Embed Size (px)
Citation preview
Información técnica
Elastómeros de poliuretano termoplásticoElastollan®– Indicacionespara la transformación
2
Contenido
Indicaciones generales
Procedimiento detransformación Moldeo por inyección
Procedimiento detransformaciónExtrusión
Transformación
Almacenaje 4
Secado 5
Coloración 6
Aditivos 6
Regranulado 6
Tratamiento posterior 7
Indicaciones de protección 8
Tratamiento de desperdicios 8
Maquinaria 9
Parámetros de transformación 10
Construcción de moldes 12
Contracciones 14
Piezas insertadas 14
Procedimientos especiales 15
Faltas de transformación 15
Maquinaria 16
Parámetros de transformación 17
Construcción de boquillas 18
Refrigeración y calibración 19
Procedimientos de extrusión 20
Procedimientos especiales 22
Faltas de transformación 22
Soldadura 23
Pegado 23
Tratamiento superficial 23

3
Contenido
Mecanización
Aseguramiento de la calidad
Indice de palabras
Parámetros de mecanización 24
Taladrar 24
Tornear 25
Fresar 25
Serrar 25
Esmerilar 25
Punzonar 25
Aseguramiento de la calidad según DIN EN ISO 9001 26
27
4
Indicaciones generales
Elastollan es la marca registrada denuestros elastómeros de poliuretanotermoplástico (TPU). Son utilizadospara la transformación por inyección,por extrusión y por el procedimientode soplado.
Para la transformación de Elastollanse han de observar las siguientes indicaciones:
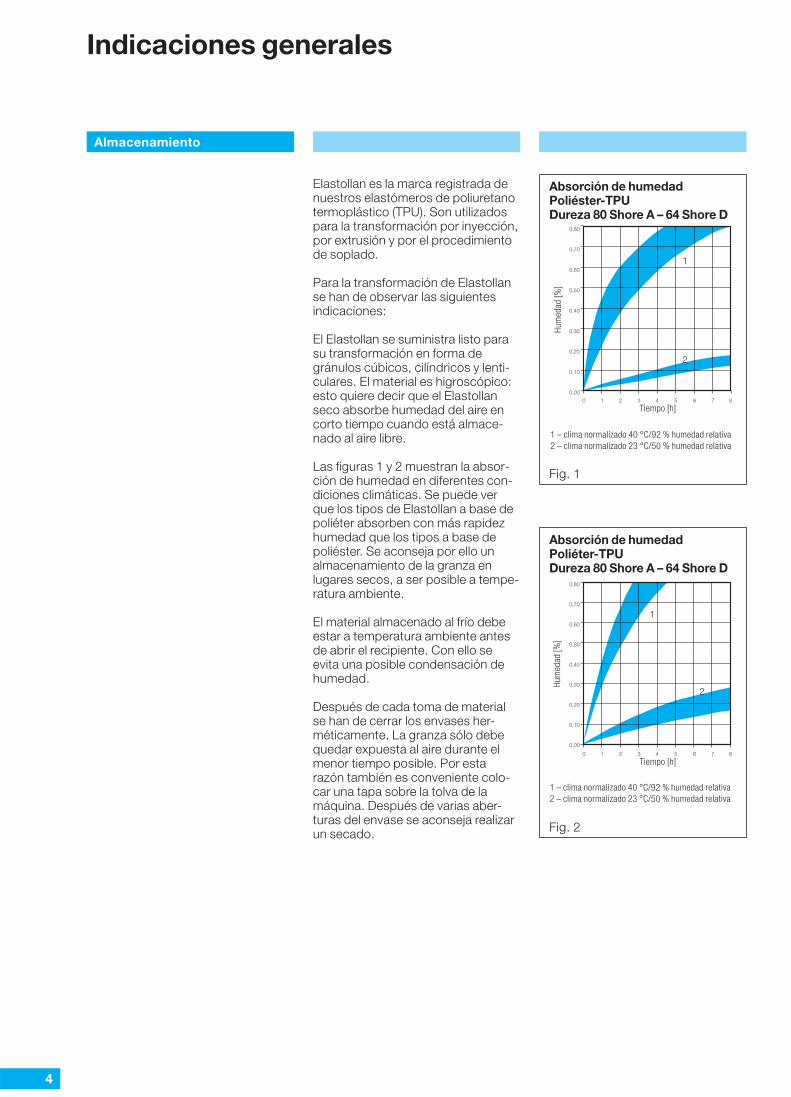
El Elastollan se suministra listo parasu transformación en forma de gránulos cúbicos, cilíndricos y lenti-culares. El material es higroscópico:esto quiere decir que el Elastollan seco absorbe humedad del aire encorto tiempo cuando está almace-nado al aire libre.
Las figuras 1 y 2 muestran la absor-ción de humedad en diferentes con-diciones climáticas. Se puede verque los tipos de Elastollan a base depoliéter absorben con más rapidezhumedad que los tipos a base de poliéster. Se aconseja por ello un almacenamiento de la granza en lugares secos, a ser posible a tempe-ratura ambiente.
El material almacenado al frío debeestar a temperatura ambiente antesde abrir el recipiente. Con ello se evita una posible condensación dehumedad.
Después de cada toma de materialse han de cerrar los envases her-méticamente. La granza sólo debequedar expuesta al aire durante elmenor tiempo posible. Por esta razón también es conveniente colo-car una tapa sobre la tolva de la máquina. Después de varias aber-turas del envase se aconseja realizarun secado.
Almacenamiento
Absorción de humedadPoliéster-TPUDureza 80 Shore A – 64 Shore D
Fig. 1
1
2
1 – clima normalizado 40 °C/92 % humedad relativa2 – clima normalizado 23 °C/50 % humedad relativa
0 1 2 3 4 5 6 7 8
0,80
0,70
0,60
0,50
0,40
0,30
0,20
0,10
0,00
Tiempo [h]
Hum
edad
[%]
Absorción de humedadPoliéter-TPUDureza 80 Shore A – 64 Shore D
Fig. 2
1
2
1 – clima normalizado 40 °C/92 % humedad relativa 2 – clima normalizado 23 °C/50 % humedad relativa
0 1 2 3 4 5 6 7 8
0,80
0,70
0,60
0,50
0,40
0,30
0,20
0,10
0,00
Tiempo [h]
Hum
edad
[%]
5
Indicaciones generales
El exceso de humedad en la granzaprovoca dificultades en su transfor-mación y una disminución de la cali-dad del producto acabado. El espu-mado del material plastificado o laformación de burbujas de gas en lamasa fundida indica que la cantidadde humedad es demasiado alta. Lasvariaciones del caudal en la transfor-mación por extrusión son muchasveces debidas a un secado insufi-ciente.
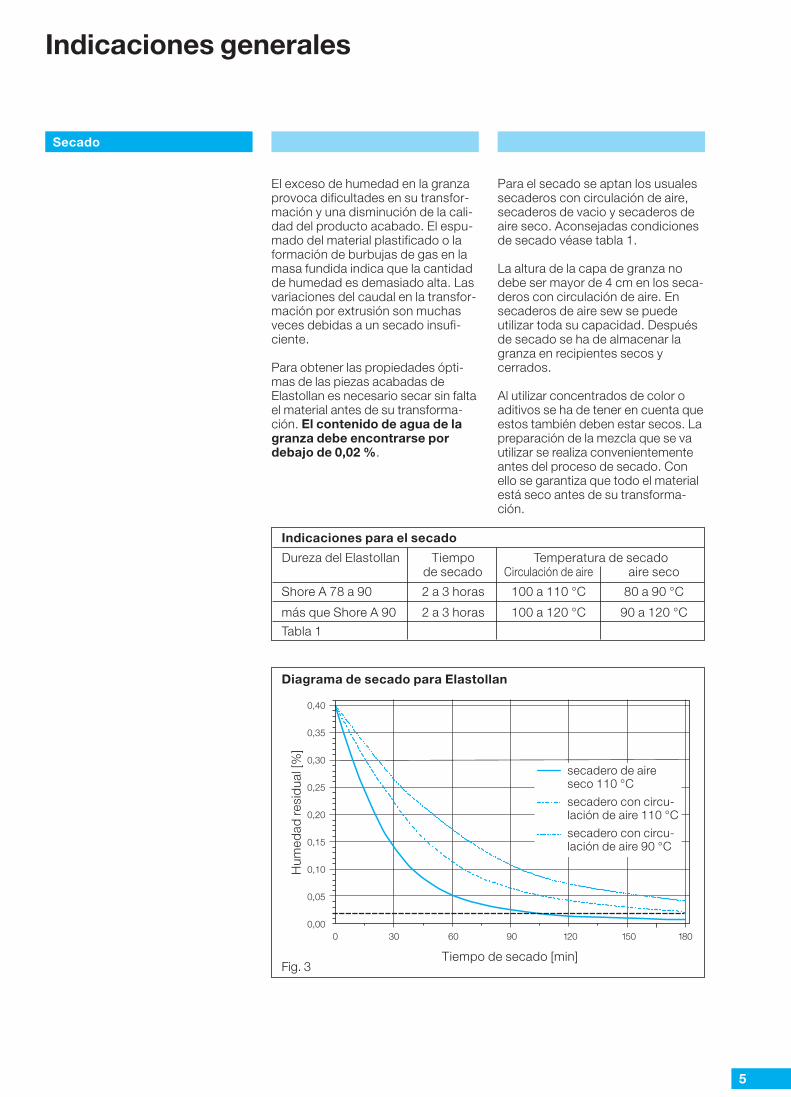
Para obtener las propiedades ópti-mas de las piezas acabadas deElastollan es necesario secar sin faltael material antes de su transforma-ción. El contenido de agua de lagranza debe encontrarse por debajo de 0,02 %.
Para el secado se aptan los usualessecaderos con circulación de aire,secaderos de vacio y secaderos deaire seco. Aconsejadas condicionesde secado véase tabla 1.
La altura de la capa de granza nodebe ser mayor de 4 cm en los seca-deros con circulación de aire. En secaderos de aire sew se puede utilizar toda su capacidad. Despuésde secado se ha de almacenar lagranza en recipientes secos y cerrados.
Al utilizar concentrados de color oaditivos se ha de tener en cuenta queestos también deben estar secos. Lapreparación de la mezcla que se vautilizar se realiza convenientementeantes del proceso de secado. Con ello se garantiza que todo el materialestá seco antes de su transforma-ción.
Secado
Indicaciones para el secado
Dureza del Elastollan Tiempo Temperatura de secadode secado Circulación de aire aire seco
Shore A 78 a 90 2 a 3 horas 100 a 110 °C 80 a 90 °C
más que Shore A 90 2 a 3 horas 100 a 120 °C 90 a 120 °C
Tabla 1
Diagrama de secado para Elastollan
Fig. 3
Hum
edad
resi
dua
l [%
]
0 30 60 90 120 150 180
0,40
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
Tiempo de secado [min]
secadero de aire seco 110 °C
secadero con circu-lación de aire 110 °C
secadero con circu-lación de aire 90 °C
6
Indicaciones generales
Todos los tipos de color natural denuestra gama de Elastollan se pue-den colorear. Para ello se aptan con-centrados de colores a base de TPU.La cantidad de concentrado de colorcon Elastollan como material baseque se debe adicionar es normal-mente un 1 al 2 %.
En los tipos de Elastollan provistoscon ciertos aditivos, como por ejem-plo agente ignífugo, puede necesi-tarse un porcentaje mayor para unacoloración más intensiva.
En los colorantes concentrados queno son producidos a base deElastollan, no se puede excluir elriesgo de una incompatibilidad conElastollan. Esta se presenta en formade una distribución insuficiente delpigmento con su debida coloracióndefectuosa hasta deficiencias super-ficiales y posibles pérdidas de la calidad.
Según los requerimientos cualitati-vos que se desean de la pieza aca-bada se puede adicionar al materialvirgen hasta 30 % de material regra-nulado. El tipo y la dureza Shore delmaterial regranulado deben corres-ponder con el Elastollan original yestar libres de impurezas.
El material regranulado se debe devolver triturado y seco cuanto antes posible al proceso de elabora-ción; el tamaño de las partículas trituradas se ha de adaptar al tamañodel gránulo original.
El material sucio o térmicamentedañado no es apto para la regranula-ción.
Un exceso de material regranuladopara la transformación puede origi-nar una reducción de la calidad de lapieza acabada. Ciertos requerimien-tos de calidad debidos por especifi-caciones o normas aconsejan excluirla utilización de material regranu-lado.
