe, el vicepresidente ejecutivo deoperaciones, para programar una reunión mensual de puesta al día de lacadena de suministro con el director general. Ahora, tras ocho meses derevisiones mensuales, nos dice que el director general la entiende claramente a un nivel mucho más profundo y menciona los progresos logrados en lacadena de suministros en la mayoría de sus comentarios de carácter público.
Sin embargo, la mayoría de las empresas están muy por debajo de esteideal. M uchas compañías no tienen una perspectiva completa del proceso de su cadena de suministro, que va de punta a punta de la empresa, yse enfrentan a un problema grave si sus competidores se les adelantan.Pero tener la perspectiva no es suficiente. También tienen que ganar labatalla para disponer de personal de talento para la cadena de suministro.
La batalla por tener personal de talento en la cadenade suministro
Los ejecutivos de la cadena de suministro que se aplican a potenciar su capacidad de liderazgo pronto descubren que la demanda de personal de talento supera a la oferta, independientemente de cuáles sean las circunstancias económicas del momento. Esta dificultad para encontrar este tipo deprofesionales viene exacerbada por el hecho de que los especialistas experimentados en la cadena de suministro están envejeciendo y cada vez más
70 TRANSFORMANDO LA CADENA DE SUMINISTRO
empresas están ampliando gradualmente el rol de sus líderes de la cadena desuministro. Por tanto, la demanda ha explotado frente a una oferta insuficiente de candidatos de alto potencial que puedan satisfacer las necesidadesaeruales. Para empeorar aún más el problema, los mejores candidatos sonconscientes de sus opciones y se muestran muy selectivos a la hora de escoger lo que van a hacer y dónde lo van a hacer. La contratación de personalde gran talento es especialmente dificil en zonas donde las cadenas de suministro más se están expandiendo, puesto que países como India y Chinatodavía tienen que crear y desarrollar una abundante reserva de ejecutivoscon conocimientos y experiencia de la cadena de suministro a nivel internacional. No obstante, para seguir siendo competitivas, las organizacionestienen que ampliar su búsqueda de personal de talento a nivel mundial.
Aunque los directores generales puedan tener en la actualidad unas expectativas más altas de la gestión de la cadena de suministro, muchos de ellosno tienen aún muy claro cuáles deben ser las cualidades que deben poseerlos candidatos para tener éxito. Solamente un director general que esté alcorriente de las prácticas y tendencias de la cadena de suministro puedeevaluar apropiadamente el rendimiento de la actividad de un ejecutivo dela cadena de suministro. Dada su importancia, los directores generales tienen que conocer y entender con claridad las características esenciales quedebe poseer el personal de talento de la cadena de suministro y, tal comose ha indicado anteriormente, es incumbencia de los altos directivos de lacadena de suministro educar al director general en este campo.
Características esenciales de los altos ejecutivos dela cadena de suministro
Una compañía puede contratar al personal de más talento solo después dehaberlo identificado. Para seleccionar a las personas adecuadas que supervisarán la responsabilidad cada vez más crucial de la cadena de suministro,los directores generales deben saber cuál es el perfil del líder ideal de lacadena de suministro. Dichas características pueden desglosarse en cincocualidades clave:
• Orientación a nivel global• Forma de pensar en sistemas• Liderazgo con capacidad de inspirar e influir.
CONTRATACIÓN DEL PERSONAL DE TALENTO APROPIADO 71

• Aptitud técnica• Competencias empresariales de nivel superior
Los ejecutivos de la cadena de suministro no tienen el monopolio de estas características. Cualquier alto ejecutivo de empresa debe poseer lasmismas competencias, pero en el área de la cadena de suministro hayunas necesidades únicas que posiblemente las hacen más esenciales.Como decía un ejecutivo en una de las auditorías de la cadena de suministro que nosotros realizamos para las empresas: .debemos encontrar unmodo de evitar las luchas internas entre departamentos/funciones y tenemos que alinearlos por el bien de nuestros clientes». Como se ha dichoantes, los ejecutivos de la cadena de suministro tienen responsabilidadesfuncionales normales como los demás ejecutivos, pero a diferencia deellos tienen que coordinar áreas que están fuera de su control directo, asícomo las actividades de proveedores y clientes a nivel global. Esta es unacompetencia muy ajena a la experiencia de muchos miembros del comitédirectivo tradicional y es tan solo un ejemplo de una de las capacidadesno tradicionales que se precisan para lograr la excelencia en el área de lacadena de suministro.
Orientación global
Es muy evidente que casi todos los altos ejecutivos del mundo de la empresa tienen que ser competentes a nivel mundial. Los aprovisionamientos y las cadenas de suministro globales se han expandido de una formatremenda en los últimos años, tanto por lo que se refiere a las empresasindustriales como a los comercios detallistas. Hay pocas compañías queno se aprovisionen a nivel mundial, vendan a nivel mundial, o no se enfrenten a competidores que sí lo hagan. Por tanto, los ejecutivos de lacadena de suministro deben gestionar una actividad empresarial que seextiende a través de continentes y deben rratar de forma efectiva conproveedores y clientes de todo el mundo.
Riesgo global
Hace cinco años, una empresa fabricante de equipos de telefonía decidiótrasladar toda su actividad de aprovisionamiento y producción del Medio
72 TRANSFORMANDO LA CADENA DE SUMINISTRO

Oeste de Estados Unidos a Asia, principalmente China. Los líderes de laempresa descubrieron repentinamente que su personal de la cadena desuministro necesitaba poseer unas competencias muy diferentes. Descubrieron también que la comunicación con sus nuevos proveedores chinos era un problema dificil. En cierta ocasión, por ejemplo, programaronuna reunión tras otra para discutir el problema de los plazos de entrega deciento diez días. (La empresa debería haber conocido por anticipado esteproblema de los plazos de entrega, pero asumió de forma incorrecta eingenua que el plazo de entrega sería el tiempo de transporte más un parde semanas, es decir, unos cuarenta y cinco días.) Al final de cada reunión, el proveedor aceptaba solucionar el problema, pero mes tras mesnada cambiaba. Preguntaban directamente al proveedor chino si comprendía la necesidad de acortar los plazos de entrega y siempre recibíanun sí por respuesta. Sin embargo, más tarde descubrieron que «sí» noquería decir realtnente «sÍ» sino que venía a decir: «les hemos escuchadoy queremos evitar una discusión».
La firma se estaba enfrentando repentinamente a una cultura muy diferente y tenía que tratar con una cadena de sununistro enonllenlente a01pliada. Los líderes se esforzaron en incorporar a personas de fuera de lacompañía con experiencia a nivel mundial y se dieron cuenta de que necesitaban adquirir más conocimientos y experiencia global a nivel interno. Enredados en esta crisis, pidieron a varias personas clave que se trasladaran al sur de la China junto a sus familias y que llevaran a cabo unamisión muy dificil fuera de su país. Mientras tanto el servicio al cliente sevio afectado con unos resultados nefastos. Cuando se produjo un cambiode la demanda de los productos de la empresa, se tardó ciento diez días enreaccionar con las consiguientes pérdidas de ventas y la reducción de casiuna cuarta parte de su cuota de mercado en beneficio de su principalcompetidor.
Diferencias culturales
La dirección y gestión de una función de cadena de suministro de ámbitointernacional exige mucho más que saber la hora que es en Shenzhen ocuál es el protocolo adecuado a seguir en las reuniones que se celebren enDubai. Cada vez más se precisa la competencia básica de saber manejarsede forma efectiva en otras culturas. Los ejecutivos globales deben ser muycompetentes en solución de problemas basándose en datos objetivos.
. CONTRATACIÓN DEL PERSONAL DE TALENTO APROPIADO 73

Deben dedicarse a foljar relaciones, aspecto bastante más importante enla mayoría de los países que en Estados Unidos. Tienen que entender quelas actividades que se desarrollan en un entorno global tardan más tiempoy, por tanto, deben planificar sus proyectos correspondientemente.
La creación de un equipo en una corporación multinacional exige quemúltiples nacionaljdades y culturas se mezclen y de algún modo se integren en la cultura corporativa.jay Fortenberry, vicepresidente de logísticay planificación de Honeywell, afirn»: .Claro que necesitamos encontrarlas personas con las competencias y habilidades técnicas apropiadas, peroel verdadero desafio es reunir un equipo internacional en el que hayala química adecuada para colaborar de forma efectiva, yeso debe hacerse en el momento de la contratación». Una vez se ha ensamblado el equipo, empieza la diversión. El idioma es siempre una dificultad, pero casitodo el mundo habla algo de inglés. Por otra parte, los ejecutivos se enfrentan a una plétora de problemas cotidianos para los que muchos noestán preparados.
Por ejemplo, nunca hay un momento adecuado para una reunión de personal. Un joven ejecutivo destinado a Singapur por una compañía debienes de consumo envasados con sede central en Estados Unidos decíaque se le convocaba a teleconferencias cada noche, desde aproximadamente las ocho horas hasta la medianoche, y que la gente de la centraldedicaba siempre los primeros quince mjnutos a contar chistes que losque estaban al otro lado del teléfono no podían oír o entender. Es evidente que las compúiías necesitan una política de disciplina firme para lasteleconferencias a nivel internacional.
Las leyes y las costumbres pueden ser también extremadamente confusas.Un ejecutivo de una compañía industrial contaba cómo tuvo que planificar los largos pennisos de paternidad en Europa. También descubrióque aunque las bajas temporales pueden funcionar bien en Estados Unidos como maniobra rápida de recorte de costes, no son tan faciles deimplementar en otros países, que tienen severas restricciones legales encuando a despidos. Un joven expatriado nos decía que en Estados Unidos la gente solía hablar de una cultura .asiática•. Pero, como él decía:.Hay una gran diferencia entre tratar con un directivo de Filipinas quecon otro de japón». Un gerente latinoamericano de una compañía muyimportante de la lista de Farfulle 10 comentaba una situación parecida:.Aunque hablemos el mismo idioma, el español (excepto en Brasil), hay
74 TRANSFORMANDO lA CADENA DE SUMINISTRO

tantas difetencias de un país a otro que es racil perderse en la interpretación de las palabras o frases. Incluso como gerente regionallatinoamericano encuentro muy dificil entender con claridad los diferentes significados de un mismo mensaje en distintos países latinoamericanos».
La gente joven es extremadamente ambiciosa en todas partes, pero enalgunos países de Asia se espera de ellos que cambien de puesto cada dosaños por lo menos. Lo que motiva a una persona en una detenninadacultura puede no funcionar en otra. Es posible que los paquetes retributivos en algunas culturas tengan que hacer hincapié en recompensas deíndole no monetaria como la mejora de la reputación del trabajador en lacomunidad. La ética y las leyes difieren mucho. Un ejecutivo nos contólo sorprendido que se quedó cuando supo que algunas compañías en Europa comparten las tarifas de transporte con los competidores para tenermenores costes, algo que seria inimaginable en Estados Unidos.
Por último, los ejecutivos que trabajan a escala mundial aprenden rápidamente que deben viajar, incluso en la era actual de comunicación e1ectrón..ica. Las relaciones personales son bastante más importantes fuera deEstados U n..idos. Como afirnla Fortenberry: .Los líderes competentes reconocen el valor de la interacción cara a cara con personas de otras culturas. No podemos depender del email para tener relaciones productivas».Sin embargo, esto irá evolucionando gradualmente con el tiempo. Porejemplo, la próxima generación de videoconferencias tendrá un impactosignificativo. Las nuevas videoconferencias en alta definición, con transmisión en tiempo real y sin los exasperantes retrasos, contribuirán a reducir, aunque nunca del todo, la necesidad de viajar a n..ivel internacional.
Los ejecutivos con los que hemos hablado afirman que son muy pocoslos medios que pueden ayudarles a aprender acerca de las diferenciasexistentes a escala intemacional. El mero hecho de mantenerse al corriente de las numerosas normativas y regulaciones es ya de por sí unatarea abrumadora. La mayoría ha aprendido a base de experiencia que talvez sea el único medio eficaz de interiorizar de verdad el conocimientoglobal. Esa es la razón de que compañías como P&G exijan a su empleados de alto potencial que trabajen a n..ivel intemacional antes de ascenderles al nivel de ejecutivos. Y esa es también la razón de que los ejecutivosde la cadena de suministro con conocilnientos internacionales sean tanextraordinanalnente valiosos.
CONTRATACiÓN Dl:.ll'l:.RSONAl DE TALENTO APROPIADO 75

Gestión del personal expatriado
Muchos altos ejecutivos de la cadena de suministro han trabajado en elextranjero, la mayoría durante varios años. Con piezas, productos premontados o acabados procedentes de China, Tailandia, India, México yotros países, junto a la presencia en un mercado mundial, las compañíasprecisan unos ejecutivos de la cadena de suministro que sean capaces degestionar ¡as posibles complejidades más allá de las fronteras tradicionales.Nada les prepara mejor que un cometido fuera de sus países de origen.
Los ejecutivos de la cadena de suministro que han trabajado en otros países conocen y entienden de verdad el entorno mundial y son extremadamente valiosos. Uno de dichos ejecutivos que trabajaba para una compañía de productos de consumo nos decia: «Hemos sufrido las penalidadesde ser tratados como empleados eventuales que tratan de de poner enpráctica cambios radicales de alcance estratégico. Nos hemos enfrentadoal enornle desafio de integrar nuestras familias en culturas totalmentenuevas, junto a la confusión que rodea las restricciones a nivel de visados,trabajos de los cónyuges, impuestos, etcétera. Hemos tenido que afrontarel reto igualmente dificil de la reentrada en el país después de haber finalizado el cometido en el extranjero. Y también sabemos que debemospennanecer visibles de algún modo en la sede central para no ser olvidados por lo que se refiere a planificación de carrera profesiona¡". La genteque ha pasado por esta experiencia de expatriado puede guiar a sus empresas a través del entorno global.
Pensador de sistemas
A diferencia de otros altos ejecutivos, los ejecutivos de la cadena de suministro deben aceptar la dimensión añadida de la complejidad entre departamentos y entre compañías, la dificultad que conlleva pensar en lacadena de suministro como un sistema. Los ejecutivos de produccióndeben tener un profundo conocimiento, una gran experiencia y ejecutar una estrategia para sus áreas respectivas. Pero el ejecutivo de la cadenade suministro debe abarcar también ¡as conexiones e interdependenciasexistentes entre aprovisionamiento, logística, producción y marketing oventas. Además, debe absorber también la complejidad de interfaces fuera de la empresa con proveedores y clientes. Tal y como lo expresaba un
76 TRANSFORMANDO LA CADENA DE SUMINISTRO

ejecutivo de la cadena de suministro: «Somos la disciplina que intenta integrar múltiples competencias funcionales, tanto dentro como fuera dela empresa en un sistema completo e interconectado. Parece que nosotros, el personal de la cadena de suministro, abordamos cada día un problema de optimización de sistemas, con los inputs cambiando constantemente».
Los pensadores de sistemas poseen unas grandes competencias analíticas.Por ejemplo, cuando planifican una estrategia de mitigación de riesgosque prevea unas regulaciones aduaneras más estrictas en un puerto extranjero, o cuando adquieren un conocimiento preciso de cómo lapróxima promoción estacional exigirá nuevas alternativas de reparto delos productos, tienen que ser competentes en el análisis riguroso de unsinnúmero de datos e informaciones de entrada, al que debe seguir unatoma de decisión clara que esté respaldada por planes de contingencia.
Después de finalizar el análísis, los mejores ejecutivos de la cadena de suministro son también maestros en el arte de la gestión del cambio. Nosolo prevén la totalidad de la organización en flujo constante, sino quetambién saben cómo gestionar los elementos móviles que componen latotalidad de la cadena, desde proveedores distantes hasta el cliente final,pasando por las funciones internas de la compañía. Un ejecutivo de lacadena de suministro nos decia: «Como conozco las mediciones clave delrendimiento de la actividad de mi homóloga de ventas, pude demostrarlecómo le beneficiaría aumentar el número I1Únimo de unidades que deberíamos exigir a los clientes para efectuar un pedido. A partir del cambio,fuimos capaces de completar la carga de los camiones con más rapidez yentregar a tiempo la mercancía a los clientes».
Un mundo en el que las cadenas de suministro se extienden a miles dekilómetros y los clientes se vuelven más volubles exige múltiples perspectivas. La producción a bajo coste puede no dar lugar a unos costestotales más bajos si se consideran los factores relativos al plazo de entregaal mercado. Toda decisión debe ser ponderada no solo por cómo influyeen uno de los aspectos de la cadena de suministro, sino por su impactosobre el rendimiento de la actividad total que va de punta a punta de laempresa.
Hau Lee, de la Universidad de Stanford, señala la necesidad de adoptaruna perspectiva de sistemas amplia, sobre todo en las economías emergentes. Cuando los gerentes de la cadena de suministro piden el asesora-
CONTRATACiÓN DEL PERSONAL DE TALENTO APROPIADO 77
miento de Lee para China, suelen hacer hincapié solamente en las comparaciones de coste de mano de obra, cuando en realidad tendrían queanalizar el coste rotal de sus cadenas de suministro internacionales, incluyendo no solo mano de obra, materiales y costes de transporte, sino también coste de existencias e incluso coste ajustado al riesgo de porencialesalteraciones3.
Los mejores expertos de la cadena de suministro se centran en más aspecros que la mera reducción de costes y arrancan con la perspectiva delcliente. Esto exige un dominio sólido de lo que el cliente valora, un conocimiento pleno de las razones principales por las que la compañía estáen las listas de proveedor preferido de sus empresas clientes, y una relación de colaboración que anime a los clientes a comparrir sus futurosplanes. Pertrechados con esros inpues, los lideres de la cadena de suministro son capaces de contemplar sus actividades como fuentes de ventajacompetitiva.
Los pensadores de sistemas interactúan directamente cara a cara con losclientes de la compa,üa, porque saben que el cliente es la única áncorainmutable de un sistema extremadamente complejo. Hacen lo mismocon los proveedores. Los pensadores sistémicos no corren riesgos descabeUados, aunque sí planificados, para evitar consecuencias imprevistas.Tratan de mitigar los riesgos que existen. Por ejemplo, en el área deaprovisionamiento, los riesgos de tener exceso de producro en el lugarinapropiado y en el momenro inapropiado pueden aliviarse a través de lamodularidad de producro y de estrategias demostradas de aplazamiento.En un mundo en que las cadenas de suministro son cada vez más prolongadas multiplica las oportunidades de que las cosas se tuerzan y exige lapresencia de creadores de planes de contingencia bien construidos que sefocalicen en la flexibilidad y la resiliencia.
Los sistemas de la cadena de suministro son tan complejos que a menudo se producen consecuencias imprevistas. Por ejemplo, la orden de undirector general de que se amplíe la contratación externa de produccióna nivel mundial con el objetivo de reducir costes puede dar lugar encambio a aumentos imprevisros de existencias y quizá incluso a fallos enel suministro de producro de consecuencias catastróficas. Eso fue lo quele ocurrió a una empresa de prendas de vestir. Dos años después de haber contratado en Asia la fabricación de una parte importante de una línea de producro, decidió Uevar a cabo un análisis a fondo, puesto que
78 TMANSfOMMANDü LA CADl:NA 1)1: SUMINISTRO

no veía el impacto de la medida en la cuenta de resultados. Fue horribledescubrir que los ahorros reales de costes de esta iniciativa de ol<tsollrcíllgse esfumaban completamente cuando los costes de las existencias, lasfluctuaciones y coberturas de los tipos de cambio y las ventas perdidas(a causa de interrupciones del suministro) se tuvieron en cuenta en elanálisis.
Liderazgo con capacidad de inspirar e influir
Un número pequeño pero cada vez mayor de líderes de la cadena de suministro ocupan posiciones destacadas dentro de la organización. Fomentan el establecimiento de estrechas relaciones interpersonales que favorecen su credibilidad y la de la función!departamento a través de laorganización. Crean equipos, dirigen personas y transm.iten su mensajede forma convincente a los numerosos interesados. Influyen en los demáspara que colaboren y creen una cadena de suministro de primera categoria a nivel mundial. Son maestros en el arte de establecer estrechas relaciones de colaboración con los líderes de sus compañías en las áreas deventas, marketing, recursos humanos y finanzas. Tal y como explicabauna veterana coac" de altos ejecutivos con veinte años de experiencia:«Los líderes capaces de inspirar tienen pasión por todos los aspectos delnegocio. Deben ser capaces de captar las mentes y los corazones de la gente para que tomen decisiones en pro del máx.imo interés de toda la empresa y no solo de una función O departamento. No deben ser tan solograndes expertos técnicos"•.
El filósofo chino Lao Tsé escribió en una ocasión: «De los mejores líderes, cuando su tarea se ha llevado a cabo y el trabajo se ha hecho, todo elI11undo COlllenta: "lo henlos hecho n050tros"5». Del miSI110 ¡nodo, lasdiversas funciones o departamentos de la empresa deben adoptar comosuya propia una trayectoria común en el área de la cadena de suministro.Esto no ocurre sin una capacidad especial para influir en la organización,más allá de las áreas en que se tiene control directo. En apoyo del enfoque inspirador se encuentra una comurucación clara de la visión y m.isiónde la empresa y un reconocimiento y una promoción constantes del trabajo en equipo.
La comunicación efectiva es esencial en grado sumo cuando los equiposde la cadena de suministro se extienden a través de diversas naciones, lo
CONTRATACiÓN DEL 1'F.RSONAL DE TALENTO APRül'lADO 79

cual exige la presencia de líderes capaces de influir en personas que no lesreportan. Este es un reto evidente al que algunos lideres de la cadena desuministro todavía tienen que enfrentarse. En una encuesta de ámbitomundial sobre los avances en el área de la cadena de suministro, solo el35% de los que participaron en ella estuvieron de acuerdo o muy deacuerdo en que sus estrategias y objetivos de la cadena de sUl1linistro secomunicasen a todos los empleados6 Prácticamente la nlitad sellaló quees escaso o nulo el alineanliento entre el departamento de la cadena desuministro y la estrategia de negocio de su compañía.
Gordon está convencida de que las competencias y habilidades que precisan los lideres de la cadena de sunlinistro para ser unos comunicadoreseficaces e influyentes han cambiado debido a la expansión de sus responsabilidades internacionales.•La inmediatez -la velocidad a la que trabajamos y vivimos- ha cambiado básicamente el proceso de comunicación de los líderes. En el pasado, si se sabía dar una buena charla, desdeluego con diapositivas de Power Point, y se era capaz de dirigir una reunión de fornla eficaz, se consideraba que se tenían las capacidades decomunicación adecuadas de un lider. Los lideres de hoy en día deben sercapaces de comunicar a través de muchos canales y medios en tiemporeal. Para ello, ellider debe poseer dotes de improvisación para ser capazde adaptar rápidamente los mensajes a sus audiencias de todo el mundo,pertenecientes a diferentes culturas y distintas generaciones?»
Para ser eficaces, los líderes de la cadena de suministro, tal vez más quelos demás ejecutivos, tienen que pasar de un enfoque «envié el email,celebramos la reunión» a comunicar de forma colaborativa. En el marcode este modelo, escuchar es una competencia más importante que hablar.U n buen comunicador de la cadena de suministro comprenderá las motivaciones de sus homólogos de otros departamentos, recogerá el feedbacky las preocupaciones de otras áreas como ventas y marketing, y comunicará en el idioma que entienden dichas áreas como se están abordando losproblemas.
Los líderes de la cadena de suministro con capacidad de inspiración seaseguran de que todo el personal de la organización comprenda y secomprometa con la excelencia de la cadena de suministro. Una fOl11la dehacerlo es a través de la fOl11lación adecuada de los líderes que se encuentran por debajo y detrás de ellos. Esto es especialmente importante, puesto que los lideres de la cadena de suministro son, hasta cierto punto,
80 TRANSfORMANDO lA CADENA Dh SUMINISTRO

pioneros corporativos. La dirección y gestión de la cadena de suministroconlO práctica autónon13 es relativamente nueva. Anteriomlente, compras dependía de del director general financiero, los almacenes de operaciones, y las relaciones con proveedores y clientes de compras y marketing. Solamente la logística tenía a veces su propio departamento.
Los líderes de la cadena de suministro con sus responsabilidades de alcance mundial deben instruir a directivos más jóvenes en el conocimiento dela empresa por dentro y por fuera, mucho más allá de sus propias áreasde responsabilidad estricta. Deberían animar a los jóvenes profesionales detalento a buscar constantemente nuevos procesos y prácticas, puesto queaquellos que no conocen más mundo que el que se encierra en sus áreasde producción o distribución tendrán dificultades para ser algo más quegerentes eficaces de un solo proceso.
El desarrollo de una cantera de líderes de la cadena de suministro inspiradores y de talento no es tarea raci!. Hay tres obstáculos sistémicos con losque los altos ejecutivos suelen tropezar que bloquean dicho desarrollo.Dado que el personal de gran talento de la cadena de suministro es escaso, los siguientes problemas, explicados en detalle por David Wright, director general de Verari Systems lnc., afectan especialmente al desarrollode personal de talento de la cadena de suministro: .En primer lugar, lamayoría de las compañías recompensan solamente los resultados obtenidos en beneficios o ventas. El crecimiento del capital humano para lograrresultados nunca suele medirse ni premiarse. En segundo lugar, la responsabilidad de desarrollar al personal de talento suele residir en el departamento de recursos humanos y los altos ejecutivos no rinden cuentasdirectamente del desarrollo de personal de talento. Por último, los líderesempresariales no suelen tener formación en coadring y desarrollo de otrosprofesionales. Para desarrollar una cantera de personal de talento, las actividades realizadas en esta dirección deben cuantificarse y premiarse y losaltos ejecutivos deben ser formados en el área de instrucción y desarrollode otros profesionaless».
Otro medio que los líderes inspiradores tienen para defender la excelencia de la cadena de suministro a lo largo de la compañía es a través delestablecimiento de programas de incentivos y premios que animen a losempleados que contribuyan a mejoras en el proceso de la cadena de suministro. Un perspicaz director general asignó la misma responsabilidadcompartida de servicio al cliente y de niveles de existencias al personal de
CONTRATACiÓN DEL PERSONAL DE TALENTO ",'Il.QPIADO 81

ventas y al de la cadena de suministro, porque sabía que ambos departamentos desempeñaban un papel principal en el proceso de toma de decisiones al respecto. Ahora, cuando los gerentes de ventas se quejan de problemas de disponibilidad de producto para el cliente, saben que tienenque trabajar con sus homólogos de la cadena de suministro para proponeruna solución creativa y entienden que no pueden exigir simplementeque haya más existencias.
Un ejecutivo lo entendjó perfectamente cuando observaba: «Los líderesmás inspiradores son los que ganan. No hay nada mejor que el triunfopara crear moral y credibiEdad en una organización•. Este profesional dela cadena de suministro planjficó inteligentemente los múltiples proyectos de la iniciativa de transformación de su compañía en un modo quegarantizaba la obtención de algunos resultados rápidos y visibles. A continuación, construyó sobre esta base y su imagen de credibilidad para abordar iniciativas interdepartamentales bastante más difíciles.
Aptitud técnica
La tecnología ha sido un factor clave para favorecer la excelencia de lacadena de suminjstro, y la inversión en aplicaciones y servicios de gestiónde la cadena de suministro continúa a buen rirmo (se explicará con másdetalle en el siguiente capítulo). Según AMR Research, el gasto en tecnología de la información (TI) de la cadena de suministro seguirá aumentando, hasta un quince por ciento en cualquier año determinad09 Dehecho, en nuestro rrabajo con cientos de compañías, entre ellas comercios de venta al público, empresas industriales y proveedores de servicios,casi siempre hemos observado que la organización de la cadena de suministro suele consumir la mayoría del gasto destinado a TI, en apoyo delos sistemas de gestión de almacenes, sistemas de gestión de transporte,gestión de existencias, sistemas de planificación de producción, etcétera.Los líderes deben conocer y entender la contribución de la tecnología,tanto en extensión como en detalle, para poder planificar las actividadesde la cadena de sununistro con precisión, rapidez y flexibilidad. Eso es asítanto si nos referimos al software de rutas de transporte, a herranuentaspara una mejor gestión de las relaciones con los proveedores, a soluciones de previsión de la demanda, como si hablamos de sofisticados paquetes de planificación de ventas y operaciones.
82 TRANSFORMANDO LA CAOENA DE SUMINISTRO

El director de la cadena de suministro no necesita tener fomlación ensistemas de TI, pero debe mantener una estrecha relación de trabajo conel director general de sistemas de información e, idealmente, no deberíahaber escasez de técnicos de TI en el personal. Deberían haber tenidorelación con los retos de la selección, implementación y aplicación detecnología y deberían estar atentos a la próxima generación de herramientas tecnológicas, así como estar acertados en los desafios de implementación inherentes a la complejidad de las soluciones de software de lacadena de suministro.
Un profesional de la cadena de suministro nos hablaba de un error quecometió al principio de su carrera profesional. Pensó que no telúa tiempo para entrar en los detalles técnicos de un nuevo sistema para asignarexistencias a los clientes sobre una base de prioridad Oa comp31'iia nuncahabía priorizado antes a los clientes y su gestión en este aspecto se lim.itaba a reaccionar ante las quejas) y delegó los aspectos concretos en losm.iembros del personal. Más adelante observaba lo siguiente: «El peligroest.1ba en los detalles. No reflexioné detenidamente en cuántos conflictossurgirían cuando intentásemos hacer valer las prioridades de los clientes.Mi carrera llegó al límite porque no había dedicado tiempo a hacer laspreguntas necesarias sobre esta nueva tecnología, y sobre todo sobre cómoíbamos a gestionar las cuestiones políticas cuando la gente quisiera manipular las prioridades, lo cual sucedía constantemente. Cuando se produjouna falta importante de producto para los clientes clave, me cogió porsorpresa. Todos los dedos apuntaban hacía nú, seJ'ialándome como culpable, y yo no tenía defensa alguna. Nunca más volveré a cometer esteerrOr».
Otro cambio radical está en marcha: la migración de la producción, la TIy los procesos de negocio a proveedores de servicios externos. La tendencia es especialmente relevante para los profesionales de la cadena desum.inisrro en el caso de de los operadores logísticos tercerizados (rhird.parry logisries providers, 3PLs) que gestionan las operaciones de almacén ytransporte para otras compaliías. En esta área la gestión de la relación sevalora como una competencia clave. Aunque las dotes innatas del profesional de la cadena de suministro para las relaciones interpersonales seránmuy útiles para colaborar con los 3PLs, los procesos y sistemas disciplinados para gestionar y guiar dichas relaciones son esenciales.
CONTMATACIÓN OEl PERSONAL 01: TAU.NTO APROI'IADO 83

Competencias empresariales de nivel superior
Los líderes de la cadena de suministro deben ser hombres o mujeres denegocios en primer lugar, y especialistas de la cadena de suministro ensegundo. Su foco de atención principal debe ser la mejora del beneficioeconómico y el valor para el accionista, y no tan solo el recorte de costes.Las cadenas de suministro aumentan el beneficio económico a través deun análisis integral, desde la productividad de los activos a la generaciónde ingresos. Tal como nos decía un ejecutivo de la cadena de suministro:.En producción o en ventas, la relación causalefecto de la marcha de loscostes o de las ventas suele ser más clara e incluso se entiende de formaintuitiva. Pero en una cadena de suministro interdepartamental, básicamente hay que modelar una serie de interdependencias complejas parasaber cuál es el botón que hay que pulsar».
Los líderes de la cadena de sununistro deben ser capaces de hablar el idioma de de los altos ejecutivas con la nusma facilidad con la que hablan dela eficiencia de la flota de camiones o de la previsión de la demanda. Térnunos como EBITDA, ROle y beneficio económico deberían formarparte de su lenguaje cotidiano y los líderes de la cadena de sununistrodeberían sentirse igualmente cómodos discutiendo del flujo de caja conel departamento de tesorería que hablando de programas de entregas conlos proveedores. Los problemas de la cadena de suministro suelen ser lospeor conocidos y comprendidos por el director general y el consejo, ydeben explicarse en el idioma que estos donunan.
La fonna de pensar analítica es una de las competencias esenciales que debe poseer el líder de la cadena de suministro, lo cual quiere decir que debeestar mucho más dirigido por los hechos que por la intuición. Deben sercapaces de encontrar rápidamente pautas útiles en los datos, comunicarlascon claridad y actuar en base a las conclusiones obtenidas; en resumen, sercapaces de transfonnar la infonnación en comprensión profunda. Los líderes de la cadena de suministro que han trabajado como consultores suelentener unos buenos fundamentos para abordar estas tareas.
Un director general comparrió con nosotros su experiencia reciente relativa a las entrevistas que tuvo con varios candidatos al puesto de directorgeneral de la cadena de suministro. Uno de ellos destacaba claramentepor encima del resto, sobre todo gracias a su capacidad para discutir la
84 TRANSfORMANDO LA CADENA DE SUMINISTRO

estrategia general de negocio con el director general. Le acribillaba a preguntas sobre los clientes, las estrategias de marketing y de marca, y la naturaleza del consejo de adrrllnistración. Quería conocer en detalle cuáleseran los objetivos propios del director general, los que de verdad le suponían un bonus. Como decía el director general: .Tenía una auténticasensibilidad por la totalidad del negocio y se ha convertido en un miembro inestimable de nu junta directiva».
Identificar los ejecutivos con las competencias necesarias
Ningún sector de actividad tiene el monopolio de esas cinco competencias. Sin embargo, la experiencia en la cadena de sUrrllnistro limitada a unsector deternunado, ¿podría ser motivo de rechazo en el proceso de selección de un ejecutivo de la cadena de sUrrllnistro? En nuestro trabajocon cientos de empresas, nos sorprendió observar cómo los conocinuentos y experiencia de la cadena de sUrrllnistro se extienden a sectores muydiversos. Por ejemplo, en nuestros múltiples proyectos, que van desdelápices de labios a jets (de Estée Lauder a Lockheed Martin), hemos encontrado ejecutivos que se ocupan de los nusmos problemas de la cadenade sununistro entre departamentos y entre compañias. Por tanto, los conocirrllentos y experiencia en un sector concreto no deberían constituirun prerrequisito, siempre y cuando el ejecutivo en cuestión tenga unprofundo conocimiento y una amplia experiencia en el campo de la cadena de sununistro. No se debe restringir la incorporación de líderes dela cadena de sununistro procedentes de sectores de actividad distintos delpropio. Recientemente fuimos testigos del caso de un profesional de lacadena de suministro que con gran éxito pasó de una empresa de productos no perecederos a un comercio de venta al público, y luego pasóde esta última compañía a una empresa industrial multinacional, tambiéncon éxito. Los conocinuentos y la experiencia esenciales en la cadena desuministro rebasan los sectores concretos.
Reunir un equipo formado por personal de talento
La demanda de los profesionales de más talento en el campo de la cadenade sUrrllnistro seguirá en alza, y su contratación y mantenirrllento segui-
CONTRATACiÓN DEL PERSONAL DE TALENTO APROPIADO 85

rán poniendo a prueba a las mejores organizaciones. Las compañías deben «vender la oportunidad. a los candidatos con mucha más habilidad.¿Qué deben hacer los directores generales y sus organizaciones para asegurarse de que disponen de los expertos de la cadena de suministro capacesde impulsar un verdadero éxito a nivel estratégico? En primer lugar, deben crear el entorno adecuado, luego contratar al mejor personal de lacadena de suministro disponible y, por último, formar y perfeccionaractivamente a este personal de talento.
Crear el entorno adecuado
En primer lugar, las compañías deben pasar de los roles de liderazgo funcional/departamental a la gestión del proceso de la cadena de suministroen sentido amplio. Deben redefinir el rol del líder funcional de la cadenade sununistro para que incluya la responsabilidad de coordinar el procesoque va de punta a punta de la compañía. Para hacerlo de fonna efectiva,los líderes de la cadena de sununistro deberían infornlar directamente aldirector general y estar estrechamente involucrados en la dirección estratégica, incluido el crecinl.iento inorgánico a través de fusiones y adquisiciones. La gestión de la cadena de sununistro puede proporcionar beneficiosimportantes en fonna de excelente disponibilidad de producto, inversiónreducida en capital circulante, rotaciones de existencias más rápidas, menores costes fijos y mayores rendinuentos de los activos. Pero dicha gestión solo podrá hacer esto si se la reconoce como una disciplina compleja, impulsada por la tecnologia que debe ser abordada de fonna integral através de funciones/departamentos, procesos de negocio y fronteras corporativas.
En segundo lugar, las compañías deben definir el rol de la cadena de sununistro y su vínculo con la estrategia de negocio. Es crucial comunicardentro de la orgaluzación y con los socios de negocio clave lo que significa exactamente el proceso de la cadena de sununistro, hasta dónde seextiende río arriba hacia los clientes y río abajo hacia los proveedores. Engeneral, las empresas deben reconocer que el proceso de la cadena desununistro se extiende de punta a punta de la compañía, desde los proveedores hasta los clientes, y a través de las fronteras funcionales/departamentales. El amplio significado de la cadena de suministro debe comunicarse de forma generalizada y reforzarse en toda actividad posterior de la
86 TRANSFORMANDO LA CADENA DL. SUMINISTRO

