Embed Size (px)
Citation preview
G A LVA N I Z A C I Ó N E N C A L I E N T E PA R A H I E R R O Y A C E R O
GRUPO RELESAGRUPO RELESAGRUPO RELESA
1 ÍNDICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 PRESENTACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 SITUACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 INSTALACIONES . . . . . . . . . . . . . . . . . . . . . . . . .
5 DEFINICIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 NOTAS TÉCNICAS I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 NOTAS TÉCNICAS II . . . . . . . . . . . . . . . . . . . . . . . . .
8 CALIDAD CERTIFICADA . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 DISEÑO Y FABRICACIÓN . . . . . . . . . . . . . . . . . . . . . . .
10 ALMACENAMIENTO . . . . . . . . . . . . . . . . . . . . . .
11 SISTEMA DÚPLEX (GALVANIZADO + PINTADO) . . . . . .
12 OXIDACIÓN EN LA CONSTRUCCIÓN . . . . . . . . . . . .
13 APLICACIONES PRÁCTICAS . . . . . . . . . . . . . . . . . . . . .
1
2
3
4
5
6
7
8
9 a 12
13
14
15
16 a 18
ÍNDICE
1
CONTENIDO
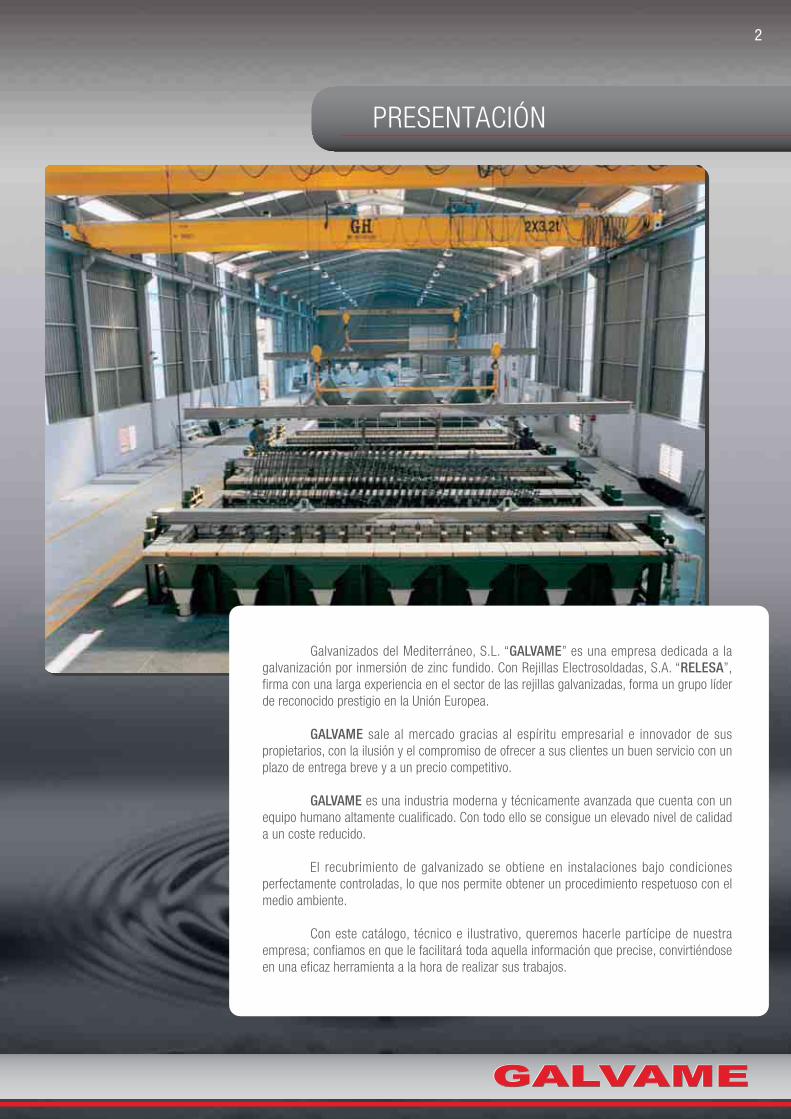
PRESENTACIÓN
Galvanizados del Mediterráneo, S.L. “GALVAME” es una empresa dedicada a lagalvanización por inmersión de zinc fundido. Con Rejillas Electrosoldadas, S.A. “RELESA”,firma con una larga experiencia en el sector de las rejillas galvanizadas, forma un grupo líderde reconocido prestigio en la Unión Europea.
GALVAME sale al mercado gracias al espíritu empresarial e innovador de suspropietarios, con la ilusión y el compromiso de ofrecer a sus clientes un buen servicio con unplazo de entrega breve y a un precio competitivo.
GALVAME es una industria moderna y técnicamente avanzada que cuenta con unequipo humano altamente cualificado. Con todo ello se consigue un elevado nivel de calidada un coste reducido.
El recubrimiento de galvanizado se obtiene en instalaciones bajo condicionesperfectamente controladas, lo que nos permite obtener un procedimiento respetuoso con elmedio ambiente.
Con este catálogo, técnico e ilustrativo, queremos hacerle partícipe de nuestraempresa; confiamos en que le facilitará toda aquella información que precise, convirtiéndoseen una eficaz herramienta a la hora de realizar sus trabajos.
2
GALVAMEGALVAMEGALVAME
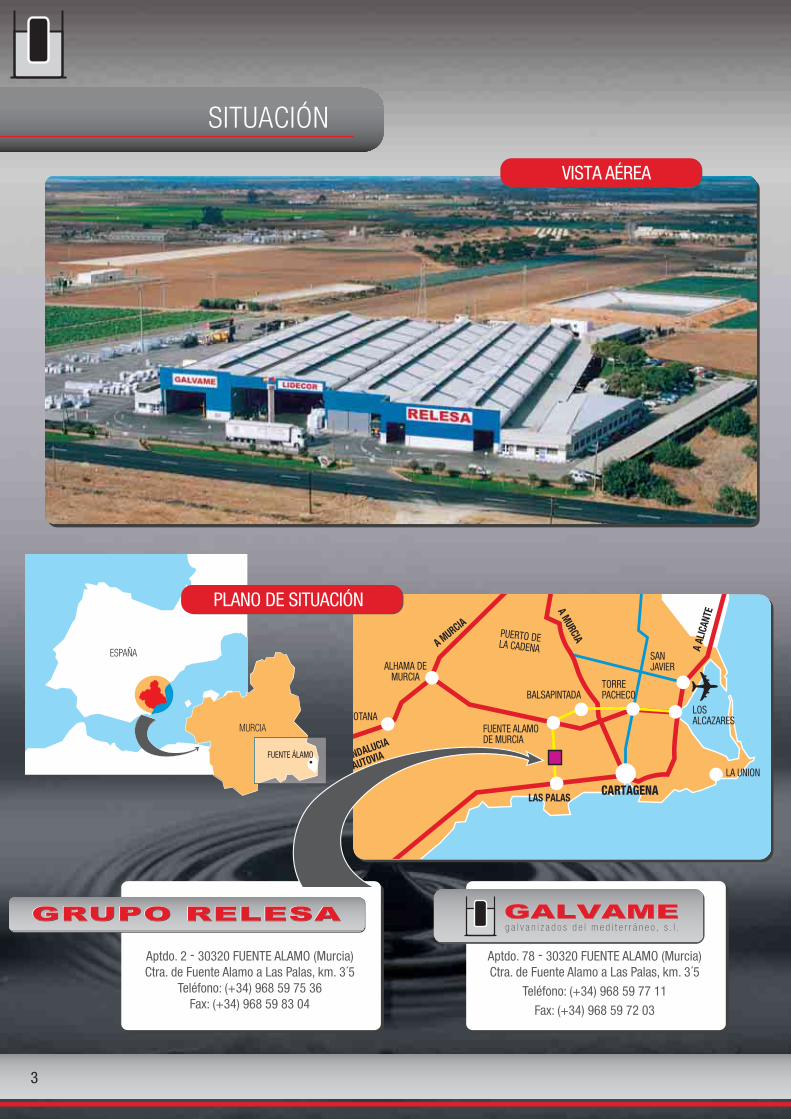
VISTA AÉREA
TOTANA
ALHAMA DEMURCIA
NDALUCIA
AUTOVIA
BALSAPINTADATORREPACHECO
SANJAVIER
LOSALCAZARES
LA UNION
A MURCIA
A MURCIAPUERTO DELA CADENA A
ALIC
ANTE
�
CARTAGENALAS PALAS
FUENTE ALAMODE MURCIA
Aptdo. 78 - 30320 FUENTE ALAMO (Murcia)Ctra. de Fuente Alamo a Las Palas, km. 3´5
Teléfono: (+34) 968 59 77 11
Fax: (+34) 968 59 72 03
Aptdo. 2 - 30320 FUENTE ALAMO (Murcia)Ctra. de Fuente Alamo a Las Palas, km. 3´5
Teléfono: (+34) 968 59 75 36Fax: (+34) 968 59 83 04
GRUPO RELESAGRUPO RELESAGRUPO RELESA
SITUACIÓN
3
PLANO DE SITUACIÓN
INSTALACIONES
GALVAME dispone de una superficie de más de 16.500 m2, en los cuales se ubica una nave industrialde 2.150 m2 cubiertos.