Mediante la adición de determinadosproductos se pueden alcanzar pro-piedades especiales, las cuales no se encuentran en el material básicoen la forma deseada.
Los siguientes aditivos están a disposición como concentrados deElastollan.
● Distanciador como aditivo antibloqueo
● Aditivos para facilitar el desmoldeo
● Estabilizadores a los rayos UV
Coloración
Aditivos
Regranulado
7
Indicaciones generales
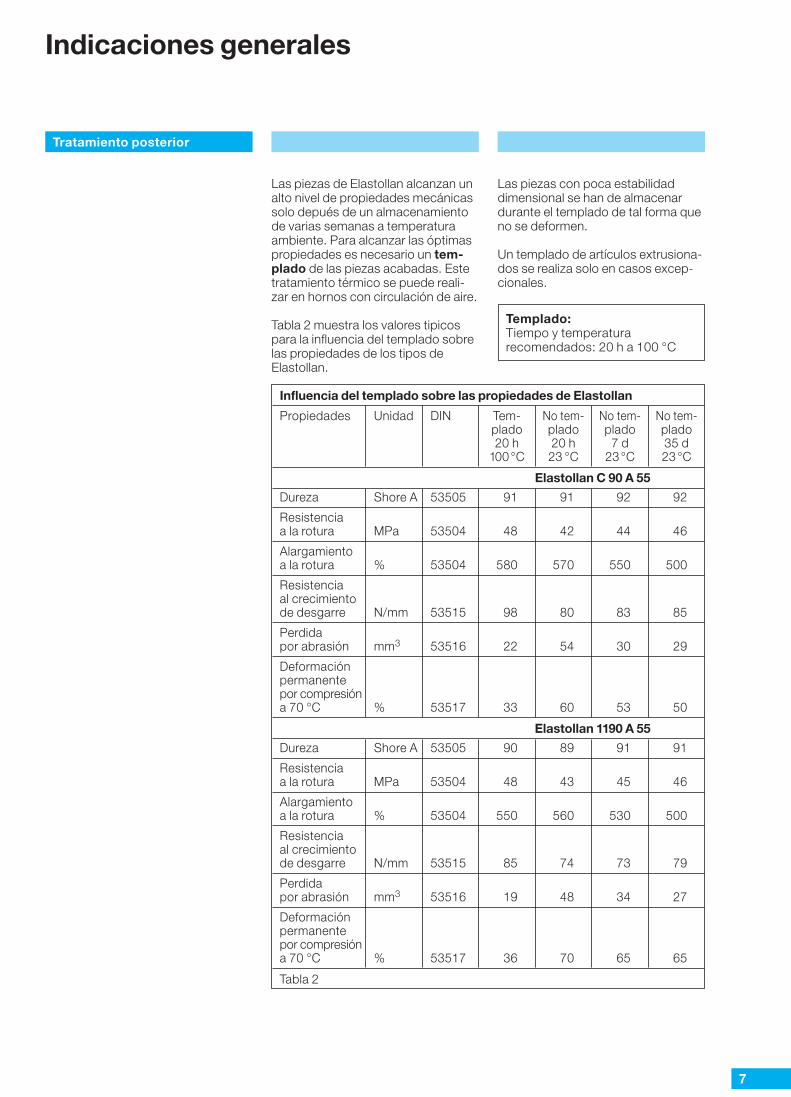
Las piezas de Elastollan alcanzan unalto nivel de propiedades mecánicassolo depués de un almacenamientode varias semanas a temperaturaambiente. Para alcanzar las óptimaspropiedades es necesario un tem-plado de las piezas acabadas. Estetratamiento térmico se puede reali-zar en hornos con circulación de aire.
Tabla 2 muestra los valores tipicospara la influencia del templado sobrelas propiedades de los tipos deElastollan.
Las piezas con poca estabilidad dimensional se han de almacenar durante el templado de tal forma queno se deformen.
Un templado de artículos extrusiona-dos se realiza solo en casos excep-cionales.
Tratamiento posterior
Influencia del templado sobre las propiedades de Elastollan
Propiedades Unidad DIN Tem- No tem- No tem- No tem-plado plado plado plado20 h 20 h 7 d 35 d
100°C 23 °C 23°C 23°C
Elastollan C 90 A 55
Dureza Shore A 53505 91 91 92 92
Resistencia a la rotura MPa 53504 48 42 44 46
Alargamientoa la rotura % 53504 580 570 550 500
Resistencia al crecimientode desgarre N/mm 53515 98 80 83 85
Perdidapor abrasión mm3 53516 22 54 30 29
Deformación permanente por compresióna 70 °C % 53517 33 60 53 50
Elastollan 1190 A 55
Dureza Shore A 53505 90 89 91 91
Resistencia a la rotura MPa 53504 48 43 45 46
Alargamientoa la rotura % 53504 550 560 530 500
Resistencia al crecimientode desgarre N/mm 53515 85 74 73 79
Perdidapor abrasión mm3 53516 19 48 34 27
Deformación permanente por compresióna 70 °C % 53517 36 70 65 65
Tabla 2
Templado: Tiempo y temperatura recomendados: 20 h a 100 °C
8
Indicaciones generales
La transformación de Elastollan seefectúa según el tipo en un ampliomargen de temperatura.
Como en todos los materiales orgáni-cos naturales o sintéticos es posiblesu descomposición térmica a partirde ciertas temperaturas. El grado dedescomposición depende de la tem-peratura aplicada y del tipo de mate-rial utilizado. Básicamente se puededecir que una descomposición
puede comenzar a partir de una temperatura de aprox. 230 °C. Losvapores que se desprenden bajoestas condiciones producen un ambiente enrarecido, sobre todo enaquellos lugares donde tiene salida la masa fundida de los elastómeros.
Por esta razón se aconseja general-mente una aspiración efectiva sobretodo en los lugares de escape de lamasa fundida.
No existe peligro alguno del medioambiente dada la naturaleza delElastollan! Por tanto se pueden depositar los desperdicios en basu-reros municipales o quemarlos en instalaciones de combustión.
Se han de tener en cuenta las leyes vigentes sobre el tratamiento de desperdicios.
Para más información aconsejamosnuestras hojas de seguridad.
Indicaciones de protección
Tratamiento de desperdicios
9
Procedimiento de transformaciónMoldeo por inyección
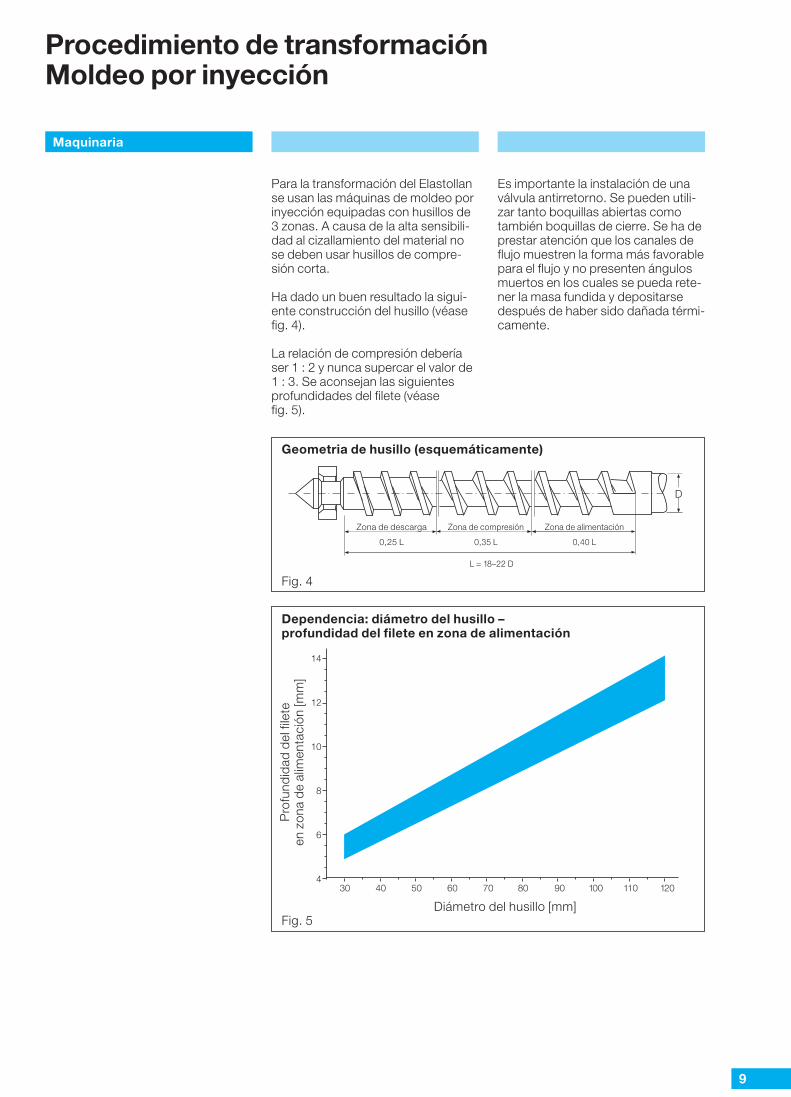
Para la transformación del Elastollanse usan las máquinas de moldeo porinyección equipadas con husillos de3 zonas. A causa de la alta sensibili-dad al cizallamiento del material nose deben usar husillos de compre-sión corta.
Ha dado un buen resultado la sigui-ente construcción del husillo (véasefig. 4).
La relación de compresión deberíaser 1 : 2 y nunca supercar el valor de1 : 3. Se aconsejan las siguientesprofundidades del filete (véase fig. 5).
Es importante la instalación de unaválvula antirretorno. Se pueden utili-zar tanto boquillas abiertas comotambién boquillas de cierre. Se ha deprestar atención que los canales deflujo muestren la forma más favorablepara el flujo y no presenten ángulosmuertos en los cuales se pueda rete-ner la masa fundida y depositarse después de haber sido dañada térmi-camente.
Maquinaria
Geometria de husillo (esquemáticamente)
Fig. 4
L = 18–22 D
Dependencia: diámetro del husillo – profundidad del filete en zona de alimentación
Fig. 5
Pro
fund
idad
del
file
te
en z
ona
de
alim
enta
ción
[mm
]
Diámetro del husillo [mm]
30 40 50 60 70 80 90 100 110 120
14
12
10
8
6
4
Zona de descarga
0,25 L
Zona de compresión
0,35 L
Zona de alimentación
0,40 L
D
10
Procedimiento de transformaciónMoldeo por inyección
Parámetros de transformación
Valores para las temperaturas del cilindro en °C
Dureza Shore Temperatura cilindro Temperatura boquilla
60 A–80 A 170–210 200–21085 A–95 A 190–220 210–22598 A–74 D 210–230 220–240
Tabla 3
Valores indicativos para la temperatura de la masa en °C
Elastollan dureza 60 Shore A a 80 Shore A 190 a 205Elastollan dureza 85 Shore A a 95 Shore A 205 a 220Elastollan dureza 98 Shore A a 74 Shore D 215 a 235
Tabla 4
Dependencia: max. revoluciones del husillo – diámetro del husillo
Fig. 6
Núm
ero
de
revo
luci
ones
d
el h
usill
o [U
/min
]
Diámetro del husillo [mm]
max. velocidad circunferencial 0,2 m/s
30 40 50 60 70 80 90 100 110 120
100
80
60
40
20
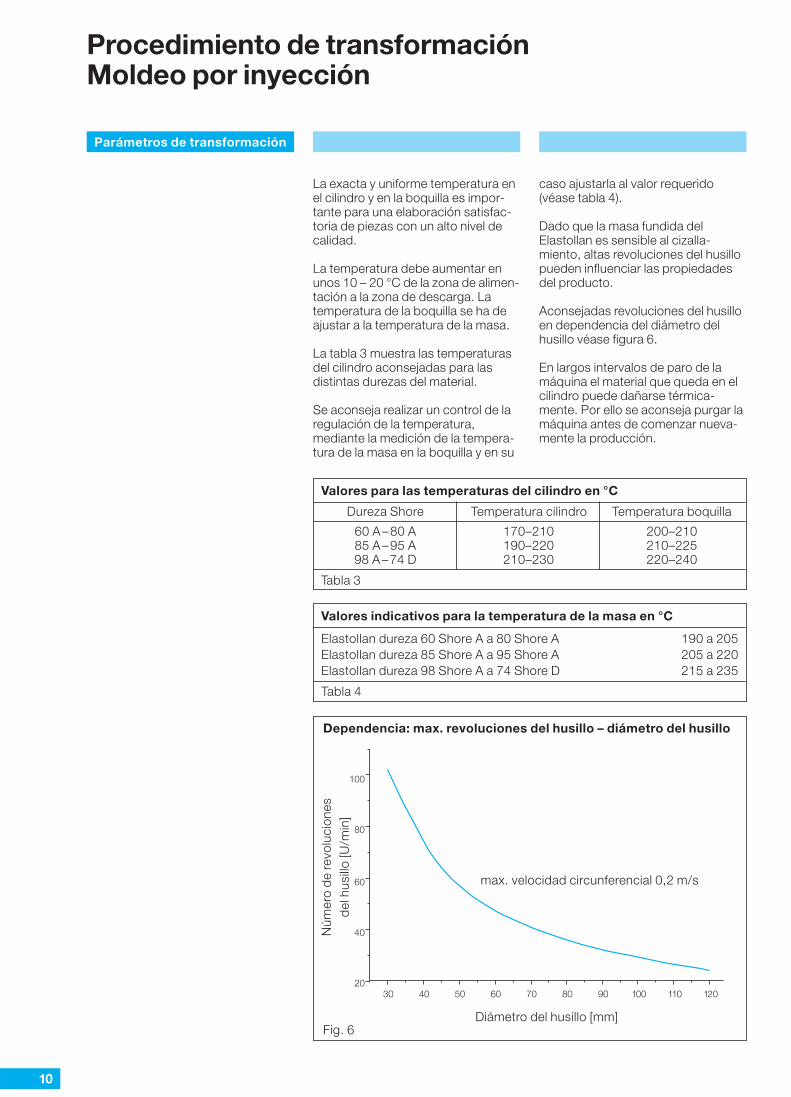
La exacta y uniforme temperatura enel cilindro y en la boquilla es impor-tante para una elaboración satisfac-toria de piezas con un alto nivel decalidad.
