Embed Size (px)
DESCRIPTION
trabajo inv
Citation preview

INTRODUCCIÓN
En la actualidad diferentes competidores nacionales o internacionales están
ejerciendo una presión a las industrias mexicanas corno nunca antes se habla
visto. Debido a la competencia, los mercados existentes se están cerrando y la
participación en los mismos se está evaporando, aún y cuando se tienen más
recursos, talentos y tecnologías. Las empresas están encontrando una gran
dificultad para competir, por lo tanto, es necesario dirigir y educar a la gente para
manejar los recursos tecnológicos y humanos para competir dentro del mercado y
poder seguir creciendo. En los últimos años los fabricantes han centrado sus
esfuerzos en encontrar una forma de aumentar la productividad por medio del uso
y aprovechamiento de la nueva tecnología de cómputo; sin embargo, esto no sólo
se logra gracias a la aplicación de la tecnología únicamente, sino que existen
diferentes elementos que al unirlos permiten una verdadera integración.
La industria está encontrando que en la actualidad la integración de todas las
áreas de la empresa es su Opción más viable estratégicamente hablando para
incrementar su productividad y crear una empresa más competitiva
Este proceso de integración se basa en el modelo de manufactura integrada por
computadora (CIM), que será definido más adelante, sin embargo, el concepto
CIM es complejo y por lo tanto, la comunicación del mismo dentro de la empresa
frecuentemente lleva a interpretaciones erróneas a pesar de los esfuerzos
realizados para que se lleve a cabo dicha integración, por lo tanto, es necesario
utilizar herramientas electrónicas para poder realizar de manera rápida, confiable y
económica la integración de la empresa.
Sin embargo algunos ejecutivos y administradores generales están siendo
presionados para tomar decisiones de incrementar los sistemas de computo sin
entender el efecto que esto tendrá en toda la organización, creando Islas de
automatización, mares de información técnica que crean un gran conflicto en los
diferentes departamentos de la empresa. Joseph Harrington argumentó que el
término "manufactura". Debía ser restringido a industrias que producen partes

discretas en lugar de aquellas conocidas como "industrias de procesos continuos".
En éste tipo de industria, la estructura molecular de la materia prima varía
constantemente, por lo tanto, es la hipótesis del presente trabajo establecer que la
Manufactura Integrada por Computadora no sólo se desarrolla actualmente para el
control en la industria de procesos discretos, sino que también es aplicable en la
automatización de la industria de procesos continuos. En éste tipo de industrias,
las funciones de control dependen del conocimiento sobre la razón de flujo de los
materiales, la energía tanto dentro como fuera de un sistema y sus partes. El
objetivo es mantener una reacción o producto predeterminado y el control sigue un
modelo matemático, usualmente envuelto por ecuaciones diferenciales. La
automatización supone un cambio en la operación así como en el uso de los
equipos de cómputo para las actividades gerenciales y de toma de decisiones de
una organización manufacturera.
Por lo tanto, para establecer un esquema de información sólido es necesario
integrar la infraestructura basada en los sistemas actuales. Es decir, la
interconexión de los diferentes equipos provocará un beneficio en la
administración.
En los últimos años los fabricantes han centrado sus esfuerzos en encontrar una
forma de aumentar la productividad por medio del uso y aprovechamiento de la
nueva tecnología de cómputo; sin embargo, esto no sólo se logra gracias a la
aplicación de la tecnología únicamente, sino que existen diferentes elementos que
al unirlos permiten una verdadera integración.
Peter G. Marún identifica cuatro servicios industriales los cuales convergen por
medio de luso uso de la Manufactura Integrada por Computadora en una sola
"Administración de tipo dinámica”, respondiendo de esta manera a las cambiantes
necesidades del mercado y permitiendo a las empresas manufactureras
convertirse en "Fabricantes de Clase Mundial" , los cuatro servicios son los
siguientes: Tecnologías de automatización, Herramientas de control de calidad, El
arte de la operación y sus procesos, Nuevas formas de medir el rendimiento de la
planta,

El análisis de estos cuatro servicios permitirá establecer una metodología con la
cual tanto la planta de producción así como el área administrativa, cuenten con
información veraz y oportuna para la toma de decisiones.
En los próximos años es muy probable que sucedan muchos cambios en la
industria manufacturera mexicana, que los habidos en los años anteriores los
cambios en la industria están acelerándose debido a las crecientes necesidades
del cliente y competencia mundial, así como la disponibilidad de nuevas
tecnologías. Se enfrenta al reto de competir con mejor calidad en el producto,
mejores costos de manufactura, tiempos de producción más reducidos, así como
una mayor respuesta a los súbitos cambios de la demanda. Muchos métodos
tradicionales para diseñar y fabricar un producto también enfrentan nuevos retos.
Para lograr estas metas se debe cambiar en lo que respecta a la cooperación y
comunicación entre sus propios departamentos internos, modificar su estructura y
su cultura para poder responder mejor a las presiones de la competencia y a las
necesidades del mercado. Se deben proporcionar los sistemas de información
adecuados que integren la empresa, de manera que opere sin contratiempos,
como un sistema integrado de negocios. Esto puede ser resumido en una sola
frase. Manufactura Integrada Por Computadora (CIM).

1.1 CONCEPTOS BASICOS EN SISTEMAS DE MANUFACTURA.
INGENIERIA DE MANUFACTURA.
Es la ciencia que estudia los procesos de conformado y fabricación de
componentes mecánicos con la adecuada precisión dimensional, así como de la
maquinaria, herramientas y demás equipos necesarios para llevar a cabo la
realización física de tales procesos, su automatización, planificación y verificación.
La Ingeniería de Manufactura es una función que lleva acabo el personal técnico, y
está relacionado con la planeación de los procesos de manufactura para la
producción económica de productos de alta calidad. Su función principal es
preparar la transición del producto desde las especificaciones de diseño hasta la
manufactura de un producto físico. Su propósito general es optimizar la
manufactura dentro de la empresa determinada. El ámbito de la ingeniería de
manufactura incluye muchas actividades y responsabilidades que dependen del
tipo de operaciones de producción que realiza la organización particular. Entre las
actividades usuales están las siguientes:
1) Planeación de los procesos
2) Solución de problemas y mejoramiento continuo.
3) Diseño para capacidad de manufactura.
La planeación de procesos implica determinar los procesos de manufactura más
adecuados y el orden en el cual deben realizarse para producir una parte o
producto determinado, que se especifican en la ingeniería de diseño. El plan de
procesos debe desarrollarse dentro de las limitaciones impuestas por el equipo de
procesamiento disponible y la capacidad productiva de la fábrica.
Planeación tradicional de procesos.
Tradicionalmente, la planeación de procesos la lleva acabo ingenieros en
manufactura que conocen los procesos particulares que se usan en la fábrica y
son capaces de leer dibujos de ingeniería con base en su conocimiento, capacidad

y experiencia. Desarrollan los pasos de procesamiento que se requieren en la
secuencia más lógica para hacer cada parte. A continuación se mencionan
algunos detalles y decisiones requeridas en la planeación de procesos.
Procesos y secuencias.
Selección del equipo
Herramientas, matrices, moldes, soporte y medidores.
Herramientas de corte y condiciones de corte para las operaciones de maquinado.
Métodos.
Estándares de trabajo
Estimación de los costos de producción.
Estimación de materiales
Distribución de planta y diseño de instalaciones.
PLANEACION DE PROCESOS PARA PARTES.
Los procesos necesarios para manufactura una parte específica se determinan en
gran parte por el material con que se fabrica la parte. El diseñador del producto
selecciona el material con base en los requerimientos funcionales. Una vez
seleccionado el material, la elección de los procesos posibles se delimita
considerablemente. En este análisis de los materiales para ingeniería
proporcionamos guías para el procesamiento de cuatro grupos de materiales.
Metales
Cerámicos
Polímeros
Y Materiales compuestos.

