Embed Size (px)
DESCRIPTION
cim
Citation preview

1
MANUFACTURA INTEGRADA POR COMPUTADORA (CIM)
Prof. Dr. Miguel Domingo González Alvarez
Pontificia Universidad Católica del PerúFacultad de Ciencias e Ingeniería
�Filosofía de gestión que propone una visión de integración y automatización del sistema prodctivo, empleando equipamientos, máquinas, hardware y software para desarrollar las funciones de diseño y planificación de la ingeniería y la planificación y el control de la producción.
Definición de CIM
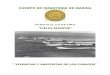
Manufactura Integrada por Computadora - CIMLos componentes del CIM en el Modelo Y
Control de Pedidos (Ventas)
Cotizaciones
Programa Maestro de Producción
Gerenciamiento de Materiales
Planeamiento de la Capacidad
Secuenciamiento
Ordenes de compra y de producción
Pre-diseño
Diseño
Planeamiento del Proceso
Programación CNC
Control de la Producción
Colecta de datos opercionales
Control (cantidades, tiempos y costos)
Control de despacho
Control de las máquinas (CNC, convencionales)
Control del Sistema de Transporte
Control de Inventarios
Control de Ensamble
Mantenimiento
Garantía de Calidad
Base de datos comun
Funciones de planificación y control de producción - PCP
Funciones de ingeniería
CAE
CAD
CAPP
CAMPCP
CAQ
Planeamiento
Implementación
Nivel 5
Integración desistemas de
manufactura con otros sistemas de negocios dentro
y fuera de la empresa
Nivel 4Integración de todas las actividades
de manufactura, (MRP II)
Nivel 3Integración entre funciones, por ejemplo CAD/CAM
Nivel 2Control de grupos de máquinas en células
Nivel 1Control de máquinas individuales
Manufactura Integrada por Computadora - CIMJerarquía de Integración
Manufactura Integrada por Computadora - CIMJerarquía de Integración
� Nivel 1
– Operaciones básicas, tales como controladores de máquinas y recolectores de información, son realizadas de forma autónoma pero la información se comunica al siguiente nivel
� Nivel 2
– Seguimiento y control de una célula
� Nivel 3– Control en la planta de varias células, se coordina el uso de recursos y se
realiza un seguimiento del desempeño global. � Nivel 4
– Integración de otras áreas funcionales claves y el uso de un sistema de información para la empresa en los moldes del MRP II
� Nivel 5
– Integración de la manufactura con las áreas financieras y de ventas
� Nivel 6– Integración global de la empresa incorporando una visión estratégica.
Tipos de procesos productivos
� Enfoque en el proceso o flujo flexible
– Taller o Job Shop
� Enfoque en el producto o flujo en línea
– Líneas de producción, flujos continuos o Flow Shop
� Proyectos

2
Tipos de procesos productivosEnfoque en el proceso
� “Job shop” (enfasis de procesos/funcional)
» Máquinas colocadas juntas
» Máquinas multi-funcionales
» Trabajadores hábiles
» Setup y cambios rápidos; bajos volúmenes / alta variedad de productos
» Ambiente: Ingeniería / Producción bajo pedido
MP PT
Tipos de procesos productivosEnfoque en el producto
� “Flow shop” (Enfasis en líneas / productos)
– Los productos siguen un misma secuencia de producción
– Alto volumen de producción / repetitiva; cambios no frecuentes
– Alta automatización
– Ambiente: Producción para stock / Ensamble bajo pedido
Flujo en línea
Flujo en células
Tipos de procesos productivosProyectos
� Proyectos
– El producto está en una posición fija
– Las operaciones y las máquinas se mueven hacia el producto
– Proyectos de bajo volumen/larga duración
– Ambiente: ingeniería/producción bajo pedido
PRODUCTO
Tipos de Procesos ProductivosLa Matriz Producto - Proceso
Enfoque en el
procesoProducción por lotes
Enfoque repetitivo
Co
ntin
uid
ad
d
el P
roce
soVariedad de Productos
+-
+
-
Enfoque en el
producto
Impacto de las Tecnologías Avanzadas en la Matriz Producto - Proceso
Enfoque en el
procesoProducción por lotes
Enfoque repetitivo
Co
ntin
uid
ad
d
el P
roce
so
Variedad de Productos+
-
+
-
Enfoque en el
productoSistemas Flexibles de Producción
Taller metal
mecánico
Fabricación por lotes de
cables eléctricos
Línea de ensamble
Producción continua
Célula de manufactura