La temperatura debe aumentar enunos 10 – 20 °C de la zona de alimen-tación a la zona de descarga. Latemperatura de la boquilla se ha deajustar a la temperatura de la masa.
La tabla 3 muestra las temperaturasdel cilindro aconsejadas para las distintas durezas del material.
Se aconseja realizar un control de laregulación de la temperatura, mediante la medición de la tempera-tura de la masa en la boquilla y en su
caso ajustarla al valor requerido (véase tabla 4).
Dado que la masa fundida delElastollan es sensible al cizalla-miento, altas revoluciones del husillopueden influenciar las propiedadesdel producto.
Aconsejadas revoluciones del husilloen dependencia del diámetro del husillo véase figura 6.
En largos intervalos de paro de lamáquina el material que queda en elcilindro puede dañarse térmica-mente. Por ello se aconseja purgar lamáquina antes de comenzar nueva-mente la producción.
11
Procedimiento de transformaciónMoldeo por inyección
Parámetros de transformación
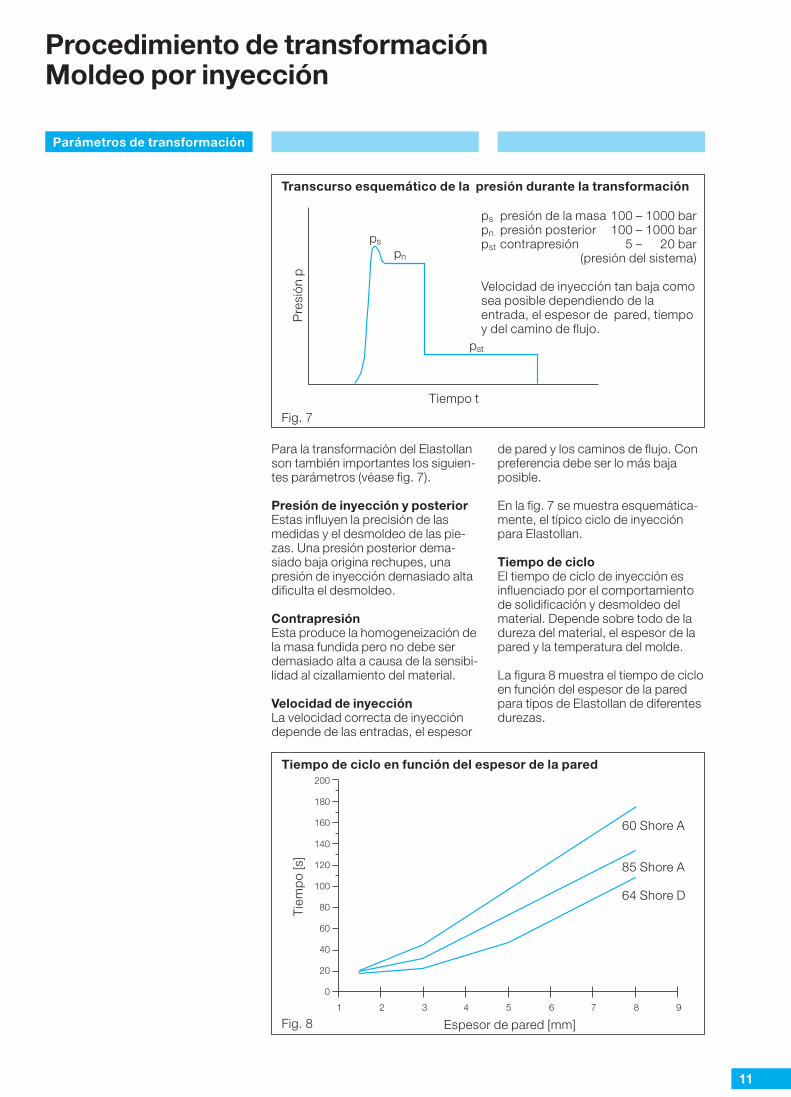
Transcurso esquemático de la presión durante la transformación
Fig. 7
ps presión de la masa 100 – 1000 barpn presión posterior 100 – 1000 barpst contrapresión 5 – 20 bar
(presión del sistema)
Velocidad de inyección tan baja como sea posible dependiendo de la entrada, el espesor de pared, tiempo y del camino de flujo.
ps
pn
pst
Tiempo t
Pre
sión
p
Tiempo de ciclo en función del espesor de la pared
Fig. 8
Tie
mp
o [s
]
200
180
160
140
120
100
80
60
40
20
0
Espesor de pared [mm]1 2 3 4 5 6 7 8 9
60 Shore A
85 Shore A
64 Shore D
Para la transformación del Elastollanson también importantes los siguien-tes parámetros (véase fig. 7).
Presión de inyección y posteriorEstas influyen la precisión de las medidas y el desmoldeo de las pie-zas. Una presión posterior dema-siado baja origina rechupes, una presión de inyección demasiado altadificulta el desmoldeo.
ContrapresiónEsta produce la homogeneización dela masa fundida pero no debe ser demasiado alta a causa de la sensibi-lidad al cizallamiento del material.
Velocidad de inyecciónLa velocidad correcta de inyeccióndepende de las entradas, el espesor
de pared y los caminos de flujo. Conpreferencia debe ser lo más baja posible.
En la fig. 7 se muestra esquemática-mente, el típico ciclo de inyecciónpara Elastollan.
Tiempo de cicloEl tiempo de ciclo de inyección es influenciado por el comportamientode solidificación y desmoldeo delmaterial. Depende sobre todo de ladureza del material, el espesor de lapared y la temperatura del molde.
La figura 8 muestra el tiempo de cicloen función del espesor de la paredpara tipos de Elastollan de diferentesdurezas.
12
Procedimiento de transformaciónMoldeo por inyección
Construcción de moldes
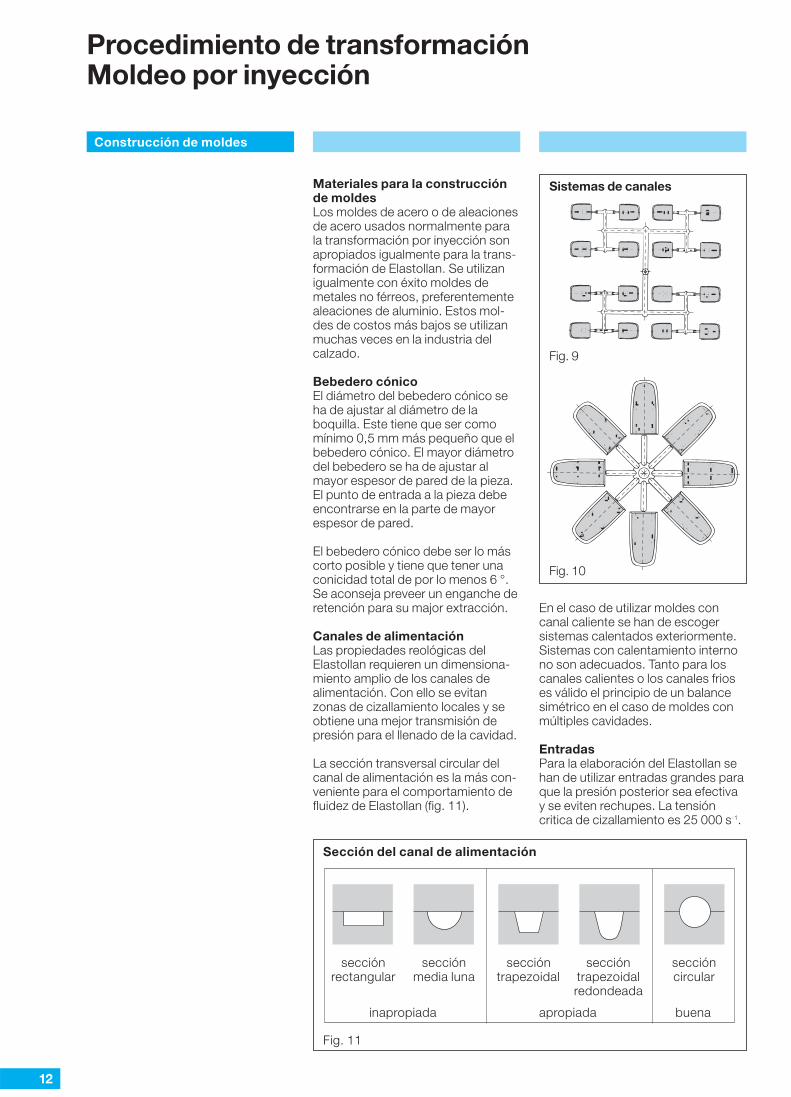
Sistemas de canales
Fig. 9
Fig. 10
Sección del canal de alimentación
Fig. 11
sección sección sección sección secciónrectangular media luna trapezoidal trapezoidal circular
redondeada
inapropiada apropiada buena
Materiales para la construcciónde moldesLos moldes de acero o de aleacionesde acero usados normalmente parala transformación por inyección sonapropiados igualmente para la trans-formación de Elastollan. Se utilizanigualmente con éxito moldes de metales no férreos, preferentementealeaciones de aluminio. Estos mol-des de costos más bajos se utilizanmuchas veces en la industria delcalzado.
Bebedero cónicoEl diámetro del bebedero cónico seha de ajustar al diámetro de la boquilla. Este tiene que ser como mínimo 0,5 mm más pequeño que elbebedero cónico. El mayor diámetrodel bebedero se ha de ajustar almayor espesor de pared de la pieza.El punto de entrada a la pieza debeencontrarse en la parte de mayor espesor de pared.
El bebedero cónico debe ser lo máscorto posible y tiene que tener unaconicidad total de por lo menos 6 °.Se aconseja preveer un enganche deretención para su major extracción.
Canales de alimentaciónLas propiedades reológicas delElastollan requieren un dimensiona-miento amplio de los canales de alimentación. Con ello se evitan zonas de cizallamiento locales y seobtiene una mejor transmisión depresión para el llenado de la cavidad.
La sección transversal circular delcanal de alimentación es la más con-veniente para el comportamiento defluidez de Elastollan (fig. 11).
En el caso de utilizar moldes con canal caliente se han de escoger sistemas calentados exteriormente.Sistemas con calentamiento internono son adecuados. Tanto para loscanales calientes o los canales frioses válido el principio de un balancesimétrico en el caso de moldes conmúltiples cavidades.
EntradasPara la elaboración del Elastollan sehan de utilizar entradas grandes paraque la presión posterior sea efectivay se eviten rechupes. La tensión critica de cizallamiento es 25 000 s-1.