El parque de almacenamiento a interperie dispone de dos zonas bien delimitadas; una para el depósitode los materiales en negro y otra para piezas ya galvanizadas. Como medios para las operaciones de carga ydescarga se ha dotado de carretillas diesel de 2,5 Tm., así como de dos grúas móviles de 5 Tm.
La instalación cuenta con equipos dotados de medios técnicos de reciclaje, absorción y neutralizaciónen continuo (foto superior), los cuales cumplen la más estricta normativa medioambiental de la Unión Europea.De esta forma se compagina una actividad industrial con una atmósfera más limpia y pura.
4
GALVAMEGALVAMEGALVAME
DEFINICIÓN
5
Los recubrimientos galvanizados en caliente proporcionan alacero de base una gran protección porque:
- Le aislan del medio ambiente.
- El recubrimiento obtenido está unido metalúrgicamente al acero debase proporcionándole adherencia.
- Las aleaciones Hierro-Zinc son más duras que el propio acero y másresistentes a los golpes y a la abrasión.
- Mientras quede recubrimiento de Zinc sobre la superficie del material,éste seguirá protegiéndolo de la corrosión.
- El acero galvanizado es mejor que el aluminio en resitencia y rigidez.
- Si quedara acero al descubierto por un rasguño, se autoprotegeríamediante par galvánico, dada la diferencia de electropotencial entreel Hierro y el Zinc.
- Forma un sistema de amortiguación muy resistente a los golpes.
Nave industrial con estructura metálica galvanizada.
Plataformas de acceso y escalera en rejilla galvanizada.
La galvanización en caliente es el procedimientopor el que se obtienen recubrimientos de zinc en productosy artículos de acero u otros materiales férricos, mediantela inmersión de los mismos en un baño de zinc fundidoa 450°C.
Es el sistema de recubrimiento de superficieanticorrosivo que tiene un campo de aplicación másextenso, debido a que proporciona la protección mássegura y duradera a un precio razonable.
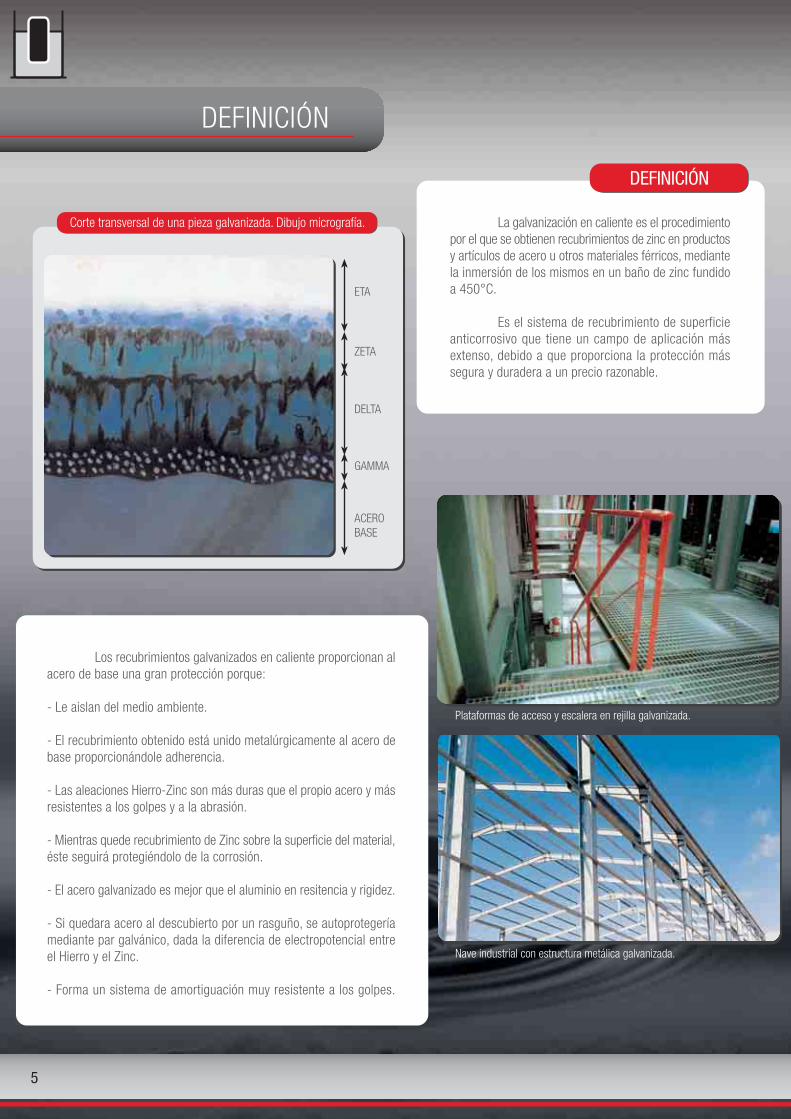
Corte transversal de una pieza galvanizada. Dibujo micrografía.
ETA
ZETA
DELTA
GAMMA
ACEROBASE
DEFINICIÓN
NOTAS TÉCNICAS I
Se considera material adecuado para galvanizaren caliente por inmersión, el hierro, los aceros al carbono,los aceros de alta resistencia y baja aleación, los acerosmoldeados y las fundiciones gris, maleable y nodular.
Recubrimiento de aspecto uniforme.
Recubrimiento de aspecto gris mate no uniforme.