cadena de sunurustro. La definición se convierte en la base de todo, desde las descripciones de puesto de trabajo de la cadena de sunlirustro allenguaje de colaboración utilizado con los operadores logísticos externos.
Contratar al personal de más talento
A continuación las compañías deben entrar a competir por el personalde más talento, después de deternlinar cuidadosamente la combinaciónadecuada de competencias funcionales y la combinación adecuada de lascinco características universales cOlllentadas anteriornlente. Involucrarseen la batalla por el personal de talento escaso implica contemplar el mundo, otros sectores y los programas de fonnación en gestión de la cadenade sunurustro como la reserva de personal de talento. La gestión de lacadena de sunurustro ya no está linutada por las fronteras nacionales osectoriales. Los expertos más reconocidos consideran al mundo su reservade personal de talento y por ello extienden sus búsquedas a la India, Australia, Filipinas, Corea de Sur, México, etcétera.
David Speer, presidente y director general de lllinois Tool Works, unaempresa diversificada de tecnología industrial avanzada, es plenamenteconsciente de la competencia por el personal de talento a nivel mundial:«Creo que las dificultades son enonnes, no solo para tratar de crecer endiversos mercados internacionales, sino también para atraer y retener altipo de personas que son necesarias para ser efectivos en diversas organizaciones transculturales1o».
Formar y perfeccionar al personal de talento interno
Por último, surge la necesidad de desarrollar al personal de talento paralos roles clave del proceso de la cadena de sunlirustro, lo cual conlleva laelaboración de un plan de desarrollo profesional para todo directivo dela orgaruzación de la cadena de sunlinistro. Muchísimos gerentes de lacadena de sunurustro carecen del conocinuento suficiente de cómo funciona el resto de la compañía. Los directores generales deberían incorporar a sus líderes de la cadena de sununistro en tomas de decisiones interdepartamentales a ruvel de toda la empresa. Además, deberían alentar a su
CONTRATACiÓN DEL PERSONAL DE TALENTO APROPIADO 87

personal de la cadena de suministro a aprovecharse de la amplia gama deoportunidades de fomlación de que disponen en universidades y sociedades profesionales.
Las empresas líderes crean diversas opciones para formar y perfeccionar alpersonal de talento que necesitan, entre ellas, la ocupación eventual o atiempo parcial de ciertos puestos de trabajo, y ciertas prácticas infrautilizadas, como la migración circular, tal como se hace en Procter & Gamble,con expatriados que se incorporan a la oficina central y viceversa. Cualquier abordaje al personal de talento a escala mundial no tendrá éxito confacilidad, exigirá un esfuerzo importante que conlleve una planificacióndetallada de una serie de iniciativas de desarrollo de la capacidad de liderazgo.
Las universidades están mejorando su oferta, no solo con una fomlaciónmás adecuada para un número cada vez mayor de candidatos a líderes dela cadena de suministro, sino también con programas de fonnación paraejecutivos que ayuden a reforzar la aptitud empresarial de los especialistasde la cadena de suministro ya consolidados. Por lo que se refiere a conocimientos y experiencia funcional, las compañías pueden adoptar másiniciativas para alinear e impulsar nuevas etapas de fonnación en la cadena de suministro a todos los niveles. En las universidades también haymás para proporcionar una serie de competencias y habilidades universales en el campo de la gestión de la cadena de suministro.
Los directores generales saben que la gestión eficaz de la cadena de suministro es vital para la supervivencia corporativa en el marco de un mercado global. Ahora es el momento de que transfonnen esta conciencia enacciones mediante la identificación y delegación de autoridad y responsabilidad en el personal de talento que pueda conducir sus organizacioneshacia horizontes de mayor rentabilidad.
Conclusión
La contratación, perfeccionamiento y mantenimiento del personal de talento apropiado es un elemento vital de la creación de una cadena desuministro de primera clase. Descubrir personal de talento es un desafioespecial debido a las dificultades existentes a través de departamentos y
88 TRANSfORMANDO LA CADENA DE SUMINISTRO

compalüas. Por ranto, las cinco características clave del personal de talento descritas antes son aún más virales para los ejecutivos de la cadena desuministro. Un plan para el personal de talento es sin duda una parteesencial de la estrategia que conduce a la excelencia de la cadena de suministro y al beneficio económico. Pero no es suficiente. Hay que añadircuatro pasos más a la estrategia para lograr la excelencia de la cadena desuministro. En el próximo capítulo describimos el paso referente a la tecnología.
PLAN DE ACCiÓN
1. Buscar profesionales de talento de la cadena de suministro que poseanlas cinco características clave de orientación a nivel mundial, formade pensar sistemática, liderazgo con capacidad de inspirar e influir,aptitud técnica y competencias empresariales de nivel superior.
2. Contemplar el mundo como una reserva de personal de talento quehay que buscar en diferentes sectores de actividad.
3. Pasar de un rol de liderazgo puramente funcional a una gestión delgestión del proceso de la cadena de suministro a nivel de toda la empresa.
4. Definir el rol de la cadena de suministro en sentido amplio y vincularlo a la estrategia de negocio.
5. Definir el lIIix apropiado de competencias, habilidades funcionales yexperiencia que necesira cada uno de los miembros del equipo de lacadena de suministro y competir activamente por hacerse con las personas que tengan dichas cualidades.
6. fomlar y perfeccionar internamente al personal de talento con unplan de desarrollo profesional para todos los empleados.
CONTRATACiÓN DEL PERSONAl. DE TALENTO AI'1l.01'IADO 89

4Selección de la tecnología apropiada
El próximo paso en la ruta de la creación de una estrategia que lleve a laexcelencia de la cadena de suministro es asegurarse de que la compañiaescoge e implementa con éxito la tecnología correcta. Una tecnologiamal conocida o implementada puede ocasionar un peIjuicio grave enlugar de la mejora deseada. Por tanto, se debe ser cuidadoso en el procesode selección y aplicación de la misma. En este capítulo aprenderá lo quedebe hacer para que la tecnología forme parte de la estrategia que conduce a la excelencia de la cadena de suministro.
La base de la ventaja competitiva
Muchas empresas han descubierto que pueden reducir de forma significativa sus costes mediante la potenciación de sus sistemas de gestión de almacenes y transportes, y la utilización de códigos de barras, sistemas depickitlg avanzados e incluso tecnologías de identificación por radiofrecuencia (Radio Freql/etlcy ldetlt!ficatioll, RFlD). Otras empresas han reducido sus existencias y han mejorado el servicio al cliente de forma espectacular a través de la utilización de avanzados sistemas de planificación yprogramación. Y aun otras han ahorrado millones de dólares gracias al
91
análisis en profundidad de la red de instalaciones productivas. Muchascompañías han equilibrado el esfuerzo necesario frente al rendimientoobtenido de nuevas tecnologías y han logrado beneficios enomles. Si seaplica apropiadamente, la tecnología puede ser parte principal de de latransformación de la cadena de suministro en generadora de beneficioeconóntico, posibilitando que la compañía reduzca costes y existencias yal mismo tiempo mejore el servicio de atención al cliente.
Por ejemplo, en 2005, Coca-Cola Botding Co. Consolidated modernizó drásticamente sus competencias de planificación de demanda y colaboración con un nuevo proceso de gestión de existencias que estaba respaldado por un software de JDA Software Group. Coca-Cola Botdingredujo los niveles de existencias en un 50%, ntientras que mejoraba lastasas de cumplimentación de pedidos en un 15%, y ganaba el premioSam's Club Supplier of the Year en 2006. Además, absorbía al ntismotiempo un pasmoso aumento del 300% en ofertas de productos. Todoello llevó a un aumento brusco del beneficio económico gracias a la importante reducción de activos, a la vez que respaldaba el crecintiento delos ingresos con una mejor disponibilidad de producto.
Black & Decker implementó una tecnología de planificación maestra dela demanda y experimentó una mejora importante en la exactitud de lasprevisiones. Pero lo más importante es que esto se tradujo en una reducción enonne del tiempo del ciclo de producción: de dos semanas a cuatro horas. Como consecuencia, mejoraron las tasas de cumplintiento delos pedidos de los principales clientes como Home Depot y Lowe's, a lavez que pudo mantener menos existencias que su competidores. Por otraparte, esto puso en marcha el motor del beneficio econóntico a medidaque las tasas de cumplintiento de los pedidos apoyaban el crecintiento delos ingresos, mientras se reducían las existencias.
Esfuerzo frente a rendimiento
Existe una amplia variedad de tecnología de la cadena de suntinistro. Losbeneficios pueden ser enortlles, pero los peligros acechan de cerca. Porejemplo, un profesional de la cadena de suntinistro de un detallista especializado en juguetes nos hablaba de la tentativa de implementación deun nuevo sistema de cumplimentación de pedidos que sobrepasaba con
92 TRANSfORMANDO LA CADENA DI, SUMINISTRO

creces el plazo previsto y el presupuesto asignado. La punta de ventas deNavidad estalló antes de haber concluido la puesta en funcionamientodel sistema, lo cual imposibilitó el procesamiento de pedidos. Personal detodas las áreas de la compañia trabajó durante cincuenta días seguidos,domingos incluidos, para tratar de mantener su posición de liderazgo. Sinembargo, la empresa se vio obligada finalmente a enviar miles de cartasque decían: .Lo sentimos, pero no recibirá su peclido antes del clia de Navidad•.
En otro alamlante ejemplo, una empresa fabricante de golosinas invirtió más de cien millones de dólares en la instalación de un nuevo sistemade apoyo a la toma de decisiones de la cadena de suministro. La fecha depuesta en funcionamiento de este sistema se demoró de abril hasta setiembre. Como la punta de ventas de Halloween se aproximaba, la firmaaceleró la entrada en acción del sistema antes de tenerlo a punto y a continuación perdió ventas por un valor de 150 millones de dólares. La cotización de la acción bajó un 45%. Aún en otro caso, una empresa fabricante de calzado instaló un nuevo y complejo sistema que organizara sucadena de suministro. De nuevo, se produjeron retrasos importantes. Eldirector general de la compañía anunció un déficit de ventas del orden decien millones de dólares a causa del nuevo software, lo que provocó unacaída de la cotización de la acción del 20%.
¿Hay una causa básica en la raíz de todos estos problemas? Una teoríasostiene que los proyectos de la cadena de suministro fracasan debido a lafalta de colaboración interna (que cliscutiremos en detalle en el capítulo 5). En algunas empresas la organización de la cadena de suministro notiene simplemente un control suficientemente amplio para clirigír las mejoras necesarias, con funciones de la cadena de suministro repartidas portoda la organización. En una empresa de electrodomésticos para el hogar,por ejemplo, producción, aprovisionamiento, logística y planificaciónreportan cada una de ellas a un vicepresidente funcional distinto. Por otraparte, en la división de piezas y servicio de CUmnUns [nc., el líder de lacadena de suministro tiene una amplia autoridad sobre producción, aprovisionamiento, logística y planificación. Evidentemente, esto facilita eléxito del proyecto, aunque solo es una de las variables del I/Iix.
Otra idea avala la idea de que el fracaso es consecuencia del exceso deatención prestada a la tecnología y no a los cambios del proceso subyacente. Los proyectos suelen fracasar debido a deficiencias en la gestión
SELECCiÓN DE LA TECNOLocf.... APROPIADA 93

del cambio y no a problemas técnicos o de proceso. Algunas empresastienen una cultura de presión tan pe~istente para cumplir con los plazosy el presupuesto, que a menudo pasan por alto las tareas menos exigentes,pero irónicamente más importantes, de gestión del cambio.•A tiempo,ajustado al presupuesto, pero no utilizado.. no es sinónimo de éxito.
Este capítulo deja los detalles de dicha tecnología a otras fuentes y, encambio, se centrará en las claves para gestionar la tecnología de la cadenade suministro. (En el capítulo 7 se trata el tema de la gestión del cambiocon consejos prácticos sobre cómo implementar los proyectos de la cadena de suministro.) Debido a los incesantes avances de la tecnología, losprofesionales de la cadena de suminisrro no tendrán más alternativa quepotenciar la nueva tecnología para no incurrir en una desventaja competitiva. El panorama de la tecnología de la cadena de suministro puede serintimidante. Tal como se ha indicado en los ejemplos anteriores, las empresas se enfrentan al peligro real de una aplicación fallida que puedeperjudicarlas a ellas y a las carreras profesionales de los ejecutivos de lacadena de suministro y de otros campos. Antes de exponer el modo deevitar los peligros, procede efectuar una revisión rigurosa del panoramatecnológíco de la cadena de suministro.
Tecnología de la cadena de suministro: ¿qué hay denuevo?
Es provechosos pensar en la tecnología en cuatro aspectos diferenciados:software, tecnologías de e-bus;lless, visibilidad y productividad, y avances de proceso (tal como se ha descrito en el capítulo 2 y resumido en latabla 4.1).
Al incluir los avances de proceso en la tabla, no queremos decir que deban agrupa~e con la tecnología convencional. De hecho, creemos quedeberían aborda~e primero los procesos, que luego serían posibilitadospor el software y otro tipo de tecnologías.
Las empresas difieren ampliamente en la aplicación de tales tecnologías.En nuestra experiencia, más de la mitad de los almacenes aún funcionancon sistemas manuales basados en papel, pero muchos otros han adoptado el software más avanzado de gestión de almacenes y las tecnologías de
94 TRANSFORMANDO lA CADENA DI; SUMINISTRO

Categorfa tecnológica
Software
Tecnologfas de e-business
Visibilidad y productividad
Avances de proceso
Descripción
Incluye los sistemas de TI para actividades como previsiones,transportes, almacenamiento, gestión de existencias,colaboración, etcétera.
Incluye tecnologías como avisos automáticos de embarque,intercambio electrónico de datos, portales web, facturaciónelectrónica y pago vinculado a la entrega, etcétera.
Consiste en tecnologías como códigos de barras avanzados,RFID, sistemas de picking por luz y voz, gestión deincidencias, etcétera.
Incluye avances de proceso aplicados a la totalidad de lacadena de suministro, de punta a punta de la empresa, comolean manufacturing, seis sigma, planificación colaborativa,previsión y reposición, etcétera.
Tabla 4.1. Resumen de las categorías tecnológicas de la cadena de suministro
localización y seguimiento o control de producto. En general, aunqueno siempre, las empresas más grandes implementan tecnologías más sofisticadas. Por ejemplo, una empresa fabricante de piezas para el automóvilde mil millones de dólares sigue almacenando miles de referencias sinutilizar siquiera los códigos de barras. Sin embargo, la tecnología está apunto de estallar. AMR Research prevé un aumento importante de de lainversión en aplicaciones de gestión de la cadena de suministro l.
¿Cuál es la próxima novedad importante que determinará la tecnologíade la cadena de suministro? Estamos convencidos de que será un tipo detecnología que ayude claramente a generar beneficio económico, tanto acorto como a largo plazo, y que estará muy influenciada por el entornoexterior. Por ejemplo, si los costes de transporte se incrementan a largoplazo a un ritmo más rápido que el índice general de la inflación, lascompañías tendrán que aplicar cada vez más una tecnología potente quepueda responder a preguntas como las siguientes:
• ¿Cuáles son las mejores localizaciones para mis almacenes?• ¿Cómo debería colocar las existencias en la red de almacenes?• ¿Cómo puedo planificar el transporte de fom13 que se minimice
el coste y se maximice el servicio?
Si los futuros clientes demandan más opciones y más personalización, lasempresas tendrán que manejar y reaccionar a volúmenes de datos cadavez mayores y personalizar el servicio de la cadena de suministro y las
SELECCiÓN DE LA TECNOLOGíA AI'ROI'IADA 95

soluciones de producto para mercados individuales. A medida que progresa la capacidad del software, la disponibilidad de soluciones de software de primer nivel será más útil, con conceptos tales como <softwarecomo un servicio» (software as a servire, SaaS). La tecnología de optimización estará también más extendida y pemutirá a las empresas maxinuzarel beneficio econónuco y considerar simultáneamente restricciones comolas necesidades de disponibilidad de producto para los clientes.
Kevin O'Marah, director general de estrategía de AMR Research, afirma: .La tecnología emergente más importante es la enonnemente potente capacidad de procesanliento de datos de la que disponemos hoy en dia.Problemas muy complejos pueden ser resueltos en cuestión de nunutos, yno de horas o dias. Hoy en dia se pueden construir potentes motores desimulación y optinlización con un sentido práctic02». Lo que los ejecutivos dan por sentado respecto a lo que es posible hoy puede convenirse enobsoleto prácticamente de la noche a la mañana. Por tanto, eS imprescindible mantenerse al dia de un entorno tecnológico que cambia con extraordinaria rapidez.
Los altos ejecutivos y la tecnología de la cadena desuministro
Los altos ejecutivos desempeñan un papel esencial en garantizar que latecnología no obstaculiza sino que contribuye a una estrategia que conduce a la excelencia de la cadena de sunlinistro. Deben tener unos buenos conocinuentos de las tecnologías de la cadena de sunlinistro y de losplanes de aplicación de las nuevas tecnologías. Lo más importante es queelUder de la cadena de sunlinisrro y su personal hagan las preguntas adecuadas y difíciles sobre tecnologías de la cadena de suministro. (Al finaldel capítulo, en la tabla 4.2, se listan siete preguntas que los altos ejecutivos deberían hacer.) Los altos ejecutivos tienen que estar involucradosporque una aplicación errónea de la tecnología puede provocar un fallode la cadena de sununistro que puede desganar el tejido básico de la empresa, como han mostrado los ejemplos previamente descritos.
En un análisis realizado sobre 827 fallos de la cadena de sununistro, losinvestigadores descubrieron que la cotización de la acción descendió unpromedio de un cuarenta por ciento desde el punto más alto al punto
96 TRANS¡'ORMANDO LA CAOENA DE SUMINISTRO

más bajoJ La tecnología puede proporcionar una ventaja competitivadistintiva, pero puede dallar gravemente la cadena de suministro. Estosucede cuando las compañías no aplican las reglas que exponemos a continuación para implementar la tecnología de la cadena de suministro. Sihacen unas sencillas preguntas (véase más abajo) al comienzo de un proyecto tecnológíco, los altos ejecutivos pueden reducir el riesgo que conlleva la implementación de tecnología de la cadena de suministro.
Tres reglas para una implementación eficaz
Las tres reglas básicas para implementar con éxito nueva tecnología de lacadena de suministro pueden aplicarse a casi toda nueva tecnología decualquier área. No obstante, la complejidad de los problemas de la cadena de suministro, con su enornle impacto sobre el beneficio económicoy la cotización de la acción, hace que aún sea más importante el seguimiento de dichas reglas.
Regla número uno: utilizar apropiadamente la tecnologíainnovadora (beta)
La expresión tecnología beta se refiere a la nueva tecnología que aún noestá totalmente depurada de fallos. La complejidad de las cadenas de suministro de ámbito mundial suele empujar a sus ejecutivos a los límitesde la nueva tecnología. Un ejecutivo de la cadena de suministro de uncomercio de venta al público decía que creía firmemente que el únicomodo de mantener una ventaja sectorial es irrumpir con una nueva tecnología nuentras esta sea aún muy nueva. «(¿De qué otra fOfIna, si no,puedo conseguir una ventaja competitiva?» Un ejecutivo de otra compañía detallista, que competía con el anterior en muchas de las líneas deproducto, contaba cómo su empresa necesitaba desesperadamente unacompetencia de asignación de existencias que no existía en el softwaredispOlüble. Pensó que su única opción era asociarse con una firma desoftware para desarrollar dicha capacidad. Sabía que este tipo de softwaresimplemente no existía y no tenía más alternativa que luchar por conseguir la nueva tecnología si quería abordar un objetivo de negocio crucialy una exigencia de los clientes.
SELECCiÓN DE LA TECNOLOGíA APROPIADA 97
Para involucrarse en una implementación beta, las empresas deben tenerganas de emprender nuevos proyectos sin un fin definido ni un presupuesto establecido. Sin embargo, irónicamente, los ejecutivos de la cadena de suministro deben alcanzar unos objetivos empresariales muy exigentes y disciplinados con unos plazos y unos presupuestos definidos, locual da lugar a un dilema dificil.
Estrategia de seguidor inmediato
Aunque es evidente que el abordaje de la innovación tiene un gran valorpotencial, un ejecutivo de la cadena de suministro de un sector muycompetitivo en coste nos comentaba apasionadamente que él creía queperdía muy poco con la implementación rápida de una nueva tecnología, una vez que esta se hubiera estabilizado. Sostenía firmemente queera mucho mejor que el primer adoptante de una nueva tecnología dedicara todo su tiempo y dinero a depurarla, para él a continuación lanzarse de cabeza cuando ya fuera más barata y de implementación másrápida.
La mayona de los altos ejecutivos no toleran con facilidad los proyectosque tienen plazos y presupuestos indefinidos, y muchas compañías tienena su vez una culUlra de baja tolerancia al riesgo. Proponer proyectos betaen un entorno de este tipo puede perjudicar las carreras profesionales delas personas y a las propias empresas. Estas compañías debenan evitar latecnología beta. Y desde luego, las empresas que tengan unos recursoseconómicos muy limitados debenan adoptar también una estrategia deseguidor inmediato.
Una sorpresa beta
Aparte de la cultura, hay un peligro oculto. A veces una tecnología muypublicitada no aparenta ser la versión beta todavía inmadura que es enrealidad. Después de una compra inducida por una pomposa campañade publicidad y venta, un evidentemente molesto y frustrado gerente deproyecto comentaba que creía que estaba adquiriendo una tecnologíaestabilizada de planificación de producción. Descubrió demasiado tarde,a medida que el proyecto se tropezaba con una pega tras otra, que laspromesas del software de marketing eran exageradas. Tenía que explicarconstantemente a un jefe muy desilusionado las razones de que el pro-
98 TRANSFORMANDO LA CADENA DE SUMINISTRO

yecto no estuviera aún completado. Para evitar este problema, los líderesde proyecto debían pedir referencias, por lo menos a otra compañia queestuviera utilizando la misma tecnología, y hacer seguimiento de todas lasreferencias.
En otro ejemplo, un frustrado gerente de la cadena de suministro noshablaba de su jefe, que se consideraba a sí mismo un innovador. Lamentablemente, dicho jefe conseguía desconcertar sistemáticamente a la organización. El gerente comentó que su jefe había oído fanfarronear a uncolega de otra empresa sobre la implementación de una tecnología dedellla"d sigllal repository, (para almacenar y gestionar datos del punto deventa). Esclavizado por las ingeniosas expresiones de moda, el jefe queríaasegurarse de que mantenía su imagen de estar en vanguardia. Puso enmarcha un proyecto para implementar la tecnología, pero antes de quetranscurrieran dos meses ya había perdido el interés, al aparecer la siguiente nueva idea. Sus subordinados, que comentaban que hacía estetipo de cosas muy a menudo, calificaban este comportamiento de «gestión pimpampúm». Saltaba continuamente de un tren a otro, sin dejarnunca que lo que parecía una buena idea pasara sin agítar a su organización .•Focalizarse y terminar» gana siempre a .Ianzar y abandonar». Estoes especialmente aplicable a cadenas de suministro complejas de ámbitoglobal en las que es muy facil desviarse de la estrategía e ir a la caza delproblema operacional o la tecnología del momento.
Tanto si una empresa puede soportar una tecnología beta como si no, esimperdonable que la empresa descubra en plena implementación quela tecnología innovadora no ha sido testada, como le ocurrió al jefe deproyecto del ejemplo anterior. Lamentablemente, esto ocurre con excesiva frecuencia en los proyectos de la cadena de suministro. Por ejemplo, durante una auditoría de la cadena de suministro, un ejecutivo noscomentó cómo un nuevo sistema de apoyo a la toma de decisionessobre existencias iba a resolver un montón de problemas. Seis mesesdespués, en una reunión del foro de la cadena de suministro, le preguntamos cómo marchaba el.proyecto. Avergonzado, reconoció que si hubiera sabido que se encontraría con una tecnología sin testar nunca habría aprobado el proyecto. Se había pasado de plazo en dos meses y noquería ni pensar cuál era la situación del presupuesto. Por supuesto, estaba recibiendo una enorme presión por parte de su jefe y estaba preocupado de que las cosas pudieran empeorar antes de que se les viese lapunta. En retrospectiva, sabía que debía haber hecho las preguntas críti-
SELECCIÓN DE LA TECNOlOGí........ PIWI'IAD .... 99

caso .¿Quién más ha implementado esta tecnología? y «¿Hemos hablado con ellos?.
En otro caso, e! líder de un equipo de proyecto nos habló acerca de losentusiastas infomles de un agente de ventas de software sobre la capacidadde una nueva aplicación de planificación de transporte. Sin embargo, a loscuatro meses de la implementación, afloraron problemas importantes ene! inestable software. El equipo hizo algunas investigaciones y descubrióque las afimlaciones publicitarias de implementación en otras empresaseran falsas. En e! mejor de los casos, algunos clientes estaban entoncesinvolucrados en un proceso de implementación dificil. No puclieron encontrar un entorno estable en vivo. Los miembros del equipo de proyecto aprendieron por propia experiencia que debían haber investigado másal comienzo del proyecto. Descubrieron demasiado tarde que no podíanconfiar en los argumentos de venta del proveedor de software.
De tecnología sin testar a tecnología innovadora testada
Algunas empresas establecen una alianza con un proveedor de tecnologíapara desarrollar una aplicación que aborde una necesidad única de la cadena de suministro, con la expectativa inevitable de que tienen por delante un dificil camino que recorrer. Básicamente, están convencidas de queuna vez estén por delante de la competencia, podrán mantener esta ventaja. A medida que trabajan con la empresa que desarrolla e! software de lacadena de suministro, el producto de! software va adoptando la personalidad de sus procesos únicos. Un ejecutivo de de la cadena de suministronos decía que él se asoció con una empresa puntera de software para desarrollar una aplicación de gestión de almacenes que pernutiera segmentar alos clientes de su compañía en grupos, posibilitando de ese modo la implementación de una diferente estrategía de servicio al cliente para cadagrupo. Esto proporcionó a la empresa una ventaja distintiva al disponerde un plan de servicio ajustado a cada cliente. El ejecutivo esperaba que e!proyecto fuera una actividad a largo plazo y, por tanto, no se sorprendiócuando ocurrieron incidencias imprevistas que retrasaron e! proyectounos meses. En este tipo de entorno, e! proyecto beta prosperó y al finalprodujo una aplicación innovadora muy potente para su empresa.
Recientemente preguntamos a un ejecutivo de la cadena de sununistropor qué decidió implementar un nuevo software no testado para asignarlas existencias a los pedidos de los clientes. Nos contaba que en realidad
100 TRANSFORMANDO LA CADENA DE SUMINISTRO

no le gustaban los proyectos irmovadores, pero a veces era la única manera de lograr e! objetivo de negocio exigido. Cuando e! cliente más importante de su empresa exigió un servicio prioritario, comunicó e! problema a su personal técnico. Este cliente representaba más del veinte porciento de la participación de mercado de la empresa. Sin embargo e! sistema utilizado en aquella época para manejar miles de pedidos diariosoperaba sobre una base de primer pedido que entraba primer pedido quese servía. Después de revisar las capacidades disponibles, su personal leinformó de que la solicitud no era factible con la tecnologia de que clisponia en aquel momento e! proveedor de software y que cambiar deproveedor representaría un esfuerzo enorme. Entonces autorizó un proyecto de desarrollo mediante una alianza con el proveedor de la tecnología. Dudó ante e! hecho de que esto añadía muchisima complejidad alproceso y quebrantaba su principio acostumbrado de procurar mantenerlos procesos tan simples como fuera posible. Al final se convenció de quedebía dominar la necesidad del cliente. Tal como ella nos decía: «A vecessatisfacer las solicitudes de! cliente significa que no se tiene otra alternativa que vivir al límite•.
Personal cualificado
Una barrera a la que se enfrentan muchas empresas cuando deciden hastaqué punto de innovación se atreven a llegar es la disponibilidad de personal cualificado. Tal como observaba un ejecutivo de la cadena de suministro: «¡Para esto realmente hay que saber latín!». AMR Research creeque la práctica totalidad de las compañias no dispone de suficiente personal de talento para implementar sin problemas proyectos tecnológicos devanguardia de la cadena de suministro" El personal de talento de la cadena de suministro no abunda (tal como expusimos en e! capítulo 3), perolos conocimientos, la experiencia y la capacidad para manejar la nuevatecnología de software son especialmente infrecuentes. Debido a su escasez, la competencia por este personal de talento es intensa.
¿Liderar o seguir?
En resumen, las compañías con una cultura de evitación de riesgos deberían eludir los proyectos beta en el área de la cadena de suministro yadoptar una estrategia de seguidor una vez la tecnología se haya estabilizado. Por orra parte, las empresas capaces de soportar un mayor riesgo
SELECCiÓN DE LA TECNOl.ocfA APROPIADA 101

disponen de la oportunidad de desarrollar una aplicación eficaz y unaventaja competitiva. Pero en ambos casos el pecado más imperdonable esencontrarse en plena implementación y averiguar de fom,. repentina ysorprendente que una tecnología es beta y que no se ha implementadoeficazmente en ninguna parte.
Regla número dos: darse cuenta de que los problemas depersonal son más difíciles que los problemas técnicos
Los problemas de personal son siempre los más dificiles, pero es que en elcampo de la cadena de suministro los problemas entre departamentos yentre compañias añaden una dimensión de complejidad mucho mayor.Con frecuencia, la conclusión de las tareas técnicas es la parte facil de laimplementación. Hay que poner en práctica todos los principios de unagestión de proyecto disciplinada y disponer de una excelente capacidadde liderazgo. No obstante, e! problema más dificil es conseguir que lagente utilice y adopte la nueva tecnología de la cadena de suministro.
Por ejemplo, un ejecutivo de la cadena de suministro de un comercio deventa al público nos decía que su compañía había implementado recientemente un paquete de software de 25 millones de dólares para planificarlas existencias que sería utilizado por el personal de compras de la empresa. Este personal reportaba a merchalldisillg, pero se pidió al personal de lacadena de suministro que liderara la implementación, puesto que ellostenían la responsabilidad global de la gestión de las existencias. El software era realmente muy avanzado y utilizaba técnicas de optimizaciónque se apoyaban en unas matemáticas de fondo muy sofisticadas.
Un par de semanas después de la fecha de puesta en marcha, e! ejecutivode la cadena de suministro se paseó por e! área donde trabajaba e! personal de compras para tener una idea de cómo estaban utilizando e! nuevosistema. Advirtió que en todas las pantallas había una hoja de cálculo deExcel. Al regresar a su despacho preguntó al jefe de proyecto si había hojas de cálculo Exce! en el nuevo sistema y e! jefe de proyecto reconocióque no. Después de un intenso interrogatorio averiguó que Jos usuariosseguían con Exce! porque no entendían el nuevo sistema. El personal decompras, cuya forn13ción técnica era escasa, no entendía las matelnáticasde fondo y la lógica sofisticada de! sistema, y ni siquiera habían recibidola formación apropiada. Por tanto, cuando e! nuevo software empezó a
102 TRAN5r-OR.MANDO LA CADENA DE SUMINISTRO

producir cifras ilógicas no tenían ni idea de qué ajustes hacer. Para quellegaran a tiempo los pedidos a los proveedores, su única posibilidad eraconfiar en sus viejas hojas de cálculo de Excel y hacer los cálculos ofJ/iue.A continuación, insertaban manualmente los resultados en el nuevo software. De hecho, habían llevado a cabo un bypass completo en un sistemade 25 millones de dólares que, utilizado de esta forma, no servía paranada.
Un plan para transformar al personal
¿Cómo pudo llegar a producirse una sítuación como la descrita en elejemplo anterior? Los estudios demuestran que los problemas del personal, y no las cuestíones técnicas, son los que encierran el mayor pelígroen la implementación de una tecnologia de la cadena de suministro. Losaltos ejecutivos de la cadena de suministro deben tener un plan de gestión del cambio para todos los nuevos proyectos, sobre todo los que involucran nueva tecnologia. El plan debe exponer el proceso para ganarsela aceptación de la organización y la formación en profundidad del personal. Los altos ejecutivos deben tener la seguridad de que los gerentes dela cadena de suministro saldrán de sus despachos, trabajarán a fondo en eltema y harán un seguimiento constante para garantizar que el plan degestión del cambio se ejecuta de forma eficaz.
Según nuestros datos, la gestión del personal es el elemento más importante del éxito de un proyecto. Esa es la razón de que la tratemos conmucho más detalle en el capítulo 7.
Un software que se ajuste a las operaciones de línea de la empresa
La cadena de suministro incluye muchas operaciones de línea que pueden ser vulnerables a la selección de una solución tecnológica por partedel staff corporativo sin que el personal de línea la haya aceptado. Porejemplo, un gerente de almacén se salvó de milagro de una nueva tecnologia que podía haber provocado un verdadero problema. El departamento corporativo de la cadena de suministro hizo caso de la recomendación del departamento de TI corporativo y seleccionó una nuevatecnologia de pickiug de pedidos para su almacén. Aunque la tecnologíaera quizá excelente para los grandes almacenes de la compañía, el gerente de dicho almacén creía que era bastante más de lo que necesitaba su
SELECCIÓN I)E LA TECNOLocfA AI'ROPIAOA 103

actividad operativa y que daría lugar a un aumento de costes que le impediría alcanzar sus objetivos. Cuando se quejó, los departamentos corporativos le dijeron: «Modifique sus procesos para que sean coherentes conla nueva tecnología, porque nosotros queremos que todo el mundo utilice el 111ismo sistema»).
En este punto, el gerente de línea telÚa dos opciones: podía tratar deaceptar la tecnología o podia convertirla en un problema. Ambos planteamientos conllevaban un cierto riesgo para su actividad operacional ypara él a IÚVel personal. Se am1ó de valor y escogíó la segunda opción,confeccionó una historia convincente y la presentó a su director. Afortunadamente, el director tenía una larga experiencia en primera línea ycomprendió inmediatamente lo que pasaba. El proyecto se detuvo pocodespués. Los departamentos staff corporativos y sus líderes, que habíanavalado la nueva tecnología, perdieron mucha credibilidad a nivel profesional. Podían haber evitado todo este lío si hubieran dedicado tiempo aescuchar las inquietudes de los gerentes de línea.
Los proyectos tecnológícos deberían proporcionar nuevas competenciasque ayuden a las operaciones de línea a recortar costes, reducir capitalcirculante o mejorar la disp0lÚbilidad de producto, aumentando de esemodo el beneficio económico. Los dueños de proceso de aplicacionescríticas de línea en la cadena de sumilÚstro, como sistemas de transporte,almacenes, gestión de existencias, gestión de pedidos y previsión de demanda son los que utilizarán la tecnología después de que haya sido implementada. Por tanto, deben liderar el proyecto de implementación.
Dificultades para el usuario
A menudo los procesos y sistemas de la cadena de sumilÚstro llegan a sertan complejos que no hay una sola persona que los entienda íntegramente. A veces el personal técnico no es de utilidad debido a su propia arrogancia. Por ejemplo, el gerente de ventas de una empresa de suministrosagrícolas decía que en una reciente implementación de importantes sistemas, perdió de vista los IÚveles de existencia. Enfadado, decía: _Estábamos vendiendo a ciegas. No telÚa idea de lo que había existencia•. Cuando preguntamos al personal de la cadena de SUmilÚStro qué había ocurtido,dijeron que en realidad se podía obtener la información de fonna sencillacon el nuevo sistema: «Enseñamos a este tipo cómo debía hacerlo». Elgerente de ventas corroboró que el personal de la cadena de suministro
104 TRANSFORMANDO LA CADENA DE SUMINISTRO

hizo una vez ante él una demostración del sistema, pero lo encontró excesivamente complejo cuando lo intentó por sí mismo y se rindió. Nique decir tiene que la organización de la cadena de suministro tiene queinvolucrar a otras funciones o departamentos, como ventas en el ejemplo, muy al principio de cualquier iniciativa tecnológica.
Durante una auditoría de la cadena de suministro, los planificadores deproducción de una compañía de prendas de vestir descríbieron el sistemade planificación de producción, que constaba de cinco herramientas diferentes, en función de la situación, lo cual daba lugar a un proceso increíblemente complejo para ellos y que nadie conocía ni comprendia ensu totalidad. Utilizaban una herramienta especial para los productos degran volumen de ventas, los «súper A»; en segundo lugar, teman queaplicar una segmentación de producto ABC según volumen; a continuación era necesario poner en funcionamiento una herramienta de existencias para calcular el stock de seguridad deseado, y el cuarto paso consistÍaen revisar los pedidos reales de los clientes para asegurarse de que reaccionaban ante cualesquiera necesidades no satisfechas. Por si esto no fuera suficiente, se estaba poniendo a prueba un abordaje pul/ para algunaslíneas de producto. Para cada tipo de producto era necesario utilizar unatécnica de programación diferente y, en algunos casos, más de una.
La tecnología compleja no debería parecer compleja a los usuarios. El personal de los departamentos de línea que se pelea cada día con los problemas cotidianos no tiene tiempo para apagar los fuegos tecnológicos. Unapregunta clave debería ser: «¿Conseguirá la nueva tecnología que las tareasdel personal de los departamentos de línea sean más faciles o más dificiles?».La ley de Murphy garantiza que las cosas irán mal con las nuevas tecnologías, sobre todo en el mundo complejo e interdependiente de la cadena deSUlniniStro. Cuando esto sucede, la gente necesita recurrir a su fomlaciónya su sistema de apoyo. ¿Se aseguraron los altos directivos de que se hiciera suficiente formación y entrenamiento y de que se hiciera en la épocaadecuada? ¿Garantizaron la disponibilidad del apoyo apropiado del proveedor para el momento en que inevitablemente sutjan los problemas?
La planta de producción Toyota en Georgetown, Kentucky, aborda latecnología de una forma distinta. Por ejemplo, hace varios años, la gentepedaleaba en triciclo alrededor de la planta, recogía manualmente las tarjetas que solicitaban más material (conocidas como tatjetas kallball) y lasllevaba a control de materíales para solicitar el reabastecimiento del mate-
SELECCiÓN DE LA TECNOLocf", APROPIADA 105

rial necesario. Cuando se les preguntó por qué no enviaban una señalelectrónica al área de materiales solicitando el material, explicaron quequerían mantener los flujos visibles y comprensibles para los trabajadores.De ese modo, los empleados generaban más y mejores ideas para progresar. Creían que la tecnología da lugar a veces a un tipo de actividad tancompleja que la gente ya no entiende cómo funciona el área en cuestióny, por tanto, no puede ofrecer ideas de mejora. Actualmente Toyota hacompatibilizado este tipo de necesidades con una amplia formación yentrenamiento y se siente más cómoda con la utilización de señales electrónicas. Toyota busca pem"nentemente el equilibrio entre la necesidadde simplicidad para el usuario con la promesa de una nueva tecnología.
Regla número tres: garantizar que el proyecto tecnológicotenga un plan de negocio
Un tema clave de este libro es que la excelencia de la cadena de suministro genera la cOllllllodily más importante de la sala de juntas: beneficioeconómico. Por tanto, todo proyecto tecnológíco debería expresarse entémunos de beneficio económico.
Beneficios no cuantificados son beneficios que no tienen valor
Los altos ejecutivos deberían entender que la gente de los departamentosde línea de la cadena de suministro suelen tener dificultades con los cálculosde los beneficios de sus propuestas de nuevas tecnologías y se peIjudicanseriamente a sí nusmos en el proceso. Deberían dejar claro que si un equipode proyecto no cuantifica un beneficio, dicho beneficio se trata a nivelefectivo como nulo. Por ejemplo, un director general describió un proyecto diciendo que estaba diseñado para ahorrar once millones de dólares decostes y mejorar también la disponibilidad de producto. Se sintió disgustado por las múltiples revisiones que solo prestaban atención al ten" de losonce millones dólares. Irónicamente, él sabía que la mejora de la disponibilidad de producto sería, con diferencia, el mayor beneficio, pero era ignorado a nivel efectivo porque no se le había asignado valor monetario alguno. Aprenuó enérgícamente al grupo de la cadena de sununistro para quefuera creativo y cuantificara todos los beneficios. Una vez cuantificados,tenian la responsabilidad adicional de recordar continuamente a la organización el beneficio que estaba en juego a medida que el proyecto avanzaba.
106 TRANSFORMANDO LA CADENA DE SUMINISTRO

