Embed Size (px)
Citation preview

ESTUDIO DE UN SISTEMA HÍBRIDO
UASB+MBR PARA EL
TRATAMIENTO DE AGUAS
RESIDUALES URBANAS
Máster Universitario en Gestión Sostenible y
Tecnologías del Agua
Trabajo Fin de Máster
Autor: Lyvia Mendes Predolin
Tutor: Daniel Prats Rico
Julio 2015

A la memoria de mi abuela Hilda da Silva Predolin

Agradecimientos
La vida profesional es construida a través de las actitudes que tomamos y con énfasis en las
oportunidades que recibimos.
Agradezco a los Profesores Dr. Daniel Prats Rico y Dr. Arturo Trapote Jaume su dedicación,
eficacia y competencia en el desarrollo de este trabajo de máster.
A la investigadora María José Moya Llamas por su apoyo, proactividad, competencia y su
disposición a ayudarme siempre.
A María Ángeles Bernal Romero, Vicente Cases y Maria Giulia Pacazocchi, todos del
laboratorio del Instituto Universitario del Agua y Ciencias Ambientales (IUACA) de la
Universidad de Alicante, por darme su apoyo durante los experimentos.
A mi amigo de máster Edgardo D. Vásquez Rodríguez por todos los buenos momentos, por
estar siempre conmigo en esta investigación ayudándome y apoyándome.
A mis padres, que durante todo el período académico, lejos de mi casa, me apoyaron y
alentaron.
A mis hermanos, abuelas, tíos, primos, sobrinos y amigos por siempre estar interesados y
darme ánimos.
A mi familia española Enriqueta Pastor, Susy Espí, Clara Asunción y José Enrique Espí por
acogerme y hacer que mis días de este proceso fuesen más felices.

"El suceso nace del querer, de la determinación y persistencia en lograr un objetivo.
Aunque no se alcance el blanco, quien busca y vence obstáculos, por lo menos hará cosas
admirables”.
José de Alencar

1
ÍNDICE
ÍNDICE DE TABLAS ......................................................................... 4
ÍNDICE DE FIGURAS ....................................................................... 5
SIGLAS Y ABREVIATURAS ........................................................... 7
RESUMEN ........................................................................................... 9
1 INTRODUCCIÓN ............................................................... 10
2 ESTADO DEL ARTE ......................................................... 11
2.1 TRATAMIENTOS BIOLÓGICOS DE AGUAS RESIDUALES . 11
2.1.1 TRATAMIENTOS ANAEROBIOS ................................................................... 11
2.2 REACTORES BIOLÓGICOS ANAEROBIOS ............................. 13
2.2.1 SISTEMAS DE BIOMASA SUSPENDIDA ...................................................... 14
2.2.2 SISTEMAS DE BIOMASA FIJA ....................................................................... 14
2.3 REACTOR UASB ............................................................................. 14
2.3.1 PRINCIPIO DE FUNCIONAMIENTO ............................................................. 15
2.3.2 RETENCIÓN DE LA BIOMASA ...................................................................... 16
2.3.3 PROCESO DE GRANULACIÓN ...................................................................... 17
2.3.4 VARIABLES QUE AFECTAN EL TIEMPO DE GRANULACIÓN ............. 17
2.3.5 FORMACIÓN DE GRÁNULOS ........................................................................ 21
2.3.6 PARÁMETROS DE DISEÑO............................................................................. 22
2.4 BIORREACTORES DE MEMBRANAS (MBR) .......................... 30
2.4.1 CONFIGURACIÓN DE LOS MBR ................................................................... 31
2.4.2 TIPOLOGÍA Y CONFIGURACIÓN DE MEMBRANAS............................... 34
2.4.3 PARÁMETROS DE DISEÑO Y OPERACIÓN ............................................... 36
2.4.4 ENSUCIAMIENTO DE LAS MEMBRANAS .................................................. 38
2.4.5 LIMPIEZAS DE LAS MEMBRANAS .............................................................. 40
2.5 SISTEMAS HÍBRIDOS O COMBINADOS .................................. 41
3 OBJETIVOS ........................................................................ 44
4 MATERIALES Y MÉTODOS .......................................... 45
4.1 DESCRIPCIÓN DE LA PLANTA .................................................. 45

2
4.1.1 DESCRIPCIÓN DEL REACTOR UASB ......................................................... 46
4.1.1.1 DESCRIPCIÓN DEL LODO GRANULAR .................................................................... 48
4.1.2 DESCRIPCIÓN DEL SISTEMA MBR ............................................................. 48
4.1.2.1 DESCRIPCIÓN DEL LODO BIOLÓGICO ................................................................... 51
4.1.2.2 DESCRIPCIÓN DE LA MEMBRANA .......................................................................... 51
4.1.3 DESCRIPCIÓN DE LOS EQUIPOS ................................................................. 52
4.1.4 DESCRIPCIÓN DE LOS INSTRUMENTOS DE MEDIDA .......................... 55
4.1.5 DESCRIPCIÓN DEL AGUA A TRATAR........................................................ 57
4.1.6 DIAGRAMA DE FLUJO .................................................................................... 58
4.2 PUESTA EN MARCHA ................................................................... 60
4.3 DISEÑO DE EXPERIMIENTOS .................................................... 61
4.3.1 ENSAYOS ............................................................................................................ 61
4.3.2 TÉCNICAS ANALÍTICAS................................................................................. 62
4.3.2.1 DETERMINACIÓN DE PH ........................................................................................ 62
4.3.2.2 DETERMINACIÓN DE SÓLIDOS EN SUSPENSIÓN ..................................................... 63
4.3.2.3 DETERMINACIÓN DE DQO .................................................................................... 65
4.3.2.4 DETERMINACIÓN DE FÓSFORO TOTAL .................................................................. 66
4.3.2.5 DETERMINACIÓN DE AMÓNIO ............................................................................... 67
4.3.2.6 DETERMINACIÓN DE NITRÓGENO TOTAL ............................................................. 67
4.3.2.7 DETERMINACIÓN DE NITRATO .............................................................................. 68
4.3.2.8 DETERMINACIÓN DE SULFATO .............................................................................. 68
4.3.2.9 CARBONO ORGÁNICO TOTAL (TOC) ................................................................... 69
4.3.2.10 BIOGÁS .................................................................................................................. 70
4.3.2.11 ACTIVIDAD RESPIROMÉTRICA .............................................................................. 71
4.3.2.12 CONTAMINANTES EMERGENTES ........................................................................... 73
5 RESULTADOS Y DISCUSIÓN ......................................... 79
5.1 PUESTA EN MARCHA Y OPERACIÓN ...................................... 79
5.2 ELIMINACIÓN DE MATERIA ORGÁNICA .............................. 83
5.3 POTENCIAL DE ELIMINACIÓN DE NUTRIENTES
(NITRÓGENO Y FÓSFORO) ......................................................................... 87
5.4 BIOGÁS .............................................................................................. 90
5.5 ACTIVIDAD RESPIROMÉTRICA ................................................ 92
3
5.6 ELIMINACIÓN DE CONTAMINANTES EMERGENTES ....... 94
6 CONCLUSIONES ............................................................... 97
7 REFERENCIAS BIBLIOGRÁFICAS .............................. 99

4
ÍNDICE DE TABLAS
Tabla 2.1 Cargas orgánicas recomendadas en UASB a 30ºC con rendimientos en la
eliminación de DQO del 85-95% ............................................................................................. 23
Tabla 2.2 Cargas orgánicas recomendadas en UASB en función de la temperatura a 30ºC con
rendimientos en la eliminación de DQO del 85-95% .............................................................. 23
Tabla 2.3 Velocidades ascensionales y alturas de reactores UASB ........................................ 24
Tabla 2.4 Valores del TRH en función de la temperatura en reactores UASB para el
tratamiento de aguas residuales urbanas .................................................................................. 26
Tabla 2.5 Valores del TRC en función de la temperatura en reactores UASB para el
tratamiento de aguas residuales urbanas .................................................................................. 26
Tabla 2.6 Área servida por las tuberías de alimentación en reactores UASB ......................... 27
Tabla 2.7 Compuestos inorgánicos inhibitorios y tóxicos concernientes para procesos
anaerobios ................................................................................................................................ 29
Tabla 2.8 Compuestos orgánicos inhibitorios y tóxicos concernientes para procesos
anaerobios ................................................................................................................................ 30
Tabla 2.9 Reactivos más empleados para la limpieza química según el tipo de ensuciamiento
.................................................................................................................................................. 41
Tabla 4.1 Desglose de los equipos e instrumentos instalados en el reactor UASB ................. 48
Tabla 4.2 Desglose de los equipos e instrumentos instalados en el reactor aerobio ................ 50
Tabla 4.3 Desglose de los equipos e instrumentos instalados en el tanque de membranas ..... 50
Tabla 4.4 Caracterización del lodo biológico .......................................................................... 51
Tabla 4.5 Características técnicas de las membranas Porous Fibers, Micronet R. .................. 52
Tabla 4.6 Pesos agua sintética.................................................................................................. 57
Tabla 4.7 Ensayos realizados ................................................................................................... 62
Tabla 4.8 Listado de contaminantes emergentes ..................................................................... 74
Tabla 4.9 Proceso de extracción en fase sólida ........................................................................ 76
Tabla 4.10 Listado de compuestos. Iones de cuantificación (principal) y de confirmación .... 77
5
ÍNDICE DE FIGURAS
Figura 2.1 Esquema simplificado de las fases de los procesos biológicos anaerobios (adaptado
de Ferrer Polo, J. y Seco Torrecillas, A., 2007) ....................................................................... 12
Figura 2.2 Esquema de un digestor anaerobio (Martín, A, 2015) ............................................ 13
Figura 2.3 Esquema de un reactor de manto de fangos de flujo ascendente (Grady, C.P.L.,
Daigger, G.T. et al., 2011) ........................................................................................................ 15
Figura 2.4 Representación esquemática del tiempo de granulación y arranque en un reactor
UASB Singh y col. (1998) ........................................................................................................ 18
Figura 2.5 Biorreactores con membranas externas (Díaz, S.D, 2015) ..................................... 32
Figura 2.6 Biorreactores con membranas sumergidas (Díaz, S.D, 2015) ................................ 32
Figura 2.7 MBR con membranas sumergidas: (a) configuración sumergida interna, (b)
configuración sumergida externa (Basset Olivé, N., Dosta Parras, J. et al., Tecnología del
Agua Nº 328, 2011) .................................................................................................................. 33
Figura 2.8 Sistemas combinados: (a), (b) reactor anaerobio (UASB)/reactor anaerobio, (c),
(d), (e), (f) reactor anaerobio (UASB)//reactor aerobio, (g) reactor anaerobio (UASB)/sistema
de disposición en el suelo, (h) reactor anaerobio (UASB)/laguna (Campos, 1999) ................. 43
Figura 4.1 Componentes de la planta UASB-MBR (Andreu, et al., 2014) .............................. 45
Figura 4.2 Planta combinada y panel de control (elaboración propia) ..................................... 46
Figura 4.3 Dimensiones del reactor UASB (Álvarez, G. P, 2013) ........................................... 47
Figura 4.4 Lodo granular (elaboración propia) ........................................................................ 48
Figura 4.5 Dimensiones del reactor aerobio (Álvarez, G. P, 2013) ......................................... 49
Figura 4.6 Dimensiones del tanque de membranas (Álvarez, G. P, 2013) ............................... 50
Figura 4.7 Membrana utilizada (elaboración propia) ............................................................... 51
Figura 4.8 Bombas peristálticas Dosiper (elaboración propia) ................................................ 53
Figura 4.9 Bomba de aireación (elaboración propia) ............................................................... 54
Figura 4.10 Bomba de permeado (elaboración propia) ............................................................ 54
Figura 4.11 Medidor de temperatura (elaboración propia)....................................................... 55
Figura 4.12 Medidor de caudal de biogás (elaboración propia) ............................................... 55
Figura 4.13 Medidor de temperatura y oxígeno (elaboración propia) ...................................... 56
Figura 4.14 Medidor de la presión transmembrana (elaboración propia) ................................ 56
Figura 4.15 Medidor de nivel (elaboración propia) .................................................................. 57
Figura 4.16 Preparación del alimento sintético (elaboración propia) ....................................... 58

6
Figura 4.17 Diagrama de flujo (Trapote, 2015) ....................................................................... 59
Figura 4.18 Equipo empleado para el análisis de pH (elaboración propia) ............................. 63
Figura 4.19 Equipos empleados: (de izquierda a derecha) balanza, dispositivo de filtración y
estufa (elaboración propia)....................................................................................................... 64
Figura 4.20 De izquierda a derecha: Digestor y espectrofotómetro NANOCOLOR
(elaboración propia) ................................................................................................................. 66
Figura 4.21 Espectofotómetro LASA (elaboración propia) ..................................................... 68
Figura 4.22 Equipo empleado en el análisis del TOC (elaboración propia) ............................ 70
Figura 4.23 Medidor de biogás y bolsa Tedlar (elaboración propia) ....................................... 71
Figura 4.24 Respirómetro y ordenador utilizados en el ensayo respirométrico (elaboración
propia) ...................................................................................................................................... 73
Figura 4.25 Preparación de los contaminantes emergentes (elaboración propia) .................... 78
Figura 5.1 Calibración de la bomba de permeado ................................................................... 79
Figura 5.2 Ciclos de filtración.................................................................................................. 80
Figura 5.3 Flujo y Permeabilidad ............................................................................................. 82
Figura 5.4 Ciclo de filtración en un tiempo reducido .............................................................. 83
Figura 5.5 Eliminación de materia orgánica ............................................................................ 84
Figura 5.6 DQO versus Sólidos en Suspensión ....................................................................... 86
Figura 5.7 Relación DQO/COT ............................................................................................... 87
Figura 5.8 Eliminación de Fósforo .......................................................................................... 88
Figura 5.9 Eliminación de Nitrógeno ....................................................................................... 89
Figura 5.10 Composición del Biogás ....................................................................................... 90
Figura 5.11 Concentración de H2S ........................................................................................... 91
Figura 5.12 Respirograma ........................................................................................................ 92
Figura 5.13 Ensayo OUR ......................................................................................................... 93
Figura 5.14 Concentraciones de los contaminantes en la salida del reactor UASB ................ 94
Figura 5.15 Concentraciones de los contaminantes en la salida del sistema MBR ................. 95
Figura 5.16 Eliminación de los contaminantes emergentes ..................................................... 96

7
SIGLAS Y ABREVIATURAS
A Área de la sección horizontal del reactor: sección eficaz
AEBR Anaerobic expanded-bed reactor
AF Anaerobic filter
AGV Ácidos Grasos Volátiles
AME Actividad metanogénica especifica
AR Altura del reactor
ASBR Anaerobic Sequencing Batch Reactor
BSR Bacterias sulfato-reductoras
CI Carbono Inorgánico
Cma Carga másica aplicada
Cn Concentración en nutrientes
COT Carbono Orgánico Total
Ct Concentración en metales trazas
CT Carbono Total
Cva Carga volumétrica aplicada
DQO Demanda Química de Oxigénio
DR Diámetro interno del reactor o superficie
E Factor de efectividad
EPS Extracellular Polymeric Substances
FBR Anaerobic fluidized-bed reactor
IUPAC Internacional Union of Pure and Applied Chemistry
Kd Coeficiente de muerte bacteriana
Ki Coeficiente de inhibición
Ks Constante de saturación
Lorg Carga orgánica
MBR Membrane biological reactor
MF Microfiltración
MO Materia orgánica
NF Nanofiltración
NTU Nephelometric Turbidity Unit
OI Ósmosis Inversa
OUR Oxygen Uptake Rate
PE Polímeros extracelulares
pH Potencial Hidrogeniónico
PTM Presión transmembrana
Q Caudal afluente
Se Concentración en DQO del efluente
SI Sistema internacional
So Concentración en DQO del afluente
SOUR Specific Oxygen Uptake Rate
SSLM Sólidos en suspensión en el licor mezcla
SSVLM Sólidos en suspensión volátiles en el licor mezcla
TRC Tiempo de retención celular
TRH Tiempo de Retención Hidráulico
UASB Upflow Anaerobic Sludge Blanket
UF Ultrafiltración
8
v Velocidad ascensional del flujo
Va Velocidad ascensional
Vn Volumen líquido nominal (efectivo) del reactor
X Concentración en biomasa/inóculo
Θ Temperatura media
µmax Tasa de crecimiento de microorganismos

9
RESUMEN
Esta investigación estudió la puesta en marcha y la operación de un sistema híbrido UASB-
MBR para el tratamiento de un agua residual urbana de elevada carga orgánica.
El sistema híbrido UASB-MBR está compuesto por una primera etapa anaerobia UASB, y
una segunda etapa MBR externo compuesto por: cámara aerobia y cámara de filtración, con
un módulo de membranas de fibra hueca de microfiltración de 0,2 m2 de área filtrante.
La planta piloto estuvo controlada por un autómata conectado a un ordenador, con registro
continuo de la presión transmembrana (PTM), oxígeno disuelto (OD), temperatura en el
reactor aerobio, temperatura en el reactor UASB y sensor de nivel en el reactor de membranas
para controlar las necesidades de alimentación del sistema.
El estudio se basó principalmente en evaluar la puesta en marcha y la operación de la planta
combinada, la eliminación de materia orgánica, el potencial de eliminación de nutrientes, la
eliminación de contaminantes emergentes y la producción y composición de biogás.
Para simular el tratamiento de un agua residual urbana de alta carga orgánica, se alimentó
agua sintética al sistema combinado UASB-MBR. La DQO en el afluente estuvo entre 700 y
1300 mg·L-1
, la concentración de nitrógeno total alrededor de 160 mg·L-1
, la concentración de
fósforo alrededor de 30 mg·L-1
y se añadió una concentración de 10 ppb de cada contaminante
emergente. En el reactor UASB la carga orgánica estuvo en un promedio de 28 mgDQO/L∙h y
se aplicó un TRH alrededor de 40 h. La temperatura estuvo entre 21.5 y 31.7 ºC. Durante todo
el período de operación la eficacia de eliminación global de DQO estuvo en el rango entre 82
y 98%. El porcentaje promedio de eliminación global de nitrógeno y fósforo total fue de 34 y
33%, respectivamente, siendo esta alcanzada en el sistema MBR. Se observó producción de
biogás con un contenido promedio de metano en 72%. Respecto a la operación de la
membrana, se alcanzaron permeabilidades medias alrededor de 33 L·m-2
·h-1
·bar-1
, operando
con flujos de 5-10 L·m-2
·h-1
. Los contaminantes emergentes que presentaron menores
porcentajes de eliminación fueron: Simazina, Atrazina, Terbutylazina y Linuron. Se alcanzó
un porcentaje de eliminación de los contaminantes en la salida del reactor UASB de entre el
45.5 y 99.9%, mientras que en la salida del sistema MBR se obtuvo eliminaciones globales de
entre el 80.6 y 99.9%.

10
1 Introducción
Las técnicas biológicas de tratamiento de aguas residuales son muy antiguas y se vienen
usando desde hace aproximadamente cien años. Los procesos biológicos para el tratamiento
de las aguas residuales pueden ser aerobios (con aporte de oxígeno) o anaerobios (sin
oxígeno).
Los procesos biológicos anaerobios que se aplican en el tratamiento de aguas residuales
pueden clasificarse en dos grandes grupos, en base al tipo de crecimiento microbiano:
sistemas anaerobios de biomasa en suspensión y biomasa fija. Asimismo, en los últimos años
se han venido proponiendo sistemas mixtos o híbridos que pretenden combinar las ventajas de
cada uno de estos procesos, como por ejemplo UASB + filtro anaerobio, reactor de contacto +
filtro anaerobio, etc., y otros más novedosos como el biorreactor anaerobio de membrana
(Trapote, A., 2013).
La tecnología de membrana, en un principio, tenía limitado su uso y solamente se empleaba
como tratamiento de afino o terciario en el proceso convencional. Los factores principales que
limitaron el desarrollo de la tecnología de membrana fueron el elevado coste de inversión y de
operación y un inadecuado conocimiento de las ventajas potenciales de las membranas en el
tratamiento de las aguas residuales. Sin embargo, con la aparición de módulos de membrana
menos costosos y más efectivos junto con el endurecimiento de los requisitos de vertido la
tecnología de membrana volvió a cobrar interés (Fundación Centro Canario del Agua, 2003).
El desarrollo de una nueva generación de membranas de ultrafiltración (UF) y de
microfiltración (MF), más productivas y menos costosas, ha hecho que surgiera un nuevo
concepto de tratamiento biológico: el biorreactor de membrana (BRM) o membrane
bioreactor -también: membrane biological reactor- (MBR) (Trapote, A., 2013).
De forma genérica, los biorreactores de membrana pueden ser definidos como sistemas en los
que se integra la degradación biológica de los efluentes con la filtración de membrana (Cicek
et al. 1998b).
En esta investigación se aborda un sistema híbrido que combina un proceso de tratamiento
anaerobio con un biorreactor de membranas (MBR). Uno de los más notables desarrollos en
tecnologías de proceso de tratamiento anaerobio fue el reactor Upflow Anaerobic Sludge
Blanket (UASB), tecnología que se utilizó en esta investigación.

11
2 Estado del Arte
En el presente apartado se aborda los principales temas para un buen entendimiento de este
trabajo.
2.1 Tratamientos Biológicos de aguas residuales
En el campo de la ingeniería medioambiental se utilizan diferentes tipos de tratamientos
biológicos de aguas residuales. Las principales reacciones bioquímicas de la oxidación de
materia orgánica se llevan a cabo en reactores que pueden ser clasificados como aerobios o
anaerobios.
La presencia o ausencia de oxígeno, características fisicoquímicas del agua residual,
concentración del agua residual, la eficiencia del tratamiento, la configuración del reactor y
los costes son algunos de los principales factores que influyen la selección de un reactor
biológico (Cervantes, y col., 2006).
2.1.1 Tratamientos anaerobios
Un proceso biológico se define como anaerobio cuando no están presentes ni oxígeno disuelto
ni nitrato. El proceso se lleva a cabo por un amplio espectro de microorganismos,
principalmente bacterias. En su mayoría son anaerobias estrictas, por lo que la presencia de
oxígeno en el medio provoca su desaparición (bacterias metanogénicas).
La digestión anaerobia está caracterizada por la existencia de varias fases consecutivas
diferenciadas en el proceso de degradación del substrato:
a. Hidrólisis
Es el proceso de transformación de moléculas de gran tamaño en moléculas pequeñas, por la
acción de enzimas extracelulares producidas por los propios microorganismos. La hidrólisis
se realiza tanto de la materia particulada como de la disuelta, y se lleva a cabo,
fundamentalmente, por bacterias acidogénicas (heterótrofas anaerobias). Normalmente, estos
procesos son más lentos que los de crecimiento biológico, por lo que suelen convertirse en
limitantes.
12
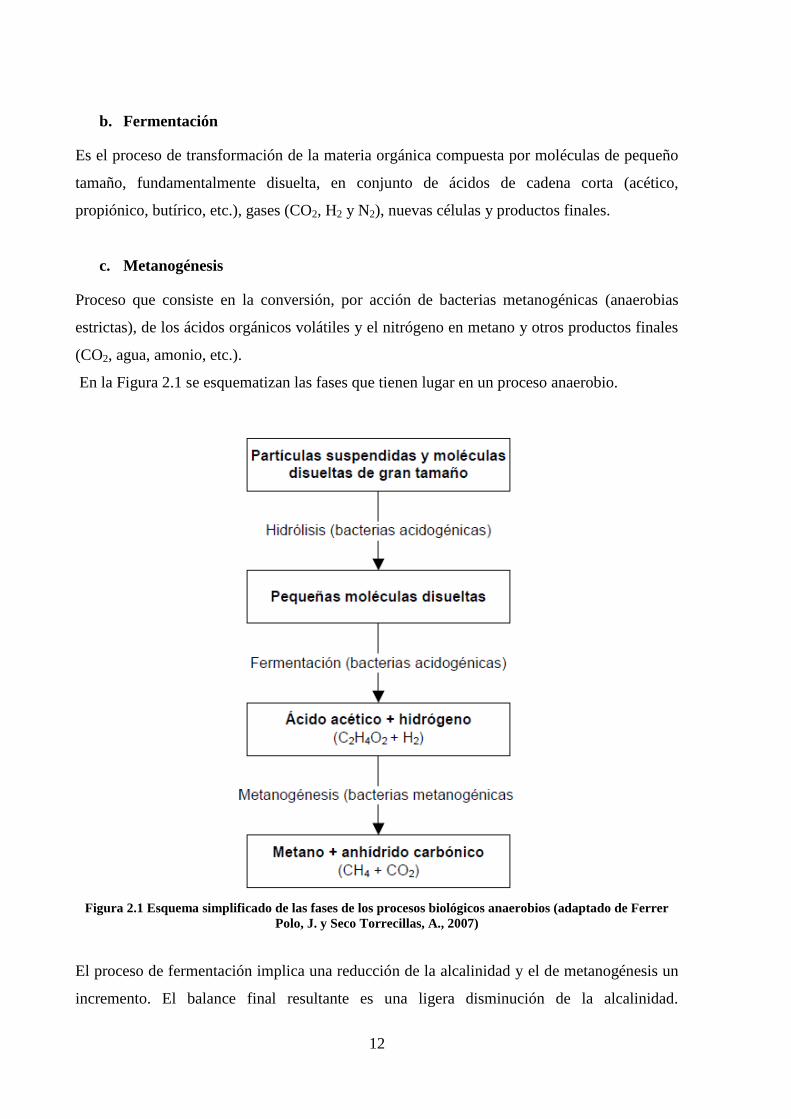
b. Fermentación
Es el proceso de transformación de la materia orgánica compuesta por moléculas de pequeño
tamaño, fundamentalmente disuelta, en conjunto de ácidos de cadena corta (acético,
propiónico, butírico, etc.), gases (CO2, H2 y N2), nuevas células y productos finales.
c. Metanogénesis
Proceso que consiste en la conversión, por acción de bacterias metanogénicas (anaerobias
estrictas), de los ácidos orgánicos volátiles y el nitrógeno en metano y otros productos finales
(CO2, agua, amonio, etc.).
En la Figura 2.1 se esquematizan las fases que tienen lugar en un proceso anaerobio.
El proceso de fermentación implica una reducción de la alcalinidad y el de metanogénesis un
incremento. El balance final resultante es una ligera disminución de la alcalinidad.
Figura 2.1 Esquema simplificado de las fases de los procesos biológicos anaerobios (adaptado de Ferrer
Polo, J. y Seco Torrecillas, A., 2007)

13
Consecuentemente, en aguas con baja alcalinidad esta disminución puede provocar una bajada
significativa del pH que inhiba el proceso de metanogénesis, lo que se traduciría en una
interrupción del proceso anaerobio de eliminación de la DQO (Demanda Química de
Oxígeno).
Las necesidades de Nitrógeno (N) y Fósforo (P) para la síntesis celular son similares a las de
los procesos aerobios: 0,087 g N/g DQO biomasa y 0,017 g P/g DQO biomasa.
En suma, la digestión anaerobia (Figura 2.2) es un proceso microbiológico muy complejo, que
tiene lugar en el seno de una fase acuosa y mediante el cual la materia orgánica (MO) se
transforma, principalmente, en biogás (CO2 + CH4) y nuevos microorganismos (lodo).
Figura 2.2 Esquema de un digestor anaerobio (Martín, A, 2015)
2.2 Reactores biológicos anaerobios
Un proceso de tratamiento anaerobio se puede llevar a cabo en diferentes sistemas anaerobios.
Los sistemas anaerobios son unidades bien estabilizadas para la biodegradación de la materia
orgánica del agua residual. La implementación y aplicación exitosa de los sistemas anaerobios
se debió principalmente al desarrollo de reactores de altas cargas.
Una de las principales características de los sistemas de alta carga es el desacoplamiento del
tiempo de retención de sólidos y tiempo de retención hidráulico (TRH), lo que resulta en una
alta retención de biomasa activa.