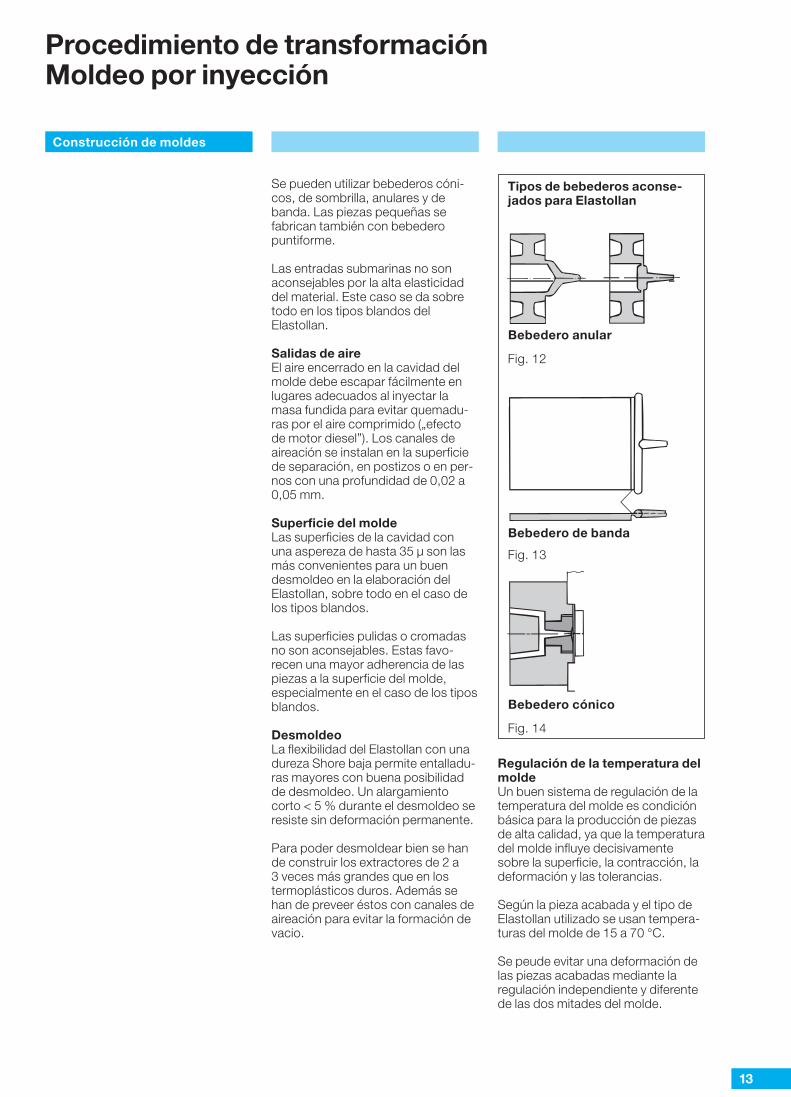
Tipos de bebederos aconse-jados para Elastollan
Fig. 12
Fig. 13
Fig. 14
13
Procedimiento de transformaciónMoldeo por inyección
Se pueden utilizar bebederos cóni-cos, de sombrilla, anulares y de banda. Las piezas pequeñas se fabrican también con bebedero puntiforme.
Las entradas submarinas no sonaconsejables por la alta elasticidaddel material. Este caso se da sobretodo en los tipos blandos delElastollan.
Salidas de aireEl aire encerrado en la cavidad delmolde debe escapar fácilmente enlugares adecuados al inyectar la masa fundida para evitar quemadu-ras por el aire comprimido („efecto de motor diesel”). Los canales de aireación se instalan en la superficiede separación, en postizos o en per-nos con una profundidad de 0,02 a0,05 mm.
Superficie del moldeLas superficies de la cavidad con una aspereza de hasta 35 μ son lasmás convenientes para un buen desmoldeo en la elaboración delElastollan, sobre todo en el caso delos tipos blandos.
Las superficies pulidas o cromadasno son aconsejables. Estas favo-recen una mayor adherencia de laspiezas a la superficie del molde, especialmente en el caso de los tiposblandos.
DesmoldeoLa flexibilidad del Elastollan con unadureza Shore baja permite entalladu-ras mayores con buena posibilidad de desmoldeo. Un alargamiento corto < 5 % durante el desmoldeo seresiste sin deformación permanente.
Para poder desmoldear bien se hande construir los extractores de 2 a 3 veces más grandes que en los termoplásticos duros. Además sehan de preveer éstos con canales deaireación para evitar la formación devacio.
Construcción de moldes
Regulación de la temperatura delmoldeUn buen sistema de regulación de latemperatura del molde es condiciónbásica para la producción de piezasde alta calidad, ya que la temperaturadel molde influye decisivamente sobre la superficie, la contracción, ladeformación y las tolerancias.
Según la pieza acabada y el tipo deElastollan utilizado se usan tempera-turas del molde de 15 a 70 °C.
Se peude evitar una deformación delas piezas acabadas mediante la regulación independiente y diferentede las dos mitades del molde.
Bebedero anular
Bebedero de banda
Bebedero cónico
14
Procedimiento de transformaciónMoldeo por inyección
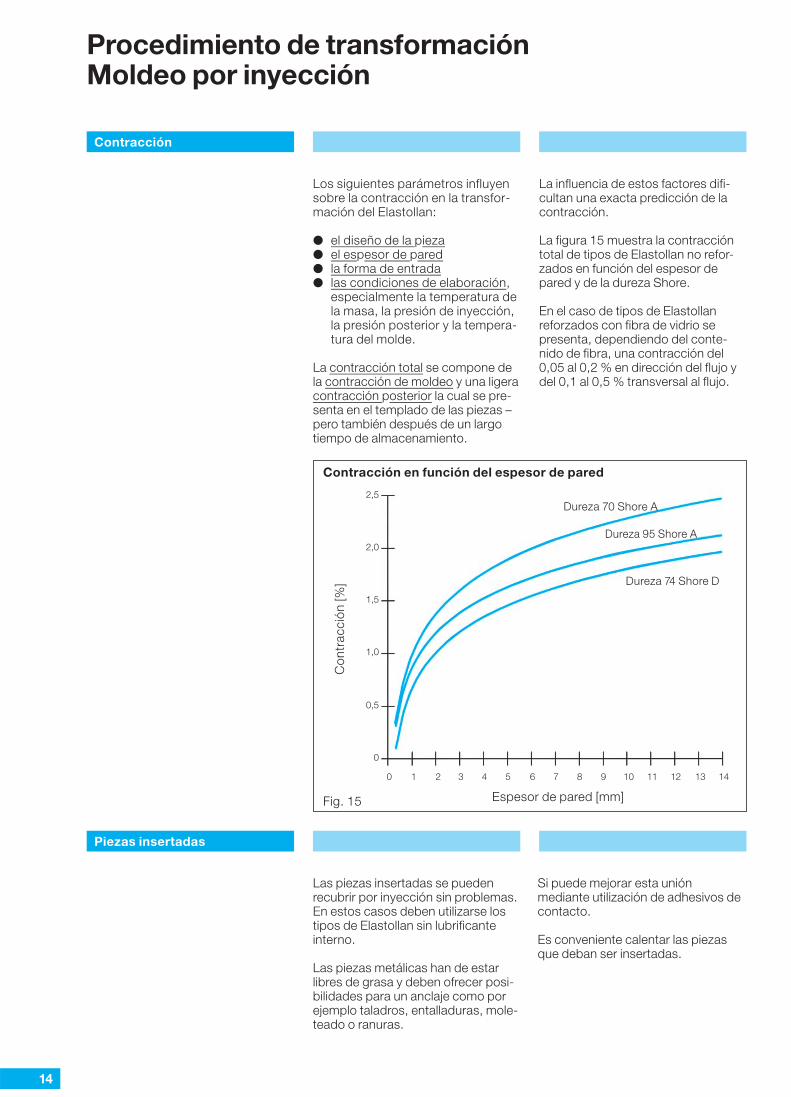
Los siguientes parámetros influyensobre la contracción en la transfor-mación del Elastollan:
● el diseño de la pieza● el espesor de pared● la forma de entrada● las condiciones de elaboración,
especialmente la temperatura dela masa, la presión de inyección,la presión posterior y la tempera-tura del molde.
La contracción total se compone dela contracción de moldeo y una ligeracontracción posterior la cual se pre-senta en el templado de las piezas –pero también después de un largotiempo de almacenamiento.
La influencia de estos factores difi-cultan una exacta predicción de lacontracción.
La figura 15 muestra la contraccióntotal de tipos de Elastollan no refor-zados en función del espesor de pared y de la dureza Shore.
En el caso de tipos de Elastollan reforzados con fibra de vidrio se presenta, dependiendo del conte-nido de fibra, una contracción del0,05 al 0,2 % en dirección del flujo ydel 0,1 al 0,5 % transversal al flujo.
Contracción
Piezas insertadas
Contracción en función del espesor de pared
Fig. 15
Con
trac
ción
[%]
2,5
2,0
1,5
1,0
0,5
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Dureza 70 Shore A
Dureza 95 Shore A
Dureza 74 Shore D
Espesor de pared [mm]
Las piezas insertadas se pueden recubrir por inyección sin problemas.En estos casos deben utilizarse los tipos de Elastollan sin lubrificante interno.
Las piezas metálicas han de estar libres de grasa y deben ofrecer posi-bilidades para un anclaje como porejemplo taladros, entalladuras, mole-teado o ranuras.
Si puede mejorar esta unión mediante utilización de adhesivos decontacto.
Es conveniente calentar las piezasque deban ser insertadas.
15
Procedimiento de transformaciónMoldeo por inyección
Una combinación de diversos plásti-cos con Elastollan se puede realizarsegún los siguientes procedimientosespeciales:
Moldeo por inyección de varioscomponentesAl inyectar con máquinas de inyec-ción de varios componentes se puede alcanzar una buena unión entre Elastollan y otros compatiblesplásticos sin tener que utilizar aditi-vos o anclajes. Plásticos a base depoliolefinas no se aptan para unacombinación con Elastollan.
Moldeo por inyección tipo „sandwich”Este es una forma especial del moldeo por inyección de varios
componentes, en el qual se inyectaun material como componente núcleo y un segundo material comocomponente externo. Con este sistema se pueden combinar distin-tos materiales plásticos y tambiénrealizar la combinación de materialrecuperado para el núcleo y materialvirgen para las paredes externas.
Procedimiento de gaseado internoParecido al moldeo por inyección tipo „sandwich”, se utiliza en este caso gas inyectado como compo-nente del núcleo, llegando a una reducción del peso.
