Embed Size (px)
Citation preview

DESCRIPCIÓN TÉCNICA DE LA MÁQUINA FIJA PARA FABRICAR PREFABRICADOS:
UNI 1000
Email: [email protected] Web: www.grupex.es
GRUPEX CUATRO Via trajana 50 Nave 30
08020 Barcelona Tel. +34.932453023 web: www.grupex.es
email: [email protected]
ww.prometalmachines.com e-mail: [email protected] _____________________________________________________________________________________
2
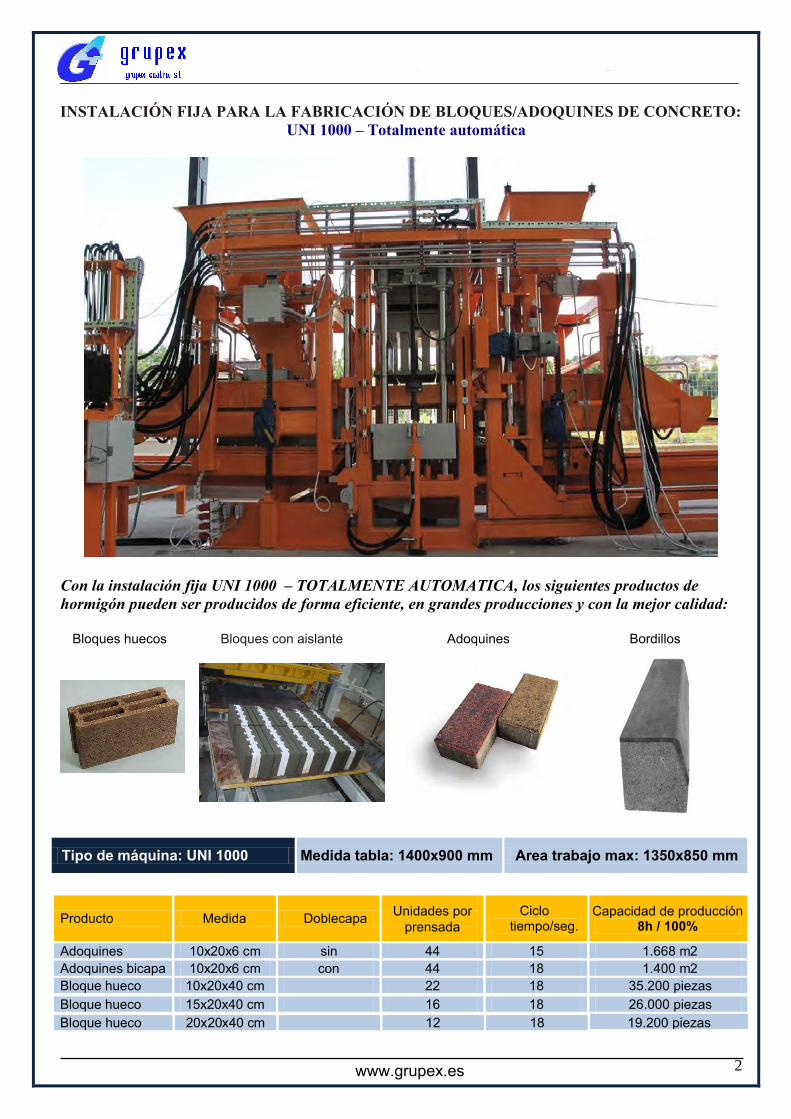
INSTALACIÓN FIJA PARA LA FABRICACIÓN DE BLOQUES/ADOQUINES DE CONCRETO: UNI 1000 – Totalmente automática
Con la instalación fija UNI 1000 – TOTALMENTE AUTOMATICA, los siguientes productos de hormigón pueden ser producidos de forma eficiente, en grandes producciones y con la mejor calidad:
Bloques huecos Bloques con aislante Adoquines Bordillos
Tipo de máquina: UNI 1000 Medida tabla: 1400x900 mm Area trabajo max: 1350x850 mm
Producto Medida Doblecapa Unidades por prensada
Ciclotiempo/seg.
Capacidad de producción8h / 100%
Adoquines 10x20x6 cm sin 44 15 1.668 m2Adoquines bicapa 10x20x6 cm con 44 18 1.400 m2Bloque hueco 10x20x40 cm 22 18 35.200 piezasBloque hueco 15x20x40 cm 16 18 26.000 piezas
www.grupex.es
Bloque hueco 20x20x40 cm 12 18 19.200 piezas

