Embed Size (px)
Citation preview
UNIVERSIDAD SIMÓN BOLÍVAR
Decanato de Estudios de Postgrado Especialización en Diseño y Mantenimiento Industrial
TRABAJO ESPECIAL DE GRADO
EVALUACIÓN DE FUNCIONALIDAD Y MANTENIBILIDAD DE
EQUIPOS DE TRANSPORTE DE MATERIALES EN PLANTAS FLAKT
DE CVG VENALUM
Por:
Roxana Milagros Ortiz Lugo
Mayo, 2007
UNIVERSIDAD SIMÓN BOLÍVAR
Decanato de Estudios de Postgrado Especialización en Diseño y Mantenimiento Industrial
EVALUACIÓN DE FUNCIONALIDAD Y MANTENIBILIDAD EN EQUIPOS DE TRANSPORTE DE MATERIALES EN PLANTAS FLAKT
DE CVG VENALUM
Trabajo Especial de Grado presentado a la Universidad Simón Bolívar por
Roxana Milagros Ortiz Lugo
Como requisito parcial para optar al grado de
Especialista en Diseño y Mantenimiento Industrial
Realizado con la tutoría de
Prof. Alfonso Quiroga
Ing. Cesar Viamonte
Mayo, 2007
ii
DEDICATORIA
A Dios todopoderoso por brindarme salud y voluntad.
A mi santa “Virgen del Valle” por iluminar siempre mi camino.
A mis padres y hermano por su trato especial, y apoyo incondicional
A mi pequeña Mariana José por ser el motor de mi vida y por su comprensión al haberle quitado el tiempo que se merecía, siempre motivándome a seguir adelante.
A mis amistades más cercanas.
iii
AGRADECIMIENTOS
Mis más sinceros agradecimientos al Presidente de CVG Venalum, Sr. Isaías Suárez por brindarme esta oportunidad y haber creído en el grupo de Mantenimiento para esta formación académica.
A la Gerencia de Mantenimiento Industrial por esta bien merecida oportunidad de crecimiento profesional.
A los Ing. Jesús Rojas y César Viamonte por apoyarme en mi formación profesional.
A los Sres. Dimas Verde, Pedro Velásquez, Aleida Peña y Tony García por su apoyo en la elaboración de este proyecto de tesis de grado.
A los profesores de la Especialización en Diseño y Mantenimiento Industrial para CVG Venalum de la Universidad Simón Bolívar
A los 22 compañeros de estudio por brindarme afecto, compañía y conocimiento, especialmente a mi equipo de trabajo “grupo de las chicas”, que me apoyaron y animaron en estos estudios.
A todas las personas que de alguna u otra manera contribuyeron a la formación de los conocimientos plasmados en este trabajo.
A todos, gracias.
iv
RESUMEN El sistema de transporte de alúmina secundaria en las plantas de tratamiento de humos (PTH) de CVG Venalum es el que descarga este material desde las tolvas de los compartimientos a las cadenas de arrastre en el área de Reducción I y II y en equipos aerodeslizadores en V-Línea. En Reducción I y II, los equipos que transportan el material son un sistema de cadenas y eslabones, que lo empujan hasta su punto de transferencia, en V-Línea los aerodeslizadores trasladan la alúmina en un ducto donde incide la fluidificación, el ángulo de inclinación, la gravedad y la presión negativa interna. El presente trabajo contempla una evaluación comparativa de estos equipos en aspectos de funcionalidad y mantenibilidad. En el aspecto de funcionalidad se evaluaron los parámetros de operación, el volumen de material, las perdidas de material, así como los costos operativos de ambos equipos. En el aspecto de mantenibilidad se evaluaron los planes de mantenimiento, la disponibilidad de equipos, la tendencia de fallas, la seguridad del personal en las intervenciones, los costos de mantenimiento, los costos de inventario de repuestos y el tiempo de vida útil. También se incluyó el impacto ambiental para determinar el cumplimiento de la legislación ambiental vigente. El resultado del estudio nos permitió concluir que los transportadores aerodeslizadores son más confiables, y de mayor mantenibilidad que las cadenas de arrastre y de menor impacto ambiental que los transportadores de cadenas. Para mejorar el comportamiento de los aerodeslizadores, se llego a la conclusión que los transportadores aerodeslizadores (Fluid Con), de sección redonda son mas efectivos que los actuales de sección cuadrada, razón por la cual se recomienda la sustitución y unificación de todos los sistemas de transporte de alúmina secundaria por aerodeslizadores Fluid Con.
Palabras claves: Planta, tratamiento, humos, aerodeslizadores, alúmina.
v
INDICE GENERAL
APROBACION DEL JURADO ............................................................................................. i
DEDICATORIA.....................................................................................................................ii
AGRADECIMIENTOS ........................................................................................................iii
RESUMEN ............................................................................................................................ iv
INDICE GENERAL .............................................................................................................. v
ÍNDICE DE TABLAS........................................................................................................... xi
ÍNDICE DE FIGURAS........................................................................................................xii
ÍNDICE DE ANEXOS ........................................................................................................ xvi
LISTA DE SIMBOLOS, ABREVIATURAS Y GLOSARIO DE TERMINOS..............xviii
INTRODUCCIÓN ................................................................................................................. 1
CAPÍTULO I. PLANTEAMIENTO DEL PROBLEMA ..................................................... 6
1.1. Antecedentes..................................................................................................................... 6
1.2. Naturaleza y propiedades del adsorbente y gas absorbido. (Pacheco, 2002) ....................... 8
1.3. Elementos principales que intervienen en el proceso de absorción de fluoruros en la
alúmina ........................................................................................................................... 9
1.3.1. Alúmina................................................................................................................. 9
1.3.2. Fluoruros (Gases de celdas) ................................................................................ 10
1.4. Problemática ambiental en la planta de reducción............................................................ 11
1.4.1 Impacto Ambiental ............................................................................................... 12
1.5. Justificación .................................................................................................................... 13
1.6. Objetivo General ............................................................................................................. 13
1.6.1. Objetivos Específicos .......................................................................................... 13
1.7. Metodología .................................................................................................................... 14
1.8. Alcance ........................................................................................................................... 15
1.9. Limitaciones.................................................................................................................... 15
CAPÍTULO II SISTEMA DE ADMINISTRACIÓN DEL MANTENIMIENTO EN
CVG VENALUM ........................................................................................................... 16
vi
2.1. Antecedentes de la implantacion del mantenimiento en CVG Venalum ........................... 16
2.2. Normas y procedimientos de la gerencia de mantenimiento (Venalumi, 2006)................. 17
2.2.1. Norma 10.01-02. Planificación del mantenimiento de equipos industriales .......... 17
2.2.2. Norma 10.01-03. Ejecución del mantenimiento de equipos industriales ............... 18
2.2.3. Norma 10.01-04. Control del mantenimiento y calibración de los equipos de
inspección ..................................................................................................................... 18
2.3. Sistema integral de mantenimiento aluminio- SIMA........................................................ 18
2.4. Unidades custodias.......................................................................................................... 19
2.5. Unidades ejecutoras......................................................................................................... 19
2.6. Objetivos del Sima .......................................................................................................... 20
2.7. Beneficios del Sima......................................................................................................... 20
2.8. Funciones del sistema “SIMA”........................................................................................ 20
2.8.1. Módulo de datos básicos..................................................................................... 21
2.8.2. Módulo de planificación ..................................................................................... 21
2.8.3. Módulo de ejecución............................................................................................ 21
2.8.4. Módulo control equipos de medición ................................................................... 22
2.8.5. Módulo interfases ................................................................................................ 22
2.9. Control de equipos y sus componentes en el sistema integral de mantenimiento de
CVG Venalum .............................................................................................................. 22
2.9.1. Áreas operativas .................................................................................................. 22
2.9.2. Sistema................................................................................................................ 23
2.9.3. Subsistema .......................................................................................................... 23
2.9.4. Equipos ............................................................................................................... 23
2.9.5. Posición técnica ................................................................................................... 23
2.9.6. Grupos de equipos ............................................................................................... 23
2.9.7. Catálogos de equipos ........................................................................................... 24
2.9.8. Orden de trabajo .................................................................................................. 24
2.10. Estrategias del mantenimiento en CVG Venalum .......................................................... 24
2.10.1. Planificación del Mantenimiento........................................................................ 25
2.10.2. Programación del mantenimiento....................................................................... 26
2.11. Tipos de mantenimiento ................................................................................................ 26
vii
2.11.1. Mantenimiento correctivo (tipo 1)...................................................................... 26
2.11.2. Mantenimiento programado (tipo 2)................................................................... 26
2.11.3. Mantenimiento preventivo (tipo 3)..................................................................... 26
2.11.4. Mantenimiento rutinario (tipo 4) ........................................................................ 26
2.11.5. Mantenimiento predictivo .................................................................................. 27
2.12. Control del mantenimiento ............................................................................................ 27
2.13. Tipos de intervenciones ................................................................................................. 27
2.14. Periodicidad del mantenimiento..................................................................................... 27
2.15. Evolución del mantenimiento en CVG Venalum ........................................................... 27
2.16. Cálculo de los costos en el SIMA .................................................................................. 28
2.17. Adquisición de repuestos - empresas nacionales ............................................................ 30
2.18. Principios y consideraciones en el control de inventarios establecidos en CVG
Venalum. (Santos, 2006) ............................................................................................... 30
2.18.1. Métodos para la clasificación de materiales y repuestos ..................................... 30
2.18.2. Inventario de repuestos ...................................................................................... 31
2.18.3. Clasificación de repuestos en CVG Venalum.................................................... 31
2.18.4. Sistemas computacionales de control de inventarios de CVG Venalum.............. 32
2.19. Control de activos en CVG Venalum (NIC 16, 2006). ................................................... 33
CAPÍTULO III. FUNDAMENTOS TEÓRICOS .......................................................... 34
3.1. Mantenimiento (Quiroga, 2006) ...................................................................................... 34
3.2. Equipos ........................................................................................................................... 34
3.2.1 Clasificación de equipos ....................................................................................... 34
3.3. Fallas o averías................................................................................................................ 35
3.3.1. Tendencia de Fallas ............................................................................................. 35
3.4. Vida útil .......................................................................................................................... 35
3.5. Envejecimiento ............................................................................................................... 37
3.6. Obsolescencia ................................................................................................................. 37
3.7. Indicadores de gestión de Mantenimiento........................................................................ 37
3.8. Confiabilidad .................................................................................................................. 39
3.9. Diagramas de paretos ...................................................................................................... 41
3.10. Histogramas de frecuencia............................................................................................. 42
viii
CAPÍTULO IV. ESTUDIO DE FUNCIONALIDAD DE LOS EQUIPOS DE
TRANSPORTE ............................................................................................................... 43
4.1. Cadenas de arrastre. (Manual de fabricante plantas Flakt, 2006) ...................................... 43
4.2. Esquema del sistema de transporte de alúmina secundaria por cadenas de arrastre,
plantas Flakt, P-19......................................................................................................... 44
4.3. Datos del transportador.................................................................................................... 44
4.4. Cuerpo del transportador. ................................................................................................ 45
4.4.1. Unidad de control ................................................................................................ 46
4.4.2. Estación de recepción .......................................................................................... 46
4.4.3. Estación motriz.................................................................................................... 46
4.4.4. Pretensado ........................................................................................................... 46
4.5. Flujo de transporte........................................................................................................... 46
4.6. Parámetros de funcionamiento......................................................................................... 47
4.6.1. Cadenas de arrastre, TKF – 630 ........................................................................... 47
4.6.2. Cadenas de arrastre, TKF – 400 ........................................................................... 47
4.7. Pérdidas de material en las cadenas de arrastre ................................................................ 47
4.8. Aerodeslizadores. (Claudius Peters, 2006)....................................................................... 48
4.9. Esquema de los aerodeslizadores. .................................................................................... 49
4.10. Datos del transportador.................................................................................................. 50
4.11. Cuerpo del transportador ............................................................................................... 50
4.12. Ventajas de los aerodeslizadores convencionales. .......................................................... 51
4.13.- Desventajas de los aerodeslizadores convencionales..................................................... 51
4.14. Flujo de transporte......................................................................................................... 51
4.15. Parámetros de funcionamiento....................................................................................... 52
4.15.1. Aerodeslizadores secundarios ............................................................................ 52
4.15.2. Soplador para los aerodeslizadores secundarios ................................................. 52
4.15.3. Soplador de reserva para los aerodeslizadores secundarios................................ 52
4.16. Especificaciones de la lona de los aerodeslizadores ....................................................... 53
4.16.1. Estructura del tejido de la tela ............................................................................ 54
4.16.2. Rendimiento de la tela ....................................................................................... 54
4.17. Pérdidas de material en los aerodeslizadores.................................................................. 55
ix
4.18. Datos técnicos de los sistemas de transporte de alúmina secundaria............................... 55
4.19. Incremento de inversión en alúmina por pérdidas en transportadores ............................. 56
4.19.1. Incremento de inversión en alúmina por pérdidas en cadenas de arrastre............ 56
4.19.2. Incremento de inversión en alúmina por pérdidas en aerodeslizadores................ 57
CAPÍTULO V. ESTUDIO DE MANTENIBILIDAD DE LOS
TRANSPORTADORES.................................................................................................. 59
5.1. Herramientas estadísticas y analíticas de uso general. ...................................................... 59
5.1.1. Árbol de fallas de equipos transportadores, período 2004-2006. (Llatas, 2006). ... 59
5.2. Evaluación de los mantenimientos planificados asociados a los equipos de transporte ..... 60
5.3. Costos por mantenimientos correctivos en cadenas de arrastre y aerodeslizadores,
periodo 2004-2006 ........................................................................................................ 67
5.4. Ciclo del costo de vida de los equipos transportadores (Santos, 2006) ............................. 69
5.4.1. Cadenas de arrastre.............................................................................................. 69
5.4.2.- Aerodeslizadores ................................................................................................ 70
5.5. Accidentes ocurridos, período 2004-2006........................................................................ 71
5.6. Revisión de las actividades de mantenimiento registradas en el SIMA............................. 72
5.7. Fallas en cadenas de arrastre............................................................................................ 73
5.8. Fallas en aerodeslizadores (Claudius Peters, 2006) .......................................................... 74
5.9. Análisis de paretos de costos de mantenimientos correctivos en cadenas de arrastre y
aerodeslizadores ............................................................................................................ 77
5.10. Costos por inventario de repuestos de equipos transportadores ...................................... 77
CAPÍTULO VI. EVALUACIÓN DE LA CONFIABILIDAD DE LOS
TRANSPORTADORES.................................................................................................. 79
6.1. Cálculo de la confiabilidad, disponibilidad y mantenibilidad de los equipos de
transporte. (Parra, 2005) ................................................................................................ 80
6.1.2. Prueba de Kolmogorov - Smirnov para una muestra ............................................ 81
6.1.3. Planteamiento de la hipótesis ............................................................................... 81
6.1.4. Nivel de significación .......................................................................................... 81
6.1.5. Zona de rechazo................................................................................................... 82
6.2. Cadenas de arrastre ......................................................................................................... 83
x
6.2.1- Cálculo de la confiabilidad en cadenas de arrastre .............................................. 83
6.2.2. Cálculo de la disponibilidad en cadenas de arrastre .............................................. 84
6.2.3. Resultados de la evaluación y cálculos de la confiabilidad, disponibilidad y
probabilidad de funcionamiento de las cadenas de arrastre84
6.3. Aerodeslizadores............................................................................................................. 88
6.3.1. Cálculo de la confiabilidad .................................................................................. 88
6.3.2. Cálculo de la disponibilidad................................................................................. 89
6.3.3. Resultados de la evaluación y cálculos de la confiabilidad, disponibilidad y
mantenibilidad de los equipos aerodeslizadores ............................................................. 89
CAPÍTULO VII. RESULTADOS DE LA EVALUACIÓN DE LOS
TRANSPORTADORES Y ALTERNATIVA PLANTEADA........................................ 91
7.1.- Resultados de la evaluación de los transportadores en la funcionalidad .......................... 91
7.2.- Resultados de la evaluación de los transportadores en la mantenibilidad ........................ 92
7.3.- Resultados de la evaluación de los transportadores en la confiabilidad ........................... 93
7.4. Análisis de resultados...................................................................................................... 93
7.5. Análisis comparativo de los sistemas de transporte evaluados.......................................... 95
CAPÍTULO VIII. CONCLUSIONES Y RECOMENDACIONES ............................... 98
8.1. Conclusiones................................................................................................................... 98
8.2. Recomendaciones............................................................................................................ 99
REFERENCIAS BIBLIOGRÁFICAS ........................................................................... 100
ANEXOS ......................................................................................................................... 102
xi
ÍNDICE DE TABLAS
Tabla 1.1. Especificaciones en el flujo de diseño de equipos de transporte de las plantas
Flakt P-19 vs. V- Línea........................................................................................... 7
Tabla 1.2. Comparación de los tipos de alumina existentes..................................................... 10
Tabla 1.3. Descripción de los gases provenientes de las celdas de reduccion .................. ........11
Tabla 4.1. Datos operativos del transportador de cadenas de arrastre ...................................... 44
Tabla 4.2. Datos operativos del transportador aerodeslizador ................................................. 50
Tabla 4.3. Características del material de la tela (Muestra analizada en laboratorio de
Mulen Sohn- Alemania).............................................................................. ……..53
Tabla 5.1. Costos de mantenimiento de los equipos de transporte, período 2004 -2006... ……67
Tabla 5.2. Resumen de accidentes ocurridos en equipos de transporte, período 2004- 2006.... 72
Tabla 5.3. Inventario de repuestos en almacén de equipos transportadores (cadenas de
arrastre y aerodeslizadores)................................................................................... 78
Tabla 7.1. Resultados de la evaluación de funcionalidad ........................................................ 91
Tabla 7.2. Resultados de la evaluación de mantenibilidad, período 2004 -2006 ...................... 92
Tabla 7.3. Resultados de la evaluación de confiabilidad, período 2004 - 2006........................ 93
Tabla 7.4. Análisis comparativo de los sistemas de transporte evaluados................................ 96
xii
ÍNDICE DE FIGURAS
Figura 1. Esquema funcional del área de carbón de CVG Venalum. ......................................... 2
Figura 2. Esquema funcional del área de reducción de CVG Venalum ........................... ……..3
Figura 3. Esquema funcional del área de colada de CVG Venalum……………………............ 3
Figura 1.1. Esquema de sistema de transporte en plantas Flakt. ………………………............. 8
Figura 2.1. Sistema de mantenimiento en CVG Venalum – Evaluación técnica Howard
Finley de Venezuela 1986.................................................................................. 17
Figura 2.2. Características del SIMA...................................................................................... 19
Figura 2.3. Áreas de planta en CVG Venalum........................................................................ 22
Figura 2.4. Ejemplo de nomenclatura de grupos de equipos en CVG Venalum. ...................... 23
Figura 2.5. Ejemplo de nomenclatura de catálogos de equipos. .............................................. 24
Figura 2.6. Nomenclatura de ordenes de trabajo. .................................................................... 24
Figura 2.7. Información de un repuestos stock de almacen en el SIMA .................................. 32
Figura 3.1. Curva clásica del comportamiento de equipo ........................................................ 36
Figura 3.2. Distribución de fallas para un equipo.................................................................... 38
Figura 3.3. Confiabilidad de sistemas en serie ........................................................................ 39
Figura 3.4. Confiabilidad de sistemas paralelo........................................................................ 39
Figura 3.5. Confiabilidad de sistemas paralelo - serie ............................................................. 40
Figura 3.6. Esquema resumen de los parámetros de mantenimiento que caracterizan la
vida de una máquina .......................................................................................... 41
Figura 3.7. Diagrama de pareto .............................................................................................. 42
Figura 3.8. Histogramas de frecuencia.................................................................................... 42
Figura 4.1. Vista general de un transportador de cadena TKF - 630, reducción I..................... 43
xiii
Figura 4.2. Diagrama del sistema de transporte de alúmina secundaria ................................... 44
Figura 4.3. Hermeticidad en transportadores de cadena .......................................................... 48
Figura 4.4. Vista general de un transportador aerodeslizador secundario ................................ 49
Figura 4.5.Diagrama general del sistema de transporte de alúmina secundaria por
aerodeslizadores, plantas Flakt V- Línea ............................................................... 49
Figura 4.6. Vista de la estructura del tejido de la tela, hilos multifilamentos de
transportadores aerodeslizadores........................................................................ 54
Figura 4.7. Hermeticidad en tramos de aerodeslizadores........................................................ 55
Figura 4.8. Datos técnicos comparativos de los sistemas de transporte de alúmina en las
PTH de CVG Venalum ...................................................................................... 55
Figura 5.1. Árbol de fallas de cadenas de arrastre................................................................... 59
Figura 5.2. Árbol de fallas de transportadores aerodeslizadores.............................................. 60
Figura 5.3. Gráficas comparativas de las intervenciones programadas en los
transportadores, período 2004- 2006 .................................................................. 61
Figura 5.4. Gráficas comparativas de las intervenciones preventivas en los
transportadores, período 2004-2006 ................................................................... 62
Figura 5.5. Gráficas comparativas de las intervenciones correctivas en los
transportadores, período2004-2006.................................................................... 63
Figura 5.6. Gráficas comparativas de las horas de parada por intervenciones correctivas
en los transportadores, período 2004 - 2006 ....................................................... 64
Figura 5.7. Gráficas comparativas de los tiempos de reparación en los transportadores,
período 2004 - 2006........................................................................................... 65
Figura 5.8. Gráficas comparativas de los motivos de fallas por intervenciones correctivas
en los transportadores, período 2004- 2006 ........................................................ 66
Figura 5.9. Gráficas comparativas de las fallas correctivas por su tipo en los
transportadores, período 2004 - 2006 ................................................................. 66
Figura 5.10. Diferencias de costos totales en equipos transportadores, período 2004-2006 .... .68
xiv
Figura 5.11. Diagrama del ciclo de vida de cadenas de arrastre, reducción I y II..................... 69
Figura 5.12. Diagrama del ciclo de vida de aerodeslizadores, reducción III ............................ 71
Figura 5.13. Fallas en transportadores de cadenas de plantas Flakt - reducción I y II .............. 73
Figura 5.14. Fallas en aerodeslizador por interrupción del flujo de material............................ 74
Figura 5.15. Fallas en aerodeslizador por rotura de la tela ...................................................... 74
Figura 5.16. Fallas en aerodeslizador por taponamiento de la tela........................................... 75
Figura 5.17. Fallas en aerodeslizador por baja tensión del tejido............................................. 75
Figura 5.18. Fallas en transportadores aerodeslizadores de plantas Flakt, reducción III .......... 76
Figura 5.19 Costo anual vs Costo acumulado en equipos transportadores en el periodo
2004-2006………………………………………………………………… ......... 77
Figura 6.1. Esquema de procesamiento de datos..................................................................... 79
Figura 6.2. Forma de recopilación de datos para el modelaje de índices de confiabilidad........ 80
Figura 6.3. Estimación de Laplace para la frecuencia de fallas de un activo............................ 80
Figura 6.4. Ventana principal de paquete computacional de índices de confiabilidad,
disponibilidad y mantenibilidad ......................................................................... 81
Figura 6.5. Página de cálculo de confiabilidad........................................................................ 82
Figura 6.6. Página de cálculo de disponibilidad ...................................................................... 83
Figura 6.7. Esquema serie - paralelo de cadenas de arrastre en plantas de tratamiento de
humos de reducción I y II .................................................................................. 83
Figura 6.8. Cálculo de confiabilidad, disponibilidad, probabilidad de funcionamiento en
plantas 100 y 200............................................................................................... 85
Figura 6.9. Cálculo de confiabilidad, disponibilidad, y probabilidad de funcionamiento en
plantas 300 y 400............................................................................................... 85
Figura 6.10. Cálculo de confiabilidad, disponibilidad, probabilidad de funcionamiento en
plantas 500 y 600............................................................................................... 86
xv
Figura 6.11. Cálculo de confiabilidad, disponibilidad, y probabilidad de funcionamiento
en plantas 700 y 800 .......................................................................................... 86
Figura 6.12. Esquema paralelo de equipos aerodeslizadores en planta 1000, reducción III...... 88
Figura 6.13. Esquema paralelo de equipos aerodeslizadores en planta 900, reducción III........ 88
Figura 6.14. Cálculo de confiabilidad, disponibilidad, y probabilidad de funcionamiento
en equipos aerodeslizadores planta 1000, reducción III ...................................... 89
Figura 6.15. Cálculo de confiabilidad, disponibilidad, y probabilidad de funcionamiento
en equipos aerodeslizadores planta 1000, Reducción III..................................... 90
xvi
ÍNDICE DE ANEXOS
Anexos I. Posiciones técnicas de aerodeslizadores ............................................................... 103
Anexos II. Posiciones técnicas de cadenas de arrastre .......................................................... 105
Anexos III. Parámetros de diseño en plantas de tratamientos de humos original/actual ........ 107
Anexos IV. Resumen de los principios básicos del mantenimiento en CVG Venalum .......... 109
Anexo V. Modelo matemático de Lagrange para la interpolación de puntos ......................... 110
Anexo VI. Potencia en equipos de transporte cadenas de arrastre y aerodeslizadores
Página de cálculo de disponibilidad ................................................................. 112
Anexo VII. Actividades de mantenimientos aplicados a equipos transportadores de alumina
secundaria........................................................................................................ 113
Anexo VII.1. Actividades de mantenimiento aplicados a equipos transportadores de
alumina secundaria, cadenas de arrastre ........................................................... 114
Anexo VII.2. Actividades de mantenimiento aplicados a aerodeslizadores secundarios ........ 115
Anexo VII.3. Actividades de rutina de las cadenas de arrastre .............................................. 116
Anexo VII.4. Actividades de rutina en aerodeslizadores....................................................... 119
Anexo VII.5. Actividades de mantenimiento rutina de sopladores ........................................ 119
Anexo VII.6. Revision de actividades de mantenimiento a ventiladores ............................... 120
Anexo VIII. Actividades existentes en el SIMA ................................................................... 120
Anexo VIII.1. Actividades de preventivo de aerodeslizadores secundarios ........................... 120
Anexo VIII.2. Actividades de rutina de los aerodeslizadores secundarios ............................. 121
Anexo VIII.3. Actividades de preventivo de las cadenas de arrastre TKF-400 ...................... 121
Anexo VIII.4. Actividades de mantenimiento preventivo de las cadenas de arrastre
TKF - 630........................................................................................................ 122
Anexo VIII.5. Actividades de rutina de las cadenas de arrastre............................................. 122
xvii
Anexo IX. Despiece de aerodeslizador ................................................................................. 124
Anexo X. Despiece de cadenas de arrastre............................................................................ 124
Anexo XI. Despiece de cadenas de arrastre TKF-630........................................................... 126
Anexo XII. Calculo de la despreciacion de las cadenas de arrastre ....................................... 130
Anexos XIII. Depreciacion de los aerodeslizadores.............................................................. 130
Anexo XIV. Esquema general de cadenas de arrastre, TKF-400, plano Reynolds ................. 131
Anexo XV. Esquema general de cadenas de arrastre TKF – 630, plano Reynolds................. 132
Anexo XVI. Alternativa de reemplazo para sustitucion de cadenas de arrastre...................... 133
xviii
LISTA DE SÍMBOLOS, ABREVIATURAS Y GLOSARIO DE TÉRMINOS
FLAKT Compañía internacional con tecnología de diseño fabricación y montaje de equipos y sistemas de manejo y captación de gases
PTH Planta de tratamiento de humos
SIMA Sistema Integral de Mantenimiento Aluminio SAP Systems, Applications and Products
(Módulo de gestión de mantenimiento de SAP). DATA WARE HOUSE Base de datos que toma toda la información contentiva del
SIMA F Frecuencia
Pf Probabilidad de falla PF Probabilidad de funcionamiento
TKF Modelo de transportador de cadena. TNV Transportador neumático vertical. (Elevador neumático).
MCC Centro de control de motores. CADENAS DE ARRASTRE Transportador de cadena que traslada el material a través de
eslabones. AERODESLIZADOR Sistema de transporte neumático convencional de sección
cuadrada TRAMA Son los hilos horizontales que conforman el tejido de la tela
URDILLA Son los filamentos dispuestos en forma vertical en el tejido SCALING Formación de la unión de alúmina fina con agua, la cual se
adhiere a las paredes del transportador. FLUID CON Sistema de transporte neumático de sección circular que permite
transportar alta carga de sólidos con bajo consumo de energía (fase hiperdensa).
INTRODUCCIÓN
CVG Venalum es una de las grandes empresas que integra la Corporación Venezolana de
Guayana. Fue constituida el 29 de agosto de 1973 con el objeto de producir aluminio primario
en diversas formas para fines de exportación, constituyendo la planta de aluminio primario con
mayor producción en Latinoamérica con un capital mixto 80% venezolano y 20% Japonés y
tiene por misión producir y comercializar aluminio en forma productiva, rentable y sustentable
para generar bienestar y compromiso social en las comunidades, los trabajadores, los
accionistas, los clientes y los proveedores, para así fomentar el desarrollo endógeno de la
República Bolivariana de Venezuela.
Su visión es ser empresa líder en productividad y calidad en la producción sustentable de
aluminio con trabajadores formados y capacitados en un ambiente de bienestar y compromiso
social que promuevan la diversificación productiva y la soberanía tecnológica, fomentando el
desarrollo endógeno y la economía popular de la República Bolivariana de Venezuela. La
política ambiental está basada en garantizar el mejoramiento continuo de los procesos y se
compromete a cumplir con la Legislación ambiental vigente y con otros requisitos que la
empresa subscriba, para contribuir con la prevención y control de la contaminación, con
especial énfasis en las emisiones atmosféricas, efluentes industriales y el manejo integral de
los desechos para la conservación del ambiente. La empresa tiene como procesos medulares
los siguientes:
Área de Carbón: en la planta de carbón y sus instalaciones se fabrican los ánodos o polo
positivo de la celda que hacen posible el proceso electrolítico. En el área de molienda y
compactación se construyen los bloques de ánodos verdes, a partir de coque de petróleo,
alquitrán y remanentes de ánodos consumidos. Los ánodos son colocados en hornos de
cocción, con la finalidad de mejorar su dureza y conductividad eléctrica. Luego, el ánodo es
acoplado a una varilla conductora de electricidad en la sala de envarillado. La planta de pasta
2
catódica produce la mezcla de alquitrán y antracita que sirve para revestir las celdas, que una
vez cumplida su vida útil, se limpian, se reparan y reacondicionan con bloques de cátodos y
pasta catódica, como se muestra en la siguiente figura 1.
Figura 1. Esquema funcional del área de Carbón de CVG Venalum
Área de Reducción: en las celdas se lleva a cabo el proceso de reducción electrolítica, que
hace posible la transformación de la alúmina en aluminio, mediante el proceso de electrolisis.
El área de reducción esta compuesta por los Complejos I, II y V- Línea para un total de 920
celdas, 720 celdas de tecnología Reynolds y 180 celdas de tecnología Hidroaluminium.
Adicionalmente existen cinco celdas experimentales v-350, un proyecto desarrollado por
ingenieros venezolanos al servicio de la empresa. La capacidad nominal de estas plantas es de
430.000 t/año. El funcionamiento de las celdas electrolíticas, así como la regulación y
distribución del flujo de corriente eléctrica, son supervisados por un sistema computarizado
que ejerce control sobre el voltaje, la rotura de costra, la alimentación de alúmina y el estado
general de las celdas. Ver figura 2.
Producción (t)Salidas ySalidas y
Capacidad de ProducciCapacidad de ProduccióónnProcesoProceso
279.450 t-Año
Hornos de Cocción
Sala de Envarillado
Ánodos Cocidos
Ánodo Envarillado
399.736 t-Año
274.208 t-Año
Molienda y Compactación
Ánodos Verdes
Materias Materias primasprimas
Coque de Petróleo
Alquitrán de Ánodos
Cabo
Desecho Verde
Ánodo Cocido
Varillas
Hierro Colado
Ánodos Verdes
218.784 237.964
310.019
240.878 284.671
219.002
2002 2003 2004 2005 2006 2007
195.109 203.675
277.573
210.712
269.393
186.789
2002 2003 2004 2005 2006 2007
273.302 272.400 279.137 275.825 276.629 274.431
2002 2003 2004 2005 2006 2007
3
Figura 2. Esquema funcional del área de Reducción de CVG Venalum
Área de Colada: el aluminio líquido obtenido en las salas de celdas, es trasegado y trasladado
en crisoles al área de colada, donde se elaboran los productos terminados. El aluminio se vierte
en hornos de retención y se le agregan, si es requerido por los clientes, los aleantes que
necesitan algunos productos. Cada horno de retención determina la colada de una forma
específica: Lingotes de 10 kg., con capacidad nominal de 20.100 t/año, lingotes de 22 kg. con
capacidad de 250.000 t/año, lingotes de 680 kg. con capacidad de 100.000 t/año, cilindros con
capacidad para 85.000 t/año y metal líquido. Concluido este proceso, el aluminio esta listo
para la venta a los mercados nacionales e internacionales, como se muestra en la figura 3.
Figura 3. Esquema funcional del área de Colada de CVG Venalum
438.932 433.346
435.937 439.455
434.752 438.928
2002 2003 2004 2005 2006 2007
ParParáámetrosmetrosComplejosComplejosMateriaMateriaPrima e Prima e InsumosInsumos
164 KA
716 Celdas
91,5 % Eficiencia de Corriente
315.772 tCapacidad Instalada
Alúmina
Fluoruro Aluminio
Energía
Criolita
Ánodos
Principales Principales Equipos:Equipos:
GrGrúúasasCeldasCeldasPlanta tratamiento Planta tratamiento de Humosde Humos
226 KA
178 Celdas
93% Eficiencia deCorriente
109.953 tCapacidad Instalada
320 KA
5 Celdas
94% Eficiencia deCorriente
4.420 tCapacidad Instalada
Cap.= 430.000 t
Aluminio Líquido
5 años consecutivos con Récord de Producción
Complejo I
Complejo II
V-Línea
V-350
438.350 434.567
428.588
437.890
425.434
430.044
2002 2003 2004 2005 2006 2007
Aleantes
Lingotes de10 y 22 Kg
8 Hornos Colada Horizontal 4 Hornos Colada Vertical
Horno de Homogeneización y Sunbeam
Capacidad Máxima de Retención de aluminio Primario: 453.000 (t-año)
Capacidad Máxima de Retención de aluminio Aleado: 336.000 (t-año)
Sierra KM-44
Lingotes de680 Kg
Capacidades20.640 t/año
328.500 t/año.
Capacidad92.500 t/año.
Capacidad120.000 t/año
Mesa de colada
Producción de Colada en (t)
4
El objetivo general del trabajo de grado es evaluar y comparar los sistemas de transporte de
alúmina secundaria existente en las plantas de tratamiento de humos del área de reducción
(cadenas de arrastre y aerodeslizadores). Determinar las ventajas de cada uno de los sistemas
de transporte en uso y recomendar cual de las dos tecnologías en uso en CVG Venalum es la
más conveniente a los intereses de la empresa.
Este proyecto se desarrolló y se realizó en el Departamento de Ingeniería en Mantenimiento.
El trabajo consistió en una evaluación comparativa de los sistemas de transporte de alúmina
secundaria de las plantas de tratamiento de humos de la planta de reducción I y II vs. V-Línea
en los aspectos de funcionalidad y mantenibilidad, para esto se utilizaron las técnicas
estudiadas en la especialización de mantenimiento dictadas por la Universidad Simón Bolívar
para sistematizar los mantenimientos actualmente en uso en los equipos involucrados mediante
la aplicación de modelos cónsonos a la etapa de desarrollo en que se encuentra el equipo
(cadenas de arrastre y aerodeslizadores) y hacer recomendaciones en cuanto a modificaciones
y/o rediseños requeridos.
En el capítulo I se presenta un planteamiento del problema, los antecedentes que permiten
visualizar la situación actual de las plantas de tratamiento de humos, se revisan los principales
elementos que intervienen en el proceso de absorción del fluoruros en la alúmina y la
composición de los gases extraídos de las celdas, la problemática ambiental de las plantas de
reducción, la justificación de la evaluación comparativa de los sistemas de transporte basada
en la tasa de fallas presentes en el lapso comprendido entre 2004 y 2006. También se
plantearon los objetivos generales y específicos, la metodología utilizada consistió en revisar
los datos de fallas, horas de parada, y tiempos de reparación, costos de mano de obra, y costos
de materiales y repuestos de ambos tipos de equipos en el sistema integral de mantenimiento
de CVG Venalum, Para mas detalle, ver la metodología punto a punto en el aparte 1.8 del
capítulo I. Se planteo el alcance y las limitaciones que se puede presentar en la veracidad de la
información al realizar el análisis de los datos.
En el capítulo II, se refleja un resumen del sistema de administración del mantenimiento en
CVG Venalum, que es la base de los datos de fallas de los equipos.
En el capítulo III, se presenta el planteamiento de los fundamentos teóricos bases para la
elaboración del trabajo
5
En el capítulo IV, se estudia la funcionalidad de los transportadores bajo estudio
En el capítulo V, se estudia la mantenibilidad de los transportadores, los árboles de fallas,
tendencia de fallas, horas de parada por mantenimiento correctivo, tiempos de reparación por
mantenimientos correctivos, motivos de fallas por mantenimientos correctivos, fallas por su
tipo en mantenimientos correctivos, intervenciones planificadas (programado y preventivo),
ciclo de costo de vida de ambos transportadores y la comparación de los accidentes suscitados
en el periodo evaluado.
En el capítulo VI, se refleja la confiabilidad de los sistemas transportadores en estudio
En el capítulo VII, se plasman los resultados obtenidos basado en la evaluación y análisis, que
permitió comparar en forma efectiva los dos sistemas de transporte de alúmina secundaria
existentes, en cuanto a funcionalidad, mantenibilidad y confiabilidad, así como el
planteamiento de la alternativa propuesta en cuanto a sustitución y unificación en los sistemas
actualmente existentes y finalmente en el capítulo VIII se plantean las conclusiones y
recomendaciones respectivas en base a los resultados obtenidos.
CAPÍTULO I
PLANTEAMIENTO DEL PROBLEMA
1.1. Antecedentes
Los complejos de Reducción de CVG VENALUM, están conformados por 10 plantas de
tratamiento de humos que datan en Reducción I y II desde el año 1978 y en Reducción III
desde el año 1988, donde las últimas plantas instaladas cuentan con la actualización de la
Tecnología Flakt, a nivel de los sistemas que lo conforman por sustitución o rediseño de
equipos y componentes, mejorando su eficiencia.
Los cambios tecnológicos en el diseño original, realizados en las celdas electrolíticas y las
plantas de tratamientos de humos, para las mejoras operativas de planta, no tomaron en
consideración el impacto que produce el incremento en la producción de polvos en suspensión
sobre los sistemas de transporte y otros equipos.
Las plantas ubicadas en V-Línea, Reducción III, están diseñadas para colectar el 98% de las
emisiones de material particulado como se muestra en la tabla 1.1, de las especificaciones de
diseño de las plantas Flakt y compuestos gaseosos, originados por las reacciones químicas del
proceso de reducción electrolítica, debido a la descomposición de óxidos y carbonatos por la
volatización de los compuestos fluorados. La recuperación de los fluoruros se realiza mediante
un proceso de captación por adsorción con alúmina primaria y los gases crudos procedentes
de las Casas de Filtros, convirtiendo la alúmina primaria en alúmina enriquecida en flúor
(Alúmina Secundaria), empleada como materia prima en el proceso de Reducción.
En la tabla 1.1 se muestran las especificaciones de los flujos de transporte por diseño de los
equipos de transporte existentes en las plantas Flakt de CVG Venalum
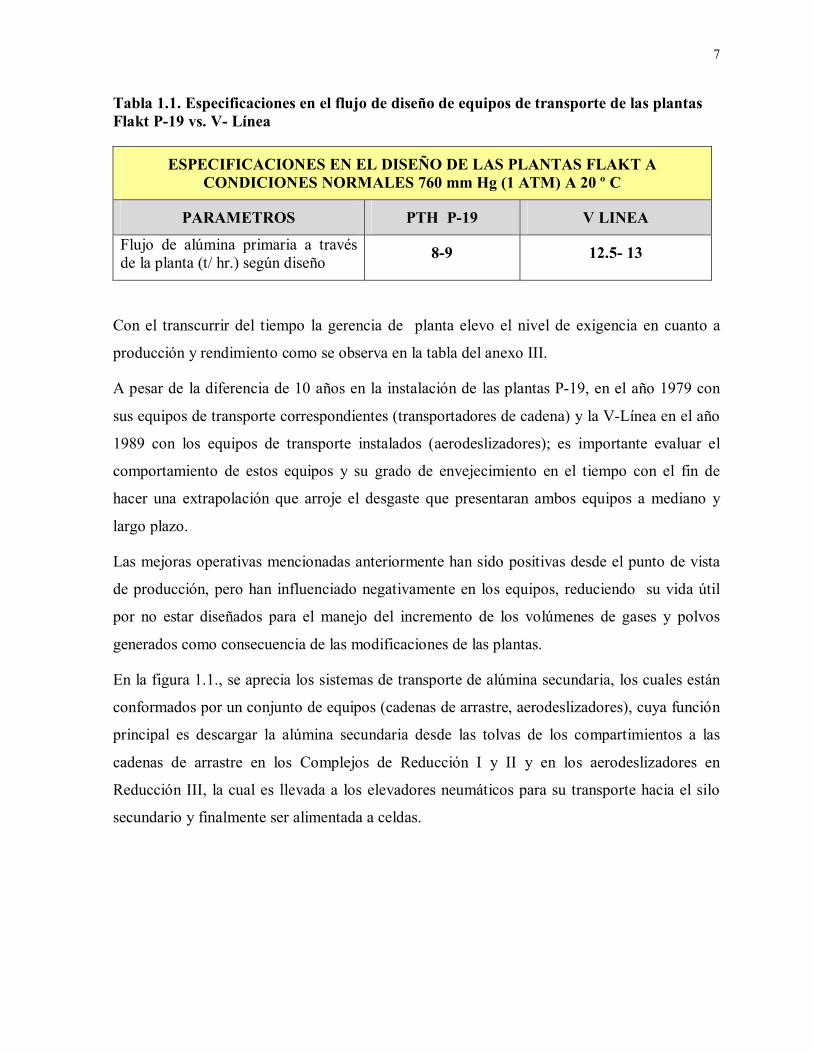
7
Tabla 1.1. Especificaciones en el flujo de diseño de equipos de transporte de las plantas Flakt P-19 vs. V- Línea
ESPECIFICACIONES EN EL DISEÑO DE LAS PLANTAS FLAKT A CONDICIONES NORMALES 760 mm Hg (1 ATM) A 20 º C
PARAMETROS PTH P-19 V LINEA
Flujo de alúmina primaria a través de la planta (t/ hr.) según diseño 8-9 12.5- 13
Con el transcurrir del tiempo la gerencia de planta elevo el nivel de exigencia en cuanto a
producción y rendimiento como se observa en la tabla del anexo III.
A pesar de la diferencia de 10 años en la instalación de las plantas P-19, en el año 1979 con
sus equipos de transporte correspondientes (transportadores de cadena) y la V-Línea en el año
1989 con los equipos de transporte instalados (aerodeslizadores); es importante evaluar el
comportamiento de estos equipos y su grado de envejecimiento en el tiempo con el fin de
hacer una extrapolación que arroje el desgaste que presentaran ambos equipos a mediano y
largo plazo.
Las mejoras operativas mencionadas anteriormente han sido positivas desde el punto de vista
de producción, pero han influenciado negativamente en los equipos, reduciendo su vida útil
por no estar diseñados para el manejo del incremento de los volúmenes de gases y polvos
generados como consecuencia de las modificaciones de las plantas.
En la figura 1.1., se aprecia los sistemas de transporte de alúmina secundaria, los cuales están
conformados por un conjunto de equipos (cadenas de arrastre, aerodeslizadores), cuya función
principal es descargar la alúmina secundaria desde las tolvas de los compartimientos a las
cadenas de arrastre en los Complejos de Reducción I y II y en los aerodeslizadores en
Reducción III, la cual es llevada a los elevadores neumáticos para su transporte hacia el silo
secundario y finalmente ser alimentada a celdas.
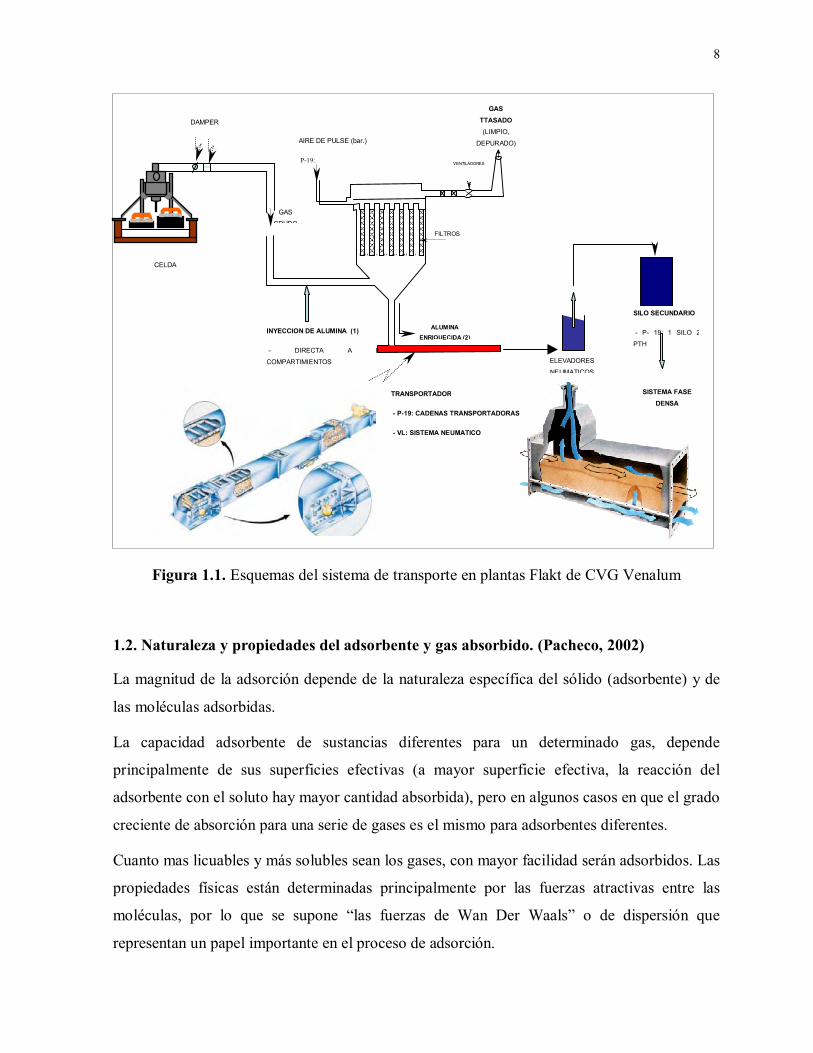
8
Figura 1.1. Esquemas del sistema de transporte en plantas Flakt de CVG Venalum
1.2. Naturaleza y propiedades del adsorbente y gas absorbido. (Pacheco, 2002)
La magnitud de la adsorción depende de la naturaleza específica del sólido (adsorbente) y de
las moléculas adsorbidas.
La capacidad adsorbente de sustancias diferentes para un determinado gas, depende
principalmente de sus superficies efectivas (a mayor superficie efectiva, la reacción del
adsorbente con el soluto hay mayor cantidad absorbida), pero en algunos casos en que el grado
creciente de absorción para una serie de gases es el mismo para adsorbentes diferentes.
Cuanto mas licuables y más solubles sean los gases, con mayor facilidad serán adsorbidos. Las
propiedades físicas están determinadas principalmente por las fuerzas atractivas entre las
moléculas, por lo que se supone “las fuerzas de Wan Der Waals” o de dispersión que
representan un papel importante en el proceso de adsorción.
GAS TTASADO
(LIMPIO,
DEPURADO)
GAS
CRUDO
AIRE DE PULSE (bar.)
P-19:
INYECCION DE ALUMINA (1)
- DIRECTA A LOS
COMPARTIMIENTOS
COM
FILTROS
VENTILADORES
TRANSPORTADOR
- P-19: CADENAS TRANSPORTADORAS
- VL: SISTEMA NEUMATICO
ALUMINA ENRIQUECIDA (2)
ELEVADORES
NEUMATICOS
SILO SECUNDARIO
- P- 19: 1 SILO 2
PTH
SISTEMA FASE DENSA
DAMPER
CELDA
9
1.3. Elementos principales que intervienen en el proceso de absorción de fluoruros en la alúmina
Los elementos básicos que intervienen en el proceso de absorción de fluoruros son los
siguientes:
1.3.1. Alúmina
La alúmina se obtiene a partir de la bauxita que es un oxido hidratado AL2 O3(H2O) de
formula AL2O3. La alúmina consumida por CVG Venalum para la producción de aluminio
primario proviene de la planta CVG Bauxilum quien mediante la aplicación del proceso
“Bayer”, obtiene esta a partir de la bauxita.
El proceso de Reducción de aluminio primario emplea dos tipos de alúmina: una del tipo
“gamma” (γ) y una del tipo “alfa” (α), donde la diferencia que se establece entre ambas es
debido al grado de calcinación.
Alúmina Gamma AL2O3 (γ)
Es llamada también alúmina Sandi o arenosa. Es producida por la calcinación de la alúmina
trihidratada (3H2O) a 500 º C, mediante la siguiente reacción:
AL (OH)3 (250ºC) AL OOH+ H2O (Ec. 1.1)
AL (OH)(550º C) AL2O3+ H2O (Ec. 1.2)
Alúmina Alfa AL2O3 (α)
Es conocida también como alúmina fluory o polvorosa (harinosa). Es obtenida por la
calcinación de gamma de 900 – 1200 ºC, produciéndose cristalización de la alúmina alfa a
través de la reacción:
AL2 O3 (β) AL2O3 (α) (Ec. 1.3)
Características de la alúmina
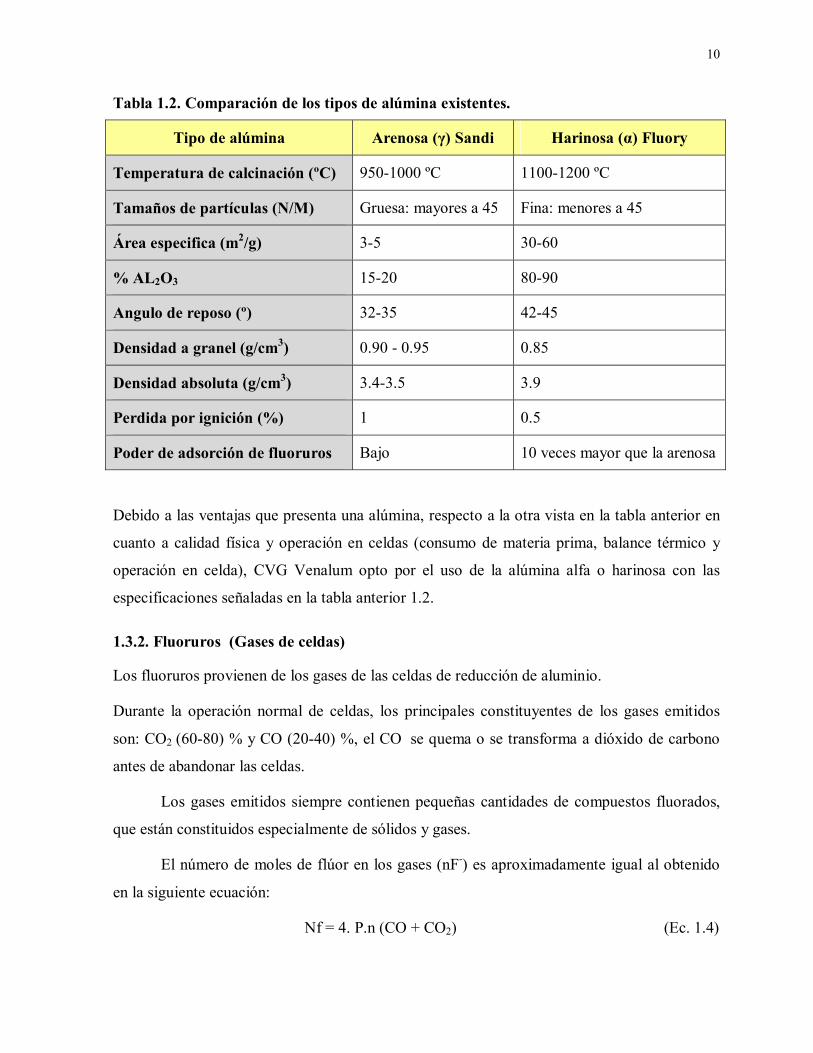
La tabla 1.2. Muestra una comparación entre los dos tipos de alúmina descritos anteriormente:
10
Tabla 1.2. Comparación de los tipos de alúmina existentes.
