Embed Size (px)
Citation preview
UNIVERSIDAD RAFAEL LANDIVAR , FACULTAD DE CIENCIAS ECONOMICAS ,
ADMINISTRACION DE EMPRESAS
en el Grado Académico de
LICENCIADO
Guatemala, enero 2001
AUTORIDADES DE·LA UNIVERSIDAD RAFAEL LANDIVAR
RECTOR VICE-RECTOR GENERAL VICE-RECTOR ACADEMICO VICE-RECTOR ADMINISTRATIVO SECRETARIO GENERAL DIRECTOR FINANCIERO DIRECTOR ADMINISTRATIVO
LIC. GONZALO DE VILLA, S.J. LlCDA. JULIA GUILLERMINA HERRERA PEÑA LlCDA. JULIA GUILLERMINA HERRERA PEÑA DR. HUGO EDUARDO BETETA LIC. RENZO LAUTARO ROSAL ING. CARLOS VELA SHIPPER ARO. FERNANDO NOVELLA
CONSEJO DE LA FACULTAD DE CIENCIAS ECONOMICAS
DECANO VICE DECANO SECRETARIO DIRECTOR DEL DEPARTAMENTO DE ECONOMIA y COMERCIO INTERNACIONAL DIRECTOR DEL DEPARTAMENTO DE ADMINISTRACION DE EMPRESAS DIRECTOR DEL DEPARTAMENTO DE CONTADURIA PUBLICA y AUDITORIA DIRECTOR DEL DEPARTAMENTO DE MERCADOTECNIA Y PUBLICIDAD DIRECTOR DEL DEPARTAMENTO DE TURISMO REPRESENTANTES DE CATEDRATICOS
REPRESENTANTES DE ALUMNOS
LIC. JOSE ALEJANDRO AREVALO LlCDA. LlGIA GARCIA L1CDA. ANNABELLA ORELLANA DE MOTTA
LlCDA. LlGIA GARCIA .
LIC. VICTOR HUGO SANCHEZ
LIC. MARCO MAURICIO MORALES
LIC. JOSE EUGENIO VALLADARES
LlCDA. LlLIA DE LA SIERRA LIC. ARNOLDO CASTILLO BARAJAS LIC. LUIS ARDON . EDUARDO MARROOUIN NICTE MELGAR
Lic. Edgar Balsells Conde Facultad de Ciencias Económicas Ut,,"[VERSIDAD RAFAEL LA IVDIVAR
Estimado Lic. BalseIls:
Guatemala, 09 Febrero de 2000
Es un placer saludarle y desearle éxitos en sus actividades laborales.
El motivo de la presente es hacer constar que he revisado y corregido el trabajo de tesis presentado por el alumno KARIN VILLEDA RAMIREZ, carné 48054-93, con título "Técnicas administrativas para el mejoramiento continuo de procesos de producción, caso práctico ", el cual esta a mi entera satisfacción. Por tal motivo solicito que sea sometido al ' examen correspondiente.
Agradeciendo la atención a la presente me suscribo de usted,
Atentamente,
Ing . .E I I
-------(f "
l' tU Ech~verrdJ
)
Universidad Rafael landívar Facultad de Ciencias Econórrücas
Reg. E-013-2001-S
LA SECRETARIA DE LA FACULTAD DE CIENCIAS ECONOMICAS TREINTA y UNO DE ENERO DEL AÑO DOS MIL UNO
De acuerdo al dictamen rendido por el Ingeniero Edwin Echeverría asesor de la tesis "TECNICAS ADMINISTRATIVAS PARA EL MEJORAMIENTO CONTINUO DE PROCESOS DE PRODUCCION. CASO PRACTICO" presentada por la señorita Karini Irina Villeda Ramírez y la aprobación de la Defensa Privada de tesis, según consta en el acta No. 167-2000 del 01 de diciembre del año 2000, la Secretaría de la Facultad de Ciencias Económicas autoriza su impresión, previo a su graduación profesional de Administradora de Empresas en el grado académico de Licenciada.
cc. Archivo er/AO
Licda. Annabella Orellana de Mtl¡tfii~ Secretaria de Facultad de Ciencias Económicas
Campus Central Vista Hermosa III, zona 16 apartado postal 39 C Tels, (502) 3692151- (502) 3640162 -(502) 3692621 Fax: (502) 3692756; e-maiJ:fuc_ [email protected],gt
Guatemala, Guatemala, CA.
A Dios
A Mis Padres
A Mi esposo
A Mis Hermanos
A Mis Cuñadas
A Mi Sobrino
A Mis Abuelos
A mis Tios
A mis Primos
A mi Asesor
A Mis amigos y Compañeros
A Mi Universidad
Acto que Dedico
Confortará mi alma, me guiará por sendas de justicia
Por amor a su nombre Salmos 23:3
Por la bendición que me da cada dia Encomienda la Obra al Señor y tendras éxito
Proverbios 16:3
José Gilberto Villeda Grajeda Rosa América Ramírez de Villeda
Por su Guía y consejo a lo largo de mi vida
Luis Haroldo Figueroa Barrera
Jose Gilberto Villeda Ramírez Diego Alejandro Villeda Ramírez
Maria Jose Miralles de Villeda Lucia Maria Figueroa Barrera Alejandra Maria Figueroa Barrera Luisa Maria Figueroa Borja
Jose Carlos Villeda Miralles
Por su amor y su apoyo
Francisca Orellana Estrada de Ramírez t Martha Julia Grajeda Linares t Julio Vil leda España Felipe Ramírez Sánchez
Con mucho cariño
Con mucho cariño
Ing. Edwin Antonio Echeverría Marroquín Por sus esfuerzos en la realización de este trabajo de Tesis .
Con mucho cariño. En especial a Verónica Escobar, por sus sabios consejos.
Por haber forjado en mi , una profesional , con el afán de servir a Guatemala.
ÍNDICE
RESUMEN
l. INTRODUCCIÓN 1.1 Tema en la actualidad 1.2 Antecedentes 1.3 Marco Teórico
1.3.1 Mejoramiento Continuo 1.3.2 Producción y Administración
de las operaciones
11. PLANTEAMIENTO DEL PROBLEMA 2.1 Objetivos de la Investigación
2.1.1 Generales 2.1.2 Específicos
2.2 Variables de estudio 2.2 .1 Conceptualización
2.2.2 Operacionalización 2.3 Alcances Y Límites 2.4 Aporte
, 111. METODO
3.1 Sujeto 3.2 Instrumento 3.3 Procedimiento 3.4 Metodología Estadística
II
Pág
01 01 04 05 05
13
20 21 21 21 22 22 22 23 23
24 24 25 26 27
4.1 Cuestionarios 28 4.1.1 Resultados Cuestionario 1 28 4.1.2 Resultados Cuestionario 2 32
4.2 Guías de Observación 34 4.2.1 Guía de Observación 1 34 4.2.2 Guía de Observación 2 35
4.2.2.1 Comentario de G. De Observación 2 36 4.2.3 Guía de Observación 3 37
4.3 Diseño del Proceso 38 4.3.1 Análisis y Rediseño del Proceso Actual 38 4.3.2 Diagrama de Flujo de Proceso Actual 40 4.3.3 Departamentos del Proceso 41 4.3.4 Rediseño del Flujo de Proceso 43 4.3.5 Flujo del proceso (Rediseño) 44
4.4 Diseño de Planta 45 4.4.1 Diagrama de Planta Actual 45 4.4.2 Diagrama de Planta Rediseño 46 4.4.3 Geográfico del Proceso Actual 47 4.4.4 Geográfico del Proceso Rediseño 48
4.5 Discusión de resultados 49
V. CONCLUSIONES Y RECOMENDACIONES 5.1 Concl usiones 5.2 Recomendaciones
VI. REFERENCIAS BIBLIOGRÁFICAS
VII. ANEXOS
III
55 55 56
58
60
RESUMEN
La fábrica Inducasa, produce cascos para motociclista, con un proceso
empírico. El sistema de producción es separado del área administrativa,
dificu Itando el implementar técnicas administrativas como: Planeación,
Organización y control.
Esta investigación se realizó para determinar de qué manera las técnicas
administrativas contribuyen al mejoramiento continuo de los procesos
de producción en la fábrica. Los Objetivos mas importantes de la
investigación son:
• Determinar cómo las técnicas administrativas inducirán al
mejoramiento continuo.
• Determinar un diseño de planta que contribuya a una producción
efectiva.
• Determinar si el proceso de mejoramiento continuo es aplicable en la
fabrica.
El sujeto de estudio fueron la totalidad de empleados de la fábrica
Inducasa. Luego de hecha la investigación, se concluye que en la
empresa no cuentan con técnicas administrativas, no hay planeación,
Organización ni Control, la planta de producción, no presenta un diseño
organizado, por lo que no es viable aplicar un método de mejoramiento
continuo en la empresa.
Se recomienda implementar las técnicas administrativas, arriba
mencionadas, además se debe re-diseñar la planta y después se debe
empezar a implementar el programa de mejoramiento continuo.
l. INTRODUCCION
1.1 Tema en la Actualidad
La Revolución Industrial se inició aproximadamente en 1750 y su
impacto fue visible in mediatamente en todo el mundo, la especialización
de la mano de obra y las técnicas de producción en masa generaron
mayor productividad y una diversidad más amplia de artículos a precios
menores.
La visión tradicional de la administración industrial se inició en el siglo
18 con el reconocimiento de Adam Smith, acerca de que la subdivisión y
la especialización en el trabajo arrojan beneficios económicos. Después
a principios del siglo XX Frederick Taylor, implantó las teorías de Smith
y promovió activamente la administración científica en la industria de su
tiempo.
También se empezó a estudiar el esfuerzo físico de los trabajadores, su
comodidad y la forma de crear mejor ambiente de trabajo, mejores
herramientas y simplificar las tareas para obtener una mayor eficiencia.
En ese momento se empezó a ver que los trabajadores no solo
necesitan la satisfacción económica, sino también satisfacer todas sus
demás necesidades.
1
En los años setenta, se empezó a pensar en que cada empresa
industrial tenía que poner la misma atención que ponía a sus procesos
de producción, al área mercadológica, a las finanzas, a los recursos
humanos, y a la satisfacción que su producto le daba al cliente.
En Guatemala el sector industrial ha crecido año con año,
constituyéndose en un rubro importante dentro de la economía del país,
por su contribución en la generación de empleos e ingresos.
Actualmente, sin embargo, a pesar de este crecimiento, nuestras
industrias no han podido igualar en calidad a muchos de los productos
extranjeros, sobre todo de Estados Unidos, Asia, y Europa . Los
problemas de calidad que las empresas fabricantes nacionales enfrentan
son en su mayoría: "por no hacer bien las cosas desde la primera vez".
Las empresas están cada vez mas consientes de la necesidad de ir
arreglando estas deficier.cias: costos altos, malos diseños de plantas,
ineficiencia del personal de planta, y malos procesos. Es por eso que el
utilizar programas de calidad total y de mejoramiento continuo, es cada
vez, más importante.
Actualmente las cosas han cambiado: Los esfuerzos de las empresas
ahora son para satisfacer al cliente, logrando la calidad no solo en el
producto, sino en el servicio, en el trabajo, y en todas las actividades
relacionadas con los clien~es.
2
El planificar basándose en un programa de calidad y de mejoramiento
continuo, es lo que ha distinguido a unas empresas de otras . La
capacidad de las mismas para fabricar productos que mejoren a los
anteriores, o procesos que se "mejoren" y den como resultado
reducción de costos, o incremento de productividad, es lo que las ha
hecho sobresalir.
Las empresas que quieren planear estratégicamente y buscar así la
mejora continua, deben iniciar con definir su razón de ser en el
mercado. Definir su estado deseado en el futuro y desarrollar los
objetivos y acciones para alcanzar ese estado deseado.
La mejora continua, requiere una participación considerable del equipo
directivo ya que son ellos quienes determinan los objetivos a incluir en
el plan de negocio.
Para entender el concepto de mejora continua, se requiere una nueva
definición para los términos: cliente y competidor, pues en la actualidad
deben ir más allá del enfoque comercial al que tradicionalmente los
asociamos.
Un cliente es todo aquel individuo, u organización que a cambio de
contribuir con el logro de sus metas, nos proporcionará recursos para
crear las condiciones básicas de sobrevivencia, esto significa que son
clientes: los accionistas, gerentes, empleados de planta, los clientes, el
gobierno y la sociedad .
3
Un competidor por su parte es todo aquel individuo, u organización que
compite con la nuestra, por la conquista de los recursos necesarios para
crear las condiciones básicas de sobrevivencia.
El cumplimiento de las expectativas de todos los clientes de la
organización, representa en la actualidad un reto debido a su
complejidad, diversidad y velocidad de cambio.
La Calidad Total es el único esquema de administración y dirección que
se sustenta en la búsqueda de un balance armónico y sostenible de
todos los intereses de todos los involucrados con la organización . Por
esta razón, actualmente la calidad total y la mejora continua, han
tomado relevancia, y su alcance se distribuye a todos los elementos del
sistema administrativo, desde la planeación estratégica, hasta el control
de las operaciones, y a lo largo de todos los procesos de operación y de
soporte.
1.2 Antecedentes
La fabrica de Cascos Inducasa, (Industria de Cascos S.A) inició
operaciones en 1982, sus instalaciones estaban ubicadas en el Depto.
de San Juan Sacatepequez. La planta de ese tiempo, fue acomodada en
una casa. Distribuyendo los diferentes departamentos en los cuartos de
habitación de la casa.
Actualmente alquilan un bodega en la Zona 11 de la ciudad Capital, de
Guatemala. En esta bodega se tiene un sistema de línea de ensamblaje,
4
y cuentan con un espacio determinado para materia prima, y oficinas
adm in istrativas.
La fabrica cuenta con 18 empleados, de los cuales el 89% es de sexo
Masculino y el 11% es de sexo Femenino, Dentro de estos porcentajes
se incluyen a los Gerentes. El horario de trabajo es de Lunes a Viernes,
de 8:00am a 5:00 pm, con una hora de almuerzo, que es coordinada
por el Gerente de Producción.
La Producción máxima de cascos es de 12 cascos por día. En la
actualidad los propietarios y el Gerente de Producción, han visto la
necesidad de hacer cambios en los procesos, para operar de una forma
más efeciente y para ofrecer un producto de mayor calidad al
consumidor final.
1.3 Marco Teórico
1.3.1 El Proceso de Mejora Continua
La mejora continua inicia con el concepto de Calidad Total, el cual se
define como: " Un sistema efectivo de los esfuerzos de varios grupos en
una organización para la integración del desarrollo, de mantenimiento y
de la superación de la ca I idad con el fi n de hacer posi bies que
mercadotecnia, ingeniería, fabricación y servicios logren la satisfacción
del consumidor al nivel más económico." (Feigenbaum, 1989).
En su libro: "Alianzas Empresariales Para La Mejora Continua",
Poirier(1992), cita los tres niveles de mejora continua, y explica en que
se basa cada uno de ellos:
5
N ¡vel 1: Dedicación
c:> La administración se entusiasma, con la posibilidad de establecer un
proceso por medio del cual mejorarán la calidad y la eficiencia. En el
centro de este entusiasmo se encuentra la creencia de que los costos
declinarán, aumentará la satisfacción de los clientes y la organización
será un mejor lugar para trabajar.
c:> El despliegue de políticas el término que se emplea para describir la
selección de aspectos y objetivos en los que concentrar el esfuerzo de
mejora_va desde arriba hacia abajo . Se fomenta la solución de
problemas de equipo, por lo general siguiendo algún procedimiento de
pasos bajo la dirección de un instructor capacitado.
s> Se establecen sistemas de comunicación para dar publiCidad a las
historias del proceso y de éxito. Se graba el director general y a algunos
ejecutivos de alto rango ensalzando la importancia y la virtud del
proceso de mejora. Por lo general se deja a los gerentes intermedios
con la tarea de asegurar la implantación, y los supervisores de línea
tienen el grueso de la responsabilidad de motivar las acciones que se
requieren.
c:> El ciclo de vida del nivel 1 es más o menos de dieciocho meses. La
desaparición es silenciosa . El duelo es mínimo. No existe un funeral
oficial. El proceso sencillamente cae en desuso debido a que los líderes
dirigen su atención hacia otros sitios y los gerentes intermedios
regresan a los asuntos usuales.
6
Nivel 2: Sostenimiento
s> Las organizaciones que fracasan en el nivel 1 hallan que debe repetir
el proceso si han de tener éxito. Las que pasan al nivel 2 lo hacen
debido a que reconocen las muchas barreras contra el sostenimiento del
proceso y se niegan a dejar la chispa que incita el fallecimiento del
esfuerzo. Estas organizaciones sostienen la orientación hacia la mejora
continua pero trabajan más duro al encontrar los aspectos y
oportunidades que tienen significado para toda la organización .
c:> La administración continúa seleccionando las iniciativas de mejora.
Pero debido a la creencia en la capacidad de los trabajadores para
contribuir, la formación de los equipos de acción se convirtió en un
procedimiento normal. Cuando se identifica un aspecto, se forman con
rapidez tales equipos para buscar la solución. El personal eventual y
asalariado conduce la capacitación en la formación de los equipos y la
forma en que deberían funcionar para resolver los problemas, y el
personal está listo y ansioso de compartir las ideas. Los equipos son
interfuncionales y tienen representación tanto de los empleados como
de la dirección.
c:> Las debilidades en los sistemas y procedimientos, incluyendo la
forma de manejar las recompensas, promociones, información y cri~ica,
se identifican y comienzan los esfuerzos de mejora.
c:> La capacitación se torna un factor importante en el nivel dos; los
empleados comienzan a identificar sus propias áreas de necesidad, mas
que esperar que lo haga la dirección.
7
r:!> Las comunicaciones son mucho más abiertas y las áreas que por
tradición permanecían cerradas quedan expuestas a una fuerza de
trabajo más interesada y contributiva.
Nivel 3: Continuidad
<> El proceso de mejora se institucionaliza. El despliegue de políticas se
desplaza en ambas direcciones, y el papel de la dirección supone más
consejo y asesoría de lo que antes hubo.
<> La necesidad de capacitación se deja de cuestionar y esta cesa sobre
la base de la recompensa. Simplemente se hace en todas las áreas.
r:!> La generación de ideas asciende a alturas sin precedente, llegando a
cinco, a diez o más sugerencias utilizables por empleado al año. Estas
ideas reflejan la dedicación original hacia la calidad y la satisfacción de
los clientes y se convierten con· presteza en equipos de acción .
r:!> Los trabajadores recopilan y analizan los datos e información
necesarios para mejorar la organización, quienes después recomienden
cambios sensibles.
<> Se reconoce y recompensa a aquellas dentro de la organización:
personas, equipos, departamentos y plantas quienes contribuyen al
éxito.
Dentro del proceso de mejora continua, se destaca la importancia de
hacer girar el ciclo de control de calidad, para lograr cada vez mejores
resultados.
8
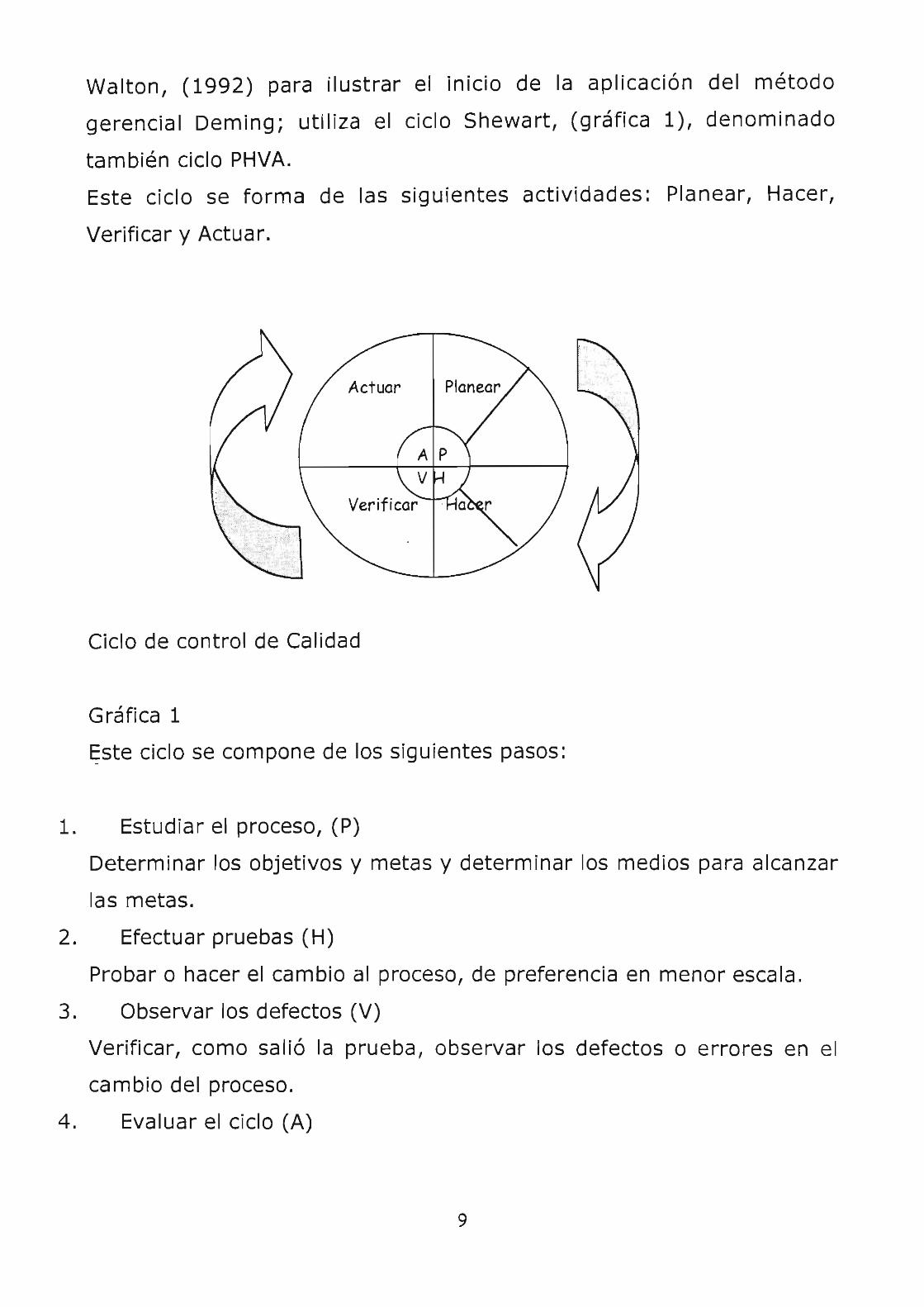
Walton, (1992) para ilustrar el inicio de la aplicación del método
gerencial Deming; utiliza el ciclo Shewart, (gráfica 1), denominado
también ciclo PHVA.