3
Tecnologías Avanzadas de ManufacturaLas economías de escala y variedad
� Economía de escala
– El costo unitario disminuye al aumentar el volumen de producción
» Prorrateo de costos fijos
» Reducción de costos de construcción
» Descuentos por cantidades en compras
» Ventajas de la estrategia de enfoque en el producto
� Economía de alcance, variedad o gama (scope)
– La variedad de productos determina el logro de menores costos unitarios
– El conjunto de productos tiene un volumen colectivo suficiente
Tecnologías Avanzadas de ManufacturaAutomatización e Integración
�Automatización
–Sustitución del trabajo humano
�Integración
»Reducción o eliminación de los puntosintermedios entre entidades físicas uorganizativas
Tecnologías Avanzadas de ManufacturaLos volúmenes de las operaciones y la automatizaciónVolúmenes Altos
� Automatización Fija
» Gran inversión en activos
» Aumento de costos fijos y de mantenimiento
» Disminución de la flexibilidad
» Diseño de producto estable
� Beneficios» Mayor productividad de MO» Calidad
» Reducción ciclo de fabricación
» Aumento de capacidad
» Reducción de inventarios
» Economías de escala
Tecnologías Avanzadas de ManufacturaLos volúmenes de las operaciones y la automatizaciónVolúmenes medios y pequeños
� Automatización de bajo costo»Un trabajador múltiples máquinas (célula con un trabajador) »Beneficios
�Reducción de inventarios (no hay filas, material fluye de operación en operación)
�Reducción de MO (mayoría es automatizado)»Complementos => aparatos de bajo costo para maximizar el
número de máquinas�Cambiadores automáticos de herramientas�Cargadores y descargadores�Aparatos de inicio y parada�Aparatos de seguridad�Aparatos detectores de defectos en el producto
Máquina 1
Máquina 2 Máquina
3
Máquina 4Máquina
5
Ingreso Materiales
Salida Productos Terminados
Un trabajador, múltiples máquinasTecnologías Avanzadas de ManufacturaLos volúmenes de las operaciones y la automatizaciónVolúmenes medios y pequeños
� Automatización flexible
» Proceso automático reprogramable para variedad de productos
» Posibilidad de tener flexibilidad con intensidad del
capital
» Economías de alcance, variedad o gama compatibles con prioridades competitivas de costos y flexibilidad

4
Tecnologías Avanzadas de ManufacturaActuaciones previas a la automatización
� Simplificación de la tecnología de proceso– Eliminar procesos innecesarios– Eliminar pasos, elementos, operaciones– Reducir tiempos de preparación– Intentar pre-automatización
� Pre-automatización– Para facilitar y hacer posible el trabajo de las máquinas– Proximidad: ubicar herramientas y artículos al alcance de la
máquina o robot– Precisión: colocar piezas e instrumentos en el sitio correcto al
alcance de las máquinas� Automatización débil
– Mejorar equipo existente ponderando costos (parada, arranque, intercambiadores de herramientas)
Tecnologías Avanzadas de ManufacturaLos volúmenes de las operaciones y la automatizaciónVolúmenes medios y pequeños
� Tecnología de grupos– Agrupación de partes o productos en familias y destinar grupos
de máquinas para su producción– Proceso
» Definir familias (tamaño, forma, proceso productivo, demanda)
» Organizar las máquinas en áreas separadas denominadas células
– Beneficios» Disminución setups, productos en proceso, manipuleo de
materiales, tiempo de ciclo» Oportunidades de automatización» Economía de diseño
Tecnología de GruposMétodos para definir familias
� Inspección
� Subdivisión sucesiva del universo de piezas
� Codificación de las piezas de acuerdo aun sistema determinado
� Análisis de las rutas de proceso
112mm112mm
60mm60mm
4mm x 45°4mm x 45°
80mm80mm Código Producto: 1 5 3 1
Función de la parteMaterial (acero)
Max. longitud (50 < L < 150)Máquina Principal (Torno)
Tecnología de GruposMétodos para definir familiasCodificación
Tecnología de GruposMétodos para definir familiasAnálisis de las rutas de proceso