Tipo de alúmina Arenosa (γ) Sandi Harinosa (α) Fluory
Temperatura de calcinación (ºC) 950-1000 ºC 1100-1200 ºC
Tamaños de partículas (N/M) Gruesa: mayores a 45 Fina: menores a 45
Área especifica (m2/g) 3-5 30-60
% AL2O3 15-20 80-90
Angulo de reposo (º) 32-35 42-45
Densidad a granel (g/cm3) 0.90 - 0.95 0.85
Densidad absoluta (g/cm3) 3.4-3.5 3.9
Perdida por ignición (%) 1 0.5
Poder de adsorción de fluoruros Bajo 10 veces mayor que la arenosa
Debido a las ventajas que presenta una alúmina, respecto a la otra vista en la tabla anterior en
cuanto a calidad física y operación en celdas (consumo de materia prima, balance térmico y
operación en celda), CVG Venalum opto por el uso de la alúmina alfa o harinosa con las
especificaciones señaladas en la tabla anterior 1.2.
1.3.2. Fluoruros (Gases de celdas)
Los fluoruros provienen de los gases de las celdas de reducción de aluminio.
Durante la operación normal de celdas, los principales constituyentes de los gases emitidos
son: CO2 (60-80) % y CO (20-40) %, el CO se quema o se transforma a dióxido de carbono
antes de abandonar las celdas.
Los gases emitidos siempre contienen pequeñas cantidades de compuestos fluorados,
que están constituidos especialmente de sólidos y gases.
El número de moles de flúor en los gases (nF-) es aproximadamente igual al obtenido
en la siguiente ecuación:
Nf = 4. P.n (CO + CO2) (Ec. 1.4)
11
Con P, la presión de vapor del baño (Torr), n(CO+C2O); n el numero total de moles de oxido
de carbono.
La causa principal que conlleva al contenido de flúor en los gases crudos es la vaporización de
constituyentes volátiles en los gases, donde un tercio se vaporiza como tetrafluoraluminato de
sodio (NaALF4), el cual esta relacionado directamente con la presión de vapor del baño.
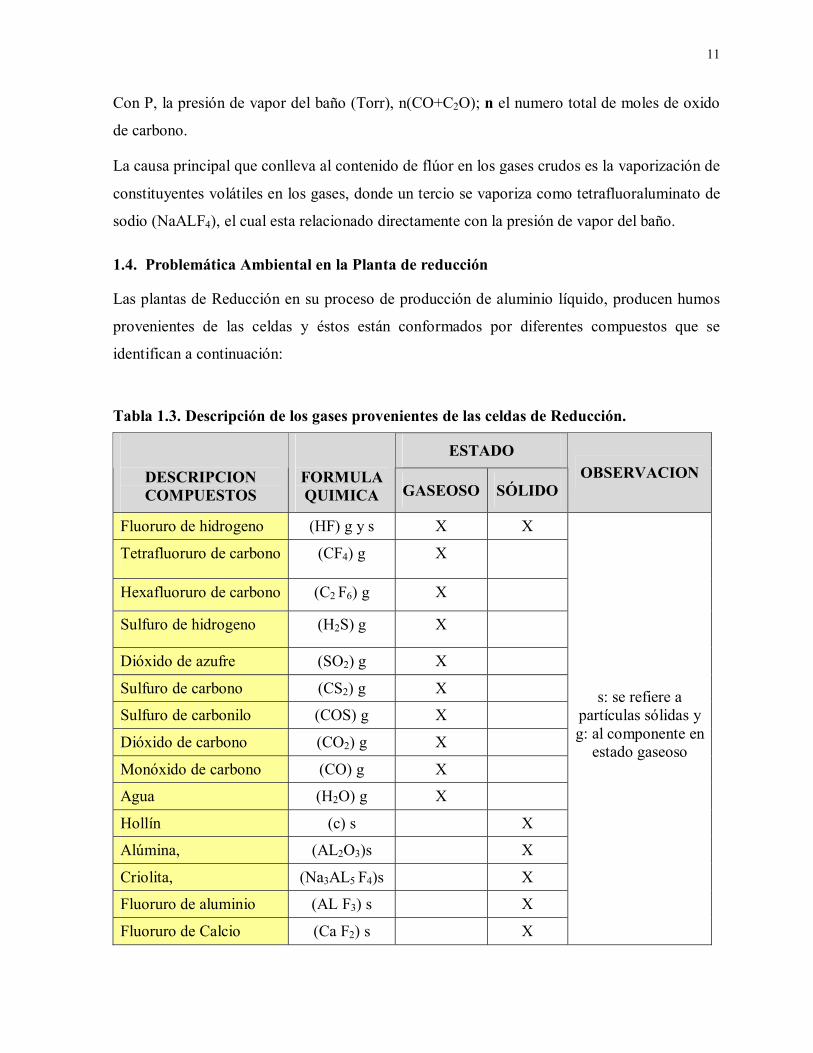
1.4. Problemática Ambiental en la Planta de reducción
Las plantas de Reducción en su proceso de producción de aluminio líquido, producen humos
provenientes de las celdas y éstos están conformados por diferentes compuestos que se
identifican a continuación:
Tabla 1.3. Descripción de los gases provenientes de las celdas de Reducción.
ESTADO
DESCRIPCION COMPUESTOS
FORMULA QUIMICA GASEOSO SÓLIDO
OBSERVACION
Fluoruro de hidrogeno (HF) g y s X X
Tetrafluoruro de carbono (CF4) g X
Hexafluoruro de carbono (C2 F6) g X
Sulfuro de hidrogeno (H2S) g X
Dióxido de azufre (SO2) g X
Sulfuro de carbono (CS2) g X
Sulfuro de carbonilo (COS) g X
Dióxido de carbono (CO2) g X
Monóxido de carbono (CO) g X
Agua (H2O) g X
Hollín (c) s X
Alúmina, (AL2O3)s X
Criolita, (Na3AL5 F4)s X
Fluoruro de aluminio (AL F3) s X
Fluoruro de Calcio (Ca F2) s X
s: se refiere a partículas sólidas y g: al componente en
estado gaseoso
12
Donde el fluoruro de hidrogeno, óxidos de carbonatos, dióxido de azufre y partículas,
representan la mayor proporción, reportándose las siguientes emisiones:
HF: 5-30 kg/ t AL
Fluoruros totales: 10-40 kg / t AL
Partículas: 18-60 kg/ t AL
SO2 Dióxido de azufre: 6-48 kg/ t AL
En el ambiente de las naves ( kg/ t AL):
HF: 1-4
Fluoruros totales 0.2 – 7
Polvos: 1.5 – 5
SO2: 0.2 - 5
1.4.1 Impacto Ambiental
Básicamente y como elemento mas importante, las emisiones de fluoruro en el proceso de
Reducción, son las mas importantes, debido a que los componentes de estos son los que
pueden afectar en mayor proporción a diferentes especies, incluyendo la humana.
La generación de los fluoruros se lleva a cabo durante el proceso de electrolisis de la alúmina
(proceso Hall- Heroult) en presencia de la criolita fundida que actúa como electrolito, durante
la electrolisis de fluoruro particulado (NA3ALF6) y fluoruro gaseoso (HF) y estos son emitidos
al ambiente de trabajo. Excesivas emisiones de fluoruro pueden generar lluvia acida en áreas
cercanas a la reductora. La absorción del fluoruro puede ser por inhalación, ingestión o ambas
vías.
En la vegetación puede variar dependiendo del tamaño de la planta, condiciones del suelo,
clima, etc. Los fluoruros pueden ser absorbidos por las plantas o a través de las hojas o suelos.
En los humanos, el exceso de absorción por encima de los estándares influye en los huesos,
produciendo la fluorosis que es una enfermedad producida por el exceso de fluoruro en los
huesos, esta puede producir graves deformaciones óseas en los afectados, es por esto que en
13
las plantas de tratamiento de humos se requiere que los equipos sean lo mas herméticos
posible.
1.5. Justificación
El presente acomete a la evaluación comparativa de los sistemas de transporte de alúmina
secundaria existentes en las plantas de tratamiento de humos de CVG Venalum, esto con el fin
de establecer criterios de reemplazo oportunos, verificar la disponibilidad de los equipos y
plantear mejoras a los diseños que permita a futuro realizar una selección y aplicación más
conveniente a nuestros procesos. En el año 2005 la tasa de fallas en las cadenas de arrastre fue
en promedio de 195 fallas para el área de RI y 167 fallas para el área de RII, reflejándose un
promedio de 20 fallas por transportador de cadena. En los aerodeslizadores de V- Línea; sin
embargo por experiencia del personal técnico se estima que la cantidad de fallas no supera las
6 fallas por equipo. A pesar de que los equipos tienen una diferencia en cuanto a operatividad
en planta de 10 años es conveniente realizar una evaluación que oriente a la selección de uno u
otro a futuro y permita predecir su comportamiento a mediano y largo plazo.
1.6. Objetivo General
Análisis comparativo de los sistemas de transporte cadenas de arrastre y aerodeslizadores en
los aspectos de funcionalidad y mantenibilidad con el objeto de seleccionar a futuro el mas
adecuado a nuestros procesos.
1.6.1. Objetivos Específicos
Ubicar las especificaciones técnicas y funcionales de las cadenas de arrastre y
aerodeslizadores, los planos de los equipos, las tendencias de fallas y planes de
mantenimiento.
Definir y evaluar los aspectos de funcionalidad de los equipos: costos de adquisición, volumen
de material transportado, costos de operación y pérdidas en el sistema.
Definir y evaluar los aspectos de mantenibilidad: disponibilidad, continuidad de
funcionamiento, los costos de mantenimiento, costos de inventario de almacén, seguridad del
personal durante las intervenciones y cumplimiento de vida útil.
14
Identificar los beneficios comparables entre sistemas y recomendar mejoras que se adapten al
diseño de las Plantas de Reducción existentes.
1.7. Metodología
La Metodología utilizada consistió en revisar los datos de fallas, horas de parada y tiempos de
reparación, costos de mano de obra, materiales y repuestos de ambos tipos de equipo, en el
sistema integral de mantenimiento SIMA de CVG Venalum, sobre la base de los cuales se
determinaron los parámetros de confiabilidad, disponibilidad y mantenibilidad. Para el
desarrollo del estudio comparativo de los transportadores de las plantas de tratamiento de
humos de reducción, se contemplará el siguiente procedimiento:
Recopilación de información técnica: especificaciones técnicas de los equipos según la
descripción del código de almacén.
Inspección y evaluación de los equipos de transporte actualmente existente.
Operación del equipo por el personal de producción.
Base de datos de fallas, horas de parada y tiempo de reparación
Consideraciones en el diseño.
Actividades de mantenimiento rutinario, programado y preventivo
Despiece y condición de planos de diseño.
Análisis de la información.
Cronograma y plan de ejecución
Entrevistas con el personal técnico del área
Visitas técnicas a los departamentos de costos, almacén y Compras.
Visitas Técnicas a los proveedores calificados por CVG VENALUM que se encuentren en la
zona y contacto a nivel internacional vía correo electrónico
Revisión de las normas Covenin, ISO-9000, ISO-14000, DIN, ASTM, etc.
Visitas de páginas WEB relacionadas con equipos de transportación de material
Aplicación de los módulos cursados en la especialización
15
Entrevista con los representantes de las marcas exclusivas de los transportadores
Usos y aplicaciones de software estadísticos tales como; ICDM 2001, Ms. Project, Md
Mechanical Destok, Inventor, base de datos CVG Venalum (Data Ware House), etc.
1.8. Alcance
El desarrollo de este proyecto estará orientado al análisis comparativo de los sistemas de
transporte de alúmina secundaria (cadenas de arrastre) pertenecientes a las plantas de
tratamiento de humos de Reducción I y II vs. Equipos aerodeslizadores instalados en las
plantas de tratamiento de humos de V-Línea, en base a los aspectos de funcionalidad y
mantenibilidad.
Funcionalidad: Mantenibilidad:
Parámetros de funcionamiento Planes de Mantenimiento
Operación Disponibilidad
Consumo de aire comprimido Tendencia de fallas
Volumen de material transportado Tiempo medio entre fallas
Tiempos de transporte Seguridad en las intervenciones
Perdidas de material Cumplimiento de vida útil
Costos de Operación Costos de Mantenimiento
Impacto ambiental, asociado a ambos aspectos, esto debido a que por consideraciones del
Ministerio de Energía y Minas, se debe corroborar la función que tienen estos equipos de
recolectar, filtrar y reciclar los materiales contaminantes.
Se identificaran los beneficios comparables entre sistemas y se recomendaran mejoras en base
a los diseños existentes.
1.9. Limitaciones
La limitación que se presentó durante el desarrollo del proyecto fue la falta de información de
datos de fallas de los equipos y la calidad de la información contentiva en los sistemas de
mantenimiento en el periodo a evaluar 2004-2006.
CAPÍTULO II
SISTEMA DE ADMINISTRACIÓN DEL MANTENIMIENTO EN CVG VENALUM
2.1. Antecedentes de la implantación del mantenimiento en CVG Venalum
El sistema de mantenimiento en CVG Venalum esta integrado por un sistema de información
integral para el seguimiento de la gestión de tal manera que proporcione la información veraz
necesaria para la eficiente planificación, programación, ejecución, análisis y evaluación de los
mantenimientos efectuados y sus costos asociados, facilitando la toma de decisiones en cuanto
a programas de producción.
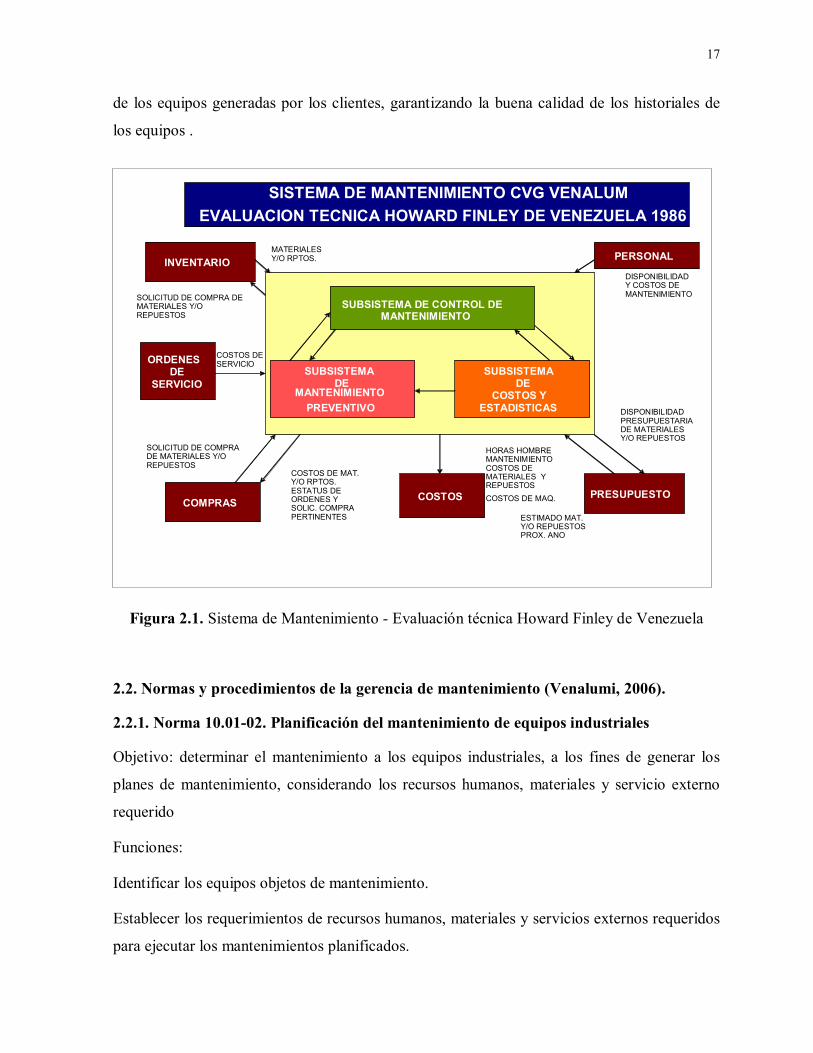
En la figura 2.1. se presenta el proyecto del control del mantenimiento en CVG Venalum, el
cual se inicia con el arranque de planta en el año de 1.978, basado en las frecuencias sugeridas
por el fabricante, las cuales para aquel tiempo fueron rutina (Mantenimiento de conservación)
y reparaciones mayores. Esta modalidad del mantenimiento se aplicó hasta el año 1.987. En el
año de 1986-1987, se contrató a la empresa Howard Finley de Venezuela para desarrollar un
sistema de mantenimiento cónsono con las necesidades de la empresa. La Howard Finley
enfocó el desarrollo del sistema de mantenimiento en la adaptación de la tecnología de
mantenimiento de CVG Venalum al estado del arte para aquella fecha. En el año de 1.988 se
dispone del sistema automatizado SIMVE, basado en una plataforma de equipos centrales, que
generaba órdenes de trabajo preventivas, rutinarias y programadas, presentando una serie de
restricciones desde el punto de vista conceptual y funcional. A partir del año 1.997 se pone en
marcha la implantación del sistema integral de mantenimiento SIMA, desarrollado bajo la
metodología Case Method, con plataforma cliente / servidor, el cual recopila la data de fallas
17
de los equipos generadas por los clientes, garantizando la buena calidad de los historiales de
los equipos .
Figura 2.1. Sistema de Mantenimiento - Evaluación técnica Howard Finley de Venezuela
2.2. Normas y procedimientos de la gerencia de mantenimiento (Venalumi, 2006).
2.2.1. Norma 10.01-02. Planificación del mantenimiento de equipos industriales
Objetivo: determinar el mantenimiento a los equipos industriales, a los fines de generar los
planes de mantenimiento, considerando los recursos humanos, materiales y servicio externo
requerido
Funciones:
Identificar los equipos objetos de mantenimiento.
Establecer los requerimientos de recursos humanos, materiales y servicios externos requeridos
para ejecutar los mantenimientos planificados.
SUBSISTEMA DE CONTROL DE MANTENIMIENTO
SUBSISTEMADE
MANTENIMIENTOPREVENTIVO
SUBSISTEMADE
COSTOS Y ESTADISTICAS
COMPRAS
ORDENES DE
SERVICIO
INVENTARIO
PRESUPUESTO
PERSONAL
COSTOS
DISPONIBILIDAD Y COSTOS DE MANTENIMIENTO
ESTIMADO MAT. Y/O REPUESTOS PROX. ANO
DISPONIBILIDAD PRESUPUESTARIA DE MATERIALES Y/O REPUESTOS
HORAS HOMBREMANTENIMIENTO COSTOS DE MATERIALES Y REPUESTOSCOSTOS DE MAQ.
COSTOS DE MAT. Y/O RPTOS. ESTATUS DEORDENES YSOLIC. COMPRA PERTINENTES
SOLICITUD DE COMPRA DE MATERIALES Y/O REPUESTOS
COSTOS DE SERVICIO
MATERIALES Y/O RPTOS.
SOLICITUD DE COMPRA DE MATERIALES Y/O REPUESTOS
SISTEMA DE MANTENIMIENTO CVG VENALUM EVALUACION TECNICA HOWARD FINLEY DE VENEZUELA 1986
18
Planificar y programar el mantenimiento a los equipos.
2.2.2. Norma 10.01-03. Ejecución del mantenimiento de equipos industriales
Objetivo: garantizar que la ejecución del mantenimiento a los equipos de las áreas operativas
y aquellos de inspección, medición y ensayo en el proceso productivo y áreas de servicios de
la empresa, se realice de acuerdo a los planes y programas establecidos.
Funciones:
Inspección de los equipos operativos por parte de las unidades de custodia, ejecución de los
planes de mantenimiento de los equipos de la empresa (preventivo y rutinario), ejecución del
mantenimiento programado, ejecución del mantenimiento correctivo y registrar la
documentación del mantenimiento ejecutado.
2.2.3. Norma 10.01-04. Control del mantenimiento y calibración de los equipos de inspección
Objetivo: garantizar la ejecución del mantenimiento a los equipos de inspección, medición y
ensayo utilizados para demostrar la confiabilidad de los insumos y productos de la empresa.
Funciones:
Controlar la ejecución del mantenimiento, calibración, registro, identificación, verificación y
control de los equipos de inspección, medición y ensayo, custodia y resguardo de los equipos
asignados por área.
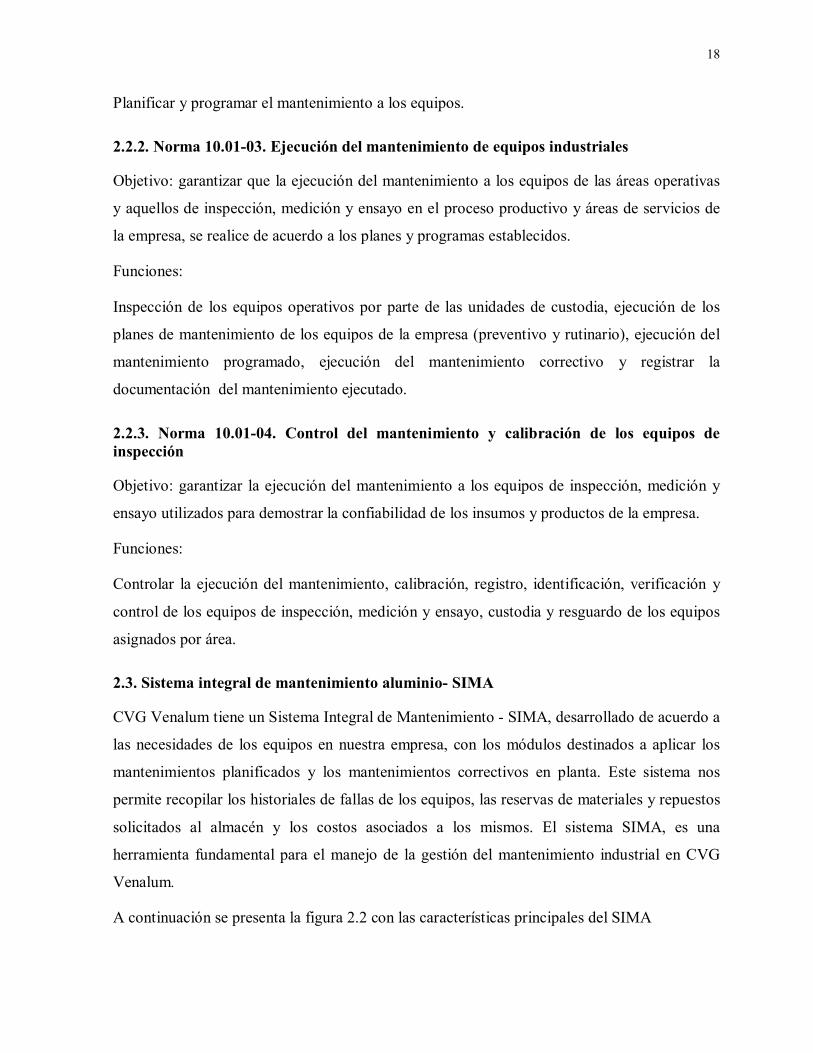
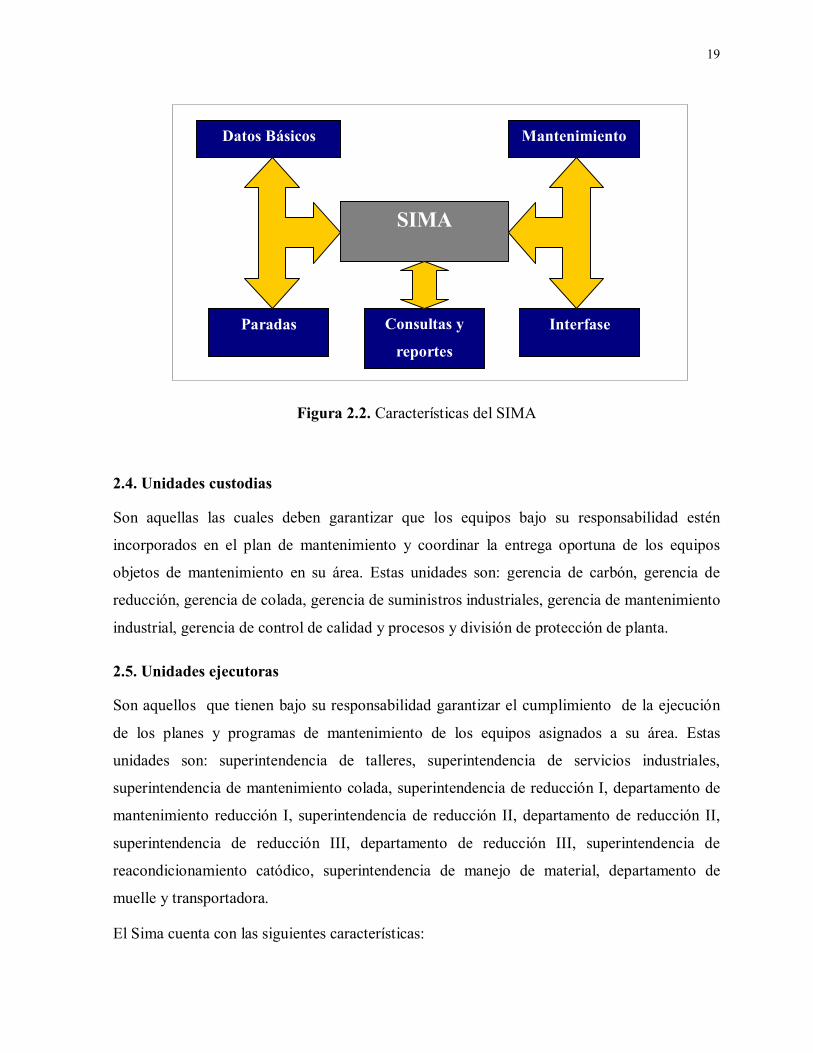
2.3. Sistema integral de mantenimiento aluminio- SIMA
CVG Venalum tiene un Sistema Integral de Mantenimiento - SIMA, desarrollado de acuerdo a
las necesidades de los equipos en nuestra empresa, con los módulos destinados a aplicar los
mantenimientos planificados y los mantenimientos correctivos en planta. Este sistema nos
permite recopilar los historiales de fallas de los equipos, las reservas de materiales y repuestos
solicitados al almacén y los costos asociados a los mismos. El sistema SIMA, es una
herramienta fundamental para el manejo de la gestión del mantenimiento industrial en CVG
Venalum.
A continuación se presenta la figura 2.2 con las características principales del SIMA
19
Figura 2.2. Características del SIMA
2.4. Unidades custodias
Son aquellas las cuales deben garantizar que los equipos bajo su responsabilidad estén
incorporados en el plan de mantenimiento y coordinar la entrega oportuna de los equipos
objetos de mantenimiento en su área. Estas unidades son: gerencia de carbón, gerencia de
reducción, gerencia de colada, gerencia de suministros industriales, gerencia de mantenimiento
industrial, gerencia de control de calidad y procesos y división de protección de planta.
2.5. Unidades ejecutoras
Son aquellos que tienen bajo su responsabilidad garantizar el cumplimiento de la ejecución
de los planes y programas de mantenimiento de los equipos asignados a su área. Estas
unidades son: superintendencia de talleres, superintendencia de servicios industriales,
superintendencia de mantenimiento colada, superintendencia de reducción I, departamento de
mantenimiento reducción I, superintendencia de reducción II, departamento de reducción II,
superintendencia de reducción III, departamento de reducción III, superintendencia de
reacondicionamiento catódico, superintendencia de manejo de material, departamento de
muelle y transportadora.
El Sima cuenta con las siguientes características:
Datos Básicos Mantenimiento
Paradas Consultas y
reportes
Interfase
SIMA
20
Sencillo de utilizar
Fácil navegabilidad entre pantallas
Multiusuario, permite la conexión e interacción de muchos usuarios al mismo tiempo.
De gran ayuda para el manejo de los mantenimientos de cada una de las áreas.
Información actualizada y veraz que facilita la toma de decisiones sobre los mantenimientos
que se realizan en planta.
2.6. Objetivos del Sima
Entre los objetivos principales se tienen los siguientes:
Mantener la información de las operaciones básicas en el área del mantenimiento, es decir
todo lo relacionado con el mantenimiento preventivo, correctivo, rutinario y programado en
planta.
Involucrar al usuario en la búsqueda de soluciones que mejoren el proceso de mantenimiento
de la empresa. Facilitar el acceso a la información por las diferentes unidades usuarias.
Reducir los tiempos invertidos en la recopilación de la información para los análisis
gerenciales facilitándole la mayoría de los datos requeridos con la finalidad de que dispongan
de más tiempo para el análisis y la retroalimentación, a todas las áreas.
2.7. Beneficios del Sima
Entre los beneficios del sistema se tienen:
Controlar a tiempo real la gestión del mantenimiento en planta.
Controlar la gestión de repuestos de almacén – compra.
Disponer de los historiales de equipos de planta.
Calcular la disponibilidad y los factores de servicio de los equipos de planta.
Generar todo tipo de reportes asociados a la gestión de mantenimiento.
2.8. Funciones del sistema “SIMA”
En este sistema se realizan las siguientes funciones tipificadas como módulos:
21
2.8.1. Módulo de datos básicos
Módulo de administración el cual contiene la base de datos para el desarrollo de las mallas
operacionales, catálogos, maestros de equipos, actividades de mantenimiento, incluyendo la
mano de obra, equipos de apoyo, pool de recursos y practicas operativas. Así mismo la
tipificación y motivos de las fallas que ocurre en el proceso de mantenimiento.
2.8.2. Módulo de planificación
Módulo donde se planifica y programa el mantenimiento de los equipos industriales de planta,
garantizando su funcionamiento, por medio de la generación de planes de mantenimiento,
considerando los recursos humanos, materiales, servicios externos requeridos y el costo
asociado. En este modulo se registra, mantiene y procesa la información del mantenimiento
preventivo, rutinario y programado en planta, a través de una solicitud trabajo generada por el
usuario, dicha solicitud puede ser rechazada o pre – planificada por el planificador y a su vez
modificada, cancelada o aprobada por el usuario según sea el caso. Después de ser aprobada
por el usuario pasa a ser una orden de trabajo que permite recopilar toda la información
necesaria para pre - programar y programar la orden para la ejecución del mantenimiento y
finalmente ser retroalimentada a fin de cerrarla en el sistema.
2.8.3. Módulo de ejecución
Módulo donde se controla la ejecución de los planes y programas de mantenimientos
establecidos para garantizar la operatividad de los equipos industriales, optimizar su vida útil y
disminuir su intervención por mantenimiento correctivo. También se genera la orden de
trabajo (ODT) para un mantenimiento correctivo, obteniendo la información requerida a
través del diagnóstico y determinación de la magnitud de la falla presentada. Las ordenes de
trabajo (ODT) que han sido ejecutadas son retroalimentadas y cerradas en este módulo.
Este módulo también proporciona otras pantallas donde el supervisor de turno puede llevar un
control de asistencia del personal a su cargo, registrar las tareas que se van a hacer en el turno
y generar reportes asociados a los mismos. Además de consultar las fallas ocurridas por tipo,
turno, motivo, área, entre otros.
22
2.8.4. Módulo control equipos de medición
Módulo donde se garantiza la operatividad de los equipos de medición de la empresa mediante
una adecuada planificación y ejecución de los planes y programas de mantenimiento,
verificación y calibración, a través de la inspección y prueba de los equipos que han sido
intervenidos, así como un registro y control de los mantenimiento, verificaciones y
calibraciones ejecutadas.
2.8.5. Módulo interfases
Módulo por medio de la cual se interrelaciona el sistema integral de mantenimiento del
aluminio “SIMA” con el sistema SAP, para permitir consultar la existencia y gestión de
compras de los materiales necesarios para el mantenimiento. También permite reservar el
material de una orden de trabajo, conocer el costo estándar relacionado a un centro de costo y
todo lo referente a la sala técnica que es la encargada de la custodia de planos y manuales, así
como el manejo y desarrollo de los planos existentes en planta.
2.9. Control de equipos y sus componentes en el sistema integral de mantenimiento de CVG Venalum
A continuación se presenta la codificación de equipos y sus componentes en el SIMA:
2.9.1. Áreas operativas
Son aquellas áreas de la empresa que por sus funciones ejecutan actividades relacionadas a los
procesos productivos. En la figura 2.3 se presentan las áreas de planta y sus respectivas
codificaciones en el SIMA, divididas en:
Áreas de producción
Áreas de mantenimiento
Figura 2.3. Áreas de planta
SSeerrvviicciiooss IInndduussttrriiaalleess ÁÁrreeaa 0011 CCoommpplleejjoo II
AArreeaa 1100
CCoommpplleejjoo IIII AArreeaa 1100
TTaalllleerreess ÁÁrreeaa 3311
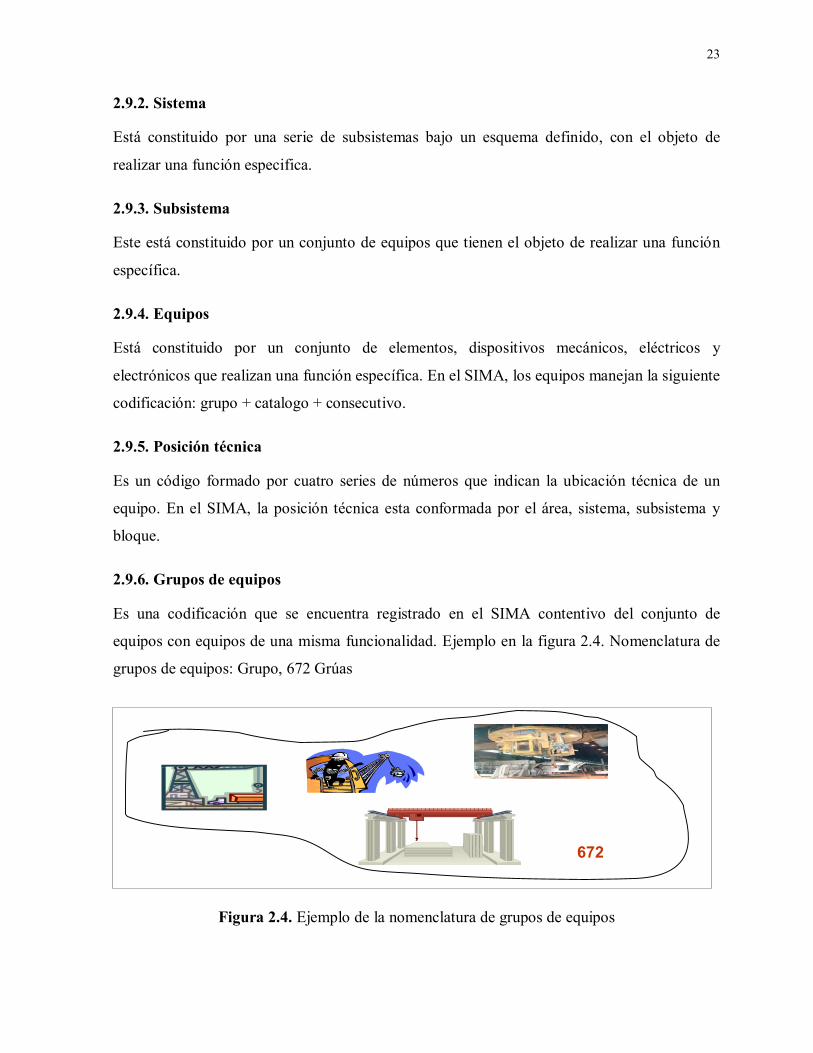
23
2.9.2. Sistema
Está constituido por una serie de subsistemas bajo un esquema definido, con el objeto de
realizar una función especifica.
2.9.3. Subsistema
Este está constituido por un conjunto de equipos que tienen el objeto de realizar una función
específica.
2.9.4. Equipos
Está constituido por un conjunto de elementos, dispositivos mecánicos, eléctricos y
electrónicos que realizan una función específica. En el SIMA, los equipos manejan la siguiente
codificación: grupo + catalogo + consecutivo.
2.9.5. Posición técnica
Es un código formado por cuatro series de números que indican la ubicación técnica de un
equipo. En el SIMA, la posición técnica esta conformada por el área, sistema, subsistema y
bloque.
2.9.6. Grupos de equipos
Es una codificación que se encuentra registrado en el SIMA contentivo del conjunto de
equipos con equipos de una misma funcionalidad. Ejemplo en la figura 2.4. Nomenclatura de
grupos de equipos: Grupo, 672 Grúas
Figura 2.4. Ejemplo de la nomenclatura de grupos de equipos
672
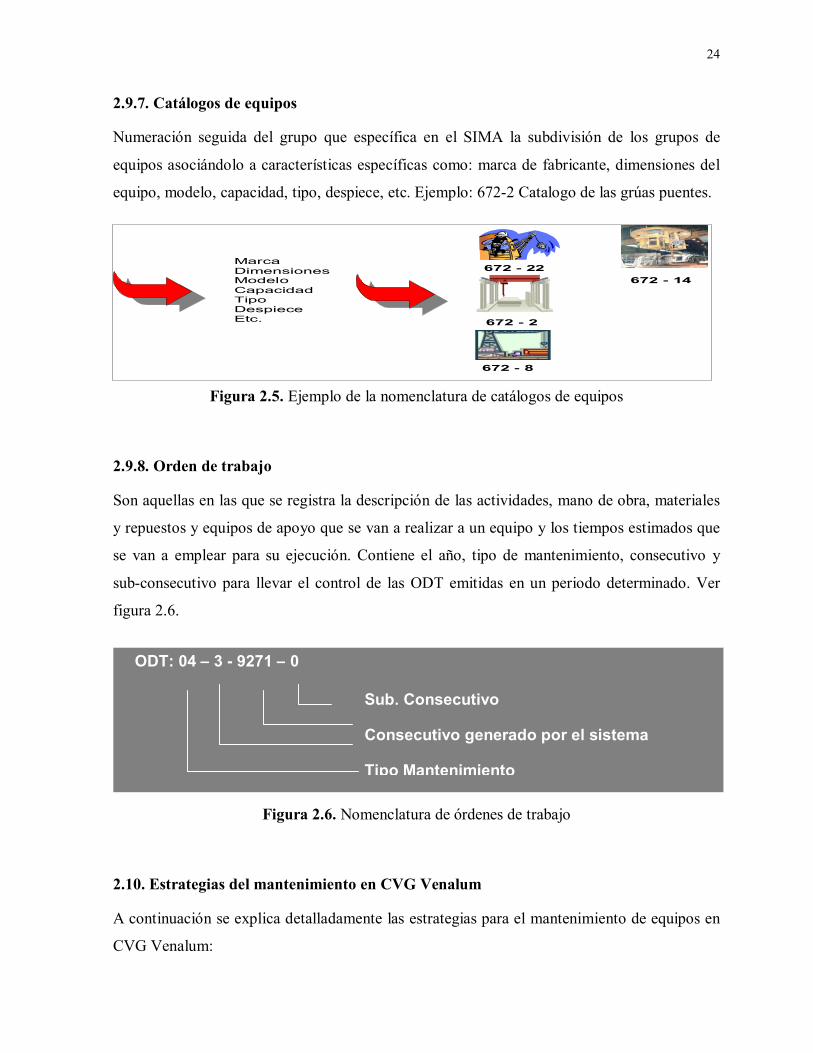
24
2.9.7. Catálogos de equipos
Numeración seguida del grupo que específica en el SIMA la subdivisión de los grupos de
equipos asociándolo a características específicas como: marca de fabricante, dimensiones del
equipo, modelo, capacidad, tipo, despiece, etc. Ejemplo: 672-2 Catalogo de las grúas puentes.
Figura 2.5. Ejemplo de la nomenclatura de catálogos de equipos
2.9.8. Orden de trabajo
Son aquellas en las que se registra la descripción de las actividades, mano de obra, materiales
y repuestos y equipos de apoyo que se van a realizar a un equipo y los tiempos estimados que
se van a emplear para su ejecución. Contiene el año, tipo de mantenimiento, consecutivo y
sub-consecutivo para llevar el control de las ODT emitidas en un periodo determinado. Ver
figura 2.6.
Figura 2.6. Nomenclatura de órdenes de trabajo
2.10. Estrategias del mantenimiento en CVG Venalum
A continuación se explica detalladamente las estrategias para el mantenimiento de equipos en
CVG Venalum:
Marca Dimensiones Modelo Capacidad Tipo Despiece Etc.
672 - 22
672 - 2
672 - 8
672 - 14
ODT: 04 – 3 - 9271 – 0
Sub. Consecutivo
Consecutivo generado por el sistema
Tipo Mantenimiento
25
2.10.1. Planificación del Mantenimiento
Proceso mediante el cual se realiza un conjunto de acciones organizadas que permiten definir,
donde, como, y con cuanto.
La unidad encargada en CVG Venalum de elaborar y controlar los planes y programas de
mantenimiento es la Superintendencia Planificación e Ingeniería de Mantenimiento, la cual
debe determinar con las Unidades Custodias y Unidades Ejecutoras del Mantenimiento (a
partir del mes de Septiembre hasta Noviembre de cada año), la frecuencia de mantenimiento
preventivo, rutinario y calibración de los equipos industriales, considerando las inspecciones
realizadas a los equipos, el historial del equipo, tendencias de fallas, comportamiento de los
equipos y los requerimientos de las unidades custodias y ejecutoras de mantenimiento.
Generar a través del sistema de mantenimiento, el plan anual de mantenimiento preventivo y
elaborar los planes anuales de mantenimiento rutinario y de calibración y entregarlo a más
tardar en el mes de marzo de cada año a las unidades ejecutoras del mantenimiento y unidades
custodia.
Generar a través del sistema de mantenimiento el plan anual de mantenimiento preventivo y
elaborar los planes anuales de mantenimiento rutinario y de calibración, y entregarlo a más
tardar en el mes de marzo de cada año a las unidades ejecutoras del mantenimiento y unidades
custodia. Determinar los requerimientos de recursos humanos y servicios externos para la
ejecución del mantenimiento planificado.
Identificar los requerimientos de materiales, partes y repuestos y entregar a la división
almacén a más tardar en el mes de marzo de cada año.
Efectuar el seguimiento de los planes en el sistema, así como la utilización de recursos
materiales, horas/hombres invertidas, tiempo de ejecución, equipos de apoyo y demás
elementos relevantes considerados en la evaluación.
Tramitar oportunamente los requerimientos de materiales, repuestos, servicios y fabricación de
piezas
Las unidades ejecutoras del mantenimiento son responsables de ejecutar los planes y
programas de mantenimientos de los equipos asignados.
26
2.10.2. Programación del mantenimiento
Función que define cuando se realizará un mantenimiento planificado. Enmarca cada actividad
dentro de una escala de tiempos y de utilización de recursos, utilizándose cualquier técnica, ya
sea en diagrama Gantt, Pert CPM o de diseño propio.
2.11. Tipos de mantenimiento
Entre los tipos de mantenimiento utilizados en CVG Venalum se tienen los siguientes:
2.11.1. Mantenimiento correctivo (tipo 1)
Es el que se efectúa a los equipos e instalaciones de la planta una vez ocurrida la falla, siempre
y cuando afecte la seguridad del personal o provoque perdidas de producción. Busca eliminar
la falla y la ejecución de re-trabajos o de actividades de mantenimiento a mediano plazo.
2.11.2. Mantenimiento programado (tipo 2)
Es el que se efectúa a los equipos e instalaciones de la planta una vez detectado parámetros
fuera de especificaciones y puede ser ejecutado en un tiempo determinado. La planificación y
programación del mantenimiento programado por lo general se toma en base a un tiempo
calendario, empleándose las jornadas diarias de trabajo, los días y semanas hábiles que tenga
la empresa.
2.11.3. Mantenimiento preventivo (tipo 3)
Es el que se efectúa a los equipos e instalaciones de la planta sujetos a desgastes con el
propósito de darle un periodo de vida útil nueva. En este tipo de mantenimiento, se aplica la
ingeniería de mantenimiento, ya que se basa en la determinación de los parámetros básicos de
mantenimiento referidos a tiempos entre fallas y tiempos para reparar, fundamentales para la
determinación de la confiabilidad, la mantenibilidad y la disponibilidad.
2.11.4. Mantenimiento rutinario (tipo 4)
Es el que aplicado en forma periódica mantiene o alarga la vida útil del equipo e instalaciones
de la planta mediante la aplicación de actividades de trabajos simples, tales como:
Inspección
27
Prueba y ajuste
Limpieza
Lubricación
2.11.5. Mantenimiento predictivo
Es aquel mantenimiento en el cual se realiza el monitoreo periódico o continuo a los equipos,
en base a planes de inspección con la intención de predecir fallas que se puedan presentar a
futuro. Este mantenimiento se encuentra en periodo de implantación.
2.12. Control del mantenimiento
Es la comprobación de que se esta ejecutando lo planeado, manteniendo estricta vigilancia de
la desviación. Los elementos del control son:
Variable a controlar
Medida de la variable
Medio de control
Verificación
2.13. Tipos de intervenciones
CVG Venalum no tiene declaradas el tipo de intervenciones y sus niveles dentro de las
normas y procedimientos del mantenimiento en planta, la aplicación nuestra se hace en forma
empírica; sin embargo pueden ser formalizadas posteriormente.
2.14. Periodicidad del mantenimiento
CVG Venalum tiene declarado en sus mantenimientos la periodicidad absoluta. Algunos
equipos manejan la periodicidad relativa pero traducida a absoluta.
2.15. Evolución del mantenimiento en CVG Venalum
El mantenimiento en CVG Venalum está basado en la evolución a través del tiempo del
mantenimiento preventivo a nivel mundial, adaptado a las necesidades de planta. La tendencia
actual en CVG Venalum es implantar el mantenimiento predictivo para incorporar el
28
monitoreo por frecuencia de intervención de equipos críticos, con la tendencia a lograr el
monitoreo continuo para conocer la condición en tiempo real de los equipos evaluados. A
nivel mundial existen empresas que aplican el mantenimiento proactivo a sus equipos que es el
mantenimiento por consecuencia que surge una vez que se han aplicado las técnicas
predictivas. Este mantenimiento es la punta de lanza para el mantenimiento centrado en
confiabilidad MCC que incluye la combinación de mantenimientos reactivos, preventivos y
predictivos, donde el logro fundamental es la revalorización de la maquinaria al transformarlas
en máquinas con funcionamiento adecuado, sin paradas no planificadas.
Se considera que CVG Venalum podrá aplicar este tipo de mantenimiento en planta una vez
se haya madurado el mantenimiento predictivo y las técnicas asociadas al mismo.
En nuestra empresa no está contemplado el mantenimiento de ronda, basada en la experiencia
del individuo para la detección de fallas, pero en CVG Venalum se ve aplicado como
mantenimiento básico de rutina. La aplicación del mantenimiento ronda se realiza
empíricamente en ciertas áreas, donde el personal aplica el mantenimiento de ronda por el
amplio conocimiento que tiene de los equipos y del proceso en la solución efectiva de las
fallas. También existe la figura de operador – mantenedor como el ente que realiza las
operaciones de mantenimiento destinadas a la rutina de 1er nivel y los mantenimientos
tendientes a garantizar la conservación de limpieza de los equipos asignados, pero no está
declarado dentro de nuestros procedimientos.
El mantenimiento en CVG Venalum comparado con el mantenimiento que se practicaba hace
10 años, ha mejorado sustancialmente, sobre la base de los procedimientos y normas
implantados (normas 10-01-02; 10-01-03 y 10-01-04), y la obtención de la certificación de
calidad ISO 9001-2000, lo que es indicativo de la madurez y la creencia en la automatización
de nuestros procedimientos, lo que ha impactado positivamente en la conservación de nuestros
equipos mejorando la eficiencia de los activos.
2.16. Cálculo de los costos en el SIMA
El costo de mantenimiento en el SIMA para una orden de trabajo esta estructurado de la
siguiente manera:
29
Costos de horas hombres: determinado por la relación entre los costos asociados al centro de
costo de ejecución de mantenimiento (salarios, costos de implemento de seguridad, incremento
de prestaciones, etc.), calculado en el módulo de costo del sistema SAP R3 y el número de
horas hombres efectivas utilizadas por mantenimiento en ese mes que lo reporta el Dpto.
Planificación de mantenimiento a la unidad de costos. Para esto se realiza un reporte tabulado
por horas hombres centro de costo ejecutor.
El costo referencial a ser cargado en la orden de trabajo es el resultado del último mes cerrado
contablemente.
Ejemplo: si la División de costos recibe el total de horas hombres del mes de enero, estas son
consideradas para el promedio de las horas hombres del mes de marzo, debido a que el cierre
contable del mes de enero se realiza en el mes de febrero.
Costos promedio H/H= C1+C2+C3+C4………/ Nro. H/H vendibles (Ec. 2.1)
Costos de Materiales y repuestos: el SIMA tiene interfase (conexión en línea) con el módulo
de materiales y repuestos del SAP -R3, que permite ejecutar (para cargar a la orden) los costos
de materiales y repuestos. El costo del repuesto ponderado en el módulo de almacén es el
costo promedio del ítem en el sistema, resultado de la sumatoria de los costos de las últimas
compras entre el número de compras realizadas.
Costo de Materiales y repuestos= C1+C2+C3…./ Nro. Compras realizadas (Ec. 2.2)
Costos de equipos de apoyo y herramientas: dados por el valor de depreciación en el tiempo
del activo. La unidad de activo interviene en este caso.
Costo herramientas y equipos de apoyo = Costos Depreciación Activo/ t (Ec. 2.3)
Al realizarse el cierre de la orden de trabajo, el SIMA refleja los costos por horas hombre,
materiales y repuestos y costos totales asociados para cada orden de trabajo. Los equipos
tienen una posición técnica específica, por lo que el sistema contabiliza todas las órdenes de
trabajo emitidas para cada posición técnica por lo que se lleva en control de los costos totales
de los mantenimientos planificados y correctivos.
Los despieces incorporados de cada uno de los equipos en el SIMA permiten controlar el uso
adecuado de los requerimientos en sus cantidades respectivas por tipo de mantenimiento; es
decir que para una orden de mantenimiento preventivo tipo 3, solamente se podrán utilizar los
30
repuestos que están registrados en el despiece. El SIMA al estar en línea con el SAP – R3
visualiza una vez solicitado y retirado el material del almacén, la nueva existencia del
repuesto.