Este ciclo se forma de las siguientes actividades: Planear, Hacer,
Verificar y Actuar.
Ciclo de control de Calidad
Gráfica 1
~ste ciclo se compone de los siguientes pasos:
1. Estudiar el proceso, (P)
Determinar los objetivos y metas y determinar los medios para alcanzar
las metas.
2. Efectuar pruebas (H)
Probar o hacer el cambio al proceso, de preferencia en menor escala.
3. Observar los defectos (V)
Verificar, como salió la prueba, observar los defectos o errores en el
cambio del proceso.
4. Evaluar el ciclo (A)
9
Actuar, evaluar como se desarrolla el ciclo del proceso ya corregido.
Se puede notar que el ciclo PHVA se aplica en cualquiera de las
actividades del control de procesos, ya sea para mantener un
determinado nivel de desempeño, en cuyo caso el ciclo inicia con una
etapa de estandarización o bien para mejorar el desempeño o
regresarlo al nivel que tenía antes de un problema, en cuyo caso el ciclo
inicia con una etapa de planeación (P).
Dentro de la etapa de actuar, es necesario hacer algunos comentarios.
Si los resultados son correctos es factible seguir ejecutando las acciones
planeadas bajo los procedimientos estándares de operación definidos,
para mantenerlos así. Si los resultados no son los esperados (no se
cumple con la meta planeada) se deben detectar las posibles fallas, las
cuales podrían estar dentro de las siguientes:
cf> Los datos con los que se realizó la verificación no fueron adecuados.
cf> Los encargados de realizar el trabajo no tenían' la habilidad
necesaria
cf> Los encargados de realizar el trabajo, no saben cómo hacerlo.
c:;, La meta que se definió no era alcanzable con los medios disponibles.
cf> El personal no fue bien capacitado.
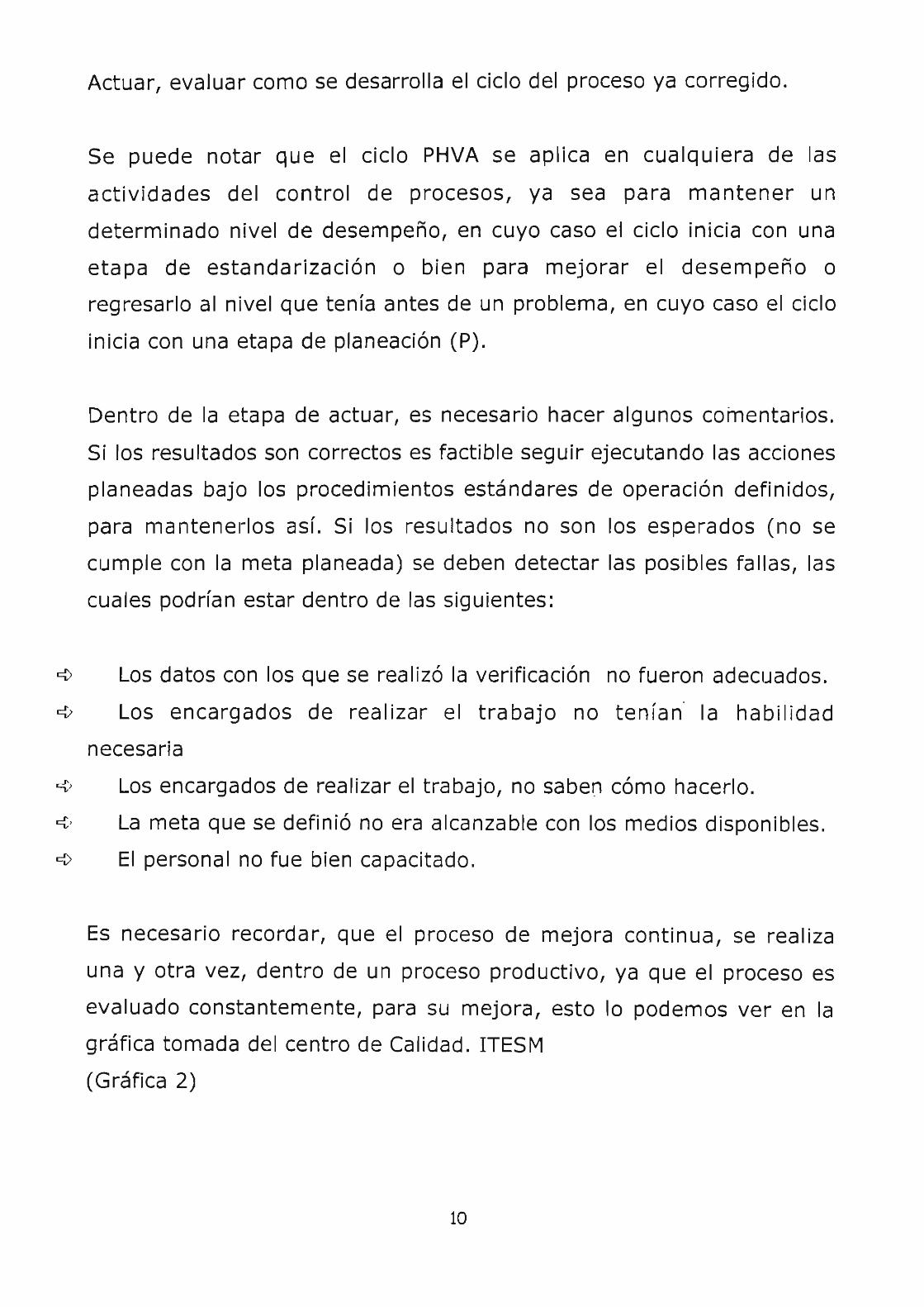
Es necesario recordar, que el proceso de mejora continua, se realiza
una y otra vez, dentro de un proceso productivo, ya que el proceso es
evaluado constantemente, para su mejora, esto lo pOdemos ver en la
gráfica tomada del centro de Calidad. ITESM
(Gráfica 2)
10
Calidad.
O
0-
Proceso PHVA
Gráfica 2
O
o O
o
Mejora continua
Solución de oroblemas
Innovación
Tiempo
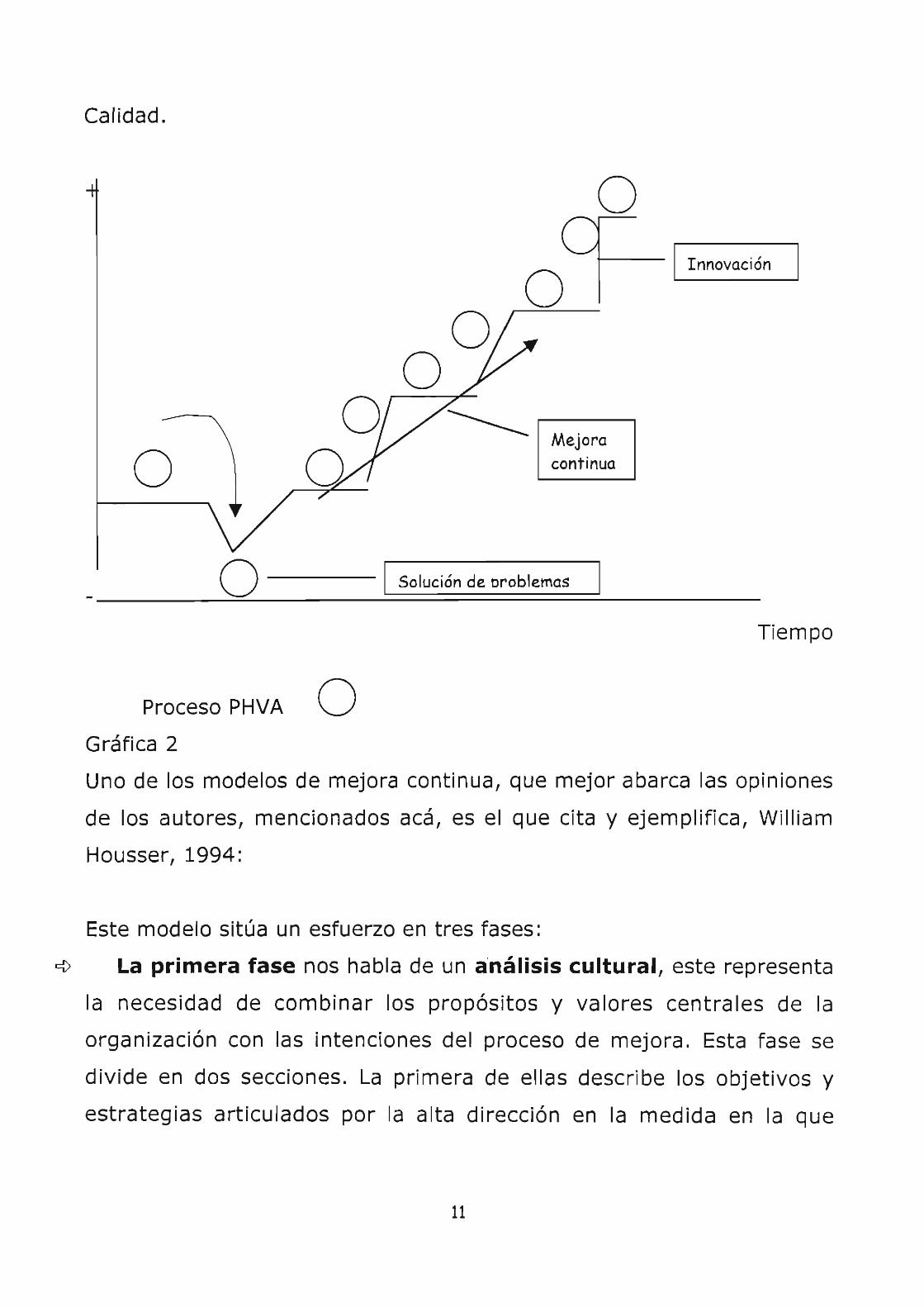
Uno de los modelos de mejora continua, que mejor abarca las opiniones
de los autores, mencionados acá, es el que cita y ejemplifica, William
Housser, 1994:
Este modelo sitúa un esfuerzo en tres fases:
o:f> La primera fase nos habla de un análisis cultural, este representa
la necesidad de combinar los propósitos y valores centrales de la
organización con las intenciones del proceso de mejora. Esta fase se
divide en dos secciones. La primera de ellas describe los objetivos y
estrategias articulados por la alta dirección en la medida en la que
11
buscan elevar la productividad y la calidad, así como aumentar las
utilidades: El enfoque de tres partes, tan necesario para el éxito. La
segunda sección de la primera fase refleja la postura de la empresa
respecto a las personas, la calidad de vida en el trabaJo, el valor de las
personas y la participación en grupos dentro de la empresa .
~ En la Segunda Fase se representa las cuatro partes críticas del
proceso de análisis, que traduce los objetivos y estrategias en un plan
de acción. Estas partes incluyen:
• Un Macroanálisis de donde la organización está respecto a la calidad,
la productividad y la mejora en las utilidades.
• Un Microanálisis de lo que dirige, controla o limita a la organización
en todos los aspectos de las operaciones y del desempeño del trabajo .
• Un procedimiento para preparar a la organización para hace r
mejoras planeadas y con un objetivo.
• Un formato de ejecución que maximice el esfuerzo sinérgico y cree
resultados positivos en toda la organización.
~ En la Tercera Fase, se supone los dos factores necesarios para
sostener el proceso y asegurar la viabilidad futura de este: Una critica
honesta y franca sobre la forma en que el proceso progresa y un
conjunto de instrucciones de implantación para asegurar la continuidad .
La fase de continuidad del proceso de mejora requiere que la dirección
haga frente a cinco aspectos:
12
• Cómo es posible establecer un procedimiento que lleve a quienes
poseen un desempeño deficiente a un nivel de los mejores?
• Cómo superar la actitud de algunas personas de que esto también
pasara?
• Cómo es posible incorporar las convicciones del proceso de cultura
existente?
• Cómo será posible generar nuevos puntos para los equipos de
acción?
• Cómo es posible enlazar el proceso con el establecimiento de
mejoras analizadas?
Es por este tipo de preguntas, que en la fase tres, se busca la revisión
critica y el impulso para la continuidad.
A partir de la critica, la evaluación honesta del desempeño señala los
problemas que es preciso atacar.
1.3.2 Producción y Administración de las
Operaciones.
En cuanto a la producción y la administración de las operaciones de una
fabrica productora, nuestra integración teórica se inclinará a lo expuesto
por Everett (1990):
Planeación: El gerente de producción selecciona los objetivos para el
subsistema de operaciones de la organización, así como las políticas y
procedimientos para alcanzar tales objetivos. Esta etapa comprende la
clarificación del papel y del enfoque de las operaciones. También incluye
un despliegue de esfuerzos dirigidos a la planificación del producto, el
13
diseño de instalaciones y el aprovechamiento de procesos de . ,
converslon.
Organización: El gerente de operaciones establece una estructura
deliberada de papeles y flujos informativos en el subsistema
operacional, También determina y enumera las actividades requeridas
para alcanzar las metas del subsistema de operación, delegando
autoridad y responsabilidad en el cumplimiento de éstas.
Control: Para asegurarse de que los planes, del subsistema de
operaciones, se lleven a cabo, el gerente de operaciones también debe
ejercer el control. Los resultados deben medirse para determinar si son
congruentes con lo planeado. El control de los costos, la calidad y los
programas de producción constituyen esencia misma de la
administración de operaciones.
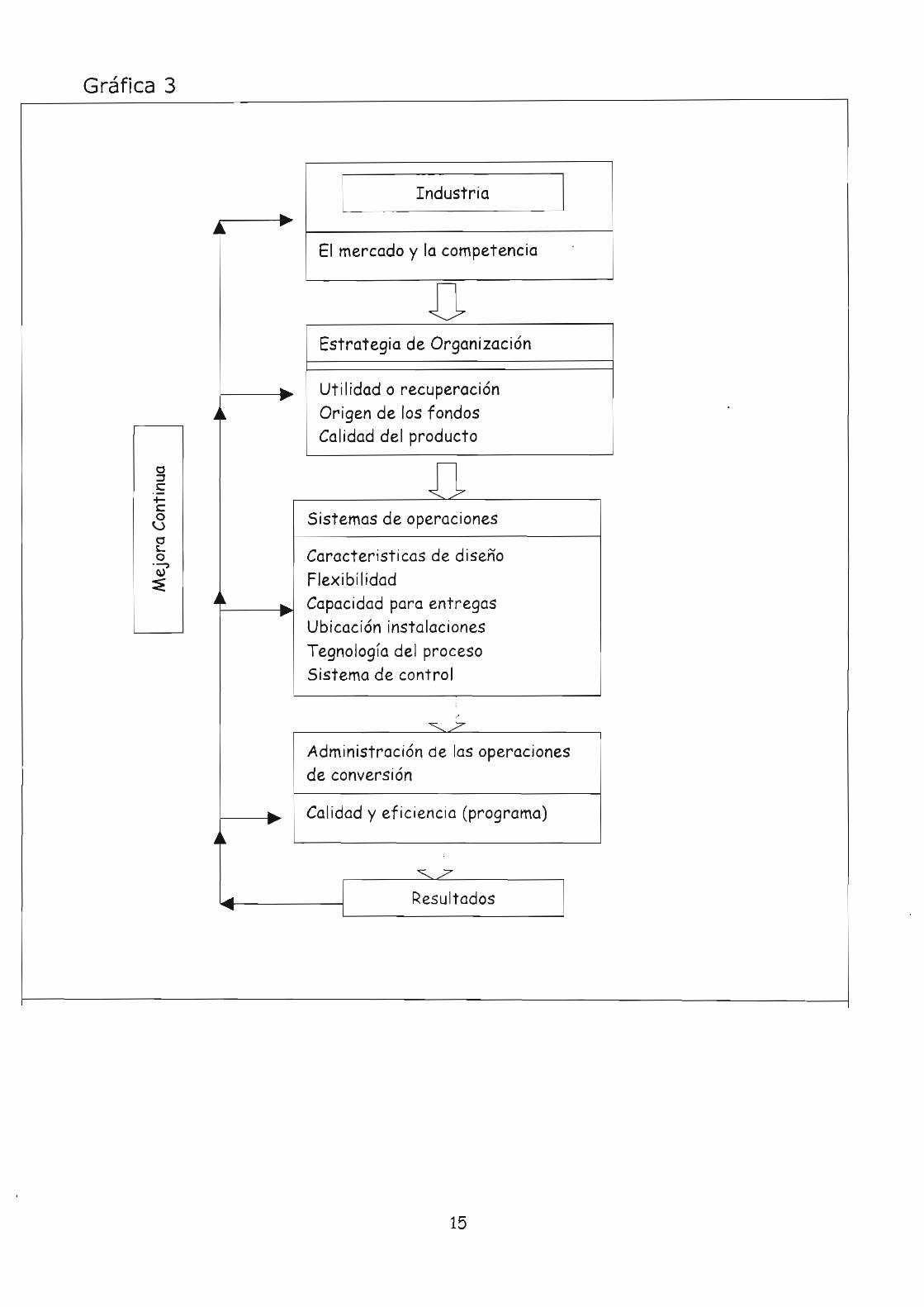
La planeación de la producción, la determinación de la estrategia de
manufactura y el rediseño del producto, por ejemplo, son actividades
orientadas a la planeación. El cambio de la organización, las relaciones
laborales entre directivos y empleados y el desarrollo de sistemas de
información integrados, son ejemplos de actividades de organización. El
control de inventarios, el mejoramiento en el área de mantenimiento y
la reducción de los tiempos de espera, son ejemplos de actividades
orientadas al control. Las operaciones de la producción, son pues, un
elemento estratégico para alcanzar las metas de la organización .
(Gráfica 3).
14
Gráfica 3
Industria .. ..
• ~ El mercado y la competencia
[L Estrategia de Organización
.. Utilidad o recuperación •
• ~ Origen de los fondos Cal idad del producto
o D ~ s::
-+-s::
Sistemas de operaciones o ~ o t..
Caracteristicas de diseño o .-, ~
Flexibilidad :E J ~ -"" Capacidad para entregas
~
Ubicación instalaciones
Tegnología del proceso Sistema de control
, ""'.7
Administrac ión de las operaciones de conversión
• Calidad y eficiencia (programa) •
j ~
""'.7
.oIIL Resultados ~
15
De las distribuciones fundamentales que propone Everett, 1991,
tomaremos, la distribución de planta orientada al producto: este tipo
de distribución se adopta cuando se fabrica un producto estandarizado,
por lo común en gran volumen.
En la distribución de planta orientada al producto, los centros de
trabajo y los equipos respectivos queda, por tanto, unidos idealmente
para ofrecer una secuencia de operaciones especializada que habrá de
originar la fabricación progresiva del producto.
Cada centro de trabajo puede proporcionar una parte sumamente
especializada de la secuencia total de la elaboración.
Para reducir el costo por pérdida de tiempo se deben asignar las
actividades elementales dentro del procedimiento, para que las cargas
de trabajo estén mejor distribuidas en términos de tiempo.
El procedimiento para mejorar el diseño implica
1. Definir las actividades elementales
2. Identificar los requerimientos de la precedencia
3. Calcular el número mínimo de estaciones de trabajo
Análisis para métodos de trabajo
Everett, 1991, expone: para ayudar al analista interno a estudiar un
determinado puesto de trabajo una vez que se ha identificado un
problema, se cuenta con varias técnicas, una de estas emplea los
diagramas de operaciones para describir los movimientos elementales
de las manos derecha e izquierda: extensión, acarreo, asimiento,
alzamiento, colocación y desprendimiento.