Una ejecutiva de la cadena de suministro de una compañía manufacturera entendía muy bien esta situación. Ella supervisó a su equipo en la confección de un plan de negocio para un importante sistema de apoyo a latoma de decisiones de la cadena de suministro. Estaba tesuelta a mostrarel impacto del proyecto sobre el beneficio económico. El plan de negocio del proyecto anunciaba una reducción de 110 millones de dólares enexistencias, 12 millones de dólares en gastos de transpone y una mejorade cuatro puntos en el porcentaje de disponibilidad de producto, quepasaba del 92% al 96%. El equipo trabajó a fondo para que el departamento de ventas aceptara que la mejora en el porcentaje de disponibilidad se traduciría en la mejora de un punto de participación de mercado,lo que añadiría otros 25 millones de ganancias. La ejecutiva de la cadenade suministro se convirtió en un personaje casi legendario en su compañia por empezar cada reunión celebrada durante los tres meses siguientesrecordando a todo el mundo el compromiso de lograr dichos ahorros.Repitió exactamente el mismo discurso, palabra por palabra, al principiode cada reunión. No solo era imposible que la gente se olvidase de losbeneficios prometidos, sino que después de varios meses, dijeron quepodian citarlos incluso en sueños. Llegó incluso a traducir los beneficiosen beneficio económico y consiguió que el director general entendiera elimpacto positivo que la iniciativa podía tener sobre la cotización de laacción.
La ejecutiva se había dado cuenta de que después de que un proyectohaya sido autorizado, la organización se centra en las tareas necesariaspara llevarlo a la práctica. Sabía que a medida que aumenta la intensidadde las tareas los miembros del equipo podian llegar a olvidar facilmenteporque estaban ejecutando el proyecto. Y se aseguró de que esto no ocumera.
¿Con qué se comparan coste y beneficio?
Pocos directivos de la cadena de suministro tienen la aptitud necesariapara crear un plan de negocio sólido. Por ejemplo, un directivo de la cadena de suministro de una cadena de comercios de venta al público decíaque posiblemente leía un artículo sobre RFlD casi cada día. Creía que sucompañía se quedaría rezagada si no adoptaba rápidamente esta nuevatecnología. Hizo un análisis rápido del coste de implementación y preparó la propuesta de un proyecto piloto que conllevaba un esfuerzo razona-
S[;LECC¡ÓN DE LA TECNOLOGíA APROPIADA 107
blemente modesto. Creyó que su jefe no dejaría escapar la oportunidadde estar a la altura de los líderes del mercado.
Cuando presentó la propuesta a su jefa, ella hizo la pregunta correcta: «¿Cuáles el plan de negocio del RFlD?. Él tenia controlados los costes, pero nose había molestado en cuantificar el beneficio. Sintiéndose humillado poreste descuido se apresuró a identificar y cuantificar los beneficios. Pensó que la RFlD generaría beneficios tales como un mejor seguinúento ycontrol de las exisrencias, una reducción de la inversión en existenciasy una mejora en las rasas de cumplinúento de pedidos. Izo algunos cálculos para cuantificar íntegramente el coste frente a los beneficios conseguidos. Sintiéndose seguro se apresuró a regresar ante su jefa y le mostró conorgullo el plan de negocio completo.
Su jefa le hizo entonces otra excelente pregunta: «¿Cuál es el plan de negocio frente a la siguiente mejor opción)•. Desconcertado de entrada,rápidamente se dio cuenta de que la mayor parte de la nueva funcionalidad podía realizarse de hecho con una tecnología avanzada de código debarras. El análisis del coste incremental y del beneficio incremental de laRFID frente a la alternativa de un sistema de código de barras provocó lapráctica desaparición del plan de negocio.
La ejecutiva de la cadena de suministro sabía cuál era la pregunta correctaque tenía que hacer sobre una nueva tecnología. En este caso decidióseguir adelante con la RFlD por razones estratégícas, pero por lo menossabía cuál era la realidad. Lamentablemente, en demasiados casos, unainiciativa glamurosa gana fuerza por publicidad, no por su auténtica enjundia, y una vez puesta en marcha parece que tiene vida propia.
En otro ejemplo, un equipo de proyecto propuso la instalación de unsistema de almacén que guiara la tarea de recogída de los productos paracumplimentar los pedidos. Los núembros del equipo deseaban un sistemapick-to-voice en el que los trabajadores llevarían auriculares y un audio generado por ordenador les guiaría en la recogída de los artículos del pedido. El ejecutivo responsable de la cadena de suministro revisó el plan denegocio y se quedó impresionado de entrada ante la mejora de la productividad y el rendinúento de la inversión prometido por el equipo. Sinembargo, acababa de visitar una planta de Dell donde había visto en funcionamiento un sistema de pickillg que parecía más sencillo y menos costoso. En dicho sistema los trabajadores eran guiados por pequeñas lucesque les indicaban los artículos a recoger para un detemunado pedido (sis-
108 TRANSFORMANDO LA CADENA DE SUMINISTRO

tema pick-ro-lighr). Preguntó al equipo cuál era la rentabilidad de uno yotro sistema. El sistema pick-to-voice se impuso en la comparación porqueera superior en precisión, una cualidad extremadamente importante enesta aplicación. No obstante, los miembros del equipo estaban ahora versados en un planteamiento que sabían que era el apropiado para la próxima década.
Eliminar antes de automatizar
Otro ejemplo tiene que ver con un plan de negocio basado en una premisa totalmente incorrecta. El director de la cadena de suministro de unacompañía fabricante de maquinaria agricola nos decía que el departamento de materiales implementó el más reciente sistema automatizadode almacenamiento y recuperación (alltomated storage alld retrieval systelll,ASRS) para almacenar piezas en sus plantas de fabricación. Se trataba deun almacén de varias plantas que tenía un robot para guardar y recoger elmaterial. Más adelante el grupo descubrió que podia haber evitado totalmente los gastos del sistema. Diseñaron un método que cogía el materialdireclalllellle de los muelles de recepción y lo llevaba hasta el punto de lafabrica en que debía ser utilizado, evitando así totalmente el almacén automatizado de varias plantas.
Durante varios al10s, el grupo mostraba a los invitados que visitaban laplanta el sistema automatizado de almacenamiento y recuperación. Perono había nada, estaba vado. Se referían a él como «la representación de unmonumento al despilfarro» y explicaban que era muchísimo mejor eliminar el manejo de las existencias que automatizarlo. «Eliminar antes deautomatizar» se convirtió en un manera muy común en esta empresa.Decididamente, los sistemas automatizados de almacenamiento y recuperación tienen su lugar. No obstante, una pregunta clave que hay queformularse es si la necesidad fundamental de la nueva tecnología puedeeliminarse a través del rediseño del proceso.
Siete preguntas sobre nuevas tecnologias~-----
Tal y como muestran los ejemplos precedentes, muchos peligros acechanal confiado líder de la cadena de suministro al que se le pide que autorice
SElECCiÓN DE LA TECNOLOCr... APROPIADA 109

la implementación de una nueva tecnología de la cadena de suministro.Sin embargo, si algunos profesionales de la cadena de suministro y otrosaltos dirigentes hasta llegar al director general hacen siete preguntas claveal comienzo de cualquier proyecto tecnológico de la cadena de suministro, se mitigarán, si es que no se evitan del todo, muchos de los problemas de una implementación fallida. Las siete preguntas a hacer, sobretodo en el caso de los proyectos de la cadena de suministro, y las accionesa emprender se muestran en la tabla 4-2.
Pregunta
1. ¿Quién más ha implementado estatecnología de la cadena de suministro?¿Se ha hablado con ellos?
2. ¿Se está implementando un plan decomunicación interdepartamental degestión del cambio que esté ajustado alos individuos y departamentos que seanesenciales para realizar esta actividad?
3. ¿Hará esto que sean más fáciles o máscomplejos los puestos de trabajo de líneade la cadena de suministro?
4. ¿Tiene un plan para mantener el cambioa nivel interdepartamental una vez sehaya realizado?
5. ¿Cual es el plan de negocio íntegro paragenerar beneficio con este proyecto?
6. ¿Cuál es el plan de negocio frente a lasiguiente mejor opción para generarbeneficio económico?
7. ¿Podemos eliminar la necesidad de latecnología a través de la eliminación deoperaciones de la cadena de suministroque no aportan valor añadido?
Acción
Si no se ha hablado. detener el proyectohasta que se haya hecho.
Este plan debe llevarse a cabo. Pidael plan escrito que incorpore fechas,responsabilidades asignadas y plazos.
Si los hace más fáciles. estupendo. Es másprobable que la respuesta sea ..máscomplejos... En este caso, asegúrese de quehaya un programa de formación definido yun claro rendimiento de la inversión que estérespaldado por los que realmente hacen eltrabajo.
Si la respuesta es negativa, redáctelo,asigne cometidos y haga responsable a lagente de tareas que estén respaldadas pordatos.
Asegúrese de que el beneficio se cuantificay se comunica con claridad.
Una pregunta difícil pero necesaria. Si lapregunta hace desaparecer el rendimientosobre la inversión, usted tiene un problema.Detenga el proyecto y haga una evaluaciónadicional.
Elimine antes de automatizar.
Tabla 4.2. Preguntas que los líderes de la cadena de suministro y los altos ejecutivosdeberían hacerse antes de la adquisición o Implementación de tecnologia de la cadena
de suministro
110 TRANSfORMANDO lA CADENA 1)1; SUMINISTRO

Conclusión
La tecnología de la cadena de suministro es un paso crucial que posibilitala creación de una estrategia que lleve a la excelencia de la cadena de sun1.Ínistro. Existen herran1.Íentas importantes a aplicar si una empresa quiere competir eficazmente en el campo de la cadena de suministro. Comoya hemos comentado, hay múltiples peligros que pueden evitarse si sesigue nuestro consejo. Con los avances producidos en la última décadaen el campo de los sistemas y procesos, observamos que muchas empresashacen grandes progresos en la reducción de sus costes de explotación,recorres del capital circulante, mejoras de la disponibilidad de producto yaumentos de los ingresos -todos ellos componentes clave del beneficioeconómico-. Con la tecnología y el personal de talento, habremos dadodos pasos de puesta en práctica de nuestra estrategia de la cadena de suministro. No obstante, hay tres más a tener en cuenta. En los dos capítulossiguientes dirigiremos nuestra atención hacia el área de la colaboración,tanto interna C0l110 externa.
PLAN DE ACCiÓN
1. Mantenerse al corriente de las capacidades técnicas de la cadena desuministro ya que cambia y progresa muy rápidamente.
2. Evitar los tres pecados morrales de implementación de la nueva tecnología de la cadena de suministro: aplicar incorrectamente tecnología beta, subestimar los problemas de persona! y tener un plan de negocio poco sólido para ayudar a generar beneficio económico.
3. Hacer siete preguntas clave sobre toda nueva tecnología a! comienzode cualquier proyecto teecnológico de la cadena de suministro.
SELECCIÓN nli LA TECNOl.ocíA AI'\(OPlADA 111

5Colaboración interna
Después del personal de talento y la tecnología, un tercer paso hacia laestrategia que ayuda a llegar a la excelencia de la cadena de suministro esla colaboración interna. La colaboración eficaz se da cuando ventas, marketing y operaciones encuentran un modo de alinearse y se focalizan enservir al cliente de forma que se maximice el beneficio económico. Eneste capítulo se exponen ejemplos de éxito, así como de comportamientodisfuncional. Cada función o departamento de la empresa desempeña unpapel vital en una cadena de suministro eficaz, y en este capitulo le ayudaremos a ver cómo pueden colaborar entre sí para conseguir la excelenciade la cadena de suministro. Además, al final del capítulo hay un test deevaluación para que usted lo cumplimente y pueda evaluar sinceramenteel proceso de alineación de las vertientes de oferta y demanda de su compañia, el proceso de planificación de ventas y operaciones (S&OP).
El azote de los silos funcionales
En todas las empresas hay silos funcionales. No son necesariamente malos, porque sirven de fundamento de profundos conocimientos y experiencias y de vehículo para la responsabilidad en la empresa. El problema
113

surge cuando se transfonnan en barreras al logro de la excelencia de lacadena de suministro. En la elaboración de una estrategia para la excelencia, lo verdaderamente imporrante es saber hasta qué punto pueden serimpenneables los silos funcionales a una cadena de suministro que operesin problemas. En la Universidad de Tennessee ofrecemos un servicio deauditoóa de la cadena de suministro que conlleva un amplio análisis de losdatos de la compañía, seguido de numerosas entrevistas en el interiorde la empresa y también con proveedores y clientes. Luego la auditoóacompara los resultados con una base de datos de mejores prácticas de másde quinientas compañías. Las ocho últimas auditoóas de la cadena de suministro de nuestra base de datos incluyeron:
• Una importante empresa de automoción• Un inlportante contratista nUlitar• Una finna líder en el campo de la cosmética• Una empresa de piezas para el automóvil
Un fabricante de productos para animales de compaliía• Una empresa confeccionista• Una importante empresa de neumáticos• Una finna proveedora de bombas industriales
Las ventas de esta muestra de compaliías oscilan desde los cien millonesde dólares anuales hasta más de treinta mil millones de dólares. Aunquelas finl1as auditadas son extraordinariamente diversas y rentables, todassufren problemas de silo funcional de grado moderado a grave. Comodecía un frustrado ejecutivo: «¿Cómo se puede gestionar horizontalmente cuando se está organizado verticalmente?». El ptoceso de la cadena desuministro es el proceso horizontal fundamental, con vínculos que se extienden desde los proveedores y a lo largo de toda la empresa hasta losclientes. Incluso en el interior de la empresa, los interfaces exigen un grado de coordinación abrumador, desde diselio de producto hasta marketing, aprovisionamiento, producción, logistica y ventas, y son posibilitados por finanzas y TI.
El director general en el ojo del huracán
Solamente el director general puede garantizar que todas las funciones dela compañía están alineadas. El líder de la cadena de suministro debe ayu-
114 TRANSI'ORMANDO LA CADeNA 1)" SUMINISTRO

dar al director general y al comité de dirección a entender que si quierenprogresar hacia una competencia de la cadena de suministro de primeraclase, todas las áreas de la compañía deben remar en la mima dirección yal núsmo ritmo. Para ello hace falta un esfuerzo intenso y entregado quellene el vacío del inevitable abismo que hay entre operaciones y las partesde la compañía que generan ingresos. El director general debe asunúr lacarga del alineamiento interdepartamental para evitar el azote de los silosfuncionales y su impacto paralizante sobre la cadena de SUmilústro.
En una empresa de productos de consumo que auditamos, el directorgeneral hizo un valiente intento de superar los atrincherados silos funcionales con la eliminación de todos los despachos. Él mismo instaló su escritorio en medio de un área espaciosa y diáfana. Si se ponía de pie podía ver a todos sus vicepresidentes distribuidos por la sala. No obstante, elproblema persistía. Mientras unos objetivos mal alineados sirvieran parafijar la remuneración de sus vicepresidentes, poco importaba realmente laubicación de sus despachos.
En una compallía de bienes de consumo duradero, el conúté de direccióntrató de solucionar el problema del silo funcional a través de la creaciónde un equipo interdepartamental, llamado equipo de gestión de operaciones, compuesto por los directores de cada función!departamento. SereUlúan semanalmente para tomar las decisiones tácticas de gestión deoferta y demanda que eran necesarias para guiar la empresa a lo largo delaño. Todos sus núembros se jugaban mucho en el rendinúento eficientedel equipo. El cuarenta por ciento de la puntuación de su evaluación global dependía de la efectividad del equipo de gestión de operaciones parareducir costes y existencias y para mejorar la disponibilidad de producto.En nuestro trabajo con muchas empresas, raramente observamos quehaya mucha motivación para este alineamiento entre departamentos.Como hacía notar un miembro del equipo: «Ante cualquier conilicto, lagente se replegaba inevitablemente al santuario de sus departamento.
Este capítulo es una hoja de ruta para atacar el problema de las desconexiones que pueden deteriorar el funcionamiento de la cadena de suministro de una empresa, y es un elemento clave de una estrategia que llevaa la excelencia de la cadena de suministro. En nuestra base de datos demejores prácticas hemos identificado una serie de planteamientos queson eficaces. En este viaje observamos que las compaJlías líderes arrancanal principio con el disello inicial de sus productos.
COLABORACiÓN INnJtNA 115

Empezar con el diseño del producto
Una cadena de suministro de primera clase mundial comienza con el diseño del producto, y un diseño de primera comienza con el cliente. Unpopular axioma del campo del diseño de producto sostiene que una vezque la ingeniería de diseño completa el diseño de producto, por lo menos el ochenta por ciento de 1; calidad y de los costes del producto yaestán establecidos. Los proveedores y la planta de fabricación solo influyen, a lo sumo, en el restante veinte por ciento. Es poco eficaz presionaral departamento de producción para que mejore la calidad o reduzca loscostes una vez ha perdido la mayor parte de su libertad. En nuestra opinión, la mayoría de las compañías industriales reconocen la existencia deeste problema y, por tanto, la mayoría hacen participar al departamentode producción en el proceso de diseño del producto. Sin embargo, muypocas han dado el paso siguiente. Pocas compañías parecen entender queel mismo principio se aplica también a la participación de la cadena desuministro en el proceso de diseño.
Diseñar el producto para poder realizar cambios y girosradicales de forma flexible
Una vez se ha fijado el diseño del producto, la totabdad de la cadena desuministro, y no solo producción, pierden gran parte de su f1exíbiEdad.Es evidente que las dimensiones y el peso del diseño del producto tienenun impacto sobre los costes de transporte y almacenamiento. El diseñoinfluye también en la disponibilidad de producto. Del mismo modo quelos ingenieros tienen que diseñar pensando en el coste y en la calidad,también tienen que hacerlo pensando en una reacción rápida frente a lademanda del cliente. Si el diseño del producto pemute realizar cambios ygiros radicales de forma flexible, tanto a nível de proveedores como deplanta de fabricación, la compañía podrá reaccionar de forma mucho másrápida a cambios inesperados de la demanda, y la cadena de suministropodrá ofrecer una mejor disponibilidad de producto. Lamentablemente,pocos departamentos de ingeniería tienen ese objetivo, tal vez porque elconcepto es muy vago a primera vista. ¿Cómo puede diseñarse un producto para «responder con rapidez a la demanda de los clientes»? Unconcepto de diseño que representa un verdadero avance en disponibili-
116 TRANSfORMANDO LA CADENA DE SUMINISTRO

dad de producto y gestión de existencias es el de aplazamiento, a menudorespaldado por un diseño modular de facil ensamblaje. Con un diseño deproducto que aguante el aplazamiento, las empresas retrasan la diferenciación única de una referencia hasta poco antes de que sea enviada.
Aplazamiento significa que el disello del producto permite retrasar laidentificación final y única de una referencia y ajustarla entonces al gustodel cliente una vez se conoce la demanda. Dell es el ejemplo clásico alrespecto. Antes de que Dell comercializara sus productos a través de comercios minoristas, construía los ordenadores para la mayoría de losclientes a partir de la recepción del pedido. El pedido generaba un código de barras que especificaba ¡as características singulares del ordenadoren cuestión. El código de barras desencadenaba un sistema de pickingdonde las luces indicaban la situación de los diferentes cubos donde seencontraban las piezas a recoger (sistema pick-ro-light) y colocar en otrocubo. A continuación un equipo de trabajo ensamblaba las piezas paracrear cada ordenador específico en una pequeña celda de fabricación.
Retrasar la diferenciación de las referencias hasta las últimas fases del proceso de producción mejora enonnemente la flexibilidad de fabricación.Un directivo de producción de una fabrica de frigoríficos se lamentaba:«Nosotros diferenciamos las referencias a partir de que el acero en brutosufre la primera modificación». Los diseños genéricos que pueden ser diferenciados en fases finales son clave para una fabricación más flexible yuna mayor capacidad de respuesta a ¡as necesidades de los consumidores.La idea es mantener las diferentes variaciones de producto tan uniformescomo sea posible durante el mayor tiempo posible. Hewlett-Packard seespera hasta que llega el momento de enviar las impresoras a Europa paraajustar el idioma y el tipo de conexión eléctrica. Los ingenieros siemprehan sabido que tienen que diseñar pensando en la calidad y los costes,pero para que la cadena de suministro sea de primera categoría mundialtienen que diseñar también pensando en una reacción rápida a la demanda del cliente.
Incluir la cadena de suministro en la planificación denuevos productos
La mayoría de ¡as empresas disponen de un proceso stage-gate que guía laintroducción de nuevos productos. Se divide en una serie de etapas (sta-
COLABORACiÓN INTERNA 117

ges) con unas actividades a realizar, separadas por puertas (ga/es). En cadapuerca se toma la decisión de conrinuar o no a la siguienre etapa. Unacompañía de bienes de consumo duraderos denomina a su proceso scagegate C2C (de consumidor a consumidor) para destacar la idea de que losnuevos productos arrancan con el consumidor y temunan con el consumidor. Cununins Inc. llama VPI (va/l/e package ¡lItrodl/ctioll) a su procesostage-gate. Honeywell utiliza la expresión VPD (velocity prodl/c/ developmetl/). El proceso de Cooper Tire & Rubber Company se denominaNPD (lIellJ prodl/c/ devel0pllletl/). Todas las empresas tienen su propia jerga,pero el concepto es el mismo.
Marketing e ingeniería dominaron los primeros procesos stage-gate. Lasprimeras versiones pasaban totalmenre por alto los temas de la cadena desuministro. Por desgracia, la mayoría de las empresas de nuestra base de datos tampoco han ido mucho más allá. Sin embargo, un número pequeJ'iopero crecienre de ellas incluyen actualmente cuestiones de la cadena desuministro exigidas como partes del proceso en las diversas puertas. ¿Cuáles son las cuestiones de la cadena de suministro que deberían considerarse en el proceso de inrroducción de nuevos productos? Como núnimo,hay cinco preguntas a responder que son vitales para que una cadena desuministro sea eficienre y efectiva:
1. ¿Cómo podemos diseñar el producto para que sea de fácil fabricación?
2. ¿Cómo podemos diseñar el producto para reducir los costes dealmacenamiento y de transporte?
3. ¿Hemos hecho todo lo posible para reducir la complejidad de laspiezas y del producto acabado?
4. ¿Podemos diseñar pensando en el aplazamienro (es decir, retrasando lo máximo posible el compromiso con una referencia concreta en la cadena de suministro).
5. ¿Tenemos un plan de retirada progresiva de productos antiguos yde introducción progresiva de nuevos productos con el objetivo de mantener un excelente servicio al cliente y de minimizar lasexistencias obsoletas?
118 TRANSFORMANDO LA CADENA DE SUMINISTRO

Problemas interdepartamentales que perjudican a lacadena de suministro
Una vez que Jos nuevos productos se han diseñado e introducido en elmercado, suelen aparecer cuatro problemas crónicos interdepartamentales que pueden obstaculizar el buen funcionamiento de la cadena de suministro: (1) exceso de existencias obsoletas, (2) producto excesivamentecomplejo, (3) previsiones deficientes y (4) gestión ineficaz de la demanda. Los silos funcionales sin alinear suelen estorbar la capacidad de lasempresas para resolver estos problemas.
Exceso de existencias obsoletas de escasa rotación
La mayoría de las empresas forcejean con el problema de deshacerse a sutiempo de las existencias obsoletas. El departamento de ventas suele serevaluado tanto por los ingresos como por el margen de beneficio generado y, lógicamente, se resiste a efectuar reducciones de precio que lo debilitan en mercancías obsoletas de escasa rotación. Lamentablemente, losproductos obsoletos nunca volverán a tener un valor superíor. Se quedanallí reposando un mes tras otro, consumiendo liquidez e incurriendo encostes de mantenimiento de existencias hasta que al final la empresa lostira o los vende con un gran descuento, a veces muchos años después, enun ejemplo clásico de «págueme ahora ... o págueme más adelante».
Cuando los altos ejecutivos de una importante industria de bienes deconSUnlQ duraderos revisaron con nosotros sus registros de existenciasdurante una aurlitoría, encontramos millones de dólares en fonna de productos de más de rres años de antigüedad que aún reposaban en sus almacenes. Aún peor, estas existencias atascaban las operaciones de almacenamiento de la compañia y consunúan recursos de capital circulante queporlian haberse invertido en los modelos actuales que deseaban los clientes. El departamento de ventas de esta compañía no tenía incentivo alguno para reducir existencias obsoletas, lo cual contrasta con la infrecuenteactitud de un comercio detallista cuyo director general nos decía que decirlió ubicar los costes de mantenimiento de existencias en los balancesdel departamento de ventas. Para gestionar los márgenes, el departamento de ventas tiene ahora que preocuparse del nivel de las existencias y,sobre todo, de las existencias obsoletas de baja rotación.
COlldlORACIÓN INTERNA 119

Muchas empresas se componan como una empresa confeccionista de prendas de vestir que conocemos, donde únicamente el departamento de planificación era responsable de los niveles de existencias y de la disponibilidad de producto para el cliente, aunque no controlaba ni el input ni eloutput físico de las existencias. La firma vio como los plazos de entrega setriplicaban cuando se subcontrató en Asia la fabricación del producto. Lasreferencias aumentaron de forma espectacular y el departamento de ventas no ofrecía ningún input a las previsiones vigentes. A pesar de ello, eldepartamento de planificación se encontraba en la extremadamente solitaria posición de ser el único departamento que tenía productos disponibles para cumplimentar los pedidos de los clientes. Un dia el director deplanificación asistió a una reunión en la que también estaban presentes eldirector general y todos los responsables funcionales. El director generalpreguntó quién era responsable de garantizar que hubiera un suministroadecuado de producto para el cliente. El director de planificación de producción fue el único que levantó la mano. El director general aprovechóla oportunidad para instruir a su personal sobre su responsabilidad compartida de foro1a que no pudieran malinterpretar sus palabras. Pero sabíaque tenia que hacer algo más al respecto. Al trimestre siguiente exigió atodos los que estaban alrededor de la mesa que incluyeran las tasas decumplimiento de pedidos en sus mediciones de rendimiento individual.
Algunas empresas adoptan planteamientos creativos para desembarazarsede existencias obsoletas. Hemos observado una extensa serie de programas en esta dirección. Algunas empresas descubren medios de donar losproductos y obtienen importantes reducciones fiscales. Hasta las grandesfirmas utilizan eBay para deshacerse de productos obsoletos. Sea cual seael abordaje, la mejor práctica es un proceso automatizado que libere a laempresa cada lIJes de los productos que no se venden. Con ello se evita elpánico periódico que aparece en muchas compañias cuando se dan cuenta de la cantidad de productos de desecho que está atascando su cadenade suministro.
Demasiadas referencias
Pocos factores deterioran más el buen funcionamiento de la cadena desuministro que la excesiva complejidad de producto. Es prácticamenteimposible encontrar una empresa sin un problema de referencias. Prácti-
120 TRANSfORMANDO LA CADENA DE SUMINISTRO

camente todas admiten que tienen demasiadas referencias y además reconocen que carecen de un proceso apropiado que elimine los productosde bajo rendimiento. Como indicaba un ejecutivo: «El control de las referencias es como comer higado. En algún momento tienes que dejar demoverlo en el plato y decidirte». El problema existe al principio y al finalde la vida del producto. En cuanto se han introducido nuevos productosy se ha desencadenado una excesiva complejidad, adquiere vida propia.Al igual que una bola de nieve que va aumentando de tamaño mientrascorre montaña abajo, el problema empeora con gran rapidez.
¿Por qué la complejidad de producto va cobrando fuerza y empeorandoprogresivamente en muchas empresas? Sorprendentemente, la mayorparte de las compañías no disponen de un proceso de eliminación para lasreferencias antiguas. Un ejecutivo nos comentaba algo que hemos oídouna y otra vez: «Nosotros no tenemos ningún problema para lanzar nuevos productos, pero carecemos absolutamente de cualquier indicio deproceso para eliminarlos». Por suerte, este problema puede resolversecon cierta disciplina entre las diversas funciones. Unas pocas compañíasde primera categoría mundial disponen de un proceso de eliminaciónque desprende ininterrumpidamente del sistema ¡as referencias improductivas. Algunas empresas han implementado normas estrictas del tipo:«Si añadimos una referencia, tenemos que eliminar otra». Otras obligan amarketing a solicitar la autorización del director general y de la junta directiva para la expansión de las líneas de un modelo, exigiendo que presente una justificación rigurosa antes de incorporar la nueva referencia.Estos procesos, aunque poco frecuentes, son bastante eficaces.
Una compañía del sector salud se enfrentó a un serio problema de referencias que aumentaban con rapidez sin que se atisbara un final a estatendencia. Las fuerzas del mercado y de la competencia contribuyeron enparte a este incremento. Sin embargo, ejecutivos de todos los departamentos nos reconocieron en las entrevistas que tuvimos con ellos queuna parte del aumento era innecesario y que estaba favorecido por procesos indisciplinados, tanto al principio como al final de la vida del producto. Al final todos estaban de acuerdo en que el número rápidamente creciente de referencias tendría un impacto demoledor sobre la cadena desuministro. Cuando en tan solo tres meses se registró la increíble cifrade veinte mil nuevas referencias, ellos nos contaban que llegaron a unpunto crítico de máxima complejidad a medida que la variedad de producto en rápida expansión aplastaba literalmente las capacidades opera-
COLABORACiÓN INTERNA 121

cionales de la empresa, provocando un aumento de los costes y de lasexistencias y un deterioro rápido de la disponibilidad de producto. En elpasado su cadena de suministro se las había arreglado, con un esfuerzoheroico, para cambiar con la rapidez suficiente y acomodarse al crecimiento del número de existencias, aunque al precio de tener unos nivelesde existencias muy elevados. Sin embargo, las señales de advertencia estaban allí. El personal de producción, logística e incluso finanzas manifestó una gran preocupación, prediciendo que este futuro entorno podríatransformar en obsoleto el proceso de producción vigente y, de hecho, latotalidad de la cadena de suministro. Nosotros escuchamos los siguientescomentarios en boca de los altos ejecutivos de la empresa:
o «El aumento del número de referencias es la parte más tenuble denli trabajo. No estamos preparados para ello. Nuestra única esperanza es que los clientes nos hagan retroceder a causa de sus restricciones de espacio. Nos hace falta un proceso de e1inlinaciónde productos.»
o .Las referencias son una fuente de gran preocupación. Nos estamos ahogando en un número increíble de referencias. Es unagran frustración que no hayamos sido capaces de traer disciplina aesto. Damos verdadera lástima por lo que se refiere a elinunarproductos viejos.»
o «Hasta nuestros propios clientes están muy preocupados por elcrecinliento del número de referencias. Dicen que la proliferación de referencias los está matando."
Al igual que con todos los problemas, enfrentarse al demonio es ganar lanutad de la batalla. El líder de la cadena de sunlinistro pudo convencer atodos los directivos hasta llegar al director general de que el aumento delnúmero de referencias era la raíz de la crisis en las existencias y la disponibilidad de producto. Pusieron en práctica una serie de procesos tanto alconlienzo como al final de la vida de cada referencia. Obtenido el compromiso del director general, la falta de a1ineanliento entre los departamentos ya fue una barrera mucho menos importante, sobre todo cuandoel vicepresidente de marketing se encargó de liderar la gestión de las referencias. La lógíca exige que la función que tome la decisión de incorporaro eliminar referencias debiera a su vez liderar toda actividad de reduccióndel número de referencias. Marketing, y no la cadena de sunlinistro, sueleser dicha función o departamento. No obstante, el personal de la cadenade sunlinistro puede ayudar a marketing con una colaboración activa en
122 TR....NSFORMANDO LA C.... DENA DE SUMINISTRO

apoyo de dicho esfuerzo, proporcionando datos realistas y un análisis sincero. El director general citado en este ejemplo incluye actualmente lasrevisiones de las referencias en las reuniones mensuales con sus subordinados directos. El número de referencias se ha estabilizado e incluso declinado ligeramente, y todos los miembros del personal entienden ahora lanecesidad de que exista un proceso disciplinado de gestión de referencias.
El director general, una vez convencido, apoyó los esfuerzos en esta dirección, yeso fue lo que marcó la diferencia. El apoyo de la alta dirección es vital para solucionar este tipo de problemas interdepartamentales.Esta historia se representa en una compañía tras otra. Por ejemplo, cuando una de las principales compañías de neumáticos ebnunó el veinticincopor ciento de sus referencias, el director general dijo en nuestro foro de lacadena de suministro que sus principales clientes le habían comentado queno habian percibido impacto alguno. El respaldo del director general esclaramente necesario para resolver problemas interdepartamentales comola gestión de las referencias.
Algunas empresas disponen de ventajas incorporadas que deberían potenciar cuando se trate de gestionar las referencias. Por ejemplo, las compañias de automoción pueden gestionar la eliminación de referencias a travésde cambios rutinarios de modelo cada año. Las empresas fannacéuticas y decosmética gestionan la vida útil de los productos con el establecimiento de fechas de caducidad. Este tipo de oportunidades no deberían desperdiciarse.
Problemas de previsiones
Los problemas de las previsiones se pueden atenuar de muchas fOID1as, porejemplo, a través de la reducción del tiempo del ciclo, la retención de lasexistencias en la cadena o, por supuesto, la mejora en la precisión de dichasprevisiones. En muchas compaI'iías no existe ningún tipo de procedimiento que integre el input del departamento de ventas en el proceso de previsión. Quizá aún peor, los inputs se manipulan sutilmente. A veces, lamanipulación da lugar a previsiones elevadas poco realistas para empujar aoperaciones a fabricar más productos. En otras ocasiones, la tendencia delinput es la contraria, tal vez para proteger la consecución de los objetivos.Sea lo que sea, la falta de una buena previsión de la demanda hace estragosen la cadena de sununistro.
COLABORACIÓN INTERNA 123