2.17. Adquisición de repuestos - empresas nacionales
CVG Venalum tiene dentro de su política, el apoyo a empresas nacionales tanto de fabricación
como de suministro, de dar la oportunidad a proveedores que fabriquen piezas, partes y
componentes de equipos instalados en la plantas, así conformándose parte de la cartera de
proveedores nacionales, permitiendo esto minimizar la dependencia internacional y agilizando
sus procuras. Los últimos programas que dieron oportunidades a la sustitución de
importaciones fueron el mostrario de piezas (Show Room), realizado en planta en la fecha de
agosto del 2002, y el programa de la V Rueda de negocio o plan nacional de sustitución de
importación implantado en el año 2005.
2.18. Principios y consideraciones en el control de inventarios establecidos en CVG Venalum. (Santos, 2006).
A continuación se presentan los principios y consideraciones para el control de inventarios de
la empresa:
2.18.1. Métodos para la clasificación de materiales y repuestos
CVG Venalum, utiliza los siguientes métodos de gestión de inventarios para sus almacenes de
repuestos:
En primer lugar utiliza el método ABC para clasificar los materiales y repuestos por su
criticidad.
También utiliza el método del punto de pedido para la reposición del stock de materiales y
repuestos, teniendo un punto de pedido, un stock máximo y un stock mínimo, los cuales en la
mayoría de los equipos pueden ser diferentes. Este punto de pedido es automáticamente
generado en el sistema a través de una orden previsional (automática del sistema SAP-R3), tal
que el analista luego de estudiar y negociar con las unidades usuarias, emite la solicitud de
pedido. Aunado a esto, el sistema SAP tiene restricciones en el manejo de los repuestos
críticos y propios de cada unidad lo que mantiene el control sobre los inventarios.
31
2.18.2. Inventario de repuestos
Es importante señalar, que para los mantenimientos preventivos y rutinarios, los
planificadores de mantenimiento de CVG Venalum presentan con un año de antelación,
específicamente en el mes de julio los requerimientos de materiales y repuestos para las
actividades a realizarse en el año siguiente, tanto a las unidades usuarias como a la Gerencia
de logística, la cual se encargará de hacer los trámites necesarios para su adquisición mediante
el establecimiento del “PLAN ANUAL DE PROCURAS CARACTERIZADAS” que abarca
todos los repuestos solicitados para un fabricante específico de forma tal de suministrar los
materiales y repuestos necesarios para mantener la operatividad de la Planta.
Para el resguardo de los repuestos de los mantenimientos planificados, CVG Venalum adoptó
la modalidad de PDVSA, que viene a ser la asignación de uno de los almacenes, en este caso
“Almacén 7”, para el resguardo de repuestos de preventivo, restringiendo su administración al
personal autorizado de la unidad de Planificación.
Adicionalmente las unidades usuarias establecen compras de materiales y repuestos críticos
que no son stock de almacén a las que se denominan “Cargo Directo”, los cuales son
resguardados en depósitos (propios de cada unidad). La mayor parte de los casos, estos
repuestos y/o materiales son de uso exclusivo de los equipos pertenecientes a las unidades
solicitantes.
2.18.3. Clasificación de repuestos en CVG Venalum
La clasificación de repuestos es la siguiente:
Repuestos stock: son aquellos que están codificados dentro del almacén
Repuestos no stock: son aquellos cuya codificación difiere de la de los códigos stock y pueden
ser propios o genéricos.
Repuestos Cargo directo: son aquellos materiales y repuestos que el monto de su compra se
carga directamente a los centros de costos de las unidades solicitantes.
Repuestos reparables: son aquellos que pueden reparar en el taller central de planta o en
talleres foráneos y luego de reparados re-ingresar al almacén. En el caso de los repuestos
reparables, esta solicitud no sale automáticamente, como es el caso de los motores, que se
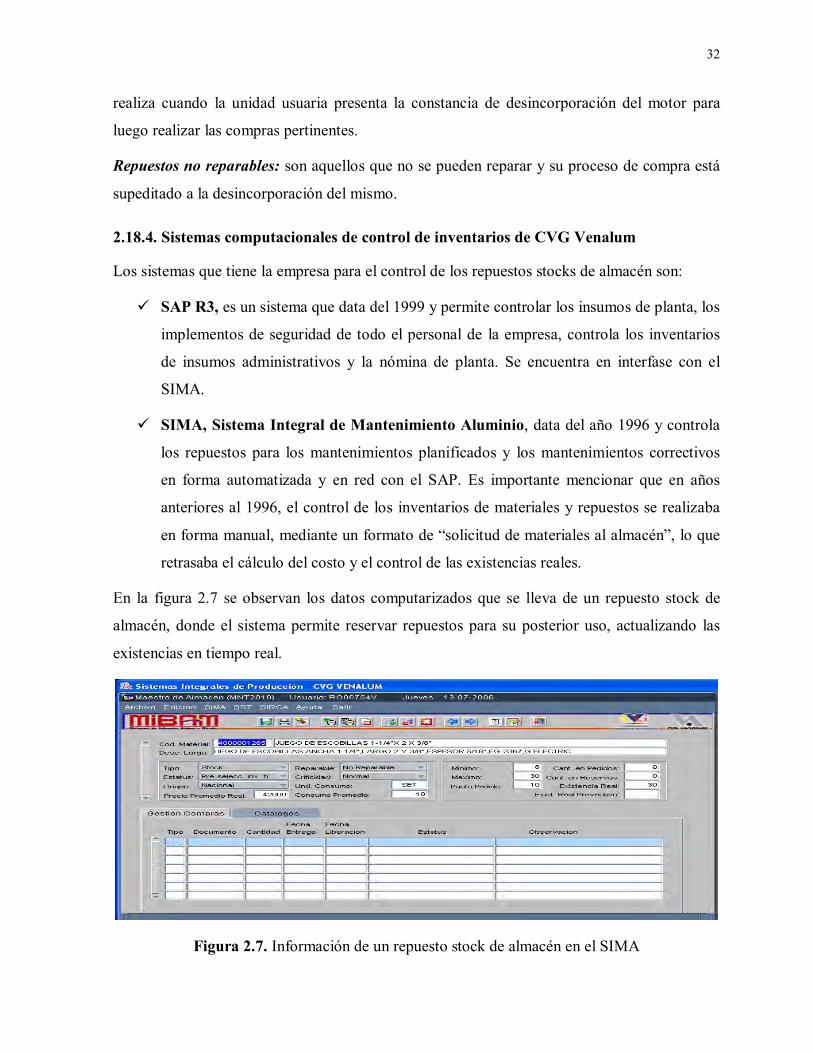
32
realiza cuando la unidad usuaria presenta la constancia de desincorporación del motor para
luego realizar las compras pertinentes.
Repuestos no reparables: son aquellos que no se pueden reparar y su proceso de compra está
supeditado a la desincorporación del mismo.
2.18.4. Sistemas computacionales de control de inventarios de CVG Venalum
Los sistemas que tiene la empresa para el control de los repuestos stocks de almacén son:
SAP R3, es un sistema que data del 1999 y permite controlar los insumos de planta, los
implementos de seguridad de todo el personal de la empresa, controla los inventarios
de insumos administrativos y la nómina de planta. Se encuentra en interfase con el
SIMA.
SIMA, Sistema Integral de Mantenimiento Aluminio, data del año 1996 y controla
los repuestos para los mantenimientos planificados y los mantenimientos correctivos
en forma automatizada y en red con el SAP. Es importante mencionar que en años
anteriores al 1996, el control de los inventarios de materiales y repuestos se realizaba
en forma manual, mediante un formato de “solicitud de materiales al almacén”, lo que
retrasaba el cálculo del costo y el control de las existencias reales.
En la figura 2.7 se observan los datos computarizados que se lleva de un repuesto stock de
almacén, donde el sistema permite reservar repuestos para su posterior uso, actualizando las
existencias en tiempo real.
Figura 2.7. Información de un repuesto stock de almacén en el SIMA
33
2.19. Control de activos en CVG Venalum (NIC 16, 2006).
CVG Venalum cuenta con una unidad de departamento de control activo que es la encargada
de llevar los registros de todas las inversiones por compras directas y capitalizaciones
Activos
Son aquellos bienes y derechos tangibles e intangibles de propiedad que en la medida de su
utilización, son fuente potencial de beneficios futuros.
Activos fijos
Son todos los bienes o derechos adquiridos por la empresa y los cuales son más o menos de
carácter permanente (duran un plazo largo), los cuales se adquieren con la intención de
utilizarlos en las operaciones normales del negocio y no de venderlos.
Capitalización
Es el aumento de los activos fijos de la empresa y las mejoras que sobre estos se efectúan para
aumentar la eficiencia o rendimiento de los bienes de capital que la misma posee.
Depreciación
Es la distribución sistemática del importe depreciable de un activo a lo largo de su vida útil,
donde el importe depreciable es el costo histórico del activo.
Depreciación = Costo Inicial/vida útil (Ec. 2.4)
Depreciación acumulada
Representa las provisiones por desgaste de los bienes del activo fijo y que es acumulada
durante la vida útil del bien.
Depreciación acumulada = (Costo Inicial/vida útil) x tiempo transcurrido (Ec. 2.5)
Valor de rescate o valor de salvamento
Es la cantidad neta que la empresa espera obtener de un activo al final de la vida útil.
A partir del año 2000, no hay valor de salvamento para los activos de CVG Venalum.
CAPÍTULO III
FUNDAMENTOS TEÓRICOS
3.1. Mantenimiento (Quiroga, 2006)
Conjunto de acciones que lleva a la fiabilidad del activo. Conjunto de operaciones y cuidados
necesarios para que instalaciones, edificios, industrias, etc., puedan seguir funcionando
adecuadamente.
Permanecer (a pesar del tiempo)
Preservar (evitar el efecto del ambiente)
Proteger (la mejor solución)
Conservar (evitar la descomposición)
3.2. Equipos
Son aquellos diseñados para ejecutar un trabajo. Conjunto de componentes que cumplen una
función determinada.
3.2.1 Clasificación de equipos
Los equipos se clasifican de la siguiente manera:
Equipos desechables: un equipo se considera desechable cuando el costo de su
intervención es mayor que el costo de su sustitución y ambas alternativas son posibles, por
ejemplo:
1. La bomba de agua de un automóvil.
2. El compresor de un refrigerador doméstico.
35
Equipos mantenibles: un equipo o sistema de equipos se considera mantenible cuando: 1. Es posible su intervención.
2. Es económicamente rentable mantenerlo.
3. Es estratégicamente conveniente mantenerlo.
4. No hay equipo sustituto que lo supere.
3.3. Fallas o averías
Es la ocurrencia de un evento imprevisible o parcialmente previsible, inherente a los
componentes de un sistema de equipos, que impide total o parcialmente el cumplimiento de la
función del sistema. Es un hecho fortuito ocurrido a los sistemas u objetos que impide su
normal funcionamiento y desempeño. Su tratamiento es el objetivo principal de la función
mantenimiento, ya que en todo momento se exige su eliminación, pero nuestra cultura
pretende la minimización de las averías o del tiempo de paradas no programadas.
3.3.1. Tendencia de Fallas
Son comportamientos de fallas de los equipos evaluadas en un periodo de tiempo transcurrido.
A continuación se presentan los gráficos de falla por degradación progresiva del equipo,
propio de equipos mecánicos y falla súbita, donde se observa en la primera que el equipo va
perdiendo su función a medida que transcurre el tiempo y en la segunda se observa que el
equipo pierde instantáneamente su función una vez que la falla aparece como se muestra en la
siguiente figura.
3.4. Vida útil
Es el periodo durante el cual el equipo o sistema de equipos cumple con los objetivos para los
que fue adquirido, a un costo aceptable para la organización. La vida útil comprende parte del
periodo de arranque (según el caso), la vida normal del equipo propiamente dicha y parte del
periodo de degradación o desgaste que le ocurre por su operación en el tiempo.
Tomando en cuenta la generalidad de los sistemas u objetos sujetos a las acciones de
mantenimiento, su vida útil se describe de acuerdo a tres periodos o etapas de vida
diferenciados de las siguientes formas:
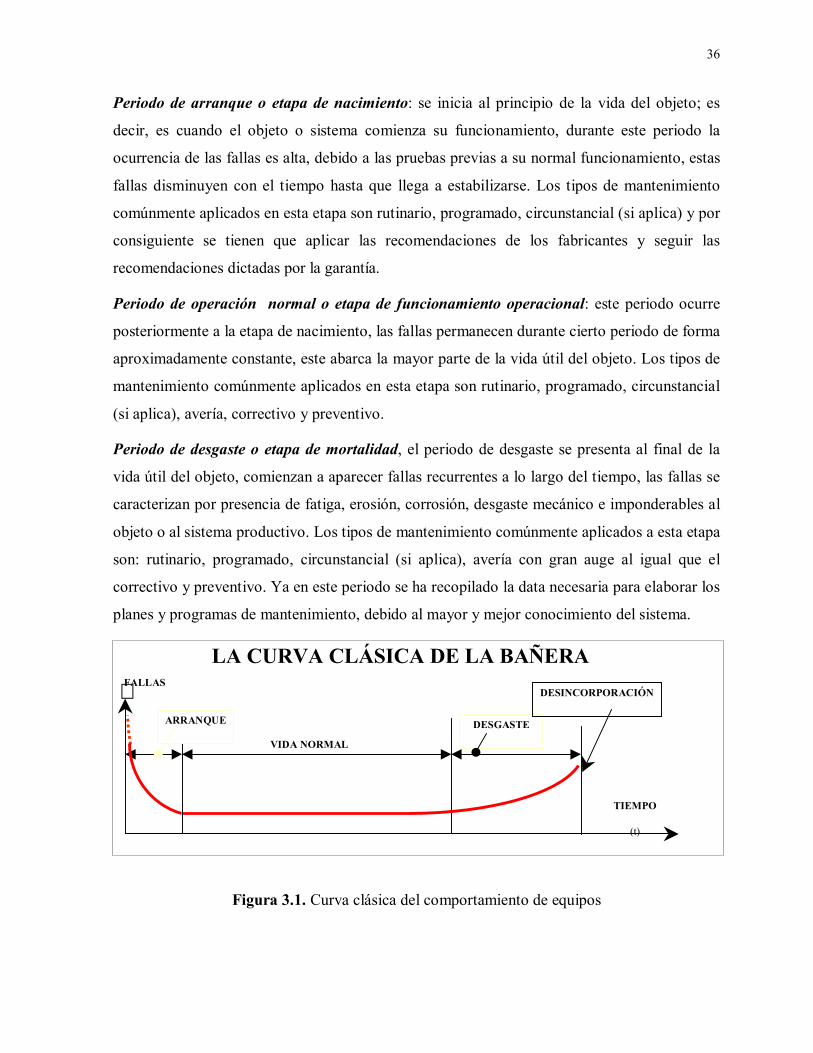
36
Periodo de arranque o etapa de nacimiento: se inicia al principio de la vida del objeto; es
decir, es cuando el objeto o sistema comienza su funcionamiento, durante este periodo la
ocurrencia de las fallas es alta, debido a las pruebas previas a su normal funcionamiento, estas
fallas disminuyen con el tiempo hasta que llega a estabilizarse. Los tipos de mantenimiento
comúnmente aplicados en esta etapa son rutinario, programado, circunstancial (si aplica) y por
consiguiente se tienen que aplicar las recomendaciones de los fabricantes y seguir las
recomendaciones dictadas por la garantía.
Periodo de operación normal o etapa de funcionamiento operacional: este periodo ocurre
posteriormente a la etapa de nacimiento, las fallas permanecen durante cierto periodo de forma
aproximadamente constante, este abarca la mayor parte de la vida útil del objeto. Los tipos de
mantenimiento comúnmente aplicados en esta etapa son rutinario, programado, circunstancial
(si aplica), avería, correctivo y preventivo.
Periodo de desgaste o etapa de mortalidad, el periodo de desgaste se presenta al final de la
vida útil del objeto, comienzan a aparecer fallas recurrentes a lo largo del tiempo, las fallas se
caracterizan por presencia de fatiga, erosión, corrosión, desgaste mecánico e imponderables al
objeto o al sistema productivo. Los tipos de mantenimiento comúnmente aplicados a esta etapa
son: rutinario, programado, circunstancial (si aplica), avería con gran auge al igual que el
correctivo y preventivo. Ya en este periodo se ha recopilado la data necesaria para elaborar los
planes y programas de mantenimiento, debido al mayor y mejor conocimiento del sistema.
Figura 3.1. Curva clásica del comportamiento de equipos
TIEMPO
(t)
⇔
TASA DE
FALLAS ARRANQUE
VIDA NORMAL
DESGASTE
DESINCORPORACIÓN LA CURVA CLÁSICA DE LA BAÑERA
FALLAS
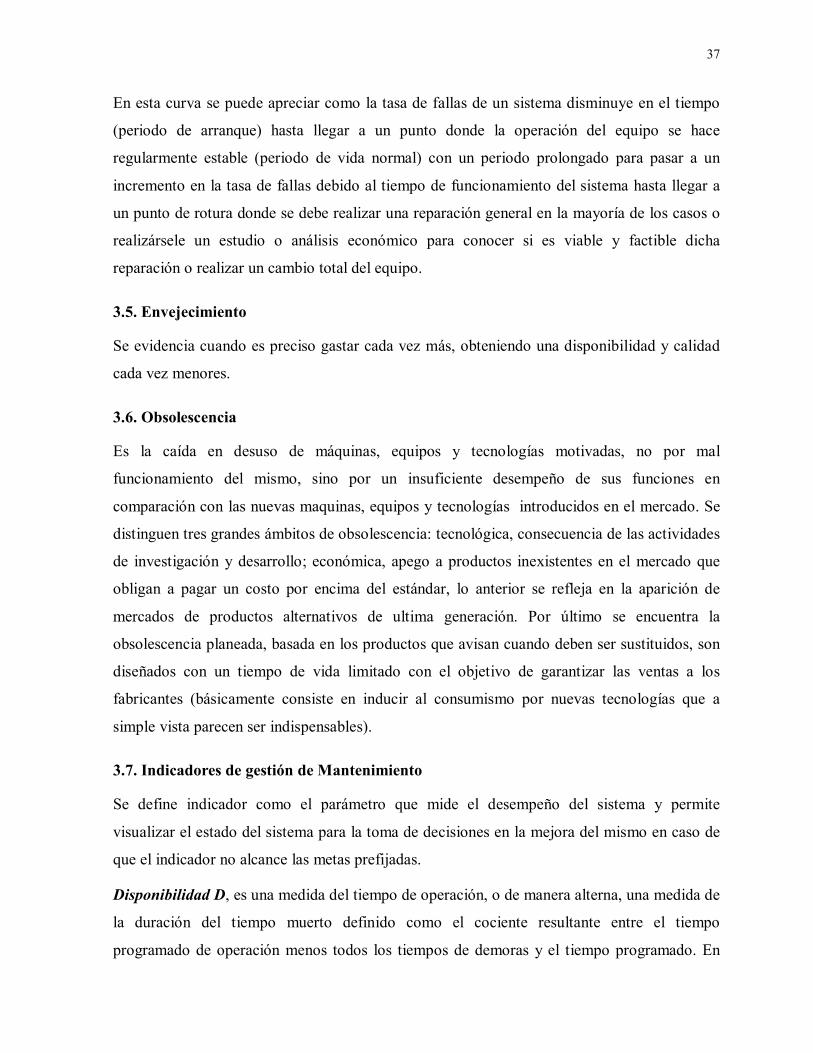
37
En esta curva se puede apreciar como la tasa de fallas de un sistema disminuye en el tiempo
(periodo de arranque) hasta llegar a un punto donde la operación del equipo se hace
regularmente estable (periodo de vida normal) con un periodo prolongado para pasar a un
incremento en la tasa de fallas debido al tiempo de funcionamiento del sistema hasta llegar a
un punto de rotura donde se debe realizar una reparación general en la mayoría de los casos o
realizársele un estudio o análisis económico para conocer si es viable y factible dicha
reparación o realizar un cambio total del equipo.
3.5. Envejecimiento
Se evidencia cuando es preciso gastar cada vez más, obteniendo una disponibilidad y calidad
cada vez menores.
3.6. Obsolescencia
Es la caída en desuso de máquinas, equipos y tecnologías motivadas, no por mal
funcionamiento del mismo, sino por un insuficiente desempeño de sus funciones en
comparación con las nuevas maquinas, equipos y tecnologías introducidos en el mercado. Se
distinguen tres grandes ámbitos de obsolescencia: tecnológica, consecuencia de las actividades
de investigación y desarrollo; económica, apego a productos inexistentes en el mercado que
obligan a pagar un costo por encima del estándar, lo anterior se refleja en la aparición de
mercados de productos alternativos de ultima generación. Por último se encuentra la
obsolescencia planeada, basada en los productos que avisan cuando deben ser sustituidos, son
diseñados con un tiempo de vida limitado con el objetivo de garantizar las ventas a los
fabricantes (básicamente consiste en inducir al consumismo por nuevas tecnologías que a
simple vista parecen ser indispensables).
3.7. Indicadores de gestión de Mantenimiento
Se define indicador como el parámetro que mide el desempeño del sistema y permite
visualizar el estado del sistema para la toma de decisiones en la mejora del mismo en caso de
que el indicador no alcance las metas prefijadas.
Disponibilidad D, es una medida del tiempo de operación, o de manera alterna, una medida de
la duración del tiempo muerto definido como el cociente resultante entre el tiempo
programado de operación menos todos los tiempos de demoras y el tiempo programado. En
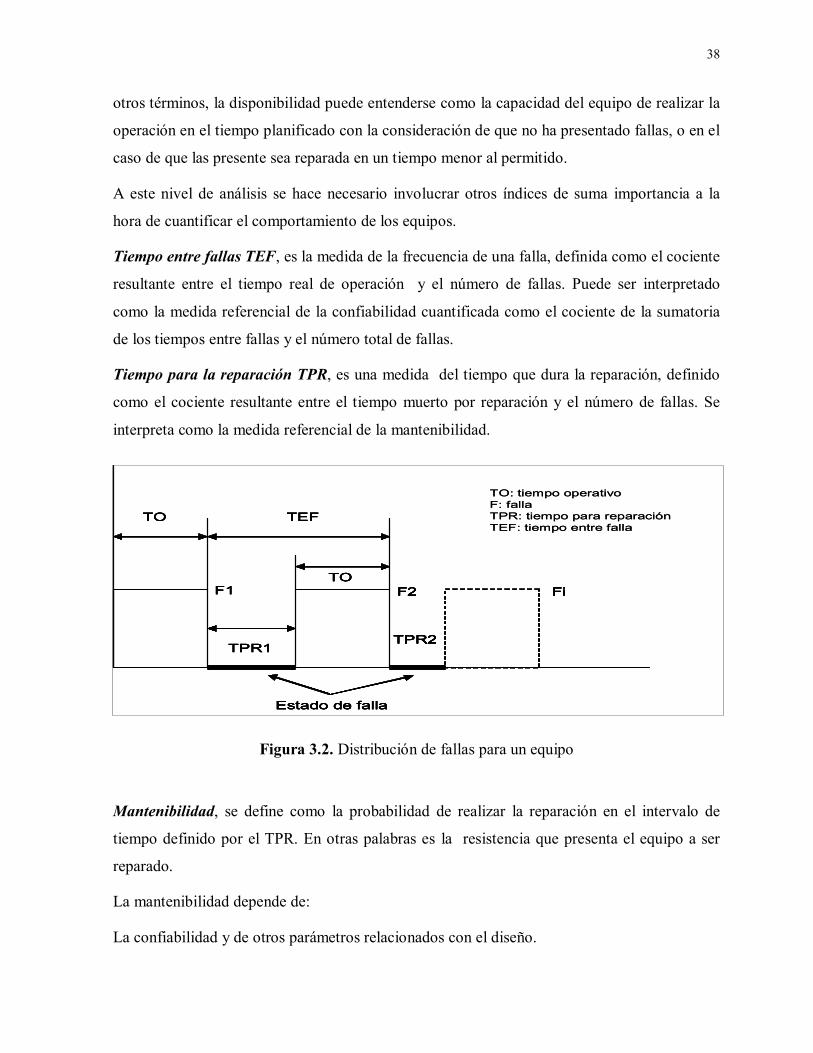
38
otros términos, la disponibilidad puede entenderse como la capacidad del equipo de realizar la
operación en el tiempo planificado con la consideración de que no ha presentado fallas, o en el
caso de que las presente sea reparada en un tiempo menor al permitido.
A este nivel de análisis se hace necesario involucrar otros índices de suma importancia a la
hora de cuantificar el comportamiento de los equipos.
Tiempo entre fallas TEF, es la medida de la frecuencia de una falla, definida como el cociente
resultante entre el tiempo real de operación y el número de fallas. Puede ser interpretado
como la medida referencial de la confiabilidad cuantificada como el cociente de la sumatoria
de los tiempos entre fallas y el número total de fallas.
Tiempo para la reparación TPR, es una medida del tiempo que dura la reparación, definido
como el cociente resultante entre el tiempo muerto por reparación y el número de fallas. Se
interpreta como la medida referencial de la mantenibilidad.
Figura 3.2. Distribución de fallas para un equipo
Mantenibilidad, se define como la probabilidad de realizar la reparación en el intervalo de
tiempo definido por el TPR. En otras palabras es la resistencia que presenta el equipo a ser
reparado.
La mantenibilidad depende de:
La confiabilidad y de otros parámetros relacionados con el diseño.
Estado de falla
TO
TO
TEF
TPR1
F1 F2 Fi
TPR2
TO: tiempo operativoF: fallaTPR: tiempo para reparaciónTEF: tiempo entre falla
Estado de falla
TO
TO
TEF
TPR1
F1 F2 Fi
TPR2
Estado de falla
TO
TO
TEF
TPR1
F1 F2 Fi
TPR2
Estado de falla
TO
TO
TEF
TPR1
F1 F2 Fi
TPR2
F2 Fi
TPR2
TO: tiempo operativoF: fallaTPR: tiempo para reparaciónTEF: tiempo entre falla
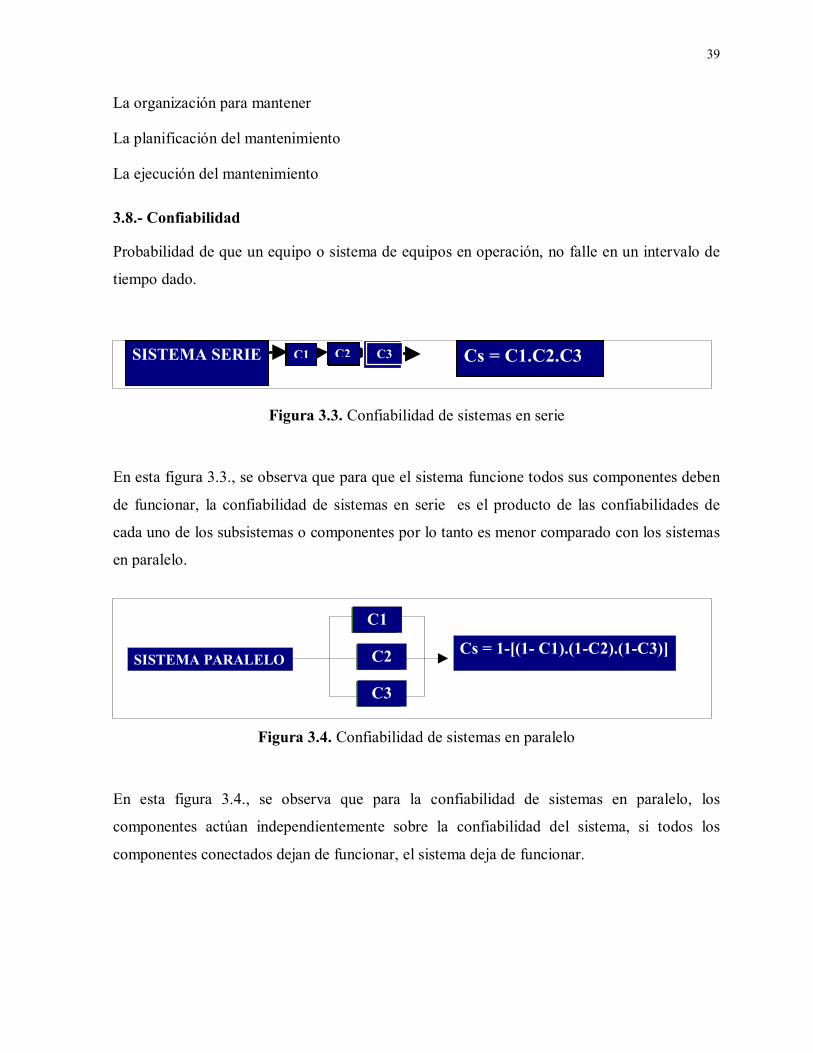
39
La organización para mantener
La planificación del mantenimiento
La ejecución del mantenimiento
3.8.- Confiabilidad
Probabilidad de que un equipo o sistema de equipos en operación, no falle en un intervalo de
tiempo dado.
Figura 3.3. Confiabilidad de sistemas en serie
En esta figura 3.3., se observa que para que el sistema funcione todos sus componentes deben
de funcionar, la confiabilidad de sistemas en serie es el producto de las confiabilidades de
cada uno de los subsistemas o componentes por lo tanto es menor comparado con los sistemas
en paralelo.
Figura 3.4. Confiabilidad de sistemas en paralelo
En esta figura 3.4., se observa que para la confiabilidad de sistemas en paralelo, los
componentes actúan independientemente sobre la confiabilidad del sistema, si todos los
componentes conectados dejan de funcionar, el sistema deja de funcionar.
C C CC1C1C1C1 C2 C3C2C2C2C2 Cs = C1.C2.C3 SISTEMA SERIE C3
Cs = 1-[(1- C1).(1-C2).(1-C3)]SISTEMA PARALELO
C1
C2
C3
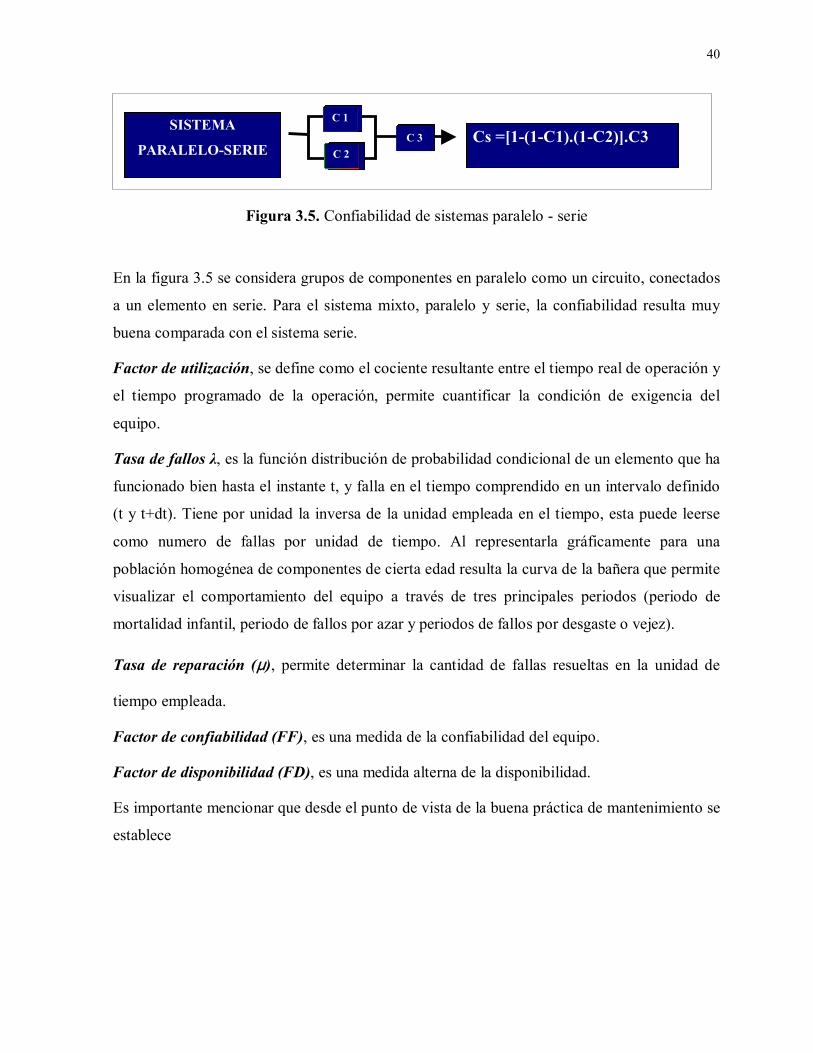
40
Figura 3.5. Confiabilidad de sistemas paralelo - serie
En la figura 3.5 se considera grupos de componentes en paralelo como un circuito, conectados
a un elemento en serie. Para el sistema mixto, paralelo y serie, la confiabilidad resulta muy
buena comparada con el sistema serie.
Factor de utilización, se define como el cociente resultante entre el tiempo real de operación y
el tiempo programado de la operación, permite cuantificar la condición de exigencia del
equipo.
Tasa de fallos λ, es la función distribución de probabilidad condicional de un elemento que ha
funcionado bien hasta el instante t, y falla en el tiempo comprendido en un intervalo definido
(t y t+dt). Tiene por unidad la inversa de la unidad empleada en el tiempo, esta puede leerse
como numero de fallas por unidad de tiempo. Al representarla gráficamente para una
población homogénea de componentes de cierta edad resulta la curva de la bañera que permite
visualizar el comportamiento del equipo a través de tres principales periodos (periodo de
mortalidad infantil, periodo de fallos por azar y periodos de fallos por desgaste o vejez).
Tasa de reparación (μ), permite determinar la cantidad de fallas resueltas en la unidad de
tiempo empleada.
Factor de confiabilidad (FF), es una medida de la confiabilidad del equipo.
Factor de disponibilidad (FD), es una medida alterna de la disponibilidad.
Es importante mencionar que desde el punto de vista de la buena práctica de mantenimiento se
establece
C1
C2C3
C1C1C1C 1
C2C3C 3
C2C2C2C 2Cs =[1-(1-C1).(1-C2)].C3
SISTEMA
PARALELO-SERIE
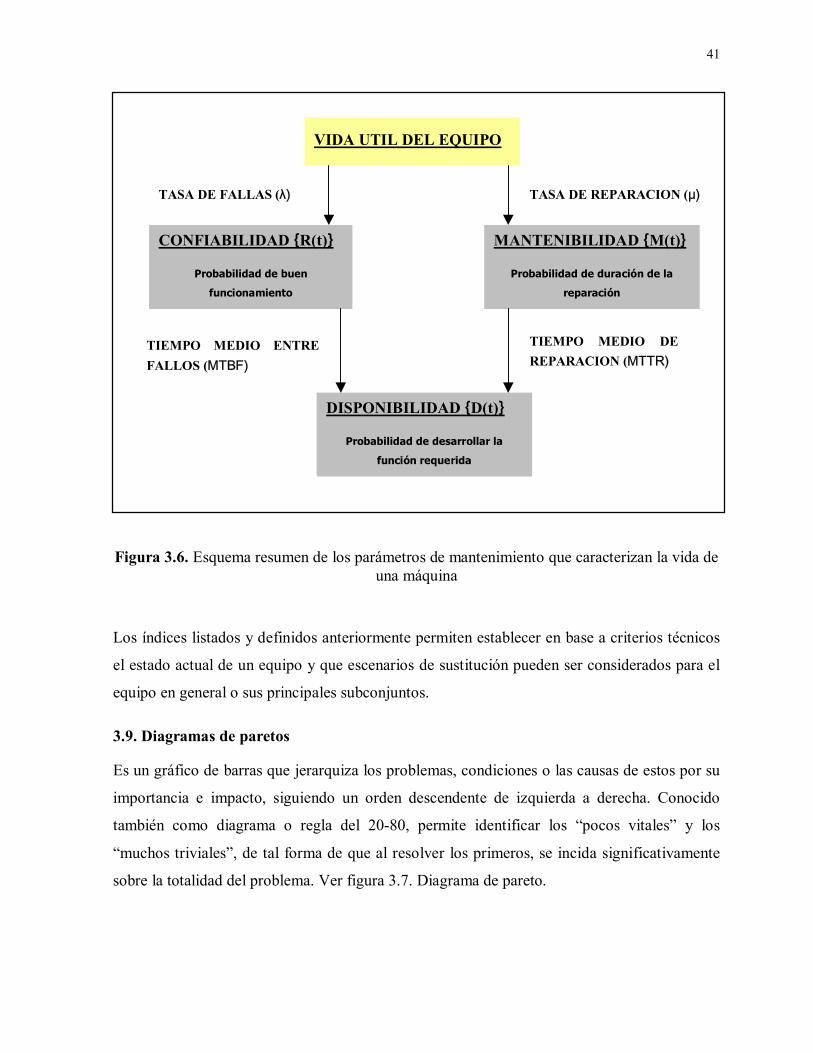
41
Figura 3.6. Esquema resumen de los parámetros de mantenimiento que caracterizan la vida de una máquina
Los índices listados y definidos anteriormente permiten establecer en base a criterios técnicos
el estado actual de un equipo y que escenarios de sustitución pueden ser considerados para el
equipo en general o sus principales subconjuntos.
3.9. Diagramas de paretos
Es un gráfico de barras que jerarquiza los problemas, condiciones o las causas de estos por su
importancia e impacto, siguiendo un orden descendente de izquierda a derecha. Conocido
también como diagrama o regla del 20-80, permite identificar los “pocos vitales” y los
“muchos triviales”, de tal forma de que al resolver los primeros, se incida significativamente
sobre la totalidad del problema. Ver figura 3.7. Diagrama de pareto.
VIDA UTIL DEL EQUIPO
CONFIABILIDAD {R(t)}
Probabilidad de buen
funcionamiento
MANTENIBILIDAD {M(t)}
Probabilidad de duración de la
reparación
DISPONIBILIDAD {D(t)}
Probabilidad de desarrollar la
función requerida
TASA DE REPARACION (μ)
TIEMPO MEDIO DE REPARACION (MTTR)
TASA DE FALLAS (λ)
TIEMPO MEDIO ENTREFALLOS (MTBF)
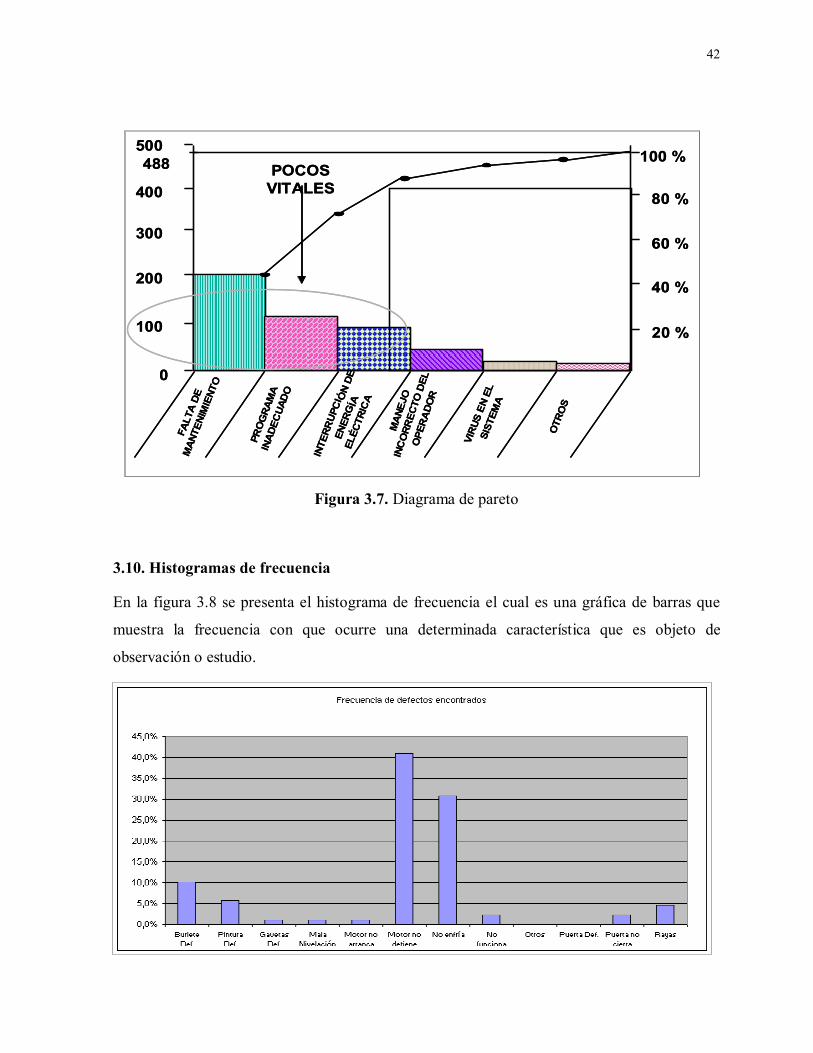
42
Figura 3.7. Diagrama de pareto
3.10. Histogramas de frecuencia
En la figura 3.8 se presenta el histograma de frecuencia el cual es una gráfica de barras que
muestra la frecuencia con que ocurre una determinada característica que es objeto de
observación o estudio.
FALT
A DE
M
ANTE
NIM
IENT
O0
100
200
300
400
500
PRO
GRA
MA
INAD
ECUA
DO
INTE
RRUP
CI Ó
N DE
EN
ERG
ÍA
ELÉC
TRIC
A
MAN
EJO
IN
CO
RREC
TO D
EL
OPE
RA
DOR
VIRU
S EN
EL
SIST
EMA
OTR
OS
100 %
80 %
60 %
40 %
20 %
488 POCOSVITALES
FALT
A DE
M
ANTE
NIM
IENT
O0
100
200
300
400
500
PRO
GRA
MA
INAD
ECUA
DO
INTE
RRUP
CI Ó
N DE
EN
ERG
ÍA
ELÉC
TRIC
A
MAN
EJO
IN
CO
RREC
TO D
EL
OPE
RA
DOR
VIRU
S EN
EL
SIST
EMA
OTR
OS
100 %
80 %
60 %
40 %
20 %
488 POCOSVITALES

43
Figura 3.8. Histogramas de frecuencias
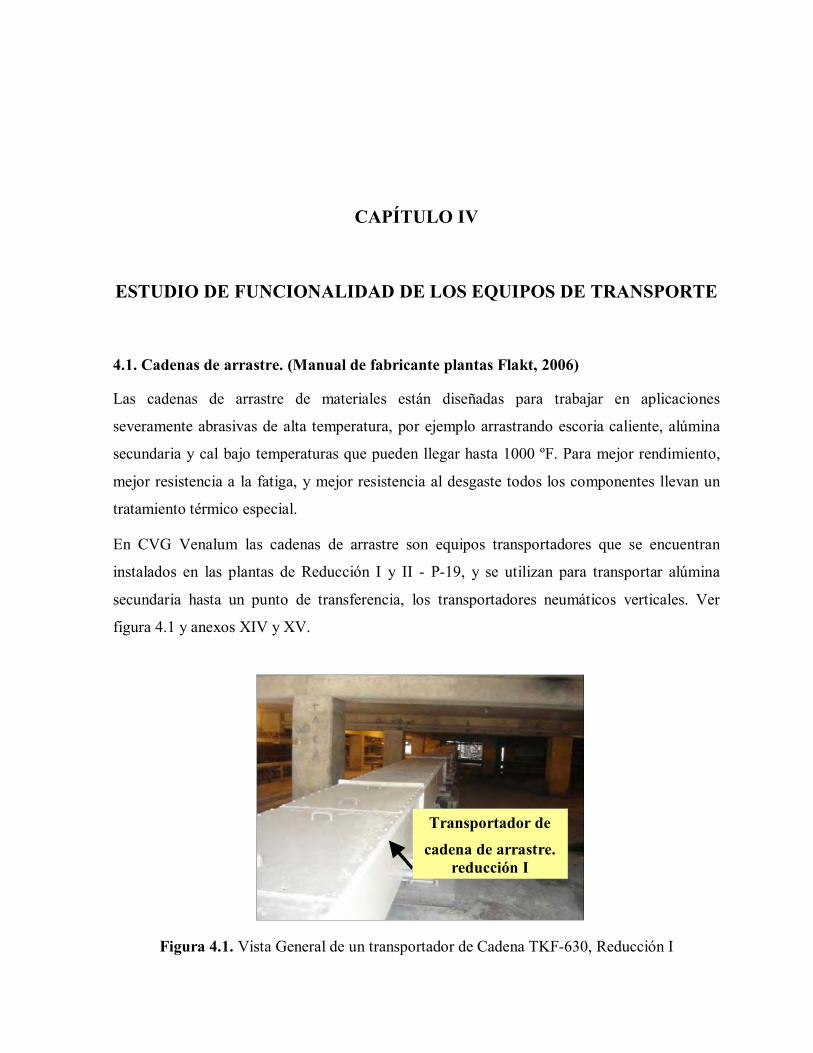
CAPÍTULO IV
ESTUDIO DE FUNCIONALIDAD DE LOS EQUIPOS DE TRANSPORTE
4.1. Cadenas de arrastre. (Manual de fabricante plantas Flakt, 2006)
Las cadenas de arrastre de materiales están diseñadas para trabajar en aplicaciones
severamente abrasivas de alta temperatura, por ejemplo arrastrando escoria caliente, alúmina
secundaria y cal bajo temperaturas que pueden llegar hasta 1000 ºF. Para mejor rendimiento,
mejor resistencia a la fatiga, y mejor resistencia al desgaste todos los componentes llevan un
tratamiento térmico especial.
En CVG Venalum las cadenas de arrastre son equipos transportadores que se encuentran
instalados en las plantas de Reducción I y II - P-19, y se utilizan para transportar alúmina
secundaria hasta un punto de transferencia, los transportadores neumáticos verticales. Ver
figura 4.1 y anexos XIV y XV.
Figura 4.1. Vista General de un transportador de Cadena TKF-630, Reducción I
Transportador de
cadena de arrastre. reducción I
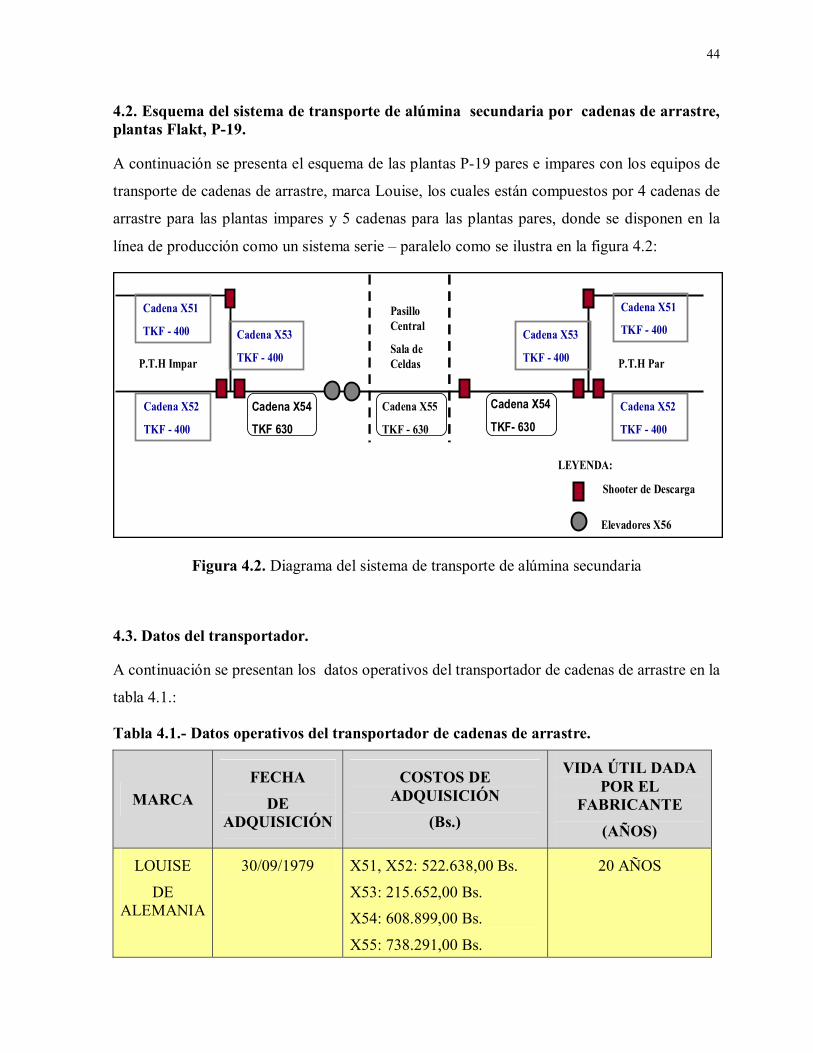
44
4.2. Esquema del sistema de transporte de alúmina secundaria por cadenas de arrastre, plantas Flakt, P-19.
A continuación se presenta el esquema de las plantas P-19 pares e impares con los equipos de
transporte de cadenas de arrastre, marca Louise, los cuales están compuestos por 4 cadenas de
arrastre para las plantas impares y 5 cadenas para las plantas pares, donde se disponen en la
línea de producción como un sistema serie – paralelo como se ilustra en la figura 4.2:
Figura 4.2. Diagrama del sistema de transporte de alúmina secundaria
4.3. Datos del transportador.
A continuación se presentan los datos operativos del transportador de cadenas de arrastre en la
tabla 4.1.:
Tabla 4.1.- Datos operativos del transportador de cadenas de arrastre.
MARCA FECHA
DE ADQUISICIÓN
COSTOS DE ADQUISICIÓN
(Bs.)
VIDA ÚTIL DADA POR EL
FABRICANTE
(AÑOS)
LOUISE
DE ALEMANIA
30/09/1979 X51, X52: 522.638,00 Bs.
X53: 215.652,00 Bs.
X54: 608.899,00 Bs.
X55: 738.291,00 Bs.
20 AÑOS
LEYENDA:
Shooter de Descarga
Elevadores X56
P.T.H Impar P.T.H Par
Cadena X51
TKF - 400
Cadena X52
TKF - 400
Cadena X53
TKF - 400
Pasillo Central
Sala de Celdas
Cadena X54
TKF 630
Cadena X54
TKF- 630Cadena X55
TKF - 630
Cadena X51
TKF - 400
Cadena X52
TKF - 400
Cadena X53
TKF - 400
45
4.4. Cuerpo del transportador.
Los transportadores de cadena tienen un diseño modular, está conformada por materiales
forjados extremadamente resistentes al desgaste con un tratamiento térmico desde 58 hasta 60
RC en todas sus partes de conexión y con guías de basalto para mejorar la resistencia a la
fricción. Está conformado por planchas de acero resistentes a la abrasión y al desgaste. Tienen
un conjunto motriz formado por un moto-reductor y un eje de transmisión que dá el
movimiento al equipo, y un conjunto de cola provisto de un eje y un sistema tensor que
mantiene la alineación de los eslabones en la estructura. El transporte del material es realizado
a través de un conjunto de eslabones y/o aletas soldadas al cuerpo o conectados con pines en
forma de U para las cadenas dobles que se desplazan longitudinalmente en el transportador. El
material que se usa es adaptado al material de transporte, si se usa material abrasivo, las aletas
se fabrican con materiales resistentes al desgaste. Los anchos de la cadena pueden ser simples
y dobles. El simple es de 250 hasta 630 mm. y el doble es de 630 mm. Hasta 2 metros.
Las ruedas motrices de las cadenas tienen tratamientos de dureza en la zona de desgaste, están
divididas en segmentos estándar, es por esto que el reemplazo de la sección de la motriz no
requiere del desmontaje de las cadenas, dependiendo de la carga, las motrices tienen 6 – 8- 10-
12 dientes. La alimentación controlada en el transportador de cadena es realizada a través de
01 solo chute de alimentación o de varias aperturas de descarga dependiendo los
requerimientos de planta. Todas las aperturas de descarga inmediatas son realizadas con
compuertas deslizantes a control remoto, permitiendo elegir el silo que va recibir la descarga
desde el centro de control local.