16
Los diagramas de operación son adecuados para tareas rutinarias,
repetitivas y de ciclos de ejecución breves, realizadas en contextos de
producción de volumen bajo a moderado.
Los diagramas de actividad dividen las operaciones en sus principales
segmentos de tarea ejecutados por el trabajador y por la maquina y
los separa con una escala de tiempos vertical.
De esta manera, el analista puede calcular fácilmente los porcentajes
de tiempo productivo u ocioso, y puede concentSrarse en los métodos
de reducción del tiempo no productivo para el trabajador y para la , .
maquina.
Los diagramas de flujo del proceso describen las actividades entre
estaciones de trabajo, en un intento por representar los flujos del
proceso de producción total.
Para captar este flujo, los analistas clasifican cada movimiento del
producto a través del proceso de conversión en una de las cinco
categorías normales: Operación, Transporte, Almacenamiento,
Inspección, Demora.
Los diagramas de procesos son adecuados para visualizar las etapas
consecutivas del proceso de conversión. Estos diagramas ayudan a
descubrir los movimientos innecesarios o la duplicidad de esfuerzos,
cuya eliminación permitirá mejorar la eficiencia.
17
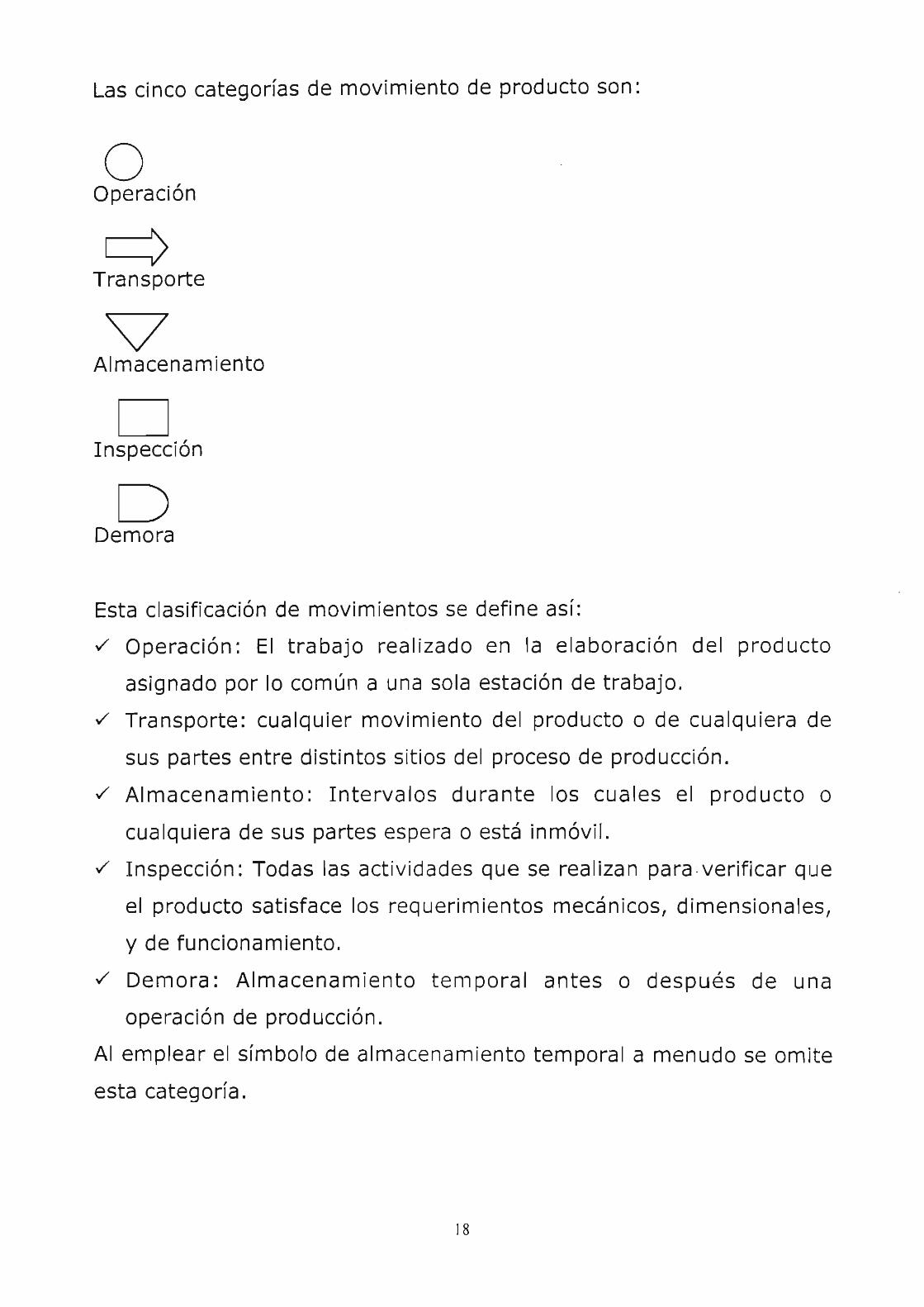
Las cinco categorías de movimiento de producto son:
o Operación
q Transporte
V Almacenamiento
D Inspección
o Demora
Esta clasificación de movimientos se define así:
../ Operación: El trabajo realizado en la elaboración del producto
asignado por lo común a una sola estación de trabajo .
../ Transporte: cualquier movimiento del producto o de cualquiera de
sus partes entre distintos sitios del proceso de producción .
../ Almacenamiento: Intervalos durante los cuales el producto o
cualquiera de sus partes espera o está inmóvil.
../ Inspección: Todas las actividades que se realizan para -verificar que
el producto satisface los requerimientos mecánicos, dimensionales,
y de funcionamiento .
../ Demora: Almacenamiento temporal antes o después de una
operación de producción.
Al emplear el símbolo de almacenamiento temporal a menudo se omite
esta categoría .
18
Principios de economía de movimientos
1. El trabajo deberá de ser ordenado para proporcionar un ritmo
natural que puede llegar ha ser automático.
2. Hay que tener en cuenta la simetría del cuerpo:
3. Los movimientos de los brazos deben de ser simultáneos iniciando y
completando sus movimientos al mismo tiempo.
4. Los movimientos de los brazos deben ser opuestos y simétricos
5. El cuerpo Humano es una maquina diseñada para aprovecharse al
máximo y todas sus capacidades se deben utilizar:
./ Ninguna de las manos debe permanecer ociosa
./ El trabajo se debe distribuir a otras partes del cuerpo en
línea directa con su habilidad .
./ Al designar fu~ciones hay que observar los límites de
seguridad del cuerpo humano .
./ El ser humano debe ser empleado al máximo .
./ Los brazos y las manos considerados como elementos
de peso, están sujetos a las leyes físicas y la energía
debe ser conservada:
./ El impulso debe trabajar a favor de la persona y no
contra ella
./ El contacto visual debe ser limitado y en grupos
./ Hay que eliminar trabajo innecesario, retrasos y
ociosidad
./ El grado de precisión requerido y el control deben ser
minimizados
19
11. PLANTEAMIENTO DEL PROBLEMA
En la actualidad no solo Japón sobresale en el escenario de la calidad
en forma importante, en los procesos de producción los gerentes se
enfrentan a la necesidad de buscar opciones que simplifiquen el
trabajo e incrementen la productividad; la mejora continua se perfila
como una realidad en el mundo competitivo de hoy.
En un primer momento se habla de control de calidad, primera etapa
en la gestión de la calidad que se basa en técnicas de inspección
aplicadas a Producción. Posteriormente nace el aseguramiento de la
calidad, fase que persigue garantizar un nivel continuo de la calidad
del producto, finalmente se llega a lo que se conoce como Calidad
Total, y que esta íntimamente relacionado con el concepto de Mejora
Continua.
La fábrica Inducasa, actualmente produce cascos para motociclista ,
aunque de buena calidad, con un proceso de producción totalmente
empírico, el cual deja demanda insatisfecha, esto no permite el
crecimiento de la empresa.
El sistema de producción es muchas veces separado del área
administrativa, lo que dificulta el implementar técnicas administrativas
que colaboren con la planeación y el control en la organización. Por
esto, es importante, al implementar un sistema de mejoras dividir el
proceso en tres fases:
20
o Fase de auditoría de los procesos
o Fase de diseño de los procesos
o Fase de crítica y continuidad
Esto con el afán de diseñar todo un proceso de producción, pero con
una base administrativa que se acople al mejoramiento continuo de la
producción.
Finalmente, ¿de qué manera las técnicas administrativas
contribuyen al mejoramiento continuo de los procesos de
producción en una fábrica de cascos para motociclistas?
, 2.1 OBJETIVOS DE LA INVESTIGACION
2.1.1 Generales
Determinar cómo las técnicas administrativas inducirán a un
mejoramiento continuo de la producción, en una empresa de
fabricación de cascos para motociclistas.
2.1.2 Específicos
Determinar un diseño de planta que contribuya a una mejor y más
efectiva producción.
Presentar un proceso de fabricación que permita fabricar un producto
que supere los estándares de seguridad internacionales.
Determinar si el proceso de mejoramiento continuo es viable y
aplicable en la fabrica.
21
2.2 VARIABLES DE ESTUDIO
a. Técnicas administrativas
b. Mejoramiento Continuo
c. Procesos de producción
Unidad de Análisis
Fábrica de cascos para motociclista
2.2.1 Conceptualización De Variables
A. Técnicas administrativas
" Proceso continuo que abarca las funciones de Planeación,
organización y control, de manera que puedan esta influir en las
acciones de los demás
(Ebert, 1991)
B. Mejoramiento Continuo
"Sistema en el cual a toda hora, todas las partes de la organización
buscan lo mejor que se pueda lograr en todos los aspectos del
desempeño del trabajo
(Poirier, 1994)
C. Procesos de producción
"Transformación que convierte terrenos, capital, mano de obra, y
administración como insumas en los productos deseados de bienes y
servicios (Ebert. 1991)
2.2.2 Operacionalización De Variables
~ Técnicas administrativas
• Planeación
• Planes de acción, Planes Anuales, Presupuestos, Objetivos,
Metas y Estrategias.
22
• Organización
• Manuales de funciones y procesos, determinacion formal
de actividades, diagramas de flujo del proceso, y
organigrama.
• Control
• Control de calidad, de producción, de personal,
evaluaciones.
<, Mejoramiento Continuo
• Fase analítica (3 niveles de mejora)
• Fase de Desarrollo y diseño
• Fase crítica y de continuidad
<, Procesos de producción
• Manual de procedimientos
• Diseño de planta
• Estándares de fabricación de cascos
, 2.3 ALCANCES Y LIMITES
Las principales limitaciones de esta investigación serán el no poder
comparar el procedimiento y el diseño de planta con otra fábrica que
fabrique cascos en las mismas cantidades y en el mismo territorio .
2.4 APORTE
Con la presente investigación se pretende analizar el beneficio que
puede dar al mercado consumidor de cascos para motociclista, el
contar con la opción de compra de un producto más seguro, y de
mejor calidad. El poder evitar la salida al mercado de bienes
23
defectuosos, ofrecer al consumidor un producto a nivel extranjero y
proveer al consumidor final de un casco que pase los estándares
internacionales de seguridad para cascos de motociclista.
Se pretende dar una herramienta de consulta a los estudiantes o
empresarios, que deseen conocer mas acerca del proceso de
producción y la mejora continua, en la fabricacion de cascos para
motociclistas; Aunque tambien se desea que esta investigacion sirva
de apoyo o consulta en la administración de cualquier proceso de
manufactura .
Se pretende que esta investigación además beneficie a la empresa
productora de cascos, (Inducasa) al ofrecerle una herramienta que
ayude a administrar la producción de forma ordenada y bajo los
principios de la teoría administrativa.
111. MÉTODO
3.1. SUJETOS
Los sujetos de estudio fueron la totalidad de empleados de la fábrica
Inducasa, por lo que se trabajÓ con el universo completo, no se aplicó
muestra.
Los sujetos para lograr el objetivo de la investigación lo conforman los
empleados de la Fábrica: quienes trabajan en los siguientes puestos :
24
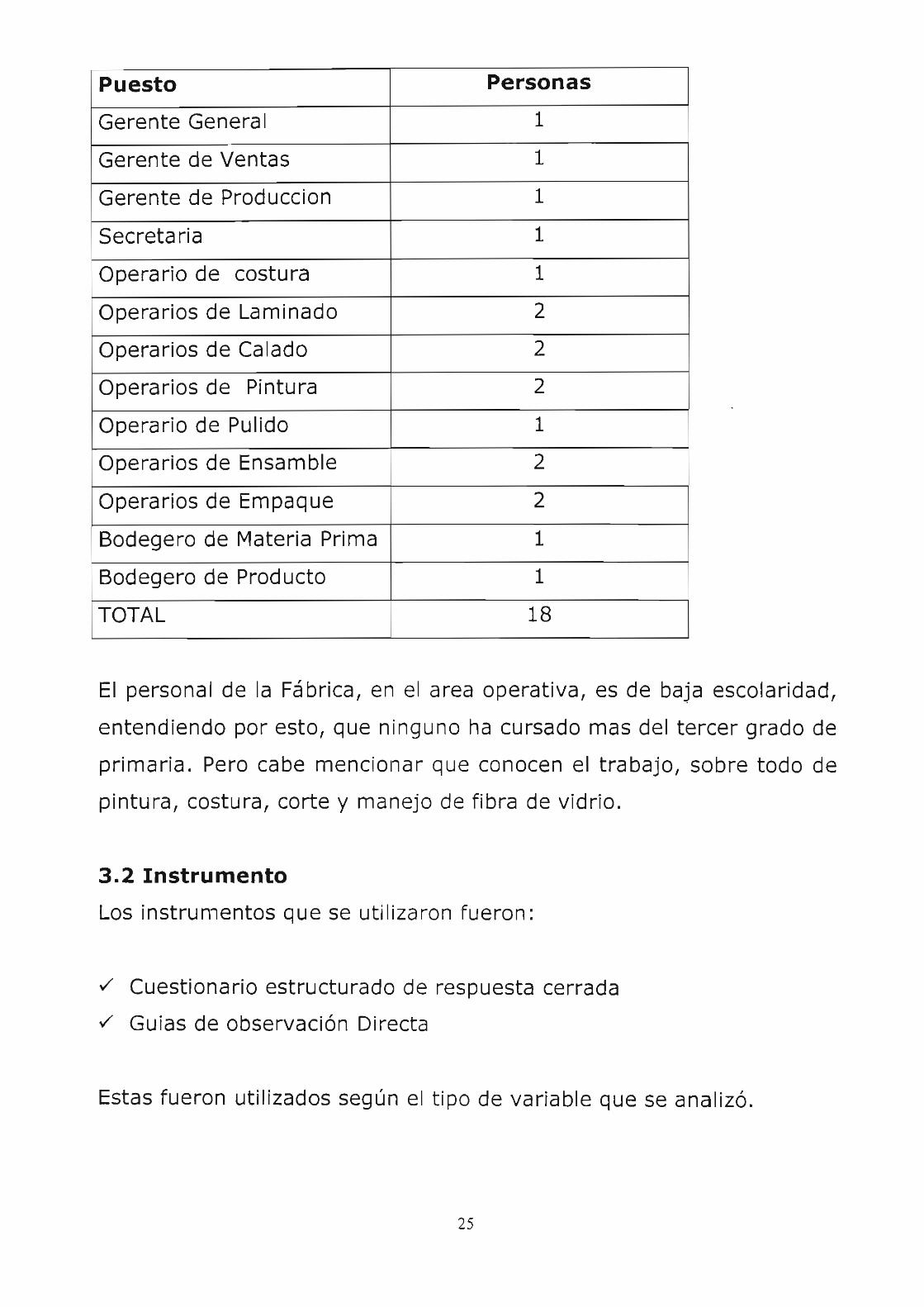
Puesto Personas
Gerente General 1
Gerente de Ventas 1
Gerente de Produccion 1
Secretaria 1
Operario de costura 1
Operarios de Laminado 2
Operarios de Calado 2
Operarios de Pintura 2
Operario de Pulido 1
Operarios de Ensamble 2
Operarios de Empaque 2
Bodegero de Materia Prima 1
Bodegero de Producto 1
TOTAL 18
El personal de la Fá brica, en el area operativa, es de baja escolaridad,
entendiendo por esto, que ninguno ha cursado mas del tercer grado de
primaria. Pero cabe mencionar que conocen el trabajo, sobre todo de
pintura, costura, corte y manejo de fibra de vidrio.
3.2 Instrumento
Los instrumentos que se utilizaron fueron:
../ Cuestionario estructurado de respuesta cerrada
../ Guias de observación Directa
Estas fueron utilizados según el tipo de variable que se analizó .
25
Cuestionario: Se utilizó el cuestionario, estructurado, con cada una
de las personas que trabajan en el proceso de producción de la
empresa Inducasa, en el caso de procesos que incluían ayudantes, se
entrevistó, solamente al encargado del proceso.
Se utilizó un cuestionario estructurado también en las entrevistas con
el Gerente de la Fábrica, con el Gerente de Producción y con el
Gerente de Ventas.
Las preguntas que se usaron en estas encuestas fueron de t ipo
Dicotómicas y tricotomícas.
Guía de observación Directa: Esta se utilizó, siempre con base en
un formato estructurado, para poder analizar el flujo de procesos
individuales, el diseño de planta, y el proceso de producción en
conjunto.
3.3 Procedimiento
Como p'rimer paso, se procedío a contactar al Gerente General, para
que permitiera hacer las encuestas y la Observación directa en las
instalaciones de la fábrica, así como para pedirle una cita para la
entrevista que se realizó con él.
Luego se procedió a hacer las citas con los Gerentes de Producción y
de Ventas, y presentarle a el Gerente de producción el cronográma de
cómo se llevarían a cabo las encuestas con el personal operativo .
26
Se solicitó autorización para los días en que se medieron los tiempos
de trabajo, así como para la observación directa de la producción y los
procesos.
A partir de los datos obtenidos se analizó y estudió el material, para
poder llegar a las conclusiones y recomendaciones de esta
investigación.
También se estudiaron, los procedimientos de la empresa y sus
métodos de trabajo.
Se buscó información para la realización de la investigación, en
fábricas de cascos para motociclistas del extranjero, publicaciones de
Mejoramiento Continuo, revistas, libros, trabajos de tesis y otros.
3.4 Metodología Estadística:
El tipo de investigación que se realizó fué descriptiva, la cual es la que
estudia, interpreta y refiere lo que aparece, y lo que es (fenómenos
relaciones). La investigación descriptiva, investiga sistemáticamente y
analíza la conducta humana personal, y social en condiciones naturales
y distintos ámbitos. (Achaerandio 1995) .
Se compararon los datos obtenidos en la observación directa, con las
técnicas administrativas, o teorías de producción ya establecidas por
expertos.
27
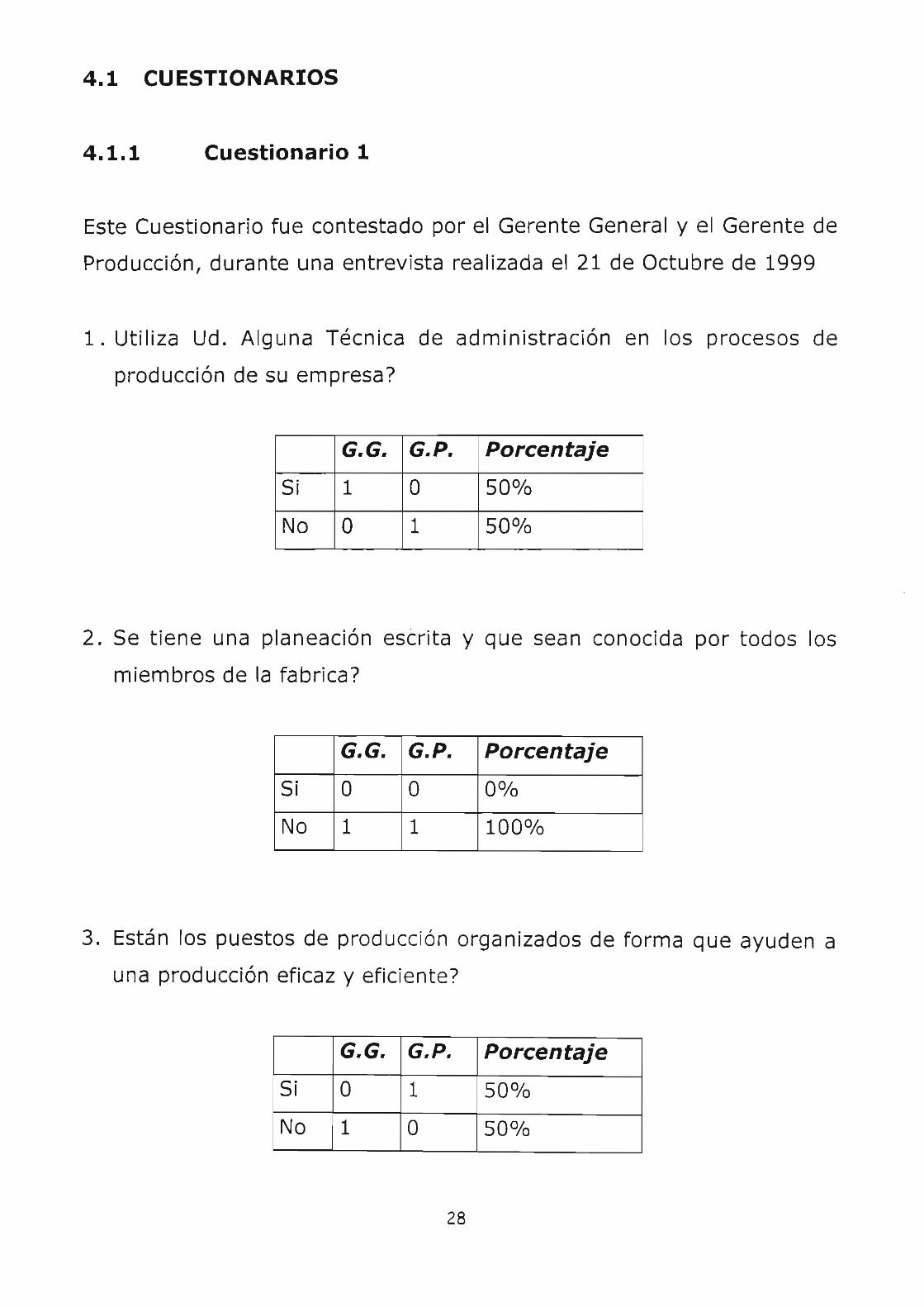
4.1 CUESTIONARIOS
4.1.1 Cuestionario 1
Este Cuestionario fue contestado por el Gerente General y el Gerente de
Producción, durante una entrevista realizada el 21 de Octubre de 1999
1. Utiliza Ud. Alguna Técnica de administración en los procesos de
producción de su empresa?