En una empresa de bienes de consumos envasados, las previsiones se hacían sin tener ningún input del departamento de ventas ni de merchandising, lo que forzaba al deparramento de planificacíón de producción adepender casi exclusivamente de una previsión putamente estadística. Eldirector de planificación de producción decía que había hecho repetidosintentos, y finalmente consiguió un cíerto asesoramiento ofrecido demala gana por los directores de ventas de las diferentes lineas de producto. Lamentablemente, este input dio lugar a previsiones de demanda aúnmás inexactas que antes. A medida que la disponibilidad de producto seiba deteriorando, el director general iba comprendiendo que había quehacer algo. Después de una serie de conversacíones con el director de lacadena de suministro, se dio cuenta de que debía involucrarse en el proceso y exigió que se incluyera una medición de la exactitud de las previsiones en las medidas del rendimiento del departamento de ventas. Aunque la consecucíón de los objetivos de venta seguía siendo el objetivoprincípal del departamento, esta focalizacíón en las previsiones consiguiócambiar la tendencia y dio lugar a una mejora marginal en la precisión delas nlÍsmas. Lo más importante es que obligó al departamento de ventas atomarse en serio un plan de denunda que estuviera en línea con las preVISIones.
Las empresas de primer nivel a escala mundial nlÍden la exactitud de lasprevisiones a través del cálculo del error promedio en porcentaje, independientemente de que el error absoluto medio en porcentaje sea alto obajo. También miden el sesgo de la previsión para indicar si la previsiónes sistemáticamente alta o baja. Hacen responsables a ventas, marketing yplanificacíón de la exactitud de las previsiones.
Un jefe de la cadena de sunlÍnistro de una compañía tecnológica nos sorprendió cuando se opuso a nuestra recomendación de que midiera laexactitud de las previsiones. Su punto de vista era que dicha precísiónestá influida por muchos factores que no se pueden controlar. Simplemente creía que no era justo responsabilizar a la gente de algo que estaban tan claramente fuera de su dominio. Sin embargo, en más de cuarenta auditorías de previsión que hemos llevado a cabo, los datos demuestranque las compañías que miden con rigor la precísión de las previsiones yresponsabilizan de ello a una serie de personas, ofrecen previsiones másexactas y un mejor rendinlÍento de la actividad de la cadena de suministro.
124 TRANSFORMANDO LA CADENA DE SUMINISTRO

El director de la cadena de suministro de una industria de bienes no perecederos nos comentaba que abandonó la idea de obtener un input numérico concreto del departamento de ventas. Sencillamente, los vendedoresno valoraban la importancia del tiempo dedicado al proceso de previsióncuando se sentían agobiados por otras responsabilidades. Los vendedorescreían que su trabajo era la venta y que producción debería simplemente«fabricar lo que vendemos». Más adelante, el director trató de obtener elinput del departamento de ventas a través de un «formulario de incidencias extraordinarias», que servía de vehículo de recogida del input para elequipo de previsiones en cada ocasión que un vendedor sabía de algunacosa que pudiera influir en la previsión de ventas (por ejemplo, una promoción a los detallistas). Sin embargo, algunos vendedores cumplimentaban el formulario para reflejar rumores o incidencias de poca monta,mientras que otros no lo enviaban nunca, provocando todo ello que esteproceso fuera cayendo poco a poco en el olvido.
El director nos decía que no pudo lograr progreso alguno en la verdaderasolución, que consistía en asignar responsabilidad a la red de ventas por laprecisión de sus previsiones. Finalmente, encontró el enfoque adecuadoa la cultura de la compañía. Organizó una reunión de periodicidad trimestral en la que los directores de ventas ofrecían su input sobre la tendencia del mercado. En lugar de comunicar previsiones con cifras concretas, transmitían información muy importante relativa al grado de saluddel negocio y a la situación de los competidores que obtenían a través desus contactos profesionales con los detallistas Exponían la lógica de lospróximos programas de promoción. La reunión ayudaba a todas las partesimplicadas a conocer y entender mejor las tendencias generales del mercado y la competencia, así como la promoción futura.
Mala gestión de la demanda
Proporcionar input para una previsión es un tema, gestionar la demandaes otro bastante distinto. Por desgracia, en la mayoría de las empresas, eldepartamento de ventas no se esfuerza demasiado para desviar la demanda de los clientes hacia otras referencias comparables cuando las originalmente solicitadas no están disponibles. Un ejecutivo de la cadena de suministro de una empresa de bienes de consumo duradero relataba unahistoria especialmente destacable. De la noche a la mañana, el departa-
COLABORACiÓN INTERNA 125

mento de ventas preparó un agresivo plan promociona] que contrarrestase una reciente caída de la cuota de mercado, como consecuencia de unaseria conversación sostenida entre el vicepresidente de ventas y el director general relativa a esta pérdida de participación de mercado. El vicepresidente de ventas comunicó la promoción a bombo y platillo y programó su inició al cabo de dos semanas para que estuviera en vigordurante el mes de julio. Por desgracia, la planta de fabricación había programado un cierre temporal para la primera quincena del mes de julio.
En la mayoría de las compañías, pocas campañas promocionales ponenen marcha los departamentos de ventas con el objetivo de moldear la demanda y ajustarse mejor a las posibles limitaciones del suministro. Porsupuesto, la excepción destacada es Dell. Como dicen sus ejecutivos:«Nosotros vendemos lo que fabricamos, el precio es la única variable». Lafijación del precio varía hora a hora en el website de Dell para alinear laoferta y la demanda en tiempo real. Desde luego, a medida que Dell vende cada vez más a través de comercios de venta al público, más dificil esconservar la pureza de este concepto.
Otro ejecutivo decía que su empresa tenía un plan de «vender lo que tenemos hoy» para dar salida a las existencias. Indicaba que «cualquiera escapaz de tomar pedidos sin tener en cuenta cuál es la disponibilidad deproducto. En cambio, hace falta tener un cierto talento y disciplina paracentrarse en vender lo que se tiene hoy». Cuando la demanda está alineada con los limites de la capacidad real, la compañía optimíza el beneficioeconómico a través del logro del máximo nivel de disponibilidad de producto con el mínimo nivel de costes y existencias. El ajuste de la ofertacon la denunda es tal vez la más importante de todas las oportunidadesinterdepartamentales.
Ajustar la oferta a la demanda
Muchos problemas interdepartamentales impiden la excelencia de la cadena de sumínistro, pero el mayor de todos es la incapacidad de ajustar laoferta a la demanda. Algunos lo llaman planificación de ventas, existencias y operaciones (Sales, Inventory, and Operations Plarming, SIOP) o integración de demanda-oferta (Demand-Sllpply lntegration, OSI). Planificación de ventas y operaciones (S&OP) es la expresión más frecuente que
126 TRANSfORMANDO LA CADENA DE SUMINISTRO
las empresas utilizan para designar una amplia gama de actividades empleadas para ajustar la oferta a la demanda. Muchos sostienen que e! santogrial de! alineamiento interdepartamental es la capacidad de ajustar la ofertaa la dell/anda. La mayoría de las empresas con las que trabajamos, aunqueno todas, parece que están tratando de implementar o mejorar el procesointerno de alineamiento de la oferta con la demanda.
Sea cual sea e! nombre que se le dé, el concepto de ajustar la oferta con lademanda exige que todas las funciones/departamentos clave de la empresa lleguen a un consenso, una tarea realmente abrumadora. Un ejecutivo nos decía con evidente frustración: .Éste es e! proceso en el que losdepartamentos de ventas y operaciones van tirando... ¿no es así? .. Sí,cierto•. Un ejecutivo de operaciones decía: «¿Cómo es posible que no seden cuenta de que hacer promociones cuando no tenemos capacidad esen esencia hacerle publicidad a la competencia?... Las empresas tienenante si un camino duro en la integración de la oferta con la demanda,pero el viaje de la colaboración interna bien vale el esfuerzo.
¿Por qué es tan difícil el ajuste de la oferta a la demanda?
Esta actividad tiene un alto grado de dificultad debido a su naturalezainterdepartamental, puesto que trata de alinear a ventas, marketing, operaciones, logística, aprovisionamiento y finanzas en un plan que equilibrela oferta con la demanda. Un ejecutivo de la cadena de suministro de unacompañía de materiales para la construcción nos dijo en una ocasión:.Solíamos invitar al departamento de ventas a las reuniones de S&OP,pero dejamos de hacerlo porque retrasaba el proceso•. Es evidente quedicha conducta revela que no se ha entendido el tema. Es dificil planificarlas ventas y operaciones sin la participación del equipo de ventas.
Durante otra reciente auditoría de la cadena de suministro entrevistamosa un director de la cadena de suministro de una empresa de bienes de consumo envasados que comentó que su proceso de S&OP no estaba funcionando. Cuando se le preguntó qué era lo que ocasionaba el probleIlU, enlllneró una serie de razonas con cierta enloción. Creía que tenía suorigen en el hecho de que los objetivos y las mediciones no estaban alineadas y de hecho impulsaban el comportamiento en direcciones opuestas. Cada función o departamento seguía su propio programa de trabajo.Las reuniones de alineamiento no iban a ningún lado y, finalmente, los
COLAüORACIÓN INTERNA 127

participantes clave dejaron de asistir, porque nada se decidía realmente enellas. Además, carecían de un orden del día claro y se convertían en reuniones rápidas donde se hablaba más de la crisis del día que del plan delpróximo mes.
Cuando preguntamos al ejecutivo de la cadena de suministro qué le gustana modificar si tuviera poder para hacerlo, enumeró cinco puntosesenciales:
1. Mediciones comunes: .EI personal de ventas y de marketing tiene que preocuparse de los costes y las existencias, del mismo modoque nosotros, el personal de operaciones, tenemos que preocupamos acerca de la generación de ingresos».
2. Reuniones disciplinadas con órdenes del día estrictos centradosen asuntos estratégicos: .Estas sesiones no son el momento ni lugar idóneo para tratar un problema que ha ocurrido hace unahora. Además, las reuniones debenan empezar y temunar a lahora prevísta, y no durar más de una hora».
3. Datos fiables y comprensibles.4. Participación obligada de los personas clave.5. Apoyo de la cima de la empresa, es decir del director general.
Creemos que dio en el clavo. La experiencia que hemos adquirido concientos de empresas refuerza nuestra opinión de que estas cinco condiciones son necesarias, y cuando se ponen en práctica pueden dar lugar anumerosos beneficios, algunos de los cuales son baratos y rápidos de implementar. Por ejemplo, una empresa de productos de consumo envasados observó que podía mejorar la precisión de sus previsiones en casi uncincuenta por ciento a través de la implementación de un cambio deproceso muy sencillo que tenia un coste nulo, y así se propuso en unareunión de S&OP. Simplemente se trataba de que ventas empezara a comunicar sus planes de promoción al personal responsable de las previsiones. Sorprendentemente, este simple cambio nunca habna ocurrido si nose hubiera tratado el tema en una reunión de S&OP.
El dírector general de una compañía de bienes de consumo duraderoscomprendió la fuerza que tema la S&OP y dijo que hizo las siguientespreguntas a su equipo de S&OP:
1. ¿Quién asiste a las reuniones de S&OP' ¿Saben cuáles son sus responsabilidades, y consideran que su asistencia es obligatoria?
128 TRANSFORMANDO LA CADENA DE SUMINISTRO

2. ¿Asiste a la reunión, como núnimo, personal a nivel de directorde los siguientes departamentos: ventas, marketing, producción,logística y finanzas? ¿O bien delegan en personal de nivel inferior?
3. ¿Son capaces de ponerse de acuerdo en los planes de oferta y demanda los departamentos de ventas, marketing, producción, logística y finanzas?
4. ¿Trata nuestro proceso de S&OP de equilibrar oferta y demanday de llegar a un consenso entre los participantes?
5. ¿Utilizamos la tecnología más reciente en los sistemas de previsión que respaldan el proceso?
6. ¿Hemos alineado las mediciones del rendinúento del proceso deS&OP a las medidas funcionales individuales de todos los participantes?
7. ¿Se rota periódicamente el alto liderazgo del proceso de S&OPpara que todos los departamentos de la organización puedan teneruna perspectiva de cómo su aportación individual al proceso deS&OP contribuye al éxito de la compañía en su conjunto?
Gracías a preguntas como estas fonnuladas por el director general, la organización llegó a estar profundamente comprometida con el proceso de S&OP.
Scott Roy, gerente de planificacíón de colaboración de Blue Bunny,empresa fabricante de postres congelados, nos contaba la siguiente historia sobre la implementación de la S&OP:
En nuestra compañía, la planificación de la demanda se ubica en eldepartamento de marketing y la planificación de la oferta en logística,pero hemos trabajado a lo largo del último año y medio en la creación de un entOrnO de integración y cooperación. No creo que pudiéramos estar donde estamos hoy sin un proceso sólido de S&OPdirigído por un miembro clave de la alta dirección de la compañía.Antes de este cambio, tuvimos la S&OP durante seis años, y tan solola utilizábamos maquinalmente pero sin hacer progresos de auténticaintegración. Hace un año y medio entró un nuevo mandamás en lacompatlía y las cosas empezaron a cambiar. Tenia la visión de lo quedebía ser la S&OP. A continuación, tomamos medidas en el sentidode identificar realmente nuestra estrategia de ejecución de negocio,impulsada por las expectativas a nivel de servicio, y las políticas deoperaciones. También tomamos medidas muy activas para desarrollarestrategias de existencias impulsadas por el servicio al cliente. Pasa-
COLABORACiÓN INTERNA 129

mas de una sola estrategia de existencias y stock de seguridad igualpara todos los productos a escenarios a nivel de artículo basados en lanaturaleza única de los aróculos y los mercados en los que compiten.Los escenarios se revisan cada dos meses.
Abordamos cada lunes los temas de oferta y demanda en una reuniónínterdepartamental de planificación de existencias y suministro. Revisamos también cada semana las mediciones de rendimiento clave, ytambién se revisan los cambios en los planes de oferta y demanda y seactúa de acuerdo con ellos.
Para que todo esto funcione adecuadamente, debe haber una comunicación e integración constante entre oferta y demanda apoyada porla alta dirección y recogida en un proceso de S&OP operativo. Durante años la S&OP se basaba exclusivamente en la comunicación. Elautentico éxito no llegó hasta que fue impulsada por la responsabilidad y orientada a la acción.
No hemos perfeccionado el proceso, pero hemos creado un entamoimpulsado por las mejoras donde se controla el rendimiento de la actividad. S&OP ya no sirve para dejar en mal lugar a otros, sino paraque la empresa tenga éxito'.
Las mejores prácticas para la integración de ofertay demanda
Casi todas ¡as empresas con las que trabajamos están implementando laS&OP, o bien implementándola de nuevo después de una introducciónanterior que no cuajó. Por consiguiente, hemos creado una base de datoscon abundante infomlación donde se encuentran las mejores y peoresprácticas cuando las empresas tratan de alinear los departamentos y funciones alrededor de un plan de oferta y demanda común.
Mark Moon, catedrático de la Universidad de Tennessee y consultor demuchas empresas que se están esforz.1I1do por integrar oferta y demanda,ha creado un proceso de mejores prácticas para la S&OP (véase figura 5.1).
Este proceso consta de un importante trabajo previo a realizar relativoque incluye el análisis en profundidad de la oferta y la demanda, así como
130 TR.... NSFORMANDO L.... CADENA OE SUMINISTRO

Alta dirección
Direcciónestratégica
Binanzas
Objet~.voeconómico~
Planeconómico
DemandaVentas y
marketing, sociosdel canalcorriente
abajo
Previsiónde demanda
Plan dedemanda
Integracióndemanda-oferta
(S&OP)
Previsión decapacidad
~:>Plan
operacional
OfertaProducción,
logistica, etcétera,y proveedores
corrientearriba
Fuente: Mark Moon, Doctor, Universidad de Tennessee. Universidad de Tennessee. Utilizado con autorización.
Figura 5.1. Integración oferta-demanda
la aportación de finanzas y de la alta dirección de la compaiiia. Las tareasse juntan al final en una reunión ejecutiva de la S&OP. Aunque en dichareunión se toman decisiones definitivas clave, nuestros estudios han mostrado que por lo menos el 75% de las decisiones operativas se toma antesen reuniones previas en las que participa personal de nivel inferior de laorgaI11zación.
Muchas firmas utilizan el proceso de la S&OP para abordar múltiplesproblemas interdepartamentales, como los que se han comentado antesen este capítulo. La reunión puede ser la única ocasión en que todas lasfunciones clave se juntan para abordar temas que rebasan a los departamentos individuales. El grupo de S&OP es un cuerpo de toma de decisiones, no solo un grupo de discusión.
A nivel táctico se pueden tomar decisiones acerca de cómo aumentar lademanda cuando la oferta excede a la demanda o cuando está en peligrola consecución de objetivos económicos. Estas acciones pueden incluirmayores gastos de publicidad, ajustes de precios o nuevas actividadespromocionales. Las decisiones podrían referirse en cambio a cómo enfriar la demanda, cuando esta supera a la oferta, por ejemplo, a rravés dereducción de publicidad, aumentos de precios, interrupción de la activi-
COLAIlORACIÓN INTERNA 131

dad promocional, y ofrecimiento de incentivos a los clientes para quecompren otros productos y servicios. El proceso de S&OP puede también incluir discusiones de asuntos estratégicos. Por ejemplo, cuando lacapacidad sobrepasa a la demanda, el foro podría discutir la convenienciade abrir nuevos mercados o de aumentar los centros de distribución.
Los planes operacionales y de demanda son los outputs clave del procesode S&OP. Los planes de demanda se ocupan de los desequilibrios que seproducen entre la previsión de la demanda futura y la previsión de la capacidad de producción futura a través de una gestión activa de la demanda. Los planes operacionales también son puestos en práctica. Incluyenprogramación de la producción, planes de aprovisionamiento, planes detransporte y todos los demás planes que deben implementarse para gestionar la vertiente de la oferta de la empresa.
Nosotros hacemos hincapié en tres elementos clave de los foros deS&OP. En primer lugar, los responsables de tomar decisiones deben asistir ycontar con el apoyo visible de la alta dirección. Sin ellos, las reuniones de S&Pse deteriorarian y pasarían a ser actividades de revisión en lugar de unproceso para la resolución de problemas. En segundo lugar, debería serobligada la participación de los altos ejecutivos de operaciones, verllas, marketing yfinanzas. Sin su involucración, el proceso se descompone. La perspectivaeconómico-financiera debe ser un elemento clave en las decisiones quese tomen. A menudo hay varias alternativas posibles para resolver los desequilibrios oferta-demanda, y el personal de finanzas debe participar paraofrecer su perspectiva. En tercer lugar, el proceso debe focalizarse en temasestratégicos que deben tratarse de acuerdo con unos órdenes del dia disciplinados.En su ausencia, la reunión se convierte en un apagafuegos. Como indicaba un ejecutivo: «Nuestras reuniones de S&OP se transforman rápidamente en reuniones aceleradas centradas exclusivamente en la crisis deldía. Siempre resolvemos los mismos problemas, porque no abordamosnunca su causa raíz».
Las empresas se enfrentan a menudo a desequilibrios entre la demandade productos y servicios del mercado y la capacidad de suministro de dichos productos y servicios. De hecho, estas dos cifras (demanda de unproducto y capacidad de suministro del producto) casi nunca están enequilibrio. Cuando la demanda supera a la oferta, escasea el producto O
servicio, los costes de agilización se disparan, los clientes suelen sentirseinsatisfechos y los ingresos potenciales no se materializan. Cuando es la
132 TIIANSFORMANDO LA CADENA DE SUMINISTRO

oferta la que supera a la demanda, los activos de producción se infrautilizan, las existencias crecen y los costes se disparan. Además, las empresasse enfrentan con frecuencia a previsiones de oferta y de demanda quepueden estar más o menos en equilibrio, pero que no llevan a la consecución de los objetivos económicos. Todo ello destruye el beneficio económico. Así pues, los procesos eficaces de S&OP son foros importantesde toma de decisiones que contribuyen a generar beneficio económico yvalor para el accionista.
Encuesta empresarial de integración de ofertay demanda
Llevamos a cabo en 2008 una encuesta entre 122 empresas representativas (véase tabla 5.1: la información de la tabla se centra específicamenteen el tema de integración de oferta y demanda o S&OP).
Según los resultados de la encuesta, sólo el 19% de las empresas se mostraron muy o bastante satisfechas de su proceso de S&OP y el 38% estánalgo o bastante insatisfechas del mismo. La fuente de esta insatisfacciónparece reflejarse en los datos a través de cuatro defectos principales:
1. El director genetal y el director general de operaciones no estáninvolucrados, solo en el 21% de los casos están ambos involucrados regularmente en el proceso de S&OP.
2. Las mediciones interdepartamentales y la atribución de responsabilidades son insuficientes, casi en la mitad de los casos (48%), nohay mediciones interdepartamentales ni responsabilidad interdepartamental.
3. El proceso es excesivamente táctico y se concentra en los problemas cotidianos, el proceso de S&OP es básicamente táctico en el35% de los casos.
4. Los departamentos de ventas y de marketing no participan activamente en el proceso, en menos de la mitad de los casos, ventas ymarketing se implican a fondo en el proceso que, aparentemente,es liderado preferentemente por los grupos de previsiones, cadenade suministro u operaciones.
COLABORACIÓN INTERNA 133

¿Qué función/departamento Ventas 11%asume el liderazgo del Marketing 13%proceso de S&OP? Operaciones 22%
Finanzas 1%
Cadena de suministro 38%
Previsiones 3%
Otros 12%
¿Cuál es el ejecutivo de Director general 16%mayor nivel que está Director general de operaciones 5%involucrado en el proceso de Vicepresidente de ventas 8%S&OP de forma regular? Vicepresidente de marketing 13%
Vicepresidente de la cadena de suministro 20%
Vicepresidente de operaciones 7%
Vicepresidente de finanzas Sin datos
Director 17%
Otros 14%
Describa el nivel de Poca responsabilidad 6%responsabilidad necesario Cierta responsabilidad, pero no compartida 42%para el éxito del proceso de entre departamentosS&OP Cierta responsabilidad compartida entre 28%
departamentosNivel alto de responsabilidad compartido entre 24%departamentos
¿Es el proceso de S&OP un Ningún esfuerzo para que sea global 29%proceso global? Cada región tiene un proceso independiente y 22%
únicoAlgunas regiones comparten algunos 29%procesos
El proceso de S&OP es de alcance global 20%
¿Cuál es el output del Plan de demanda 81%proceso de S&OP? Plan de producción 60%
Plan de finanzas 53%Plan de existencias 53%
Plan de marketing 32%
Plan de ventas 45%
Plan de promoción 19%
¿Hasta qué punto es Estratégico 20%estratégico el proceso de Táctico 35%S&OP? Operacional 45%
¿Cuál es la herramienta Software de previsiones 21%dominante en el proceso de Software de planificación de la cadena de 11%S&OP? suministro
MRP (no se da traducción de estas siglas) 4%Podría ser Planificación de necesidades demateriales (Materials Requirement Planning)ERP (planificación de recursos empresariales) 11%
Software de planificación financiera 4%
ExceVAccess 43%
134 TRANSFORMANDO LA CADEN .... DE SUMINISTRO
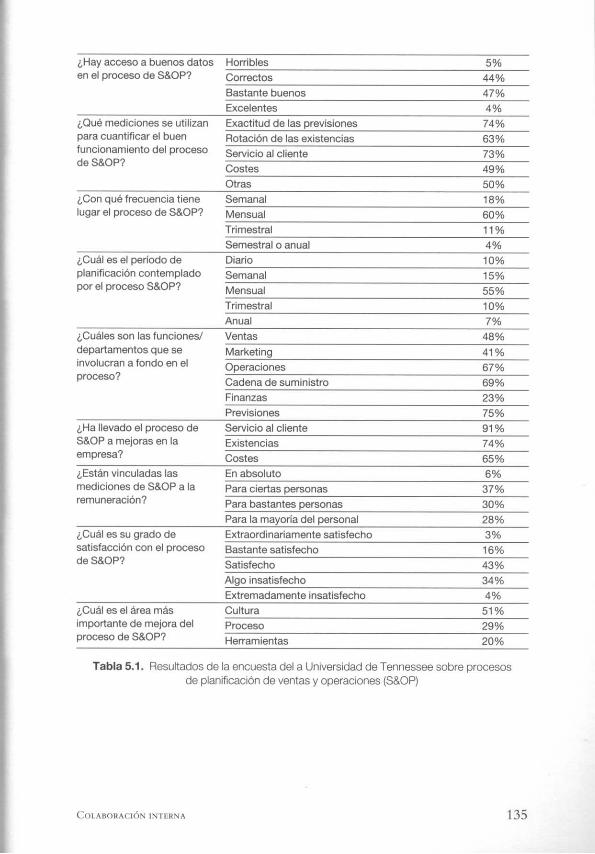
¿Hay acceso a buenos datos Horribles 5%en el proceso de S&OP? Correctos 44%
Bastante buenos 47%
Excelentes 4%¿Qué mediciones se utilizan Exactitud de las previsiones 74%para cuantificar el buen Rotación de las existencias 63%funcionamiento del proceso Servicio al cliente 73%deS&OP? Costes 49%
Otras 50%¿Con qué frecuencia tiene Semanal 18%lugar el proceso de S&OP? Mensual 60%
Trimestral 11%Semestral o anual 4%
¿Cuál es el período de Diario 10%planificación contemplado Semanal 15%por el proceso S&OP? Mensual 55%
Trimestral 10%Anual 7%
¿Cuáles son las funciones! Ventas 48%departamentos que se Marketing 41%involucran a fondo en el Operaciones 67%proceso?
Cadena de suministro 69%Finanzas 23%
Previsiones 75%¿Ha llevado el proceso de Servicio al cliente 91%S&OP a mejoras en la Existencias 74%empresa? Costes 65%¿Están vinculadas las En absoluto 6%mediciones de S&OP a la Para ciertas personas 37%remuneración? Para bastantes personas 30%
Para la mayoría del personal 28%¿Cuál es su grado de Extraordinariamente satisfecho 3%satisfacción con el proceso Bastante satisfecho 16%deS&OP? Satisfecho 43%
Algo insatisfecho 34%Extremadamente insatisfecho 4%
¿Cuál es el área más Cultura 51%importante de mejora del Proceso 29%proceso de S&OP? Herramientas 20%
Tabla 5.1. Resultados de la encuesta del a Universidad de Tennessee sobre procesosde planificación de ventas y operaciones (S&OP)
COLABORACiÓN INTERNA 135
Conclusión
Como la cadena de suministro es un proceso horizontal interdepartamental, es crucial eliminar las barreras verticales funcionales que la obstaculizan.Por tanto, una estrategia que conduzca a la excelencia de la cadena de suministro depende totalmente de la alineación interdepartamental. Aunquela enfennedad de la desalineación interdepartamental afecta a todas las empresas, algunas de ellas están implementando procesos como el de S&OPpara gestionar mejor el problema. Con el apoyo del líder de la cadena desuministro, el clirector general debe también participar en este juego, debemarcar la pauta y alinear objetivos para que su compañía pueda luchar contra unos competidores que ya pueden estar enfrentándose activamente aeste desafio. Como uno de los cinco pasos hacia la excelencia de la cadena de suministro, la colaboración interna es crucial para generar beneficioeconómico. Pero es igualmente importante colaborar externamente conproveedores y clientes, tema que cliscutiremos en el capítulo siguiente.
Test de evaluación del proceso de S&OP (tabla 5.2)
Puntuación
136
•
•
•
•
Si usted puntúa por debajo de tres en cualquiera de los puntos, esmotivo de alarma. Debe ocuparse de ello para que el proceso sobreviva y tenga éxito.Una puntuación total de 19 o menos garantiza con casi total seguridad el fracaso del proceso de S&OP. Emprenda acciones enérgicas para mejorar en todos los frentes.Una puntuación entre 20 y 44 indica que hay problemas, perotambién hay esperanzas de reconducir el proceso si se emprendenacciones enérgicas. Focalícese en las áreas que presentan problemas y pida el apoyo de la alta dirección para resolverlos.Una puntuación por encima de 45 indica que la empresa está enel cantino hacia el éxito. Aunque siempre se puede mejorar, estepuede ser un punto fuerte básico de la organización Construyasobre este punto fuerte y potencie el proceso para un númerocreciente de decisiones interdepartamentales.
TRANSfORMANDO LA CADENA DE SUMINISTRO

Área Puntuación Puntuación Puntuación Sude1 a2 de3a8 de 9 a 10 puntuación
1. Implicación yapo- La alta dirección La alta direc- La alta dirección estáyo de la alta direc- no está implica- ción está algo profundamente invo-ción da. implicada en el lucrada, apoya el pro-
proceso de ceso de forma abiertaS&OP, y revisa y sistemática, y seperiódicamente asegura de que todossu situación. los departamentos
compartan la respon-sabilidad de su efica-cia.
2. Responsabilidad No hay medicio- Hay algunas Las mediciones estánde su eficacia nes fiables que mediciones fia- claramente definidas,
sirvan para valo- bies pero tie- son fiables y no estánrar el rendimien- nen que ser manipuladas. Las re-to o las remune- más visibles y muneraciones estánraciones del compartirse de unidas a los resulta-personal. forma más ge- dos de dichas medi-
neralizada. ciones y se compar-ten entre los diversosdepartamentos.
3. Naturaleza estra- El proceso y las Se aborda una El orden del día deltégica del proceso reuniones son mezcla de te- proceso de S&OP se
excesivamente mas tácticos y sigue con disciplina ytácticos. Algu- estratégicos. se ciñe a las cuestio-nas veces las Se sigue el or- nes estratégicas inter-reuniones de den del día de departamentales queS&OP se focali- forma discipli- son necesarias parazan exclusiva- nada. alinear la oferta con lamente en el demanda."problema deldía». No se si-gue el orden deldía de formadisciplinada.
4. Estructura de las La asistencia es La asistencia y Hay una S&OP previareuniones de esporádica. Se la disciplina de y una S&OP ejecutiva.S&OP atiende excesi- las reuniones Las reuniones son re-
vamente a los son irregulares. lativamente breves ydetalles. No hay se sigue un orden delun orden del día día disciplinado. Ladisciplinado. asistencia es obliga-
toria.
S. Herramientas y Los datos son Se implementa Los datos y gráficosapoyo al proceso confusos, exce- la claridad de empleados son clarosdeS&OP sivamente deta- datos y el uso y fáciles de entender.
liados y se utili- de herramien- Se utiliza software dezan gráficos taso S&OP en caso de Quenada claros. sea apropiado.
COLABORACIÓN INTERNA 137

6. Involucración interdepartamental
Un departamento clave comoventas está to~
talmente ausente del proceso.
Los departamentos de ven~
tas y de marketing suelenestar presentesen las reuniones junto a lasotras funciones/ departamentos.
Todas las funciones,incluidos los departamentos de ventas,marketing, operaciones, logística, finanzas, etcétera, estánprofundamente involucrados en el proceso y están comprometidos con el mismo.
Total
Tabla 5.2. Evaluación del proceso de S&OPPuntúe a su compañía en una escala del 1al 10, con el 10 como máxima puntuación.
PLAN DE ACCiÓN
Para aniquilar al dragón de la integración funcional, las compañías deberían dar los siguientes pasos:
1. Ofrecer incentivos importantes al personal de mgemería para quecreen diseños de producto que sean flexibles y que tengan, idealmente, capacidad de aplazamiento.
2. Garantizar que la cadena de suministro está presente en la mesa cuando se diseñan y planifican nuevos productos.
3. Deshacerse rutinariamente de las referencias obsoletas y de escasa ro
tación.
4. Minimizar la complejidad de producto. Tener tantas referenciascomo precisen los clientes, pero no más de las necesarias.
5. Ofrecer al personal de marketing y de ventas incentivos importantespara que se involucren en las previsiones y en la gestión de la demanda.
6. Llevar a cabo el test de evaluación del proceso de S&OP y abordar losproblemas que sUljan.
138 TRANSFORMANDO LA CADENA DE SUMINISTRO