14
2.2.1 Sistemas de biomasa suspendida
Un proceso de tratamiento anaerobio puede presentar diferentes configuraciones. Las
primeras aplicaciones del tratamiento anaerobio de aguas residuales industriales fueron los
procesos de biomasa suspendida.
En los procesos de biomasa suspendida, los microorganismos forman flóculos en el reactor. Las
bacterias que crecen en suspensión deben formar estructuras que les permitan permanecer en el
reactor y no ser arrastradas con el efluente.
Se consideran tres tipos de reactores biológicos anaerobios (Metcalf y Eddy, 2003): reactores
de mezcla completa, reactores de contacto anaerobio y reactor discontinuo secuencial.
2.2.2 Sistemas de biomasa fija
En este tipo de sistema, los microorganismos se adhieren a un medio inerte, el cual puede ser
cualquiera de los medios conocidos y usados en los lechos bacterianos. Las aguas residuales
pasan a través de este medio, ya sea en flujo ascendente o descendente. En toda la
configuración, un porcentaje sustancial de la biomasa se presenta en forma de flóculos
suspendidos y es retenida en los huecos del medio inerte. En general este reactor opera sin
usar recirculación de las aguas residuales, lo cual da origen a un sistema flujo-pistón, aunque
la producción de gas tiende a agitar el flujo a través de las burbujas de gas ascendentes.
La recirculación puede ser usada con el fin de controlar el espesor de la bio-pelicula hasta
cierto grado, o para superar los problemas suscitados por el pH o los tóxicos. (Hernández
Muñoz, A., 1998)
Por lo que se refiere a los sistemas anaerobios de biomasa fija, pueden destacarse: Filtro
anaerobio (AF), Proceso biopelícula de flujo descendente (DAGP), Reactores de lecho
expandido (AEBR) y fluidizado (FBR), y Reactor anaerobio de manto de fangos de flujo
ascendente (UASB).
En los subsiguientes apartados se describen el Reactor anaerobio de manto de fangos de flujo
ascendente (UASB).
2.3 Reactor UASB
El reactor de manto de fangos de flujo ascendente o UASB (Upflow Anaerobic Sludge
Blanket) es el sistema de biomasa fija que más desarrollo y difusión ha tenido en los últimos
15
años. La innovación tecnológica de este tipo de reactor reside en un dispositivo trifásico a
modo de campana situado en la parte superior del mismo que permite separar internamente la
biomasa, el efluente tratado y el biogás.
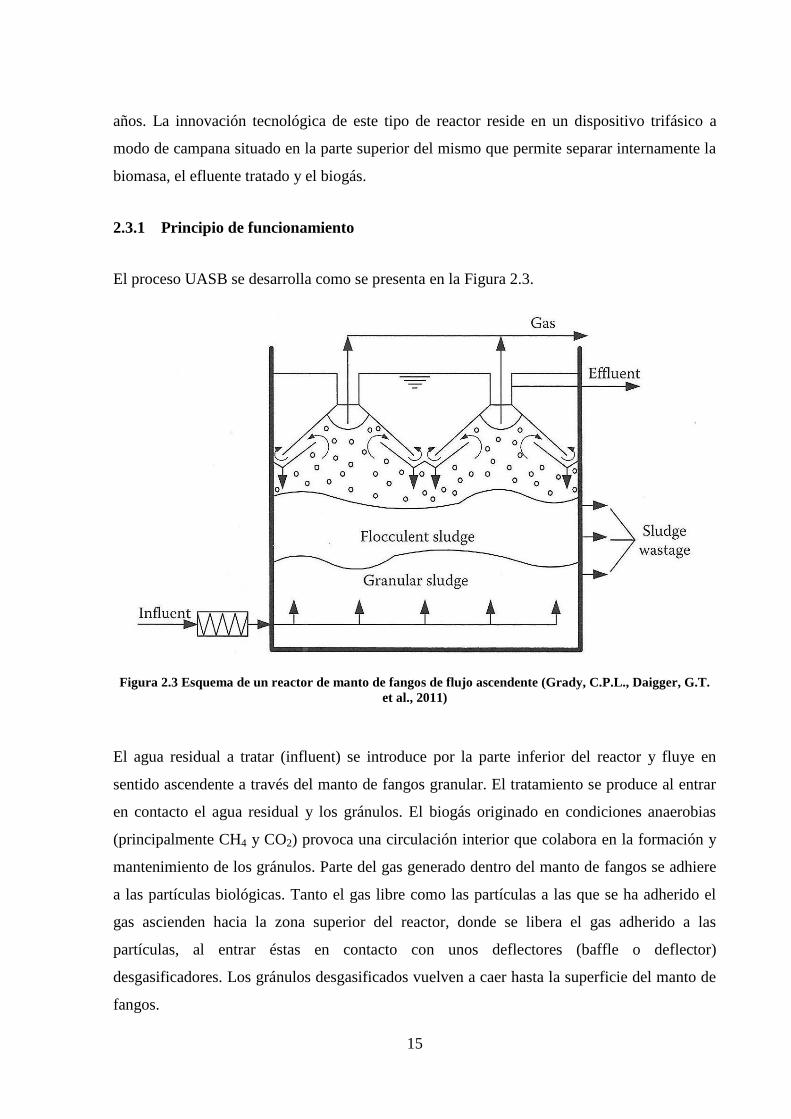
2.3.1 Principio de funcionamiento
El proceso UASB se desarrolla como se presenta en la Figura 2.3.
El agua residual a tratar (influent) se introduce por la parte inferior del reactor y fluye en
sentido ascendente a través del manto de fangos granular. El tratamiento se produce al entrar
en contacto el agua residual y los gránulos. El biogás originado en condiciones anaerobias
(principalmente CH4 y CO2) provoca una circulación interior que colabora en la formación y
mantenimiento de los gránulos. Parte del gas generado dentro del manto de fangos se adhiere
a las partículas biológicas. Tanto el gas libre como las partículas a las que se ha adherido el
gas ascienden hacia la zona superior del reactor, donde se libera el gas adherido a las
partículas, al entrar éstas en contacto con unos deflectores (baffle o deflector)
desgasificadores. Los gránulos desgasificados vuelven a caer hasta la superficie del manto de
fangos.
Figura 2.3 Esquema de un reactor de manto de fangos de flujo ascendente (Grady, C.P.L., Daigger, G.T.
et al., 2011)

16
El gas libre y el gas liberado de las partículas se capturan en una bóveda o campana de
recogida de gases instalada en la parte superior del reactor. El líquido, con un cierto contenido
de sólidos residuales y de gránulos biológicos, se conduce a una cámara de decantación
(settling zone), donde se separan los sólidos residuales. Los sólidos separados se reconducen a
la superficie del manto de fangos a través del sistema de deflectores.
El reactor UASB podría reemplazar al decantador primario, al digestor anaerobio de fangos,
al proceso de tratamiento aerobio y al sedimentador secundario de una planta convencional de
tratamiento aerobio de aguas residuales. Sin embargo, el efluente de reactores UASB
normalmente necesitan un tratamiento posterior para poder degradar la materia orgánica
remanente, nutrientes y patógenos. Este postratamiento puede referirse a sistemas
convencionales aerobios como lagunas de estabilización, plantas de fangos activos y otros.
2.3.2 Retención de la biomasa
La retención de la biomasa en el interior del reactor (abundante y muy activa) se consigue
favoreciendo la floculación de los fangos (flocculent sludge), mediante el mantenimiento de
unas condiciones apropiadas en el reactor, formando una capa o manto de fangos (sludge
blanket). Parte de la biomasa adopta una estructura de gránulos compactos (granular sludge)
biológicos, con una elevada sedimentabilidad (IVF<20 ml/g), formando otra capa o manto de
fango (sludge bed) bajo la anterior, y sobre los que se adhieren los microorganismos que, a su
vez, pueden actuar como medio filtrante.
En los sistemas anaerobios de flujo ascendente, y bajo ciertas condiciones, se puede llegar a
observar que las bacterias pueden llegar a agregarse de forma natural formando flóculos y
gránulos. Estos densos agregados poseen unas buenas cualidades de sedimentación y no son
susceptibles al lavado del sistema bajo condiciones prácticas del reactor. La retención de
fango activo, ya sea en forma granular o floculenta, hace posible la realización de un buen
tratamiento incluso a altas tasas de cargas orgánicas. La turbulencia natural causada por el
propio caudal del afluente y de la producción de biogás provoca el buen contacto entre agua
residual y fango biológico en el sistema UASB. En los sistemas UASB pueden aplicarse
mayores cargas orgánicas que en los procesos aerobios. Además, se requiere un menor
volumen de reacción y de espacio, y al mismo tiempo, se produce una gran cantidad de
biogás, y por tanto de energía.
El rasgo distintivo y característico del proceso UASB es, precisamente, el desarrollo de esa
densa capa de fango granulado, que le permite admitir elevadas cargas orgánicas en
17
comparación con otros sistemas anaerobios. Esto es así debido a las altas concentraciones de
biomasa que se consiguen, del orden de 50 a 100 g/l en la zona inferior del reactor (sludge
bed), más densa, y de 5 a 40 g/l en la superior (sludge blanket), más diluida.
2.3.3 Proceso de granulación
La formación de la estructura granular de los lodos anaerobios puede ser considerada como la
condición principal del éxito de la tecnología UASB. El uso de lodos granulados permite
aplicar Cva en reactores UASB mucho más allá de la común (Hulshoff y col., 2004).
La adhesión microbiana o granulación, es decir cuando una célula se adjunta a otra célula, se
puede definir como la existencia de una energía involucrada para lograr la formación de
granulo. La granulación resulta de una auto-inmovilización microbiana y posteriormente de la
formación de agregados y el crecimiento de ellos. Es esencialmente un proceso de selección
de microorganismos a través de presiones de selección dinámicas que se impone en el lodo,
presiones biológicas y físicas. La granulación se desarrolla progresivamente durante un
periodo operacional (Yue-Gen, Y. y Joo-Hwa, T., 1996).
2.3.4 Variables que afectan el tiempo de granulación
El tiempo de granulación (Gt) puede ser considerado como el tiempo total transcurrido desde
el instante de la puesta en operación continua hasta la inmovilización espontánea de células
bacterianas en un agregado de biomasa compacta llamado “gránulos”, bajo condiciones
específicas ambientales y de operación. En la Figura 2.4 se describe una representación
esquemática del tiempo de granulación y de arranque de un reactor UASB (Singh, y col.,
1998).

18
En la representación propuesta de Gt, se considera que la totalidad del régimen de arranque
consta de cinco fases, fase de incubación/alimentación en lotes, fase I de adaptación (fase
inicial), fase II de adaptación (fase intermedia), fase III de adaptación (fase de granulación) y
fase de arranque. Las fases son distinguidas por líneas gruesas. Los tiempos t1, t2, t3 y t4,
mencionados en la Figura 2.4, representan el periodo de tiempo de cada una de las cinco fases
sucesivas. Estos periodos de tiempo son variables y dependen del tipo de residuos, del
material inoculado, su origen y de las condiciones de operación. El tiempo de granulación Gt,
está en función de los parámetros presentados en la Ecuación 2.1.
Gt= ϕ (Cva, Cma, Va, TRH, DR, AR, So, Se, Cm, Ct, X, µmax, Ks, Kd, Ki, pH, Θ)
Ecuación 2.1
Figura 2.4 Representación esquemática del tiempo de granulación y arranque en un reactor UASB Singh
y col. (1998)

19
Donde:
Cva= Carga volumétrica aplicada (gDQO/L∙d)
Cma= Carga másica aplicada (gDQO/gSSV∙d)
Va= Velocidad ascensional (m/h)
TRH= Tiempo de Retención Hidráulico (h)
DR= Diámetro interno del reactor o superficie (m)
AR= Altura del reactor (m)
So= Concentración en DQO del afluente (gDQO/L)
Se= Concentración en DQO del efluente (gDQO/L)
Cn= Concentración en nutrientes (g/L)
Ct= Concentración en metales trazas (g/L)
X= Concentración en biomasa/inóculo (gSSV/L)
µmax= Tasa de crecimiento de microorganismos (d-1
)
Ks= Constante de saturación (gDQO/L)
Kd= Coeficiente de muerte bacteriana (d-1
)
Ki= Coeficiente de inhibición (gDQO/L)
Θ= Temperatura media (°C)
Singh, R.P. y col. (1998) estudiaron en reactores UASB alimentados con diversas aguas
residuales, la variación de Gt con respecto a los dos parámetros siguientes:
La Carga Másica Aplicada (Cma) y
La concentración de biomasa (X)
Según estos Autores, la Carga Másica Aplicada (Cma) es una de las variables más
importantes que afectan el tiempo de granulación en reactores UASB. La Cma puede definirse
como la masa de DQO proporcionada diariamente al sistema por masa de biomasa activa en el
reactor y puede ser expresada como sigue:
Cma =Q × So
X × VR=
So
X × TRH=
CV
X
Ecuación 2.2
En la Ecuación 2.2 la Cma toma en cuenta tanto la carga orgánica como la concentración en
biomasa activa. Por consiguiente, la Cma puede considerarse como un mejor parámetro de
diseño que la Cva. Bajo condiciones de Cma bajas, el crecimiento de la biomasa es seriamente
afectado ya que hay limitación de sustrato y puede resultar en la formación de un lodo fuerte y
compactado. De otro modo, una Cma alta puede resultar en una sobrecarga del reactor, es

20
decir una hidrólisis incompleta, una fermentación ácida, y finalmente una caída de la
actividad metanogénica especifica (AME) y hasta pérdidas completas de actividad en caso de
una aplicación prolongada. Una Cma alta puede alterar la estructura del gránulo y obtener una
pérdida de biomasa por acción de lavado. Por otro lado, al aumentar la recirculación de
biomasa microbiana o del contenido del reactor, se aumenta artificialmente la cantidad de
biomasa activa presente en el reactor, lo que genera un aumento de las cinéticas volumétricas
de reacción, pero generando una reducción de la Cma, asumiendo las consecuencias descritas
más arriba. Al aumentar el caudal de alimentación, se eleva la Cma, lo que propicia la
acumulación de AGV’s en el sistema con el riesgo de inhibir el crecimiento y la actividad
microbiana.
Yue-Gen, Y. y Joo-Hwa, T. (1996), observaron el proceso de granulación en un reactor
UASB utilizando glucosa, peptona y extracto de carne como sustrato sintético. Durante el
arranque se mantuvo la Cma en un 80% de la actividad metanogénica específica durante 30
días y después fue aumentando rápidamente. Bajo estas condiciones lograron la granulación
en 1 mes y la maduración ocurrió durante los 4 meses siguientes. Finalmente se alcanzó una
estabilización del reactor en 2 meses de operación.
Singh, y col. (1998), en relación a la concentración y cantidad de inóculo, mencionan que la
literatura revela que el tipo de inóculo y su concentración inicial son determinantes en la
formación inicial del gránulo. También la maduración está muy relacionada con las
poblaciones microbianas inicialmente presentes en el inóculo. La superficie del gránulo posee
una población microbiana heterogénea. La composición del afluente de alimentación y su
concentración tiene un efecto primordial sobre las poblaciones microbianas desarrolladas al
interior de los gránulos y específicamente sobre la tasa de crecimiento específico, donde
puede ocurrir una inhibición de crecimiento por exceso de sustrato.
En un reactor de biomasa suspendida como el UASB, las bacterias metanogénicas requieren
de un largo tiempo de generación (0,5 – 2,0 días). Po tanto, se requiere generalmente un largo
periodo (4 – 8 meses) para lograr una estabilidad microbiana en sistemas UASB. Dado que la
biomasa en suspensión es fácilmente lavada durante la operación en continuo, la pérdida del
inóculo es un fenómeno común durante la fase inicial de arranque. La actividad metabólica
del lodo aumenta si la cantidad de lodo activado retenido es lo suficientemente adecuada para
la operación del proceso y es generalmente expresado en términos de Actividad Metanogénica
Especifica (AME). La AME corresponde a la tasa máxima de DQO convertida a metano por

21
unidad de biomasa y por día. Para garantizar una operación estable de un reactor UASB, la
Cma no debe superar el 75% de la AME.
2.3.5 Formación de gránulos
Varios tipos de conglomerados de microbios han sido definidos como gránulos, pellets,
flóculos y lodo floculento. Los pellets y los gránulos son conglomerados con una estructura
densa, después de la sedimentación, estos conglomerados presentan una apariencia definida y
buena. Los flóculos y lodo floculento son conglomerados con estructura desprendida, después
de la sedimentación, forman una capa macroscópica homogénea. El diámetro de los gránulos
bacterianos varía de 0,14 a 5 mm dependiendo entre otros del agua residual considerada y de
las condiciones de operación. Los gránulos generados en sustratos acidificados, tales como
acetato, son generalmente más pequeños que los gránulos desarrollados en sustratos
acidogénicos, por ejemplo glucosa.
Dependiendo de las condiciones en el reactor, los gránulos pueden presentar diversas formas,
siendo la esférica la más encontrada comúnmente. El contenido mineral inorgánico o cenizas
de un gránulo varía del 10 al 90% del peso seco dependiendo principalmente de la
composición del agua residual, y de las condiciones de operación, etc. Bajo condiciones
mesofílicas y aguas residuales complejas, los gránulos generados presentan un contenido en
cenizas inferior al de los gránulos que crecen sustratos simples como; acetato, propianato, o
butirato, además los sustratos complejos generan gránulos más grandes.
Los polímeros extracelulares (PE) usualmente pueden ser encontrados en cantidades
abundantes en sistemas naturales. La comprensión de las características físicas y bioquímicas
de la matriz del polímero extracelular es importante para el entendimiento de la estructura y
función de los gránulos o de las biopeliculas. El PE bacteriano se define como una estructura
polisacárida de origen bacteriano en el exterior de la membrana de las células Gram-negativas
y del peptidoglicano de las células de Gram-positivas. El PE está hecho de desechos
orgánicos, fagos (virus que infectan exclusivamente a bacterias), células lisadas, y otros
materiales orgánicos excretados por las células microbianas.
Zhou, W. y col. (2007), evaluaron el efecto de Cva sobre el proceso de granulación usando
tres reactores UASB utilizando lodo proveniente de una planta de tratamiento de aguas
residuales municipales y una solución sintética de glucosa como sustrato. Para resolver la
contradicción entre acumulación de PE y eficiencia en el tratamiento, primero se llevó a cabo
un aumento en la Cva por la modificación de la concentración y después por el aumento del

22
flujo. Para las Cva altas el proceso de granulación aumentó efectivamente de manera conjunta
la producción de PE biológicamente aplicando una ligera sobrecarga, la concentración en PE
del lodo se incrementó en un tiempo relativamente corto, favoreciendo la formación de
gránulos. El contenido de polímero extracelular aumentó en respuesta al incremento de la Cva
en los reactores UASB. La composición microbiana de los gránulos presenta las
metanogénicas típicas siguientes; Methanobrevibacter spp., Methanospirillum spp.,
Methanosaeta spp., (formadoras de Methanothrix spp.), y Methanosarcina spp., bacterias
sintrópicas como Syntrophobacter spp., Syntrophomonas spp., y Pelobacter sp., así como
bacterias sulfato-reductoras como Desulfovibrio sp y Desulfobulbus sp.
2.3.6 Parámetros de diseño
Los principales parámetros de diseño de los UASB son:
Características del agua residual (composición y contenido de sólidos)
Carga orgánica (o volumétrica)
Velocidad ascensional del flujo
Volumen y dimensiones del reactor
Tiempo de retención hidráulico
Tiempo de retención celular
Distribución del caudal de alimentación
a. Características del agua residual
Las aguas residuales a tratar no pueden contener sustancias que dificulten la formación de los
gránulos de fango, tales como, por ejemplo, generadoras de espumas (foaming). Igualmente,
aguas con altas concentraciones de compuestos proteínicos y/o grasos pueden ocasionar
problemas en la zona superior del reactor.
Para determinar las cargas de diseño del UASB, es muy importante la relación entre la DQO
particulada y la soluble. El incremento de la fracción de sólidos en el agua residual disminuye
la capacidad de formación de una capa densa de fango granulado, de tal manera que para una
cierta concentración de sólidos (mayor que 6 g SST/l) otros procesos, como el de mezcla
completa o el de contacto, pueden ser más adecuados.
23
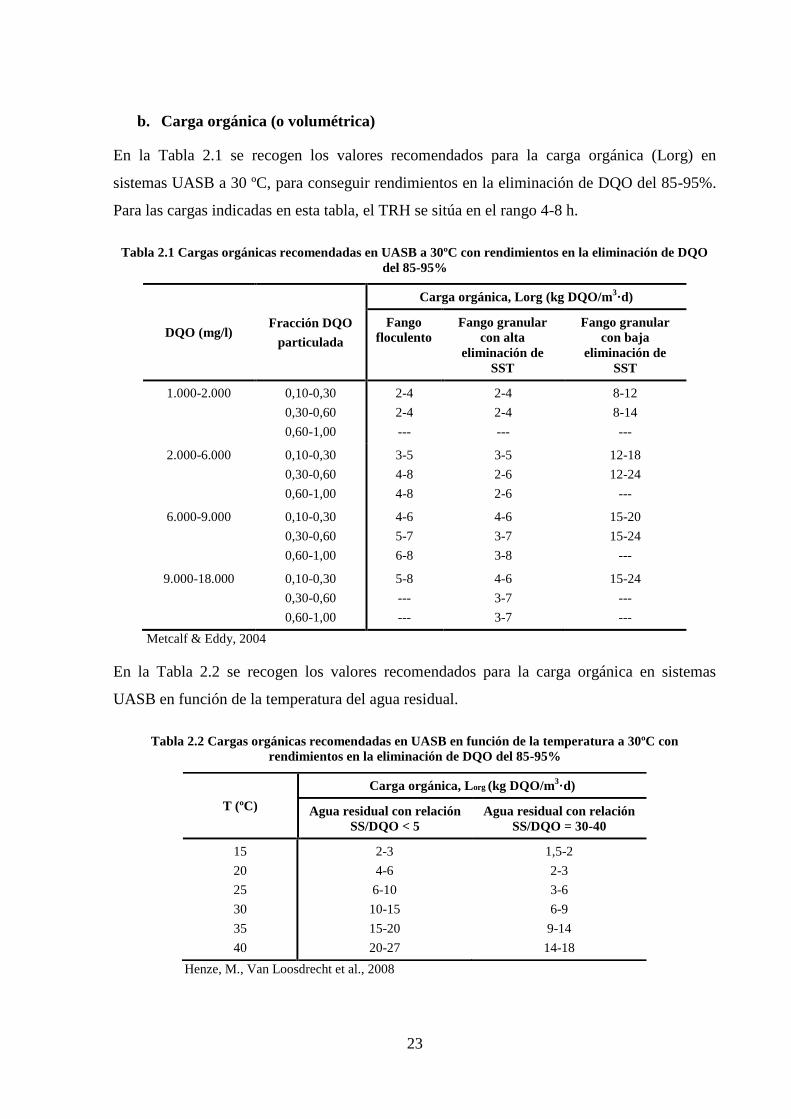
b. Carga orgánica (o volumétrica)
En la Tabla 2.1 se recogen los valores recomendados para la carga orgánica (Lorg) en
sistemas UASB a 30 ºC, para conseguir rendimientos en la eliminación de DQO del 85-95%.
Para las cargas indicadas en esta tabla, el TRH se sitúa en el rango 4-8 h.
Tabla 2.1 Cargas orgánicas recomendadas en UASB a 30ºC con rendimientos en la eliminación de DQO
del 85-95%
Metcalf & Eddy, 2004
En la Tabla 2.2 se recogen los valores recomendados para la carga orgánica en sistemas
UASB en función de la temperatura del agua residual.
Tabla 2.2 Cargas orgánicas recomendadas en UASB en función de la temperatura a 30ºC con
rendimientos en la eliminación de DQO del 85-95%
Henze, M., Van Loosdrecht et al., 2008
DQO (mg/l) Fracción DQO
particulada
Carga orgánica, Lorg (kg DQO/m3·d)
Fango
floculento
Fango granular
con alta
eliminación de
SST
Fango granular
con baja
eliminación de
SST
1.000-2.000 0,10-0,30
0,30-0,60
0,60-1,00
2-4
2-4
---
2-4
2-4
---
8-12
8-14
---
2.000-6.000 0,10-0,30
0,30-0,60
0,60-1,00
3-5
4-8
4-8
3-5
2-6
2-6
12-18
12-24
---
6.000-9.000 0,10-0,30
0,30-0,60
0,60-1,00
4-6
5-7
6-8
4-6
3-7
3-8
15-20
15-24
---
9.000-18.000 0,10-0,30
0,30-0,60
0,60-1,00
5-8
---
---
4-6
3-7
3-7
15-24
---
---
T (ºC)
Carga orgánica, Lorg (kg DQO/m3·d)
Agua residual con relación
SS/DQO < 5
Agua residual con relación
SS/DQO = 30-40
15
20
25
30
35
40
2-3
4-6
6-10
10-15
15-20
20-27
1,5-2
2-3
3-6
6-9
9-14
14-18
24
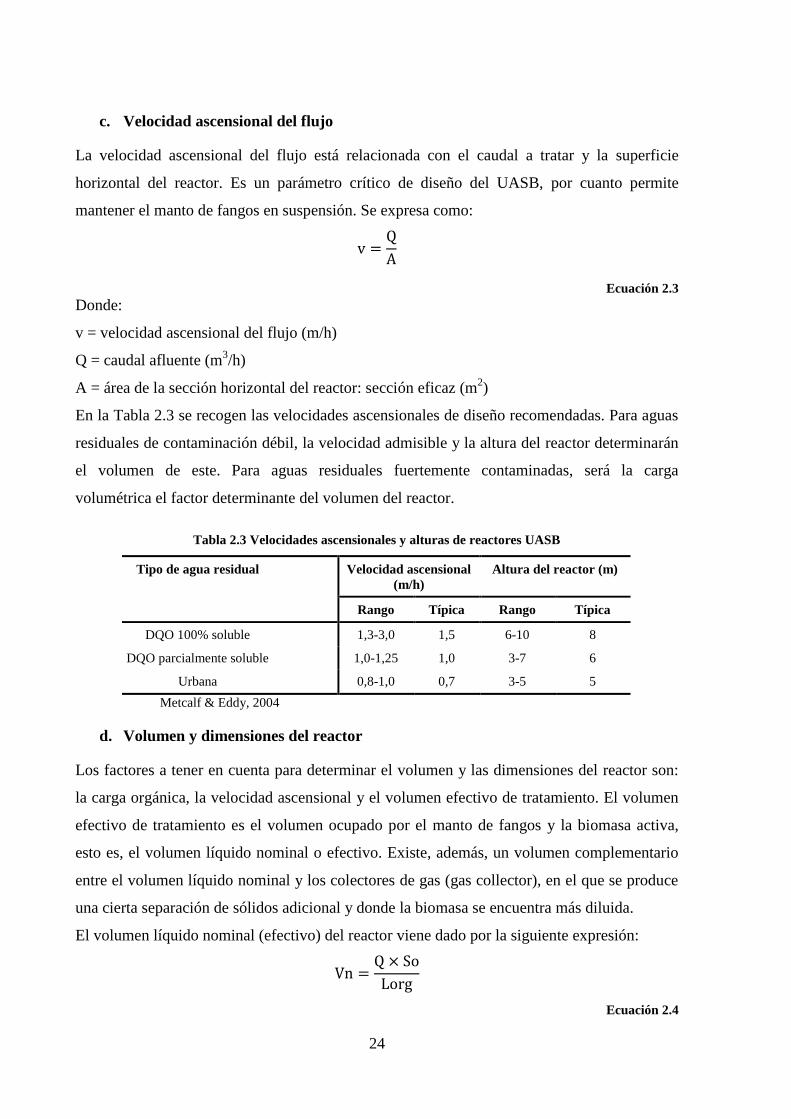
c. Velocidad ascensional del flujo
La velocidad ascensional del flujo está relacionada con el caudal a tratar y la superficie
horizontal del reactor. Es un parámetro crítico de diseño del UASB, por cuanto permite
mantener el manto de fangos en suspensión. Se expresa como:
v =Q
A
Ecuación 2.3
Donde:
v = velocidad ascensional del flujo (m/h)
Q = caudal afluente (m3/h)
A = área de la sección horizontal del reactor: sección eficaz (m2)
En la Tabla 2.3 se recogen las velocidades ascensionales de diseño recomendadas. Para aguas
residuales de contaminación débil, la velocidad admisible y la altura del reactor determinarán
el volumen de este. Para aguas residuales fuertemente contaminadas, será la carga
volumétrica el factor determinante del volumen del reactor.
Tabla 2.3 Velocidades ascensionales y alturas de reactores UASB
Metcalf & Eddy, 2004
d. Volumen y dimensiones del reactor
Los factores a tener en cuenta para determinar el volumen y las dimensiones del reactor son:
la carga orgánica, la velocidad ascensional y el volumen efectivo de tratamiento. El volumen
efectivo de tratamiento es el volumen ocupado por el manto de fangos y la biomasa activa,
esto es, el volumen líquido nominal o efectivo. Existe, además, un volumen complementario
entre el volumen líquido nominal y los colectores de gas (gas collector), en el que se produce
una cierta separación de sólidos adicional y donde la biomasa se encuentra más diluida.
El volumen líquido nominal (efectivo) del reactor viene dado por la siguiente expresión:
Vn =Q × So
Lorg
Ecuación 2.4
Tipo de agua residual Velocidad ascensional
(m/h)
Altura del reactor (m)
Rango Típica Rango Típica
DQO 100% soluble 1,3-3,0 1,5 6-10 8
DQO parcialmente soluble 1,0-1,25 1,0 3-7 6
Urbana 0,8-1,0 0,7 3-5 5

25
Donde:
Vn = volumen líquido nominal (efectivo) del reactor (m3)
Q = caudal afluente (m3/d)
So = DQO en el afluente (kg DQO/m3)
Lorg = Carga orgánica (kg DQO/m3·d)
Para determinar el volumen líquido total del reactor bajo los colectores de gas, se aplica un
factor de efectividad (E), variable entre 0,8 y 0,9, según la expresión:
VL =Vn
E
Ecuación 2.5
Donde:
VL = volumen líquido total del reactor (m3)
Vn = volumen líquido nominal del reactor (m3)
E = factor de efectividad
De acuerdo con la Ecuación 2.3, el área horizontal del reactor será:
A =Q
v
Ecuación 2.6
La altura del líquido en el reactor se determina mediante la siguiente expresión:
HL =VL
A
Ecuación 2.7
Donde:
HL = altura del líquido en el reactor (m)
VL = volumen líquido total del reactor (m3)
A = área de la sección horizontal del reactor (m2)
El volumen necesario para la recolección y almacenamiento del gas se obtiene sumando 2,5-3
m a la altura del líquido en el reactor, de manera que la altura total del reactor será:
HT = HL + HG
Ecuación 2.8
HT = altura total del reactor (m)
HL = altura del líquido en el reactor (m)
HG = altura del reactor para la recolección y almacenamiento del gas (m)