G.G. G.P. Porcentaje
Si 1 O 50%
No O 1 50%
2. Se tiene una planeación escrita y que sean conocida por todos los
miembros de la fabrica?
G.G. G.P. Porcentaje
Si O O 0%
No 1 1 100%
3. Están los puestos de producción organizados de forma que ayuden a
una producción eficaz y eficiente?
G.G. G.P. Porcentaje
Si O 1 50%
No 1 O 50%
28
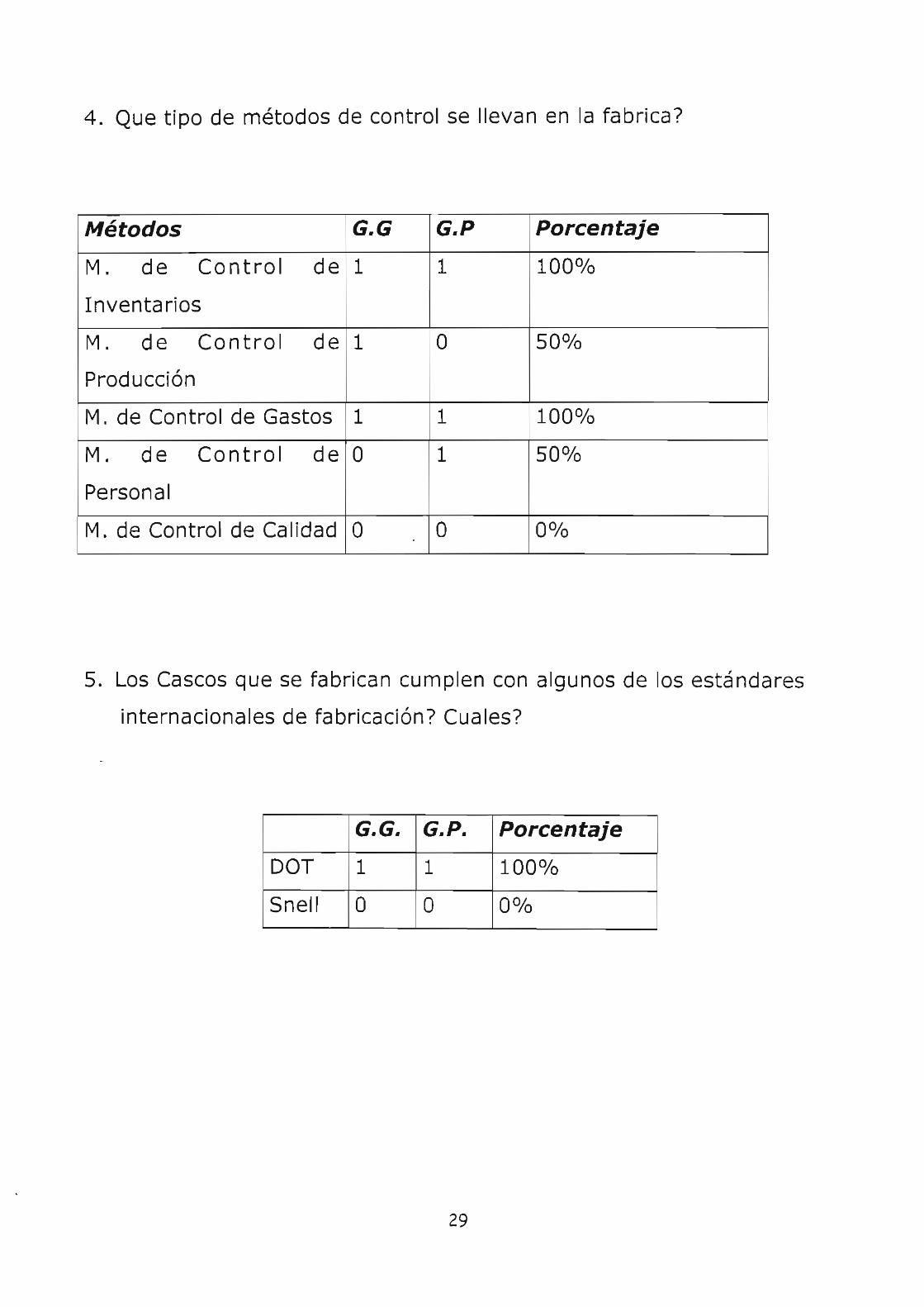
4. Que tipo de métodos de control se llevan en la fabrica?
Métodos G.G G.P Porcentaje
M. de Control de 1 1 100%
Inventarios
M. de Control de 1 O 50%
Producción
M. de Control de Gastos 1 1 100%
M. de Control de O 1 50%
Personal
M. de Control de Calidad O O 0%
5. Los Cascos que se fabrican cumplen con algunos de los estándares
internacionales de fabricación? Cuales?
G.G. G.P. Porcentaje
DOT 1 1 100%
Snell O O 0%
29
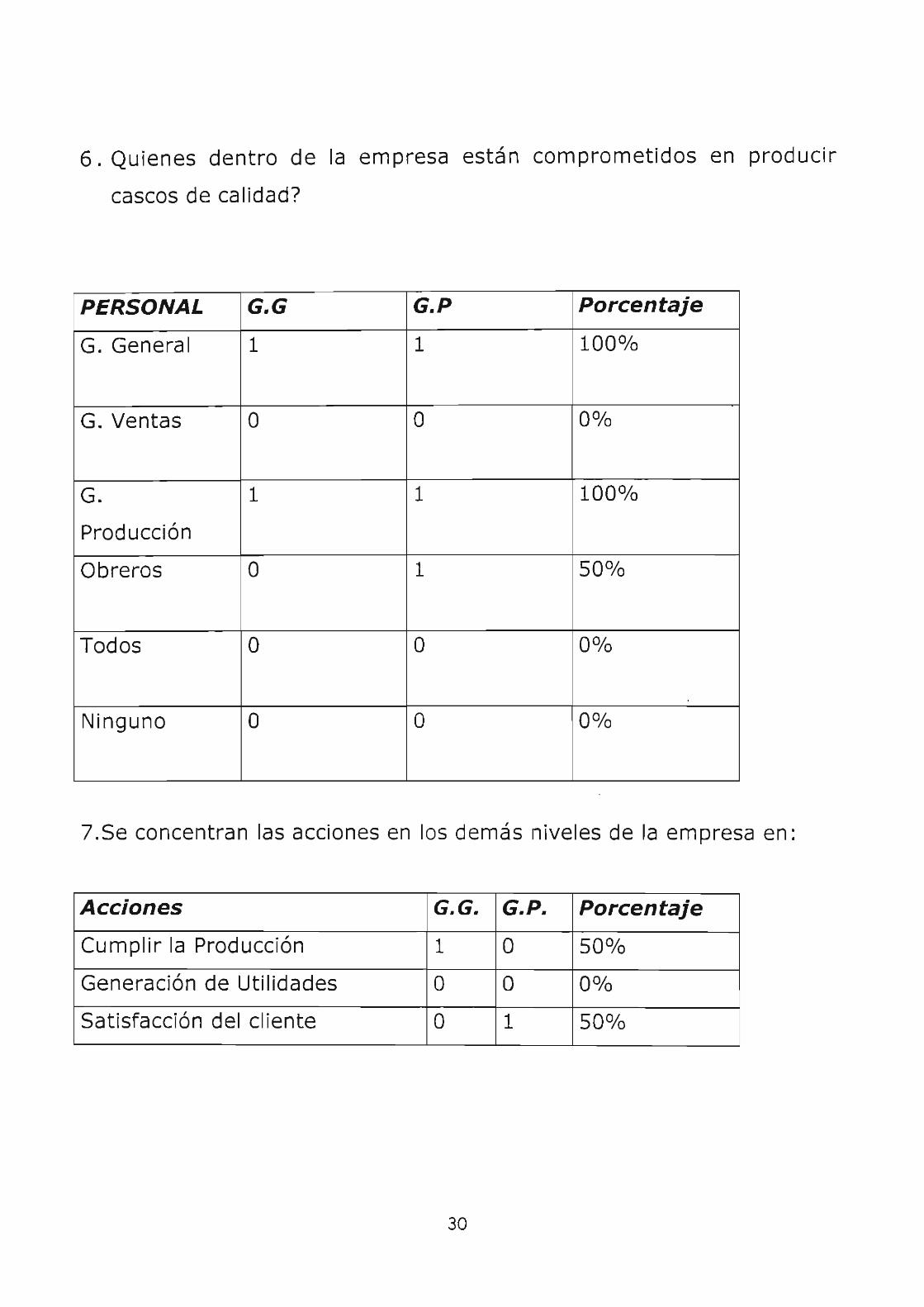
6. Quienes dentro de la empresa están comprometidos en producir
cascos de calidad?
PERSONAL G.G G.P Porcentaje
G. General 1 1 100%
G. Ventas O O 0%
G. 1 1 100%
Producción
Obreros O 1 50%
Todos O O 0%
Ninguno O O 0%
7.Se concentran las acciones en los demás niveles de la empresa en:
Acciones G.G. G.P. Porcentaje
Cumplir la Producción 1 O 50%
Generación de Utilidades O O 0%
Satisfacción del cliente O 1 50%
30
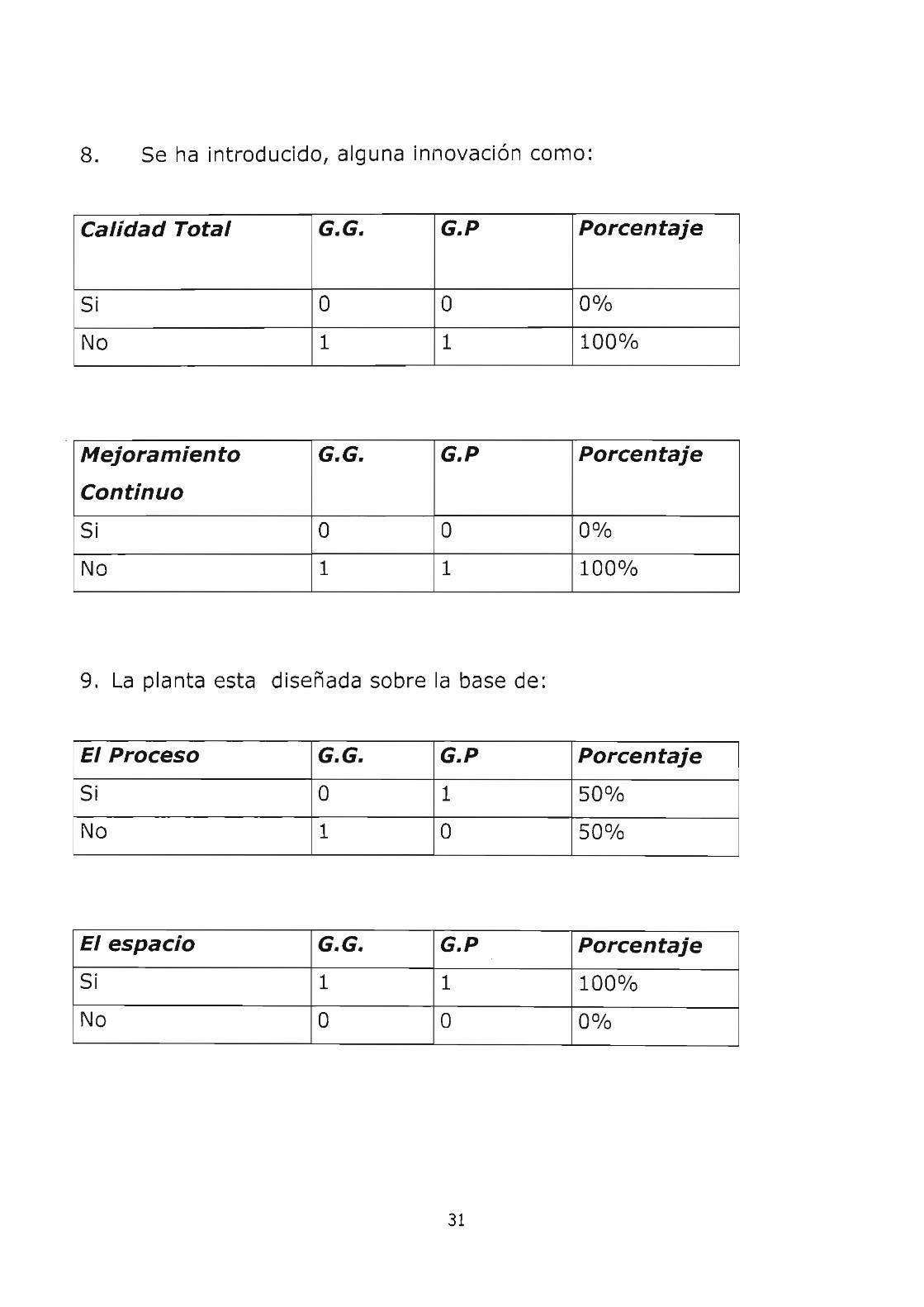
8. Se ha introducido, alguna innovación como:
Calidad Total G.G. G.P Porcentaje
Si O O 0%
No 1 1 100%
Mejoramiento G.G. G.P Porcentaje
Continuo
Si O O 0%
No 1 1 100%
9. La planta esta diseñada sobre la base de:
El Proceso G.G. G.P Porcentaje
Si O 1 50%
No 1 O 50%
El espacio G.G. G.P Porcentaje
Si 1 1 100%
No O O 0%
31
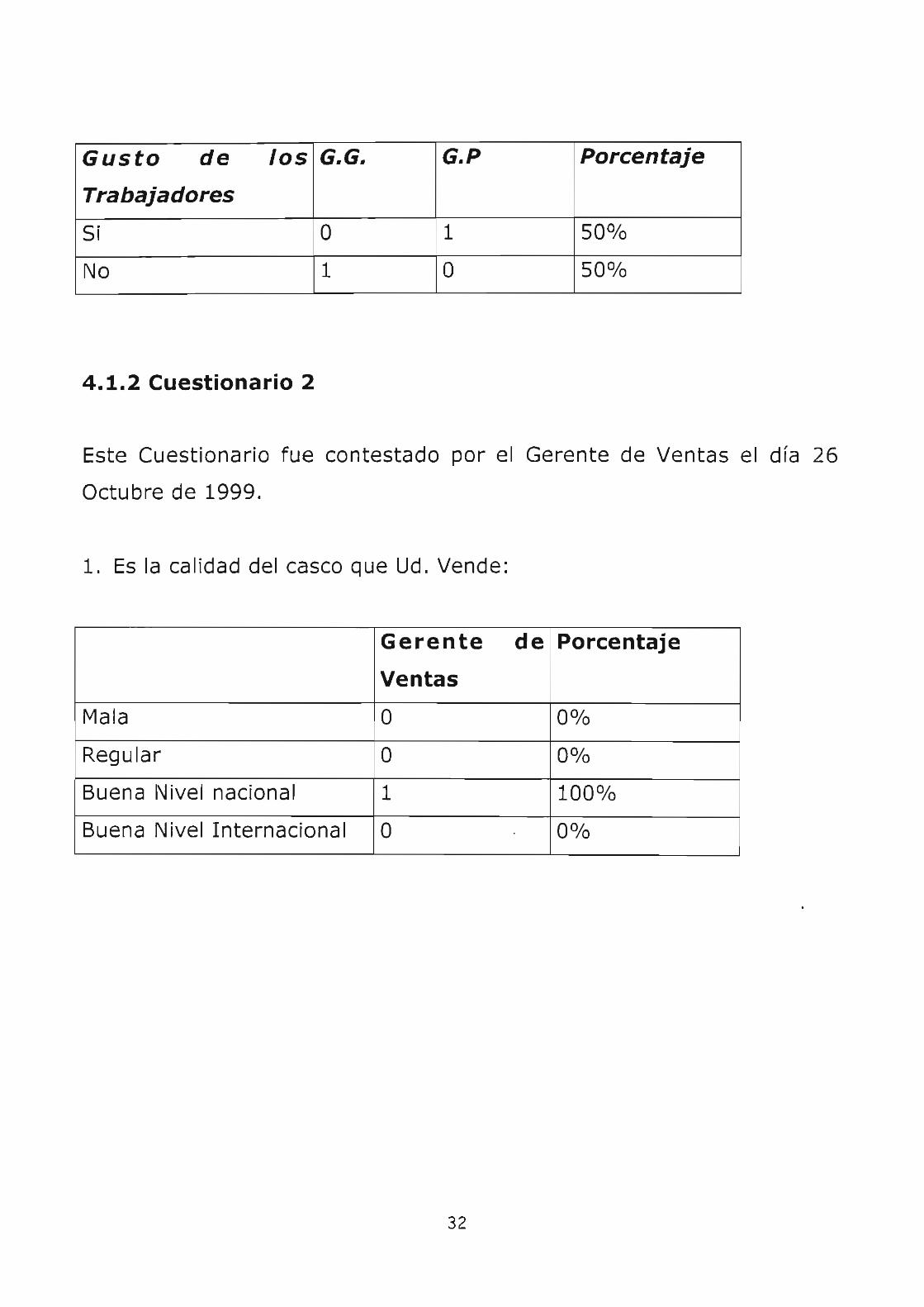
Gusto de los G.G. G.P Porcentaje
Trabajadores
Si O 1 50%
No 1 O 50%
4.1.2 Cuestionario 2
Este Cuestionario fue contestado por el Gerente de Ventas el día 26
Octubre de 1999.
1. Es la calidad del casco que Ud. Vende:
Gerente de Porcentaje
Ventas
Mala O 0%
Regular O 0%
Buena Nivel nacional 1 100%
Buena Nivel Internacional O 0%
32
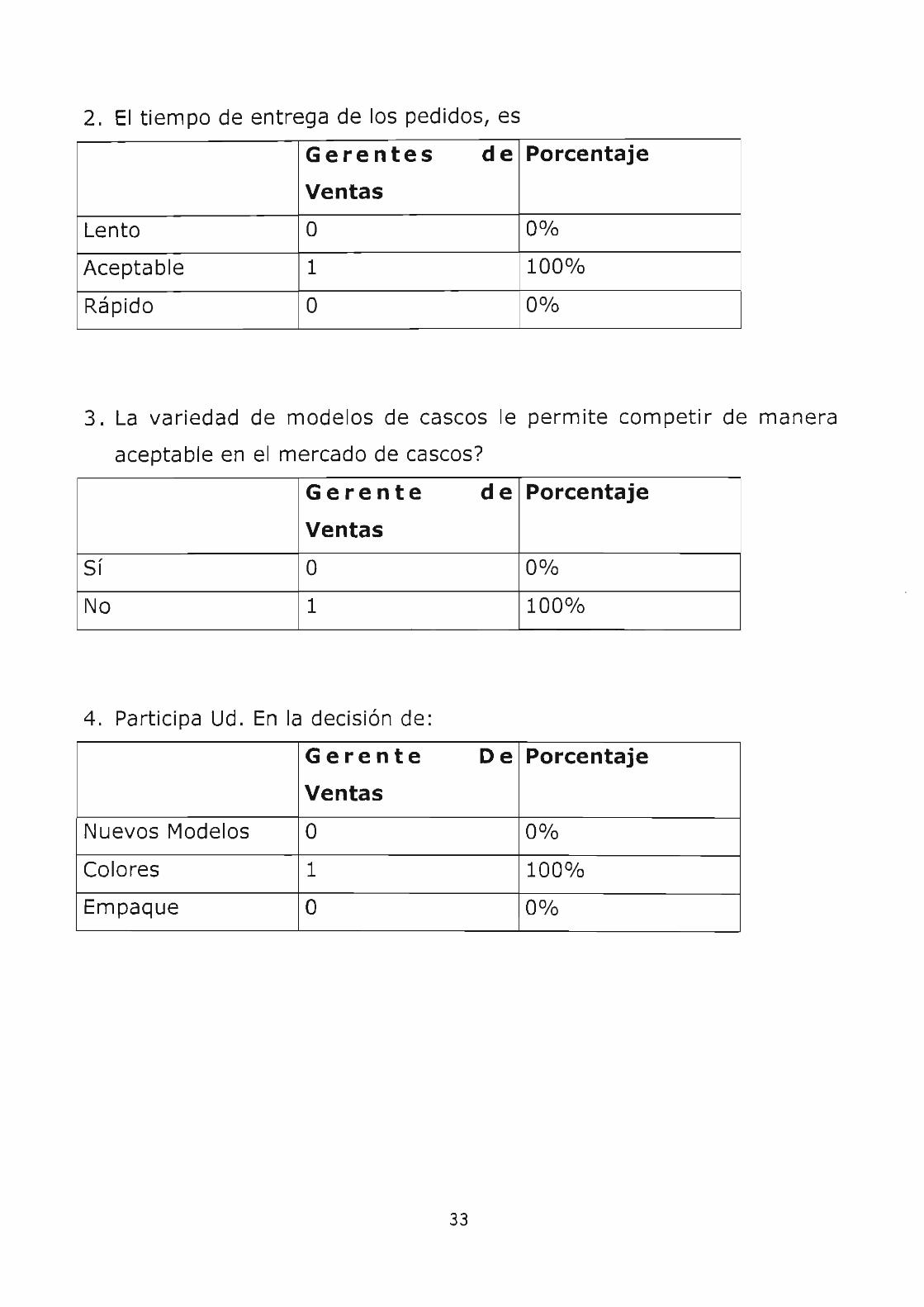
2. El tiempo de entrega de los pedidos, es
Gerentes de Porcentaje
Ventas
Lento O 0%
Aceptable 1 100%
Rápido O 0%
3. La variedad de modelos de cascos le permite competir de manera
aceptable en el mercado de cascos?
