Embed Size (px)
Citation preview

DOSIER PR
NOMBR
ROYE
RE DEL PR
CTO
OYECTO QQUE SE DEESARROLLOO
1. NOMBRE DEL PROYECTO:
El nombre del proyecto hará referencia a los equipos agrícolas, estructura metálica, montaje,
o equipos de transporte agrícola y/o comercial que se vayan a desarrollar.
EJEMPLO. (Proyecto Vagón Autovolteo de 4 Cilindros)
2. BREVE HISTORIA DE LA EMPRESA: Agrorepuestos Loni empieza a finales del año 1999 surge de la idea de la señora Rosalba Londoño Duque, que en ese entonces trabajaba en la empresa Agroindustriales Palomino y ve ciertas necesidades de los clientes que la empresa Palomino no puede suplir por situaciones económicas.
IMAGEN DEL PROYECTO
DESARROLLADO
Con la aprobación del gerente nace la empresa asociativa de trabajo, donde los tres socios “familiares” arrancan con la comercialización de repuestos agrícolas. En el 2004 se disuelve la sociedad, y esta empresa pasa a ser persona natural, bajo la dirección de la Doctora Rosalba Londoño Gerente y única dueña de Agrorepuestos Loni. Con la graduación de su hijo Darley Idarraga Londoño como Ingeniero Mecatronico Se implementan cambios que permiten visualizar la capacidad de la empresa para fabricar todo tipo de maquinaria agrícola, y del área metalmecánica en general, como lo son estructuras metálicas y el campo del transporte de carga comercial; a raíz de ello nace el departamento de diseño e ingeniería en el cual se suple la necesidad de cada cliente a nivel personalizado, generando nuevas propuestas que permiten estar de la mano con las tendencias tecnológicas actuales, logrando crear productos versátiles, mejores diseños y más livianos teniendo en cuenta las condiciones de la industria y del mercado.
3. COMO SE LOGRA A NIVEL TECNOLOGICO
Describir la tecnología con la que se cuenta para desarrollar el proyecto.
IMAGEN DE
LA EMPRESA

EJEMPLO (Logrado a partir de tecnología de punta, desarrollando los diseños a través de software
perimétricos como autocad, solid edge y solidworks, con versiones recientes, en conjunto con
maquinas como una dobladora DURMA e30‐ 300, un pantógrafo con plasma CNC, una prensa
hidráulica DE 200TN, un torno paralelo de 2m entre puntos y uno de 1m entre puntos, una fresa
de torreta brige port, una fresa Jafo Jarosin No4, una unidad hidráulica HYCO motor 50HP,
pantógrafo silhouette 1000, y 4 maquinas de soldadura mig de última generación, una
multiprocesos, para aplicaciones arco sumergido entre otros equipos con los que cuenta la
empresa)
DURACIÓN (Con la planificación lograda a partir del diseño para los métodos y técnicas de
montaje, y la correcta escogencia de los materiales, se logran productos con un extenso ciclo de
vida)
AMBIENTAL Gracias a la apropiada asignación de los materiales, se logra fabricar equipos livianos
con menor impacto ambiental.
4. MANTENIMIENTO, Y SEGUIMIENTO AL PRODUCTO
Cuando los productos son entregados a los clientes se realiza una serie de seguimientos los cuales
constan de:
A) Por vía electrónica se realizan una serie de preguntas, en las cuales los clientes pueden
expresar cuales son las falencias que los equipos han presentado hasta el momento.
B) Los clientes realizan observaciones para la mejora de los productos.
C) Se realizan visitas periódicas a los clientes en las cuales se procede a verificar los equipos que
tengan un tiempo menor a un año de trabajo. Una vez inspeccionado el producto si detectan
anomalías en algún sistema del mismo, se procede a corregir y a realizar los cambios
respectivos para los siguientes productos