26
e. Tiempo de retención hidráulico
El tiempo de retención hidráulico (TRH o HRT) del líquido en el reactor se define como la
relación entre el volumen líquido total del reactor y el caudal afluente:
TRH =VL
Q
Ecuación 2.9
Donde:
TRH = tiempo de retención hidráulico (h)
VL = volumen líquido total del reactor (m3)
Q = caudal afluente (m3/h)
En la Tabla 2.4 se recogen los valores recomendados de TRH en función de la temperatura.
Tabla 2.4 Valores del TRH en función de la temperatura en reactores UASB para el tratamiento de aguas
residuales urbanas
Metcalf & Eddy, 2004
Para valores de la DQO < 1.500 mg/l el TRH es el factor limitante.
f. Tiempo de retención celular
El tiempo de retención celular (TRC o SRT) -edad del fango- en sistemas UASB nunca debe
estar por debajo de los 30 días (Tabla 2.5).
Tabla 2.5 Valores del TRC en función de la temperatura en reactores UASB para el tratamiento de aguas
residuales urbanas
Metcalf & Eddy, 2004
Temperatura (ºC) TRH (h)
16-19 10-14
22-26 7-9
>26 6-8
Temperatura (ºC) TRC (d)
15 140
20 100
25 60
30 30
35 25
27
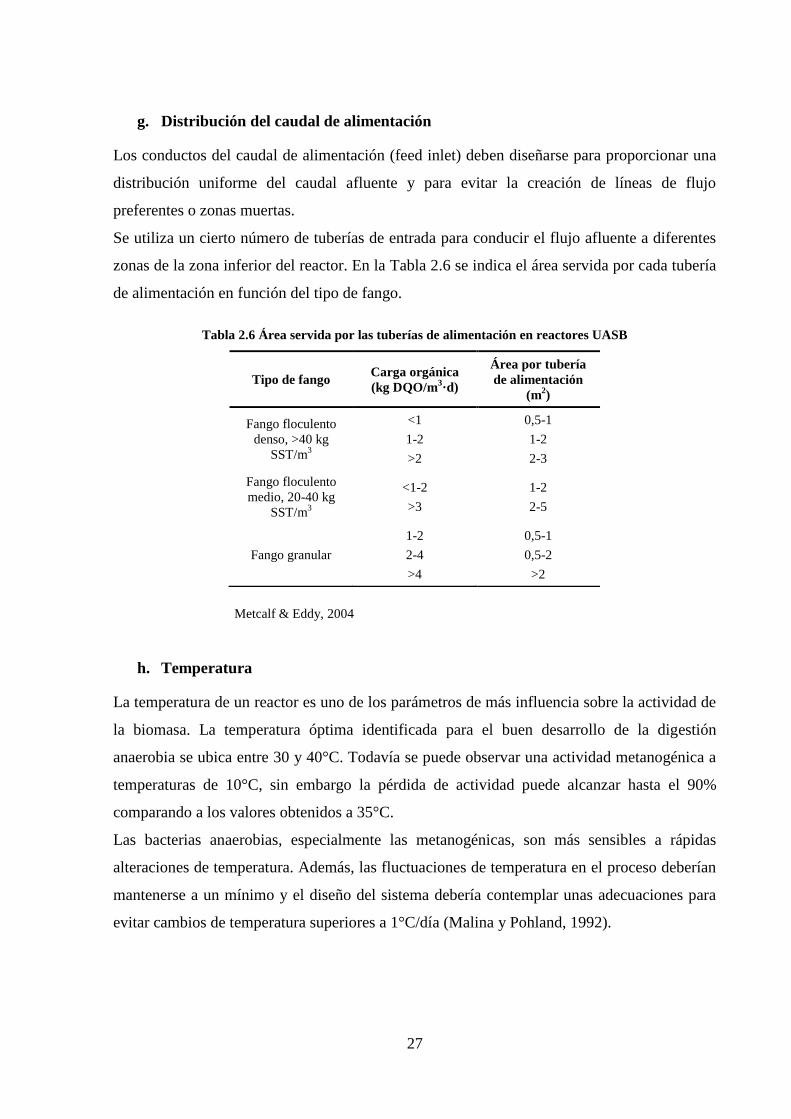
g. Distribución del caudal de alimentación
Los conductos del caudal de alimentación (feed inlet) deben diseñarse para proporcionar una
distribución uniforme del caudal afluente y para evitar la creación de líneas de flujo
preferentes o zonas muertas.
Se utiliza un cierto número de tuberías de entrada para conducir el flujo afluente a diferentes
zonas de la zona inferior del reactor. En la Tabla 2.6 se indica el área servida por cada tubería
de alimentación en función del tipo de fango.
Tabla 2.6 Área servida por las tuberías de alimentación en reactores UASB
Metcalf & Eddy, 2004
h. Temperatura
La temperatura de un reactor es uno de los parámetros de más influencia sobre la actividad de
la biomasa. La temperatura óptima identificada para el buen desarrollo de la digestión
anaerobia se ubica entre 30 y 40°C. Todavía se puede observar una actividad metanogénica a
temperaturas de 10°C, sin embargo la pérdida de actividad puede alcanzar hasta el 90%
comparando a los valores obtenidos a 35°C.
Las bacterias anaerobias, especialmente las metanogénicas, son más sensibles a rápidas
alteraciones de temperatura. Además, las fluctuaciones de temperatura en el proceso deberían
mantenerse a un mínimo y el diseño del sistema debería contemplar unas adecuaciones para
evitar cambios de temperatura superiores a 1°C/día (Malina y Pohland, 1992).
Tipo de fango Carga orgánica
(kg DQO/m3·d)
Área por tubería
de alimentación
(m2)
Fango floculento
denso, >40 kg
SST/m3
<1
1-2
>2
0,5-1
1-2
2-3
Fango floculento
medio, 20-40 kg
SST/m3
<1-2
>3
1-2
2-5
Fango granular
1-2
2-4
>4
0,5-1
0,5-2
>2

28
i. pH
Los microorganismos anaerobios presentan una alta sensibilidad a las variaciones de pH. El
pH óptimo requerido para las bacterias acidogénicas es del orden de 5,0 y 6,0, el de las
metanogénicas se reporta por encima de 7,5. Además de tener efectos microbianos directos, el
pH bajo en el reactor puede aumentar las características tóxicas e inhibitorias de una serie de
inhibidores orgánicos e inorgánicos.
Si el pH del proceso no está controlado, la producción de ácidos orgánicos volátiles y ácido
carbónico tiende naturalmente a aumentar la acidez del contenido del reactor. Esto es
particularmente cierto cuando la tasa de producción de ácidos volátiles excede la tasa de
remoción vía formación de metano.
Cuando las aguas residuales no contienen suficiente alcalinidad y los ácidos se forman
durante el tratamiento anaerobio, el pH del licor mezcla del reactor puede ser corregido por la
adición de materiales que aumenten la alcalinidad y hasta controlado por un sistema
automático (Malina y Pohland, 1992).
j. Compuestos tóxicos
Los estudios de tratabilidad y análisis propios del agua residual son necesarios para asegurar
que una toxicidad crónica no interfiere con los procesos anaerobios.
Al mismo tiempo, la presencia de una sustancia tóxica no significa que el proceso no
funcione. Algunos compuestos tóxicos inhiben o reducen la tasa de reacción metanogénica,
pero con una concentración alta en biomasa y una Cva baja, el proceso puede ser mantenido
(Metcalf y Eddy, 2003). Hay dos sustancias tóxicas anaerobias que son primordiales para los
diseñadores de procesos anaerobios porque se pueden producir durante el tratamiento de
dichas aguas residuales: el amoniaco (NH3) y el sulfuro de hidrogeno (H2S).
El nitrógeno amoniacal (NH4+-N) será formado durante la biodegradación anaerobia de
compuestos nitrogenados orgánicos, tales como las proteínas o los aminoácidos. El nitrógeno
inorgánico producido existe en dos formas, el ion amonio (NH4+) y amoniaco libre (NH3).
Estos compuestos tienden a elevar el pH del licor mezcla y alejarlo de su valor óptimo. Para
un pH neutro de 7,0, el amoniaco libre-N presenta un 0,5% del total de amoniaco-N más
amonio-N, mientras que para un pH 8,0, está presente un 5,1% como amoniaco libre-N.
El sulfuro de hidrogeno es otra sustancia tóxica para las bacterias metanogénicas. Este
compuesto puede ser formado durante el tratamiento anaerobio de aguas residuales que
contienen elevados niveles de sulfato. El sulfato por sí mismo no es inhibidor de las
29
metanogénicas. Sin embargo, las bacterias sulfato-reductoras (BSR) son fuertes competidoras
con las metanogénicas por el material orgánico fermentable presente en aguas residuales. Por
cada gramo de DQO consumida por la BSR, 1,5 gr de sulfato será reducido a H2S.
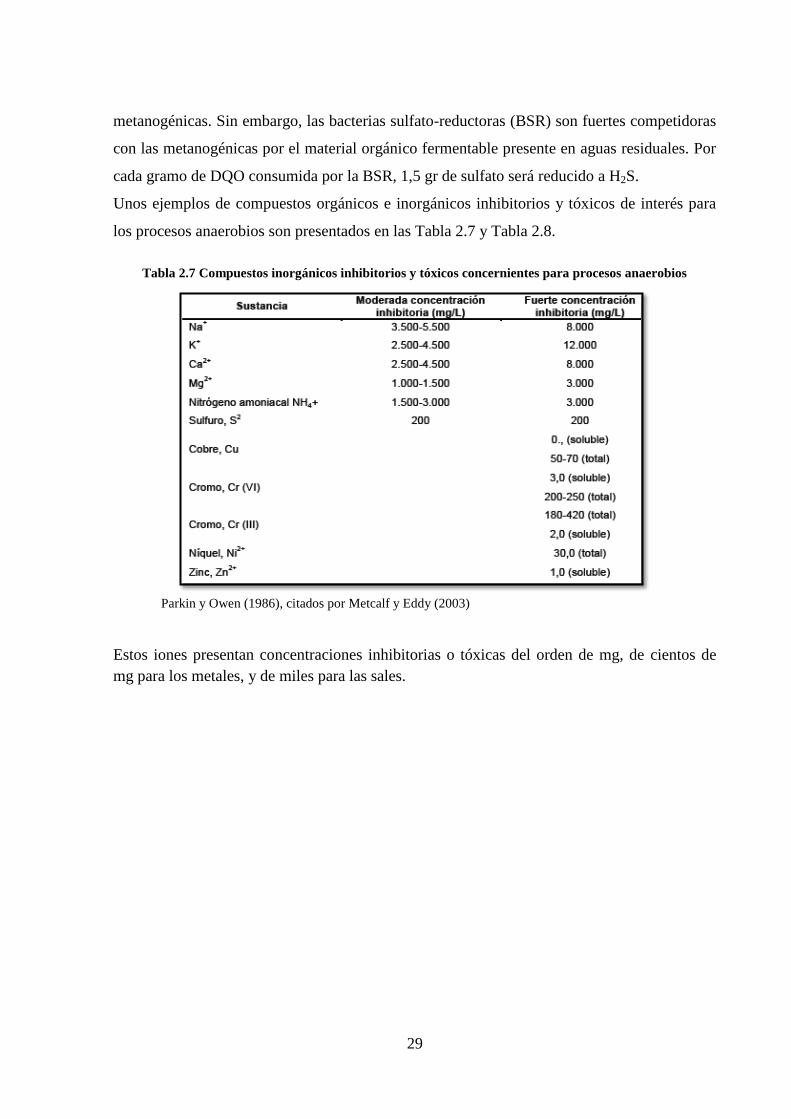
Unos ejemplos de compuestos orgánicos e inorgánicos inhibitorios y tóxicos de interés para
los procesos anaerobios son presentados en las Tabla 2.7 y Tabla 2.8.
Tabla 2.7 Compuestos inorgánicos inhibitorios y tóxicos concernientes para procesos anaerobios
Parkin y Owen (1986), citados por Metcalf y Eddy (2003)
Estos iones presentan concentraciones inhibitorias o tóxicas del orden de mg, de cientos de
mg para los metales, y de miles para las sales.
30
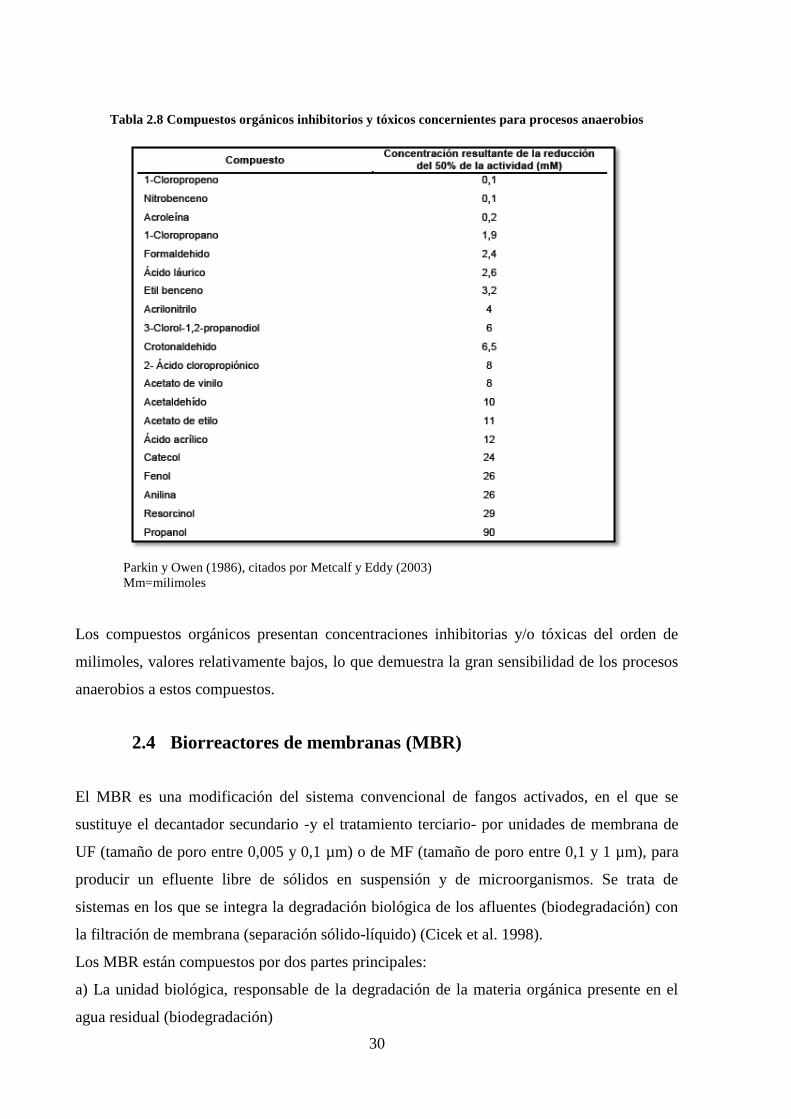
Tabla 2.8 Compuestos orgánicos inhibitorios y tóxicos concernientes para procesos anaerobios
Parkin y Owen (1986), citados por Metcalf y Eddy (2003)
Mm=milimoles
Los compuestos orgánicos presentan concentraciones inhibitorias y/o tóxicas del orden de
milimoles, valores relativamente bajos, lo que demuestra la gran sensibilidad de los procesos
anaerobios a estos compuestos.
2.4 Biorreactores de membranas (MBR)
El MBR es una modificación del sistema convencional de fangos activados, en el que se
sustituye el decantador secundario -y el tratamiento terciario- por unidades de membrana de
UF (tamaño de poro entre 0,005 y 0,1 µm) o de MF (tamaño de poro entre 0,1 y 1 µm), para
producir un efluente libre de sólidos en suspensión y de microorganismos. Se trata de
sistemas en los que se integra la degradación biológica de los afluentes (biodegradación) con
la filtración de membrana (separación sólido-líquido) (Cicek et al. 1998).
Los MBR están compuestos por dos partes principales:
a) La unidad biológica, responsable de la degradación de la materia orgánica presente en el
agua residual (biodegradación)

31
b) La unidad de filtración, encargada de llevar a cabo la separación sólido-líquido del licor
mezcla mediante filtración
De forma general, el funcionamiento de un MBR es como sigue: el afluente, normalmente
predecantado, entra en el biorreactor, donde se pone en contacto con la biomasa y luego es
filtrado en la membrana. El agua filtrada, o permeado, es retirada (por ej., por succión),
mientras que la biomasa permanece en el biorreactor. El exceso de fangos se purga a fin de
mantener un tiempo de retención celular constante.
Este ciclo se alterna con un corto periodo de limpieza, mediante aire o por retrolavado. En
este último, se invierte el sentido del flujo para forzar el paso del agua filtrada desde el
interior al exterior de la membrana. Periódicamente, en función del grado de ensuciamiento
(fouling), las membranas se someten a limpiezas químicas profundas mediante su inmersión
en una solución ácida (ácido cítrico u oxálico) o básica (hipoclorito sódico).
2.4.1 Configuración de los MBR
Se distinguen dos tipos principales de MBR en base a su configuración: con membranas
externas y con membranas sumergidas.
Biorreactores con membranas externas (sistemas externos)
Las membranas no están sumergidas y la filtración se realiza en módulos externos,
independientes del reactor biológico (Figura 2.5). En estos sistemas existen dos tipos de
recirculación: una destinada a controlar las concentraciones adecuadas en el reactor biológico
(recirculación externa) y otra para conseguir altas velocidades, creando un flujo tangencial en
el interior de las membranas.
32
Figura 2.5 Biorreactores con membranas externas (Díaz, S.D, 2015)
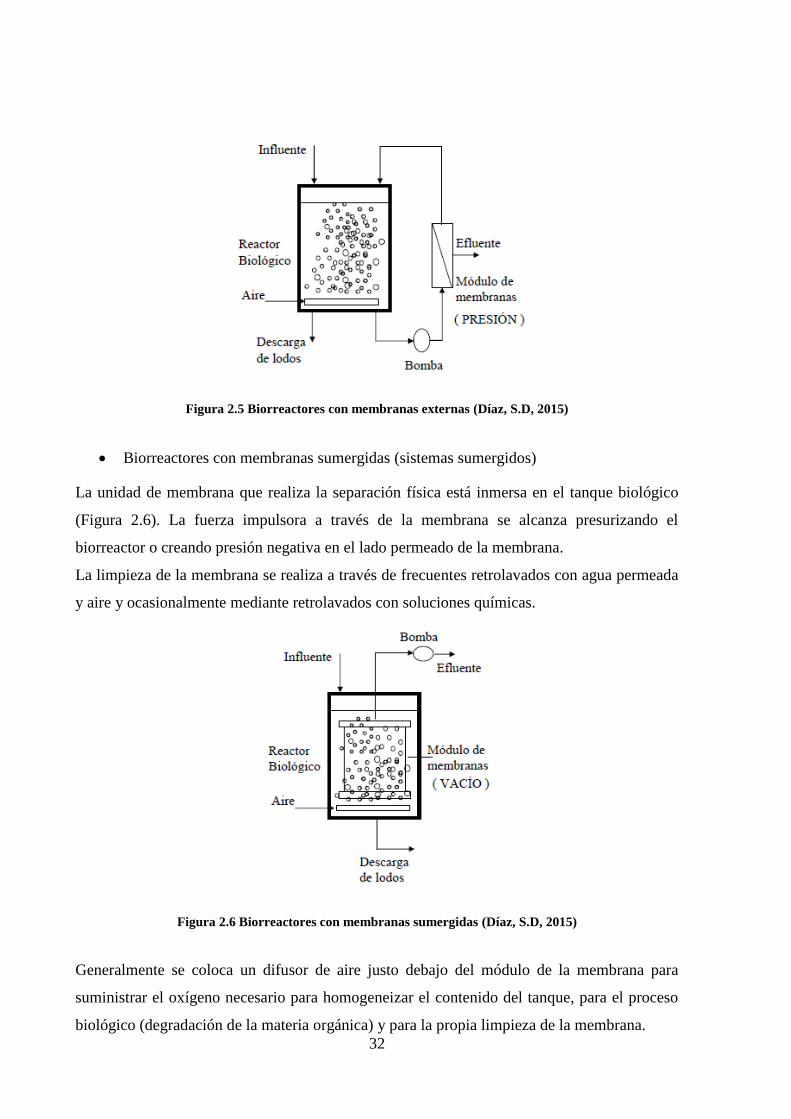
Biorreactores con membranas sumergidas (sistemas sumergidos)
La unidad de membrana que realiza la separación física está inmersa en el tanque biológico
(Figura 2.6). La fuerza impulsora a través de la membrana se alcanza presurizando el
biorreactor o creando presión negativa en el lado permeado de la membrana.
La limpieza de la membrana se realiza a través de frecuentes retrolavados con agua permeada
y aire y ocasionalmente mediante retrolavados con soluciones químicas.
Figura 2.6 Biorreactores con membranas sumergidas (Díaz, S.D, 2015)
Generalmente se coloca un difusor de aire justo debajo del módulo de la membrana para
suministrar el oxígeno necesario para homogeneizar el contenido del tanque, para el proceso
biológico (degradación de la materia orgánica) y para la propia limpieza de la membrana.

33
La configuración de membranas sumergidas admite, a su vez, dos variantes, según la
localización de aquellas (Figura 2.7):
a) Interno (sistemas sumergidos integrados): las membranas van emplazadas dentro del
propio reactor biológico (configuración sumergida interna). Normalmente esta
configuración requiere recirculación de fangos (interna) para mantener una
concentración homogénea de SSLM en el tanque, aunque existen reactores tipo
canales de oxidación que no la precisarían.
b) Externa (sistemas sumergidos no integrados): Las membranas sumergidas se ubican en
un tanque separado, lo que facilita su mantenimiento y reparación o sustitución
(configuración sumergida externa). En estos sistemas se recircula parte del fango
activado del tanque de membranas al reactor biológico (recirculación externa), por
bombeo o por gravedad, para controlar la concentración máxima de SSLM en el
tanque de membranas y conseguir las concentraciones adecuadas en el reactor
biológico.
Figura 2.7 MBR con membranas sumergidas: (a) configuración sumergida interna, (b) configuración
sumergida externa (Basset Olivé, N., Dosta Parras, J. et al., Tecnología del Agua Nº 328, 2011)

34
2.4.2 Tipología y configuración de membranas
Las membranas permselectivas (permeables y selectivas) pueden clasificarse de acuerdo a
diferentes criterios: Mecanismo de separación, Morfología física, Geometría y Naturaleza
química.
Clasificación según el mecanismo de separación
Según el mecanismo de separación, las membranas se clasifican en:
Membranas porosas (efecto criba)
Membranas no porosas o densas (mecanismo solución-difusión)
Membranas cargadas eléctricamente o de intercambio iónico (efecto electroquímico)
En las membranas porosas los poros son finos, según define la Internacional Union of Pure
and Applied Chemistry (IUPAC):
Macroporos: mayores de 50 nm
Mesoporos: en el rango de 2 a 50 nm
Microporos: menores de 2 nm
Las membranas MF, UF y NF son porosas (las membranas de MF contienen macroporos y las
de NF contienen microporos). Las membranas de intercambio iónico son un tipo especial de
membranas no porosas. Consisten en geles muy hinchados portadores de cargas positivas o
negativas. Una membrana con cargas positivas fijadas se denomina membrana de intercambio
aniónico, mientras que una membrana de intercambio catiónico es aquella que posee cargas
negativas.
Clasificación según su morfología física
Para las operaciones de membrana gobernadas por presión y permeado, el flujo del permeado
es inversamente proporcional al espesor de la membrana: membranas anisotrópicas Las
membranas anisotrópicas constan de una capa muy fina (“película”), soportada por otra capa
subyacente más espesa y más porosa. La capa pelicular es responsable de las funciones
principales de la membrana, ya que el flujo y la selectividad solo dependen de la estructura de
esta capa. Su espesor está en el rango de 0,1 a 0,5 μm, aproximadamente, lo cual corresponde
al 1% del espesor de la capa porosa subyacente. La capa soportante presenta una resistencia
despreciable a la transferencia de masa y está presente solo como soporte mecánico.

35
Las membranas de este tipo se fabrican normalmente sobre un substrato poroso
(frecuentemente un poliéster filamentoso trabado y no tejido). El material portante forma
parte integral de la membrana, ya que transmite tensión mecánica a esta.
Se pueden distinguir dos tipos de membranas anisotrópicas: asimétricas y mixtas
(“composite”).
Membranas asimétricas. Son membranas anisotrópicas preparadas en base a un mismo
material.
Membranas mixtas (composite). Son membranas anisotrópicas donde la capa superior
y la subcapa son de materiales diferentes. Cada capa puede ser optimizada
independientemente. Generalmente, la capa porosa es una membrana asimétrica.
Clasificación según su geometría
Las membranas pueden prepararse en dos formas geométricas: plana y cilíndrica.
En base a las diferencias dimensionales, pueden distinguirse los siguientes tipos de
membranas cilíndricas:
Membranas tubulares con diámetro interno mayor de 3 mm.
Membranas tubulares de fibra hueca con diámetro interno menor de 3 mm.
Las fibras huecas son geométricamente las membranas tubulares más pequeñas disponibles,
con diámetros exteriores entre 80 y 500 μm. Se utilizan, por ejemplo, en OI. Con diámetros
mayores se usan en UF y MF, en cuyo caso también se denominan membranas capilares.
Clasificación según su naturaleza química
Las membranas sintéticas pueden fabricarse a partir de un gran número de diferentes
materiales: orgánicos (polímeros) o inorgánicos (metales, cerámica, vidrio, etc.).
Entre las de naturaleza orgánica cabe distinguir entre las de carácter hidrófilo (derivados de
acetato de celulosa, poliamidas, poliacrilnitrilo, etc) y las de carácter hidrófobo (polietileno,
polifluoruro de venildeno, politetrafluoretileno, policarbonato, isopropileno).
Las membranas inorgánicas poseen mayor estabilidad química, mecánica y térmica que las
orgánicas. En consecuencia son más utilizadas en la industria química, principalmente para
tratamiento de fluidos agresivos o de alta temperatura y donde se precisa esterilización
térmica. Los materiales preferidos para las membranas de una unidad MBR son poliméricos
debido a su bajo coste.

36
En cuanto a la tipología de membranas empleada en los sistemas MBR que se comercializan,
existe un amplio rango:
Membranas de placa plana o placa-bastidor: Kubota y Orelis (Japón), Rodia Pleiade
(Francia).
Membranas tubulares: Milleniunpore (Reino Unido), USF (Australia), Membratek
(Suráfrica), Wehrle Werk (Alemania), Koch Membranes System (Reino Unido).
Fibra hueca: (Zenon, Canadá; Koch Membranes System (Reino Unido).
Dependiendo de cada fabricante, las membranas suelen agruparse en módulos; estos módulos,
a su vez, se agrupan en cassettes y estos, finalmente, se juntan formando un tanque de
membranas.
2.4.3 Parámetros de diseño y operación
Los principales parámetros de diseño y operacionales de un MBR son:
Flujo o carga hidráulica
Conversión
Rechazo
Presión transmembrana
Permeabilidad
Resistencia a la filtración
Recuperación de la membrana
Aireación
Concentración de SSLM
Edad del fango
Relación F/M
De todos estos parámetros, el flujo (J) y la presión transmembrana (PTM) son los
fundamentales de diseño.
a. Flujo o Carga Hidráulica
El flujo (J) o carga hidráulica de filtrado (CH), es el caudal que pasa a través de una unidad de
área de la membrana. Es decir, el caudal de filtrado o caudal de permeado en relación con la
superficie de la membrana con la que filtra ese caudal.
37
J = CH = Qp
Sm
Ecuación 2.10
Donde:
J, CH = flujo o carga hidráulica (m3/m
2·h)
Qp = caudal de permeado (m3/h)
Sm = superficie de la membrana (m2)
El flujo se puede expresar en unidades del SI o en unidades de LMH (l·m-2
·h-1
).
Se entiende por flujo crítico (Jcrit), la carga hidráulica para la cual en la membrana se produce
un incremento de presión transmembrana (PTM) muy rápido, dejando de ser proporcional la
carga hidráulica a la presión transmembrana. Por tanto, siempre habrá que trabajar por debajo
del flujo crítico y que viene determinada por la membrana específica que se utilice. Los
valores del flujo y del flujo crítico son datos a suministrar por el fabricante, estando los
primeros normalmente comprendidos en el rango: 18-30 LMH.
Teniendo en cuenta que cuanto mayor sea el flujo mayor será el fouling, se recomienda operar
con la mínima Sm posible y con un flujo próximo al de diseño (≈ 25 LMH).
El flujo es función de la concentración de SSLM y de la presión transmembrana (PTM) y está
fuertemente influenciado por la temperatura, aumentando con esta (a su vez, la viscosidad
aumenta cuando disminuye la temperatura, incrementándose, por tanto, el fouling).
El flujo disminuye a medida que aumenta el ensuciamiento de la membrana (fouling).
b. Presión transmembrana
La presión transmembrana (PTM) es la presión (normalmente en bar) existente entre las dos
caras de la membrana, esto es, el gradiente que hará filtrar el agua a través de esta. La presión
transmembrana se calcula dependiendo del tipo de membrana que se emplee en función del
modo en que se haga el filtrado.
Cuando la fuerza impulsora es la PTM, la filtración puede ser directa (frontal) o tangencial,
también conocida como de flujo cruzado.
Para una PTM dada, el flujo disminuye con el aumento de la viscosidad, la cual, como
anteriormente se ha indicado, crece cuando disminuye la temperatura y cuando aumenta la
concentración de SSLM.
En la filtración directa se realiza un filtrado en dirección normal a la membrana, con lo que el
rechazo queda retenido en el lado donde se lleva a cabo la alimentación, provocando un

38
aumento de concentración en el retenido con el tiempo. En este caso, la presión
transmembrana se calcula como la diferencia entre la presión en el lado de la alimentación
(Pa) y la presión en el lado del permeado (Pp):
PTM = Pa − Pp
Ecuación 2.11
En la filtración tangencial (la más habitual en los proceso de membrana) se realiza la
alimentación en dirección tangente a la superficie de la membrana, con una determinada
presión de alimentación (Pa). Las sustancias retenidas por la membrana se extraen
continuamente del módulo con la corriente de concentrado (son arrastradas). La presión de
alimentación, a su vez, producirá una presión en la superficie de la membrana, y esta será la
PTM en este caso, que cambiará a lo largo del conducto de alimentación, quedando una
presión en el rechazo (Pr) residual.
Se puede calcular, por tanto, la presión transmembrana considerando la presión que queda en
el permeado (Pp). Teniendo en cuenta que, normalmente, la presión de permeado será la
presión atmosférica (Pp=Patm), la expresión puede escribirse como:
PTM =Pa − Pr
Patm
Ecuación 2.12
Los valores usuales de la PTM oscilan entre 0,03 y 0,3 bar.
2.4.4 Ensuciamiento de las membranas
El ensuciamiento de las membranas se define como la deposición indeseable y la acumulación
de microorganismos, coloides, restos de células (“fouling” orgánico) y solutos o precipitados
inorgánicos (“scaling”), fundamentalmente carbonato de calcio (CaCO3) y sulfato de
magnesio (MgSO4), sobre la superficie de la membrana o en el interior de la misma.
La primera medida para controlar el ensuciamiento de las membranas es instalar un tamizado
previo al MBR de al menos 1 mm de paso para fibra hueca y 2 mm para placa plana.
En segundo lugar, para evitar que las membranas lleguen a alcanzar un ensuciamiento
permanente, se deben seguir unos protocolos de limpieza, marcados por los fabricantes, y
mantener caudales adecuados de aireación en función del flujo de operación. Además, dentro
del ciclo de filtración las membranas de fibra hueca disponen de contralavado y las de placa
plana de ciclos de relajación donde no se filtra agua pero se mantiene la aireación.