Gerente de Porcentaje
Ventas
Sí O 0%
No 1 100%
4. Participa Ud. En la decisión de:
Gerente De Porcentaje
Ventas
Nuevos Modelos O 0%
Colores 1 100%
Empaque O 0%
33
I Gerente
De Ventas
/ /
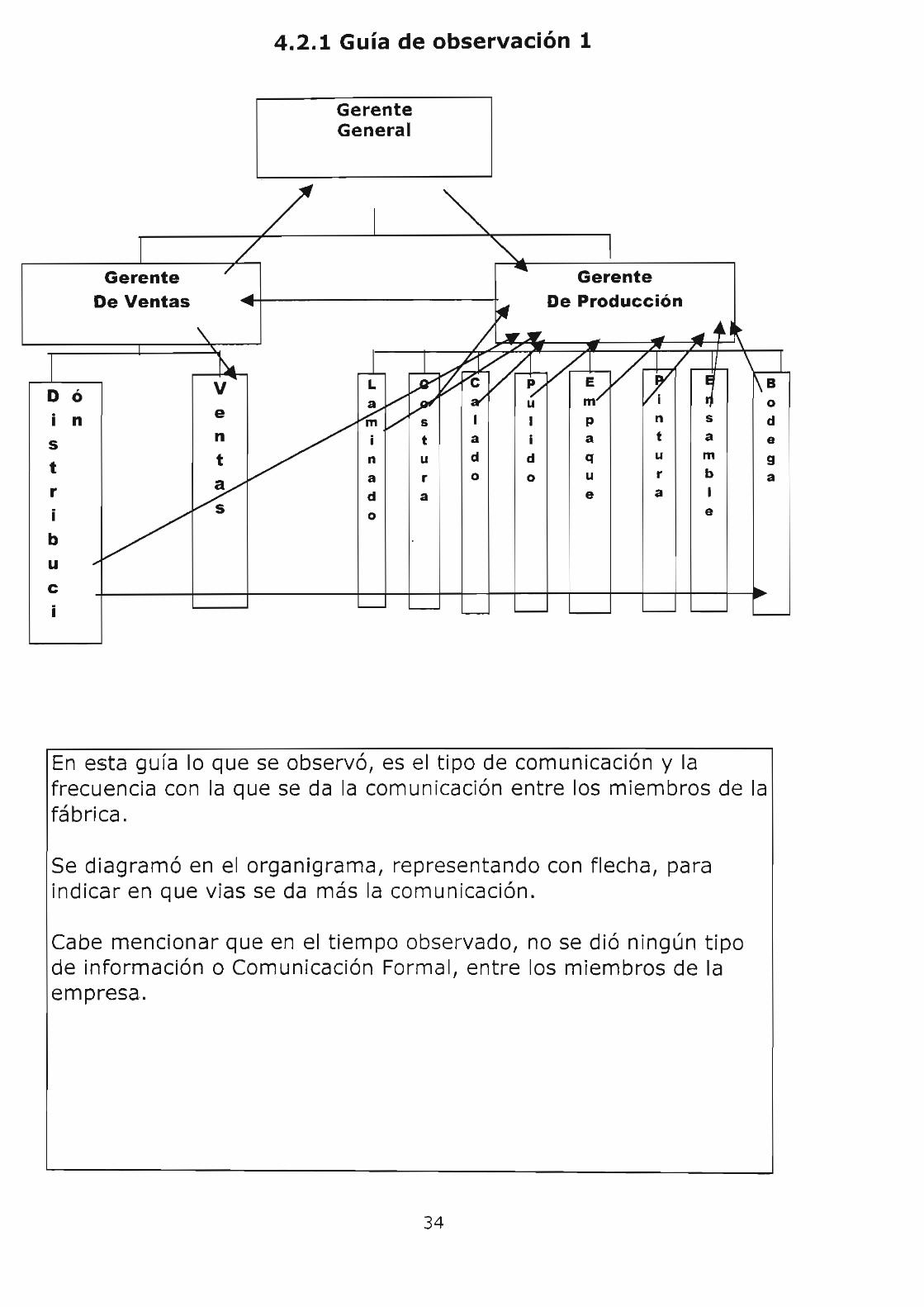
4.2.1 Guía de observación 1
/
Gerente General
I
l:If
1 ..... Gerente
De Producción
'\ I~ .. ..... I~ ~====::¡::::::==3;l'\.--" ,l1---t-I------,~""/~/1 / /.. / \ 1
V ~ L ~ r? Vc V ~ V E /V 1,.., E \ B I
e k:'Yl.?' a/ u m' Vi ~ o
n V 7/: ~ : : ~ : : t n ud d q u m 9
o o u r b a I y a r ~ d a e a I V S •
...
D ó
i n s t r i b u
e
c i
En esta guía lo que se observó, es el tipo de comunicación y la frecuencia con la que se da la comunicación entre los miembros de la fábrica.
Se diagramó en el organigrama, representando con flecha, para indicar en que vias se da más la comunicación.
Cabe mencionar que en el tiempo observado, no se dió ningún tipo de información o Comunicación Formal, entre los miembros de la empresa.
34
70.000/0
60.000/0
50.000/0 '" o "O ~ ~ -c. e ~
~ 40.000/0 "O ~ .... ~ -1: ~ ~ 1.0 o
c.. 30.000/0
10.000/0
Conocimiento de Técnicas Administrativas
1
Técnicas que conocen
35
.'
o Objetivos
111 Estrategias
• Analisis de Mercado
• Analisis de Empresa
O Procedimientos
OTareas
• Metodos de Mejoramiento
- - -
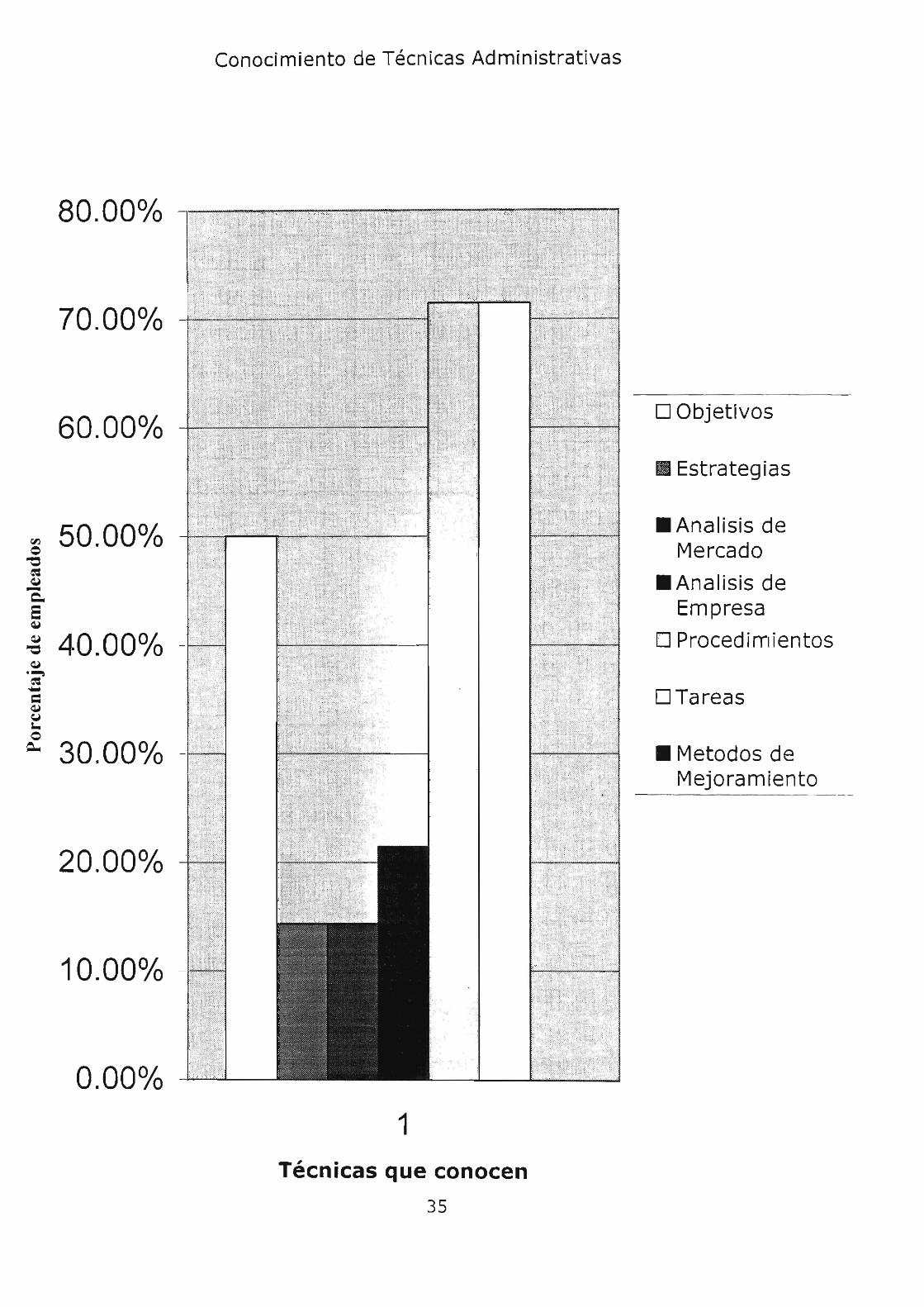
4.2.2.1 Comentario Guía de Observación Directa 2
En esta guía de Observación se hacían preguntas a los diferentes
empleados en su puesto de trabajo, y se determinaba según la
respuesta de ellos, si conocían o no, o bien si no existían los objetivos,
estrategias, Macroanálisis del mercado, Microanálisis de la empresa,
procedimientos, tareas y métodos de mejoramiento.
En las respuestas se pudo observar que las tareas y procedimientos son
los más conocidos por los empleados, esto se debe a que en su mayoría
son operarios y conocen el proceso de fabricación.
En el caso de los objetivos, estrategias, análisis de la empresa y del
mercado, quienes conocían esto son los Gerentes.
36
I
4.2.3 Guía de Observación 3
/'
Gerente General
I / ~
Gerente ' "'" Gerente De Ventas " .... ~I+-----------i~~ De Producción l ~
L---:I;:=:====¡::::===~t::.l-----' ,-L 1 ~................ ....... r /r r / \ I
D c V L /~v";7c./ V ~/ V,' ~ I\B
i i e I ~~ /~ 7" ~ ; ~ ~ : s Ó n /" ita i a t a e
t n /" n ~ d d ~ ~ ~ ~ r . ~: : a o o e al
i .~ o e
b u - '-- -
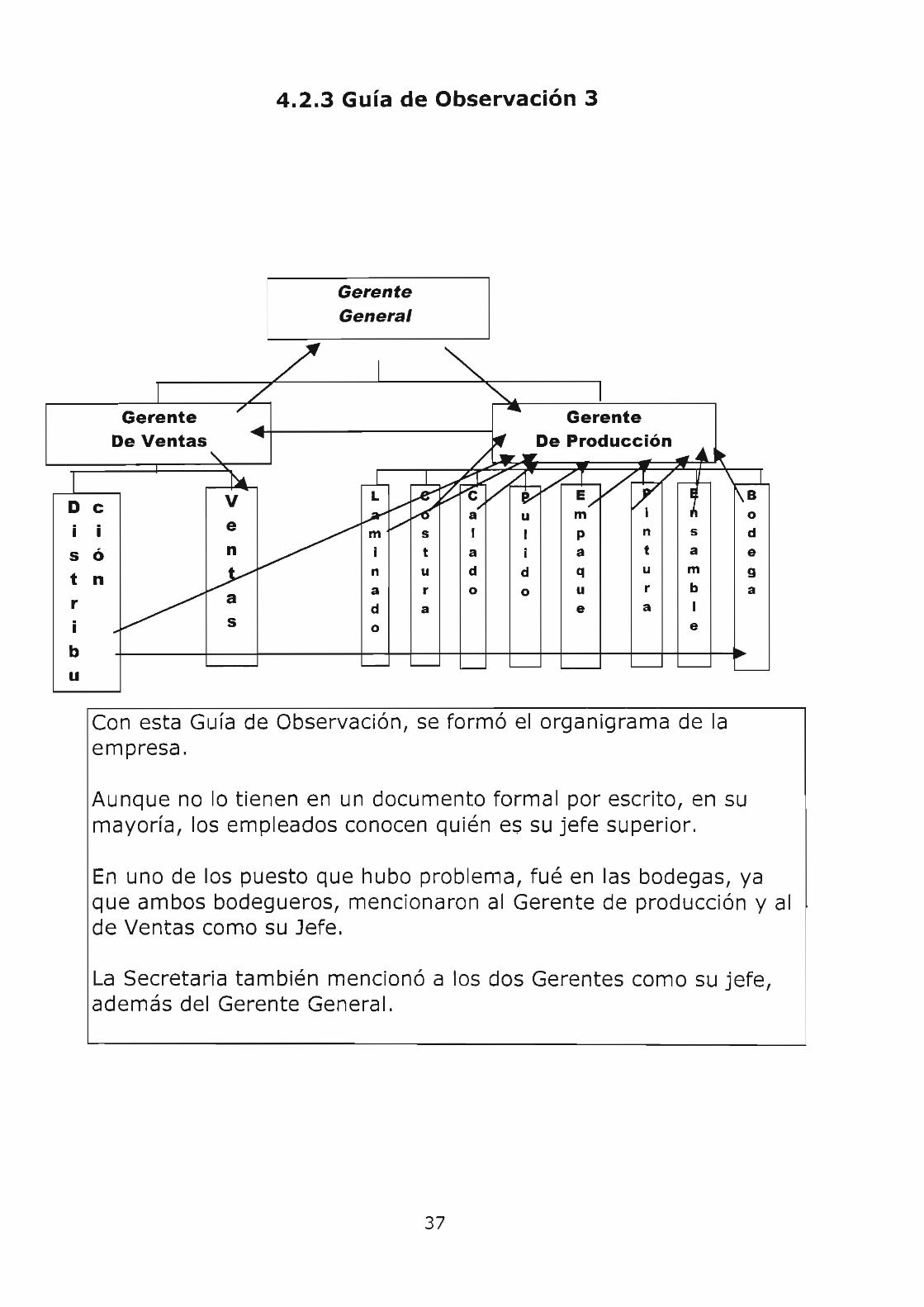
Con esta Guía de Observación, se formó el organigrama de la empresa.
Aunque no lo tienen en un documento formal por escrito, en su mayoría, los empleados conocen quién es su jefe superior.
En uno de los puesto que hubo problema, fué en las bodegas, ya que ambos bodegueros, mencionaron al Gerente de producción y al de Ventas como su Jefe.
La Secretaria también mencionó a los dos Gerentes como su jefe, además del Gerente General.
37
4.3 DISEÑO DEL PROCESO
4.3.1 Análisis Y Rediseño Del Proceso Actual
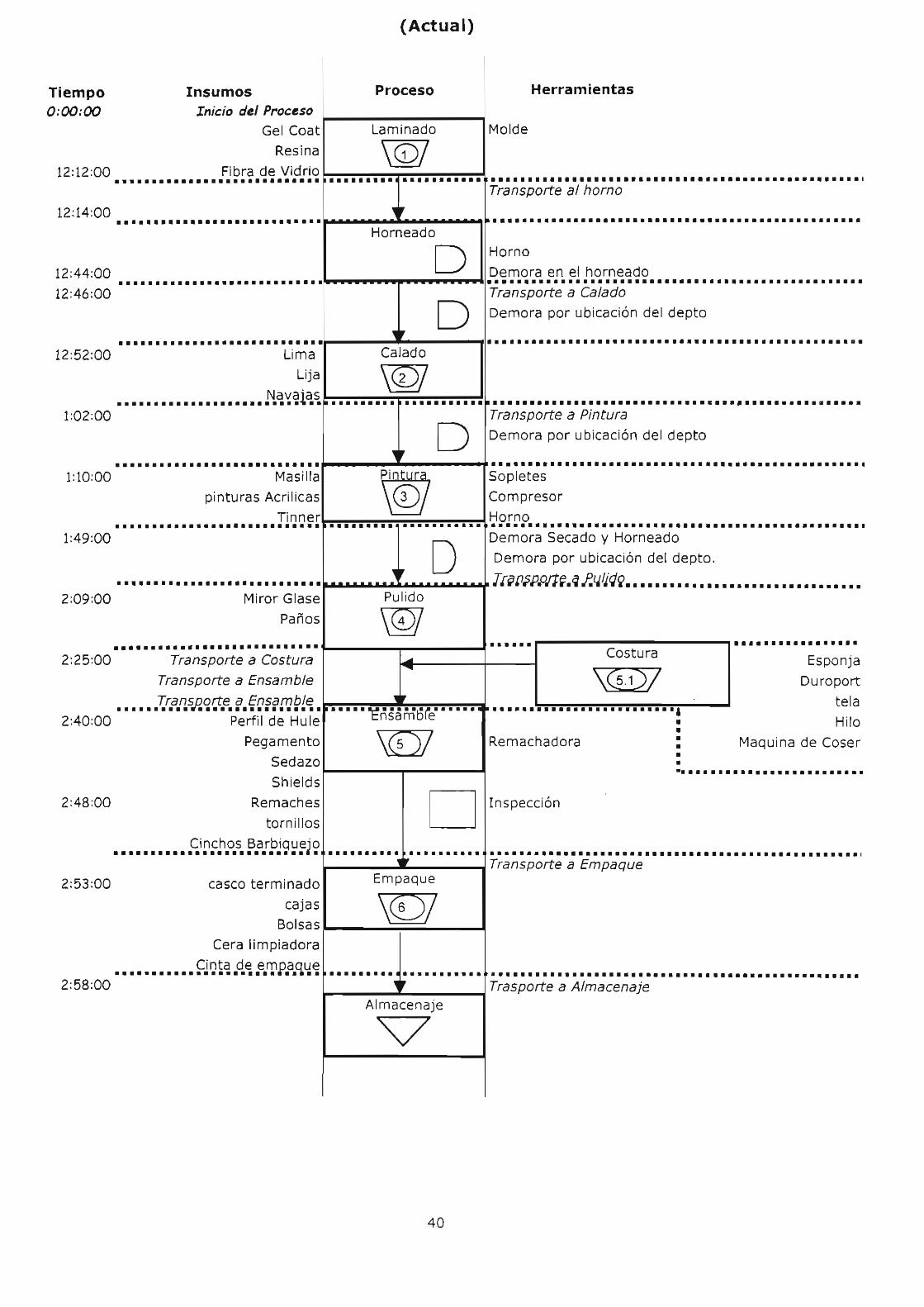
Sobre la base de las Guías de Observación 4 y 5 se evaluó el diseño de
planta y el diseño del diagrama de flujo (Geográfico), el cual permite
comprender los procesos de la empresa.
Trazar el proceso sobre un papel, en un formato comprensible, con
frecuencia prepara el terreno para un importante mejoramiento en el
proceso. Este también constituye un instrumento efectivo para analizar
el impacto de los cambios propuestos.
Muchos Diagramas de Flujo sobre procesos de la empresa son
demasiado complejos, haciendo que el personal, que participa en el
proceso, no los siga, y comprenda.