6Colaboración externa
La colaboración con los proveedores y clientes es el cuarto paso a dar enel camino de la creación de una estrategia que conduzca a la excelenciade la cadena de suministro. Los altos ejecutivos y su personal de la cadenade suministro deberian prestar especial atención a las mejores prácticas decolaboración que se describen en este capítulo para asegurar el éxito. Pordesgracia, como nos contaba con pena un ejecutivo al describir los esfuerzos fallidos de su empresa: «Cuando se había dicho y hecho todo, sehabía hablado bastante más que hecho". Su empresa cometió algunoserrores básicos en sus proyectos de colaboración. No obstante, otrascompañías han demostrado que el éxito es posible. A través de una seriede ejemplos, mostramos cómo la dura tarea de la colaboración puedeproducir unos resultados sobresalientes.
¿Qué es la colaboración externa?
La colaboración externa consiste en la tarea conjunta de proveedor ycliente para lograr mejoras mutuas. Eso es facil de decir, pero muy dificilde hacer. En nuestro trabajo con cientos de empresas, hay bastantes másejemplos de relaciones de enfrentamiento que de alianzas de colabora-
139

ción. En la rninona de las finnas que colaboran de forma eficaz, hemosobservado la presencia de tres fases en la evolución de sus relaciones:
Fase Uno. Esta fase comienza cuando ambas partes reconocen la fuerza potencial de la colaboración, lo cual requiere una cierta sofisticación de la cadena de suminisrro en ambas partes. El apoyo y alientode la alta dirección es también un factor común al principio de lasrelaciones de colaboración. Finalmente, el éxito de la puesta en marcha reside en que ambas partes reconozcan que supondrá muchotiempo y esfuerzo.
Fase Dos. En esta fase las compañias disponen de una estrategia de lacadena de suministro en la que la colaboración es uno de los elementos esenciales. Los socios han colaborado entre sí lo suficiente paratener la confianza de compartir abiertamente datos y estrategias. Tienen un plan mutuo de mantenimiento del esfuerzo, que es efectivo incluso cuando la gente cambia inevitablemente de puesto a lo largo deltiempo.
Fase Tres. En esta fase ambas partes elaboran indicadores clave delrendimiento de la actividad y miden conjuntamente el éxito comogrupo común. En el nivel final de madurez de la relación, acuerdancompartir equitativamente los ahorros conseguidos a través de susactividades conjuntas de mejora. Las compañías que llegan a esta fasetienen mejores tasas de cumplirniento de pedidos, menos existenciasy menos costes y, por tanto, un beneficio económico más elevado.(Las compañías que aparecen en los ejemplos de este capítulo tienenelementos firmes de esta tercera fase.)
El rol del director general en la colaboración
Las empresas de los ejemplos que describimos a continuación, como Lowe's, OfficeMax, Avery Dennison, Míchelín y West Marine, se benefician de la colaboración, tanto dentro de la firma como con sus socios delexterior. A menudo observan cambios en todos los factores que contribuyen a generar beneficio económico, como mejores tasas de cumplimientode pedidos, plazos de entrega más cortos, menos existencias y menos costes. A menos que el director general marque la pauta apropiada, rara vez
140 TRANSfORMANDO LA CADENA DE SUMINISTRO

se producen beneficios, por muy buena que sea la estrategia de la cadenade suministro o por mucho talento que posea el líder de la cadena de suministro. Casi siempre necesitan la guía de su personal de la cadena desuministro para saber en que hay que hacer hincapié para respaldar delmodo más eficaz posible las actividades de colaboración con los proveedores. Sin un apoyo visible, el director general puede deteriorar o invalidar los esfuerzos para hacer frente y superar a la competencia. El alineanuento funcional, comentado en el capítulo anterior, es un precursorcrítico del desarrollo de la capacidad de colaborar externamente. Comoya hemos mencionado, el director general, con el asesoramiento del líderde la cadena de suministro, puede favorecer el alineamiento de objetivosa través de las áreas funcionales principales. El director general debe crearun entorno para que florezca la colaboración con proveedores y chentes.
¿Saben y entienden los directores generales cuál es su rol? El director general de una multimillonaria empresa de productos de consumo decíaque le gustaba ver fricción y tensión entre departamentos y animaba quese discutiera a fondo en las reuniones. Además, exigia que hubiera unarelación exigente con los proveedores, y alentaba peticiones enérgicas sincompartir con ellos ningún tipo de información ni visión estratégica. Según nuestra experiencia, este enfoque elinuna prácticamente cualquierposible sugerencia de mejoras por parte de los proveedores, lo que da lugar a problemas en las entregas, plazos de entrega más largos y problemasde calidad, todos ellos factores destructores de beneficio econónuco. Unnúmero pequeño pero cada vez mayor de directores generales con losque hemos hablado se dan cuenta de las ventajas de cooperar con los socios, sobre todo porque sus organizaciones de la cadena de suministro lesinforman de los grandes beneficios que obtienen otras empresas gracias adicha colaboración. En este mismo capítulo se incluye una hoja de rutapara que los altos ejecutivos y los líderes de la cadena de sununistro puedan hacer avanzar a sus organizaciones hacia un rendimiento excepcionalmediante el esrablecimiento de las bases para la colaboración externa.
¿Merece la pena la colaboración?
Una parte del resurgimiento de la cadena de suministro de Whirlpool, enel cual participamos nosotros (que analizaremos en detalle en el capítulo
COLABORACiÓN EXTERNA 141

8), una de las piedras angulares fue la confección de previsiones en colaboración con sus tres clientes más imponantes, incluido el mayor deellos, Sears l . (En aquella época Sears representaba cerca de una tercerapane de los ingresos de Whirlpool en Noneamérica.) Whirlpool se dirigió a Sears y le propuso que ambas empresas elaboraran una previsiónconjunta. El nuevo proceso constaba de tres elementos:
1. Cada empresa confeccionaba la mejor previsión posible para lospróxinlos cuatro meses.
2. Ambas compatlías comparaban sus previsiones respectivas a nivelde referencia y centraban su atención en las áreas donde las diferencias entre las previsiones de las dos compañías superaban eldiez por ciento para mantener el compromiso de tiempo a un nivel razonable.
3. En una reunión semanal, los equipos de Whirlpool y Sears discu-tían conjuntamente las razones de dichas diferencias.
Por ejemplo, en cierta ocasión, Sears creía que se venderían en marzoquince mil unidades de un detenl1inado modelo de lavadora. La previsión de Whirlpool para el mismo modelo era solamente de tres mil unidades, una diferencia de un cuatrocientos por ciento. Cuando los equipos discutieron los motivos de una diferencia tan extrema, descubrieronque Sears planeaba realizar en marzo una promoción de la que Whirlpool no tenía conocimiento. Este tipo de intercambios informativos anivel semanal provocaron una mejora inmediata en la exactitud de lasprevisiones. La precisión a nivel de referencia mejoró casI en un cmcuenta por ciento al cabo de pocos meses.
La relación entre las cadenas de sUlninistro de Sears y Whirlpool fue floreciendo con el tiempo. Las oficinas centraJes de ambas compañías estaban separadas solamente por las aguas del lago Michigan, pero tuvieronuna larga historia conjunta sin que hubiera un contrato fonl1aJizado. Losejecutivos de ambas compañías bromeaban de que: «La relación es comola de un apretón de manos a través del lago Michigan... con el dedo índice estirado». No obstante, con el tiempo, a medida que participábamosen más reuniones mensuales cara a cara, cada parte fue confiando cadavez más en la otra, y juntos lanzamos una serie de proyectos de la cadenade suministro mutuamente beneficiosos.
142 TRANsro\tMANOü LA CAOLNA 01: SUMINISTRO

Interés creciente en la colaboración
Según nuestra experiencia, son todavía poco frecuentes las relaciones decolaboración eficaces entre una empresa y sus proveedores básicos. Porcada ejemplo positivo que podamos encontrar, como Toyota y su basede proveedores o Procter & Gamble y WaI-Mart, hay bastantes másejemplos de fracaso en los que ni siquiera se llega a alcanzar la primerafase de colaboración. La colaboración eficaz entre los socios de la cadenade suministro exige mucho esfuerzo y una mutua confianza que se vaconstruyendo poco a poco durante un largo período de tiempo. Ennuestras audüorias de la cadena de sUlrunistro venlOS cada vez Illás COI11pat'iías que empiezan a atravesar las barreras. Las discusiones de los últimos foros de la cadena de suministro en los que participaron cuarentaempresas líderes apuntaban al creciente interés en la colaboración y alreconocimiento de sus potenciales beneficios. Los líderes de la cadena desuministro de dichas compañías comunican que algunos directores generales están comenzando a valorar dicho potencial.
Gran parte de la motivación para colaborar es consecuencia de la prácticacomún de racionalización de proveedores. Cuando las empresas reducensu base de proveedores a través de un programa de reducción de proveedores, se vuelven más dependientes de sus proveedores básicos. Rápidamente, las compañías se dan cuenta de la importancia de llegar a ser uncliente preferencial para sus proveedores. Los proveedores importantespueden decidir cuál de sus clientes será el primero en tener la nueva tecnología que están desarroIJando. El desarrollo innovador de una empresadepende a menudo de una alianza con unos cuantos proveedores clave.Las empresas de primera categoría mundial saben que son competentesen la medida que lo son sus proveedores. Esto quiere decir que hay quepresionar a los proveedores para que lo hagan lo mejor posible, pero significa también que hay que compartir plenamente la información, la estrategía y la tecnología.
Por ejemplo, una gran empresa de bienes de consumo envasados desarrolló un nuevo producto para el cuidado del cabello. Primero lo ofrecióa un cOlllercio minorista con quien sostenía una estrecha relación de colaboración. Dicha relación permitió a la empresa obtener un rápido feed
back y crear una eficiente cadena de suministro para el detallista, que pudodisfrutar del acceso exclusivo al nuevo producto durante seis meses, lo
COLABORACiÓN Exn.RNA 143

que le permitió establecer una presencia más sólida en el mercado deproductos para el cabello. En otro ejemplo, Procter & Gamble desarrollóuna nueva estrategia de I+D, denominada C+D, conexión (con el exterior) y desarrollo. El objetivo es que el cincuenta por ciento de las innovaciones provenga de proveedores externos frente al diez por ciento en2001. De hecho, Procter & Gamble depende de sus proveedores paragran parte de sus productos en fase de desarrollo.
Toyota fue de las primeras empresas con una cadena de suministro quecolaboraba con los proveedores con la aplicación del concepto keretsu,que tuvo su irucio allá por los años 402 En los años 80, la colaboracióncon los proveedores surgió con mayor frecuencia en diversas empresasindustriales, demostrando que no era algo dependiente de la cultura japonesa. Este planteamiento se diferenciaba claramente del enfoque estándar de la mayoría de las empresas manufactureras americanas de aquella época, en especial del sector del automóvil, que mantenía una relaciónde enfrentamiento y no de colaboración con sus proveedores clave. Unarelación de confrontación corta por lo sano cualquier idea de mejora porparte de los proveedores, puesto que estos solo procuran obedecer losdictados de su cliente.
Las estrategias eficaces que involucran a los proveedores de una empresafuncionan bajo un amplio espectro de posibilidades. En nuestra interacción con los ejecutivos de la cadena de suministro de cientos de compañías a través de auditorías, proyectos y reuniones de foros de la cadena desuministro, nos dicen que siguen una c0l11binación de tres estrategias consu base de proveedores:
1. Racionalización de proveedores2. Contratación externa a otros países con costes bajos3. Colaboración con los proveedores
Basados en este feedback, hemos averiguado que las relaciones de colaboración son las más difíciles de llevar a la práctica con éxito y, por tanto, lasmenos frecuentes. Solamente un diez por ciento de las empresas estáncolaborando de verdad eficazmente con sus proveedores clave, lo quequiere decir que han alcanzado la tercera fase de colaboración antes definida y juntos están generando resultados económicos positivos para cadauna de las partes.
144 TRANSfORMANDO LA CADENA DI'. SUMINISTRO

Tecnología y colaboracíón con los proveedores
Nada sustituye a la comunicación cara a cara para establecer y conservaruna relación de colaboración. Sin embargo, las transacciones regularesentre dos socios deben estar libres de problemas para evitar meterse encallejones sin salida. Esto debería facilitarlo la tecnología. El treinta ynueve por ciento de ¡as compañías globales entrevistadas emplean comunicaciones automatizadas con los proveedores para racionalizar los procesos entre los dos socios3.
Por ejemplo, IBM implementó un proceso con sus proveedores que eliminaba el pedido de compra'. Los proveedores se comprometían simplemente a mantener un cierto nivel de existencias in situ en lBM. En elpasado ¡as conexiones entre proveedores y clientes solo podían tener lugar a través de complejos, inflexibles y costosos enlaces de ordenador aordenador. Pero a principios de los años 2000, los portales web estabana disposición de todo el mundo, lo que provocó una reducción espectacular del coste de la interacción con los proveedores, abriendo la puerta ala incorporación de todos y eliminando una molestia potencial para eldesartollo de una auténtica relación de colaboración.
Simplemente con un navegador por intemet, proveedores y clientespueden comunicarse estrechamente unos con otros. Pueden utilizar herramientas con base en la web para actualizar su catá.logo de productos;controlar el estatus de los pagos, recibir y controlar pedidos, y descargarprevisiones, existencias y planes de la cadena de suministro de la empresacliente. Los proveedores pueden introducir avisos automáticos de embarque (al/toll/atie shipll1ent 'lOtiees, ASNs). Pueden descargar y utilizar elprograma del cliente para imprimir etiquetas de código de barras. El sistema puede seguir la pista de ¡as recepciones y generar automáticamenteun estado de situación para cada proveedor. Cuando una condición sesale de la noml3, los avisos por email pueden generarse automáticamente.
En 2003 Sears y Michelin recibieron el reconocimiento de la VoluntaryInterindustry Conullerce Solutions Association (VICS) por su implementación de una de las mejores colaboraciones5• Las compañías utilizaron un portal web para compartir infoml3ción sobre la oferta de Micheliny la demanda de Sears y el estatus de las existencias. Sears comunicaba también a Michelin las necesidades previstas de pedidos y los niveles previstos
COLABORACiÓN EXTERNA 145

de existencias. Más adelante Sears incorporó otros tres proveedores deneumáticos, de fonna que podía gestionar la oferta global de neumáticospara las tiendas de Sears. Tanto Sea" como sus proveedores de neumáticos contemplaban esta infomlación prácticamente en tiempo real, con loque se reducía radicalmente el tiempo necesario para los ciclos de decisióny pem1iúa que Sea" evitara el agotamiento de existencias de neumáticos ala vez que las reducía en un veinticinco por ciento.
Ejemplos de colaboración eficaz
Los siguientes ejemplos identifican varios factores críticos para el establecimiento y mantenimiento de un marco de colaboración eficaz. Resumiendo, ambas partes deben estar mutuamente comprometidas con larelación y firmemente convencidas de que el proceso da lugar a avancesmuy importantes para las dos empresas. Esto se traduce en acciones reales, como contratos a más largo lazo y mayores ingresos para ambas partes, lo que da lugar a una fuerte dependencia mutua. Las frecuentes reuniones cara a cara sirven entonces de base para establecer confianza conel paso del tiempo. Por último, los proyectos conjuntos que obtienenéxito cimentan la relación. Evidentemente, todo ello precisa de tiempo,esfuerzo y capacidad de liderazgo. A continuación describiremos variosejemplos de colaboraciones satisfactorias entre OfliceMax y Avery Dennison, entre Lowe's y uno de sus principales proveedores, y entre WestMarine y sus proveedores.
Office Max y Avery Dennison
En 2005 Reuben Slone (uno de los autores de este libro) se incorporó aOfliceMax y pronto se dio cuenta de que en la relación entre OfliceMax,los grandes detallistas de material de oficina, y Avery Dennison uno desus principales proveedores, había mucha lucha de apagafuegos y unaCOlllUrllcación muy distante. Las reuniones derivaban a veces a interC31l1
bios emocionales, por ejemplo, cuando la gente de Avery percibía que elpe"onal de OfficeMax hacía unas demandas poco razonables como reacción a la fuerte presión de ¡as quejas de los clientes sobre el agotamientode existencias de producto en sus tiendas. El departamento de ventas de
146 TRANSFORMANOO LA C.... DLNA DE SUMINISTRO
Avery únicamente tenia contacto con el departamento de lIIerchatldisitlgde OfliceMax y las cuestiones de la cadena de suministro tenian una importancia menor en ambas compañías, lo que daba como resultado undeficiente servicio, altos costes y elevados niveles de existencias. Las sorpresas ocurrían con frecuencia, puesto que las necesidades reales se desviaban mucho de las previsiones. Las confrontaciones ocurrían con excesiva frecuencia cuando las empresas trabajaban para resolver las quejas delos clientes. Los esfuerzos realizados en el pasado para poner en marchaproyectos de mejora conjunta fracasaron más pronto o más tarde. Los problemas operacionales hacían encallar constantemente los esfuerzos porimpulsar el crecimiento de las ventas. Además, las secuelas de una fusiónsufrida por OfliceMax en 2003 multiplicaron las distracciones.
Cuando el nuevo equipo de la cadena de suministro entró en funciones(dirigido por Slone), sus miembros se dieron cuenta rápidamente de quela situación actual con los principales proveedores tenía que cambiar.Decidieron convertirse en el mejor cliente para sus proveedores a travésde un proceso de auténtica colaboración. En Avery Dennison encontraron un sofisticado socio de la cadena de suministro bien dispuesto y capazde encararse con este reto.
OfliceMax creó primero un equipo promotor de la colaboración con elproveedor, el cual suministraba datos clave a Avery a través de un portalde proveedor. Ello servía de base para detectar problemas antes de que seconvirtieran en una crisis en un entorno basado en hechos. El equipocreado por OfficeMax estaba compuesto por representantes de diversasfunciones!departamentos, incluidos la cadena de suministro y lIIerchalldisillg. Esto proporcionaba la masa crítica necesaria para abordar los dificilesproblemas interdepartamentales. Avery creó su propio grupo al igual queOfliceMax y además hizo una inversión sustancial en nuevo personalpara apoyar la nueva relación de colaboración, incluido un responsablede logistica de cliente que estaba respaldado por recursos de inteligenciaanalítica. El nuevo personal era el recurso que se precisaba para poner enmarcha proyectos que redujeran los plazos de entrega, mejoraran la exactitud de las previsiones y recortaran existencias, mientras simultáneamente mejoraban la disponibilidad de producto para el cliente, contribuyendo de ese modo a generar beneficio económico para ambas empresas.
Para supervisar el proceso, Avery y OfliceMax crearon un comité de dirección conjunto que era responsable de fijar expectativas, establecer
COLABORACiÓN EXTERNA 147

prioridades estratégicas y tácticas, clarificar responsabilidades y gestionarel rendimiento de la actividad hacia nuevos y dificiJes objetivos de existencias y disponibilidad de producto. El comité acordó fijar una serie deindicadores clave de rendimiento, entre ellos mediciones como:
•••••••
Porcentaje de cumplimiento de producto en existenciaTasa de cumplimiento de los pedidos de la línea de clientesPlazo de entregaEntregas puntuales de Avery a OfficeMaxTasa de cumplimiento de pedidos de AveryPrecisión de ¡as previsiones de pedidosRotación de existencias
Las primeras reuniones hicieron posible que la gente se conociera mutuamente. Tal como decía Dov Shenkman, vicepresidente de gestión deexistencias: «Teníamos que tanteamos mutuamente e ir adquiriendo confianza poco a poco. Al principio, hasta las cuestiones más insignificantesllevaban un montón de tiempo, entre ellas el establecimiento de los órdenes del día de las primeras reuniones. Teníamos que superar el convencimiento de que la otra parte tenía un orden del día escondido paraadquirir información que le sería provechosa para una futura negociación. Teníamos que hacer bien las pequeñas cosas, como compartirabiertamente planes e información. Teníamos que buscar puntos de encuentro donde ganaran ambas partes. Descubrimos que en cuanto hubimos dedicado el tiempo necesario a conocernos mutuamente, todo fuemejor de lo esperado».
Llegados a este punto, la relación había madurado bastante para que sepudiera emprender otra iniciativa importante. OfficeMax aprovechó lasavanzadas competencias de Avery en el campo del/eall lIIalllifaetllrillg paramejorar las operaciones de sus propios almacenes. Esto incluía una intensa focalización en la reducción de los plazos del ciclo, involucración delos empleados y actividades de mejora continuada (kaizell). Una vez que losproyectos estaban en marcha, las compañías implementaban a continuación un proceso de planificar-ejecutar-verificar-actuar (p/an-do-check-aet,POCA) que impulsara una mejora continuada en el tiempo. La fase correspondiente a planificar incluía el modo en que la cadena de suministroconjunta podía mejorar el rendimiento del negocio para ambas compañías. Esto se tradujo en un proceso, denominado objetivos-metas-estrategias-medidas (objecrives-goa/s-strategies-lIIeasllres, OGSM), que alineaba a
148 TRANSFORMANDO LA C.... DENA DE SUMINISTRO

los equipos de la cadena de suministro de ambas compañías en cuantoa prioridades, expectativas e iniciativas clave. Un ejercicio conjunto demapa de flujo de valor (va/ue-stream mapp;ug, VSM) del proceso globalde la cadena de suministro a través de ambas firmas identificaba luego lasoportunidades clave de mejora. (El mapa de flujo de valor es una técnicaque muestra visualmente el detalle de un proceso con el objetivo de detectar las actividades que no aportan valor añadido que deberían ser eliminadas.)
¿Obtuvo resultados económicos positivos este proceso? Las medicionesefectuadas nos muestran un panorama excelente. Las tasas de cumplimiento de producto en stock aumentaron desde menos del 95% hastacasi el 99%. Los plazos de entrega se redujeron cerca del 60%. La exactitud de las previsiones mejoró más de un 30% y la rotación de las existencias más de un 9%. Gracias a la mayor confianza entre ambas compañías,OfficeMax se sentía cómoda con unos menores niveles de existencias anivel general, y sobre todo con menores niveles en el pico de ventas crítico de la época previa a la vuelta a la escuela. En el pasado OfficeMaxrehuía este tipo de prácticas, temiendo que los competidores «tobaramexistencias de OfficeMax si se producían faltas de producto en sus tiendas. Lo más importante es que ambas empresas se concentraron muchomás en impulsar el crecimiento que no en apagar fuegos de fomla reactiva. Los dos aliados se dieron cuenta de que incluso con este historial deéxito, mantener el ímpetu constituiría una tarea dificil. Contemplabanla colaboración como un viaje, no como un punto de llegada. Sabían queel mantenimiento del ímpetu sería tan difícil como su inicial puesta enmarcha.
Slone y Steve Bums, vicepresidentes de la cadena de suministro de AveryDennison, dicen que algunas lecciones importantes llevaron al éxito. Estuvieron de acuerdo en seis requisitos esenciales que dieron como resultado esta exitosa colaboración:
1. Un sofisticado departamento/función de la cadena de suministro,tanto en OfficeMax como en Avery Dennison.
2. Inversión en personal adicional para que la colaboración funcione.3. Confianza y buena disposición a compartir los datos de forma
abierta4. Indicadores clave del rendimiento, elaborados y compartidos por
ambas compañías.
COLABORACiÓN EXTERNA 149

5. Una visión compartida de la mejora (lean mamifacturing, en estecaso) .
6. Un plan de mantenimiento del progteso conseguido.
Lowe's y uno de sus proveedores
La base de proveedores de Lowe está formada pOt muy diversas compañías, desde pequeñas empresas de ámbito regional a importantes corporaciones globales. La gestión de ese grupo de proveedores constituye unconstante reto, con multitud de problemas y crisis a superar casi diariamente. En 2003 uno de los proveedores más importantes de Lowe teníadificultades para entregar el producto puntualmente sin fallos ni defectos.Este proveedor se dirigió a Lowe's con una propuesta de colaboraciónque ayudara a mejorar el proceso. La organización de la cadena de suministro de Lowe's podia haber adoptado una actitud de enfrentamiento eincluso hostil, pero en cambio, lo que hizo fue aceptar la propuesta decolaboración del proveedor para mejorar el rendimiento.
Este proveedor vendía a Lowe por un valor superior a los 700 millonesde dólares al año y, por tanto, la relación era muy importante para Lowe'sy casi de vida o muerte para el proveedor. El proveedor entregaba directamente la mercancía a las tiendas de Lowe's desde su red de diez centrosde distribución regional. El producto circulaba desde las plantas de produccíón a los centros regionales y desde allí a las tiendas. Ambas empresasse daban cuenta de que este modelo de servicio daba lugar a una serie deproblemas en una serie de dimensiones. La disponibilidad y los desperfectos de producto no satisfacían las expectativas de los clientes, a pesarde que la empresa fabricante disponía de un modelo de servicio al cliente de alto coste y elevados niveles de existencias.
Si la colaboración está basada en el apoyo del director general se disponede una enorme ventaja de entrada y, en este caso, había dos directoresgenerales extremadamente competentes que se tenían confianza. RobertTillman, director general de Lowe's en aquella época, respaldaba sobretodo la colaboración en el área de la cadena de suministro. Bajo su auspicio, cada empresa creó un equipo y se concentró en la resolución deproblemas bilaterales.
No cabe la menor duda de que la empresa proveedora necesitaba colaborar con Lowe's para resolver todos los problemas de disponibilidad y des-
150 TRANSfORMANDO LA CADENA DE SUMINISTRO

perfectos y Lowe's puso sobre el tapete un incentivo extraordinario. Prometió que en cuanto se hubieran resuelto los problemas y el rendimientomejorara hasta niveles de primera categoría mundial, incrementaría suscompras un 30-40%. Con tanto en juego, ambas empresas invirtieron recursos importantes en el esfuerzo. En primer lugar, se crearon otros equipos más pequetios que utilizarían prácticas de la cadena de suministro ytécnicas seis sigma para mejorar la tasa de cumplimiento de pedidos.
Un nuevo proceso de previsiones en colaboración dio lugar a una mejora importante en los errores de previsión a nivel de referencia. El proceso consistía en teleconferencias semanales en ¡as que los equipos de ambascompañias comparaban las previsiones elaboradas de fonna independientepor cada una de ellas. Este proceso funcionaba al nivel de referencia. Debido a la multitud de detalles a tener en cuenta, el software de colaboración ayudaba inicialmente a comparar las previsiones y mostrar las excepciones que serían tratadas en las reuniones semanales. Ambas compañíaspronto se dieron cuenta de que el proceso de reunión y discusión semanal era la clave, y no el software. De hecho, el software de colaboración seabandonó posteriomlente cuando descubrieron que podían comparar lasprevisiones utilizando simplemente hojas de cálculo de Excel.
La integración de oferta y demanda es la base de cualquier mejora importante en disponibilidad de producto, y estas dos compañías no eran laexcepción que confirma la regla. Para ello ambas compañías reorganizaron su área de operaciones. La empresa proveedora llevó a cabo una importante reorganización de la cadena de suministro para integrar mejorlas operaciones y la oferta con la demanda en un proceso formal deS&OP. Lowe's hizo también su parte, con acciones tales como la ubicación conjunta de los planificadores del suministro y los planificadores dela denunda. La colaboración en las previsiones y la integración ofertademanda dio lugar a mejoras muy importantes en disponibilidad de producto.
Los equipos más pequeños atacaron también el problema de los daños.Utilizaron mapas de flujo de valor para la totalidad del proceso logístico eidentificaron las áreas donde había que efectuar cambios. Se hicieron mejoras en todas partes, desde los centros de distribución regíonales de laempresa proveedora hasta las propias tiendas. Uno de dichos equipos especializado formó al personal de las tiendas en el manejo apropiado delproducto. Otro se focalizó en las comunicaciones de entregas a las tiendas.
COLABORACiÓN EXTERNA 151

Al cabo de un año estas iniciativas habían producido los beneficios suficientes para que las compañías constituyeran una reserva conjunta de losahorros, alimentada por los ahorros conseguidos en existencias y en costes de servicio al cliente desde el punto de partida de 2003. Estos ahorrosse reinvertían en el negocio: la empresa detallista aumentaba su publicidad a escala nacional y la empresa proveedora financiaba incentivos parael personal de ventas de las tiendas. Además, la empresa proveedora financiaba la migración de mercancia a la red de almacenes de Lowe's,ayudándola a llenar los camiones y a aumentar la frecuencia de repartos alas tiendas. También confeccionó un programa de formación y entrenamiento en el que ofrecía sus conocimientos y experiencia en el manejode productos en los almacenes de Lowe's para evitar desperfectos.
Las direcciones de ambas compañías nos dijeron que el éxito de este esfuerzo de colaboración descansaba sobre cinco principios:
1. Apoyo de la alta dirección.2. Confianza construida deforma laboriosa a partir de cientos de ho
ras de colaboración.3. Una estrategia de la cadena de suministro bien definida y cohe
rente.4. Compartimiento pleno de información sobre una base semanal.5. Acuerdo de reinvertir los ahorros para una relación ganadora para
ambas partes.
Este ejemplo muestra de nuevo cómo el esforzado trabajo de colaboración tiene recompensa. Lowe's tuvo la previsión de comprometerse enesta relación de colaboración, evitando el estilo de enfrentamiento quecaracteriza a tantas relaciones proveedor-cliente. La colaboración no esfacil, tanto de arrancar como de mantener, hace falta el comprom.iso totalde ambas partes, pero es evidente que los resultados bien merecen el esfuerzo.
West Marine y la colaboración con los proveedores
En 2003 West Marine formalizó una adquisición que complicó una cadena de sumirustro ya compleja de por sío. El entonces director general JohnEdmondson se dio cuenta de que su compañía sufría a causa de una cadena de suministro que él calificaba de compleja, dificil, averiada y una ba-
152 TRANSfORMANDO LA CADENA DE SUMINISTRO

ITera para el éxito. Los porcentajes de producto en stock en las tiendasllegaron al punto más bajo de toda su historia. Los proveedores reaccionaban sobre la base de cada pedido de compra puntual, sin capacidad paraplanificar y optimizar sus operaciones.
Larry Smith, vicepresidente de planificación y reaprovisionamiento, y suequipo elaboraron una nueva estrategia. La pieza clave era una mayorcolaboración con los proveedores que permitiera escapar de esta modalidad reactiva. Decidieron probar la planificación, previsión y reaprovisionamiento colaborativos (colaborative plamJillg,jorecastir'g, alld replellishlllellt,CPFR). El proceso arranca con el intercambio de datos de previsionesrelevantes y realistas entre proveedor y cliente, un planteamiento un tanto antinatural para muchos que habían crecido en una época de relaciones distantes y enfrentamiento. A continuación se crearon los pedidos dereposición planificados.
West Marine solicitó a VICS que le ayudará en el desarrollo de un proceso estándar para ello. Posteriomlente, VICS actualizó el proceso, quese denomina ,Planificación, previsión y reaprovisionamiento colaborativos7».
West Marine mejoró sus previsiones y empezó a compartirlas, al principio con doce proveedores clave que fueron aumentando con el tiempohasta ciento cincuenta. Las tasas de cumplimiento de producto en stockmejoraron de forma espectacular, al igual que lo hizo la precisión de ¡asprevisiones, la rotación de las existencias y los costes. Incluso con estasevidentes mejoras, se mantenían aún algunos bolsillos de resistencia inicial en el interior de West Marine a medida que los gerentes de aprovisionamiento tenian que hacer la transición de una relación de enfrentamiento a otra de colaboración. El equipo de colaboración promocionabacontinuamente los beneficios, no solo a sus proveedores, sino también enel interior de la compañía, después de haber aprendido que el éxito depende tanto de una gestión del cambio permanente como del nuevoproceso y la tecnología.
Las lecciones que aquí se aprendieron fueron muy similares a las de losdos ejemplos anteriores. Además, el ejemplo de West Marine demuestrala necesidad de vender permanentemente el esfuerzo en el interior deambas organizaciones a todos los niveles.
COLABORACiÓN EXTERNA 153
La salsa secreta de la receta de una colaboracióneficaz
¿Cuáles son los ingredientes de la receta de una colaboración eficaz?¿Qué es lo que pennite a dos compa,üas avanzar a través de las diversasfases de colaboración que hemos descrito al comienzo del capítulo? Lasconlparuas de nuestros ejemplos arrancaron con el reconocinuento 1l1Utuo de la fuerza de la colaboración y un fuerte compromiso de hacerlafuncionar. Esta filosofia existía en ambos lados de la relación en las tressituaciones descritas. Estos ejemplos, y otros muchos que hemos recogido de nuestras interacciones con cientos de cOlllpailías, confirman que sisolo está comprometida a colaborar una de las partes, no se puede teneréxito. Por tanto, el primer ingrediente es lajinlle cOllviclÍóll por parle de 0111bos socios pOlellciales de la ji/erza de la colaboracióll.
Los ejemplos muestran el compromiso de ambas partes en invertir en laesforzada tarea que es necesaria para que la colaboración sea eficaz. Lasinnumerables horas dedicadas a las reuniones cara a cara e incluso la inversión en personal adicional mostraban claramente la entrega de ambaspartes a la relación. Dado el considerable compromiso de tiempo y recursos necesarios para que las colaboraciones sean eficaces, estas debenlimitarse evidentemente a un pequeño número de socios clave. Un altoejecutivo cree que la barrera más importante para el éxito reside en elpersonal asignado a la tarea. Tienen que ser los mejores profesionales ylos más brillantes, los de primera clase. Esto nos lleva al segundo ingrediente: el cOlllprollliso de illverlir lielllpo )' reCl/rsos illlporlall1es ell la relaciólI.
En todos los ejemplos anteriores, la inversión de tiempo y recursos diolugar a una mutua confianza y a una definición de los objetivos apropiados para ambas compamas, lo que llevó al compartimiento de información, tecnología y estrategias. Había confianza entre muchas personas deuna y otra parte de la relación. De lo contrario, la pérdida de un individuo clave podía socavar gravemente muchos años de trabajo. Un planfOnllalizado y unos procedimientos documentados fueron cruciales paramantener la relación a lo largo del tiempo. El tercer ingrediente es COIIjiOl/za, basada eII l/Il proceso dOCl/lllelltado para lIIallteller la relacióll.
Una vez se han aplicado los tres ingredientes, suceden cosas positivas. Lasempresas evolucionan a través de las tres fases de colaboración descritas al
154 TRANSFORMANDO l .... CADl:NA DE SUMINISTRO

comienzo de este capítulo. Cuando el proceso madura y llega al máximo nivel, las empresas se comprometen a compartir los ahorros de forn»equitativa, fonnalizando de ese modo la relación ganadora. Establecenobjetivos mutuos e indicadores clave del rendimiento, y cuantifican elrendimiento conjunto de su actividad como equipo. Nada engendra tanto compromiso cOlno las ganancias económicas.
Colaboración con socios internacionales
La receta para una colaboración eficaz funciona para los socios de ámbitonacional. Pero, ¿podemos decir lo mismo para los socios de ámbito global? Hay muchas más barreras en una relación de colaboración a escalamundial. Las dimensiones de la distancia, zonas horarias, idioma y culturaconspiran para que la colaboración sea muchísimo más dificil. Las diferencias de idioma y cultura son aún más duras que el problema de la distancia. El inglés es el idioma común del mundo de los negocios, peropocas personas hablan bien «el inglés global» (los expertos en inglés globalhablan lentamente y sin acento, acrónimos, ni modismos, y son neutralesa nivel cultural). Las cuestiones culturales son aún más problemáticas quela lengua.
Cuestiones culturales
La mayoría de las culturas dependen de las relaciones personales, pero enalgunas, como la de Estados Unidos, no son tan críticas. Los hombres ymujeres de negocios de Estados Unidos se sienten perfectamente cómodos abordando directamente el negocio sin conocer ningún detalle personal de sus homólogos. La gente de algunas culturas dice lo que piensa yla de otras no. En China es mucho más importante evitar los desacuerdosde lo que lo es en Estados Unidos. En algunas culturas domina el reloj, yen otras no. En algunas culturas se vive para trabajar, y en otras se trabajapara vivir. Y aunque las palabras se entiendan, pueden tener significadosdiferentes en distintas culturas. Un COI/trato, por ejemplo, tiene un fuertesignificado legal en Estados Unidos pero, en cambio, puede expresar tnasolo una tentativa inicial en otras sociedades.
COLABORACIÓN EXTERNA 155