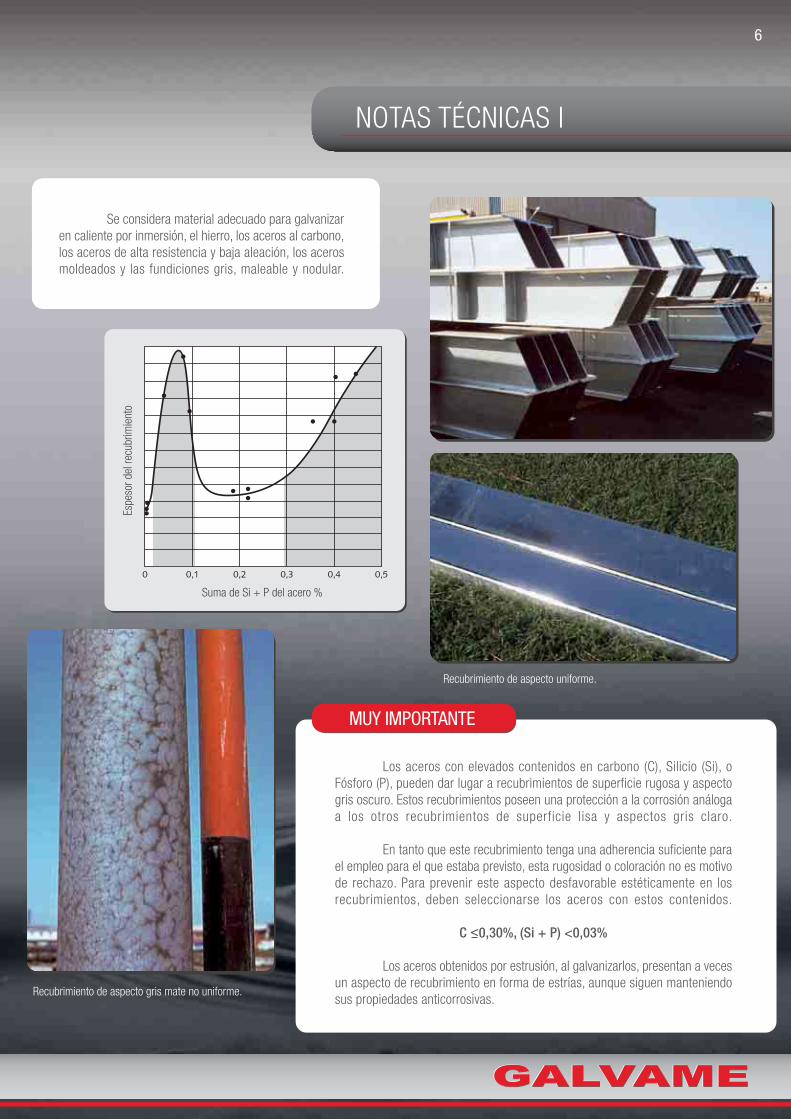
Suma de Si + P del acero %
0 0,1 0,2 0,3 0,4 0,5
Espe
sor d
el re
cubr
imie
nto
Los aceros con elevados contenidos en carbono (C), Silicio (Si), oFósforo (P), pueden dar lugar a recubrimientos de superficie rugosa y aspectogris oscuro. Estos recubrimientos poseen una protección a la corrosión análogaa los otros recubrimientos de superficie lisa y aspectos gris claro.
En tanto que este recubrimiento tenga una adherencia suficiente parael empleo para el que estaba previsto, esta rugosidad o coloración no es motivode rechazo. Para prevenir este aspecto desfavorable estéticamente en losrecubrimientos, deben seleccionarse los aceros con estos contenidos.
C <0,30%, (Si + P) <0,03%
Los aceros obtenidos por estrusión, al galvanizarlos, presentan a vecesun aspecto de recubrimiento en forma de estrías, aunque siguen manteniendosus propiedades anticorrosivas.
6
GALVAMEGALVAMEGALVAME
MUY IMPORTANTE

CALIDAD CERTIFICADA
Orientados con el compromiso desatisfacer las necesidades de nuestros clientes,GALVAME dispone de los medios técnicos yhumanos necesarios, que le han permitido obtenerel reconocimiento a su profesionalidad porinst i tuc iones de reconocido prest ig io.
Todas las fases del proceso degalvanización están sometidas a un estrictoautocontrol que se culmina con la inspección finalde los productos, acabados, previo al empaquetadoy expedición.
8
GALVAMEGALVAMEGALVAME
Bajo solicitud, GALVAME ofrece a sus clientes la certificación de calidad de losmateriales galvanizados conforme a los requisitos de la norma UNE EN ISO 1461.
9
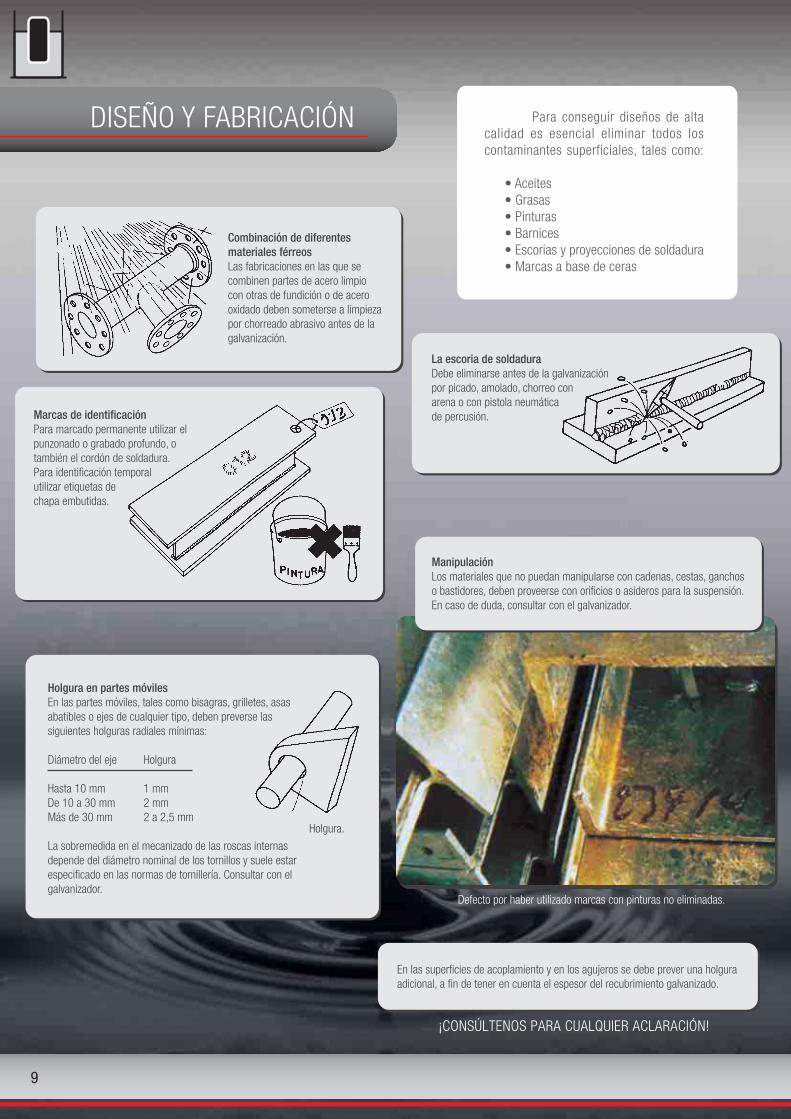
Defecto por haber utilizado marcas con pinturas no eliminadas.
DISEÑO Y FABRICACIÓN
Combinación de diferentesmateriales férreosLas fabricaciones en las que secombinen partes de acero limpiocon otras de fundición o de acerooxidado deben someterse a limpiezapor chorreado abrasivo antes de lagalvanización.