Una típica secuencia de procesamiento para fabricar una parte separada consiste
en:
1.- materia prima inicial.
2.- procesos básicos
3.- procesos secundarios
4.- procesos para el mejoramiento de las propiedades
5.- operaciones de acabado.
Un proceso básico establece la geometría inicial de la parte. Entre ellos están el
colocado de metales, el forjado y el laminado de chapas metalizasen la mayoría
de los casos, la geometría inicial debe refinarse mediante una serie de Procesos
secundarios. Estas operaciones transforman la forma básica en la geometría final.
Hay una correlación entre los procesos secundarios que pueden usarse el proceso
básico que proporciona la forma inicial. La selección de ciertos procesos básicos
reduce la necesidad de procesos secundarios. Gracias a que con el modelo se
obtienen características geométricas detallada de dimensiones precisas.
Después de operaciones de formado, por lo general se hacen operaciones para
mejorar las propiedades incluyen el tratamiento térmico en componentes metálicos
y cristalería. En muchos casos, las partes no requieren estos pasos de
mejoramiento de propiedades en su secuencia de procesamiento. Las
operaciones de acabado son las ultimas de la secuencia; por lo general
proporciona un recubrimiento en la superficie de la parte de trabajo(o ensamble)
Entre estos procesos están la electrodeposición y la pintura.
1.2CONCEPTOS DE MANUFACTURA INTEGRADA POR COMPUTADORA
CIM - DEFINICIÓN
John W. Bernard lo define como "la integración de las computadoras digitales en
todos los aspectos del proceso de manufacturad'.' Otra definición afirma que se

trata de un sistema complejo, de múltiples capas diseñado con el propósito de
minimizar los gastos y crear riqueza en todos los aspectos. También se menciona
que tiene que ver con proporcionar asistencia computarizada, automatizar,
controlar y elevar el nivel de integración en todos los niveles de la manufactura.
Anteriormente se ha tratado de describir el concepto CIM y como las tecnologías
de sus componentes calzan en ese concepto, los avances tecnológicos están
permitiendo que la integración sea realizada. Esta tecnología se centra en la
computación y las telecomunicaciones, y busca la integración de todas las
actividades del negocio
Por lo tanto la manufactura integrada por computadora es uno de tantos conceptos
avanzados que abarcan tecnologías modernas de manufactura, así como otros
conceptos de manufactura como Justo a tiempo, calidad total, teoría de
restricciones, etc. Lo realmente importante no es dar una definición al concepto,
sino entender que se trata de una forma de trabajo en la cual todas las partes que
intervienen para el desarrollo de un producto están enfocadas a lograr la meta de
una organización.
Sin importar cuán eficientes sean las operaciones de corte, ensamblaje y
movimiento de materiales, mientras no exista una buena coordinación y
planificación no existirá real eficiencia. La tecnología CIM que mejora la
administración de la manufactura son los sistemas MRP II (manufacturing
resource planning) o planeación de insumos de manufactura y, más
recientemente, JIT (just in time) o justo a tiempo.
El MRP II ha sido llamado el sistema nervioso central de la empresa
manufacturera. Contenidos en estos sistemas se encuentran los módulos de
software que planean y organizan las operaciones de manufactura, permiten
explorar mejores alternativas para la producción y los insumos, monitorean si las
operaciones se ajustan al plan previo y permiten proyectar resultados -incluso
financieros-. Se dice que ninguno de los sistemas actualmente instalados de CIM
que tenga el MRP II lo usa a cabalidad, puesto que su capacidad de manejar

información es demasiado elevada. La importancia de estos sistemas es obvia; a
través de los datos ellos generan, recolectan y administran, estableciendo y
manteniendo contactos con todas las locaciones y oficinas en la empresa.
La producción JIT, relacionada a la anterior, ha hecho que muchas compañías
replanteen su estrategia de producción, debido a los grandes beneficios obtenidos
tras su implementación. Una de las máximas del JIT es la de producir lo que y
cuando se necesita, para eso reduce inventarios, particularmente inventarios de
productos a medio terminar, y con ello costos de inventario. Partes compradas o
materias primas son mandadas directamente a la línea de producción, varias
veces al día si es necesario. Esta filosofía convierte el inventario en productos tan
pronto como sea posible, y así echa por tierra la filosofía de mantener un buen
inventario de partes de recambio "en caso de que se ocupen". Sin embargo, para
que este sistema tenga éxito debe existir una estrecha relación con los
proveedores, además éstos deben entregar un producto de calidad porque el JIT
no permite perder tiempo en revisar las partes entrantes. Si los proveedores
poseen una tecnología similar se evitan una serie de burocracias al hacer pedidos,
pues las órdenes van de computador a computador. Si este sistema es bien
aplicado, el JIT puede significar reducciones de hasta un 75% en el inventario y
lograr así mejoras equivalentes en la calidad del producto.
CIM tiene un componente tecnológico penetrante, pero es más que solo una
nueva tecnología es una filosofía de operación. Para entender esta tecnología se
requiere de un entendimiento de los conceptos de manufactura, integración y la
aplicación de las computadoras.
Manufactura: Significa fabricar o producir objetos o mercancías manualmente o
por medios mecánicos. Sin embargo desde el punto de vista moderno envuelve
todas las actividades necesarias para transformar la materia prima en producto
terminado, para entregar el producto al cliente y soportar el desempeño del
producto en el campo. Este concepto de manufactura empieza con el concepto de
la entrega del producto, incluye actividades de diseño y especificaciones y se

extiende hasta la entrega y actividades de ventas, por lo tanto involucra la
integración de todos los sistemas de información.
Integración: Este término debe ser visto claramente por los diferentes
departamentos de la empresa sin importar la actividad que estén desempeñando,
por lo tanto la necesidad de información es básica.
Integración significa que la información requerida por cada departamento esté
disponible oportunamente, exactamente en el formato requerido y sin preguntas.
Los datos deben venir directamente de su origen, que incluyen a las actividades
de cada una de las áreas de la empresa.
Las Computadoras son herramientas que se seleccionan para las actividades de
automatización y también pueden ser seleccionadas para la integración
automatizada. Entonces la manufactura CIM se define como el uso de la
tecnología por medio de las computadoras para integrar las actividades de la
empresa.
La tecnología computacional es la tecnología que integra todas las otras
tecnologías CIM. La tecnología computacional incluye todo el rango de hardware y
de software ocupado en el ambiente CIM, incluyendo lo necesario para las
telecomunicaciones. Existe una jerarquía de control en los ambientes
manufactureros, en la cual hay 5 niveles principales que se detallan a
continuación:
Control de máquinas (PLCs)
Control de celdas
Computador de área
Computador de planta
Computador corporativo