El transportador de cadena Louise requiere material a granel tales como: carbón, alúmina y
otros materiales desde la parte inferior de una o de varias tolvas de almacenaje. Para la
realización del mantenimiento posee compuertas dobles y compuertas de deslizamiento
motorizadas generalmente abiertas, lo que aísla el silo o la tolva desde el transportador. Este
arreglo permite descargas de flujos volumétricos a la cantidad requerida, regulando la altura de
la capa del material o la velocidad de la cadena a través del convertidor de frecuencia o con el
manual del nivel del control motorizado, hasta el siguiente equipo es realizada desde la cadena
mas baja a través de la apertura final en la estación de transferencia.
46
4.4.1. Unidad de control
La unidad de control del transportador de cadena adapta continuamente la velocidad del
equipo al volumen de material a transportar, lo cual es objeto del tipo de material. El diseño
del transportador de cadena Louise permite no utilizar altas velocidades porque mantiene el
factor de desgaste a bajos niveles.
Si se descarga material no fluidizado con un ángulo de reposo considerable el transportador de
cadena puede quedar en carga constante de la columna del material acumulado en la salida del
compartimiento para evitar perdida de presión en el proceso de descarga.
4.4.2. Estación de recepción
La estación de recepción tiene un ancho nominal de la estación hasta 110 mm., está compuesta
por los componentes: equipo de tensión de cadena, sistema de retorno, rodamientos de tensión
3 y 4, sistema de compresión, control de movimiento, protección de rodamiento en posición
final, suitche de seguridad de la cadena, y punto de referencia para ajustes de tensión.
4.4.3. Estación motriz
La estación motriz de los transportadores de cadena consta de los siguientes componentes:
rueda motriz de accionamiento, sello de compresión, rodamiento, soporte de rodamiento,
flanche de salida, sistema de limpieza de cadena y tapa para acceso de limpieza.
4.4.4. Pretensado
La estación de pretensado de los transportadores de cadena está provista a los lados de la
estación de recepción de resortes espirales cónicos y se tiene un disco de control del lado de la
tensión para su ajuste, el ajuste deberá ser realizado de igual modo en ambos lados. La tensión
del limi-suitche en la condición de pretensado, se ajusta a una distancia de pretensado
limitada a mas o menos 8 mm.
4.5. Flujo de transporte
Estos equipos manejan un flujo de alúmina secundaria tipificada en la carta de control
(Formulario RD-096A de fecha 15-11-2006) del proceso operativo de depuración de gases en
tres categorías:
47
Categoría A: 8.5 ≤ Q ≤ 9.5 t/hr.
Categoría B: 8 ≤ Q < 8.5 t/hr.
9.5 < Q ≤ 10 t/hr.
Categoría C: 8 > Q > 10 t/hr.
Estas categorías permiten mantener en niveles óptimos a los silos secundarios de cada una de
las plantas cuya capacidad es de 500 Ton., lo que permite ajustar los niveles de silo bajo,
medio y alto.
4.6. Parámetros de funcionamiento
A continuación se presentan los parámetros de funcionamientos de los dos tipos de cadenas
existentes en las plantas Flakt P-19 de Reducción I y II:
4.6.1. Cadenas de arrastre, TKF – 630
Capacidad Nominal: 8 t/hr.
Capacidad Máxima Nominal: 16 t/hr.
Capacidad actual de Operación: Rango 12.5 y 13.5 t/hr.
4.6.2. Cadenas de arrastre, TKF – 400
Capacidad Nominal: 4 t/hr.
Capacidad Máxima Nominal: 8 t/hr.
Capacidad actual de Operación: Rango 6.25 y 6.75 t/hr.
4.7. Pérdidas de material en las cadenas de arrastre
Las pérdidas de material en las cadenas de arrastre vienen dadas por el grado de hermeticidad
que tengan las tapas en el equipo y la puerta de inspección. El fabricante Louise estima que las
mismas presentan unas pérdidas del 2% del flujo de material transportado. Las tapas en las
cadenas de las Plantas Flakt P-19, presentan doblez y a algunas de ellas les faltan los sellos de
amiantos, la cual ha sido corregida mediante la implantación y ejecución de planes de
normalización que se llevan actualmente. Estas tapas se han llevado al taller de mantenimiento
para sus reparaciones e incorporación en el equipo. Durante las labores de mantenimiento
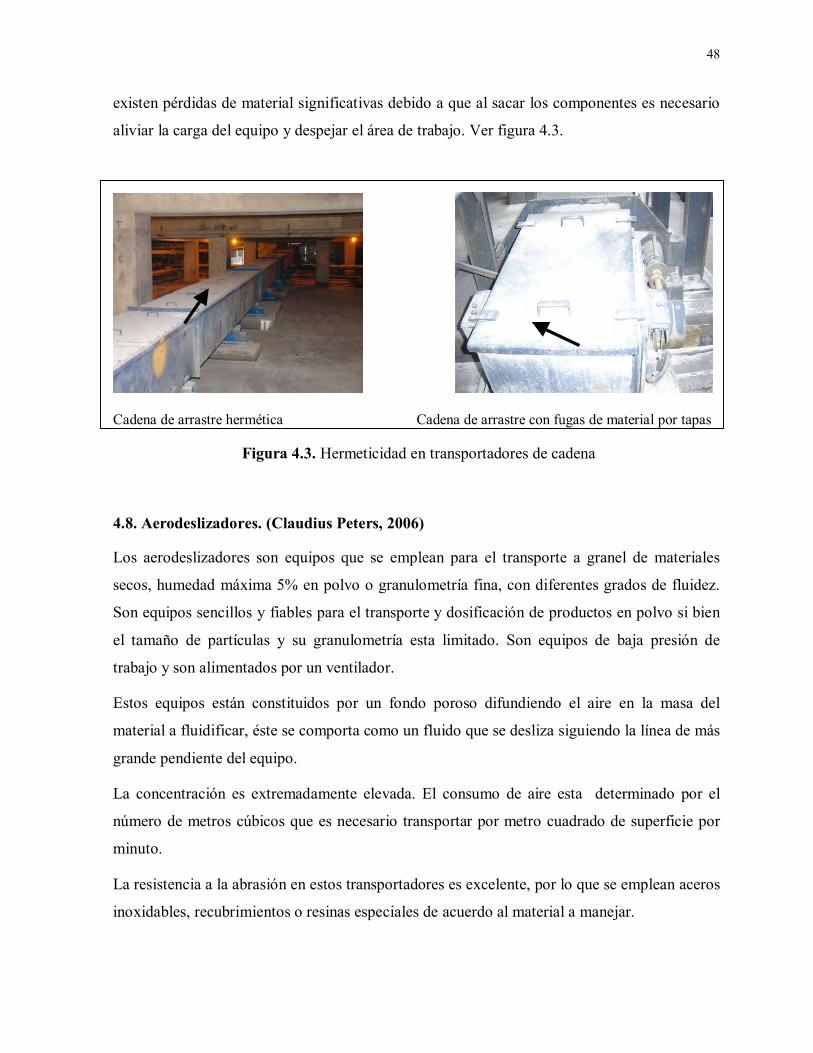
48
existen pérdidas de material significativas debido a que al sacar los componentes es necesario
aliviar la carga del equipo y despejar el área de trabajo. Ver figura 4.3.
Cadena de arrastre hermética Cadena de arrastre con fugas de material por tapas
Figura 4.3. Hermeticidad en transportadores de cadena
4.8. Aerodeslizadores. (Claudius Peters, 2006)
Los aerodeslizadores son equipos que se emplean para el transporte a granel de materiales
secos, humedad máxima 5% en polvo o granulometría fina, con diferentes grados de fluidez.
Son equipos sencillos y fiables para el transporte y dosificación de productos en polvo si bien
el tamaño de partículas y su granulometría esta limitado. Son equipos de baja presión de
trabajo y son alimentados por un ventilador.
Estos equipos están constituidos por un fondo poroso difundiendo el aire en la masa del
material a fluidificar, éste se comporta como un fluido que se desliza siguiendo la línea de más
grande pendiente del equipo.
La concentración es extremadamente elevada. El consumo de aire esta determinado por el
número de metros cúbicos que es necesario transportar por metro cuadrado de superficie por
minuto.
La resistencia a la abrasión en estos transportadores es excelente, por lo que se emplean aceros
inoxidables, recubrimientos o resinas especiales de acuerdo al material a manejar.
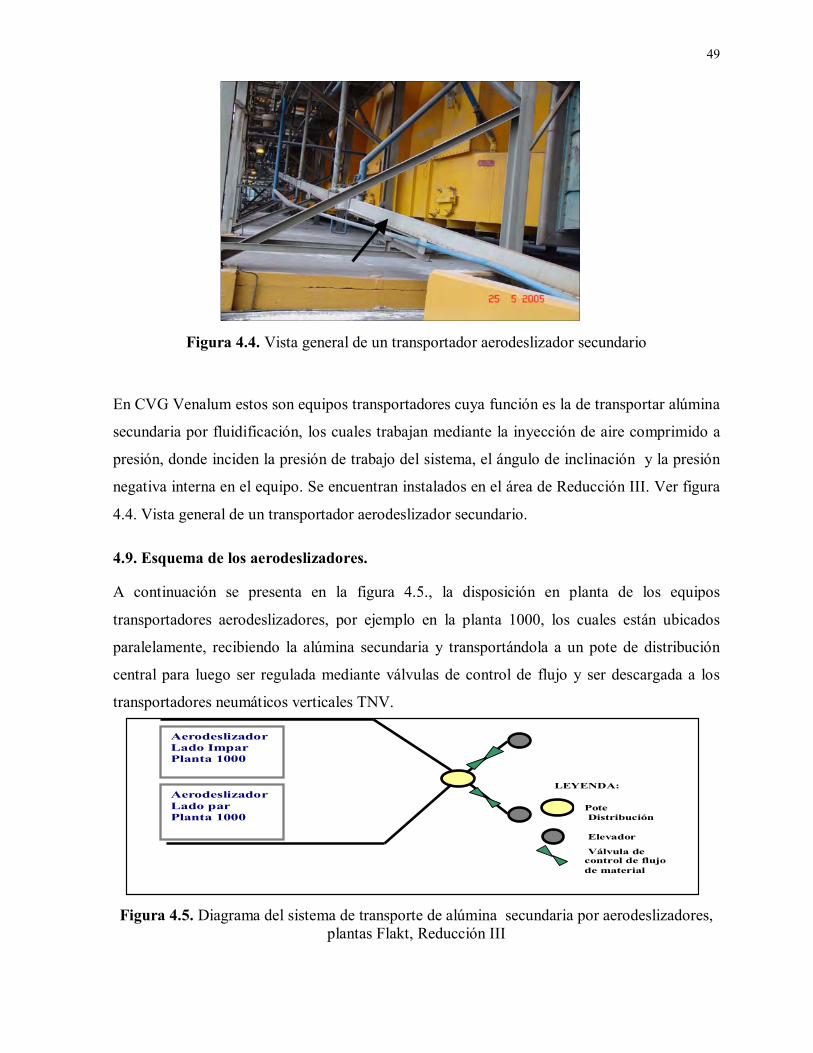
49
Figura 4.4. Vista general de un transportador aerodeslizador secundario
En CVG Venalum estos son equipos transportadores cuya función es la de transportar alúmina
secundaria por fluidificación, los cuales trabajan mediante la inyección de aire comprimido a
presión, donde inciden la presión de trabajo del sistema, el ángulo de inclinación y la presión
negativa interna en el equipo. Se encuentran instalados en el área de Reducción III. Ver figura
4.4. Vista general de un transportador aerodeslizador secundario.
4.9. Esquema de los aerodeslizadores.
A continuación se presenta en la figura 4.5., la disposición en planta de los equipos
transportadores aerodeslizadores, por ejemplo en la planta 1000, los cuales están ubicados
paralelamente, recibiendo la alúmina secundaria y transportándola a un pote de distribución
central para luego ser regulada mediante válvulas de control de flujo y ser descargada a los
transportadores neumáticos verticales TNV.
Figura 4.5. Diagrama del sistema de transporte de alúmina secundaria por aerodeslizadores, plantas Flakt, Reducción III
Aerodeslizador Lado par Planta 1000
Aerodeslizador Lado Impar Planta 1000
Pote Distribución
Elevador
LEYENDA:
Válvula de control de flujo de material
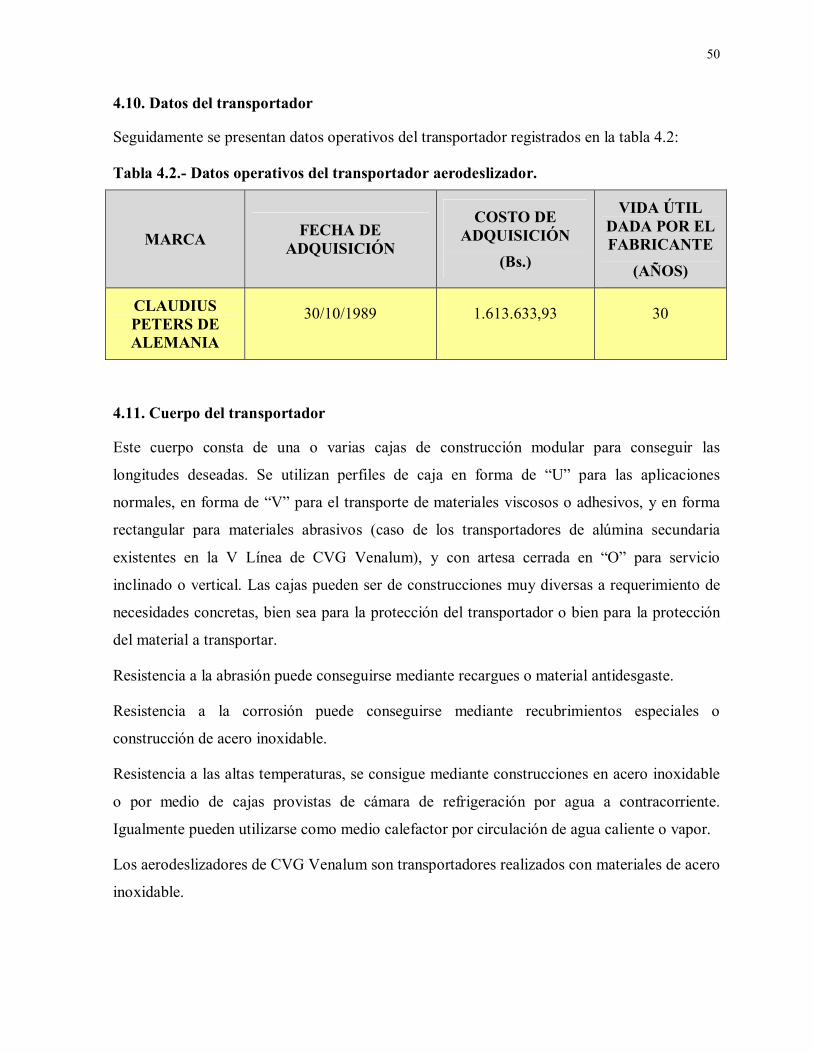
50
4.10. Datos del transportador
Seguidamente se presentan datos operativos del transportador registrados en la tabla 4.2:
Tabla 4.2.- Datos operativos del transportador aerodeslizador.
MARCA FECHA DE ADQUISICIÓN
COSTO DE ADQUISICIÓN
(Bs.)
VIDA ÚTIL DADA POR EL FABRICANTE
(AÑOS)
CLAUDIUS PETERS DE ALEMANIA
30/10/1989 1.613.633,93 30
4.11. Cuerpo del transportador
Este cuerpo consta de una o varias cajas de construcción modular para conseguir las
longitudes deseadas. Se utilizan perfiles de caja en forma de “U” para las aplicaciones
normales, en forma de “V” para el transporte de materiales viscosos o adhesivos, y en forma
rectangular para materiales abrasivos (caso de los transportadores de alúmina secundaria
existentes en la V Línea de CVG Venalum), y con artesa cerrada en “O” para servicio
inclinado o vertical. Las cajas pueden ser de construcciones muy diversas a requerimiento de
necesidades concretas, bien sea para la protección del transportador o bien para la protección
del material a transportar.
Resistencia a la abrasión puede conseguirse mediante recargues o material antidesgaste.
Resistencia a la corrosión puede conseguirse mediante recubrimientos especiales o
construcción de acero inoxidable.
Resistencia a las altas temperaturas, se consigue mediante construcciones en acero inoxidable
o por medio de cajas provistas de cámara de refrigeración por agua a contracorriente.
Igualmente pueden utilizarse como medio calefactor por circulación de agua caliente o vapor.
Los aerodeslizadores de CVG Venalum son transportadores realizados con materiales de acero
inoxidable.
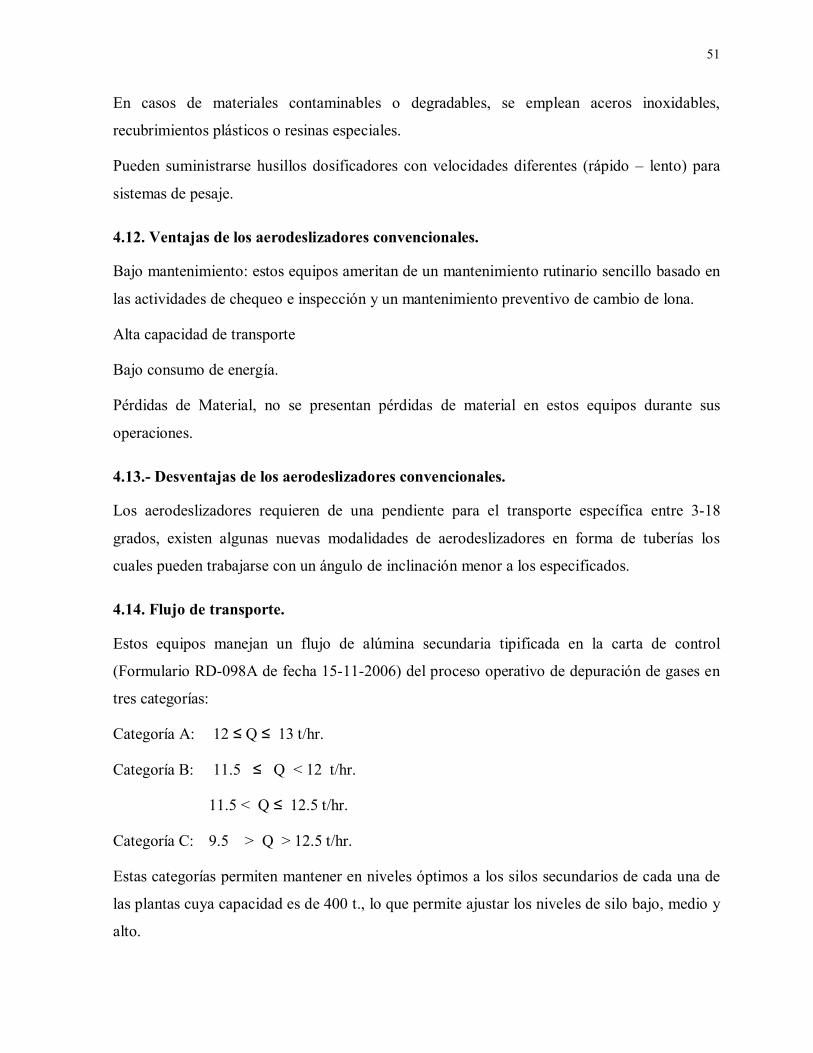
51
En casos de materiales contaminables o degradables, se emplean aceros inoxidables,
recubrimientos plásticos o resinas especiales.
Pueden suministrarse husillos dosificadores con velocidades diferentes (rápido – lento) para
sistemas de pesaje.
4.12. Ventajas de los aerodeslizadores convencionales.
Bajo mantenimiento: estos equipos ameritan de un mantenimiento rutinario sencillo basado en
las actividades de chequeo e inspección y un mantenimiento preventivo de cambio de lona.
Alta capacidad de transporte
Bajo consumo de energía.
Pérdidas de Material, no se presentan pérdidas de material en estos equipos durante sus
operaciones.
4.13.- Desventajas de los aerodeslizadores convencionales.
Los aerodeslizadores requieren de una pendiente para el transporte específica entre 3-18
grados, existen algunas nuevas modalidades de aerodeslizadores en forma de tuberías los
cuales pueden trabajarse con un ángulo de inclinación menor a los especificados.
4.14. Flujo de transporte.
Estos equipos manejan un flujo de alúmina secundaria tipificada en la carta de control
(Formulario RD-098A de fecha 15-11-2006) del proceso operativo de depuración de gases en
tres categorías:
Categoría A: 12 ≤ Q ≤ 13 t/hr.
Categoría B: 11.5 ≤ Q < 12 t/hr.
11.5 < Q ≤ 12.5 t/hr.
Categoría C: 9.5 > Q > 12.5 t/hr.
Estas categorías permiten mantener en niveles óptimos a los silos secundarios de cada una de
las plantas cuya capacidad es de 400 t., lo que permite ajustar los niveles de silo bajo, medio y
alto.
52
4.15. Parámetros de funcionamiento
A continuación se presentan los parámetros de funcionamientos de los aerodeslizadores
secundarios existentes en las plantas Flakt de Reducción III:
4.15.1. Aerodeslizadores secundarios
Rango Capacidad Nominal: 10 – 12 t/hr.
Lona de fluidificación de Aerodeslizador primario de caja de distribución, N/P: 013352-50
Los Aerodeslizadores Secundarios (par e impar), tienen varios tramos con las siguientes
medidas:
10 Tramos Largos de 4,35 m largo x 15 cm., ancho (lona)
8 Tramos Cortos de 1,1 m de largo x 15 cm., ancho (lona)
Las empacaduras tienen 15 x 19 cm., con 14 tornillos distribuidos en 3 arriba, 3 abajo, 4 lado
derecho y 4 lado izquierdo.
Los agujeros de las lonas y de las empacaduras los perforan con un punzón caliente siendo
esto el procedimiento más rápido y fácil.
4.15.2. Soplador para los aerodeslizadores secundarios
Número de soplador: 01
Presión de suministro del soplador: 630 mm H2O
Volumen de aire libre del soplador: 1500 m3/hr
Potencia del motor: 7.5 kW.
4.15.3. Soplador de reserva para los aerodeslizadores secundarios
Número de soplador: 01
Presión de suministro del soplador: 630 mm H2O
Volumen de aire del soplador: 2400 m3/hr.
Potencia del motor: 7.5 kW.
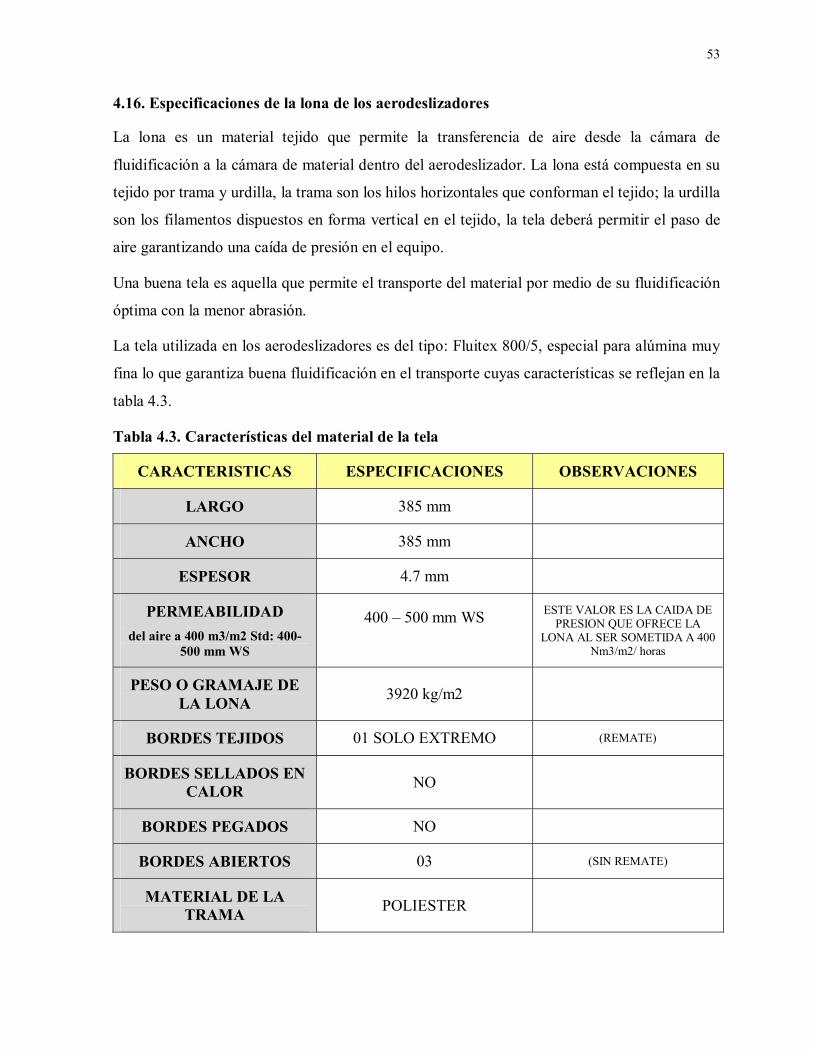
53
4.16. Especificaciones de la lona de los aerodeslizadores
La lona es un material tejido que permite la transferencia de aire desde la cámara de
fluidificación a la cámara de material dentro del aerodeslizador. La lona está compuesta en su
tejido por trama y urdilla, la trama son los hilos horizontales que conforman el tejido; la urdilla
son los filamentos dispuestos en forma vertical en el tejido, la tela deberá permitir el paso de
aire garantizando una caída de presión en el equipo.
Una buena tela es aquella que permite el transporte del material por medio de su fluidificación
óptima con la menor abrasión.
La tela utilizada en los aerodeslizadores es del tipo: Fluitex 800/5, especial para alúmina muy
fina lo que garantiza buena fluidificación en el transporte cuyas características se reflejan en la
tabla 4.3.
Tabla 4.3. Características del material de la tela
CARACTERISTICAS ESPECIFICACIONES OBSERVACIONES
LARGO 385 mm
ANCHO 385 mm
ESPESOR 4.7 mm
PERMEABILIDAD del aire a 400 m3/m2 Std: 400-
500 mm WS
400 – 500 mm WS
ESTE VALOR ES LA CAIDA DE PRESION QUE OFRECE LA
LONA AL SER SOMETIDA A 400 Nm3/m2/ horas
PESO O GRAMAJE DE LA LONA 3920 kg/m2
BORDES TEJIDOS 01 SOLO EXTREMO (REMATE)
BORDES SELLADOS EN CALOR NO
BORDES PEGADOS NO
BORDES ABIERTOS 03 (SIN REMATE)
MATERIAL DE LA TRAMA POLIESTER
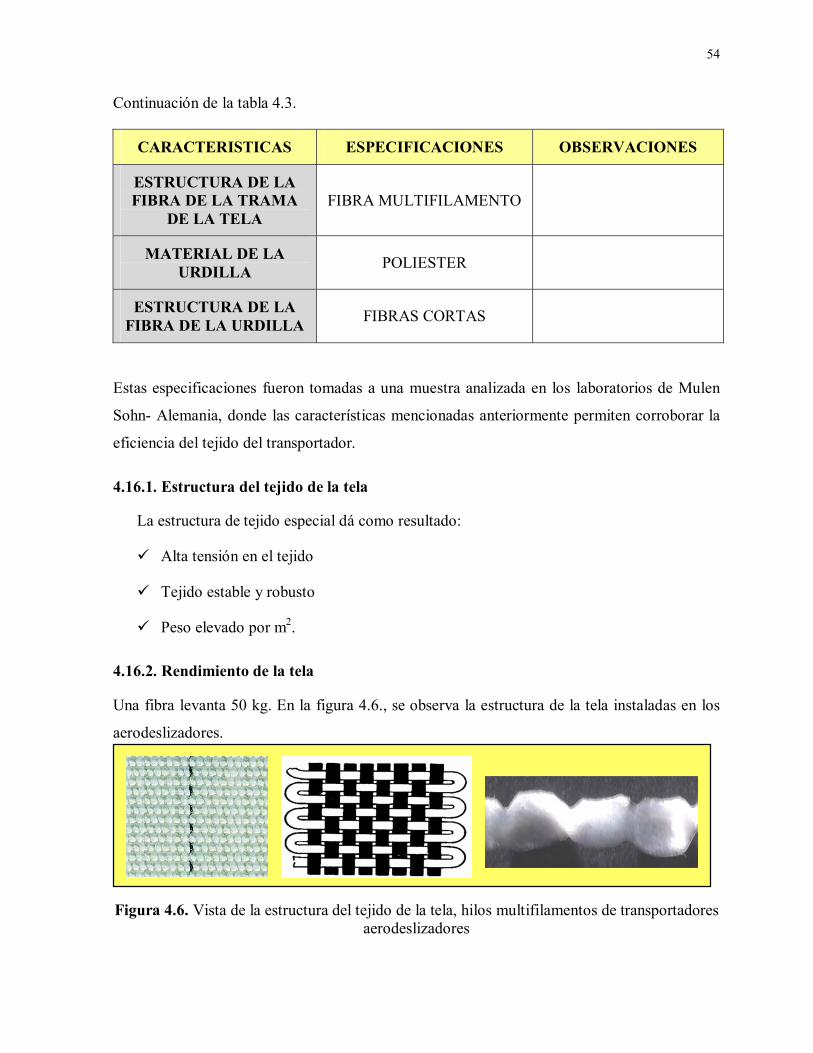
54
Continuación de la tabla 4.3.
CARACTERISTICAS ESPECIFICACIONES OBSERVACIONES
ESTRUCTURA DE LA FIBRA DE LA TRAMA
DE LA TELA FIBRA MULTIFILAMENTO
MATERIAL DE LA URDILLA POLIESTER
ESTRUCTURA DE LA FIBRA DE LA URDILLA FIBRAS CORTAS
Estas especificaciones fueron tomadas a una muestra analizada en los laboratorios de Mulen
Sohn- Alemania, donde las características mencionadas anteriormente permiten corroborar la
eficiencia del tejido del transportador.
4.16.1. Estructura del tejido de la tela
La estructura de tejido especial dá como resultado:
Alta tensión en el tejido
Tejido estable y robusto
Peso elevado por m2.
4.16.2. Rendimiento de la tela
Una fibra levanta 50 kg. En la figura 4.6., se observa la estructura de la tela instaladas en los
aerodeslizadores.
Figura 4.6. Vista de la estructura del tejido de la tela, hilos multifilamentos de transportadores aerodeslizadores

55
4.17. Pérdidas de material en los aerodeslizadores
Viene dada por la perfecta nivelación de los módulos del transportador y por la existencia de
empacaduras en las uniones de los tramos por lo que no se originan pérdidas de material en
estos equipos. El fabricante expone en sus manuales que estos equipos no presentan perdidas
de material durante su operación. Ver figura 4.7.
Figura 4.7. Hermeticidad en tramos de aerodeslizadores4.18. Datos técnicos de los equipos de transporte
4.18. Datos técnicos de los sistemas de transporte de alumina secundaria, CVG Venalum A continuación se presentan los datos técnicos de los equipos de transporte en estudio, dadas
por los fabricantes, Louise y Claudius Peters. Ver Fig. 4.8.
Transportador de cadena Louise Aerodeslizador Claudius Peters
Figura 4.8. Datos Técnicos comparativos de los sistemas de transporte de alúmina en las PTH de CVG Venalum
56
4.19. Incremento de inversión en alúmina por pérdidas en transportadores
A continuación se presentan los costos de funcionamiento de ambos equipos en $/t de
aluminio mensual.
4.19.1. Incremento de inversión en alúmina por pérdidas en cadenas de arrastre
Para realizar el cálculo de los costos de operación de los equipos de transportadores de cadena
se considerara una línea como referencia (Línea I), para esto se utilizará el factor de consumo
de alúmina, que es el indicador del requerimiento de alúmina secundaria para producir una
tonelada de aluminio el cual para las cadenas de arrastre es:
Fc cadenas de arrastre= 1,929 kg. de alúmina/ kg. de aluminio, pero como estos equipos
tienen una pérdida del 2% estimada por el fabricante, entonces el factor de utilización es Fc
=1,9676 kg de alúmina/ kg. de aluminio, éste factor se incrementa, debido a la perdida de
material que presenta el sistema, entonces se debe compensar esta pérdida para mantener los
niveles de producción, afectando el consumo de alúmina requerido, lo cual influye sobre los
costos de la producción de aluminio.
Datos operativos cadenas TKF-630:
Capacidad nominal: 8-9 t/hr.
Diseño original
Capacidad máxima nominal: 16 t/hr.
Capacidad actual de Operación:
rango 12.5 y 13.5 t/hr
Datos operativos cadenas TKF-400:
Capacidad nominal: 4 t /hr.
Capacidad máxima nominal: 8 t/hr.
Capacidad actual de Operación:
rango 6.25 y 6.75 t/hr.
Datos operativos aerodeslizadores:
Aerodeslizadores secundarios
Rango capacidad nominal: 12.5-13 t/hr.
Diseño original
Lona de fluidificación de
aerodeslizador primario de caja de
distribución, N/P: 013352-50
Tamaño: 800 mm x 4 mm.
Sistema Flakt, V Línea.
57
De acuerdo a las cifras que anteceden la cantidad de alúmina requerida para fabricar 6.874.540
kg. de aluminio es:
X1= 13.526,3 toneladas de alúmina
El costo de la alúmina actual esta en un rango de 280-310 US$ /tonelada
Tomado el costo máximo como referencia se cumple que, el costo de la cantidad de alúmina
requerida es:
X1=US$ 4.193.166
Se considerara el mismo cálculo, sin tomar en cuenta las pérdidas, resulta lo siguiente:
Fc= 1,929 kg. de alúmina/ kg. de aluminio
Si para 1.929 kg. de alúmina/ kg. de aluminio se requiere 1 kg. de aluminio
Cuantos kg. de alúmina/ kg. Aluminio se requerirán para 6.874.540 kg. de aluminio
X2= 13.260,98 toneladas de alúmina
X2= US$ 4.110.903,8
Resultando una diferencia de 266 toneladas de alúmina en exceso por mes, lo que genera un
costo adicional de:
X3=US$ 82460 $/ t de alúmina mensual, considerando este costo adicional para las cuatro
líneas resulta lo siguiente:
X4= US$ 329.840
4.19.2. Incremento de inversión en alúmina por pérdidas en aerodeslizadores
Para realizar el cálculo de los costos de operación de los equipos de transportadores de cadena
se utilizará el factor de consumo de alúmina, que es el indicador del requerimiento de alúmina
secundaria para producir una tonelada de aluminio el cual para los transportadores
aerodeslizadores es:
Fu aerodeslizadores= 1,929 toneladas de alúmina, pero como estos equipos no presentan una
pérdida de material por el fabricante, entonces el factor de utilización es Fc =1,929 toneladas
58
de alúmina, no hay necesidad de compensar las pérdidas para mantener los niveles de
producción, y por ende no se afecta el consumo de alúmina.
Si para 1.929 kg. de alúmina/ kg de aluminio se requiere 1 kg de aluminio
Cuantos kg de alúmina/ kg aluminio se requerirán para 9.443.970 kg de aluminio
X2= 18.217,4 toneladas de alúmina
X2= US$ 5.647.399
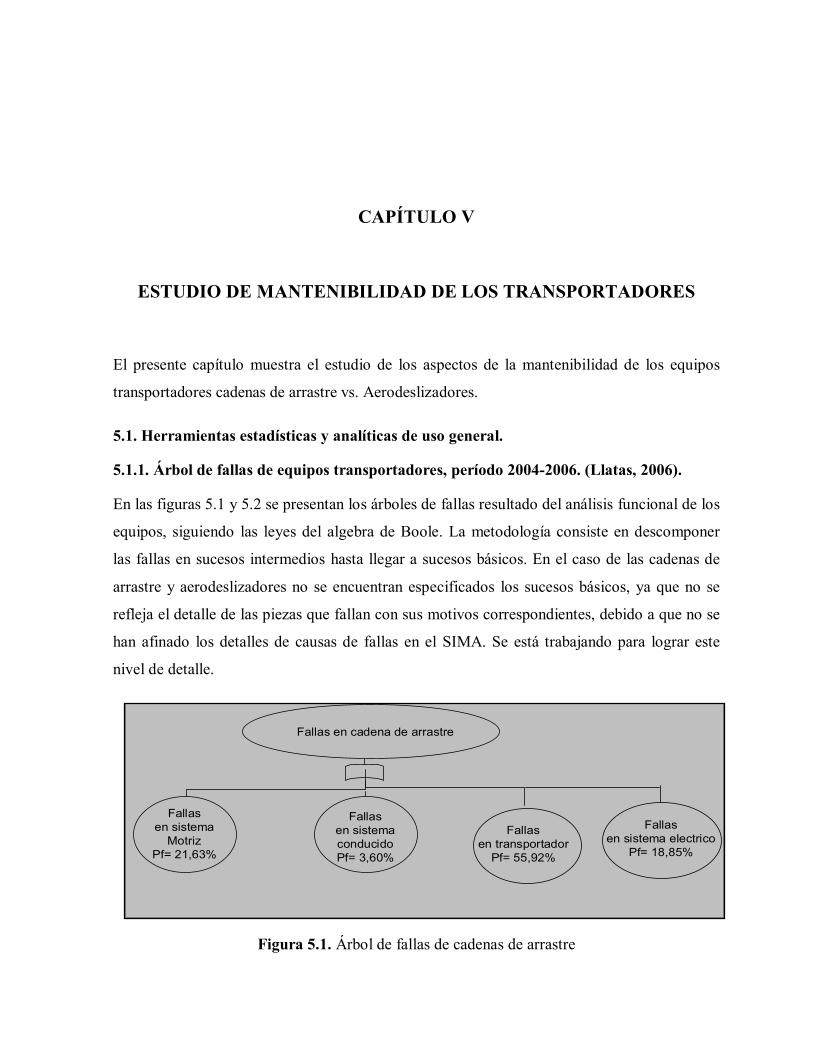
CAPÍTULO V
ESTUDIO DE MANTENIBILIDAD DE LOS TRANSPORTADORES
El presente capítulo muestra el estudio de los aspectos de la mantenibilidad de los equipos
transportadores cadenas de arrastre vs. Aerodeslizadores.
5.1. Herramientas estadísticas y analíticas de uso general.
5.1.1. Árbol de fallas de equipos transportadores, período 2004-2006. (Llatas, 2006).
En las figuras 5.1 y 5.2 se presentan los árboles de fallas resultado del análisis funcional de los
equipos, siguiendo las leyes del algebra de Boole. La metodología consiste en descomponer
las fallas en sucesos intermedios hasta llegar a sucesos básicos. En el caso de las cadenas de
arrastre y aerodeslizadores no se encuentran especificados los sucesos básicos, ya que no se
refleja el detalle de las piezas que fallan con sus motivos correspondientes, debido a que no se
han afinado los detalles de causas de fallas en el SIMA. Se está trabajando para lograr este
nivel de detalle.
Figura 5.1. Árbol de fallas de cadenas de arrastre
Fallas en cadena de arrastre
Fallasen transportador
Pf= 55,92%
Fallasen sistemaconducidoPf= 3,60%
Fallasen sistema
MotrizPf= 21,63%
Fallasen sistema electrico
Pf= 18,85%
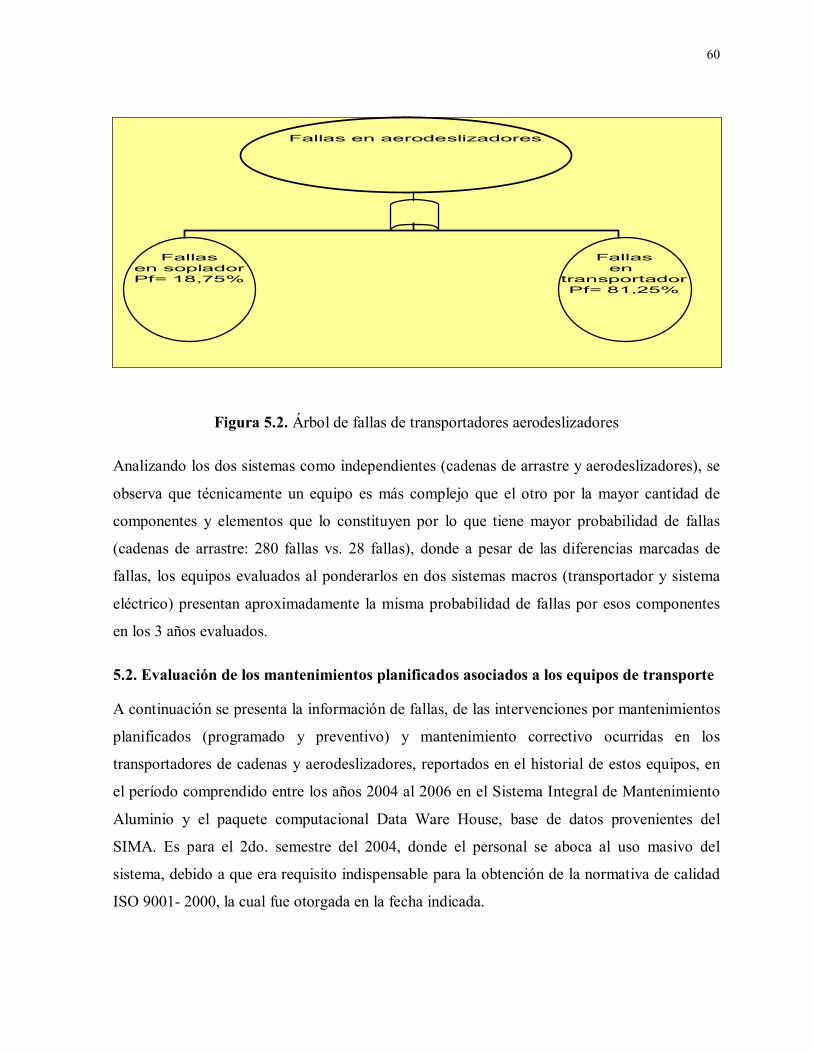
60
Figura 5.2. Árbol de fallas de transportadores aerodeslizadores
Analizando los dos sistemas como independientes (cadenas de arrastre y aerodeslizadores), se
observa que técnicamente un equipo es más complejo que el otro por la mayor cantidad de
componentes y elementos que lo constituyen por lo que tiene mayor probabilidad de fallas
(cadenas de arrastre: 280 fallas vs. 28 fallas), donde a pesar de las diferencias marcadas de
fallas, los equipos evaluados al ponderarlos en dos sistemas macros (transportador y sistema
eléctrico) presentan aproximadamente la misma probabilidad de fallas por esos componentes
en los 3 años evaluados.
5.2. Evaluación de los mantenimientos planificados asociados a los equipos de transporte
A continuación se presenta la información de fallas, de las intervenciones por mantenimientos
planificados (programado y preventivo) y mantenimiento correctivo ocurridas en los
transportadores de cadenas y aerodeslizadores, reportados en el historial de estos equipos, en
el período comprendido entre los años 2004 al 2006 en el Sistema Integral de Mantenimiento
Aluminio y el paquete computacional Data Ware House, base de datos provenientes del
SIMA. Es para el 2do. semestre del 2004, donde el personal se aboca al uso masivo del
sistema, debido a que era requisito indispensable para la obtención de la normativa de calidad
ISO 9001- 2000, la cual fue otorgada en la fecha indicada.
Fallas en aerodeslizadores
Fallasen
transportadorPf= 81,25%
Fallasen sopladorPf= 18,75%
Fallas en aerodeslizadores
Fallasen
transportadorPf= 81,25%
Fallasen sopladorPf= 18,75%
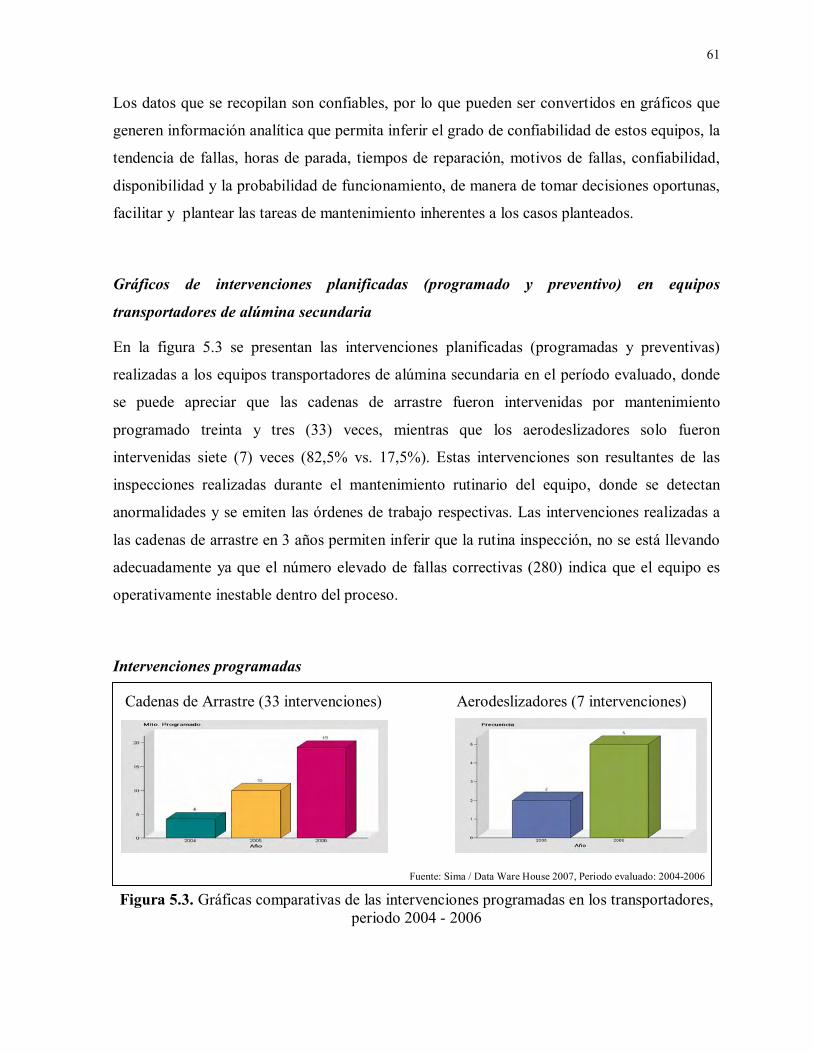
61
Los datos que se recopilan son confiables, por lo que pueden ser convertidos en gráficos que
generen información analítica que permita inferir el grado de confiabilidad de estos equipos, la
tendencia de fallas, horas de parada, tiempos de reparación, motivos de fallas, confiabilidad,
disponibilidad y la probabilidad de funcionamiento, de manera de tomar decisiones oportunas,
facilitar y plantear las tareas de mantenimiento inherentes a los casos planteados.
Gráficos de intervenciones planificadas (programado y preventivo) en equipos
transportadores de alúmina secundaria
En la figura 5.3 se presentan las intervenciones planificadas (programadas y preventivas)
realizadas a los equipos transportadores de alúmina secundaria en el período evaluado, donde
se puede apreciar que las cadenas de arrastre fueron intervenidas por mantenimiento
programado treinta y tres (33) veces, mientras que los aerodeslizadores solo fueron
intervenidas siete (7) veces (82,5% vs. 17,5%). Estas intervenciones son resultantes de las
inspecciones realizadas durante el mantenimiento rutinario del equipo, donde se detectan
anormalidades y se emiten las órdenes de trabajo respectivas. Las intervenciones realizadas a
las cadenas de arrastre en 3 años permiten inferir que la rutina inspección, no se está llevando
adecuadamente ya que el número elevado de fallas correctivas (280) indica que el equipo es
operativamente inestable dentro del proceso.
Intervenciones programadas
Cadenas de Arrastre (33 intervenciones) Aerodeslizadores (7 intervenciones)
Fuente: Sima / Data Ware House 2007, Periodo evaluado: 2004-2006
Figura 5.3. Gráficas comparativas de las intervenciones programadas en los transportadores, periodo 2004 - 2006

62
Intervenciones preventivas
Cadenas de Arrastre (22 intervenciones) Aerodeslizadores (5 intervenciones)
Fuente: Sima / Data Ware House 2007, Período evaluado: 2004-2006
Figura 5.4. Gráficas comparativas de las intervenciones preventivas en los transportadores, periodo 2004 - 2006
En la figura 5.4., se presentan la intervenciones por mantenimiento preventivo en el período
evaluado resultando veintidós (22) intervenciones para las cadenas de arrastre, mientras que en
los aerodeslizadores 5 intervenciones (81,48% vs. 18,51%). Estas intervenciones son por
cumplimiento de vida útil de piezas, partes y componentes del equipo, en la frecuencia
establecida por el fabricante o la reflejada en el plan anual de intervención del equipo. En el
lapso de tiempo evaluado, se observa que las cadenas de arrastre tienen un tiempo invertido
muy alto con sus costos implícitos, sin los resultados esperados. Es importante mencionar que
los sistemas de cadenas están fuera de diseño, ya que la tecnología de celdas ha mejorado para
alcanzar mayores valores de producción, por lo tanto se requiere mayor volumen de alúmina
por incremento de la generación de gases fluorados por el cambio de la química de baño para
mejorar la captación de gas flúor y el incremento de amperaje en las líneas de celdas
acrecentando el flujo de un rango de 8-9 toneladas de alúmina por hora por diseño original a
un rango de 9,5-10 toneladas de alúmina por hora y estos equipos no fueron diseñados para
manejar estos volúmenes. En el caso de los aerodeslizadores esta cantidad de mantenimientos
preventivos coincide con el plan de intervención cuya frecuencia es de 8 años.