En cuanto a mantenimiento:
A) Los clientes solicitan el servicio para que se le realice el mantenimiento respectivo,
dependiendo de los resultados obtenidos en el seguimiento.
B) También se solicita el servicio dependiendo de las horas de trabajo.
C) Por medio de los catálogos de producto, se le suministra toda la información de todos los
repuestos para que el cliente pueda poner su equipo a punto.
5. MEMORIA DE CÁLCULO DEL DISEÑO DEL EQUIPO. En este ítem debe ubicarse el documento que contiene todos los cálculos estructurales con su
respectiva corrida por elementos finitos; en los cuales se puede constatar que el diseño fue
sometido a validación, y las conclusiones del mismo cálculo.
CALCULOS ESTRUCTURALES

6. CERTIFICADO DE CALIDAD DE MATERIALES UTILIZADOS EN EL PROYECTO.
Aquí debe consignarse el certificado de calidad de todos los materiales que fueron utilizados para
el desarrollo y fabricación de todo el proyecto.

7. CALIFICACION DE OPERARIOS DE SOLDADURA QUE PARTICIPARON EN EL PROYECTO.
En este espacio debe estar ubicado el documento que certifica a los soldadores que estuvieron
involucrados en el proyecto.

8. REGISTRO DE CALIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURAS (PQR).
En este espacio debe ubicarse los procedimientos calificados de los tipos de soldadura utilizados en
la fabricación del producto.
9. PROCEDMIENTO DE SOLDADURA (WPS)
(Debe ubicarse el documento de las especificaciones del proceso de soldadura WPS)

10. ENSAYO TRACCION PROBETA SOLDADURA PQR
(En este espacio debe ubicarse el documento de ensayo de tracción de la probeta de soldadura)

11. PROCEDIMIENTO DE INSPECCION VISUAL SEGÚN AWSD1.1
OBJETIVO Este procedimiento fija las condiciones de inspección y garantiza el control de calidad de los
elementos a inspeccionar, materiales y/o soldaduras que se ejecuten en el proyecto, cumpliendo
con los requerimientos de aplicación del examen de inspección visual, así mismo, con los
requisitos y características que deben satisfacer los inspectores y equipos utilizados para la
inspección, así como la interpretación y evaluación de los defectos presentes.
ALCANCE Este procedimiento fija las condiciones exigibles en la realización de ensayos no destructivos por
medio de la inspección visual durante el desarrollo del proyecto bajo norma de calificación AWS
D.1.1
NORMAS DE REFERENCIA AWS D1.1. Construcción y fabricación de estructuras
ANSI / ASTM Práctica Recomendada para el examen por inspección visual.
ASNT SNT‐TC‐1A: Recommended practice for personal qualification and certification in
nondestructive testing.
PERSONAL El personal que realizará las operaciones estará debidamente calificado y certificado en el método
como nivel I y nivel II según SNT‐TC‐1ª suplemento A.