El nivel más bajo (1) consiste en productos basados en microprocesadores que
controlan directamente las máquinas. En el segundo nivel, varias máquinas
trabajan en conjunto, y aunque cada una de ellas trabaja con su propio control,
existe un computador central que las maneja. El tercer nivel monitorea
operaciones de un área de la planta, por ejemplo, una línea de ensamblado o una
línea de soldadura robotizada. El computador de planta sirve más para funciones
administrativas, puesto que a pesar de que la planeación debe hacerse a distintos
niveles, siempre existe alguien que los autoriza y divide las labores en la planta.
Finalmente, y al tope de la jerarquía de control, encontramos el computador
corporativo, dentro del cual reside la base de datos y los programas financieros y
administrativos de la empresa. Una de las más importantes funciones de este
computador es organizar la base de datos, de tal manera que ella pueda ser
fácilmente manejada y guardada.
Las comunicaciones entre los sistemas es vital en un ambiente moderno de
manufactura. Una jerarquía de computadores que se comunican entre ellos
implica al menos una estandarización en los protocolos de comunicación. Es así
como existen los protocolos MAP y TOP (Manufacturing Automation Protocol y
Technical and Office Protocol), los cuales permiten fluidez en la integración de los
departamentos. Los protocolos son reglas que gobiernan la interacción entre
entidades comunicadas, y deben proveer una serie de servicios:
Permitir la transmisión de datos entre programas o procesos en la red interna
Tener mecanismos de control entre hardware y software
Aislar a los programadores del resto, cuando éstos lo necesitan
Ser modular, de tal manera que elegir entre protocolos alternativos tenga el
mínimo impacto
Permitir comunicación con otras redes
Al ser creado, el MAP especificó un protocolo funcional de red para la fábrica
misma; en cambio, el TOP lo especificó para el procesamiento de información en

ambientes técnicos y de negocios. Sin embargo, ambos protocolos cumplen
funciones similares y están normalizados por la ISO en conformidad a la referencia
de las "siete capas".
La implementación de un sistema CIM debe verse por el valor de ella como una
herramienta estratégica y no como una mera inversión de capital. Para aquellas
compañías que eligen CIM, los beneficios son reales, y pueden significar la
diferencia entre el éxito y el fracaso.
Para las empresas que estén evaluando la implementación de CIM, existe una
lista de opciones que deberían tener claras:
Constatar la estrategia y los fines del negocio
Comprometerse con la integración total, no solo buscar la excelencia en puntos
aislados o convenientes
Estudiar la compatibilidad entre los sistemas existentes
Comprometerse a manejar toda la información de manera digital
Estar de acuerdo con las normas y estándares existentes
Tener aptitud para aprender del nuevo hardware y software
Tener aptitud para aprender de la experiencia de otras compañías
Conocer de las tecnologías JIT y de grupo
Ajustar los departamentos y las funciones de cada uno para manejar una
organización en red
Usar fuentes externas (Universidades, asociaciones profesionales y consultores)
Identificar potenciales beneficios
Para estudiar si se justifica o no instalar un sistema CIM, deben considerarse
preguntas como: ¿Lo están instalando otras empresas del rubro?, ¿Podemos ser

nosotros los líderes al incorporarlo?, ¿Vale la pena hacer esta inversión a corto/
mediano/ largo plazo?, entre otras.
En la práctica, el ambiente externo está cambiando constantemente, y muchos de
los más importantes cambios son predecibles. Es por esto que un análisis de
mediano plazo, díganse 10 años, puede incorporar estimaciones realistas como
para analizar la factibilidad de la inversión.
A pesar de que los beneficios cualitativos del CIM no son cuantificados en las
ecuaciones de factibilidad de inversión, se sabe positivamente que CIM aporta
incuantificables beneficios. Entre los más importantes beneficios del CIM se
encuentran las mejoras en la productividad, mayor rapidez en la introducción o
modificación de productos, y una mejor intercambiabilidad de los trabajos
específicos. Algunos de los más importantes beneficios estratégicos del CIM están
presentados en la siguiente tabla:
Beneficios estratégicos del CIM
Beneficio Descripción
FlexibilidadCapacidad de responder más rápidamente a cambios en los
requerimientos de volumen o composición
CalidadResultante de la inspección automática y mayor consistencia en
la manufactura
Tiempo
perdido
Reducciones importantes resultantes de la eficiencia en la
integración de información
Inventarios
Reducción de inventario en proceso y de stock de piezas
terminadas, debido a la reducción de pérdidas de tiempo y el
acceso oportuno a información precisa
Control Reducción de control como resultado de la accesibilidad a la

gerencialinformación y la implementación de sistemas computacionales de
decisión sobre factores de producción
Espacio físicoReducciones como resultado de incremento de la eficiencia en la
distribución y la integración de operaciones
OpcionesPreviene riesgos de obsolescencia, manteniendo la opción de
explotar nueva tecnología
Tipos de procesos industriales.
Existen varios tipos de clasificación, sin embargo la que se utiliza con mayor
frecuencia para discutir los tipos de procesos de control y las aplicaciones de
comunicaciones es la segmentación de las industrias en unidades de operación
continuas, discontinuas, por lotes y discretas.
Operaciones continuas
Las operaciones continuas son aquellas en las que la materia prima, los productos
intermedios y finales son fluidos y son procesados de manera continua por un
largo período de tiempo, en ocasiones por años, sin paro alguno. En lugar de la
tecnología de productos, la tecnología de procesos regularmente es la llave para
el éxito de la economía. Ejemplo de este tipo de operaciones se encuentran en
industrias como la química, la petrolera y la energética.
Operaciones discontinuas
Son lo mismo que las operaciones continuas excepto que con frecuencia se
cambia de un producto a otro. Esto implica que en ocasiones se realicen paros y
arranques en intervalos frecuentes, o cambiar de una condición de operación a
otra con el fin de realizar un producto similar. Para que estos procesos sean
costeables en su operación, se realiza una automatización adicional para realizar
los cambios en las condiciones de operación. Ejemplos de este tipo de

operaciones son las industrias que fabrican papel, alimentos y algunos procesos
químicos.
Operaciones por lotes
Además de correr de manera discontinuo, son diferentes en el sentido en que el
Procesamiento se realiza siguiendo una secuencia específica. La materia prima se
mezcla toda junta y luego se procesa en una trayectoria específica bajo ciertas
condiciones de operación como temperatura, presión, densidad, viscosidad, etc.
En algunas ocasiones se usan aditivos adicionales en diferentes momentos en el
ciclo de procesamiento. El producto deseado es separado o condicionado en
unidades de operación por lotes. Las operaciones por lotes son la forma más
antigua de operar pero las más frecuentemente usada en industrias como la
química, de alimentos, minerales, fármacos, textiles y pieles.
Operaciones discretas
Las operaciones discretas son aquellas en las que se produce un producto a la
vez, como los automóviles, refrigeradores, aviones, barcos, etc. Estos procesos
utilizan una línea de ensamblaje donde el producto se mueve a través de las
diferentes unidades de operación o el producto puede permanecer de manera
estacionaria con diferentes procesos en un mismo lugar. Los productos pueden
ser fabricados uno a la vez o en grandes cantidades en una línea de producción
masiva.
La industria de procesos fluidos.
Existe una clara diferencia entre los tipos de procesos antes descritos, sin
embargo la que se considera más significativa en el contexto de la Manufactura
Integrada por Computadora es el uso y aplicación del Diseño y Manufactura
Asistido por Computadora (CADICAM: Computer Aided Design and
Manufacturing) en las ~ de ingeniería. En el caso de la industria de procesos
fluidos o procesos continuos estas herramientas no se aplican por lo cual se
analizará el caso particular de este tipo de industria.