Gráfico de tendencias de fallas, horas de parada, tiempo de reparación y motivos de fallas
en cadenas de arrastre y aerodeslizadores, periodo: 2004- 2006
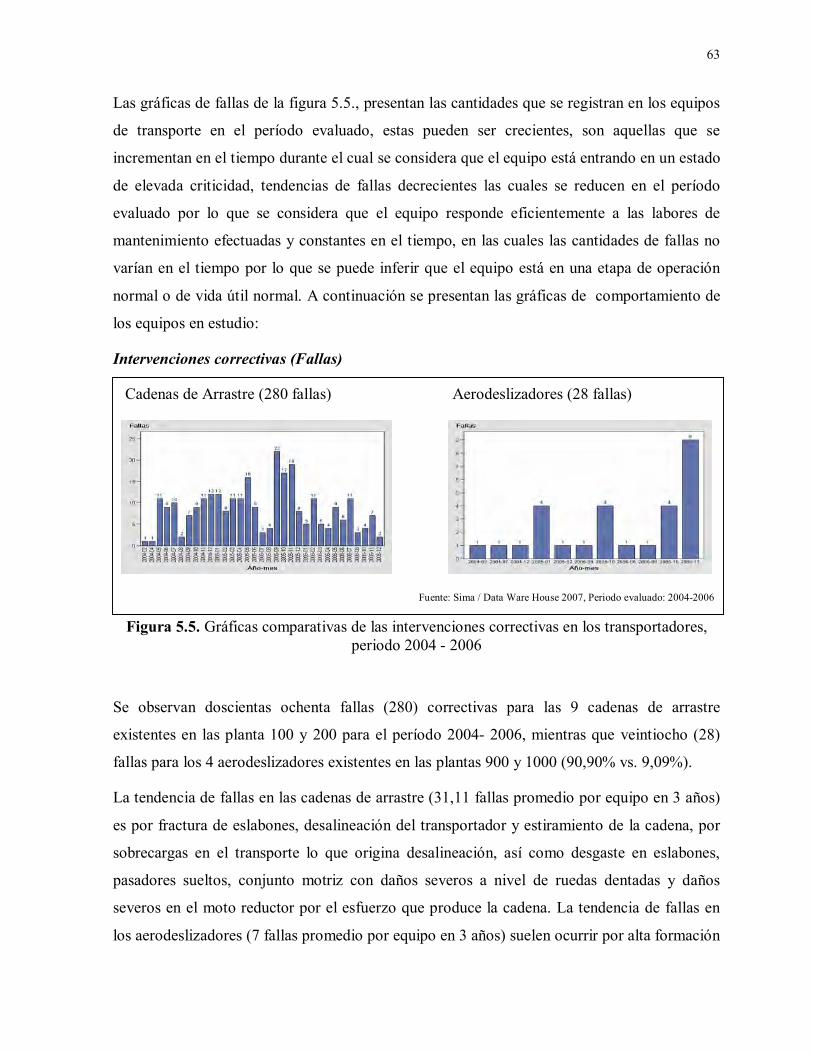
63
Las gráficas de fallas de la figura 5.5., presentan las cantidades que se registran en los equipos
de transporte en el período evaluado, estas pueden ser crecientes, son aquellas que se
incrementan en el tiempo durante el cual se considera que el equipo está entrando en un estado
de elevada criticidad, tendencias de fallas decrecientes las cuales se reducen en el período
evaluado por lo que se considera que el equipo responde eficientemente a las labores de
mantenimiento efectuadas y constantes en el tiempo, en las cuales las cantidades de fallas no
varían en el tiempo por lo que se puede inferir que el equipo está en una etapa de operación
normal o de vida útil normal. A continuación se presentan las gráficas de comportamiento de
los equipos en estudio:
Intervenciones correctivas (Fallas)
Cadenas de Arrastre (280 fallas) Aerodeslizadores (28 fallas)
Fuente: Sima / Data Ware House 2007, Periodo evaluado: 2004-2006
Figura 5.5. Gráficas comparativas de las intervenciones correctivas en los transportadores, periodo 2004 - 2006
Se observan doscientas ochenta fallas (280) correctivas para las 9 cadenas de arrastre
existentes en las planta 100 y 200 para el período 2004- 2006, mientras que veintiocho (28)
fallas para los 4 aerodeslizadores existentes en las plantas 900 y 1000 (90,90% vs. 9,09%).
La tendencia de fallas en las cadenas de arrastre (31,11 fallas promedio por equipo en 3 años)
es por fractura de eslabones, desalineación del transportador y estiramiento de la cadena, por
sobrecargas en el transporte lo que origina desalineación, así como desgaste en eslabones,
pasadores sueltos, conjunto motriz con daños severos a nivel de ruedas dentadas y daños
severos en el moto reductor por el esfuerzo que produce la cadena. La tendencia de fallas en
los aerodeslizadores (7 fallas promedio por equipo en 3 años) suelen ocurrir por alta formación
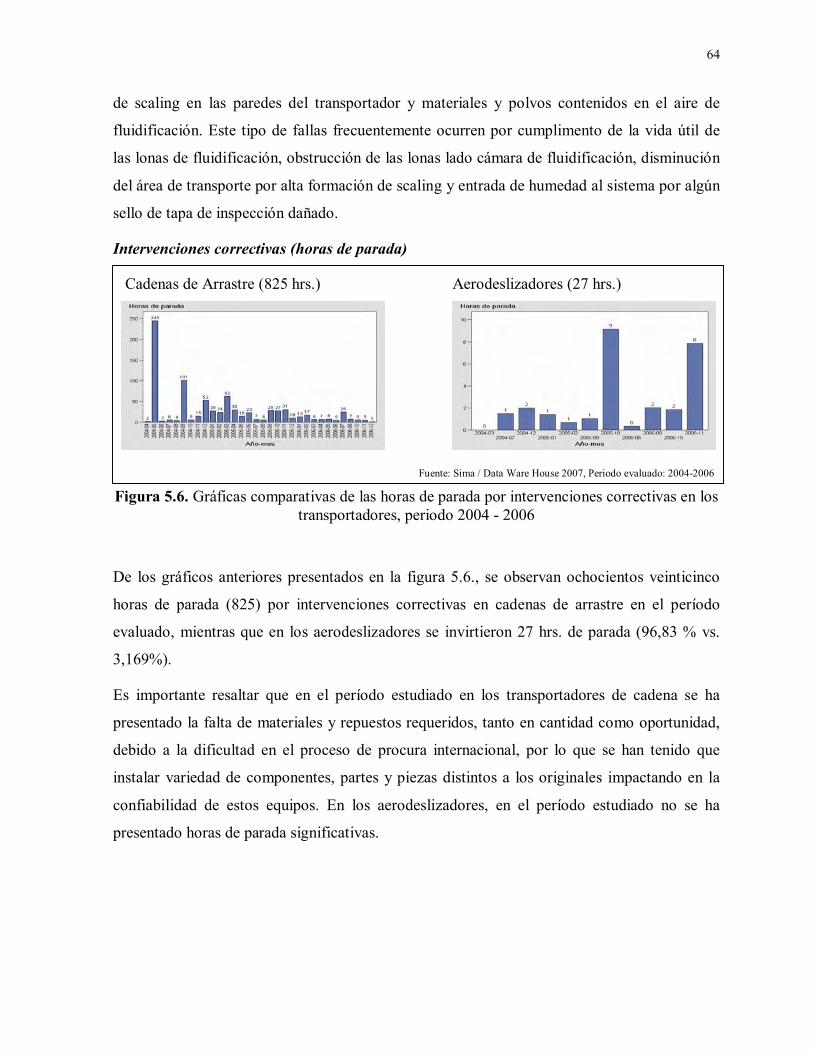
64
de scaling en las paredes del transportador y materiales y polvos contenidos en el aire de
fluidificación. Este tipo de fallas frecuentemente ocurren por cumplimento de la vida útil de
las lonas de fluidificación, obstrucción de las lonas lado cámara de fluidificación, disminución
del área de transporte por alta formación de scaling y entrada de humedad al sistema por algún
sello de tapa de inspección dañado.
Intervenciones correctivas (horas de parada)
Cadenas de Arrastre (825 hrs.) Aerodeslizadores (27 hrs.)
Fuente: Sima / Data Ware House 2007, Periodo evaluado: 2004-2006
Figura 5.6. Gráficas comparativas de las horas de parada por intervenciones correctivas en los transportadores, periodo 2004 - 2006
De los gráficos anteriores presentados en la figura 5.6., se observan ochocientos veinticinco
horas de parada (825) por intervenciones correctivas en cadenas de arrastre en el período
evaluado, mientras que en los aerodeslizadores se invirtieron 27 hrs. de parada (96,83 % vs.
3,169%).
Es importante resaltar que en el período estudiado en los transportadores de cadena se ha
presentado la falta de materiales y repuestos requeridos, tanto en cantidad como oportunidad,
debido a la dificultad en el proceso de procura internacional, por lo que se han tenido que
instalar variedad de componentes, partes y piezas distintos a los originales impactando en la
confiabilidad de estos equipos. En los aerodeslizadores, en el período estudiado no se ha
presentado horas de parada significativas.
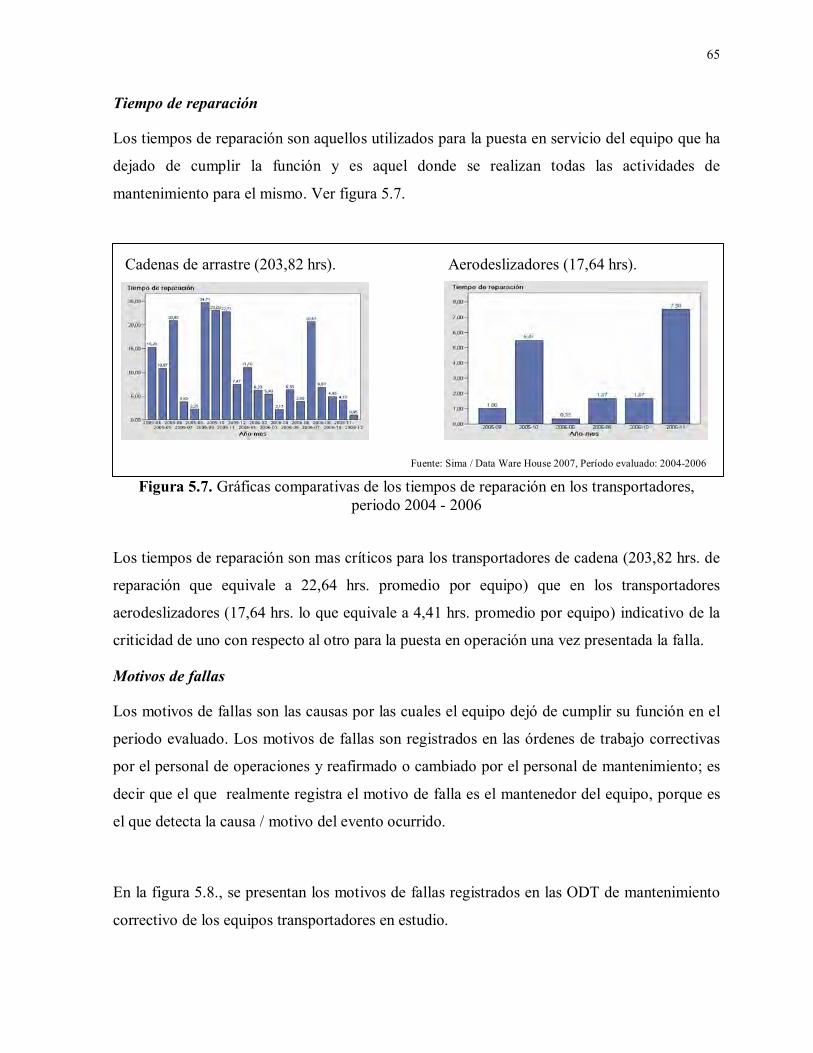
65
Tiempo de reparación
Los tiempos de reparación son aquellos utilizados para la puesta en servicio del equipo que ha
dejado de cumplir la función y es aquel donde se realizan todas las actividades de
mantenimiento para el mismo. Ver figura 5.7.
Cadenas de arrastre (203,82 hrs). Aerodeslizadores (17,64 hrs).
Fuente: Sima / Data Ware House 2007, Período evaluado: 2004-2006
Figura 5.7. Gráficas comparativas de los tiempos de reparación en los transportadores, periodo 2004 - 2006
Los tiempos de reparación son mas críticos para los transportadores de cadena (203,82 hrs. de
reparación que equivale a 22,64 hrs. promedio por equipo) que en los transportadores
aerodeslizadores (17,64 hrs. lo que equivale a 4,41 hrs. promedio por equipo) indicativo de la
criticidad de uno con respecto al otro para la puesta en operación una vez presentada la falla.
Motivos de fallas
Los motivos de fallas son las causas por las cuales el equipo dejó de cumplir su función en el
periodo evaluado. Los motivos de fallas son registrados en las órdenes de trabajo correctivas
por el personal de operaciones y reafirmado o cambiado por el personal de mantenimiento; es
decir que el que realmente registra el motivo de falla es el mantenedor del equipo, porque es
el que detecta la causa / motivo del evento ocurrido.
En la figura 5.8., se presentan los motivos de fallas registrados en las ODT de mantenimiento
correctivo de los equipos transportadores en estudio.
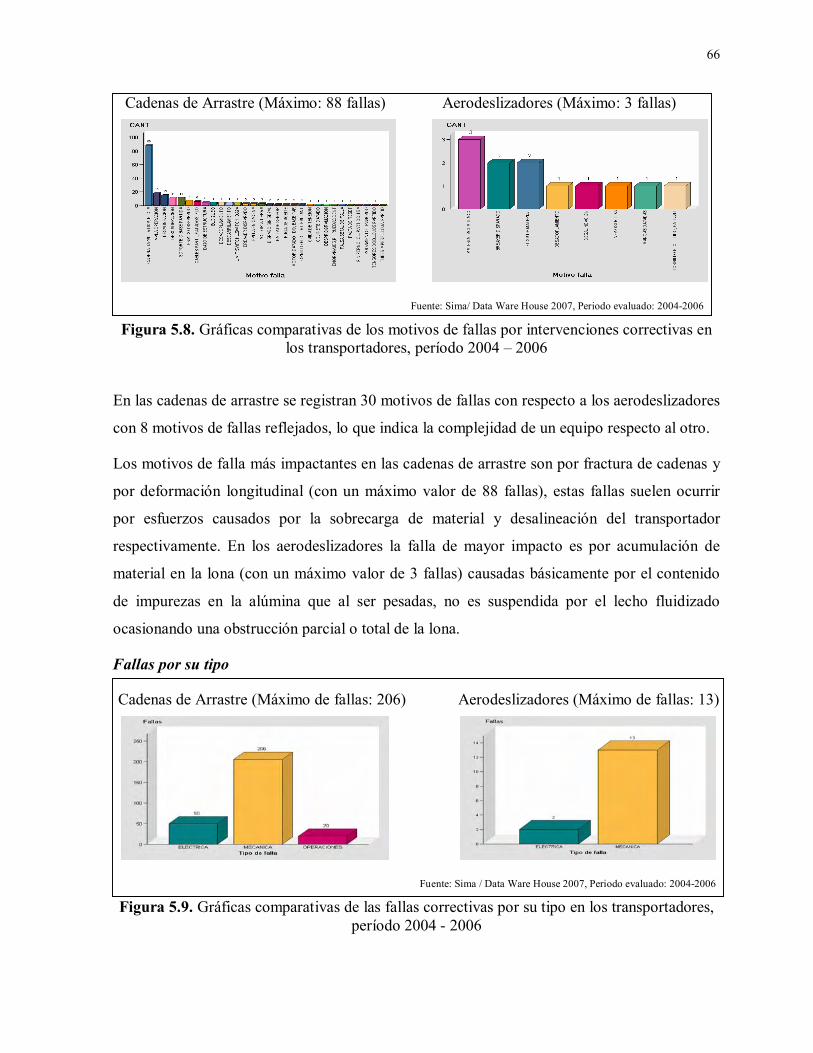
66
Cadenas de Arrastre (Máximo: 88 fallas) Aerodeslizadores (Máximo: 3 fallas)
Fuente: Sima/ Data Ware House 2007, Periodo evaluado: 2004-2006
Figura 5.8. Gráficas comparativas de los motivos de fallas por intervenciones correctivas en los transportadores, período 2004 – 2006
En las cadenas de arrastre se registran 30 motivos de fallas con respecto a los aerodeslizadores
con 8 motivos de fallas reflejados, lo que indica la complejidad de un equipo respecto al otro.
Los motivos de falla más impactantes en las cadenas de arrastre son por fractura de cadenas y
por deformación longitudinal (con un máximo valor de 88 fallas), estas fallas suelen ocurrir
por esfuerzos causados por la sobrecarga de material y desalineación del transportador
respectivamente. En los aerodeslizadores la falla de mayor impacto es por acumulación de
material en la lona (con un máximo valor de 3 fallas) causadas básicamente por el contenido
de impurezas en la alúmina que al ser pesadas, no es suspendida por el lecho fluidizado
ocasionando una obstrucción parcial o total de la lona.
Fallas por su tipo
Cadenas de Arrastre (Máximo de fallas: 206) Aerodeslizadores (Máximo de fallas: 13)
Fuente: Sima / Data Ware House 2007, Periodo evaluado: 2004-2006
Figura 5.9. Gráficas comparativas de las fallas correctivas por su tipo en los transportadores, período 2004 - 2006
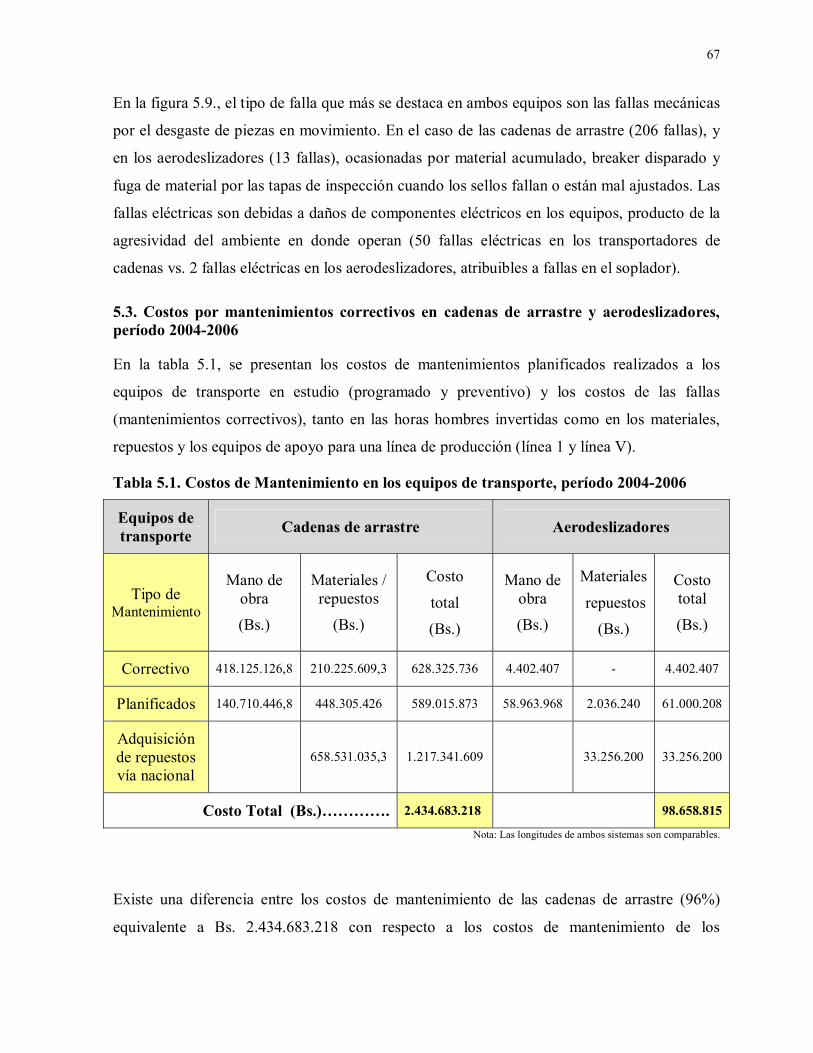
67
En la figura 5.9., el tipo de falla que más se destaca en ambos equipos son las fallas mecánicas
por el desgaste de piezas en movimiento. En el caso de las cadenas de arrastre (206 fallas), y
en los aerodeslizadores (13 fallas), ocasionadas por material acumulado, breaker disparado y
fuga de material por las tapas de inspección cuando los sellos fallan o están mal ajustados. Las
fallas eléctricas son debidas a daños de componentes eléctricos en los equipos, producto de la
agresividad del ambiente en donde operan (50 fallas eléctricas en los transportadores de
cadenas vs. 2 fallas eléctricas en los aerodeslizadores, atribuibles a fallas en el soplador).
5.3. Costos por mantenimientos correctivos en cadenas de arrastre y aerodeslizadores, período 2004-2006
En la tabla 5.1, se presentan los costos de mantenimientos planificados realizados a los
equipos de transporte en estudio (programado y preventivo) y los costos de las fallas
(mantenimientos correctivos), tanto en las horas hombres invertidas como en los materiales,
repuestos y los equipos de apoyo para una línea de producción (línea 1 y línea V).
Tabla 5.1. Costos de Mantenimiento en los equipos de transporte, período 2004-2006
Equipos de transporte Cadenas de arrastre Aerodeslizadores
Tipo de Mantenimiento
Mano de obra (Bs.)
Materiales / repuestos
(Bs.)
Costo
total (Bs.)
Mano de obra (Bs.)
Materiales
repuestos (Bs.)
Costo total (Bs.)
Correctivo 418.125.126,8 210.225.609,3 628.325.736 4.402.407 - 4.402.407
Planificados 140.710.446,8 448.305.426 589.015.873 58.963.968 2.036.240 61.000.208
Adquisición de repuestos vía nacional
658.531.035,3 1.217.341.609 33.256.200 33.256.200
Costo Total (Bs.)…………. 2.434.683.218 98.658.815
Nota: Las longitudes de ambos sistemas son comparables.
Existe una diferencia entre los costos de mantenimiento de las cadenas de arrastre (96%)
equivalente a Bs. 2.434.683.218 con respecto a los costos de mantenimiento de los
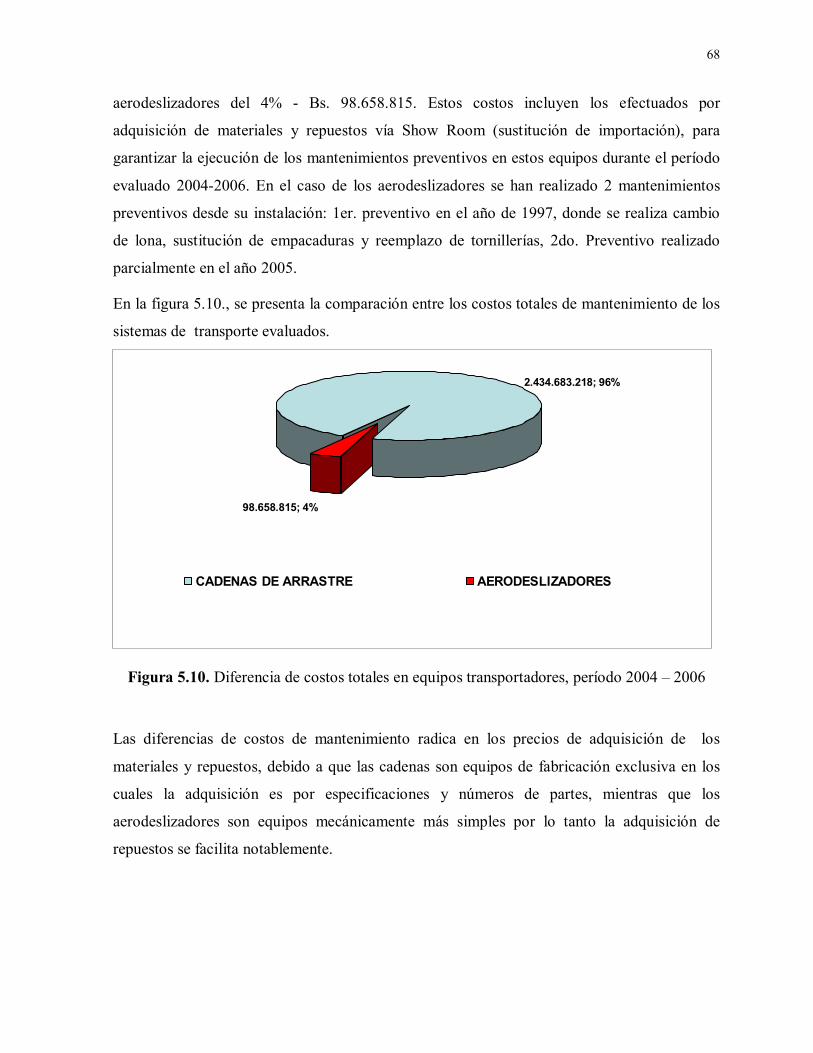
68
aerodeslizadores del 4% - Bs. 98.658.815. Estos costos incluyen los efectuados por
adquisición de materiales y repuestos vía Show Room (sustitución de importación), para
garantizar la ejecución de los mantenimientos preventivos en estos equipos durante el período
evaluado 2004-2006. En el caso de los aerodeslizadores se han realizado 2 mantenimientos
preventivos desde su instalación: 1er. preventivo en el año de 1997, donde se realiza cambio
de lona, sustitución de empacaduras y reemplazo de tornillerías, 2do. Preventivo realizado
parcialmente en el año 2005.
En la figura 5.10., se presenta la comparación entre los costos totales de mantenimiento de los
sistemas de transporte evaluados.
Figura 5.10. Diferencia de costos totales en equipos transportadores, período 2004 – 2006
Las diferencias de costos de mantenimiento radica en los precios de adquisición de los
materiales y repuestos, debido a que las cadenas son equipos de fabricación exclusiva en los
cuales la adquisición es por especificaciones y números de partes, mientras que los
aerodeslizadores son equipos mecánicamente más simples por lo tanto la adquisición de
repuestos se facilita notablemente.
98.658.815; 4%
2.434.683.218; 96%
CADENAS DE ARRASTRE AERODESLIZADORES
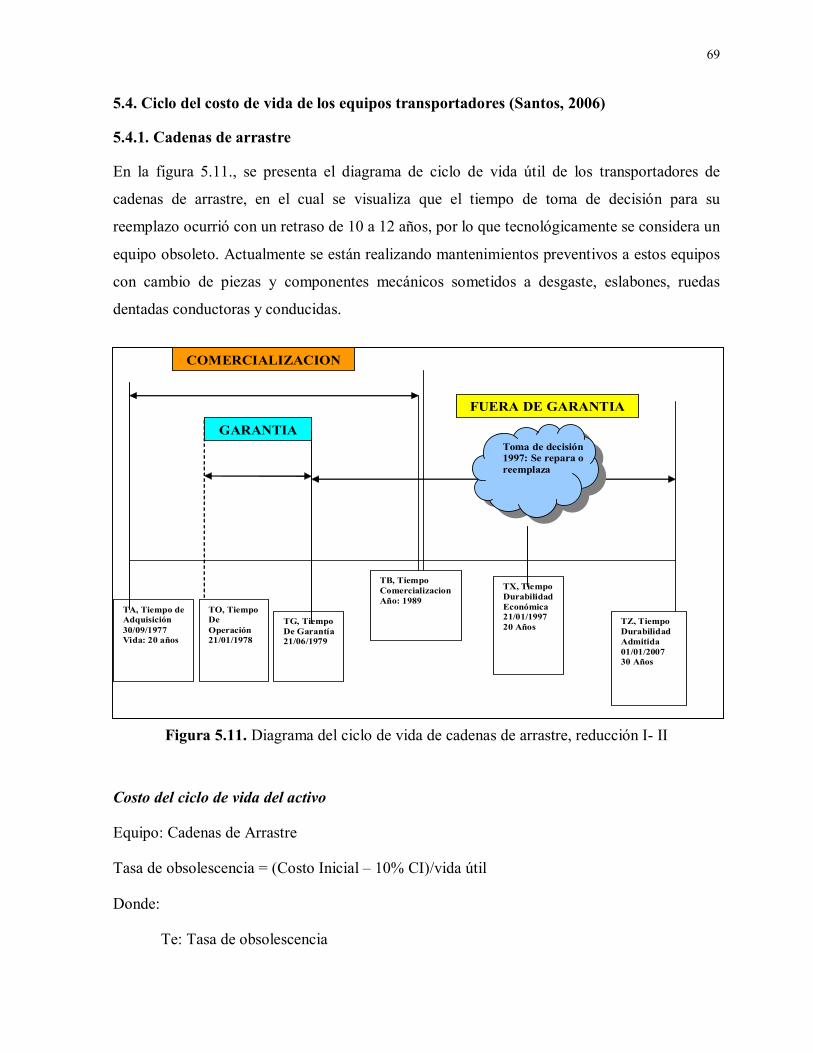
69
5.4. Ciclo del costo de vida de los equipos transportadores (Santos, 2006)
5.4.1. Cadenas de arrastre
En la figura 5.11., se presenta el diagrama de ciclo de vida útil de los transportadores de
cadenas de arrastre, en el cual se visualiza que el tiempo de toma de decisión para su
reemplazo ocurrió con un retraso de 10 a 12 años, por lo que tecnológicamente se considera un
equipo obsoleto. Actualmente se están realizando mantenimientos preventivos a estos equipos
con cambio de piezas y componentes mecánicos sometidos a desgaste, eslabones, ruedas
dentadas conductoras y conducidas.
Figura 5.11. Diagrama del ciclo de vida de cadenas de arrastre, reducción I- II
Costo del ciclo de vida del activo
Equipo: Cadenas de Arrastre
Tasa de obsolescencia = (Costo Inicial – 10% CI)/vida útil
Donde:
Te: Tasa de obsolescencia
TA, Tiempo de Adquisición 30/09/1977 Vida: 20 años
TO, Tiempo De Operación 21/01/1978
TG, Tiempo De Garantía 21/06/1979
TB, Tiempo Comercializacion Año: 1989
TX, Tiempo Durabilidad Económica 21/01/1997 20 Años
TZ, Tiempo Durabilidad Admitida 01/01/2007 30 Años
Toma de decisión 1997: Se repara o reemplaza
COMERCIALIZACION
GARANTIA
FUERA DE GARANTIA
70
Vs.: Valor de rescate = 10% costo inicial
CI: Costo inicial
Vu: vida útil
Depreciación acumulada = (Costo Inicial/vida útil) x t
Donde:
t: tiempo transcurrido
Costo de reposición al año 2002:
X51, X52 = 335.066.900 Bs. X53= 57.209.900 Bs. X54= 163.925.100 Bs.
X55= 229.495.100 Bs.
Depreciación = Costo Inicial/vida útil
Donde:
D: depreciación
CI: Costo inicial
Vu: vida útil
Nota: a partir del año 2000, no hay valor de rescate
Costo de reposición a febrero del 2007:
X51, X52 = 701.918.607,21 Bs. X53= 68.081.300 Bs. X54=195.075.200Bs.
X55= 182.472.400 Bs.
Depreciación acumulada = (Costo Inicial/vida útil) x tiempo transcurrido
5.4.2.- Aerodeslizadores
Los aerodeslizadores de V Línea fueron instalados en octubre de 1989, y de acuerdo con el
fabricante su vida útil es de 30 años, lo cual implica que a partir de la fecha de elaboración de
este informe (abril del 2007) le queda una vida restante de aproximadamente 12 años, antes de
que se requiera su sustitución, lo cual implica que en un próximo futuro (7 años), de deberá
implementar un programa de reemplazo total de partes y componentes a estos equipos, o en su
defecto un programa de mantenimiento preventivo para mantener su vida útil; sin embargo, se
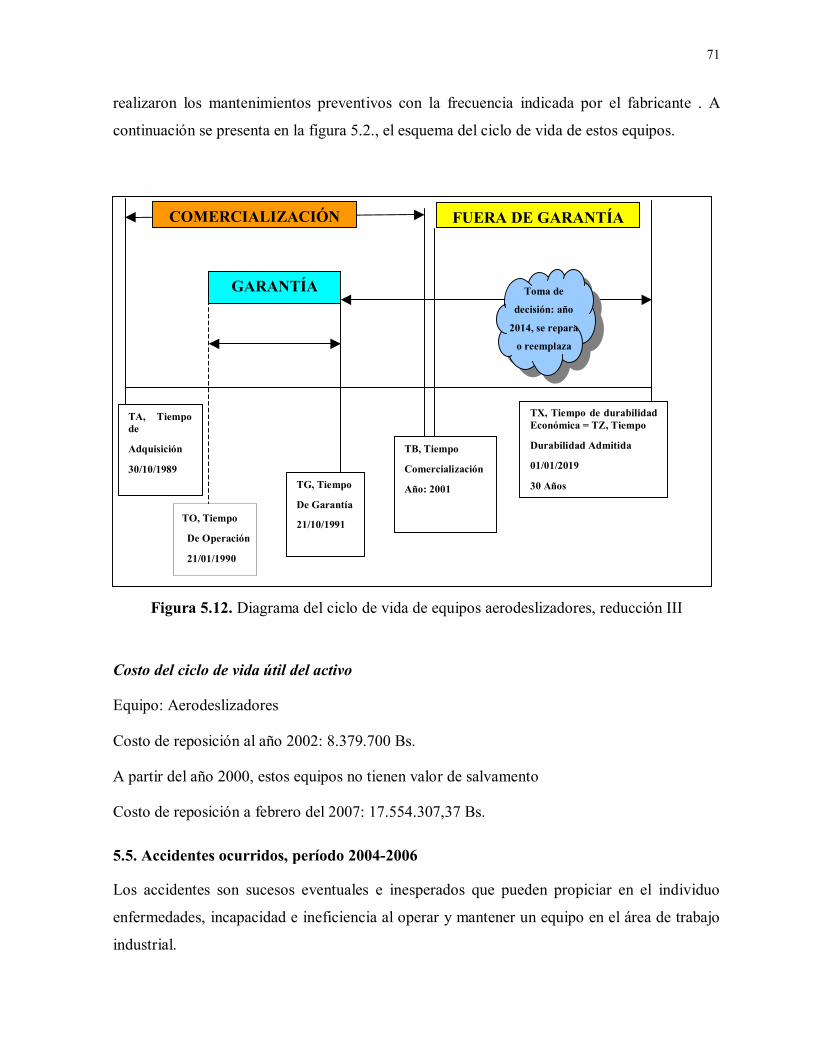
71
realizaron los mantenimientos preventivos con la frecuencia indicada por el fabricante . A
continuación se presenta en la figura 5.2., el esquema del ciclo de vida de estos equipos.
TO, Tiempo
De Operación
21/01/1990
Figura 5.12. Diagrama del ciclo de vida de equipos aerodeslizadores, reducción III
Costo del ciclo de vida útil del activo
Equipo: Aerodeslizadores
Costo de reposición al año 2002: 8.379.700 Bs.
A partir del año 2000, estos equipos no tienen valor de salvamento
Costo de reposición a febrero del 2007: 17.554.307,37 Bs.
5.5. Accidentes ocurridos, período 2004-2006
Los accidentes son sucesos eventuales e inesperados que pueden propiciar en el individuo
enfermedades, incapacidad e ineficiencia al operar y mantener un equipo en el área de trabajo
industrial.
TA, Tiempo de
Adquisición
30/10/1989 TG, Tiempo
De Garantía
21/10/1991
TB, Tiempo
Comercialización
Año: 2001
TX, Tiempo de durabilidad Económica = TZ, Tiempo
Durabilidad Admitida
01/01/2019
30 Años
Toma de
decisión: año
2014, se repara
o reemplaza
COMERCIALIZACIÓN
GARANTÍA
FUERA DE GARANTÍA
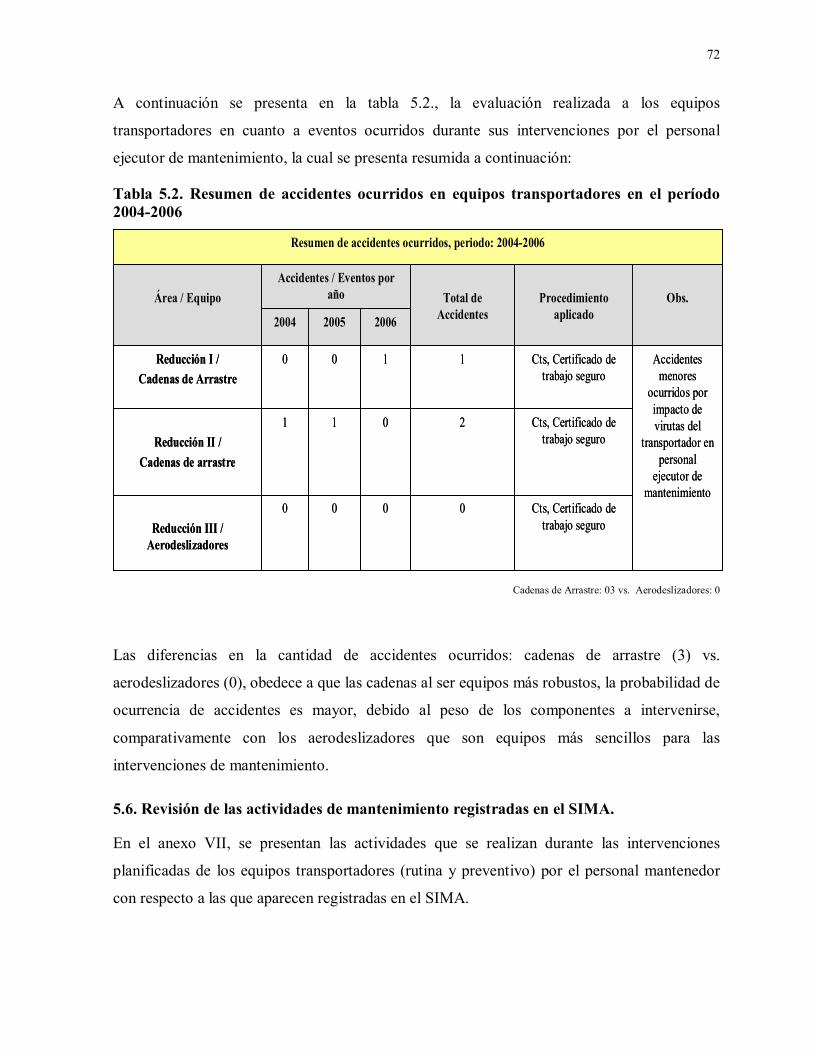
72
A continuación se presenta en la tabla 5.2., la evaluación realizada a los equipos
transportadores en cuanto a eventos ocurridos durante sus intervenciones por el personal
ejecutor de mantenimiento, la cual se presenta resumida a continuación:
Tabla 5.2. Resumen de accidentes ocurridos en equipos transportadores en el período 2004-2006
Cadenas de Arrastre: 03 vs. Aerodeslizadores: 0
Las diferencias en la cantidad de accidentes ocurridos: cadenas de arrastre (3) vs.
aerodeslizadores (0), obedece a que las cadenas al ser equipos más robustos, la probabilidad de
ocurrencia de accidentes es mayor, debido al peso de los componentes a intervenirse,
comparativamente con los aerodeslizadores que son equipos más sencillos para las
intervenciones de mantenimiento.
5.6. Revisión de las actividades de mantenimiento registradas en el SIMA.
En el anexo VII, se presentan las actividades que se realizan durante las intervenciones
planificadas de los equipos transportadores (rutina y preventivo) por el personal mantenedor
con respecto a las que aparecen registradas en el SIMA.
200620052004
Cts, Certificado de trabajo seguro
2011Reducción II /
Cadenas de arrastre
Accidentes menores
ocurridos por impacto de virutas del
transportador en personal
ejecutor de mantenimiento
Cts, Certificado de trabajo seguro
1100Reducción I / Cadenas de Arrastre
Resumen de accidentes ocurridos, periodo: 2004-2006
Cts, Certificado de trabajo seguro
0000Reducción III /
Aerodeslizadores
Obs.Procedimiento aplicado
Total de Accidentes
Accidentes / Eventos por añoÁrea / Equipo
200620052004
Cts, Certificado de trabajo seguro
2011Reducción II /
Cadenas de arrastre
Accidentes menores
ocurridos por impacto de virutas del
transportador en personal
ejecutor de mantenimiento
Cts, Certificado de trabajo seguro
1100Reducción I / Cadenas de Arrastre
Resumen de accidentes ocurridos, periodo: 2004-2006
Cts, Certificado de trabajo seguro
0000Reducción III /
Aerodeslizadores
Obs.Procedimiento aplicado
Total de Accidentes
Accidentes / Eventos por añoÁrea / Equipo
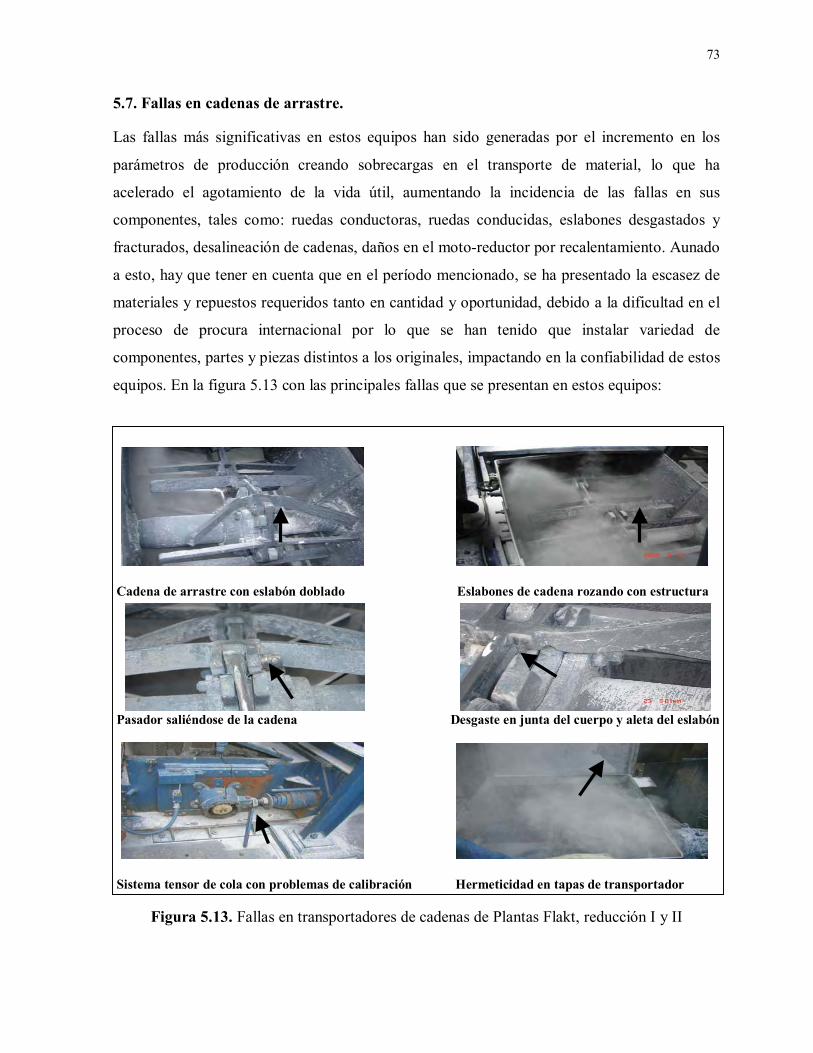
73
5.7. Fallas en cadenas de arrastre.
Las fallas más significativas en estos equipos han sido generadas por el incremento en los
parámetros de producción creando sobrecargas en el transporte de material, lo que ha
acelerado el agotamiento de la vida útil, aumentando la incidencia de las fallas en sus
componentes, tales como: ruedas conductoras, ruedas conducidas, eslabones desgastados y
fracturados, desalineación de cadenas, daños en el moto-reductor por recalentamiento. Aunado
a esto, hay que tener en cuenta que en el período mencionado, se ha presentado la escasez de
materiales y repuestos requeridos tanto en cantidad y oportunidad, debido a la dificultad en el
proceso de procura internacional por lo que se han tenido que instalar variedad de
componentes, partes y piezas distintos a los originales, impactando en la confiabilidad de estos
equipos. En la figura 5.13 con las principales fallas que se presentan en estos equipos:
Cadena de arrastre con eslabón doblado Eslabones de cadena rozando con estructura
Pasador saliéndose de la cadena Desgaste en junta del cuerpo y aleta del eslabón
Sistema tensor de cola con problemas de calibración Hermeticidad en tapas de transportador
Figura 5.13. Fallas en transportadores de cadenas de Plantas Flakt, reducción I y II
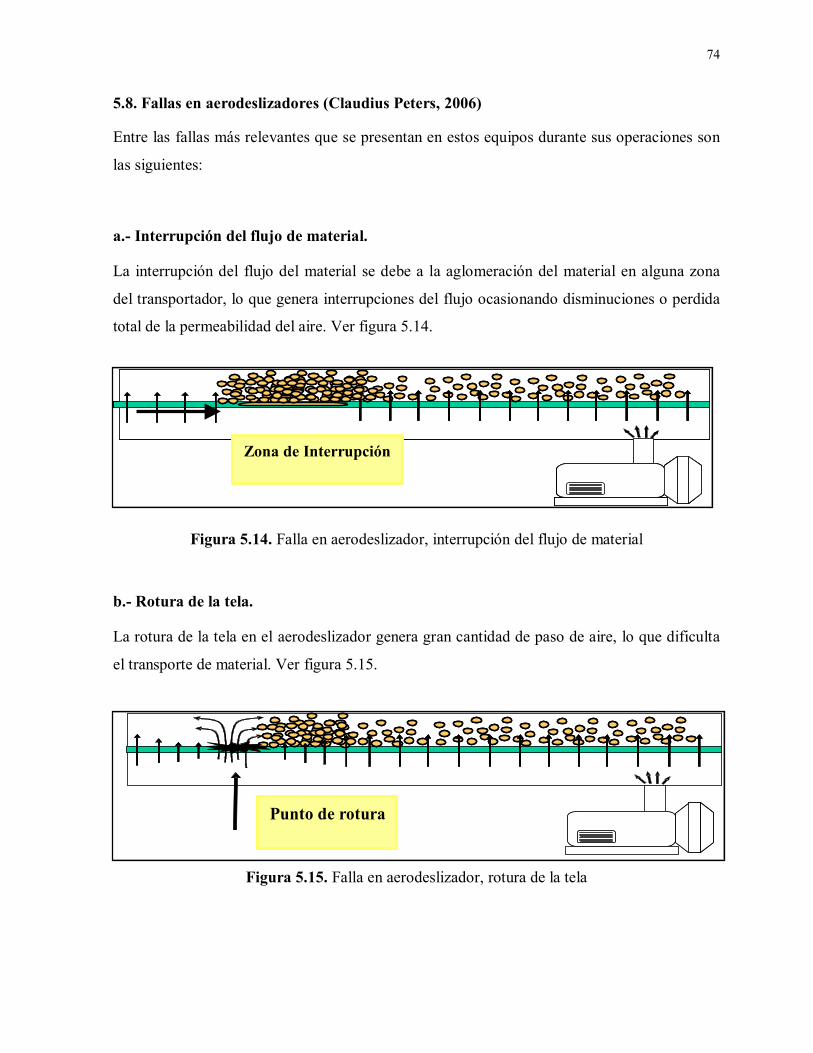
74
5.8. Fallas en aerodeslizadores (Claudius Peters, 2006)
Entre las fallas más relevantes que se presentan en estos equipos durante sus operaciones son
las siguientes:
a.- Interrupción del flujo de material.
La interrupción del flujo del material se debe a la aglomeración del material en alguna zona
del transportador, lo que genera interrupciones del flujo ocasionando disminuciones o perdida
total de la permeabilidad del aire. Ver figura 5.14.
Figura 5.14. Falla en aerodeslizador, interrupción del flujo de material
b.- Rotura de la tela.
La rotura de la tela en el aerodeslizador genera gran cantidad de paso de aire, lo que dificulta
el transporte de material. Ver figura 5.15.
Figura 5.15. Falla en aerodeslizador, rotura de la tela
Zona de Interrupción
Punto de rotura
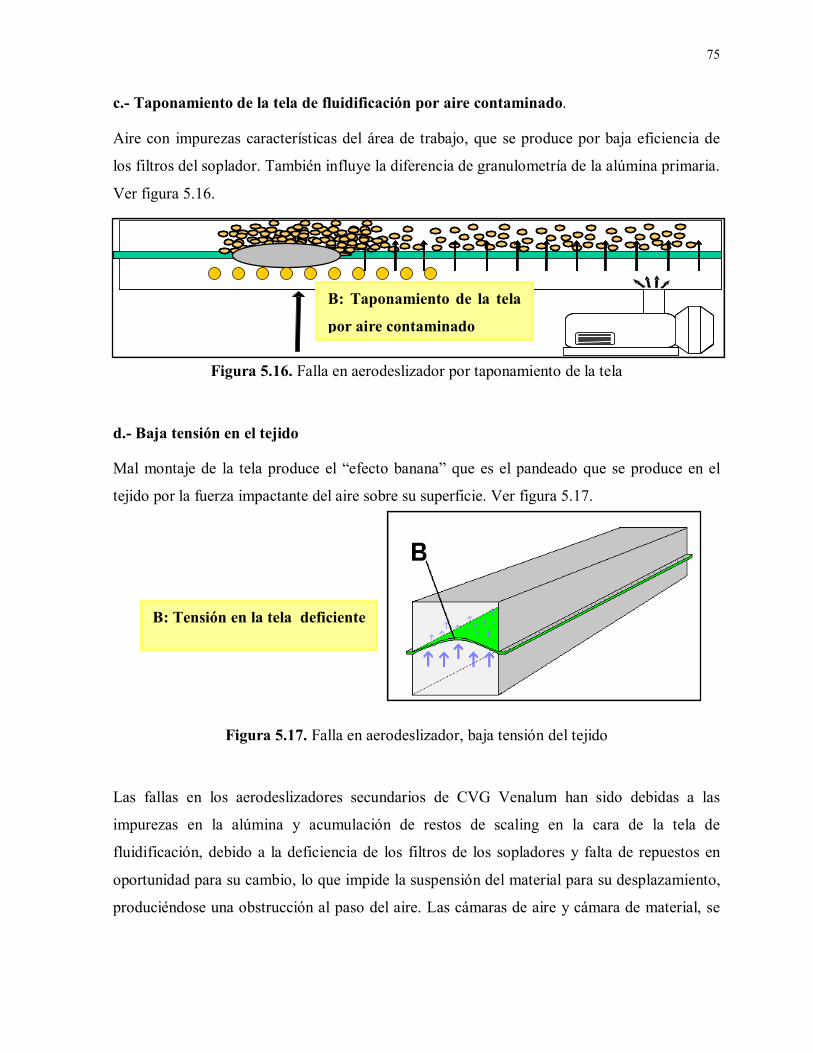
75
c.- Taponamiento de la tela de fluidificación por aire contaminado.
Aire con impurezas características del área de trabajo, que se produce por baja eficiencia de
los filtros del soplador. También influye la diferencia de granulometría de la alúmina primaria.
Ver figura 5.16.
Figura 5.16. Falla en aerodeslizador por taponamiento de la tela
d.- Baja tensión en el tejido
Mal montaje de la tela produce el “efecto banana” que es el pandeado que se produce en el
tejido por la fuerza impactante del aire sobre su superficie. Ver figura 5.17.
Figura 5.17. Falla en aerodeslizador, baja tensión del tejido
Las fallas en los aerodeslizadores secundarios de CVG Venalum han sido debidas a las
impurezas en la alúmina y acumulación de restos de scaling en la cara de la tela de
fluidificación, debido a la deficiencia de los filtros de los sopladores y falta de repuestos en
oportunidad para su cambio, lo que impide la suspensión del material para su desplazamiento,
produciéndose una obstrucción al paso del aire. Las cámaras de aire y cámara de material, se
B: Tensión en la tela deficiente
B: Taponamiento de la tela
por aire contaminado
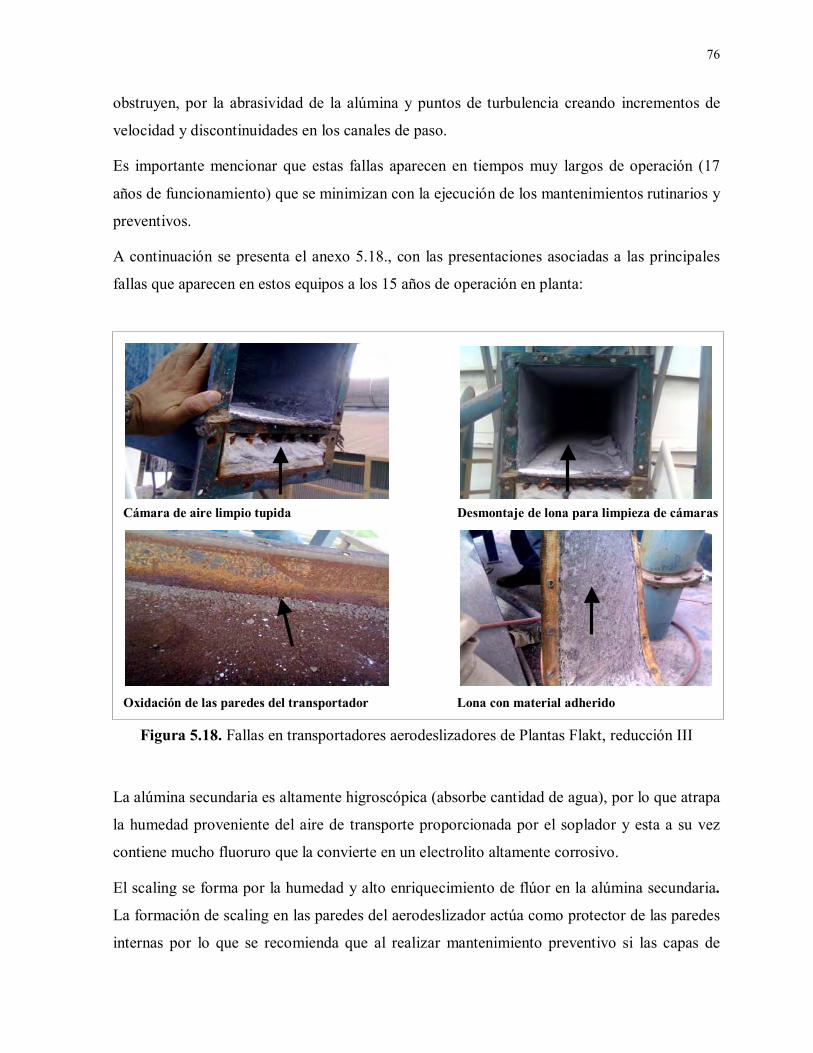
76
obstruyen, por la abrasividad de la alúmina y puntos de turbulencia creando incrementos de
velocidad y discontinuidades en los canales de paso.