Procedimientos especiales
Faltas de transformacción
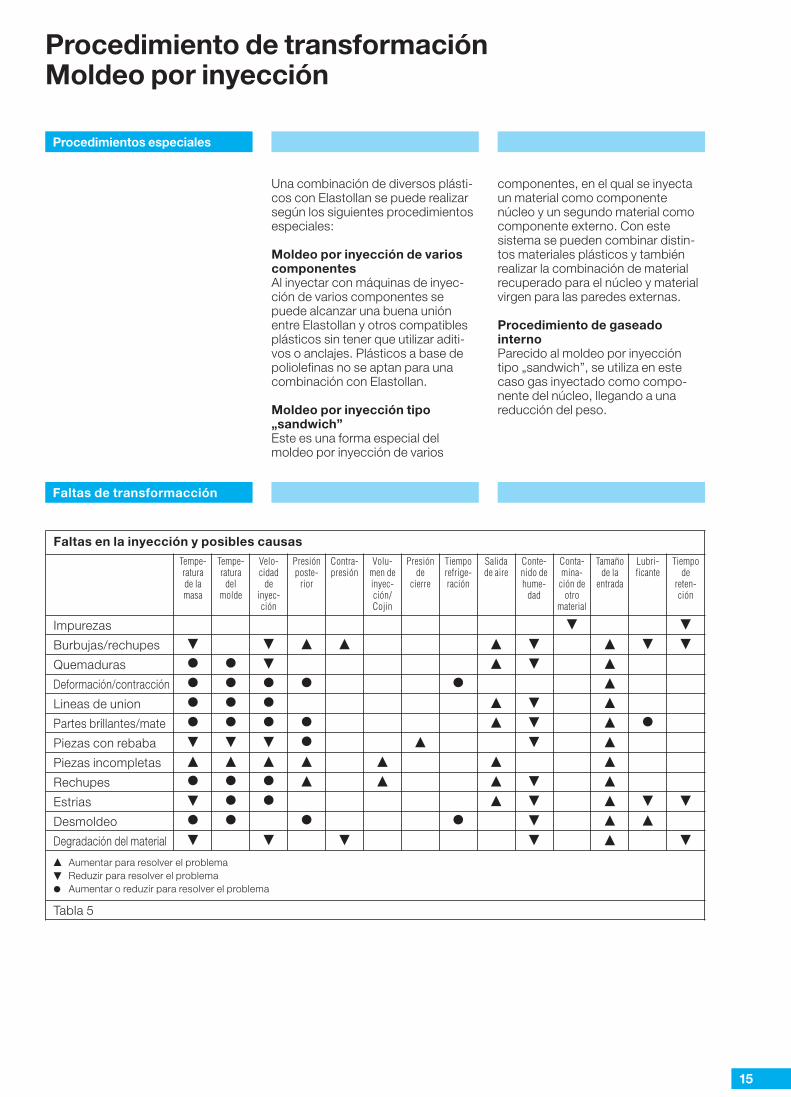
Faltas en la inyección y posibles causas
Tempe-ratura de lamasa
Tempe-ratura
del molde
Velo-cidad
de inyec-ción
Presiónposte-
rior
Contra-presión
Volu-men deinyec-ción/Cojin
Presiónde
cierre
Tiemporefrige-ración
Salidade aire
Conte-nido dehume-
dad
Conta-mina-
ción deotro
material
Tamañode la
entrada
Lubri-ficante
Tiempode
reten-ción
Impurezas � �
Burbujas/rechupes � � � � � � � � �
Quemaduras � � � � � �
Deformación/contracción � � � � � �
Lineas de union � � � � � �
Partes brillantes/mate � � � � � � � �
Piezas con rebaba � � � � � � �
Piezas incompletas � � � � � � �
Rechupes � � � � � � � �
Estrias � � � � � � � �
Desmoldeo � � � � � � �
Degradación del material � � � � � �
� Aumentar para resolver el problema� Reduzir para resolver el problema� Aumentar o reduzir para resolver el problema
Tabla 5
16
Procedimiento de transformaciónExtrusión
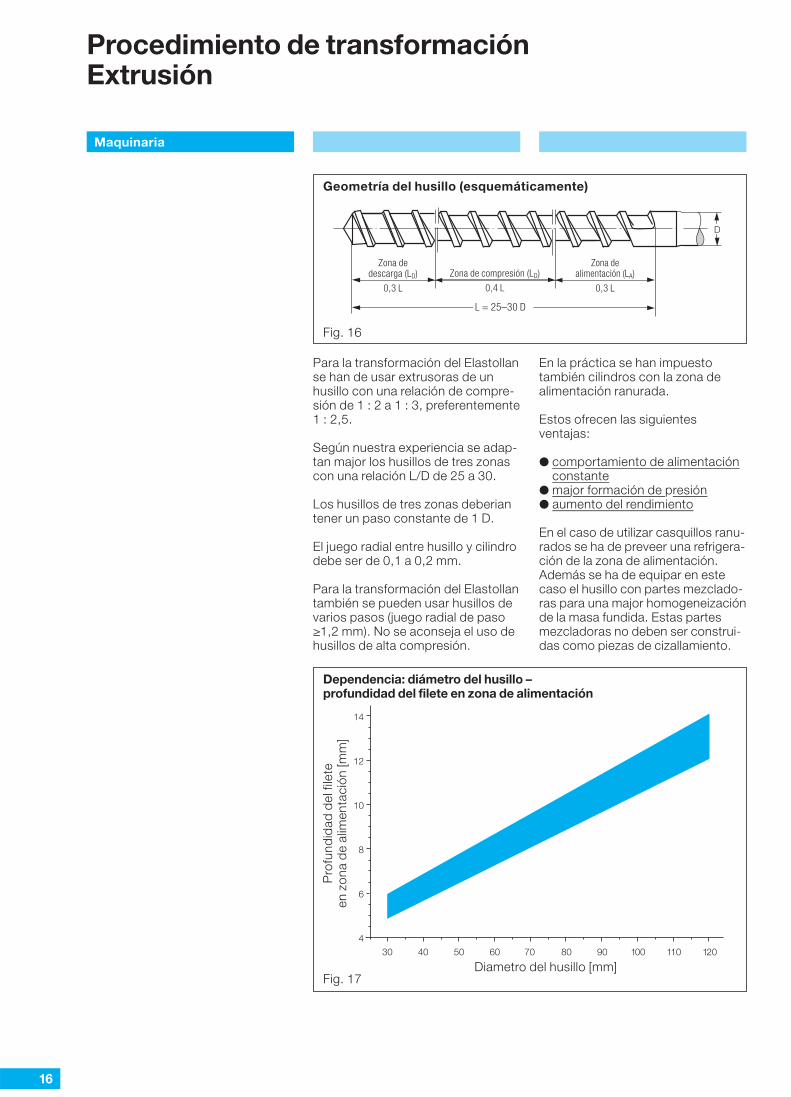
Para la transformación del Elastollanse han de usar extrusoras de un husillo con una relación de compre-sión de 1 : 2 a 1 : 3, preferentemente1 : 2,5.
Según nuestra experiencia se adap-tan major los husillos de tres zonascon una relación L/D de 25 a 30.
Los husillos de tres zonas deberiantener un paso constante de 1 D.
El juego radial entre husillo y cilindrodebe ser de 0,1 a 0,2 mm.
Para la transformación del Elastollantambién se pueden usar husillos devarios pasos (juego radial de paso≥1,2 mm). No se aconseja el uso dehusillos de alta compresión.
En la práctica se han impuesto también cilindros con la zona de alimentación ranurada.
Estos ofrecen las siguientes ventajas:
● comportamiento de alimentaciónconstante
● major formación de presión● aumento del rendimiento
En el caso de utilizar casquillos ranu-rados se ha de preveer una refrigera-ción de la zona de alimentación.Además se ha de equipar en estecaso el husillo con partes mezclado-ras para una major homogeneizaciónde la masa fundida. Estas partesmezcladoras no deben ser construi-das como piezas de cizallamiento.
Maquinaria
D
Geometría del husillo (esquemáticamente)
Fig. 16
Zona de compresión (LD)
0,4 L
Zona de descarga (LD)
0,3 L
Zona de alimentación (LA)
0,3 L
L = 25–30 D
Dependencia: diámetro del husillo –profundidad del filete en zona de alimentación
Fig. 17
30 40 50 60 70 80 90 100 110 120
14
12
10
8
6
4
Diametro del husillo [mm]
Pro
fund
idad
del
file
te
en z
ona
de
alim
enta
ción
[mm
]
17
Procedimiento de transformaciónExtrusión
Se aconseja el uso de discos aguje-reados con paquetes de tela me-tálica. Son aconsejables 2 tamicesde 400 mallas/cm² como tamices deapoyo y dos tamices de 900 mallas/cm² como tamices finos. Según el tipo de transformación (como porejemplo la elaboración de películas finas) pueden ser necesarios tami-ces más finos. Los discos agujerea-dos deben tener agujeros de 1,5 a 5mm de diámetro dependiendo deldiámetro del husillo y de la boquilla.
En la transformación por extrusióndel poliuretano termoplástico se necesitan accionamientos de husillocon una potencia mayor que para los demás plásticos. La admisión depotencia está entre 0,3 y 1 kWh/kgrendimiento según construcción delcilindro.
El uso de bombas de fusión es aconsejable para una producciónmas regular.
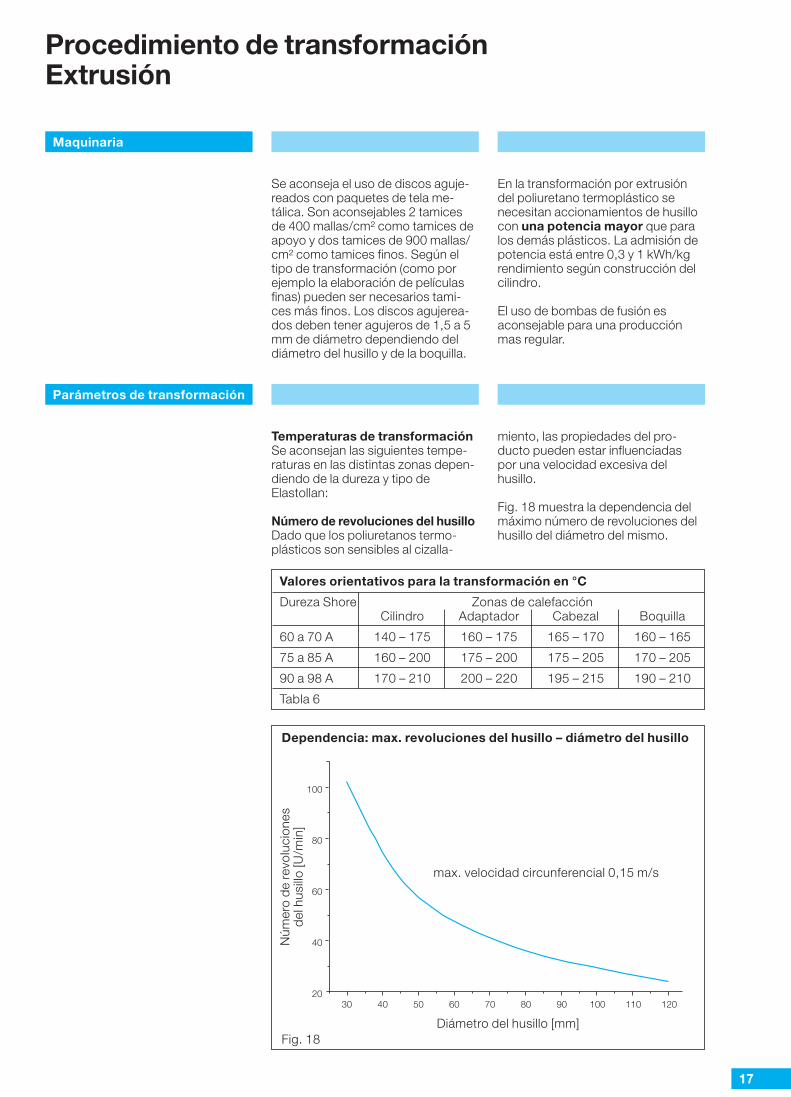
Temperaturas de transformaciónSe aconsejan las siguientes tempe-raturas en las distintas zonas depen-diendo de la dureza y tipo deElastollan:
Número de revoluciones del husilloDado que los poliuretanos termo-plásticos son sensibles al cizalla-
miento, las propiedades del pro-ducto pueden estar influenciadas por una velocidad excesiva del husillo.
Fig. 18 muestra la dependencia delmáximo número de revoluciones delhusillo del diámetro del mismo.
Maquinaria
Parámetros de transformación
Dependencia: max. revoluciones del husillo – diámetro del husillo
Fig. 18
Núm
ero
de
revo
luci
ones
d
el h
usill
o [U
/min
]
100
80
60
40
20
Diámetro del husillo [mm]
30 40 50 60 70 80 90 100 110 120
max. velocidad circunferencial 0,15 m/s
Valores orientativos para la transformación en °C
Dureza Shore Zonas de calefacciónCilindro Adaptador Cabezal Boquilla
60 a 70 A 140 – 175 160 – 175 165 – 170 160 – 165
75 a 85 A 160 – 200 175 – 200 175 – 205 170 – 205
90 a 98 A 170 – 210 200 – 220 195 – 215 190 – 210
Tabla 6
18
Procedimiento de transformaciónExtrusión
Presión de la masa fundidaLa presión de la masa fundida de-pende del diámetro y de la aberturade la boquilla y de la temperatura dela masa. El márgen de presión se encuentra entre 20 y 300 bar en eladaptador. En la puesta en marchade la extrusora pueden presentarsepresiones tope de hasta 1000 bar.Por esta razón se aconseja utilizarpara la transformación de Elastollanhusillos con accionamiento de regu-lación continua (a caso se puede arrancar con poco volumen).
Limpieza de la extrusoraAntes de comenzar con la transfor-mación, epecialmente después deuna interrupción del trabajo y parode varios días, se ha de limpiar la instalación. Para ello se aconseja utilizar polipropileno o polietileno de alto peso molecular, los cuales setransforman a temperaturas más altas. Ademas se puede utilizar unapasta de limpieza.
Es importante trabajar con diámetrosestrechos y sin zonas muertas en laboquilla para garantizar un flujo regu-lar de la masa fundida. Con ello seasegura un lavado automático de laboquilla.
Por lo demás se pueden utilizar losconocimientos en la construcción
de boquillas para la extrusión de materiales termoplásticos.