39
Cuando se utilizan las operaciones de MF y UF para separar materia en suspensión, el
ensuciamiento de la membrana adquiere una gran importancia debido a la acumulación de
sólidos sobre la superficie (formación de torta) y a la penetración de partículas en los poros de
la membrana (ensuciamiento interno).
La filtración a través de la torta conlleva un aumento en la resistencia al flujo y,
consecuentemente, una disminución de la capacidad de filtración en la membrana. En el caso
de la filtración frontal, la resistencia aumenta conforme aumenta la capa de torta de sólidos
que se forma en la superficie de la membrana y se opone a la fuerza impulsora. Esto hace que
sea necesario realizar limpiezas periódicas de la membrana.
El fouling puede ser reversible o irreversible. El fouling irreversible es el producido por las
partículas que penetran en la membrana y quedan retenidas en ella, produciendo una
disminución del flujo que no es posible aumentar con lavados físicos de membrana, debiendo
ser eliminado, al menos parcialmente, mediante limpieza química. El fouling reversible es el
formado por la deposición de partículas sobre la superficie de la membrana, pudiendo ser
eliminado mediante protocolos de limpieza físicos.
Cuando el principal mecanismo de ensuciamiento es la formación de la torta superficial, se
trata de un ensuciamiento normalmente reversible que se puede eliminar con la aireación del
tanque de membranas (limpieza física).
Es más problemático el ensuciamiento provocado por la adsorción de partículas o el bloqueo
de poros. Se denomina ensuciamiento irreversible cuando para eliminar estas partículas se
requiere el uso de limpiezas químicas, no siendo suficiente con las físicas.
Cuando el ensuciamiento no se puede eliminar ni mediante limpiezas físicas ni químicas, el
ensuciamiento es irrecuperable, debiéndose cambiar la membrana (ocurre normalmente tras
varios años en operación).
Factores que influyen en el ensuciamiento de las membranas
En un proceso MBR, el ensuciamiento está directamente influenciado por las características
del lodo y las condiciones hidrodinámicas del sistema. Sin embargo, las condiciones de
operación como son la edad del fango, el TRH, la relación F/M y las características del
alimento tienen una repercusión indirecta sobre el ensuciamiento, ya que lo que hacen es
modificar las características del fango.
En la operación en planta no resulta sencillo modificar muchos parámetros, ya que la mayoría
vienen impuestos una vez que se construye la depuradora (agua de entrada, pretratamiento,
configuración y características de las membranas, etc.). Por ello, es interesante optimizar aquellos
40
parámetros sobre los que se pueda incidir para minimizar el ensuciamiento de estas y así reducir la
frecuencia de limpieza y abaratar costes. Algunos de estos factores son: la concentración de
SSLM, el caudal de aireación, la edad de fango o el caudal de filtración.
Las EPS son consideradas como el factor biológico de mayor importancia responsable de los
fenómenos de ensuciamiento. La edad del fango influye sobre la concentración de estas
sustancias. Para disminuir este ensuciamiento, el flujo de operación debe ser inferior al crítico
(subcrítico). El flujo sostenible en un MBR es el flujo para el cual la PTM aumenta gradualmente
a una velocidad aceptable, de modo que no es necesario realizar constantemente limpiezas
químicas, sino que es suficiente con realizar ciclos de retrolavado (en membranas de fibra hueca)
o de relajación (en membranas de placa plana).
Desde el punto de vista reológico, la mayor parte de los fluidos se clasifican dentro de los fluidos
newtonianos. A partir de concentraciones de SSLM de 12 g/l, la viscosidad de este aumenta
excesivamente, entorpeciendo el proceso de filtración. Por ello se ha fijado un límite de trabajo de
concentración SSLM de 8-12 g/l (recomendable: 6-8 g/l) y viscosidad no superior a 3 mPa·s.
Como ya se ha visto, una viscosidad elevada produce una reducción de la eficiencia de
transferencia de oxigeno que tiene un efecto directo sobre el oxígeno disuelto.
Un descenso de la temperatura afecta a la distribución de tamaño de partículas; se observan
tamaños de partículas más pequeños produciéndose un mayor ensuciamiento ya que son similares
al tamaño de poro de la membrana, siendo este un ensuciamiento reversible.
2.4.5 Limpiezas de las membranas
Los tipos de limpiezas se pueden clasificar en limpiezas físicas y químicas.
Limpiezas físicas
Uno de los procedimientos indispensables para reducir el ensuciamiento es la realización de
retrolavados periódicos en membranas de fibra hueca y la relajación en membranas planas.
Durante estos periodos la planta no está produciendo/generando agua tratada, por lo que
sufren un mayor consumo energético por litro de agua permeada.
El proceso de retrolavado elimina la mayor parte del ensuciamiento reversible dentro de los
poros y también arranca la capa más débilmente adherida a la superficie de la membrana. La
técnica de retrolavado afecta a los costes de operación, pues se requiere energía para que se
alcance la presión necesaria para que el flujo circule en sentido contrario. Además, entre el 5
y el 30% del permeado se utiliza en este proceso, por lo que la producción de permeado neto

41
disminuye. En el caso de membranas planas, el proceso de relajación disminuye la pérdida de
permeabilidad del sistema.
Limpiezas químicas
Debido a que las limpiezas físicas no son suficientemente eficaces en eliminar todo el
ensuciamiento de la membrana, se realizan limpiezas químicas con las que se recupera parte
de la permeabilidad inicial de las mismas. El ensuciamiento eliminable mediante limpiezas
químicas se conoce como ensuciamiento residual o irreversible.
La limpieza química consiste en tratar las membranas con disoluciones químicas para
eliminar las sustancias que se hayan adherido a las membranas tanto interna como
externamente. En función del tipo de ensuciamiento que se pretenda eliminar, se deben
emplear unos reactivos u otros. En la Tabla 2.9 se muestran los reactivos más empleados para
eliminar el ensuciamiento inorgánico y orgánico de las membranas.
Tabla 2.9 Reactivos más empleados para la limpieza química según el tipo de ensuciamiento
Bernal Romero del Hombre Bueno, M.A., 2012
Habitualmente, se realizan tres tipos distintos de limpiezas químicas:
a) Retrolavado acompañado de reactivos químicos (frecuencia diaria a bajas concentraciones
de reactivos)
b) Limpieza de mantenimiento con una alta concentración de los reactivos químicos
(frecuencia semanal)
c) Limpieza química intensiva o de recuperación (frecuencia anual)
2.5 Sistemas híbridos o combinados
Puesto que, como se ha visto, cada sistema presenta unas características que lo hacen
adecuado para tratar un tipo concreto de afluente, se han diseñado sistemas híbridos o mixtos
que aprovechan de manera combinada las ventajas de los procesos que los componen para
mejorar el rendimiento final. Normalmente, el primer reactor recibe el afluente bruto y el
segundo es seleccionado en función de las características del efluente del primero. Así, por
Tipo de
ensuciamiento
Tipos de reactivos Ejemplo
Inorgánico Disoluciones ácidas Ácido cítrico
Ácido oxálico
Orgánico Disoluciones básicas Hipoclorito sódico
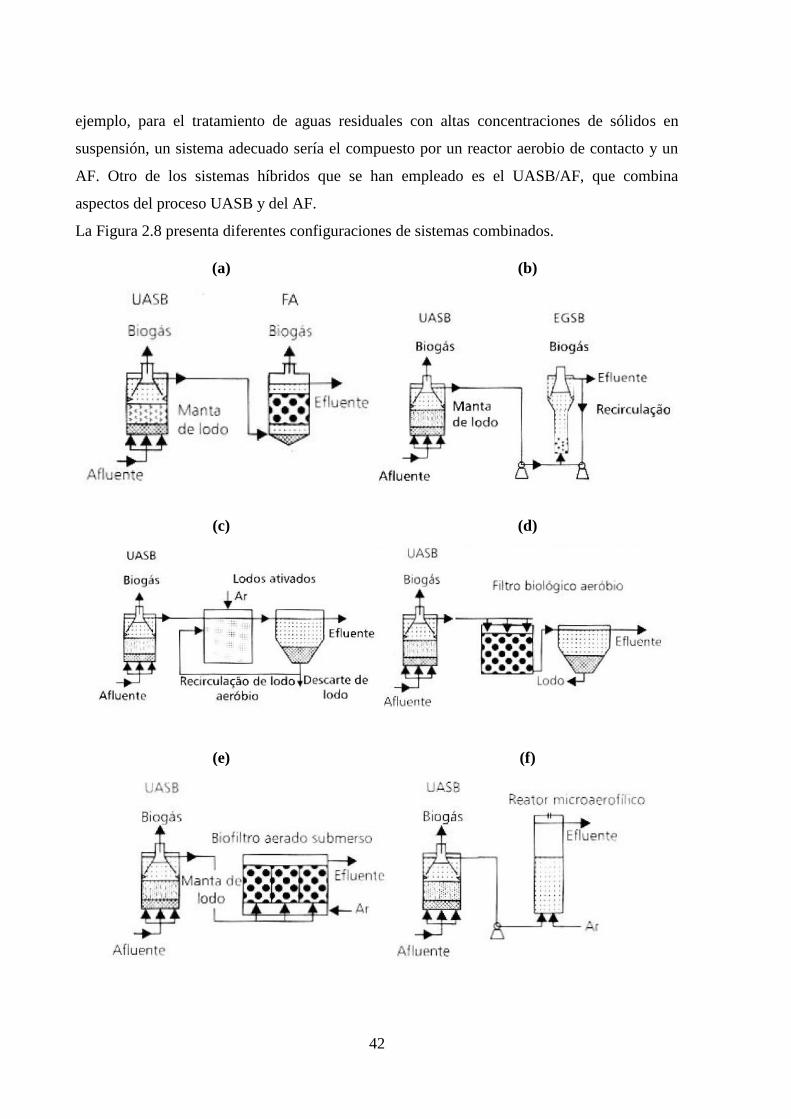
42
ejemplo, para el tratamiento de aguas residuales con altas concentraciones de sólidos en
suspensión, un sistema adecuado sería el compuesto por un reactor aerobio de contacto y un
AF. Otro de los sistemas híbridos que se han empleado es el UASB/AF, que combina
aspectos del proceso UASB y del AF.
La Figura 2.8 presenta diferentes configuraciones de sistemas combinados.
(a) (b)
(c) (d)
(e) (f)

43
(g) (h)
Figura 2.8 Sistemas combinados: (a), (b) reactor anaerobio (UASB)/reactor anaerobio, (c), (d), (e), (f)
reactor anaerobio (UASB)//reactor aerobio, (g) reactor anaerobio (UASB)/sistema de disposición en el
suelo, (h) reactor anaerobio (UASB)/laguna (Campos, 1999)
44
3 Objetivos
El objetivo general de esta investigación consistirá en evaluar la puesta en marcha y la
operación de un sistema combinado UASB-MBR para el tratamiento de aguas residuales
urbanas de elevada carga orgánica.
Los objetivos específicos que se han propuesto pueden ser resumidos en:
1. Evaluar la eliminación de materia orgánica.
2. Evaluar el potencial de eliminación de nitrógeno y fósforo.
3. Evaluar la producción y composición de biogás.
4. Evaluar la actividad respirométrica de la biomasa.
5. Evaluar la eliminación de contaminantes emergentes.
El agua residual utilizada en esta investigación se simuló a según la composición
recomendada por la International Standard Organization (1999) para un agua sintética con
un contenido de DQO similar al de un agua urbana con elevada carga orgánica, preparada en
el laboratorio del Instituto Universitario del Agua y Ciencias Ambientales (IUACA) de la
Universidad de Alicante.
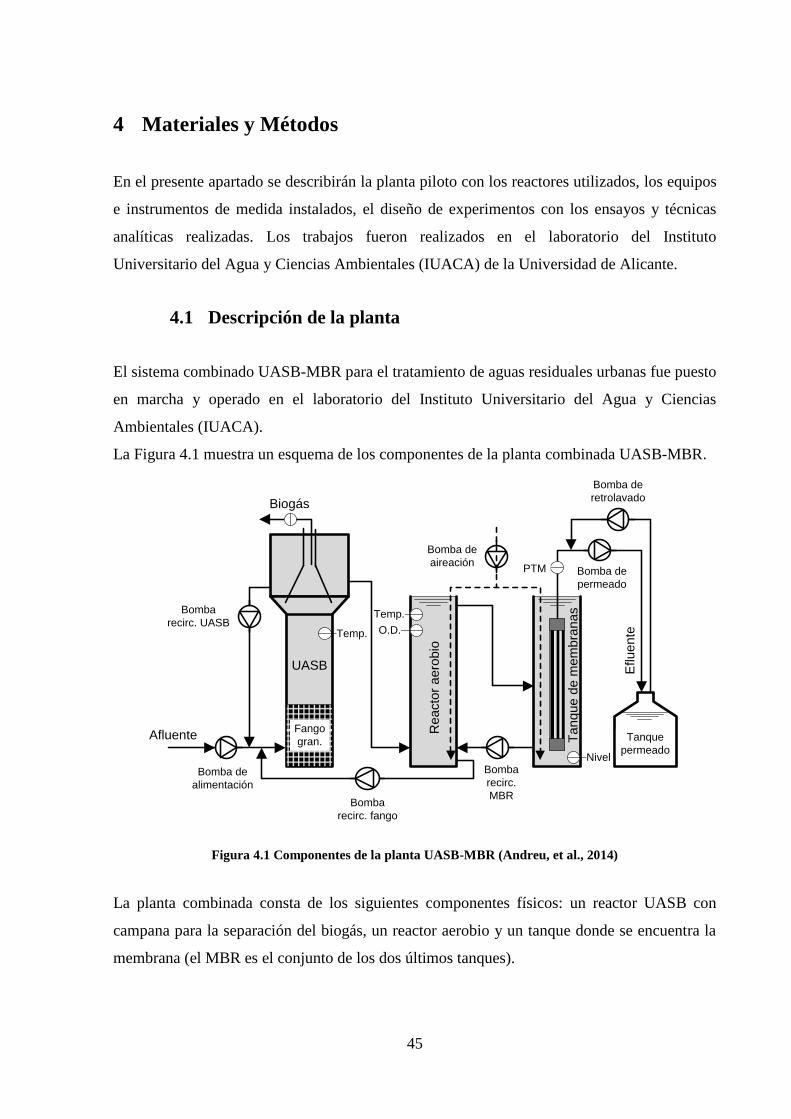
45
4 Materiales y Métodos
En el presente apartado se describirán la planta piloto con los reactores utilizados, los equipos
e instrumentos de medida instalados, el diseño de experimentos con los ensayos y técnicas
analíticas realizadas. Los trabajos fueron realizados en el laboratorio del Instituto
Universitario del Agua y Ciencias Ambientales (IUACA) de la Universidad de Alicante.
4.1 Descripción de la planta
El sistema combinado UASB-MBR para el tratamiento de aguas residuales urbanas fue puesto
en marcha y operado en el laboratorio del Instituto Universitario del Agua y Ciencias
Ambientales (IUACA).
La Figura 4.1 muestra un esquema de los componentes de la planta combinada UASB-MBR.
UASB
Biogás
Fango
gran.
Bomba
recirc.
MBR
Tanque
permeado
Bomba de
aireación
Bomba de
retrolavado
Bomba de
permeado
Bomba
recirc. fango
PTM
Re
acto
r a
ero
bio
Ta
nq
ue
de
me
mb
ran
as
Nivel
Temp.
O.D.
Bomba
recirc. UASB
Bomba de
alimentación
Afluente
Eflu
en
teTemp.
Figura 4.1 Componentes de la planta UASB-MBR (Andreu, et al., 2014)
La planta combinada consta de los siguientes componentes físicos: un reactor UASB con
campana para la separación del biogás, un reactor aerobio y un tanque donde se encuentra la
membrana (el MBR es el conjunto de los dos últimos tanques).

46
Además, la planta consta de una serie de equipos e instrumentos de medida que dan
información en continuo de algunos parámetros, permitiendo controlarlos y se necesario
modificarlos para mantener el rendimiento del sistema.
Todos los equipos, así como los instrumentos de medida están conectados a un panel de
control, el cual ofrece información en continuo de las principales variables del proceso. El
ordenador se encarga del almacenamiento de los datos proporcionados por los distintos
sistemas de medida, y permite realizar cambios en ciertos parámetros de operación. En la
Figura 4.2 se muestra la planta y el panel de control.
Figura 4.2 Planta combinada y panel de control (elaboración propia)
En los siguientes apartados serán detallados los componentes físicos, equipos e instrumentos
de medida que constan la planta combinada.
4.1.1 Descripción del reactor UASB
El reactor UASB es un tubo cilíndrico vertical construido de material de PVC donde se
encuentran el lodo granular suspendido y en el que tiene lugar la digestión anaerobia y la
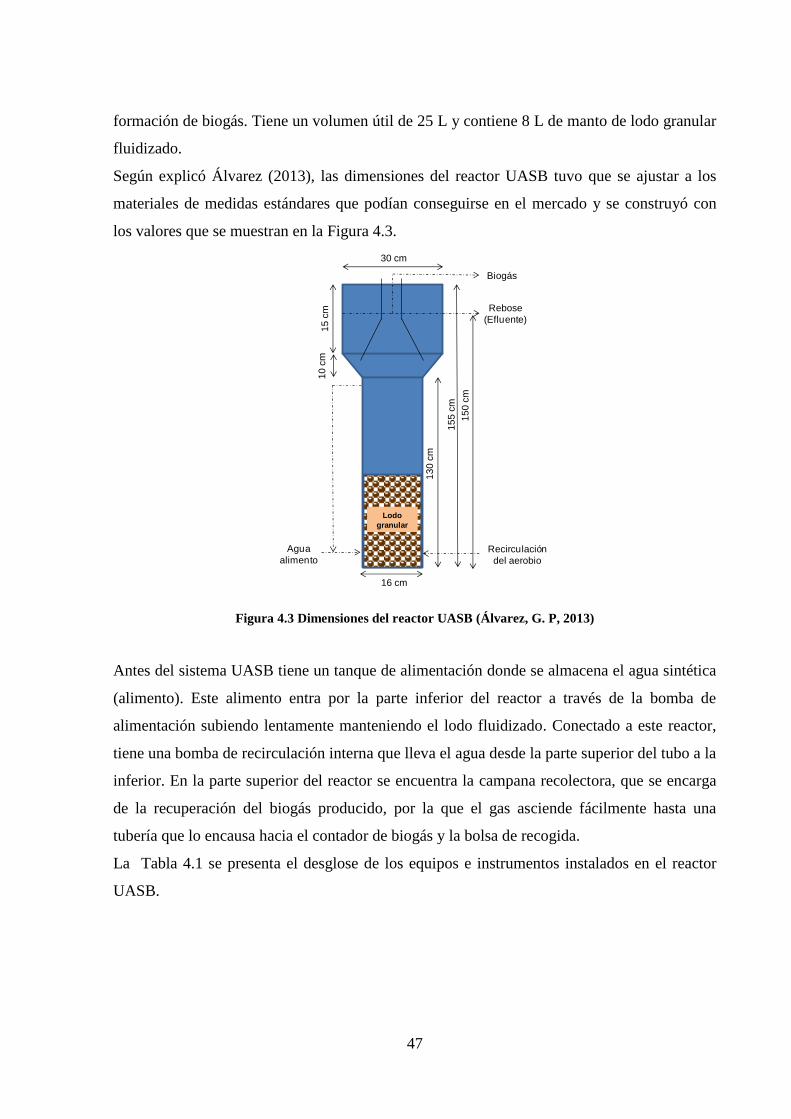
47
formación de biogás. Tiene un volumen útil de 25 L y contiene 8 L de manto de lodo granular
fluidizado.
Según explicó Álvarez (2013), las dimensiones del reactor UASB tuvo que se ajustar a los
materiales de medidas estándares que podían conseguirse en el mercado y se construyó con
los valores que se muestran en la Figura 4.3.
Figura 4.3 Dimensiones del reactor UASB (Álvarez, G. P, 2013)
Antes del sistema UASB tiene un tanque de alimentación donde se almacena el agua sintética
(alimento). Este alimento entra por la parte inferior del reactor a través de la bomba de
alimentación subiendo lentamente manteniendo el lodo fluidizado. Conectado a este reactor,
tiene una bomba de recirculación interna que lleva el agua desde la parte superior del tubo a la
inferior. En la parte superior del reactor se encuentra la campana recolectora, que se encarga
de la recuperación del biogás producido, por la que el gas asciende fácilmente hasta una
tubería que lo encausa hacia el contador de biogás y la bolsa de recogida.
La Tabla 4.1 se presenta el desglose de los equipos e instrumentos instalados en el reactor
UASB.
16 cm
30 cm
13
0 c
m
15
5 c
m
15
cm
Lodo
granular
Rebose
(Efluente)
Biogás
Agua
alimentoRecirculación
del aerobio
10
cm
15
0 c
m

48
Tabla 4.1 Desglose de los equipos e instrumentos instalados en el reactor UASB
Fuente: elaboración propia
4.1.1.1 Descripción del lodo granular
Se inoculó en el reactor UASB 8 L de lodo granular procedente de la depuradora Heineken
ubicada en Quart de Poblet, Valencia. Para la caracterización del lodo granular se realizó
análisis de sólidos en suspensión total (75 g/L) y de DQO (6870 mg/L). La Figura 4.4
presenta las fotografías del lodo granular y su visualización en microscopio.
Figura 4.4 Lodo granular (elaboración propia)
4.1.2 Descripción del sistema MBR
El sistema MBR es el conjunto del reactor aerobio de 12 L y del tanque de membrana de 8 L
que posee un volumen total útil de 20 L. En el reactor aerobio se añadió 5 L de licor mezcla
procedente del proceso biológico de la EDAR de Rincón de León – Alicante.
El reactor aerobio es un tubo cilíndrico vertical construido de material de PVC y fue
construido con las dimensiones que se presenta en la Figura 4.5. La entrada de agua se
Elemento Proveedor Función
Bomba de alimentación Dosiper Introduce el alimento al reactor
Bomba de recirculación Dosiper Recircular el agua dentro del propio reactor
Medidor de Temperatura Medida en continuo de la temperatura en el
reactor
Medidor de caudal de
biogás producido Medida del biogás producido en el reactor

49
produce por gravedad, a través de una tubería que viene desde la parte superior del reactor
UASB. La salida de agua hacia el reactor de membrana se produce por rebose. Hay otras dos
tomas conectadas al tanque, situadas en la base del reactor, una para la recirculación de agua
hacia el reactor UASB y otra pensada para la entrada de agua procedente de la recirculación
del MBR. Este reactor posee un difusor de aire conectado a una bomba soplante que aporta el
oxígeno necesario para que se desarrolle la biomasa aerobia. No se ha diseñado ningún
sistema de purga, debiendo realizarse la misma de forma manual en caso de necesidad.
Figura 4.5 Dimensiones del reactor aerobio (Álvarez, G. P, 2013)
El tanque de membranas es un tubo cilíndrico vertical construido de material de PVC que
contiene la membrana encargada de la filtración y tiene las dimensiones como se presenta en
la Figura 4.6. La entrada de agua se produce por rebose desde el tanque aerobio y existe una
salida en la base del reactor para la recirculación de lodos hacia el tanque aerobio. Este reactor
posee un difusor de aire localizado en la base de las fibras que está conectado a una bomba
soplante y aporta el oxígeno necesario para la limpieza de las fibras de la membrana. Posee un
tanque de permeado donde se almacena el agua tratada obtenida de la filtración para su
posterior uso en el retrolavado de las membranas.
16 cm
Soporte
biomasa
Salida
lodos
Efluente
UASBRecirculación
del MBR
90
cm
20
cm
72
cm
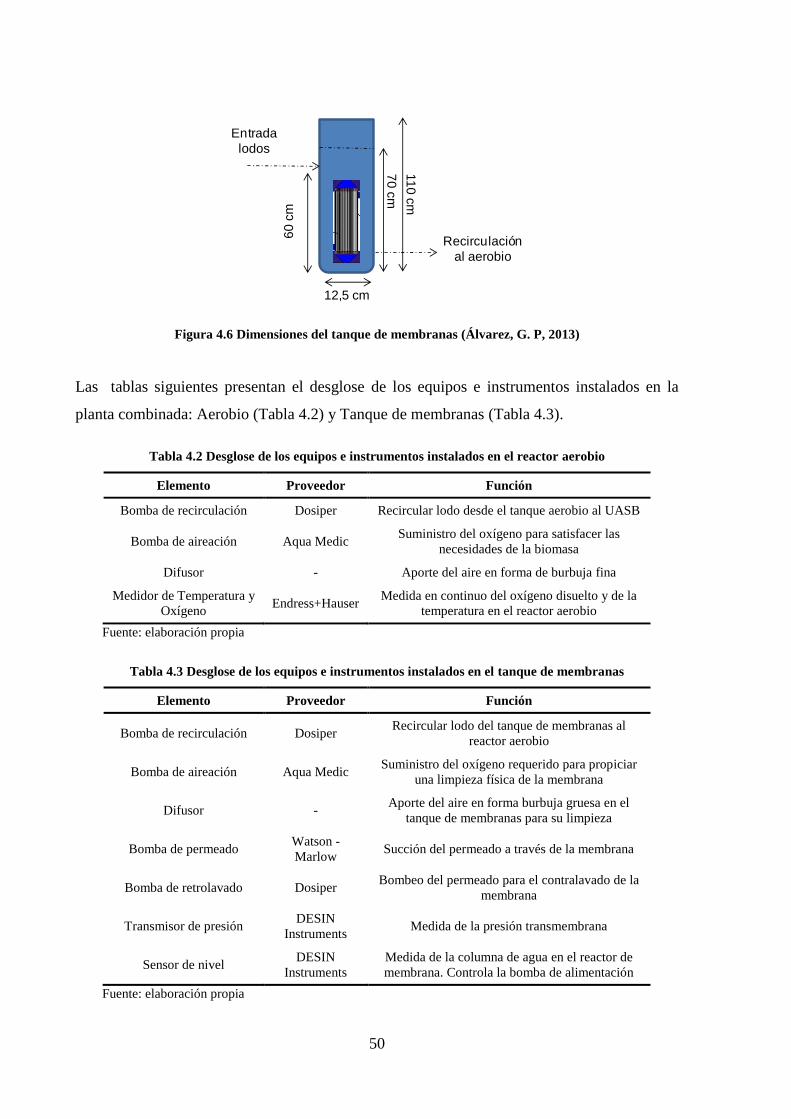
50
Figura 4.6 Dimensiones del tanque de membranas (Álvarez, G. P, 2013)
Las tablas siguientes presentan el desglose de los equipos e instrumentos instalados en la
planta combinada: Aerobio (Tabla 4.2) y Tanque de membranas (Tabla 4.3).
Tabla 4.2 Desglose de los equipos e instrumentos instalados en el reactor aerobio
Elemento Proveedor Función
Bomba de recirculación Dosiper Recircular lodo desde el tanque aerobio al UASB
Bomba de aireación Aqua Medic Suministro del oxígeno para satisfacer las
necesidades de la biomasa
Difusor - Aporte del aire en forma de burbuja fina
Medidor de Temperatura y
Oxígeno Endress+Hauser
Medida en continuo del oxígeno disuelto y de la
temperatura en el reactor aerobio
Fuente: elaboración propia
Tabla 4.3 Desglose de los equipos e instrumentos instalados en el tanque de membranas
Elemento Proveedor Función
Bomba de recirculación Dosiper Recircular lodo del tanque de membranas al
reactor aerobio
Bomba de aireación Aqua Medic Suministro del oxígeno requerido para propiciar
una limpieza física de la membrana
Difusor - Aporte del aire en forma burbuja gruesa en el
tanque de membranas para su limpieza
Bomba de permeado Watson -
Marlow Succión del permeado a través de la membrana
Bomba de retrolavado Dosiper Bombeo del permeado para el contralavado de la
membrana
Transmisor de presión DESIN
Instruments Medida de la presión transmembrana
Sensor de nivel DESIN
Instruments
Medida de la columna de agua en el reactor de
membrana. Controla la bomba de alimentación
Fuente: elaboración propia
60
cm
Entrada
lodos
12,5 cm
Recirculación
al aerobio
11
0 c
m
70
cm
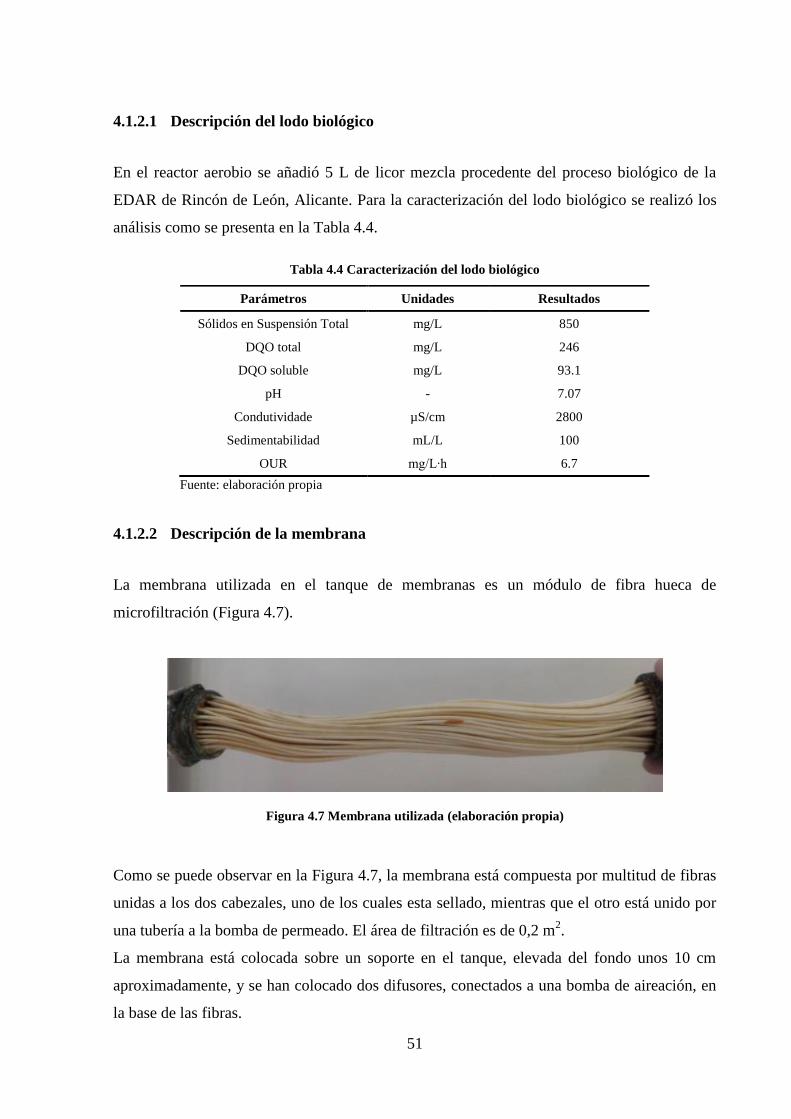
51
4.1.2.1 Descripción del lodo biológico
En el reactor aerobio se añadió 5 L de licor mezcla procedente del proceso biológico de la
EDAR de Rincón de León, Alicante. Para la caracterización del lodo biológico se realizó los
análisis como se presenta en la Tabla 4.4.
Tabla 4.4 Caracterización del lodo biológico
Fuente: elaboración propia
4.1.2.2 Descripción de la membrana
La membrana utilizada en el tanque de membranas es un módulo de fibra hueca de
microfiltración (Figura 4.7).
Figura 4.7 Membrana utilizada (elaboración propia)
Como se puede observar en la Figura 4.7, la membrana está compuesta por multitud de fibras
unidas a los dos cabezales, uno de los cuales esta sellado, mientras que el otro está unido por
una tubería a la bomba de permeado. El área de filtración es de 0,2 m2.
La membrana está colocada sobre un soporte en el tanque, elevada del fondo unos 10 cm
aproximadamente, y se han colocado dos difusores, conectados a una bomba de aireación, en
la base de las fibras.
Parámetros Unidades Resultados
Sólidos en Suspensión Total mg/L 850
DQO total mg/L 246
DQO soluble mg/L 93.1
pH - 7.07
Condutividade µS/cm 2800
Sedimentabilidad mL/L 100
OUR mg/L∙h 6.7
52
El proveedor del módulo de membrana especifica las características técnicas como muestra en
la Tabla 4.5.
Tabla 4.5 Características técnicas de las membranas Porous Fibers, Micronet R.
Fuente: Manual Porous Fibers
4.1.3 Descripción de los equipos
En cuanto a los equipos instalados en la planta están diseñados de la siguiente forma:
a) Bombas de alimentación, recirculación y retrolavado
Son bombas peristálticas (Dosiper C1R) que poseen como máximo un caudal de 10 L/h y
presión de 1,5 bar (Figura 4.8).
El funcionamiento de las bombas peristálticas está basado en la capacidad que tiene el tubo
para deformarse y posteriormente recuperar su forma inicial:
Fase de Aspiración: el rodillo hace que el tubo se comprima y más tarde se cierre, esto
genera un vacío que provoca la aspiración de producto.
Fase de Transmisión: con el desplazamiento del rodillo, el producto es desplazado por
el interior del tubo.
Parámetro Valor Unidades
Tamaño eficaz de poro 0,4 µm
Volumen libre de poros en la fibra 65 %
Diámetro exterior de la fibra 2,4 mm
Diámetro interior 1,1 mm
Presión máxima interior hasta ruptura 60 kg.cm2
Elongación hasta ruptura 0 %
Material PVDF -
Refuerzo interior Sí -
Sección Redonda -
Longitud hasta 300 cm
Superficie filtrante hasta 20 m2
Filtración fuera-dentro Sí -
Resistencia a hipoclorito sódico (500 ppm 100h) Sí -
Resistencia a pH 11,5 Sí -
Resistencia a pH 1 Sí -
Lavado por vapor Sí -
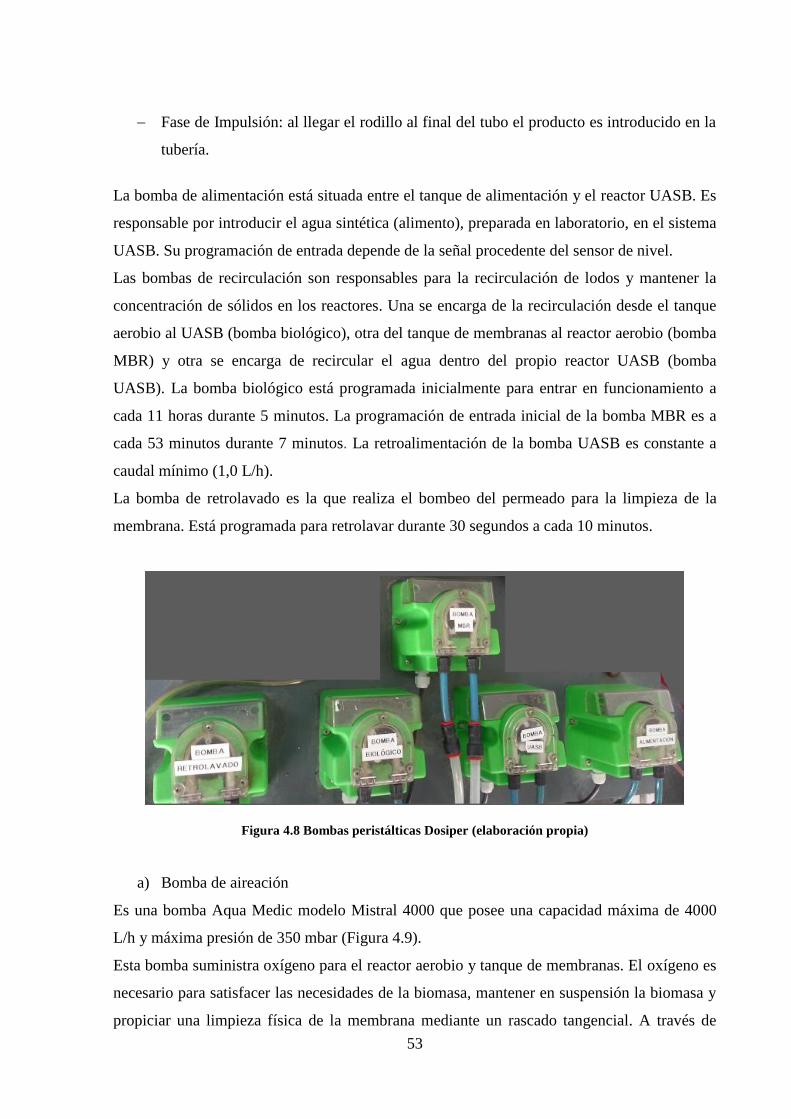
53
Fase de Impulsión: al llegar el rodillo al final del tubo el producto es introducido en la
tubería.
La bomba de alimentación está situada entre el tanque de alimentación y el reactor UASB. Es
responsable por introducir el agua sintética (alimento), preparada en laboratorio, en el sistema
UASB. Su programación de entrada depende de la señal procedente del sensor de nivel.
Las bombas de recirculación son responsables para la recirculación de lodos y mantener la
concentración de sólidos en los reactores. Una se encarga de la recirculación desde el tanque
aerobio al UASB (bomba biológico), otra del tanque de membranas al reactor aerobio (bomba
MBR) y otra se encarga de recircular el agua dentro del propio reactor UASB (bomba
UASB). La bomba biológico está programada inicialmente para entrar en funcionamiento a
cada 11 horas durante 5 minutos. La programación de entrada inicial de la bomba MBR es a
cada 53 minutos durante 7 minutos. La retroalimentación de la bomba UASB es constante a
caudal mínimo (1,0 L/h).
La bomba de retrolavado es la que realiza el bombeo del permeado para la limpieza de la
membrana. Está programada para retrolavar durante 30 segundos a cada 10 minutos.
Figura 4.8 Bombas peristálticas Dosiper (elaboración propia)
a) Bomba de aireación
Es una bomba Aqua Medic modelo Mistral 4000 que posee una capacidad máxima de 4000
L/h y máxima presión de 350 mbar (Figura 4.9).
Esta bomba suministra oxígeno para el reactor aerobio y tanque de membranas. El oxígeno es
necesario para satisfacer las necesidades de la biomasa, mantener en suspensión la biomasa y
propiciar una limpieza física de la membrana mediante un rascado tangencial. A través de