Dando por sentado que todos los ejemplos descritos en este capítulo demuestran la importancia crucial de de la colaboración, ¿significa esto quelas empresas deberían reconsiderar algunas oportunidades de negocio aescala mundial? Las empresas deben tener en cuenta el riesgo que correncuando deciden seguir estrategias globales como el ollrsollrcillg. Abandonar la fuerza de la colaboración y la rápida y continua mejora consiguiente no es una alternativa aceptable. Las empresas deben descifrar el códigode la colaboración con sus socios a escala mundial, con intensa dedicación para que la colaboración sea eficaz a través de diversas culturas. Lostres pasos a seguir en la creación de un plan de colaboración externa aescala mundial que respalde una estrategia que lleve a la excelencia de lacadena de suministro son los siguientes:
1. Aceptar, no evitar, el reto de la colaboración a escala mundial.2. Aceptar que la dificultad y el tiempo necesario dedicado a la cola
boración será mucho mayor, como núnimo el doble de esfuerzo.Comprométase y planifique la tarea.
3. Intentar conocer y comprender el entorno global. Aprender yadquirir experiencia de otras culturas.
Conclusión
El proceso de la cadena de suministro se extiende hacia atrás hasta losproveedores de la empresa y hacia adelante hasta sus clientes. Por tanto,este cuarto paso -la colaboración externa- es un elemento fundamental de la creación de una estrategia que conduzca a la excelencia de la cadena de sullÚnistro. La colaboración no es facil, pero si una empresa sigue las lecciones de los ejemplos descritos en este capítulo, puedenproducirse progresos muy importantes que contribuyan decisivamente albeneficio económico de todas las partes implicadas. Por supuesto, todo elesfuerzo que conlleva el seguimiento de estos cuatro pasos es en balde sino hay un proceso sólido que consiga que se lleven a cabo nuevas cosasen el área de la cadena de sullÚnistro. Nos ocuparemos de este crucialquinto y último paso en el próximo capítulo.
156 TRANSFORMANDO LA CADENA DE SUMINISTRO
PLAN DE ACCiÓN
1. Convenirse en el «mejor cliente» para sus proveedores clave a travésdel compartinuento abierto de información y de la puesta en prácticade iniciativas de mejora conjuntas.
2. Aprender de los éxitos de otras empresas y aplicar las mejores prácticas de los ejemplos del capítulo mediante el compronUso de tiempo yrecursos, el compartimiento de infomlación de forma abierta, la elaboración mutua de mediciones de rendinUento conjunto y el companimiento de los beneficios en el marco una relación ganadora paratodas las panes implicadas.
3. Trabajar aún con más intensidad en relaciones de colaboración en elmás dificil entorno global.
COI.A"OIlACI6N EXTERNA 157

7Gestión del cambio en la cadena
de suministro
El último pero igualmente cmcial paso hacia una estrategia que lleve a laexcelencia de la cadena de suministro es la gestión del cambio. Todo lodemás es en balde si no hay una ejecución eficaz. En este capítulo se danconsejos prácticos sobre el modo de aumentar las posibilidades de éxitoen el camino que conduce a la excelencia de la cadena de suministro. Sepueden encontrar los fundamentos de la gestión de proyectos en muchosotros libros, pero esas obras suelen tener una orientación genérica. Nuestro foco de atención es la creación de un plan de ejecución para la cadenade sunlinistro.
¿Está demasiado ocupado el personal de la cadenade suministro?
La vida de los altos ejecutivos actuales de la cadena de suministro se parece a la de otros altos ejecutivos. Están constantemente conectados y gozan de pocos respiros para recargar las pilas. A menudo se encuentran enel centro de la tomlenra, esforzándose por equilibrar objetivos operacionales muy exigentes con la necesidad de satisfacer clientes, recortar costesy ayudar a incrementar los ingresos. Deben encontrar medios de operar
159

con eficacia hoy, y además mejorar con rapidez para poder ser comperitivos en el futuro. Mejorar significa que los proyectos se lleven a cabo deforma eficiente y efectiva. Los ejecutivos de la cadena de suministro actúan en el mismo torbellino de prioridades en competencia y de tiempolimitado que sus colegas, pero con el añadido de una responsabilidad horizontal mucho más amplia y un control menos directo que el que otrosejecutivos tienen.
Transformar la cadena de suministro para lograr la excelencia y contribuir a generar valorar para el accionista exige una atención deteluda a lagestión de proyecto y del cambio. Los profesionales de la cadena de sununistro suelen encontrarse mal pertrechados para llevar a cabo la tarea.Esto se debe en parte a la ausencia de una aplicación disciplinada de losprincipios de gestión de proyecto y del cambio, y en parte a que dichosprofesionales están sencillamente demasiado ocupados para tener tiempode hacer lo que deben. Muchos ejecutivos de la cadena de suministrocon los que hemos hablado teconocen que no tienen tiempo para .hacerlo» correctamente la primera vez y, por tanto, consumen su tiempo enun círculo vicioso tratando de solucionar problemas que podian haberseevitado. Además, en la dinámica del mundo de los negocios de hoy endia, la gente no ocupa el nusmo puesto durante mucho tiempo. El desorden y la rotación constantes levantan una barrera tremenda para conseguir que los planes se lleven a cabo. La ejecución eficaz de una estrategiaque lleve a la excelencia de la cadena de sununistro exige algo más queun competente ejecutivo de la cadena de sununistro, exige la implicación y el respaldo de todos los altos dirigentes de la empresa.
Problemas con los proyectos de la cadena desuministro
En las auditorias que realizamos, a menudo tenemos noticias de iniciativasde la cadena de suministro que perdieron ímpetu y murieron. Como cualquier profesional de gestión de proyecto sabe, los proyectos fracasan pormuchas razones, desde subestimar la importancia del proyecto a la ausencia de un buen liderazgo de proyecto, pasando por deficiencias técnicas.Sin embargo, según nuestra experiencia, los proyectos de la cadena de sununistro tienen problemas únicos que los hacen particulamlente difíciles.
160 TRANSFORMANDO LA CADENA DE SUMINISTRO

No solucionar la causa raíz del problema
Un directivo de línea de una compañía industrial nos habló de un problema crónico que sufrían en su sistema de pintura. Un dos por ciento delas unidades presentaban unas pequeñas manchas después del acabado final de pintura, lo que provocaba cada día un enorme coste de repeticióndel trabajo. El director de la planta de producción apenas podía contenersu frustración, mientras que su equipo ponía en práctica un proyecto trasotro en un vano intento de solucionar el problema y se gastaba literalmente millones de dólares en las posibles soluciones. Como más tardedescubrieron, estaban tratando simplemente los síntomas y no la causaraíz, y los defectos seguían sin amainar.
Un día, lleno de frustración, el director de la planta reunió a su personaly se los llevó a una marcha obligada, centímetro a centímetro, por todoel proceso. Se subíeron a los techos, escudriñaron el interior de los hornos y se arrastraron por debajo de las cintas transportadoras. Finalmente,descubrieron un pequeño defecto en una rejilla de ventilación del techoque permitía la entrada de aire sucio y corrompía el proceso de pintura. Solucionar la causa raíz de las pequeñas manchas negras en el acabadode pintura signíficaba reparar la rejilla de ventílacíón a un coste de cíentos de dólares, no de míllones de dólares. Esto es tan solo un ejemplo deuna pequeña parte de una cadena de suministro, pero si esta incidencia seaumenta muchos miles de veces, se podrá entender hasta qué punto puede ser difícil garantizar que una estrategia que lleva a la excelencía de lacadena de suministro resuelva problemas y no cree otros nuevos.
A pesar de la enorme complejidad, los ejecutívos deben desafiarse a asegurar que la estrategia y el plan de su puesta en práctica aborda la causaraíz de los problemas. En la mayoría de los casos, no hay nada mejor quereCOrrer paso a paso todo el proceso para observar de primera mano elflujo físico del producto. De hecho, el peligro está en los detalles. Espoco probable que cualquier proyecto tenga éxito si, por lo menos elejecutivo de la cadena de suministro de más nivel y otros miembros de laalta dírección, no abandonan por un momento los informes de alto nively observan dírectamente las líneas y procesos en funcionamiento. El plande gestión de proyecto tiene que incluir controles periódicos de supervisión in situ que aseguren que se desentrañan los problemas oscurecidos uocultos por los informes de tipo cuantitativo.
GESTIÓN DEL CAMBIO EN LA CADENA DE SUMINISTRO 161

No trace una línea roja al comienzo
Un gerente de proyecto de la cadena de suministro de una compamaamericana multinacional nos decía que le pidieron que se llevara consigosu equipo de las oficinas centrales de Chicago a cumplir una misión detrabajo de tres meses en Suecia en pleno invierno, que era aún lllás crudoy más oscuro que el de Chicago. El proyecto consistía en la implementación de un proceso y un sistema de planificación de la cadena de suministro en la planta de fabricación sueca. El proyecto estuvo a punto de hacerdescarrilar su carrera profesional debido a que no supo trazar una líneaque no se podía sobrepasar.
Cuando estaban totalmente inmersos en el proyecto, el director de laplanta sueca la llamó a su despacho y bruscamente le planteó una exigencia sorprendente y demoledora. A menos que el equipo de proyecto pudiera ofrecer «la competencía de regeneración cotidiana» (la capacidad derenovar por completo la base de datos cada noche), tendría que abortarel proyecto. Después de muchas discusiones e intentos de persuasión, eldirector de la planta sueca se mantuvo firme en su decisión de que debíaproducirse este cambio.
El gerente de proyecro abandonó aturdido el despacho del director dela planta y convocó a su equipo a toda prisa. Les preguntó cuánto costaría proporcíonar al director de la planta la opción que pedía. La estimación técnica efectuada por el equipo ascendía a cuatro mil horas.Luego les preguntó cuánto tiempo de inactividad había en el plan demedios de su grupo de veinte personas y le respondieron que apenasexistían cuatro míl horas de inactividad. Los miembros del equipocreían que podían reequilibrar los recursos humanos y conseguir que elproyecto se llevara a cabo puntualmente y sin sobrepasar el presupuestoasignado.
Así pues, decidió aceptar el cambio exigido, experimentando a la vez unasensacíón de gran incomodidad. Cuando pasó la tempestad se demostróque su intuición era acertada. El cambio se llevó a cabo en diez míl horasen lugar de las cuatro mil previstas y provocó que el proyecto se retrasaratres meses con respecto a la fecha programada y que su coste se elevara enun veinte por cíento por encima del presupuesto. ¿En qué se equivocó?¿Qué podía haber hecho de otra manera?
162 TRANSFORMANDO LA CADENA DE SUMINISTRO

Como ya hemos visto, la excelencia de la cadena de suministro exige laadopción de una perspectiva amplia de la cadena de suministro, desdela materia prima hasta los clientes. Por consiguiente, los proyectos sontan complejos que es facil dejarlos crecer demasiado y que se conviertanen incontrolables. La gestión del alcance es crucial en cualquier proyecto,pero la naturaleza de los proyectos de la cadena de suministro la hacenespecialmente importante. En el ejemplo anterior, el líder de proyecto sedio cuenta más tarde de que si hubiera establecido una nueva expectativa en su momento, podría haber producido una cierta decepción inicial en la oficina corporativa, pero nada comparable con el problema alque se enfrentó por haberse pasado tres meses de la fecha programada yhaber superado el presupuesto asignado en 450.000 dólares (esta cifra noincluye el coste personal para su equipo de pasar tres meses más fuera decasa).
Incapacidad de cuantificar los beneficio del cambio
Tal y como dijimos en el capítulo 4: «beneficios no cuantificados sonbeneficios que no tienen valor alguno». Como la mayoría de los costes ylas existencias de una empresa dependen del grado de eficiencia del funcionamiento de la cadena de suministro, los proyectos de mejora suelentener asociado un beneficio económico. Sin embargo, muchos profesionales de la cadena de suministro carecen de una orientación económicofinanciera y tienen problemas para cuantificar los beneficios. El terrenoque dominan es el de hacer cambios físicos y de proceso reales y dejar lascuantificaciones a los demás. Muchos proyectos de la cadena de suministro se han abortado porque los beneficios no se midieron, expresaron nicontrolaron con claridad.
En una ocasión nos tropezamos con un ejecutivo de la cadena de sum.inistro que tenía verdadero talento en esta área. Tenía un modelo costebeneficio en su cabeza y creía fervientemente que todo proyecto de lacadena de suministro tenía que ofrecer beneficios en tres áreas críticas:disponibilidad de producto en primer lugar, mejora del capital circulante(existencias) en segundo y reducción de costes en tercero, todos ellosfactores clave de generación de beneficio económico. Todo el personalde su organización sabía lo que tenía que hacer. Sí proponían un proyecto al jefe, más valía que le mostraran los beneficíos a conseguír en dispo-
GESTiÓN DEL CAMBIO EN lA CADENA DE SUMINISTRO 163

nibilidad de producto, capital circulante y coste, por ese orden. En casocontrario, el proyecto regresaba a la mesa de dibujo. Ellider de la cadenade suministro mantenía a sus superiores y a sus subordinados permanentemente centrados en el premio del beneficio económico, lo cual eracrucial para la ejecución y mantenimiento de complejos proyectos de lacadena de sumin;stro.
Falta de expertos de la cadena de suministro
Un gerente de proyecto que estaba implementando un nuevo sistema degestión de existencias estimaba que un experto de primer nivel en el áreade gestión de existencias tendría que dedicar el treinta por ciento de sutiempo a dicha iniciativa durante cuatro meses. Aunque documentó estanecesidad en el plan de proyecto, reconoció que no fue capaz de obtenerla total aceptación del experto en existencias y su supervisor. Decía: «Mevi obligado a asumir toda la responsabilidad en una fase crucial del proyecto. Cuando llegó el momento de la verdad, se encontraban totalmente absorbidos por sus prioridades cotidianas, y el proyecto no pudo seguiradelante sin la participación activa de este tipo».
Las personas clave que se han focalizado en el conocimiento y dominiode la cadena de suministro son muy pocas, tal y como comentábamos enel capítulo 3. Los proyectos de la cadena de suministro deben ser planificados alrededor de estos recursos humanos cruciales. Una carga excesivasobre los hombros de estos recursos escasos lleva a la frustración, a pasarpor alto una serie de detalles, a incumplir las fechas programadas y, a menudo, al fracaso general.
Peligros significativos
Como la cadena de suministro es la corriente sanguínea de la corporación, cualquier cambio puede conllevar un enorme riesgo. Como mencionábamos antes, las alteraciones de la cadena de suministro pueden tener un impacto devastador sobre el valor para el accionista. Los resultadosde un estudio mostraban un descenso medio del cuarenta por ciento de lacotización de la acción como consecuencia de trastornos en la cadena desuministro'. Un punto débil frecuente en muchas empresas es la inade-
164 TRANSfORMANDO LA CADENA DE SUMINISTRO

cuada o inexistente gestión del riesgo asociado a iniciativas de la cadenade suministro. Hay numerosos ejemplos de ello, pero son especialmenteevidentes en los proyectos de olltsollrcing a escala mundial.
Por ejemplo, una empresa de lavavajillas decidió contratar externamenteen China la producción de precintos. Los ahorros netos, teniendo encuenta todos los costes conocidos, eran de alrededor de 0,75 dólares launidad y totalizaban unos dos millones de dólares al año. Sin embargo,poco después de firmar el acuerdo, la empresa china cambió al proveedorde goma por otro distinto, lo que originó un problema catastrófico. Losprecintos fabricados con la nueva goma dejaban escapar agua en los paísesde clima seco, provocando una tasa de averías del diez por ciento. Cuando el problema se detectó, se habían fabricado más de dos millones delavavajillas con el precinto defectuoso. Cuando el precinto fallaba y elaparato dejaba escapar agua hasta el suelo, el coste de la reparación era de125 dólares por lavavajillas, lo cual incluía una cierta indemnización porlos dallos producidos por el agua en el suelo, para tratar de conservar labuena imagen de la empresa fabricante. El coste total para la compañíaascendió a siete millones de dólares. Esta única incidencia destruyó de unplumazo los ahorros generados por el olltsollrcing durante más de tres años.La compallía pensó que había tenido en consideración todos los factores,pero fracasó espectacularmente en la consideración de los peligros potenciales.
Evidentemente, es extremadamente importante que una estrategia queconduzca a la excelencia de la cadena de suministro identifique riesgos yque el plan de gestión del cambio mitigue adecuadamente dichos riesgos.Nos ha sorprendido descubrir que esto es extraordinariamente infrecuente en la mayoría de los cientos de empresas con las que hemos trabajado.Las compañias que analizan las decisiones de olltsollrcing pueden clasificarseen tres categorías diferentes:
• Categoría uno (35%): la compañía analiza solamente el coste unitario más los costes de transporte.
• Categoría dos (55%): la compañia incluye las existencias en laevaluación.
• Categoría tres (10"10): la compañía añade una evaluación de riesgo.
En otras palabras, el 90% de las empresas /lO consideran el riesgo cuandocontratan externamente la producción. Sin embargo, el olltsollrci/lg en elextranjero conlleva múltiples riesgos adicionales, tales como inestabilidad
GESTiÓN D[L CAMBIO EN LA CADENA DE SUMINISTRO 165

politica, trastornos portuarios, oscilaciones del tipo de cambio, oscilaciones de la demanda, etcétera. Las incidencias imprevistas ocurren con mayor frecuencia en las cadenas de suministro muy largas y globales, talcomo se muestra en los ejemplos siguientes:
• En julio de 2006, 4.700 automóviles Mazda quedaron atrapadosen un barco escorado a la altura de las Islas Aleutianas en Alaska2•
Como consecuencia el nivel de existencias se quedó en veintiúndías de venta frente al objetivo de sesenta y cinco, lo que creó ungrave problema de disponibilidad de producto. (Eso significó 103millones de dólares en automóviles perdidos.)
• En dos incidentes independientes ocurridos en 1992 y 2002, seperdieron 113.000 zapatillas deportivas Nike que, arrastradas porel mar, aún siguen apareciendo por las playas del noroeste del Pacífic03.
• Diez mil contenedores se desprenden de los barcos cada año.Aunque esta cifra representa tan solo el uno por ciento del volumen total de los contenedores, este uno por ciento puede suponer un gran perjuicio si se trata de su «eficiente» cadena de suministro4.
• En 2007 hubo 275 ataques piratas sobre barcos de carga, cifra queha seguido incrementándose en los años siguientes5.
A causa del enorme impacto a nivel corporativo, los planes de gestión delcambio deben incluir exhaustivos análisis de riesgo. Los planes debenincluir riesgos de la cadena de suministro, evaluaciones de probabilidad yde impacto, y planes de mitigación del riesgo. La ejecución de este proceso al comienzo de los proyectos de la cadena de suministro puede evitar después muchos clisgustos.
Ya en 1940, los ingenieros desarrollaron un método bien conocido paraidentificar y priorizar riesgos utilizando el análisis modal de fallos y susefectos (fai/u,e ",ode and effects ana/ys;s, FMEA). Los militares fueron losprimeros en utilizarlo. Prioriza los riesgos basándose en tres factores:
1. Gravedad de las consecuencias2. Probabilidad de que ocurra el problema o su frecuencia3. Probabilidad de detección precoz del problema
Varias empresas de nuestra base de datos han aplicado con éxito esta metodología a las cuestiones de la cadena de suministro con el objetivo de
166 TRANSfORMANDO lA CADENA DE SUMINISTRO

identificar los riesgos de alta prioridad que precisan un plan de mitigación. Sus ejecutivos nos comentan que este marco les sirve de guía paralas discusiones sobre riesgos en un entorno grupal; esta es su verdaderafuerza. Teniendo en cuenta que el análisis de riesgos tiene un elevadocomponente subjetivo, llegar al consenso de grupo es crucial.
Riesgos de la cadena de suministro en una empresa dealimentación
Una empresa de alimentación pensaba contratar con terceros sus operaciones de almacén. Utilizó una tabla como la 7.1 para guiar la discusióndel riesgo. En diversas sesiones de brainstorming, el equipo de la cadena desununistro identificó trece riesgos. Mediante el método expuesto en latabla, el grupo priorizó riesgos y finalmente decidió poner en práctica unplan de mitigación para los cinco riesgos de más alta prioridad. (En la tabla se exponen solamente dos de los riesgos.)
Riesgo 1: Seguridadde producto
Riesgo 2: Frescuradel producto
Gravedad (1-10)
Probabilidad de la incidencia (1-10)Alta probabilidad = 10Baja probabilidad = 1
Probabilidad de detección precoz (1-10)Atta probabilidad = 1Baja probabilidad = 10
Indica de prioridad (multiplicar los valoresobtenidos en los tres puntos anteriores)
Acción recomendada
Responsabilidad
9 6
2 4
6 2
9x2x6=108 6x4x2=48
Mejorar el proceso de Auditar las existenciastest y garantizar la rotación
del stock
Ingeniería de seguridad Una tercera partesupervisada porpersonal de lacompañía
Tabla 7.1. Análisis de riesgo de una empresa de alimentación
GESTiÓN DEL CAMBIO EN LA CADENA DE SUMINISTRO 167

Riesgos en una empresa de bienes de consumo duraderos
Una empresa de bienes de consumo duraderos se enfrentó al problemade detemunar el riesgo asociado a la contratación de un componente deproducción clave a una empresa vietnamita. Para ello empleó una versión modificada del método anterior, centrándose en dos factores. Calculó la probabilidad de que ocurriera cada riesgo multiplicado por el costede la incidencia. Aunque los datos se han cambiado radicalmente en latabla 7.2, el análisis realizado en grupo se parece mucho al mostrado enla tabla.
La empresa utilizó el análisis de dos fonnas:
1. Se aseguró de que el rendinliento de la inve~ión (return on ¡"vestment, ROl) del proyecto incluyera el «coste de riesgo», que eneste caso era de 22,12 dólares por unidad. Los ahorros del outsourcillg sin riesgo ofrecian un valor neto de 55 dólares la unidad,lo cual proporcionaba una cierta garantía de que el proyecto seguía siendo viable después de considerar el riesgo de la cadena desuministro. (Se reconocía la naturaleza subjetiva de este análisis,pero se creía que esto era mejor que no realizar ningún análisis deriesgo.)
Riesgo (a). Pérdida lb). Probabilidad Pérdida neta porpotencial estimada. subjetiva de la unidad de producto:Coste por unidad incidencia la) x (b)
Fallos de calidad 25 dólares 0,1 2,50 dólares
Fallos de seguridad 100 dólares 0,01 1,00 dólares
Picos de demanda 30 dólares 0,25 7,50 dólaresinesperados
Variaciones de los tipos de 20 dólares 0,25 5,00 dólarescambio de moneda
Problemas de propiedad 10 dólares 0,25 2.50 dólaresintelectual
Interrupciones de 30 dólares 0,1 3,00 dólaressuministro por fuerza mayor
Problemas portuarios 25 dólares 0,25 0,62
Total 22,12 dólares
Tabla 7.2. Análisis de riesgo del outsourcing de una empresa de bienes de consumoduraderos
168 TRANSFORMANDO LA CADENA DE SUMINISTItO

2. Puso en práctica diversos proyectos diseñados para reducir la probabilidad de que ocurriera cada uno de los cinco riesgos de másalta prioridad.
Estas dos firmas son las excepciones que confinnan la regla de nuestrabase de datos de compañías. La inmensa mayoría de las empresas no tienen un proceso formal que aborde el tema del riesgo de la cadena de suministro.
La parte más difícil de la gestión del cambio
Tal como decíamos en el capítulo 4, los problemas de personal son másdificiles que los problemas tecnológicos. Los profesionales de la cadenade suministro suelen subestimar los problemas de personal. Cuando sepregunta a los expertos de la cadena de suministro qué es lo que hacefalta para implementar los proyectos con éxito, a menudo respondenque simplemente se precisa un análisis excelente y un buen plan de proyecto. Muchas personas de orientación técnica no abordan de fonnanatural las cuestiones más indetenninadas de planificación de la comunicación y del logro de la aceptación por parte de la organización. Sinembargo, los fallos en dichas áreas suelen ser la causa raíz de muchosproyectos fracasados.
Una empresa estaba instalando un sistema de gestión de almacén peropronto se metió en un callejón sin salida que provocó la detención delproyecto durante varios meses. El gerente de proyecto nos decía que sumayor ertor fue ocuparse de las tareas de tipo técnico, pensando que lostemas de personal podían abordarse más adelante. No se dio cuenta deque la oposición aumentaba a medida que su equipo trabajaba en un vacío. Sin comunicación de ningún tipo, los responsables que operaban elalmacén se sentían totalmente fuera de órbita. Su ansiedad crecía a unritmo exponencial. No se trataba de que los cambios fueran negativos, alcabo de un año de su implementación el personal de almacén reconocíaque le gustaban. No obstante, el temor a lo desconocido es una fuerzapoderosa, y esa emoción crecía y se propagaba a medida que el proyectoavanzaba con muy poca comunicación. Cuando estaba a punto de ponerse en práctica, la reacción en contra se hizo tan fuerte que fue imposible seguir adelante. El personal responsable de la gestión de almacén hizo
GESTiÓN DEl CAMBIO EN LA CADENA DE SUMINISTRO 169

piña y rehusó aceptar el nuevo sistema. El líder del proyecto se dio cuenta demasiado tarde de que la «compra' del proceso por parte del personaldebe comenzar al principio de un proyecto y no al final. Esta leccióndestaca la importancia del mundo que hay entre departamentos y entrecompañías de muchas iniciativas de la cadena de suministro.
Comunicarse con las personas adecuadas
Tal como muestra el ejemplo anterior, los planes de la cadena de sumirustro suelen focalizarse en las principales dificultades de hacer los cambios físicos y de proceso y no dedican tiempo suficiente a la comunicación. Pero incluso cuando tiene lugar la comunicación, a menudo no secomprende.
Un gerente de proyecto que lideraba un importante proyecto de la cadena de suministro de una empresa de la lista de FOrll/lJe 100 pensó que había diseñado el plan de comunicación perfecto. Hizo una presentaciónde la iniciativa muy bien hecha de treinta minutos de duración a todoslos afectados por la misma. A dicha presentación le siguió una revisión deuna hora para profundizar en el cambio que se iba a producir. Un mesdespués del inicio del proyecto, envió un boletín de noticias en el que semostraba claramente los progresos realizados y los beneficios a conseguir.Por último, cuando el proyecto se acercaba a su finalización, escribió unartículo de seiscientas palabras en el boletín de noticias de la compañía. Elgerente de proyecto hizo muchas cosas bien, pero pasó por alto un puntoimportante: no identificó a los individuos clave de cada área funcionalcrítica para el éxito de su iniciativa y no diseñó un plan de comunicaciónespecífico para dichos individuos.
Una de las compañías que auditamos estimaba que cada trimestre comunica a sus empleados más de dos núllones de palabras referentes a nuevasiniciativas. Si eso es cierto, el plan de comunicación del ejemplo anteriorsupone tan solo la mitad del uno por ciento de esa masa de infonnaciónque bombardea a los empleados cada trimestre. A menos que el procesode comunicación se dirija con precisión a las personas clave, se convierteen el ruido normal de las comunicaciones de las grandes empresas.
En todas las compañías hay personas que pueden marcar la diferencia entre el éxito y el fracaso de un proyecto, esto es sobre todo cierto en el
170 TRANSFORMANDO LA CADENA DE SUMINISTRO

caso de complejos proyectos interdepartamentales de la cadena de suministro. Estas pe~onas pueden ser altos ejecutivos o expertos muy importantes en la materia que están integrados en la organización. Para gestionar el cambio de forma efectiva, la compañía debe identificar a estaspe~onas clave y presentarles un plan de comunicación personalizado, conun mensaje que dependerá de cada audiencia. En el otro extremo delestereotipo, a la gente de operaciones le encanta que le hablen de proyectos de reducción de costes, y los gerentes de ventas se entusiasmancon los planes de aumento de ingresos. Aunque nunca es así de simple,en el caso de proyectos interdepartamentales de la cadena de suministro,el mensaje debe ajusta~e a la audiencia, tal y como mostramos en losejemplos siguientes.
Un ejecutivo de la cadena de suministro nos contó la historia de Joe, unbrillante gerente de planificación de ventas que reportaba al responsabledel departamento de ventas. El ejecutivo sospechaba que Joe utilizabamedios creativos para perturbar las iniciativas de cambio de la cadena desuministro a menos que él estuviera involucrado en su planificación.Quedaba claro que Joe tenía que estar presente en los planes iníciales detodas las nuevas iniciativas de la cadena de suministro que afectaran alárea de ventas. Con ello, no solo se elim.inaba el problema, sino que Joe,con su influencia en el departamento de ventas, era una gran ayuda parala nueva actividad de cambio.
Un perspicaz líder de la cadena de suministro describió cómo consiguióel apoyo pleno de las áreas de marketing y ventas para su proyecto, queconsistía en un proceso automatizado de limpieza de existencias de pocomovimiento. En primer lugar identificaba a todos los individuos de ventas y de marketing que eran esenciales para el proyecto y elaboraba unpaquete de comunicaciones ajustado a su perfil. Luego se reunia con cadape~ona, una por una, y le solicitaba su aportación. Después de decidircómo incorporar las sugerencias, volvía a reunirse con cada pe~ona y ledescribía sus decisiones. A medida que el proyecto avanzaba les informaba con frecuencia de la situación del mismo. Aunque todo este esfuerzoexigió muchísimo tiempo, al final todos los interesados clave de las áreasde marketing y ventas vivían el proyecto como propio. Este lider consiguió que la iniciativa de reducir las existencias obsoletas fuera un proyecto de marketing y ventas, y no un proyecto de la cadena de sum.inistto.
GESTiÓN DEL CAMBIO EN LA CADENA DE SUMINISTRO 171
Plan de mantenimiento del cambio
La mayoría de los ejecutivos de empresa se acuerdan de iniciativas -enparticular proyectos de la cadena de suministro-- que fueron muy importantes en una época pero luego se fueron apagando y ahora moran enel basurero de 'programas del mes». Un ejecutivo de la cadena de suministro compartió con nosotros su frustración sobre un proyecto de previsión colaborativa con el principal cliente de la empresa. Al principio elproyecto tuvo un gran éxito, pero fue languideciendo a medida que laspersonas clave de ambas compañías pasaron a ocupar otros puestos detrabajo. Como decía un ejecutivo: "Por aquí nada es tan frío como elproyecto caliente de ayen•.
La mayoría de los gerentes de proyecto de muchas compañías a los queentrevistamos reconocían que no tenían un plan de lIIalllell;lIIielllo delcambio una vez se ha finalizado la implementación inicial (rara vez sonevaluados los gerentes de proyecto por el mantenimiento del cambio, asípues, ¿por qué deberían tener un plan?). Son abundantes las historias deproyectos tecnológicos que al principio tuvieron éxito, pero que luegomurieron cuando un individuo clave se marchó de la organización obien se pusieron en marcha otros proyectos. El mantenimiento del cambio suele ser más dificil que la implementación, sobre todo en el caso deproyectos entre departamentos y entre comparuas que son necesariospara llegar a la excelencia de la cadena de suministro. Los altos ejecutivosdeberían exigir y apoyar con tiempo y dinero un plan de mantenimientodel cambio después de la implementación inicial. Este tipo de planes suelen incluir una provisión para el reciclaje de todos los usuarios, inclusolos pertenecientes a otros departamentos, y una documentación detalladade las responsabilidades interdepartamentales en el nuevo proceso.
A causa de la aglomeración de exigencias cotidianas, los profesionales dela cadena de suministro suelen pasar al proyecto siguiente antes de asegurarse de que se mantendrá el cambio de proceso llevado a cabo. Porejemplo, el director general de una compañía de bienes de consumo duraderos de la lista Fort/llle 500 decidió que era crucial mejorar la exactitudde las previsiones. Nos contaba que llegó a esta conclusión cuando alguienle envió por casualidad un informe que mostraba un sesenta por cientode error en las previsiones a nivel de referencia. Al principio dijo que estaba muy molesto por el hecho de no haber recibido antes este informe,
172 TRANSFORMANDO LA CADl'.NA DE SUMINISTRO

pero después se dio cuenta de que esta situación era el origen de muchasineficiencias operacionales de la compañía. Delegó el problema en unjoven vicepresidente de la cadena de suministro que estaba ascendiendorápidamente dentro de la empresa. Cuando se le asignó el comerido, elvicepresidente se dio cuenta de que necesitaba ayuda. Investigó un poco yse hizo con los servicios del mejor consultor que pudo encontrar.
El consultor llevó a cabo una auditoría y descubrió muchas deficienciasen los procesos y sistemas utilizados. Diseñó un proceso de primera claseal que incorporó el software más moderno. También convenció al vicepresidente para que iniciase un proceso de previsión colaborativa con losclientes más importantes de la compañía. El plan era excelente y funcionó maravillosamente. El error de previsión descendió rápidamente enuna cuarta parte, desde el 60% al 45% a nivel de referencia. Por supuesto,aún quedaba margen de mejora, pero el director general nos dijo queestaba contentísimo con la marcha del proceso. Dijo que solicitó mejorasadicionales para el año siguiente. Sin embargo, el joven vicepresidentepasó a ocuparse de otros problemas, dando por sentado que este ya estababien encarrilado, y pronto fue absorbido por estos otros asuntos. A mediados de año, el vicepresidente tuvo que reconocer avergonzado ante eldirector general que algo marchaba muy mal. Todas las mejoras de precisión en las previsiones habían dado marcha atrás. Desde luego, tomaronmedidas inmediatas para enderezar la situación, pero cuando el procesose estabilizó era ya demasiado tarde. Aunque se logró restablecer una tendencia de mejora, los resultados medios del a¡'io llegaron a un error del59%, casi el nivel del punto de partida.
¿Qué es lo que falló en este caso? El plan de mejora era técnicamenteperfecto y había generado unos resultados iniciales prometedores. Sinembargo, el programa pasó por alto un elemento clave. No existía unplan de IIlalltenillliemo del cambio. A partir del momento en que no secontroló su comportamiento, los operadores volvieron poco a poco a susviejas costumbres. Este proceso se aceleró cuando se incorporaron alequipo nuevas personas, que lo contemplaban como el programa delconsultor y no como el suyo. No entendían por qué se les obligaba a hacer deternunadas cosas y pronto volvieron al terreno que dominaban.
Si mantener el cambio de la cadena de sumilustro es más dificil que implementarlo la primera vez, ¿por qué los planes de proyecto para llegar ala excelencia de la cadena de suministro casi nunca incluyen un plan de
GESTiÓN DEl CAMBIO EN LA CADENA DE SUMINISTRO 173

mantenimiento del cambio? Un plan de este tipo debería constar de programas de formación, prestando especial atención a todas las funciones!departamentos implicados en los que haya rotación de empleados. Debería incluir también una audítoría períódica del proceso. Y por último, sedeberían fijar muy claramente unas determinadas mediciones para que elproblema fuera vísible tan pronto como las cosas empezaran a torcerse.
Los altos ejecutivos de la cadena de suminístro suelen tener responsabilidades de ámbíto global, tal como comentamos en detalle en el capítuJo 3.Evidentemente, la gestión del cambio de la cadena de suministro en unentorno global adopta una nueva dimensión de complejidad. Las diferencias culturaJes deben ser incluidas con todo detalle en el plan de gestión del cambio. Una cosa es cierta: la gestión del cambio tardará mástiempo en un entorno global transculturaJ.
Conclusión
La generación de beneficio económico y valor para el accionista a travésde la excelencia de la cadena de suministro significa focal izarse en los pasos que hemos descrito en este y anteriores capítulos. Basarse en estospasos quiere decir poner en práctica proyectos y completarlos de formaeficaz. Por supuesto, los proyectos eficaces que conducen a la excelenciade la cadena de suministro deben seguir las bien conocidas normas de lagestión de proyectos y del cambio. Sin embargo, en el caso de los proyectos de la cadena de suministro es especiaJmente importante asegurarsede que se están abordando las causas raíz de los problemas, se está conteniendo apropiadamente el tamaño del proyecto y se están previendo conrigor los posibles peligros. El plan para la excelencia de la cadena de suministro debe reconocer el amplio alcance que tiene la cadena de suministro del siglo veintiuno y abarcar los problemas organizacionales y funcionales que pueden marcar la diferencia entre el éxito y el fracaso de losesfuerzos de cambio. En el próximo capítulo reuniremos todos estos pasos en dos estudios de caso que ilustran una estrategia en acción que llevaa la excelencia de la cadena de suministro. Estas compat'iías no solo confeccionaron una estrategia, sino que talnbién la llevaron a cabo con singular maestría.
174 TRANSFORMANOO LA CADENA DE SUMINISTRO