El término "Procesos" es extensamente usado en todos los tipos de industrias y
sin una definición adicional el término puede ser confundido. En este contexto es
mejor utilizar el término "industria de procesos fluidos" e "industria de procesos
distintos" para diferenciar entre uno y otro.
Las industrias de procesos fluidos se encuentran entre los tipos de proceso
continuo, discontinuo y por lotes. Sus productos se caracterizan porque fluyen
continuamente a través de las operaciones de manufactura. La materia pierde su
identidad debido a los cambios en su estructura molecular durante su
procesamiento lo cual hace difícil su invención y seguimiento. Este tipo de
industrias regularmente son operadas por dos o tres personas desde una cabina
de control.
Las industrias de procesos discretos trabajan principalmente con partes
individuales, procesadas en operaciones de tipo discreto o por lotes,
posteriormente son ensambladas en productos discretos. Regularmente existe una
gran cantidad de personas trabajando y operando en este tipo de industrias.
La mayoría de programas para la administración de las plantas con la
programación y seguimiento de las tareas, el inventariado y costeo fueron
desarrollados para las industrias de procesos discretos por lo tanto no reflejan las
necesidades de las industrias de procesos fluidos.
VISIÓN DE CIM
CIM es un concepto de completa optimización e integración de la compañía, no
existen patrones predeterminados para llevar la integración de personas,
funciones, información y necesidades de un negocio en específico.
Los ejecutivos necesitan una visión compartida de su compañía que muestre a
todos los contribuidores su valor agregado. Interrelaciones e interdependencias.
Los ejecutivos deben promover el entendimiento de porqué el trabajo integrado es
mejor que partes en específico funcionando separadamente.

Generalmente el problema no es la disponibilidad de tecnología, sino
implementarla, conocer sus ventajas, conocer el potencia de, dicha tecnología
dentro de la empresa, ya que la gente generalmente se resiste al cambio.
Los ejecutivos necesitan desarrollar una visión conceptual de CIM, una visión que
provea confianza para estimar el impacto de la implementación de cómputo y
automatización de la compañía. Necesitan una herramienta que les ayude a
definir, diseñar, construir e implementar CIM, la herramienta que se propone para
dicho cambio es la metodología del manejo de la información para todas las áreas
de la empresa a través del uso de sistemas de cómputo para lograr el objetivo.
El Modelo CIM
El modelo CIM es una herramienta, que describe la visión y arquitectura de la
manufactura integrada por computadora a la dirección de la organización, que
puede ser a su vez comunicada en áreas funcionales y operacionales, a técnicos y
científicos que proveen planes lógicos para que la visión de CIM pueda ser
implementado físicamente.
El origen del modelo CIM
El modelo CIM se deriva de la “empresa CIM” desarrollada por la Asociación de
sistemas computarizados automatizados (consejo técnico de la sociedad de
ingenieros de EU).
Este concepto describe los sistemas generales de negocios, lee áreas de
producción y los sistemas que los Integran a la empresa.

Es necesario enfatizar tres segmentos en el modelo de la empresa CIM no son
muy evidentes, pero son de oral importancia, aún cuando la empresa CIM
introduce el concepto de la manufactura integrada se encuentra que sólo se
representa el fundamento de la empresa, es decir, la parte operativa de la misma,
por tal motivo, no representa todas ¡m jerarquías .
1.3 DESARROLLO HISTORICO DE LOS SISTEMAS DE MANUFACTURA.

AñoTécnicas de
fundiciónDeformación Unión Maquinado
Procesamiento de
cerámicos
Procesamiento de
polímeros
4000
AC
Moldes de piedra y
cerámicaForja de Au, Ag, Cu
Uso de materiales
abrasivos y piedraCerámica arcillosa
Madera y fibras
naturales
2500
AC
Proceso a la cera
perdida
Formado de hojas
metálicas
Soldadura falsa
(con latón) Perforado Torno de alfarero
1000
AC Forja de hierro
Soldadura por forja
Sierras de hierro
Fabricación del
vidrio
1 DC
Acuñado
(bronces)
Torneado de
maderaSoplado de vidrio
1000
DC
Formado de alambre
(estirado)Fabricación de
porcelana china
1400
Moldeo en arena de
piezas de
fundición gris
Forja por martillo
accionado por
agua Hoja de lija Cristal de roca
1600 Molde permanente
Laminación;
producción de hojas
metálicas de
espesor uniforme
Torno para el
barrenado de
cañones
1800
Embutido Extrusión
(Pb), Laminado de
acero
Corte de cuerdas
(desde el siglo XVI
se desarrollaron las
primeras máquinas)
torno vertical,
fabricación
intercambiable
Porcelana
(Alemania)

En la era paleolítica, seres humanos que vivían de la caza y la recolección de
alimentos, poseían una gran diversidad de herramientas como hachas, cuchillos,
sierras, desbastadores y rascadores de piedra, pequeños mazos, utensilios para
perforar, agujas de marfil, arpones, entre otros. Ya en esta época se llegó a contar
con herramientas para fabricar herramientas.
Después de muchos siglos inició la edad de los metales, que comprendió los años
6000 a 3000 a. C.
El oro, la plata y el cobre fueron los primeros metales trabajados por el hombre, ya
que en dicho período histórico estos metales se podían encontrar en estado nativo
en diversas regiones. En un inicio se les dio forma por simple martillado seguido
de sucesivos calentamientos para eliminar la acritud. Mediante dichos métodos se
pudieron fabricar adornos y objetos muy diversos. Posteriormente, se observó que
esos metales al ser calentados a altas temperaturas se fundían y podían ser
colados en estado líquido en moldes de arcilla cocida produciendo, según se
deseara, objetos de adorno, armas y herramientas.
La obtención de los metales a partir de sus respectivos minerales fue descubierta
posteriormente, donde el cobre tiene la primicia debido a la relativa facilidad con
que puede ser reducido. Lo más probable es que por accidente se encontrara que
al fundir conjuntamente minerales de cobre y estaño o de cobre y arsénico se
diera lugar a un metal que, por sus propiedades y posibles aplicaciones, resultaba
de mayor interés, que los metales que se habían trabajado con antelación.
La Edad de Bronce comenzó hacia los años 3300 a 2800 a. C., extendiéndose
hasta más allá del año 1000 a. C., alrededor del cual comienza la Edad de Hierro
en Europa.
Las más antiguas piezas de hierro que se han descubierto y que ha sido posible
estudiar datan de épocas anteriores al segundo milenio a. C. Los análisis han
mostrado que dicho material es de origen meteorítico. Es difícil señalar con toda
precisión la época y el lugar donde se fabricó por primera vez el hierro a partir de
sus minerales, lo más probable es que también este procedimiento haya sido