3
Bastidor de la máquina
El bastidor principal de la máquina está fabricado mediante una robusta estructura portante fabricada con tubería cuadrada de 10 mm de espesor.
El sistema de cabezal de molde y pisón hidráulico se ejecuta en un sistema de columnas con guías cromadas (4 guías).Los 70 mm de espesor de las columnas son de cromado duro, se apoyan y están montadas en casquillos fácilmente intercambiables.
El sistema de molde está unida a las columnas de guía. Los dos cilindros hidráulicos montados inferiormente, están conectados a un eje de sincronización de acero rígido que conduce la carrera durante el desmoldeo.
El contramolde se guía por 4 columnas de guía y está equipado con casquillos fácilmente intercambiables. El contramolde es accionado por un cilindro hidráulico directo que potencia el poder de la carrera del contramolde.
La fijación del molde
El molde esta fijado por 4 tornillos de fácil fijación, facilitando el acceso, cambio, fijación y regulación de los moldes en la máquina.
La presión del molde a la mesa de vibración se puede ajustar sobrepretensando 4 amortiguadores con topes de goma.
El pretensado del molde se realiza mediante 4 tornillos de fácil acceso en el puente de elevación del molde.
www.grupex.es

4
Contra molde
La placa del contramolde está unida al puente mediante muelles de goma y equipada con 2 vibradores compactos.
Para la fabricación de productos especiales, los amortiguadores/silentblocks pueden ser bloqueados en 4 puntos del puente del contramolde.
Transporte de bandejas
El sistema de transporte de las bandejas empuja las bandejas por la linea desde la zona de almacenado de las bandejas y transporta las bandejas hasta la posición correcta de la mesa de vibración de la máquina.
Para los productos más sensibles (bloques,...), el sistema de funcionamiento e inicio suavepuede ser instalado en la máquina comouna opción. El transporte de las bandejas serealiza mediante un motor eléctrico o uncilindro hidráulico controlado mediante uninverter de frecuencia.
www.grupex.es

5
Sistema de llenado del concreto: cara del revés - concreto de base
El sistema de llenado del concreto de base es un pesado y fuerte bastidor, hecho en tubo cuadrado. Éste está montado en la tolva de concreto con las compuertas del silo y un indicador de nivel. La compuerta del silo, la cual está accionada hidráulicamente, rellena la caja de llenado con concreto y está impulsada por un cilindro hidráulico con accionamiento directo. Se ejecuta en combinación con rodillos de perfil pesado y está equipado con un cepillo de plástico / acero paralimpiar el contramolde.
Rejilla agitadora en la caja de relleno de concreto de base:
La caja de llenado está equipada con un agitador accionado por un motor hidráulico de alta resistencia. Este dispositivo acelera la velocidad de llenado del concreto desde la caja de llenado a las cavidades del molde.Los rodillos agitadores funcionan en el mismo perfil elevado que la caja de llenado.Hay diferentes posibilidades y formas de rejilla, en función del molde a utilizar. La rejilla del agitador se intercambia fácilmente, a fin de utilizar aquella adecuada a cada tipo de molde, en caso de ser necesario.
www.grupex.es

6
Sistema de llenado: cara vista
Consta de un bastidor pesado montado sobre una estructura de tubo cuadrado. El sistema tiene montada una tolva de hormigón en la puerta del silo y un indicador de nivel. El sistema completo está montado sobre 4 ruedas, siendo posible que el dispositivo sea movido manualmente durante los trabajos de mantenimiento o para realizar el cambio de losmoldes.La compuerta del silo que llena la caja de llenado con concreto está operada hidráulicamente. La caja de llenado está movida por un cilindro hidráulico de acción directa.Se ejecuta en combinación con rodillos de perfil reforzado y está equipado con un cepillode plástico / acero para limpiar el contramolde.
El sistema ascensor del tablero de la mesa se incluye como estándar, para un transporte más sencillo de los productos de pequeña altura debajo de la unidad de cara vista.
Ajuste de altura:
Para ajustar el marco a diferentes alturas de molde, hay dos cabrestantes manuales. Como opción, se puede realizar la elevación mediante 2 cajas de engrenajes, accionadas eléctricamente para la elevación del marco.
www.grupex.es
/ bicapa

7 www.grupex.es
Equipo hidráulico:
Separado del bastidor de la máquina hay un tanque de aceite con capacidad de 600 litros. Las bombas y el motor están montados en un lado del tanque. Además, hay un filtro de retorno con indicador de suciedad, indicador de nivel, refrigeración de aceite (opcional) y calentador de aceite (opcional) a la temperatura de pre-operación.La presión máxima es de 170 bars. Todas las válvulas de accionamiento eléctrico son estándar, bajo los estándares CETOP e intercambiables (VICKERS - Inglaterra, válvulas operadas de solenoides).Existen reguladores de presión para todas las partes de la máquina con movimientos accionados hidráulicamente.
Ajuste de la altura:
La altura de los productos se ajusta mediante un sensor de fin de proximidad, y como opción estándar, incluye "parada sobre altura" para el presor del contramolde, para que éste se pare cuando alcanza la altura de la pieza.De esta forma, la producción de productos de concreto en la altura deseada es mucho más exacta.