5
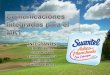
Tecnología de GruposAnálisis de procesos Matriz básica de máquinas y componentes
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 1 1 1 1
2 1 1 1 1
3
4 1 1
5 1 1 1 1 1
6 1 1 1 1
7 1 1 1
8 1 1 1 1
9 1 1
10 1 1 1 1 1
11 1 1
12 1 1 1
13 1 1
14 1 1
15 1 1 1
Máquinas
Com
pone
ntes
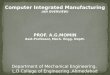
Tecnología de GruposAnálisis de procesos Matriz reordenada
5 8 3 6 14 12 11 2 7 1 15 13 10 4 9
10 1 1 1 1 1
6 1 1 1
4 1 1 1 1 1
1 1 1 1 1
5 1 1 1 1
15 1 1 1
2 1 1 1 1
11 1 1
3 1 1
8 1 1 1
12 1 1 1
14 1 1
13 1 1
9 1 1
7 1 1 1
Máquinas
Com
pone
ntes
Célula I
Célula II
Célula III
Célula IV
Tecnología de Grupos
Familia de partes
Tecnología de Grupos
Familia de partes
Source: Mikell P. Groover. Automation, Production Systems, and Computer-Aided Manufacturing. Englewood Cliffs, NJ: Prentice-Hall, 1980, p. 540. Used by permission.
Tecnología de Grupos
Taladrado
D D
D D
Pulido
G G
G G
G G
Fresado
M M
M M
M M
Ensamble
A A
A A
Torneado
Recepción y Despacho
L
L L
L L
L L
L
Tecnología de Grupos
(a) Flujo discontinuo en un job shop sin células de manufactura
Taladrado
D D
D D
Pulido
G G
G G
G G
Fresado
M M
M M
M M
Ensamble
A A
A A
Torneado
Recepción y Despacho
L
L L
L L
L L
L

6
Tecnología de Grupos
(a) Flujo discontinuo en un job shop sin células de manufactura
Taladrado
D D
D D
Pulido
G G
G G
G G
Fresado
M M
M M
M M
Ensamble
A A
A A
Torneado
Recepción y Despacho
L
L L
L L
L L
L
Tecnología de Grupos
(a) Flujo discontinuo en un job shop sin células de manufactura
Taladrado
D D
D D
Pulido
G G
G G
G G
Fresado
M M
M M
M M
Ensamble
A A
A A
Torneado
Recepción y Despacho
L
L L
L L
L L
L
Source: Mikell P. Groover. Automation, Production Systems, and Computer-Aided Manufacturing. Englewood Cliffs, NJ: Prentice-Hall, 1980, pp. 540-541. Used by permission.
Tecnología de Grupos
(b) Flujo continuo en línea en un job shop con tres células de manufactura
Célula 3
L M G G
Célula 1 Célula 2
Area de Ensamble
A A
L M DL
L MDespacho
D
Recepción
G
Tecnología de Grupos
(b) Flujo continuo en línea en un job shop con tres células de manufactura
Célula 3
L M G G
Célula 1 Célula 2
Assembly area
A A
L M DL
L MDespacho
D
Recepción
G
Tecnología de Grupos
(b) Flujo continuo en línea en un job shop con tres células de manufactura
Célula 3
L M G G
Célula 1 Célula 2
Assembly area
A A
L M DL
L MDespacho
D
Recepción
G
Tecnología de Grupos
(b) Flujo continuo en línea en un job shop con tres células de manufactura
Célula 3
L M G G
Célula 1 Célula 2
Assembly area
A A
L M DL
L MDespacho
D
Recepción
G

7
Layoutpor procesos Célula
Sierra
Torno
Rectificadora
TratamientoTérmico
Torno
Torno
Torno Sierra
Tratamiento
Térmico
Rectificadora
Rectificadora
Prensa
Prensa 1
1
2
3
45
2
6
Sierra
Prensa
Tecnología de GruposLayout Células vesus layoutpor procesos
Tecnologías Avanzadas de ManufacturaAutomatización de la Fabricación
� Planta
� Ingeniería
� Planificación y Control
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales
Hombro(shoulder)
Muñeca(Pitch)
Codo(elbow)
Ladeo(yaw)
Mano(roll)
Tronco
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales
� Programables
� Movimientos preconfigurables
� Reconfiguración para otros movimientos
� Componentes
» Brazo mecánico
» Fuente de energía
» Controlador o cerebro
» Dispositivo de manipulación manual (manual pendant)
� Movimientos => hasta 6
� Costo función del tamaño y aplicaciones
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Componentes
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Componentes

8
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales
– Usos
» Actividades monótonas, peligrosas, muy precisas
» Ejemplos
�Desplazamiento materiales
�Soldadura
�Pintura
�Ensamblaje
� Inspección y prueba
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Ensamble
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Control de Calidad
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Soldadura
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Paletizado
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Soldadura por puntos

9
Tecnologías Avanzadas de ManufacturaAutomatización de la PlantaRobots Industriales - Soldadura por puntos