54
difusores se aporta aire en forma de burbuja fina en el tanque aerobio para asegurar la
difusión del oxígeno y de burbuja gruesa en el tanque de membranas para su limpieza. Está
programada para funcionar continuamente.
Figura 4.9 Bomba de aireación (elaboración propia)
b) Bomba de permeado
Es una bomba peristáltica Watson – Marlow modelo 323 U/D que posee una rotación máxima
de 400 rpm. Esta bomba propicia la succión del permeado a través de la membrana (Figura
4.10). Está programada para operar durante 10 minutos y parar por 30 segundos con el
objetivo reducir el potencial de ensuciamiento de la membrana. Cuando entra en
funcionamiento la bomba de retrolavado la bomba de permeado se apaga automáticamente.
Figura 4.10 Bomba de permeado (elaboración propia)

55
4.1.4 Descripción de los instrumentos de medida
En cuanto a los instrumentos de medida y control están diseñados de la siguiente forma:
a) Medidor de temperatura
La sonda está situada en el interior del reactor UASB y permite hacer un seguimiento de la
temperatura a la que está trabajando la planta (Figura 4.11).
Figura 4.11 Medidor de temperatura (elaboración propia)
b) Medidor de caudal de biogás producido
Conectado a la campana que recoge el biogás en el UASB se encuentra este sistema que
permite medir por pulsos el biogás producido. El medidor se basa en el principio de los vasos
comunicantes. Consiste en dos tubos con agua y conectados entre sí. En uno de los tubos hay
dos varillas de acero inoxidable que funcionan como sensor mínimo y máximo, una de las
cuales es más corta que la otra. El gas va acumulándose y desplaza el agua desde la varilla
más corta (posición original) hasta el extremo de la más larga. Esta situación provoca que se
abra una electroválvula que permite que el gas escape al exterior, o pase a la bolsa Tedlar para
su almacenamiento y análisis. Cada vez que la electroválvula se abre se suma un pulso al
contador de biogás (Figura 4.12).
Figura 4.12 Medidor de caudal de biogás (elaboración propia)

56
c) Medidor de temperatura y oxígeno
Es un medidor Endress+Hauser modelo Oxymax COS61 (Figura 4.13) cuya sonda está
situada en el reactor aerobio y permite conocer en continuo los valores de oxígeno disuelto y
temperatura del licor mezcla.
Figura 4.13 Medidor de temperatura y oxígeno (elaboración propia)
d) Medidor de la presión transmembrana
Es un medidor DESIN Instruments modelo TPR-14 que está situado en la tubería de
permeado (Figura 4.14). Aporta información de la presión que tiene que vencer la bomba para
poder extraer el permeado del licor mezcla. Este medidor indica, a través de la elevación de la
presión, la necesidad de llevar a cabo una limpieza de las membranas.
Figura 4.14 Medidor de la presión transmembrana (elaboración propia)
e) Medidor de nivel
Es un medidor DESIN Instruments modelo TNE-12 que está situado en la parte inferior del
tanque de membranas y que marca la altura del licor mezcla (Figura 4.15). El nivel de lodo
controla el encendido y el apagado de la bomba de alimentación, de forma que cuando el nivel
baja del mínimo fijado (0,7 m) activa la bomba de alimento hasta alcanzar el nivel fijado
como máximo (0,75 m) momento en el que se apaga la bomba. Además, para evitar que las
membranas se estropeen por una exposición al aire en el caso de que haya algún fallo en el

57
sistema de alimentación, se ha fijado un nivel mínimo de alarma (0,6 m) que apaga todos los
equipos excepto la bomba de aireación.
Figura 4.15 Medidor de nivel (elaboración propia)
4.1.5 Descripción del agua a tratar
El alimento sintético se preparó en laboratorio según la composición de la International
Standard Organization (1999) (Figura 4.16). En esta norma se indican los compuestos
necesarios para la preparación del alimento basado en una DQO de referencia (3038 mg·l-1
).
Teniendo los pesos de los compuestos para la DQO de referencia, se calculan los pesos para la
DQO deseada como se presenta en la Tabla 4.6.
Tabla 4.6 Pesos agua sintética
Fuente: elaboración propia
DQO referencia (mg·l-1
) DQO (mg·l-1
)
3038 900 1350
CO
MP
UE
ST
O (
g)
Peptona 1,6 35,55 53,33
Extracto de carne 1,1 24,44 36,66
Urea 0,3 6,67 -
MgSO4· 7 H2O 0,02 0,44 0,66
KH2PO4 0,28 6,22 -
CaCl2 · 2 H2O 0,04 0,89 1,335
NaCl 0,07 1,56 2,34
NaHCO3 3,038 0,06 1,35
58
Durante el curso de la investigación se realizaron ajustes en la composición y se observó que
se produce una importante degradación del alimento sintético a lo largo de los días. Puesto
que el objetivo es de mantener la operación del sistema en carga alta (DQO entre 900 y 1300
mg/L), el alimento empezó a ser preparado para 1350 mg/L de DQO a fin de garantizar la
operación del sistema en carga alta, ya que cuando se preparó a 900 mg/L se notó una
significativa reducción de DQO a lo largo de los días. Otro ajuste realizado fue la eliminación
de la urea a fin de reducir la concentración de amonio (inhibidor de proceso metanogénico) en
el reactor anaerobio. También se elimina el di-hidrógeno fosfato potásico debido a la alta
concentración de fósforo total en el afluente (alimento sintético). El bicarbonato sódico se
adiciona como amortiguador del pH en el reactor anaerobio.
Figura 4.16 Preparación del alimento sintético (elaboración propia)
4.1.6 Diagrama de flujo
El diagrama de flujo del sistema combinado UASB-MBR presenta el balance de caudales, las
variables y parámetros a registrar, y los puntos de muestreo con los principales parámetros a
controlar (Figura 4.17).

59
Figura 4.17 Diagrama de flujo (Trapote, 2015)
Antes de iniciar la puesta en marcha fue necesario fijar unos parámetros y proceder a los
cálculos de otros.
Para trabajar a flujo (J) constante en el MBR, primeramente se fijó el caudal de permeado
(Qp) en 2 L/h y con el área de filtración de la membrana (AF) se calculó el flujo.
LMH100,2
2
A
QpJ
F
(L·m-2
·h-1
)
Ecuación 4.1
El tiempo de retención hidráulico (TRH) en el MBR se fijó por el Qp y por el volumen del
MBR (VM):
h102
20
Qp
VTRH M
Ecuación 4.2
Con la presión transmembrana registrada al iniciar la operación, se calcula la permeabilidad
(K) como se presenta en la Ecuación 4.3.
PTM
J)(LMH·barK 1-
Ecuación 4.3

60
El caudal de alimentación (Qa) al UASB es el caudal de permeado (Qp) previamente fijado:
Qa = Qp = 2 L/h
Ecuación 4.4
Con el Qa previamente fijado, se calculó la carga orgánica alta (L) de entrada al UASB, que
vendrá fijada para DQO alta (900 - 1300 mg/L):
mg/L·h73,330
1100· 2
V
DQO·QaL
U
Ecuación 4.5
El tiempo de retención hidráulico (TRH) en el UASB se fijó por el Qa y el volumen del
UASB (VU):
h152
30
Qa
VTRH U
Ecuación 4.6
Con los parámetros fijados y calculados se puso en marcha la planta combinada.
4.2 Puesta en marcha
Antes de la puesta en marcha de la planta se cambió todas las tuberías y se verificó el
funcionamiento del sistema (bombas e instrumentos de medida). Enseguida se rellenó el
sistema con agua de red para verificar presencia de fugas y realizar la calibración de las
bombas. Una vez verificado que el sistema presentaba óptimas condiciones se realizó el
vaciado de agua del grifo y procedió a la puesta en marcha.
Para iniciar la puesta en marcha de la planta, se rellenó el reactor UASB con 8L de lodo
granular. La membrana fue colocada en su posición fija en el tanque. En el reactor aerobio se
procedió al llenado de la planta con licor mezcla procedente del proceso biológico de la
EDAR de Rincón de León – Alicante (5 L). Para ello se puso en posición de encendido el
interruptor general de la planta, con los interruptores correspondientes a todos los equipos en
posición de apagado (la bomba de aireación se enciende automáticamente con el interruptor
general, pero su funcionamiento no perturba el proceso). De esta forma, cuando se alcanzó la
altura deseada se terminó el llenado.
61
Con todos los tanques llenos se procede al encendido de todos los equipos. Este encendido se
puede realizar de dos modos: en modo automático, en el que los equipos trabajan en los ciclos
programados previamente y que garantizan el funcionamiento autónomo de la planta, o en
modo manual, en el que los equipos trabajan de forma continua y saltándose las limitaciones
impuestas a la hora de la programación. El sistema normal de operación de la planta es en el
modo automático, aunque durante el proceso de puesta en marcha puede operarse en ciertos
momentos con alguno de los equipos en modo manual.
Una vez todos los equipos están activados en el modo automático se ponen en marcha todas
las bombas exceptuando la de alimentación y la de permeado. Esto es así debido a que se
comienza con un ciclo de retrolavado para eliminar la suciedad que se pueda haber generado
en la superficie de la membrana durante el proceso de llenado.
Todas las bombas están programadas para activarse y apagarse por un tiempo determinado,
excepto la de alimentación cuyos ciclos de funcionamiento están controlados por el medidor
de nivel como está explicado anteriormente.
Durante toda la puesta en marcha, estabilización y operación de la planta, se controló y
registró los caudales, la temperatura (T) y el oxígeno disuelto (OD) en el reactor biológico, la
presión transmembrana (PTM) en el tanque de membranas y la temperatura en el UASB, así
como todos los parámetros analíticos que se describirá en el próximo apartado.
4.3 Diseño de experimientos
En el diseño del experimento fue necesario definir los parámetros que se determinarían en
cada uno de los ensayos, los puntos de muestreo, la frecuencia de los muestreos, así como las
técnicas e instrumentos adecuados.
4.3.1 Ensayos
Se definieron los parámetros en función de los objetivos mencionados anteriormente. Se
evaluó el proceso y la operación de los reactores como se presenta en la Tabla 4.7.
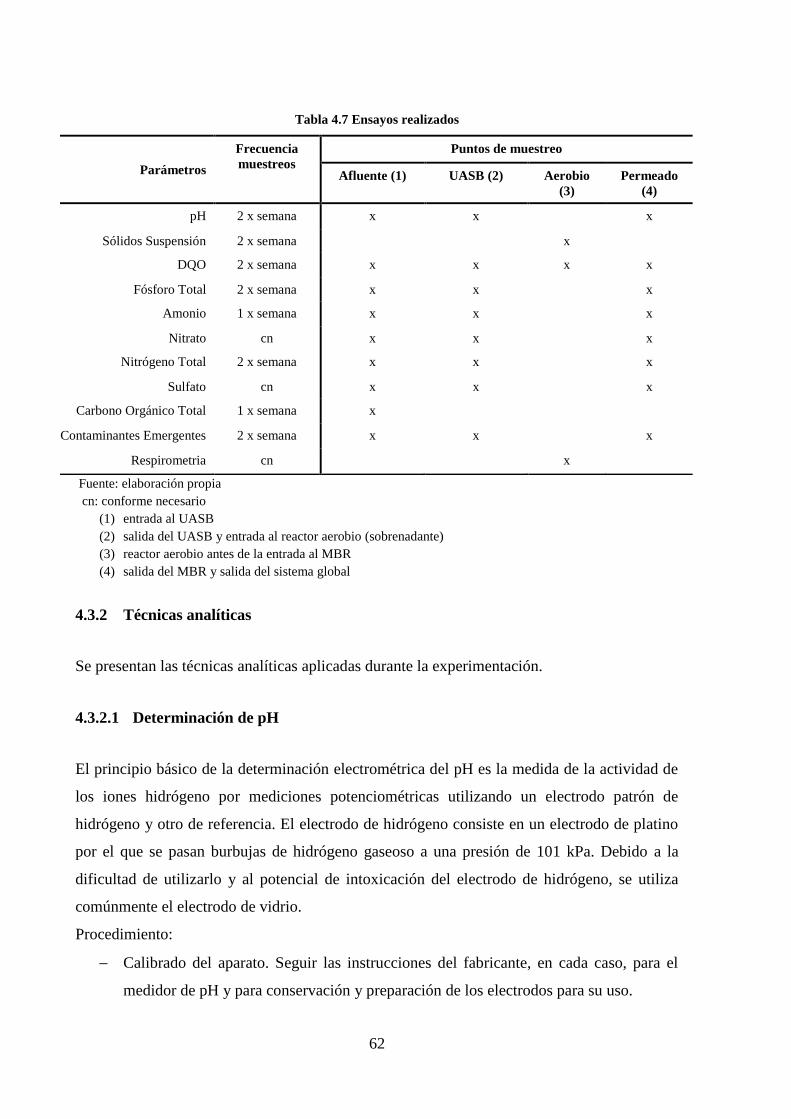
62
Tabla 4.7 Ensayos realizados
Fuente: elaboración propia
cn: conforme necesario
(1) entrada al UASB
(2) salida del UASB y entrada al reactor aerobio (sobrenadante)
(3) reactor aerobio antes de la entrada al MBR
(4) salida del MBR y salida del sistema global
4.3.2 Técnicas analíticas
Se presentan las técnicas analíticas aplicadas durante la experimentación.
4.3.2.1 Determinación de pH
El principio básico de la determinación electrométrica del pH es la medida de la actividad de
los iones hidrógeno por mediciones potenciométricas utilizando un electrodo patrón de
hidrógeno y otro de referencia. El electrodo de hidrógeno consiste en un electrodo de platino
por el que se pasan burbujas de hidrógeno gaseoso a una presión de 101 kPa. Debido a la
dificultad de utilizarlo y al potencial de intoxicación del electrodo de hidrógeno, se utiliza
comúnmente el electrodo de vidrio.
Procedimiento:
Calibrado del aparato. Seguir las instrucciones del fabricante, en cada caso, para el
medidor de pH y para conservación y preparación de los electrodos para su uso.
Parámetros
Frecuencia
muestreos
Puntos de muestreo
Afluente (1) UASB (2) Aerobio
(3)
Permeado
(4)
pH 2 x semana x x x
Sólidos Suspensión 2 x semana x
DQO 2 x semana x x x x
Fósforo Total 2 x semana x x x
Amonio 1 x semana x x x
Nitrato cn x x x
Nitrógeno Total 2 x semana x x x
Sulfato cn x x x
Carbono Orgánico Total 1 x semana x
Contaminantes Emergentes 2 x semana x x x
Respirometria cn x

63
Mantener los electrodos húmedos, devolviéndolos a la solución para almacenado
siempre que no se utilice el medidor de pH.
Antes de su uso, se debe extraer los electrodos de la solución de conservación, lavar y
secar con un paño suave.
Posteriormente calibrado el equipo, se coloca la muestra y se mantiene en agitación
constante. Se procede a introducir el electrodo y cuando el valor se ha estabilizado se
anota el resultado.
Equipos y materiales:
pHmetro CRISON (Modelo BASIC 20+) con electrodo de compensación de
temperatura (Figura 4.18).
Vaso de precipitado 50 mL
Mosca de agitación
Figura 4.18 Equipo empleado para el análisis de pH (elaboración propia)
4.3.2.2 Determinación de sólidos en suspensión
Es la porción de sólidos totales que no atraviesan un filtro de tamaño de poro, porosidad, área
y espesor determinados.
Los SS son los obtenidos tras la filtración de un volumen determinado de muestra a través de
un filtro de fibra de vidrio (Merck-Milipore) con un tamaño nominal de poro de 0,7 µm.
Procedimiento:
Primeramente pesar el filtro de 0,7 µm y apuntarlo.
En un matraz kitasatos se filtra una determinada cantidad de agua a través del filtro
anteriormente pesado (apuntar el volumen de muestra filtrada).
64
El filtro, que contiene los sólidos recogidos tras la filtración, se seca a 105 °C en la
estufa durante una hora.
Esperar enfriar y pesar el filtro seco.
Por la diferencia de pesos se determinan los sólidos en suspensión según la Ecuación
4.7 .
𝑆𝑆 = 𝑀1 − 𝑀0
𝑉∙ 1000
Ecuación 4.7
Dónde:
SS= concentración de sólidos en suspensión presentes en la muestra, mg·L-1
.
M1= masa del filtro + residuo en el filtro tras el secado a 105 ºC, g.
M0= masa del filtro, g.
V= volumen de muestra filtrada, L.
Equipos y materiales:
Balanza (Crystal 500 - Gibertini)
Discos filtrantes (Merck-Milipore) con tamaño nominal de poro de 0,7 µm
Dispositivo de filtración acoplado a una bomba de vacío (VWR - Modelo VP-86)
compuesto por matraz kitasato y embudo buchner
Estufa (Selecta-Conterm)
Vidrio de reloj
En la Figura 4.19 se muestra el equipo utilizado:
Figura 4.19 Equipos empleados: (de izquierda a derecha) balanza, dispositivo de filtración y estufa
(elaboración propia)

65
4.3.2.3 Determinación de DQO
La Demanda Química de Oxígeno (DQO) es una medida del oxígeno equivalente al contenido
de materia orgánica de una muestra susceptible a la oxidación por un fuerte oxidante químico.
El método del dicromato es el que más se usa para determinar la concentración de materia
orgánica en aguas residuales debido a la mayor capacidad de oxidación, a su aplicación a una
amplia variedad de muestras y a su fácil manipulación. La oxidación de la mayoría de los
compuestos orgánicos es del 95 al 100 % de su valor teórico.
El test se lleva a cabo calentando a reflujo, abierto o cerrado, un determinado volumen de
muestra con dicromato potásico (K2Cr2O7) en exceso, en presencia de ácido sulfúrico
(H2SO4), durante 2 h. La materia orgánica de la muestra se oxida y, como resultado, el
dicromato (Cr+6
, amarillo) se reduce a Cr+3
(verde).
Las medidas se llevan a cabo por valoración del dicromato que no se ha reducido (en exceso)
o por determinación colorimétrica de la sal verde producida. El método de la valoración es
más exacto pero más laborioso. El método más rápido y sencillo es mediante kits (cubetas test
de Macherey-Nagel).
Procedimiento:
Abrir el tubo de test, mantenerlo inclinado, cubrir lentamente el contenido con la
cantidad de muestra indicada (sin mezclarlo).
Enroscar fuertemente el tapón del tubo de test, sujetar el tubo por el tapón de rosca,
colocarlo en el recipiente de seguridad, agitarlo y colocarlo en el calefactor. Poner este
en funcionamiento (temperatura de 148 °C).
Al cabo de 2 horas sacar el tubo de test del bloque calefactor, agitarlo otra vez
transcurridos unos 10 minutos (todavía caliente) y dejarlo enfriar a temperatura
ambiente.
Limpiar el tubo de test por el exterior y medir en el espectrofotómetro.
Equipos y materiales:
Kit Test 0-26 NANOCOLOR® (Rango: 15-160 mg/L DQO)
Kit Test 0-29 NANOCOLOR® (Rango: 100-1500 mg/L DQO)
Digestor (TR 300, Merck)
Espectrofotómetro (NANOCOLOR® 500 D, Macherey-Nagel)
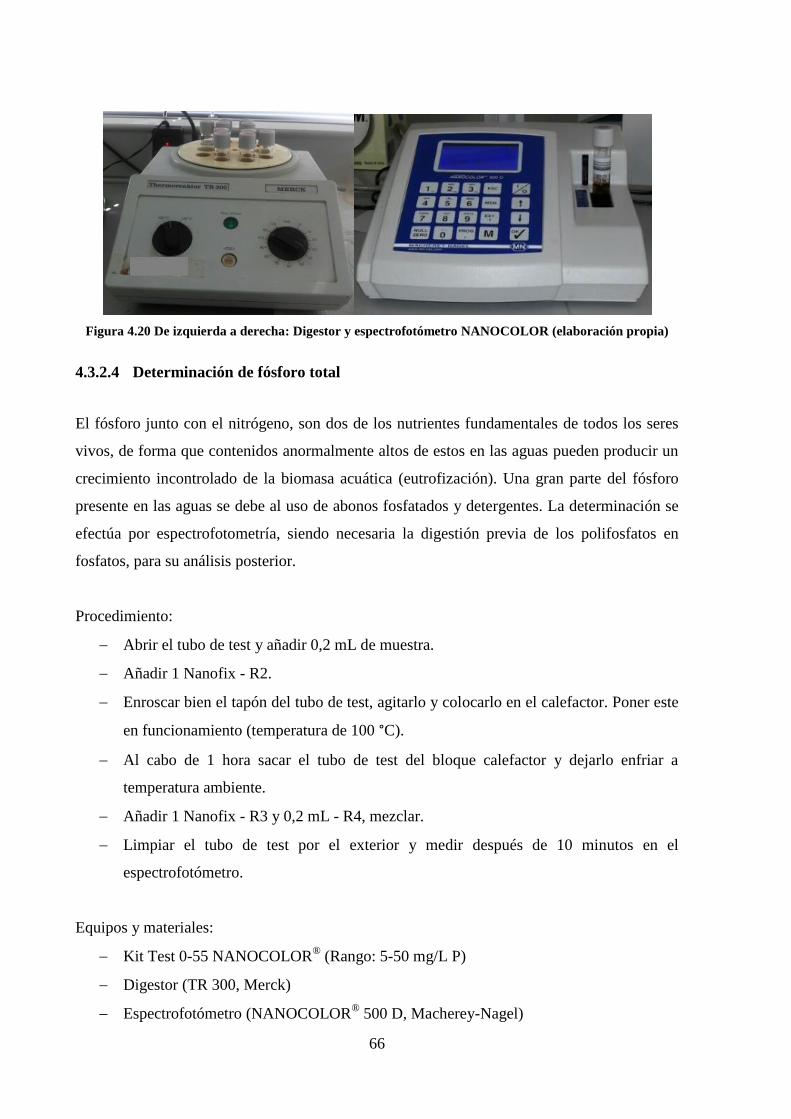
66
Figura 4.20 De izquierda a derecha: Digestor y espectrofotómetro NANOCOLOR (elaboración propia)
4.3.2.4 Determinación de fósforo total
El fósforo junto con el nitrógeno, son dos de los nutrientes fundamentales de todos los seres
vivos, de forma que contenidos anormalmente altos de estos en las aguas pueden producir un
crecimiento incontrolado de la biomasa acuática (eutrofización). Una gran parte del fósforo
presente en las aguas se debe al uso de abonos fosfatados y detergentes. La determinación se
efectúa por espectrofotometría, siendo necesaria la digestión previa de los polifosfatos en
fosfatos, para su análisis posterior.
Procedimiento:
Abrir el tubo de test y añadir 0,2 mL de muestra.
Añadir 1 Nanofix - R2.
Enroscar bien el tapón del tubo de test, agitarlo y colocarlo en el calefactor. Poner este
en funcionamiento (temperatura de 100 °C).
Al cabo de 1 hora sacar el tubo de test del bloque calefactor y dejarlo enfriar a
temperatura ambiente.
Añadir 1 Nanofix - R3 y 0,2 mL - R4, mezclar.
Limpiar el tubo de test por el exterior y medir después de 10 minutos en el
espectrofotómetro.
Equipos y materiales:
Kit Test 0-55 NANOCOLOR® (Rango: 5-50 mg/L P)
Digestor (TR 300, Merck)
Espectrofotómetro (NANOCOLOR® 500 D, Macherey-Nagel)

67
4.3.2.5 Determinación de amónio
Procedimiento:
Abrir el tubo de test y añadir 0,2 mL de muestra.
Añadir 1 Nanofix - R2, cerrar y mezclar.
Limpiar el tubo de test por el exterior y medir después de 15 minutos en el
espectrofotómetro.
Equipos y materiales:
Kit Test 0-05 NANOCOLOR® (Rango: 1,0-40,0 mg/L NH4-N)
Espectrofotómetro (NANOCOLOR® 500 D, Macherey-Nagel)
4.3.2.6 Determinación de nitrógeno total
Procedimiento:
Abrir el tubo de descomposición A y añadir 0,5 mL de muestra.
Añadir 1 cuchara rasa de reactivo de descomposición, cerrarlo y agitar bien.
Colocar el tubo de descomposición A en el bloque calefactor y calentar durante 1 hora
a 100 °C.
Al cabo de 1 hora sacar el tubo del bloque calefactor, agitar brevemente y dejar enfriar
a temperatura ambiente.
Abrir el tubo de descomposición A frío y añadir 1 Nanofix reactivo de compensación,
cerrarlo y agitar bien (solución de descomposición).
Abrir el tubo de test Nitrógeno Total y añadir 0,5 mL de solución de descomposición.
Añadir 0,5 mL - R4, cerrar y mezclar volteándolo varias veces.
Limpiar el tubo de test por el exterior y medir después de 10 minutos en el
espectrofotómetro.
Equipos y materiales:
Kit Test 0-88 NANOCOLOR® (Rango: 5-220 mg/L N)
Digestor (TR 300, Merck)
Espectrofotómetro (NANOCOLOR® 500 D, Macherey-Nagel)