Es importante mencionar que estas fallas aparecen en tiempos muy largos de operación (17
años de funcionamiento) que se minimizan con la ejecución de los mantenimientos rutinarios y
preventivos.
A continuación se presenta el anexo 5.18., con las presentaciones asociadas a las principales
fallas que aparecen en estos equipos a los 15 años de operación en planta:
Cámara de aire limpio tupida Desmontaje de lona para limpieza de cámaras
Oxidación de las paredes del transportador Lona con material adherido
Figura 5.18. Fallas en transportadores aerodeslizadores de Plantas Flakt, reducción III
La alúmina secundaria es altamente higroscópica (absorbe cantidad de agua), por lo que atrapa
la humedad proveniente del aire de transporte proporcionada por el soplador y esta a su vez
contiene mucho fluoruro que la convierte en un electrolito altamente corrosivo.
El scaling se forma por la humedad y alto enriquecimiento de flúor en la alúmina secundaria.
La formación de scaling en las paredes del aerodeslizador actúa como protector de las paredes
internas por lo que se recomienda que al realizar mantenimiento preventivo si las capas de
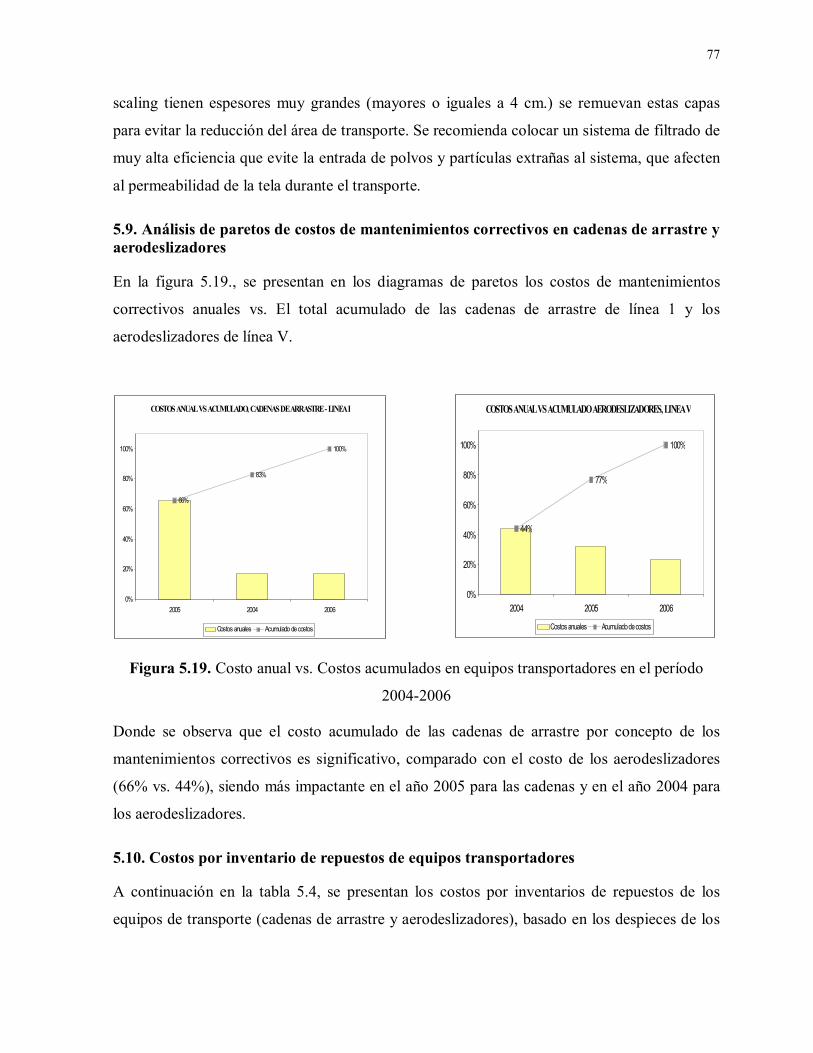
77
scaling tienen espesores muy grandes (mayores o iguales a 4 cm.) se remuevan estas capas
para evitar la reducción del área de transporte. Se recomienda colocar un sistema de filtrado de
muy alta eficiencia que evite la entrada de polvos y partículas extrañas al sistema, que afecten
al permeabilidad de la tela durante el transporte.
5.9. Análisis de paretos de costos de mantenimientos correctivos en cadenas de arrastre y aerodeslizadores
En la figura 5.19., se presentan en los diagramas de paretos los costos de mantenimientos
correctivos anuales vs. El total acumulado de las cadenas de arrastre de línea 1 y los
aerodeslizadores de línea V.
COSTOS ANUAL VS ACUMULADO, CADENAS DE ARRASTRE - LINEA I
66%
83%
100%
0%
20%
40%
60%
80%
100%
2005 2004 2006
Costos anuales Acumulado de costos
COSTOS ANUAL VS ACUMULADO AERODESLIZADORES, LINEA V
44%
77%
100%
0%
20%
40%
60%
80%
100%
2004 2005 2006
Costos anuales Acumulado de costos
Figura 5.19. Costo anual vs. Costos acumulados en equipos transportadores en el período
2004-2006
Donde se observa que el costo acumulado de las cadenas de arrastre por concepto de los
mantenimientos correctivos es significativo, comparado con el costo de los aerodeslizadores
(66% vs. 44%), siendo más impactante en el año 2005 para las cadenas y en el año 2004 para
los aerodeslizadores.
5.10. Costos por inventario de repuestos de equipos transportadores
A continuación en la tabla 5.4, se presentan los costos por inventarios de repuestos de los
equipos de transporte (cadenas de arrastre y aerodeslizadores), basado en los despieces de los
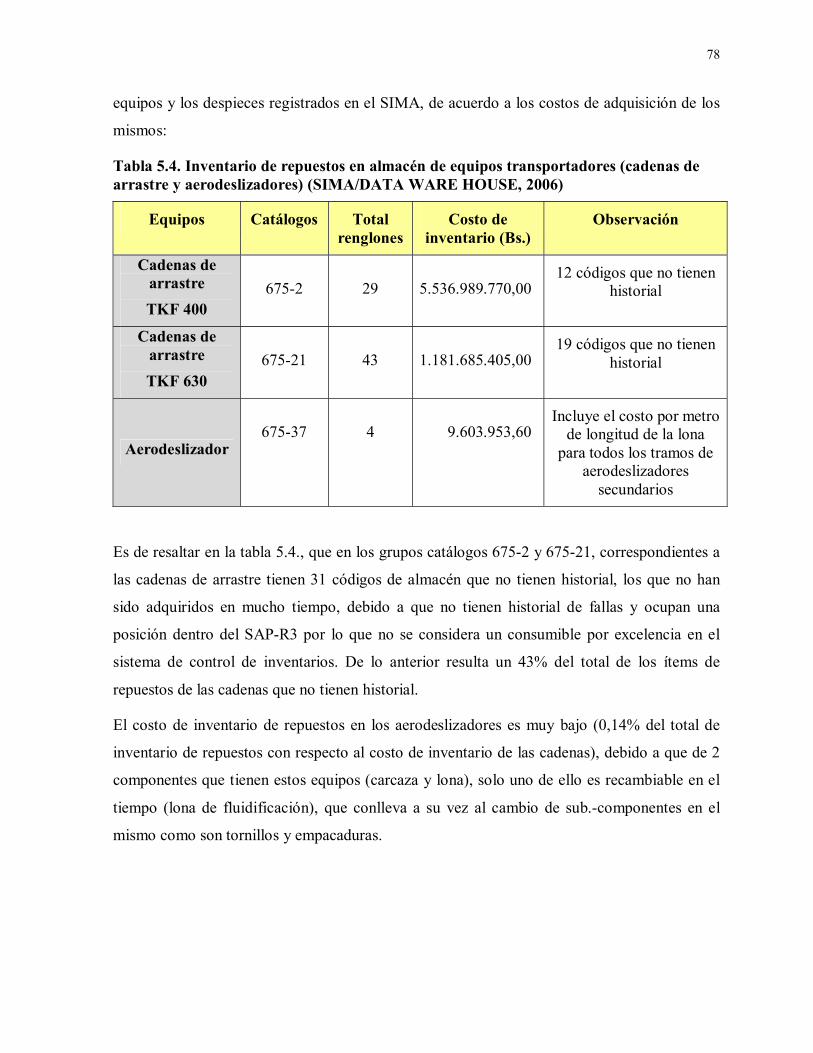
78
equipos y los despieces registrados en el SIMA, de acuerdo a los costos de adquisición de los
mismos:
Tabla 5.4. Inventario de repuestos en almacén de equipos transportadores (cadenas de arrastre y aerodeslizadores) (SIMA/DATA WARE HOUSE, 2006)
Equipos Catálogos Total renglones
Costo de inventario (Bs.)
Observación
Cadenas de arrastre TKF 400
675-2 29 5.536.989.770,00 12 códigos que no tienen
historial
Cadenas de arrastre TKF 630
675-21 43 1.181.685.405,00 19 códigos que no tienen
historial
Aerodeslizador 675-37 4 9.603.953,60
Incluye el costo por metro de longitud de la lona
para todos los tramos de aerodeslizadores
secundarios
Es de resaltar en la tabla 5.4., que en los grupos catálogos 675-2 y 675-21, correspondientes a
las cadenas de arrastre tienen 31 códigos de almacén que no tienen historial, los que no han
sido adquiridos en mucho tiempo, debido a que no tienen historial de fallas y ocupan una
posición dentro del SAP-R3 por lo que no se considera un consumible por excelencia en el
sistema de control de inventarios. De lo anterior resulta un 43% del total de los ítems de
repuestos de las cadenas que no tienen historial.
El costo de inventario de repuestos en los aerodeslizadores es muy bajo (0,14% del total de
inventario de repuestos con respecto al costo de inventario de las cadenas), debido a que de 2
componentes que tienen estos equipos (carcaza y lona), solo uno de ello es recambiable en el
tiempo (lona de fluidificación), que conlleva a su vez al cambio de sub.-componentes en el
mismo como son tornillos y empacaduras.
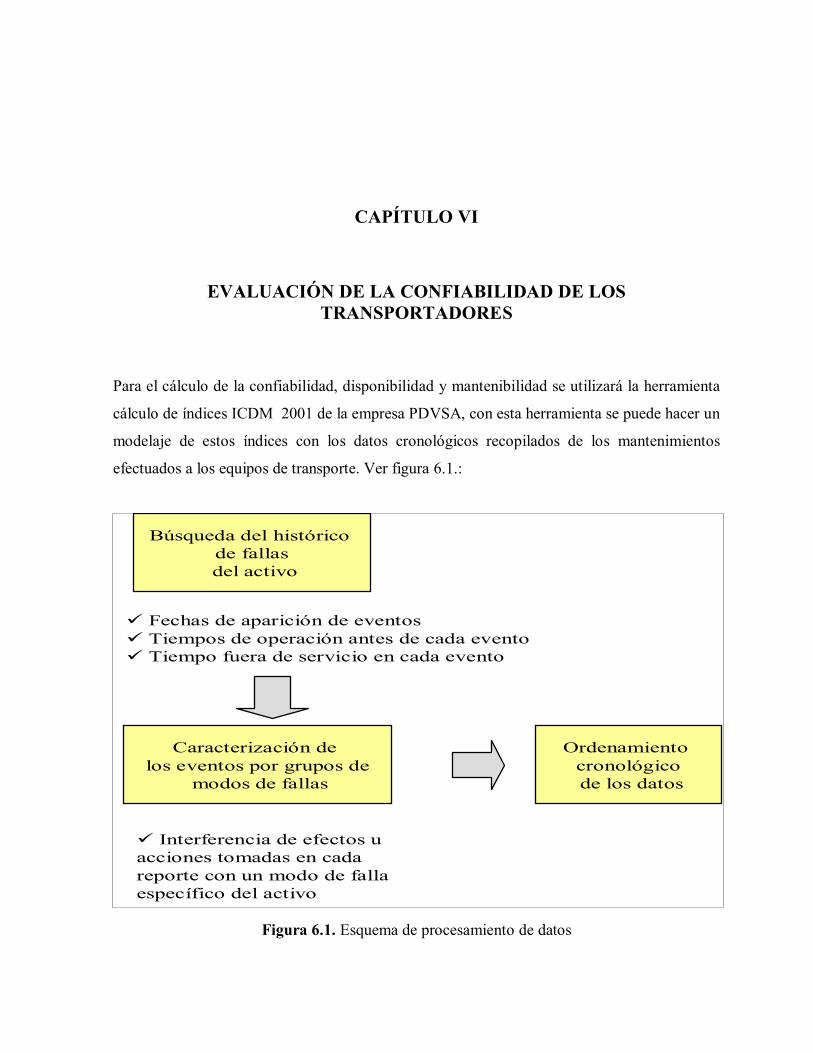
CAPÍTULO VI
EVALUACIÓN DE LA CONFIABILIDAD DE LOS TRANSPORTADORES
Para el cálculo de la confiabilidad, disponibilidad y mantenibilidad se utilizará la herramienta
cálculo de índices ICDM 2001 de la empresa PDVSA, con esta herramienta se puede hacer un
modelaje de estos índices con los datos cronológicos recopilados de los mantenimientos
efectuados a los equipos de transporte. Ver figura 6.1.:
Figura 6.1. Esquema de procesamiento de datos
Búsqueda del históricode fallasdel activo
Caracterización de los eventos por grupos de
modos de fallas
Ordenamientocronológicode los datos
Fechas de aparición de eventosTiempos de operación antes de cada eventoTiempo fuera de servicio en cada evento
Interferencia de efectos u acciones tomadas en cadareporte con un modo de fallaespecífico del activo
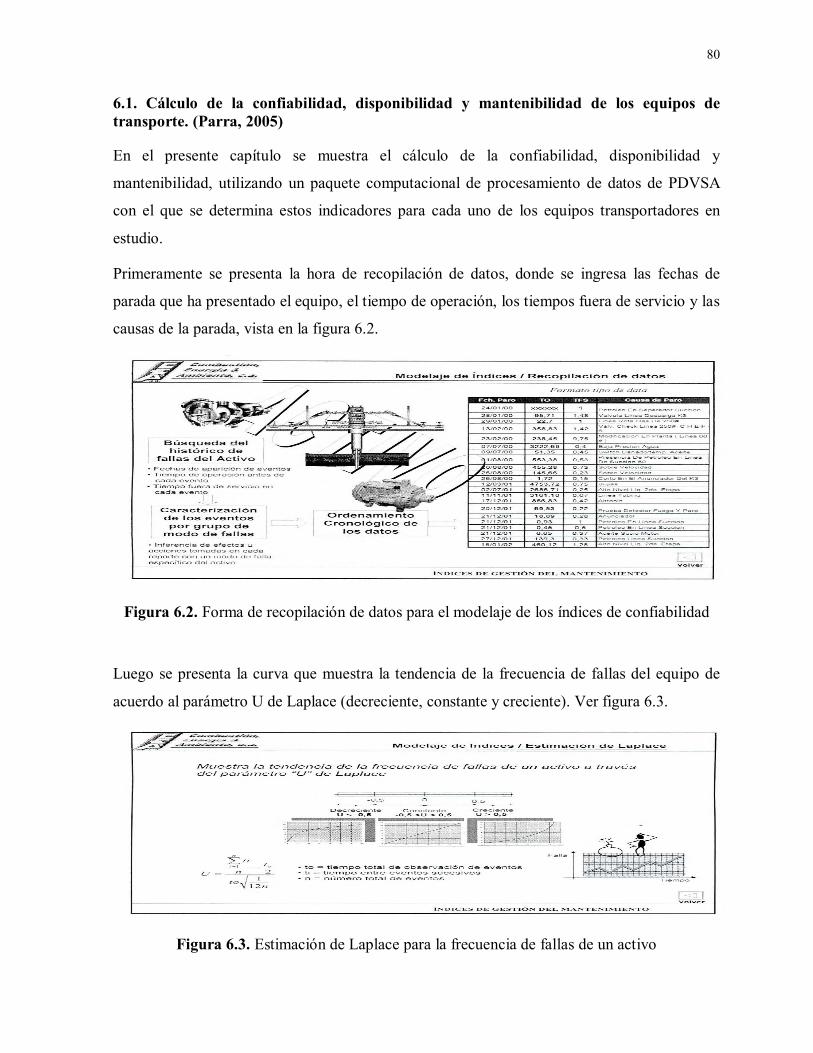
80
6.1. Cálculo de la confiabilidad, disponibilidad y mantenibilidad de los equipos de transporte. (Parra, 2005)
En el presente capítulo se muestra el cálculo de la confiabilidad, disponibilidad y
mantenibilidad, utilizando un paquete computacional de procesamiento de datos de PDVSA
con el que se determina estos indicadores para cada uno de los equipos transportadores en
estudio.
Primeramente se presenta la hora de recopilación de datos, donde se ingresa las fechas de
parada que ha presentado el equipo, el tiempo de operación, los tiempos fuera de servicio y las
causas de la parada, vista en la figura 6.2.
Figura 6.2. Forma de recopilación de datos para el modelaje de los índices de confiabilidad
Luego se presenta la curva que muestra la tendencia de la frecuencia de fallas del equipo de
acuerdo al parámetro U de Laplace (decreciente, constante y creciente). Ver figura 6.3.
Figura 6.3. Estimación de Laplace para la frecuencia de fallas de un activo
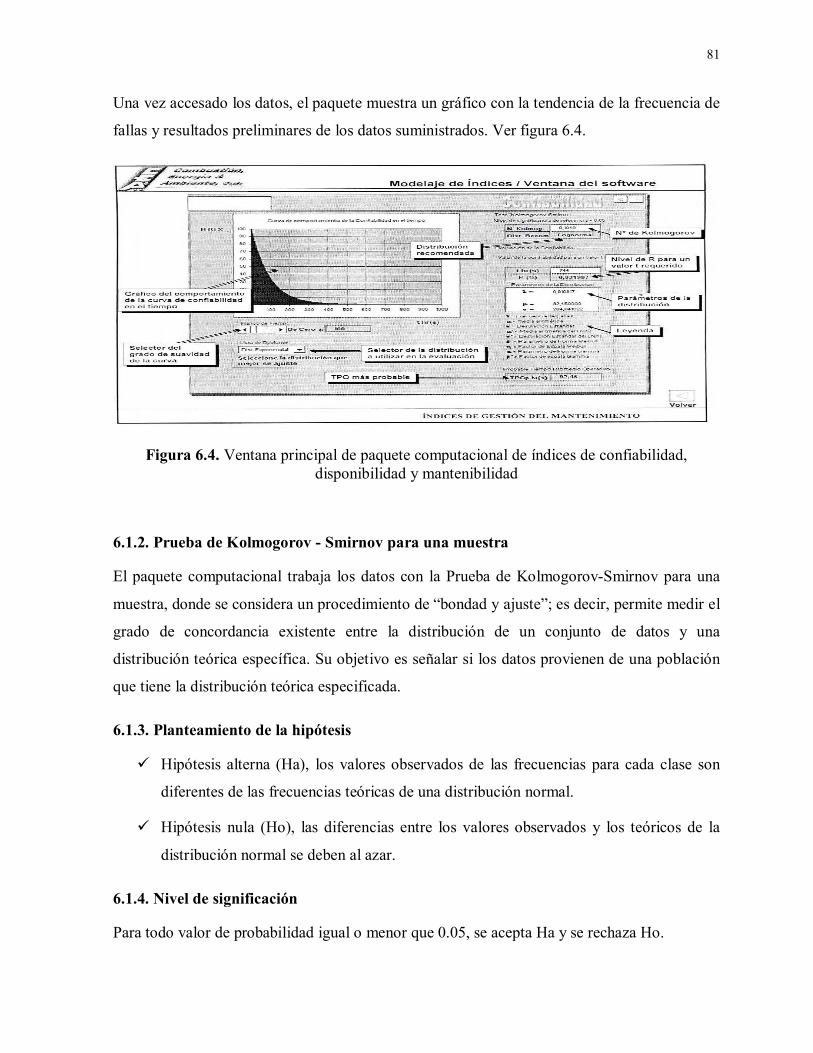
81
Una vez accesado los datos, el paquete muestra un gráfico con la tendencia de la frecuencia de
fallas y resultados preliminares de los datos suministrados. Ver figura 6.4.
Figura 6.4. Ventana principal de paquete computacional de índices de confiabilidad, disponibilidad y mantenibilidad
6.1.2. Prueba de Kolmogorov - Smirnov para una muestra
El paquete computacional trabaja los datos con la Prueba de Kolmogorov-Smirnov para una
muestra, donde se considera un procedimiento de “bondad y ajuste”; es decir, permite medir el
grado de concordancia existente entre la distribución de un conjunto de datos y una
distribución teórica específica. Su objetivo es señalar si los datos provienen de una población
que tiene la distribución teórica especificada.
6.1.3. Planteamiento de la hipótesis
Hipótesis alterna (Ha), los valores observados de las frecuencias para cada clase son
diferentes de las frecuencias teóricas de una distribución normal.
Hipótesis nula (Ho), las diferencias entre los valores observados y los teóricos de la
distribución normal se deben al azar.
6.1.4. Nivel de significación
Para todo valor de probabilidad igual o menor que 0.05, se acepta Ha y se rechaza Ho.
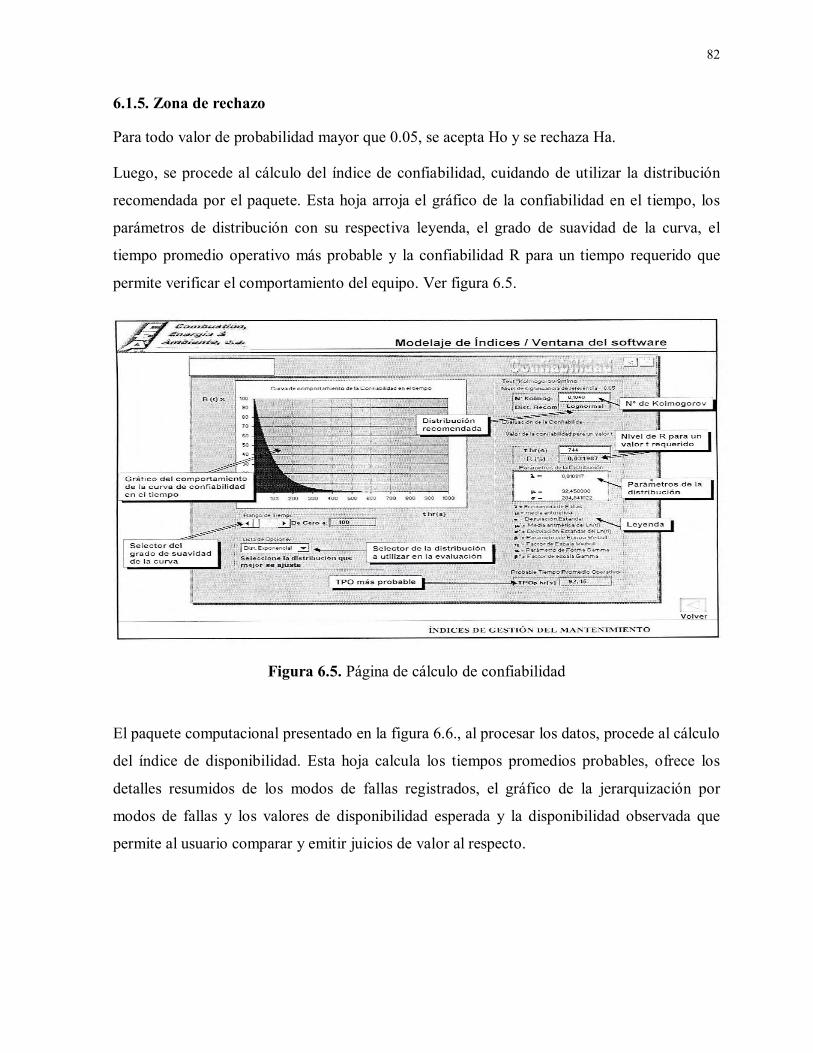
82
6.1.5. Zona de rechazo
Para todo valor de probabilidad mayor que 0.05, se acepta Ho y se rechaza Ha.
Luego, se procede al cálculo del índice de confiabilidad, cuidando de utilizar la distribución
recomendada por el paquete. Esta hoja arroja el gráfico de la confiabilidad en el tiempo, los
parámetros de distribución con su respectiva leyenda, el grado de suavidad de la curva, el
tiempo promedio operativo más probable y la confiabilidad R para un tiempo requerido que
permite verificar el comportamiento del equipo. Ver figura 6.5.
Figura 6.5. Página de cálculo de confiabilidad
El paquete computacional presentado en la figura 6.6., al procesar los datos, procede al cálculo
del índice de disponibilidad. Esta hoja calcula los tiempos promedios probables, ofrece los
detalles resumidos de los modos de fallas registrados, el gráfico de la jerarquización por
modos de fallas y los valores de disponibilidad esperada y la disponibilidad observada que
permite al usuario comparar y emitir juicios de valor al respecto.
83
Figura 6.6. Página de cálculo de disponibilidad
6.2. Cadenas de arrastre
6.2.1- Cálculo de la confiabilidad en cadenas de arrastre
En los sistemas transportadores de cadenas de arrastre se considerará como un sistema serie –
paralelo, donde la conformación de los paralelos son independientes entre si, no afectando la
parada de alguno de los equipos en la línea de producción alterna, siendo los equipos crítico
las cadenas X54 en las plantas impares y X54 y X55 en las plantas pares, debido a que
paralizan totalmente el transporte de material a los transportadores neumáticos verticales,
TNV, como se visualiza en la figura 6.7:
Figura 6.7. Esquema serie paralelo de cadenas de arrastre en plantas de tratamientos de humos. Reducción I y II
PTH impares PTH pares
X 51
X 54
X 53
X 55 X 52
X 53
X 51
X 54X 52
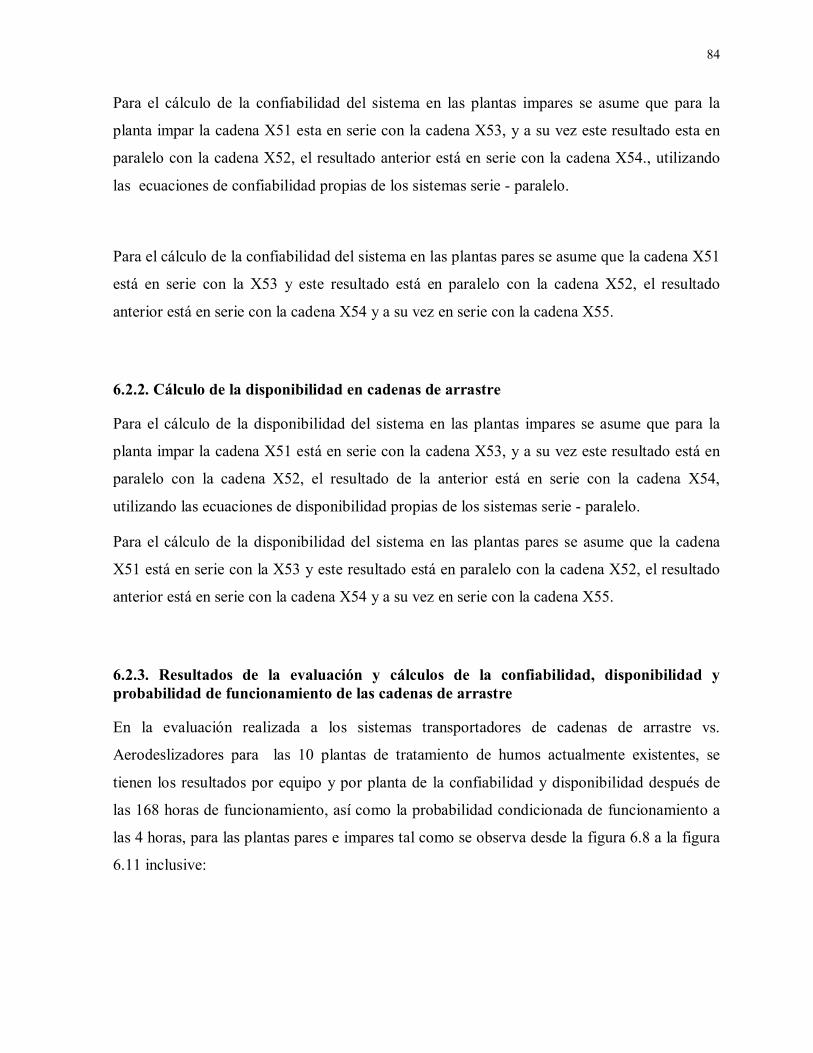
84
Para el cálculo de la confiabilidad del sistema en las plantas impares se asume que para la
planta impar la cadena X51 esta en serie con la cadena X53, y a su vez este resultado esta en
paralelo con la cadena X52, el resultado anterior está en serie con la cadena X54., utilizando
las ecuaciones de confiabilidad propias de los sistemas serie - paralelo.
Para el cálculo de la confiabilidad del sistema en las plantas pares se asume que la cadena X51
está en serie con la X53 y este resultado está en paralelo con la cadena X52, el resultado
anterior está en serie con la cadena X54 y a su vez en serie con la cadena X55.
6.2.2. Cálculo de la disponibilidad en cadenas de arrastre
Para el cálculo de la disponibilidad del sistema en las plantas impares se asume que para la
planta impar la cadena X51 está en serie con la cadena X53, y a su vez este resultado está en
paralelo con la cadena X52, el resultado de la anterior está en serie con la cadena X54,
utilizando las ecuaciones de disponibilidad propias de los sistemas serie - paralelo.
Para el cálculo de la disponibilidad del sistema en las plantas pares se asume que la cadena
X51 está en serie con la X53 y este resultado está en paralelo con la cadena X52, el resultado
anterior está en serie con la cadena X54 y a su vez en serie con la cadena X55.
6.2.3. Resultados de la evaluación y cálculos de la confiabilidad, disponibilidad y probabilidad de funcionamiento de las cadenas de arrastre
En la evaluación realizada a los sistemas transportadores de cadenas de arrastre vs.
Aerodeslizadores para las 10 plantas de tratamiento de humos actualmente existentes, se
tienen los resultados por equipo y por planta de la confiabilidad y disponibilidad después de
las 168 horas de funcionamiento, así como la probabilidad condicionada de funcionamiento a
las 4 horas, para las plantas pares e impares tal como se observa desde la figura 6.8 a la figura
6.11 inclusive:
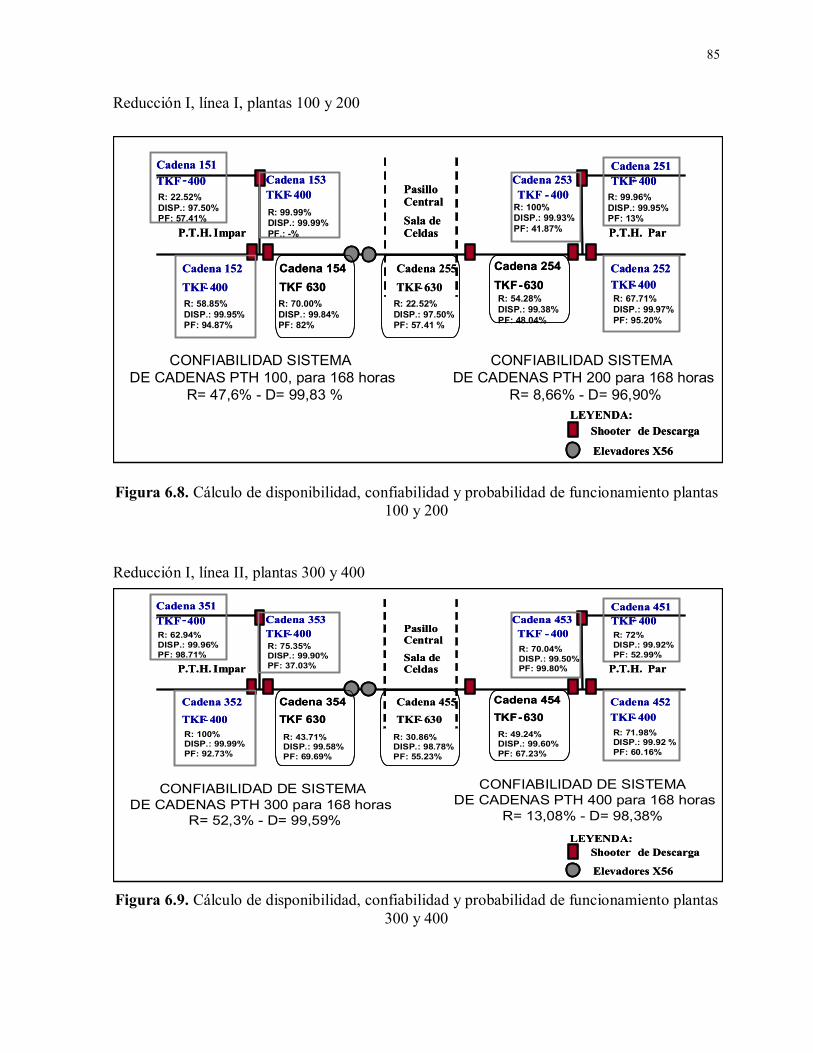
85
Reducción I, línea I, plantas 100 y 200
Figura 6.8. Cálculo de disponibilidad, confiabilidad y probabilidad de funcionamiento plantas 100 y 200
Reducción I, línea II, plantas 300 y 400
Figura 6.9. Cálculo de disponibilidad, confiabilidad y probabilidad de funcionamiento plantas
300 y 400
LEYENDA:Shooter de Descarga
Elevadores X56
P.T.H. Impar P.T.H. Par
Cadena 151TKF -400
Cadena 152TKF - 400
Cadena 153TKF - 400 Pasillo
CentralSala de Celdas
Cadena 154TKF 630
Cadena 254TKF-630
Cadena 255TKF - 630
Cadena 251TKF - 400
Cadena 252TKF - 400
Cadena 253TKF - 400
LEYENDA:Shooter de Descarga
Elevadores X56
P.T.H. Impar P.T.H. Par
Cadena 151TKF -400
Cadena 152TKF - 400
Cadena 153TKF - 400 Pasillo
CentralSala de Celdas
Cadena 154TKF 630
Cadena 254TKF-630
Cadena 255TKF - 630
Cadena 251TKF - 400
Cadena 252TKF - 400
Cadena 253TKF - 400R: 22.52%
DISP.: 97.50%PF: 57.41%
R: 58.85%DISP.: 99.95%PF: 94.87%
R: 99.99%DISP.: 99.99%PF.: -%
R: 70.00%DISP.: 99.84%PF: 82%
R: 22.52%DISP.: 97.50%PF: 57.41 %
R: 54.28%DISP.: 99.38%PF: 48.04%
R: 100%DISP.: 99.93%PF: 41.87%
R: 99.96%DISP.: 99.95%PF: 13%
R: 67.71%DISP.: 99.97%PF: 95.20%
CONFIABILIDAD SISTEMA DE CADENAS PTH 100, para 168 horas
R= 47,6% - D= 99,83 %
CONFIABILIDAD SISTEMA DE CADENAS PTH 200 para 168 horas
R= 8,66% - D= 96,90%
LEYENDA:Shooter de Descarga
Elevadores X56
P.T.H. Impar P.T.H. Par
Cadena 351TKF -400
Cadena 352
TKF - 400
Cadena 353TKF -400 Pasillo
Central
Sala de Celdas
Cadena 354TKF 630
Cadena 454TKF-630
Cadena 455
TKF - 630
Cadena 451TKF - 400
Cadena 452TKF - 400
Cadena 453TKF - 400
LEYENDA:Shooter de Descarga
Elevadores X56
P.T.H. Impar P.T.H. Par
Cadena 351TKF -400
Cadena 352
TKF - 400
Cadena 353TKF -400 Pasillo
Central
Sala de Celdas
Cadena 354TKF 630
Cadena 454TKF-630
Cadena 455
TKF - 630
Cadena 451TKF - 400
Cadena 452TKF - 400
Cadena 453TKF - 400
R: 100%DISP.: 99.99%PF: 92.73%
R: 62.94%DISP.: 99.96%PF: 98.71%
R: 43.71%DISP.: 99.58%PF: 69.69%
R: 30.86%DISP.: 98.78%PF: 55.23%
R: 49.24%DISP.: 99.60%PF: 67.23%
R: 71.98%DISP.: 99.92 %PF: 60.16%
R: 72%DISP.: 99.92%PF: 52.99%
R: 70.04%DISP.: 99.50%PF: 99.80%
R: 75.35%DISP.: 99.90%PF: 37.03%
CONFIABILIDAD DE SISTEMADE CADENAS PTH 300 para 168 horas
R= 52,3% - D= 99,59%
CONFIABILIDAD DE SISTEMADE CADENAS PTH 400 para 168 horas
R= 13,08% - D= 98,38%
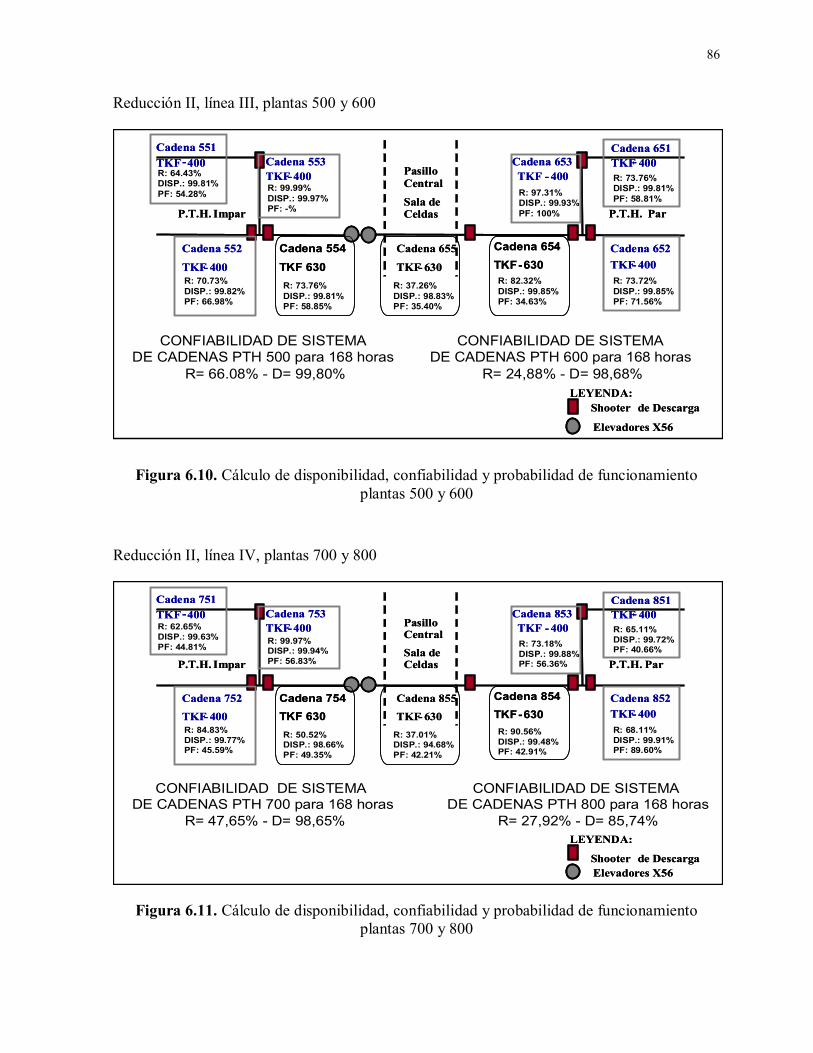
86
Reducción II, línea III, plantas 500 y 600
Figura 6.10. Cálculo de disponibilidad, confiabilidad y probabilidad de funcionamiento
plantas 500 y 600
Reducción II, línea IV, plantas 700 y 800
Figura 6.11. Cálculo de disponibilidad, confiabilidad y probabilidad de funcionamiento plantas 700 y 800
LEYENDA:Shooter de Descarga
Elevadores X56
P.T.H. Impar P.T.H. Par
Cadena 551TKF -400
Cadena 552
TKF - 400
Cadena 553TKF -400 Pasillo
Central
Sala de Celdas
Cadena 554TKF 630
Cadena 654TKF-630
Cadena 655
TKF - 630
Cadena 651TKF - 400
Cadena 652TKF - 400
Cadena 653TKF - 400
LEYENDA:Shooter de Descarga
Elevadores X56
P.T.H. Impar P.T.H. Par
Cadena 551TKF -400
Cadena 552
TKF - 400
Cadena 553TKF -400 Pasillo
Central
Sala de Celdas
Cadena 554TKF 630
Cadena 654TKF-630
Cadena 655
TKF - 630
Cadena 651TKF - 400
Cadena 652TKF - 400
Cadena 653TKF - 400
R: 70.73%DISP.: 99.82%PF: 66.98%
R: 73.76%DISP.: 99.81%PF: 58.85%
R: 37.26%DISP.: 98.83%PF: 35.40%
R: 73.76%DISP.: 99.81%PF: 58.81%
R: 73.72%DISP.: 99.85%PF: 71.56%
R: 99.99%DISP.: 99.97%PF: -%
R: 97.31%DISP.: 99.93%PF: 100%
R: 82.32%DISP.: 99.85%PF: 34.63%
R: 64.43%DISP.: 99.81%PF: 54.28%
CONFIABILIDAD DE SISTEMADE CADENAS PTH 500 para 168 horas
R= 66.08% - D= 99,80%
CONFIABILIDAD DE SISTEMA DE CADENAS PTH 600 para 168 horas
R= 24,88% - D= 98,68%
LEYENDA:
Shooter de DescargaElevadores X56
P.T.H. Impar P.T.H. Par
Cadena 751TKF -400
Cadena 752
TKF - 400
Cadena 753TKF -400 Pasillo
Central
Sala de Celdas
Cadena 754TKF 630
Cadena 854TKF-630
Cadena 855
TKF - 630
Cadena 851TKF - 400
Cadena 852TKF - 400
Cadena 853TKF - 400
LEYENDA:
Shooter de DescargaElevadores X56
P.T.H. Impar P.T.H. Par
Cadena 751TKF -400
Cadena 752
TKF - 400
Cadena 753TKF -400 Pasillo
Central
Sala de Celdas
Cadena 754TKF 630
Cadena 854TKF-630
Cadena 855
TKF - 630
Cadena 851TKF - 400
Cadena 852TKF - 400
Cadena 853TKF - 400
R: 84.83%DISP.: 99.77%PF: 45.59%
R: 50.52%DISP.: 98.66%PF: 49.35%
R: 37.01%DISP.: 94.68%PF: 42.21%
R: 90.56%DISP.: 99.48%PF: 42.91%
R: 68.11%DISP.: 99.91%PF: 89.60%
R: 99.97%DISP.: 99.94%PF: 56.83%
R: 62.65%DISP.: 99.63%PF: 44.81% R: 73.18%
DISP.: 99.88%PF: 56.36%
R: 65.11%DISP.: 99.72%PF: 40.66%
CONFIABILIDAD DE SISTEMA DE CADENAS PTH 700 para 168 horas
R= 47,65% - D= 98,65%
CONFIABILIDAD DE SISTEMADE CADENAS PTH 800 para 168 horas
R= 27,92% - D= 85,74%
87
Los índices de confiabilidad y disponibilidad son evaluados durante un intervalo de tiempo de
168 hrs., lo que significa una semana de operación continua de la máquina, las 24 horas del
día.
Los equipos más críticos de las plantas P-19 son los transportadores X55 de las plantas pares
en valores de confiabilidad el cual resulta en un rango del 20-40%.En cuanto a la confiabilidad
de las plantas se presentan algunas con valores que oscilan entre el 50- 70% (Ej.: PTH 300 y
500). Algunas plantas presentan valores de confiabilidades en un rango de 40-50% (Ej.: PTH
100 y 700).
Se presentaron plantas de tratamiento de humos con valores de confiabilidad bajos (8-30%),
tales como: 200-400-600 y 800, siendo la más crítica la planta 200 con una confiabilidad del
8,66% afectado por la confiabilidad de la cadena 255 del 22,52%. Es importante mencionar
que en reducción II, fue donde se comenzaron a ejecutar las intervenciones de mantenimiento
preventivo a las cadenas de arrastre en el año 2005, es por esto que los equipos y sistemas en
esta área cuentan con valores de confiabilidad y disponibilidad mayores que en reducción I,
donde las intervenciones de mantenimiento preventivo se iniciaron posteriormente a partir del
segundo semestre del año 2006. La disponibilidad se presenta en valores aceptables superiores
a un 90%
La probabilidad de funcionamiento es evaluada en un tiempo de 4 horas, esto debido a que se
cuenta con una holgura de 8 horas, para mantener el inventario del silo de alúmina secundaria
de 500 t. de alúmina por lo menos en un 30% de su capacidad, lo que nos permite comprobar
la probabilidad de que el equipo, de no haber sido reparado a las 2 horas, sea reparado a las 4
horas, resultando valores aceptables superiores al 50%, siendo los valores más bajos los
correspondientes a los equipos 251(13%), 253(41.87%), 254(48.04%), 353(37.03%),
654(34,63%), 655(35.40%), 751(44,81%), 752(45,59%), 754(49,35%), 854(42,91%) y
855(42,21%). Los transportadores 153 y 553 no presentan valores confiables para realizar
estos cálculos.
88
6.3. Aerodeslizadores
En los sistemas transportadores aerodeslizadores se consideraran a dos aerodeslizadores
formando un sistema paralelo, el cual descarga toda la alúmina transportada a un pote de
distribución tal como se visualiza en las figuras 6.12 y 6.13:
Figura 6.12. Esquema paralelo de equipos aerodeslizadores en planta 1000. V-Línea
Figura 6.13. Esquema paralelo de equipos aerodeslizadores en planta 900. V-Línea
6.3.1. Cálculo de la confiabilidad
Para el cálculo de la confiabilidad del sistema en las plantas 900 – 1000, se asume que el
aerodeslizador X impar esta en paralelo con el aerodeslizador X par, utilizando las expresiones
propias de confiabilidad de los sistemas paralelos.
Pote de
distribución
X Impar
X par
X Impar
X par
Pote de distribución
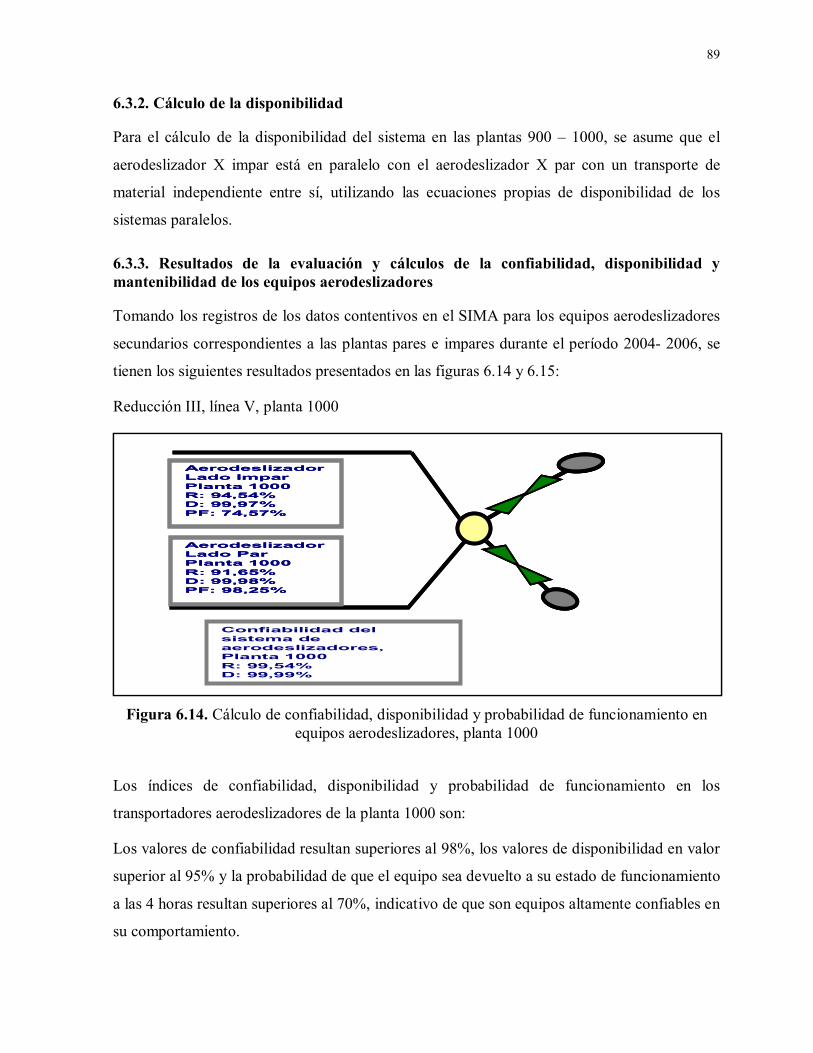
89
6.3.2. Cálculo de la disponibilidad
Para el cálculo de la disponibilidad del sistema en las plantas 900 – 1000, se asume que el
aerodeslizador X impar está en paralelo con el aerodeslizador X par con un transporte de
material independiente entre sí, utilizando las ecuaciones propias de disponibilidad de los
sistemas paralelos.
6.3.3. Resultados de la evaluación y cálculos de la confiabilidad, disponibilidad y mantenibilidad de los equipos aerodeslizadores
Tomando los registros de los datos contentivos en el SIMA para los equipos aerodeslizadores
secundarios correspondientes a las plantas pares e impares durante el período 2004- 2006, se
tienen los siguientes resultados presentados en las figuras 6.14 y 6.15:
Reducción III, línea V, planta 1000
Figura 6.14. Cálculo de confiabilidad, disponibilidad y probabilidad de funcionamiento en
equipos aerodeslizadores, planta 1000
Los índices de confiabilidad, disponibilidad y probabilidad de funcionamiento en los
transportadores aerodeslizadores de la planta 1000 son:
Los valores de confiabilidad resultan superiores al 98%, los valores de disponibilidad en valor
superior al 95% y la probabilidad de que el equipo sea devuelto a su estado de funcionamiento
a las 4 horas resultan superiores al 70%, indicativo de que son equipos altamente confiables en
su comportamiento.