La escoria de soldaduraDebe eliminarse antes de la galvanizaciónpor picado, amolado, chorreo conarena o con pistola neumáticade percusión.Marcas de identificación
Para marcado permanente utilizar elpunzonado o grabado profundo, otambién el cordón de soldadura.Para identificación temporalutilizar etiquetas dechapa embutidas.
ManipulaciónLos materiales que no puedan manipularse con cadenas, cestas, ganchoso bastidores, deben proveerse con orificios o asideros para la suspensión.En caso de duda, consultar con el galvanizador.
Holgura en partes móvilesEn las partes móviles, tales como bisagras, grilletes, asasabatibles o ejes de cualquier tipo, deben preverse lassiguientes holguras radiales mínimas:
Diámetro del eje Holgura
Hasta 10 mm 1 mmDe 10 a 30 mm 2 mmMás de 30 mm 2 a 2,5 mm
La sobremedida en el mecanizado de las roscas internasdepende del diámetro nominal de los tornillos y suele estarespecificado en las normas de tornillería. Consultar con elgalvanizador.
Holgura.
En las superficies de acoplamiento y en los agujeros se debe prever una holguraadicional, a fin de tener en cuenta el espesor del recubrimiento galvanizado.
¡CONSÚLTENOS PARA CUALQUIER ACLARACIÓN!
Para conseguir diseños de altacalidad es esencial eliminar todos loscontaminantes superficiales, tales como:
• Aceites• Grasas• Pinturas• Barnices• Escorias y proyecciones de soldadura• Marcas a base de ceras
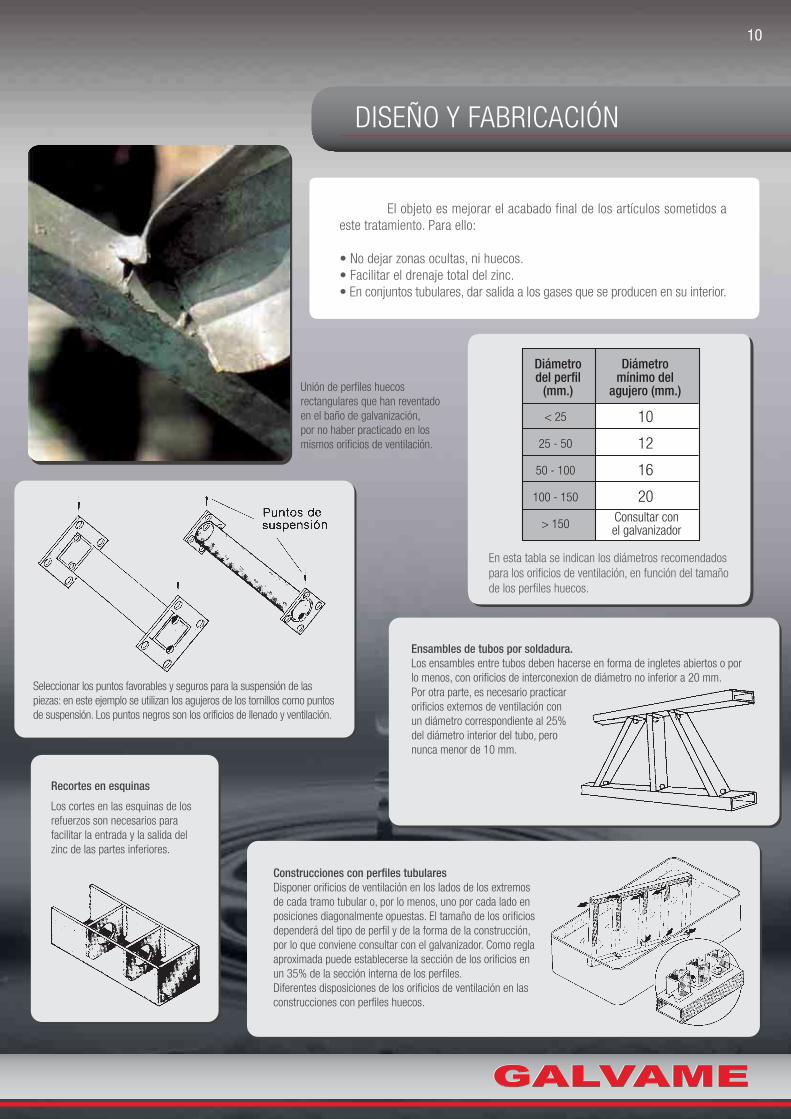
Unión de perfiles huecosrectangulares que han reventadoen el baño de galvanización,por no haber practicado en losmismos orificios de ventilación.
El objeto es mejorar el acabado final de los artículos sometidos aeste tratamiento. Para ello:
• No dejar zonas ocultas, ni huecos.• Facilitar el drenaje total del zinc.• En conjuntos tubulares, dar salida a los gases que se producen en su interior.
10
GALVAMEGALVAMEGALVAME
DISEÑO Y FABRICACIÓN
En esta tabla se indican los diámetros recomendadospara los orificios de ventilación, en función del tamañode los perfiles huecos.
Diámetrodel perfil
(mm.)
< 25
25 - 50
50 - 100
100 - 150
> 150
10
12
16
20
Diámetromínimo del
agujero (mm.)
Consultar conel galvanizador
Seleccionar los puntos favorables y seguros para la suspensión de laspiezas: en este ejemplo se utilizan los agujeros de los tornillos como puntosde suspensión. Los puntos negros son los orificios de llenado y ventilación.
Ensambles de tubos por soldadura.Los ensambles entre tubos deben hacerse en forma de ingletes abiertos o porlo menos, con orificios de interconexion de diámetro no inferior a 20 mm.Por otra parte, es necesario practicarorificios externos de ventilación conun diámetro correspondiente al 25%del diámetro interior del tubo, peronunca menor de 10 mm.
Los cortes en las esquinas de losrefuerzos son necesarios parafacilitar la entrada y la salida delzinc de las partes inferiores.
Recortes en esquinas
Construcciones con perfiles tubularesDisponer orificios de ventilación en los lados de los extremosde cada tramo tubular o, por lo menos, uno por cada lado enposiciones diagonalmente opuestas. El tamaño de los orificiosdependerá del tipo de perfil y de la forma de la construcción,por lo que conviene consultar con el galvanizador. Como reglaaproximada puede establecerse la sección de los orificios enun 35% de la sección interna de los perfiles.Diferentes disposiciones de los orificios de ventilación en lasconstrucciones con perfiles huecos.