Los diagramas de Flujo cumplen con un propósito importante:
documentar un proceso con el fin de identificar áreas que necesitan
mejoramiento. La "magia" no proviene de documentar el proceso sino
de analizarlo, y es aquí donde se debe centrar la mayor parte de
esfuerzos.
38
A través de todo esto, los diagramas de flujo hacen que la atención se
centre en las oportunidades de cambio. La fábrica, no contaba con
estos diagramas en formato escrito, pero al tenerlos y comprenderlos
fácilmente se notan los cambios sencillos pero útiles que hay que hacer,
dentro del proceso de producción de cascos.
Las personas en la fábrica podrán ver ahora sus tareas de forma más
sistemática y creativa. El restablecimiento de puestos es vital, en la
busca de mejorar continuamente los procesos.
Otra ventaja consiste en que la construcción de los diagramas de flujo
sirve para disciplinar la forma de pensar, La comparación del diagrama
actual y el rediseñado con las actividades del proceso real, hará resaltar
aquellas áreas en las cuales las normas o políticas no son claras o se
están violando.
A continuación se presenta un análisis del flujo de proceso y el diseño de
planta actual y sobre la base de un rediseño que promovería el principio
al mejoramiento continuo.
39
Tiempo 0:00:00
(Actual)
Insumos Proceso Inicio del Proceso
Gel Coat Laminado
Resina \ 07
Herramientas
Molde
12: 12 :00 Fi bra de Vid rio b~:-:-::~:r:-::~:-:-::~d ••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••• •
12:14:00
12:44:00 12:46:00
12:52:00
1:02:00
Transporte al horno
" •••••••••••···•··••••·•••••• .. ~ .... ~ .. ~~ .... ~ .... Ir··········· •....•..........•.••..•.........••... •. Horneado
o Horno
Demora en el horneado •••••••••••• • •••• ··········~~ .... ~ .. wp~ .... ~ .... ~I············ .....•....•....•.•.•••.••.... ••........
Transporte a Calado
o Demora por ubicación del depto ,r
····························r---------~ .. ----------~I············ ................................ ...... . Calado Lima
Lija W ..........•...••...• !t~~~t~~~.~.~.~.~.~.~.~.~.~.~.~.~.~.~.~.~.~.~.~.!L ....••............••.•.•..••••••••..... ..•. ......• Transporte a Pintura
Demora por ubicación del depto
" D
····························~~~~~~~~~~~~~i············ ...................................... . 1:10:00 Masilla \~3turl Sopletes
pinturas Acrilicas \.V Compresor
. . . . ................. . Jl ~ Q ~ rn.~.:-:.;-:. ';.'.~.:-:.;-:. ';"l.~.:-:.;-:. ,;.~.:-:.~.;-:. ';.~.:'. ~ ~ .r ~ !='. • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 1:49:00
2:09 :00
Demora Secado y Horneado
D Demora por ubicación del depto.
" ............................................. Io& .......................... ~ Tr;::l""nr.r+p.rl Olllirin ~,~ ........ Ni" ... .. '."'I.'iI •••••••••• • •••••••••••••• ••••••• Pulido Mirar Glase
Paños W ••••••••••••••••••••••••••• • ,.. ________ ""1" ____________ "" •••••• ,..--------------------------...., •••••••••••••••••
2:25 :00 Transporte a Costura.... Costura ~
Esponja
Duraport
tel a
Hilo
Maquina de Coser
2:40:00
2:48 :00
2:53:00
2:58:00
Transporte a Ensamble \CsÜJ •••• "T,r,a,n,sJl.r¿'l.e. f.'i~~ffJ~:e.. "". 'tns!ñioíe" ....
Perfil de Hule ••••••••••••••••••••••••• j
• Pegamento
Sedazo
Shields Remaches
tornillos
Cinchos Barbiqueio .......................... , . casco terminado
\(5 )/ Remachadora
1----.....,..---...11
• • • • • •••••••••••••••••••• ••••••
D Inspección
. ........ ;, ......... . • •••••••••••••••••••••••••••••••••••••••••••• ••• •• I
Transporte a Empaque Empaque
caja s '\?'6"'\7 Bolsas~ ___ ....;;;;;~=;;;..... __ ......II
Cera limpiadora
••••••••••• ~JQ~~ .q.~ ~.'1lJJ~.q~t¡ ••• ••• ••• ••••••••••• • •••••••••••••••••••••••••••• • •••••••••••• •••••••• 1-__ ~...z..'r ____ .jTrasporte a Almacenaje
Almacenaje
V
40
4.3.3 Departamentos Del Proceso
1. Laminado:
En este paso es donde sobre la base del casco que se quiera
hacer, se toma el molde y se forma o rellena con las capas de
fibra de vidrio y diferentes resinas, para luego hornearse, se
pOdría decir que aquí es la parte más difícil del proceso y la que
más incidencia tiene en los atrasos actuales, Debido a que por la
ubicación que tiene el departamento, encargado del siguiente
paso en la producción, se tiene un atrazo en el transporte, el
cual debe hacer la misma persona que lamina.
2. Calado:
Aquí se liman todos los extremos del casco, se perfecciona ya el
caparazón formado con Gelcoat (resina especial para trabajo en
fibra de vidrio) y Fibra de vidrio, se le hacen los agujeros para
los tornillos y para el área de ventilación en la boquilla . Aquí
existe otra demora de transportea el departamento de pintura.
3. Pintura:
En este departamento se trabaja tanto el fondeado como la
pintura del color ya definitivo del casco. Se pone en el horno
para secar la pintura. Acá hay otra demora por ubicación del
departamento.
41
4. Pulido:
Se pulen los cascos ya pintados.
S. Ensamble:
Aquí se pone el interior, los accesorios como remaches, hebilla y
perfil.
5.1 Costura:
En este departamento se unen las esponjas y el interior del casco
según las tallas que se estén fabricando. Así como se fabrican las
hebillas.
6. Empaque:
En este departamento se arman las cajas de los cascos, o bolsas,
se limpian, se le pegan los stickers de tallas, y se guardan en su
respectivo empaque individual y luego en cajas de 6 unidades.
7. Almacenaje
Aquí se almacenan los cascos producidos sobre la base .del
correlativo de inventario existente, además es acá desde donde se
distribuyen y despachan los pedidos.
42
Tiempo 0:00:00
12:12:00
12:14:00
12:34:00 12:36:00
12:42:00
12:52:00
12:56:00
1:35:00
1:37:00
Insumos
t Inicio del proceso
Gel Coa Resina
Fibra de Vidrio ••••••••••••••••••••••••••• • ••••••• •
................................... •
...................................
.... .............................. . Lima
Lija
••••••••.•••.••••••••••••• N9,X,qj9? ·
•••••••• I •••••••••••••••••••••••••• • Masil la
pinturas Acrilicas Tinne e ........................•..........
................................... • Mirar Glase
Paños
.................................... 1: 52: 00 Transporte a Costura
Transporte a Ensamble
•• •••• • r[l!'Q.s'p'P.rt.~ .é!. f12 ii1.'l19¡fi. • 2:07:00 Perfi l de Hule
2 : 15:00
2:20:00
2:25:00
Pegamento Sedazo Shields
Remaches tornillos
casco terminado cajas
Bolsas Cera limpiadora
........••..•. ~i.~t~.P.~.~.TJ2iJ.q ~.e ·
Rediseño
Proceso
Laminado
\ID!
Horneado
O
Calado
\!iJJ
• ~
Pulido
\0} ~
• Ensamble
\(5 )j
D ............. . ............
Empaque
\V/ ............ . .............
Almacenaje
V
43
Herramientas
Molde
•••••••• .......•....•.............. . .....•.•...... ........ .... .... Trans porte al horno
........ ......................................................... Horno Demo ra en el horneado •••••• I ...•.................................................. ... . Trans porte a Calado
....... ............................. ................ ............ .
........ •.••••....•..•••....•. . .•••.••....••••................ ... Trans porte a Pintura
• ••••••• ........................•....... . ................ ... .. ... . Soplet es
esor Compr Horno •••••••• . ...... .... .... .... .......... ................ ............ . Demor a Secado y Horneado
orte a pulido transp
. ....... ..•••.•...•...........•..••••••••.••••••.•....•.....•. .. ,
........
• •••••••
lL ................. ~~o:5s:~u~á:..~....., __ Jr· ..... · ... ·~~;~~f~ •
Remac hadora
Inspec ción
• Hilo • : Maquina de Coser • • • .............................. ..
. ....... Transp 'orte' i; 'Em ¡;~q'üe" ................................... .
........ ......... .... .... . ... .... ... . .. ... . ... .... ... ... . ... . .. . . Traspo rte a Almacenaje
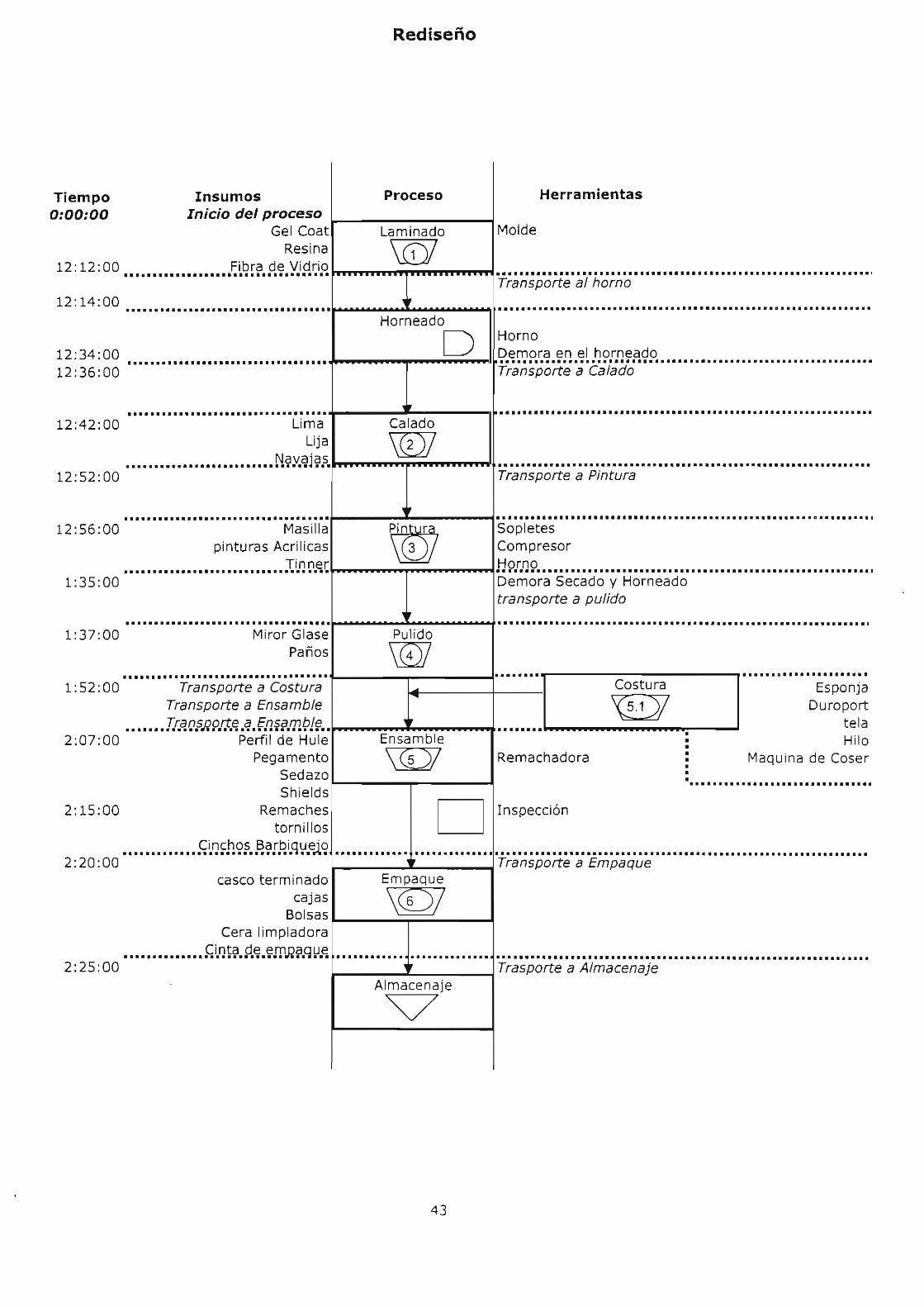
4.3.5 Flujo De Proceso (Rediseño)
En el diagrama anterior, podemos notar la reducción de tiempos en el
proceso de fabricación, con tan solo mover unos departamentos, esto es
sin implementación de tecnología.
La primera reducción de tiempo, la vemos en el transporte del
departamento laminado, luego del horneado, hacia el departamento de
calado. Esto era básicamente por ubicación, el personal de laminado
hacia el transporte de forma lenta y no llevaba un movimiento de
continuidad le proceso en este punto.
De calado a pintura era la siguiente demora, debido a que en este
departamento limaban y calaban los cascos uno por uno, y hasta que la
totalidad estaban calados procedían a enviarlos a pintura, en ocasiones,
los miembros del departamento de pintura eran quienes bu5caban el
recoger los cascos en el departamento de calado.
La última demora era en el departamento de pintura, luego de seca la
pintura de los cascos, se debían transportar a Pulido, esto se hacía sin
mucho cu idado, y pa ra \\ a ha rra r tiem po" en el tra nsporte, se
transportaban los cascos juntos, esto en ocasiones hacía que los cascos
se dañaran y estropearan en la pintura. Tal y como se sugiere en los
Diagrama de planta, adelante presentado, la estantería que divide
pintura de pulido, permite tanto poner los cascos ya secos (del lado de
pintura) como tomar los cascos para pulir (del lado de Pulido).
44
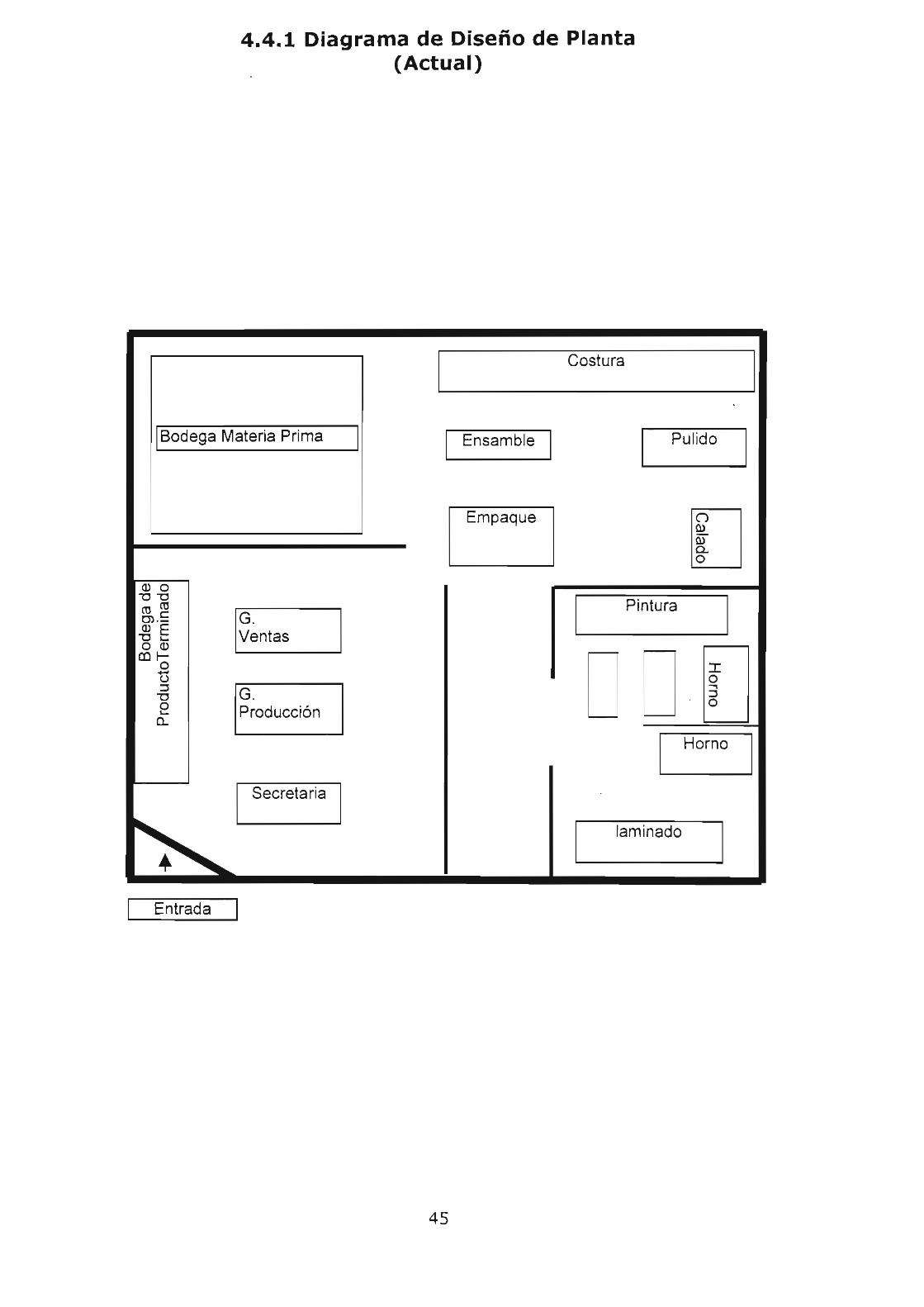
4.4.1 Diagrama de Diseño de Planta (Actual)
I Costura
IBodega Materia Prima I I Ensamble I I Pulido
Empaque [] al o
"O "O
I Pintura
I ro ro
I
OJ .S: I~~ntas al E "o ... o al
CO f-
D D o I .-(.) o :::s G.
-., "O :::s o Producción
o ... c..
I Horno
Secretaria
I laminado
I
Entrada
45
I
I
I
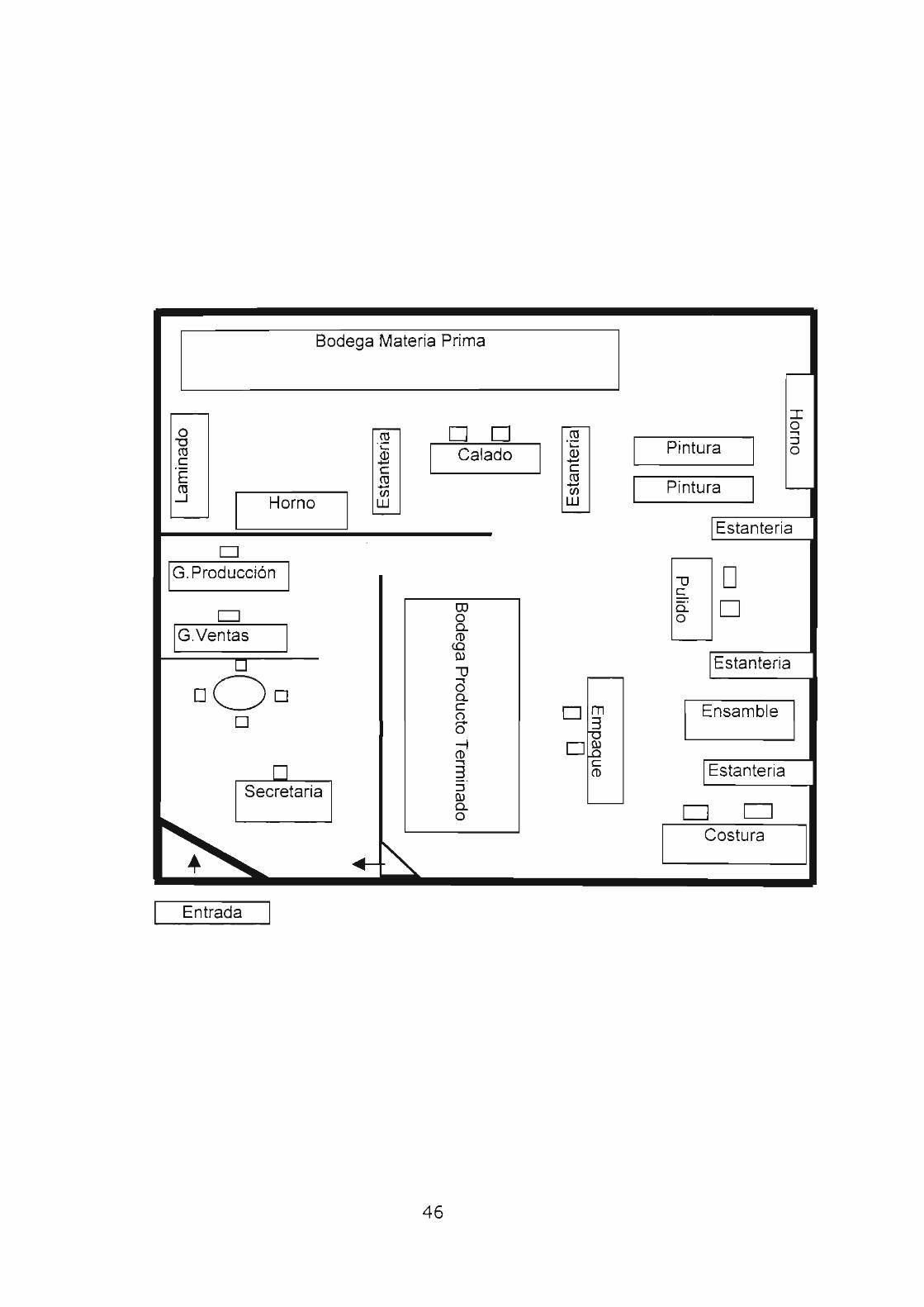
I Bodega Materia Prima
I I o r-¡:o .... O
I :::J
r¡¡¡- O ' C;
I Pintura o
o ' C;
I Calado I
Q) "'O
Q) -ro e
I
- ro I
e e - Pintura 'E ro
en - W
I en ro
I Horno w
r Estanteria
....J '--
O
"'O O IG,Producción I e
Q. O ro O D o
Q.