68
4.3.2.7 Determinación de nitrato
Procedimiento:
Abrir el tubo de test y añadir 0,2 mL de muestra.
Añadir 0,5 mL - R2, cerrar y mezclar volteándolo varias veces.
Limpiar el tubo de test por el exterior y medir después de 10 minutos en el
espectrofotómetro.
Equipos y materiales:
Kit Test 0-66 NANOCOLOR® (Rango: 20-250 mg/L NO3
-)
Espectrofotómetro (NANOCOLOR® 500 D, Macherey-Nagel)
4.3.2.8 Determinación de sulfato
Procedimiento:
Abrir el tubo de test y añadir 2,0 mL de muestra.
Añadir 1 cuchara rasa de reactivo A, cerrarlo y agitar durante 1 minuto.
Limpiar el tubo de test por el exterior y medir después de 30 segundos en el
espectrofotómetro.
Equipos y materiales:
Kit Test 353 LANGE (Rango: 150-900 mg/L SO4)
Espectrofotómetro (LASA 50, Hach-Lange)
Figura 4.21 Espectofotómetro LASA (elaboración propia)

69
4.3.2.9 Carbono Orgánico Total (TOC)
Indica la cantidad total de carbono orgánico presente en una muestra, expresada en mg/L. Es
un método instrumental, basado en la combustión total del carbono por oxidación a CO2.
Procedimiento:
Inyectar la muestra en el aparato después de haber sido diluida la cantidad de veces
necesarias para entrar en la curva.
La muestra se somete a combustión a 680 ºC con un catalizador de platino. El dióxido
de carbono (CO2) desprendido durante la combustión corresponderá al CT (Carbono
Total) que contiene la muestra.
Después del arrastre de los productos de la combustión mediante un gas portador (aire
de alta pureza) hacia una deshumidificación, pasa por un lavador de halógenos y la
concentración de CO2 es detectada por un detector de infrarrojos no dispersivo.
La señal analógica de salida del detector genera un pico y el procesador de datos
calcula su área, proporcional a la concentración de CT en la muestra.
La concentración de CI (Carbono Inorgánico) se calcula de la misma manera que el
CT.
En el caso de determinación del CI, el gas portador fluye e forma de burbujas
acidificadas con ácido fosfórico (25%), por lo que el CI se descompone en CO2 en
forma de carbonato/bicarbonato.
El aparato ofrece los valores de Carbono Total (CT) y Carbono Inorgánico (CI) y
mediante su resta es posible obtener el COT (Carbono Orgánico Total).
Equipos y materiales:
Aparato Shimadzu modelo TOC-5000 A

70
Figura 4.22 Equipo empleado en el análisis del TOC (elaboración propia)
4.3.2.10 Biogás
La composición del biogás producido es determinada utilizando un analizador de composición
de gas. Los gases que principalmente forman el biogás, y por tanto son analizados, son cuatro:
el metano (CH4), el oxígeno (O2), el dióxido de carbono (CO2) y el nitrógeno (N2). El otro
componente medido por este aparato es el ácido sulfhídrico (H2S), cuyo control es necesario
debido a su toxicidad.
Procedimiento:
Desconectar la bolsa Tedlar de la campana del reactor UASB para realizar el análisis
del gas colectado.
Encender el analizador y esperar terminar el tiempo de autoajuste (el propio aparato
realiza una calibración interna y una autopurga cada vez que se procede a encenderlo).
Acoplar la bolsa Tedlar, que contiene el gas colectado, mediante un tubo a la entrada
del analizador.
Realizar la medida y lectura del gas que le entra.
Equipos y materiales:
Analizador GEOTECH, modelo 5000
bolsa Tedlar
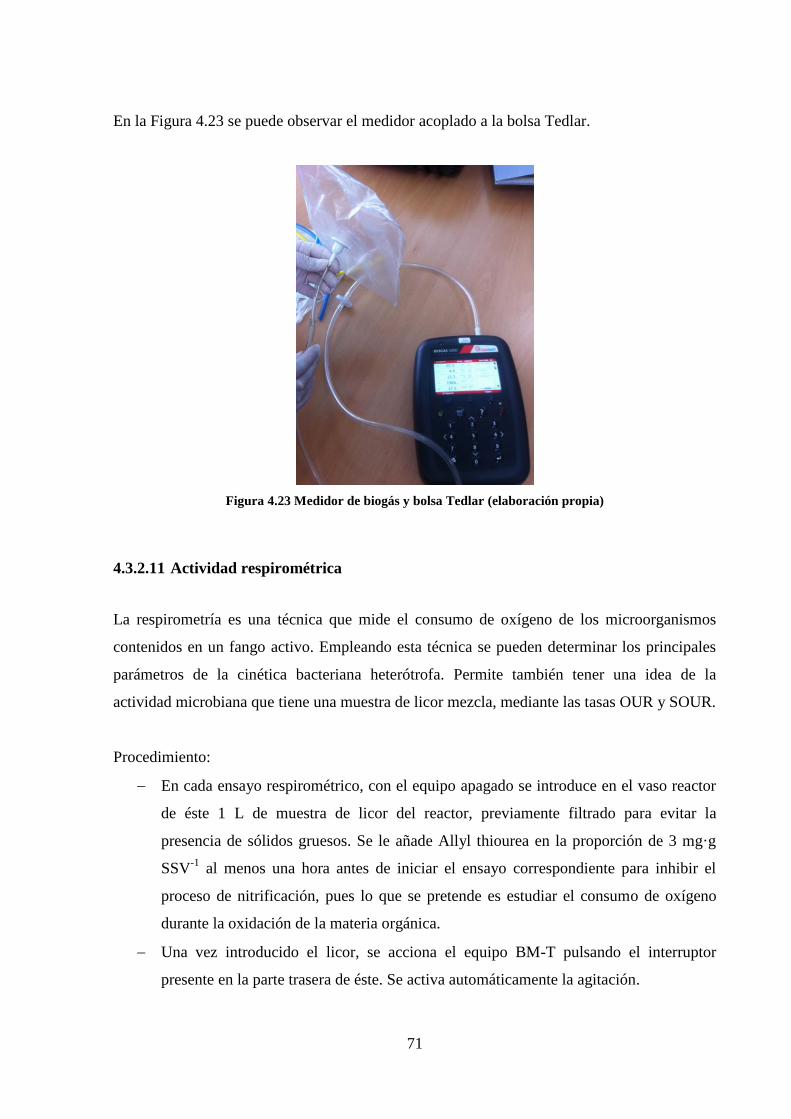
71
En la Figura 4.23 se puede observar el medidor acoplado a la bolsa Tedlar.
Figura 4.23 Medidor de biogás y bolsa Tedlar (elaboración propia)
4.3.2.11 Actividad respirométrica
La respirometría es una técnica que mide el consumo de oxígeno de los microorganismos
contenidos en un fango activo. Empleando esta técnica se pueden determinar los principales
parámetros de la cinética bacteriana heterótrofa. Permite también tener una idea de la
actividad microbiana que tiene una muestra de licor mezcla, mediante las tasas OUR y SOUR.
Procedimiento:
En cada ensayo respirométrico, con el equipo apagado se introduce en el vaso reactor
de éste 1 L de muestra de licor del reactor, previamente filtrado para evitar la
presencia de sólidos gruesos. Se le añade Allyl thiourea en la proporción de 3 mg·g
SSV-1
al menos una hora antes de iniciar el ensayo correspondiente para inhibir el
proceso de nitrificación, pues lo que se pretende es estudiar el consumo de oxígeno
durante la oxidación de la materia orgánica.
Una vez introducido el licor, se acciona el equipo BM-T pulsando el interruptor
presente en la parte trasera de éste. Se activa automáticamente la agitación.
72
Posteriormente se abre el programa en el ordenador, para generar un archivo con los
datos de la muestra y el tipo de ensayo a realizar (OUR). El programa dispone de un
sistema de control automático de la temperatura, del caudal de recirculación y de la
aireación (valores de referencia: T = 20ºC, bomba de recirculación en posición 2 y
aireación al 50%). Existen otros modelos de respirómetro que también permiten
controlar el pH.
Se activa el sistema de control y se mantiene la muestra en estas condiciones hasta que
la concentración de oxígeno medida por el sensor se estabilice.
Una vez que el oxígeno se estabiliza, se inicia el ensayo para la determinación de la
tasa OUR (ensayo OUR). El programa para la bomba de recirculación y la aireación,
de modo que la concentración de oxígeno disuelto en el licor empieza a disminuir, ya
que es consumido por los microorganismos.
El ensayo finaliza cuando los microorganismos han consumido todo el oxígeno y por
tanto la concentración de éste se mantiene constante.
El programa proporciona los datos de la variación del oxígeno disuelto con el tiempo.
A partir del OUR, se determina la tasa específica de consumo de oxígeno, SOUR
(Ecuación 4.8). Esta es una relación entre la actividad media de los lodos y los sólidos
volátiles existentes en el reactor biológico.
𝑆𝑂𝑈𝑅 =𝑂𝑈𝑅
𝑋𝑉𝑆𝑆
Ecuación 4.8
Donde:
SOUR: velocidad específica de consumo de oxígeno en el licor mezcla, mgO2consumido·g
MLSSV-1
·h-1
.
XVSS: concentración de sólidos volátiles en el licor mezcla, g MLSSV·L-1
.
Equipos y materiales:
Respirómetro BM-T.
Vaso de precipitados de 3L.
Mosca magnética.
Difusor de oxígeno y bomba de aireación.
Inhibidor de la nitrificación (Allyl thiourea).
Embudo.
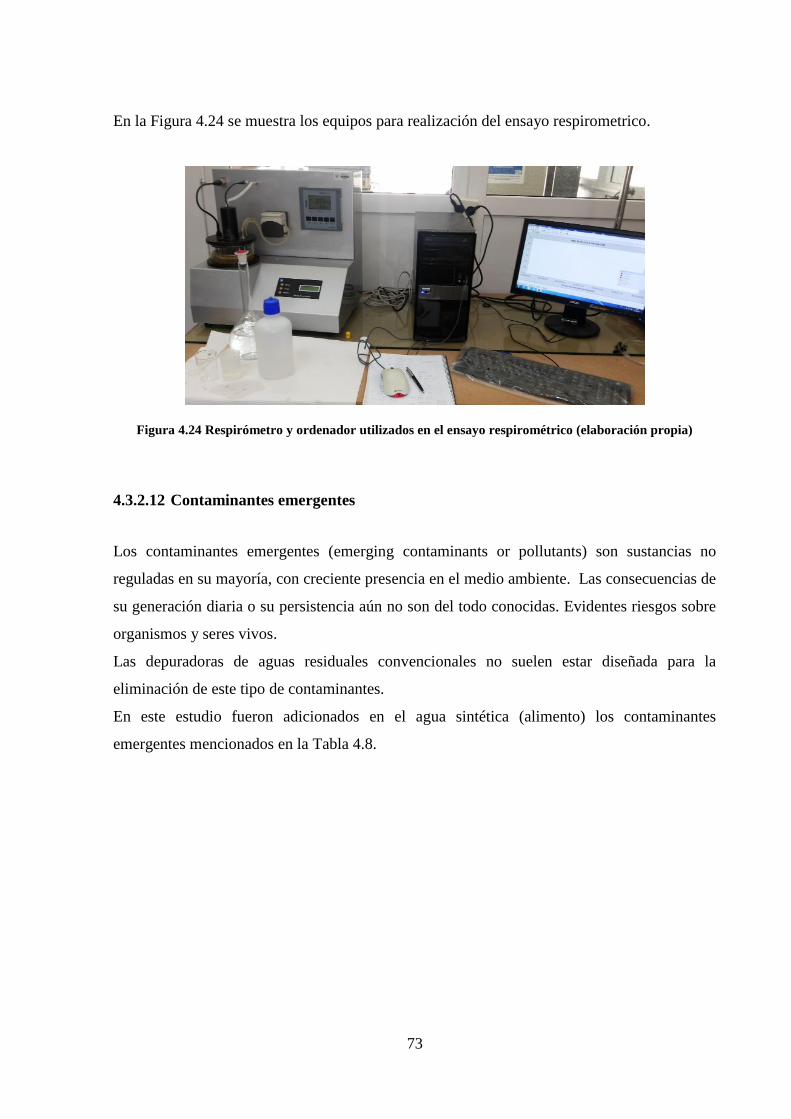
73
En la Figura 4.24 se muestra los equipos para realización del ensayo respirometrico.
Figura 4.24 Respirómetro y ordenador utilizados en el ensayo respirométrico (elaboración propia)
4.3.2.12 Contaminantes emergentes
Los contaminantes emergentes (emerging contaminants or pollutants) son sustancias no
reguladas en su mayoría, con creciente presencia en el medio ambiente. Las consecuencias de
su generación diaria o su persistencia aún no son del todo conocidas. Evidentes riesgos sobre
organismos y seres vivos.
Las depuradoras de aguas residuales convencionales no suelen estar diseñada para la
eliminación de este tipo de contaminantes.
En este estudio fueron adicionados en el agua sintética (alimento) los contaminantes
emergentes mencionados en la Tabla 4.8.

74
Tabla 4.8 Listado de contaminantes emergentes
Método Familia Compuestos
TOE
ORGANOCLORADOS
Alacloro
Lindano
Heptacloro
Heptacloro hepóxido
a-endosulfan
b-endosulfan
Dieldrin
Endrin
Isodrin
p,p-DDD
Trifluralina
Linuron
TRIAZINAS
Simazina
Atrazina
Terbutylazina
Procedimiento:
- A partir de soluciones concentradas de cada uno de los compuestos se prepara el
alimento sintético a una concentración de 10 ppb para cada uno de ellos.
- Se toman las muestras, se acondicionan, y se lleva a cabo la extracción de los
contaminantes contenidos en éstas mediante un proceso de extracción en fase sólida
(EFS). Posteriormente, se concentran los extractos y se reconstituyen en el disolvente
seleccionado para a continuación, analizarlos mediante cromatografía de gases –
espectrometría de masas en el equipo disponible en el Laboratorio de Servicios
Técnicos de la Universidad de Alicante.
La determinación de los contaminantes emergentes por el Laboratorio de Servicios Técnicos
de la Universidad de Alicante se describe en la secuencia.
ANÁLISIS DE TRIAZINAS Y ORGANOCLORADOS EN AGUAS RESIDUALES
A continuación se detalla el método que se emplea para la extracción y análisis de triazinas y
organoclorados en aguas residuales.
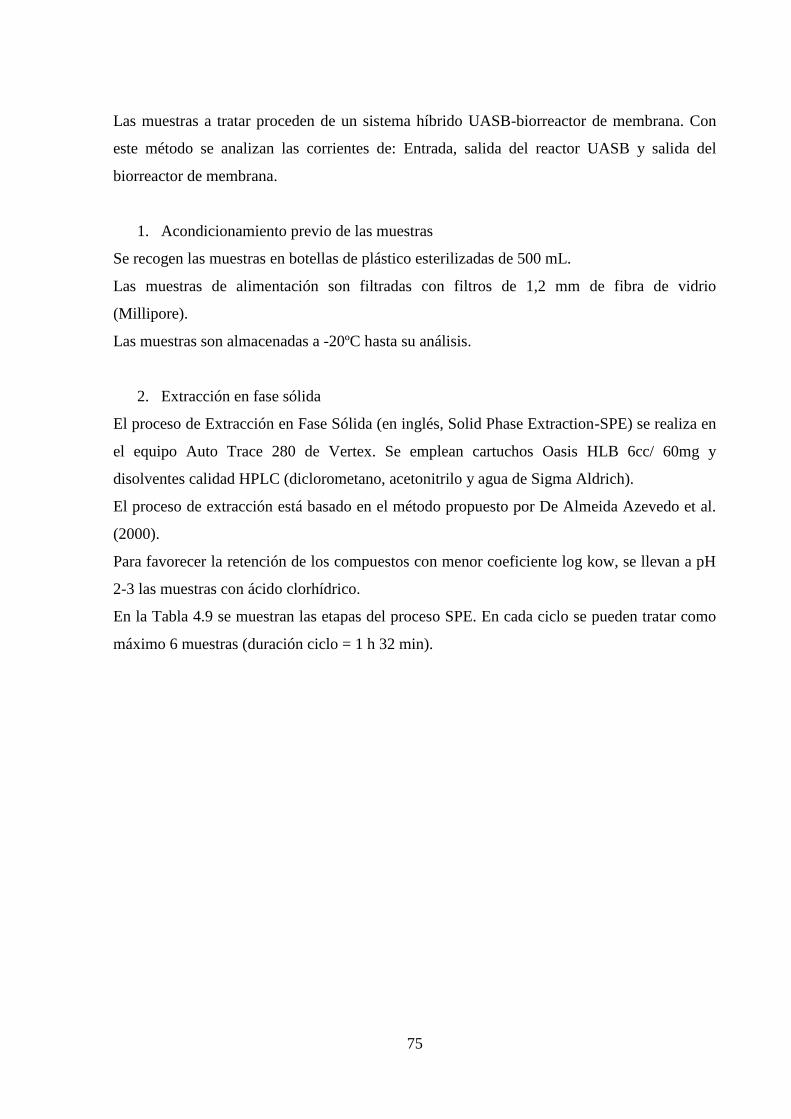
75
Las muestras a tratar proceden de un sistema híbrido UASB-biorreactor de membrana. Con
este método se analizan las corrientes de: Entrada, salida del reactor UASB y salida del
biorreactor de membrana.
1. Acondicionamiento previo de las muestras
Se recogen las muestras en botellas de plástico esterilizadas de 500 mL.
Las muestras de alimentación son filtradas con filtros de 1,2 mm de fibra de vidrio
(Millipore).
Las muestras son almacenadas a -20ºC hasta su análisis.
2. Extracción en fase sólida
El proceso de Extracción en Fase Sólida (en inglés, Solid Phase Extraction-SPE) se realiza en
el equipo Auto Trace 280 de Vertex. Se emplean cartuchos Oasis HLB 6cc/ 60mg y
disolventes calidad HPLC (diclorometano, acetonitrilo y agua de Sigma Aldrich).
El proceso de extracción está basado en el método propuesto por De Almeida Azevedo et al.
(2000).
Para favorecer la retención de los compuestos con menor coeficiente log kow, se llevan a pH
2-3 las muestras con ácido clorhídrico.
En la Tabla 4.9 se muestran las etapas del proceso SPE. En cada ciclo se pueden tratar como
máximo 6 muestras (duración ciclo = 1 h 32 min).
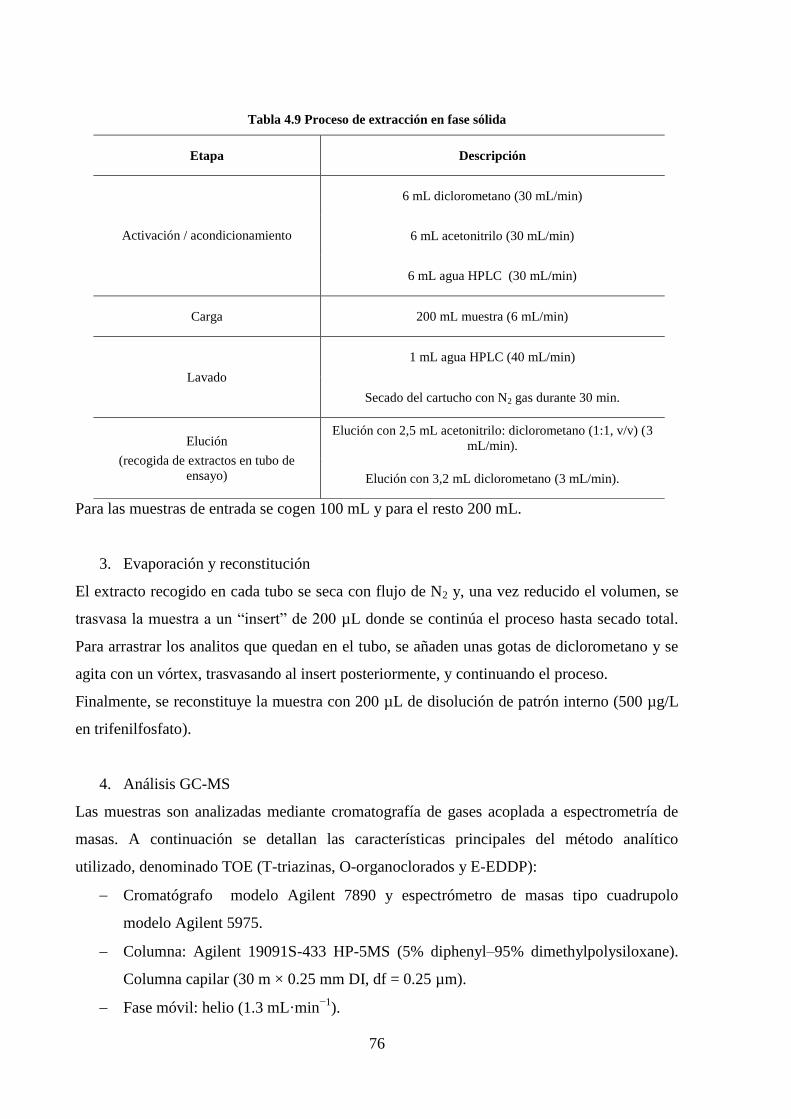
76
Tabla 4.9 Proceso de extracción en fase sólida
Para las muestras de entrada se cogen 100 mL y para el resto 200 mL.
3. Evaporación y reconstitución
El extracto recogido en cada tubo se seca con flujo de N2 y, una vez reducido el volumen, se
trasvasa la muestra a un “insert” de 200 µL donde se continúa el proceso hasta secado total.
Para arrastrar los analitos que quedan en el tubo, se añaden unas gotas de diclorometano y se
agita con un vórtex, trasvasando al insert posteriormente, y continuando el proceso.
Finalmente, se reconstituye la muestra con 200 µL de disolución de patrón interno (500 µg/L
en trifenilfosfato).
4. Análisis GC-MS
Las muestras son analizadas mediante cromatografía de gases acoplada a espectrometría de
masas. A continuación se detallan las características principales del método analítico
utilizado, denominado TOE (T-triazinas, O-organoclorados y E-EDDP):
Cromatógrafo modelo Agilent 7890 y espectrómetro de masas tipo cuadrupolo
modelo Agilent 5975.
Columna: Agilent 19091S-433 HP-5MS (5% diphenyl–95% dimethylpolysiloxane).
Columna capilar (30 m × 0.25 mm DI, df = 0.25 µm).
Fase móvil: helio (1.3 mL·min−1
).
Etapa Descripción
Activación / acondicionamiento
6 mL diclorometano (30 mL/min)
6 mL acetonitrilo (30 mL/min)
6 mL agua HPLC (30 mL/min)
Carga 200 mL muestra (6 mL/min)
Lavado
1 mL agua HPLC (40 mL/min)
Secado del cartucho con N2 gas durante 30 min.
Elución
(recogida de extractos en tubo de
ensayo)
Elución con 2,5 mL acetonitrilo: diclorometano (1:1, v/v) (3
mL/min).
Elución con 3,2 mL diclorometano (3 mL/min).
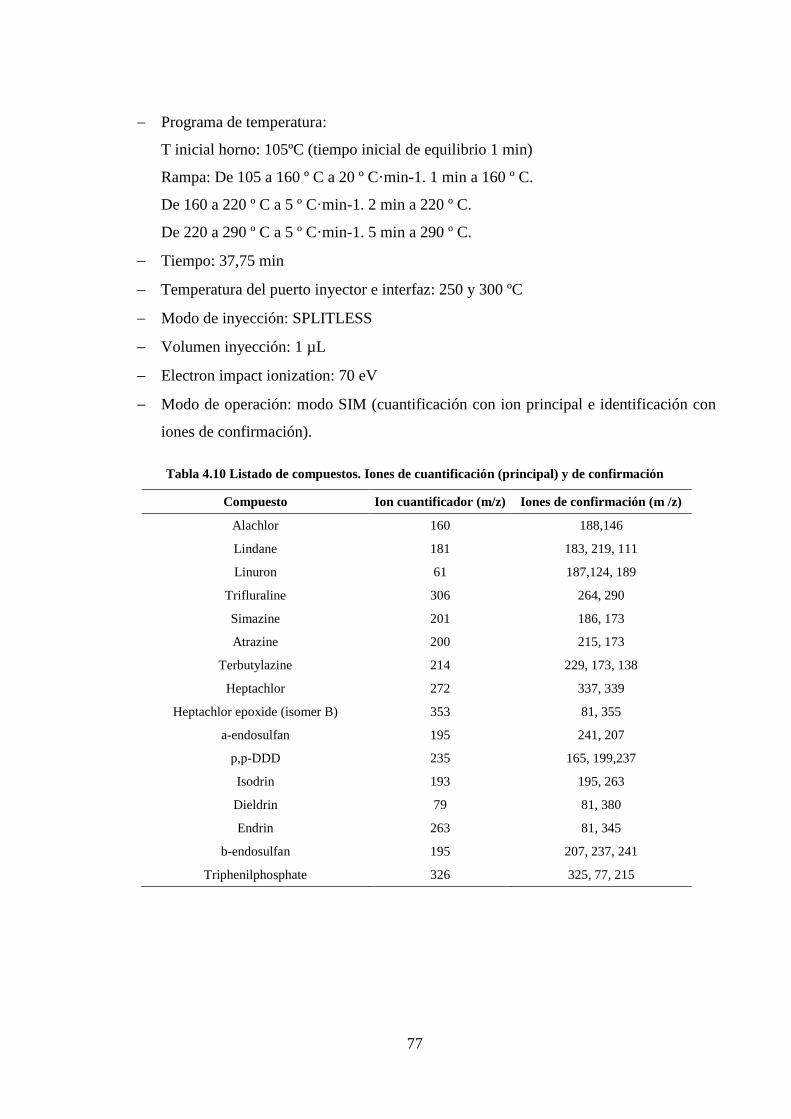
77
Programa de temperatura:
T inicial horno: 105ºC (tiempo inicial de equilibrio 1 min)
Rampa: De 105 a 160 º C a 20 º C·min-1. 1 min a 160 º C.
De 160 a 220 º C a 5 º C·min-1. 2 min a 220 º C.
De 220 a 290 º C a 5 º C·min-1. 5 min a 290 º C.
Tiempo: 37,75 min
Temperatura del puerto inyector e interfaz: 250 y 300 ºC
Modo de inyección: SPLITLESS
Volumen inyección: 1 µL
Electron impact ionization: 70 eV
Modo de operación: modo SIM (cuantificación con ion principal e identificación con
iones de confirmación).
Tabla 4.10 Listado de compuestos. Iones de cuantificación (principal) y de confirmación
Compuesto Ion cuantificador (m/z) Iones de confirmación (m /z)
Alachlor 160 188,146
Lindane 181 183, 219, 111
Linuron 61 187,124, 189
Trifluraline 306 264, 290
Simazine 201 186, 173
Atrazine 200 215, 173
Terbutylazine 214 229, 173, 138
Heptachlor 272 337, 339
Heptachlor epoxide (isomer B) 353 81, 355
a-endosulfan 195 241, 207
p,p-DDD 235 165, 199,237
Isodrin 193 195, 263
Dieldrin 79 81, 380
Endrin 263 81, 345
b-endosulfan 195 207, 237, 241
Triphenilphosphate 326 325, 77, 215