AerodeslizadorLado ImparPlanta 1000R: 94,54%D: 99,97%PF: 74,57%
AerodeslizadorLado ParPlanta 1000R: 91,65%D: 99,98%PF: 98,25%
AerodeslizadorLado ImparPlanta 1000R: 94,54%D: 99,97%PF: 74,57%
AerodeslizadorLado ParPlanta 1000R: 91,65%D: 99,98%PF: 98,25%
AerodeslizadorLado ImparPlanta 1000R: 94,54%D: 99,97%PF: 74,57%
AerodeslizadorLado ParPlanta 1000R: 91,65%D: 99,98%PF: 98,25%
Confiabilidad del sistema de aerodeslizadores, Planta 1000R: 99,54%D: 99,99%
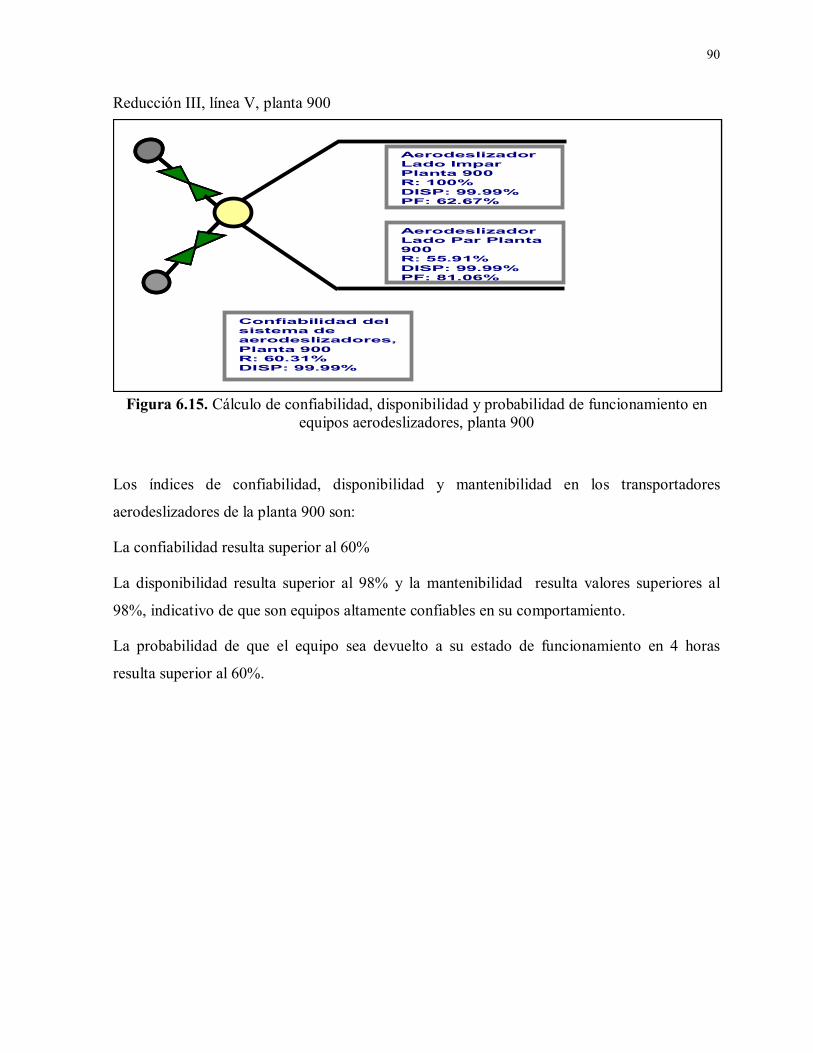
90
Reducción III, línea V, planta 900
Figura 6.15. Cálculo de confiabilidad, disponibilidad y probabilidad de funcionamiento en equipos aerodeslizadores, planta 900
Los índices de confiabilidad, disponibilidad y mantenibilidad en los transportadores
aerodeslizadores de la planta 900 son:
La confiabilidad resulta superior al 60%
La disponibilidad resulta superior al 98% y la mantenibilidad resulta valores superiores al
98%, indicativo de que son equipos altamente confiables en su comportamiento.
La probabilidad de que el equipo sea devuelto a su estado de funcionamiento en 4 horas
resulta superior al 60%.
AerodeslizadorLado Impar Planta 900R: 100%DISP: 99.99%PF: 62.67%
AerodeslizadorLado Par Planta 900R: 55.91%DISP: 99.99%PF: 81.06%
Confiabilidad del sistema de aerodeslizadores, Planta 900R: 60.31%DISP: 99.99%
AerodeslizadorLado Impar Planta 900R: 100%DISP: 99.99%PF: 62.67%
AerodeslizadorLado Par Planta 900R: 55.91%DISP: 99.99%PF: 81.06%
Confiabilidad del sistema de aerodeslizadores, Planta 900R: 60.31%DISP: 99.99%
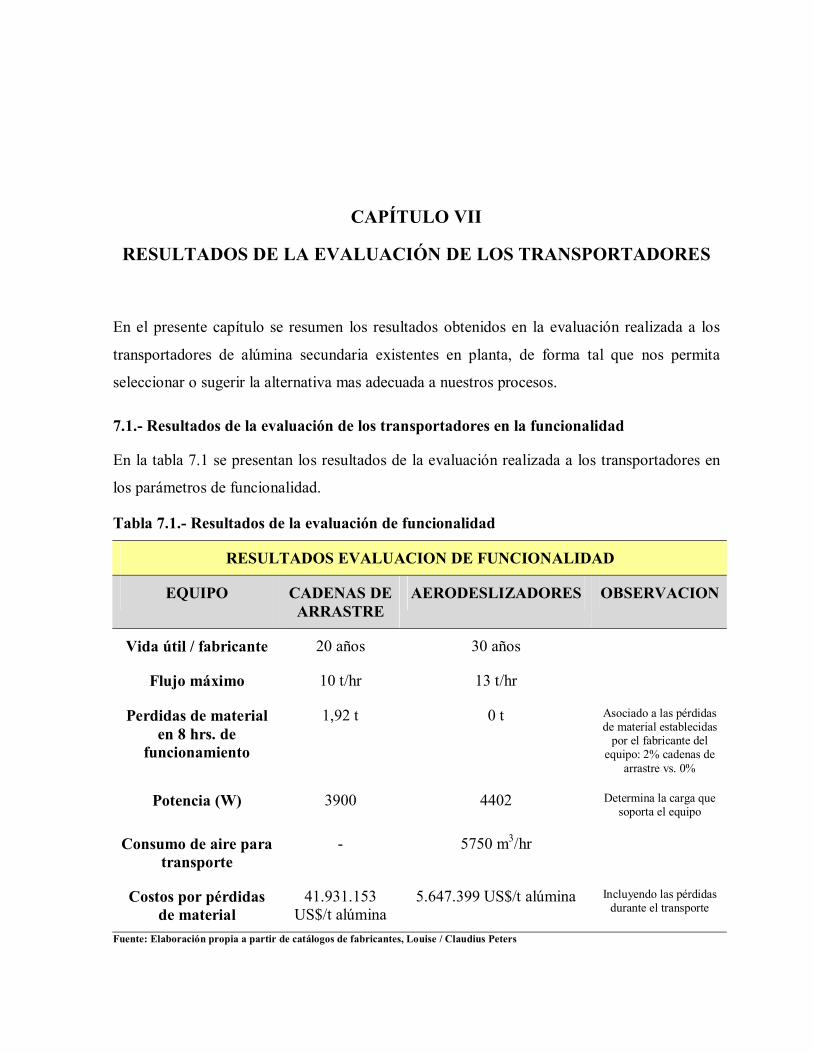
CAPÍTULO VII
RESULTADOS DE LA EVALUACIÓN DE LOS TRANSPORTADORES
En el presente capítulo se resumen los resultados obtenidos en la evaluación realizada a los
transportadores de alúmina secundaria existentes en planta, de forma tal que nos permita
seleccionar o sugerir la alternativa mas adecuada a nuestros procesos.
7.1.- Resultados de la evaluación de los transportadores en la funcionalidad
En la tabla 7.1 se presentan los resultados de la evaluación realizada a los transportadores en
los parámetros de funcionalidad.
Tabla 7.1.- Resultados de la evaluación de funcionalidad
RESULTADOS EVALUACION DE FUNCIONALIDAD
EQUIPO CADENAS DE ARRASTRE
AERODESLIZADORES OBSERVACION
Vida útil / fabricante 20 años 30 años
Flujo máximo 10 t/hr 13 t/hr
Perdidas de material en 8 hrs. de
funcionamiento
1,92 t 0 t Asociado a las pérdidas de material establecidas
por el fabricante del equipo: 2% cadenas de
arrastre vs. 0%
Potencia (W) 3900 4402 Determina la carga que soporta el equipo
Consumo de aire para transporte
- 5750 m3/hr
Costos por pérdidas de material
41.931.153 US$/t alúmina
5.647.399 US$/t alúmina Incluyendo las pérdidas durante el transporte
Fuente: Elaboración propia a partir de catálogos de fabricantes, Louise / Claudius Peters
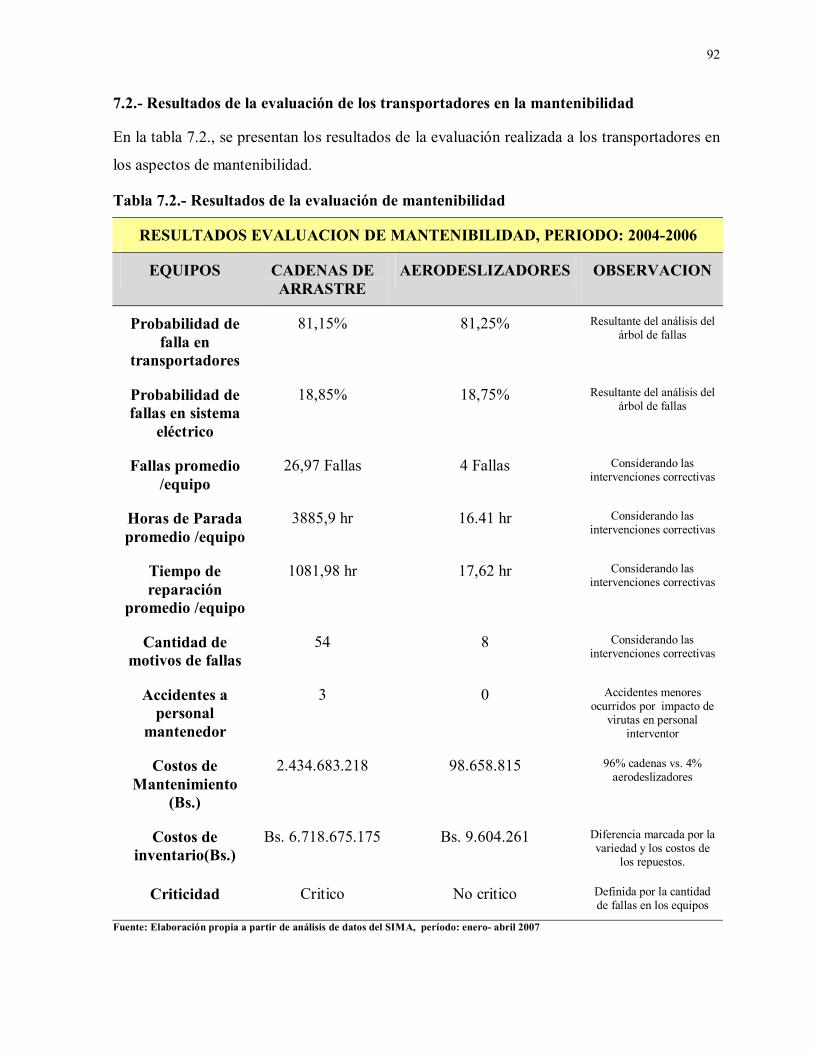
92
7.2.- Resultados de la evaluación de los transportadores en la mantenibilidad
En la tabla 7.2., se presentan los resultados de la evaluación realizada a los transportadores en
los aspectos de mantenibilidad.
Tabla 7.2.- Resultados de la evaluación de mantenibilidad
RESULTADOS EVALUACION DE MANTENIBILIDAD, PERIODO: 2004-2006
EQUIPOS CADENAS DE ARRASTRE
AERODESLIZADORES OBSERVACION
Probabilidad de falla en
transportadores
81,15% 81,25% Resultante del análisis del árbol de fallas
Probabilidad de fallas en sistema
eléctrico
18,85% 18,75% Resultante del análisis del árbol de fallas
Fallas promedio /equipo
26,97 Fallas 4 Fallas Considerando las intervenciones correctivas
Horas de Parada promedio /equipo
3885,9 hr 16.41 hr Considerando las intervenciones correctivas
Tiempo de reparación
promedio /equipo
1081,98 hr 17,62 hr Considerando las intervenciones correctivas
Cantidad de motivos de fallas
54 8 Considerando las intervenciones correctivas
Accidentes a personal
mantenedor
3 0 Accidentes menores ocurridos por impacto de
virutas en personal interventor
Costos de Mantenimiento
(Bs.)
2.434.683.218
98.658.815 96% cadenas vs. 4% aerodeslizadores
Costos de inventario(Bs.)
Bs. 6.718.675.175 Bs. 9.604.261 Diferencia marcada por la variedad y los costos de
los repuestos.
Criticidad Critico No critico Definida por la cantidad de fallas en los equipos
Fuente: Elaboración propia a partir de análisis de datos del SIMA, período: enero- abril 2007
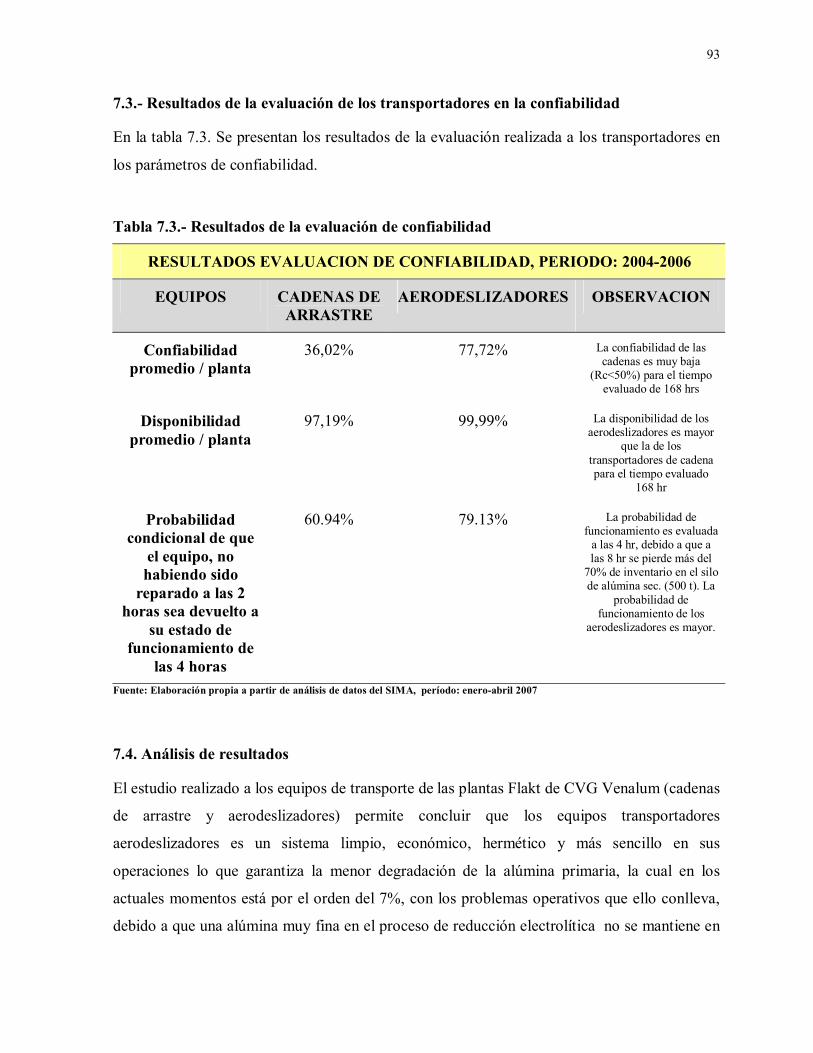
93
7.3.- Resultados de la evaluación de los transportadores en la confiabilidad
En la tabla 7.3. Se presentan los resultados de la evaluación realizada a los transportadores en
los parámetros de confiabilidad.
Tabla 7.3.- Resultados de la evaluación de confiabilidad
RESULTADOS EVALUACION DE CONFIABILIDAD, PERIODO: 2004-2006
EQUIPOS CADENAS DE ARRASTRE
AERODESLIZADORES OBSERVACION
Confiabilidad promedio / planta
36,02% 77,72% La confiabilidad de las cadenas es muy baja
(Rc<50%) para el tiempo evaluado de 168 hrs
Disponibilidad promedio / planta
97,19% 99,99% La disponibilidad de los aerodeslizadores es mayor
que la de los transportadores de cadena para el tiempo evaluado
168 hr
Probabilidad condicional de que
el equipo, no habiendo sido
reparado a las 2 horas sea devuelto a
su estado de funcionamiento de
las 4 horas
60.94% 79.13% La probabilidad de funcionamiento es evaluada
a las 4 hr, debido a que a las 8 hr se pierde más del
70% de inventario en el silo de alúmina sec. (500 t). La
probabilidad de funcionamiento de los
aerodeslizadores es mayor.
Fuente: Elaboración propia a partir de análisis de datos del SIMA, período: enero-abril 2007
7.4. Análisis de resultados
El estudio realizado a los equipos de transporte de las plantas Flakt de CVG Venalum (cadenas
de arrastre y aerodeslizadores) permite concluir que los equipos transportadores
aerodeslizadores es un sistema limpio, económico, hermético y más sencillo en sus
operaciones lo que garantiza la menor degradación de la alúmina primaria, la cual en los
actuales momentos está por el orden del 7%, con los problemas operativos que ello conlleva,
debido a que una alúmina muy fina en el proceso de reducción electrolítica no se mantiene en
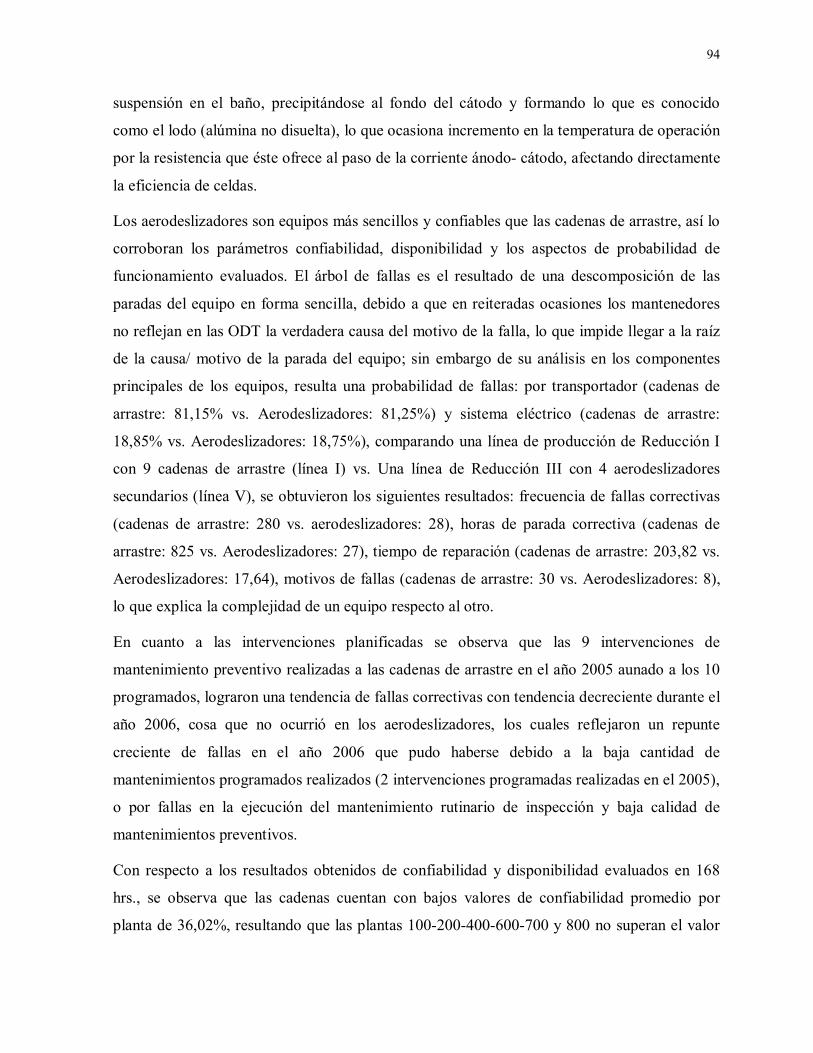
94
suspensión en el baño, precipitándose al fondo del cátodo y formando lo que es conocido
como el lodo (alúmina no disuelta), lo que ocasiona incremento en la temperatura de operación
por la resistencia que éste ofrece al paso de la corriente ánodo- cátodo, afectando directamente
la eficiencia de celdas.
Los aerodeslizadores son equipos más sencillos y confiables que las cadenas de arrastre, así lo
corroboran los parámetros confiabilidad, disponibilidad y los aspectos de probabilidad de
funcionamiento evaluados. El árbol de fallas es el resultado de una descomposición de las
paradas del equipo en forma sencilla, debido a que en reiteradas ocasiones los mantenedores
no reflejan en las ODT la verdadera causa del motivo de la falla, lo que impide llegar a la raíz
de la causa/ motivo de la parada del equipo; sin embargo de su análisis en los componentes
principales de los equipos, resulta una probabilidad de fallas: por transportador (cadenas de
arrastre: 81,15% vs. Aerodeslizadores: 81,25%) y sistema eléctrico (cadenas de arrastre:
18,85% vs. Aerodeslizadores: 18,75%), comparando una línea de producción de Reducción I
con 9 cadenas de arrastre (línea I) vs. Una línea de Reducción III con 4 aerodeslizadores
secundarios (línea V), se obtuvieron los siguientes resultados: frecuencia de fallas correctivas
(cadenas de arrastre: 280 vs. aerodeslizadores: 28), horas de parada correctiva (cadenas de
arrastre: 825 vs. Aerodeslizadores: 27), tiempo de reparación (cadenas de arrastre: 203,82 vs.
Aerodeslizadores: 17,64), motivos de fallas (cadenas de arrastre: 30 vs. Aerodeslizadores: 8),
lo que explica la complejidad de un equipo respecto al otro.
En cuanto a las intervenciones planificadas se observa que las 9 intervenciones de
mantenimiento preventivo realizadas a las cadenas de arrastre en el año 2005 aunado a los 10
programados, lograron una tendencia de fallas correctivas con tendencia decreciente durante el
año 2006, cosa que no ocurrió en los aerodeslizadores, los cuales reflejaron un repunte
creciente de fallas en el año 2006 que pudo haberse debido a la baja cantidad de
mantenimientos programados realizados (2 intervenciones programadas realizadas en el 2005),
o por fallas en la ejecución del mantenimiento rutinario de inspección y baja calidad de
mantenimientos preventivos.
Con respecto a los resultados obtenidos de confiabilidad y disponibilidad evaluados en 168
hrs., se observa que las cadenas cuentan con bajos valores de confiabilidad promedio por
planta de 36,02%, resultando que las plantas 100-200-400-600-700 y 800 no superan el valor
95
de 50% de confiabilidad. Si comparamos la vida útil y el tiempo real de utilización,
encontramos que es claramente demostrable el incremento de las tasas de fallas y tiempos de
parada, lo cual evidencia que los equipos ya debieran haber sido reemplazados y/o sustituidos
lo que no se hizo en su debido momento.
Analizando y comparando el comportamiento de los aerodeslizadores con la vida que da el
fabricante Claudius Peters se estima que a estos equipos les quedan 10 años de vida, que con
un mantenimiento adecuado de rutina básica y mantenimiento preventivo puede sobrepasar ese
tiempo por lo menos a un 33,33% adicional de su vida. La diferencia de costos de
mantenimiento es muy marcada en los transportadores estudiados; tanto en la cantidad de
repuestos como en la cantidad de personal y los tiempos de intervención (cadenas de arrastre:
99% vs. aerodeslizadores: 1%, porcentajes calculados en base al costo total incurrido), esto
debido a que las cadenas de arrastre son equipos de fabricación más robustos y con mayor
diversidad de piezas que son muy costosas en el mercado, mientras que los aerodeslizadores
son más versátiles en lo que respecta a la adquisición de componentes, la complejidad de un
equipo respecto al otro incide en las horas de intervención y la cantidad de personal
mantenedor durante las intervenciones planificadas redunda en incrementos de los costos por
estos conceptos.
7.5. Análisis comparativo de los sistemas de transporte evaluados.
A continuación en la tabla 7.4., se presenta el análisis comparativo de los sistemas de
transporte de acuerdo a los criterios más relevantes y que pueden orientar a la selección de uno
u otro transportador al momento de su reemplazo.
En el análisis comparativo se incluyeron los siguientes criterios: ambiental, personal,
económico, operativo, complejidad y vida útil.
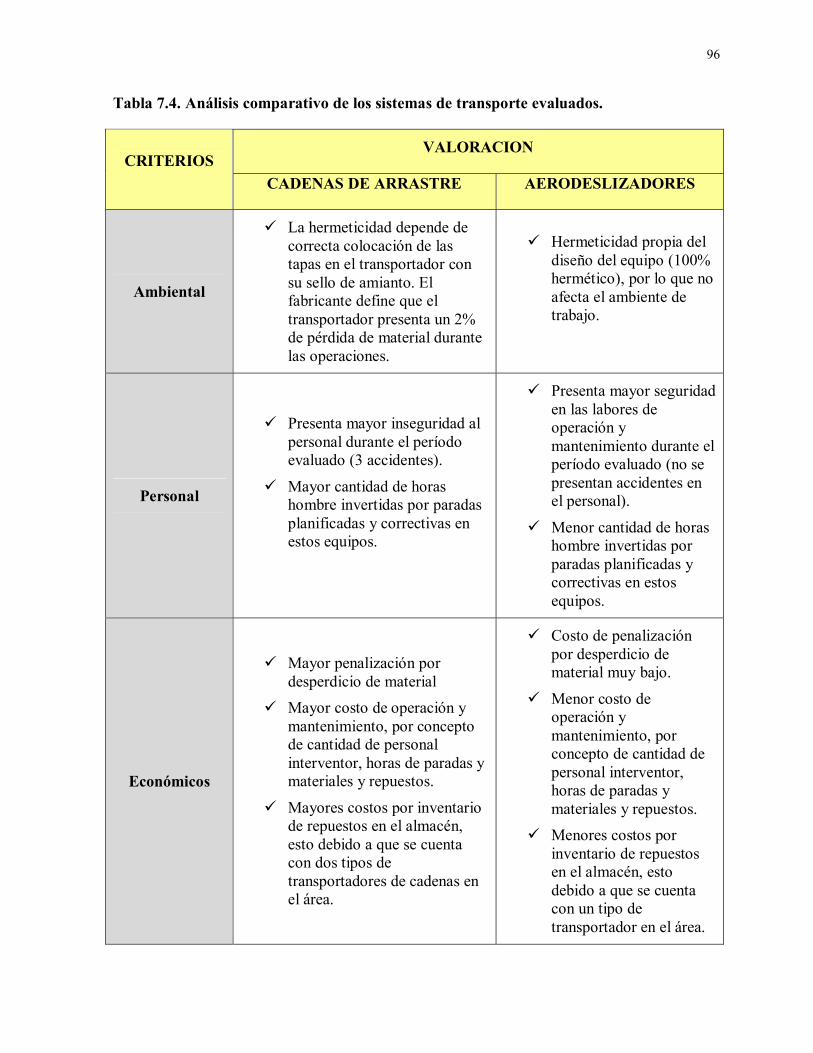
96
Tabla 7.4. Análisis comparativo de los sistemas de transporte evaluados.
VALORACION CRITERIOS
CADENAS DE ARRASTRE AERODESLIZADORES
Ambiental
La hermeticidad depende de correcta colocación de las tapas en el transportador con su sello de amianto. El fabricante define que el transportador presenta un 2% de pérdida de material durante las operaciones.
Hermeticidad propia del diseño del equipo (100% hermético), por lo que no afecta el ambiente de trabajo.
Personal
Presenta mayor inseguridad al personal durante el período evaluado (3 accidentes).
Mayor cantidad de horas hombre invertidas por paradas planificadas y correctivas en estos equipos.
Presenta mayor seguridad en las labores de operación y mantenimiento durante el período evaluado (no se presentan accidentes en el personal).
Menor cantidad de horas hombre invertidas por paradas planificadas y correctivas en estos equipos.
Económicos
Mayor penalización por desperdicio de material Mayor costo de operación y
mantenimiento, por concepto de cantidad de personal interventor, horas de paradas y materiales y repuestos.
Mayores costos por inventario de repuestos en el almacén, esto debido a que se cuenta con dos tipos de transportadores de cadenas en el área.
Costo de penalización por desperdicio de material muy bajo.
Menor costo de operación y mantenimiento, por concepto de cantidad de personal interventor, horas de paradas y materiales y repuestos. Menores costos por
inventario de repuestos en el almacén, esto debido a que se cuenta con un tipo de transportador en el área.
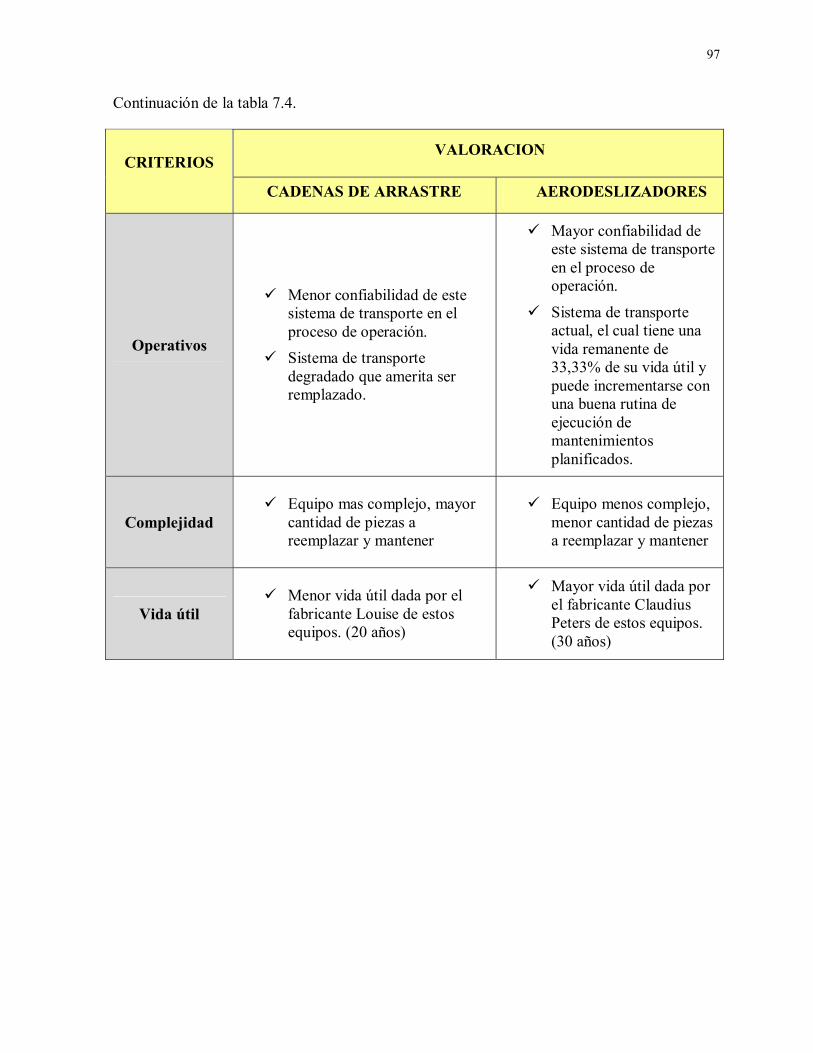
97
Continuación de la tabla 7.4.
VALORACION CRITERIOS
CADENAS DE ARRASTRE AERODESLIZADORES
Operativos
Menor confiabilidad de este sistema de transporte en el proceso de operación. Sistema de transporte
degradado que amerita ser remplazado.
Mayor confiabilidad de este sistema de transporte en el proceso de operación.
Sistema de transporte actual, el cual tiene una vida remanente de 33,33% de su vida útil y puede incrementarse con una buena rutina de ejecución de mantenimientos planificados.
Complejidad Equipo mas complejo, mayor
cantidad de piezas a reemplazar y mantener
Equipo menos complejo, menor cantidad de piezas a reemplazar y mantener
Vida útil Menor vida útil dada por el
fabricante Louise de estos equipos. (20 años)
Mayor vida útil dada por el fabricante Claudius Peters de estos equipos. (30 años)
CAPÍTULO VIII
CONCLUSIONES Y RECOMENDACIONES
A continuación se mencionan las conclusiones a las que se llegaron después de haber realizado
la presente evaluación y las recomendaciones de reemplazo de los sistemas de transporte
existentes.
8.1. Conclusiones
Del estudio comparativo realizado entre los equipos transportadores de alúmina
secundaria en las plantas Flakt de CVG Venalum, se concluye que los aerodeslizadores
son técnica y operativamente más sencillos y fáciles de mantener que las cadenas de
arrastre.
La metodología utilizada para el análisis comparativo de las cadenas de arrastre y los
aerodeslizadores, demostró ser un método eficiente y seguro para este tipo de análisis,
porque toma en consideración el nivel tecnológico de los equipos, costos de
mantenimiento y los parámetros de confiabilidad, disponibilidad y probabilidad
condicional de funcionamiento.
La simplicidad técnica de los aerodeslizadores y la sencillez de las operaciones de
mantenimiento contribuye a reducir la accidentabilidad en un 100%
La introducción de los parámetros asociados al mantenimiento como son la
confiabilidad y disponibilidad son de gran utilidad para el análisis de decisiones de
sustitución de equipos y ajuste de frecuencias de intervención, porque determinan la
confiabilidad y disponibilidad real de los sistemas evaluados.
99
La alternativa de reemplazo de cadenas de arrastre por aerodeslizadores evitará una
pérdida significativa a la empresa (US$ 82.249,2/mes) por concepto de penalización
por pérdidas de material, el cual en la actualidad es equivalente a una línea de
producción de cadenas de arrastre.
8.2. Recomendaciones
De acuerdo a la evaluación realizada, se demuestra que la tecnología de transporte por
aerodeslizador es altamente eficiente, pero actualmente tiene más de 20 años de
existencia en el mercado por lo que se recomienda considerar otras tecnologías, como el
transporte neumático Fluid Con, el cual fue revisado y sugerido como alternativa de
reemplazo más probable en el presente trabajo, esta alternativa se ve reforzada ya que en
la actualidad se está instalando la ampliación del sistema de aire comprimido en CVG
Venalum para llevarlo a una capacidad de 55.544 CFM, lo que facilitara el reemplazo de
estos equipos. Ver anexo XVI.
La Sptcia. De Planif. E Ing. De Mantenimiento deberá ampliar la información de las
actividades de mantenimiento rutina y preventivo que se realizan en las intervenciones
de los transportadores de cadena y aerodeslizadores reportadas en el SIMA,
reemplazándolas por las actividades desarrolladas en el presente trabajo.
Ajustar la intervención mensual en la rutina de mantenimiento de las cadenas de arrastre
a una frecuencia semanal, dado que la confiabilidad operativa actual es baja.
Normalizar la información correspondiente a las causas de fallas en las ODT de las
paradas correctivas a introducir en el SIMA, por los supervisores de mantenimiento de
las áreas, para lo cual se necesitará de un plan de entrenamiento coordinado por la
Sptcia. de Planif. E Ing. de Mantenimiento (ente administrador del SIMA), para corregir
estas anormalidades.
REFERENCIAS BIBLIOGRÁFICAS
Cadenas de arrastre. Disponible: www.Louisedragchaing [Consulta: 15/01/2007]
Cadenas de arrastre. Disponible: www.renoldjeffrey.com [Consulta: 09/03/2007]
Citas bibliográficas en prácticas y trabajos. Disponible: www.IESA.com [Consulta: 12/04/2007]
Conversión de monedas internacionales. Disponible: http://www.xe.com/. [Consulta: 19/04/2007].
CVG Venalum. (2006) Manual de fabricante de plantas Flakt. Información de cadenas de arrastre Louise. Puerto Ordaz, Venezuela.
Definiciones de energía y potencia, ecuaciones. Disponible: http://www.windpower.org/es/stat/unitsene.htm [Consulta: 20/04/2007]
Enterprise guide, course notes. (30 Julio 2004) Quering and reporting using SAS
Interpolación de Lagrange. Disponible: http://luda.azc.uam.mx/curso2/tema [Consulta: 04/04/2007]
Juval de Venezuela. (2006) Información en electrónico. Transportadores Aerodeslizadores y Sistema Neumático Fluid Con - Claudius Peters. Información en electrónico, Puerto Ordaz, Venezuela.
Llatas Isabel. (2006) Curso de confiabilidad operacional. Puerto Ordaz, Venezuela
Normas de contabilidad internacional, NIC 16 (Revisión, 1998). Disponible: http.//www. Monografías.com/trabajos12. [Consulta: 13/04/2007]
Pacheco Dalined. (2002) Manual del subsistema de colección de gases de las plantas de tratamiento de humos de Complejo I y II en la empresa CVG Venalum. Tesis de pregrado no publicada, Universidad Simón Bolívar, Caracas. Venezuela.
Parra Carlos. (2005) Curso Asme de análisis de fallas a través del cálculo de índices de confiabilidad, disponibilidad y mantenibilidad. Suministrado por la empresa CEACA. Curso Asme. Valencia, Venezuela.

101
Parra Carlos. (2005) Curso Asme de Mantenimiento centrado en confiabilidad. Suministrado por la empresa CEACA. Curso Asme. Valencia, Venezuela.
Parra Carlos. (2005) Herramienta de cálculo para los índices de confiabilidad, mantenibilidad y disponibilidad - IDCM2001. Suministrado por la empresa CEACA. Curso Asme. Valencia, Venezuela. Suministrado por la empresa CEACA. Curso Asme. Valencia. Venezuela.
Potencia-ecuaciones. Disponible: http://cabieta.uchil.cl/libros/c-ultreras/node128.html [Consulta: 20/04/2007]
Quiroga Alfonso. (2006) Curso de Gerencia de mantenimiento. Puerto Ordaz, Venezuela
Santos Joaquín. (2006). Curso de Planificación e Inventario. Puerto Ordaz, Venezuela.
SIMA, DATA WARE HOUSE, Normativa de calidad ISO 9001-2000 y Normativa ambiental ISO 14000. http://Venalumi. Página de CVG Venalum. [Consulta: 16/01/2007]
ANEXOS
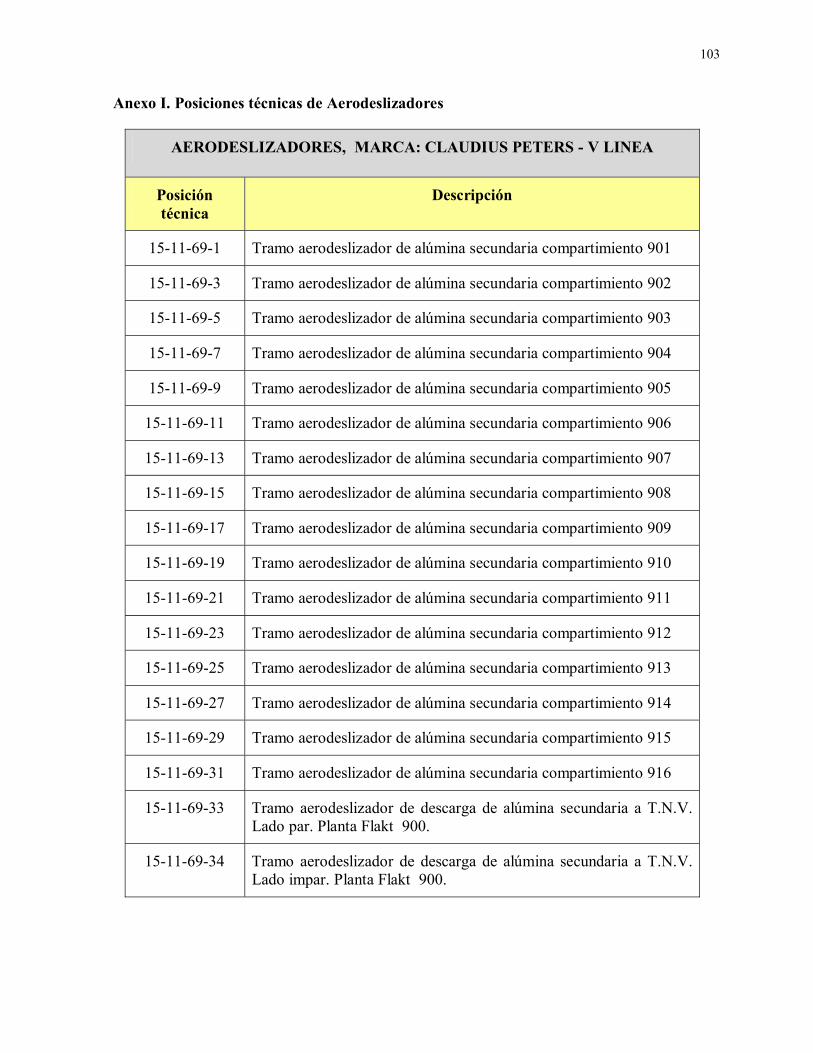
103
Anexo I. Posiciones técnicas de Aerodeslizadores
AERODESLIZADORES, MARCA: CLAUDIUS PETERS - V LINEA
Posición técnica
Descripción
15-11-69-1 Tramo aerodeslizador de alúmina secundaria compartimiento 901
15-11-69-3 Tramo aerodeslizador de alúmina secundaria compartimiento 902
15-11-69-5 Tramo aerodeslizador de alúmina secundaria compartimiento 903
15-11-69-7 Tramo aerodeslizador de alúmina secundaria compartimiento 904
15-11-69-9 Tramo aerodeslizador de alúmina secundaria compartimiento 905
15-11-69-11 Tramo aerodeslizador de alúmina secundaria compartimiento 906
15-11-69-13 Tramo aerodeslizador de alúmina secundaria compartimiento 907
15-11-69-15 Tramo aerodeslizador de alúmina secundaria compartimiento 908
15-11-69-17 Tramo aerodeslizador de alúmina secundaria compartimiento 909
15-11-69-19 Tramo aerodeslizador de alúmina secundaria compartimiento 910
15-11-69-21 Tramo aerodeslizador de alúmina secundaria compartimiento 911
15-11-69-23 Tramo aerodeslizador de alúmina secundaria compartimiento 912
15-11-69-25 Tramo aerodeslizador de alúmina secundaria compartimiento 913
15-11-69-27 Tramo aerodeslizador de alúmina secundaria compartimiento 914
15-11-69-29 Tramo aerodeslizador de alúmina secundaria compartimiento 915
15-11-69-31 Tramo aerodeslizador de alúmina secundaria compartimiento 916
15-11-69-33 Tramo aerodeslizador de descarga de alúmina secundaria a T.N.V. Lado par. Planta Flakt 900.
15-11-69-34 Tramo aerodeslizador de descarga de alúmina secundaria a T.N.V. Lado impar. Planta Flakt 900.
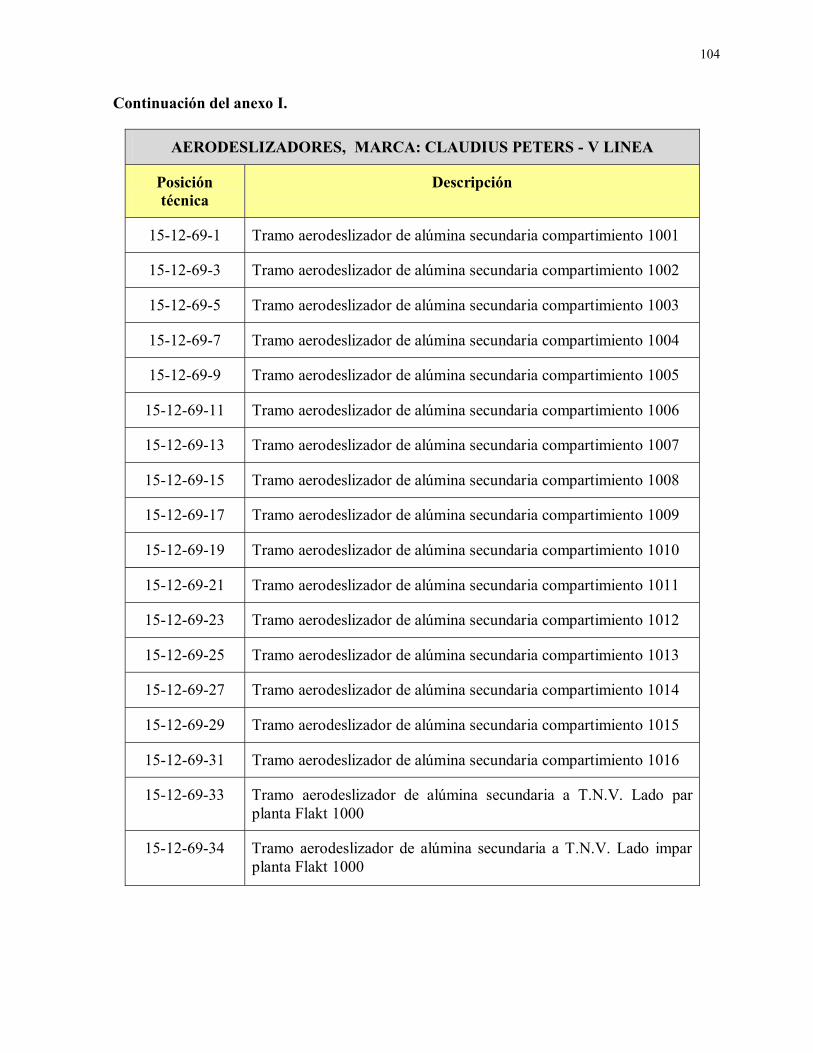
104
Continuación del anexo I.
AERODESLIZADORES, MARCA: CLAUDIUS PETERS - V LINEA
Posición técnica
Descripción
15-12-69-1 Tramo aerodeslizador de alúmina secundaria compartimiento 1001
15-12-69-3 Tramo aerodeslizador de alúmina secundaria compartimiento 1002
15-12-69-5 Tramo aerodeslizador de alúmina secundaria compartimiento 1003
15-12-69-7 Tramo aerodeslizador de alúmina secundaria compartimiento 1004
15-12-69-9 Tramo aerodeslizador de alúmina secundaria compartimiento 1005
15-12-69-11 Tramo aerodeslizador de alúmina secundaria compartimiento 1006
15-12-69-13 Tramo aerodeslizador de alúmina secundaria compartimiento 1007
15-12-69-15 Tramo aerodeslizador de alúmina secundaria compartimiento 1008
15-12-69-17 Tramo aerodeslizador de alúmina secundaria compartimiento 1009
15-12-69-19 Tramo aerodeslizador de alúmina secundaria compartimiento 1010
15-12-69-21 Tramo aerodeslizador de alúmina secundaria compartimiento 1011
15-12-69-23 Tramo aerodeslizador de alúmina secundaria compartimiento 1012
15-12-69-25 Tramo aerodeslizador de alúmina secundaria compartimiento 1013
15-12-69-27 Tramo aerodeslizador de alúmina secundaria compartimiento 1014
15-12-69-29 Tramo aerodeslizador de alúmina secundaria compartimiento 1015
15-12-69-31 Tramo aerodeslizador de alúmina secundaria compartimiento 1016
15-12-69-33 Tramo aerodeslizador de alúmina secundaria a T.N.V. Lado par planta Flakt 1000
15-12-69-34 Tramo aerodeslizador de alúmina secundaria a T.N.V. Lado impar planta Flakt 1000
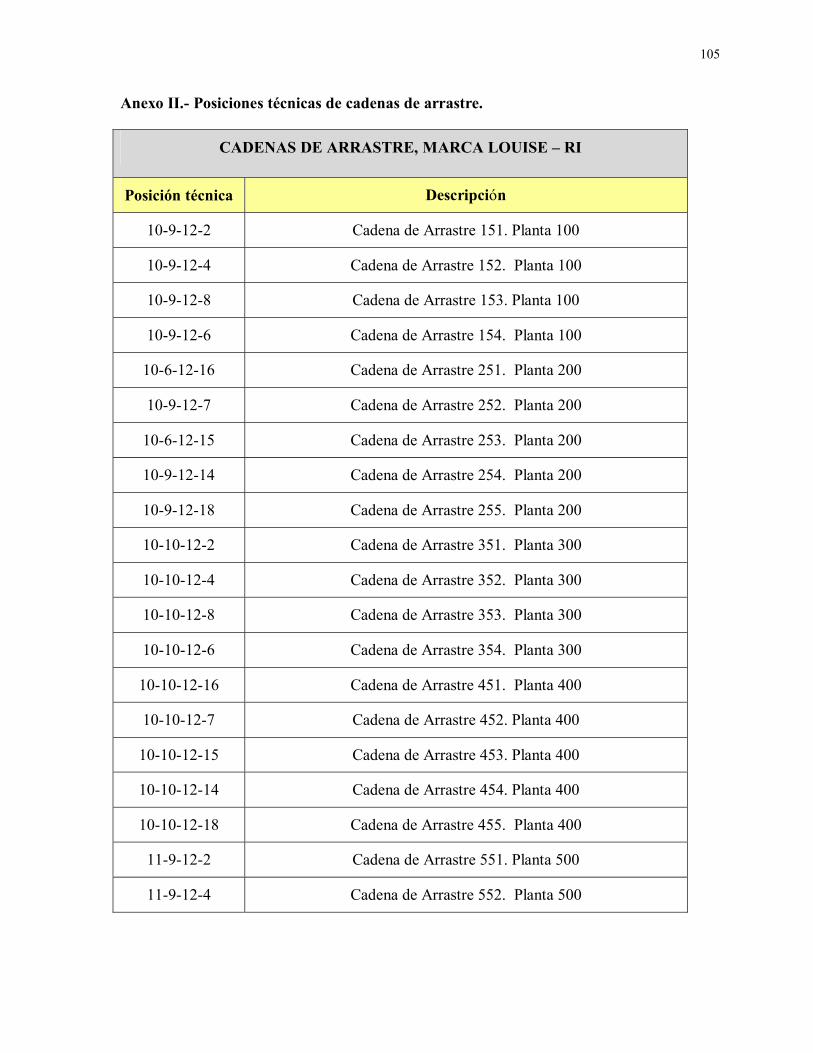
105
Anexo II.- Posiciones técnicas de cadenas de arrastre.