IG.ventas I
(O
Estanteria (Q tu "'O U
(3
I 000 Q.
O m
I Ensamble e
(')
~ ...... O o -1 O ~ (O
e Estanteria ....,
(O O 3, :::J Secretaria tu
D D Q.
o
I I Costura
~ ... .....
Entrada
46
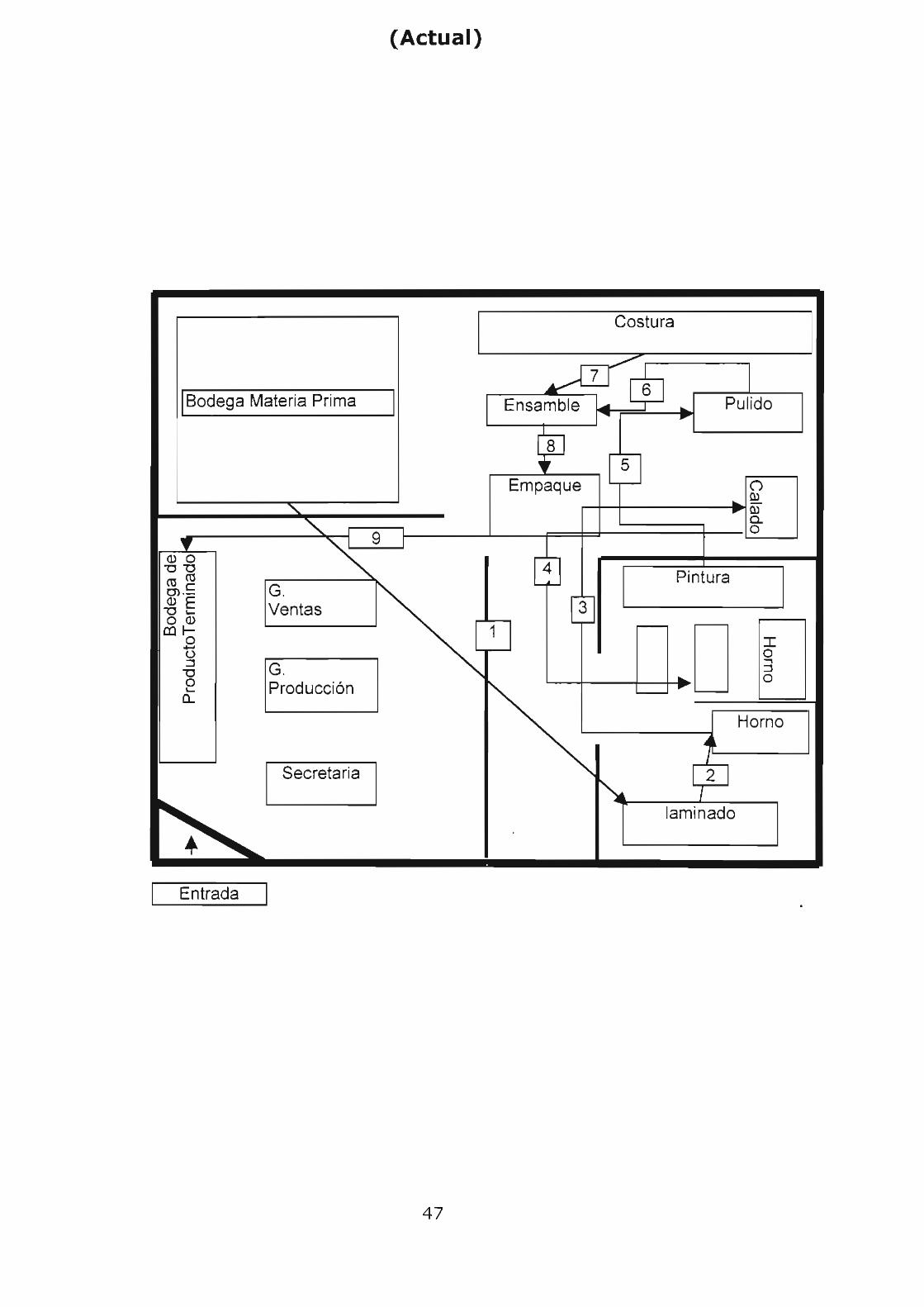
I Bodega Materia Prima
Entrada
Ventas
G. Producción
Secretaria I
(Actual)
47
Costura
r=-,.......--- I k"..../..L I 6 J
Ensamble... .. Pulido L....-_-t-_---I~ ..
~ 5 '--
Empaque
1
Horno Á f"------'
2 ~+-----,---,J/,---:-_--,
laminado
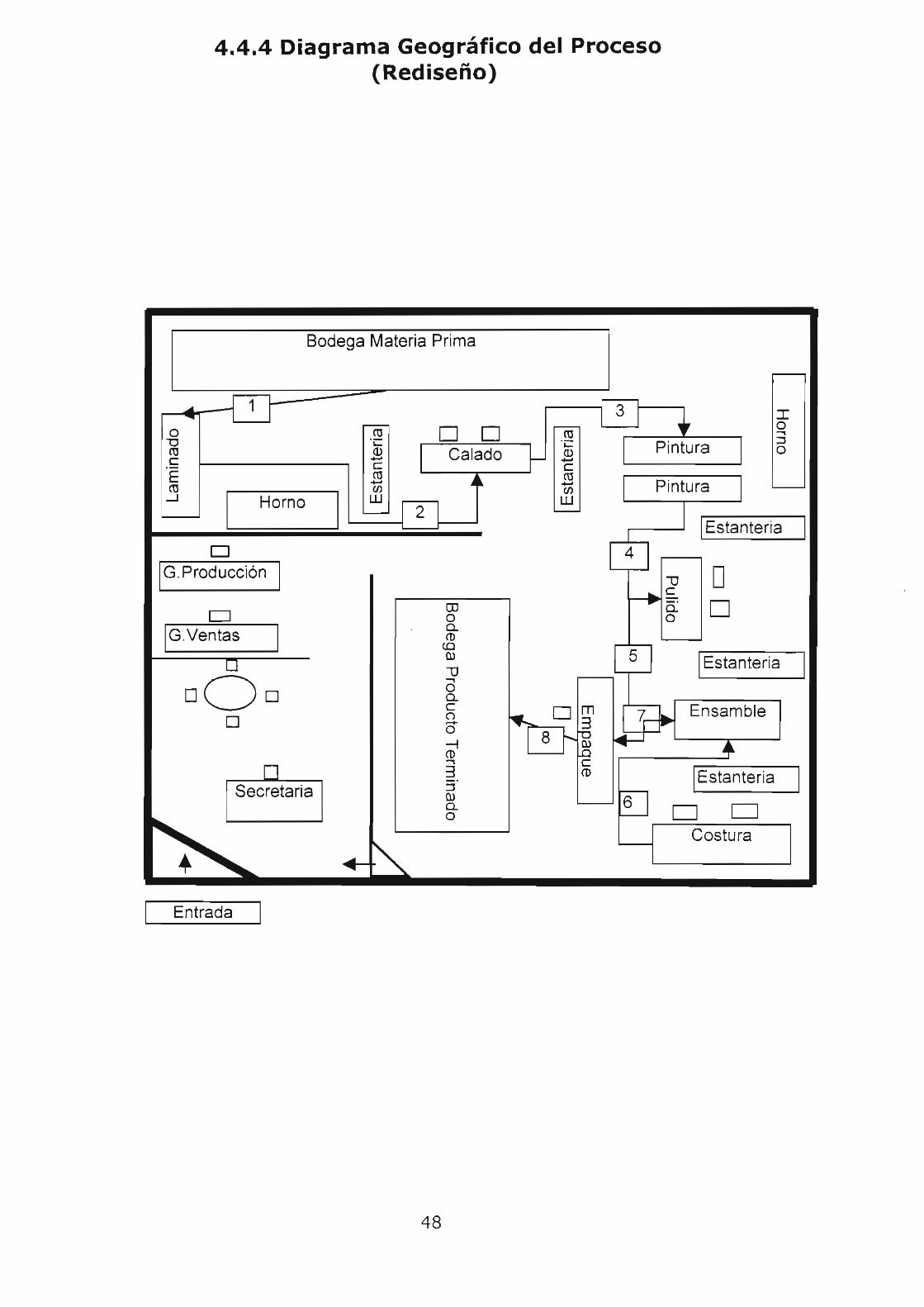
4.4.4 Diagrama Geográfico del Proceso (Rediseño)
Bodega Materia Prima
.... J 1 r I 3 I ~ I I o '"ro O O '!ü"
, Ir o ..... "'O .¡: ·C Pintura I
:::l ro Q) l Calado J- O) o e ..... ..... e e E ro , ~ ro
I ro ..... ..... Pintura
I I (J) (J)
....J Horno UJ UJ L- I 2 '---
I Estanteria I D 4
IG.Producción I O ""O e
D ro • 15: D o O
IG.ventas I a. ro
(el
5 O Q) I Estanteria ""O 000 ..... O a. e D m 7.J... Ensamble
O n -.. ~
~ \ .. o 8 r--t ~ • ro
O ..... e 3 ro I Estanteria _.
Secretaria :::l
[J Q) a. D D o
~ Costura
• .... .. Entrada
48
I
I
I
4.6 Discusión de resultados
Los resultados obtenidos de los cuestionarios, guías de observación y
entrevistas, nos demuestran que el Gerente General, ha tratado de
implementar algunas técnicas administrativas, como objetivos y
estrategias, pero ninguna ha sido formal o por medio escrito, y con la
debida inducción al personal.
Ambos Gerentes, de ventas y de producción, coincidieron en que la
empresa no cuenta con una planeación escrita y formal. El Gerente de
Producción mencionó que los puestos de trabajo, dentro de su
departamento, si estaban bien organizados, sin embargo, el Gerente
General, comentó que si existiera un a mejor comunicación entre
Gerencias, y tuvieran una interelación más formal dentro de los puestos,
la producción fuera eficiente y eficaz.
En la empresa, se llevan métodos de control de inventarios, que
básicamente son los conteos y los balances semestrales. En cuanto al
control de producción el Gerente General, lleva un control que no se
baje la producción, pero este es correctivo, y no preventivo.
49
Este mismo es el caso del control de Gastos, área en la cual se revisa,
cuando el gasto ya fue hecho, y sin una base de presupuesto . En el
control de Personal, se lleva todo lo relacionado a planillas, pero no un
control acerca de la productividad individual, a pesar de esto, quien
opinó que este control si lo llevaban fue el Gerente de Producción.
Se logró concluir que no es la totalidad de empleados los que están
comprometidos con la calidad del producto que se ofrece al consumidor
fi na 1.
La opinión del Gerente General, es que en los departamentos de la
empresa solo se concentran en como lograr la producción,
esa producción se venda, sea rentable o mejorada.
, no aSI que
En la empresa no se han introducido ninguna técnica de Mejoramiento
continuo .
El Gerente de Producción mencionó que el Proceso fue la base sobre la
cual se distribuyó el espacio de la planta, y se fue adecuando según el
espacio, sin embargo el no tener reglas claras o por escrito, hace que
muchas veces los empleados acomoden instrumentos y herramientas,
en base a su gusto, dificultando así, el flujo del proceso.
La Calidad del casco es buena a criterio del Gerente de Ventas, ya que
actualmente en el mercado hay muchos cascos de plástico. El casco acá
fabricado es de fibra de vidrio, lo que lo hace de buena calidad, sin
embargo los acabados y detalles son de calidad inferior a los fabricados
en Asia y Norteamérica.
50
En realidad, se logro determinar que la entrega de pedidos es lenta,
pues hay ordenes que son canceladas cuando se le dice al cliente cuanto
tiene que esperar para recibirlos.
Los modelos de cascos no han sido cambiados desde el inicio de la
fábrica, ya que los moldes son caros, pero actualmente los cascos
importados presentan diseños más livianos y modernos.
El Gerente de Ventas indicó su participación en la decisión de colores, ya
que se fabrican los colores que el cliente pide, dentro de la gama de
colores autorizada, aunque se han hecho colores especiales en algunas
oportunidades.
El Gerente de Ventas opinó que su trabajo pOdría aportar mucho más, si
la información que él trae de los clientes y de la competencia se tomara
en cuenta para hacer nuevos modelos.
Sobre la base de la observación Directa, Métodos de investigación
como: Cuestionarios, entrevistas y formatos, se logró determinar, que la
empresa no lleva a cabo sus labores en base a ninguna Técnica
Administrativa.
Aunque los Gerentes: General, de Ventas y de Producción, tienen
conocimientos acerca de los pasos básicos de administración :
Planeación, Organización, y Control, no los ponen en práctica dentro de
la fábrica.
Dentro del área de producción, No hay una estrategia de manufactura , o
alguna planeación de rediseño del Producto .
51
Es importante además que se esta evaluando así mismo, la capacidad
de esta empresa de incorporar el Mejoramiento continuo, lo que en la
actualidad no se podría sin antes implantar administración básica.
Debemos recordar que las estrategias y procedimientos, no son más que
cursos de acción, para alcanzar las metas de la empresa. Sin embargo la
organización y planeación en estos departamentos o áreas, es muy
importante para el buen desarrollo de las empresas o fábricas.
En la parte de control se acopla el siguiente paso en administración, y
primero para el ciclo de Mejoramiento Continuo: La evaluación. En la
fábrica no se ha evaluado el proceso, debido a que ya fue probado en el
inicio de las operaciones. Pero es aquí donde cobra más importancia la
premisa del Mejoramiento Continuo, y la reingienería: Lo que es bueno,
puede ser Mejor!
Para mejorar el proceso de producción en la fábrica implicará atención a
cada uno de los detalles que pueden conducirnos al mejoramiento del
rendimiento y de la calidad. Para mejorar el proceso se deben tomar en
cuenta 12 herramientas básicas, en el orden siguiente:
• Eliminación de la Burocracia: Suprimir tareas administrativas,
aprobaciones y papeleos innecesarios.
• Eliminación de la duplicación: Suprimir actividades idénticas
que se realizan en partes diferentes del proceso.
• Evaluación del Valor Agregado: Estimar cada actividad del
proceso de la empresa para determinar su contribución a la
satisfacción de las necesidades del cliente.
52
• Simplificación: reducir la complejidad del proceso.
• Reducción del tiempo del ciclo del proceso: Aminorar el tiempo
en el ciclo del proceso y minimizar los costos de
almacenamiento.
• Prueba de errores: Dificultar la realización incorrecta de la
actividad.
• Eficiencia en la utilización de equipos: Hacer uso efectivo
de los bienes de capital y del ambiente de trabajo para mejorar
el desempeño general.
• Lenguaje Simple: Reducir la complejidad de la manera como
se escribe y habla, utilizar diagramas en los procesos, pero en
un formato simple.
• Estandarización: Elegir una forma sencilla de realizar una
actividad y hacer que todos los empleados lleven a acabo esa
actividad de igual forma todas las veces.
• Alianzas con proveedores: El proceso depende, en gran
parte, de la calidad de los materiales y prontitud con que se
reciben los mismos. El desempeño general de cualquier proceso
aumenta cuando mejora la relación y servicio que dan los
proveedores.
53
• Mejoramiento de situaciones importantes: Si con las diez
herramientas no se dan cambios positivos al proceso, con esta
se deben buscar las formas creativas para cambiar
significativamente el proceso.
• Automatización y Mecanización: Aplicar herramientas, equipos y
computadoras a las actividades rutinarias, para poder dedicar
mas esfuerzos a la parte creativa.
Es lógico además modernizar tanto el proceso como la estructura
gerencial que lo sostiene. Esto puede lograrse mediante la reevaluación
de cada posición gerencial para determinar qué actividades son
necesarias, bajo el nuevo proceso o bajo el proceso mejorado.
54
V. CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones
1. En la empresa no cuentan con técnicas administrativas, no hay
planeación, Organización ni Control. No se establecen planes, que
incluyan objetivos, estrategias y actividades, por lo tanto, tampoco
tienen ninguna inducción al mejoramiento continuo.
2 . El diseño de planta esta organizado según el gusto de los
trabajadores, lo que hace que la producción no sea efectiva, ya que
hay muchas demoras por ubicación de los puestos de trabajo en la
producción.
3. El proceso de fabricación, fue determinado desde el inicio de la
empresa y no pasa los estándares internacionales para la fabricación
de cascos.
4. El personal de la empresa no tiene conocimiento formal de procesos,
normas, políticas, y reglas, lo que hace un ambiente de trabajo
irresponsable e informal.
5. Todo el proceso de fabricación es artesanal, lo que hace que en
cuanto a volúmenes de fabricación, la fabrica sea incompetente
frente a los importadores de cascos.
6. La empresa no ha implementado nunca un sistema de mejoramiento
continuo.
55
5.2 Recomendaciones
1. Se recomienda implementar las técnicas administrativas,
mencionadas en el marco teórico, como Planeación, Organización,
y Control. Así mismo utilizar cada una de estas, en los pasos del
proceso de producción, en los planes de ventas, y en el área
gerencial de la fábrica. Esta implementación debe ser
responsabilidad de el gerente General, auxiliado por los Gerentes
de Producción y Ventas.
2. Se debe re-diseñar la planta, sobre la base del diagrama
presentado, el cual ayudará a simplificar las tareas, contribuyendo
a un proceso más ágil, a un espacio mejor aprovechado y a un
rendimiento más efectivo del personal. En este nuevo diseño, se
presenta economía de movimientos, lo que hará menos cansado el
trabajo para los operarios.
3. Incluir con el rediseño del proceso una medición de tiempos y
determinar futuras evaluaciones, para el mejoramiento continuo,
buscando con esto mejorar la producción para poder competir con
los importadores de cascos.
4. Se debe evaluar el proceso periódicamente, para determinar en
que parte de él, la implementación de tecnología, puede ayudar a
presentar mejoras en tiempo, calidad, o costos.
56
5. Establecer Objetivos, Metas, estrategias y planes de acción, que se
puedan evaluar constantemente por medio de presupuestos
anuales y otros mecanismos de control.
6. Apoyar el establecer las cinco recomendaciones anteriores, en un
periodo de por lo menos seis meses.
7. Hasta después de tener el proceso trabajando bajo la base de
técnicas admin istrativas, con un diseño de planta eficiente, y un
proceso que pueda ser evaluado en tiempo y calidad, se debe
empezar a implementar el programa de mejoramiento continuo . El
cual puede ser dirigido por la alta gerencia, pero llevado a cabo
por grupos de trabajo conformados por empleados de todos los
departamentos.
57
VI. REFERENCIAS BIBLIOGRAFICAS
• Acherandio, L. (1995) Iniciación a la práctica de la
investigación. Guatemala. URL
• Buffa, E. (1981) Administración de las Operaciones.
México. Editorial Limusa.
• Burgos, E. (1997) Tú, unas historias y el camino del
conocimiento. Guatemala. Edición Excius.
• Calderón, S. (1994) Importancia de la implantación de
programas de Calidad Total en las Empresa
Guatemaltecas como su Herramienta para lograr su
Mejoramiento Integral. Guatemala. URL
• Ishikawa, Dr. (1999) Ciclo de control
http://calidad.mty.itesm.mx/actuar.html
Internet, Abril 1999. ITESM
• Kaizen, (1999) Conceptos de Calidad,
htto: Ilhabitantes/elsitio.com/kaizen.htm
Internet, abril 1999
• Everett, A. (1991). Administración de la producción y las
operaciones. 4ta Edición. México. Prentice Hall.
58
• Feingenbaum, A. (1989) Control total de la calidad. 6ta Ed.
México. Editorial Cecsa.
• Niebel, B. (1990). Ingeniería industrial, Métodos,
Tiempos y Movimientos. 3era Ed. México.
Alfaomega.
Editorial
• Poirier, C. (1994). Alianzas empresariales para la Mejora
Continua. México, editorial Panorama.
• Aragón 1. Programa de Innovación y Mejora, Instituto de Fomento, Prima, artículos 2. (1999) http://www.iaf.es/prima/articulo/cap2.htm
Internet, Mayo 1999. España
• Aragón 1. Programa de Innovación y Mejora, Instituto de
fomento, Prima, artículos 5. (1999)
http://www.iaf.es/prima/articulo/cap5.htm
Internet, Mayo 1999. España
• Aragón 1. Programa de Innovación y Mejora, Instituto de
fomento, Prima, artículos 6. (1999).
http://www.iaf.es/prima/articulo/cap6.htm
Internet, Mayo 1999. España
• Snell, Boletín. (1998). Snell safety education Center. NH,
California. SEC.