accidental, sin embargo, se relaciona este descubrimiento con los hititas, quienes
habitaron, entre los siglos XVII al XII a. C., una amplia región en la península de
Anatolia (Este de Turquía) que comprende regiones de la actual Siria, Israel y
Jordania; a estos países se atribuye la primera utilización del hierro, junto con la
civilización Védica (asentado en la actual India).
Este conocimiento se trasladó a la Grecia antigua y a Egipto para posteriormente
extenderse, a través de varios siglos, en el resto de Europa. Resulta por demás
evidente que las herramientas producidas con este nuevo material presentaban
mejores características que los ya conocidos, es entonces que se deben de haber
tratado de reproducir las circunstancias a través de las cuales el hierro se había
obtenido dando lugar a la Edad de Hierro. Las civilizaciones americanas nunca
pasaron a través de dicha Edad, en virtud de que este conocimiento fue
introducido por los europeos.
En Europa, los primeros objetos se obtuvieron por martilleo a partir de una masa
semifundida en la que se mezclaba el hierro con la escoria; dicha deformación
plástica permitía eliminar los componentes extraños, además de mejorar las
propiedades mecánicas. Las diferentes piezas rescatadas por los arqueólogos
indican que los productos de hierro tuvieron dos vías de difusión: marítima y
continental. La continental tuvo su centro de difusión en Anatolia, Siria y Chipre, y
se extendió a través de los Balcanes y el Cáucaso, llegando hasta las Islas
Británicas en el siglo VII a. C. Por su parte, la región Mediterránea estuvo marcada
por la colonización fenicia y griega. En Italia llega a Calabria en torno al siglo X a.
C. y un poco más tarde a la península ibérica. La influencia etrusca pudo abrir una
ruta por los Alpes con el norte, pero es dudosa por el escaso interés etrusco por el
metal. En una primera etapa, y dada su escasez, los productos de hierro se
orientan en la producción de adornos. Hasta que se desarrollan las técnicas de
endurecimiento es que se encuentran las grandes ventajas de este material,
siendo orientado entonces a la producción de armas.

Alrededor del 1200 a. C., el hierro era profusamente utilizado en Oriente Medio,
pero aún no reemplazaba al uso dominante del bronce. Hacia el 1180 a. C., por
razones aún desconocidas para los arqueólogos, el estaño escaseó, lo que llevó a
una crisis en la producción del bronce. El cobre también parecía escasear. Varias
civilizaciones del Mediterráneo empezaron a atacar las ciudades fortificadas con la
intención de saquear el bronce para refundirlo y convertirlo en armas. Anatolia
había sido durante mucho tiempo un gran productor de bronce, y su uso del hierro
(desde el 2000 a. C. en adelante) permitió la existencia hacia el 1500 a. C. de una
tecnología de armas superiores a las de bronce.
En África occidental, la producción de hierro comenzó casi en la misma época, y
parece claro que fue una invención independiente y simultánea. Los lugares en los
que existían minerales de hierro desarrollaron una preeminencia en el último
mileno a. C., que mantendrían en el futuro. La tecnología militar diseñada para
aprovechar el uso del hierro se originó en Asiria, quien de hecho parece que
consideraba a la ciudad de Troya como un puesto comercial (una cabeza de maza
encontrada en 1902 en las ruinas de Troya, fechada en el 1200 a. C., es
probablemente de producción asiria). En cualquier caso, el comercio de
hierro entre Asiria y la ciudad independiente de Troya estaba ya bien
establecido en esas fechas, y el secreto de su producción era celosamente
guardado por los asirios.

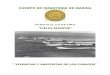
Distribución del conocimiento de la metalurgia del hierro en el siglo IX a. C.
La metalurgia del hierro se desarrolló de manera independiente en la zona de
Anatolia, Mesopotamia, Egipto y posteriormente el norte de África; el
subcontinente indio y el valle del YangTze en China. En el África subsaharina, la
cultura de Nok hacia el siglo IV a. C. presenta ya un desarrollo independiente en
las técnicas de fundición y fabricación del hierro. En el caso de Europa existe
unanimidad en cuanto a que la tecnología pasó del Asia Menor a ésta.
En la figura de arriba se observa la distribución en el conocimiento de la
metalurgia del hierro hacia el siglo IX a. C., extendiendo su empleo a través del
comercio y de forma mucho más lenta su tecnología, de tal forma que la Grecia de
Homero en el siglo VIII a. C. se encontraba en la transición de la Edad de Bronce
a la de Hierro. Es conveniente también notar que el desarrollo de esta tecnología
se dio en épocas prehistóricas, ya que en muchos de los pueblos no se disponía
de un sistema de escritura desarrollado, lo cual limita en mucho las
investigaciones en esta área. En lugares como las islas Británicas este
conocimiento llegó con los romanos, mientras que en la zona no romana su
conocimiento hubo de esperar hasta el siglo V de nuestra era. En la Germania, las
técnicas se difundieron igualmente por las conquistas y el contacto con el imperio
romano, mientras que en Escandinavia y otras zonas alejadas de la influencia
romana, su desarrollo se dio aproximadamente al inicio de nuestra era.
Se considera actualmente que la Edad de Hierro en el Antiguo Oriente Medio
comenzó con el descubrimiento de las técnicas de fundición y forja del hierro en la
región de Anatolia a finales del siglo XIII a. C. De ahí se extendió con rapidez a lo
largo de Oriente Medio a medida que las armas de hierro sustituían a las de
bronce a principios del primer milenio a. C. El uso de armas de hierro por parte de
los Hititas fue uno de los factores más importantes en el auge de su imperio.
La tecnología del hierro se propagó al mismo tiempo por Asia y por
Europa, ya que se desarrolló por primera vez cerca del Egeo. Se suele asociar a

los Pueblos del Mar y a los Filisteos con la introducción de la tecnología del hierro
en Asia, así como a los Dorios por hacer lo mismo en la Grecia Antigua.
En el periodo que va del siglo XI a. C. al siglo VIII a. C., la región más rica
en restos arqueológicos de hierro es la de Siria y Palestina. El bronce era mucho
más abundante entre los siglos XII y X a. C., y autores como Snodgrass [1971]
sugieren que, debido a una escasez de estaño como resultado de cortes en el
comercio en el Mediterráneo, las civilizaciones de la época tuvieron que buscar
una alternativa al bronce. Esto parece confirmado por el hecho de que, durante
un tiempo, los objetos de bronce fueron reciclados de forma extensiva,
refundiendo todo tipo de objetos para producir nuevas armas, justo antes de la
introducción del hierro.
También vale la pena resaltar que las primeras instancias del Imperio Asirio tenían
contactos comerciales con el área en la que se estaba desarrollando la nueva
tecnología del hierro.
Excavaciones arqueológicas en la India, en el actual Uttar Pradesh, aportan
objetos de hierro datados entre los siglos XVII y el XII a. C. Con base en esto, se
considera que ya en el siglo XVIII a. C. se desarrolló extensivamente la metalurgia
del hierro en la península Indú, lo que sugiere que la tecnología era conocida
desde mucho antes [V. Tripathi, 2008]. A principios del primer milenio a. C., la
India vivió grandes avances en la metalurgia del hierro. En la India Oriental se han
descubierto los restos de un gran centro de trabajo del hierro de esa época.
En la India se producía hierro de gran calidad (equivalente a nuestros modernos
aceros de alto carbono) en fecha tan temprana como el siglo III, aunque se
sospecha que el conocimiento de esa tecnología ya existía hacia el siglo IV a. C.,
para esto se empleaba el sistema conocido posteriormente en Europa como acero
al crisol. Mediante este sistema, se mezclaba dentro de un crisol hierro de gran
pureza, carbón y sílice, y se ponía a calentar hasta que el hierro se fundía y
absorbía el carbono.