CADENAS DE ARRASTRE, MARCA LOUISE – RI
Posición técnica Descripción
10-9-12-2 Cadena de Arrastre 151. Planta 100
10-9-12-4 Cadena de Arrastre 152. Planta 100
10-9-12-8 Cadena de Arrastre 153. Planta 100
10-9-12-6 Cadena de Arrastre 154. Planta 100
10-6-12-16 Cadena de Arrastre 251. Planta 200
10-9-12-7 Cadena de Arrastre 252. Planta 200
10-6-12-15 Cadena de Arrastre 253. Planta 200
10-9-12-14 Cadena de Arrastre 254. Planta 200
10-9-12-18 Cadena de Arrastre 255. Planta 200
10-10-12-2 Cadena de Arrastre 351. Planta 300
10-10-12-4 Cadena de Arrastre 352. Planta 300
10-10-12-8 Cadena de Arrastre 353. Planta 300
10-10-12-6 Cadena de Arrastre 354. Planta 300
10-10-12-16 Cadena de Arrastre 451. Planta 400
10-10-12-7 Cadena de Arrastre 452. Planta 400
10-10-12-15 Cadena de Arrastre 453. Planta 400
10-10-12-14 Cadena de Arrastre 454. Planta 400
10-10-12-18 Cadena de Arrastre 455. Planta 400
11-9-12-2 Cadena de Arrastre 551. Planta 500
11-9-12-4 Cadena de Arrastre 552. Planta 500
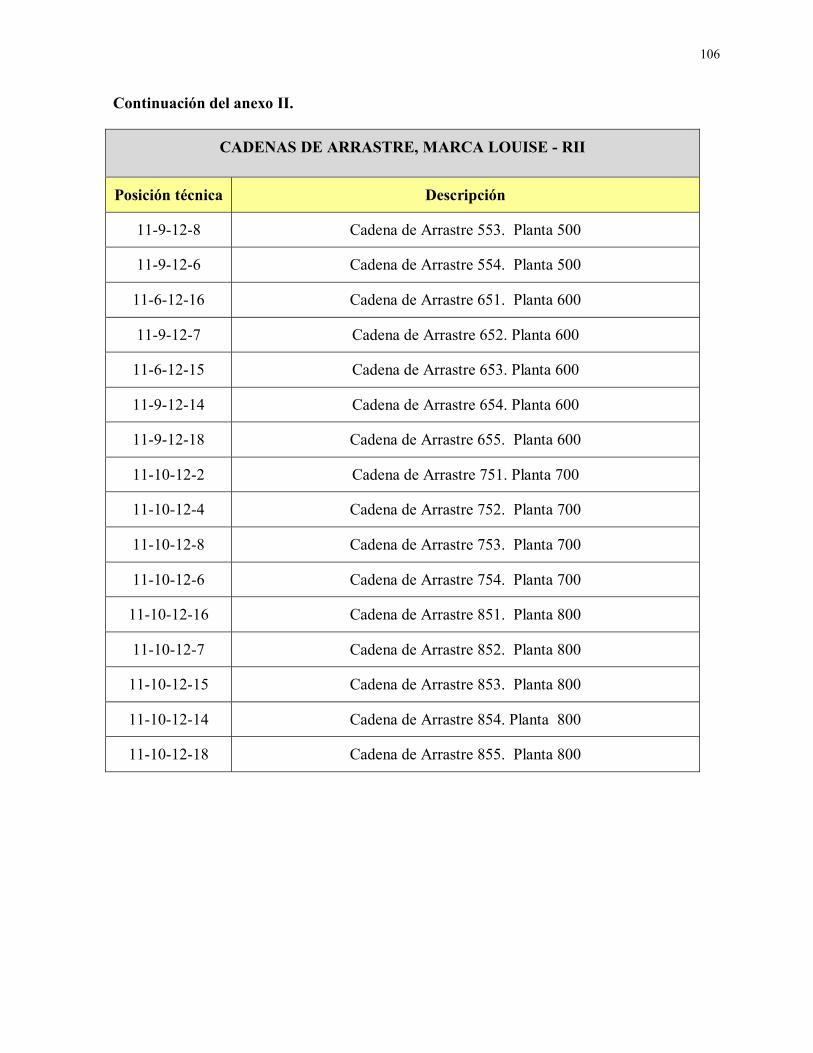
106
Continuación del anexo II.
CADENAS DE ARRASTRE, MARCA LOUISE - RII
Posición técnica Descripción
11-9-12-8 Cadena de Arrastre 553. Planta 500
11-9-12-6 Cadena de Arrastre 554. Planta 500
11-6-12-16 Cadena de Arrastre 651. Planta 600
11-9-12-7 Cadena de Arrastre 652. Planta 600
11-6-12-15 Cadena de Arrastre 653. Planta 600
11-9-12-14 Cadena de Arrastre 654. Planta 600
11-9-12-18 Cadena de Arrastre 655. Planta 600
11-10-12-2 Cadena de Arrastre 751. Planta 700
11-10-12-4 Cadena de Arrastre 752. Planta 700
11-10-12-8 Cadena de Arrastre 753. Planta 700
11-10-12-6 Cadena de Arrastre 754. Planta 700
11-10-12-16 Cadena de Arrastre 851. Planta 800
11-10-12-7 Cadena de Arrastre 852. Planta 800
11-10-12-15 Cadena de Arrastre 853. Planta 800
11-10-12-14 Cadena de Arrastre 854. Planta 800
11-10-12-18 Cadena de Arrastre 855. Planta 800
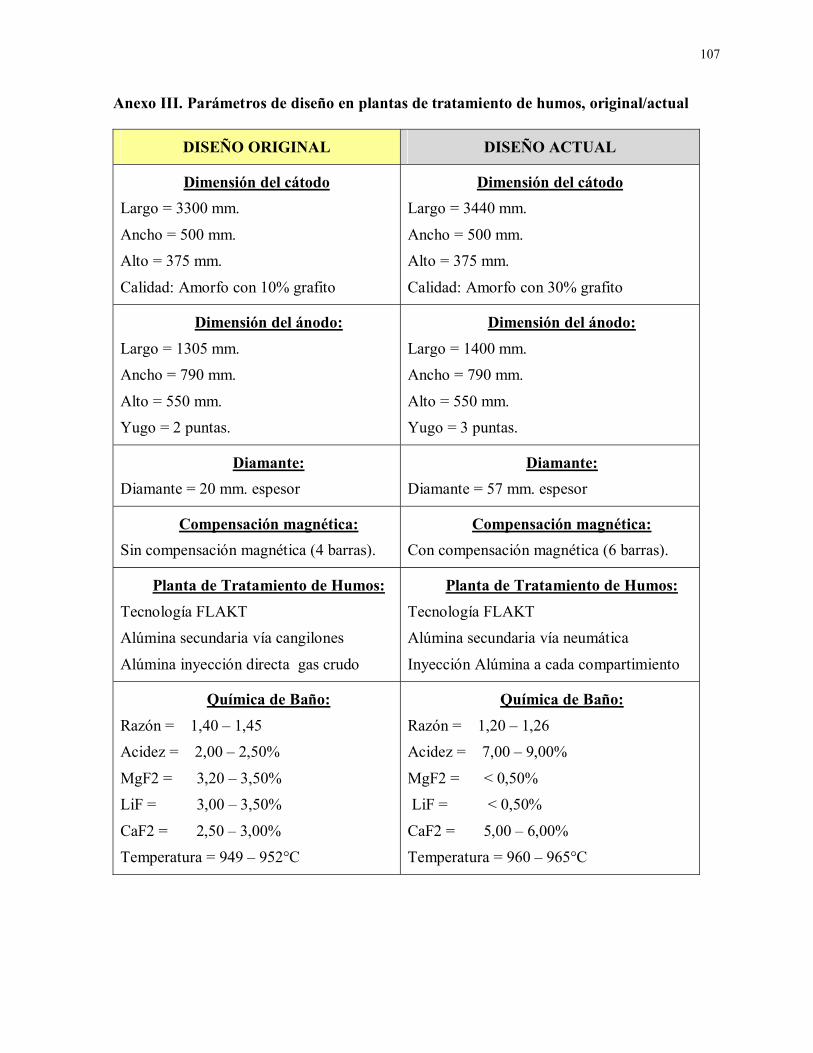
107
Anexo III. Parámetros de diseño en plantas de tratamiento de humos, original/actual
DISEÑO ORIGINAL DISEÑO ACTUAL
Dimensión del cátodo Largo = 3300 mm.
Ancho = 500 mm. Alto = 375 mm.
Calidad: Amorfo con 10% grafito
Dimensión del cátodo Largo = 3440 mm.
Ancho = 500 mm. Alto = 375 mm.
Calidad: Amorfo con 30% grafito
Dimensión del ánodo: Largo = 1305 mm. Ancho = 790 mm.
Alto = 550 mm. Yugo = 2 puntas.
Dimensión del ánodo: Largo = 1400 mm. Ancho = 790 mm.
Alto = 550 mm. Yugo = 3 puntas.
Diamante: Diamante = 20 mm. espesor
Diamante: Diamante = 57 mm. espesor
Compensación magnética: Sin compensación magnética (4 barras).
Compensación magnética: Con compensación magnética (6 barras).
Planta de Tratamiento de Humos: Tecnología FLAKT Alúmina secundaria vía cangilones
Alúmina inyección directa gas crudo
Planta de Tratamiento de Humos: Tecnología FLAKT Alúmina secundaria vía neumática
Inyección Alúmina a cada compartimiento
Química de Baño: Razón = 1,40 – 1,45
Acidez = 2,00 – 2,50%
MgF2 = 3,20 – 3,50% LiF = 3,00 – 3,50%
CaF2 = 2,50 – 3,00% Temperatura = 949 – 952°C
Química de Baño: Razón = 1,20 – 1,26
Acidez = 7,00 – 9,00%
MgF2 = < 0,50% LiF = < 0,50%
CaF2 = 5,00 – 6,00% Temperatura = 960 – 965°C
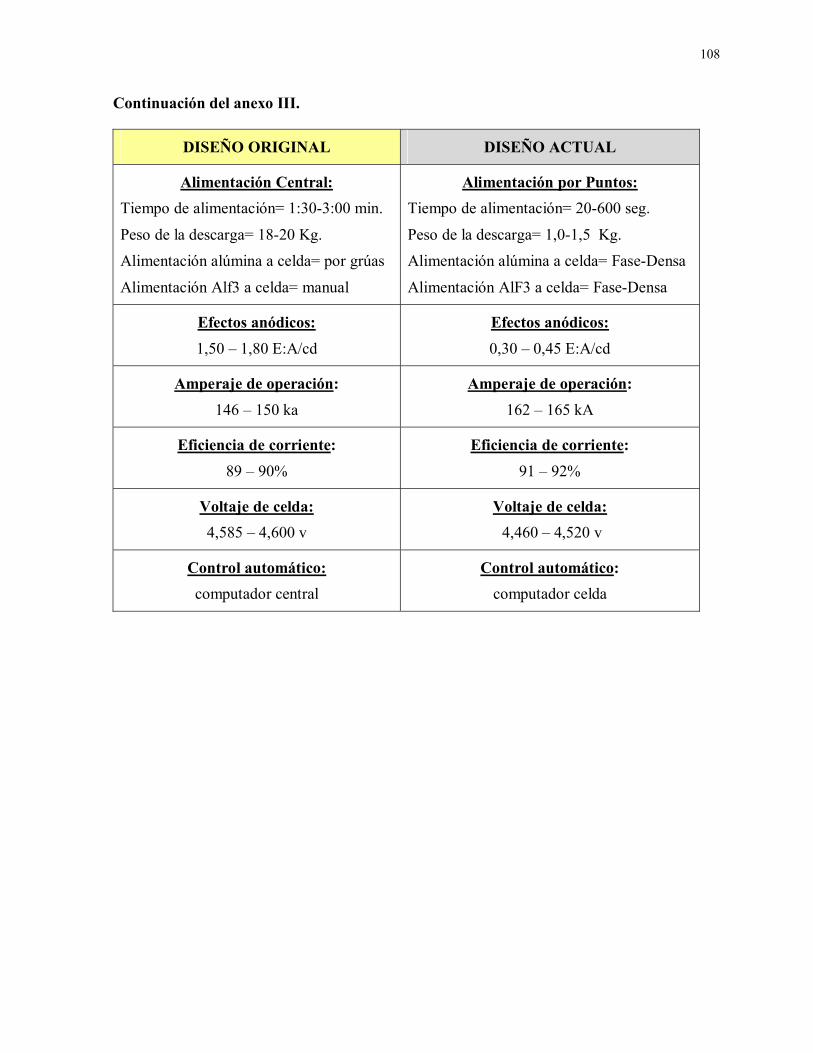
108
Continuación del anexo III.
DISEÑO ORIGINAL DISEÑO ACTUAL
Alimentación Central: Tiempo de alimentación= 1:30-3:00 min.
Peso de la descarga= 18-20 Kg. Alimentación alúmina a celda= por grúas
Alimentación Alf3 a celda= manual
Alimentación por Puntos: Tiempo de alimentación= 20-600 seg.
Peso de la descarga= 1,0-1,5 Kg. Alimentación alúmina a celda= Fase-Densa
Alimentación AlF3 a celda= Fase-Densa
Efectos anódicos: 1,50 – 1,80 E:A/cd
Efectos anódicos: 0,30 – 0,45 E:A/cd
Amperaje de operación: 146 – 150 ka
Amperaje de operación: 162 – 165 kA
Eficiencia de corriente: 89 – 90%
Eficiencia de corriente: 91 – 92%
Voltaje de celda: 4,585 – 4,600 v
Voltaje de celda: 4,460 – 4,520 v
Control automático: computador central
Control automático: computador celda
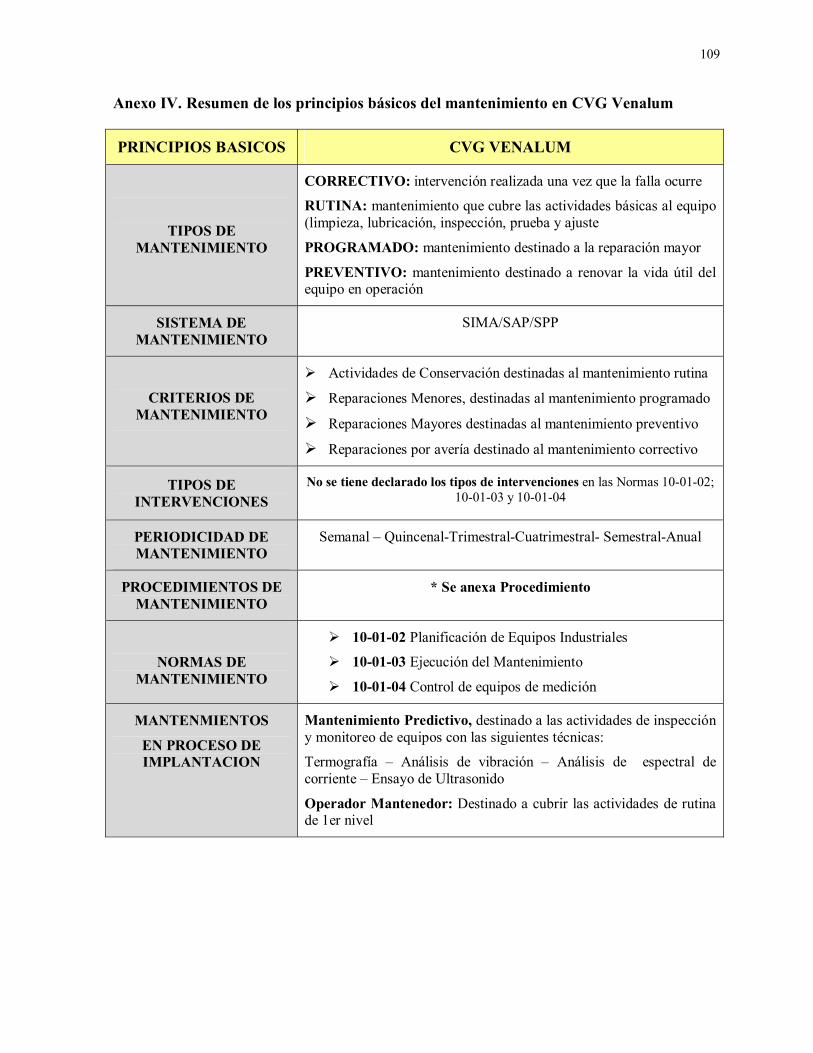
109
Anexo IV. Resumen de los principios básicos del mantenimiento en CVG Venalum
PRINCIPIOS BASICOS CVG VENALUM
TIPOS DE MANTENIMIENTO
CORRECTIVO: intervención realizada una vez que la falla ocurre
RUTINA: mantenimiento que cubre las actividades básicas al equipo (limpieza, lubricación, inspección, prueba y ajuste
PROGRAMADO: mantenimiento destinado a la reparación mayor
PREVENTIVO: mantenimiento destinado a renovar la vida útil del equipo en operación
SISTEMA DE MANTENIMIENTO
SIMA/SAP/SPP
CRITERIOS DE MANTENIMIENTO
Actividades de Conservación destinadas al mantenimiento rutina
Reparaciones Menores, destinadas al mantenimiento programado Reparaciones Mayores destinadas al mantenimiento preventivo Reparaciones por avería destinado al mantenimiento correctivo
TIPOS DE INTERVENCIONES
No se tiene declarado los tipos de intervenciones en las Normas 10-01-02; 10-01-03 y 10-01-04
PERIODICIDAD DE MANTENIMIENTO
Semanal – Quincenal-Trimestral-Cuatrimestral- Semestral-Anual
PROCEDIMIENTOS DE MANTENIMIENTO
* Se anexa Procedimiento
NORMAS DE MANTENIMIENTO
10-01-02 Planificación de Equipos Industriales
10-01-03 Ejecución del Mantenimiento
10-01-04 Control de equipos de medición
MANTENMIENTOS
EN PROCESO DE IMPLANTACION
Mantenimiento Predictivo, destinado a las actividades de inspección y monitoreo de equipos con las siguientes técnicas:
Termografía – Análisis de vibración – Análisis de espectral de corriente – Ensayo de Ultrasonido
Operador Mantenedor: Destinado a cubrir las actividades de rutina de 1er nivel
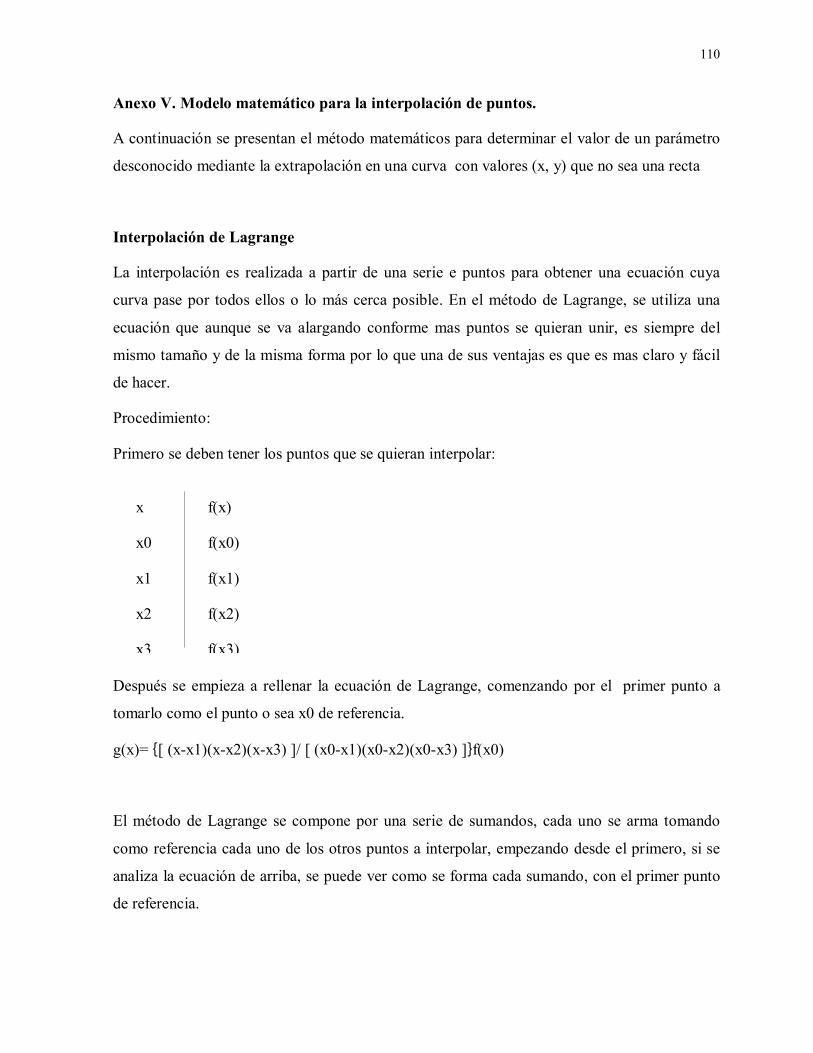
110
Anexo V. Modelo matemático para la interpolación de puntos.
A continuación se presentan el método matemáticos para determinar el valor de un parámetro
desconocido mediante la extrapolación en una curva con valores (x, y) que no sea una recta
Interpolación de Lagrange
La interpolación es realizada a partir de una serie e puntos para obtener una ecuación cuya
curva pase por todos ellos o lo más cerca posible. En el método de Lagrange, se utiliza una
ecuación que aunque se va alargando conforme mas puntos se quieran unir, es siempre del
mismo tamaño y de la misma forma por lo que una de sus ventajas es que es mas claro y fácil
de hacer.
Procedimiento:
Primero se deben tener los puntos que se quieran interpolar:
Después se empieza a rellenar la ecuación de Lagrange, comenzando por el primer punto a
tomarlo como el punto o sea x0 de referencia.
g(x)= {[ (x-x1)(x-x2)(x-x3) ]/ [ (x0-x1)(x0-x2)(x0-x3) ]}f(x0)
El método de Lagrange se compone por una serie de sumandos, cada uno se arma tomando
como referencia cada uno de los otros puntos a interpolar, empezando desde el primero, si se
analiza la ecuación de arriba, se puede ver como se forma cada sumando, con el primer punto
de referencia.
x
x0
x1
x2
x3
f(x)
f(x0)
f(x1)
f(x2)
f(x3)
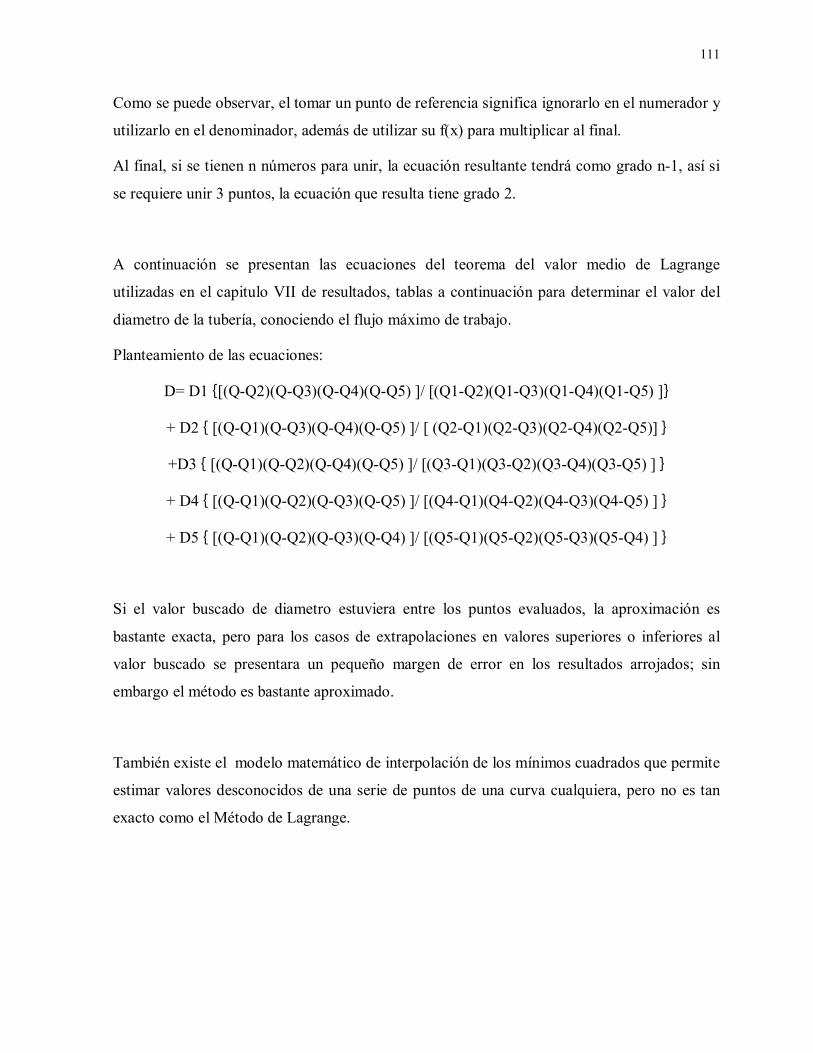
111
Como se puede observar, el tomar un punto de referencia significa ignorarlo en el numerador y
utilizarlo en el denominador, además de utilizar su f(x) para multiplicar al final.
Al final, si se tienen n números para unir, la ecuación resultante tendrá como grado n-1, así si
se requiere unir 3 puntos, la ecuación que resulta tiene grado 2.
A continuación se presentan las ecuaciones del teorema del valor medio de Lagrange
utilizadas en el capitulo VII de resultados, tablas a continuación para determinar el valor del
diametro de la tubería, conociendo el flujo máximo de trabajo.
Planteamiento de las ecuaciones:
D= D1 {[(Q-Q2)(Q-Q3)(Q-Q4)(Q-Q5) ]/ [(Q1-Q2)(Q1-Q3)(Q1-Q4)(Q1-Q5) ]}
+ D2 { [(Q-Q1)(Q-Q3)(Q-Q4)(Q-Q5) ]/ [ (Q2-Q1)(Q2-Q3)(Q2-Q4)(Q2-Q5)] }
+D3 { [(Q-Q1)(Q-Q2)(Q-Q4)(Q-Q5) ]/ [(Q3-Q1)(Q3-Q2)(Q3-Q4)(Q3-Q5) ] }
+ D4 { [(Q-Q1)(Q-Q2)(Q-Q3)(Q-Q5) ]/ [(Q4-Q1)(Q4-Q2)(Q4-Q3)(Q4-Q5) ] }
+ D5 { [(Q-Q1)(Q-Q2)(Q-Q3)(Q-Q4) ]/ [(Q5-Q1)(Q5-Q2)(Q5-Q3)(Q5-Q4) ] }
Si el valor buscado de diametro estuviera entre los puntos evaluados, la aproximación es
bastante exacta, pero para los casos de extrapolaciones en valores superiores o inferiores al
valor buscado se presentara un pequeño margen de error en los resultados arrojados; sin
embargo el método es bastante aproximado.
También existe el modelo matemático de interpolación de los mínimos cuadrados que permite
estimar valores desconocidos de una serie de puntos de una curva cualquiera, pero no es tan
exacto como el Método de Lagrange.
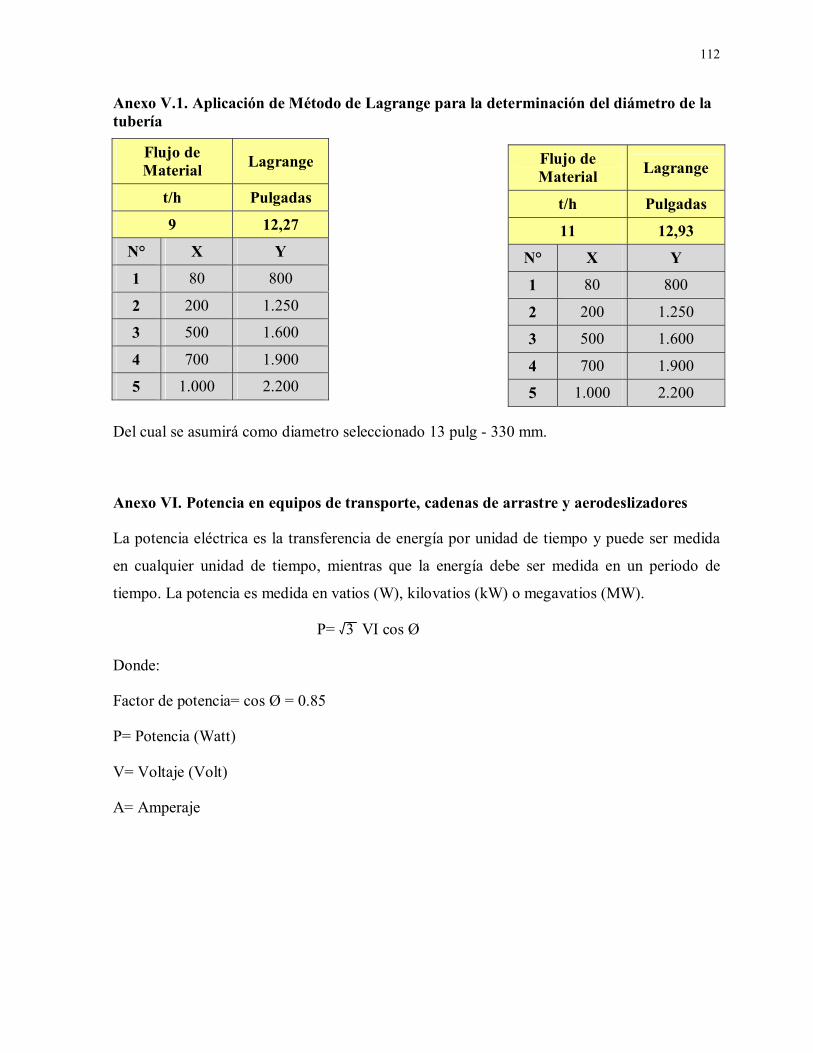
112
Anexo V.1. Aplicación de Método de Lagrange para la determinación del diámetro de la tubería
Del cual se asumirá como diametro seleccionado 13 pulg - 330 mm.
Anexo VI. Potencia en equipos de transporte, cadenas de arrastre y aerodeslizadores
La potencia eléctrica es la transferencia de energía por unidad de tiempo y puede ser medida
en cualquier unidad de tiempo, mientras que la energía debe ser medida en un periodo de
tiempo. La potencia es medida en vatios (W), kilovatios (kW) o megavatios (MW).
P= √3 VI cos Ø
Donde:
Factor de potencia= cos Ø = 0.85
P= Potencia (Watt)
V= Voltaje (Volt)
A= Amperaje
Flujo de Material Lagrange
t/h Pulgadas
9 12,27
N° X Y
1 80 800
2 200 1.250
3 500 1.600
4 700 1.900
5 1.000 2.200
Flujo de Material Lagrange
t/h Pulgadas
11 12,93
N° X Y
1 80 800
2 200 1.250
3 500 1.600
4 700 1.900
5 1.000 2.200
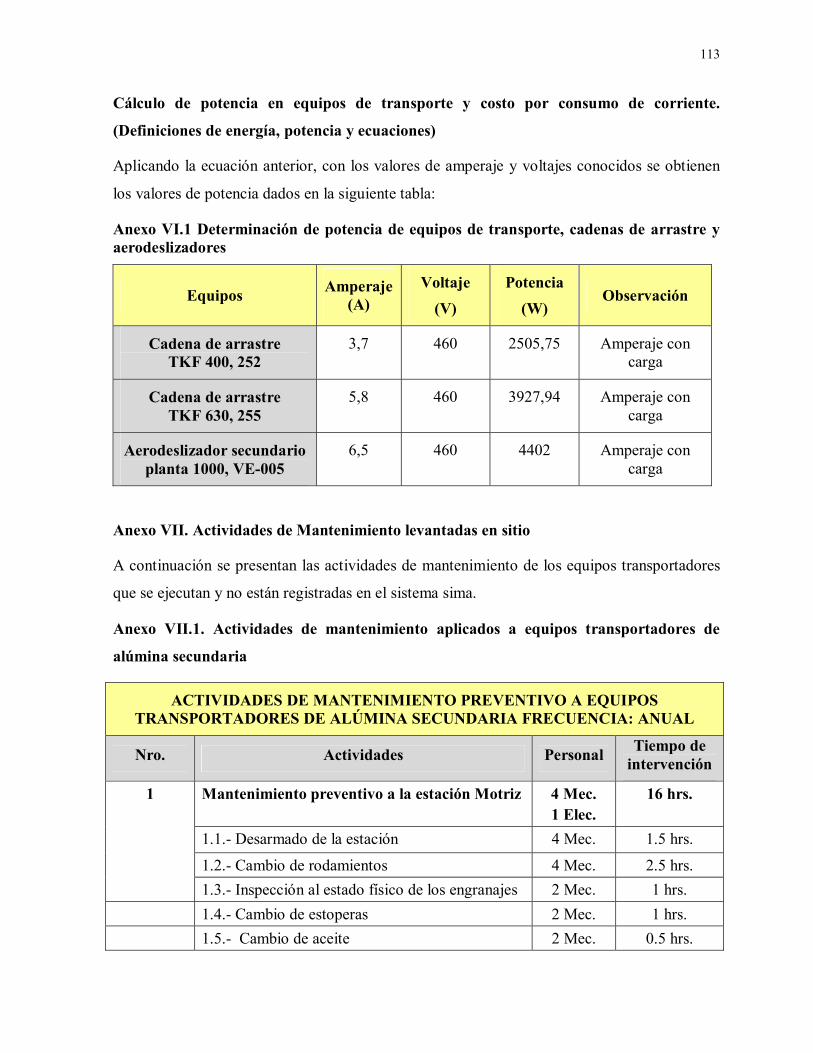
113
Cálculo de potencia en equipos de transporte y costo por consumo de corriente.
(Definiciones de energía, potencia y ecuaciones)
Aplicando la ecuación anterior, con los valores de amperaje y voltajes conocidos se obtienen
los valores de potencia dados en la siguiente tabla:
Anexo VI.1 Determinación de potencia de equipos de transporte, cadenas de arrastre y aerodeslizadores
Equipos Amperaje (A)
Voltaje (V)
Potencia (W)
Observación
Cadena de arrastre TKF 400, 252
3,7 460 2505,75 Amperaje con carga
Cadena de arrastre TKF 630, 255
5,8 460 3927,94 Amperaje con carga
Aerodeslizador secundario planta 1000, VE-005
6,5 460 4402 Amperaje con carga
Anexo VII. Actividades de Mantenimiento levantadas en sitio
A continuación se presentan las actividades de mantenimiento de los equipos transportadores
que se ejecutan y no están registradas en el sistema sima.
Anexo VII.1. Actividades de mantenimiento aplicados a equipos transportadores de
alúmina secundaria
ACTIVIDADES DE MANTENIMIENTO PREVENTIVO A EQUIPOS TRANSPORTADORES DE ALÚMINA SECUNDARIA FRECUENCIA: ANUAL
Nro. Actividades Personal Tiempo de intervención
1 Mantenimiento preventivo a la estación Motriz 4 Mec. 1 Elec.
16 hrs.
1.1.- Desarmado de la estación 4 Mec. 1.5 hrs.
1.2.- Cambio de rodamientos 4 Mec. 2.5 hrs. 1.3.- Inspección al estado físico de los engranajes 2 Mec. 1 hrs. 1.4.- Cambio de estoperas 2 Mec. 1 hrs. 1.5.- Cambio de aceite 2 Mec. 0.5 hrs.
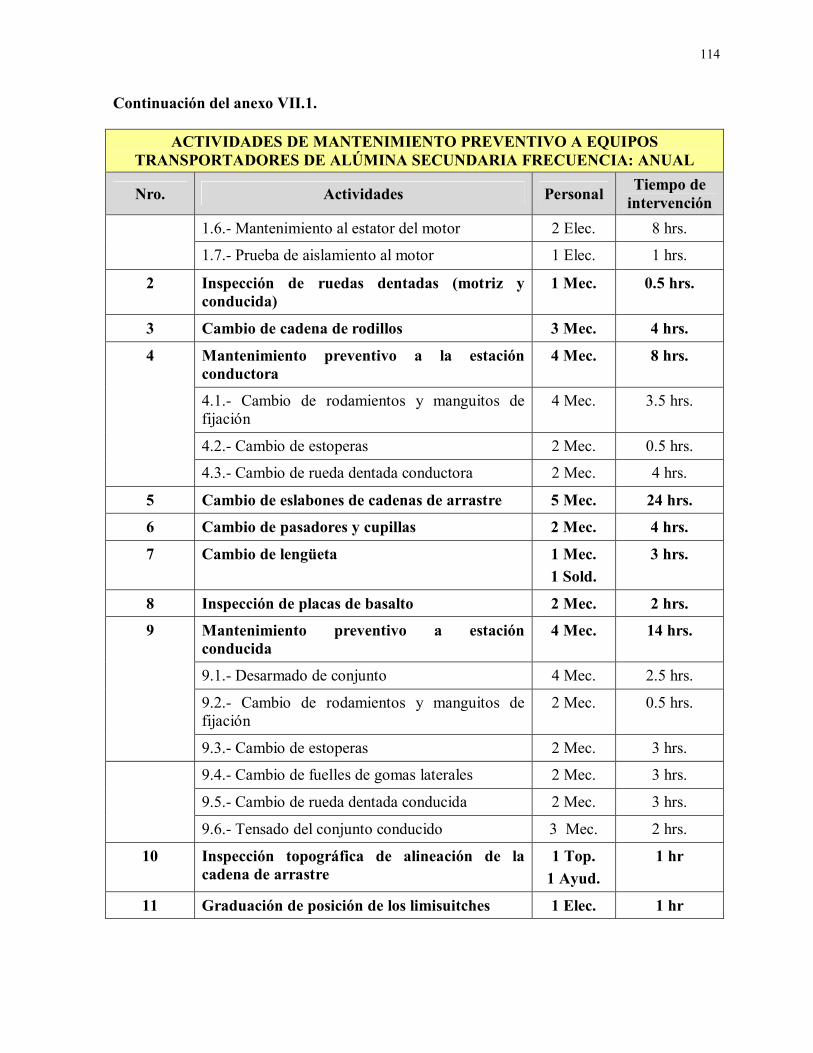
114
Continuación del anexo VII.1.
ACTIVIDADES DE MANTENIMIENTO PREVENTIVO A EQUIPOS TRANSPORTADORES DE ALÚMINA SECUNDARIA FRECUENCIA: ANUAL
Nro. Actividades Personal Tiempo de intervención
1.6.- Mantenimiento al estator del motor 2 Elec. 8 hrs.
1.7.- Prueba de aislamiento al motor 1 Elec. 1 hrs.
2 Inspección de ruedas dentadas (motriz y conducida)
1 Mec. 0.5 hrs.
3 Cambio de cadena de rodillos 3 Mec. 4 hrs.
4 Mantenimiento preventivo a la estación conductora
4 Mec. 8 hrs.
4.1.- Cambio de rodamientos y manguitos de fijación
4 Mec. 3.5 hrs.
4.2.- Cambio de estoperas 2 Mec. 0.5 hrs.
4.3.- Cambio de rueda dentada conductora 2 Mec. 4 hrs.
5 Cambio de eslabones de cadenas de arrastre 5 Mec. 24 hrs.
6 Cambio de pasadores y cupillas 2 Mec. 4 hrs.
7 Cambio de lengüeta 1 Mec. 1 Sold.
3 hrs.
8 Inspección de placas de basalto 2 Mec. 2 hrs.
9 Mantenimiento preventivo a estación conducida
4 Mec. 14 hrs.
9.1.- Desarmado de conjunto 4 Mec. 2.5 hrs.
9.2.- Cambio de rodamientos y manguitos de fijación
2 Mec. 0.5 hrs.
9.3.- Cambio de estoperas 2 Mec. 3 hrs.
9.4.- Cambio de fuelles de gomas laterales 2 Mec. 3 hrs.
9.5.- Cambio de rueda dentada conducida 2 Mec. 3 hrs.
9.6.- Tensado del conjunto conducido 3 Mec. 2 hrs.
10 Inspección topográfica de alineación de la cadena de arrastre
1 Top. 1 Ayud.
1 hr
11 Graduación de posición de los limisuitches 1 Elec. 1 hr
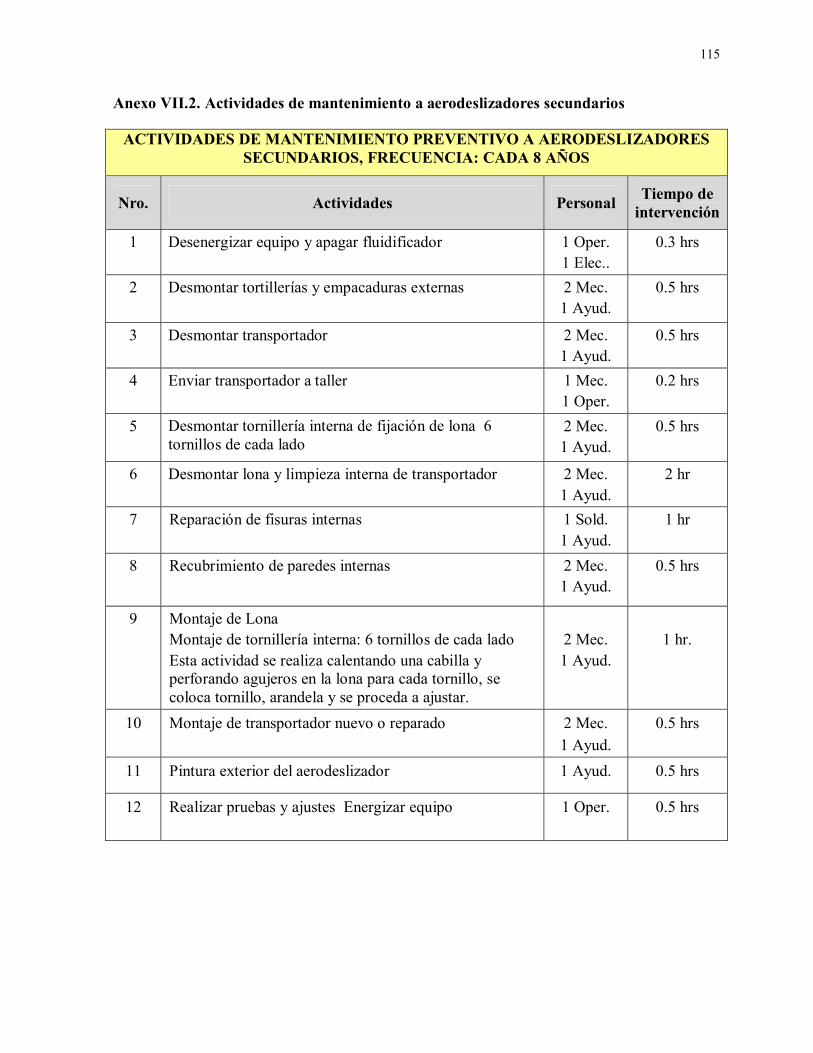
115
Anexo VII.2. Actividades de mantenimiento a aerodeslizadores secundarios
ACTIVIDADES DE MANTENIMIENTO PREVENTIVO A AERODESLIZADORES SECUNDARIOS, FRECUENCIA: CADA 8 AÑOS
Nro. Actividades Personal Tiempo de intervención
1 Desenergizar equipo y apagar fluidificador 1 Oper. 1 Elec..
0.3 hrs
2 Desmontar tortillerías y empacaduras externas 2 Mec. 1 Ayud.
0.5 hrs
3 Desmontar transportador 2 Mec. 1 Ayud.
0.5 hrs
4 Enviar transportador a taller 1 Mec. 1 Oper.
0.2 hrs
5 Desmontar tornillería interna de fijación de lona 6 tornillos de cada lado
2 Mec. 1 Ayud.
0.5 hrs
6 Desmontar lona y limpieza interna de transportador 2 Mec. 1 Ayud.
2 hr
7 Reparación de fisuras internas
1 Sold. 1 Ayud.
1 hr
8 Recubrimiento de paredes internas
2 Mec. 1 Ayud.
0.5 hrs
9 Montaje de Lona Montaje de tornillería interna: 6 tornillos de cada lado Esta actividad se realiza calentando una cabilla y perforando agujeros en la lona para cada tornillo, se coloca tornillo, arandela y se proceda a ajustar.
2 Mec. 1 Ayud.
1 hr.
10 Montaje de transportador nuevo o reparado 2 Mec. 1 Ayud.
0.5 hrs
11 Pintura exterior del aerodeslizador 1 Ayud. 0.5 hrs
12 Realizar pruebas y ajustes Energizar equipo 1 Oper. 0.5 hrs
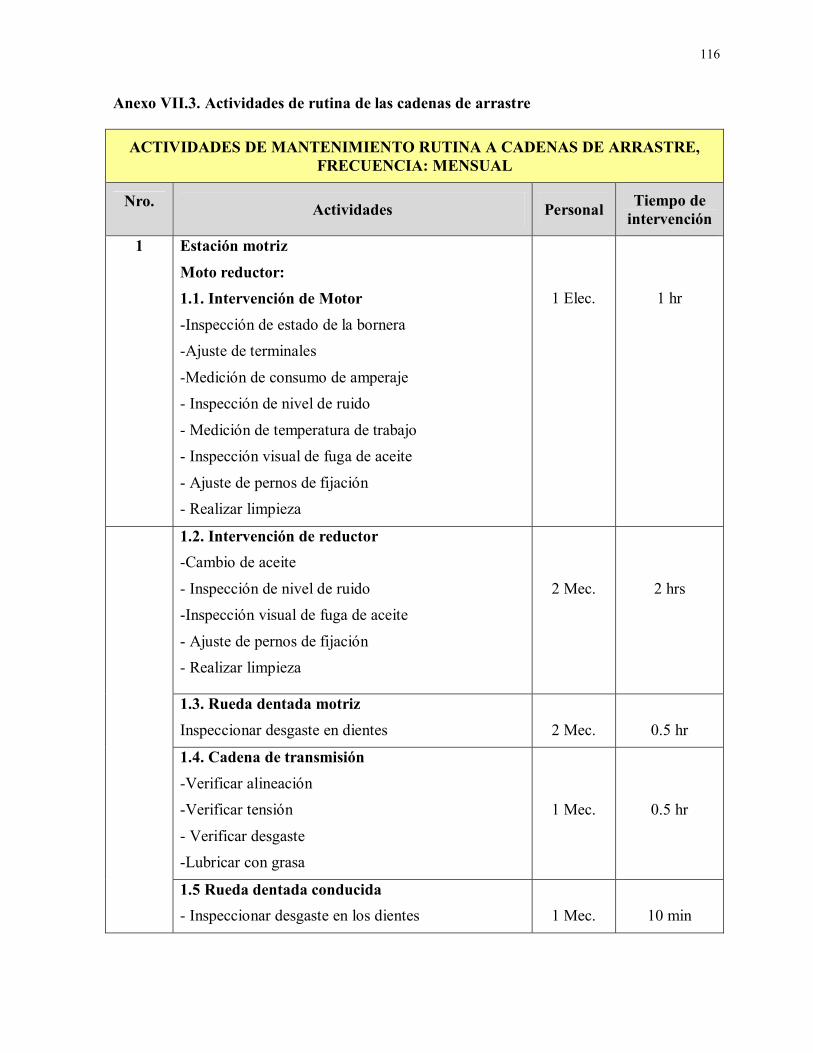
116
Anexo VII.3. Actividades de rutina de las cadenas de arrastre
ACTIVIDADES DE MANTENIMIENTO RUTINA A CADENAS DE ARRASTRE, FRECUENCIA: MENSUAL
Nro. Actividades Personal Tiempo de intervención
1 Estación motriz
Moto reductor: 1.1. Intervención de Motor -Inspección de estado de la bornera
-Ajuste de terminales
-Medición de consumo de amperaje - Inspección de nivel de ruido
- Medición de temperatura de trabajo
- Inspección visual de fuga de aceite
- Ajuste de pernos de fijación
- Realizar limpieza
1 Elec.
1 hr
1.2. Intervención de reductor -Cambio de aceite
- Inspección de nivel de ruido -Inspección visual de fuga de aceite
- Ajuste de pernos de fijación
- Realizar limpieza
2 Mec.
2 hrs
1.3. Rueda dentada motriz Inspeccionar desgaste en dientes
2 Mec.
0.5 hr
1.4. Cadena de transmisión -Verificar alineación
-Verificar tensión
- Verificar desgaste -Lubricar con grasa
1 Mec.
0.5 hr
1.5 Rueda dentada conducida - Inspeccionar desgaste en los dientes
1 Mec.
10 min
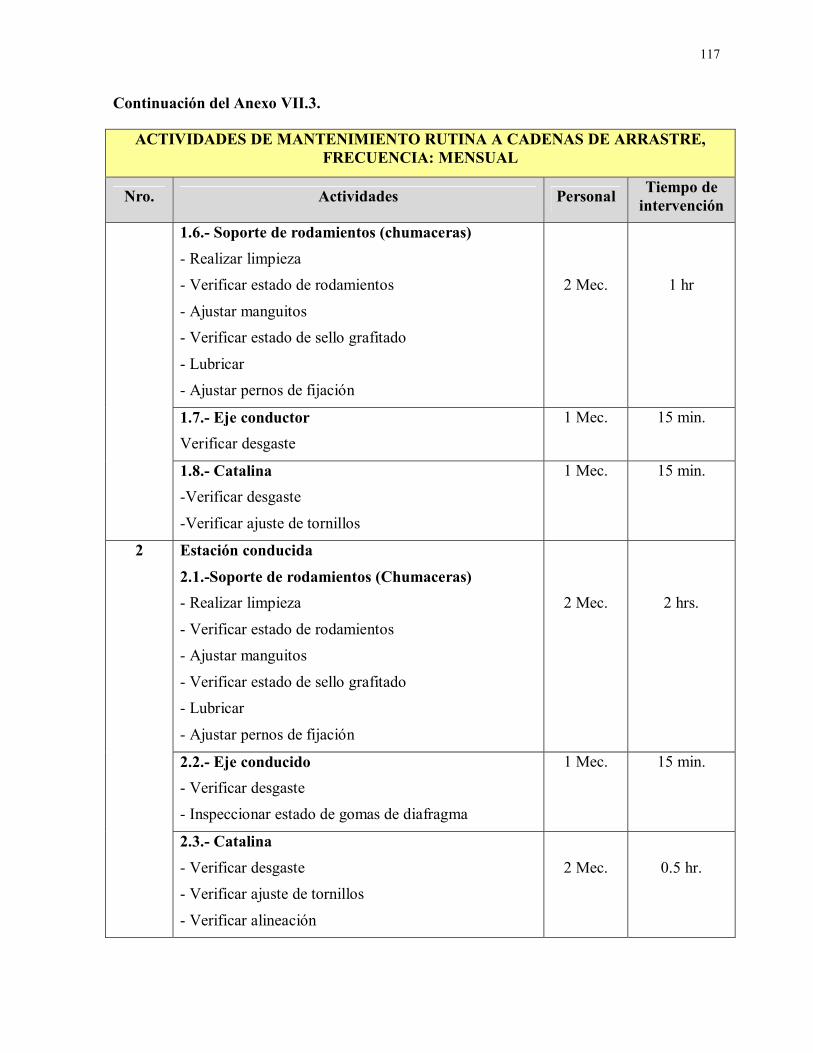
117
Continuación del Anexo VII.3.
ACTIVIDADES DE MANTENIMIENTO RUTINA A CADENAS DE ARRASTRE, FRECUENCIA: MENSUAL
Nro. Actividades Personal Tiempo de intervención
1.6.- Soporte de rodamientos (chumaceras) - Realizar limpieza - Verificar estado de rodamientos
- Ajustar manguitos - Verificar estado de sello grafitado
- Lubricar - Ajustar pernos de fijación
2 Mec.
1 hr
1.7.- Eje conductor Verificar desgaste
1 Mec. 15 min.
1.8.- Catalina -Verificar desgaste
-Verificar ajuste de tornillos
1 Mec. 15 min.
2 Estación conducida
2.1.-Soporte de rodamientos (Chumaceras) - Realizar limpieza
- Verificar estado de rodamientos - Ajustar manguitos
- Verificar estado de sello grafitado - Lubricar
- Ajustar pernos de fijación
2 Mec.
2 hrs.
2.2.- Eje conducido - Verificar desgaste
- Inspeccionar estado de gomas de diafragma
1 Mec. 15 min.
2.3.- Catalina
- Verificar desgaste - Verificar ajuste de tornillos
- Verificar alineación
2 Mec.
0.5 hr.





