• Walton, M (1992). Como Administrar con el Método
Deming. Colombia. Editorial Norma.
59
Cuestionario #1 Gerente General Gerente de Producción Inducasa Fecha 1. Utiliza Ud. Alguna Técnica de administración en los procesos de producción de
su empresa? Sí I I No I I 2. Se tiene una planeación escrita y que sean conocida por todos los miembros de
la fabrica?
Sí
No 3. Están los puestos de 'Producción organizados de forma que ayuden a una
producción eficaz y eficiente?
Sí
No 4. Que tipo de metodos de control se llevan en la fabrica?
Metodo de control de inventarios
Metodo de control de la produccion
Metodo de control de gastos
Metodo de control de personal
Metodo de control de calidad 5. Los Cascos que se fabrican cumplen con algunos de los estándares
internacionales de fabricación? Cuales.
D.O.T
Snell
Cuestionario 2 Gerente de Ventas Inducasa
1. Es la calidad del casco que Ud. Vende:
a. MALA b. REGULAR c. BUENA en el ámbito NACIONAL d. BUENA en el ámbito INTERNACIONAL
2. El tiempo de entrega de los pedidos, es
a. LENTO b. ACEPTABLE c. RAPIDO
3. La variedad de modelos de cascos le permite competir de manera acept able en el mercado de cascos?
Si
No
4. Participa Ud. En la decisión de:
Nuevos modelos
Colores
Empaque
5. De que forma contribuye su trabajo a la producción de cascos de calidad?
Guia de observacion directa #1 Organización Inducasa
Comunicación De A Asunto
Tiempo: ______________________________________________________________ __
Información Escrita De A Asunto
I I I ,
1
Tiempo: ______________________________________________________________ __
Organigrama informal
Guia de observación directa 2 Mejoramiento continuo Inducasa Tienen y conocen
Nivelo puesto: _________________ _
Si conocen No conocen No existen
Objetivos
Estrategias
Macroanalisis del mercado
Microanalisis de la empresa
Procedimientos I
Tareas .
Metodos de mejoramiento
Nivelo puesto: _________________ _
Si conocen No conocen No existen i
Objetivos I I
-I I , ,
strateglas I , I
i I
Macroanalisis del mercado , , i . ! i
Microanalisis de la empresa
Procedimientos
, I I Tareas I , I Metodos de mejoramiento
I
i
Guia de observacion directa #3 Organigrama Inducasa
l'
Produccion
I Gerencia General I
Ventas .
I I
Guai de observacion directa # 4 Diseño de planta actual Inducasa
'----/ D DO
Guia de observacion directa # 5 Diseño de flujo Inducasa
Materia Prima
1. Fibra de Vidrio 2. Catalizador 3. Resina 4. Miror Glase 5. Gelcoat Transparente 6. Acetona 7. Tyner 8. Duropor 9. Fondo Gris 10. Masilla Gris 11. Pasta pulidora 12. Pinturas acrilicas 13. Perfil de Hule 14. Esponja 15. Remaches de 1 pieza 16. Argollas de metal 17. Cincho para 'Barbiquejo 18. Broches de Vicera 19. Broche de Shield 20. Shield 21. Hilos 22. Sedazo 23. Cola Blanca
I
I ,
I I
I
I I ,
I I
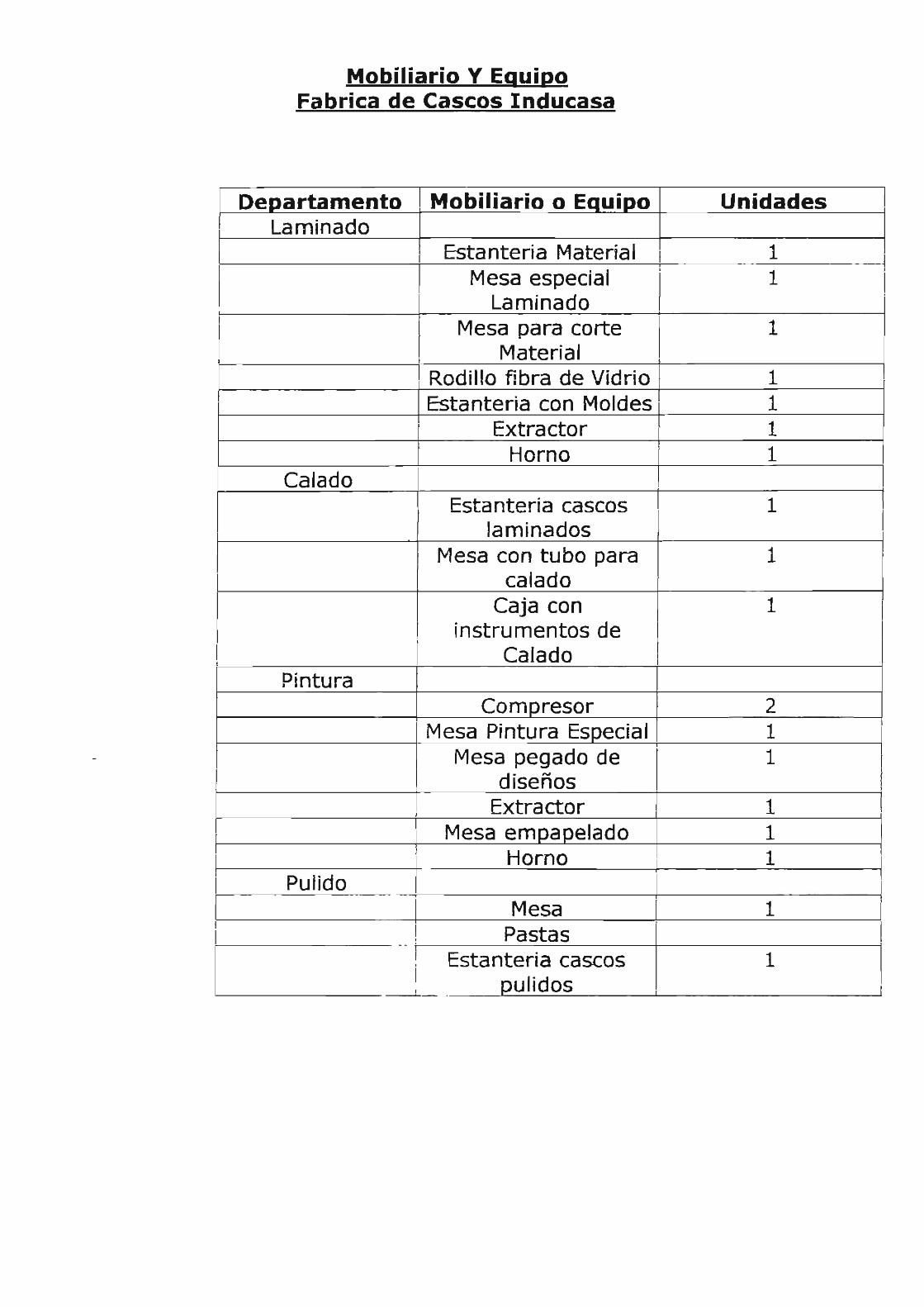
Mobiliario Y Equipo Fabrica de Cascos Inducasa
De artamento . Mobiliario o E Laminado
Estanteria Material Mesa especia ,
I Laminado Mesa para corte
Material Rodillo fibra de Vidrio Estanteria con Moldes
Extractor
I Horno Calado
I Estanteria cascos
laminados
I Mesa con tubo para I calado
I Caja con I instrumentos de ,
I Calado Pintura
Compresor , Mesa Pintura Especial
Mesa pegado de diseños
I Fxtractor , ,
I Mesa empapelado ,
Horno I Pulido I
¡ Mesa I Pastas -- I Estanteria cascos ¡
pulidos
Unidades
1 1 I
I ,
1
1 1 1
¡ 1 I
I 1 I
1
I 1
2 1
I 1 I I I , ,
1 1 1
1
1
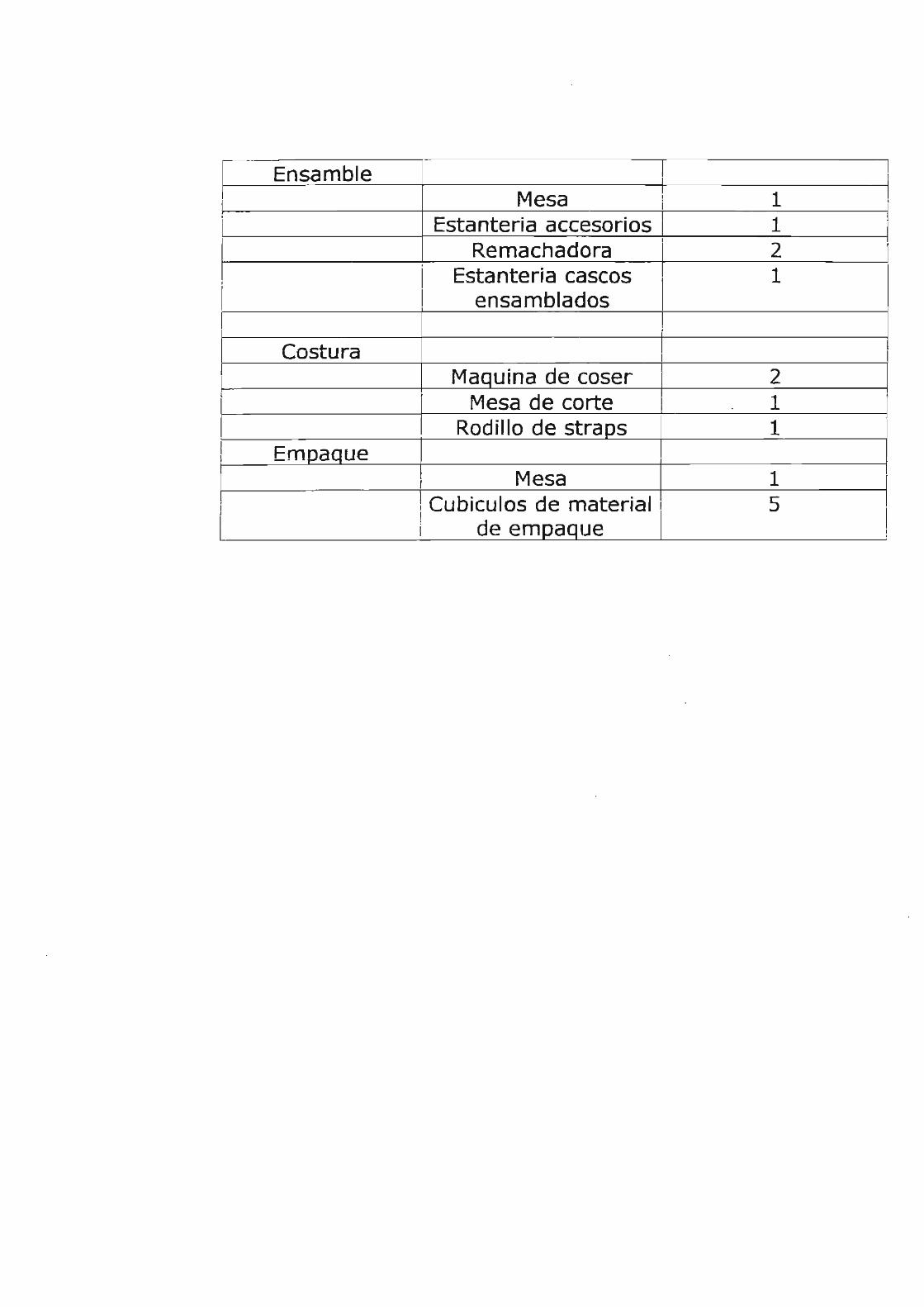
Ensamble
I
i ,
;
I
Costura I ,
I I Fmpaque i
I !
Mesa , i
Estanteria accesorios Remachadora
,
i Estanteria cascos I
1 ensamblados I , !
I
Maquina de coser
I Mesa de corte ,
Rodillo de straps I
I Mesa ! ,-. . . i L.ublculos de material I i de empaque I
1 1 2 1
I
2 . 1 I
1
1 5
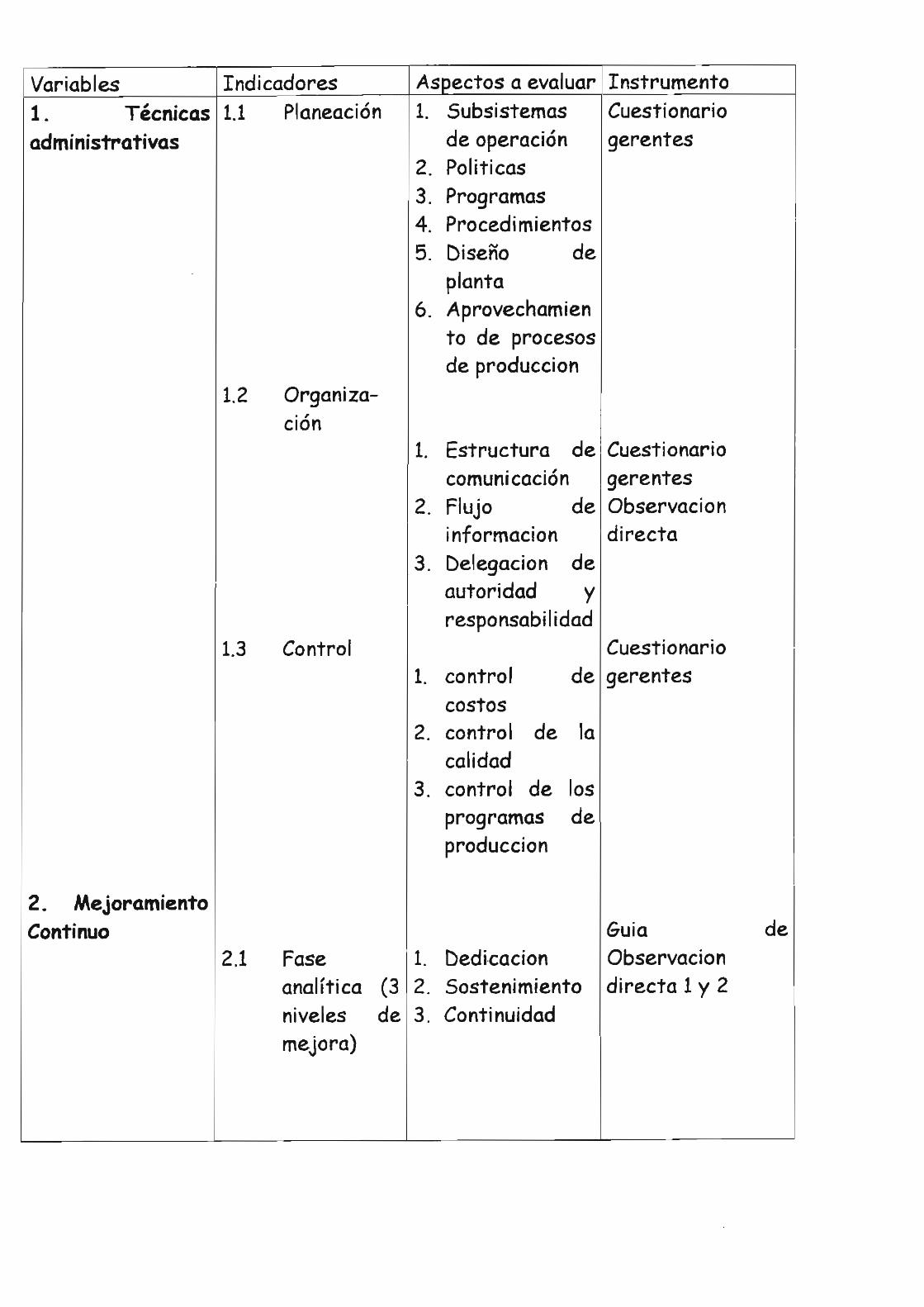
Variables Indicadores Aspectos a evaluar Instrumento
l. Técnicas 1.1 Planeación 1. Subsistemas Cuestionario
administrativas de operación gerentes
2. Politicas
3. Programas
4. Procedimientos
5. Diseño de
planta
6. Aprovechamien to de procesos de produccion
1.2 Organiza-. ,
clon 1. Estructura de Cuestionario
. . , gerentes comUnlcaClon
2. Flujo de Observacion
informacion directa
3. Delegacion de
autoridad y responsabi lidad
1.3 Control Cuestionario
1. control de gerentes
costos 2. control de la
calidad
3. control de los programas de
produccion
I 2. Mejoramiento Continuo
11. Guia de
2.1 Fase Dedicacion Observacion
analítica (3 2. Sosteni miento directa 1 y 2
niveles de 3. Continuidad
mejora)
,
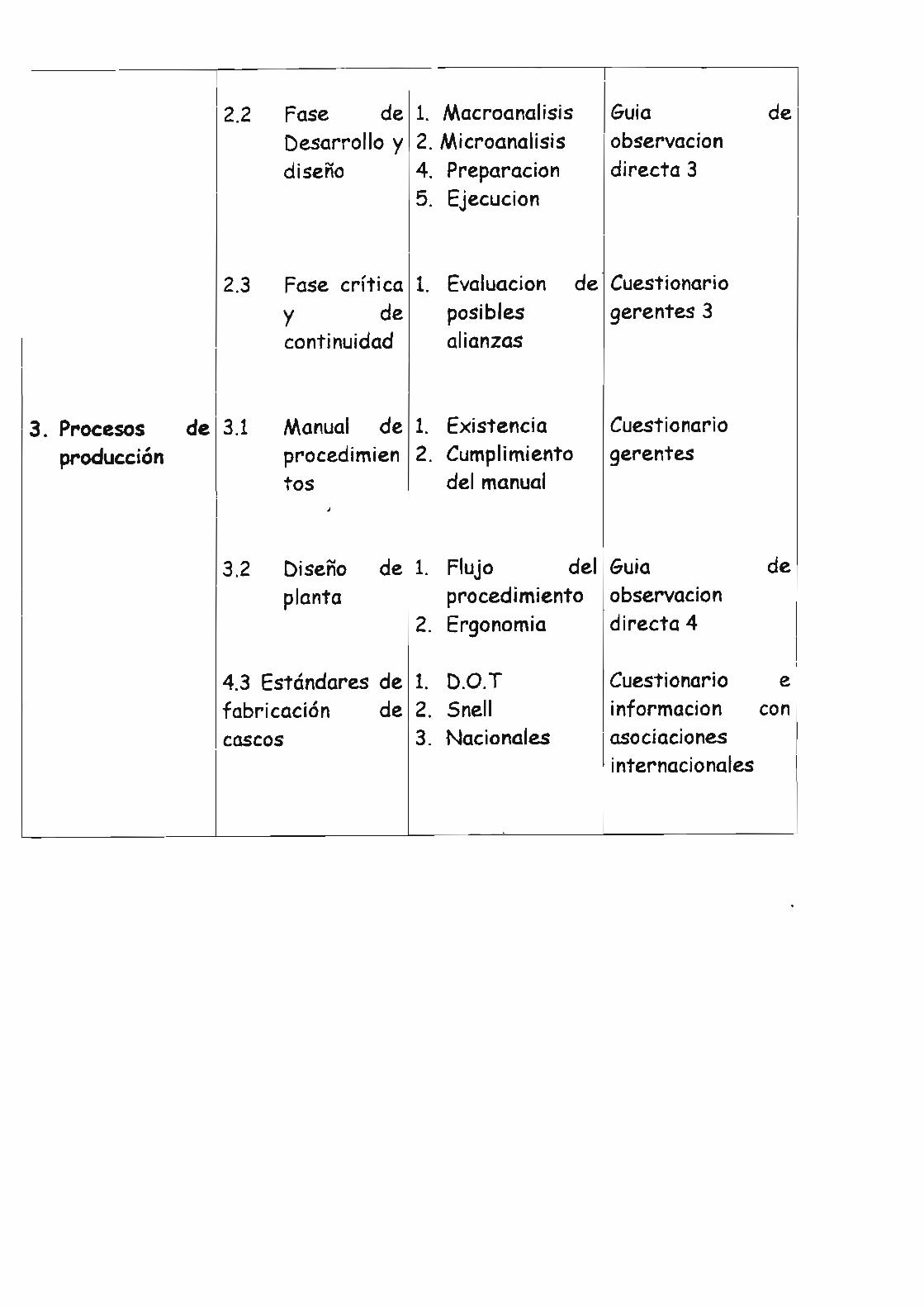
I 2.2
2.3
I Fase de 1. Macroanalisis
Desarrollo y 2. Microanalisis
diseño 4. Preparacion 5. Ejecucion
Fase crítica 1. Evaluacion posibles alianzas
y de conti nuidad
Guia observacion directa 3
de Cuestionario gerentes 3
de
3. Procesos de 3.1 Manual de 1. Existencia Cuestionario gerentes producción procedimien 2. Cumplimiento
3.2
tos del manual J
Diseño planta
de 1. Flujo del Guia procedimiento observacion
2. Ergonomia directa 4
de
4.3 Estándares de 1. D.O.T Cuestionario e
fabricación de 2. Snell cascos 3. Nacionales
I i nfo~m~cion con
I asociaciones internacionales
I





