8
Control eléctrico:
El control automático completo de todas las funciones de la máquina se realiza mediante PLC SIEMENS S7.
Se compone de una placa principal, paneles de control y cuadros de entrada y de salida de unión. Todo el cableado de 3 fases, inversores y las unidades de control están ubicados en la placa principal.
El cableado es simple y se puede extender en cualquier momento. Los interruptores y pulsadores para el modo manual y la configuración, se instalan en el panel de control. La interfaz de control es mediante pantalla sensible al tacto, fácil de usar y con un sistema de diagnóstico que indica errores.
Todo el sistema el®ctrico est§ precableado y preprobado con el fin de ahorrar tiempo en la instalaci·n y con el consiguiente ahorro.
Sensores de proximidad y finales de carrera:
Todos los sensores de proximidad, sensores e interruptores de seguridad están en las puertas de seguridad.
El cableado eléctrico está realizado, de serie, por un sistema central. Puede ser realizado como un sistema descentralizado de forma opcional, con el sistema profibus-DP. Con el sistema descentralizado, se necesita menos cableado y futuras extensiones se realizan de forma fácil y sencilla.
Dispositivos de seguridad:
La máquina está protegida por puertas de seguridad, una vez abiertas el sistema se apagará de modo automático, y con pulsadores de emergencia.
www.grupex.es

9
Sistema de vibración con dispositivo externo sincronizado electronicamente.
VIBRACIÓN SINCRONIZADA
Los vibradores sincronizados proporcionan una vibración variable y programable utilizando ejes de contra rotación.
El diseño de vibro compactación sincronizado, con 4 vibradores, proporciona una amplitud de onda uniforme desde el frente hasta la parte trasera del molde.
Esto crea una alta densidad y productos homogeneos y requiere por tanto la utilización de menos cemento.
El sistema de vibración sincronizado esuna de las principales innovaciones en la industria gracias a la facilidad de mantenimiento y ajuste.
Fuerza de vibración: 120 kN max Potencia eléctrica de los dispositivos: 4 x 5,5 kW
www.grupex.es
www.grupex.es
10
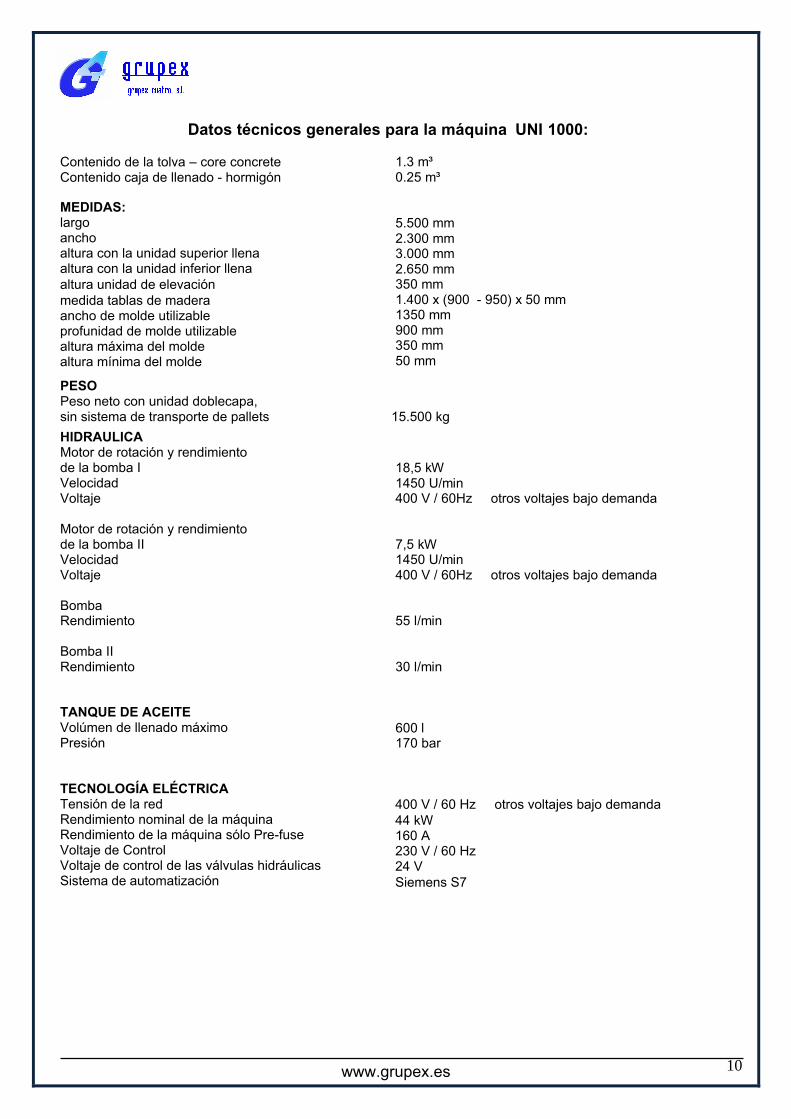
Datos técnicos generales para la máquina UNI 1000:
1.3 m³ Contenido de la tolva – core concrete Contenido caja de llenado - hormigón 0.25 m³
5.500 mm 2.300 mm 3.000 mm 2.650 mm 350 mm 1.400 x (900 - 950) x 50 mm 1350 mm 900 mm 350 mm
MEDIDAS:largo ancho altura con la unidad superior llenaaltura con la unidad inferior llena altura unidad de elevaciónmedida tablas de madera ancho de molde utilizable profunidad de molde utilizable altura máxima del moldealtura mínima del molde 50 mm
PESOPeso neto con unidad doblecapa, sin sistema de transporte de pallets 15.500 kg
18,5 kW 1450 U/min
HIDRAULICAMotor de rotación y rendimiento de la bomba IVelocidad Voltaje 400 V / 60Hz otros voltajes bajo demanda
7,5 kW 1450 U/min
Motor de rotación y rendimiento de la bomba IIVelocidad Voltaje 400 V / 60Hz otros voltajes bajo demanda
Bomba Rendimiento 55 l/min
Bomba II Rendimiento 30 l/min
600 l TANQUE DE ACEITEVolúmen de llenado máximoPresión 170 bar
TECNOLOGÍA ELÉCTRICATensión de la red Rendimiento nominal de la máquina Rendimiento de la máquina sólo Pre-fuse Voltaje de Control Voltaje de control de las válvulas hidráulicasSistema de automatización
400 V / 60 Hz otros voltajes bajo demanda44 kW 160 A 230 V / 60 Hz 24 VSiemens S7
www.grupex.es