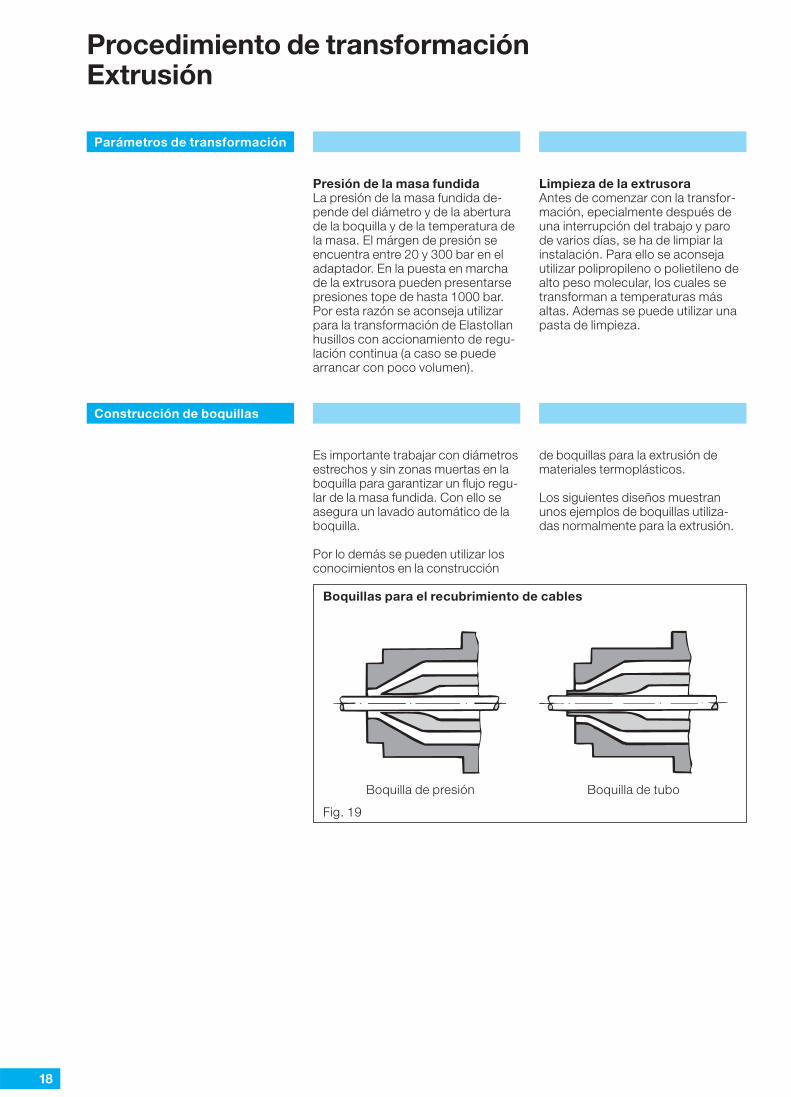
Los siguientes diseños muestran unos ejemplos de boquillas utiliza-das normalmente para la extrusión.
Parámetros de transformación
Construcción de boquillas
Boquillas para el recubrimiento de cables
Fig. 19
Boquilla de presión Boquilla de tubo
19
Procedimiento de transformaciónExtrusión
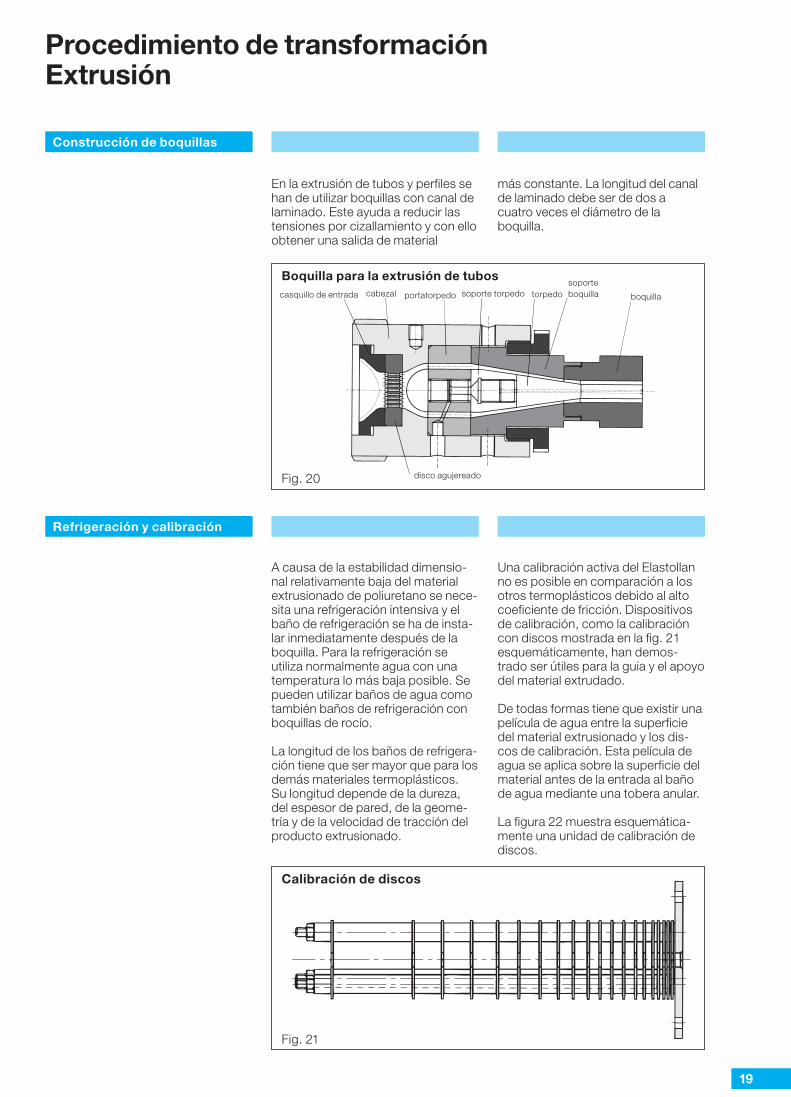
En la extrusión de tubos y perfiles sehan de utilizar boquillas con canal delaminado. Este ayuda a reducir lastensiones por cizallamiento y con elloobtener una salida de material
más constante. La longitud del canal de laminado debe ser de dos a cuatro veces el diámetro de la boquilla.
A causa de la estabilidad dimensio-nal relativamente baja del materialextrusionado de poliuretano se nece-sita una refrigeración intensiva y elbaño de refrigeración se ha de insta-lar inmediatamente después de laboquilla. Para la refrigeración se utiliza normalmente agua con unatemperatura lo más baja posible. Sepueden utilizar baños de agua comotambién baños de refrigeración conboquillas de rocío.
La longitud de los baños de refrigera-ción tiene que ser mayor que para losdemás materiales termoplásticos. Su longitud depende de la dureza,del espesor de pared, de la geome-tría y de la velocidad de tracción delproducto extrusionado.
Una calibración activa del Elastollanno es posible en comparación a losotros termoplásticos debido al altocoeficiente de fricción. Dispositivosde calibración, como la calibracióncon discos mostrada en la fig. 21 esquemáticamente, han demos-trado ser útiles para la guia y el apoyodel material extrudado.
De todas formas tiene que existir unapelícula de agua entre la superficiedel material extrusionado y los dis-cos de calibración. Esta película deagua se aplica sobre la superficie delmaterial antes de la entrada al bañode agua mediante una tobera anular.
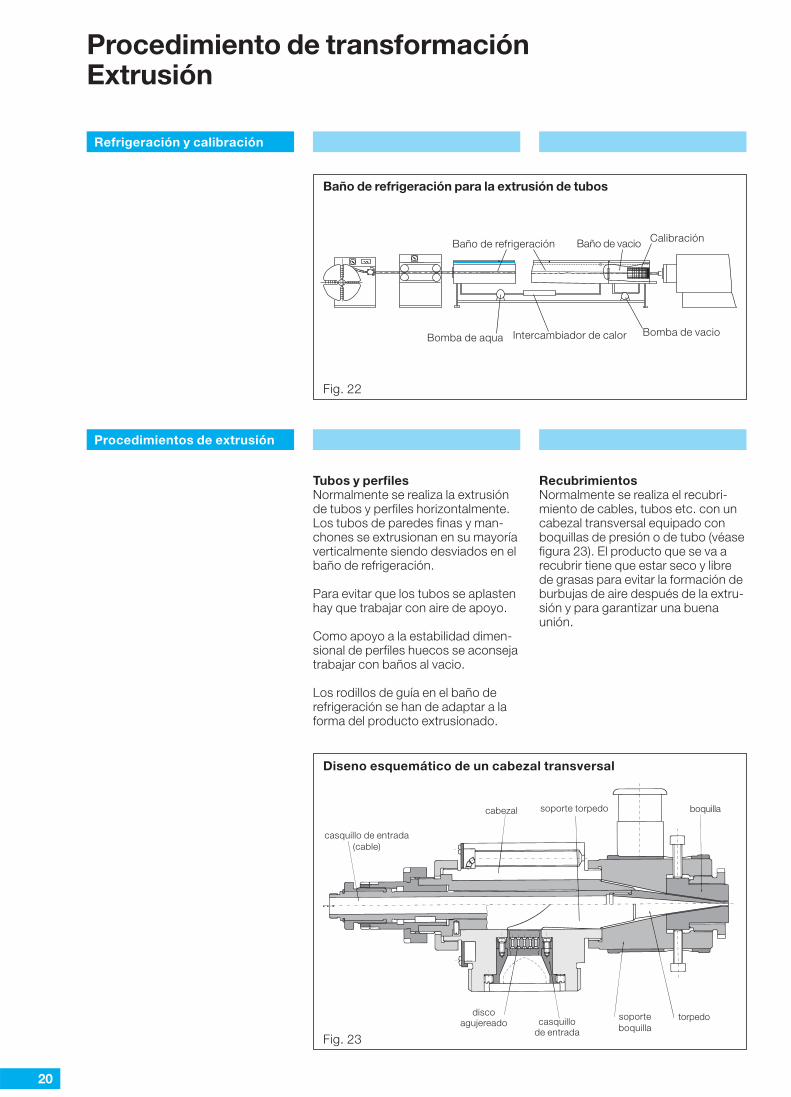
La figura 22 muestra esquemática-mente una unidad de calibración dediscos.
Construcción de boquillas
Refrigeración y calibración
Boquilla para la extrusión de tubos
Fig. 20
casquillo de entrada cabezal portatorpedo
disco agujereado
soporte torpedo torpedosoporteboquilla boquilla
Calibración de discos
Fig. 21
20
Procedimiento de transformaciónExtrusión
Tubos y perfilesNormalmente se realiza la extrusiónde tubos y perfiles horizontalmente.Los tubos de paredes finas y man-chones se extrusionan en su mayoríaverticalmente siendo desviados en elbaño de refrigeración.
Para evitar que los tubos se aplastenhay que trabajar con aire de apoyo.
Como apoyo a la estabilidad dimen-sional de perfiles huecos se aconsejatrabajar con baños al vacio.
Los rodillos de guía en el baño de refrigeración se han de adaptar a laforma del producto extrusionado.
RecubrimientosNormalmente se realiza el recubri-miento de cables, tubos etc. con uncabezal transversal equipado conboquillas de presión o de tubo (véasefigura 23). El producto que se va a recubrir tiene que estar seco y librede grasas para evitar la formación deburbujas de aire después de la extru-sión y para garantizar una buenaunión.