78
En la Figura 4.25 se muestra la preparación de la solución con los contaminantes emergentes.
Figura 4.25 Preparación de los contaminantes emergentes (elaboración propia)
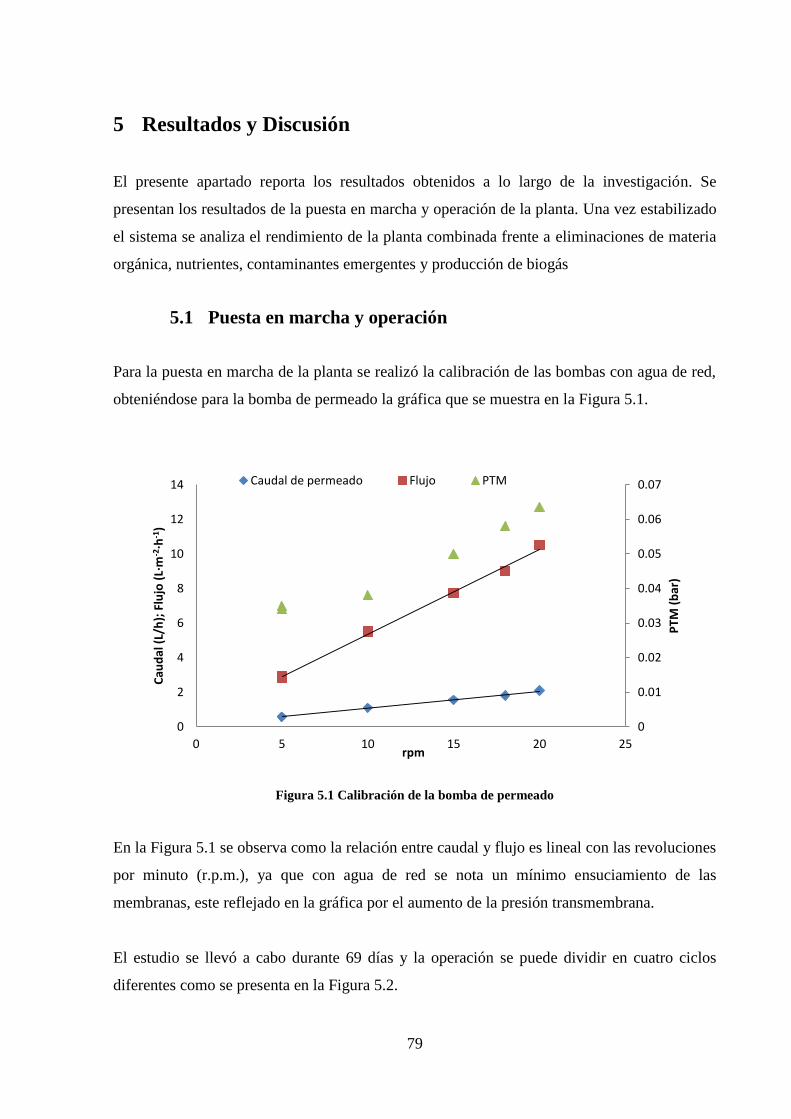
79
5 Resultados y Discusión
El presente apartado reporta los resultados obtenidos a lo largo de la investigación. Se
presentan los resultados de la puesta en marcha y operación de la planta. Una vez estabilizado
el sistema se analiza el rendimiento de la planta combinada frente a eliminaciones de materia
orgánica, nutrientes, contaminantes emergentes y producción de biogás
5.1 Puesta en marcha y operación
Para la puesta en marcha de la planta se realizó la calibración de las bombas con agua de red,
obteniéndose para la bomba de permeado la gráfica que se muestra en la Figura 5.1.
Figura 5.1 Calibración de la bomba de permeado
En la Figura 5.1 se observa como la relación entre caudal y flujo es lineal con las revoluciones
por minuto (r.p.m.), ya que con agua de red se nota un mínimo ensuciamiento de las
membranas, este reflejado en la gráfica por el aumento de la presión transmembrana.
El estudio se llevó a cabo durante 69 días y la operación se puede dividir en cuatro ciclos
diferentes como se presenta en la Figura 5.2.
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0
2
4
6
8
10
12
14
0 5 10 15 20 25
PTM
(b
ar)
Cau
dal
(L/
h);
Flu
jo (
L·m
-2·h
-1)
rpm
Caudal de permeado Flujo PTM
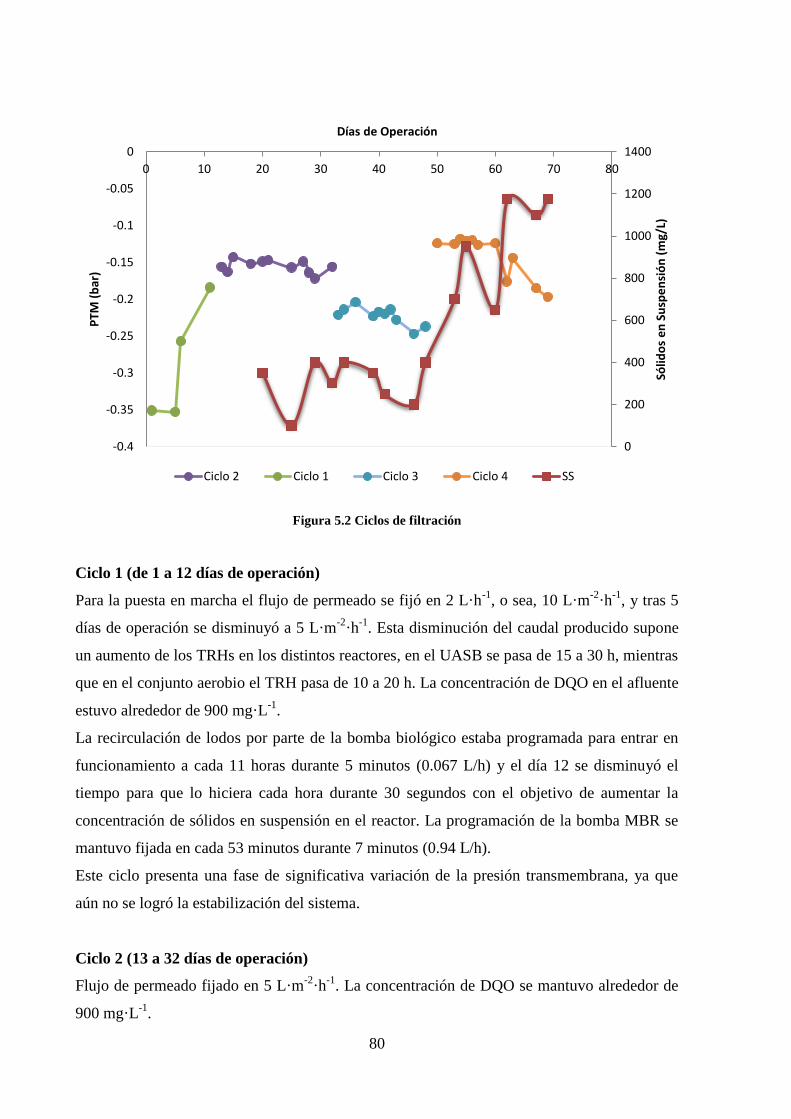
80
Figura 5.2 Ciclos de filtración
Ciclo 1 (de 1 a 12 días de operación)
Para la puesta en marcha el flujo de permeado se fijó en 2 L·h-1
, o sea, 10 L·m-2
·h-1
, y tras 5
días de operación se disminuyó a 5 L·m-2
·h-1
. Esta disminución del caudal producido supone
un aumento de los TRHs en los distintos reactores, en el UASB se pasa de 15 a 30 h, mientras
que en el conjunto aerobio el TRH pasa de 10 a 20 h. La concentración de DQO en el afluente
estuvo alrededor de 900 mg·L-1
.
La recirculación de lodos por parte de la bomba biológico estaba programada para entrar en
funcionamiento a cada 11 horas durante 5 minutos (0.067 L/h) y el día 12 se disminuyó el
tiempo para que lo hiciera cada hora durante 30 segundos con el objetivo de aumentar la
concentración de sólidos en suspensión en el reactor. La programación de la bomba MBR se
mantuvo fijada en cada 53 minutos durante 7 minutos (0.94 L/h).
Este ciclo presenta una fase de significativa variación de la presión transmembrana, ya que
aún no se logró la estabilización del sistema.
Ciclo 2 (13 a 32 días de operación)
Flujo de permeado fijado en 5 L·m-2
·h-1
. La concentración de DQO se mantuvo alrededor de
900 mg·L-1
.
0
200
400
600
800
1000
1200
1400
-0.4
-0.35
-0.3
-0.25
-0.2
-0.15
-0.1
-0.05
0
0 10 20 30 40 50 60 70 80
Sólid
os
en
Su
spe
nsi
ón
(m
g/L)
PTM
(b
ar)
Días de Operación
Ciclo 2 Ciclo 1 Ciclo 3 Ciclo 4 SS
81
El reactor se alimentó con agua residual sintética (Peptona, Extracto de carne, Urea,
MgSO4·7H2O, KH2PO4, CaCl2·2H2O, NaCl y NaHCO3), pero en el día 15 se eliminó la Urea
y el KH2PO4, ya que el amoniaco y el fósforo estaban presentes en el afluente.
La temperatura se mantuvo promedio de 23,4 °C.
Al día 29, la recirculación de lodos por parte de la bomba biológico se cambió de 1 hora
durante 30 segundos a cada 4 horas durante 1 minuto (0.0045 L/h). La programación de la
bomba MBR se mantuvo fijada en cada 53 minutos durante 7 minutos (0.94 L/h).
Este ciclo presenta una fase de estabilización de la presión transmembrana a -0.155 bar.
Ciclo 3 (33 a 48 días de operación)
En este período, frente a la importante degradación del alimento sintético a lo largo de los
días, la concentración de DQO en el afluente se aumentó de 900 a 1100 mg·L-1
.
El flujo de permeado se incrementó de 5 para 6.6 L·m-2
·h-1
, provocando que la presión
transmembrana se estabilizase en un rango superior al ciclo 2, estando un promedio de -0.222
bar.
La temperatura se mantuvo en un promedio de 26,9 °C.
Al día 40, la recirculación de lodos por parte de la bomba biológico se cambió de 4 horas
durante 1 minuto a 6 horas durante 1 minuto y enseguida a cada 8 horas durante 1 minuto
(0.0112 L/h). La programación de recirculación de lodos de la bomba MBR se disminuyó de
53 minutos durante 7 minutos a 15 minutos durante 3 minutos (1.07 L/h) con el objetivo de
aumentar la concentración de sólidos en suspensión en el reactor.
Ciclo 4 (49 a 69 días de operación)
Tras la verificación de un incremento en el ensuciamiento de la membrana, el flujo de
permeado se disminuyó para 5 L·m-2
·h-1
y la presión transmembrana volvió al rango del ciclo
2, estando un promedio de -0.142 bar. Se limpió la membrana con hipoclorito sódico en el día
49 lo que supuso una disminución en la presión transmembrana.
La concentración de DQO en el afluente se mantuvo alrededor de 1100 mg·L-1
.
La temperatura se mantuvo en un promedio de 28,4 °C.
La programación de recirculación de lodos se mantuvo inalterada.
Al día 54 se introduzco los contaminantes emergentes en el afluente (alimento sintético).

82
Durante toda la operación el pH del afluente se mantuvo en un promedio de 7.7 y el del
efluente (permeado) en 7.2. En el reactor UASB la carga orgánica estuvo en un promedio de
28 mgDQO/L∙h y se aplicó un TRH alrededor de 40 h.
La permeabilidad representa la velocidad de flujo específico a través de un área superficial
específica y es el parámetro que se utiliza para evaluar el rendimiento de la operación del
sistema de membranas. Un aumento del flujo supone una reducción en la permeabilidad.
Figura 5.3 Flujo y Permeabilidad
La Figura 5.3 muestra que en el ciclo 1 la permeabilidad aumenta debido a la reducción del
flujo de 10 para 5 LMH.
Se alcanzaron permeabilidades medias alrededor de 33 L·m-2
·h-1
·bar-1
.
Durante el ciclo 2, 3 y 4, operando a flujo constante, se observa que la permeabilidad
disminuye con el tiempo de filtración. Esta disminución se da debido al ensuciamiento
gradual de las membranas y consecuente incremento de la PTM.
Con la limpieza de la membrana en el día 49 se observa un aumento de la permeabilidad, pero
esta también sumada a la reducción del flujo.

83
La Figura 5.4 representa un ciclo de filtración, en un tiempo reducido, de la PTM frente al
tiempo de operación, sacada del ordenador que almacena los datos de la planta.
Figura 5.4 Ciclo de filtración en un tiempo reducido
El ciclo está programado para operar durante 10 minutos (producción de permeado) y
retrolavar por 30 segundos (ciclo de limpieza). El retrolavado es una operación habitual para
eliminar los contaminantes retenidos en la superficie y poros de la capa activa de la
membrana. Se realiza con agua permeada y permite recuperar parcialmente el flujo. En la
Figura 5.4 se puede observar cómo tras cada ciclo de limpieza, la recuperación de la PTM no
es total, sino que la presión inicial de cada ciclo se va incrementando en cada paso.
5.2 Eliminación de materia orgánica
Las variaciones de las concentraciones de DQO en el afluente, en la salida del UASB y en el
permeado (efluente) se muestra en la Figura 5.5.

84
Figura 5.5 Eliminación de materia orgánica
Las concentraciones de DQO total en el afluente fluctuaron desde 700 hasta 1300 mg·L-1
.
Las concentraciones de DQO total en la salida del reactor UASB fluctuaron desde 131 hasta
814 mg·L-1
, este aumento observado al final de los días de operación. En consecuencia, el
rendimiento en el reactor UASB disminuyó drásticamente, llegando a valores de eliminación
de DQO por debajo de 30%, siendo que hasta el día 55 de operación estaba en un rango de 65
a 85%. Al día 54 se introdujeron los contaminantes emergentes en el afluente (alimento
sintético) lo que posiblemente afectó al porcentaje de eliminación de DQO en el reactor
UASB. En contrapartida, el porcentaje de eliminación el en sistema MBR se incrementó
significativamente, de 20% para un rango entre 60 y 70%.
El problema encontrado con la introducción de los contaminantes emergentes también fue
detectado en la investigación de Buntner (2013). En un período de su estudio, tras la
introducción del metanol en el sistema con el fin de estudiar la eliminación de
microcontaminantes, Buntner (2013) detectó una inhibición parcial de la etapa metanogénica.
Como resultado, ocurrió un aumento en la DQO de salida del reactor UASB y
consecuentemente la eliminación de DQO en el reactor anaeróbico disminuyó drásticamente,
llegando a valores por debajo de 20%.
0
10
20
30
40
50
60
70
80
90
100
0
200
400
600
800
1000
1200
1400
1600
5 11 13 20 29 34 39 41 48 53 55 60 62 67 69
Elim
inac
ión
(%
)
Co
nce
ntr
ació
n (
mg/
L)
DÍAS DE OPERACIÓN
Afluente Salida UASB Permeado
Eliminación UASB (%) Eliminación Global (%) Eliminación MBR (%)
85
En el arranque de la planta, el reactor UASB alcanzó eliminaciones del orden del 79 al 86%.
Hasta el día 55 de operación el reactor UASB era responsable del mayor porcentaje de
eliminación global de DQO, mientras que desde el día 60 en adelante se transmitió al sistema
MBR ese papel. En consecuencia, el porcentaje de eliminación global de DQO no se afectó
negativamente, ya que el sistema MBR suprimió la disminución de la eficiencia en el reactor
UASB. Con el sistema MBR operando con cargas orgánicas más elevadas, estas no
eliminadas en el reactor UASB, se alcanzó menores concentraciones de DQO en el permeado
(a partir del día 60 de operación), ya que con el crecimiento de la biomasa se consigue elevar
el rendimiento del sistema MBR.
En el permeado, las concentraciones de DQO variaron desde 19 hasta 133 mg·L-1
. Se alcanzó
un porcentaje de eliminación global de entre el 82 y 98%.
En la experimentación realizada sobre el tratamiento de las aguas residuales de destilería de
alcohol de caña utilizando un reactor UASB, Villalobos (2013) obtuvo en el arranque
eficiencias de remoción del orden del 79 al 91% de DQO. Para un rango de operación a Cva
de 1-6 gDQO/L∙d se obtuvo un rendimiento del reactor UASB de 51 hasta el 76% de
eliminación de DQO. Concluyó que la Cva de 6 gDQO/L∙d para el reactor UASB alimentado
con vinaza bruta representa el límite de su capacidad, sin embargo, al aumentar la Cva se
genera una mayor producción de biogás y metano.
Buntner (2013), utilizando un sistema combinado UASB-MBR obtuvo en promedio, un valor
de DQO del permeado de menos de 6 mg·L-1
y la eliminación de DQO global estaba por
encima de 95% durante la operación estable.
Rodríguez (2015), en su estudio sobre el biorreactor de membrana para el tratamiento de
aguas residuales urbanas obtuvo un promedio de 96% de reducción global de DQO.
La Figura 5.6 presenta la evolución de los sólidos en suspensión en el sistema MBR frente a
la DQO de alimentación del sistema (afluente).

86
Figura 5.6 DQO versus Sólidos en Suspensión
Como se puede observar, el incremento de DQO en el sistema juntamente con los ajustes
realizados en la recirculación de lodos y en ausencia de purgas, presentó una significativa
elevación de la concentración de sólidos en suspensión en el sistema MBR. Esto repercute en
una mejora en la operatividad de la planta, ya que demuestra el desarrollo de la biomasa.
Las concentraciones de sólidos en suspensión en el sistema MBR variaron desde 250 hasta
1175 mg·L-1
.
Con respecto a la concentración de sólidos en suspensión en la salida del reactor UASB (parte
superior, sobrenadante), se detectó valores en torno a 0,04 g·L-1
, concentración esta que
infiere una excelente separación de sólidos. Además, tanto los análisis como la observación
directa confirman que los gránulos presentes en la parte inferior del UASB no llegan a la parte
superior, con lo que la velocidad ascensional es correcta al mantener el lodo fluidizado, pero
no demasiado expandido.
Para los sólidos en suspensión en el permeado, la concentración obtenida fue inferior al límite
de detección (1 mg·L-1
), por lo que la separación sólido-líquido mediante la membrana fue
totalmente efectiva. La turbidez en el permeado estaba alrededor de 0,5 NTU.
50
250
450
650
850
1050
1250
1450
13 20 29 34 39 41 48 53 55 60 62 67 69
Co
nce
ntr
ació
n (
mg/
L)
DÍAS DE OPERACIÓN
DQO SST