PLAN DE ACCiÓN
1. Abordar la causa raíz de los problemas de la cadena de suministro.
2. Trazar una linea roja y gestionar estrechamente el alcance del proyecto.
3. Expresar clara y continuamente los objetivos y beneficios.
4. Elaborar y gestionar un plan para mitigar los riesgos de la cadena desuministro.
5. Dedicar tiempo a comunicar de la forma apropiada.
6. Abarcar la complejidad de la gestión del cambio en el entorno global.
GESTiÓN DEL CAM810 EN LA C.... DEN ... DE SUMINISTRO 175


8Estudios de caso de la elaboracióny ejecución de una estrategia de la
cadena de suministro
Tal como se ha expuesto a lo largo de este libro, el valor del accionistadepende a largo plazo de la creación de beneficio económico, y la excelencia de la cadena de suministro es una potente herramienta para aumentar el beneficio económico, aunque a veces se pasa por alto. La excelencia de la cadena de suministro exige la creación y ejecución de unaestrategia basada en los cinco pasos descritos en los capítulos precedentes.En este capitulo se ofrecen los pomlenorizados estudios de caso de doscompañías con las que hemos trabajado: un comercio de venta al público, Stage Stores, y una empresa industrial, Whirlpool. Ambas elaborarony luego pusieron en práctica una estrategia de la cadena de suministroque llevaba a la excelencia, al beneficio económico y al valor para el accionista. En los dos casos fuimos algo más que espectadores de primerafila de las numerosas dificultades que tuvieron que superar. Fuimos partedel equipo que se enfrentó a ellas. Paul Dittman y Reuben Slone eranempleados de Whirlpool en aquella época y participaron en la elaboración y ejecución de la estrategia. StageStores incorporó a Tom Mentzeral consejo de administración para que ofreciera sus conocimientos y suexperiencia en un momento crítico (en la actualidad sigue fomundo parte del consejo).
ESTUDIOS DE CASO DE LA ELABORACiÓN Y EJECUCiÓN DE UNA ESTRATECIA DE LA CADENA... 177

Estudio de caso: Whirlpool
En 2000 Whirlpool North America puso en marcha un nuevo sistema deplanificación de recursos empresariales (ERP) a gran escala, pero esta innovación tecnológica no consiguió en absoluto el resultado previsto1 Enaquella época, Whirlpool enviaba unos setenta mil electrodomésticosdiarios a sus clientes de Norteamérica. El día después de la inauguracióndel nuevo sistema solo pudo enviar unas dos mil unidades. A pesar de lasmuchas horas de formación y entrenamiento, cuando llegó el momentode la verdad, el personal de línea tenía problemas para utilizar el nuevosistema y no sabía a ciencia cierta dónde podía conseguir la informacióntransaccional necesaria para poder generar los envíos. De hecho, se sentían como si volaran a ciegas. Como decía uno de los implicados: «Eracomo si fuéramos por la autopista a ciento sesenta kilómetros por hora ytratáramos de conducir utilizando el espejo retroviso(».
Este fue un desastre sin precedentes en una compañía de larga y gloriosahistoria. A continuación vino un aluvión de mala prensa. La alta dirección se reunía cada día a las seis de la mañana y a las seis de la tarde porteleconferencia para discutir la evolucíón de los acontecimientos y cómosalir de esta situación. Finalmente, a través de la fuerza bruta, de una cultura inasequible al desaliento, de nuevos medios y de numerosas soluciones provisionales, los envíos recuperaron los niveles anteriores. Sin embargo, la recuperación vino acompañada de un importante aumento decostes, por no hablar de las muchas personas agotadas por la lucha porsalir adelante cada día. El sistema ERP sobrevivió, y aunque la situaciónmejoró, la experiencia de ser un disparate de ERP había dejado cicatrices. Aproximadamente por la misma época, el principal competidor deWhirlpool, General Electric, decidió invertir y mejorar de forma significativa el funcionamiento de su cadena de suministro. La combinación deestos dos acontecimientos tuvo un efecto demoledor sobre la capacidadcompetitiva de Whirlpool. Los costes y las existencias se incrementaron,y la disponibilidad de producto bajó en picado a la zona del 80% frente amás del 90% para sus principales competidores.
Jet Fettig, por aquel entonces director general de operaciones de Whirlpool (actualmente es presidente y director general), estaba cansado derecibir noticias sobre las deficiencias en el servicio y los altos costes logísticos. Las ventas acababan de llegar a niveles de record gracias al lan-
178 TRANSFORMhNDO LA CAOENA DE SUMINISTRO

zamiento de algunos productos innovadores y a un casual y ligero aumento de la construcción de nuevas viviendas. Mientras el resto de lacompañía daba el do de pecho, solamente una cosa refrenaba la marcha de Whirlpool: una cadena de suministro en apuros. Fettig contrató aSlone, procedente de General Motors, y le otorgó la responsabilidadtotal de la cadena de sununisrro. Slone incorporó luego a Dittman, quevenía de trabajar en una misión de la cadena de sununistro a nivel globalen Whirlpool.
El primer día de nuestro nuevo cometido decidimos charlar con el director de ventas. Nos dijo: «En esencia, vuestra cadena de suministro entorpece las ventas», además de otros comentarios impublicables. Estabanfrustrados con razón, ya que habían estado peleando en esta guerra durante mucho tiempo. Desde el mismo comienzo nos encontramos a ladefensiva. Sabíamos que la compañía estaba inmovilizando un capital excesivo en existencias de productos tenrunados y, por otra parte, no ofrecía la disponibilidad de producto que los clientes necesitaban. En aquellos momentos, la disponibilidad de producto rondaba el 87%, cuando enrealidad debería haber sido por lo menos del 95% según los benchmark¡rlgssectoriales. Los costes eran excesivos como consecuencia de la serie desoluciones provisionales adoptadas de forma apresurada con el objetivode resolver los problemas de implementación del sistema ERP. Algunos de nuestros colegas hacían bromas pesadas por el hecho de que en lasencuestas sobre el funcionamiento de los envíos de los cuatro mayoresL1bricantes de electrodomésticos, Whirlpool ocupaba el q,,¡rlto lugar. Seestaba destruyendo beneficío econónuco en todos los frentes.
Elaboración de la estrategia
Sabíamos que nos hacía falta una estrategia y que la necesitábamos pronto. Pero también sabíamos que se debía hacer bien. A nivel directivo teníamos una sola idea en mente muy simple: llevar el producto apropiadoal lugar apropiado en el momento apropiado. Sin embargo, el tema secomplicó muy rápidamente cuando nos enfrentamos a la magnitud delproblema. Whirlpool fabricaba una linea diversificada de lavadoras, secadoras, neveras, lavavajillas y hornos microondas en una serie de plantasde producción diseminadas en trece países. Comercializaba estos electrodomésticos a través de grandes y pequeños detallistas y a compañías y
ESTUDIOS DE CASO DE LA ELABORACiÓN V EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA.. 179

promotores inmobiliarios que construían viviendas. La red logística de laépoca constaba de ocho centros de distribución de las fabricas, díez centros de distribución regíonales, sesenta centros de distribución locales ycasi veinte mil clientes detallistas y del sector de la construcción. Comoremate, había varios miles de referencias.
Decidimos formular un plan de batalla que incluyera los cinco pasos quellevan a la excelencia de la cadena de suministro, siguiendo el procesodescrito en el capítulo 2. Sabíamos que necesitábamos a las personas adecuadas con las competencias adecuadas; que necesitaríamos nueva tecnología que complementase la tecnología ERP existente; que nos tendríamos que alinear estrechamente con ventas, matketing y producción; quetendríamos que empezar a colaborar con nuestros clientes, y por último,que necesitaríamos un plan de ejecución sólido. Antes de que pudiéramos empezar a imagínar estas cosas, el equipo tenía que mirar hacia elfuturo en primer lugar y determinar lo que significaría ser de primeraclase a nivel mundial en cuanto a rendimiento de la cadena de suministro.
Esa pregunta solo podía contestarse prestando atención en primer lugar alas necesidades de los clientes. El enfoque que utilizamos en la elaboración de la estrategía de la cadena de suministro fue empezar con el últimoeslabón -el consumidor- y seguir hacia atrás. Arrancar con el clientepodría parecer obvio para algunos, pero la tendencia prácticamente universal de las organizaciones industriales es pensar en la cadena de suministro como algo que tiene su origen en la base de proveedores y siguehacia delante. El personal de la cadena de suministro encuentra allí de forma natural el terreno que domina, ya que esta parte de la cadena conforma la base de su experiencia y control. Sin embargo, el efecto inoportuno es que las iniciativas de la cadena de suministro se quedan a menudosin energía antes de llegar al punto final del cliente, su auténtico objetivo.Si hacen o no la vida más facil a los clientes es una consideración posterior.
Nuestro equipo descubrió que si comenzábamos con el cliente, el clienteno podía ser una consideración a posteriori. Aquí tuvimos suerte. Whirlpool acababa de realizar un nuevo estudio que se centraba en las necesidades del consumidor. En el informe descubrimos, como era de esperar,que la gente valora como importante la capacidad de hacerle llegar elproducto con rapidez, pero esto no es tan importante como la capacidad
180 TRANSfORMANDO LA CADENA DE SUMINISTRO

de hacérselo llegar cuando se le dijo que llegaría. Acuñamos un nuevoeslogan: «Damos una fecha y la cumplimos».
Identificar las prioridades de los clientes detallistas
A continuación nos movimos corriente arriba por la cadena de suministro. Whirlpool se enfrenta a una encarnizada competencia en todo elmundo. Además, tiene unos inteligentes socios detallistas que tratan conmuchos otros proveedores. Como estos detallistas compran también productos electrónicos, prendas de vestir, etcétera, Whirlpool es puesto aprueba continuamente a través de benclrmarkings con otros sectores máságiles. Las tecnologías siguen evolucionando, la fuerza del canal siguecambiando y el listón sigue subiendo sin descanso.
Teníamos que conocer y entender mejor los deseos de nuestros sociosdetallistas. Por tanto, llevamos a cabo una serie de entrevistas para definirlas necesidades de cada segmento. Analizamos tanto los pequeños comercios como los tres grandes. Sears, Lowe's y Best Buy. Les preguntamosacerca de sus necesidades generales de disponibilidad de producto, suspreferencias de comunicación y cómo les gustaría que fuera la colaboración. Les preguntamos sobre gestión de existencias y cómo querrían queWhirlpool les ayudara en este campo. En total, descubrimos veintisietedimensiones diferentes que los comercios de venta al público utilizabanpara calcular nuestra competencia en la cadena de suministro.
Benchmarking con la competencia
Por supuesto, sabíamos que las expectativas y percepciones de los clientesestán moldeadas en gran parte por lo que otros participantes del sector están haciendo. Por tanto, Whirlpool hizo un benchmarking con suscompetidores, principalmente GE, que en aquellos momentos era el principal rival. Obtuvimos información e inteligencia competitiva de otrossectores para asegurarnos de que disponíamos de una evaluación amplia yobjetiva de las competencias de la cadena de suministro. Luego establecimos lo que podría considerarse un rendimiento de primera clase a escalamundial para cada una de las veintisiete competencias y cuánto costaríallegar a este nivel óptimo. Resultó que para dominar en cada frente, ten-
ESTUDIOS DE CASO DE LA ELABORACIÓN Y EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA... 181

dríamos que invertir 115 millones de dólares, lo cual no era viable en elambiente en que nos encontrábamos. Había llegado el momento de quenuestro equipo estudiara seriamente el tema de las prioridades.
Determinamos rápidamente las áreas en las que una inversión relativamente pequeña produciría nuestra supremacía, debida en general a laexistencia de un punto fuerte, como nuestro servicio de entregas líder delsector. Simplemente decidimos ceder a nuestros socios detallistas unas pocas áreas que no eran tan importantes (un par de competencias de e-busi"ess). Por último, seleccionamos un plan de sesenta millones de dólaresque igualaría o superaría a la competencia en todas las áreas importantes.
Elaboración de la estrategia
A partir de aquí empezamos la dura tarea de confección de la estrategia.Para ello nos servimos de los cinco pasos, pero no pudimos permitirnosel lujo de abordarlos por orden. La situación de la empresa exigia lanzamientos en paralelo tanto como fuera posible. Inmediatamente nos focalizamos en la formación y profundización del perso"a/ de la/eHlo disponibley en asignar al personal a los puestos de trabajo apropiados, lo cual fuemuy positivo, dado el período de tiempo necesario para encontrar al personal adecuado. A continuación identificamos las tem%gias que necesitaríamos, desde sistemas de almacén a sistemas de gestión de existencias y asoluciones de e-busi"ess. Luego, a partir de las necesidades de los detallistas, elaboramos un plan de co/aboració" con ellos. Al mismo tiempo sabíamos que teníamos que construir todo esto sobre una base de a/i"eamie,,!ofimciorlOl. Un paso esencial en el camino de la gestió" del cambio era la venta de la revolución en el interior de la compañía.
Colaboración interna: venta de la revolución
Siempre es una decisión difícil cuándo involucrar a las funciones internas, como ventas, marketing y producción, en la planificación de unaactividad importante de mejora. Su tiempo es escaso y sus ejecutivos nosuelen querer verse enredados en los detalles. Nuestro equipo sabía quedebía organizarse y disponer de un plan sólido al que pudieran responderlos clientes internos. Mantuvimos un cuidadoso equilibrio entre la bús-
182 TRANsr-ORMANDO LA CADENA DE SUMINISTRO

queda de su orientación y la venta de nuestra visión. Por ejemplo, sabíamos que a la larga tendríamos que priorizar productos y clientes, aunqueinicialmente el departamento de ventas quería una gran disponibilidadpara todos los productos sin excepción.
A nuestro equipo de estrategia le gustaba pensar que teníamos delegada laautoridad del director general para solucionar el problema de la cadena desuministro. Pero no era el tipo de autoridad concedida en fonna de uncheque en blanco. Al igual que la mayoría de las compañías bien gestionadas, Whirlpool no hacía una inversión de capital sin un plan de negocioconvincente. Como centro de costes de la compañía, la cadena de sununistro tenia que justificar totalmente cada proyecto sobre reducciones degastos y mejoras del capital circulante. En el entorno econónuco-financiero predon1.inantemente conservador de Whirlpool, aunque nuestroequipo creyera que una mejor disponibilidad de producto incrementaríalas ventas, no podíamos tener en cuenta dicha mejora en el plan de negocio porque se consideraba una convicción excesivamente especulativa.
Dedicamos una enorme cantidad de tiempo a hablar con los gerentesgenerales de marca y otras personas que debían apoyar finalmente nuestraestrategia. La actitud del vicepresidente de ventas fue la típica. Al principio nuestras relaciones fueron de enfrentan1.iento. No veníamos de unabase creíble y ponía en duda todo lo que le decíamos. Tenía derecho ahacerlo. Por ejemplo, cuando hablamos de mejorar en gran medida ladisponibilidad de producto a la vez que reducíamos el nivel de existencias, él no creía que esto fuera posible. La cadena de sun1.inistro no habíahecho otra cosa que dejarle tirado. Sabíamos que teniamos que persistir apesar de su oposición y justificada hostilidad. Bromeábamos en tonoamenazante: "Si no nos deja entrar por la puerta, lo haremos por la ventana. Y si nos cierra la ventana, siempre podremos recurrir a los conductos de la ventilación». Finalmente, su actitud cambió cuando le mostramos cómo utilizábamos su feedback para moldear la estrategia. Inclusollegó a convencerse de que había un modo de recortar existencias y mejorar la disponibilidad de producto a través de una colocación más inteligente de las existencias en la red de almacenes. Por último, nos dijo quele gustaba la dirección adoptada y entonces supimos que sentía la estrategia en parte como suya. Una historia parecida se representó en las demásfunciones/departamentos. Descubrimos que el proceso de conseguir alineanuento funcional exigia muchísimo tiempo, pero era absolutamenteimprescindible.
ESTUDIOS DE CASO DE L,o. ELABORACiÓN y EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA.. 183

A lo largo del proceso nos preocupaba especialmente encontrarnos conuna actitud de cherry-pciking (seleccionar la parte más atractiva del proyecto e ignorar el resto). Sabíamos que la primera reacción ante un precio demuchos millones de dólares sería: «Muy bien, ¿Qué puedo conseguir porel ochenta o el sesenta por ciento de este tota!?». Sabíamos que toda laestrategia -los cinco pasos- estaba entrelazada y que cada parte apoyaba y se apoyaba en muchas otras partes.
Lo que nos ayudó en este aspecto fue el análisis competitivo, en el quereflejábamos los niveles de competencia de Whirlpool frente a los de loscompetidores. Descubrimos que teníamos un verdadero problema conlos competidores en algunas áreas como, por ejemplo, en la capacidad deconcentrar pedidos completos en una sola carga. Los instintos competitivos de nuestros colegas funcionales surtieron efecto. Nadie quería quedarse atrás. Luego realizábamos la extrapolación para mostrar cómo laestrategia cerraba la brecha y situaba a Whirlpool en el primer puesto.
Conseguir la aprobación
Después de todo este trabajo necesitábamos tener el visto bueno definitivo y empezar entonces a implementar el proyecto. Sabíamos que teníamos un buen plan y estábamos ansiosos por arrancar. Pero la reunión delos altos ejecutivos en la que se debía dar la autorización definitiva se vioenvuelta en una atmósfera de gran tensión. Sabíamos que estábamos pidiendo sesenta millones de dólares, destinados, entre otras cosas, a sistemas de TI y a personal adicional que gestionase los proyectos. En unaépoca de recortes, nosotros estábamos pidiendo unos fondos económicosdiez veces superiores a todos los que se habían gastado en el pasado paramejoras de la cadena de suministro. Estos recursos tenían que obtenersede los presupuestos respectivos de las personas que estaban sentadas alrededor de la mesa.
Nuestro equipo esperaba que todo el esfuerzo realizado para comunicary conseguir la aceptación fuera suficiente para obtener la aprobación definitiva, pero albergábamos algunas dudas. Sabíamos que teníamos apoyo, pero también sabíamos que los ejecutivos sentados alrededor de lamesa ya habían sufrido recortes en sus presupuestos. De hecho, les estábamos pidiendo que los recortasen aún más para financiar la nueva estrategia de la cadena de suministro.
184 TRANSfORMANDO LA C.... DENA DE SUMINISTRO

Después de presentar la estrategia al comité de dirección, Mjchael Todman, presidente de Whirlpool Nonh America, provocó la ansiedad de losmiembros de su equipo al pedirles uno a uno que le manifestaran inmediatamente su aprobación o desaprobación a las inversiones que acabábamos de proponer. Nos sentimos enormemente aliviados cuandó oímos laprimera respuesta afim1ativa. Se trataba del ejecutivo responsable de lasventas a Sears. Los responsables de KitchenAid, Whirlpool y otras marcassiguieron el ejemplo. El vicepresidente de operaciones trató de expresarsu apoyo al comienzo de la reunión, pero se le pidió que esperase. Ahoraque llegaba su tumo para votar, lo hizo con una rúbrica: _Estoy totalmente comprometido a que nuestra cadena de suministro pase de ser una obligación a una ventaja competitiva reconocida». Solo después de haber escuchado a todos los presentes en la sala -marcas, ventas, finanzas, recursoshumanos y operaciones- Todman emitió su voto. Con el último .sí» sealivió la tensión y todo el mundo sonreía y asentía con la cabeza. Nuestroequipo tenia una sensación de triunfo, pero también de inquietud. Sabíamos que a partir de ahora no había excusas. Estábamos obligados a ofrecerun valor significativo para la compañía.
Implementación de los cinco pasos
Rápidamente pusimos en marcha nueve iniciativas, que fueron seguidaspor otras tan pronto como dispusimos de la capacidad de hacerlo. Algunas de ellas consistían en grandes implementaciones de sistemas y otraseran mejoras de proceso. Algunos ejemplos muestran cómo empezamosa dar los pasos que conducían a la excelencia de la cadena de suministro.
Colaboración interna
Uno de los primeros éxitos que tuvimos en el giro radical que dimos a lacadena de suministro de Whirlpool fue el lanzamiento del proceso deS&OP que llevó el alineamiento funcional interno a un nuevo nivel.Anteriom1ente Whirlpool tenía el típico problema de los silos funcionales. Con relación a los problemas de alineamiento funcional que observábamos en el sector, se situaba aproximadamente en la media. Instalamosun proceso para concordar las perspectivas a cono y largo plazo de marketing, ventas, finanzas y producción, y producir previsiones sobre lascuales todos los participantes pudieran basar sus planes de actividad.
ESTUDIOS DE CASO DE lA EL .... ÜORACIÓN y EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA... 185

Colaboración externa
Paralelamente, nuestro equipo se focalizó en la colaboración externa connuestros detallistas más importantes y puso en práctica un proyecto pilotode planificación, previsión y reaprovisionamiento colaborativo (CPFR),muy similar a la iniciativa de West Marine discutida en el capítulo 6. Enel caso de Whirlpool, la colaboración se centró al principio más en losclientes detallistas que en los proveedores. La dedicación a la colaboración con los proveedores vino poco después.
Tradicionalmente, Whirlpool preveía el número de electrodomésticosque vendería a través de un comercio detallista (Sears, por ejemplo) enun mercado deternlinado y, paralelamente, dicho cliente elaboraba supropia previsión. Cada compañía tenía cierta información de la que carecía la otra. No se compartía en absoluto la información relativa a las previsiones. Con CPFR, Whirlpool utilizaba una herranlienta con base enla web para compartir previsiones (pero sin compartir los datos confidenciales que había tras ellas), y colaboraban en caso de discrepancias. Porsimple que parezca, este nivel de intercambio de información no es facilde conseguir con unas agendas muy cargadas y una masa de datos queanalizar, pero ha constituido un auténtico avance. Al cabo de treinta díasde su puesta en práctica, el error de previsión se redujo a la mitad a nivel de referencia: del ochenta por ciento original (que no es raro si setienen en cuentas las pequeJ'ias cantidades a prever de cada referencia paracada almacén concreto), pronto se pasó al treinta y cinco por ciento. Paraponer esto en perspectiva, pensemos que la mejora de un punto en laprecisión de la previsión para la totalidad de la compaliía reduce la cifratotal de productos ternlinados en tres nlillones de dólares.
Gestión del cambio
Estas fueron tan solo dos de las muchas iniciativas que se pusieron enpráctica en rápida sucesión y que supusieron dar con rapidez dos pasoshacia la excelencia de la cadena de sunlinistro. A medida que se lanzabanlos proyectos, era absolutamente crucial mantenerlos bajo control mediante la aplicación de los principios de gestión de proyecto y del cambiode la cadena de suministro que se han descrito en el capítulo 7. La claveera pensar a gran escala, pero teniendo siempre muy presentes las fechastope a cumplir a corto plazo. Para mantener el ímpetu y la imagen de rá-
186 TRANSfORMANDO LA CADENA DE SUMINISTRO

pido progreso, organizamos las actividades de cambio en bloques de treinta días, con una media de tres nuevas competencias introducidas cada mes,algunas en la vertiente de la oferta y otras en la de la demanda.
Tecnología
Después de seis meses, habíamos avanzado mucho en la estabilizaciónde la disponibilidad de producto y la reducción de los costes globales dela cadena de suministro. Poco después dimos un paso enorme hacia adelante con la implementación de una serie de productos de software, quenos permitieron una mejor visibilidad de las existencias y la capacidadde fijar stocks de seguridad precisos para cada referencia individual encada almacén concreto. Al cabo de un año de la implementación de laestrategia general, Whirlpool llegó a los niveles de existencias más bajosde su historia y consiguió un elevado y continuado nivel de servicio alcliente. Poco después la disponibilidad de producto mejotó hasta unininterrumpido 93% en todas las marcas y productos, un nivel muy altopara el sector en aquella época. (El ímpetu alcanzado llevó más adelantea Whirlpool a un porcentaje un poco más alto.) El equipo consiguióalgo más de lo que había prometido al reducir un 15% el capital circulante de productos ternlinados y mejorar un 5,1% la productividad totalde costes.
Tropiezos con problemas
Por supuesto, no todo funcionó a la perfección: nos las arreglamos paracometer los tres pecados capitales de los que hablamos en el capítulo 4 alimplementar una nueva tecnología. Reconocemos que esto es especialmente irónico, dado que las dificultades con la tecnología habían sido elpresagio de las desgracias de Whirlpool. Una serie de proyectos de TI serezagaron debido a la expansión del alcance del proyecto. Después deincumplir un par de fechas tope, finalmente pusimos en funcionamientoun proceso que gestionaba pern13nentemente el alcance del proyecto,con disciplinadas revisiones semanales de cada uno de los proyectos.También tropezamos con un inesperado problema en un sistema beta deTI que provocó el retraso de su lanzamiento mientras nosotros luchábamos con los fallos del software. Aunque sabíamos que teníamos que hacer una gran tarea de alineamiento entre funciones y de venta de cadaproyecto individual, subestimamos el nivel de esfuerzo requerido. Nos
ESTUDIOS DE c....so DE LA El.... 80RACIÓN y EJECUCiÓN DE UN.... ESTRATEGIA DE LA CADENA... 187

apresuramos a incorporar las rareas de gestión del cambio en nuestrosplanes de proyecto, al igual que con cualquier otra tarea de proyecto.
Resultados
Todos nuestros esfuerzos merecieron la pena. Los clientes de Whirlpoolmanifestaron tajantemente su aprobación. Un año después, una encuestaa ciegas en internet dirigida a los comercios mostraba a Whirlpool comouna compañia que había experimentado una gran mejora, era muy progresista y era muy facil hacer negocios con ella. Después de la difusión deestos resultados, el vicepresidente de ventas dijo a la organización de lacadena de suministro: «Ahora hacéis ¡as cosas bien, pero lo más importante es que las hacéis sistemáticamente bien». Era un punto de inflexión enla percepción del sector acerca de Whirlpool. Los resultados operacionales seguían mejorando. El valor de productos terminados en existenciaexpresados en días de venta descendió de 32,8 a 26. La productividad delos costes anuales de transporte y almacenamiento aumentó del 4% al7,2%. El capital circulante se redujo casi cien millones de dólares y loscostes de la cadena de suministro casi veinte millones de dólares. ¿Sumótodo esto un valor superior a los gastos aprobados por la alta dirección?Desde luego que sí. La restitución de la inversión original se produjodentro de los dos primeros años.
Desarrollo de personal de talento para el futuro
Por supuesto, no nos olvidamos del personal de talento. Con todos losnuevos proyectos en marcha, sabíamos que necesitábamos más personal,y rápido. Pero también decidimos asegurarnos de que seleccionábamos elpersonal de talento apropiado para el futuro. Buscábamos personas jóvenes con potencial y buenos fundamentos en las cinco competencias descritas en el capítulo 3: una orientación global, la capacidad de contemplarla cadena de SUlniniStro como un sistema, un liderazgo capaz de inspirar,competencias técnicas de nivel superior y buenas competencias de negocio. Reclutamos a gente joven procedente de compañías con sólidascadenas de suministro y que hubieran cursado programas de MEA deprimer nivel orientados a la cadena de suminisrro. Tuvimos suerte porque la campaña de selección coincidió con una recesión a nivel sectorial.
188 TRANsr-QRMANOO LA CADENA DE SUMINISTRO
Por otra parte, la emoción de un giro radical pudo haber atraído a Whirlpool los mejores y más brillantes profesionales. Estas personas fueron nosolo unos recursos básicos para gestionar los numerosos proyectos quepusimos en marcha, sino también el núcleo esencial de personal de talento para la cadena de suministro del futuro.
Por último, los miembros clave del equipo de la cadena de suministro nofueron tan prepotentes para creer que nosotros mismos no necesitábamosformación y perfeccionamiento. Así pues, constituimos un consejo asesor de la cadena de suministro y autorizamos a sus miembros a que nossiguieran poniendo a prueba. Revisaban nuestros proyectos y nos desafiaban a asumir objetivos más exigentes, empujándonos cada vez máscerca de la vanguardia de la disciplina.
Mantenimiento del cambio
Al cabo de tres años de la puesta en marcha del proyecto, nuestro equipode la cadena de suministro seguía implementando nuevas competencias,lo cual no se convirtió en una tarea más sencilla con el paso del tiempo.Uno de estos úlrimos proyectos fue el que nosotros denominamos .Planpara vender/fabricar sobre pedido». El concepto se basa en la idea de quecierto número de referencias de gran venta -el núcleo básico de la líneade lavavajillas, lavadoras, neveras y otros productos dirigidos a una ampliagama de consumidores- nunca deberían estar fuera de stock. Son elequivalente de la leche y los huevos del supertnercado; quedarse sin ellostiene un impacto negativo desproporcionadamente alto sobre las percepciones de los clientes.
Fortnulamos una estrategia de la cadena de suministro que pemlitía identificar todas estas referencias a lo largo de todos los socios de negocio entodos los canales y garantizaba que el sistema de reposición de los almacenes regionales ¡as mantenia en stock. Esa era la parte del programa.plan para vender». Al mismo tiempo eliminamos la totalidad de las existencias de las referencias de menor venta y operamos con ellas sobre unapura base PI/Il, con un proceso nuevo y más flexible de fabricación sobrepedido. Los ahorros de existencias en este último tipo de referencias ayudaron a compensar los costes de reposición de las referencias de granventa.
ESTUDIOS DE CASO DE LA EL.... BORACIÓN y EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA... 189

También trabajamos en la competencia de establecer niveles de serviciopor referencia. Reconocimos que algunos productos son sencillamentemás imporrantes que orros, y que tener un objetivo de disponibilidadpara todos ellos, independientemente de su imporrancia estratégica, no esútil para la compañía. Algunos productos son más rentables y ocupan unlugar único en la estrategia de marca. Por otra parre, aunque es facil entender el valor de poder modificar los niveles de servicio en consecuencia, en una empresa como Whirlpool, que envía diariamente miles dereferencias diferentes, fue algo muy dificil de conseguir.
Whirlpool es una gran compañia. De las más de cincuenta compañías deelectrodomésticos puramente americanas que estaban en el mercado enlos años 50, solo Whirlpool ha sobrevivido y crecido hasta ser la mayor delmundo. Con la creación de excelencia de la cadena de suministro, la compali,a ha generado beneficio económico suficiente para sobrevivir a la carnicería sufrida en este sector tan increíblemente competitivo. Whirlpoolcomprende con claridad que la excelencia de la cadena de suministro serácrítica, a medida que va encontrando un medio de prosperar en el futuro.
¿Funciona del,nismo modo el proceso de elaboración e implementaciónde una estrategia de la cadena de suministro para un comercio detallistaque para una compañia industria! como Whirlpool? Nosotros hemos descubierro que hay más similitudes que diferencias. Comercios e industriasafrontan muchos de los mismos problemas de la cadena de suministro, yaque ambos procuran ofrecer una excelente disponibilidad de productocon los menores costes de explotación y las existencias más bajas. A lolargo del proceso ambos se enfrentan a problemas parecidos de excesivonúnlero de existencias, demasiadas existencias de poco movinliento, unacompleja red fisica de ámbito global, un ajuste ineficaz de oferra y demanda, etcétera. El próximo caso del que nos ocuparemos es el de StageStores, un comercio de venta a! público que elaboró una estrategia de lacadena de suministro entre 2001 y 2002, basándose en los mismos cincopasos que conducen a la excelencia.
Estudio de caso: Stage Stores
En setiembre de 2001 Stage Stores Incorporated (SSI) se componía deuna serie de pequeñas tiendas de prendas de vestir ubicadas en pequeñas
190 TRANSFORMANDO LA CADENA DE SUMINISTRO

ciudades del sur de Estados Unidos, la mayoría en los estados situadosentre Atizona y Alabama '. La estrategia corporativa de la compañía eraabrir pequel'las tiendas con ropa de marca en ciudades donde la competencia de artículos de marca era escasa o incluso inexistente. Esta estrategia corporativa global exigía que Stage Stores estableciera un fuertevínculo con mujeres y hogares de ingresos medios a altos. La compañíatambién debía mantener un balance y un flujo de caja saneados, junto aun crecimiento sólido de ventas y ganancias.
Cuando en setiembre de 2001 entraron en funciones en SS! el nuevodirector general, Jatll es Scarborough, y un nuevo consejo de administración, SSI estaba acabando de salir de la quiebra declarada a finales de losaños 90. Scarborough estaba convencido de que las estrategias corporativas y de marketing eran buenas, pero para seguir incrementando el valorpara el accionista, la compañia necesitaba un mejor conocim..iento e implementación de la gestión de la cadena de sumirustro, algo que él consideraba vital para su estrategia de crecimiento de la compañia.
Personal de talento
Scarborough insistió en incluir en su equipo directivo un ejecutivo degestión de la cadena de sunurustro con experiencia y en que el consejode adnunistración incluyera un experto en el tema. Finalmente, TomMentzer se incorporó al consejo para desempeñar este rol. Tanto Mentzer como el ejecutivo de la cadena de sunurustro estuvieron de acuerdocon Scarborough en que los problemas de la compat'l,a anteriores a 2001habían sido provocados por una expansión geográfica en la que no se habían tenido en cuenta las consecuencias de la gestión de la cadena de sumú1Ístro. Por ejemplo, la compañía había abierto nuevas tiendas que estaban alejadas del centro de distribución existente y, por tanto, los costesde reparto a las m..ismas hacían imposible mantener los ptecios en coherencia con las expectativas de los clientes y perm..itir a la vez que la tiendaobtuviera un beneficio. Como consecuencia, las nuevas tiendas fuerondrenando rentabilidad de la base de tiendas ex..istentes y fueron una de lasprincipales causas de la quiebra mencionada.
El consejo estaba integrado por miembros de las diversas áreas que suelenestar representadas a este nivel: relaciones con el inversor, auditoría, remuneración y gobierno, por ejemplo. El director general pidió a Ment-
ESTUDIOS DE CASO DE LA ELABORACiÓN y EJECUCiÓN DE UNA ESTRATEGIA DE LA CAD(.NA.. 191

zer que trabajara con el comité de dirección para mejorar la gestión de lacadena de suministro y para sensibilizar al consejo de las consecuencias dela gestión de la cadena de suministro para el valor para el accionista. Eldirector general disponía de personal de talento (véase capítulo 3) y el encargo del consejo de gestionar el cambio (véase capítulo 7) desde el consejo por toda la organización.
Colaboración interna
SSI desarrolló una visión integrada y completa de la cadena de suministro,de punta a punta de la empresa, que arranca en el cliente y se remonta hasta el proveedor, en gran medida como hizo Whirlpool. A partir de aquí,la compañía sabía que la colaboración externa sería esencial para lograr laintegración de la cadena de suministro de punta a punta de la empresa.Esta perspectiva fue de gran utilidad para la compañía. En una época enque muchas tiendas de ropa pasaban por apuros económicos o incluso sedeclaraban en quiebra, SS! mantuvo entre 2002 y 2007 un crecimientocontinuo en ventas y ganancias, gracias a la coordinación de las funcionestradicionales a lo largo de su cadena de suministro (véase figura 8.1).
1.800
1.600
1.400
m 1.200-¡;~¡ 1.000~
~ 800~
600
400
200
1.690,0 $,..j-------------'~55o;:<S_
1.243,9 $
875,6 $
o~...FY2oo2 FY2003 FY2004 FY2oo5 FY2006 FY2oo7
Fuente: datos de Stage Stores publicados en sus informes anua1es. Utilizado con autorización.
Figura 8.1. Crecimiento continuo de ventas en Stage Stores (millones de dólares)
192 TRANSfORMANDO LA CAD1:NA DE SUMINISTRO