11
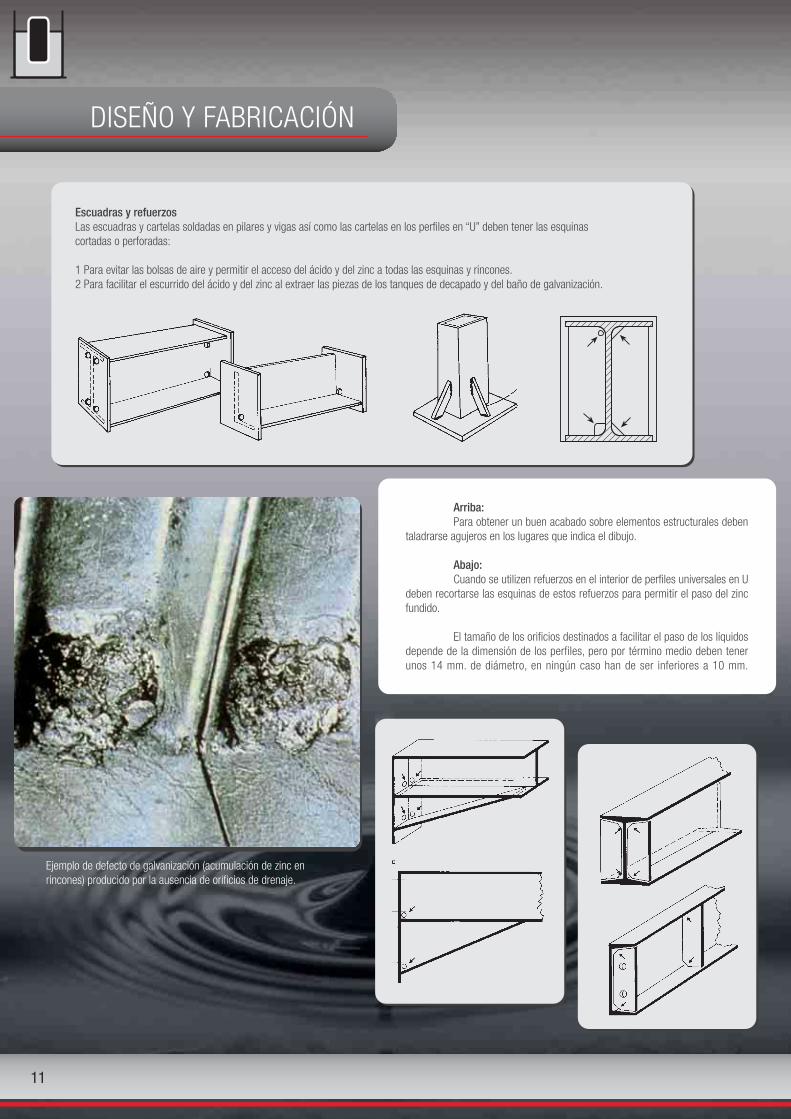
Ejemplo de defecto de galvanización (acumulación de zinc enrincones) producido por la ausencia de orificios de drenaje.
DISEÑO Y FABRICACIÓN
Arriba:Para obtener un buen acabado sobre elementos estructurales deben
taladrarse agujeros en los lugares que indica el dibujo.
Abajo:Cuando se utilizen refuerzos en el interior de perfiles universales en U
deben recortarse las esquinas de estos refuerzos para permitir el paso del zincfundido.
El tamaño de los orificios destinados a facilitar el paso de los líquidosdepende de la dimensión de los perfiles, pero por término medio deben tenerunos 14 mm. de diámetro, en ningún caso han de ser inferiores a 10 mm.
Escuadras y refuerzosLas escuadras y cartelas soldadas en pilares y vigas así como las cartelas en los perfiles en “U” deben tener las esquinascortadas o perforadas:
1 Para evitar las bolsas de aire y permitir el acceso del ácido y del zinc a todas las esquinas y rincones.2 Para facilitar el escurrido del ácido y del zinc al extraer las piezas de los tanques de decapado y del baño de galvanización.
La información que usted puede aportar esla siguiente:
- Composición química del acero.- Los planos en donde podemos indicarle lasnecesidades de orificios u otras adecuaciones previas.- Existencia de tratamientos posteriores como pinturas.- Si desea un certificado de conformidad con la norma.
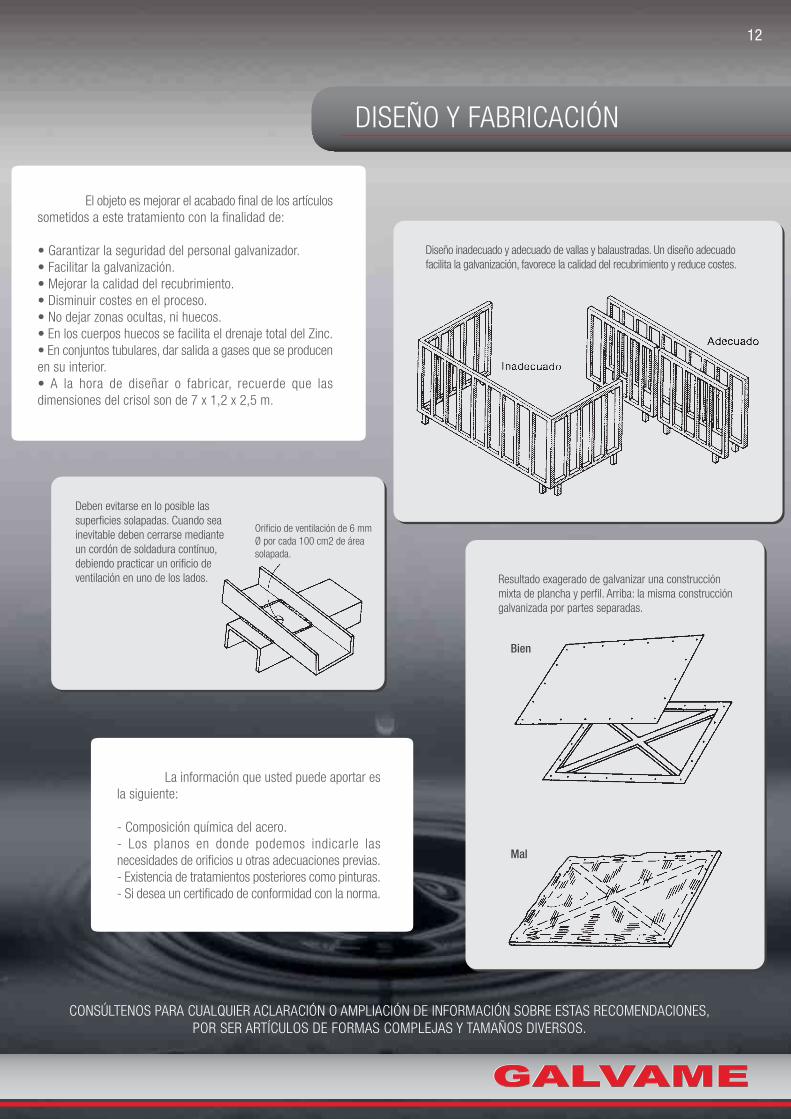
El objeto es mejorar el acabado final de los artículossometidos a este tratamiento con la finalidad de:
• Garantizar la seguridad del personal galvanizador.• Facilitar la galvanización.• Mejorar la calidad del recubrimiento.• Disminuir costes en el proceso.• No dejar zonas ocultas, ni huecos.• En los cuerpos huecos se facilita el drenaje total del Zinc.• En conjuntos tubulares, dar salida a gases que se producenen su interior.• A la hora de diseñar o fabricar, recuerde que lasdimensiones del crisol son de 7 x 1,2 x 2,5 m.
12
GALVAMEGALVAMEGALVAME
DISEÑO Y FABRICACIÓN
Diseño inadecuado y adecuado de vallas y balaustradas. Un diseño adecuadofacilita la galvanización, favorece la calidad del recubrimiento y reduce costes.
Deben evitarse en lo posible lassuperficies solapadas. Cuando seainevitable deben cerrarse medianteun cordón de soldadura contínuo,debiendo practicar un orificio deventilación en uno de los lados.
Orificio de ventilación de 6 mmØ por cada 100 cm2 de áreasolapada.
Resultado exagerado de galvanizar una construcciónmixta de plancha y perfil. Arriba: la misma construccióngalvanizada por partes separadas.
Bien
Mal
CONSÚLTENOS PARA CUALQUIER ACLARACIÓN O AMPLIACIÓN DE INFORMACIÓN SOBRE ESTAS RECOMENDACIONES,POR SER ARTÍCULOS DE FORMAS COMPLEJAS Y TAMAÑOS DIVERSOS.