87
Las concentraciones de COT se midieron en varias muestras del afluente y fue relacionada
con la DQO de dichas muestras (Figura 5.7).
Figura 5.7 Relación DQO/COT
Se observa valores del COT entre 322 y 565 mg·L-1
. La relación entre la DQO y el COT
muestra una variación de entre el 2.1 y el 3.7. El valor obtenido se encuadra con la literatura,
ya que se establece una relación entre la DQO y el COT de 3 para aguas residuales urbanas.
Para el afluente utilizado en esta investigación, la relación entre la DQO y el COT presentó un
promedio de 2.7, es decir, se puede estimar que el COT representa un 38% de la DQO.
5.3 Potencial de eliminación de nutrientes (nitrógeno y fósforo)
Para evaluar el potencial de eliminación de nutrientes en la planta, se realizaron medidas de la
concentración de nitrógeno total y fosforo total.
Las variaciones de las concentraciones de Fósforo Total en el afluente, en la salida del UASB
y en el permeado (efluente) se muestra en la Figura 5.8.
0
2
4
6
8
10
0
200
400
600
800
1000
1200
1400
1600
2 3 4 6 7 8 9
Re
laci
ón
DO
Q/C
OT
Co
nce
ntr
acio
me
s (m
g/L)
Ensayos
DQO Afluente COT Afluente Relación DQO/COT
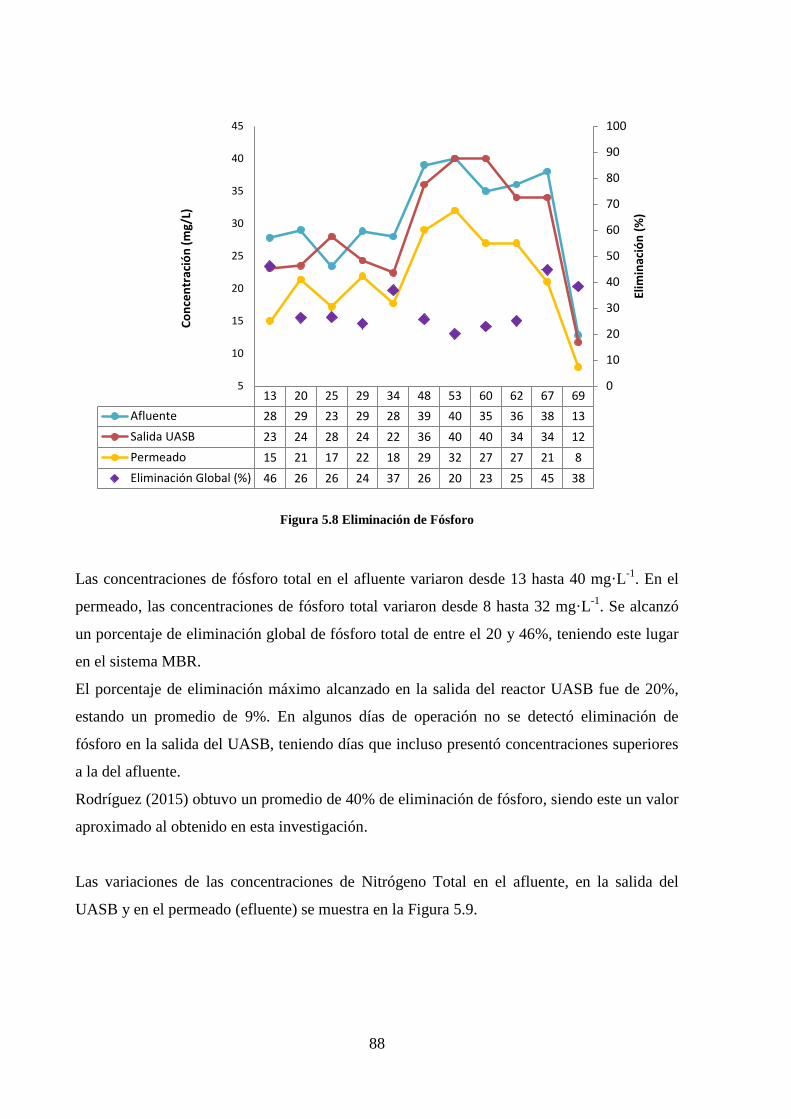
88
Figura 5.8 Eliminación de Fósforo
Las concentraciones de fósforo total en el afluente variaron desde 13 hasta 40 mg·L-1
. En el
permeado, las concentraciones de fósforo total variaron desde 8 hasta 32 mg·L-1
. Se alcanzó
un porcentaje de eliminación global de fósforo total de entre el 20 y 46%, teniendo este lugar
en el sistema MBR.
El porcentaje de eliminación máximo alcanzado en la salida del reactor UASB fue de 20%,
estando un promedio de 9%. En algunos días de operación no se detectó eliminación de
fósforo en la salida del UASB, teniendo días que incluso presentó concentraciones superiores
a la del afluente.
Rodríguez (2015) obtuvo un promedio de 40% de eliminación de fósforo, siendo este un valor
aproximado al obtenido en esta investigación.
Las variaciones de las concentraciones de Nitrógeno Total en el afluente, en la salida del
UASB y en el permeado (efluente) se muestra en la Figura 5.9.
13 20 25 29 34 48 53 60 62 67 69
Afluente 28 29 23 29 28 39 40 35 36 38 13
Salida UASB 23 24 28 24 22 36 40 40 34 34 12
Permeado 15 21 17 22 18 29 32 27 27 21 8
Eliminación Global (%) 46 26 26 24 37 26 20 23 25 45 38
0
10
20
30
40
50
60
70
80
90
100
5
10
15
20
25
30
35
40
45
Elim
inac
ión
(%
)
Co
nce
ntr
ació
n (
mg/
L)
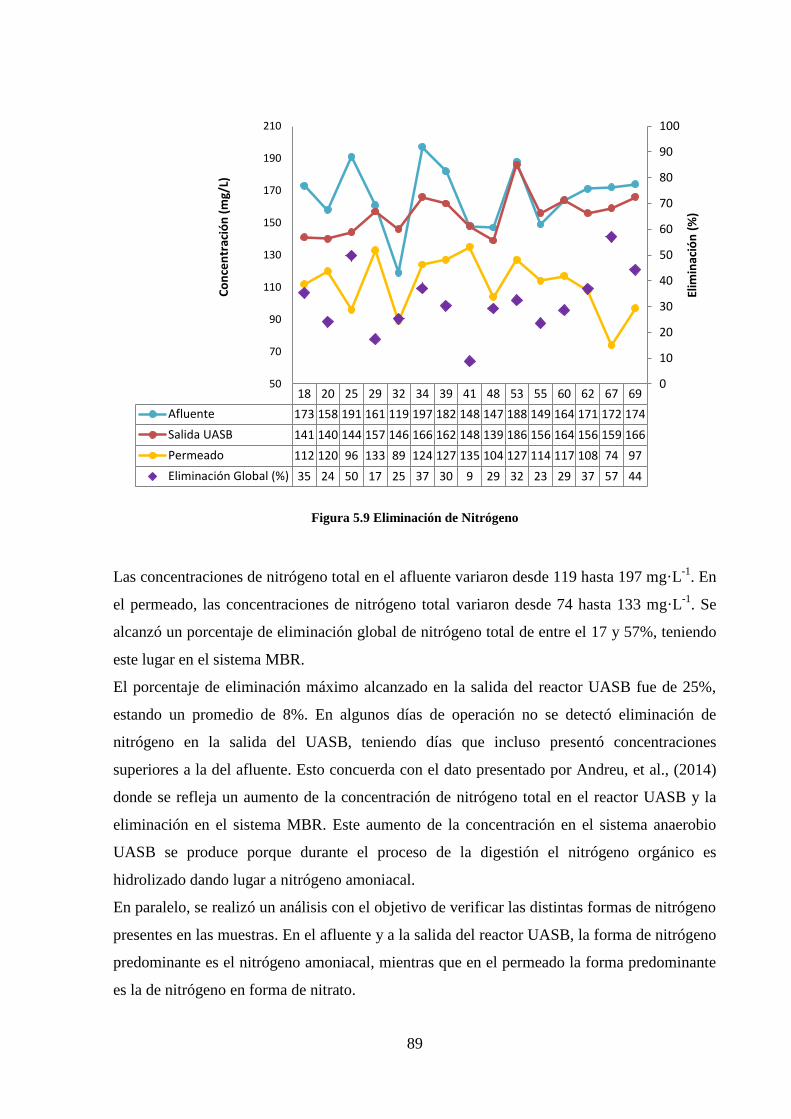
89
Figura 5.9 Eliminación de Nitrógeno
Las concentraciones de nitrógeno total en el afluente variaron desde 119 hasta 197 mg·L-1
. En
el permeado, las concentraciones de nitrógeno total variaron desde 74 hasta 133 mg·L-1
. Se
alcanzó un porcentaje de eliminación global de nitrógeno total de entre el 17 y 57%, teniendo
este lugar en el sistema MBR.
El porcentaje de eliminación máximo alcanzado en la salida del reactor UASB fue de 25%,
estando un promedio de 8%. En algunos días de operación no se detectó eliminación de
nitrógeno en la salida del UASB, teniendo días que incluso presentó concentraciones
superiores a la del afluente. Esto concuerda con el dato presentado por Andreu, et al., (2014)
donde se refleja un aumento de la concentración de nitrógeno total en el reactor UASB y la
eliminación en el sistema MBR. Este aumento de la concentración en el sistema anaerobio
UASB se produce porque durante el proceso de la digestión el nitrógeno orgánico es
hidrolizado dando lugar a nitrógeno amoniacal.
En paralelo, se realizó un análisis con el objetivo de verificar las distintas formas de nitrógeno
presentes en las muestras. En el afluente y a la salida del reactor UASB, la forma de nitrógeno
predominante es el nitrógeno amoniacal, mientras que en el permeado la forma predominante
es la de nitrógeno en forma de nitrato.
18 20 25 29 32 34 39 41 48 53 55 60 62 67 69
Afluente 173 158 191 161 119 197 182 148 147 188 149 164 171 172 174
Salida UASB 141 140 144 157 146 166 162 148 139 186 156 164 156 159 166
Permeado 112 120 96 133 89 124 127 135 104 127 114 117 108 74 97
Eliminación Global (%) 35 24 50 17 25 37 30 9 29 32 23 29 37 57 44
0
10
20
30
40
50
60
70
80
90
100
50
70
90
110
130
150
170
190
210
Elim
inac
ión
(%
)
Co
nce
ntr
ació
n (
mg/
L)
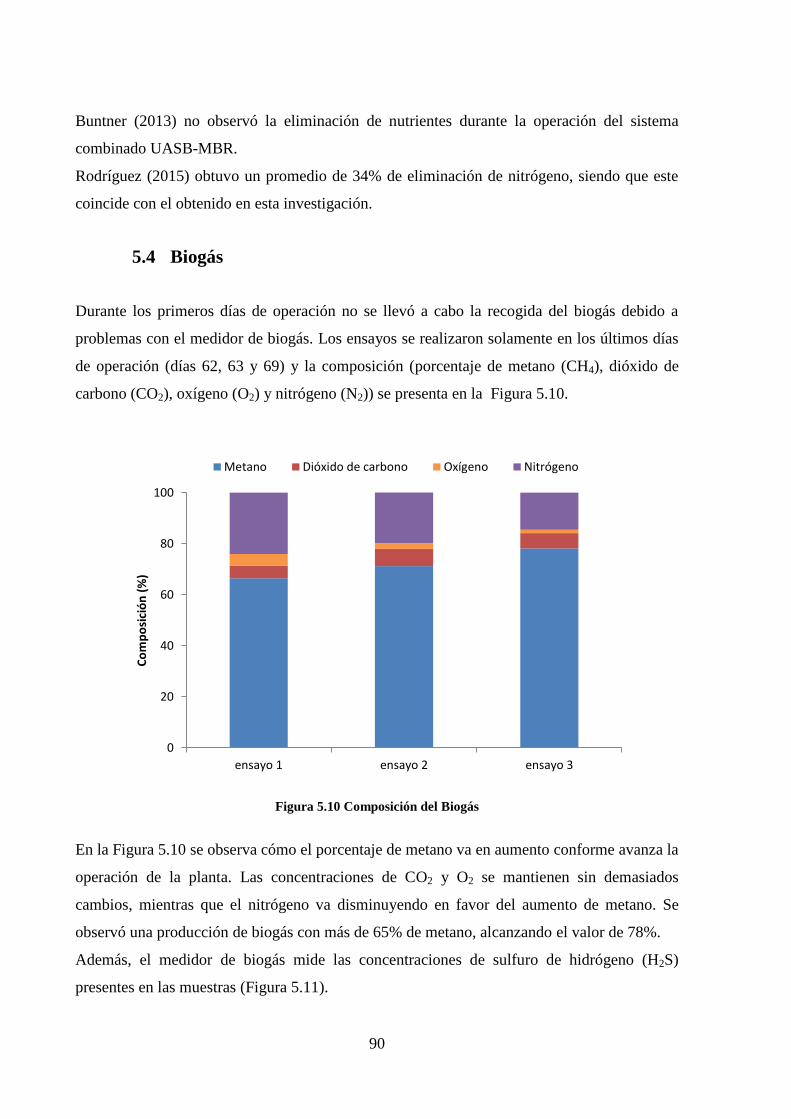
90
Buntner (2013) no observó la eliminación de nutrientes durante la operación del sistema
combinado UASB-MBR.
Rodríguez (2015) obtuvo un promedio de 34% de eliminación de nitrógeno, siendo que este
coincide con el obtenido en esta investigación.
5.4 Biogás
Durante los primeros días de operación no se llevó a cabo la recogida del biogás debido a
problemas con el medidor de biogás. Los ensayos se realizaron solamente en los últimos días
de operación (días 62, 63 y 69) y la composición (porcentaje de metano (CH4), dióxido de
carbono (CO2), oxígeno (O2) y nitrógeno (N2)) se presenta en la Figura 5.10.
Figura 5.10 Composición del Biogás
En la Figura 5.10 se observa cómo el porcentaje de metano va en aumento conforme avanza la
operación de la planta. Las concentraciones de CO2 y O2 se mantienen sin demasiados
cambios, mientras que el nitrógeno va disminuyendo en favor del aumento de metano. Se
observó una producción de biogás con más de 65% de metano, alcanzando el valor de 78%.
Además, el medidor de biogás mide las concentraciones de sulfuro de hidrógeno (H2S)
presentes en las muestras (Figura 5.11).
0
20
40
60
80
100
ensayo 1 ensayo 2 ensayo 3
Co
mp
osi
ció
n (
%)
Metano Dióxido de carbono Oxígeno Nitrógeno
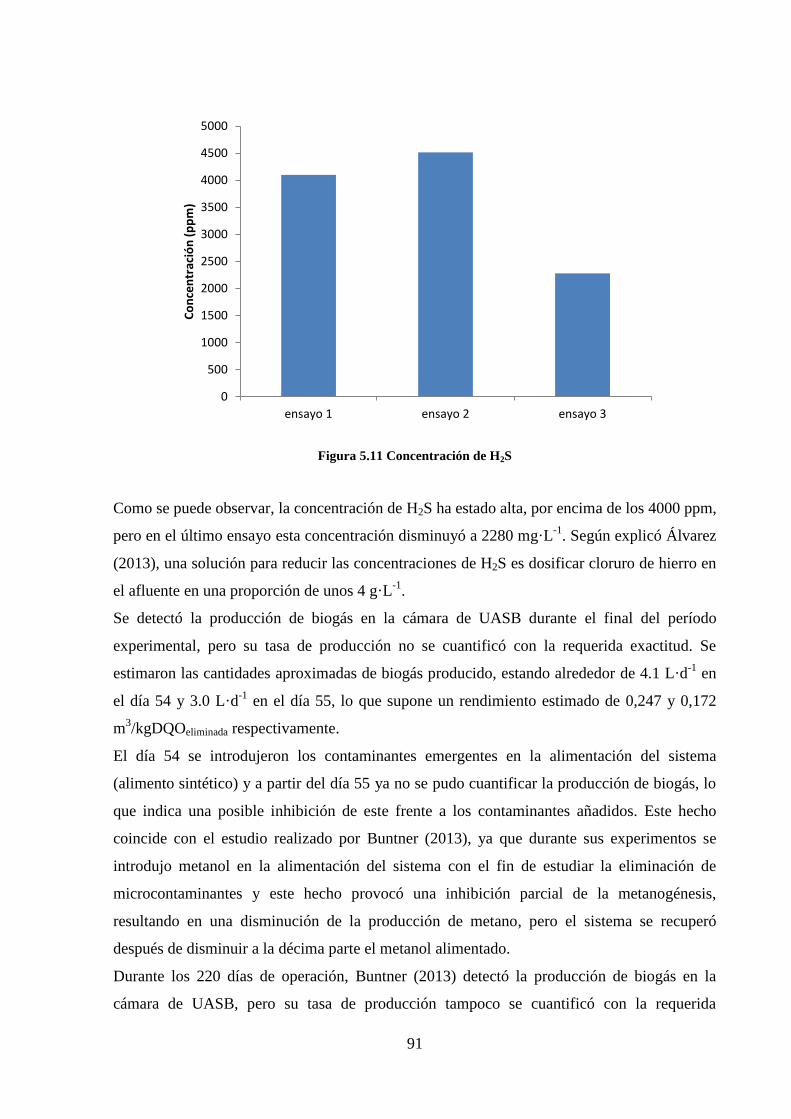
91
Figura 5.11 Concentración de H2S
Como se puede observar, la concentración de H2S ha estado alta, por encima de los 4000 ppm,
pero en el último ensayo esta concentración disminuyó a 2280 mg·L-1
. Según explicó Álvarez
(2013), una solución para reducir las concentraciones de H2S es dosificar cloruro de hierro en
el afluente en una proporción de unos 4 g·L-1
.
Se detectó la producción de biogás en la cámara de UASB durante el final del período
experimental, pero su tasa de producción no se cuantificó con la requerida exactitud. Se
estimaron las cantidades aproximadas de biogás producido, estando alrededor de 4.1 L·d-1
en
el día 54 y 3.0 L·d-1
en el día 55, lo que supone un rendimiento estimado de 0,247 y 0,172
m3/kgDQOeliminada respectivamente.
El día 54 se introdujeron los contaminantes emergentes en la alimentación del sistema
(alimento sintético) y a partir del día 55 ya no se pudo cuantificar la producción de biogás, lo
que indica una posible inhibición de este frente a los contaminantes añadidos. Este hecho
coincide con el estudio realizado por Buntner (2013), ya que durante sus experimentos se
introdujo metanol en la alimentación del sistema con el fin de estudiar la eliminación de
microcontaminantes y este hecho provocó una inhibición parcial de la metanogénesis,
resultando en una disminución de la producción de metano, pero el sistema se recuperó
después de disminuir a la décima parte el metanol alimentado.
Durante los 220 días de operación, Buntner (2013) detectó la producción de biogás en la
cámara de UASB, pero su tasa de producción tampoco se cuantificó con la requerida
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
ensayo 1 ensayo 2 ensayo 3
Co
nce
ntr
ació
n (
pp
m)
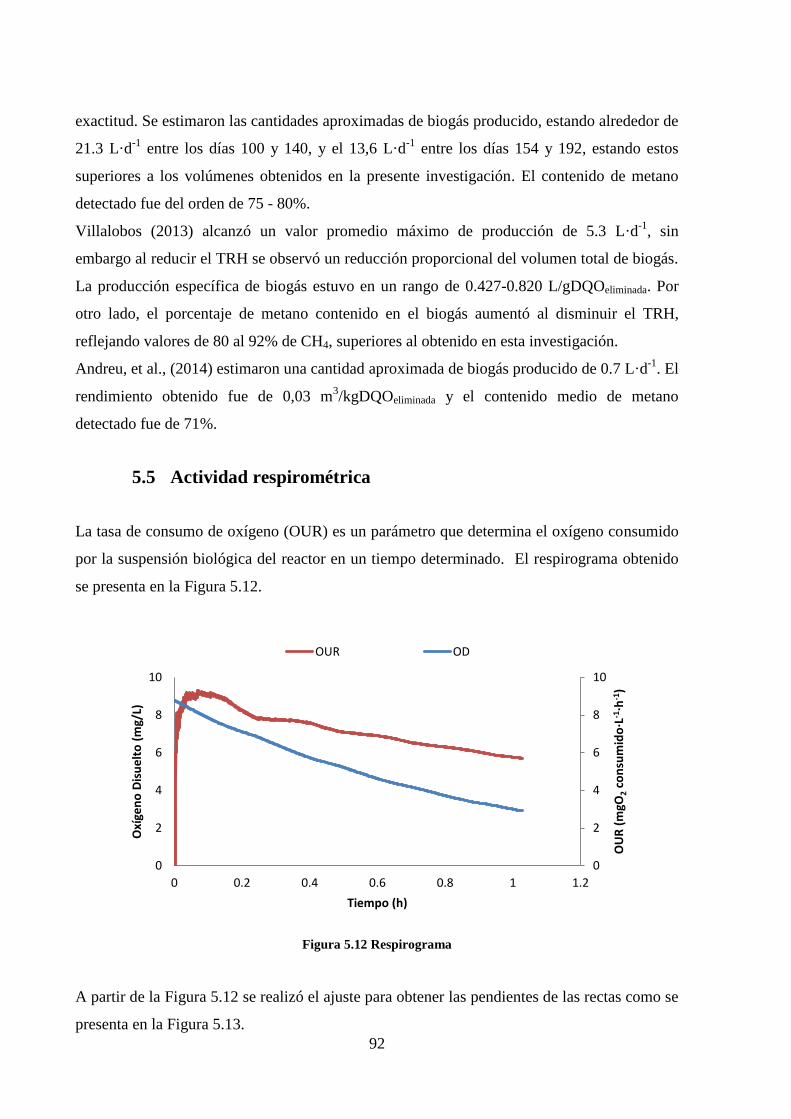
92
exactitud. Se estimaron las cantidades aproximadas de biogás producido, estando alrededor de
21.3 L·d-1
entre los días 100 y 140, y el 13,6 L·d-1
entre los días 154 y 192, estando estos
superiores a los volúmenes obtenidos en la presente investigación. El contenido de metano
detectado fue del orden de 75 - 80%.
Villalobos (2013) alcanzó un valor promedio máximo de producción de 5.3 L·d-1
, sin
embargo al reducir el TRH se observó un reducción proporcional del volumen total de biogás.
La producción específica de biogás estuvo en un rango de 0.427-0.820 L/gDQOeliminada. Por
otro lado, el porcentaje de metano contenido en el biogás aumentó al disminuir el TRH,
reflejando valores de 80 al 92% de CH4, superiores al obtenido en esta investigación.
Andreu, et al., (2014) estimaron una cantidad aproximada de biogás producido de 0.7 L·d-1
. El
rendimiento obtenido fue de 0,03 m3/kgDQOeliminada y el contenido medio de metano
detectado fue de 71%.
5.5 Actividad respirométrica
La tasa de consumo de oxígeno (OUR) es un parámetro que determina el oxígeno consumido
por la suspensión biológica del reactor en un tiempo determinado. El respirograma obtenido
se presenta en la Figura 5.12.
Figura 5.12 Respirograma
A partir de la Figura 5.12 se realizó el ajuste para obtener las pendientes de las rectas como se
presenta en la Figura 5.13.
0
2
4
6
8
10
0
2
4
6
8
10
0 0.2 0.4 0.6 0.8 1 1.2
OU
R (
mgO
2 co
nsumido∙L
-1∙h
-1)
Oxí
gen
o D
isu
elt
o (
mg/
L)
Tiempo (h)
OUR OD
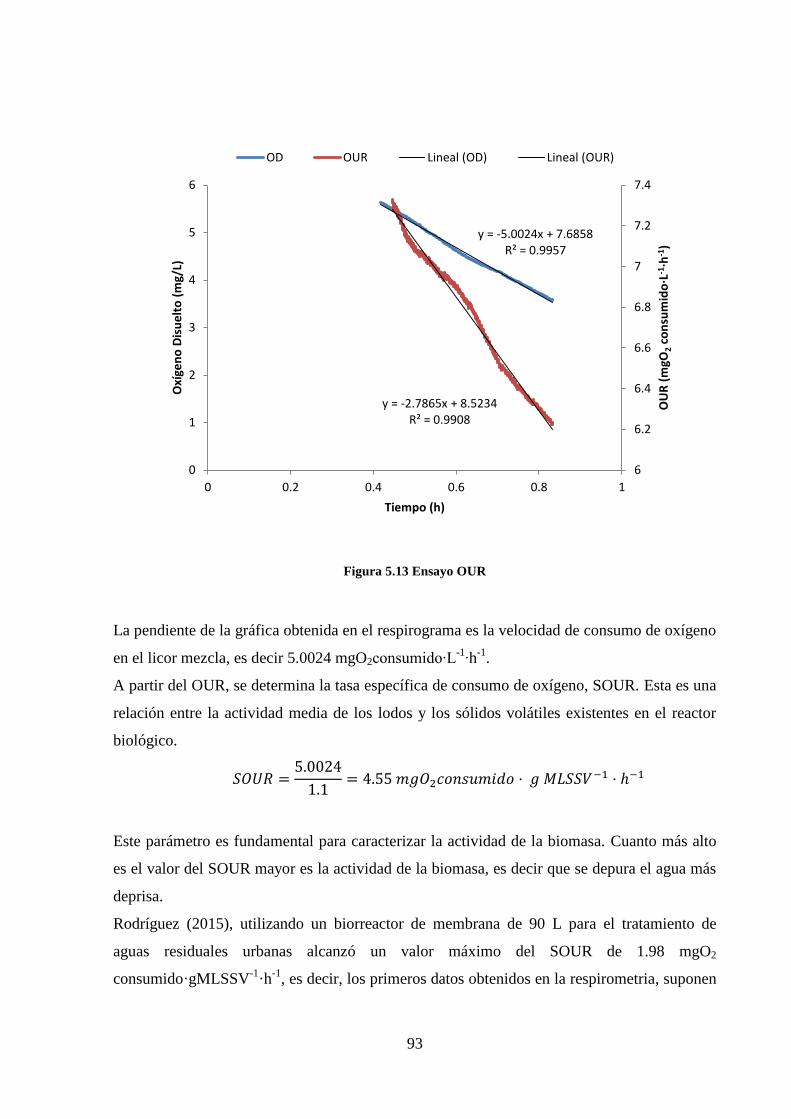
93
Figura 5.13 Ensayo OUR
La pendiente de la gráfica obtenida en el respirograma es la velocidad de consumo de oxígeno
en el licor mezcla, es decir 5.0024 mgO2consumido∙L-1
∙h-1
.
A partir del OUR, se determina la tasa específica de consumo de oxígeno, SOUR. Esta es una
relación entre la actividad media de los lodos y los sólidos volátiles existentes en el reactor
biológico.
𝑆𝑂𝑈𝑅 =5.0024
1.1= 4.55 𝑚𝑔𝑂2𝑐𝑜𝑛𝑠𝑢𝑚𝑖𝑑𝑜 · 𝑔 𝑀𝐿𝑆𝑆𝑉−1 · ℎ−1
Este parámetro es fundamental para caracterizar la actividad de la biomasa. Cuanto más alto
es el valor del SOUR mayor es la actividad de la biomasa, es decir que se depura el agua más
deprisa.
Rodríguez (2015), utilizando un biorreactor de membrana de 90 L para el tratamiento de
aguas residuales urbanas alcanzó un valor máximo del SOUR de 1.98 mgO2
consumido·gMLSSV-1
·h-1
, es decir, los primeros datos obtenidos en la respirometria, suponen
y = -5.0024x + 7.6858 R² = 0.9957
y = -2.7865x + 8.5234 R² = 0.9908
6
6.2
6.4
6.6
6.8
7
7.2
7.4
0
1
2
3
4
5
6
0 0.2 0.4 0.6 0.8 1
OU
R (
mgO
2 consumido∙L
-1∙h
-1)
Oxí
gen
o D
isu
elt
o (
mg/
L)
Tiempo (h)
OD OUR Lineal (OD) Lineal (OUR)
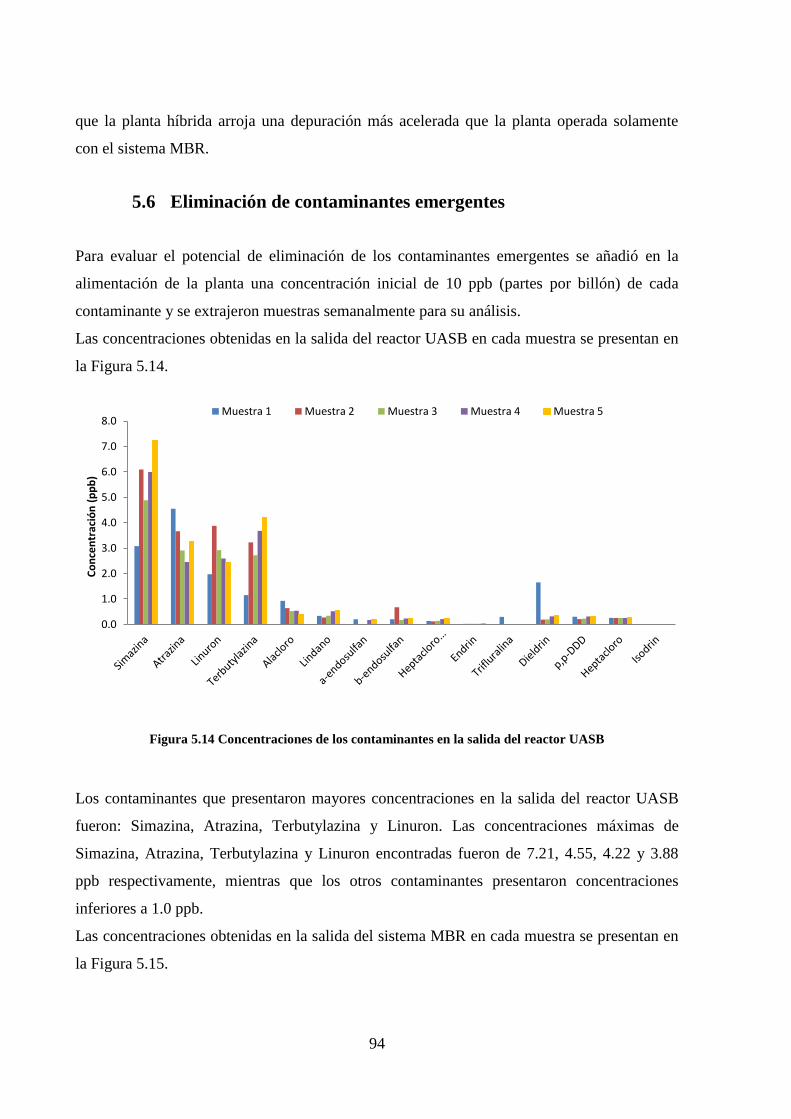
94
que la planta híbrida arroja una depuración más acelerada que la planta operada solamente
con el sistema MBR.
5.6 Eliminación de contaminantes emergentes
Para evaluar el potencial de eliminación de los contaminantes emergentes se añadió en la
alimentación de la planta una concentración inicial de 10 ppb (partes por billón) de cada
contaminante y se extrajeron muestras semanalmente para su análisis.
Las concentraciones obtenidas en la salida del reactor UASB en cada muestra se presentan en
la Figura 5.14.
Figura 5.14 Concentraciones de los contaminantes en la salida del reactor UASB
Los contaminantes que presentaron mayores concentraciones en la salida del reactor UASB
fueron: Simazina, Atrazina, Terbutylazina y Linuron. Las concentraciones máximas de
Simazina, Atrazina, Terbutylazina y Linuron encontradas fueron de 7.21, 4.55, 4.22 y 3.88
ppb respectivamente, mientras que los otros contaminantes presentaron concentraciones
inferiores a 1.0 ppb.
Las concentraciones obtenidas en la salida del sistema MBR en cada muestra se presentan en
la Figura 5.15.
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
Co
nce
ntr
ació
n (
pp
b)
Muestra 1 Muestra 2 Muestra 3 Muestra 4 Muestra 5

95
Figura 5.15 Concentraciones de los contaminantes en la salida del sistema MBR
Los contaminantes que presentaron mayores concentraciones en la salida del sistema MBR
fueron: Simazina, Atrazina, Terbutylazina y Linuron. Las concentraciones máximas de
Simazina, Atrazina, Terbutylazina y Linuron encontradas fueron de 3.76, 2.83, 1.16 y 2.57
ppb respectivamente, mientras que los otros contaminantes presentaron concentraciones
inferiores a 0.4 ppb.
La Figura 5.16 muestra las concentraciones medias obtenidas en las salidas del reactor UASB
y del sistema MBR con los respectivos porcentajes de eliminación de cada contaminante.
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
Co
nce
ntr
ació
n (
pp
b)
Muestra 1 Muestra 2 Muestra 3 Muestra 4 Muestra 5
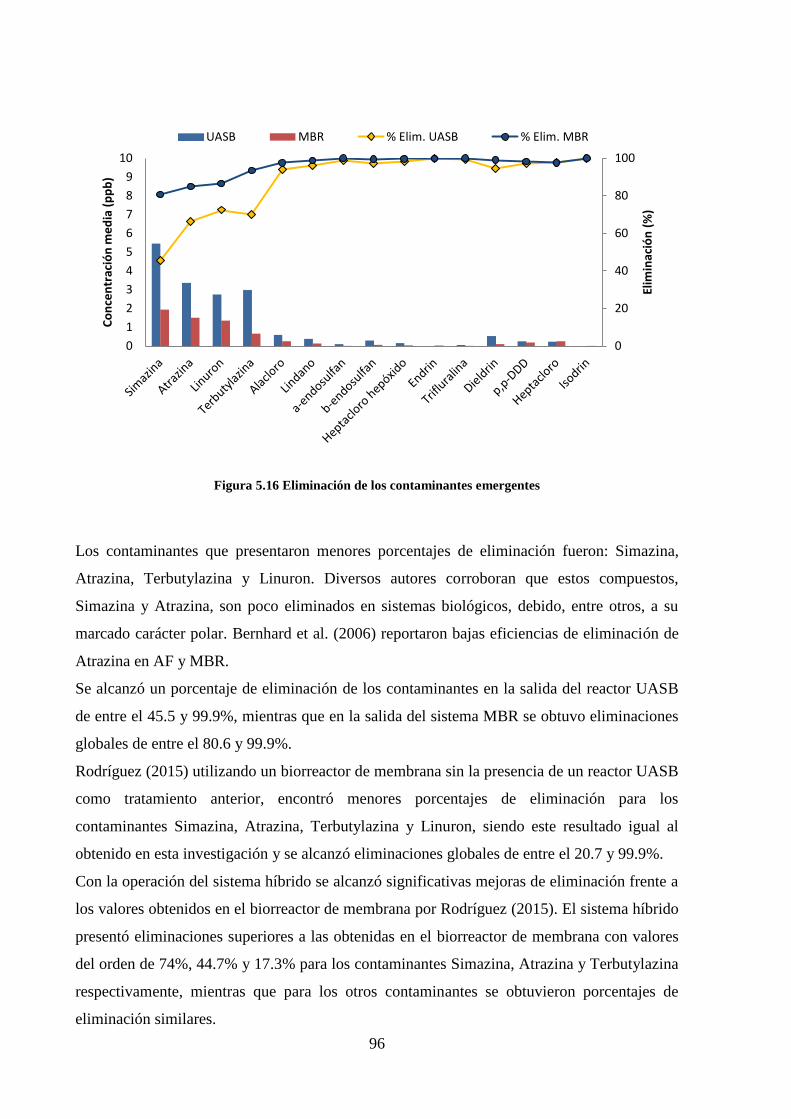
96
Figura 5.16 Eliminación de los contaminantes emergentes
Los contaminantes que presentaron menores porcentajes de eliminación fueron: Simazina,
Atrazina, Terbutylazina y Linuron. Diversos autores corroboran que estos compuestos,
Simazina y Atrazina, son poco eliminados en sistemas biológicos, debido, entre otros, a su
marcado carácter polar. Bernhard et al. (2006) reportaron bajas eficiencias de eliminación de
Atrazina en AF y MBR.
Se alcanzó un porcentaje de eliminación de los contaminantes en la salida del reactor UASB
de entre el 45.5 y 99.9%, mientras que en la salida del sistema MBR se obtuvo eliminaciones
globales de entre el 80.6 y 99.9%.
Rodríguez (2015) utilizando un biorreactor de membrana sin la presencia de un reactor UASB
como tratamiento anterior, encontró menores porcentajes de eliminación para los
contaminantes Simazina, Atrazina, Terbutylazina y Linuron, siendo este resultado igual al
obtenido en esta investigación y se alcanzó eliminaciones globales de entre el 20.7 y 99.9%.
Con la operación del sistema híbrido se alcanzó significativas mejoras de eliminación frente a
los valores obtenidos en el biorreactor de membrana por Rodríguez (2015). El sistema híbrido
presentó eliminaciones superiores a las obtenidas en el biorreactor de membrana con valores
del orden de 74%, 44.7% y 17.3% para los contaminantes Simazina, Atrazina y Terbutylazina
respectivamente, mientras que para los otros contaminantes se obtuvieron porcentajes de
eliminación similares.
0
20
40
60
80
100
0
1
2
3
4
5
6
7
8
9
10
Elim
inac
ión
(%
)
Co
nce
ntr
ació
n m
ed
ia (
pp
b)
UASB MBR % Elim. UASB % Elim. MBR
97
6 Conclusiones
La puesta en marcha y la operación del sistema híbrido UASB-MBR para el tratamiento de
aguas residuales urbanas de elevada carga orgánica se realizó satisfactoriamente, aunque se
podrían obtener mejores resultados operando con cargas orgánicas aún más elevadas. Este
sistema no es apropiado para su uso en aguas residuales urbanas poco cargadas
orgánicamente. En aguas industriales con presencia de metales pesados podría producirse la
inhibición del proceso anaerobio descartándose su uso en este caso.
Respecto a la operación de la membrana, se alcanzaron permeabilidades medias alrededor de
33 L·m-2
·h-1
·bar-1
, operando con flujos de 5-10 L·m-2
·h-1
. La separación sólido-líquido
mediante la membrana fue totalmente efectiva puesto que no se detectó sólidos en suspensión
en el efluente.
En el reactor UASB se alcanzó excelentes rendimientos de eliminación de DQO (alrededor de
75%) y su efluente como alimentación de un sistema MBR supone diversas ventajas como
menor ensuciamiento de las membranas y ahorro de energía. Durante todo el período de
operación la eficacia de eliminación global de DQO estuvo entre un 82 y 98%.
Con respecto a la eliminación de nutrientes, el porcentaje promedio de eliminación global de
nitrógeno y fósforo total fue de 34 y 33%, respectivamente, siendo este únicamente alcanzado
en el sistema MBR, puesto que el sistema anaerobio no trata nutrientes.
Respecto a la producción y composición del biogás, se observó una producción máxima
cuando la temperatura alcanzó 31°C de 5 L/día con una composición de más de 65% de
metano, alcanzando el valor de 78% y con valores inferiores a 1% de sulfhídrico, lo que
indica un biogás de buena calidad.
El valor obtenido del SOUR en la actividad respirométrica de 4.55 mgO2
consumido·gMLSSV-1
·h-1
indica que la planta híbrida arroja una depuración acelerada de la
biomasa.
La introducción de los contaminantes emergentes en la alimentación del sistema (alimento
sintético), con el objetivo de evaluar la eliminación de estos en la planta híbrida, supuso un
impacto en el sistema con una posible inhibición parcial de la metanogénesis y un descenso en
torno al 50% en el rendimiento del sistema anaerobio. Por el contrario el sistema MBR al
recibir mayor carga orgánica ha incrementado su rendimiento en este mismo porcentaje
manteniéndose el rendimiento global de la planta. No obstante, este impacto requiere una
mayor evaluación experimental.

98
En la evaluación de los contaminantes emergentes se obtuvo excelentes resultados de
eliminación. Los contaminantes que presentaron menores porcentajes de eliminación fueron:
Simazina, Atrazina, Terbutylazina (familia de las Triazinas) y Linuron (familia de los
organoclorados). Se alcanzó un porcentaje de eliminación de los contaminantes en la salida
del reactor UASB de entre el 45.5 y 99.9%, mientras que en la salida del sistema MBR se
obtuvo eliminaciones globales de entre el 80.6 y 99.9%, lo que confirma que el sistema MBR
posterior al reactor UASB aporta significativa mejora en el rendimiento de la planta y
consecuentemente produce un efluente de elevada calidad. Se concluye que el sistema híbrido
presenta un efecto sinérgico entre el sistema anaerobio (UASB) y el aerobio (MBR) el cual
favorece en gran medida la eliminación de aquellos contaminantes emergentes más
difícilmente degradables por vía biológica, como la Simacina y Atracina.
99
7 Referencias Bibliográficas
ÁLVAREZ, G. P., 2013. Diseño y puesta en marcha de un sistema híbrido UASB-MBR para
el tratamiento de las aguas residuales (Proyecto fin de Máster), Universidad de
Alicante.
ANDREU, P. J., MIFSUT, C. L., CHABALINA, L. D., RICO, D. P., V. C., ÁLVAREZ, G.
P., BETRÁN, A. S., . . . LLACER, C. L., 2014. Puesta en marcha de un sistema
híbrido UASB+MBR para el tratamiento de las aguas residuales. Tecnoaqua (10): 44-
49.
BERNHARD, M., MULLER, J., KNEPPER, T. P., 2006. Biodegradation of persistent polar
pollutants in wastewater: comparison of an optimized lab-scale membrane bioreactor
and activated sludge treatment. Water Research 40: 3419-3428.
BUENO, M.A.B.R.H., 2012. Tratamiento de aguas residuales con membrana para obtener
efluentes de alta calidad: Estudio a edad de lodo de 30 días. IUACA Universidad de
Alicante.
BUNTNER, D., 2013. Combined UASB-MBR system for the treatment of low-strenght
wastewater at ambient temperatures (Tesis Doctoral), Universidade de Santiago de
Compostela.
CAMPOS, J.R., 1999. Tratamento de Esgotos Sanitários por Processo Anaeróbio e
Disposição Controlada no Solo. ABES, Rio de Janeiro, Brasil.
CERVANTES, F.J., PAVLOSTATHIS, S.P., VAN HAANDEL, A.H., 2006. Advanced
biological treatment processes for industrial wastewaters. Principles and Applications.
IWA Publishing.UK.
CICEK, N., H. WINNEN, M.T. SUIDAN, B.E. WRENN, V. URBAIN and J. MANEM.,
1998b. Effectiveness of the membrane bioreactor in the biodegradation of high
molecular weight compounds. Water Research 32(5): 1553-1563.
DE ALMEIDA AZEVEDO, D., y otros, 2000. Monitoring of priority pesticides and other
organic pollutans in river water portugal by gas chromatography-mass spectrometry
and liquid chromatography- atmospheric pressure chemical ionization mass
spectrometry. s.l. : Elseirver, 2000.
DI BERNARDO, L.; DANTAS, A., 2005. Métodos e Técnicas de Tratamento de Água, 2ª
ed., v.1 e 2. Rima, São Carlos, São Paulo, Brasil.
DÍAZ, S.D., 2015. Biorreactores de membranas. Máster en Gestión Sostenible y Tecnologías
del Agua. Universidad de Alicante.
100
FUNDACIÓN CENTRO CANARIO DEL AGUA., 2003. Introducción a los biorreactores de
membranas, 4-7.
GRADY, C.P.L., DAIGGER, G.T. et al., 2011. Biological wastewater treatment. IWA-CRC
Press.
HENZE, M., VAN LOOSDRECHT, M. et al., 2008. Biological wastewater treatment:
Priciples, modelling and design. IWA Publishing.
HERNÁNDEZ MUNÕZ, A., 1998. Depuración de aguas residuales. Colegio de Ingenieros de
Caminos, Canales y Puertos, Madrid, España.
HULSHOFF POL, L.W., DE CASTRO LOPES, S.I., LETTINGA, G., LENS, P.N.L., 2004.
Anaerobic sludge granulation. Water Research 38(14):1376-1389.
MALINA, JR. J.F., POHLAND, F.G., 1992. Design of anaerobic processes for the treatment
of industrial and municipal wastes. Water Quality Management Library. Vol 7.
Lancaster, Pennsylvania, U.S.A.
MARTÍN, A., 2015. Digestión anaerobia. Máster en Gestión Sostenible y Tecnologías del
Agua. Universidad de Alicante.
METCALF & EDDY., 2003. Wastewater Engineering, Treatment and Reuse. Mc Graw-Hill
Higuer Education, fourth edition, New York.
METCALF&EDDY., 2004. Wastewater engineering: Treatment, disposal, and reuse.
OLIVÉ, N.B., PARRAS, J.D. et al., 2011. Biorreactores de membrana: evolución y
perspectivas. Tecnología del Agua (328): 28-40.
POLO, J.F., TORRECILLAS, A.S., 2007. Tratamientos biológicos de aguas residuales.
Universidad Politécnica de Valencia.
RODRÍGUEZ, E.D.V., 2015. Estudio de biorreactor de membrana para el tratamiento de
aguas residuales urbanas (Proyecto fin de Máster), Universidad de Alicante.
RUBIA, M.A., 2015. Parámetros de calidad del agua. Máster en Gestión Sostenible y
Tecnologías del Agua. Universidad de Alicante.
SINGH, R.P., KUMAR, S., OJHA, C.S.P., 1998. A critique on operational strategies for start-
up of UASB reactors: effects of sludge loading rate and seed/biomass concentration.
Biochemical Engineering Journal. 1(13):107-119.
TRAPOTE, A., 2013. Depuración y regeneración de aguas residuales urbanas. Universidad de
Alicante. (10):451-473, (12):387-428.
VARÓ, P., 2015. Contaminantes específicos de vertidos urbanos. Máster en Gestión
Sostenible y Tecnologías del Agua. Universidad de Alicante.

101
VILLALOBOS, C. A. S., 2013. Aplicación de un tratamiento biológico a las aguas residuales
provenientes de una destilería de alcohol de caña, utilizando un reactor UASB (Tesis
Doctoral), Universidad Politécnica de Madrid.
YUE-GEN, Y., JOO-HWA, T., 1996. Characterization of the granulation process during
UASB start-up. Water Resource. 31(8):1573-1580.
ZHOU, W., IMAI, T., UKITA, M., LI, F., YUASA, A., 2007. Effect of loading rate on the
granulation process and granular activity in a bench scale UASB reactor. Bioresource
Technology. 98(7):1386-1392.


















![UllL15] - UASB](https://img.pdfslide.es/doc/110x75/62ddf40003a1eb04086ffced/ulll15-uasb.jpg)