El ingeniero y/o técnico nivel II tendrá a su cargo interpretar los resultados obtenidos durante el
trabajo y determinará su aceptabilidad de acuerdo a los estándares establecidos por el código a
aplicar.
ESPECIFICACION DEL MATERIAL BASE
ESPECIFICACIONES DEL MATERIAL DE APORTE: Detalles dimensionales de la junta soldada, procedimiento de soldadura, electrodo usado.
PREPARACION DELA SUPERFICIE Antes de realizar el examen mediante inspección visual, la superficie a ser examinada y todas las
áreas adyacentes, dentro de una distancia mínima de 25 mm, deberán estar secas y libres de
suciedades, grasa, escama, escorias de soldadura y otros materiales extraños que puedan encubrir
las aberturas superficiales o interferir de algún modo con el examen.
Para realizar la limpieza, se usará grata manual, eléctrica o cualquier otro método que garantice la
remoción de cualquier irregularidad superficial que pueda enmascarar las indicaciones de
discontinuidades inaceptables.
METODOS DE INSPECCION El rango de temperatura sobre la pieza a examinar estará entre 16 ºC y 51 ºC permaneciendo
constante durante el ensayo.
INSPECCION La inspección visual estará basada en el valor de la agudeza visual del inspector. Adicional a esto
el inspector podrá, utilizar medios de medida y aumento de observación como son lupas, luz
adicional, galgas, calibradores, plantillas, etc.
EVALUACION DE LAS INDICACIONES Las indicaciones relevantes están basadas en la experiencia del inspector, para calificar su
influencia de acuerdo a la forma de trabajo las condiciones en las cuales está sometido. Adicional
a esto el código AWS presenta unos estándares de tipos de defectos y dimensiones de los mismos
TIPO DE INDICACIONES Una indicación lineal es aquella que tenga una longitud mayor que tres veces su ancho. Estas
indicaciones son típicas de grietas de fatiga, o faltas de fusión en la soldadura.
Una indicación redondeada es cualquier forma circular o elíptica con una longitud igual o menor a
tres veces su ancho. Suelen aparecer como consecuencia de inclusiones gaseosas atrapadas,
también rechupes o contracciones internas más o menos grandes que afloran a la superficie a
través de pequeñas aberturas.
PARAMETROS DE ACEPTABILIDAD Las soldaduras a inspeccionar deben estar libres de:
Grietas
Existirá fusión completa entre capas adyacentes de soldadura y entre la soldadura y el metal base.
Todos los cráteres o cavidades deben estar llenos completamente en la sección transversal de la
soldadura, excepto para los extremos de las soldaduras en filete intermitentes por fuera de su
longitud efectiva, cuando tales soldaduras sean permitidas en el diseño.
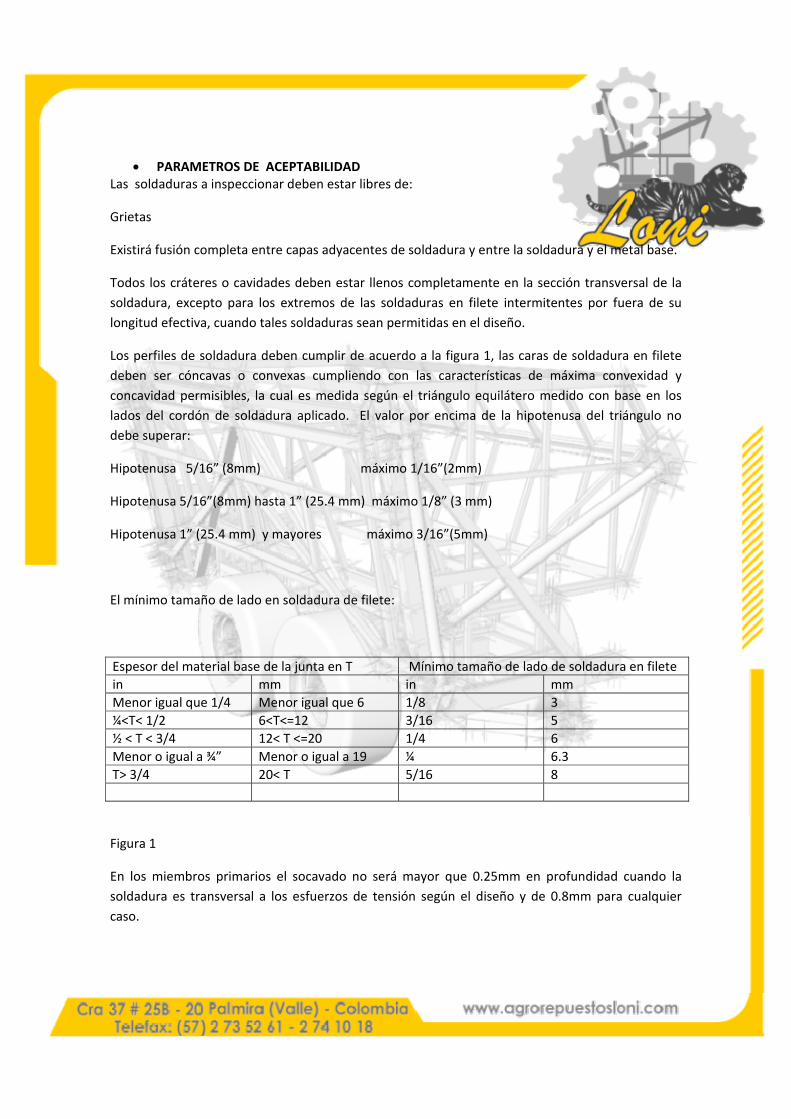
Los perfiles de soldadura deben cumplir de acuerdo a la figura 1, las caras de soldadura en filete
deben ser cóncavas o convexas cumpliendo con las características de máxima convexidad y
concavidad permisibles, la cual es medida según el triángulo equilátero medido con base en los
lados del cordón de soldadura aplicado. El valor por encima de la hipotenusa del triángulo no
debe superar:
Hipotenusa 5/16” (8mm) máximo 1/16”(2mm)
Hipotenusa 5/16”(8mm) hasta 1” (25.4 mm) máximo 1/8” (3 mm)
Hipotenusa 1” (25.4 mm) y mayores máximo 3/16”(5mm)
El mínimo tamaño de lado en soldadura de filete:
Espesor del material base de la junta en T Mínimo tamaño de lado de soldadura en filete
in mm in mm
Menor igual que 1/4 Menor igual que 6 1/8 3
¼<T< 1/2 6<T<=12 3/16 5
½ < T < 3/4 12< T <=20 1/4 6
Menor o igual a ¾” Menor o igual a 19 ¼ 6.3
T> 3/4 20< T 5/16 8
Figura 1
En los miembros primarios el socavado no será mayor que 0.25mm en profundidad cuando la
soldadura es transversal a los esfuerzos de tensión según el diseño y de 0.8mm para cualquier
caso.