Refrigeración y calibración
Procedimientos de extrusión
Baño de refrigeración para la extrusión de tubos
Fig. 22
Baño de refrigeración
Bomba de aqua Intercambiador de calor
Baño de vacio
Bomba de vacio
Calibración
Diseno esquemático de un cabezal transversal
Fig. 23
casquillo de entrada (cable)
cabezal
disco agujereado casquillo
de entrada
soporte boquilla
torpedo
soporte torpedo boquilla
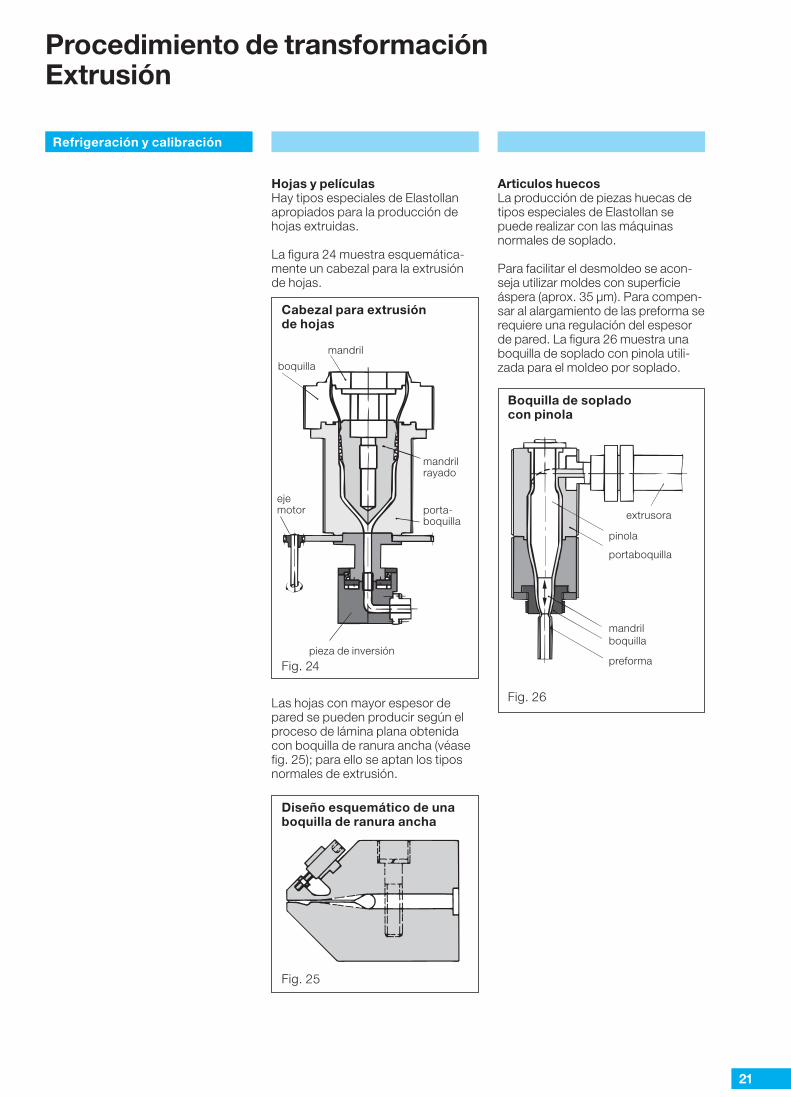
Hojas y películasHay tipos especiales de Elastollanapropiados para la producción dehojas extruidas.
La figura 24 muestra esquemática-mente un cabezal para la extrusiónde hojas.
Articulos huecosLa producción de piezas huecas detipos especiales de Elastollan se puede realizar con las máquinas normales de soplado.
Para facilitar el desmoldeo se acon-seja utilizar moldes con superficie áspera (aprox. 35 μm). Para compen-sar al alargamiento de las preforma serequiere una regulación del espesor de pared. La figura 26 muestra unaboquilla de soplado con pinola utili-zada para el moldeo por soplado.
21
Procedimiento de transformaciónExtrusión
Refrigeración y calibración
Cabezal para extrusión de hojas
Fig. 24
boquilla
mandril
mandrilrayado
porta-boquilla
eje motor
pieza de inversión
Boquilla de soplado con pinola
Fig. 26
extrusora
pinola
portaboquilla
mandrilboquilla
preforma
Diseño esquemático de unaboquilla de ranura ancha
Fig. 25
Las hojas con mayor espesor de pared se pueden producir según elproceso de lámina plana obtenidacon boquilla de ranura ancha (véasefig. 25); para ello se aptan los tiposnormales de extrusión.
22
Procedimiento de transformaciónExtrusión
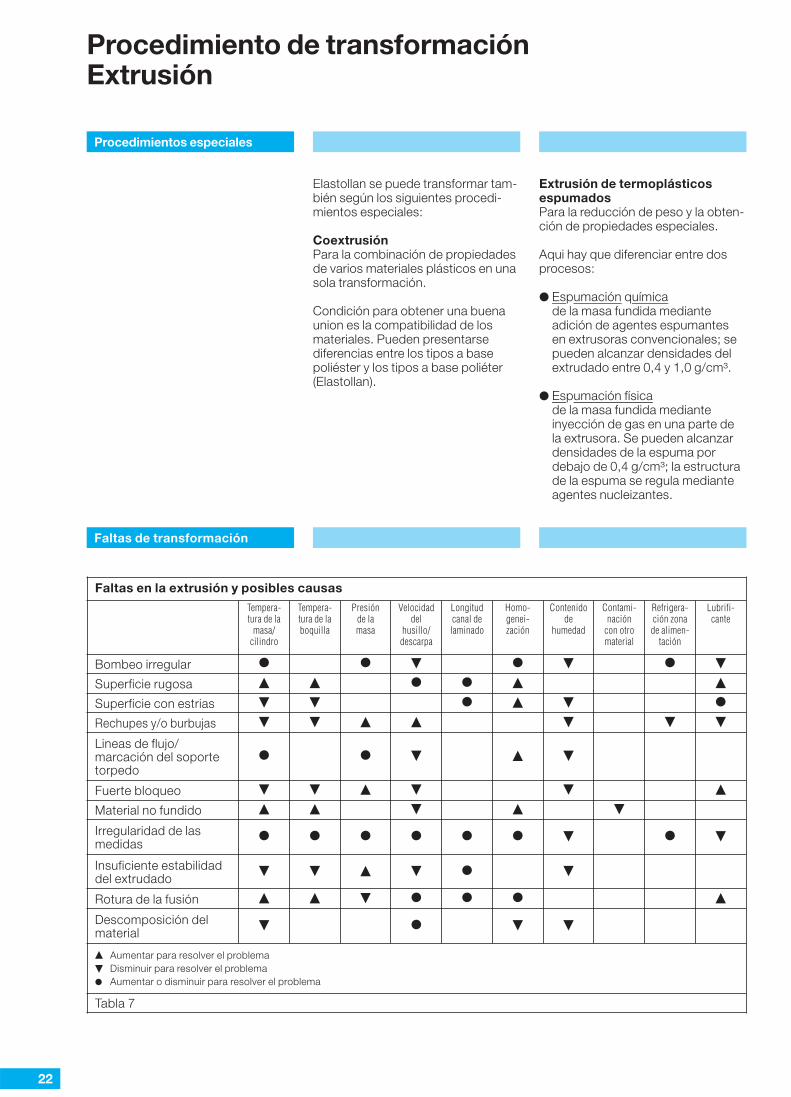
Elastollan se puede transformar tam-bién según los siguientes procedi-mientos especiales:
CoextrusiónPara la combinación de propiedadesde varios materiales plásticos en unasola transformación.
Condición para obtener una buenaunion es la compatibilidad de los materiales. Pueden presentarse diferencias entre los tipos a base poliéster y los tipos a base poliéter(Elastollan).
Extrusión de termoplásticosespumadosPara la reducción de peso y la obten-ción de propiedades especiales.
Aqui hay que diferenciar entre dosprocesos:
● Espumación químicade la masa fundida mediante adición de agentes espumantes en extrusoras convencionales; sepueden alcanzar densidades delextrudado entre 0,4 y 1,0 g/cm³.
● Espumación físicade la masa fundida mediante inyección de gas en una parte de la extrusora. Se pueden alcanzardensidades de la espuma por debajo de 0,4 g/cm³; la estructurade la espuma se regula medianteagentes nucleizantes.
Procedimientos especiales
Faltas de transformación
Faltas en la extrusión y posibles causas
Tempera-tura de la
masa/cilindro
Tempera-tura de laboquilla
Presión de la masa
Velocidaddel
husillo/descarpa
Longitudcanal de laminado
Homo-genei-zación
Contenidode
humedad
Contami-nación
con otromaterial
Refrigera-ción zonade alimen-
tación
Lubrifi-cante
Bombeo irregular � � � � � � �
Superficie rugosa � � � � � �
Superficie con estrias � � � � � �
Rechupes y/o burbujas � � � � � � �
Lineas de flujo/marcación del soportetorpedo
� � � � �
Fuerte bloqueo � � � � � �
Material no fundido � � � � �
Irregularidad de las medidas
� � � � � � � � �
Insuficiente estabilidaddel extrudado
� � � � � �
Rotura de la fusión � � � � � � �
Descomposición del material
� � � �
� Aumentar para resolver el problema� Disminuir para resolver el problema� Aumentar o disminuir para resolver el problema
Tabla 7
23
Transformación
Diferentes procedimientos de solda-dura se aptan para la unión de piezasy semiacabados de Elastollan.
Piezas inyectadas se sueldan en lapráctica mediante soldadura conelementos de calentamiento, porultrasonido (para tipos curos), poralta frecuencia o por fricción.
Para semiacabados y perfiles seusan tanto la soldadura con ele-mentos de calentamiento y porfricción como también la soldaduracon gas caliente.
Para hojas y peliculas se aptan lassoldaduras por contacto o impulso térmico y la soldadura poralta frecuencia.
Para la resistencia de la soldadurason importantes: la temperatura, lacual posibilita un buen flujo plásticodel Elastollan por debajo de la tem-peratura de descomposición, y lapresión, la cual forma el flujo y causaque las capas de material se unanuna con otra. La presión aplicada sirve además para dar resistencia a la unión durante el endurecimiento.
En todos los procedimientos de sol-dadura se ha de preveer una airea-ción suficiente y extracción de los gases que se puedan presentar (véase página 6 – indicaciones deprotección).
Para el pegado de piezas o partes deElastollan entre sí, se emplean adhesivos elásticos a base de poli-uretano. Para una unión con metalesy otros materiales duros se utilizanadhesivos a base de resina epoxídica.
La industria de adhesivos ofrece para esto los correspondientes siste-mas.
Se han de realizar los preparativosnecesarios para la operación de pegado.
Se ha de prestar atención a que sola-mente se pueden pegar bien los tipos de Elastollan libres de lubrifi-cante.
Si se usan los tipos de Elastollan libres de lubrificantes, se puede realizar un barnizado e impresión delas piezas.
Los sistemas apropiados para talbarnizado e impresión lo ofrecen diferentes fabricantes.
Soldadura
Pegado
Tratamiento superficial
24
Mecanización
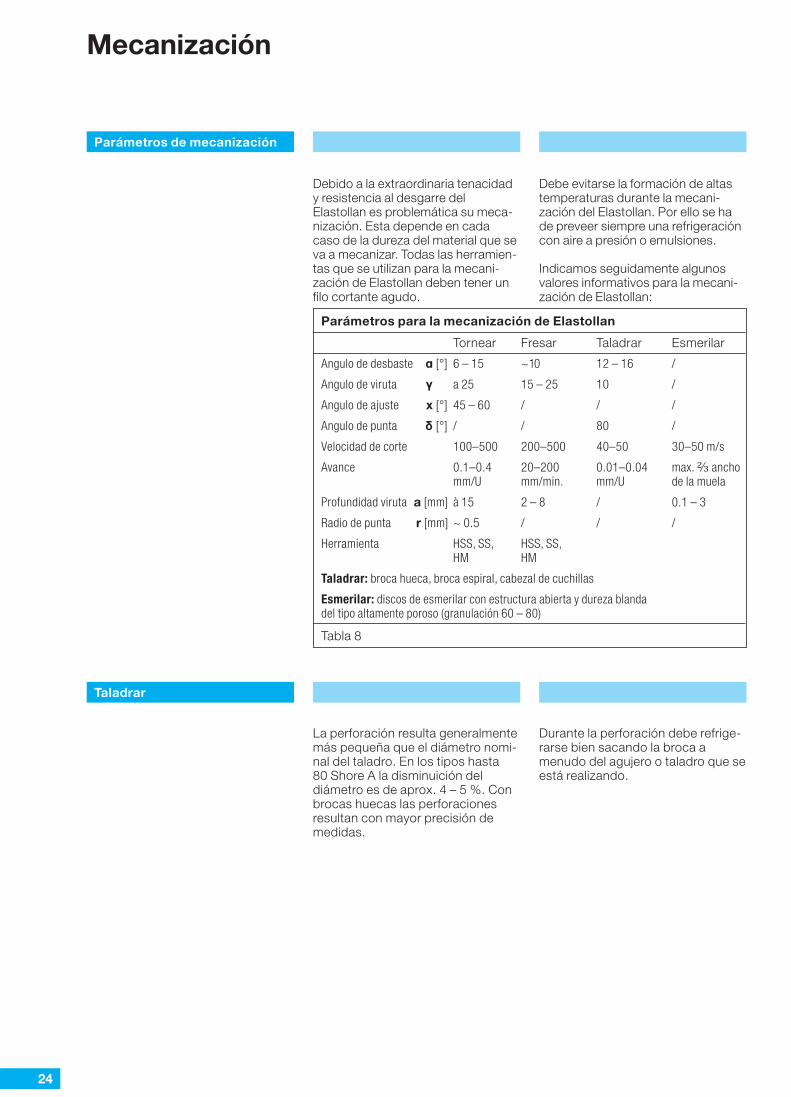
Debido a la extraordinaria tenacidady resistencia al desgarre delElastollan es problemática su meca-nización. Esta depende en cada caso de la dureza del material que seva a mecanizar. Todas las herramien-tas que se utilizan para la mecani-zación de Elastollan deben tener unfilo cortante agudo.