11
MOLDES para la máquina UNI 1000
CAJA DEL MOLDE
CONTRAMOLDE
www.grupex.eswww.grupex.es
www.grupex.es
Presores de acero de alta dureza y resistencia, trabajados mediante máquina automatica y tratadostérmicamente una alta dureza superficial. Dureza 60/62 HRC en una profundidad de 0,5/0,8 mm.
Ajuste de los presores ejecutado con máquina automatica en la caja con enumeración progresiva delas mismas.( tolerancia de acoplamiento 0,1/0,2 mm.).
Planos, refuerzos y otras partes: Fe 430
Alta resistencia al desgaste Colocación de separadores a lo largo de toda la altura de la fabricación del producto. Dureza sobre 60/62 HRC con una profundidad de 1/1.5 mm. Planos, refuerzos y otras partes: Fe 430
Cortada térmicamente de una sola pieza de chapa de acero especial de alta resistencia y endurecida superficialmente mediante tratamiento térmico
12 www.grupex.es
GRUPEX CUATRO SL
Via Trajana 50, Nave 30 08020 Barcelona España
Email: [email protected] Web: www.grupex.es
+34 932453023
+34 636997629
https://www.youtube.com/watch?v=zX5EzN8hi0M
Nuestras garantíasMáxima calidadAlta robustez y resistenciaProyecto de éxito: poner en valor su inversiónFlexibilidad: adaptación a todos los entornos
amplia gama de productosinstalación modular
Principales puntos fuertes :
Concepto modular de la instalación: posibilidad de inversión en fases Combinación específica de los componentes y grado de automatización: traje a medida Alta flexibilidad tanto en formatos como en tipología de productos Instalación flexible para la producción de productos prefabricados de concreto de
la más alta calidad y prestaciones Disposición ergonómica de los equipos y moldes La amplia gama de uso permite una producción flexible y la adaptación a las demandas
del mercado Atractiva relación precio-eficiencia para producciones medias y altas en condiciones
exigentes. Bajos costos de inversión, mantenimiento y operación: la eficiencia es nuestra máxima. Cortos tiempos de cambio de los moldes que permiten una producción eficiente aún con
constantes cambios de moldes