La frecuencia de porosidad túnel en superficies de soldadura a filete no deben exceder en 1 en
cada 4 in (100mm) o 6 en cada 36” (1200mm) de la longitud de la soldadura y el diámetro máximo
no excederá de 2 mm. Excepto para soldaduras en filete de conexión para rigidez o atiezadores en
el alma, la sumatoria de los diámetros de poro túnel no excederán 3/8” en cualquier pulgada lineal
de soldadura y no excederá ¾” en cualquier 12” de longitud de soldadura.
Un cordón de soldadura en filete continuo simple permitirá una diferencia de tamaño nominal de
filete especificado por 1/16” sin corrección, previendo que la porción de tamaño bajo el límite de
la soldadura no excederá el 10% de la longitud de la misma. En la soldadura de alma o patín en
vigas no es permitido el filete con tamaño menor o bajo en los extremos para una longitud igual a
dos veces el ancho del patín.
Juntas a tope de penetración completa con bisel, transversales a la dirección del esfuerzo de
tensión calculado no deberá tener porosidades tipo túnel, para los otros casos la frecuencia de la
porosidad no excederá 1 en cada 4 in (100mm) de longitud y el diámetro máximo no excederá
3/32 in (2mm).
La inspección visual de las soldaduras en todos los aceros podría Empezar inmediatamente después de que se hayan completado las soldaduras y se hayan enfriado a temperatura ambiente.
REPORTE: Los resultados de la inspección visual se consignarán en un informe escrito.

12. REGISTRO DE INSPECCION VISUAL (En este espacio debe ubicarse los resultados obtenidos a través de la aplicación del procedimiento
de Inspección Visual según AWSD1.1)
13. CERTIFICADOS DE CALIDAD DEL MATERIAL DE APORTE Y MATERIAL BASE.
(En este espacio debe ubicarse todos los certificados de calidad del tipo de soldadura que se utilizo
para la fabricación del producto.)

14. CATALOGO DE PARTES (En este espacio debe anexarse el catalogo de partes del producto.)

15. PROCEDIMIENTOS DE PUESTA EN MARCHA Y PRUEBAS
(En este espacio debe ubicarse el procedimiento para realizar las pruebas y la puesta en marcha del
producto.)
16. MANUAL DE OPERACIÓN (Debe ubicarse para cada equipo el respectivo manual de operación y de mantenimiento)

17. CATALOGO DE PARTES ADQUIRIDAS EN EL COMERCIO Se debe ubicar todas las fichas técnicas de las partes adquiridas en el comercio. EJEMPLO
(Válvulas, Motores hidráulicos, llantas, rines etc.)
18. CONCLUSIONES Y OBSERVACIONES.
(En este espacio debe ubicarse las observaciones que referencian lo provechoso, del proyecto y las
recomendaciones que se deben de tomar para el siguiente producto a desarrollar.)