ALMACENAMIENTO
13
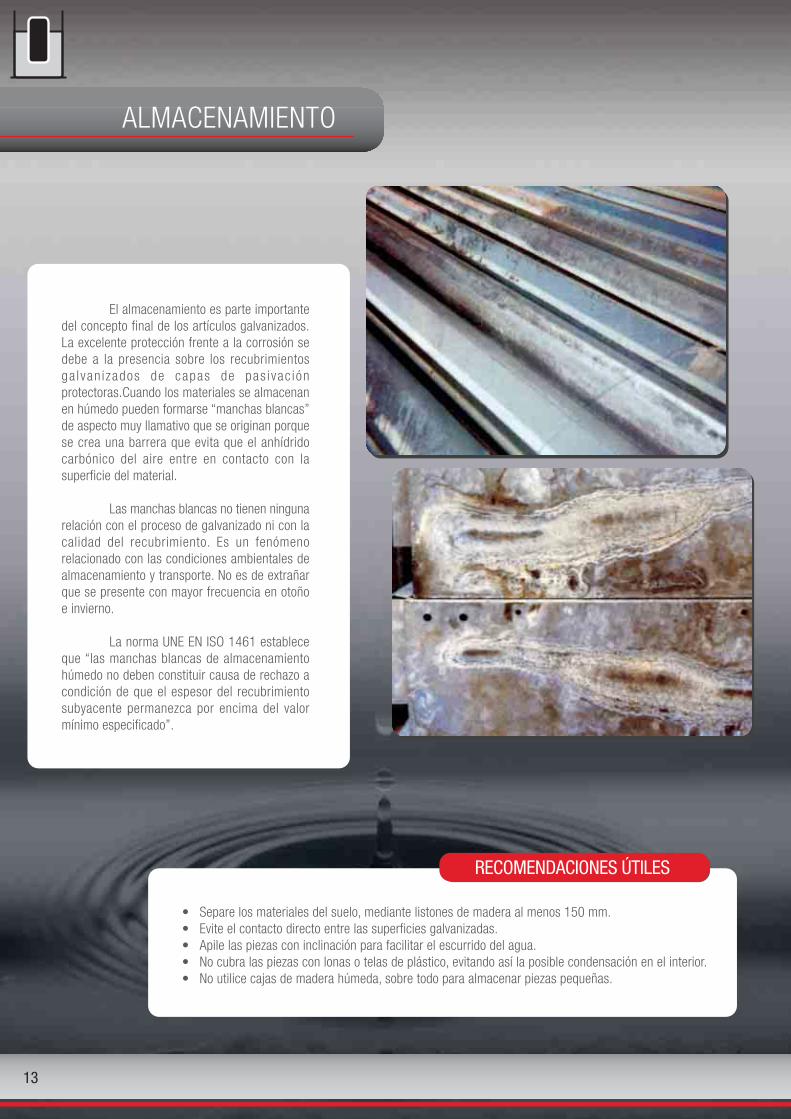
El almacenamiento es parte importantedel concepto final de los artículos galvanizados.La excelente protección frente a la corrosión sedebe a la presencia sobre los recubrimientosga lvan i zados de capas de pas ivac iónprotectoras.Cuando los materiales se almacenanen húmedo pueden formarse “manchas blancas”de aspecto muy llamativo que se originan porquese crea una barrera que evita que el anhídridocarbónico del aire entre en contacto con lasuperficie del material.
Las manchas blancas no tienen ningunarelación con el proceso de galvanizado ni con lacalidad del recubrimiento. Es un fenómenorelacionado con las condiciones ambientales dealmacenamiento y transporte. No es de extrañarque se presente con mayor frecuencia en otoñoe invierno.
La norma UNE EN ISO 1461 estableceque “las manchas blancas de almacenamientohúmedo no deben constituir causa de rechazo acondición de que el espesor del recubrimientosubyacente permanezca por encima del valormínimo especificado”.
• Separe los materiales del suelo, mediante listones de madera al menos 150 mm.• Evite el contacto directo entre las superficies galvanizadas.• Apile las piezas con inclinación para facilitar el escurrido del agua.• No cubra las piezas con lonas o telas de plástico, evitando así la posible condensación en el interior.• No utilice cajas de madera húmeda, sobre todo para almacenar piezas pequeñas.
RECOMENDACIONES ÚTILES
SISTEMA DÚPLEX (GALVANIZADO + PINTADO)
Es la combinación de dos sistemas de protección frente ala corrosión, que se complementan entre sí, como es el caso de losrecubrimientos galvanizados y los revestimientos de pintura.
Normalmente se utilizan en edificación, amueblamientourbano, carreteras y en las industrias químicas y eléctricas.
Las principales razones para utilizar el sistema DUPLEX son:
• Larga duración de la protección.• Razones estéticas.• Señalización o camuflaje.
Los sistemas dúplex a base de una o varias capasde pintura sobre los recubrimientos galvanizados se utilizangeneralmente en los casos en que es necesaria una protecciónfrente a la corrosión muy eficaz. Los ejemplos más frecuentesse encuentran en la edificación, el amueblamiento urbano, elmenaje de carreteras y en las industrias químicas y eléctricas.
No existen prácticamente limitaciones al empleo delos sistemas dúplex. En general es preferible aplicar la pinturaen taller, en condiciones controladas y por parte de especialistas.De esta manera se evitan los problemas que puedan surgir sino se realiza una adecuada limpieza y/o preparación superficialcuando se aplican en obra en condiciones inadecuadas dehumedad y/o temperatura.
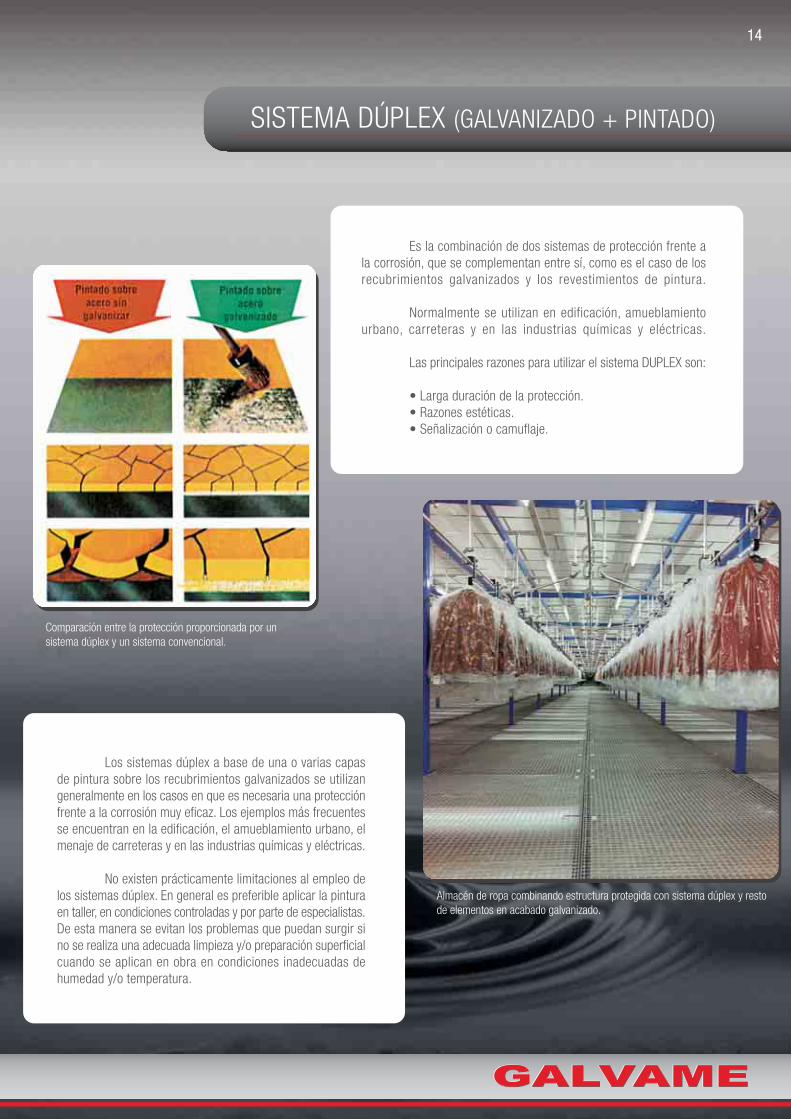
Comparación entre la protección proporcionada por unsistema dúplex y un sistema convencional.