Debe evitarse la formación de altastemperaturas durante la mecani-zación del Elastollan. Por ello se hade preveer siempre una refrigeracióncon aire a presión o emulsiones.
Indicamos seguidamente algunos valores informativos para la mecani-zación de Elastollan:
La perforación resulta generalmentemás pequeña que el diámetro nomi-nal del taladro. En los tipos hasta 80 Shore A la disminuición del diámetro es de aprox. 4 – 5 %. Conbrocas huecas las perforaciones resultan con mayor precisión de medidas.
Durante la perforación debe refrige-rarse bien sacando la broca a menudo del agujero o taladro que seestá realizando.
Parámetros de mecanización
Taladrar
Parámetros para la mecanización de Elastollan
Tornear Fresar Taladrar Esmerilar
Angulo de desbaste · [°] 6 – 15 ~10 12 – 16 /
Angulo de viruta Á [°] a 25 15 – 25 10 /
Angulo de ajuste x [°] 45 – 60 / / /
Angulo de punta ‰ [°] / / 80 /
Velocidad de corte 100–500 200–500 40–50 30–50 m/s
Avance 0.1–0.4 20–200 0.01–0.04 max. ⅔ anchomm/U mm/min. mm/U de la muela
Profundidad viruta a [mm] à 15 2 – 8 / 0.1 – 3
Radio de punta r [mm] ~ 0.5 / / /
Herramienta HSS, SS, HSS, SS, HM HM
Taladrar: broca hueca, broca espiral, cabezal de cuchillas
Esmerilar: discos de esmerilar con estructura abierta y dureza blanda del tipo altamente poroso (granulación 60 – 80)
Tabla 8
25
Mecanización
Las herramientas utilizadas para tornear han de tener filos cortantesmás delgados que aquellas utiliza-das para metales, para reducir lasfuerzas de corte y la temperatura.
Para fresar Elastollan se pueden utili-zar las usuales fresadoras uni-versales así como las fresadoras manuales. Si se utilizan cabezales decuchillas se deben montar pocas cuchillas para garantizar una buenaformación de virutas.
Se pueden utilizar hojas de sierra conpaso pequeño de los dientes y tris-cado largo.
Tornear
Fresar
Serrar
Los tipos de Elastollan se pueden esmerilar.
La muela abrasiva no debe ser dema-siado ancha (max. 20 mm) ya que sepuede presentar un sobrecalenta-miento en el lugar de rectificación. La refrigeración es ventajosa y posibilita un rendimiento mayor deesmerillado.
Esmerilar
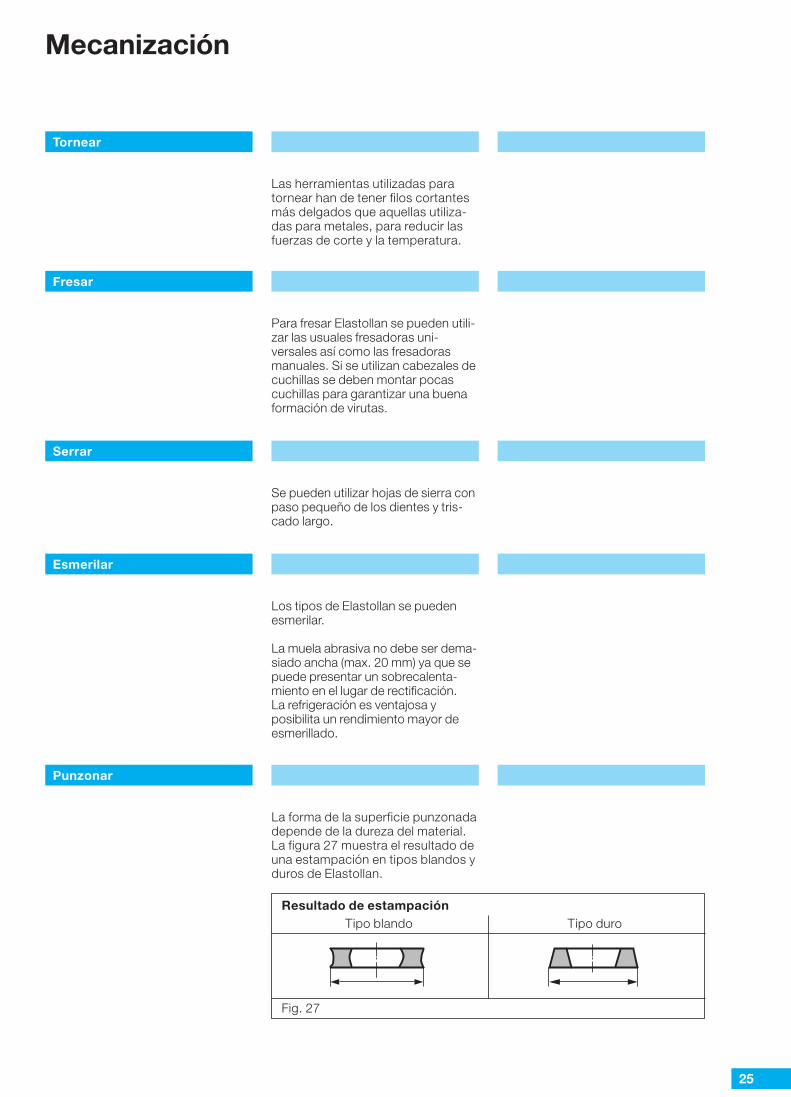
La forma de la superficie punzonadadepende de la dureza del material.La figura 27 muestra el resultado deuna estampación en tipos blandos yduros de Elastollan.
Punzonar
Resultado de estampación
Fig. 27
Tipo blando Tipo duro

26
Aseguramiento de la calidad
Directrices de la Calidad● La orientación a los procesos
del cliente y a los empleados son elementos importantes de la Gestión de la Calidad.
● Los requisitos del cliente se determinan y cumplimentan regularmente con el objeto de incre-mentar la satisfacción del cliente.
● Se acuerdan objetivos con las personas responsables de los procesos en cada unidad de responsabilidad y se mide su consecución regularmente.
● Objetivos, métodos y resultados dela Gestión de la Calidad son continu-amente distribuidos a fin de apoyar la concienciación y cooperación de todos los empleados en el proceso de mejora continua de la Calidad.
● En lugar de reparar posteriormente,se desarrolla el principio de evitardefectos.
● Se llevan a cabo medidas organizativas y de personal a fin de asegurar la consecución de los objetivos de la Calidad.
Sistemas de Gestión - CertificadosLa satisfacción del cliente es la basedel éxito sostenido del negocio. Por tanto, queremos cumplir los requisitos del cliente para nuestrosproductos y servicios, en el presente yen el futuro.A fin de asegurar el éxito de manerafiable, BASF Polyurethanes Europe introdujo hace años un sistema de gestión de la Calidad incluyendo todas sus divisiones. Cada pro-ceso de negocio es evaluado y posteriormente desarrollado en base a indicadores informativos de actuación. El objetivo es alcanzarun nivel óptimo de eficiencia y la coor-dinación perfecta de todas las actividades y operaciones. A cada uno de los empleados se le requiere hacer una contribución en el aseguramiento de la Calidad y la mejora continua con sus capacidades e ideas en su puesto de trabajo.
Nuestro sistema de integrado de gestión de la calidad y medio ambiente está basado en las siguientes normas:
UNE EN ISO 9001
ISO/TS 16949 (con desarrollo de producto)
UNE EN ISO 14 001 (sistemas de gestión ambiental)
27
Indice de palabras
A
Absorción de humedad 4
Aditivos 6
Almacenado 4
Aseguramiento de la calidad 26
B
Bebederos 12– Bebedero anular 13– Bebedero cónico 13– Bebedero de banda 13
Boquillas 18, 19– Boquilla de presión 18– Boquilla de soplado 21– Boquilla de tubo 19
C
Canales de alimentación 12
Coextrusión 22
Coloración 6
Construcción de boquillas 15, 16
Construcción de moldes – Extrusión 18, 19– Inyección 12, 13
Contenido de agua 5
Contracción 14
Contrapresión 11
D
Desmoldeo 13
Desperdicios 8
E
Entradas 12
Esmerilar 25
Extrusión– Calibración 19, 20– Construcción de boquillas 18, 19– Maquinaria 16, 17– Refrigeración 19, 20– Transformación 17, 18
F
Faltas– Extrusión 22– Inyección 15
Fresar 25
G
Geometria del husillo– Extrusión 16– Inyección 9
H
Hojas y películas 21
Humedad, absorción 4
I
Indicaciones de protección 8
Inyección– Canales de alimentación 12– Contracción 14– Construcción de
moldes 12, 13– Maquinaria 9– Moldeo por inyección 10, 11– Piezas insertadas 14
Inyección tipo “sandwich” 15
L
Limpieza de la extrusora 18
M
Maquinaria– Extrusión 16, 17– Inyección 9
Materiales para moldes 13
Mecanización 23
Moldeo por inyección 10
Moldeo por inyección de varios componentes 15
Moldeo por soplado 21
N
Número de revoluciones del husillo– Extrusión 17– Inyección 10
P
Parámetros de mecanización 22
Parámetros de transformación– Extrusión 17– Inyección 10
Pegado 23
Perfiles 20
Piezas insertadas 14
Presión de inyección 11
Presión de la masa 9
Presión posterior 11
Procedimientos de extrusión 20, 21
P
Procedimientos especiales – Extrusión 22– Inyección 15
Procedimiento de gaseado interno 15
Profundidad del filete– Extrusión 16– Inyección 9
Protección ambiental 8
Punzonar 25
R
Recubrimientos 20
Refrigeración 19, 20
Regranulado 6
Regulación temperatura del molde 13
Revoluciones del husillo– Extrusión 17– Inyección 10
S
Salidas de aire 13
Secado 5
Serrar 25
Sistema de canales 12
Soldadura 23
Superficie del molde 13
T
Taladrar 24
Temperaturas de transformación– Extrusión 17– Inyección 10– Secado 5
Templado 7
Tiempo de ciclo 11
Tornear 25
Tratamiento de desperdicios 8
Tratamiento posterior 7
Tratamiento superficial 23
Tubos 20
V
Velocidad de inyección 11

BASF Polyurethanes GmbH
Elastol lan ha conquistado en muchasaplicaciones un lugar f irme en el mercado gracias a productos de comprobada cal idad, un servicio acl ientes muy eficaz y a constantes nuevos desarrol los.
Con nuestro conocimiento y nuestra larga experiencia queremos contribuir a su éxito: con el pol i facético materialElastol lan y soluciones innovadoras a problemas, adaptados a sus exigencias.
Para más información tenemos a sudisposición los siguientes fol letos detal lados:
� Un material en punta: Elastol lan� Elastol lan – Resumen del surt ido� Elastol lan – Propiedas del material� Elastol lan – Propiedas eléctr icas� Elastol lan – Resistencia química
Estos fol letos existen también en otrasversiones extranjeras.
BASF Polyurethanes GmbHEuropean Business ManagementThermoplastic PolyurethanesElastogranstraße 6049448 LemfördeGermanyTeléfono (00 49) 54 43 12-25 00Teléfax (00 49) 54 43 12-25 55e-mail [email protected]
®= marca registrada de la BASF Polyurethanes GmbH
Los datos indicados en este folleto están basados en nuestrosconocimientos y experiencias actuales. No queda exento eltransformador de plásticos de hacer comprobaciones y ensayospropios a causa de las numerosas influencias en la elaboración y aplicación de nuestros productos. De los datos indicados pornosotros no se puede derivar una garantía legal para ciertaspropiedades o la aptitud para un fin de aplicación concreto. El comprador de nuestros productos tendrà en cuenta bajo su responsabilidad eventuales patentes así como leyes y reglamentos vigentes. (10/10) KU
/WM
, M
P 20
8-10
/10
E





