Los detallistas como SS! suelen organizarse alrededor de tres funcionespor cada departamento de tienda ---operaciones, logística y comprasy por tanto, tienen los mismos problemas que cualquier otra compañíaque deba aEnearse funcionalmente. Muchos comercios consideran que laindependencia y a menudo competitividad de estas funciones es «saludable., pero la reaEdad es que son la causa de gran parte de los problemas dela cadena de sUlninistro. Los agentes de compras viajan por todo el mundo buscando y adquiriendo productos que piensan que se venderán bienen sus departamentos de las tiendas, a menudo sin comunicarse con sushomólogos de logística y operaciones.
En el pasado, la independencia departamental se traducía en envíos quellegaban a un centro de distribución de SS! sin noticia previa comunicadaal gerente de logística ni información alguna sobre lo que hacer con elproducto. El método estándar que se seguía era colocar el producto enel almacén y esperar a que las tiendas lo solicitaran, una práctica que hacíaincurrir en costes de existencias y en la necesidad de mayor espacio dealmacenanuento. Asimismo, los gerentes de operaciones de SS! no eranavisados previamente acerca de la disponibilidad de los productos y, portanto, no podían planificar el precio ni la exposición del producto paraconseguir un nivel óptimo de ventas. Esta práctica provocaba exposiciones descoordinadas y descuentos de precio en artículos que no se podíanmover. Todo ello afectaba negativamente a la fórmula del beneficio econónuco descrita en el capítulo 1 (menos ventas, costes más altos y mayorinversión de capital) y al valor para el accionista, un factor importante enla declaración de quiebra antes mencionada.
Alineamiento funcional a través de la reorganización
SS! atacó parte del problema de la integración funcional a través del cambio organizacional. Cada departamento (por ejemplo, señoras, caballeros, jóvenes, calzado, productos de belleza) de la cadena tenia asígnadoun despacho en las oficinas centrales que era ocupado por los respectivosgerentes de compras, logística y operaciones. Además, la remuneraciónvariable de los tres se basaba en el impacto conjunto de sus decisiones en elprecio de adquisición, los costes logísticos y los descuentos en la tienda.Así pues, a través del cambio de ubicación y de retribución se alentaba lacoordinación, en lugar de la competencia, de las tres funciones tradicionales de una cadena detallista. En un año en que el crecimiento de ventas
ESTUDIOS DE CASO DE LA ELA80RAClÓN y EJECUCiÓN OE UNA ESTRATECIA DE LA CADENA... 193
era plano, las ganancias se incrementaron un ocho por ciento, ayudadaspor mejoras en los costes de adquisición, logística y operaciones. La mejora del merchandising supuso que se vendiera menos cantidad de producto con el precio rebajado.
Un ejemplo ilustra el cambio debido a este alineamiento funcional. Unagente de compras de SSI estaba negociando en Ecuador la adquisiciónde álbumes de fotos plateados por valor de 500.000 dólares para el departamento de artículos para el hogar. En lugar de tomar la decisión sin consultar, se dirigió a su homólogo de logística y de operaciones a través deteleconferencia y les describió esta posible adquisición. "Si puedo tenerestos artículos en las tiendas elide setiembre», dijo el responsable deoperaciones, "podría vender dos veces esta cantidad por Navidad, sin tener que hacer descuento». El gerente de logística respondió: "Fara tenerlos en las tiendas el 1 de setiembre, necesito que se entreguen al centro dedistribución el 1 de agosto». Gracias a este plan, el equipo acordó que elagente de compras podia comprar con seguridad el doble de artículosinicialmente previstos, porque sabían que los tendrían a tiempo para poder venderlos todos.
El homólogo de logística coordinó con una compañía de transportes porcarretera la entrega en plazo mediante un aviso anticipado de embarque(ASN), y así sabía cuándo el contenedor había sido recogído en el puertode Houston y estaba en ruta hacia el centro de distribución. El miembrodel equipo de operaciones de la tienda planificó la exposición del producto en tienda con la seguridad de que el producto llegaría a tiempo.Ello permitía reducir los costes logísticos porque el producto era entregado puntualmente al centro de distribución. El producto podía cargarseen los camiones para su entrega en las tiendas sin almacenaje intermedioy, por tanto, sin incurrir en el coste de mano de obra de entrarlo y sacarlodel almacén (cross-docking). La compañía de transportes tenía asignada unaentrega al centro de distribución de Stage Stores combinada con una entrega desde dicho centro a las tiendas, lo que daba como resultado unosmenores costes de transporte. Esta coordinación dio como resultado laventa del doble de los productos origínalmente planificados, todos ellos aprecios sin descuento, y con menos existencias y costes de transporte.Estos factores se combinaron para aumentar el beneficio bruto del departamento de artículos para el hogar, sobre el cual los tres miembros delequipo recibían su retribución variable anual. No es casual que estos factores aumentaran el beneficio económico de la empresa, puesto que el
194 TRhNSFORMANDO LA CADENA DE SUMINISTRO
beneficio se conseguía con menores costes y menor inversión de capitalcirculante.
El ahorro de costes logísticos obtenido en todos los departamentos de SSIadoptó diversas formas. El aumento impresionante del cross-dock¡n& diocomo resultado una reducción de los costes de transporte de entrada ysalida del centro de distribución. Por otra parte, esto quería decir que lasllegadas de las mercancías adquiridas podian coordinarse con los envíos alas tiendas, de modo que los camiones eran descargados a la llegada alcentro de distribución y vueltos a cargar con los distintos productos solicitados por las tiendas para proceder a su entrega. Como las compañías detransporte recibían cargas de entrada y salida sus tarifas bajaron. Debidoa que el veintisiete por ciento de todo el tráfico de entrada al centro dedistribución era ahora cross-dock¡n&, los productos no ocupaban un espaciode almacenamiento costoso en el centro de distribución. Por último, ellimitado espacio de almacén de las distintas tiendas se utilizaba solamentepara productos que ya estaban preparados para ser colocados inmediatamente en las estanterías para su venta. Todas estas mejoras dieron comoresultado unas ventas más elevadas con menos costes y menos existencias,los elementos clave del beneficio económico.
Alineamiento funcional a través de mediciones del rendimiento
SSllogró también el alineamiento funcional mediante el cambio de mediciones del rendimiento que resolvían problemas como el que habíasurgido como consecuencia de arraigadas prácticas de compra. Los agentes de compras recibían en un principio un premio por mantenerse dentro de los presupuestos mensuales de compra aprobados, independientemente de cuáles fueran las ventas reales de las tiendas. Así pues, comprabanlas cantidades que pensaban que eran necesarias a principio de mes y novolvían a comprar hasta el mes siguiente. Para ellos era sencillamente máscómodo gastar el presupuesto asignado de una sola vez, aunque esto significara que aparecieran en el centro de distribución existencias por valorde todo un mes en el plazo de una semana. Esto provocaba unos gastosconsiderables en horas extra en el centro de distribución en la semanapunta y bajas o despidos el resto del mes. Además, como los agentes decompras solían elaborar unas previsiones mensuales poco precisas, el centro de distribución se quedaba sin existencias que enviar a las tiendas hacia finales de mes, dejándolas sin productos para la venta. Para contrarres-
ESTUDIOS DE CASO DE LA ELA80RACIÓN y EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA... 195

tar esta tendencia, las tiendas adoptaron la costumbre de pedir más de loque necesitaban, lo que daba lugar a excesos de existencias y finalmente arebajas de precio.
Al instruir a los agentes de compras sobre el impacto que estaban produciendo en los costes logísticos y los niveles de servicio al cliente en lastiendas y cambiarles el paquete de retribución variable que recompensaba unos envíos regulares apropiados a las ventas, la compañía resolvióunos importantes problemas de costes y de agotanuento de existencias.De hecho, los costes anuales del centro de distribución descendieron másde dos nullones de dólares gracias a la regularización de la carga de trabajo; la disponibilidad de producto en las tiendas aumentó un cuatro porciento, y se nuninlizó el exceso de existencias en las tiendas.
Colaboración externa
La integración funcional interna no iba a resolver todos los problemas deSS!. Scarborough sabía que la compañía necesitaba establecer relacionesde colaboración con los proveedores clave y las compañías de transportepor carretera, y para hacerlo posible ofreció su capacidad de liderazgo ejecutivo y los estímulos necesarios. Por ejemplo, el consejo contemplaba laimposición de multas a la empresa proveedora (multas que el proveedorpagaba a SSI por ineumplinliento de plazos) como una fuente de ingresos. Sin embargo, Mentzer demostró al consejo que cuando un proveedor incumplia un plazo de entrega al centro de distribución, SSI teníaque agílizar el envío a un coste de 1.500 dólares. Los (,ingresos» de lamulta podían llegar a los 1.000 dólares, pero en realidad SSI empeorabasu situación econónuca en 500 dólares y la empresa proveedora en 1.000dólares. En lugar de crear costes para ambas empresas, era mucho máspositivo mejorar la colaboración con los proveedores para ayudar a nuninuzar las entregas con retraso. Así pues, el consejo estableció para el comité de dirección el objetivo de que las multas llegaran a cero a través dela colaboración con los proveedores.
SSl colaboró también con los proveedores clave para compartir la demanda crítica en las tiendas. A cambio, las empresas proveedoras aceptaron retener los envíos a SSl hasta que estas fueran necesarias. Estos envíosiban siempre acompañados de un aviso anticipado de embarque, paraque el gerente del centro de distribución, los agentes de compras y los
196 TRANSFORMANDO LA CADENA 06 SUMINISTRO

gerentes de la tienda conocieran exactamente la fecha de llegada delpróximo envío. Con ello se reducían los costes de explotación de la empresa proveedora; los excesos de existencias de SS!, los costes de envio yrecepción del centro de distribución de SSI; los costes de transporte deentrada y salida de mercancía de SSl, y los excesos de existencias en latienda.
Para controlar los costes de transporte de mercancías a sus cientos de tiendas ubicadas en más de veinte estados, el director general animaba a sudirector de la cadena de suministro a trabajar con unas pocas compañíasde transporte por carretera y contribuir de ese modo a disminuir los kilómetros recorridos con los camiones vacíos. Por ejemplo, elaboraron unplan para hacer envíos a carga completa al centro de distribución de Jacksonville, Texas y animar a las compañías de transporte a establecer centrosde distribución locales en ubicaciones clave. De ese modo los grandescamiones podían hacer envíos de largo recorrido y carga completa al centro de distribución, donde las mercancías eran preparadas sin necesidad deoperaciones de almacenaje ni picking (cross-docking) y expedidas en un segundo recorrido de larga distancia a los centros de distribución locales.Allí se volvían a cargar en camiones más pequeños que las entregaban a lastiendas en recorridos de corta distancia. SSl colaboraba también con suscompañías de transporte clave para obtener carga de otras empresas y aumentar de ese modo el porcentaje de envíos con camiones a carga completa. Los ahorros de costes se pasaban a SS[, que disminuía su coste porcaja y, simultáneamente, la compañía de transportes aumentaba su eficiencia y rentabilidad gracias a circular con los camiones a carga completa, una situación en la que ambas compañías salían ganando.
Tecnología
El director general comprendió que sus planes estratégicos corporativosde marketing y de la cadena de suministro no podian llevarse a cabo sinponer en manos de su personal las herramientas operacionales apropiadas, herramientas que permitían al personal de compras, logística y operaciones de la tienda comunicarse entre sÍ, con las empresas proveedorasde transporte y con los proveedores en general. Con un nuevo software,los agentes de compras pudieron identificar a los proveedores clave pordepartamento y tipo de tienda, lo que les permitió elaborar proyectos
ESTUDIOS 06 CASO DE LA ELABORACiÓN Y EJECUCiÓN DE UNA ESTRATEGIA DE LA CADENA.. 197

específicos de colaboración con dichos proveedores. Otras herramientasque 551 implementó posibilitaron el análisis de ventas por producto, proveedor, departamento y tienda, de modo que se podían conocer con tododetalle las pautas de demanda y su impacto en la cadena de suministro.Para lograr esto y evitar el problema de la tecnología beta que comentamos en el capítulo 4, la compañía acometió un minucioso proceso debúsqueda para seleccionar un sistema de de planificación de recursos empresariales (ERP) aplicado al comercio de venta al público. El resultadofue un sistema que permitía a todo el personal de la compañía examinarlas ventas por categoría y tienda, agregar esta infomlación para propósitosde planificación en el centro de distribución, por proveedor para lIIer
chandising y por envíos entrantes para el departamento de operaciones dela tienda.
Gestión del cambio
Todos estos cambios en la operación de la cadena de suministro dieronC01110 resultado una lllejora económica inlportante. Las setenta y cincotiendas abiertas en el año fiscal 2002 teman unas ventas netas meclias de 1,5millones de dólares, un nivel normal de ventas para una nueva tienda. Lomás importante es que las nuevas tiendas generaban un beneficio económico medio del veinticinco por ciento sobre las ventas (consecuencia de devender más con menos existencias y menos costes logísticos). La figura 8.1muestra a una conlpañía COIl una pauta de crecinuento ininternltllpido. Lasganancias por acción exhiben también una pauta de crecimiento constante.Además, según la dirección de Stage Stores, los analistas bursátiles felicitaron a la cOlnpaíiía por su «(prístino» balance, con escaso endeudamiento.
Construir sobre la sinergia de la cadena de suministro
En el pasado las consideraciones relativas a la cadena de suministro nohabían sido una parte importante de la estrategia de adquisición de SS!.Esto estaba a punto de cambiar. El balance prístino de 551 permitía labúsqueda de adquisiciones ventajosas, y la cadena de suministro ocupabauna posición destacada. Dos compal'iías, Peebles y B.e. Moore, captaronla atención de la alta dirección y del consejo. Ambas compañías seguíanuna estrategía de marketing similar a la de 551 y encajaban perfectamente
198 TIlANSFORMANDO LA CADENA DE SUMINISlRQ

a nivel geográfico con SS!. Las tiendas situadas al norte de Carolina delSur y Tennessee eran de Peebles, las de Georgia de RC. Moore, y el resto de 551 Stores.
Centros de distribución superfluos
Antes de efectuar estas adquisiciones, 551 llevó a cabo la correspondienteauditoría de compra, incluida la cadena de suministro. El director de lacadena de suministro analizó los costes de los dos centros de distribuciónde Peebles (uno en South Hill, Virginia, y otro en Knoxville, Tennessee), las tiendas que servían y su viabilidad para atender a nuevas tiendas.De su análisis se desprendieron tres conclusiones. En primer lugar, elcentro de distribución de Knoxville se solapaba con los dos centros másgrandes de la nueva compañía fusionada (South Hill, Virginia, yJacksonville, Texas), y no estaba bien posicionado para respaldar el futuro aumento de tiendas en el Medio Oeste. Servir al mismo número de tiendascon un centro de distribución menos permitia reducir el capital fisico ycirculante invertido sin producir un impacto negativo en las ventas, loque daba como resultado un mayor beneficio económico.
Eficiencias operativas
Por el centro de distribución de South Hill pasaban aproximadamente enun .,io una tercera parte de los productos que pasaban por Jacksonville,pero a un coste de dos millones de dólares más por año. Cuando este datose comunicó al consejo junto a un plan para reducir los costes del centrode distribución de Virginia al nivel de los del centro de Texas, uno de losanalistas financieros miembro del consejo dijo: .Eso representa un cuatropor ciento de aumento de ganancias•. Fue gratificante que el consejoempezara a pensar como los estrategas de la cadena de suministro. Otrode los miembros del consejo perteneciente a finanzas reconoció el impacto de la gestión de la cadena de suministro sobre las ganancias, el beneficio económico y el valor para el accionista.
Después de la adquisición, la dirección de SS! se embarcó en un proyecto de dos años cuyo objetivo era trasladar a South Hilllos estándares deJacksonville en cuanto a procesos, tecnología y formación. El resultadofue un centro de distribución en Virginia que manejaba muchos másproductos a un coste considerablemente menor.
ESTUDIOS DI, CASO I)L LA EL.... BOR....CIÓN V EJECUCiÓN DE UNA F.5TRATl.:Cl,\ DE LA CADENA... t99

Transportes redundantes
Otro dato importante de la cadena de suministto era que Peebles transbotdaba producto 1,86 millones de veces al año. El transbordo se producía cuando Peebles recibía producto en el centro de distribución y, porejemplo, lo enviaba a una tienda de Richmond, Virginia. Si un clienteentraba en una tienda de Raleigh, Carolina del Norte, y queria un producto con el mismo tamaño y color que sí había en la tienda de Richmond (pero no en la tienda de Raleigh), se le decía que volviera a recogerlo al cabo de dos días. Peebles transportaba entonces el producto devuelta, desde la tienda de Richmond al centro de distribución, donde sevolvía a cargar en el camión que se dirigía a Carolina del Norte y se entregaba a la tienda. Esto quería decir que un producto que debería habersido trasladado del proveedor al centro de distribución y de allí a la tienda, en realidad pasaba del proveedor al centro de distribución, de allí a latienda de Virginia desde donde regresaba al centro de distribución y, porúltimo, desde allí a la tienda de Carolina del Norte. Este era un costosométodo de desplazar más de dos millones de productos, sobre todo si setiene en cuenta que había la posibilidad de que el cliente no volviera después de los dos días de espera.
La lógica imperante en Peebles era: .Como tenemos una flota propia decincuenta tráilers y de todas formas van a ir a las tiendas, los desplazamientos son gratuitos». Pero, desde luego, nada es gratuito. De hecho, altraer a Peebles conocimientos y experiencia en planificación de demanday tecnología de sistemas, 551 redujo en el primer año la incidencia deproductos enviados a la tienda equivocada en más de dos tercios. 551vendió también su flota de camiones, lo cual ayudó a financiar la adquisición de Peebles e hizo decrecer el elemento del coste de capital en lafórmula del beneficio económico. También eliminaba la necesidad degestionar y mantener una flota de cincuenta camiones. A través de la mejor planificación de la demanda, la mejora de las operaciones del centrode distribución, el cierre de un centro de distribución superfluo y la conversión de los envíos a las tiendas en un coste variable en lugar de unainversión de capital, 551 ahortó dinero suficiente para pagar la adquisición en un breve plazo (lo cual protegía el prístino balance).
B.e. Moore era la oportunidad de una pequeña adquisición. Explotabaunas ochenta tiendas en un estado en el que 551 no tenia presencia (Georgia) y se trató de una sencilla adquisición al contado. Por otra parte, la
200 TRANsr-OMMANDO LA CAOeNA DE SUMINISTRO

auditoría de la cadena de suministro hizo que SSI llegara a la conclusiónde que las tiendas de Moore (que 551 explotaría bajo la marca de Peebles)podían ser servidas por el recién rediseñado centro de distribución deSouth Hill, y así 551 podría cerrar el centro de distribución de Moore.Ello significaba unos mayores ingresos procedentes de las ochenta tiendasde Moore, sin necesidad del coste de capital de un centro de distribuciónadicional.
Finalmente, la adquisición de estas dos compañías incrementó de formanotable las cantidades de productos que 551 compraba a los proveedores,lo cual le pennitió influir en los proveedores clave para implementarahorros adicionales de la cadena de suministro beneficiosos para ambaspartes.
Beneficio económico
Al prestar atención al impacto de la cadena de suministro sobre el beneficio económico (ingresos, gastos de explotación y capital), SSI ha sido premiada en términos de valor para el accionista. En 2001 su acciónse negociaba aproximadamente a 10 dólares la acción, con un total de20 millones de acciones en circulación (valor para el accionista iguala 200 millones de dólares). Unos ingresos constantes y un crecimiento deganancias sobre una base de capital más ajustada se tradujeron en seis añosde beneficio económico positivo. Con dos splits de acciones de tres pordos a lo largo de seis años, y una política continuada de recompra de acciones, en 2007 el número de acciones en circulación ascendía a 44,3núllones que se cotizaban en enero de 2007 a unos 30 dólares por acción(valor para el accionista igual a 1.329 millones de dólares). Analizadobajo una perspectiva diferente, un inversor que hubiera comprado cuatroacciones enjulio de 2001 por un total de 40 dólares habría visto como sele revalorizaban en 2007 a nueve acciones valoradas en total a 270 dólares, un 675% de rendinúento sobre la inversión en este período de seisaños. Esta rentabilidad se debe en gran medida al seguimiento metódico de los cinco pasos que llevan a la excelencia de la cadena de suministroy a la generación de beneficio económico a través de la cadena de suministro.
¿Qué depara el futuro? Con la mejora de la confianza del inversor, 551tiene planes de ampliar espectacularmente el número de tiendas, abrir un
ESTUDIOS DE CASO DE LA EL .... üORAClÓN V EJECUCIÓN DE UNA ESTRATEGIA OE LA CADENA... 201

nuevo centro de distribución que respalde esta expansión y vigilar constantemente las ganancias y el capital para poder generar beneficio econóJlllCO.
Conclusión
Estos dos casos, el de una compañía industrial y el de un comercio deventa al público, demuesrran la fuerza que tiene crear una estrategia queconduzca a la excelencia de la cadena de suministro para generar beneficio económico y valor para el accionista. Esta estrategia se apoya en loscinco pasos descritos en los capítulos precedentes. Todos son esenciales,ninguno es optativo. Si se entrelazan todos en una esrrategia integrada dela cadena de suministro, usted estará perfectamente encarrilado para generar valor para el accionista con su cadena de suministro.
PLAN DE ACCiÓN
1. Crear una estrategia de la cadena de suministro basada en los cincopasos que lleve a la excelencia de la cadena de suministro: focalizarseen la contratación del personal de talento apropiado, implementar latecnologia apropiada, colaborar a nivel interno y externo, y gestionarlas iniciativas del cambio con disciplina.
2. Estar atento al impacto de las decisiones de la cadena de suministrosobre los componentes del beneficio económico.
3. Recompensar al personal por las mejoras efectuadas en la cadena desuministro. Recuerde: lo que se mide se premia y lo que se premia selleva a cabo.
4. Hacer bellc¡'markillg continuamente con la competencia y con los sectores de más alto rendimiento.
202 TRANSFORMANDO LA CADENA DE SUMINISTRO

Notas
Capítulo 1
1. AMR Research ofi-ece servicios de asesoramiento por suscripción y deoportunidades de uetu'Orki"g entre colegas a ejecutivos de operaciones y tecnología de la información en los sectores de productos de consumo, ciencias de lavida, fabricación y comercio de venta al público. En 2007 el grupo de empresasincluidas en la Supply Chain Top 25 de AMR Research, superaron al mercadopor un amplio margen. El rendimiento total medio de dicho grupo fue del17,89%, en comparación con unos rendimientos del 6,43% para el Oow JonesIndustrial Average (OJA) y del 3,53% para el S&P 500.
2. G. Bennett Stewart, TIJe Qllesl Jor Vallle ( ueva York: Harper-Collins,1999).
3. El capital circulante se define como el activo circulante menos el pasivo circulante, pero a efeccos prácticos es igual a las existencias menos las cuentas acobrar más las cuentas a pagar.
4. Peter F. Orucker, Classical Dmcker: TIle Wisdolll of P"er Dmckerfrolll lIJe Pagesof lIJe Harvard Bllsi..ess Review (Bastan: Harvard Business School Press, 2006).
5. Gary Balter, director general de Credit Suisse y David Strasser, director general de Bank of America Securities. Entrevista realizada en octubre de 2008,en Chicago, ll1inois.
203
6. MAPE es igual al valor de previsión menos el valor real, dividido por el valor real, expresado en ténl1inos de porcentaje.
7. Gary Balter, director general de Credit Suisse y David Strasser, director general de Bank of America Securities. Entrevista realizada en octubre de 2OOS,en Chicago, Illinois.
8. Forbes lnvestopedia.eom es una fuente excelente.
9. Cálculos realizados por la organización de cadena de suministro de OfficeMax.
10. ltlvestmellt Week/y News, 1 de noviembre de 200S. (AJixPartners es una firma de consultoría global especializada en la mejora de las finanzas corporativas yel funcionanliento operacional, la ejecución de reestructuraciones corporativasy la provisión de servicios de consultoría legal en las áreas de pleitos y contabilidad.
Capítulo 3
l. Charles C. Poirier, Morgan L. Swink, Francis J. Quinn, .Fifth Annual Global Survey of Supply Chain Progress., 5upp/y Clla;u MQllagemellt Review, 1 deoctubre, 2007. Acceda al infortne en: http://www.scmr.com/article/3297105th_Annual_Global_Survey_oCSupply_Chain_Progress.php.
2. Vicky Gordon, .Leadership Challenges Facing the New Generation ofCEas: Entrevistas, 200S-2009, estudio no publicado. Para contactar con laDra. Gordon, ir a www.drvickygordon.com.
3. John Kerr, ((Hau-Lee-Educarar 3nd Consu)tanh. Supply CJ¡ai,¡ ¡\1a1lagemelltRev;ew, 1 de septiembre, 2007.
4. Entrevista con la Dra. Vicky Gordon, coach de altos ejecutivos, fundadora ydirectora general del Gordon Group, octubre de 200S, Chicago IlIinois.
5. Lao Tsé, filósofo chino.
6. Poirier, et al.•Fifht Annual Global Survey ofSupply Chain Progress•.
7. Entrevista con la Dra. Vicky Gordon, octubre de 200S, Chicago, Illinois.
S. Entrevista de David Wright a Vicky Gordon en Leadersllip Helpiug Otllers
5ucceed: ltl-deptll ¡uterviews witll Ameritau's Top Leadersllip Experts. (Sevierville,Tenn.: Insight Publishing, 2006),11-12.
9. "Supply Chain Talent: State ofthe Discipline., AMR Research, Abri1200S,http://www.scmr.com/Contents/images/SupplyChainTalent_StateoftheOiscipline.pdr.
204 TRANSFQRMANDO LA CADENA DE SUMINISTRO

10. Gordon, «Leadership Challenges».
Capítulo 4
1. Kevin O'Marah, ejecutivo, AMR Research. Entrevista, enero de 2000,Bastan, Massachusetts.
2. Ibídem.
3. Kevin Hendricks y Vinod Singhal, «An Empirical Analysis of the Effect ofSupply Chain Disruption on Long-Run Stock Price Performance and EquityRisk ofthe Finn», Produc/ion OperatíollS Managemell/ 14, n.O 1 (primavera 2005):35-52.
4. Kevin O'Marah. Entrevista, enero de 2009, Boston, Massachusetts.
Capítulo 5
1. Entrevista con Scott Roy, Knoxville, T ennessee, 30 de marzo de 2009.
Capítulo 6
1. Reuben Slone, «Leading a Supply Chain Turnaround», Harvard Business RevieIV, octubre 2004, 114-121.
2. Kereitsu se refiere a una familia de compañías que componen una alianza decolaboración muy estrecha en pro del éxito mutuo.
3. Voluntaty Inter-Industry Cornmerce Solutions, «Implementing SuccessfulLarge Scale CPFR Programs and Onboarding Trading Partners Business Process Guide», Version 1.0, agosto 2007, http://www.VICS.org.
4. Thomas Fleck, «Supplier Collaboration in Action at IBM», Supply CIlainMallagemell/ RevieIV, marzo 2008, 30-37.
5. VICS es una asociación sectorial de la que forman parte más de doscientascompañias dedicadas a la mejora de la eficiencia y la efectividad de la cadena desuministro.
6. Hau Lee, «West Marine: Driving Growth Through Shipshape Supply ChainManagement», Case GS-34 (Palo Alto, CA: Stanford Graduate School ofBusiness,2004).
7. Voluntary Inter-Industry Commerce Solution (VICS) es una aSOClaClOnsectorial de la que forman parte más de doscientas compañías dedicadas a la mejora de la eficiencia y la efectividad de la cadena de suministro, http://www.VICS.org.
NOTAS 205

Capítulo 7
\. Kevín Hendricks y Vínod Singhal, .An Empirical Analysís of the Elfect ofSupply Chaín Dísruption on Long-Run Stock Price Perfonnance and EquítyI~sk ofthe Fínm, Produclioll Opera!ioll' Mallagelllem 14, n.o 1 (primavera 2005):35-52.
2. Sharon Sílke Carty, ,When Cargo Gets Lost at Sea Fírms Can See Big Shortages, Losses", USA Today, agosto 3, 2006.
3. Ibídem.
4. Ibídem.
5. Ibídem.
Capítulo 8
l. Reuben Slone, «Leading a Supply Chaín TurnatOund", Harvard Busilless Reviel/!, octubre 2004, 114-121.
2. Este caso se preparó básicamente a partir de una presentación de julio de2000 del dírector general a los analistas de ínversíones, y de una serie de convetsaciones con ejecutivos de SSI.
206 TRANSI'ORMANDO L.... CADENA DE SUMINISTRO
Reconocimientos
Nuestro deseo era escribir un libro tan facil de leer como fuera posiblepero que a la vez tuviera la enjuncüa que se necesita para recorrer el camino que lleva a la excelencia de la cadena de suministro. Así pues, evitamos las discusiones de conceptos abstractos y en su lugar ilustramos lasideas con muchos ejemplos e historias, fruto de nuestras interacciones-tanto en nuestro papel de profesionales como de consultores- concientos de compañías. Las historias, ejemplos y citas del libro procedende la base de datos de más de quinientas compañías de la Universidad deTennessee, que alberga detaUes de las auditorías de la cadena de suministro llevadas a cabo por la Universidad de Tennessee, así como de loscontactos establecidos con los participantes en fórum anual de la cadenade suministro que tiene lugar en dicha universidad.
Nos gustaría dar las gracias en especial a una serie de colegas del sector,entre ellos a Stem Stewart & Co., Gary Balter de Crecüt Suisse, Mat fassler de Goldman Sachs y David Strasser, de Bank of America, por ayudamos a trazar el fuerte vínculo existente entre la excelencia de la cadenade suministro y el valor para el accionista. Estamos muy agradecidos a losmaches de ejecutivos Vicky Gordon y Dave MacEachem, de SpencerStuat, por sus importantes aportaciones al capítulo 3 sobre personal detalento de la cadena de suministro. Además, querríamos manifestar nues-
207

tro teconocimiento a una serie de colegas profesionales pOt sus aportaciones concretas que hemos utilizado en varios ejemplos, entre ellos Kevin O'Marah, de AMR Research; Steve Burns, Greg Temple y RonNorth, de Avery Dennison; Fred Baumann, deJDA Software; Hau Lee,de la Universidad de Stanford; el comité de dirección de Stage Stores;Tom Johnson, de Michelin; Larry Smith, de West Marine; Jay Fortenberry, de Honeywell, Scott Roy, de Blue Bunny, y Mike Mabry, de Lowe's. Apreciamos enormemente el apoyo, guía y capacidad de análisisdel director general de OfliceMax Sam Duncan, del director general deoperaciones de OfliceMax Sam Martin, y de los ejecutivos de la mismacompañía Matt Broad, Dov Shenkman y Nikhil Sagar.
Hay una serie de personas que nos proporcionaron una inestímable ayuda en la preparación del manuscrito para su publicación. Entre ellos, TimOgden y Laura Starita, de Sona Partners. Asimismo, Jacque Murphy yKathJeen Carr, de Harvard Business Press, fi.leron unos líderes de opinión fundamentales durante el proceso de creación del libro.
Por último, quisiéramos dar las gracias a nuestras familias por su apoyo ypor sus ánimos a lo largo del camino. Entre ellos, la esposa de Reuben,Carolyn, y sus hijos, Henry y Bridget; la esposa de Paul, Brenda, y sushijos, David, Kate y Melissa, y la esposa de Tom, Brenda, y sus hijos, Ashley y Erin.
208 TRANSfORMANDO lA CAOENA DE SUMINISTRO

Sobre los autores
Reuben E. Slone es vicepresidente ejecurivo de la cadena de suminisrro de OfEceMax. Antes de incorporarse a esra empresa, Slone ocupódiversos puesros de ejecurivo en Whirlpool, General Motors, FederalMogul, EDS y Ernst Voung. Harvard Business Review publicó dos de susartículos: «Are Vou the Weakest Link in Your Supply Chain?» en septiembre de 2007, y «Leading a Supply Chain Turnaround» en octubre de2004. Slone obtuvo una licenciatura en ingeniería por la Universidad deMichigan en 1984, donde se graduó mm laude.
J. Paul Dittrnan es direcror de alianzas corporativas de la Universidad deTennessee, donde es responsable del fórum anual de cadena de suministroy del Executive in Residence Program, y realiza servicios de consultoríasobre cuestiones de la cadena de suministro para muchas finnas. Con anterioridad a este cometido, fue vicepresidente de logística, vicepresidente delogística global y vicepresidente de estrategía de la cadena de suministropara Whirlpool Corporation. Es doctor por la Universidad de Missouriy miembro del Industrial Engineering Hall ofFame.
John T. (<<Torn») Mentzer es profesor (Chancellor's Professor) y titular de la cátedra de excelencia empresarial Harry J. y Vivienne R.. Bruceen la Universidad de Tennessee. Mentzer fue presidente del Council of
209

Supply Chain Management Professionals y es uno de los más prolíficos yreconocidos autores en el campo de la cadena de suministro, con ocholibros y más de doscientos artículos publicados. Mentzer ha sido consultor de cientos de compañías a lo largo de su carrera profesional y tiene undoctorado por la Michigan Sute Universiry.
210 TRANSfORMANDO LA CADIoNA Dl SUMINISTRO

David B. Speer. Presidente y CEOde lIIinois Tool Works
"Basado en un gran número de datos de múltiplescompañías, los consejos y el modelo de excelenciade cadena de suministro que este libro ofrece sonde gran valor y utilidad para los profesionales de lacadena de suministro."
Hau Lee. Director del Foro de Gestión de laCadena de Suministro Global de Stanford y
profesor de la Graduate School of Business,Stanford Universily
"En esta obra, Slone, Dittmann y Mentzer captanperfectamente los principios fundamentales para eléxito empresarial que son aplicables a cualquiersector. Hacen hincapié en la necesidad que tienenlas compañías de establecer cadenas de suministrode primera clase a nivel mundial que, si se hacenfuncionar de la forma adecuada, producen mayoresingresos como consecuencia de entregas sin fallosni defectos; reducen las necesidades de capitalgracias a un menor nivel de existencias y a redes dedistribución física bien organizadas; disminuyen loscostes merced a unas actividades operativas máseficientes; y satisfacen a los clientes con la creaciónde soluciones únicas. Este libro ofrece una estrategia de negocio de aplicación universal, una hoja deruta que las compañias harian bien en seguir."
Mike Eskew. Ex-Presidente y CEO de UPS
"Asesoramiento práctico y bien fundamentado. Losautores muestran cómo se elabora una estrategiade cadena de suministro efectiva mediante los cincopilares de la excelencia, a la vez que explican cómoestos pilares están vinculados al éxito global de lacqmpañía."
"Una excelente síntesis de cómo potenciar la cadena de suministro para crear valor económico, junto aplanes de acción de gran utilidad en cada capítulo.·
Steve Harmon. Vicepresidente de transportesmundiales de Kimberfy-Clark Corporation

+lARVARD~BUSINESS
Transformando laCadena de suministroGrandes compañías, desde Wal-Mart a Amazon, han subrayado las importantes ventajascompetitivas que ofrece una cadena de suministro de talla mundial: la entrega del producto oservicio a los clientes sin fallos ni defectos produce mayores ingresos, la mayor eficiencia de lasactividades operacionales reduce costes, el menor nivel de existencias disminuye las necesidades de capital y las redes de distribución física bien organizadas rebajan radicalmente el capitalcirculante. Así pues, ¿por qué no hay más compañías que siguen su ejemplo? ¿Por qué no lasuya?
Basado en la amplia experiencia práctica de los autores y el análisis continuado de cientos deempresas, esta obra describe los pilares esenciales de una estrategia de éxito de la cadena desuministro e incluye ejemplos reales, herramientas de autoevaluación, y pasos a seguir quemuestran como:
• Contratar y formar al personal de talento para dotarle de las competencias únicasque necesita para crear y dirigir la cadena de suministro.
• Seleccionar y aplicar las tecnologías adecuadas, desde sistemas de previsión ala gestión del impacto en el medio ambiente.
• Eliminar las desconexiones interdepartamentales que trastocan el funcionamiento,como proliferación de referencias y existencias obsoletas.
• Cooperar con los proveedores externos y los clientes.
• Implementar un proceso de gestión disciplinado que mantenga el éxito a lo largo del tiempo.
• Convertir a los miembros del consejo y al CEO en los defensores de la causa dela cadena de suministro.
Esta guía de acción contiene todo lo que se necesita para desatar la fuerza de la cadena desuministro y conseguir incrementar notablemente el beneficio económico y el valor para elaccionista, eliminando los fallos de abastecimiento, aumentando ficiencias con rapidez ymejorando el rendimiento general de la actividad.
ISBN 978-84-92956-52-4