En China se han encontrado reliquias hechas de hierro fechadas en épocas
correspondientes a la Dinastía Zhou [S.M. Young, The earliest use of iron in
China], en el siglo VI a. C. En 1972 en una excavación cerca de la ciudad de
Gaocheng en Shijiazhuang, se localizó un tomahawk de bronce con filo de hierro
fechado en el siglo XIV a. C., material que se determinó tenía un origen
meteorítico.
Casco de hierro de la Confederación Gaya, siglo V
Como ya ha sido comentado, la metalurgia del hierro fue introducida en Europa
probablemente desde Asia Menor hacia el siglo XI a. C., y se expandió hacia el
norte y el oeste durante los siguientes 500 años. Se considera comúnmente que la
Edad de Hierro en Europa finaliza con la conquista romana. Por otra parte, en
Europa oriental la Edad de Hierro da inicio a principios del primer milenio a. C.
Junto con las culturas de Chernogorovka y Novocherkassk, en el territorio de las
actuales Rusia y Ucrania, se asocia casi mayoritariamente la Edad de Hierro con
los escitios, que la desarrollaron desde el siglo VII a. C. La mayoría de restos de
su producción de hierro e industrias metalúrgicas entre los siglos V y III a. C. se
encontró cerca de Nikopol en Kamenskoe Gorodishche, en lo que se considera la
región metalúrgica por excelencia de la antigua Escitia.
En Europa central, la Edad de Hierro se divide generalmente en Edad de Hierro
Temprana (como la de la Cultura de Hallstatt), entre el 800 a. C. y el 450 a .C., y la
Edad de Hierro Tardía (como la de la Cultura de La Tène), que empezó hacia el

450 a. C. Si bien algunos autores han considerado que en la península italiana la
tecnología del hierro comenzó con la civilización de los etruscos, en la actualidad
se acepta que ésta comenzó con la cultura Villanova, la cual se desarrolló en la
zona norte de la península, en la actual Bolonia, para de ahí pasar a la civilización
Etrusca (la cual se desarrolló en la Toscana y el norte de la actual Italia) la cual
acabó abruptamente con la conquista de su última ciudad, Volsinii, por parte de la
naciente República Romana en el año 265 a. C.
En Europa del Norte se fecha una Edad de Hierro Pre-Romana y una Edad de
Hierro Romana. Las primeras producciones de hierro escandinavas se hacían
mediante la recolección manual de mineral de hierro. La península escandinava,
Finlandia y Estonia conservan restos arqueológicos correspondientes a una
temprana producción de hierro a pequeña escala, aunque resulta imposible
datarla con seguridad.
Por su parte, en África la Cultura Nok fue la primera sociedad que refinaba hierro
mediante fundición en África occidental antes del año 1000 a. C. Luego, el uso del
hierro y el bronce se extendieron hacia el sur por el continente, alcanzando el
extremo sur hacia el 200. El uso del hierro revolucionó las comunidades granjeras
Bantúes que lo adoptaron, expulsando a las sociedades de cazadores-
recolectores, propias de la Edad de Piedra, que fueron encontrando en su
expansión para cultivar extensiones mayores de sabana. Los Bantúes,
tecnológicamente superiores, se expandieron por todo el sur de África y se
convirtieron en el pueblo autóctono más rico y poderoso, produciendo hierro en
cantidades industriales para su uso en armas y herramientas.
1.4 PROCESOS DE MANUFACTURA CONVENCIONALES.
De acuerdo con esta definición y a la vista de las tendencias y estado actual de la
fabricación mecánica y de las posibles actividades que puede desarrollar el futuro
ingeniero en el ejercicio de la profesión, los contenidos de la disciplina podrían
agruparse en las siguientes áreas temáticas:
Procesos de conformación sin eliminación de material

Por fundición
Por deformación
Procesos de conformación con eliminación de material
Por arranque de material en forma de viruta
Por abrasión
Por otros procedimientos
Procesos de conformado de polímeros y derivados
Plásticos
Materiales compuestos
Procesos de conformación por unión de partes
Por sintonización
Por soldadura
Procesos de medición y verificación dimensional
Tolerancias y ajustes
Medición dimensional
Automatización de los procesos de fabricación y verificación
Control numérico
Robots industriales
Sistemas de fabricación flexible
Las propiedades de manufactura y tecnológicas son aquellas que definen el
comportamiento de un material frente a diversos métodos de trabajo y a

determinadas aplicaciones. Existen varias propiedades que entran en esta
categoría, destacándose la templabilidad, la soldabilidad y la dureza entre otras.
OTRA CLASIFICACIÓN GENERAL DE LOS PROCESOS DE MANUFACTURA
ES:
De manera general los procesos de manufactura se clasifican en cinco grupos:
Procesos que cambian la forma de del material
Ejemplos:
Metalurgia extractiva, Fundición, Formado en frío y caliente, Metalurgia de polvos,
Moldeo de plástico
Procesos que provocan desprendimiento de viruta por medio de máquinas
Ejemplos:
Métodos de maquinado convencional, Métodos de maquinado especial
Procesos que cambian las superficies
Ejemplos:
Con desprendimiento de viruta, Por pulido, Por recubrimiento.
Procesos para el ensamblado de materiales
Ejemplos:
Uniones permanentes, Uniones temporales
Procesos para cambiar las propiedades físicas
Ejemplos:
Temple de piezas, Temple superficial
Soldabilidad:

En ingeniería, procedimiento por el cual dos o más piezas de metal se unen por
aplicación de calor, presión, o una combinación de ambos, con o sin al aporte de
otro metal, llamado metal de aportación, cuya temperatura de fusión es inferior a la
de las piezas que han de soldarse. La mayor parte de procesos de soldadura se
pueden separar en dos categorías: soldadura por presión, que se realiza sin la
aportación de otro material mediante la aplicación de la presión suficiente y
normalmente ayudada con calor, y soldadura por fusión, realizada mediante la
aplicación de calor a las superficies, que se funden en la zona de contacto, con o
sin aportación de otro metal. En cuanto a la utilización de metal de aportación se
distingue entre soldadura ordinaria y soldadura autógena. Esta última se realiza
sin añadir ningún material. La soldadura ordinaria o de aleación se lleva a cabo
añadiendo un metal de aportación que se funde y adhiere a las piezas base, por lo
que realmente éstas no participan por fusión en la soldadura. Se distingue también
entre soldadura blanda y soldadura dura, según sea la temperatura de fusión del
metal de aportación empleado; la soldadura blanda utiliza metales de aportación
cuyo punto de fusión es inferior a los 450 ºC, y la dura metales con temperaturas
superiores.
Gracias al desarrollo de nuevas técnicas durante la primera mitad del siglo XX, la
soldadura sustituyó al atornillado y al remachado en la construcción de muchas
estructuras, como puentes, edificios y barcos. Es una técnica fundamental en la
industria del motor, en la aeroespacial, en la fabricación de maquinaria y en la de
cualquier producto hecho con metales.
El tipo de soldadura más adecuado para unir dos piezas de metal depende de las
propiedades físicas de los metales, de la utilización a la que está destinada la
pieza y de las instalaciones disponibles. Los procesos de soldadura se clasifican
según las fuentes de presión y calor utilizadas.
El procedimiento de soldadura por presión original es el de soldadura de fragua,
practicado durante siglos por herreros y artesanos. Los metales se calientan en un
horno y se unen a golpes de martillo. Esta técnica se utiliza cada vez menos en la
industria moderna.