Almacén de ropa combinando estructura protegida con sistema dúplex y restode elementos en acabado galvanizado.
14
GALVAMEGALVAMEGALVAME
OXIDACIÓN EN LA CONSTRUCCIÓN
15
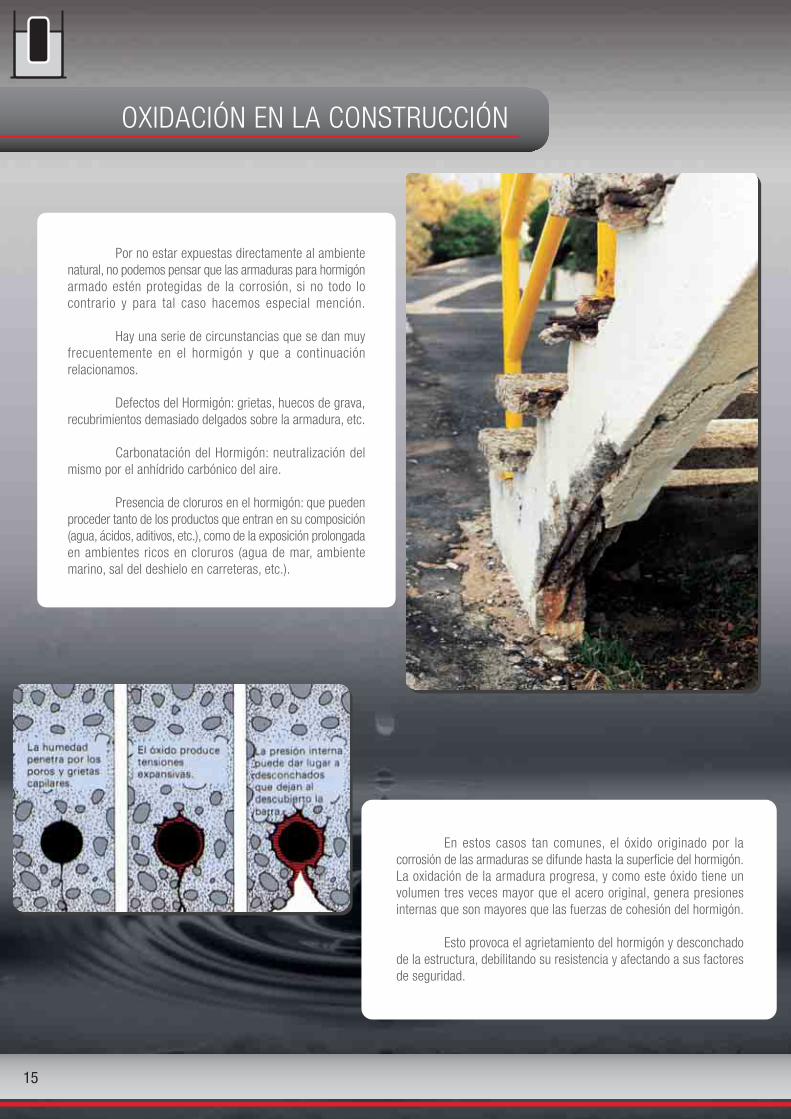
Por no estar expuestas directamente al ambientenatural, no podemos pensar que las armaduras para hormigónarmado estén protegidas de la corrosión, si no todo locontrario y para tal caso hacemos especial mención.
Hay una serie de circunstancias que se dan muyfrecuentemente en el hormigón y que a continuaciónrelacionamos.
Defectos del Hormigón: grietas, huecos de grava,recubrimientos demasiado delgados sobre la armadura, etc.
Carbonatación del Hormigón: neutralización delmismo por el anhídrido carbónico del aire.
Presencia de cloruros en el hormigón: que puedenproceder tanto de los productos que entran en su composición(agua, ácidos, aditivos, etc.), como de la exposición prolongadaen ambientes ricos en cloruros (agua de mar, ambientemarino, sal del deshielo en carreteras, etc.).
En estos casos tan comunes, el óxido originado por lacorrosión de las armaduras se difunde hasta la superficie del hormigón.La oxidación de la armadura progresa, y como este óxido tiene unvolumen tres veces mayor que el acero original, genera presionesinternas que son mayores que las fuerzas de cohesión del hormigón.
Esto provoca el agrietamiento del hormigón y desconchadode la estructura, debilitando su resistencia y afectando a sus factoresde seguridad.
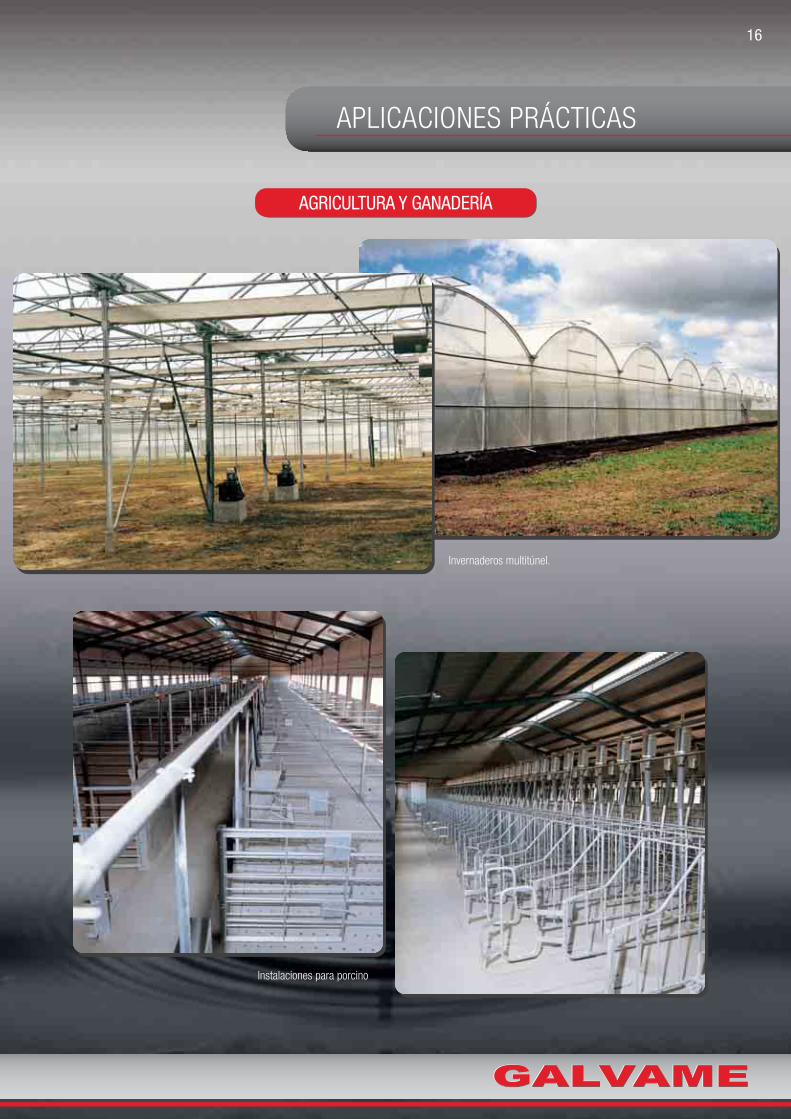
Invernaderos multitúnel.