Soldadura ordinaria o de aleación
Método utilizado para unir metales con aleaciones metálicas que se funden a
temperaturas relativamente bajas. Se suele diferenciar entre soldaduras duras y
blandas, según el punto de fusión y resistencia de la aleación utilizada. Los
metales de aportación de las soldaduras blandas son aleaciones de plomo y
estaño y, en ocasiones, pequeñas cantidades de bismuto. En las soldaduras duras
se emplean aleaciones de plata, cobre y cinc (soldadura de plata) o de cobre y
cinc (latón soldadura).
Para unir dos piezas de metal con aleación, primero hay que limpiar su superficie
mecánicamente y recubrirla con una capa de fundente, por lo general resina o
bórax. Esta limpieza química ayuda a que las piezas se unan con más fuerza, ya
que elimina el óxido de los metales. A continuación se calientan las superficies con
un soldador o soplete, y cuando alcanzan la temperatura de fusión del metal de
aportación se aplica éste, que corre libremente y se endurece cuando se enfría.
En el proceso llamado de resudación se aplica el metal de aportación a las piezas
por separado, después se colocan juntas y se calientan. En los procesos
industriales se suelen emplear hornos para calentar las piezas.
Este tipo de soldadura la practicaban ya hace más de 2.000 años los fenicios y los
chinos. En el siglo I d.C., Plinio habla de la soldadura con estaño como
procedimiento habitual de los artesanos en la elaboración de ornamentos con
metales preciosos; en el siglo XV se conoce la utilización del bórax como
fundente.
Soldadura por fusión
Agrupa muchos procedimientos de soldadura en los que tiene lugar una fusión
entre los metales a unir, con o sin la aportación de un metal, por lo general sin
aplicar presión y a temperaturas superiores a las que se trabaja en las soldaduras
ordinarias. Hay muchos procedimientos, entre los que destacan la soldadura por
gas, la soldadura por arco y la aluminotermia. Otras más específicas son la
soldadura por haz de partículas, que se realiza en el vacío mediante un haz de

electrones o de iones, y la soldadura por haz luminoso, que suele emplear un rayo
láser como fuente de energía.
Soldadura por gas:
La soldadura por gas o con soplete utiliza el calor de la combustión de un gas o
una mezcla gaseosa, que se aplica a las superficies de las piezas y a la varilla de
metal de aportación. Este sistema tiene la ventaja de ser portátil ya que no
necesita conectarse a la corriente eléctrica. Según la mezcla gaseosa utilizada se
distingue entre soldadura oxiacetilénica (oxígeno / acetileno) y oxhídrica (oxígeno /
hidrógeno), entre otras.
Soldadura por arco:
Los procedimientos de soldadura por arco son los más utilizados, sobre todo para
soldar acero, y requieren corriente eléctrica. Esta corriente se utiliza para crear un
arco eléctrico entre uno o varios electrodos aplicados a la pieza, lo que genera el
calor suficiente para fundir el metal y crear la unión.
La soldadura por arco tiene ciertas ventajas con respecto a otros métodos. Es más
rápida debido a la alta concentración de calor que se genera y por lo tanto produce
menos distorsión en la unión. En algunos casos se utilizan electrodos fusibles, que
son los metales de aportación, en forma de varillas recubiertas de fundente o
desnudas; en otros casos se utiliza un electrodo refractario de volframio y el metal
de aportación se añade aparte. Los procedimientos más importantes de soldadura
por arco son con electrodo recubierto, con protección gaseosa y con fundente en
polvo.
Soldadura por arco con electrodo recubierto
En este tipo de soldadura el electrodo metálico, que es conductor de electricidad,
está recubierto de fundente y conectado a la fuente de corriente. El metal a soldar
está conectado al otro borne de la fuente eléctrica. Al tocar con la punta del
electrodo la pieza de metal se forma el arco eléctrico. El intenso calor del arco
funde las dos partes a unir y la punta del electrodo, que constituye el metal de

aportación. Este procedimiento, desarrollado a principios del siglo XX, se utiliza
sobre todo para soldar acero.
Soldadura por arco con protección gaseosa
Es la que utiliza un gas para proteger la fusión del aire de la atmósfera. Según la
naturaleza del gas utilizado se distingue entre soldadura MIG, si utiliza gas inerte,
y soldadura MAG si utiliza un gas activo. Los gases inertes utilizados como
protección suelen ser argón y helio; los gases activos suelen ser mezclas con
dióxido de carbono. En ambos casos el electrodo, una varilla desnuda o recubierta
con fundente, se funde para rellenar la unión.
Otro tipo de soldadura con protección gaseosa es la soldadura TIG, que utiliza un
gas inerte para proteger los metales del oxígeno, como la MIG, pero se diferencia
en que el electrodo no es fusible; se utiliza una varilla refractaria de volframio. El
metal de aportación puede suministrarse acercando una varilla desnuda al
electrodo.
Soldadura por arco con fundente en polvo
Este procedimiento, en vez de utilizar un gas o el recubrimiento fundente del
electrodo para proteger la unión del aire, usa un baño de material fundente en
polvo donde se sumergen las piezas a soldar. Se pueden emplear varios
electrodos de alambre desnudo y el polvo sobrante se utiliza de nuevo, por lo que
es un procedimiento muy eficaz.
Soldadura aluminotermia
El calor necesario para este tipo de soldadura se obtiene de la reacción química
de una mezcla de óxido de hierro con partículas de aluminio muy finas. El metal
líquido resultante constituye el metal de aportación. Se emplea para soldar roturas
y cortes en piezas pesadas de hierro y acero, y es el método utilizado para soldar
los raíles o rieles de los trenes.
Soldadura por presión