Instalaciones para porcino
APLICACIONES PRÁCTICAS
16
GALVAMEGALVAMEGALVAME
AGRICULTURA Y GANADERÍA
17
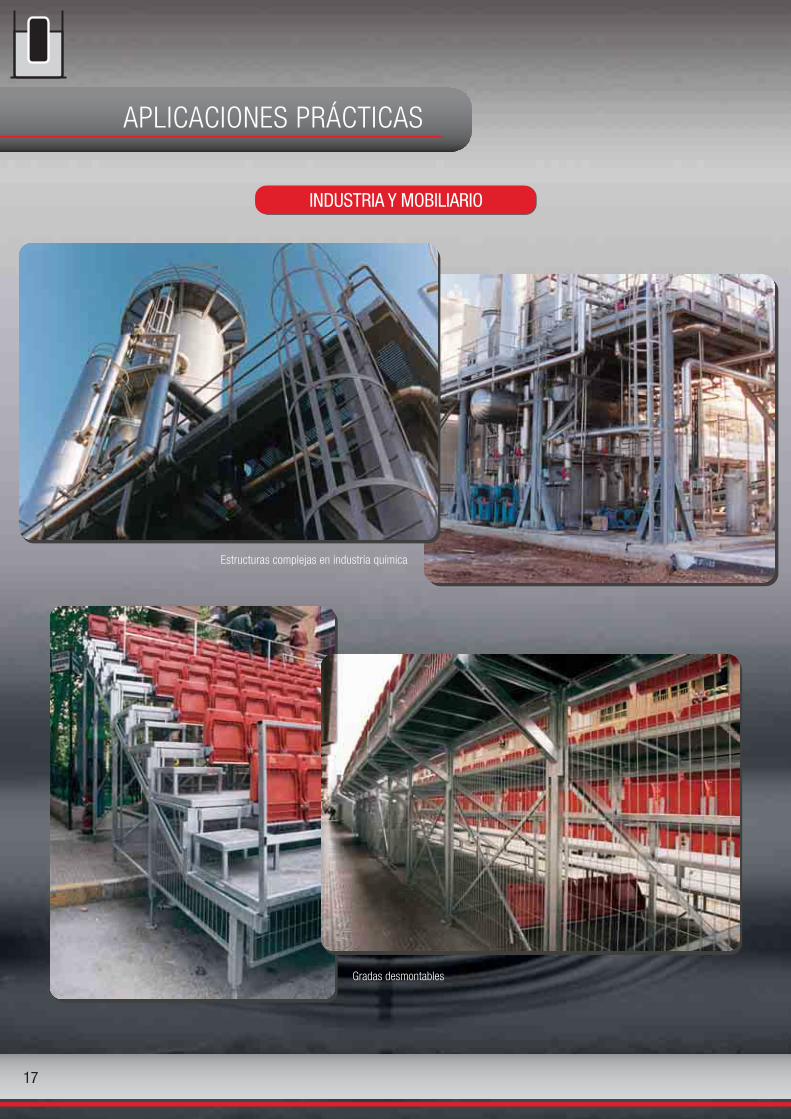
APLICACIONES PRÁCTICAS
Estructuras complejas en industria química
Gradas desmontables
INDUSTRIA Y MOBILIARIO
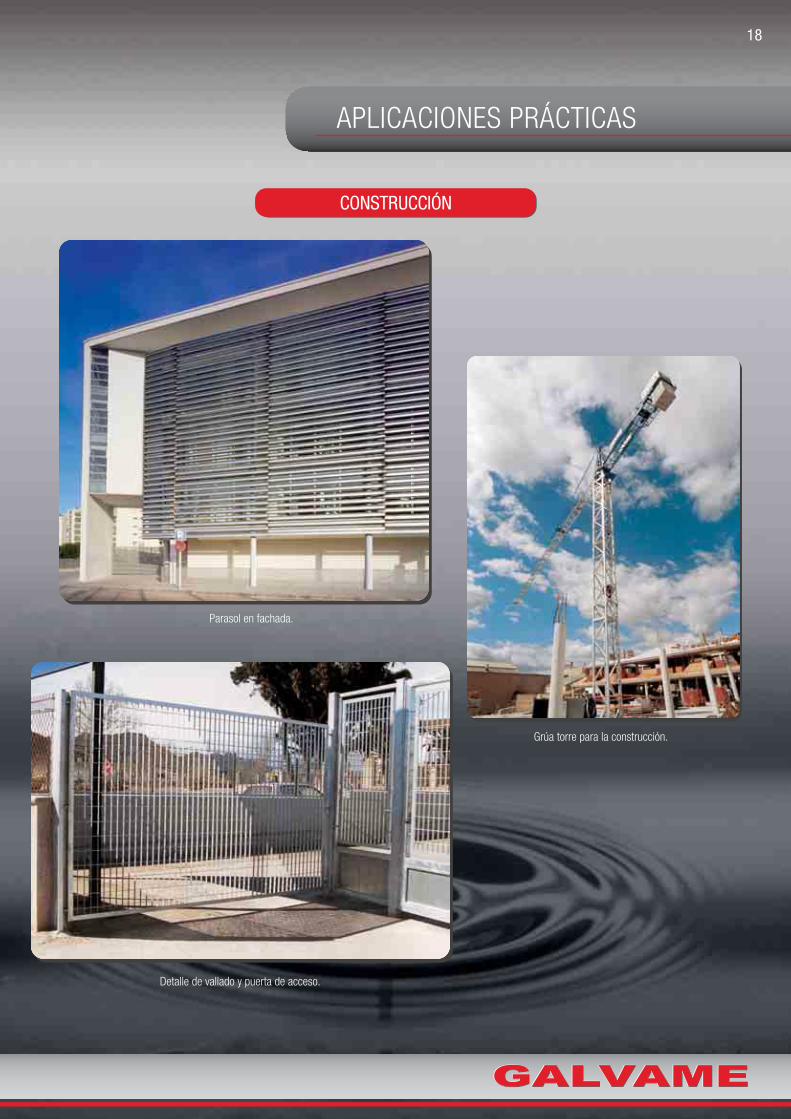
Grúa torre para la construcción.
Detalle de vallado y puerta de acceso.
APLICACIONES PRÁCTICAS
Parasol en fachada.
18
GALVAMEGALVAMEGALVAME
CONSTRUCCIÓN
www.ga l vame .es
OFICINAS Y FÁBRICA
Apartado, 2. 30320 • FUENTE ÁLAMO (Murcia), ESPAÑA.
Ctra. de Fuente Álamo - Las Palas, km. 3,5TELÉFONO: 900 712 318 - 968 59 77 11 • FAX: 968 59 72 03
CORREO ELECTRÓNICO: [email protected]
Fecha de edición: 06/2009 • DEPÓSITO LEGAL: MU-1092-1995
®
El contenido del presente catálogo es meramente informativo, no teniendo carácter vinculante para la empresa, pudiendo ésta modificar o variar los datos o características sin previo aviso.





