Agrupa todos los procesos de soldadura en los que se aplica presión sin
aportación de metales para realizar la unión. Algunos métodos coinciden con los
de fusión, como la soldadura con gases por presión, donde se calientan las piezas
con una llama, pero difieren en que la unión se hace por presión y sin añadir
ningún metal. El procedimiento más utilizado es el de soldadura por resistencia;
otros son la soldadura por fragua (descrita más arriba), la soldadura por fricción y
otros métodos más recientes como la soldadura por ultrasonidos.
Soldadura por resistencia
Se realiza por el calentamiento que experimentan los metales debido a su
resistencia al flujo de una corriente eléctrica (efecto Joule). Los electrodos se
aplican a los extremos de las piezas, se colocan juntas a presión y se hace pasar
por ellas una fuerte corriente eléctrica durante un instante. La zona de unión de las
dos piezas, como es la que mayor resistencia eléctrica ofrece, se calienta y funde
los metales. Este procedimiento se utiliza mucho en la industria para la fabricación
de láminas y alambres de metal, y se adapta muy bien a la automatización.
Templabilidad:
Proceso de baja temperatura en el tratamiento térmico del material, especialmente
el acero, con el que se obtiene el equilibrio deseado entre la dureza y la tenacidad
del producto final. Las piezas de acero endurecidos se calientan a una
temperatura elevada, pero bajo el punto de fusión del material. Luego se enfrían
rápidamente en aceite o en agua para lograr un material más duro, con menos
estrés interno, pero más frágil. Para reducir la fragilidad, el material pasa por un
recocido que aumenta la tenacidad y disminuye su dureza,
Para obtener el equilibrio adecuado entre dureza y tenacidad, deben controlar la
temperatura de recalentamiento y la duración de este. La templabilidad depende
de la facilidad del acero para evitar la transformación de la perlita (constituyente
microscópico de las aleaciones férricas, formado por ferrita y cementita) o de la
barrita de modo que pueda producirse martensita (hierro tetragonal de cuerpo
centrado con carbono en solución sólida sobresaturada).

La templabilidad no es sinónimo de dureza. La máxima dureza que se puede
obtener es una función del contenido de carbono.
Recocido:
Proceso de tratamiento térmico por el que el vidrio y ciertos metales y aleaciones
se hacen menos quebradizos y más resistentes a la fractura. El recocido minimiza
los defectos internos en la estructura atómica del material y elimina posibles
tensiones internas provocadas en las etapas anteriores de su procesado.
Los metales ferrosos y el vidrio se recuecen calentándolos a alta temperatura y
enfriándolos lentamente; en cambio, la mejor forma de recocer el cobre y la plata
es calentarlos y enfriarlos enseguida sumergiéndolos en agua. Cuando el volumen
de metal o vidrio es grande suele enfriarse dentro del horno de calentamiento; las
láminas suelen recocerse en un horno de proceso continuo. El material a recocer
se traslada sobre un tablero móvil a través de una cámara de gran longitud con un
gradiente (diferencia gradual) de temperaturas cuidadosamente fijado, desde un
valor inicial justo por debajo del punto de ablandado hasta la temperatura
ambiente en el extremo final. El tiempo de recocido, sobre todo en el caso del
vidrio, varía mucho según el espesor de cada pieza; el vidrio de ventana, por
ejemplo, requiere varias horas; el vidrio cilindrado necesita varios días, y los
espejos de vidrio para telescopios reflectores, varios meses. El recocido es
necesario como paso intermedio en procesos de manipulación de metales, como
la fabricación de alambre o el estampado en latón, para recuperar la ductilidad que
el metal a tratar pierde debido al endurecimiento producido durante la operación
de modelado, y para obtener los más bajos valores de resistencia a la
deformación.
Dureza:
Propiedad de un material sólido relacionada con la resistencia a la deformación o
abrasión de ser superficie. También se describe como la resistencia a la
penetración del material en cuestión.

La dureza está relacionada con la solidez, durabilidad y la resistencia de los
sólidos, y en sentido amplio, este término suele extenderse para incluir todas estas
propiedades. Existen diversas pruebas para determinar el valor de la dureza:
- Prueba Brinell (BHN):
- En una prensa se coloca una probeta con la superficie superior plana y se
presiona esa superficie con un balín de acero con una carga de 500 Kg
(materiales blandos) o 3.000 Kg (materiales duros). El diámetro de la huella
impresa determina el valor de dureza.
- Prueba Vickers (VHN):
- Una pirámide de diamante se presiona contra una probeta, bajo cargas más
livianas que la prueba Brinell. La diagonal de la impresión determina el número de
la dureza.
- Prueba Rockwell (Ra, Rb, etc.):
- Un cono de diamante (ensayo Rc) es presionada en una probeta. La profundidad
de la huella determina el número de dureza. Para materiales más blandos se
utiliza la prueba Rb, la cual reemplaza al cono de diamante por un balín y se
reduce la carga empleada.
Existen otras pruebas y escalas de dureza como la escala de Mohs (resistencia a
las ralladuras) y la realizada con un escleroscopio.
Maquinabilidad:
Propiedad que determina la capacidad de mecanización de un material. Está
relacionada con los procesos en los cuales existe arranque de material o viruta
como:
- cizallado: proceso por el cual se corta una plancha o una pieza metálica en frío
por medio de tijeras o cizallas.

- torneado: operación que consiste en trabajar una pieza en un torno, máquina-
herramienta en la que se asegura y se hace girar la pieza a trabajar, para pulirla o
labrarla. Existen varios tipos de torneado como el simple o recto y el cónico y
horadado.
- taladrado: operación que consiste principalmente en la abertura, agrandamiento,
corte y acabado de agujeros en una pieza.
También están el fresado, el cepillado y el rectificado entre otros procesos que
involucran maquinabilidad.
Isotropía:
Un material o pieza es isotrópico cuando presenta exactamente las mismas
propiedades en todas las direcciones. Lo contrario es que sea anisotrópico, o sea,
que tenga propiedades distintas para cada dirección (propiedades direccionales).
Colabilidad:
Propiedad que tiene relación con la fluidez que adquiere un material una vez
alcanzada la temperatura de fusión. Tiene gran importancia en procesos de
fundición, en los cuales a través del vertido de metal fundido sobre un molde
hueco, por lo general hecho de arena, se obtienen piezas metálicas. La fundición
implica tres procesos diferentes: en primer lugar se construye un modelo de
madera, plástico o metal con la forma del objeto terminado; más tarde se realiza
un molde hueco rodeando el modelo con arena y retirándolo después; y a
continuación se vierte metal fundido en el molde (este último proceso se conoce
como colada).
Para que un material logre una fluidez adecuada para que el proceso de fundición
se lleve a cabo con éxito, es necesario que la temperatura de colada sobrepase
unos 110ºC la temperatura de fusión, para evitar problemas de endurecimiento
precoz del material.

Existen diversos métodos de fundición como la colada centrífuga, la cual permite
fundir objetos de forma circular, o la fundición inversa, especial para la fabricación
de piezas fundidas ornamentales. Además de la fundición, existen otros procesos
que han ido sustituyendo a la fundición como el laminado, el mecanizado, la
extrusión, la forja y el fundido a presión.
Conformabilidad:
Propiedad del material que determina su moldeabilidad. En estado líquido tiene
relación con el tipo de fundición que se emplee (molde-vaciado, preza fundida,
etc.). En estado sólido está relacionada con procesos de deformación plástica del
material (trefilado, laminado, etc.). En estado granular, está ligada a la presión y a
la temperatura que se apliquen a los granos o polvo del material.
La confortabilidad en estado sólido se presenta en 3 casos. Existe confortabilidad
con conservación de masa (deformación plástica para materiales dúctiles y
maleables), con reducción de masa (torneado, cepillado, rectificado, taladrado,
etc.) y de unión (remaches, soldaduras, pegamentos, presión).
Esta propiedad es de vital importancia a la hora de decidir el proceso para lograr la
pieza final proyectada, debido a su amplio espectro de posibilidades que influyen
en los costos y facilidades de producción.